
Encicloped.pdf
56
CAPITULO n 2.1.3. IMPORTANCIA EN EL MERCADO En México, el proceso de extrusión es el más impOliante tomando en cuenta el volumen de plástico transformado. En 1995, más del 50% de todo el plástico moldeado se obtuvo por este proceso, sin considerar que los procesos de soplado y termoformado involucran una fase de extrusión. PROCESO Dentro del proceso de extrusión, vanas palies deben identificarse con el fin de aprender sus funciones principales, saber sus características en el caso de elegir un equipo y detectar en donde se puede generar un problema en el momento de la operación. La extrusión, por su versatilidad y amplia aplícación, suele dividirse en vanos tipos, dependiendo de la forma del dado y del producto extruído. TOLVA __________ Así la extrusión puede ser: De tubo y perfil @I De película tubular @I De lámina y película plana @I Recubrimiento de cable @I De monofilamento Para peiletización y fabricación de compuestos (compounding) Independientemente del lipo de extrusión que se quiera analizar, todos guardan similitud hasta llegar al dado extrusor. Básicamente, una de extrusión consta de un eje metálico central con álabes helicoidales llamadú husilio o tornillo, instalado dentro de un cilindro metálico revestido con una camIsa de resistencias eléctricas. Figura 2-1 Partes Principales de /lna Extrusora. BARRIL HUSILLO CUBIERTA ACOPLAMIENTO RESISTENCIAS / / CAJA DE ENGRANES MOTOR / extremo del cilindro se encuentra un orificio para la matería prima, donde se instala alimentación, generalmente de forma ese mismo extremo se encuentra el accionamiento del husillo, compuesto un sistema de reducción de del tornillo, se ubica la salida del extruído y el dado que forma finalmente al La es el depósito de materia prima en donde se los pellets de material plástico para la alimentación contin ua de l extrusor. Debe tener dimensiones adecuadas para ser completamente funcional; los diseños mal planeados, principalmente en los ángulos de bajada material, pueden provocar estancam ientos de material y paros en la producción. materiales que se compactan fácilmente, una con sistema vibratorio puede resolver el problema, rompiendo los puentes de material y permitiendo la caída del material a la garganta de alimentación. Si el material a procesar es problemático aún con la en vibración, la tolva tipo cramer es la única que puede forzar el material a fluir, empleando un para lograr la alimentación. Figura 2-2, muestra el principio de funcionamiento de la tolva Cramer. PROCESOS DE TRANSFORMACION 5 i TOLVA HUSILLO DE I ALlMENTACION I I I HUSILLO I . . . .. I Figura 2-2 Tolva Tipo Cmmer. I 0'''' I Las tolvas de secado son usadas para eliminar la humedad del material que está siendo procesado, sustituyen a equipos de secado independientes de la máquina. En sistemas de extrusión con mayor grado de automatización, se cuenta con sistemas de transpOlie de material desde contenedores hasta la tolva, por medios neumáticos o mecánicos. Otros equipos auxiliares son los dosificadores de aditivos a la tolva y los imanes o magnetos para la obstrucción del paso de materiales ferrosos, que puedan dañar el husillo y otras palies internas del extrusor. 2.3.2. BARRIL CAÑON Es un cilindro metálico que aloja al husillo y constituye el cuerpo principal de una máquina de extrusión. El barril debe tener una compatibilidad y resistencia al material que esté procesando, es decir, ser de un metal con la dureza necesaria para reducir al mínimo cualquier desgaste.
-
Upload
nato-martin -
Category
Documents
-
view
236 -
download
12
Transcript of Encicloped.pdf

CAPITULO n
2.1.3. IMPORTANCIA EN EL MERCADO
En México, el proceso de extrusión es el más
impOliante tomando en cuenta el volumen de
plástico transformado. En 1995, más del 50% de
todo el plástico moldeado se obtuvo por este
proceso, sin considerar que los procesos de soplado
y termoformado involucran una fase de extrusión.
PROCESO
Dentro del proceso de extrusión, vanas palies
deben identificarse con el fin de aprender sus
funciones principales, saber sus características en el
caso de elegir un equipo y detectar en donde se
puede generar un problema en el momento de la
operación.
La extrusión, por su versatilidad y amplia
aplícación, suele dividirse en vanos tipos,
dependiendo de la forma del dado y del producto
extruído.
TOLVA
__________ ~rGARGANTA
Así la extrusión puede ser:
De tubo y perfil
@I De película tubular
@I De lámina y película plana
@I Recubrimiento de cable
@I De monofilamento
Para peiletización y fabricación de
compuestos (compounding)
Independientemente del lipo de extrusión que se
quiera analizar, todos guardan similitud hasta llegar
al dado extrusor.
Básicamente, una de extrusión consta de un eje
metálico central con álabes helicoidales llamadú
husilio o tornillo, instalado dentro de un cilindro
metálico revestido con una camIsa de resistencias
eléctricas.
Figura 2-1 Partes Principales de /lna Extrusora.
BARRIL HUSILLO CUBIERTA
ACOPLAMIENTO RESISTENCIAS / /
CAJA DE ENGRANES
MOTOR
/
extremo del cilindro se encuentra un orificio
para la matería prima, donde se instala
alimentación, generalmente de forma
ese mismo extremo se encuentra el
accionamiento del husillo, compuesto
un sistema de reducción de
del tornillo, se ubica la salida del
extruído y el dado que forma finalmente al
La es el depósito de materia prima en donde
se los pellets de material plástico para la
alimentación contin ua de l extrusor.
Debe tener dimensiones adecuadas para ser
completamente funcional; los diseños mal
planeados, principalmente en los ángulos de bajada
material, pueden provocar estancam ientos de
material y paros en la producción.
materiales que se compactan fácilmente, una
con sistema vibratorio puede resolver el
problema, rompiendo los puentes de material
y permitiendo la caída del material a la garganta de alimentación.
Si el material a procesar es problemático aún con la
en vibración, la tolva tipo cramer es la única
que puede forzar el material a fluir, empleando un
para lograr la alimentación.
Figura 2-2, muestra el principio de funcionamiento de la tolva Cramer.
PROCESOS DE TRANSFORMACION 5
i TOLVA HUSILLO DE I
ALlMENTACION I
I I HUSILLO
I . . . .. ~ I
Figura 2-2 Tolva Tipo Cmmer.
I 0'''' I
Las tolvas de secado son usadas para eliminar la
humedad del material que está siendo procesado,
sustituyen a equipos de secado independientes de la máquina.
En sistemas de extrusión con mayor grado de
automatización, se cuenta con sistemas de
transpOlie de material desde contenedores hasta la
tolva, por medios neumáticos o mecánicos.
Otros equipos auxiliares son los dosificadores de
aditivos a la tolva y los imanes o magnetos para la
obstrucción del paso de materiales ferrosos, que
puedan dañar el husillo y otras palies internas del extrusor.
2.3.2. BARRIL CAÑON
Es un cilindro metálico que aloja al husillo y
constituye el cuerpo principal de una máquina de
extrusión. El barril debe tener una compatibilidad y
resistencia al material que esté procesando, es
decir, ser de un metal con la dureza necesaria para
reducir al mínimo cualquier desgaste.

6 CAPITULO n
La dureza del cañón se consigue utilizando aceros
de diferentes tipos y cuando es necesario se aplican
métodos de endurecimiento superficial de las
paredes internas del cañón, que son las que están
expuestas a los efectos de la abrasión y la corrosión
durante la operación del equipo
El cañón cuenta con resistencias eléctricas que
proporcionan una p31ie de la energía térmica que el
material requiere para ser fundido.
El sistema de resistencias, en algunos casos va
complementado con un sistema de enfriamiento
que puede ser por flujo de líquido o por
venti ladores de aire.
Todo el sistema de calentamiento es controlado
desde un tablero, donde las temperaturas de
proceso se establecen en función del tipo de
material y del producto deseado.
Para la mejor conservación de la temperatura a lo
largo del cañón y prevenir cambios en la calidad de
la producción por variaciones en la temperatura
ambiente, se acostumbra aislar el cuerpo del cañón
con algún material de baja conductividad térmica
como la fibra de vidrio o el fieltro.
2.3.3. HUSILLO
Gracias a los intensos estudios sobre el
comportamiento del flujo de los polímeros, el
husillo ha evolucionado ampliamente desde el auge
de la industria plástica hasta el grado de conveliirse
en la parte que contiene la mayor tecnología dentro
de una máquina de extrusión.
Por esto, es la pieza que en alto grado determina el
éxito de una operación de extrusión.
La Figura 2-3 muestra las p31ies más importantes
de un husillo.
Con base al diagrama, se describen a continuación
las dimensiones fundamentales para un husillo y
que, en los diferentes diseños, varían en función de
las propiedades de flujo del polímero fundido que
se desee procesar o de la productividad que se
espera de la extrusora. Todas las dimensiones que a
continuación se detallarán son muy importantes de
considerar cuando se analice la compra de un
eqUIpo nuevo.
Figura 2-3 Nomenclatura del Husillo.
LONGITUD TOTAL LONGITUD DE ALABES
~----------------- ------------------------~ DOSIFICACION TRANSICION
( RADIO
DlAMETRO DEL EJE EN DOSIFICACION
ANCHO DE ALABE
ALlMENTACION
DlAMETRO ALlMENTACION
DlAMETRO EXTERNO
LONG. DEL MANGO -LONG. COJINETE
DIAMETRO DEL HUSILLO
o filetes, que recorren el husillo de un
_k ... ~~,A al otro, son los verdaderos impulsores del
del extrusor. Las dimensiones y
éstos tengan, determinará el tipo de
que se pueda procesar y la calidad de
de la masa al salir del equipo.
del Filete en la Zona de Alimentación
la distancia entre el extremo del filete y la p31ie
o raíz del husillo. En esta p31ie, los filetes
muy pronunciados con el objeto de transportar
cantidad de material al interior del
, aceptando el materia! sin fund ir y aire que
atrapado entre el material sólido.
del Filete en la Zona de Descarga o
En la mayoría de los casos, es mucho menor a la
profundidad de filete en la alimentación. Ello tiene
consecuenCIa la reducción del volumen en
el material es transportado, ejerciendo una
compresión sobre el material plástico. Esta
compresión es útil para mejorar el mezclado del
material y para la expulsión del aire que entra junto
con la materia prima alimentada.
Relación de Compresión
Como las profundidades de los álabes no son
constantes, las diferencias se diseñan dependiendo
del tipo de material a procesar, ya que los plásticos
tienen comportamientos distintos al fluir.
La relación entre la profundidad del filete en la
alimentación y la profundidad del fiiete en la
descarga, se denomina relación de compresión. El
resultado de este cociente es siempre mayor a uno y
llegar incluso hasta 4.5 en ciertos materiales.
PROCESOS DE TRANSFORMACION 7
b) Longitud
Tiene una importancia especial; influye en el
desempefio productivo de la máquina y en el costo
de ésta.
Funcionalmente, al aumentar la longitud del husillo
y consecuentemente la del extrusor, también
aumenta la capacidad de plastificación y la
productividad de la máquina. Esto significa que
operando dos extrusores en las mismas condiciones
de RPM y temperatura que sólo se distingan en
longitud, es posible que el extrusor de menor
longitud no tenga capacidad de fundir o plastificar
el material después de recorrer todo el extrusor,
mientras que el extrusor de mayor longitud ocupará
la longitud adicional para continuar la
plastificaciól1 y dosificará el material perfectamente
fundido, en condiciones de fluir por el dado.
Otro aspecto que se mejora al incrementar la
longitud es la calidad de mezclado y
homogeneización del material. De esta forma, en
un extrusor pequefio la longitud es suficiente para
fundir el material al llegar al final del mismo y el
plástico se dosifica mal mezclado.
En las mismas condiciones, un extrusor mayor
fundirá el material antes de llegar al final y en el
espacIo sobrante seguirá mezclando hasta
entregarlo homogéneo. Esto es importante cuando
se procesan materiales pigmentados o con lotes
maestros (master batch), de cargas o aditivos que
reqUIeran incorporarse perfectamente en el
producto.
e) Diámetro
Es la dimensión que influye directamente en la
capacidad de producción de la máquina,
generalmente crece en proporción con la longitud
del equipo. A diámetros mayores, la capacidad en
kg/hr es presumiblemente superior.

8 CAPITULO
Al incrementar esta dimensión debe hacerlo
también la longitud de husillo, ya que el aumento
de productividad debe ser apoyada por una mejor
capacidad de plastificación.
Como consecuencia de la importancia que tienen la
longitud y el diámetro del equipo, y con base en la
estrecha relación que guardan entre sí, se
acostumbra especificar las dimensiones principales
del husillo como una relación longitud/diámetro
(LID). Comercialmente las relaciones LID más
comunes van desde 20/1 hasta 30/1, aunque la
maquinaria especial fuera de este rango también
está disponible.
2.4,1. COMPONENTES DE UNA LINEA DE
PELICULA TUBULAR O SOPLADA
Consiste típicamente en: extrusora, cabezal o dado,
anillo de aIre de enfriamiento, dispositivo
estabilízador o calibrador de película, dispositivo
de colapsamiento de la burbuja, rodillo de tiro
superior, embobinadora y una torre estructural que
soporta las partes anteriores.
La distribución de los componentes de la línea de
película tubular se detalla en la Figura 2-4.
SISTEMA DE BOBiNADO
BOBINA
ANILLO DE ENFRIAMIENTO
CABEZAL
RODILLO DE COLAPSAMIENTO
TORRE
BURBUJA
PANEL DE CONTROL
EXTRUSOR
Figura 2-4 LÉnea de Ext/'llsión de Película Tubular.
a) Dado o Cabezal para Pelicula Tubular
El cabezal de una línea de película soplada, puede
definirse como un núcleo y una envolvente
cilíndricos y concéntrícos, separados por un espacio
que puede oscilar entre los 0.6 y 2.8 mm, llamado
abertura o tolerancia. Ambas estructuras metálicas
están controladas en temperatura por una serie de
resistencias eléctricas.
La función del cabezal es ofrecer al polímero
fundido la forma de un tubo de pared delgada de
espesor constante a lo largo de su circunferencia,
que se transforma en una película por la acción de
una expansión longitudinal y transversal al llegar a
la zona de formación de la burbuja. La Figura 2-5,
ilustra la construcción de un cabezal para película
tubular.
LABIOS DE SALIDA
MANDRIL
SISTEMA DE CENTRADO
ZONA DE DISTRIBUC¡ON
ENTRADA DE AiRE (ANTES DEL DISTRiBUIDOR)
Figura 2-5 Cabezal de Exlrusión de Película Tubular.
De la construcción del cabezal para película
tubular, las siguientes panes son de gran
importancia:
Ranuras de Flujo Helicoidal
En el diseño de un cabezal, se observa la
inconveniencia de tener flujos totalmente
longitudinales, ya que las partes sólidas que dividen
el paso del material y que son inevitables en el
ensamble del cabezal, pueden producir líneas de
unión o soldadura visibles a la salida del cabezal.
ser eliminado al practicar
en el cuerpo del mandril o
cabezal. Las ranuras que se
en profundidad al avanzar lateralmente,
efecto de movimiento lateral del
en conjunto con el movimiento
longitudinal, provoca el
de cualquier defecto por la
objetos estáticos previos y, por
homogeneiza la salida del material
C;-UJt:,¿¡:1J (ver Figura 2-6).
ELPLAST1CO FLUYE HORIZONTAL Y VERTICALMENTE BORRANDO LINEAS DE UNJON
SALIDA VERTICAL DEL PLASTICO
MANDRIL
ENTRADA VERTICAL DEL PLASTICO
2-6 Flujo de Plástico en los Canales Helicoidales del Cabezal.
Tornillos de Calibración de Espesor
Se utilizan para instalar de manera perfectamente
concéntrica las partes componentes del cabezal, lo
cual es indispensable después de una labor de
desensamble para su limpieza y mantenimiento.
h) de Enfriamiento
Por la acción del extrusor, el polímero fundido
abandona el cabezal, toma el perfil tubular de los
labios del dado y continúa modificándose con un
estiramiento longitudinal por acción del tiro de
unos rodillos superiores y una expansión lateral por
efecto de la presión del aire atrapado dentro de la
burbuja.
PROCESOS
Si el cabezal se encuentra uniformemente centrado
y calentado y el material sale homogéneo, la
película se forma con un espesor y diámetro
constante.
El material extruído recibe un enfriamiento , superficial mediante una corriente de aire
proveniente del dispositivo llamado anillo de
enfriamiento.
El anillo de enfriamiento cumple con las siguientes
funciones:
01) Llevar el material fundido al estado sólido
01) Estabilizar a la burbuja en diámetro y forma
circular
Reducir la altura de la burbuja
01) En ciertos casos, proporcionar claridad a la
película, deteniendo la cristalización del
polímero
01) Mejorar la productividad
Las variables a controlar para llegar al mejor
enfriamiento de la película son:
01) Volumen del aire
G> Velocidad del aire
01) Dirección del aire
01) Temperatura del aire
Los diseños de anillos de enfriamiento son
variados, dependiendo del tipo de material que se
vaya a procesar.
Los diseños más comp licados son los anillos con
una y dos etapas de enfriamiento, que se eligen
según los requerimientos de enfriamiento del
proceso.
9
... ... t ... ... e: e

10 CAPITULO n
Un esquema del anillo de enfriamiento de una y de
dos etapas se muestra en la Figura 2-7.
ANILLO DE ENFRIAMIENTO (UN LABIO) ANILLO DE ENFRIAMIENTO (DOS LABIOS)
SALIDA DE AIRE PELlCULA
LINEA DE
ENFRIAMIEN.Tr~O ___ ~~=-~-¡--t----::::::::::: SALIDA DE AIRE
ANILLO - U!J~~rr:
Figura 2-7 Anillos de Enji'iamiento.
También en la palie de enfriamiento de la burbuja,
existen equipos con la opción de enfriamiento
interno del producto. Es conveniente aclarar que el
aire que se encuentra en el interior de la burbuja, en
equipos convencionales, se mantiene sin reemplazo
durante toda la operación de producción. Esto
provoca que el enfriamiento principal sólo ocurra
por la acción del anillo de enfriamiento.
En la operación de equipos con enfriamiento
interno, el área de contacto se duplica, permitiendo
aumentos de productividad del 30 al 50%, aunque
se requiere de un cabezal especial y un segundo
compresor para abastecer el enfriamiento interno.
e) Unidades de Calibración
Las unidades de calibración ó dispositivos que
controlan el diámetro de la burbuja se requieren
cuando se trabaja con la opción de enfriamiento
interno. Estas unidades constan de pequeños
rodillos soportados por ejes curvos dispuestos
alrededor de la burbuja y mantienen
constantemente las dimensiones de ésta.
Adicionalmente, un sensor de diámetro colocado
justo arriba de la línea de enfriamiento, manda una
señal para aumentar o reducir el volumen de aire;
con ello se puede lograr diferencias de ±2 mm en el
diámetro.
Una ventaja más de la circulación interna de aire es
la reducción de la tendencia de la película a
adherirse o bloquearse internamente, gracias a la
remoción de ciertos volátiles emitidos por el
polímero cal iente.
En los equipos sin enfriamiento interno, debido a
que la cantidad de aire en el interior de la burbuja
es constante, generalmente no requieren más que
ajustes ocasionales de introducción o extracción de
aire, para llevar la película nuevamente a las
dimensiones especificadas. En este caso, las
variaciones en la temperatura ambiente a lo largo
del día, pueden provocar ligeras variaciones en el
diámetro. Cuando un mayor control de dimensiones
sea requerido, se puede usar la unidad o canasta de
calibración.
d) Unidad de Tiro
Incluye un marco para el colapsamiento de la
burbuja y un rodillo de pr",ión y jalado de la
película, que al igual que el embobinador, son
palies que no influyen en la productividad de una
línea de extrusión, pero tienen influencia en la
calidad del formado de la bobina de película.
La primera parte de la unidad de tiro que tiene
contacto con la película es el marco de
colapsamiento que tiene la función de:
'" Llevar a la película en forma de burbuja a una
forma plana por medio de una disminución
constante del área de paso
'" Evitar que durante el colapsamiento de la
burbuja se formen pliegues o arrugas
El marco de colapsamiento puede fabricarse de
diversos materiales que van desde tiras de madera
hasta rodillos de aluminio u otros metales. Los
parámetros principales para el buen desempeño de
la unidad de colapsamiento es la fricción entre la
película, el marco y los ángulos de colapsamiento
de la burbuja.
110 afectan la productividad de la línea de
en la calidad de la película final,
tirar unifonnemente para no provocar
en el espesor. La película debe
con la firmeza necesaria para evitar la
que pueda causar un descenso en el
Para el logro de esta última función,
película, son
para captación del material
producido para suministrarlo a máquinas de
procesado final como Impresoras, cortadoras,
selladoras, etcétera.
Existen básicamente dos tipos de embobinadores
'" De contacto
'" Centrales
Embobinadores de Contacto
En el embobinador de contacto, el eje que pOlia el
núcleo sobre el cual se enrollará la bobina, llamado
rodillo de película, no está motorizado, pero gira
por la transmisión del movimiento de otro rodillo
(sobre el cual se recarga) que sí cuenta con un
motor accionador llamado rodillo de contacto.
El rodillo de contacto es fijo y puede estar cromado
o recubielio con hule, mientras que el rodillo de
película no tiene un eje fijo y se mueve sobre un
riel curvado que mantiene la presión constante
entre los dos rodillos.
La Figura 2-8, ilustra el funcionamiento de un
embobinador de contacto.
PROCESOS DE TRANSFORMACION 11
RODILLO DE' CONTACTO
BOBINA DE RIEL O
RODILLO DE CONTACTO
CILINDRO NEUMATICO
PRODUCTO CREMALLERA
e:J""'"~. BOBINA DE PRODUCTO
RODILLO DE TENSION PELlCULA
Figura 2-8 Embobinador de Contacto.
Este tipo de embobinador es el de mayor uso en las
líneas de película soplada. Sus ventajas son:
simplicidad de operación y economía. Desventajas:
sólo produce bobinas apretadas y tiene dificultad
para producir rollos de película angosta de gran
longitud.
Embobinadores Centrales
En los embobinadores centrales, el rodillo de la
película está motorizado, varía de velocidad al
incrementarse el diámetro de la bobina, así como
varía el torque para mantener constante la tensión
en el producto. Todas estas variaciones son
controladas por computadora.
La Figura 2-9, muestra la construcción de un
embobinador central.
RODILLO EJE EN POSICJON DE PRESION INICIAL
Figura 2-9 Sistema de Embobinado Central.
El uso de sistemas computarizados vuelve al
enrollado central costoso, y en cierta forma, más
complicado de manejar en comparación con el
embobinador de contacto.

12
Entre las ventajas del sistema de embobinado central está la producción de bobinas de baja tensión de enrollado, que reduce la sensibilidad de
los rollos al encogimiento post-enrollado.
2.4,2, COEXTRUSION DE PELICULA
El proceso de coextrusión de película tubular, cobra importancia por la gran versatilidad y variedad de
películas que se pueden obtener. Entre sus usos se encuentra la combinación de propiedades de dos
distintos polímeros para obtener un producto con la suma de sus ventajas en una película sandwich, para obtener un espesor menor y reducir el costo
del producto.
Las diferencias básicas entre una línea de extrusión de película y una de coextrusión, se observan en la aparición de dos o más extrusores y la modificación del cabezal o dado con la adición de más canales de
flujo. Generalmente se coextruyen materiales que tengan compatibilidad física y condiciones de
extrusión similares.
Cuando los polímeros que van a formar una película de varias capas tienen compatibilidad
física es posible que se unan sin la necesidad de utilizar sustancias intermedias que funcionen como adhesivos. Por otra parte, si los materiales tiene condiciones de extrusión parecidas se tendrán
menos problemas en los disefíos del cabezal
El extrusor o extrusores adicionales proporcionan
el material que formará las capas secundarias en la
película terminada, como se observa en la
Figura. 2.10.
Figura 2-1 () Cabezal para Producción de Película Coextrllida, Tres Capas.
Las siguientes partes del sistema, son las mismas
que las de una línea de extrusión sencilla.
A continuación, se enlistan algunos de los artículos terminados más comunes que se producen en una
línea de película tubular:
'" Bolsa comercial
'" Bolsa para empaque (alimentos, diversos)
Película para uso agrícola (telón agrícola)
'" Bolsa desprendible para autoservicio
" Película encogible para embalaje
Bolsa para transporte de basura
'" Sacos industriales
'" Otros
pretende ilustrar usos los usos específicos son
en el sector de envase,
consta de una extrusora con un diseño adecuado al tipo de material que
En la producción de tubo y de uso más común es el
(PVC), aunque la tubería de
usada por su bajo costo.
extremo del extrusor, un cabezal o dado al polímero en estado plástico a las
del tubo o perfil requeridos. Sin
asegurar la exactitud de dimensiones
CORTADOR
TENSION JALADOR
Linea de Tuberías para Poliolefinas.
CORTADOR
JALADOR
Línea de Pe/files para Ven tan ería.
13
del producto, se hace necesaria la instalación de la una unidad de formación o calibración, en la cual, el tubo o perfil adquirirá las dimensiones que
aseguren los posteriores ensambles o soldaduras
que con ellos se hagan.
Una vez logradas las dimensiones del producto, una tina de enfriam iento remueve el calor excedente,
evitando cualquier deformación posterior del producto. Antes de la tina de enfriamiento, no es
posible aplicar ningún esfuerzo o presión al producto sin correr el riesgo de provocarle una
deformación permanente. Junto a la tina de enfriamiento, un elemento de tiro aplica una tensión o jalado constante al material para que esté siempre en movimiento. Por último, dependiendo
de la flexibilidad del producto, una unidad de corte o de enrollado prepara el producto para su distribución. A continuación, se muestran arreglos
típicos de líneas de extrusión de tubería flexible (Figura 2-11), perfil (Figura 2-12) y tubería
(Figura 2-13).
ENFRIAMIENTO
TANQUE DE VACIO
FORMADOR
CABEZAL
TANQUE DE VACIO
EXTRUSOR
EXTRUSOR DOBLE HUSILLO

TECNOLOGIAS AVANZADAS PARA PROCESOS PLASTICOS
Termo-Reguladores de agua y de aoerre. Controladores de temperatura para moldes de Nylon, Acetal, Policarbonato, Polyester, Bakeltta, Zama!<, Aluminio, etc. Para control de temperatura en tambor central en máquinas flexográficas, etc.
~ -'É -;-- -~' c; --. -,
Pea~b6dy TecTank
Diseno. Fabricación e Instalación de SILOS atornillados y SOldados. para almacenamiento de Termoplásticos en acero al carbón o inoxidable, con capacidad de 20 hasta 1500 Toneladas.
'"""""""""""""""",~"
'AL I ~ ~ ~ ~ ~ ~ , Sistemas para enfriamiento de ~
" ag ua, Chillers portátiles, cen- ~ ~ trales, Torres de enfriamiento. ~ ~ Termo-reguladores, tanques/bom- ~ -; bas, tratamiento de agua, Inter- ~ ~ cambiadores de placas y Diseño ~ ~ de Sistemas. ~ ~"IIHIIIII'IIIIIIIIIIIIIIIIIIIIII./
o ELECTRA FORM, N .. ··'f··
• Moldes para Inyección de Preformas/Envases • Robots para Inyectoras y Sopladoras.
Controles de Temperatura para Moldes
Sistemas automáticos de dosificación de pellets y polvos. (Loaders). Sistemas de secado de resinas: PET. NYLON. ABS, ACETAL, elc.
MOLINOS: Más de 50 modelos 2 hasta 200 H.P.
-Alta Productividad -Bajo nivel de ruido -Mínimos Finos -Bajo consumo de energía -Fácil limpieza
CONSUL TORES PROFES}ONALES DE LA INDUSTRIA, S.A.
Manuellzaguirre 29-205. Circuito Centro Comercial Cd. Naucalpan Edo. de México, C.P. 53100
Tels. 393-9319 y 393-9429 Fax: 393-9596
es un proceso piezas de plástico que
un sistema de fusión y diseüado para expulsarla a
que se encuentra en estado metálico hecho de dos o más
tiene la forma exterior de la un sistema de cierre de molde que
al recibir la presión interna
de inyección tiene la ventaja de producir siguientes características:
de formar orificios, refuerzos, de partes metálicas.
productividad dependiendo del
listas para ensamble o
exactitud en forma y
PROCESOS DE TRANSFORMACION
En cuanto a las restricciones, al planear usar la inyección para producir una pieza se debe considerar que:
(11 Cada pieza requiere de un molde particular.
(11 La forma de la pieza puede ser complicada por
lo que se recurre a moldes complicados y caros.
~ Por tratarse de un proceso cíclico, una
interrupción menor en una de las etapas puede abatir gravemente la productividad del proceso.
~ La construcción de un molde es costosa e
implica la necesidad de tener asegurada una alta producción, o el costo final de los artículos se elevará.
(11 Existe un límite para el espesor de las paredes
que se pueden formar (aproximadamente hasta 15 - 20 milésimas de pulgada la más delgada).
3.1.2. APLICACIONES
El proceso de inyección, a pesar de no alcanzar los volúmenes de producción que se logran con el moldeo por extrusión, tiene su importancia en la
impresionante variedad de miículos que se pueden generar y por tanto, la diversidad de mercados que puede abarcar.
Por medio de la inyección se logran desde piezas sencillas como una pluma, una cuchara desechable,
engranes de ingeniería, piezas complicadas para implantes quirúrgicos y, con respecto a las dimensiones, se puede moldear un objeto del
tamallO de un botón, hasta una tarima para embalaje de uso industrial.
A continuación se mencionan los diferentes
campos donde comúnmente se encuentran artículos producidos por inyección.

