Energía: cuando el monitoreo significa LATINOAMERICA · Venezuela Tel.: 58-2-943-2311/Fax:...
18
Conozca algunos de los productos lanza- dos en la Automa- tion Fair’01 México: automati- zación en la indus- tria azucarera Chile: más produc- tividad en la fabri- cación de pinturas Energía: cuando el monitoreo significa economía ABRIL/2002, AÑO 3, N O . 7 LATINOAMERICA
Transcript of Energía: cuando el monitoreo significa LATINOAMERICA · Venezuela Tel.: 58-2-943-2311/Fax:...

Conozca algunos de
los productos lanza-
dos en la Automa-
tion Fair’01
México: automati-
zación en la indus-
tria azucarera
Chile: más produc-
tividad en la fabri-
cación de pinturas
Energía: cuando el monitoreo significaeconomía
ABRIL/2002, AÑO 3, NO. 7
LATINOAMERICA

Energía: monitoreo y economía . . . . . 8Máquinas y procesos más productivos, empresas más exitosas
Notícias de LatinoaméricaNuevos laboratorios hands-on en el tercer año del Complete Automation on
the Move . . . . . . . . . . . . . . . . . . . . . . . . . . 12Cerveza, cemento y pintura: no hay límites para la optimización. . . 14
Automation Today es una publicación de Rockwell Automation
Oficinas de Rockwell Automation en América Latina:
ArgentinaTel.: 54-11-4779-4000/Fax: 5411-4779-4040
BrasilTel.: 55-11-3618-8800/Fax: 55-11-3618-8968
ChileTel.: 56-2-290-0700/Fax: 56-2-207-6707
ColombiaTel.: 57-1-418-5902/Fax: 57-1-418-5995
MéxicoTel.: 52-5-246-2000/Fax: 52-5-251-9944
VenezuelaTel.: 58-2-943-2311/Fax: 58-2-943-1079
COORDINACIÓN GRAL: Marco Aurélio Valletta
EQUIPO EDITORIAL:Renee Robbins editora global (Putman Publishing)
• Steve Smith editor colaborador (Rockwell Automation) • Márcia M. Maia redatora en Brasil
(Interativa Comunicação)
FOTOGRAFÍA: Archivo Rockwell Automation
DISEÑO Y PRODUCCIÓN: Putman Publishing proyecto • Cláudio Machado diagramación
(Interativa Comunicação - e-mail: [email protected])
Rockwell Automation goza de re-putación mundial debido a los pro-
ductos de calidad que fabrica para la in-dustria y gracias también a que propor-ciona a los fabricantes, como usted, unatecnología mejor para incrementar la pro-ductividad y alcanzar nuevos niveles deeficiencia. Durante los casi cien años dehistoria de la empresa, Rockwell Automa-tion también ha aportado servicios confi-ables y soluciones para prácticamente
toda industria: transportación, productos de consumo, cemento,petroquímica y muchas más.
Durante este tiempo, la valiosa comprensión de soluciones hasido cuidadosamente cultivada directamente de las plantas de Lati-noamérica y alrededor del mundo, creando un recurso único queusted puede utilizar ahora más fácilmente dentro de su organi-zación. Lo llamamos Global Manufacturing Solutions (SolucionesGlobales de Manufactura).
Como un nuevo negocio de Rockwell Automation, Global Man-ufacturing Solutions lleva toda esta experiencia relativa a la planta ya la manufactura directamente a usted. Global Manufacturing So-lutions está dedicada a ayudarle a optimizar la fabricación, mejorarel tiempo de operación de la planta, reducir el tiempo de acceso almercado y cumplir con las regulaciones.
Encontrará que los recursos de Global Manufacturing Solutionsestán muy cerca de usted en toda América Latina. Más de 200 dedi-cados expertos de Global Manufacturing Solutions operan en más de40 oficinas de Rockwell Automation en 70 países. Las sociedades, quecuentan con 250 proveedores de servicios más, proporcionan diver-sidad excepcional y llegan hasta usted y su operación.
Pienso que Global Manufacturing Solutions constituye un ex-celente complemento para los productos y tecnología de RockwellAutomation. En nuestro papel de líderes en las soluciones de au-tomatización total, estamos transformando las organizaciones demanufactura en colaboradores sólidos e importantes a la totalidadde la empresa. Reduciendo costos e incrementando la velocidad deacceso al mercado y aprovechando este impulso para mejorar la ag-ilidad y las eficiencias operacionales totales.
Global Manufacturing Solutions es capaz de proporcionartodo, desde la ingeniería integrada y soluciones de soporte en plataformas de multi-vendedor, hasta servicios de software y de administración de bienes que elevan a los sistemas de manufactura a alturas nuevas — llevando la información del pisode planta hasta el piso ejecutivo para una administración más efec-tiva de los recursos.
Usted escuchará más acerca de Global Manufacturing Solu-tions en las siguientes ediciones de esta revista, y también de su rep-resentante de ventas de Rockwell Automation.
También puede conocer más de Global Manufacturing Solutionsen nuestro sitio web www.rockwellautomation.com
Entre tanto, lo invito a llamarnos planteándonos sus más difíciles retos de manufactura; permita que nuestros expertos deGlobal Manufacturing Solutions compartan su profundoconocimiento de la industria.
Puedo prometerle que estaremos ahí cuando nos necesite.
Steve KeleyDirector GMS para Latinoamérica
2 Abril 2002
Control Strategies . . . . . . . . . . . . . . . 10El fenómeno del reflejo de ondas
Global News . . . . . . . . . . . . . . . . . . . . 4La nueva estructura mundial de servicios de Rockwell Au-tomation
Product News . . . . . . . . . . . . . . . . . . . 5Conozca algunos de los lanzamientos de Automation Fair 2001
Tech Tips . . . . . . . . . . . . . . . . . . . . . . . 4CLP-5: sorprendentemente moderno

Abril 2002 3
Global News
De acuerdo con un reciente estudiodel grupo de consultoría ARC, losmás importantes proveedores de au-
tomatización están comenzando a anunciar losprimeros productos compatibles con la Ethernet en el ámbito de dispositivo o E/S.Según afirma Chantal Polsonetti, vice-presi-dente de la ARC y autora del libro Ethernet atthe Device Level Worldwide Outlook, aún sintraducción al portugués, la introducción ma-ciza en este grado de jerarquía de automati-zación será uno de los factores determinantesde la popularización de la Ethernet industrialcomo una arquitectura común de red, aplica-da en todo el emprendimiento industrial.
El tipo del dispositivo es un factor clavepara la aplicabilidad de la Ethernet. Muchasveces, los proveedores se concentran única-mente en dispositivos que sólo cuentan conrecursos suficientes para el intercambio de
datos, y utilizan este argumento para justi-ficar la adopción de los mismos. Esto in-cluye dispositivos superiores, con capacidadde computación integrada, tal como balan-zas. Por lo tanto, los proveedores intro-ducirán la Ethernet en la arquitectura de susproductos, a medida que coloquen este seg-mento como meta de crecimiento.
“Lógicamente, la inserción en los nive-les inferiores de la jerarquía será dictadapor el costo de la interfase Ethernet conrelación al costo del dispositivo final”, ob-serva Polsonetti.
“En consecuencia, muchos provee-dores no están colocando dispositivos depoco valor en sus estrategias de Ethernet”.Esto significa que, a corto plazo, disposi-tivos como células de carga y medidores deesfuerzo no se considerarán importantes ypodrán no ser compatibles con la Ethernet.
Mientras que la Ethernet ya viene sien-do utilizada en Tecnología de la Informa-ción por décadas, las fallas observadas enaplicaciones de automatización han retar-dado su llegada al piso de fábrica. Lasprincipales críticas con relación a la incor-poración de las redes Ethernet en el am-biente de fábrica, se refieren a la posibilidadde que la tecnología cumpla los requisitosde aplicaciones específicas en términos desolidez, determinismo, inmunidad a rui-dos, alimentación del cable y operacionesintrínsicamente seguras para los clientesdel proceso.
La tradicional falta de componentes yconectivos industrialmente resistentes au-menta esta percepción, comenta Polsonetti,pero ahora muchos de estos problemas hansido identificados y algunas instalacionesreales ya están funcionando con suceso.
Utilización de la Ethernet en el ámbito de dispositivo: lenta, pero en curso
Rockwell Automation colocó a disposi-ción un paper técnico sobre el nuevocentro de control de motores in-
teligentes. La publicación es gratuita y en-cuéntrase a disposición en la Webh t t p : / / f i l e s . a w d m . c o m / e -files/ra/2100/2100-wp001a-en-p.pdf
Los “Centros de Control de Motores Inteligentes, Integrados” suministran unanálisis técnico detallado, comprobando lareducción de costos que se puede alcanzarcon los nuevos CCMs, al usarlos para incluirproductos de control de automatización eninstalaciones industriales y comerciales.
Al leer la publicación, los lectores com-prenderán como los CCMs inteligentespueden reducir - a largo plazo - los costosde los usuarios industriales, y al mismotiempo suministrar informaciones sobre elproceso, en tiempo real, lo que contribuyeen la maximización de la productividad delsistema.
Además, el informe trae un comparati-vo detallado entre los costos de los CCMsinteligentes y los tradicionales, el que ilus-tra las ventajas - en términos de costos - delos CCMs inteligentes.
Informe sobre el nuevo CCM Inteligente
El software debe ajustar con facilidad las nuevas unidades (a través de los discos con las
informaciones relativas a los datos) y todas las alteraciones de localización para las
unidades existentes. Los asistentes paso a paso son el método preferido para aquellas
situaciones en las que el usuario debe inserir informaciones, desde que se suministren
las instrucciones sobre el proceso.
CCM
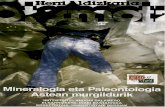
ANÁLISIS DE COSTES PARA CCM DEVICENET VERSUS CCM INTERCONECTADO A UN CHASIS MENOR DE CLP CON FUNCIONES BÁSICAS DE E/S
Número total de unidades FVNR de starters
E/S Clase II - 2 unidades/entrada
E/S Clase II - 3 unidades/entrada
E/S Clase II - 4 unidades/entrada
DeviceNet con 4 entradas en la unidad