Artículos Domésticos
Artículos de aseo ( charolas, cubetas).
Artículos de cocina (vasos, jarras, platos).
Artículos decorativos (marcos de cuadros,
flores artificiales).
III Partes de aparatos (cubiertas, perillas y piezas
interiores de aparatos eléctricos y electrónicos
como televisores, equipos de sonido,
teléfonos, video grabadoras ).
Artículos de jardín (sillas, boquillas de
manguera)
Artículos de uso personal ( cepillos, rasuradores, peines)
Artículos de Oficina
III Plumas, portaclips, engrapadoras, lapiceros.
Partes de equipo electrónico (cal'cazas y partes
internas de fotocopiadoras, computadoras,
sumadoras ).
III Partes de mobiliario (perillas de cajones,
ruedas para sillas).
Artículos de Consumo
Desechables (cucharas, tenedores, cuchillos).
III Envase y embalaje (recipientes, tapas a
presión y roscadas, estuches de cosméticos).
Juguetería
III Modelos a escala, mufíecos, bicicletas,
juguetes montables, estuches de juegos de azar
o científicos, entre otros.
Industrial
III Artículos de seguridad (protectores
respiratorios, protectores auditivos, lentes de
seguridad, cascos).
Recipientes y contenedores de sustancias
corrosivas o tóxicas, tapas de éstos, etcétera.
III Tarimas
La inyección es uno de los procesos
transformación de plásticos de mayor interés por la
cantidad de artículos que se producen y de resina
consumida, superada sólo por la extrusión en razón
del volumen. Al considerar la maquinaria, la
inyección ocupa el primer lugar en cuanto al
número de equipos en funcionamiento. En el
aspecto económico, se requenna un análisis
detallado para determinar qué posición ocupa la
inyección en cuanto al monto de ventas logrado,
pues si la extrusión es el proceso que utiliza el
mayor volumen de resina en comparación a
cualquier otro método de moldeo, la inyección se
caracteriza por producir piezas con mayor valor agregado que la extrusión.
3
El funcionamiento de una máquina de inyección
está basado en un ciclo, donde cada período
consume un número determinado de segundos,
Durante el ciclo, entran en acción alternativamente
las distintas partes de la máquina de forma discontinua. La Figura
una máquina de inyección:
111 uestra las partes de
AJUSTE DE ALTURA DE MOLDE
MOTOR HIDRAULlCO RI.i . DEL HUSILLO ~ UNIDAD
ACUMULADORA
BOMBA HIDRAULlCA
FiguNI 2-44 Esquema de u/U! ftláquina de Inyección.
por la tolva en
de la inyectora,
husillo se le aplican
generan calor y el
y se transporta
de inyección. El
.~~.,,~,.,,~ de material crea una presión en
comlJellS,,!Ua con el retroceso
la posición previa a la
necesana para llenar las
la unidad de inyección
en contacto con el bebedero, que
perm itirá el avance del material
interior del molde. El molde, que
perfectamente cerrado y bajo la
de cierre, recibe el material
por el movimiento de avance
que, funcionando como un émbolo,
por la boquilla hacia el bebedero y todo el interior del molde, llenando
y expulsando el aire que estaba
el husillo mantiene una presión
para evitar que el material que fue
entrar regrese y se forme encogimientos
al término del enfriamiento,
de enfriamiento del molde debe trabajar
durante el tiempo que éste aloja a la
con la finalidad de solidificar la
y poder iniciar un ciclo cuanto antes
de la productividad del proceso.
ciclo de inyección se repite
una de sus etapas consume
segundos, es importante resaltar que la
del tiempo en que se derarrolla' una
en forma mínima, puede reflejarse en un
importante en la productividad del
La Figura 2-45 representa las tres etapas
principales del ciclo de moldeo:
TOLVA
ETAPA 1: INYECCION
HUSILLO EN AVANCE
ETAPA 2: PRESION DE SOSTENlr/¡IENTO y PLASTIFICAC¡ON
GIRO DEL HUSILLO AL TERrJlINO DE LA PRESION DE SOSTENlft.IENTO
ETAPA 3: EXPULSION
EXPULS!ON DE LA PlEZA
Figura 2-45 Etapas del Ciclo de Inyección.
3
33.1.
Aunque generalmente todas las máquinas de
inyección poseen las mismas partes, los arreglos en
que éstas se acomodan distinguen cuatro tipos de
sistemas de inyección. Estos arreglos se muestran
en la Figura 2-46.
INYECCION HORIZONTAL INYECCION VERTICAL
INYECCION VERTICAL INYECCION LATERAL
Figura 2-46 Tipos Constructivos de Inyectoras,

CAPITULO II
En el primero de los arreglos, la unidad de inyecclOn está en posición horizontal y perpendicular al plano que divide a las dos partes del molde. La construcción de este tipo es la más sencilla, ocupa un mayor espacio superficial.
El segundo tipo es una modificación del primero, la unidad de inyección es vertical, mientras la disposición del molde y de la unidad de cierre permanece sin cambio.
El tercer tipo de construcción se ocupa cuando la pieza inyectada lleva insertos metálicos como tornillos, tuercas, bujes, pernos, etcétera.
En el último arreglo, la inyección se realiza en el mismo plano que divide las cavidades del molde.
Existen máquinas que combinan la posición de las unidades de inyección para realizar productos de diferentes colores y diferentes materiales.
LADO OPERADOR
Figura 2-47 Máquina para Varios Colores.
UNIDAD DE INYECCION COLOR CLARO
UNIDAD DE INYECCION COLOR NEGRO
Para aplicaciones más especiales hay máquinas que inyectan dos materiales, uno sobre otro, denominadas para dos componentes.
Se realiza por: moldeo por inyección complejo, o moldeo por inyección "sandwich". Es posible inyectar las masas a moldear una junto a la otra, una encima de otra y una entre otra (ver Figura 2-48).
TPE
Inyección de Dos Materiales, Uno Junto al Otro
Inyección de Dos Materiales, Uno Sobre el Otro
cooQ:¡O 'bY CO O 00 o o 0 0 00 o o 0 0 o O 000
o O
Regenerado z§'
O
Inyección de Dos Materiales, Uno Dentro del Otro
Figura 2-48 Diferentes Tipos de Moldeo por Inyección.
33,2,
Reúne todas las partes involucradas en la plastificación, mezclado y dosificación a presión del material, para la alimentación de las cavidades de los moldes.
Existen cuatro tipos de unidades de inyección, dependiendo del método de plastificación e inyección usado para su funcionamiento:
@ Embolo
@ Embolo en dos etapas
@ Husillo plastificante y émbolo
@ Husillo inyección o reciprocante
La inyección con husillo reciprocante ha tenido una mayor aceptación desde que fue introducido hace 30 años. Se describirá con detalle la última (ya' que es la más utilizada en las empresas productoras de artículos inyectados).
EL CONTROL PID ES EQUIPO ESTANDAR, LO QUE RESULTA EN UN MEJOR CONTROL DE LAS TEMPERATURAS DE BARRIL Y DE LA BOQUILLA
EN UN ESFUERZO LA PRESICION Y RIGIDEZ DE LA MAQUINA NISSEI CONDUJO UN ANALlSIS DE LA MAQUINA Y SUS ESFUERZOS A FIN DE PROVEER EL MEJOR DISEÑO DE LAS PLATINAS MOVIL Y ESTACIONARIA
SE INCREMENTO EL DIAMETRO DEL PISTO N PE CIERRE A FIN DE MEJORAR LA DISTRIBUCION DE LA FUERZA SOBRE LA
MOVIL Y EL MOLDE
MANTIENE UNA GRAI~ HIDRAULlCO ASI
JO AHORIRO DE ENERGIA EMPLEA UN
EL MECANISMO DE INYECCION CON EL SISTEMA DE HUSILLO GIRATORIO Y EL EMBOLO EN LINEA ES UN DISEÑO PROBADO POR NISSEI, QUE PROVEE LA PLASTIFICACION DEL MATERIAL MUY ESTABLE PARA CASI TODOS LOS TIPOS DE MATERIAL PLASTICO.
LA MAQUINA UTILIZA UN MOTOR HIDRAULlCO DEL TIPO PISTO N AXIAL EL CUAL POSEE UN EXCELENTE EFECTO DE PRESICION EN LA CARGA DE MATERIAL
EL DISEÑO SIN TUBERIAS Y MANGUERAS HIDRAULlCAS EN EL MECANISMO DE INYECCION CONTRIBUYE A UNA RAPIDA RESPUESTA EN EL SISTEMA HIDRAULlCO
EL CONTROL NC 9000 G REALIZA CON PRESICION EL CICLO DE MOLDEO POR INYECCION PARA MAXIMOS RESULTADOS
EL PANEL DE CONTROL CONCENTRADO HACE QUE SEA MUY VERSATIL. LOS INTERRUPTORES DE OPERACION ESTAN MONTADOS EN EL CENTRO DE LA MAQUINA DE MOLDEO, PERMITIENDO AL OPERADOR EL FACIL ENTENDIMINIETO Y LECTURA DE LAS CONDICIONES DE MOLDEO
DE MOLDE QUE """""'C"I-rn DE FLUIDO PARA LA APERTURA O CIERRE
EL SISTEMA SSE NISSEI QUE LLEGA A OBTENER ALTA CONSERVACION DE ENERGIA ELECTRICA
MAQUINAS DE SO·460 Tom;" DE CIERRE
SSE I MIEXICO, S.A. DE C.V.
Año de Juárez No. 340-1 Granjas San Antonio
;s~leQ(lCtém Iztapalapa, México, D.F. Tel: 525581 1443, 1233 Fax: 525581 1277
AlEC LATINOAMERICANA, S.A. DE C.V.

KONA HOY RUNNER SVSYEMS
la Tecnología Espacial Aplicada al Plástico
Unico sistema adecuado para el moldeo
de todos los Plásticos
MAZAROTA S.A. de C.V. Fresno 54, Col. Palo Alto, Cuajimalpa, D.F., C.P. 05110
Tel.: 2597451 Fax: 259 1473
Nuestros programas de fabricación incluyen toda clase de camisas y husillos para equipos originales y repuestos de los mismos.
Los conjuntos de plastificación son hechos con la más alta tecnología, husillos típicos de alta plastificación con mezcladores especiales para PVC, Polipropilenos, Plásticos de ingeniería. de inyección convencionales, con mezcladores de piña, helecoidales, madox; mejorando así el acabado y resistencia final del producto.
Mejoramos los diseños originales de las válvulas, cambiándolas por válvulas de bola de flujo libre de remezclado y varias
REPRESENTAMOS MARCAS EUROPEAS
AKOI\l-SUECIA- liNEAS COMPLETAS DE EXTRUSIDN PARA CQUvnl4"'j
DESDE 1 O mm. IUlLER BlllZI RENATO-ITALlA- MOLINOS DE 7 -150 HR,
.4GLOMERADoRAS, ETC. BIMEC-iTALlA- CORTADORAS REBOBINAOORAS PARA BOPp
PAPEL, ETC. FIJRPLAST-ITAUA- BOLSE4DoRAS PARA BOLSA CAM!SETI~,
ESPECIALIDADES. MAliIllJ~JI-ITALlA- IMPRESORAS FLEXOGRAFICAS HASTA 8 '
TAMBOR CENTRAL OMC-ITALlA- EXTRUSORAS DOBLE HUSILLO, PULVERIZADDRAS,
RECICLADORAS PARA DESPERDICIO DE PLASTICO POSTlNDUSTRiAL.
RISCHE & HERFIIRTH-ALEMANIA- SELLADORAS MANUALES Y SEMIAUTOMATICAS PARA PE HASTA CALIBRES
SCAMIA-FRA~JCIA- RECICLADoRAS DE DESPERDICIO DE PLASTICO PoST-CONSUMo SIN NECESiDAD DE LAVADO.
WEISS-ALEMANIA- LINEAS DE LAVADO PARA DESPERDICiO DE PoST-Cor~SUMO.
DISTRIBUIMOS PHICULAS DE AMTOPP CORPORIUiON
BOPp, CPp, PET, PVC y PELlCULA
¡ PIUlA MAYOr. Ir~fIlHMIU:Hm llIlMEI\l[JS IIOY MISMf! !
Monte Chimborazo No. 527-101 Lomas de Chapultepec, 11010 México, D.F. Tel. (5) 5202741 Fax. (5) 5406940
Especializada en la gran industria d plástico¡ se ha destacado en la
fabricación de husillos y camisas de extrusión e inyección.
Una empresa orgullosamente
Mexicana, con Tecnología
y Personal Calificado.
opciones. TECNICA NAVA
20 de Noviembre 1 003 Col. Sta. María Aztahuacan
,".',,"P,"'if'" ele Husillo Reciprocante
de unidad de plastificación consta de las
y punta de husillo
Elementos de calefacción
2-49 se muestra el arreglo de las
en la construcción de la unidad de inyección.
TORNILLO RECIPROCAN TE
2-49 Nomenclatura de la Unidad de Inyección.
de Alimentación
La tolva, al igual que en el proceso de extrusión,
acumula una cantidad de materia prima a procesar;
ésta se mantiene lista para dosificar en la etapa que la máquina la requiera.
La dosificación es intermitente, pero en general
alimenta material de la misma forma en que se hace en la extrusión.
de tolva mas empleada es la más sencilla, debido a que los materiales que se transforman en
mayor volumen no requieren de tratamientos
especiales; únicamente se puede llegar a requerir un
PROCESOS DE TRANSFORMACION 37
sistema para la automatización de carga de materia pnma.
b) Husillo
El husillo empleado para inyección, difiere con
aquel utilizado en extrusión, porque las resinas
procesadas difieren en propiedades de fluidez entre un método y otro.
Generalmente, las resmas usadas en extrusión
presentan mayor viscosidad y un índice de fluidez
menor, mientras el proceso de inyección requiere
de plásticos que fluyan rápidamente, llenando las cavidades de los moldes.
Sin embargo, el proceso de plastificación en el
método de inyección, es el mismo utilizado en la
extrusión; es válido hacer referencia a las
explicaciones mencionadas en la sección de
husillos de extrusión, para entender las dimensiones
y el trabajo básico del husillo en la plastificación.
Una diferencia general, que puede distinguir a un
husillo de inyección de uno de extrusión, son las
zonas ocupadas para alimentación, compresión y dosificación.
A continuación, se muestra una comparación entre
husillos convencionales para ambos procesos:
ZONA INYECCION EXTRUSION
Alimentación 60% 20%
Compresión 20% 40%
Dosificación 20% 40%
Otra diferencia con la que se puede distinguir
plenamente un husillo de inyección, es la presencia de una punta muy característica.

CAPITULO
e) Punta de Husillo
Durante la etapa de alimentación, el husillo gira y
retrocede, plastificando y acumulando material en
la parte frontal del cañón.
Al momento de la inyección, el husillo avanza
comprimiendo el plástico y forzándolo a pasar
hacia el molde; con ello se establece una gran
presión que hace que el material intente fluir entre
los álabes para regresar a zonas intermedias de la
unidad de inyección. Esto no es conveniente y se
evita con el uso de diseños de punta de husillo que
impidan este contraflujo. Los diseños deben ser
elegidos dependiendo del tipo de material
procesado.
Para materiales no estables a la temperatura, se
utilizan puntas de husillo que no impidan o
modifiquen mucho el flujo del polímero hacia la
parte frontal del barril. Esto sólo se logra, usando
una punta ancha que deje una pequeña abertura
entre ésta y el cuerpo del barril, para que al avanzar
el husillo durante la inyección y al mantener una
presión del plástico en el molde, se reduzca el
retorno de material hacia partes anteriores del
husillo, aunque no se evita completamente.
ANILLO DE BLOQUEO
Figura 2-50 Punta de Husillo.
Para PVC rígido, las puntas del husillo deben estar
protegidas contra la corrosión, con construcciones
diseñadas para optimizar el flujo a lo largo de la
punta y evitar estancamientos de material y
contraflujos de la resina. Algunos diseños de estos
tipos se muestran en la Figura 2-51.
S= ESPACIO ENTRE FILETES
D= DIAM ETRO
Figum 2-51 Puntas de Husillo para Inyección de PVC.
Otros diseños de puntas de husillos, usados para
plásticos de mejor estabilidad térmica, son del tipo
denominado válvulas de no retorno. Existen varios
diseños, aunque la finalidad es la misma y el
principio de funcionamiento es similar para todos,
consistiendo en una punta con un elemento móvil.
Durante la alimentación del material la posición de
este elemento móvil deja un canal libre por donde
el plástico fundido fluye para almacenarse en la
zona frontal del cafíón. Al momento de la
inyección, en que avanza el husillo para bombear el
material, el elemento móvil se retrae, cerrando los
canales de flujo y evitando casi por completo el
retroceso de material, haciendo más efectivo el
funcionamiento del husillo al trabajar como pistón.
VALVULA DE BOLA
PUNTA
Figura 2-52 Válvulas de No-Retorno.
CARRERA
! ANILLO ABIERTO
ANILLO CERRADO
en forma conjunta con el
y transporte de material
alimentación hasta el extremo
de inyección. Esta palie del
similar a los cañones usados en
tener una construcción resistente a
internas generadas, a las temperaturas
a los desgastes provocados por la
de los materiales poliméricos
a las eventuales corrosiones
por degradación de material o por la
de ciertos aditivos que pueden
"wv,,".vum .con el metal.
interna debe llevar un tratamiento
eS1JCC:WI para aumentar su dureza y resistencia, que
casos sera determinante para garantizar
de las piezas. Los métodos de tratamiento
Gas-nitrurado
IOll-nítrurado
I!! Endurecido de superficie
Cromado
I!! Construcción bimetálica
Otros
Los más usados son los nitrurados (Gas o Ion) y la
construcción bimetálica. Comparativamente, la
construcción bimetálica ofrece el mejor
comportamiento ante los problemas de desgaste,
pero los costos de cada tipo de tratamiento de
superficie conjugado con la durabilidad y
resistencia del equipo son las variables que
intervienen en la toma de decisiones al adquirir una maquinaria nueva.
Por otra palie, en los diseños de construcción de los
barriles, las partes principales son las mismas que
fueron mencionadas en la sección de extrusión.
39
e) Cabezal del Cilindro o Adaptador
Esta pieza une al cuerpo principal del cilindro con
la boquilla de inyección. La construcción hace que
el equipo adquiera una fabricación más modular,
facilitando los cambios de boquillas cuando las
exigencias del material así lo demanden.
Sin embargo, también se adiciona el problema de
tener una unión extra, porque habrá de evitar fugas
de material plastificado por las altas presiones
desarrolladas. Esquema de este ensamble se muestra en la Figura 2-53.
BOQUILLA ADAPTADOR BARRIL
ANILLO MOVIL
Figura 2-53 Cabezal de Cilindro.
j) Boquilla
Es el canal de dosificación del material fundido,
desde el cañón hacia el bebedero del molde.
Mecánicamente, la importancia de su disefío radica
en tener que resistir la presión COI1 la que se recarga
contra el molde sin sufrir desgastes.
Esta presión es imprescindible para prevenir el
escape de material en la zona de unión boquilla -
molde, que deben acoplarse perfectamente.

Ofrecemos servIcIos de alta calidad y vanguardia con Modelos Técnicos, Informativos Pedagógicos que permiten desarrollar las mejores alternativas de actualización, generando conocimientos Integrales para Ejecutivos y Empresarios.
Con instalac nes adecuadas, modernos sistemas de comunicación soportados por un profesional equipo humano de Investiga ón, desarrollamos Diplomados, Seminarios, Conferencias, Congresos, Estudios de Mercado, Consultoría, Diagnósticos Empresariales y Certifica ón de Habilidades Laborales para fortalecer el crecimiento de la Industria del Plástico.
Servir es nuestro principio y fin, ya que gracias a Usted existimos.
Acérquese a nosotros porque ... ... en Plásticos lo sabemos
INSTITUTO MEXICANO DEL PlASTlCO INDUSTRIAL, S.C. Insurgentes Sur 954-1 ero Piso
Te!. 6693325 Col. del Valle 03100 México,O.F.
fax. 687 4960
TO
recipientes y artículos huecos, en termoplástica es fundida,
V"J"U"'~ en una preforma hueca y llevada a un
Para la producción de la considerar la mitad del proceso
y utilizando el proceso de inyección permitiendo que el proceso de soplado
en dos grupos distintos: inyección - soplo - soplo.
soplado tiene la ventaja de ser el proceso para la producción de recipientes de
u"i",vcnu, solamente comparte mercado con el en contenedores de gran capacidad.
el proceso extrusión-soplo, la producción de la no requiere de moldes muy costosos. es la obtención de aJiÍculos de paredes
con gran resistencia mecánica. permite cambios en la producción
sencillez, tomando en cuenta que los no son voluminosos ni pesados.
del proceso se puede mencionar artículos huecos que requieren de
espacios de almacenaje y dificultan la a regiones que no estén próximas
productora. Por otra parte, en el proceso extrusión-soplo, se tiene en cada ciclo una
de material residual que debe ser molido y c-'V'1Wuu al material virgen para su recuperación,
que reduce la relación producto
alimentado, y que se debe al precio del producto.
PROCESOS DE TRANSFORMACION
4.1.2. APLICACIONES
Prácticamente el moldeo de cualquier recipiente se puede lograr por medio del proceso de soplado, siendo el único para la producción de recipientes de cuello angosto de alto consumo en industrias como la alimenticia, cosmética y química, aunque en envases de cuello ancho, puede encontrar cierta competencia en el proceso de inyección y quizás con el termoformado, mientras que en contenedores de gran tamaño y boca angosta, observa una gran compretencia con el moldeo rotacional. El proceso se encuentra en franco crecimiento, bajo la necesidad de abastecer a un mercado de alimentos también en constante auge. Ejemplos de la diversidad de aplicaciones son:
Sector Cosméticos - Farmacéutico
<11 Envases de tratamientos tipo ampolletas
Envases pequeños para muestras médicas
<11 Recipientes para medicamentos en pastillas
<11 Recipientes para jarabes, soluciones y suspensiones
Recipientes grandes para suero
<11 Recipientes para shampoos y cremas
<11 Recipientes para lociones y perfumes
Sector Alimentos
<11 Botellas para aceite comestible
@ Botellas para agua potable
@ Botellas para bebidas carbonatadas con o sin retorno
@ Botellas para bebidas alcohólicas
<11 Envases pequeños para golosinas o promocionales
@ Envases para bebidas refrescantes no carbonatadas
@ Envases para condimentos
@ Envases para bebidas en polvo

" Garrafas para líquidos (vinagre, jugos, leche)
" Garrafones de agua potable
Recipientes para productos VISCOSOS
(mermeladas, mieles)
Sector Doméstico e Industrial
Contenedores de gran volumen para sustancias
químicas o agua
Garrafas para solventes
" Juguetes (muílecos, carros montables)
" Recipientes pequeílos para envase de
productos químicos (pegamentos)
@ Recipientes para productos de limpieza
(blanqueadores, jabones líquidos)
" Recipientes para reactivos y sustancias
corrosivas
Recipientes para aceites industriales y
automotrices
Tanques para gasolina en automóviles
compactos
en el Mercado
El moldeo por soplado se puede considerar
netamente como el productor de artículos de vida
útil corta, ya que aún teniendo en cuenta que por
este proceso se obtienen grandes recipientes
industriales de hasta 10,000 litros, tanques de
combustible automotrices o contenedores no
desechables para líquidos en general, el mayor
porcentaje (en volumen) de las formas obtenidas
están dirigidas al envase de productos de vida de
anaquel breve, que en muchos casos no llega a una
semana cuando se trata de alimentos. Esta
situación, unida con la condición siempre creciente
de la industria de productos alimenticios,
farmacéuticos y cosméticos, permite que el proceso
de soplado conserve una posición de verdadero
desarrollo. Incluso, las dificultades de transpOlte de
envases por problemas de volumen, prácticamente
libra a este tipo de moldeo de ataques por
impOltaciones masivas de artículos terminados; ello
no sucede para otros procesos de transformación
plásticos.
El moldeo por soplado tiene la complejidad de que
en sus dos etapas principales requiere de otros
tantos procesos de moldeo distintos: una es la
preparación de la preforma por extrusión o
inyección y la otra es el proceso de soplo
propiamente dicho. Con base en la manera en que
se obtiene la preforma, el proceso de soplado debe
dividirse en dos tipos:
Extrusión-Soplo
(!j Inyección-Soplo
Cada uno de los tipos de soplado tiene a su vez
características que requieren posteriores
subdivisiones, pero a partir de esta división inicial
se puede describir con claridad el proceso.
Se utiliza principalmente para la obtención
recipientes de boca angosta, con o sin cuerda y
preferentemente para materiales como
PEBD, PP y PVC. En la Figura 2-64 se muestra un
diagrama simplificado para la obtención de un
objeto hueco mediante el proceso de extrusión
soplo mostrando las cuatro etapas de ciclo.
EXTRUSION
MOLDE DE SOPLADO
ENTRADA DE AIRE
Figura 2-64 Proceso de Extrusióll-Soplo.
huecos por esta vía,
a la tolva de un
del caílón, se
del husillo con
"AHU~HOC~ restringido el
que estos últimos
de las paredes del
soplado.
y completamente
tubería, produce una
con dimensiones de
para que la pieza final cumpla
de espesor requeridas.
esta preforma debe ser
y descendente, ya que no
que ofrecerle alguna otra
que el tiempo empleado desde
del dado hasta que tiene la
para continuar con el ciclo, está
en que la primera porción de
se enfríe, perdiendo características
la longitud de preforma óptima, que es
mayor a la longitud del molde que
final, entra en acción el mecanismo
dos partes del molde para dejar
párison en éste. Durante su
el molde además de rodear al párison,
molde puede incluso cOltar el
por debajo de éste, formando aSÍ,
línea o costura en la base de todo
obtenido por extrusión-soplo. El otro
párison permanece abielto, pues es
para las etapas posteriores.
En la tercera fase del proceso se introduce una
boquilla por el extremo abierto del molde y en el
interior del párison, se inyecta aire a presión,
obligando a la preforma a extenderse hasta alcanzar
las paredes del molde, donde se enfría y conserva la
forma interior del molde. La boquilla de inyección
del aire crea al mismo tiempo la estructura final de
la boca y cuello del recipiente.
Es importante seii.alar que durante el proceso de
expansión de la preforma hacia las paredes del
molde, el espesor de la pared sufre una reducción
por el aumento del área superficial.
En la última fase del ciclo de soplado, el molde se
separa exponiendo al recipiente terminado a una
temperatura en que es estable dimensionalmente,
para ser entonces expulsado por su propio peso o
por el aire a presión que aún se encuentra en su
interior. Generalmente, el tiempo invertido en las
dos últimas etapas (soplado-enfriamiento y
expulsión) tarda lo suficiente para que en el dado se
haya extruido una nueva preforma, siendo
necesario que el molde recién liberado del producto
tenga que moverse hacia la recepción del nuevo
material, para iniciar un nuevo ciclo productivo.
Se utiliza en los casos en que se requiera obtener
recipientes de boca ancha, con o sin cuerda, con un
cuerpo aún más ancho o de forma tal que no pueda
obtenerse por un proceso simple de inyección.
También es adecuado cuando la resina requerida
para la obtención del recipiente tenga una fluidez y
viscosidad que no permitan la extrusión de una
preforma o se tengan muchos problemas para su
control.
En la Figura 2-65, se muestra el proceso de
inyección- soplo, indicándose las etapas de que
consta el ciclo para la obtención del articulo final.

Figura 2-65 Proceso de Inyección-Soplo. Etapas Principales.
En esta variante del proceso de soplado, en la primera etapa la resina es alimentada a la tolva de
una máquina de inyección, de donde pasa al cafión y por la acción del husillo y las resistencias calefactoras es fundida, homogeneizada y transportada hacia la punta de la unidad de inyección; ahí se acumula temporalmente.
Al reunirse la cantidad de material suficiente para inyectar la pieza y teniendo el molde listo para la
recepción del material, el husillo de la unidad de plastificación avanza, expulsando al material plastificado hacia la cavidad del molde para producir la preforma, con un perfil de espesores que puede ser uniforme o variable dependiendo de
la forma del artículo final. La preforma tiene un aspecto tubular y no puede ser, en ninguno de sus
puntos, más ancha que el diámetro interno de su boca.
El plástico inyectado es ligeramente enfriado para
que la preforma pierda fluidez y conserve un estado reblandecido. Al momento de alcanzar la
temperatura adecuada, la palie del molde correspondiente al cuerpo de la preforma, se aparta para ser sustituida por otro molde que tiene la forma exterior del recipiente deseado. En esta etapa, las palies del molde que formaron el cuello y la palie interna de la preforma se conservan
inmóviles. La preforma, ubicada ahora en un molde de mayor volumen, es expandida por la inyección de aire introducido por el vástago metálico central usado durante la inyección de ésta.
La expansión involucra una reducción en el espesor de las paredes del recipiente, de manera similar al proceso de extrusión soplo, pero en este caso, la línea de costura en la base del producto no aparece siendo reemplazada por una discreta promil1enci~ que indica el punto de inyección de la preforma. plástico, ahora en contacto nuevamente con las paredes interiores del molde final, transfiere su
calor rápidamente hacia el metal, que a su vez, es
enfriado con corrientes de fluidos refrigerantes (agua con aditivos, en términos generales).
Finalmente, la última etapa del ciclo corresponde a la expulsión de la pieza terminada con la apeliura de los moldes que dieron forma al cuerpo y cuello del recipiente y la salida del vástago central del interior del producto. De aquí, el vástago central y el formador del cuello se reúnen con el molde del cuerpo. de la preforma para instalarse en posición a la salida de la boquilla de la inyectora y esperar una
nueva descarga de material plastificado para iniciar un nuevo ciclo.
4.3,1.
Desempefia un papel importante en el proceso de
extrusión-soplo, ya que de la calidad con que sea producida la preforma, depende el éxito de la etapa
de soplado. Todos los cabezales utilizados en la extrusión para soplado, deben tener una construcción de 90°, pues no existe otra forma en
que el molde pueda tomar el párison que no sea veliical. Las secciones de alimentación al cabezal , deben tener un disefio adecuado para evitar líneas de soldadura por los elementos que sostengan el mandril central del dado. Para la producción de
preformas de diámetro pequefio, una salida de material recta o convergente puede ser indicada y, un párison con espesores de pared constante responde perfectamente a las necesidades del proceso.
alternativa que jamás existió en la Industria
totalmente nuevo, máquinas de IIdos etapas ll, alineadas por
en un solo paso
ódulos separables y acoplables para combinarse a máquinas existentes
INYECTORA-SOPLADORA UNA ETAPA INTEGRADA
NYECTORA DE PREFORMAS
NYECTORA CON ACONDICIONAMIENTO TERMICO " READY TO BLOW"
SOPLADOR LISTO PARA RECIBIR PREFORMAS

IIL I N E U P 11 D E
PB 85/100 - 16/4
PB 1 70/170 - 24/6
PB 170/170 - 32
3,300 (2 l) - 4,200 (0.5 0 BPH
3,600 (1.5 l) - 4,800 (3 0 BPH
5,000 (1.2 0 - 7,200 (0.5 0 BPH
~
! ii i I! i !
l« ,'i ~~) P, --1 1,-- - - - ~ 'I~!;-;-, 8
ii;
I - Y clF-~ -
'u-I
I ¡ l' ¡
~-
I
~
~r-----------~-----------+--~~~
I /-----1- 9195 ,
f---_. ______________________ ~91=95 __________________________ ~!
ACOTACION EN CENTIMETROS
ALTOS VOLUMENES DE PRODUCCION, CON "FLEXIBILIDAD"
REDUCCION DE ESPACIO Y ENERGIA
FACIL MANEJO y CONTROL DE OPERACION
ALTA CALIDAD DE ENVASES, BAJO CONTENIDO DE AA
MEXICO, CENTROAMERICA y CARIBE NISSEI ASB CENTROAMERICANA, S.A. DE C.v. Torres Adalid 618, Planta Baja Col. del Valle 03100 México, D.F., México Jel: (52-5) 669 00 69 / 1404 - 1288 Fax: (52-5) 669 1645
formas que no sean
y de sección transversal
tamaí'ío relativamente
itros de capacidad final), es
en el espesor de la
que podrá ser no
en el caso de formas
obedece a que al
mayor elongación que
más delgadas, débiles o
grandes, el peso del párison
la producción del párison.
en los espesores de la preforma, se
de un dado que pueda incrementar
la resina. Esto se consigue con el
ascendente y descendente del mandril
muestran diseí'íos de dado
2-66 Dados para Extrusión de Preformas de Espesor Variable.
0.052 --~-,I"¡+--- 0.070
0.027 -t-t.."...f---+- 0.090
0.031 1--+-<+1-\-- 0.066
PARISON
0.031 0.084
0.034 --f+il<!--+ 0.100
PRODUCTO RECORTE DE MATERIAL
Figura 2-67 Espesor Programado de ulla Preforma y Producto Final.
CABEZAL
En la producción de contenedores grandes (de 20 I
o más), y principalmente cuando se requiere una
distribución del espesor de pared, se recomienda el
LISO de maquinaria con cabezal acumulador, que es
un mecanismo de almacenamiento del plástico
fundido para posteriormente formar el párison con
alta velocidad.
Así, se evita el estiramiento natural del párison que
en casos extremos puede provocar la ruptura del
mismo, especialmente si su peso es mayor a 2 kg.
4.3.3.
Una vez que el párison ha sido formado y captado
por el molde, existe un mecanismo que corta el
párison y permite el paso de la boquilla de soplado.
En el caso del PVC y Poiolefinas, se puede utilizar
una cuchilla en frío. En caso de que el párison sea
muy delgado o inestable, se prefiere un alambre
caliente (resistencia eléctrica), que tiene la
desventaja de requerir mayor mantenimiento.

5 O CAPITULO n
4.3.4. MOLDES PARA EXTRUSIONSOPLO SIN BIORIENTACION
Estos moldes son los más sencillos, ya que un solo molde de dos piezas se puede utilizar para el funcionamiento de una máquina.
Para su construcción, se pueden utilizar materiales muy ligeros como el aluminio, debido a que en la etapa de soplado no se ejerce umt presión elevada como en un moldeo por inyección, consiguiendo ventajas en peso y conductividad térmica, siendo más sencillo maquinar los canales de circulación del líquido de enfriamiento.
Sin embargo, en máquinas de alta productividad, la intensidad de trabajo puede demandar moldes de acero o alguna otra aleación resistente para conservar el molde en buenas condiciones aún después de someterlo a largos periodos de producción.
En la Figura 2-68, se muestra un molde de
extrusión-soplo.
Figura 2-68 Molde para bote de leche de PEAD.
4.3.5. MOLDES PARA INYECCION-SOPLO SIN BIORIENTACION
En este proceso, debe adicionarse un molde de inyecclOn de tres partes, que implica una complejidad mayor que el caso anterior, ya que el molde de inyección debe tener un diseño especial y
materiales para resistir las presiones normales de un proceso de inyección.
El molde de soplado podrá ser de las mismas características que el usado en la extrusión-soplo convencional.
4.4. PROCESOS PARA LA OBTENCION DE RECIPIENTES BIORIENTADOS
Durante mucho tiempo se estimó la posibilidad de introducir a los materiales plásticos en el envase de bebidas gaseosas, agua purificada y productos, donde el dominio del vidrio materiales metálicos parecia indiscutible.
Las principales características que el plástico debe cumplir son:
I!I Presentar alta transparencia para proporcionar buena presentación al producto envasado.
I!I Resistencia mecánica a presiones internas caso de bebidas carbonatadas.
® Cumplir con los requerimientos de vida de anaquel exigidos por las bebidas carbonatadas (baja permeabilidad al CO2).
I!I Tener resistencia a impactos producidos durante las labores de producción, transporte y
distribución del producto.
® Tener un precio menor al vidrio productividades iguales o mayores a éste.
parecían excesivas, sobre todo en impermeabilidad al CO2, y por la
se envasan las bebidas gaseosas, ~~~.wc.~ a resolver el problema con
de pared o complicadas eran contraproducentes al
e inyección - soplo, así como la nuevos grados de resinas que
las propiedades mecánicas y de
tro(juctos a envasar, resolvieron los problemas de vidrio y metales, en campos
_m.~~¡<>n irremplazables.
es un proceso de extrusión-soplo, que asegura el estiramiento
recipiente producido.
muestra la secuencia de pasos a la extrusión-soplo con biorientación.
MOLDES MOLDES PREFORMA BOTELLA
ESTIRAMIENTO Y SOPLO
EXPULSION DE PRODUCTO
2-69 Proceso de Extrusión-Soplo con Biorientación.
PROCESOS DE TRANSFORMACION 51
Las prImeras etapas de este método, SIguen el mismo camino descrito para el proceso extrusión -soplo convencional, pero al llegar a la última etapa no se obtiene el producto final, sino una preforma,
En el proceso convencional, la preforma obtenida es sellada en su parte inferior y soplada, sufriendo un gran estiramiento circunferencial, pero bajo longitudinalmente, que provoca un arreglo y orientación desbalanceado en las moléculas y pérdida de las propiedades físicas máximas que el polímero puede proporcionar.
Para resolverlo, la preforma obtenida es trasladada al molde que tiene la forma del producto final y que es mayor en longitud y circunferencia en relación con la preforma. Aquí entra en acción simultánea un dispositivo mecánico que estira la preforma longitudinalmente, mientras que por medio de aire a presión se realiza la expansión de las paredes de la preforma hasta las paredes del molde.
Así, se obtiene el recipiente requerido con una orientación en sentido longitudinal y circunferencial, que mejora de manera notable las propiedades mecánicas de las paredes del producto, logrando altas resistencias con paredes considerablemente delgadas.
Moldes para Extrusión-Soplo con Biorientación
Para la extrusión-soplo con biorientación, s los moldes no requieren de construcciones de gran resistencia a la preSlOn, pero son bastante complejos en su funcionamiento y diseño.
Se pueden usar materiales ligeros en su construcción o de mayor resistencia mecánica, dependiendo de la intensidad de uso a que estén sometidos.

Ciba® CHIMASSORB estabilizador a la Ciba® TlNUVIN® estabilizador a la
Estabilizadores a la luz que oxidativa causada por los solar, aumentando
Ciba® IRGASAN® antimicrobiano Evita el crecimiento9~!:lÍl~iéfJªs ~nsllstrátos que se utilizan para fabricar producto~petíSohtllT1an9; dando.de e$fa forma valor agregado ajg~ productos finales,
" , , "
Ciba® RECYC,'OSTA~~>~~~~iVOS para el reCiclado de plásticos~:. .'>':"'" .... . 'S
Ciba® RECYC~OSSORQ~,·;·aditjvos.Pélra el reciclaclppe plásticos .
Aditivos para el reciclado.de plásticos, los cuales previenen!a degradación termo-oxidativa de los polímeros y ellos. Además de proporcionarles protección luz U.V. en aquellos casos/~n que se su vida útil.
SIA® quinacridonas Al pigmentos de alto y medio
pigmentos de alto desempeño Pinmp"tn< que combinan su alto poder tintóreo
te solidez a la luz, intemperie, temperetura, y solventes. Cumplen con los más altos requerimientos de las industrias de plásticos, pinturas y tintas.
IRGAUTE® pigmentos clásicos Gama de pigmentos orgánicos convencionales con un amplio rango de aplicaciones en propiedades químicas y técnicas. Aplicables a las de plásticos, pinturas y tintas.
Ciba® MICROlEN® dispersión pigmentaria no de flujo libre
Dispersiones pigmentarias en un polietileno de bajo peso molecular disponibles para
de pigmentos para la coloración de
PVC, es posible alim ificación.
Para mayor información acerca de nuestros product~~'"
Additives En México, D.F. : Te!. 01 +542261 37 En Puebla: 01 + 22 + 23 23 25
Pedidos: (01 800) 229 99 00 (01 800) 2 27 41 00
E-mail: [email protected]
Colon En México, D.F. : Te!. 01+54 22 60 21
01 +54 22 60 27
Pedidos: 01 +56 78 11 80 01 +54 22 60 72
E-mail: [email protected]
Ciba
Valor más allá de la
26
1
Para cumplir con las exigencias de los usuarios de productos plásticos, existen diversos métodos de modificación de la materia prima, siendo en esta ocasión los aditivos el punto de toque, que nos permite modificarlos mediante sistemas de mezclado.
Modificación química.- Sistemas intervienen catalizadores y producción.
complejos donde tecnologías de
Modificación física.- Mezclas y aleaciones transformados por procesos especiales.
Modificación con aditivos.- Siste mas simples para mezclado y modificación de propiedades.
Los aditivos son materiales inorgánicos y orgánicos, que incorporados a los plásticos antes o durante su transformación modifican sus propiedades:
Facilitan transformación
Mejoran presentación
Alargan vida útil
Frenan ataque de factores Físico-Químicos Crean nuevas aplicaciones
Para seleccionar el tipo de aditivo adecuado y la cantidad a usar, es necesario determinar las características y propiedades del plástico que son requeridas tanto por el procesador como por el usuario final, debido a que cada polímero tiene su propio comportamiento.
Un aditivo debe cumplir con los siguientes requisitos:
Fácil de dispersar en el plástico
Mejorar propiedades al producto Facilitar el procesamiento
No ser tóxico
No desarrollar efectos secunda rios
Los aditivos se comercializan en diferentes presentaciones como: líquidos, polvos, pastas y Masterbatch.
-
ADITIVOS
T ah/a 26 T Factores que Afectan a los Polímeros
FACTOR EFECTO
Procesos Térmicos Degradación Térmica Oxígeno Oxidación
Rayos UV Fotodeg radación
Hongos Biodegradación
Esfuerzos Mecánicos Fragilidad
Tiempo Envejecimiento
Fuego Flamabilidad
Electricidad Cargas Estáticas
Uso Desgaste

J&
L{5 _____ E_N_CI_CL_O_P_ED_IA_D_E_L_PL_A_ST_IC_O
"Masterbatch" se define como un compuesto de plástico, el cual contiene una alta concentración de uno o más aditivos. Se utilizan en cantidades específicas con el plástico base, con el fin de obtener la concentración final requerida.
En el mundo, el gran crecimiento de la Industria del Plástico se ha visto respaldado por desarrollos técnicos en producción, así como en la creación de compuestos plásticos, formulados a la medida de cada aplicación.
La fabricación de compuestos plásticos conocida también por su término en inglés como "Compounding" ha sido la fuente de vitalidad de la Industria del Plástico.
Una cantidad virtualmente infinita de aditivos, refuerzos, pigmentos, colorantes, cargas y modificadores diversos, permiten a los fabricantes de compuestos impartir cualidades específicas a las materias primas, incrementando la variedad de oportunidades de aplicación y muchas veces obteniendo costos menores.
La producción de compuestos o "Compounding" han sustituido los complejos sistemas químicos de polimerización y copolimerización, para obtener nuevos plásticos, 'a través de modificar cadenas moleculares y estructuras de los polímeros simples.
Mezclar plásticos con aditivos, mediante métodos físicos ofrece mejor funcionalidad, menores costos por unidad, mayor resistencia, versatilidad de colores y facilidad de procesamiento.
TOMO 3
Aunque cualquier transformador que alimente concentrados de color dentro de una tolva en una máquina de inyección, extrusión o soplado o bien, mezcle dos grados de resinas, está desarrollando compuestos, es importante definir las verdaderas empresas fabricantes de compuestos quienes se agrupan en tres categorías:
IP Productores de Resinas
111 Formuladores de Compuestos IP Transformadores Integrados
Los productores de resinas fabrican polímeros dentro del reactor, cuando el material fundido o sólido deja el reactor, se mezcla con aditivos y posteriormente se granula (pellets).
Los fabricantes independientes son empresas cuyo objetivo es mezclar plásticos con aditivos para formular compuestos especiales a la medida de las necesidades de los transformadores y requerimientos del producto final.
PRODUCTORES DE RESINAS
PRODUCTORES DE ADITIVOS
FORMULADORES DE COMPUESTOS
TRANSFORMADORES
TRANSFORMADORES INTEGRADOS
Cuando los recicladores profesionales mezclan desperdicios plásticos con aditivos, cargas, refuerzos y resinas vírgenes, también son considerados formuladores.
Cuando el volumen de consumo de compuestos justifica la inversión, algunos transformadores deciden fabricarlos a la medida de sus necesidades en sus propias instalaciones y por ello se conocen como transformadores integrados.
26
Actualmente, existe en el mercado una gran variedad de aditivos que se utilizan para modificar las propiedades y características de procesamiento de los materiales
De acuerdo a la propiedad o característica de procesamiento que modifiquen o desarrollan, los aditivos se clasifican de la siguiente manera:
Aditivos de Procesamiento.- Fa cilitan la transformación Aditivos Funcionales.- Modifican propiedades
y EQUIPO PARA
La función de la maquinaria y equipo para la elaboración de compuesto, es incorporar los aditivos a los plásticos para formar una masa homogénea, en composición y estructura.
Para elegir el equipo conveniente, deben tomarse en cuenta muchos factores como:
forma física de los compone ntes de la mezcla y del compuesto Las características físicas y pro piedades de los componentes La clase y grado de mezclado
La forma de los componentes (gránulos, polvos, o pastas), es importante para seleccionar la
maquinaria.
-
ADITIVOS
Muchos mezcladores son clasificados por el tipo de material que van a manipular, por ejemplo, mezcladores sólido-sólido.
También la forma final debe ser considerada. Las características físicas y las propiedades de los componentes, influirá en la selección del equipo.
En mezclas sólido-sólido, por ejemplo, la gravedad específica, la densidad de masa y el área superficial, llevan a la selección del tipo de mezclado. En mezclado de líquidos y líquidos-sólidos la viscosidad es otra variable. En mezclas de masa fundida, el calor es un factor importante. Asimismo, son factores clave para un equipo de compuesto, la clase, el grado y la calidad de la mezcla.
Existen algunas clasificaciones de la maquinaria y equipo utilizado, una de ellas es tomando en cuenta si la producción es por lotes o continua.
Las unidades continuas son apropiadas para líneas automáticas de procesamiento y menos dependientes del operador, que los sistemas por lotes. Además, son consistentes y proporcionan un buen control del compuesto, eliminando las diferencias lote a lote en la calidad del producto.
Por otra parte, los sistemas de lote, son especiales para partidas pequeñas con frecuentes cambios de materiales. Estos permiten un control más cerrado del tiempo de residencia, del corte y la temperatura.
2. 1 MEZCLADORES POR LOTES (BATCH)
En este grupo, el equipo se clasifica por la forma física del material que se va a mezclar, como: mezcladores sólido-sólido, líquido-sólido y de pastas, así como la acción de mezclado que entrega la máquina en: alta, media y baja intensidad.
Generalmente, la intensidad se expresa en libras por caballos de fuerza o gramos por watt.
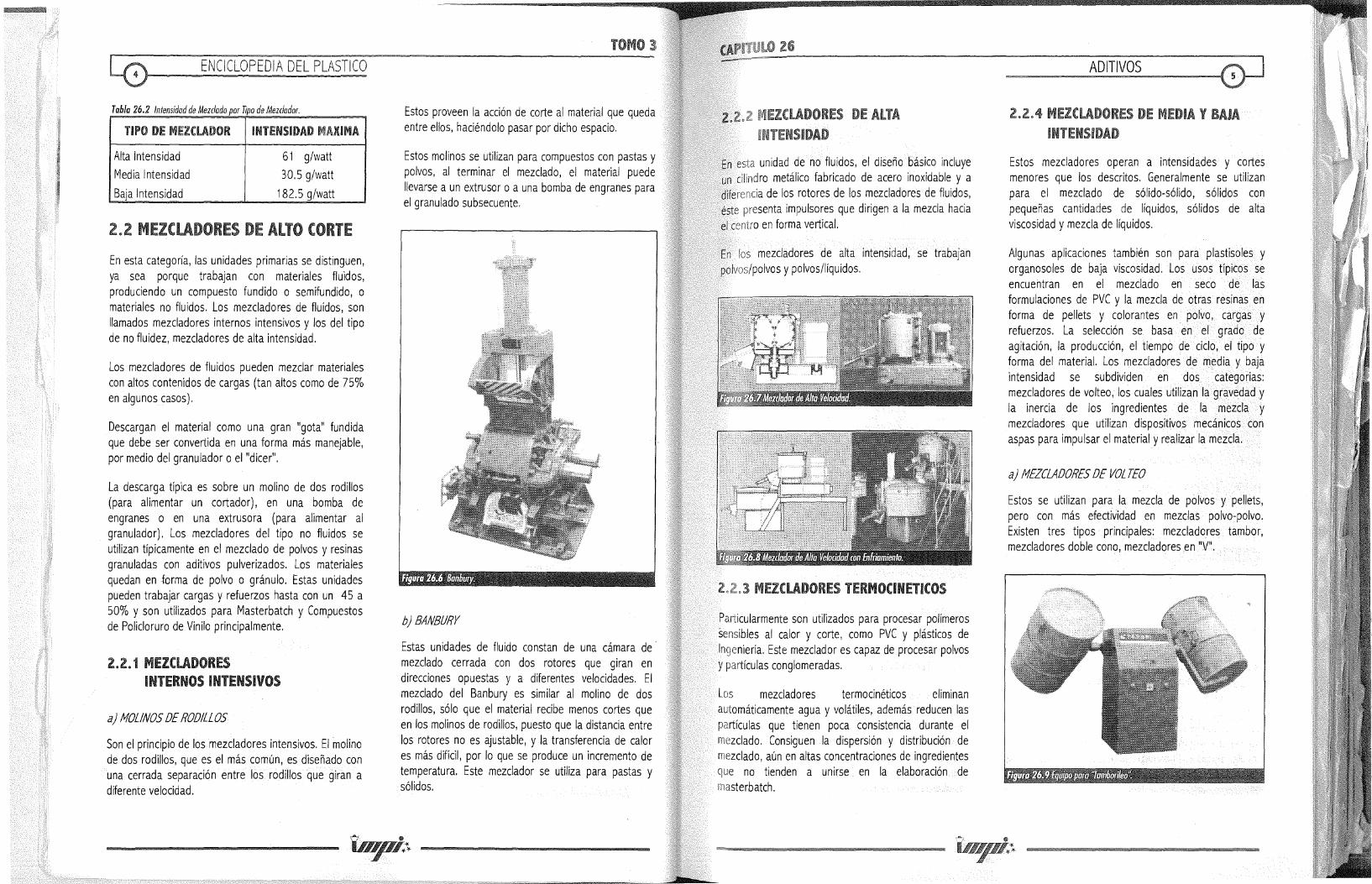
ENCICLOPEDIA DEL PLASTICO
Tabla 26.2 Intensidad de Mezdado por Tipo de Mezdador
TIPO DE MEZCLADOR INTENSIDAD MAJUMA
Alta Intensidad 61 g/watt
Media Intensidad 30.5 g/watt
Baja Intensidad 182.5 g/watt
2.2 MEZCLADORES DE ALTO CORTE
En esta categoría, las unidades primarias se distinguen, ya sea porque trabajan con materiales fluidos, produciendo un compuesto fundido o semifundido, o materiales no fluidos. Los mezcladores de fluidos, son llamados mezcladores internos intensivos y los del tipo de no fluidez, mezcladores de alta intensidad.
Los mezcladores de fluidos pueden mezclar materiales con altos contenidos de cargas (tan altos como de 75% en algunos casos).
Descargan el material como una gran "gota" fundida que debe ser convertida en una forma más manejable, por medio del granulador o el "dicer".
La descarga típica es sobre un molino de dos rodillos (para alimentar un cortador), en una bomba de engranes o en una extrusora (para alimentar al granulador). Los mezcladores del tipo no fluidos se utilizan típicamente en el mezclado de polvos y resinas granuladas con aditivos pulverizados. Los materiales quedan en furma de polvo o gránulo. Estas unidades pueden trabajar cargas y refuerzos hasta con un 45 a 50% y son utilizados para Masterbatch y Compuestos de Policloruro de Vinilo principalmente.
2.2.1 MEZCLADORES INTERNOS INTENSIVOS
a) MOL/NOS DE RODILLOS
Son el principio de los mezcladores intensivos. El molino de dos rodillos, que es el más común, es diseñado con una cerrada separación entre los rodillos que giran a diferente velocidad.
TOMO 3
Estos proveen la acción de corte al material que queda entre ellos, haciéndolo pasar por dicho espacio.
Estos molinos se utilizan para compuestos con pastas y polvos, al terminar el mezclado, el material puede llevarse a un extrusor o a una bomba de engranes para el granulado subsecuente.
b) BANBURY
Estas unidades de fluido constan de una cámara de· mezclado cerrada con dos rotores que giran en direcciones opuestas y a diferentes velocidades. El mezclado del Banbury es similar al molino de dos rodillos, sólo que el material recibe menos cortes que en los molinos de rodillos, puesto que la distancia entre los rotores no es ajustable, y la transferencia de calor es más difícil, por lo que se produce un incremento de temperatura. Este mezclador se utiliza para pastas y sólidos.
DE ALTA INTENSIDAD
En unidad de no fluidos, el diseño básico incluye un cilindro metálico fabricado de acero inoxidable y a diferencia de los rotores de los mezcladores de fluidos, éste presenta impulsores que dirigen a la mezcla hacia el en forma vertical.
En mezcladores de alta intensidad, se trabajan polvos/polvos y polvos/líquidos.
2, ,3 MEZCLADORES TERMOCINETlCOS
Particularmente son utilizados para procesar polímeros sensibles al calor y corte, como PVC y plásticos de Ingeniería. Este mezclador es capaz de procesar polvos y partículas conglomeradas.
Los mezcladores termocinéticos eliminan automáticamente agua y volátiles, además reducen las partículas que tienen poca consistencia durante el mezclado. Consiguen la dispersión y distribución de mezclado, aún en altas concentraciones de ingredientes
no tienden a unirse en la elaboración de masterbatch.
ADITIVOS
2.2.4 MEZCLADORES DE MEDIA Y BAJA INTENSIDAD
Estos mezcladores operan a intensidades y cortes menores que los descritos. Generalmente se utilizan para el mezclado de sólido-sólido, sólidos con pequeñas cantidades de líquidos, sólidos de alta viscosidad y mezcla de líquidos.
Algunas aplicaciones también son para plastisoles y organosoles de baja viscosidad. Los usos típicos se encuentran en el mezclado en seco de las formulaciones de PVC y la mezcla de otras resinas en forma de pellets y colorantes en polvo, cargas y refuerzos. La selección se basa en el grado de agitación, la producción, el tiempo de ciclo, el tipo y forma del material. Los mezcladores de media y baja intensidad se subdividen en dos categorias: mezcladores de volteo, los cuales utilizan la gravedad y la inercia de los ingredientes de la mezcla y mezcladores que utilizan dispositivos mecánicos con aspas para impulsar el material y realizar la mezcla.
a) MEZCLADORES DE VOLTEO
Estos se utilizan para la mezcla de polvos y pellets, pero con más efectividad en mezclas polvo-polvo. Existen tres tipos principales: mezcladores tambor, mezcladores doble cono, mezcladores en "V".