4 Abril 2002
Global Manufacturing Solutions:un mundo de soluciones, soluciones para todo el mundo
La nueva estructura mundial de la unidad de servicios de Rockwell Automation leofrece a los clientes la expansión de los equipos de consultoría, ingeniería ysoporte, que fueron dimensionados para auxiliar los fabricantes a conquistar yfortificar las ventajas competitivas con relación a sus competidores
Rockwell Automation anuncia la cons-titución del Global ManufacturingSolutions –, como resultado de la ex-
pansión del Software & Service Group. Insti-tuido con el objetivo de auxiliar los fabricantesque buscan mejorar su eficiencia y realzar lasventajas competitivas, el nuevo Global Manu-facturing Solutions proporciona una vastagama de servicios de consultoría y solucionesque permitirán que los clientes puedan reac-cionar rápidamente a los cambios del merca-do. Entre las que más se destacan, están laconsultoría para mejorar el tiempo de res-puesta a los cambios del mercado, adminis-tración de energía; evaluación del desempeñohumano, administración de integración,mantenimiento, optimización del proceso yproducción industrial discreta. “Actualmente,las empresas buscan soluciones globales paramejorar sus procesos corporativos ”, afirmaRon Wichter, Vicepresidente del Global
Manufacturing Solutions. “Durante casi unsiglo optimizando las operaciones industria-les, Rockwell Automation adquirió un know-how que le permite que su equipo disponga deun fuerte conocimiento sobre los desafíos quelos fabricantes enfrentan en el día a día. Conel auxilio de nuestros servicios, las empresaspueden maximizar su potencial de ope-ración”.
Negocio en expansión Estos servicios se destinan a atender los
usuarios finales y los fabricantes de equiposque buscan producir más con un costomenor – empresas que están pensandoproyectar una línea de producción o unanueva fábrica; fabricantes que piensan im-plantar una estrategia de comercio elec-trónico y plantas que no alcanzaron el totalretorno de sus inversiones en sistemas in-dustriales.
La reciente adquisición de las empresas desoftware Entek/IRD, Systems Modeling eSequentia, así como la alianza estratégica deRockwell Automation con MRO Software(antes conocida como PSDI), demuestranque la empresa fortificó significativamente suoferta en consultoría y servicios. “Con estasadquisiciones estratégicas, extendemos losservicios y el soporte de nuestros productosde las marcas Allen Bradley y Rockwell Soft-ware, para conquistar nuevos clientes y solidi-ficar nuestra posición en el mercado ”, evalúaWichter. “ Ampliando nuestra oferta de servi-cios y de soporte, podremos ampliar, tambiénnuestra capacidad de atención al cliente en to-dos los segmentos de la planta”, concluye.
El resultado de la reestructuraciónmundial que ocasionó el establecimiento delGlobal Manufacturing Solutions ya puedeser sentido también por los clientes de Rock-well Automation de toda Latinoamérica.
Hace cerca de 30 años, Allen-Bradley desarrolló el primer con-trolador lógico programable, el
CLP. El rápido suceso abrió el camino parael consiguiente desarrollo de la familia decontroladores CLP-5™. Actualmente, laarquitectura del controlador CLP-5 es elestándar de la industria, con sorprendentes
70% de las industrias evaluadas por elíndice Dow Jones confiando en este com-ponente sus necesidades de producción.
El CLP-5 de la actualidad es un produc-to muy diferente del CLP-5 producidooriginalmente, pero mantiene aún la com-patibilidad con sus antecesores. Esto signifi-ca que el gran número de empresas que con-
fía en el CLP-5 tiene la seguridad de que lasinversiones en estos sistemas está protegida.
La constante evolución de la línea deproductos incluye perfeccionamientos queposibilitan futuras expansiones de aplica-ciones y reingeniería, lo que garante la pro-ducción continua del CLP-5 por muchotiempo en el futuro.
CLP-5 – la evolución de un líder
Complementaciones, perfeccionamientos y constantes inversiones permiten que el CLP-5 continúe atendiendo las necesidades de un gran número de usuarios satisfechos.
Tech Tips
Global News

Abril 2002 5
Tech Tips
¿Quién lo recuerda?El primer CLP fue producido para Gen-
eral Motors en el comienzo de los años 70para permitir que los cambios anuales en elmodelo del año se pudieran realizar con másfacilidad y a bajo costo. Este nuevo disposi-tivo de estado sólido ofrecía más confiabili-dad, requería menos mantenimiento y teníauna vida útil más larga que los relés mecáni-cos. La lógica Ladder, el lenguaje de progra-mación que controlaba el comportamiento
de los primeros CLPs, permitía la modifi-cación de la misma sin necesidad de des-conectar o redireccionar ni un único cable.El resultado obtenido fue una considerableeconomía de costos, debido a la reducción dela puesta en marcha y de los gastos con ca-bleado, así como una gran flexibilidad en lainstalación e identificación de fallas. Con-siderando que el lenguaje de programacióntenía como base diagramas ladder y símbo-los eléctricos, comúnmente utilizados porelectricistas, los ingenieros de producción sesentían muy confortables durante la transi-ción para estos nuevos productos.
Aumento de velocidad en los circuitos integrados
El primer CLP-5 se introdujo en 1985.Este controlador de tamaño mediano con unmicroprocesador de uso general de 16 bitsfue el primer producto de Allen-Bradleyque utilizó los Application Specific Integra-ted Circuits (ASICs), y resultó en veloci-dades más elevadas y capacidades de com-putación perfeccionadas con relación a losanteriores.
El CLP-5 venía equipado, también, concapacidades de conexión en red RemoteI/O y Data Highway Plus integrados, tor-nando posible conectarlo directamente conla E/S y con CLPs localizados lejos de lasmáquinas que estaban controlando. LaData Highway Plus también permitiócolectar datos de más de una máquina y lacoordinación del control entre máquinas.Esta funcionalidad redujo los costos adi-cionales de cableado y permitió que los in-genieros escribieran códigos en computa-doras remotas que se podían descargar en elCLP-5.
La familia CLP-5 con nuevas fun-cionalidades llegó en 1990, con más veloci-dades de procesamiento, más instruc-ciones, memoria y la incorporación de lacomunicación serial RS232. Las versionestop de línea de esta familia de productostambién se incorporaron microproce-sadores cooperativos múltiples, lo queposicionó el CLP-5 en un nuevo umbral decapacidad de procesamiento.
En 1993, se le sumó la capacidad Ether-
net, habilitando una completa integraciónpor toda la planta y comunicación en red entodo el área, incluyendo la conectividadcon Internet.
En 1997, las nuevas versiones del CLP-5 pasaron a ofrecer la comunicación Con-trolNet. Este CLP-5, mejo-rado con las opcionesde comunicación,aseguró más ve-locidad, condi-ciones de expan-sión y aumentó eltipo de volumende informacionesdisponibles paralos ingenieros decontrol. El es-treno de un con-trol de red de máscapacidad y PIDtornó el CLP-5más atractivo paraclientes de lotes yproceso.
El sistema deHot Backup parael CLP-5 Con-trolNet optimizó laconfianza y aumentó la toleranciaa fallas. En 1999 con el suministrode un procesador de backup en la mismared de E/S, el Hot Backup garantiza laalta disponibilidad en aplicaciones críti-cas, como energía y refinado, operacionesen las que desconexiones inesperadastienen un alto costo y son potencialmentepeligrosas.
En el momento, Rockwell Automationestá trabajando en abordajes orientados
para Internet con el propósito de ayudar losusuarios a reunir informaciones sobre elCLP-5. Esta facilidad permitirá que los in-genieros y gerentes colecten y / o revisendatos sobre sus respectivos sistemas, encualquier lugar del mundo, a través de in-vestigaciones disponibles comercialmenteen la Web.
El futuro del CLP-5 En el transcurso de los años, la gran
variedad y disponibilidad de E/S compa-tibles, contribuyó para que el CLP-5 atien-da los más diversos requisitos de apli-cación. Sólo la línea Allen-Bradley 1771I/O –– incluye más de 150 variedades demódulos y Rockwell Automation Encom-pass Partners ofrece muchísimas más. Mó-dulos para el control de temperatura,balanzas, células de carga, moldes de inye-cción plástica, control de circuito cerradode alta velocidad y muchos otros, habilitanel CLP-5 a automatizar cualquier cosa,desde juegos en parques de diversión hastaprocesos farmacéuticos.
Como las aplicaciones de losclientes continúan utilizan-do el CLP-5, su funcionali-dad continuará aumentandoy alcanzará lugares nuncaimaginados, controlandomecanismos aún no previs-tos. En realidad, la mayoríade los CLP-5 vendidos ac-tualmente es para nuevasinstalaciones o para expan-sión de sistemas. Hasta el momento, se hanrealizado numerosas insta-laciones del CLP-5 (sonmás de 400.000 en todo elmundo) garantizándoleuna gran familiaridad entrelos usuarios. Rockwell Au-
tomation ya capacitó más de100.000 personas en este pro-
ducto; distribuidores y escuelastécnicas también capacitaron un sinnúmero de personas en todo el
mundo. Así el CLP-5 está entre los sis-temas de control industrial más recomen-dado mundialmente.
Su excelente confiabilidad (el tiempopromedio entre fallas es de 400.000 horas)y constantes mejorías en el desempeño yfuncionalidad, colocan el CLP-5 como elestándar industrial en aplicaciones de pro-ducción en cualquier lugar.
Se han instalado más de 400.000 CLP-5 en todo elmundo y la mayoría de los vendidos actualmente sonpara nuevas aplicaciones o expansión de sistemas.