L(5~ ___ E_N_CI_CL_OP_E_D_IA_D_EL_P_LA_S_TI_CO
Estos dispersores operan a ciclos más rápidos que los mezcladores de media intensidad. Existen dos tipos principales, en uno el eje agitador entra a la tina, desde la parte superior; en el otro la cámara tiene un agitador insertado en el fondo.
b) MEZCLADORES DE LlQUIDOS DE BAJA INTENSIDAD
Existen equipos portátiles para trabajos simples como mezclas burdas, agitación interminente de Poliésteres y premezclas de uretanos.
También los impulsores tienen diseños simples con husillos largos y delgados, con aspas en forma de pro pelas marinas y ejes con dos o más impulsores.
Estas unidades son más lentas que los dispersores de alta velocidad, pero generan mayor turbulencia que éstos, re~uieren de motores de menor potencia, pero se obtiene menor calidad en el mezclado.
2.3 EQUIPOS CONTINUOS PARA COMPUESTO
El sistema continuo, se basa en una alimentación sin interrupción de los ingredientes necesarios para el compuesto. A pesar de tener mezcladores continuos, éstos se fundamentan, en parte, en algunos de los principios descritos para el compuesto por lote, y el elemento de diseño común es el husillo rotatorio.
Los ingredientes se alimentan por medio de una tolva al interior del cañón, donde son plastificados por el calor de la fricción del giro de los husillos y el calor aplicado externamente a través de resistencias colocadas en el cañón.
El movimiento del husillo lleva al material a través de la máquina aplicando un efecto de corte para el mezclado de polímeros y aditivos, generalmente después se extruye el material a través de un dado estrecho. Los materiales volátiles pueden ser venteados en el cañón durante el proceso. Los extrusores utilizados para elaborar compuesto, se clasifican de acuerdo al número de husillos utilizados:
@ Extrusores monohusillo
@ Doble husillo @ Dos estaciones @ Planetarios
TOMO 3
2.3,1 EXTRUSORES MONO"HUSlllO
Estos extrusores se utilizan para fabricar compuestos de polímeros con colorantes, cargas y aditivos.
En la actualidad, los extrusores son capaces de trabajar compuestos hasta con un 50% de cargas y refuerzos.
El extrusor mono-husillo, presenta ventajas sobre los sistemas continuos, como bajos costos, menor mantenimiento y simple operación, también tiene algunas limitantes en la uniformidad del producto y el control.
El diseño de husillos ha presentado avances importantes, pues se le han adicionado varios dispositivos y secciones de mezclado, que proporcionan mayor corte para un mejor mezclado y calidad e incrementan la producción.
Diversos tipos de mezcladores en línea pueden ser colocados en el extrusor mono-husillo, entre el tornillo y el dado.
Unian Carbide o "Madack"
Wmll1mll747L1\. Sección de compresión
Doble paso
~ ~ Pernos de mezclado
Barrera espiral
Barrera de anillo
Sección de compresión Un paso
FLUJO DE MATERIAL -
SECCION DE MEZCLADO DEL CAÑON (ESTATOR)
mezcladores proveen de una eficiente distribución y homogeneidad de la temperatura del
fundido. Se clasifican en dos tipos:
Estáticos Dinámicos
Los extrusores doble-husillo presentan ventajas como: producción, menor requerimiento de energía,
uniformidad en el compuesto, gran versatilidad, control del esfuerzo de corte y la temperatura.
la propiedad de procesar altos contenidos de
ser introducidas zonas de mezclado intensivo o corte, en cualquier zona a lo largo del tornillo
con una variedad en la combinación de los elementos husillo.
ADITIVOS
El arreglo de los husillos y la dirección del giro, originan variaciones en la eficiencia, los arreglos pueden ser:
@ Husillos Corrotantes Entrelazad o s. Estos husillos se mueven en la misma dirección, enviando el material alrededor de los husillos en forma de "8".
@ Husillos Contrarrotantes Entrela zados. En este arreglo, los husillos mezclan, cortan y transportan con base en la separación entre los tornillos. En un sentido, funcionan como un molino de dos rodillos.
@ Husillos Contrarrotantes no Ent relazados. También llamados tornillos tangenciales, pueden tener arreglo para trabajar con materiales incompatibles. Este diseño puede proporcionar mayores producciones que el arreglo contrarrotante entrelazado.
CONTRA.RorANTES CO·ROTANTES ENTRELAZADOS ENTRELAZADOS CONTRA·ROTANTES NO
000000 -=¿ ~g ~ 2,3.3 EXTRUSORES DE DOS ESTACIONES
Estas unidades combinan los extrusores de doblehusillo y mono-husillo.

L0 ___ E_N_C_ICL~O_P_ED_IA_D_E_L_P_LA_ST_1 c_o
El extrusor doble husillo provee control sobre el corte, la temperatura, tiempo de residencia y homogeneidad. La segunda estación es el mono-husillo, evita problemas de altas temperaturas generadas en la descarga.
2.3.4 EXTRUSORES PLANETARIOS
Consisten de un mono-husillo que después de cierta distancia cambia a un engrane helicoidal.
Este engrane helicoidal está rodeado por husillos planetarios con dientes helicoidales. Estos husillos giran entre el cañón y el engrane helicoidal produciendo una acción de intermezclado que corta y mezcla.
2.4 EQUIPO PARA REDUCCION DE TAMAÑO
La mezcla que se obtiene de la fabricación del compuesto, debe ser convertida a una forma que pueda ser fácil de manipular en los subsecuentes procesos de transformación. Diversas opciones están disponibles:
C!I Dicers fil Pelletizadores o granuladores estándar lID Pelletizadores en caliente
La selección de un equipo de reducción de tamaño para una aplicación depende del polímero, por ejemplo, un compuesto que sea difícil de extruir en equipo estándar o haya sido fabricado en equipo de lote, puede ser "laminado fuera" y alimentado a un Dicer.
TOMO 3
Otra posibilidad es un material que provenga de un dado estándar de un extrusor, puede ser enfriado en una tina de enfriamiento y después pasar al proceso de pelletizado.
2.4.1 CORTADORES (DICERS)
Los compuestos que provienen de recipientes a presión, mezcladores por lotes o bombas de engranes pueden ser "laminados fuera". Los Dicers hacen el cortado produciendo pellets en forma rectángulos, cubos, paralelogramos u octaedros a partir de la banda o lámina. La lámina una vez enfriada es jalada al Dicer por los rodillos y alimentada al cortador; como la lámina entra a la cámara de cortado, la acción entre las navajas del rotor y la navaja fija, consiguen el corte de la lámina en pequeños pedazos o pellets. La configuración de las navajas, el espesor de la lámina, la velocidad del rotor y el número de navajas en el rotor, determinan el tamaño del pellet. Existen dos tipos principales de Dicers: los de alimentación recta y los de alimentación en ángulo.
2.4.2 GRANULADOR ESTANDAR
Trabajan con el material que sale del extrusor y bombas de engranes, ya que al pasar por un dado multihoradado produce una serie de tiras o filamentos que posteriormente llegan a una tina de enfriamiento y un eliminador de agua, para entrar después al cortador.
El estándar consiste de dos rodillos entre los se alimentan las tiras para que sean cortadas Dor rotor de navajas.
GRANULADOR CON CORTE EN
Estos granuladores utilizan navajas de alta velocidad cortar el material tan pronto como sale del dado.
utilizadas típicamente con extrusores doble con masas fundidas homogeneizadas y
a través de orificios del dado, y al salir son cortados en pellets por varias navajas rotatorias.
pellets son recibidos en un contenedor, transportados y enfriados con agua y aire.
Si agua es parte de la operación, los gránulos son bombeados a un secador que los separa secos y
le
~YTU:
el agua.
tres tipos básicos de granuladores con corte en del dado, o a la cabeza como comúnmente se
Granuladores bajo agua
Granuladores agua/aire Granuladores de cortado y sec ado
ADITIVOS
3 ADITIVOS DE PROCESAMIENTO
Los aditivos de procesamiento tienen la función principal de evitar que el polímero se degrade durante el tiempo que permanece en el equipo de transformación, proporcionando cualidades que facilitan su procesamiento, además de:
® Eliminar adherencia entre el plástico fundido y el equipo
® Mejorar el flujo
¡¡¡ Aumentar velocidad de producc ión ® Reducir desperdicios (ll Minimizar costos
Este grupo de aditivos está formado por:
® Estabilizadores al Calor
® Antioxidantes @ Lubricantes
@ Agentes Deslizantes
@ Modificadores de Flujo
liI Modificadores de Viscosidad
3. 1 ESTABILIZADORES TERMICOS
Los estabilizadores son utilizados principalmente para proteger compuestos de PVC que son altamente sensibles a la degradación térmica que puede ocurrir a las temperaturas que se genera al mezclarse y durante su procesamiento. El resultado de la degradación, térmica es la pérdida de propiedades mecánicas y decoloración del producto moldeado.
La inestabilidad del PVC se debe a la presencia de átomos de cloro en su molécula. Cuando es expuesto al calor se promueve el desprendimiento de moléculas de ácido clorhídrico en presencia de la humedad ambiental. Los estabilizadores al calor retardan el desarrollo de estas reacciones químicas, de tal manera que el PVC y otros plásticos puedan transformarse sin riesgo de perder propiedades en el producto final. Existen dos tipos de estabilizadores al calor de acuerdo a la función que desarrollan siendo conocidos como primarios y secundarios.

IINDICEI
2.1 REOLOGIA EN ESTADO SOLIDO 2.2 REOLOGIA EN FASE LIQUIDA _-=-_-._--=-_._-_--==_--~ __ -_= _ _=__=_=.= ______ 178 2.3 REOMETRIA ____ ._ 182 -----______ 186
3.1 TERMOPLASTICOS __ 3.2 MATERIALES DE INGENIERIA ___ . ___ . ___________________ 189 189
ciencia es el estudio que conduce al conocimiento y exacto de las cosas, también es la respuesta a
preguntas que los seres humanos se han planteado el inicio de su existencia, producto de la
dad natural que caracteriza a la humanidad.
el correr del tiempo, el hombre ha utilizado .. ,,,¡;,,,,,c-,nc materiales para satisfacer sus necesidades. En
actualidad los plásticos han sustituido exitosamente vidrio, madera, metal y otros materiales para la
.; xht"n,-,nn de productos diversos.
igual que en el caso de otros materiales resulta muy que los procesos de transformación para
u,u.,"'\'\"-' sean controlados adecuadamente con objeto obtener el máximo beneficio derivado de las
propiedades del material.
Por su comportamiento térmico es posible clasificar a los plásticos en termofijos J termoplásticos, éstos últimos se funden'¡Jara'S~(molaeaatrs-a través de los
procesos de transformación que existen.
reología es una disciplina que deriva de la física, la deformación y el flujo de los materiales
cuando estos se ven sometidos a esfuerzos esto "f', '
Implica que cualquier sólido o líquido es susceptible de un análisis reo lógico porque todos los líquidos fluyen y todos los sólidos se deforman.
el caso de los líquidos es necesario conocer todas variables que influyen en su comportamiento, como
densidad, viscosidad, entre otras.
los sólidos es-básico conocer la relación entre las ¡erlSlonpc: aplicadas y deformaciones producidas,
así el comportamiento reológico de un
aplicaciones prácticas de esta ciencia se en la determinación de propiedades
de los sólidos, como la resistencia a la o compresión de un artículo terminado.
BASES REOLOGICAS
Otra aplicación importante de la reología se encuentra en la transformación de plásticos, donde el material se comporta como un fluido con características especiales, definidas por su estructura molecular y morfológica, es decir, el arreglo que las cadenas poliméricas presenten en el espacio.
Este capitulo tiene como objetivo presentar los conceptos para comprender y aplicar las propiedades reológicas en la etapa de transformación y en el control de calidad de los productos en proceso y terminado .
2 REOLOGIA PARA PLASTICOS
A diferencia de otras sustancias, los plásticos presentan un comportamiento intermedio entre los sólidos elásticos que siguen la ley de Hooke y los líquidos viscosos que se rigen por la ley de flujo de Newton, para los cuales la viscosidad es una característica dependiente de la temperatura.
Al ser intermedios entre un líquido viscoso y un sólido elástico, los termoplásticos se comportan de manera "visco elástica" .
Siendo sólidos elásticos a baja temperatura y líquidos viscosos al estar disueltos o cuando la temperatura sube.
Cuando un plástico es sometido a los procesos de transformación convencionales como inyección extrusión soplado entre otros, debe fundirse o al menos reblandecerse como en el caso del termoformado para después moldearlo, enfriarlo y solidificarlo.
Por ello es necesario conocer los parámetros que gobiernan el flujo de estos materiales. Para procesarlos adecuadamente obteniendo productos de calidad al uniformizar sus características.
La reología de un plástico puede estudiarse en estado sólido y fundido, el primero reportará datos importantes en el desempeño del producto terminado en tanto que el segundo permite conocer el comportamiento del material en su transformación.

b
ENCICLOPEDIA DEL PLASTICO
2. 1 REOlOGIA EN ESTADO SOLIDO
Para el caso de los sólidos es necesario conocer las deformaciones que un material puede sufrir al estar expuesto a diversas tensiones.
Desde el punto de vista reológico una deformación es el alargamiento producido en una probeta de material cuando ésta se somete a una fuerza de tracción.
La deformación depende del esfuerzo de tensión, la temperatura y el tiempo en el que la fuerza se haya °aplicado. Por otro lado el alargamiento unitario es la medida de la deformación.
F A
DONDE: 7:; Esfuerzo de Tensión F :; Fuerza de tensión A :; Area de la probeta
Existen tres ensayos de tracción que son los más utilizados para los plásticos:
@ Ensayos a velocidades de defo rmación constante
@l Ensayos de fluencia @ Ensayos de relajación
Todos ellos se efectúan bajo condiciones isotérmicas, es decir, a temperatura constante.
2.1.1 ENSAYOS A VELOCIDADES DE DEFORMAClON CONSTANTE
Son utilizados para analizar el comportamiento de los metales como el acero y sus aleaciones, en la actualidad también son empleados en el estudio de los materiales altamente cristalinos.
Al aplicar una tensión a la probeta de material, ésta deforma siguiendo un comportamiento característico de su estructura, que define sus propiedades físicas y mecánicas. En la Figura 30.2 se representa un diagrama esfuerzo-deformación de una probeta acero.
R --------------------Lf
Le
DONDE: Lf :: Límite de Fluencia Ar :: Alargamiento él la ruptura
Ar
Le:: Límite Elástico R :: Ruptura
Cuando la tensión aplicada es mayor a la fuerza iónica atómica que mantiene unida la estructura cristalina, material supera su "límite de fluencia" entonces cede a la deformación y comienza a fluir de manera plástica.
Esto significa que los cristales comienzan a cambiar posición unos respecto de otros acomodándose co~
deformación irreversible, llamada "deformación plástica".
Una vez que la tensión se retira recupera deformación elástica en tanto que la plástica queda como irreversible.
A diferencia de los materiales cristalinos, los amorfos o semi-cristalinos presentan atracciones mole pequeñas, el PVC es uno de el/os.
Menor ReSistencia Menor Módulo
Deformación ---
Mayor Resistencia Mayor Módulo
~I
Deformación -
MATERIALES RIGIDOS
Menor Resistencia I Menor Módulo
Deformación .......
o
~ .2 f/J UJ
Deformación..,..
En éste caso la tensión supera rápidamente la fuerza de atracción haciendo que el material fluya como lo haría
.. un líquido. Por eso se le denomina "fluencia viscosa", también es conocida como" creep"
Los sólidos que presentan el comportamiento descrito anteriormente son llamados viscoelásticos. El grado de cristalinidad, la temperatura y la duración de la carga o tensión son las variables que influyen directamente en la viscoelasticidad del plástico. En general, la mayoría
los plásticos siguen un modelo viscoelástico.
elasticidad es la habilidad de un material para regresar a su tamaño y forma original después de haber sido deformada Figura 30.4.
mayoría de los materiales plásticos poseen ,elasticidad limitada. El hule y los elastómeros termoplásticos poseen una excelente elasticidad. Generalmente se asume que los plásticos responden elásticamente a menos que se indique otra cosa.
BASES REOLOGICAS
DONDE:
~ ,
U I al • 1
L:J V
ANTES DE CARGA DESPUES DE LA CARGA APUCADA, RETlRADA
LA CARGA
n í i I '
blU
~
rl \ I I I
I ¡ l\ 1 I
L:J
a) Material que exhibe elasticidad b) Material que presenta plasticidad
b) PLASTICIDAD
La plasticidad inversa a la elasticidad. Un material que tiende a permanecer en su forma o forma a la cual es deformado tiene alta plasticidad. Cuando los materiales plásticos se esfuerzan más allá del punto de resistencia exhiben plasticidad.
Esto explica la habilidad de algunos plásticos para ser moldeados en frío, por supuesto cuando los termo plásticos llegan a su punto de reblandecimiento, casi tienen una plasticidad perfecta.
e) DUCTILIDAD
La ductilidad es la capacidad de un material para sufrir tracción, estiramiento y enrollamiento en su forma sin afectar la integridad del material.
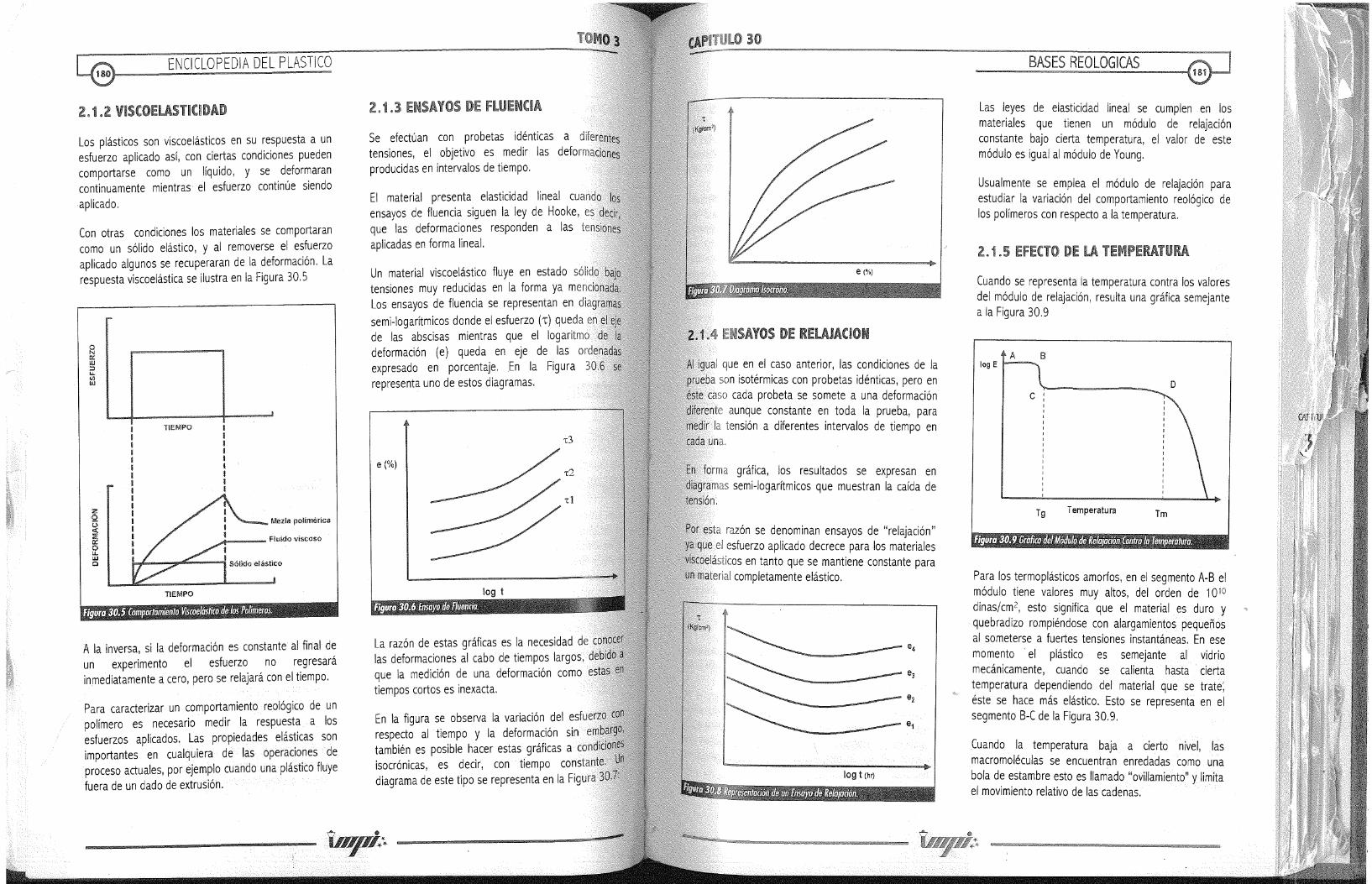
ENCICLOPEDIA DEL PLASTICO
2, 1.2 VISCOELASTIC~DAD
Los plásticos son viscoelásticos en su respuesta a un esfuerzo aplicado así, con ciertas condiciones pueden comportarse como un líquido, y se deformaran continuamente mientras el esfuerzo continúe siendo aplicado.
Con otras condiciones los materiales se comportaran como un sólido elástico, y al removerse el esfuerzo aplicado algunos se recuperaran de la deformación. La respuesta viscoelástica se ilustra en la Figura 30.5
TIEMPO
2 'Q (,.)
'" :a o:: o LL W o
TIEMPO
A la inversa, si la deformación es constante al final de un experimento el esfuerzo no regresará inmediatamente a cero, pero se relajará con el tiempo,
Para caracterizar un comportamiento reológico de un polímero es necesario medir la respuesta a los esfuerzos aplicados. Las propiedades elásticas son importantes en cualquiera de las operaciones de proceso actuales, por ejemplo cuando una plástico fluye fuera de un dado de extrusión.
2,1,3 FLUENCIA
Se efectúan con probetas idénticas tensiones, el objetivo es medir las deform., .... ~--producidas en intervalos de tiempo.
El material presenta elasticidad lineal cuando ensayos de fluencia siguen la ley de Hooke, es que las deformaciones responden a las aplicadas en forma lineal.
Un material viscoelástico fluye en tensiones muy reducidas en la forma ya m Los ensayos de fluencia se representan en ri,:;¡r,rOlm'v
semi-logarítmicos donde el esfuerzo (1) queda en el de las abscisas mientras que el logaritmo de deformación (e) queda en eje de las expresado en porcentaje. En la Figura 30.6 representa uno de estos diagramas.
,3
e (%) 1:2
,1
La razón de estas gráficas es la necesidad de las deformaciones al cabo de tiempos largos, que la medición de una deformación como estas tiempos cortos es inexacta.
En la figura se observa la variación del esfuerzo respecto al tiempo y la deformación sin también es posible hacer estas gráficas a isocrónicas, es decir, con tiempo constante. diagrama de este tipo se representa en la Figura 30.
DE RELAJACION
Al igual que en el caso anterior, las condiciones de la prueba son isotérmicas con probetas idénticas, pero en este caso cada probeta se somete a una deformación diferente aunque constante en toda la prueba, para medir la tensión a diferentes intervalos de tiempo en cada una.
gráfica, los resultados se expresan en iagramas semi-logarítmicos que muestran la caída de
esta razón se denominan ensayos de "relajación" que el esfuerzo aplicado decrece para los materiales
s en tanto que se mantiene constante para material completamente elástico.
BASES REOLOGICAS
Las leyes de elasticidad lineal se cumplen en los materiales que tienen un módulo de relajación constante bajo cierta temperatura, el valor de este módulo es igual al módulo de Young.
Usualmente se emplea el módulo de relajación para estudiar la variación del comportamiento reológico de los polímeros con respecto a la temperatura.
2.1.5 EFECTO LA TEMPERATURA
Cuando se representa la temperatura contra los valores del módulo de relajación, resulta una gráfica semejante a la Figura 30.9
A B log E
D e , ,
, ,
Tg Temperatura Tm
Para los termoplásticos amorfos, en el segmento A-B el módulo tiene valores muy altos, del orden de 1010
dinas/cm2, esto significa que el material es duro y quebradizo rompiéndose con alargamientos pequeños al someterse a fuertes tensiones instantáneas. En ese momento . el plástico es semejante al vidrio mecánicamente, cuando se calienta hasta cierta temperatura dependiendo del material que se trate; éste se hace más elástico. Esto se representa en el segmento B-C de la Figura 30.9.
Cuando la temperatura baja a cierto nivel, las macromoléculas se encuentran enredadas como una bola de estambre esto es llamado "ovillamiento" y limita el movimiento relativo de las cadenas.

ENCICLOPEDIA DEL PLASTICO
Por encima de la T g estas se desenredan permitiendo el movimiento de manera que la deformación visco elástica sea mil veces mayor que a bajas temperaturas
2, 1 EFECTO DEL PESO MOLECULAR
Si las cadenas moleculares son demasiado cortas se deslizan unas sobre otras, produciendo fluencia viscosa una vez superado el nivel energético que así lo permita.
Esto puede verse en la Figura 30.10 en la curva número uno.
Por otro lado, si la longitud es mayor junto con el peso molecular habrá menor deslizamiento debido a los enlaces moleculares produciendo un comportamiento viscoelástico representado en las curvas dos y tres, aún si la temperatura es superior a la Tg.
log E
DONDE: L ____________ .......
1 = Peso Molecular promedio 10,000 T (oC) 2 = Peso Molecular Promedio 190,000 3 = Peso Molecular Promedio 217,000
En la Figura 30.10 se ejemplifica el comportamiento de tres muestras de Poliestireno con pesos moleculares diferentes.
Por otro lado el peso molecular incide sobre las características del producto, una vez que aumenta se incrementa también la resistencia al impacto haciendo que el artículo moldeado sea adecuado para diversas aplicaciones ind ustriales.
2.1.1 EFECTO DE LOS PLASTlFICANTES
La cantidad de energía que permite que las cadenas muevan, se relaciona con la estructura y composición de las mismas.
Es posible alterar la estructura empleando moléculas menores que las del polímero, de forma interfieran en el movimiento de las macromoieculares.
Estas sustancias son llamadas plastificantes y otras cosas, hacen que la T g baje porque las cristalinas pierden su orientación.
En general, la curva relajación-temperatura de plástico depende de varios factores, pero los importantes son:
f,l La velocidad de enfriamiento 111 La historia térmica de las probetas empleadas
@ La temperatura
Este último parámetro merece atención especial influye sobre el grado de cristalinidad.
2,,2 REOlOGIA EN FASE LIQUIDA
Generalmente, los procesos de transformación termo plásticos involucran tres etapas: moldeado y enfriamiento.
Debido a la naturaleza de los polímeros fundidos comportamiento de ellos en estas etapas hace que procesos no sean tan simples.
Para transformar un plástico se parte de una sólida, pellet o polvo con características propias peso molecular y estructura.
El material debe pasar a estado líquido a través de fusión del polímero lo cual se logra combo esfuerzos cortantes con calor, sin sobrepasar valores críticos de temperatura que pueden causar degradación del polímero.
30
Una vez que el plástico se ha fundido debe pasar a través orificios como los que se encuentran en un molde o un dado de extrusión, para darle la forma deseada continuar con un enfriamiento para pasar al estado sólido.
mayor parte del conocimiento sobre los procesos se a tlcavés de experiencia, mediante pruebas de
ensayo y error debido a la complejidad de los mismos. embargo, conforme se avanza en los estudios de
aumenta la eficiencia y productividad de los equipos porque hay mejorías en su diseño.
dos tipos de deformación en la materia, el primero de ellos se denomina elasticidad y es. considerado reversible por los expertos en el tema. El segundo pertenece al flujo de un material líquido y es
"irreversible".
la definición de reología se desprende que hay dos propiedades importantes que deben tomarse en
eración para el estudio de procesamiento de los polímeros que son: las propiedades relacionadas con la
'e¡'astl'Cld¿1O y las relacionadas con la viscosidad Estas son de suma importancia para transformar
resinas y diseñar adecuadamente la maquinaria.
elasticidad se ha considerado en el apartado de ","v"v\-"" en estado sólido, en ésta sección se analizarán
variables que afectan el comportamiento del material estado líquido, esto incide directamente en los
de transformación más importantes en el industrial. La reología en un polímero fundido
importancia práctica en el moldeo de los plásticos, requiere en el aseguramiento de calidad, selección resinas, simulación y optimización de procesos,
incide en las condiciones de proceso, que se reflejadas en las propiedades del producto final.
ejemplo de aplicación práctica de reología es la plásticos, donde hay variables que son
en forma aislada en la mayoría de las , tipo de extrusora, relación LID, tipo de
mallas, perfil de temperaturas, se encuentran los parámetros más usuales.
BASES REOLOGICAS
La reología conjunta todas las variables en la viscosidad del polímero, que es relativamente fácil de controlar en el proceso uniformizando la calidad del producto terminado.
2.2.1 VELOCIDAD DE CORTE
La mayoría de la energía que requiere un plástico para fundirse en el proceso de moldeo, proviene del husillo plastificador que se encuentra en las máquinas inyectoras y extrusoras. El plástico se fricciona entre dos superficies, una es móvil, la del husillo mientras que la otra es estática, la del cañón o barril.
La cantidad de energía que el plástico recibe, se incrementa con la "velocidad de corte", la cual sube con la rapidez con que las superficies se muevan una respecto a la otra y baja al aumentar la distancia entre ellas.
Conocer este parámetro es importante cuando hay problemas debidos a una agitación excesiva, que causa degradación térmica del material, sobre todo en plásticos sensibles a la temperatura como el PVc. Por otro lado, cuando hay baja velocidad de corte también hay un mezclado deficiente y material sin fundir ambos provocan defectos en la pieza final. La siguiente es una relación empleada para calcular la velocidad de corte para un husillo.
DN 'Y:: ---
19.1 h
DONDE: 'Y::: Velocidad de corte (S·l) O ::: Diámetro del husillo (plg) N:: r.p.m. h ::: Profundidad del canal del husillo
2.2.2 VISCOSIDAD
Una propiedad reológica fundamental en fase líquida es la viscosidad, se entiende como la resistencia del material a fluir, está definida como una relación de esfuerzo de corte a cierta velocidad de deformación.

ENCICLOPEDIA DEL PLASTICO
Cuando se comenzaron a comercializar los polímeros no se contaba con maquinaria específica para estos materiales, por ello en un inicio los métodos de moldeo fueron derivados de otras tecnologías como la del metal o la del vidrio.
Entre los primeros intentos del estudio de los fluidos se tiene el de Newton quien propuso una dependencia lineal entre el esfuerzo cortante y la velocidad de corte. De esta relación nace el concepto de viscosidad:
Esfuerzo de corte _ T
Viscosidad (r¡) = V I 'd d d rt - r e OCI a eco e
Si el valor de la viscosidad es bajo se requieren esfuerzos menores para mover al fluido en cambio los
valores altos de r¡ requieren mayor esfuerzo, entonces se dice que el material es altamente viscoso. En la tabla siguiente puede apreciarse la viscosidad de algunas sustancias
T ab/a 30 7 Visccosidad para Diversos Materia/es
SUSTANCIA ViSCOSIDAD (Ns/mZ)
Agua 10-3
Aceite de Oliva 10-1
Glicerina 10
Polímeros Fundidos 102 a 107
Vidrio 1021
En general, la viscosidad disminuye cuando la temperatura aumenta porque las fuerzas intermoleculares se debilitan igual que el esfuerzo requerido para mover al fluido.
2.2.3 FLUIDOS NEWTONIANOS y NO NEWTONIANOS
Considerando a la viscosidad como una propiedad que puede caracterizar a un plástico determinado, es necesario distinguir entre fluidos que siguen o se desvían de la ley de Newton del flujo.
La ley de Newton establece que el esfuerzo cortante la velocidad de deformación serán proporcionales, proporcionalidad se elimina mediante el uso de constante, en este caso es la viscosidad. Entonces esfuerzo cortante es igual al producto de la velocidad de deformación por la viscosidad como lo muestra Figura 30.13.
DONDE: o = Esfuerzo cortante "/= Velocidad de Deformación 11 = Viscosidad
Cuando un fluido mantiene constante la viscosidad cualquier esfuerzo cortante es llamado " como el agua y el alcohol común.
o;latante
NeWl:oniano
Por otro lado cuando el líquido cambia su respecto a la agitación, recibe el nombre Newtoniano", dividiéndose a su vez en pseudo dilatantes y de Bingham, el esfuerzo de corte relaciona con la velocidad en la Figura 30.1 plastilina y el mastique son ejemplos de newtonianos tipo Bingham, mientras los nla~;tlS()le!:>
dilatantes. El comportamiento pseudo ""..,'", .... v,
característico de los polímeros fundidos encuentran en las máquinas de proceso.
Debido lo anteriormente expuesto, es indispensable conocer la temperatura y velocidad de corte siempre que se desee conocer la viscosidad de un material plástico,
VeJoJCidil!l decorle
es la razón por la que, para lograr que el polímero del estado sólido al fluido más fácilmente se
aplicar grandes esfuerzos cortantes inados con temperaturas relativamente altas.
de la extrusión y otros
se muestran algunos valores os para las velocidades de corte en procesos de transformación.
30.2 Velocidad de Corte en los Procesos de Transformación.
¡ento por rodillo
VElOCIDAD DE
1 a 10
10 a 103
102 a 103
103 a 105
103
BASES REOLOGICAS
2.2,4 FACTORES QUE AFECTAN El FLUJO
Básicamente existen tres elementos que inciden sobre la manera en que un material po limé rico fluye, estos son: la temperatura, presión y la estructura molecular del plástico.
a) TEMPERA TURA
El flujo de cualquier material plástico o no, ocurre debido a que las fuerzas intermoleculares son vencidas en el caso de los plásticos, las cadenas se deslizan una sobre otra.
Los científicos que se ocupan de representar los fenómenos a través de expresiones matemáticas han desarrollado el siguiente modelo para calcular la viscosidad partiendo de la temperatura:
f B j- -,
T 1]::: Ae',
DONDE: 1] ::: Viscosidad e=2.7183 T = Temperatura A y B ::: Constantes Experimentales
Para obtener estos datos puede emplearse un reómetro, debido a que no hay un método general para predecir el flujo a una temperatura determinada.
b) PRES/ON
Cuando la presión aumenta también lo hace la viscosidad, debido a que las moléculas tienen menor libertad para moverse, un reómetro resulta esencial en este caso.
e) PESO MOLECULAR
Uno de los efectos más interesantes es el del peso molecular, la distribución de pesos moleculares y la ramificación de las cadenas sobre las propiedades físicas del polímero.

ENCICLOPEDIA DEL PLASTICO
Una vez que se aplica un esfuerzo cortante, las cadenas poliméricas tienden a alinearse en la dirección de la fuerza. Es obvio que, conforme aumenta el tamaño molecular la movilidad de las cadenas poliméricas disminuye y por tanto su viscosidad. De acuerdo con estudios experimentales se ha podido observar que la viscosidad varía con el peso molecular de acuerdo con la siguiente ecuación.
DONDE:
11 :::: KZ 3.4 7) ::: Viscosidad Z::: Peso Molecular K ::: Constante característica del Polímero
2.3 REOMETRIA
La predicción del comportamiento de los polímeros en la etapa de transformación no es un asunto simple, requiere de un número importante de pruebas, cuya interpretación basada en la experiencia con el auxilio de instru mentos y equipos especiales permitei conocer las propiedades del fluido. Especialmente la viscosidad, para casos específicos en formulación de compuestos y en procesos de transformación.
La reometría permite medir las propiedades reológicas de un material determinado, a partir de la información que se obtiene de los reómetros se pueden resolver problemas como:
@ Selección cualitativa y cuantitat iva de aditivos.
6 Determinación de las condicion es óptimas de mezclado entre los aditivos y el polímero.
• Deformación del producto a la salida del dado en extrusión.
e Prevención del desgaste de la maquinaria.
e Bases de diseño para husillos
e Reciclado
Existen diferentes tipos de aparatos que son utilizados para determinar las propiedades reo lógicas de los materiales poliméricos, algunos de ellos se listan a continuación:
GI Reómetro de cono y plato
• Cilindros concéntricos
• Platos paralelos
GI Reómetro capilar
De los aparatos listados, reómetro capilar tiene mayor uso para los plásticos en la actualidad, porque el rango de los otros es limitado. Sin embargo hasta hace pocos años eran empleados para medir la viscosidad de soluciones y fluidos poliméricos.
El esfuerzo de corte al que pueden llegar es hasta de 105 dinas/cm2. Los plásticos fundidos pueden esfuerzos cortantes de 105 a 107 dinas/cm2 en procesos de moldeo, con velocidades de deform de 10 S-1.
2.3.1 PLASTOMETRO DE EXTRUSION
Este equipo es más conocido como un indicador índice de fluidez, su diseño está basado en los j'r::.h,:>,n,,;
de John Tordella y la necesidad de un método sencillo para caracterizar un fluido termoplástico.
A pesar de su simplicidad, ha sido desplazado a del tiempo por otros equipos que pueden mejor las variables. La determinación de la VISCOSIClaa en este equipo es menos precisa que en aparatos. Sin embargo, es muy popular en una de control de calidad debido a su facilidad, bajo costo bajo requerimiento de electricidad. Debido a popularidad del método se hace necesario su empleo en todo el mundo, por esta razón métodos estandarizados que deben aplicarse para un plastómetro de extrusión.
La ASTM en Estados Unidos, DIN en Alemania y la en el ámbito internacional son algunas de las más reconocidas en el mundo.
El método estándar está basado en la cantidad polímero que fluye en forma extruída por un capilar un tiempo de diez minutos, el diámetro aceptado en normas internacionales es de 2.095 milímetros por lonqitud de 8 mm.
A pesar de que existe sólo una geometría, hay muchas combinaciones posibles en la temperatura y la carga empleada, estos parámetros también están 'Contemplados en la normatividad mundial.
Un ejemplo de ello es el Polietileno, que requiere una temperatura de 190°C con un peso de 2.160 Kg.
Existen muchos fabricantes de estos plastómetros en el la temperatura máxima de estos equipos oscila
230 a 400°(,
de los aparatos que son comercializados en la -V,y'""u,alJ, cuentan con la automatización requerida
efectuar sus funciones apropiadamente,
la Figura 30.18 se puede apreciar un plastómetro con el popular programa Windows que es
nte conocido en el mundo.
plastómetro mostrado en la Figura 30.19 cuenta con tema independiente de procesamiento de datos,
una lectura directa sobre un indicador digital, es posible imprimir la información.
BASES REOLOGICAS
2.3.2 REOMETRO CAPILAR
La denominación "Viscosímetro capilar", se ha introducido en la terminología a través del tiempo en vez de reómetro capilar, que es el nombre correcto para estos aparatos.
La función principal de estos equipos es determinar la viscosidad del polímero a partir del gasto masa, caídas de presión y temperaturas.
Sin embargo también pueden determinar propiedades de flujo, como el esfuerzo cortante, de relajación y de deformación inducida o viscoelasticidad.
La información que proveen los reómetros capilares es producto del esfuerzo que Carl Wilhem Brabender inició hacia 1923, cuando fundó en Alemania una planta de maquinaria eléctrica donde se relacionó con empresas dedicadas a molienda y mezclado.

ENCICLOPEDIA DEL PLASTICO
Su asociación con el profesor leno Von Hankcozy hizo posible el desarrollo de un instrumento que midiera y registrara la consistencia en la absorción de agua para una mezcla de harina, además, la reología en pastas
de almidón.
Debido a que el comportamiento de estas pastas es similar al de las mezclas o compuestos poliméricos, la aplicación del instrumento se hizo exitosamente en el campo de los plásticos, extendiéndose a otros productos como: hules, cerámicos y farmacéuticos.
Entre los equipos de reometría capilar destacan dos modelos comerciales, "Brabender" y "Haake" los cuales basan su funcionamiento en el flujo de una masa polimérica a través de un capilar mediante presión, la cual se puede producir en tres formas:
@I Mediante un gas ® Utilizando un pistón o A través de un extrusor
MEDIDOR DE PRESION
~--:--I ! ~.,---,
Esta última opción es la más utilizada, es preferible efectuar los ensayos reológicos en aparatos capilares continuos porque se asemejan más a la operación real de los equipos de transformación, como la inyección o extrusión, que son las máquinas más utilizadas.
2, 3
Es un reómetro que mide en forma continua el r"""""'h
de corte a través del torque en el procesamiento de material plástico o bien en su formulación, así elegir las condiciones adecuadas para el proceso partir de las variables iniciales.
El aparato reporta el esfuerzo cortante, el tiempo y temperatura en forma de una gráfica "plastograma" que refleja el comportamiento método de transformación en curso, también muestra efecto que los aditivos y cargas pueden tener sobre plástico y en consecuencia sobre el producto final.
Este equipo se basa en un cabezal que calentamiento y contiene dos hojas metálicas a velocidad constante controladas por un dinam el plástico se alimenta a la cabeza de haciendo que los rotores se encuentren con resistencia al flujo del polímero. Esto hace que dinamómetro se active junto con un sistema
medición
2,3.4 REOMETRO HAAKE
Al igual que el reómetro Brabender, el equipo basa su función en un mecanismo que mide el cortante bajo la forma de torque físico. En la los 40' s Haake comenzó a comercializar este tipo aparatos que funcionaban mecán aproximadamente, a partir de 1980 fueron microprocesadores para controlar la medición
reómetro.
los sensores del reómetro son intercambiables, esta hace que el equipo sea versátil,
lo para medir viscosidades altas o bajas sin sacrificar la sensibilidad del aparato.
campo de acción de la reología se encuentra en , proceso de moldeo que requiera la on que esta ciencia provee.
un lado es posible identificar y analizar el térmico y de flujo que un plástico tiene
del procesamiento, de esta forma se pueden condiciones de transformación.
el control de calidad se beneficia con estan.da:izadas que pueden compararse para deSViaCiones con respecto a una curva patrón.
en la formulación de nuevos compuestos hay para un reómetro, a través de él se
desarrollar nuevas formulaciones y establecer de procesamiento.
BASES REOLOGICAS
3.1
En la industria del PVC se emplea para caracterizar las r~sinas que una planta de polimerización produce o bien en la transformación de este material vinílico.
Además, también es posible evaluar las condiciones del flujo en otros termoplásticos.
Torque 250~ _____ ~. ___ ~Te.::::mp.:::eratura
1
210
m t 200
200 , : ,r---..~~.1190
1750-;, ~"fV \/"+ 1500.)[' 180
125 ¡ 170 , 160
100 150
750 140
500 130
3.2 MATERIALES DE INGENIERIA
Las p:u~bas r,eol.ógicas también son importantes para los plastlcos tecnlcos, existen modelos comerciales que pueden adaptarse a los procesos de extrusión me~orando la fusión, mezclado y transporte del pohmero.
Es recomendable aplicar la reología para conocer las consecuencias que un aditivo tendrá en la formulación de un compuesto nuevo.
También puede analizarse el efecto del material reprocesado mediante una comparación contra curvas de flujo establecidas como patrón. Existen modelos para laboratorio especializados en ello.

ENCICLOPEDIA DEL PLASTICO
También hay reómetros que funcionan a partir del torque generado en un extrusor doble husillo, son muy útiles para evaluar formulaciones nuevas.
4 RESUMEN
A través de éste capítulo se presenta una panorámica general del amplio campo de estudio que la reología implica, no sólo como ciencia teórica sino como una práctica diaria en muchas empresas, que controlan sus procesos a través de esta tecnología.
El tema descrito en este apartado, está dividido en tres secciones, la primera se refiere a reología del estado sólido, útil para evaluar el efecto que el esfuerzo mecánico puede tener sobre artículos terminados o piezas que deberán ensamblarse.
La segunda sección se refiere a la reología en líquida, importante en la transformación del para los equipos que emplean un husillo como sistema central de plastificación.
La tercera parte del capítulo medición de las propiedades aparatos cuyas características son detalladas facilitar entender su funcionamiento básico asi como campo de acción que tienen en la industria de plásticos,
Las aplicaciones prácticas de la reología se encuentran tanto en el proceso de un plástico, como para f'iot,,,r+~"
variaciones cuando hay cambio en las resinas o proveedor.
El fabricante de polímeros también emplea características reo lógicas para garantizar la un de sus materiales.
La reología es importante en todos los procesos transformación donde la resina cambia de fase, el estado sólido en forma de pellets hasta alcanzar plastificación.
A través de este capitulo se muestran algunas de puntos que influyen en la reología de un plástico, d su estructura molecular hasta la formulación del mi
Uno de los objetivos que el capítulo persigue incrementar el conocimiento de los industriales plástico, en los aspectos más practicos que la presenta,
Esta ciencia también influye en el diseño de los husillos por ejemplo, son diseñados en base comportamiento reológico del polímero que van procesar.
Por esta razón existen muchos modelos ca destinados a la transformación de los polímeros,
f( CONOCER LA REOLOGIA EN EL SENTIDO PRACTICO AYUDA A MEJORAR LA CALIDAD
PRODUCTIVIDAD DE LOS PLASTICOSlf
de los Materiales Plásticos, Ramos Carpio, De María Ruiz,
.;M""'""" Díaz de Santos SA 1988
polímeros, Síntesis, Caracterización, Degradación y
1l,,,,rOlllllil. Higuel Uribe Velasco, Pi erre y, Mehrenberger, 1996,
I~oisés Villafranca Gómez, ESIQIE-IPN, 1996
Polietilenos, Javier' Lara A, Miguel A. Sánchez, Editado por
1987,
"Ilhelome'ters for Molten Plastics, John M, Dealy, 1982,
BASES REOLOGICAS
Rosalo' s Plastics I!:ncyclopedia and Didionary, Dominick v, Rosato,
Hanser Publishers, 1993.
HEMEROGRAFIA
Equipos de Ensayos Físicos, Tinius Olsen Testing Machine Co, ,
LMI 4000 Melt Indexers, Kayeness Polymer Test Systems,
Plasticating Components lechnology, Spirex Corporation, 1997,
Plastograph Plasti·corder, Brabender OHG Duisburg
lhe Haake Rheocord 90 Jorque Rheometer, Gebr, Haake GmbH. 9/89, .

Valor eSSRB Innovación La máquina Index para moldeo de preformas PET ofrece mayor producción por inversión con un mayor ahorro de espacio y menor consumo de energía, La unidad de cierre con su sistema innovador de dos platinas, incorpora un bloque rotatorio que permite tener cuatro caras de machos para inyección, enfriamiento y expulsión simultanea mente, La operación del sistema se simplifica con la eliminación del robot. El enfriamiento posterior quese da a las preformas en los corazones reduce el tiempo de ciclo y cristalinidad alrededor del punto de inyección.
Para mayor información comunicarse al (525) 580-1281
proceso de Inyección ocupa el segundo lugar en por consumo de Plásticos y el primero
'J~+;r<Qn;{1"(:P al número de máquinas existentes en el
un proceso de transformación intermitente para ear plásticos que consiste en alimentar la materia
en forma de polvos o pellets al interior de un receptor o "Tolva", encargada de transportar
material a una cámara calefactora, donde se funde y el material a la cavidad de un molde cerrado
presión, hasta que transcurrido un tiempo de iento se puede retirar el producto final.
mediados del siglo XIX se tiene noticia de de moldes para compresión, proceso que de
manera es predecesor del moldeo por inyección, primera máquina de inyección de plásticos por
accionada manualmente, fue presentada por los Hyatt hacia 1872 y su diseño fue derivado de
métodos usados para obtener piezas metálicas,
1926, L, E. Shaw inventa el proceso de ncia, que solucionó algunas limitantes de la ión, Sin embargo, este último método comienza telTeno ante el desarrollo de las máquinas de
i n, como la construida por Eckert y Ziegler, en que se accionaba un pistón de manera neumática y
al molde montado en una platina móvil que sobl-e barras guía,
, la inyección se efectuaba en forma sobre unidades de cierre también verticales, La
los procesos de compresión, ia e inyección, así como el desarrollo de
técnicas para el último, obligaron a realizar en las herramientas para hacerlas adaptables a
nuevas tecnologías,
primera máquina de inyección hidráulica se en 1934 por Foster Grant, requiriendo
cada vez más resistentes y de mayor
INYECCION
productividad; y la implementación del primer husillo reciprocante en el equipo fue realizada en Alemania durante 1956,
Durante los últimos años, se están ofreciendo al mercado desarrollos en diseño de moldes, para aumentar la producción del proceso con mínimas modificaciones en la máquina y automatizando casi completamente todas las funciones de la misma al contar con un control computarizado que reduce riesgos, aumenta consistencia de variables y eficiencia del proceso con el molde adecuado.
2. PRINCIPIO DE fUNCIONAMIENTO
La inyección es un proceso primario intermitente donde el material fundido se utiliza para obtener piezas con tolerancias estrechas y elevada productividad.
El ciclo de la máquina generalmente se optimiza al utilizar un sistema adecuado para enfriar el molde.
El proceso de inyección tiene la ventaja sobre otros procesos, que produce piezas de geometría compleja con las siguientes características:
@ Superficies Lisas
€I Propiedades de Resistencia Excelentes
~ Pared Delgada
Il! Posibilidad de Formar Orificios y Refuerzos
@ Opción de Colocar Insertos Metálicos
E!I Elevada Productividad
E!I Piezas Listas para Ensamble o Uso Final
e Piezas con Gran Exactitud
Al seleccionar inyección como proceso de transformación, se debe considerar que cada pieza requiere un molde particular, el diseño de piezas complejas implica un costo mayor del mismo y las interrupciones afectan directamente la productividad del proceso,

ENCICLOPEDIA DEL PLASTICO
La construcción de un molde es costosa en comparación con moldes para otros procesos e implica la necesidad de tener asegurada una elevada producción, o el costo final de los artículos será mayor.
Existe un límite para el espesor de pared que se puede obtener, aproximadamente de 0.381 a 0.508 mm. ó de 0.015 a 0.020 plg.
El proceso de inyección, a pesar de no alcanzar los volúmenes de producción que se logran con el moldeo por extrusión, tiene su importancia en la impresionante variedad de artículos que se pueden generar y la diversidad de mercados en que interviene.
Por medio de la inyección se obtienen piezas sencillas como plumas, cucharas desechables, hasta piezas complejas como engranes de ingeniería y piezas para implantes quirúrgicos. Respecto a las dimensiones, se puede ;noldear un objeto desde el tamaño de un botón, hasta una tarima para embalaje industrial.
A continuación se mencionan diferentes artículos que se producen por inyección:
Cestos, cubetas, ganchos, vasos, jarras, platos, de cuadms, tapas, perillas, piezas interiores aparatos eléctricos y electrónicos como equipos de sonido, teléfonos, videograbadoras; mesas, boquillas de manguera, cepillos, peines, plumas, porta-clips, engrapadoras, computadoras, sumadoras, paneles de control, bumpers, estuches para cosméticos, lentes seguridad, cascos, protectores auditivos, ",rr'oC',.,,~;,,~
tubería, muñecos, bicicletas, juguetes armables, de azar y científicos.
La información requerida en el pl-oceso debe los puntos siguientes:
!j Material
~ Contracción de Moldeo
~ Coeficiente de Expansión Térmica
@ Absorción de Agua
e Temperatura de Masa Fundida
(1) Calor Específico
e Densidad
~ Temperatura de Deflexión Bajo Carga
e Presión de Inyección en Material
(l) r.p.m. del Husillo
® Contrapresión del Material
~ T arque del Tornillo
!j Requerimientos de Venteo
e Temperatura de Secado
e Temperatura del Molde
@ Canales de Colada
e Puntos de Inyección ~ Boquilla
3 VARIABLES
Para realizal- el estudio de los parámetros del de inyección, es necesario analizar cada etapa productivo, ya que durante el mismo, simultáneamente varios factores que influyen calidad de masa fundida o reblan posteriormente en el producto final.
variables se analizarán tomando en cuenta que las condiciones de mantenimiento, diseño del producto y molde, son óptimas, de forma que la descripción de los
muestre el efecto real en las piezas
8 CIERRE DEL MOLDE
o INYECCION
o SOSTENIMIENTO
o ALlMENTACION
f5\ APERTURA DEL MOLDE· \::J EXPULSION DE LA PIEZA
La Figura 32.3 muestra un diagrama típico del ciclo productivo en el que aparecen las etapas que lo constituyen. Las funciones que realiza el equipo de inyección son:
@ Cierre de la Prensa
@ Protección del Molde
@ Presión de Cierre
* Inyección de Plástico
@ Sostenimiento
* Plastificación
@ Descompresión
e Apertura del Molde
CIERRE DE LA PRENSA
El hidráulico se dirige a los cilindros que contienen a los pistones, encargados de mover la rodillera en un sistema mecánico o la platina móvil en un hidráulico directo.
INYECCION
Para controlar los movimientos de cierre, se emplean interruptores de límite accionados por mecanismos instalados en la platina móvil, o potenciómetros lineales.
En el último caso, la varilla sobresaliente de la carcasa se encuentra unida a la platina y, al moverse, produce una señal en volts que es convertida a un valor de medición, por ejemplo, una carrera de 20 pulgadas equivale a 10 volts.
PROTECCION DEL MOLDE
Una vez alcanzada cierta pOSlclon, anterior al cierre total del molde, la presión y flujo de aceite descienden para conseguir proteger el molde; en caso de quedar una pieza atrapada, el seguro de paro será accionado.
ALTA PRESION DE CIERRE
Al finalizar la etapa de cierre, el sistema hidráulico aplica presión y volumen previamente ajustados en el pistón que desplaza la rodillera llevándola a su posición extendida para asegurar el cierre.
En un sistema de cierre hidráulico directo, el aceite es dirigido sobre el área del pistón principal, aplicando la presión suficiente que permitirá dar paso a la fase de inyección.
INYECCION DE PLASTICO
En esta etapa el aceite hidráulico se dirige al cilindro de inyección, que desplaza al husillo hacia adelante.
La presión y el volumen del aceite dependen de los ajustes que haya realizado el operador.
Al moverse el husillo una válvula anti-retorno en la punta del mismo debe evitar el contraflujo del plástico y controlar el volumen de masa alojado en la cámara de inyección.
Al final de la inyección, la cavidad del molde se llena volumétricamente con material fundido, y el husillo recorre cierta distancia para lograrlo.

ENCICLOPEDIA DEL PLASTICO
SOSTENIMIENTO
Probablemente se trata de la fase del proceso de mayor influencia ya que durante ella, el producto adquiere el peso, propiedades y estabilidad requeridos.
Después de llenar la cavidad del molde en volumen, una presión sobre el material que se denomina sostenimiento es ajustada con la intención de compactar la pieza y evitar que pueda escapar plástico en contra flujo mientras el producto solidifica.
El ajustar este parámetro del proceso involucra tres variables:
liI Cambio Presión de Inyección a Sostenimiento
I'!J Magnitud en Presión de Sostenimiento
G Tiempo de Presión de Sostenimiento
PLASTIFICACION
El aceite hidráulico es dirigido hacia un motor que acciona el giro del husillo, transportando el material plástico expuesto a fricción, compresión y temperatura, para pasar finalmente a la cámara de inyección, ubicada en la punta del husillo.
Mientras tanto, la pieza permanece en el interior del molde enfriándose y adquiriendo la consistencia requerida para su extracción.
DESCOMPRESION
Una vez que el husillo llega a un punto predeterminado durante la plastificación, empujado por el plástico acumulado en la cámara de inyección, detiene el giro y puede desplazarse hacia atrás cuando se dirige aceite hidráulico por el frente del pistón de inyección. Con esto se logra evitar que el material plastificado se encuentre sometido a presión que provoque una fuga, cuando se abre el molde o cuando se emplea la función de retirar la unidad de inyección del contacto con el bebedero del molde. Esta función es opcional.
APERTURA DEL MOLDE
Transcurrido el tiempo programado para enfriamiento del producto y descompresión, el sistema de cierre
separa las mitades del molde en varias etapas. primera de ellas requiere baja velocidad con el fin lograr que la pieza sea separada de la platina permanezca en la mitad móvil del molde. fase puede desarrollarse a velocidad elevada y alcanza un determinado punto de la carrera, su llegada al punto máximo de apertura utilizando velocidad. La distancia final entre las caras del debe ser suficiente para que el producto retirarse mediante el sistema de expulsión de máquina en conjunto con el mecanismo incorporado molde, o a través de dispositivos automáticos robots.
En algunas ocasiones antes de comenzar el nuevo debe programarse cierto tiempo de pausa, asegurar que los productos obtenidos alcancen a con el fin de evitar daños a la herramienta interrupción del ciclo productivo.
Enseguida se mencionan las variables que directamente en la calidad de un producto 1'1" \¡¡:>rt:::.rfrf
Cada una de las etapas del ciclo, enumeradas anteriormente, puede ser manipulada de forma que . parámetros ajustados para su realización, aseguren mejores características de las piezas de plástico. Del mismo modo para optimizar el tiempo de ciclo se trabaja en cada fase del proceso, pero sin sacrificar calidad del producto e integridad del equipo.
Para el estudio de las variables de operación inyección, es necesario conocer el comportamiento los materiales plásticos, sean amorfos o semicristali ya que los parámetros pueden presentar i distintas en cada uno de ellos.
Las principales variables del proceso de inyección son:
111 Velocidad de Inyección
" Presión de Inyección
CiI Presión de Sostenimiento
e Tiempo de Presión de Sostenimiento
@ Cambio Presión de Inyección a Presión Sostenimiento
@ Contrapresión
32
CII Velocidad de giro del Husillo
de enfriamiento
T empel-atura del Molde
Tiempo de Enfriamiento en Pieza
Temperatura de Masa Fundida
Temperatura en Alimentación del Barril
DAD DE INYECCION
Durante la fase de inyección, el material plastificado es a ingl-esar en la cavidad del molde. Esta etapa
manel-a importante en aspectos de calidad como características mecánicas y
ajuste con-ecto de este parámetro asegura el llenado los puntos más lejanos de las cavidades,
especialmente cuando se trata de piezas muy largas o paredes delgadas. Del mismo modo, el enfriamiento uniforme del producto, la reducción gradual en la sección transversal del sistema de distribución y el tiempo ciclo, son factores que se benefician de una apropiada manipulación de este parámetro del proceso.
velocidad de inyección es programada en las máquinas y se refiere al desplazamiento del husillo que, a su vez, introduce plástico en el molde. Puede ser expresada en milímetros por segundo "mm/s" o centímetros cúbicos por segundo "cm 3 /s", considerando que al ubicar un molde en máquinas con
illos de diámetros distintos, el ajuste de la velocidad inyección debe ser diferente.
se utilizan mm/s, el valor de la velocidad de corresponde a la distancia que recorre el
por unidad de tiempo durante la fase de llenado en cambio, al emplear cm 3/s, se trata del volumen de
plastificado que es desplazado por el husillo en se9undo.
característica más importante de la etapa de inyección, es la velocidad con la que el frente de llenado
material plastificado avanza por el interior del molde. no es igual a la del desplazamiento del husillo
guardan una relación directa.
INYECCION
En el llenado de la cavidad se busca una entrada uniforme del material y debido a que ciertas piezas presentan geometria compleja o variación en el espesor de pared, se requiere modificar la velocidad de inyección, con base en perfiles programados.
Dependiendo de la longitud de flujo, enfriamiento del molde, cambios en dirección y espesor de la pieza, se debe pmgramar una velocidad de llenado variable para tener como I-esultado un flujo uniforme del plástico en la
cavidad.
Las máquinas modernas presentan la posibilidad de recibir programado el peliil de velocidad de avance del husillo, logrando satisfacer exigencias de las piezas más complicadas. Una velocidad de desplazamiento adecuada para la pieza inyectada, influye en la prevención de los siguientes aspectos I-elativos al producto obtenido:
fI Efecto de COlie sobre el Material
fI Tensiones Residuales, o Distorsiones en la Pieza
® Avance de Flujos, Líneas de Unión, Burbujas y Zonas Quemadas
fI Orientación de las Moléculas
La velocidad de inyección debe ser la mayor posible, tomando en cuenta las limitaciones del molde y material plástico en cuestión.
Este parámetro presenta un efecto importante en la temperatura del material y determina el grado de expansión del mismo en el interior del molde.
Si un producto presenta paredes con espesores diferentes, es recomendable emplear un perfil escalonado en la velocidad de inyección; además la pieza deberá ser inyectada por algún punto de la zona más gl-uesa.
El diseñador de un producto de plástico debe hacer varias consideraciones importantes antes de especificar finalmente las dimensiones de la pieza o la posición y tipo de punto de inyección, con el fin de optimizar el comportamiento del material en la fase de llenado.