Product News
6 Abril 2002
1. Adaptador EtherNet/IP para Flex I/O
Con el nuevo Adaptador FLEX Ether-Net/IP 1794-AENT, Rockwell Automationrepresenta la evolución de la conectividaden red EtherNet/IP para la familiaFLEX™ I/O de la marca Allen-Bradley.Este adaptador utiliza el mismo Protocolode Control e Informaciones (CIP) que De-viceNet™ y ControlNet™, combinando almismo tiempo la configuración de EthernetTCP/IP y CIP.
Recursos/Benefícios:• Contiene páginas Web incorporadas
con informaciones de diagnóstico delmódulo y de la red, configuración delmódulo y configuración TCP/IP.
• El adaptador sirve como interfase entreel módulo de E/S y la red, proporcio-nando lo máximo en términos de fun-cionalidad en comunicación.
• El adaptador 1794-AENT realiza dostareas importantes: el control de losdatos de E/S en tiempo real, tambiénconocido como “mensaje implícito” y elsoporte a los datos de envío de mensajespara informaciones de configuración yprogramación, también conocido como“explicit messaging”.
• Se comunica en 10 o 100 Mbps en Eth-erNet/IP, realiza interfase a través de unmedio con 10 Bases T, es montado encarril DIN y usa las tarjetas de comuni-cación comerciales ya existentes, he-rramientas de uso y soporte para pro-porcionar más economía.
• Además, no se utiliza programación dered ni tablas de roturación, lo que repre-senta una significativa economía detiempo.
• El adaptador es certificado UL, cUL y CE para las áreas de Clase 1, Divi-sión 2.
CompactLogix5330
Rockwell Automation introduce el CompactLogix™5330 de la marcaAllen-Bradley, el más nuevo integrante de la familia CompactLogix de con-troladores lógicos programables pequeños.
Recursos/Benefícios:• CompactLogix5330 es ideal para aplicaciones de manejo, embalaje y
transporte, debido a su pequeño tamaño y modular, al uso del CompactI/O 1769 y la capacidad de permitir el control en nivel de la máquinaa bajo costo.
• Con memoria adicional, capacidad de E/S y una segunda puerta serial,el controlador 5330 es una extensión para la línea CompactLogix™, queactualmente ofrece el controlador 5320.
• CompactLogix es parte de una arquitectura completa en términos desistema, que utiliza el mismo mecanismo de control Logix compartidopor los ControlLogix™, FlexLogix™ y SoftLogix™.
• CompactLogix utiliza también el mismo paquete de programación delSoftware RSLogix™ 5000 da Rockwell y otras plataformas Logix de lamarca Allen-Bradley, y así los usuarios pueden aprovechar fácilmente elaplicativo en diferentes plataformas con el mínimo de capacitación oadecuación del programa..
• Una segunda puerta serial permite que el usuario conecte un dispositi-vo local en la primera puerta y la red DeviceNet o Ethernet realiza la in-terfase con la segunda.
• La interfase de red DeviceNet (1761-NET-DNI) se conecta a una red dehasta 64 dispositivos y l a interfase de red Ethernet (1761-NET-ENI) seconecta a una red Ethernet usando el protocolo EtherNet/IP abierto.
• Ambas interfaces de red permiten el envío de mensajes peer-to-peer,colecta de datos y capacidad de upload / download / monitoreo de pro-gramas.
• El producto comporta hasta 16 módulos Compact I/O y hasta 256 pun-tos de E/S local.
• El proyecto modular y sin bastidores, con remoción por la parte frontaly de fácil inserción, permite su montaje en un carril DIN o en un panel.Su enlace serial incorporado de alto desempeño y bloques terminales re-movibles garantizan gran flexibilidad y menor costo de almacenaje ypuesta en marcha, facilitando el montaje inicial y acelerando la sustitu-ción del módulo.
• CompactLogix5330 ofrece capacidad de memoria adicional con 256 KBde memoria disponible para el usuario, permitiéndole a los usuarios queoperen sistemas más grandes y más complejos que sus antecesores.

Abril 2002 7
3. La familia de Controladores Pico agrega seis nuevos modelos
Rockwell Automation introduce nuevos modelos para la familia de controladores Pico:los controladores con alimentación CC, los controladores de 12 Vcc, la capacidad y los blo-ques de expansión de E/S. Al agregar estos seis nuevos modelos, la familia Pico de pro-ductos está más flexible y capaz de abarcar un número mucho mayor de aplicaciones.
Algunos de los beneficios incluyen:
• Expansión de E/S para controladores Picode 18 E/S permite que el pico resuelva aplicaciones de control discreto simple donde los clientesvalorizan el display y el teclado incorporados en un CLP tradicional.
• Controlador Pico de 12 cc – Permite alPico nuevas aplicaciones que operen con alimentación de 12 cc, como aplicaciones en vehículos y aplicaciones por alimentación solar.
• Controlador de 24 Vcc sin teclado y display – Él completa la família Pico con una versión cc correspondiente al controlador CA existente. Este controlador tiene un costemás bajo que otros controladores equivalentes con display y teclado y es usado cuandoel acceso a los valores de datos e programación no es necesario.
• El Pico Soft versión 3.0 soporta todos los nuevos controladores y bloques de expansiónde E/S y simulación de programas los usuarios pueden testear y depurar programas sinun controlador Pico directamente del software.
La familia PowerFlex crece
Rockwell Automation presenta dos nuevos inversores para a familia PowerFlex™ de Allen-Bradley. ElPowerFlex 4 y el PowerFlex 700S DriveLogix™ amplían la capacidad de la familia PowerFlex y habilitan
los inversores CA para utilización en aplicaciones con requisitos de Hp que abarcandesde micro-inversores hasta sistemas sofisticados de partida.PowerFlex 4 está disponible con montaje en carril DIN, variación de potencia de 0,25a 5 HP y variación de tensión de entrada de 115, 230,380 y 460 V. Este nuevo inversorposee un teclado con LED incorporado y un conjunto de parámetros “Quick Start”,lo que torna el start-up bastante rápido. Además, el inversor tiene comunicaciónRS485 incorporada que se puede utilizar para comunicación multi-drop en red opara programación del inversor a través do Software DriveExplorer™.El inversor CA PowerFlex 700S DriveLogix™ de la marca Allen-Bradley, una versión del inversor CA Pow-erFlex 700 con el Logix™ incorporado, permite la integración optimizada de las más exigentes aplicacionesde control y sistemas de partida. El PowerFlex 700S DriveLogix combina el excelente desempeño y el con-trol flexible de los inversores CA PowerFlex con el alto desempeño del sistema Logix para producir una solu-ción de partida y control altamente funcional y a bajo costo. Este inversor de alto desempeño se puede con-figurar para Control Orientado de Campo con o sin encoder (sensorless), control tipo “ Brushless” u ope-ración escalar (volts por hertz) El inversor posee, además, el software RSLogix 5000™ y la arquitectura in-tegrada NetLinx™.
Product News

8 Abril 2002
cuánto más fuerte el monitoreo,más notable la economía
Energía:
Considerado por el Presidente Bushcomo “la más seria crisis de energíadesde el embargo del petróleo en
los años 70”, el colapso energético de laCalifornia es apenas una faceta de losproblemas energéticos de Estados Unidos,donde la demanda por electricidad con-tinúa creciendo entre 2 y 3 por ciento alaño, obligando los servicios de la red públi-ca de suministro a generar más energía conactivos limitados. Como resultado tenemosprecios altos y suministro insuficiente.
En todo el mundo, otros países en-frentan varios problemas de calidad y dedisponibilidad de energía . En Lati-noamérica, por ejemplo, la energía “conta-minada”, o sea, no filtrada, y variaciones desubvoltaje causan daños en motores indus-triales, inversores y otros bienes. En al-gunos lugares de la región de Asia / pacífi-co, instalaciones aisladas confían en sis-temas anticuados de generación de energía
que, a veces, causan más problemas quesoluciones.
Globalmente, las empresas están reac-cionando a estos problemas instalandosoluciones de administración de energía ypotencia. Este tipo de productos com-prende una gama de sistemas que ayudan agarantizar el suministro de energía en losprocesos llave, los que continuarán funcio-nando sin interrupciones. Dichos sistemasofrecen también procesos automáticos quemiden y permiten el monitoreo del uso deenergía. A través de estos sistemas, las em-presas consiguen disminuir el consumo deenergía durante los períodos de pico y au-mentar la confiabilidad de los sistemas desuministro de energía. Una solución ade-cuada para la administración de este in-sumo suministra informaciones sobre eluso de energía directamente de la planta, apartir de una red de medidores de energíadigitales compactos y localizados. Estos
Los sistemas de
administración de energía
garantizan la continuidad
de los procesos y la
reducción del consumo
de energía durante los
períodos de pico, además
de contribuir en la
preservación de los
equipos.