ENCICLOPEDIA DEL PLASTICO
El incremento en la velocidad de inyección provoca un aumento en la relación flujo máximo - espesor de pared, presentando facilidad para llenar las piezas. La orientación de las moléculas en la superficie es mayor y en el interior de la misma menor, obteniendo mejor unión en los frentes de llenado. El peso total de la pieza se reduce; la excepción puede presentarse en plásticos amorfos.
3. Z PRESION DE INYECCION
En la etapa de inyección es la presión requerida para vencer la resistencia al flujo del material desde el cilindro de plastificación hasta el molde.
Durante la fase de llenado, la magnitud en presión de inyección es resultado de los siguientes aspectos:
~ Viscosidad del Material
ID Temperatura del molde
• Diseño del molde
@ Perfil de Velocidad Programada por el Operador
El monitoreo de la presión de inyección brinda información para la selección de los demás parámetros del proceso de inyección.
El grado de superposición de las curvas que describen el comportamiento de la presión de inyección, ciclo a ciclo, es un buen indicador de la estabilidad del
proceso.
MOLDE
La presión de inyección requerida depende factores de moldeo y diseño del producto, los interactúan de forma complicada. Al relacionar variables, algunos factores pueden parecer contradictorios. En general, a menor tiempo de mayor flujo volumétrico de plástico a la cavidad molde y requerimiento de presión. Una elevada velocidad de inyección genera calentamiento por fricción del plástico, disminuyendo la viscosidad material y el requerimiento de presión de inyección.
Por otro lado, el llenado determina el efecto enfriamiento de la masa plastificada en las paredes del molde. Cuando el tiempo de llenado aumenta, la capa de material solidificado es más gruesa y el canal por donde puede seguir ingresando el plástico, se vuelve más estrecho, incrementando la necesidad de presión.
La Figura 32.5 muestra la relación entre presión requerida de inyección y tiempo de llenado. El valor mínimo de la curva separa dos regiones distintas en cuanto al compoliamiento del plástico en la fase de inyección. En la primer zona, la viscosidad controla presión de inyección, mientras que en la segunda, la presión es controlada por la transferencia de calor.
La forma de la curva depende del material empleado, geometría de la cavidad, espesor del producto y de molde.
PRESION DE 70 LLENADO
Mpa, 60
50
40
30
20 CONTROL POR VISCOSIDAD
i RANGO IDEAL
:~ i~
CONTROL POR TRANSFERENCIA
DE CALOR 10 I
L-____ ~ __ ~ ________ ___
o o 10 12 14
El régimen ideal está marcado en la misma Figura 32.5. aunque no siempre es posible operar en esa región
32
a formas tan diversas que pueden tener las inyectadas. Por ejemplo, cuando se requiere alta
en la pieza resultante, un llenado muy provocar baja cristalinidad.
Desde el punto de vista fuerza de cierre el tiempo de llenado óptimo es aquel que requiere la mínima presión
inyección y, por lo tanto, menor necesidad de fuerza
maxlmo valor permisible de la temperatura de la masa plastificada, representa el límite inferior del tiempo llenado, ya que dUI-ante la inyección, el plástico puede ser degradado por alto esfuerzo cortante y consiguiente calentamiento.
La distancia de flujo es la que debe recorrer el material 'parékllenar completamente el molde, desde la entrada del bebedero hasta el punto más alejado de las
presión de inyección dependerá del diseño de los inyección, ubicación y cantidad, en algunos
de la secuencia de apertura.
ulla pieza presenta puntos múltiples de se reduce la longitud de flujo y, con ello, los
Imientos de presión, aunque necesita un sistema o de distribución y se desarrollarán en el igual numero de zonas de unión de frentes de
Estas ultimas pueden ser eliminadas a través la apertura secuencial de los puntos de inyección.
ajustan perfiles de desplazamiento del generan como resultado una velocidad
"'t't',nd,,~+~ del frente de llenado, la máxima presión de
decrece y, como consecuencia, la contracción moldeo será más uniforme y la pieza no presentará
o deformaciones.
piezas delgadas requieren velocidades de elevadas, en ocasiones utilizan acumuladores.
productos con paredes gruesas presentan un amplio en cuanto al tiempo óptimo de llenado, la
inyección es relativamente insensible a la inyección.
INYECCION
303 PRESION DE SOSTENIMIENTO
También denominada presión posterior, secundaria, remanente, recalque o de empaque, generalmente es de menor magnitud a la de inyección y tiene como función mantener el material dentro del molde hasta su solidificación.
La etapa de sostenimiento es esencial para determinar encogimiento, tamaño, peso, estabilidad, grado de cristalización, tensiones internas y distorsión en piezas inyectadas, así como la aparición de huecos, rechupes o rebabas.
Durante esta fase, el material plastificado inyectado en las cavidades relativamente frías, comienza a disminuir su temperatura.
Al finalizar el llenado, el plástico alojado en el centro de la pared del producto, posee cielia temperatura con la fluidez necesaria pal-a tratar de salir de las cavidades y I-egresar al barril de inyección.
Mientras los puntos de inyección del producto no han solidificado, se debe continuar la aplicación de presión sobre el material, considerando principalmente el tipo de plástico utilizado y el espesor del producto, así como la sección transversal y el tamaño de los puntos de inyección.
En ciertas ocasiones, es posible compensar la contracción de la masa plástica en el interior de la cavidad, mediante presión de sostenimiento con peliiles que permitan introducir una pequeña cantidad final de plástico, sin influir negativamente en las propiedades del producto.

I ~ ENCICLOPEDIA DEL PLASTICO ~~----~~~~~~------------
3.7 VELOCIDAD DE GIRO DEL HUSILLO
La velocidad del husillo son las revoluciones por minuto con que el husillo gira sobre su eje en .Ia et~pa de alimentación o carga. Provoca la plastlflcaclon del material, transportándolo a la cámara delantera para posterior dosificación al molde en la etapa de inyección.
Este parámetro, junto con la contrapresión, define el tiempo de plastificación que en algunos casos, puede represental' una porción importante del tiempo total del
ciclo productivo.
La velocidad que debe ser examinada por cuanto influye en el proceso de plastificación, no es la que el husillo desarrolla de manera angular, expresada en revoluciones por minuto, denominadas "r.p.m.", sino la tangencial en milímetros por segundo "mm/s." .. Es~o significa que en máquinas con grupos de plastlflcaclon con husillos de diámetro mayor, deben ser programadas menores velocidades angulares respecto a husillos menores, produciendo el mismo efecto de
corte sobre el plástico.
Cuando el número de revoluciones por minuto del husillo es menor; sin influir en la productividad, el riesgo de degradación térmica del plástico decrece.
VELOCIDAD SUPERFICIAL::: re X
(mm/s)
DIAMETRO DEL r.p.m HUSillO X--
(mm) 60
VELOCIDAD ¡, r.p.m t:.Q SUPERFICIAL X DIAMETRO
MAXIMAS ::: u X MAX. PERMITIDA re DEL HUSILLO (mm/s)
Una velocidad baja del husillo produce un material plastificado más homogéneo, menor fricción del material y mínima variación de temperatura en masa durante la
carrera de dosificación.
En la Tabla 32.1 se muestran velocidades recomendadas, óptimas y máximas para materiales plásticos. Si al alcanzar los valores límites, capacidad del husillo empleado no es suficiente satisfacer las exigencias productivas, se "'rl','YH~,"'''_
utilizal' un husillo con mayor diámetro, en lugar dé: incrementar la velocidad de giro.
La velocidad elevada del husillo ó altas aumentan la capacidad de plastificación, incrementa calor en la masa por fricción, mayol' diferencia temperatura de masa, elevado consumo de eléctrica y se aumenta el desgaste del husillo y válvula.
El tiempo de carga resultante no debe ser mucho corto que el tiempo de enfriamiento y al realizar I
cambio, deberá consideral'se el tiempo de del material con el fin de asegural' la calidad de
productos.
Tabla 32.1 Velocidad
MATERIAL VElo OPTIMA
PS 800 mm/s
PS - HI 850
ABS 550 650
SAN 400 450
PEBD 700 750
PEAD 750 800
PP 750 850
PVC- F 150 200
PVC- R 150 200
PA 6/66 400 500
PMMA 250 400
PC 400 500
POM ····H 100 300
POM - C 200 500
PET 300 400
PBT 300 350
CA 400 500
PPS 200 300
A continuación se muestran algunos ejemplos de la velocidad de rotación y la relación que tiene con el . diámetro y velocidad superficial máxima. El comportamiento regular es:
Ij IvJayor Diámetro :=} Menor Velocidad
Ij rl1ayor Velocidad Supeficial :=} Mayor r.p.m.
Determinar r.p.m. máximas para inyectar PVC-R
Velocidad máxima permitida: 200 mm/s
máximas = 60 x 200 / (3.1416 x 50) = 76.4.
máximas = 60 x 200 / (3.1416 x 60) = 63.6.
Determinal' r.p.m. máximas para inyectar PS ó PMMA
de husillo = 50 mm.
superficial máxima permitida:
= 400 mm/s
máximas = 60 x 950 / (3.1416 x 50) = 363.
máximas=60x400/(3.1416x50) = 153.
Determinar las r.p.m. máximas para inyectar PS ó PMMA
husillos:
PS Y 20 mm. para PMMA
superficial máxima permitida:
mm/s
máximas = 60 x 950 / (3.1416 x 50) = 363
INYECCION ;::;¡ ---------------~
r.p.m. máximas = 60 x 400 / (3.1416 x 20) = 382
3.8 ETAPA DE ENFRIAMIENTO
La etapa de enfriamiento es la etapa del ciclo que consume mayor tiempo, comenzando prácticamente al entrar en contacto el plástico fundido con el molde y termina con la apertura del mismo. Los factores de mayor incidencia en el enfriamiento son:
Iil Temperatura del Molde
® Tiempo de Enfriamiento
@ Temperatura de Masa
@ Temperatura en Alimentación del Barril
@ Tipo de Material
@ Espesor de Pared
@ Diseño de Enfriamiento en el Molde
@ Tipo de Fluido Refrigerante
A continuación se detallan ampliamente los cuatro aspectos con mayor incidencia en las propiedades y ciclo final de las piezas.
3.8.1 TEMPERATURA DEL MOLDE
El comportamiento del plástico durante el proceso recibe influencia directa de la temperatura en la supeliicie del molde. Sin embargo, en ocasiones los malos resultados se atribuyen a otros factores.
La temperatura del molde adquiere importancia en las propiedades de flujo del material en cavidades y sistema de distribución. Variaciones de temperatura pueden producir piezas con diferente calidad y dimensiones.
El desmoldeo de piezas inyectadas no sólo depende del tiempo de solidificación sino de la rigidez necesaria para evitar deformaciones durante dicha etapa. La relación entre rigidez de desmoldeo y temperatura del molde es afectada por fluctuaciones en la temperatura del medio enfriador. En ocasiones al no ser alcanzada la temperatura óptima de extracción, el producto puede llegar a ser perforado por pernos expulsores o marcado de forma antiestética por el dispositivo expulsor.

ENCICLOPEDIA DEL PLASTICO
" TEMPERATURA I--r---r----r------DE LAS I
PAREDES DEL
MO~DE I
I~ I TEMPERATURA f-!--l----\-+--+---\---f--- DE DESMOLDEO
~~I~~R~~:--l-cL:'IIr-------+-+--+"--- TEMPERATURA
PAREDES DEL MOLDEf-----+----+--í---+----¡OEl REFRIGERANTE
I llEMPO(s)
INYECCION CICLO ENFRIAMIENTO
figurIl3~.l~ Variación He la Tem{ffl,ralilra MlllHe Vs 61:10. ' "
La calidad superficial de los productos también es resultado del control existente en la temperatura del molde. Propiedades como brillo pueden ser mejoradas a través de temperaturas mayores de la superticie del molde. Defectos como líneas de unión o marcas de flujo se eliminan empleando apropiadamente este parámetro
del proceso.
Los efectos en la pieza inyectada al incrementar la
temperatura del molde son:
(ji Mayor Contracción en el Molde
• Menor Contracción Después del Moldeo
e Compensación Interna de Tensiones
CII Mejor Fluidez de la Masa
® Mayor Brillo Superticial en la Pieza
iI Menor Tendencia a Formar Líneas de Unión
- Mejor Unión en Frentes de Llenado
® Mayor Cristalinidad en Materiales Semicristalinos
® Ciclos más Largos
- Materiales Amorfos
\!I El Punto de Inyección No Enfría Rápido
_ Se Puede Incrementar Tiempo de Presión
Posterior
@) ~1ejor Transmisión de Presión en la Cavidad
En moldes con baja temperatura la pieza moldeada se enfría más rápido y se puede obtener una mayor orientación de la estructura, elevadas tensiones y
riesgo de un deficiente aspecto superficial.
Todos los materiales plásticos presentan específicos de contracción, está puede alcanzarse en su totalidad durante el moldeo o en cierto tiempo post- moldeo, dependiendo de la temperatura en el molde y las condiciones de funcionamiento.
DUI-ante el diseño del molde, deben ser corw~.~~,,_.!
los aspectos dimensionales del material que empleado. Si las dimensiones de una pieza inyectada se obtienen durante el proceso, un cambio temperatura superticial del molde ofrecerá la
de hacerlo.
La distorsión de los productos ocurre cuando secciones en la pieza con diferentes grados encogimiento. Este problema se frecuentemente en el moldeo de semicristalinos y puede ser resuelto mediante un apropiado del sistema de refrigeración, reubicación punto de inyección o control preciso de la tem
del molde.
Del mismo modo, las propiedades mecánicas de piezas pueden verse afectadas cuando no existe manejo adecuado de la temperatura del molde, cuando el material ha sido tratado de la manera favorable durante otras fases del proceso.
En este punto resulta importante mencionar que selección del equipo periférico, en cuanto al temperatura se refiere, representa trascendente pal-a lograr calidad funcional, y estética de las piezas inyectadas.
3.8.2 TIEMPO DE ENFRIAMIENTO
El enfriamiento real comienza cuando el material la cavidad del molde, aunque en la práctica el que se programa para enfriamiento en la comienza al finalizar la presión de . tiempo establecido depende principalmente del de la pieza, contenido de calor del material pi eficiencia del sistema de enfriamiento del molde y
de la pieza.
, ~~Ii I I PS,Aes ' '
: i 1 :1 I PASS PC ~, .I~""~I i 1 HJ?E' i
I ' I Z I ' 1/ I
1 i?;?' : ' ::1/· i~PMMAPC PASPA"II
".1 I ¡ TEMP.MASA 250 190 230 230 250 290 260 260 11' a.ti ¡ 1 TEM? ~OLOE 30 20 30 40 50 SO SO SO I
tU. L- II
2 .3 4 5 6 7 a 910 30 40 SO 60 70 80 90 100
tiempo eOlio en la temperatura de enfriamiento temperatura de des moldeo elevada y mayor
"'""1'.1""", posterior de la pieza. Es posible que exista rmación mecánica de la pieza durante el desmoldeo
la misma.
Figura 32.17 se observa el consumo de tiempo en un ciclo de inyección. Al reducir el tiempo de
se puede optimizar el ciclo, cuidando que extr-aída haya solidificado completamente.
DE MASA
cámara de plastificación está provista de bandas que aportan cierto porcentaje de la energía
el plástico requiere para adquirir propiedades de que le permitan ser inyectado.
INYECCION
Las temperaturas establecidas en el barril repercuten directamente en la temperatura de masa fundida pero, es posible obtener valores muy diferentes entre ambas, dependiendo del diseño del husillo, tamaño actual de disparo y duración del ciclo.
El perfil correcto de temperaturas del barril se determina en función de la temperatura de masa; durante el alTanque de producción, es necesario medir ésta y efectuar correcciones necesarias para obtener el valor deseado.
Es importante considerar las variaciones en la temperatura de masa, ya que influyen en la viscosidad, densidad, degradación térmica, cristalinidad, orientación de moléculas; comportamiento mecánico y físico.
La temperatura utilizada en el proceso debe considerar el tiempo de residencia del material en el cañón, y utilizar la mayor sugerida por el fabricante para tiempos cortos de residencia y la menor en caso contrario.
Importancia semejante tiene la repetición de este factor durante cada ciclo y la homogeneidad que presente en cada punto la masa fundida.
Dicha homogeneidad es determinada por el diseño del husillo, pertil variable de contrapresión y tiempo de residencia del material en el interior del barril.
El peso de la pieza está directamente relacionado con la temperatura de la masa, a mayor temperatura el peso es menor por reducción real en presión de inyección durante el llenado de la pieza.

ENCICLOPEDIA DEL PLASTICO
El incremento en la temperatura de masa ayuda a una mejor fluidez del material y transmisión de presión. Reduce el tiempo permitido de residencia en el barril, requiriendo mayor tiempo de enfriamiento; la densidad de la pieza es menor al igual que la presión real de
inyección.
EN FUNCION DE LA TEMPERATURA DE LA MASA
PESO I
TEMPERATURA DE LA MASA FUNDIDA
Una temperatura de masa elevada produce en la pieza reducción de propiedades, ráfagas por degradación, problemas de alimentación y avance del material en el
barril.
3.8.4 TEMPERATURA EN ALlMENTACION DEL BARRil
La temperatura de la brida en la zona de alimentación del éilindro de plastificación es de gran importancia para favorecer una optima introducción y avance del material a lo largo del cilindro de plastificación. La mejor forma de saber si la temperatura en la brida es correcta, es un tiempo de plastificación corto y
constante.
ALlMENTACION DEL BARRIL
MATERIAL
Poliestireno
Copolímero SB 30
Acrilonitrilo Butadieno Estireno 35 -45
Poliamida 60 -~ 80
Polietileno 20 - 30
Polipropileno 20- 30
Polióxido de Metileno 30 -40
Polimetil Metacrilato 50- 60
Policarbonato 70-90
Policloruro de Vinilo Rígido 30 -40
Policloruro de Vinilo Flexible 40
En el pmceso de inyección interviene una diversidad aspectos, haciendo necesario el conocimiento de . datos antes de iniciar el pmceso, evitando contratiempos por falta de información facilite las condiciones de operación.
4 COMPONENTES EN MAQUI DE INYECCION
Para iniciar el análisis de los componentes de máquina de inyección y sus funciones, así como su influencia en la calidad de los productos, es dividir el estudio en dos partes principales: la unidad inyección y la unidad de cierre, ambas sopoliadas la bancada, elemento esencial en la rigidez del equipo.
Componentes Básicos del equipo de Inyección:
QII Bancada o Soporte
111 Unidad de Inyección
@ Unidad de Cierre
@ Controles
tfI Molde
AS,SA.DEC.V. plammex fundación hace 22 años
. ad la calidad en la
Plammex y nuestra marca registrada
Tenemos la capacidad de ofrecer una solución integral
a las necesidades actuales y futuras del plástico ofreciendo:
DISEÑO • FABRICACION DE MOLDES E INYECCION
DE ALTA PRECISION o ENSAMBLE o DECORACION
, Hot stamping, Tampografía, Etiquetado, etc.
o Máquinas de 50 hasta 1000 tons de cierre.
• Tapones Inviolables e Irrellenables.
o Plásticos de Ingeniería.
Plammex sólida tradición de calidad y servicio lo cuál
nos ha distinguido en la industria Mexicana del plástico.
8550651 ·8568050·8550697 LADA sin costo 01 8008495097 email: plammex @ mpsnet.com.mx / www.plammcxcom.mx

Mediante un sistema integral de respuesta a sus necesidades en piezas de plástico por inyección, ofrecemos una vasta experiencia para la producción de su producto, cuidando la fabricación desde el concepto hasta la producción final, de manera específica en el control del diseño, fabricación de molde, proceso de producción, igualación de colores, aplicación de resinas específicas para el uso del producto, y acabados.
Con una capacidad de inyección de hasta 450 grs. y el respaldo de su propio taller de fabricación de moldes tenemos la posibilidad de satisfacer cualquiera que sea su necesidad.
Enfocados al mercado industrial en los segmentos de consumo, farmacéutico, ingeniería, alimentos, cosméticos y construcción (decoración de interiores) brindamos la posibilidad de asesorar el desarrollo de nuevos productos.
HE5CAB sustenta con orgullo su eficiencia, productividad, calidad y capacidad para producir más de 30 millones de piezas por año.
Ha logrado implementar la norma 150 9002, misma que está en etapa de auditorias internas previas a su certificación.
v/s/rENOS y SE CONVENCERA DE NI/ESTO
HESCAB
PLASTICOS HESCAB, DEMOCRACIA No. 84
COL. SAN MIGUELAMANTLA, .~",,'''''r'i
MEXICO, D.F., C.P. 02700
El diseño de la bancada debe apoliar estabilidad al equipo, absorber vibraciones y facilitar el manejo de las piezas producidas. Al instalal" una máquina de inyección, debe asegurarse una perfecta nivelación que favorezca el desempeño adecuado de todos los elementos en movimiento.
Funciones de la Bancada:
(1) Fundamental en la Rigidez de la Máquina
(1) Instalación del Sistema Hidráulico
(1) Soporte de Unidad de Cierre y Unidad de Inyección
UNIDAD DE CIERRE CONTROLES
TOLVA
equipo que acondiciona el material de manera que puede introducirse al molde. En
de inyección se encuentra instalado el sistema grupo de plastificación y, en muchas
las partes principales del sistema hidráulico la -máquina. Funciona como soporte del grupo de
'ón y proporciona movimiento al mismo.
INYECCION
En la Figura 32.22 se aprecian los componentes principales de la unidad de inyección: grupo de plastificación y sistema de arrastre. Este último tiene la función de proveer movimiento axial al grupo de plastificación, haciendo posibles los siguientes movimientos:
@J Aproximar y Retirar Grupo de Plastificación al Bebedero del Molde
1) Intercambiar Boquillas con Longitud Diferente
@J Mantenimiento del Husillo y otros Componentes
El sistema de arrastre consiste en cilindros hidráulicos y elementos estructurales que dan apoyo al grupo de plastificación. En la mayoría de los equipos, es posible moverde forma angular la unidad de inyección sobre la bancada, para facilitar labores de mantenimiento.
El grupo de plastificación es la parte de la unidad de inyección donde el plástico estará alojado antes de ser inyectado. El viaje del plástico comienza al ser alimentado por la tolva. Los componentes del grupo de plastificación son:
® Tolva
@J Husillo
1) Cilindro
(1) Boquilla
@J Resistencias

ENCICLOPEDIA DEL PLASTICO
Funciones del grupo de plastificación:
• Recibir Carga de Materia Prima
• Calentar y Fundir el Material
• Dosificar con Presión el Fundido hacia el Molde
• Mezclar y Homogeneizar el Material
4.2.1 TOLVA
El diseño de la tolva de alimentación es muy importante para favorecer el flujo uniforme del plástico ha~i,a el interior del cañón. En todos los equipos de InyeCClon la tolva presenta una válvula deslizante o de distint~s formas, la cual permite o impide el ingreso del material a la zona de alimentación del husillo. Debe asegurarse que la válvula se encuentre abierta durante I~ producción y cerrada durante el p.aro del equipo, aSI como durante los cambios de material.
En la parte inferior de la tolva se cuenta. con una lín.ea de enfriamiento, que impide el calentamiento e~ceslvo en la entrada del material al barril y el reblandecimiento del mismo antes de tiempo, que pueda impedir la
uniformidad de alimentación.
Para evitar la contaminación del material contenido en las tolvas de máquinas próximas, sobre todo en caso de empiear polvos para pigmentar o material regranulado, es necesario mantener tapada la tolva. En ocasiones puede presentarse problemas estéticos en la~ piezas obtenidas debido a contaminación de otros equipos que se encuentran ubicados a varios metros de la máquina cuando la tolva no está debidamente tapada.
TOLVA
Existen tolvas especiales que pueden ser útiles cuando se procesan materiales con altos porcentajes de regranulado, ya que la moriología de las partículas impide el flujo apropiado; con la asistencia de un tornillo sinfín, a bajas revoluciones por minuto, el plástico es forzado a ingresar al sistema plastificador.
Los materiales que absorben humedad del medio ambiente o denominados higroscópicos no deben permanecer más de una hora en la tolva de alimentación convencional. Para materiales que no requieren secado el tiempo de permanencia es indistinto y a mayor capacidad de la tolva se requiere
de carga de material por parte del
DEL MATERIAL ALIMENTADO (kg) :::
TAMAÑO DE DISPARO X 3600 ACTUAL (g)
TIEMPO DE CICLO (s) X 1000
vez alimentado el plástico en forma de pellets o , se encuentra en el interior de un sistema
ado por cañón y husillo. El cañón también es barril o cilindro, el cual, en conjunto con el
aporta el mayor porcentaje de la energía que se para reblandecer o fundir el material ya que, la etapa de carga, el husillo gira y obliga al
tener contacto con el cañón, friccionando y JlF'r'cr--'''r1n calor. El resto de la energía de plastificación
suministrado por bandas calefactoras que rodean xternarnente al cañón.
las bandas de calefacción consisten en cerámicos cubiertos con una pantalla
que refleja y concentra el calor generado en la que se requiere. A través de ellas y en con el cañón, se ubican los termopares, de medición y control de temperatura.
INYECCION
CILINDRO DE PlASTIFICACION
3
El husillo puede considerarse el corazón de la máquina de inyección, ya que su funcionamiento tiene gran influencia en la calidad de los productos. Un husillo convencional presenta filetes o álabes que sirven para transportar material plástico hacia la cámara de inyección. La profundidad de los álabes en la zona de alimentación de plástico, es mayor a la que se presenta en la zona de dosificación, produciendo en el material una compresión paulatina que lo reblandece o funde, hasta alcanzar la consistencia requerida para introducirse al molde.