Abril 2002 9
medidores capturan y transmiten informa-ciones detalladas sobre el consumo de ener-gía de diferentes áreas de la planta, in-cluyendo datos sobre máquinas específicasy hasta de componentes individuales endichas máquinas. Estos medidores traentambién informaciones sobre la calidad dela energía, que los gerentes de la plantapueden utilizar para mejorar la productivi-dad y durabilidad de los equipos. La ad-ministración de energía no es un tema nue-vo. Varios sectores industriales, desde in-dustrias de metales, papel y celulosa yprocesamiento de datos ya notaron losbeneficios. Siete situaciones de aplica-ciones diferentes, enfatizan las áreas en lasque los sistemas de administración de energía y alimentación son útiles.
Caracterización de la CargaLa desreglamentación del sector de
energía ha aumentado la competición entrelas concesionarias con relación a losgrandes contratos industriales y de pro-ducción. De esta manera, las empresas quecuentan con informaciones específicas desu demanda y consumo de energía,obtenidas a través de programas de carac-terización de la carga, consiguen negociareconomías importantes al obtener tarifasmás baratas. Los programas de caracteri-zación de carga exhiben y suministran estosdatos. Con base en los datos de monitoresde energía distribuidos, el sistema del per-fil de carga mide y registra el uso de energíaen cada intervalo de demanda. Otro medi-
dor almacena los datos en un banco dedatos central. Así los usuarios pueden verlos parámetros del consumo de energía yutilizar estos datos para verificar las facturas de energía eléctrica e identificaroportunidades para sistemas automáticosde demanda. Con las informaciones delperfil de carga, los gerentes de las fábricasconsiguen identificar el período de pico deuna planta y determinar si hay necesidad de re-estructurar las operaciones para realizarlas en los períodos de menor costo,fuera del horario de pico.
Distribución de los Costos Utilizando los datos sobre el perfil de
carga, la función de distribución de costosdistribuye los costos de energía por depar-tamento, proceso o instalación, permitien-do determinar el destino del capital ener-gético. Esta función, además, contribuyecon la estrategia de conservación de energíauna vez que cada departamento de la em-presa será responsable por el uso y laeconomía de este insumo. Por ejemplo,cuando la empresa GlaxoSmithKline dePensilvana, EEUU, utilizó el sistema de ad-ministración de energía y potencia en loscampos de investigación y desarrollo,aproximadamente, 100.000 m2, los inge-nieros descubrieron un día de pico conconsumo de 12,5 MW de electricidad.Además, sin muchas sorpresas, des-cubrieron que la mayor parte de la energíase consumía con el sistema de calefacción,ventilación y aire acondicionado. Los inge-
nieros de GlaxoSmithKline tambiénpueden monitorear el uso de la electricidaden cada uno de los 10 edificios del campusy así pueden medir el consumo eléctricocuando se agrega un nuevo equipo. Los in-genieros estiman la demanda de cada edifi-cio y la incorporan en las proyecciones fu-turas de generación de energía en la planta.Las informaciones sobre los costos de ins-talación en Pensilvana, se utilizan tambiénpara cobrar los costos de energía en cadadepartamento, con base en la utilización.
Monitoreo de la calidad de la energíaEl sistema de monitoreo de energía cen-
traliza los datos sobre la calidad de la ener-gía que se obtiene utilizando monitores deenergía distribuida e identifica las anoma-lías. El sistema detecta las fugas de tensión,pérdidas momentáneas de energía, inver-siones de fase y harmónicas. Después,transmite dichas informaciones en re-portes y alarmas instantáneas.
Los datos sobre la calidad de la energíase pueden utilizar para detectar fallas demotores, inversores y otros equiposvulnerables, así como para identificar lanecesidad de corrección del factor de energía y filtros de harmónica.
Monitoreo del sistema de distribuciónA través del monitoreo del sistema de
distribución, los ingenieros y los operadoresconsiguen una visión general del sistema dedistribución de energía de toda una insta-lación. Este monitoreo combina el status de
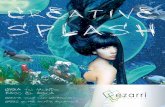
BENEFICIOS MENSURABLES DE LA ADMINISTRACIÓN DE ENERGÍA
Gastos de energía eléctrica del orden de US$ 2,7 millones por mes – una parcela signi-
ficativa de los gastos operacionales – incomodó la gerencia del fabricante de barras de acero
de alta calidad, Republic Technologies International (RTI) de Ohio, EEUU. Además de los cos-
tos de base, el contrato que RTI había firmado con el proveedor de energía eléctrica establecía
un límite de demanda: Si RTI consumiera más que lo establecido en los niveles de electricidad,
la empresa recibiría una multa y también tendría un aumento substancial en las tarifas de
energía. Así que RTI, optó por un sistema de administración de energía y alimentación (PEMS)
de Rockwell Automation para inhibir o reducir las cargas del horno eléctrico y controlar la de-
manda de energía. Los resultados obtenidos son mensurables y sorprendentes:
• RTI consiguió recuperar, en menos de seis meses, US$ 300.000 de la inversión realizada en
el proyecto y obtuvo una economía constante de casi US$ 70.000 por mes.
• Redujo el personal de la subestación de cinco para uno, economizando aproximadamente
US 176.000 por año y aumentando la producción, al reducir los atrasos del horno en 78 por
ciento por ciclo de calentamiento
• Mejoró el ajuste de la tensión y del factor de potencia, disminuyó las fluctuaciones de tensión ( a través de una mejor utilización de los bancos
de condensadores existentes) y mejoró la utilización de energía a través de un control más adecuado.
• El sistema PEMS totaliza los pulsos del medidor eléctrico y proyecta la demanda en un intervalo de 30 minutos de demanda fija. Los operadores
de los hornos seleccionan las prioridades para determinar las acciones del sistema tomando por base la proyección de la demanda.
• El sistema PEMS regula el consumo de energía de la RTI de acuerdo con los límites preestablecidos. El sistema calcula el consumo estimado a cada cin-
co segundos, en las líneas principales de energía de entrada de la planta y de los 3 hornos que usan un algoritmo altamente preciso. El algoritmo per-
mite que el sistema atrase la reducción de los hornos por el mayor tiempo posible y previene cuando habrá reducción en el próximo horno.
• El sistema PEMS administra las reducciones en el uso dictado por el proveedor de energía de la red pública y también responde dinámicamente
si se compra energía en tiempo real. Esto significa que los operadores pueden controlar la compra de energía según los precios del mercado en
aquel exacto momento, hora a hora. En el futuro , RTI piensa comunicarse directamente a través de Internet con el proveedor de energía para so-
licitar y hacer las compras de energía de forma automática, así como también comprar directamente de la empresa de energía
El sistema PEMS de RTI calcula el consumo esperado a cada cincosegundos, en las principales líneas de energía de entrada de la planta y enlos tres hornos.