ENCICLOPEDIA DEL PLASTICO
El husillo convencional presenta tres zonas principales:
e Alimentación
III Compresión o Transición
@ Medición o Dosificación
LONGITUD DEL HUSILLO
ANCHO DE ALABE ..,
~I
Considerando que la profundidad de los álabes en la primer zona es mayor que en la tercera, esta se mantiene constante en cada una respectivamente; sólo en la zona intermedia la profundidad varía de mayor a menor en el sentido del transporte.
FUSION COMPLETA Y HOMOGENEIZACiOfll
En la relación de compresión del husillo es uno de parámetros más importantes cuando se procesar materiales plásticos de características. Esta característica, junto con la L/O del husillo marcarán en buena medida el recomendado de temperaturas así como parámetros, según sea el plástico en cuestión.
ENCICLOPEDIA DEL PLASTICO
de barrera representa otro diseño interesante la la masa fundida mediante dos canales en
de transición, separados por un álabe de
de los canales retiene el material sólido hasta que dece o funde. Al tiempo en que el plástico va
, atraviesa el álabe de barrera para al canal de masa fundida y posteriormente a la zona de dosificación del husillo.
éste tipo de husillos mejora la calidad en fundida y como consecuencia la del producto
SECCIONES DE MEZCLADO
a que el husillo convencional de inyección no 'o para un mezclado eficiente, cuando se
mejorar dicha función pueden utilizarse mezcladores y de corte que incrementan la
pigmentos o aditivos.
TOMO 3
Actualmente se encuentran muchos diseños disponibles de husillos mezcladores aunque todos involucran corte y reorientación del material plástico una vez que ha sido reblandecido o fundido. Si esta última condición no se cumple, el efecto de mezclado no puede lograrse.
También existe la posibilidad de incorporar mezcladores estáticos en el equipo de plastificación para lograr homogeneización de la masa fundida. Sin este aditamento, debe aumentarse la contrapresión para lograr un efecto similar pero, como resultado, el tiempo de plastificación se incrementa así como el consumo de energía.
4.2.5 BOQUILLA
La boquilla es un elemento que conecta la salida del plástico hacia el bebedero del molde y el cañón del grupo plastificador. El ensamble se realiza mediante un adaptador roscado o bridado. La boquilla es generalmente roscada ya sea interna o externamente.
ADAPTADOR
BANDA CALEFACTORA VALVULA
ANTI·RETORNO
PUNTA DEL HUSILLO

CAPITULO 32
La relación de compresión está determinada por profundidad de álabes en la zona de alimentación entre la profundidad de álabes en la zona de dosificación, esta relación es indicador del esfuerzo mecánico al que está sometido el plástico.
La relación longitud - diámetro "L/O" conforme al acuel-do propuesto por los estándares europeos "Euromap 1 " el largo del husillo es la distancia medida desde la parte delantera de la tolva hasta el final del último álabe del husillo en posición adelantada .. Esta relación se refiere al recorrido que tendrá el material directamente sobre el husillo. Figura 32.35. Los estándares americanos "SPI" difieren al considerar la longitud total del husillo desde el primer álabe hasta el último. Consecuentemente es importante considerar este aspecto en las características reportadas por un husillo.
El husillo más utilizado, que en ocasiones se conoce como universal presenta una relación L/O 20: 1, sin dejar de mencionar que existen relaciones bajas como una L/O 18:1 y elevadas 22:1. Esta última proporciona un mejor mezclado, pero el tiempo de residencia será mayor.
111 LONGITUD DEL HUSILLO
Entre materiales amorfos y semicristalinos existen diferencias esenciales en cuanto a calor especifico y estructura molecular, la cual se expresa en un comportamiento termodinámico también distinto, ya que ambos tipos de plásticos requieren cantidades diferentes de calor para reblandecerse o fundirse y éste calor lo absorben en forma distinta.
INYECCION
La función del husillo es transformar la mecánica en calor transmitido al material, por sus características geométricas deben diferir para familia de plásticos.
Generalmente los materiales semicristalinos procesarse con husillos de relaciones de mayor que los amorfos.
Para cada plástico existe un diseño idóneo de que explota sus propiedades e I'n rro,'n,,~~
productividad del equipo; sin embargo, las ofrecen con husillos convencionales y sólo bajo expresa, el husillo puede presentar un perfil
Al emplear un husillo con perfil para materiales plastificando un semicristalino, la cantidad de suministrada será inferior a la requerida y calidad de la masa fundida. La única forma de esta carencia, será aumentar la duración del . provocara la disminución de la productividad.
El caso contrario, usando un husillo con semicristalinos en la plastificación de un provocará un calentamiento excesivo consecuente riesgo de degradar el plástico.
Existen husillos especiales como el d denominado también de dos etapas o con hace posible procesar materiales como el necesidad de presecado.
Consiste en una primera zona de alimentación, de una etapa de compresión, donde el plástic alcanzar su estado fundido antes de llegar depresión que provocará la difusión de los vapor de agua o gases generados, los cuales extraídos, comúnmente mediante un sistema Una vez logrado lo anterior, el material pasa segunda etapa de compresión y finalmente, a de dosificación.
El diseño del husillo permite una d forma que sólo se extraigan volátiles y el plástico no pueda escapar por la abertura que el cañón.
Cuando se lleva a cabo el mantenimiento o algún cambio de husillo, es recomendable engrasar las roscas de adaptador y boquilla con sustancias que no se carbonicen al estar expuestas a elevadas temperaturas.
La boquilla debe presentar una banda de calefacción, ya que algunos materiales plásticos pueden solidificarse en esa zona del equipo antes de ser inyectados, creando una obstrucción.
Como se aprecia en la Figura 32.40, las boquillas de inyección, presentan una forma convexa con radio de curvatura que debe coincidir con el de la cavidad receptora del bebedero del molde. El diseño A con radio curvatura mayor en la boquilla no permite el perfecto acoplamiento con el bebedero, presentando fuga material y problemas de desmoldeo. En el esquema B, el diámetro de la boquilla es mayor en relación con el bebedero, presentando un punto de restricción al flujo del material. El diseño C es el correcto, presenta radio de boquilla ligeramente menor
bebedero.
B
superficie de apoyo muy pequeña puede traer consecuencia que la boquilla sea impulsada hacia
la fuerza generada durante la introducción del i I al molde.
diámetro del orificio de la boquilla es igualmente ya que debe ser menor, pero muy
, al del orificio del bebedero. Si ocurre lo el plástico encontrará restricción para fluir
interior del molde, presentando y posible degradación.
INYECCION ;:;¡ ----------------------------~~
La boquilla con punta plana se emplea cuando los moldes tienen sistemas de colada caliente y no es frecuente utilizarla en ap licacion es convencionales de colada fría.
Las boquillas pueden presentar longitudes muy diversas, lo cual debe considerarse al realizar los ajustes preliminares en el equipo. Existen boquillas con mecanismos que impiden que el material plástico escurra por el orificio, después de que el grupo de plastificación se retira del contacto con el molde en una etapa del ciclo, la cual es opcional. Estos mecanismos pueden ser accionados en forma neumática o hidráulica, así como por efecto del plástico acumulado en la cámara de inyección durante la carga.
A B
Pigura'32JU Bgguf//as {[orwexa '1,4" fe e/ana "B". " . .
Algunos diseños de boquilla incorporan mezcladores estáticos como ya se ha mencionado y, en otros casos, mallas filtrantes que liberan de impurezas al material que será inyectado.

ENCICLOPEDIA DEL PLASTICO
Otro tipo de boquillas, las extendidas, ingresan hasta la cavidad única del molde o tiene contacto con el sistema de distribución de plástico en moldes multicavidades, este sistema es conocido como colada; el control de la temperatura a lo largo de la boquilla se vuelve crítico y la razón de su empleo es reducir el gasto de material correspondiente a la "mazarota" de cada ciclo, la cual, en algunos casos representa un porcentaje importante del tamaño del disparo, así como evitar la sepal-ación mecánica necesaria de la pieza.
Es necesario considerar que el material plástico estará sometido un mayor tiempo a la temperatura en estado fundido, cuando se utilizan estos dispositivos, los perfiles térmicos deben ser ajustados con el fin de evitar el riesgo de degradación.
4.2.6 PUNTA DE HUSILLO Y VAlVULA ANTI-RETORNO
La punta es un elemento atornillable al husillo que presenta una forma que facilita el flujo del plástico hacia la cámara de inyección. Entre la punta y el husillo se encuentran un anillo deslizante con asiento anular para dicha válvula; El último se ubica fijo sobre el husillo, mientras la válvula puede desplazarse axialmente sobre
la raíz de la punta.
La válvula anti-retorno es un componente muy especial para el proceso de inyección, que regula la cantidad de plástico que será introducido en cada disparo a la
cavidad del molde.
Durante la etapa de carga, el material empuja al sobre el asiento construido en la punta permitiendo el paso del material plastificado hacía cámara delantera de inyección, primero entre superficie interna y la externa de la raíz de la punta después a través de las ranuras de esta última.
En la fase de inyección, el material ubicado al frente husillo y la inercia provocan que el anillo se despl hasta ubicarse sobre el asiento posterior unido husillo, lo cual cierra la posibilidad de que el regrese a la zona de álabes.
La Figura 32.45 muestra el funcionamiento de la anti-retorno de anillo deslizante:
ANILLO AOELANTADO DURANTE LA ROTACION DEL HUSILLO
El mercado ofrece válvulas de bola funcionamiento similar, aunque no son muy por cuestiones en mantenimiento.
Existen diseños alternativos en que la punta del y la válvula forman un elemento integral. El fluye por el interior del componente y la punta cierra según sea la etapa del proceso.
32
ESPEClflCACION UNIDAD DE INYECCION
más común para identificar el tamaño de la
unidad inyección es a través de la capacidad máxima de disparo o peso máximo del producto.
Generalmente la especificación del tamaño de disparo se expresa en gramos de Poliestireno ya que este material tiene una densidad muy cercana a 1 g/cm3
, y sirve como referencia cuando se va a procesar otro
de mayor o menor densidad.
La densidad del material en cuestión, se identifica con He" en la fórmula y es expresada en g/cm3
•
El tamaño del disparo nominal expresado en función del Poliestil-eno en gramos está denominado como "B".
densidad considerada a temperatura de plastificación o trabajo, proporciona un tamaño de disparo muy aproximado al real.
Densidad de Materiales @ de Plastificacíón.
DENSIDAD MATERiAL DENSIDAD
0.886 - 0.901 PA 6 0.958 ~ 0.995
HI 0.895 ~ 0.917 PA 66 0.958 -- 0.995
0.895 ~ 0.908 PMMA 0.996 ~ 1.012
0.907 -- 0.917 PC 1.018~ 1.037
0.730 ~ 0.740 POM 1.187~1.214
0.752 ~ 0.772 PET 1.129~1.172
0.712 - 0.737 PBT 1.102 ~ 1.113
1.050 ~ 1.389 CA 1.074~ 1.104
1.134 ~ 1.219 PPS 1.075~1.109
importante comprender el sentido del valor máximo del tamaño de disparo, ya que cuando se trabaja con
como Polietileno o Polipropileno, el tamaño disparo será menor, pues estos ocupan más con un peso determinado. Del mismo modo, al materiales más densos que el Poliestireno Poliamidas o el Policarbonato, el tamaño real
disparo será mayor.
INYECCION
TAMAÑO DE DISPARO ::: e x B 1.05
Al utilizar el 85% de la capacidad máxima en disparo de la máquina, la plastificación homogénea será menor que al 75%, afectando las propiedades finales de las
piezas.
Si se desea trabajar con volumen en centímetros cúbicos, habrá de considerarse el valor del volumen teórico de inyección, el cual es el correspondiente a la cámara de inyección ubicada frente al husillo.
A continuación se presenta la forma de calcular este volumen teórico, tomando en cuenta que el valor real es el 90 % del teórico, debido al paso de una cantidad a
través de la válvula anti-retorno.
Volumen Teórico de Inyección (cm3) = n x (d 2 /4) x i
d = Diámetro del husillo en cm.
i = Carrera máxima del husillo en cm.
Utilizar entre 20 y 80% del volumen de inyección para moldear piezas con bajos requerimientos y entre 40 y 60% cuando los requerimientos son elevados.
T aMa 32 4 Densidad de Materiales @ 2J e en gr/mf
MATERIAL DENSIDAD MATERIAL DENSIDAD
PS 1.05 PA 6 1.12-1.15
PS - HI 1.14 --1.2 PA 66 1.13 -1.16
ABS 1.01-1.08 PMMA 1.16 -1.20
SAN 1.06-1.10 PC 1.20 -1.22
PEBD 0.89 0.93 POM 1.41-1.43
PEAD 0.94 - 0.98 PET 1.29 -1.41
PP 0.85 -0.92 PBT 1.30 -1.38
PVC -- F 1.19 --1.35 CA 1.25 - 1.35
PVC·- R 1.38-1.41 PPS 1.28 -1.32

Máquinas Manuales y Automáticas: Para envasar productos Agrícolas y Promocionales en Malla Plástica.
FABRICA Y OFICINAS: Av. Año de Juárex. No.121 Nave 1 Col. Granias de San Anl@ni@ CP 09010 Méxic@,. D.F. www.mallasplasticas.c@m emmail: maplamex@mallasp!ast¡eas.com
su utir produ
34
1 GENERALIDADES
En la actualidad, sería difícil comprender el funcionamiento y dinamismo de la industria de los plásticos sin la existencia del proceso denominado extrusión, por ser el que presenta el mayor consumo global de materias primas y por generar la película, el producto plástico de mayor difusión en nuestra ~I\lilización. Además de lo anterior, otros procesos como fa inyección y el soplado se apoyan en la extrusión para lá elaboración de compuestos.
La extrusión se clasifica como un proceso continuo, es decir, que Glurante todo instante del trabajo normal de una máquina se obtiene producto invariablemente. Durante la transformación, la resina alimentada es fundida por la acción de temperatura que proviene normalmente de resistencias eléctricas y por la fricción de un elemento giratorio denominado husillo. En este estado de fusión, el plástico es forzado a pasar por un dado que le proporciona una forma definida y de sección transversal constante, para finalmente ser enfriada para evitar deformaciones posteriores.
Se fabrican por este proceso: tubos, perfiles, películas, manguera, lámina, filamentos y pellets 1.
La Extrusión es el proceso de transformación primario, donde el plástico se funde y plastifica por medio de un husillo, que, además, es impulsado a salir bajo presión a través de una matriz metálica o dado el cual confiere una forma útil, para finalmente recibir un enfriamiento que provoca su solidificación y proporciona estabilidad a la figura obtenida. Normalmente la materia prima son pellets o gránulos de plástico, aunque los polvos, hojuelas compactados y moliendas son utilizados también de forma exitosa.
La extrusión presenta alta productividad y es el proceso más importante de obtención de formas plásticas en
I Forma de presentadón del plástico, en gránulos de aproximadamente 27 mm3
EXTRUSION
volumen de consumo. Su operación es de las más sencillas, ya que una vez establecidas las condiciones de operación, el proceso continúa sin problemas de forma constante con alta productividad. El costo de la maquinaria de extrusión es moderado, en comparación con otros procesos como inyección, soplado o calandreo, y con una buena flexibilidad para cambios de productos sin necesidad de hacer inversiones mayores.
La característica principal es que los productos obtenidos por extrusión deben tener una sección transversal constante en cualquier punto de su longitud como: tubos, perfiles y láminas; o periódica como la tubería corrugada, donde quedan excluidos todos aquellos con formas irregulares o no uniformes.
La mayor parte de los productos obtenidos de una línea de extrusión requieren de procesos posteriores con el fin de habilitar adecuadamente el artículo, como en el caso del sellado y cortado, para la obtención de bolsas a partir de película tubular o la formación de la unión, copie o campana en el caso de tubería.
La extrusión es uno de los primeros procesos que nacen como necesidad del hombre para encontrar métodos de producción de artículos plásticos en altos volúmenes, consistentes en características y con bajos costos.
Aún antes del auge de la petroquímica y el desarrollo de los materiales poliméricos, el uso del hule natural tenia una aplicación muy importante pero dependía de procedimientos manuales de baja eficiencia y altos desperdicios.
Para el año de 1845, se tienen datos de los primeros intentos de desarrollo de maquinaria de extrusión para transformación de gutapercha, cuando Bewley diseña un extrusor para la fabricación de tubos. Independientemente del grado tecnológico que pudiera tener está máquina, porque entonces no se contaba con motores eléctricos, elementos de calefacción o sistemas electrónicos como los que se tienen en la actualidad, es notable este desarrollo por sentar las bases y la inquietud para futuros investigadores sobre la mejora y optimización de este proceso continuo.

ENCICLOPEDIA DEL PLASTICO
Catorce años después del diseño de Bewley, Drake realiza en Norteamérica la primera extracción comercial de petróleo e inicia sin saberlo, la industrialización de la obtención de las materias primas del material que revolucionaría los conceptos de producción en el mundo, y las máquinas de extrusión se encontraban para entonces conceptualizadas.
Es hasta 1879 que M. Gray patenta el primer extrusor, ya con diseños más adecuados y con muchos de los elementos que tienen las extrusoras actuales. Se utilizó un husillo denominado "Arquimedeano" que prácticamente continua usándose con múltiples modificaciones hasta la fecha.
El concepto "Arquimedeano" proviene del diseño generado por el sabio griego Arquímedes (250 a. C) para bombear agua con un tornillo sin fin dentro de un tubo en embarcaciones dañadas durante combates. Es también en 1879 cuando Francis Shaw construye formalmente el primer extrusor comercial en Inglaterra. Un año después, en 1880, John Royle & Sonso producen el primer extrusor de husillo en Norteamérica para la producción de tubería de hule.
En estas primeras etapas para el desarrollo de la maquinaria de extrusión, solo se contaba con el caucho o hule como materia prima, y las primeras extrusoras fabricadas se utilizaban para producir principalmente tubería, mientras aplicaciones como lámina, filamento, películas y perfiles aún no tenían uso generalizado.
Solamente el recubrimiento de alambre y cable vislumbraba posibilidades de desarrollo, ya que se estaba originando un momento propicIo que demandaba la presencia de un nuevo material, básicamente debido a inventos como el telégrafo de Morse, el teléfono de Bell en 1876, o la lámpara de Edison, que requerían de un elemento conductor aislado para la conducción de señales o electricidad. Fue de esta forma que en 1890, nuevamente John Royle & Sons construyen el primer extrusor de husillo para forro de alambre y cable. En la primera mitad de este siglo se muestra un crecimiento importante del proceso de extrusión, principalmente modificando la
maquina con motores eléctricos, construcciones más robustas del cañón y equipo en general, modificaciones de los husillos para los primeros materiales termoplásticos como polietilenos, poliestirenos y otros; existen mayores incursiones de productos extruídos en el mercado, principalmente tubería, perfiles, filamentos , recubrimientos de alambre y cable y láminas.
En 1941 se produce en los Estados Unidos Norteamerica por parte de la empresa Plax Corp. primera lámina biaxialmente orientada, representaría un gran avance en la utilización de para aplicaciones de envase.
En el auge del desarrollo de nuevos materiales, Du inicia en 1948 las pruebas de producción de polietileno sobre papel, sin encontrar inicialmente una aplicación. real a su desarrollo, que en nuestros días representa una aplicación prácticamente insustituible en el . del envase.
Un par de sucesos ocurren antes de terminar la mitad del siglo y que prácticamente marcan el inicio de un crecimiento sorprendente tanto del proceso extrusión en particular, como del consumo de pla:)lICC)s., en general.
El primero: la aparición de la máquina extrusora película tubular, por parte de la empresa alemana Reifenhauser, que con una producción dé 25 Kg/hr, iniciaría el camino para convertir a producto en el numero uno de consumo de civilización actual; y el segundo: la aceptación social material por sus ventajas y como SU.:itituto de tradicionales por su amplia gama de coloridos versatilidad de producción, características p """,nt~'.
identificadas en el hula hoop 1, diversión de moda obligo a los fabricantes de tubería a trabajar más nunca, consolidando a su vez el liderazgo Polietileno entre las materias primas existentes.
I Pasatiempo juvenil consistente en girar un aro con cintura
CAPITULO 34 -A partir de entonces, los últimos 50 años se han caracterizado por la mejora tecnológica de los equipos para encan;finarlos al perf:cci?namiento, ~ti.lizando los avances que en equipos electrlcos y electronlcos se han desarrollado a una velocidad enorme, teniendo la posibilidad de contar en el fih d:I.Sigl? xx con. e~~ipos dotados con motores de alta efiCienCia y conflablhdad; controles térmicos y de velocidad con movimientos sumamente precisos; dispositivos medidores de espesores automatizados y de alta sensibilidad, aleaciones y tratamientos metálicos superficiales de gran resistencia y durabilidad. En suma, refinar la construcción de las extrusoras para aumentar la productividad, calidad y facilidad de operación. En combinación con el equipamiento mecánico, eléctrico y electrónico de la maquinaría, los desarrollos en estudios reológicos de las diferentes resinas plásticas han promovido el desarrollo de diversos modelos de husillos, adecuados para trabajar óptimamente con cada tipo o familia de plásticos, conociéndose en la actualidad mas de un centenar de tipos y combinaciones diferentes de husillos que pueden seleccionarse de acuerdo al proceso que se este manejando.
z
La Extrusión es un proceso muy versátil: es posible fabricar películas, tubos, lámina y una cantidad muy amplia de otros artículos. En cada uno de esos procesos, existen una serie muy específica y particular de variables a controlar para obtener la calidad del producto deseada. En lo correspondiente a la unidad de extrusión exclusivamente, las variables son:
Temperatura If§ Resistencias eléctricas
Plástico fundido Velocidad de giro del husillo Presión generada por el plástic o fundido
______ ~E~XT_R-U_SI_O-N------~~
La temperatura de las resistencias no siempre es la misma que realmente tiene el plástico, aunque es un buen índice de esta.
Z. Z COMPONENTES
Una máquina de extrusión esta formada por un eje metálico central con álabes helicoidales llamado husillo o tornillo, instalado dentro de un cilindro metálico revestido con una camisa de resistencias eléctricas.
Para que la línea de extrusión funcione en forma efectiva, se requiere de una relación de componentes que garanticen la plastificación y homogeneidad del material, evitando cualquier riesgo de degradación.
En un extremo del cilindro se encuentra un orificio de entrada para la materia prima, donde se instala una tolva de alimentación, generalmente de forma cónica; en ese mismo extremo se encuentra el sistema de accionamiento del husillo, compuesto por un motor y un sistema de reducción de velocidad.
T odas las líneas de extrusión, independientemente del producto final, requieren de un extrusor que alimente de plástico a las secciones subsecuentes del proceso.
Externamente, los componentes del extrusor se pueden observar como se muestra en la Figura 34.1.

I A ENCICLOPEDIA DEL PLASTICO ~---------------
En la punta del tornillo, se ubica la salida del material extruído, denominado cabezal y que contiene al dado, que proporciona la forma finalmente al plástico. Dentro del proceso de extrusión, varias partes deben identificarse con el fin de conocer sus funciones principales, saber sus características en el caso de elegir un equipo y detectar en donde se puede generar un problema en el momento de la operación. No todos los componentes del extusor se pueden apreciar desde el exterior. Al hacer un corte del equipo, componentes como el husillo, engranes y bandas calefactoras se podrían observar en la Figura 34.2.
REDUCTOR I I BANDAS PROTECTOR DE VELOCIDAD ,
\
\ TOLVAj CALEFACTORAS DEL CILINDRO CABEZAL
\ GARGANTA 1 y DADO \ __ -.1 HUSILLO
2.2.1 REDUCTOR DE VELOCIDAD
El ITKltor del extrusor proporciona la fuerza motriz que requiere el husillo, pero a una velocidad mayor de la necesaria para procesar el material y con un torque relativamente bajo con respecto a lo que la viscosidad del plástico demanda.
Para solucionar esta situación se tiene a los dispositivos llamados reductores de velocidad o caja de engranes, que consiste en una serie de engranes de diferentes radios que reducen las revoluciones por minuto del sistema, incrementando proporcionalmente el torque del eje motriz del husillo.
Estos reductores deben tener un diseño de engranes tal que la fricción, calentamiento y desgaste sean mínimos ante las altas demandas de la operación constante del extrusor.
TOMO 3 -Los engranes tienen tratamientos térmicos, endurecimiento y acabados superficiales que les permiten elevados desempeños durante el tiempo de vida, sin embargo, ruido, y calentamiento son factores que no se han eliminado totalmente.
Un tipo de engrane para reductores de velocidad es el común o de espuela, que se caracteriza por un bajo costo y manufactura relativamente sencilla, pero con niveles de eficiencia lejanos del 100%, provocando una generación de calor, ruido y desgaste en el largo plazo.
Similar al caso anterior se puede encontrar a los engranes tipo gusano, donde el eje motriz es un sinfín que transmite el movimiento al engrane mayor.
Es también poco utilizado en equipos industriales, a pesar de tener la ventaja de un bajo costo y espacio requerido menor que otros tipos.
Con mayor uso en extrusoras industriales se los engranes tipo helicoidal, con las ventajas de alta eficiencia en la transmisión de energía, reducción' de ruido, calentamiento y mayor vida útil.
Se han observado eficiencias de hasta un 95% carga máxima. La desventaja es un costo mayor a sistemas anteriores y también puede provocar tendencia al movimiento de los engranes en axial por la inclinación de los dientes de los mismos.
CAPITULO 34
Ji ' '8'1.'5 Reauttor ae Veloríifod Engrane llpo Gusano.
EXTRUSION
figura .'8'1.~ R~allttol! (fe Ve/ociaoa f[rgrane llpo Herringbane. '.,
La mejor eficiencia en engranes se logra con el diseño denominado Herringbone, que se puede describir como dos eng ranes helicoidales enfrentados. Este tipCl puede lograr una eficiencia de hasta 98% durante la carga máxima y no presenta efectos de empuje axial, ya que al tener dos engranes helicoidales opuestos se anula dicho efecto. En el aspecto de costos, es el menos accesible por su dificultad de maquinado.
Tabla 34.1 Comparación en Reductores de Velocidad.
PARAMETRO ESPUELA GUSANO HELlCOIDAL HERRINGBONE
Baja BaJa-
Baja-Media Alta Eficiencia (%) 70-80
Media 85-95 98
80
Generación
de Calor Alta Alta Regular Baja
Costo Bajo Bajo Medio Alto
Debido a la presión que se genera al transportar el material hacia la zona del dado, el husillo recibe una reacción en dirección de la caja de engranes y la parte trasera del extrusor.
Esta fuerza requiere de un sistema de soporte giratorio que se desempeñe adecuadamente ante cargas elevadas., conocido como sistema de cojinetes de empuje.

L€)-----E N_C_I C_LO_P_E_DI_A _DE_L_P_LA_S_TI_CO
COJINETES
t ENGRANE
HERRINGBONE
Existen diversos cojinetes o rodamientos utilizados en el sistema de giro del husillo, cada uno presenta diferentes cualidades que influyen en su costo, desempeño y tiempo de vida útil.
Z.Z.Z TOLVA
La tolva es el depósito de materia prima en donde se colocan los pellets de plástico para la alimentación continua del extrusor. Debe tener dimensiones adecuadas para ser cómpletamente funcional; los diseños mal planeados, principalmente en los ángulos de bajada de material, pueden provocar estancamientos y paros en la producción. Los Pellets se pueden alimentar en tolvas genéricas, presentando problemas solo aquellos que no tienen la forma normal de un pellet o grano, como en el caso de polvos, remolidos o compactados.
Además de ser un simple receptáculo de material para abastecer constantemente de materia prima el extrusor, algunas operaciones importantes se realizan en este componente, generándose la siguiente clasificación:
el Convencional e Dosificadora
e Secadora e Crammer
e Vibratoria
TOMO 3
En caso de presentarse aglomeraciones, como en los materiales pulverizados, una tolva con sistema vibratorio puede resolver el problema, rompiendo los puentes formados -por la compactación y permitiendo la caída de la materia prima a la garganta de alimentadón. Este método se aplica en resinas de PVC, que por naturaleza se suministran en forma de polvos finos.
Si el material a procesar es problemático aún con la tolva en vibración, puede ser debido a la falta de homogeneidad de las partículas que se van a alimentar, como en el caso de remolidos que contienen fragmentos de tamaño considerable, los compactados de película o película sin compactar. La tolva de alimentación forzada tipo Crammer es la única que puede impulsar los fragmentos a dirigirse al interior del extrusor, empleando un tornillo para lograr la alimentación.
ASPAS
HUSILLO ALIENTAOOR
CAPITULO 34
La función de la tolva Crammer es fundamental en algunos procesos de extrusión, sin embargo, su funcionamiento es relativamente simple, como se observa en la Figura 34.10. Las tolvas de secado son usadas para eliminar la humedad de plásticos higroscópicos que estén siendo procesados, sustituyen a equipos de secad,%) independientes de la máquina.
En sistemas de extrusión con mayor grado de automatización, se cuenta con sistemas de transporte
pellets desde contenedores hasta la tolva, por medios neumáticos o mecánicos.
Un sistema g ravimétrico puede optimizar el funcionamiento del proceso de extrusión, garantizando una alimentación constante al extrusor, con una calidad constante del producto.
En muchas ocasiones, los problemas de calidad y rechazo de productos extruídos se generan por los mezclados inconsistentes de plástico, pigmentos, aditivos, recuperados y otros. Estos problemas se pueden minimizar usando sistemas de tolvas gravimétricas con mezclado.
HUSILLO DE DESCARGA
MATERIAL VIRGEN CONCENTRADO DE COLOR
TOLVA CON UNIDAD DE PESADO
Otros equipos auxiliares son los dosificadores de aditivos a la tolva y los imanes o magnetos para la obstrucción del paso de metales ferrosos, que puedan dañar el husillo y otras partes internas del extrusor.
________ E_X_TR_U_S_IO_N _______ ~
Z.Z.3 BARRIL, CAÑON O CILINDRO
Es un cilindro metálico que contiene al husillo y constituye el cuerpo principal de una máquina de extrusión.
El barril debe tener una compatibilidad y resistencia al plástico que esté procesando, es decir, ser de un metal con la dureza necesaria para reducir al mínimo cualquier desgaste.
La dureza del cañón se consigue utilizando aceros de diferentes tipos y aplicando métodos de endurecimiento superficial de las paredes internas del cañón, que son las que están expuestas a los efectos de la abrasión y la corrosión durante la operación del equipo.
La construcción del cañón debe ser cuidadosamente evaluada, ya que junto con el husillo son partes que influyen de manera importante en el desempeño, duración y costo de una máquina de extrusión.
a) MATERIALES DE CONSTRUCClON DEL CAÑON
Los aceros para la construcción del cañón pueden ser de diversos tipos, desde variedades al carbón como los AISI 1018, 1025, 1035, 1045 Y 1050, aceros baja aleación que contienen en su composidón sílice, cromo y molibdeno como el AISI 4130, 4140 4142 Y 4150 entre otros.
También son utilizados los inoxidables, aunque en menor proporción debido al elevado costo, como los tipos 304L, 316,410, 17-4 PH, 440A Y el tipo HK.
Finalmente, el uso de aleaciones especiales se puede requerir para determinados materiales y condiciones de trabajo especiales, usando aleaciones como Inconel 600.
En la mayoría de los casos, el material seleccionado para la fabricación del husillo no puede cumplir con las condiciones de resistencia a la abrasión y resistencia química que se requiere para el trabajo con materiales plásticos, siendo necesario el uso de tratamientos que mejoren la resistencia superficial del cañón.