10 Abril 2002
los equipos del sistema de distribución(como interruptores, transformadores, llavesde transferencia) y de las máquinas conec-tadas en el proceso con el flujo de energía yotros parámetros de energía medidos. Así seobtiene una visión en tiempo real de la ca-pacidad y del uso de energía de la instalación.Con esta visión, los ingenieros consiguen:• La identificación de posibles fallas fu-
turas en los equipos, como máquinas encondiciones próximas de calentamientoo sobrecarga.
• Reconfigurar la topología del sistemaeléctrico por intermedio de la apertura oel cierre de los interruptores de la sala decontrol central.
• La delimitación, de forma manual, de lademanda por reducción de cargas o delaumento de la salida del generador.
Administración de la Demanda Un sistema de administración de deman-
da determina automáticamente las necesi-dades de suministro futuro, conbase en los parámetros de uti-lización y cronograma de produc-ción, para garantizar que no se ex-ceda el pico límite de consumo deenergía. Si una instalación alcanzael límite, el sistema controla el usode la planta a través de la reduc-ción de la carga, colocándola enfuncionamiento en períodos detiempo con un costo inferior,tomando por base las prioridadesconfiguradas por el usuario. Engeneral, un sistema de adminis-tración de demanda genera unaeconomía de 5 a 25%, al reducirlas cobranzas de demanda en pico,reduciendo automáticamente lademanda a través de la reducción de la carga,suministrando retorno rápido y economíaresidual significativa, además de utilizar la ca-pacidad de generación de energía en la planta.Con el uso de este sistema, el fabricante deacero Republic Technologies Internationaleliminó la cobranzas de demanda en pico ybajó los gastos con energía en cerca de$70.000 por mes.
Reducción de emergencia de la cargaEn caso de pérdida en el suministro de
energía de la red pública o del generador, elsistema de emergencia de reducción de car-ga reduce automáticamente la carga total dela planta para mantener los procesos másimportantes en operación con la capacidadremaneciente. El sistema monitora las car-gas en campo y fuentes de alimentacióndesignadas y elabora una “tabla de cargareducida”, con base en las condiciones es-tables del estado, en la topología del sistemaeléctrico instantáneo y en una lista de apli-caciones prioritarias. Si hay pérdida de energía, el sistema rápidamente desarmalos interruptores para mantener la estabi-lidad del sistema eléctrico.
En una fábrica de papel, por ejemplo, lapérdida de energía de cualquier magnitudpuede repentinamente parar los enormesrollos y causar una parada en los papeles,resultando en muchas horas paradas pararecolocar el papel y resetar los controles.En la empresa, International Paper, la em-presa de papel y productos forestales más
grande del mundo, un pequeño apagón enla fábrica de Carolina del Norte, EEUU,puede llegar a costar hasta US$ 500.000 enrazón de las pérdidas de producción ydaños en los equipos. Para impedir estaspérdidas, la empresa International Paperinstaló un sistema de administración deenergía y potencia integrado, que abarca elmonitoreo de energía y la capacidad de reducción de la carga. La capacidad de re-ducción de la carga equilibra el suministrode energía de los generadores en la planta si
ocurre falta de energía. Esto se logra me-diante la desconexión de toda la maquinariaque no es esencial y manteniendo sola-mente las maquinarias esenciales ener-gizadas y libre de daños.
En general, los beneficios de un sistemade reducción de emergencia de la carga son:la protección de los generadores contra so-brecargas peligrosas que causan daños; lacontinuidad de los niveles de producciónmínimos mismo durante la falta de energía;y la notable reducción de los costos rela-tivos al trabajo en proceso perdido yequipos de procesamiento dañados.
Muchas veces, las empresas que tienencapacidad de co-generación o múltiplesfuentes de energía de la red pública con-siguen recuperar los costos de un sistemade reducción de emergencia de carga sóloal evitar una o dos faltas de energía.
Control del sistema de energíaEl control del sistema de energía abarca
equipos de alimentación tal comobancos de condensadores, filtrosde harmónica o modificadores decarga de tap, así como la partida, laparada y la sincronización de losgeneradores. El propósito es eli-minar aumentos de tensión ines-perada, permitir un control detensión más cuidadoso, reducircobranzas de multa del factor depotencia y minimizar harmónicasque causan daños. El dinero quese invierte en el control del sis-tema de energía se recupera rápi-damente, y sirve además como unfuerte argumento para justificar lacompra del equipo de ali-mentación.
En el pasado, los fabricantes sólo usa-ban los sistemas de administración de ener-gía y potencia en la entrada principal deenergía de la planta. Con la reciente evolu-ción de la tecnología de monitoreo de ener-gía, actualmente los gerentes de fábricaconsiguen aislar el consumo de energía entoda la planta y corregir los problemas conmás eficacia antes que ocurran. Así elmonitoreo de energía es una forma de economía poderosa para las empresas decualquier lugar del mundo.
Los fabricantes que poseen informaciones específicas al respecto del consumo de energía pueden
obtener buenos descuentos con las empresas de suministro de energía.
En el caso de pérdida de energía de la red pública o
de generadores, un sistema de caída de carga de
emergencia automáticamente reduce la carga total de la
planta para mantener los principales procesos de la
planta operacionalizando con la capacidad remaneciente

Abril 2002 11
Si por un lado, los avances de la tec-nología pueden tornar la vida más fá-cil, por otro lado representan una se-
rie de nuevos desafíos. Un buen ejemplo esla migración de la tecnología de inversor defrecuencia, de semiconductores BJT (Tran-sistor de Unión Bipolar) para IGBTs (Tran-sistor Bipolar de Gate Aislado), como dis-positivo de conmutación de potencia. Almismo tiempo que este cambio aumenta laeficiencia del inversor / motor, ya que re-duce el tamaño y el costo del inversor, impli-ca desafíos en la instalación causados por elfenómeno conocido como reflejo de onda.
Los usuarios de inversores y motoresprecisan entender el problema del reflejo deonda y las posibles soluciones para benefi-ciarse al máximo de los avances en la tec-nología de inversores y del aumento de laconfiabilidad del sistema.
Migración para IGBTsLa velocidad de conmutación de los
dispositivos de inversores IGBT es entrecinco y diez veces más rápida que la de losinversores BJT. Este aumento resulta enpérdidas menores en la conmutación deldispositivo y que, al mismo tiempo deman-da menores disipadores de calor y, final-mente, reduce el costo total de la solución.
Esta pequeña pérdida de conmutación,sumada con rápidos tiempos de transición,permite de 6 a 12 kHz de frecuencias de con-mutación para IGBTs, comparado con 1 a 2kHz de los BJTs. Frecuencias portadorasmás elevadas han reducido substancialmentela oscilación de corriente del motor y mejo-rado drásticamente el desempeño del girodel motor en bajas frecuencias y en bajas ve-locidades. Estas ventajas generaron unafuerte demanda por los IGBTs, tornándoloslos componentes de conmutación preferi-dos en los inversores más modernos.
Nuevas tecnologías, nuevos desafíos A pesar del reflejo de ondas (o efectos
de línea de transmisión) no ser un problemanuevo, la migración para la tecnologíaIBGT ha aumentado el problema.
El reflejo de onda es un problema de so-bre tensión en la que los picos de alta ten-sión en los terminales del motor produceuna tensión potencialmente destructiva enel aislamiento del motor. El reflejo de ondaocurre cuando la impedancia del cabo o laresistencia eléctrica no equivale a la impe-dancia de pico del motor.
Los dispositivos IGBT y BJT en-frentan el problema del reflejo de onda,pero como los IGBT poseen tiempos detransición mucho más rápidos, los disposi-tivos IGBT amplían el fenómeno del refle-jo de onda, lo que resulta en posibles fallasde motor, tornando el reflejo de onda unacuestión de aplicación crítica que debe serconsiderada por los usuarios.
Cuanto mayor la falta de sincronismode impedancia entre los cabos y el motor,mayor será la amplitud del reflejo de onda.La velocidad del reflejo de onda, que de-pende de la inductancia y de la capacitanciadel cabo, más el “rise time” del dispositivo
de conmutación determinan la distancia enque el reflejo de onda alcanzará su amplitudmáxima. Dependiendo de la distancia entreel inversor y el motor y de la falta de sin-cronismo de impedancia, puede ocurrirque la tensión del enlace CC se aplique has-ta dos o tres veces en los terminales delmotor. Esta tensión puede exceder, porejemplo, 2.400 V para un sistema de 575 V.
El valor de pico en el “rise time” del re-flejo de onda puede tener un impacto signi-ficativo en el aislamiento interno del motor.El método actual de hilado, inmersión ysecado en estufa, que se utiliza en la fabri-cación de los motores comunes, en general,dejan hendiduras en el esmalte de aislamien-to del cable. Las hendiduras son causadas por tensiones mecánicas y causan fallas
microscópicas en el revestido de aislamiento.Estos poros y fallas se pueden tornar puntosde falla del aislamiento cuando los picos detensión – causados por el fenómeno del refle-jo de onda – alcancen el hilado del estator.
Soluciones para Reflejos de OndasA continuación, mostramos algunas
soluciones que se pueden utilizar para evi-tar las fallas causadas por reflejos de ondas:
• Selección del motor: Para evitar proble-mas con el fenómeno del reflejo de onda,los usuarios deben especificar motores“Inverter Duty” . Estos motores tienenun aislamiento reforzado - como papel defase entre los rodamientos – para aguan-tar la tensión dieléctrica extra.Los motores “ Inverter Duty “, proyec-
tados de acuerdo con las normas NEMAMGI Part 31 Inverter Duty Motors debentener capacidad de 1.600 Vpico. Cuandoestos motores se utilizan con inversoresIGBT, garantizan la supervivencia dieléc-trica en largas distancias de cabos. Sin em-bargo, las normas de prueba NEMA, no in-dican cuánto tiempo de vida los motores de1.600 Vpico tienen en operación. • Terminador de línea (LTN) cerca del mo-
tor: El Terminador de Línea, como el 1204Terminator™ de la marca Allen-Bradley,ofrece una solución de poco costo para laprotección del motor contra el reflejo deonda. Al conectarlo en cualquier motor, elLTN facilita el sincronismo de impedan-cia del motor y del cabo, disminuyendo lastensiones de pico causadas por el reflejo deonda de tal forma, que hasta los motoresde más baja calidad están protegidos conrelación a fallas de aislamiento. Los termi-nadores no tienen mucho efecto en la cali-dad de las formas de onda en el motor y nollevan a caídas de tensión que reduzcan elgiro disponible.
• Filtro de línea en la salida del inversor. :Un filtro de salida – como el 1204 Elimina-tor™, de Allen-Bradley, trabaja de manerasimilar al LTN, sólo que es montado en lasalida del inversor. Esta solución se puedeutilizar en ambientes en los que las preocu-
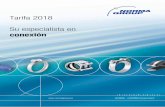
Entendiendo el fenómeno del Reflejo de Ondas
La comprensión del fenómeno de reflejo de ondas en inversores de frecuencia facilita la percepción de los beneficios de la tecnología.
Cuanto mayor la falta desincronismo de impedanciaentre los cabos y el motor,mayor será la amplitud delreflejo de onda
Control Strategies

Control Strategies
paciones ambientales, tal como prevencióncontra explosiones, no permitan que el ter-minador se instale en el motor.
• Reactor de línea en la salida del inver-sor. Los Reactores de salida son indica-dos para reducir el “rise time” del in-versor. La inductancia del reactor y lacapacidad del cabo / motor amortiguan
y suavizan el “rise time” del inversor, demodo que la tensión aplicada en los ter-minales del motor está limitada a unadeterminada amplitud. La selección dela impedancia correcta es fundamental.Un valor de impedancia muy bajopuede no limitar el pico de corrientemientras que un valor muy alto de im-
pedancia puede causar unacaída de tensión reduciendola tensión aplicada en el mo-tor y consecuentemente elgiro disponible. • Limitación del tamaño delcabo entre el inversor y elmotor: Según aumenta ellargo del cabo del motor, au-menta también la amplituddel reflejo de onda. En loscasos en que se puede acor-tar el largo del cabo, limi-tando la distancia entre elinversor y el motor, se con-sigue reducir el reflejo de
onda. Los fabricantes de inversoresposeen informaciones de sobre tensiónversus informaciones de distancia delcabo (vea el cuadro 1). Para cadatamaño de carcasa de motor, se determi-na la distancia máxima que garantizaque la tensión del motor será menor que1.000 Vpico o menor que 1.200 Vpico.Estas informaciones permiten que losusuarios determinen fácilmente si haynecesidad de dispositivos de protecciónexterna para la respectiva aplicación. Finalmente, los motores pueden ser
dieléctricamente compatibles con inver-sores IGBT sin protección externa. Engeneral, la industria de motores está mejo-rando la capacidad dieléctrica con nuevoscables y barnices. Mientras tanto, paraaprovechar al máximo todos los beneficiosde los IBGT – el tamaño y el bajo costo delinversor y un mejor desempeño – losusuarios precisan conocer los problemas ylas soluciones relacionadas con el fenó-meno del reflejo de ondas.
Motor sin terminador
Reactancia en el variador
Reactancia en el motor
Red con terminador
Longitudes del variador para motor (pies)
Punto
Mot
or p
u So
bret
ensi
ón (V
LL
(V p
ico)
V b
us)
Programa de capacitación a los clientes en Argentina
Los seminarios Complete Automation on the Move forman parte de un programa gratuito aprofesionales de automatización industrial, y en el que invertimos en nuestros clientes con elfin de brindarles la capacitación que ellos merecen. Este programa se ha llevado a cabodurante los últimos 3 años en México, Brasil, Venezuela, Colombia, Caribe, Chile y Argentina.
En el mes de Abril Complete Automa-tion on the Move en la región de Pilarse realiza totalmente renovado ya que
todos sus laboratorios son nuevos. De esta for-ma nuestro clientes pueden continuar profun-dizando los conocimientos con nuestro espe-cialistas de productos. Los temas a tratar son:
Flex Logix y Compact Logix, ProcessLogix, Motion Control, Control industrialAvanzado/ Device Net/ Device Logix, Cen-tro Control de Motores/ CCM inteligente,Aplicando, Instalando y Manteniendo Con-
troles Industriales, RS View Enterprise Se-ries, Ethernet I/P, Rockwell Software RS-Bizware, Variadores de Velocidad, Equipos deMedia Tensión, Micrologix y Panel View.
Además de Complete Automation en el2002 contamos con un plan de seminariostales como capacitación en Software realizadoen el mes de Marzo con notable éxito y otrosseminarios que se continuarán en el resto delaño entre los cuales se incluye: Software, Sen-sores, Drives, y Control logix entre otros.
De esta forma Rockwell Automation Ar-
gentina se alinea con la política de Rockwellque es la de ayudar a nuestros clientes a alcan-zar el éxito porque pensamos que es la únicaforma de ser exitosos.
A R G E N T I N A
NNuueessttrroo oobbjjeettiivvoo eess bbrriinnddaarr ccoonnoocciimmiieennttoo yy ooffrreecceerr uunnaajjoorrnnaaddaa ppllaacceenntteerraa aa nnuueessttrrooss cclliieenntteess..
12 Abril 2002

Procisa y Rockwell Automation, en una mancuerna “muy dulce”
Procisa Mexicana, S.A. de C.V. esuna empresa mexicana de grantrascendencia en la industria azu-
carera, ya que ha sido la primera compañíaintegradora que ha implementado ProcessLogix en sus proyectos y porque cuenta conuna larga historia en el sector.
Procisa Mexicana, como tal, surgió en1995, pero hay una gran historia detrás deella, ya que dos empresas: Grupo Proci(empresa española) y Grupo Polycrom(empresa mexicana) se fusionaron paracombinar el background histórico de laprimera en automatización y la experienciaen la industria azucarera de la segunda.
Así, España y México unieron susfuerzas y arrancaron su proyecto dea u t o m at i z a c i ó n en 5 ingenios,casi todos en elárea de moli-nos. Hasta elaño 2000, po-dría decirse quese ha automati-zado a más del90% de todos los ingen ios de lg r upo BETASAN MIGUEL.
Podemos decirque Procisa hatenido dos etapasimportantes en suvida: la primeracomo consolidacióntecnológica y la se-gunda, como búsqueda de la consolidacióncomercial.
La relación con Rockwell Automationcomenzó hace menos de un año, aproxi-madamente, pero los resultados y proyectosque han realizado juntos han sido muysatisfactorios y en tiempo récord.
Los productos de Rockwell Automationse han implementado en tres proyectos muyimportantes: Automatización de un piso deEvaporación y en la Automatización de dosTachos Continuos (etapa en la que secristaliza el azúcar).
Los ingenieros resumen los procesos deEvaporación y Cristalización (Tachos) de lasiguiente manera:
Evaporación: el objetivo de este proceso
es evaporar la mayor cantidad posible deagua contenida en el jugo de caña, una vezque se han separado las impurezas, con unmínimo consumo de energía (vapor). Estaprimera etapa de evaporación se realiza enequipos evaporadores de múltiple efecto,que consisten en varios evaporadores (3 a 5)operando en serie. Cada evaporador indi-vidual se denomina vaso, cuerpo o efectoindistintamente. Al primer vaso se le aplicavapor de baja presión transfiriendo su calorlatente al jugo, provocando la evaporacióndel agua contenida en el jugo. Todo sedispone de tal manera que los vaporesprocedentes del jugo del primer vaso sirvanpara evaporar otra cantidad
equivalente del pro-pio jugo en el segundo vaso y así sucesiva-mente. De ello se deriva la economía del va-por, que es la verdadera razón de existir deestos aparatos. El jugo de caña es alimenta-do continuamente al primer vaso del cualpasa sucesivamente a los siguientes, hastallegar al último del cual se obtiene un pro-ducto con una concentración determinadadenominado meladura.
Tachos: la cristalización del azúcar seefectúa en equipos llamados Tachos alvacío, que pueden ser del tipo Batch o Con-tinuo y su funcionamiento es similar al deun evaporador de simple efecto. Lasmeladuras obtenidas en el evaporador demúltiple efecto que contienen aún agua, seintroducen al Tacho y con un consumomínimo de energía (vapor), se disminuye el
contenido de agua en la meladura, creandolas condiciones óptimas dentro del Tachopara la formación de cristales de azúcar concaracterísticas satisfactorias, mezcladoscon miel, que al salir del Tacho se sometena elevadas velocidades en una centrífuga,reteniendo en una malla metálica loscristales de azúcar, separando la miel.
Ademas de estos trabajos Procisa Mexi-cana trabaja en la implementación deequipo Allen Bradley en un proyecto de Au-tomatización de las areas de Betey – Moli-nos para uno de los Ingenios Azucarerosdel País.
Rockwell Automation haestado presente desde laconceptualización yasesoría de los mismos,así como en la capaci-tación continua de losingenieros de Procisa.Sus productos y servi-cios han estado pre-sentes en todo tiempoy de manera integral.Entre los productosmás util izados sedestacan el ProcessLogix y el Control-Logix.Actualmente, Pro-cisa Mexicana esun integrador desistemas de Rock-
well Automation, sobre todo en elárea de control programable y control deprocesos.
Cada día que pasa, Procisa Mexicana sesiente más satisfecha de la labor conjuntaque desarrolla con Rockwell Automation,ya que los resultados son muy favorables.
“Elegimos a Rockwell Automation porsus grandes ventajas en competitividad yproductividad, así como su prestigio, profe-sionalismo y servicio personalizado. Tambiénporque nos ofrecen las ventajas de un mejorprecio, potencialidad, una amplia gama de fa-milias, sobre todo Allen Bradley; ahorro detiempo, capacitación constante, atención alcliente las 24 horas del día, los 365 días delaño, por lo que también mantenemos unacontinua y buena comunicación”, con-cluyeron amablemente al finalizar la charlaque se tuvo en sus oficinas.
M É X I C O
ControlLogix™
Abril 2002 13

Cervecería Polar de Oriente moderniza Línea con equipos Rockwell
V E N E Z U E L A
en una red ControlNet, donde están inter-conectados los ControlLogix y PLC-5.Aguas abajo en esta arquitectura, hay 41
PowerFlex 70 montados en dos re-des DeviceNet independientes, ylos otros 12 PowerFlex son coman-dados vía señal analógica. Todos loselementos de Control Industrial enlos tableros contentivos de los Dri-ves y PLC's, son de Allen-Bradley.La instalación y puesta en marchade los sistemas fue responsabilidaddel equipo de MantenimientoEléctrico de Envasado de PolarBarcelona, bajo la coordinación del
Cervecería Polar es una compañíavenezolana fundada en el año 1941 yhoy es lider en el mercado cervecero
nacional. Tiene 4 plantas ubicadas en Cara-cas, Barcelona, San Joaquin y Maracaibo.
Cervecería Polar de Oriente comienzaoperaciones en el año 1950, ubicada en elEdo Anzoategui en las orillas del río Ne-verí, a 15 Km de Barcelona. Esta planta fuela segunda en construirse e inicia opera-ciones con una capacidad instalada de 500mil litros de cerveza mensuales, con unaplantilla de 57 trabajadores. Hoy en día sucapacidad supera los 60 millones de litrosmensuales y genera más de 3000 empleosdirectos.
Desde sus inicios esta planta ha tenidocomo caracaterística ser una empresa inno-vadora. En 1950, la instalación de un trende latas fue una verdadera revolución, porcuanto esa tecnología no se conocía enAmérica Latina.
Los productos fabricados y envasadosen esta empresa son: Cerveza Pilsen, Sole-ra, Ice y Light, además de Maltin Polar, ensus diferentes presentaciones, atendiendo amás del 70% del territorio nacional, conlíneas de envasado de hasta 2400 unidadespor minuto.
Proyecto modernización línea 6El pasado mes de Septiembre del año
2001, Cervecería Polar de Oriente, puso enoperación la Línea de Envasado 6. La mis-ma fue completamente modernizada, parapoder abastecer el mercado con los pro-ductos Light Retornable y Pilsen. La línea6 está comandada por 6 controladores fa-milia PLC-5, 4 controladores familia Con-trolLogix, 2 Panelview y 53 Drives Power-Flex 70, todos equipos Allen Bradley.
La arquitectura de control está basada
Ing. Juan Jose García, quedando de partede Rockwell Automation Venezuela el en-trenamiento del personal, así como tambiénla asistencia en la puesta en marcha de losequipos.
Al día de hoy la Línea de Envasado 6 enPolar Barcelona, es piloto de futuras mejo-ras de productividad. Los drives PowerFlexson ya un estándar en las líneas de envasadode esta planta, debido a su versatilidad,poder de comunicaciones, confiabilidad yvalor real. Estos equipos desplazaron elviejo Paradigma en Polar Envasado, com-binando un excelente producto con un in-mejorable servicio pre y post venta.
14 Abril 2002

15 Abril 2002
Cemento high-tech
Establecida como una empresa estatal portuguesa 20 años atrás, CIMPOR esactualmente una empresa privada. Si, por un lado, este fue el cambio másimportante por el que pasó desde su fundación, por otro lado, Cimpor se vieneimponiendo cambios constantes, con el propósito de tornarse benchmarching enel competitivo mercado mundial del cemento. Lógicamente la automatización juega un papel clave en este proceso.
Tercer grupo cementero más impor-tante del Brasil, Cimpor fabricamundialmente cerca de 18 millones
de toneladas por año de argamasas, cementos yconcretos, con distribución en Portugal – sien-do también el líder del mercado –, España,Mozambique, Tunes, Marruecos, Egipto yBrasil, donde cuenta con siete plantas.
Guíada por la racionalización en todoslos pasos de la cadena productiva, Cimporviene rompiendo paradigmas en el mercado,cuando, por ejemplo, transformó en asuntodel pasado las colas para cargar los camionesen las fábricas y se tornó la primera empresade cementos del Brasil a contar con un sis-tema de carga con hora marcada, lo queposibilitó la adecuación de los materiales enalmacén y la reducción de los costos detransportes de los clientes.
El fuerte control que se refleja en la logísti-ca está presente en cada paso de la producción.La principal planta en automatización indus-trial y que se utiliza como modelo de automati-zación en las demás fábricas, es Candiota, ubi-cada en Río Grande del Sur.
CriteriosPor el equipo técnico, la estructura de ser-
vicios y la variedad de productos, Rockwell Au-tomation fue el primer asociado que CIMPORidentificó con condiciones de atender la es-tructura existente en la fábrica de Río Grandedel Sur. “Tomamos extremo cuidado al efec-tuar una inversión en automatización para nodejarlo subutilizado”, cita Bernardino Lima,responsable por la definición e imple-mentación de los patrones de automatización yeléctrica en todo el Grupo Cimpor. Resalta,además que, para agilizar el retorno de la inver-sión, es imprescindible capacitar muy bien losusuarios profesionales, para que utilicen todoel potencial de los productos de la manera másapropiada. “Por este motivo, CIMPOR se pre-ocupa al estructurar un proyecto de automati-
zación, haciendo un análisis crítico de la plantaexistente. Así es posible definir los parámetrosdel proyecto de automatización y efectuar ellevantamiento de los puntos de I/O, por ejem-plo. Además del cronograma de acom-pañamiento de desembolsos, CIMPOR traba-ja con un cronograma macro para todo el año,lo que le permite preparar la planta, dimen-sionar los recursos y acompañar la planifi-cación de las inversiones. El cronograma depre-parada cubre el evento desde el comienzohasta el fin de los trabajos, detalladamente poractividad programada, con el objetivo de re-ducir el tiempo de parada y aumentar el inter-valo de tiempo entre paradas. “Si no se planifi-ca bien, tanto internamente como con la em-presa asociada, el proyecto de automatizaciónpuede dar muchos dolores de cabeza y des-perdicios de recursos. En ese sentido, RockwellAutomation también actuó como un verdadero“departamento de automatización” de CIM-POR”, recuerda Bernardino. Del proyecto
original de Candiota, sólo se mantuvieron lasestructuras civil y mecánica. “Integrar eléctri-ca, mecánica y civil es difícil, tornando críticoel momento de la puesta en marcha, y tambiénsuele dejar secuencias con relación a la calidaddel producto y causar conflictos internos”,agrega Bernardino. “Con el apoyo permanentesuministrado por Rockwell Automation,vencemos la puesta en marcha sin ningún im-previsto”, complementa.
ResultadosLas ventajas, que se reflejan en la com-
petitividad global de la empresa, son el re-sultado de las modernizaciones en las for-mas de controlar el proceso productivo, asícomo los insumos y variables.
“ControlLogix está revolucionandonuestra forma de trabajar”, dice con entu-siasmo Bernardino. Las variables de procesollegan al Flex I/O y entran en la red De-viceNet – que está conectada al Control-
B R A S I L
ARQUITECTURA SIMPLIFICADOCPUS FABRICA CON
CONTROLLOGIX
Estructura modelo

Abril 2002 16
Logix y el que llevará esa información albanco de datos alojado en el servidor de cadaplanta. Las informaciones del banco sedisponen en la red corporativa de la empre-sa, que integra todas las plantas, y se utilizanpara retro-alimentar el sistema de gestión demantenimiento, garantizando así la disponi-bilidad máxima de la planta. “Con la autom-atización, el mantenimiento en sí mismodeja de existir, tornándose un integrante delproceso de mejoría”, explica Bernardino. Alutilizar relés electrónicos, la generación deinformaciones es más precisa y, en conse-cuencia, la posibilidad de contar con históri-cos más confiables, lo que representa un im-portante beneficio, ya que los históricos de-sempeñan un papel importantísimo comoinstrumentos de planificación. Otra ventaja,es la posibilidad de doblar las informacionesautomáticamente en todas las plantas, demodo remoto, agilizando el proceso deajuste de los parámetros del programa, sin necesidad de locomoversehasta las plantas. De esta manera, es posibleefectuar cualquier upgrade de software re-motamente.
La empresa también ya efectuó, con
suceso, el acceso remoto utilizando elRSView y configuradores RSLogix/RSLinx en que, a partir de una planta, sealteró un parámetro en otra fábrica, remo-tamente. Este recurso permite la ejecuciónde servicios de asistencia técnica ymantenimiento, a distancia.
Utilizando Power Monitor en todos losCCMs, además de disponer las informacionessobre el consumo en cada etapa de la produc-ción, es posible detectar el “estado de salud”de la energía eléctrica.
En términos de calidad, la automatizaciónreduce la calibración y los desvíos de fallas, loque reduce los costos. Con relación a las audi-torías externas para revalidación de la certifi-cación ISO 9002, Bernardino es enfático: “elauditor quiere ver los registros del sistema dela calidad”. La automatización facilita elacompañamiento y el rastreo del sistema decalidad, además de simplificar la progra-mación de las calibraciones futuras. Con elhistórico generado por los sistemas deautomatización, es posible también, progra-mar la periodicidad de las calibraciones.
Los siete conjuntos de CCMs conven-cionales fueron transformados en conjuntos
inteligentes, al adaptar los relés electrónicos.Después de la transformación, se colocó todoen red DeviceNet. Así las informaciones detodos los motores están visibles, incluso la his-toria de corrientes, sobrecarga térmica, ca-pacidad térmica, desequilibrio de fase y rotorbloqueado, lo que permite efectuar elmantenimiento predictivo de toda la fábrica.Por este motivo, Candiota no para y trabajacon una disponibilidad superior a 99%.
Las correas sin fin – que traen el materialde la mina hasta el local de machaqueo –recorren 3000 metros y se accionan por in-termedio de Soft Starters, dispuestos a lolargo del trayecto y conectados en De-viceNet. Varios Flex I/O en la columna de fil-trado en los silos controlan las correas. Comolos yacimientos están lejos de las fábricas, lasustitución por fibra óptica permitió eliminarla interferencia de las descargas atmosféricasdurante el trayecto.
En términos de CLP, Cimpor estápasando del CLP5 para el ControlLogix,tomando en cuenta los beneficios de los re-cursos NetLinx, que permiten llevar todoslos datos del piso de fábrica para el nivel 3del sistema de gestión.
B R A S I L
Industria Ceresita S.A. Optimiza su Proceso de Fabricación de Pinturas
Industria Ceresita S.A. líder en Chileen la fabricación de pinturas de usocomercial e industrial, necesitaba cre-
cer en su producción de pinturas al agua yno tenían capacidad física ni espacio sufi-ciente para esto. Buscaron la mejor formade aumentar la capacidad de la planta sintener que cambiarse a otro lugar y sin hacernuevas grandes instalaciones.
Para lograr este objetivo, la Gerenciade Estudios de Industria Ceresita planteó afines de 1999 la modernización de su plan-ta ubicada en Santiago de Chile, con el
proyecto que automatizara el proceso dedosificación de los ingredientes mayores,
con el objetivo de eliminar todos los tiem-pos muertos existentes, producto de laforma de operación absolutamente manualque tenía en ese entonces la planta.
Que pretendió resolver el proyecto:• Mejorar los procesos de negocio• Aumentar la producción• Reducir radicalmente los costos
El desarrollo del proyecto fue lideradopor la Gerencia Técnica de PinturasCeresita y todo el suministro del
C H I L E

17 Abril 2002
C H I L E
equipamiento para automatización y con-trol fue suministrado y desarrollado porPrecisión Hispana S.A. (SolutionProvider de Rockwell Automation), unaempresa con 65 años de presencia en elmercado Chileno y con más de 15 años enel desarrollo de proyectos de automati-zación de procesos de dosificación(Batch).
Descripción del ProyectoEl sistema automatiza todo el proceso
de la fabricación de la pintura, separandoen dos grupos de ingredientes el procesoproductivo; macro ingredientes (repre-senta el 90% de la receta) y microingre-dientes (representa el 10%).
La planta consta de macro ingre-dientes almacenados en estanques, queincluyen agitación y recirculación , y 23estanques de preparación donde se realizala fabricación de la pintura.
En el sistema de control se define porcada estanque de preparación la fórmulay cantidad a producir, calculandoautomáticamente el volumen y peso decada ingrediente, la secuencia de adicióny los tiempos de mezclado en cada paso.
El sistema a través de bombas dosifi-cadoras, flujómetros, válvulas y pipinghidráulico dosifica cada uno de los macro-ingredientes según los valores estableci-dos en las fórmulas.
Los micro ingredientes se dosifican enforma manual en cada uno de losestanques de preparación, bajo secuenciay procedimiento escrito que emite el sis-tema de control, con el objeto de respetarlos pasos definidos para la receta y tiem-pos de mezclado para los ingredientes deadición manual.
Todas las fórmulas son creadas por laGerencia de Desarrollo de IndustriaCeresita, con un software bajo ambienteUNIX especialmente creado para generarfórmulas de pintura, optimizando fac-tores como valores de materias primas,disponibilidad, etc., existiendo varias ver-siones de fórmulas para fabricar unmismo producto. Esta aplicación seencuentra conectada al sistema de dosifi-cación, de manera tal que en la etapa defabricación sólo se disponen de las ver-siones debidamente habilitadas por launidad de Desarrollo.
El sistema de automatización sumi-nistrado dispone de un computador degestión y administración de recetas y una
estación de control y visualización entiempo real del proceso (HMI).
En el sistema de gestión el adminis-trador dispone de herramientas para crear,modificar, eliminar fórmulas de pintura, obien importar éstas desde el sistema UNÍXdel cliente. También dispone de reportespara determinar cantidad producida decada fórmula como las materias primasconsumidas. Toda la información se almacena en base de datos SQL para garantizar la seguridad de los datos.
En la estación de control y visuali-zación el operador define la fórmula ycantidad a producir, y realiza todo el con-trol del proceso, pudiendo dar órdenes departir/parar el proceso por cada estanquede preparación, monitorear el proceso defabricación, etc.
Equipos Utilizados de AutomatizaciónEl sistema de control se desarrolló
con la fami-lia de PLC SLC-500 deAllen Bradley,utilizando unprocesador 5-05de 64 KB dememoria conpuer ta de comunicaciónE t h e r n e t .Dispone de en-tradas y salidasdiscretas para elmanejo de válvulas y entradas y salidasanalógicas para la medición de flujómetros ycontrol de variadores de velocidad de bom-bas de dosificación.
El gabinete de control con el PLCcompleto y los instrumentos de flujóme-tro fueron diseñados y construidos porPrecisión Hispana. Dentro del suministrotambién se entregaron la ingeniería dedetalles para la conexión a todos losequipos en terreno.
La estación de control y visualizaciónse suministró con RSView32 de RockwellSoftware desde donde se opera y super-visa el sistema, incluyendo en la progra-mación pantallas de alarma e histórico deeventos ocurridos.
Beneficios Obtenidos• Se logró aumentar la producción en
un 70%, manteniendo la infraestruc-tura física.
• Se minimizaron los tiempos deentrega de un producto de 48 a 24horas.
• Se mejoró el proceso de negocio, yaque al tener menores tiempos de pro-ducción pudieron disminuir losvolúmenes de stock de producto finalen bodega.
• Se mejoró la calidad y estandarizacióndel producto final.
• Se disminuyó el trabajo del departa-mento de control de calidad, ya que elproducto final sale con mínimasdesviaciones de color.
• Se independizó de los operadores elproceso productivo, el 90% del volu-men se hace en forma automática ysolo el 10% se realiza en forma ma-nual. Se hace mejor el trabajo ya quelos operadores trabajan con menospresión y sin realizar trabajo pesado.
• Se disminuyeron los costos de produc-ción por elhecho de dis-minuir a lamitad el ciclode fabricación.• Antes uno p e r a d o r controlaba ladosificación detodas las ma-terias primashasta un máxi-mo de 4 es-tanques de pre-
paración, hoy en día un operadorpuede controlar la dosificación de losingredientes menores de hasta 8estanques de preparación.
ReplicabilidadLa solución suministrada por
Precisión Hispana S.A. se aplica a todaempresa que tenga un proceso productivoen base a adición y mezcla de distintosingredientes, que entran a producciónobedeciendo a fórmulas preestablecidas.Los mercados en que aplica este tipo desoluciones son:
• Alimento para Humanos y Animales• Industria Química • Industria del Plástico• Fábrica de Pinturas• Vidrio• Tabaco• Etcétera.

Ahora una de las líderes mundiales en la automatización in-
dus t r i a l es una soc iedad anón ima ab ie r ta
La Rockwell Automation™ está concentrada exclusivamente en ser el más
fuerte abastecedor global de energía, fiscalización y soluciones de
informatización. Nuestra misión es apoyar virtualmente a las companías en el
corte de casi todos los costes industriales, en la desenvoltura de la
productividad, a contar de soluciones simples y eficazes, y de la velocidad de
la reacción (respuesta) para el mercado. Y estamos dedicando todo nuestro
cuadro de personal, nuestra tecnología, recursos financieros y conocimiento
especializado en la producción para agregar valores para nuestros clientes.
Bienvenidos al Mundo de la Complete Automation™.
Rockwel l Automation: s ímbolo NYSE: ROK. www.rockwel lautomation.com
© 2001 Rockwel l Automation. Todos os direi tos reservados. AD CORP0001-R1P