ENCICLOPEDIA DEL PLASTICO
b) TRA TAMIENTOS DE ENDURECIMIENTO SUPERFICIAL
A pesar de que hay diversos métodos de endurecimiento superficial, solo algunos como el gasnitrurado, ion-nitrurado, cromo duro y recubrimiento bimetálico han ganado ventaja por las características que proporcionan al material. En el caso del nitrurado o gas-nitrurado, el metal se expone a un calentamiento a 510°C en una atmósfera rica en nitrógeno (gas amoniaco NH3) y posteriormente es enfriado lentamente. Para el optimo funcionamiento de este proceso se deben usar aceros "Nitraloy".
Este tratamiento produce superficies de muy buena dureza, con el inconveniente de que en los casos de nitrurados poco profundos la dureza cambia de forma abrupta al desgastarse la superficie que recibió el tratamiento. En el caso del ion-nitrurado, el metal es expuesto a iones de nitrógeno acelerados, que se producen por un par de electrodos que se encuentran en nitrógeno a baja presión. El metal se calienta con el proceso, favoreciendo la difusión de los iones del gas en la capa superficial sin necesidad de fuentes térmicas externas, aunque el consumo de energía se presenta en la ionización del gas.
CILINDRO RODILLOS DE GIRO
ALEA ClaN DE ALTA DUREZA
Otro sistema de endurecimiento superficial que se ha generalizado es el recubrimiento bimetálico. Este método consiste en colocar dentro de un barril o cilindro de acero, de baja aleación, una porción de una formulación de muy alta dureza y punto de fusión menor.
El barril es colocado longitudinalmente entre dos cilindros de giro y el conjunto se introduce en un horno. El giro del barril y la fusión de la aleación de alta dureza generan una capa 'interior delgada pero suficiente para proporcionar protección al desgaste y corrosión durante largos períodos. A diferencia de los métodos de ion y gas nitrurado, el recubrimiento bimetálico ofrece una superficie de dureza constante, a pesar de algunas milésimas de desgaste,
e) GARGANTA DE ALlMENTAClON
La entrada al extrusor debe ser, como regla general, suficiente para que el material no tenga restricciones, la geometría de la mayoría de los extrusores comerciales se observa en la siguiente figura (inciso A) las otras geometrías son teóricamente mejores para la recepción del material, pero pueden originar esfuerzo y deflexión en el husillo, recomendándose principalmente cuando el material se alimenta en forma fundida,
BI ALlMENTACION TANGENCIAL
• AIALlMENTACION CENTRAL
ALlMENTACION
(tJ C) ALlMENTACION TANGENCIAL
MODIFICADA
CAPITULO 34
ALlf,'¡ENTACION I~---_L..
En extrusión, así como en otros procesos donde el material se funde por la acción de un husillo en el cilindro como la inyección o el soplado, se requiere que el material permanezca en estado sólido durante el primer trayecto de la alimentación comprendido por la garganta.
Esto es difícil aún sin tener resistencias en esa zona, ya que la estructura metálica transportará el calor de las zonas calientes del extrusor a la garganta.
Por esto se requiere un sistema de refrigeración especial ubicado en la garganta, donde por medio de agua en circulación se mantenga baja la temperatura.
d) ZONAS RANURADAS DEL CILINDRO,
Normalmente, el barril o cañón de una maquina extrusora consiste en un cilindro de una sola pieza, con un interior liso donde gira el husillo sin interferencias.
________ E_X_TR_U_S_IO_N ______ ~~
Considerando que el extrusor monohusillo esta basado en un transporte por "arrastre" de material, es decir, por efectos de adherencia del material a las paredes del cilindro y a los alabes del husillo, es fácil vislumbrar que la zona de alimentación transporta con baja eficiencia los pellets que aún se encuentran en estado totalmente sólido, generando deslizamientos y prácticamente nula generación de presión, situación que además genera ligeras variaciones en la salida del extrusor (Kg/hrl.
Para realizar un transporte de sólidos con mayor eficiencia que genere una mayor productividad en la máquina, se ha utilizado exitosamente la llamada zona de alimentación ranurada, que consiste en una serie de canales que se practican en la pared del barril en sentido longitudinal. Estos canales tienen una reducción en la profundidad a medida que avanzan por el cañón, con longitudes que oscilan entre dos y cinco diámetros del barril, dependiendo del proceso y la resina a utilizar,
PROFUNDIDAD DE LA RANURA ---éc--
ENTRADA DE ALlMENTACION
ANCHO Ol! LA RANURA
Con la sección de alimentación ranurada, las posibilidades de deslizamiento de los pellets de plástico se minimizan, aumentándose considerablemente la productividad, Sin embargo, para un funcionamiento adecuado del sistema, se debe tomar en cuenta que los esfuerzos sobre el plástico en la zona de alimentación aumentan considerablemente, presentándose efectos de fricción y calentamiento que deben disminuirse con un enfriamiento intensivo a todo lo largo de la superficie ranurada.

I ~ ENCICLOPEDIA DEL PLASTICO ~----------------
Incluso debe existir un aislamiento eficiente entre la parte ranurada y el resto del cañón para evitar la transmisión del calor generado por las resistencias y fricción de la zona de compresión, ya que un reblandecimiento o fusión del material en las ranuras elimina cualquier efecto positivo, hasta el punto de causar problemas de degradación en el material por estancamiento.
Otras consideraciones de diseño para la alimentación ranurada son contar con una estructura de paredes suficientemente fuerte para resistir la presión interna y un tratamiento de endurecimiento como el nitrurado o recubrimiento bimetálico para evitar un desgaste excesivo
Las ranuras han sido probadas en diversos diseños geométricos, mostrando diferentes ventajas de desempeño, pero también distintos grados de complicación en su manufactura y en la presencia de desgaste.
e) SISTEMAS DE CALENTAMIENTO
El cañón cuenta con resistencias eléctricas que proporcionan una parte de la energía térmica que el material requiere para ser fundido.
En la fase inicial o de arranque de la máquina, el 100% de la energía para fundir al plástico proviene de estas resistencias eléctricas, pero una vez que el sistema llega a una operación estable, un 40% o más de la energía de fusión proviene de la fricción del husillo contra el material y el resto es proporcionado por las resistencias.
BARRIL
El sistema de resistencias, en algunos casos va complementado con un sistema de enfriamiento que puede ser por flujo de líquido o más comúnmente por ventiladores de aire. Para ayudar a la eliminación de un calor excesivo, se colocan mamparas metálicas con costillas llamadas disipadores de calor. Esto incrementa la capacidad de refrigeración sin complicar el sistema.
RESISTENCIAS Y AISLAMIENTO
~ ENTRADA AIRE FRIO
VENTILADOR-V O
DISIPADOR RESISTENCIA DE CALOR
11~_~..,11 ~~ ",liiiitii:iiriJiiii\i¡¡¡;¡¡~¡¡¡¡¡¡ft::
......... /' AJUSTE PARA
--- ENTRADA DE AIRE
VENTILADOR--+-+-I-l-+
CAPITULO 34
Otro sistema de enfriamiento por medio de vapor de agua se utiliza para procesos que requieren un mayor control de temperatura, aunque el costo y el mantenimiento es mayor.
Todo el sistema de calentamiento es controlado desde un tablero, donde las temperaturas de proceso se establecen en función del tipo de material y del producto deseado.
ENTRADA DE ENFRIAMIENTO
SALIDA AGUA DE ENFRIAMIENTO
RETORNO DE CONDENSADOS -
CALENTADOR
/ ~ ____ CHALECO
BARRIL
Para la mejor conservación de la temperatura a lo largo del cañón y prevenir cambios en la calidad de la producción por variaciones en la temperatura ambiente, se acostumbra aislar el cuerpo del cañón con algún material de baja conductividad térmica como la fibra de vidrio o el fieltro.
f) OTRAS CONSIDERACIONES
En el montaje del extrusor es importante considerar los movimientos y esfuerzos que se pueden generar por las constantes dilataciones y contracciones que sufre el equipo con los cambios de temperatura.
Al pasar el extrusor de 25°C del reposo a 200-300°C durante la operación, aumenta longitudinalmente algunos milímetros en función del material de fabricación del cilindro y la longitud del mismo.
EXTRUSION
De forma similar en sentido radial, el diámetro del cilindro se incrementa, siendo recomendable montarlo sobre soportes con diseños que permitan una firmeza en la estructura, pero con posibilidad de movimiento expansivo.
CALENTAMIENTO
SENTIDO DE LA EXPANSION EN
EL CALENTAMIENTO
2.2.4 HUSillO
BASE
BARRIL
ENFRIAMIENTO
BASE
Gracias a los intensos estudios sobre el comportamiento del flujo de los polímeros, el husillo ha evolucionado ampliamente desde el auge de la industria plástica hasta el grado de convertirse en la parte donde se realiza la mayor investigación y que presenta constante modificación en diseño una máquina de extrusión, por esto, es la pieza que determina el éxito de una operación de extrusión.

ENCICLOPEDIA DEL PLASTICO
En los diagramas anteriores están descritas las dimensiones. fundamentales para un husillo y que, en los diferentes diseños, varían en función de las propiedades de flujo del polímero fundido que se desee procesar o de la productividad que se espera de la extrusora. Todas las dimensiones que a continuación se detallarán son muy importantes de considerar cuando se analice la compra de un equipo nuevo.
LONGITUD DEL HUSILLO
a) ALABES O FILETES
Los álabes o filetes recorren el husillo de un extremo al otro, siendo los impulsores del material a través del extrusor. Las dimensiones y formas que éstos tengan, determinará el tipo de plástico que se pueda procesar y la calidad de mezclado de la masa al salir del equipo.
PROFUNDIDAD DEL FILETE EN LA ZONA DE ALlMENTACION
Es la distancia entre el extremo del filete y la parte central o raíz del husillo. En esta parte, los filetes son muy pronunciados con el objeto de transportar una gran cantidad de pellets al interior del extrusor, aceptando el material sin fundir y aire que está atrapado entre el material sólido.
ANCHO DE FILETE
PROFUNDIDAD DEL FILETE EN LA ZONA DE DESCARGA O DOSIFICACION
En la mayoría de los casos, es mucho menor a la profundidad de filete en la alimentación. Ello tiene como consecuencia la reducción del volumen en que el material es transportado, ejerciendo una compresión sobre el plástico. Esta compresión es útil para mejorar el mezclado y para la expulsión del aire que entra junto con la materia prima alimentada.
RELACION DE COMPRESION
Como las profundidades de los álabes no son constantes, las diferencias se diseñan dependiendo del tipo de material a procesar, ya que los plásticos tienen comportamientos distintos al fluir.
La relación entre la profundidad del filete en alimentación y la profundidad del mismo en la dosificación, se denomina relación de compresión.
El resultado de este cociente es siempre mayor a uno y puede llegar incluso hasta 4.5 en ciertos materiales.
b) LONGITUD
La longitud tiene una importancia especial; influye en el desempeño productivo de la máquina y en el costo de ésta.
Funcionalmente, al aumentar la longitud del husillo y consecuentemente la del extrusor, también aumenta la capacidad de plastificación y la productividad de la máquina. Esto significa que operando dos extrusores de distinta longitud en las mismas condiciones de RPM1 y temperatura, es posible que el extrusor menor no tenga capacidad de fundir o plastificar el material después de todo el recorrido, mientras que el extrusor mayor ocupará la longitud adicional para continuar la plastificación y dosificará el material perfectamente fundido, en condiciones de fluir por el dado.
I Mezcla homogénea de resina y aditivos, generalmente pigmentos, que facilitan la formulación.
Otro aspecto que se mejora al incrementar esta dimensión del husillo es la calidad de mezclado y homogeneización del material. De esta forma, en un extrusor corto la longitud puede ser suficiente para fundir el material al llegar al final del mismo, pero el plástico se dosifica mal mezclado.
En las mismas condiciones, un extrusor largo fundirá el material antes de llegar al final y en el espacio sobrante seguirá mezclando hasta entregarlo homogéneo.
Esto es importante cuando se. procesan materiales pigmentados o con lotes maestros "master batch", de cargas o aditivos que requieran incorporarse perfectamente en el producto.
e) DIAMETRO
Es la dimensión que influye directamente en la capacidad de producción de la máquina, generalmente crece en proporción con la longitud del equipo. A diámetros mayores, la capacidad en Kg/hr es presumiblemente superior.
Al incrementar esta dimensión debe hacerlo también la longitud de husillo, ya que el aumento de productividad debe ser apoyada por una mejor capacidad de plastificación.
Como consecuencia de la importancia que tienen la longitud y el diámetro del equipo, y con base en la estrecha relación que guardan entre sí, se acostumbra especificar las dimensiones principales del husillo como una relación longitud/diámetro (LID).
Comercialmente las relaciones LID más comunes van desde 20/1 hasta 30/1, aunque la maquinaria especial fuera de este rango también está disponible.
d) ZONA DE VENTEO
Existen muchos casos donde por el efecto de las altas temperaturas se generan gases o vapores que deben ser eliminados, para este efecto se han creado diseños de husillos que cuentan con zonas de baja presión después de la zona de compresión.
ZONA DE AUMENTAClON
EXTRUSION
ZfJIlADE DESCOMPRESION
EXTRACCION DEVOLA71LES
Esto genera un efecto de volatilización instantánea que elimina agua, gases o volátiles que estén presentes en el plástico fundido, por medio de una perforación practicada en el barril, posteriormente se regenera la presión necesaria por medio de una segunda zona de compresión.
e) HUSILLOS CON CALENTAMIENTO O ENFRIAMIENTO
A pesar de que es poco común encontrar equipos de extrusión industriales que utilicen enfriamiento o calentamiento del husillo, existen procesos y materiales que exigen su uso.
El cañón ofrece la posibilidad de calentar o enfriar gracias a su área de contacto con el polímero en procesamiento.
Cuando se aprovecha el calentamiento o enfriamiento mediante el husillo, el área puede duplicarse y mejorar el control de la temperatura de proceso.
Para calentamiento se utilizan cartuchos al centro del husillo, conectados en el mango del mismo mediante anillos giratorios. En el caso de enfriamiento es mas complicado, ya que se utilizan fluidos, requiriendo juntas rotativas.
~ AGUA CALIENTE
[I!] AGUA FRIA

Lۤ~ ____ EN_C_IC_LO_P_ED_IA_D_E_L_P_LA_S_TI_CO
2,2.5 ZONAS DE MEZCLADO
Los equipos mono husillo no se distinguen por ser sistemas con buena capacidad de mezclado, normalmente, la resina recorre hasta tres cuartas partes del extrusor antes de encontrarse completamente fundida, y en el trayecto restante resulta complicado realizar un mezclado intenso. Por esta razón no son adecuados cuando existe la necesidad de reducir el tamaño de partícula de aditivos que se hayan agregado, como en el caso de pigmentos en polvo, función denominada dispersión.
Para lograr un mezclado adecuado y en caso de ser necesario una distribución efectiva, se cuenta con diversos diseños de zonas de mezclado, que son secciones del hus[1I0 con geometría especial para forzar al plástico a realizar patrones de flujo que permitan una homogeneización vigorosa y en algunos casos una "molienda" de los agregados al plástico para el mejor aprovechamiento de las cualidades de los aditivos incorporados.
Las zonas de mezclado se ubican en la última sección del husillo, normalmente conocida como dosificación o bombeo. Ahí se aprovecha que el material está completamente fundido y con temperatura y viscosidad adecuadas para los esfuerzos a que será sometido. La zona de mezclado puede por sí misma simular el trabajo que se obtiene con un husillo de mayor longitud, convirtiéndose en una buena opción en los casos en que un equipo no cuenta con la capacidad de mezclado con su LID inicial.
Así, las zonas de mezclado se dividen en elementos de mezclado de dispersión y en elementos de mezclado de
distribución.
a) DISPERSION
Se utilizan cuando el proceso demanda la reducción o "molienda" de las partículas presentes, como en el caso de aditivos en polvo o en las líneas de extrusión que tienen aperturas de dado pequeñas o estrechas, como en las películas, fibras y otros.
Los elementos de mezclado de dispersión funcionan creando corrientes que obligan al plástico fundido a pasar por espacios de tolerancia muy estrecha entre el husillo y el barril, generando esfuerzos suficientes para romper partículas que se presentan en la masa fundida, Como una ventaja relativa se encuentra estas zonas provocan también un mayor desgaste con el barril, perdiendo efectividad cuando la reducción de paredes es mayor.
ZONA DE MEZCLADO MADDOCK
Uno de los ejemplos más comunes es la zona de mezclado Maddock o Union Carbide, que se muestra en la siguiente ilustración.
La zona de mezclado Maddock consisten en canales longitudinales, donde la mitad admite el acceso del plástico fácilmente, pero se encuentran bloqueados al final, de manera que el plástico se ve obligado a fluir sobre una de las paredes del canal por donde entró, la cual se encuentra ligeramente separada del cañon permitiendo el paso de una ligera capa de material, forzándolo a pasar al canal contiguo que no permite su entrada por un extremo pero si la salida, continuando el flujo de plástico hacia el dado y etapas subsecuentes.
En la zona de mezclado Maddock se observa reducción de presión, que genera disminución en la
producción.
El flujo a través de los canales longitudinales genera zonas con estancamientos, degradaciones desde ligeras a importantes materiales muy sensibles a la temperatura. embargo, su costo de manufactura es moderado frente a otros sistemas de mezclado mas eficientes.
34
ZONA DE MEZCLADO EGAN
Con un diseño que guarda similitudes con la zona de mezclado Maddock, el concepto Egan incorpora mejoras en el flujo del material en favor de una menor perdida de presión.
Este diseño está basado en una serie de canales como los descritos en Maddock, pero con una forma helicoidal que evita estancamientos de material, recomendándose aún en materiales sensibles a la temperatura. Por la forma de maquinar, el precio de este mezclador para dispersión será mayor a la de un Madock.
Se puede observar claramente que en el canal de ingreso del plástico fundido existe una profundidad que se va reduciendo a lo largo de la trayectoria, mientras que el canal de salida tiene un perfil contrario.
Esto, en conjunto con el diseño helicoidál elimina prácticamente las posibilidades de estancamiento y degradación de material en transito por esta zona.
b) DISTRIBUClON
Se utilizan cuando solamente se requiere de una homogeneización de materiales, sea un aditivo en plástico o dos plásticos en una aleación.
Se ayuda con elementos que causan turbulencias, pero no efectos de corte como en el caso de los elementos dispersivos. Incluso en casos como pigmentos perlescentes o refuerzos en forma de fibras se busca proteger que el tamaño de la partícula no disminuya durante la extrusión, utilizando entonces las zonas de mezclado que se mencionan a continuación.
EXTRUSION
ZONA DE MEZCLADO DE AGUJAS (PIN MIXING)
La versión más sencilla de los elementos de mezclado de distribución es la llamada sección de agujas, que consiste en una serie de salientes cilíndricas de corto diámetro (2-3 mm.), con altura igual a la de los alabes.
Estas agujas obstaculizan el libre paso del plástico por los alabes y por lo tanto turbulencias por la variación en los perfiles de velocidad.
Estas turbulencias causan principalmente el mezclado de la corriente de materiales y la homogeneización deseada.
MEZCLADOR DULMAGE
Otra sección más elaborada ella denominada Dulmage, en la que se observan numerosos canales que dividen y reúnen la corriente de plástico varias veces. La eficiencia de mezclado es mejor que la de agujas, pero en costo es mayor.
MEZCLADOR PINEAPPLE
Una zona de mezclado de buena eficiencia es la sección de Piña (Pineapple), que logra dividir la corriente de plástico una cantidad repetida de veces, sin presentar una caída de presión apreciable. El· maquinado del mezclador pineapple es relativamente laborioso, presentando un costo mayor que el caso del mezclador de agujas.

I ~ ENCICLOPEDIA DEL PLASTICO ~~----~~~~~--------------
MEZCLADOR DE CAVIDADES DE TRANSFERENCIA
Un mezclado de alta eficiencia para la distribución de materiales plásticos es la sección de mezclado de cavidades de transferencia (CTM).
Este es un mezclador que requtere de úh trabajo sobre las paredes del cañón, para lograr una eficiencia máxima, aunque la complejidad\'y costos crecen notablemente frente a otras secciones:
Aún con la existencia de secciones de mezclado que han comprobado su eficiencia durante años, las empresas dedicadas al diseño y construcción de husillos continúan creando nuevas formas apoyados en sistemas de simulación de flujo mas complejos con la ayuda de sistemas de computo avanzados.
En todos los casos anteriores de mezclado distributivo se requiere una modificación del Husillo del extrusor o completamente un husillo nuevo.
En algunos requerimientos de mezclado distributivo, es también conveniente evaluar la posibilidad de utilizar los dispositivos conocidos como mezcladores estáticos.
e) HUSILLOS ESPECIALES
El flujo del material dentro del extusor depende de los ángulos que tengan los alabes, y la viscosidad del material transportado. Un diseño de husillo que se ha usado particularmente para las Poliamidas es el llamado husillo sin alimentación ni compresión, Este husillo se puede definir como una larga zona de compresión.
. . ,
Debido a que el nylon es poco viscoso en estado fundido, la velocidad de fusión de los pellets es lenta por la baja generación de calor que normalmente produce el esfuerzo de corte dentro del extrusor, requiriéndose un compresión gradual y larga que también ayuda a eliminar aire entrampado y fluctuaciones de presión y productividad en el extrusor. El husillo de paso variable en reducción es comúnmente utilizado en la industria hulera, con profundidades de alabe considerablemente grandes para evitar generaciones de calor por los esfuerzos cortantes.
También se ha recomendado esta geometría en el procesamiento de LLDPE, con la modificación de utilizar un claro entre álabes y cilindro del doble al recomendado en extrusores convencionales.
d) MEZCLADORES ESTA TlCOS
Son elementos que se colocan entre la parte final del extrusor y el dado con la finalidad de realizar un mezclado distributivo como complemento de la labor realizada dentro del extrusor. Estos mezcladores se han desarrollado en una gran diversidad de geometrías, presentando también distintas eficiencias y caídas de presión. Fundamentalmente, por ser elementos que no tienen partes móviles y que pueden añadirse a la línea de extrusión con relativa facilidad, los mezcladores estáticos son preferidos por procesadores debido a su bajo costo en comparación a los husillos con zonas de mezclado, sin embargo, tienen la limitante principal de no ofrecer posibilidad de reducción de tamaño de partícula que en algunos aditivos se requiere.
Los mezcladores estáticos no se utilizan solamente en casos donde se requiera solucionar un problema de mezclado distributivo ineficiente, ya que ayudan también a homogeneizar los perfiles de temperatura de la corriente de plástico. Con respecto a esto último, se debe aclarar que a la salida del extrusor se pueden localizar zonas con diferencias de temperatura significativa, por ejemplo entre el plástico que avanza junto a la pared del cañón con el que se encuentra en el centro de la masa. El mezclador estático combina las diferentes zonas y estabiliza la temperatura justo antes de salir al dado, situación muy necesaria en procesos sensibles a las diferencias de temperaturas como el caso de la película soplada o en lámina dado plano, entre otros. El mezclador también deberá contar con la construcción adecuada para resistir el paso de materiales abrasivos o corrosivos para evitar el desgaste y posterior desprendimiento de partículas de metal que puedan afectar al proceso en vez de mejorarlo.
EXTRUSION
MEZCLADOR KENIC
MEZCLADOR ROSS ISG
2.2.6 PLATO ROMPEDOR
Un elemento muy sencillo y al mismo tiempo muy importante en el proceso de extrusión es el plato rompedor o plato perforado que se coloca a la salida del extrusor antes de la posición del dado. Consiste en una placa de considerable espesor, robusta, con una serie de perforaciones circulares por donde entra el material y se separa para volver a unirse en el otro extremo del plato.
El plato rompedor tiene dos funciones básicas. La primera es detener el flujo en espiral que tiene el material plástico a la salida del extrusor y evitar deformaciones en el producto por la inercia helicoidal que el husillo imparte a la masa plástica. La segunda función es servir de soporte para las mallas de filtrado que se colocan para evitar el paso de materiales extraños que no se han fundido.
CABEZAL
PLATO ROMPEDOR
ELIMINA EL FLUJO EN ESPIRAL DEL PLASTICO
SOPORTA LAS MALLAS O TAMICES

LE) __ ~E_N_C_I C L_O_P_E 0_1 A_O_E_L _P _LA_ST_I c_o
2.2,7 MALLAS Y CAMBIADORES DE MALLAS
Antes de alcanzar el dado, la masa de plástico fundida debe recibir un proceso de filtrado para eliminar cualquier impureza que se transporte con el material, como contaminaciones de materiales no plásticos, material carbonizado, resina sin fundir y otros. Es importante realizar esta eliminación de sólidos porque estos pueden estancarse en partes angostas que presentan algunos dados y obstruir el paso del material, provocando desde marcas superficiales sobre el producto que causan mal aspecto, hasta paros en la producción por defectos mayores en la superficie del
material extruído.
Cuando el producto es de pared gruesa como el caso de algunas tuberías y perfiles, las mallas frecuentemente no requieren un poder filtrante muy alto, ya que los sólidos pueden pasar por los canales sin obstruir, marcar o deteriorar el producto. Existen diversas configuraciones del tejido de la malla según la
resistencia y flujo requerido.
Sin embargo, en el caso de materiales delgados como las películas tubulares y planas, donde los riesgos de obstrucción del dado por impurezas son altos, es necesario mayor cuidado en la filtración, además de cambios continuos en los sistemas de filtrado.
También en procesos como los de reciclado se utilizan sistemas de filtrado altamente eficientes para remover todos los materiales no plásticos que contaminan producto terminado. Existen diversos sistemas filtración en el proceso de extrusión. Las diferencias' principales son las capacidades de filtración Y costos. Los más sencillos son grupos o paquetes mallas que se colocan antes del plato rompedor y se intercambian en períodos relativamente largos trabajo del extrusor, útil en los casos en que la prima está exenta de impurezas y el producto no
sensible a contaminaciones.
En casos donde se necesita una mayor frecuencia en el mezclado se utilizan sistemas de intercambio de mallas manuales o neumaticos que tiene dos platos rompedores con sus respectivas mallas; mientras un juego se encuentra en funcionamiento, el otro puede almente. L
Figura 34. =:J SEC Figura \ * ARÁBIGO O 3 O Reductor de rá~id~ se puede intercambiar para mantener el proceso practlcamente constante.
En el caso de sistemas de altos requerimientos de filtrado, es indispensable el uso de cambiadores de mallas automáticos con múltiples cartuchos de cambios o mallas continuas.
Normalmente los primeros, se controlan en función de la presión existente en el cabezal, esto es, cuando ésta aumenta por causa de la acumulación de impurezas en las mallas el sistema, automáticamente ordena mediante una señal el cambio de elemento filtrante, que al estar limpio alivia la presión en la zona del cabezal.
EXTRUSION
CORRIENTE INICIAL
Los "Cambiamallas" continuos tienen controles electrónicos en los que se puede programar la velocidad de avance y reemplazo de la malla, que se determina en función de las impurezas que contiene el material a filtrar. De esta forma, cuando se tiene en el plástico a procesar una gran cantidad de impurezas, se elegirá una velocidad alta de paso de la malla través del cabezal, situación muy común cuando se maneja como materia prima niveles considerables de material reciclado postconsumo. .

I ~ ENCICLOPEDIA DEL PLASTICO ~~----~~~~~--------------
~ :;; w c z o ID a: Q..
CAMBIO DE MALLAS i
_ ... m SISTEMA CONTINUO
TIEMPO
TIEMPO
_ SISTEMA DISCONTINUO
En el lado contrario, si la materia prima es material virgen sin contaminantes mayores, se programará un paso lento de la malla por el cambiador, para evitar el desperdicio innecesario de malla filtrante.
Un sistema de cambio de mallas eficiente proporciona estabilidad en las características del producto final.
Las fluctuaciones por el taponamiento y limpieza de los sistemas discontinuos, pueden provocar variaciones en las dimensiones del artículo final, principalmente en el espesor, característica que es muy importante en películas, tuberías, láminas y otros productos extruidos.
2.2.8 BOMBAS DE ENGRANES
Son dispositivos que gradualmente han adquirido notable importancia 'entre los fabricantes que reconocen las ventajas de contar con estos sistemas. Las bombas de engranes aumentan extremadamente la estabilidad del procesos de extrusión, por medio de una corriente de material fundido consistente y libre de variaciones.
Prácticamente en todos los equipos de extrusión, es común observar una discontinuidad en el flujo de material fundido a través del dado. Esta discontinuidad se puede deber a diversos factores como:
~ Variaciones en la alimentación de materia prima
I!I Cambios en las RPM del husillo @ Fluctuaciones en la temperatur a ® Desgaste de las paredes del eq u ipo @ Variaciones en la corriente eléctrica
Por otra parte, el husillo, cañón y motor tienen que funcionar como una sistema que debe de cumplir trabajos de fusión, mezclado y bombeo del material a alta presión. Para facilitar estos trabajos, en la operación se acostumbra elevar la temperatura del plástico para reducir su viscosidad, sin embargo, esto tiene como consecuencia la degradación de las moléculas y disminuyen las propiedades mecánicas del material.
34
Al utilizar un sistema de bombeo con engranes en la parte delantera de un equipo de extrusión, prácticamente se pueden eliminar o reducir las variaciones de flujo, ya que la bomba de engranes funciona como un dosificador de alta precisión, con la capacidad de proporcionar el aumento de presión que el sistema requiere.
Con la adición de una bomba de engranes, el extrusor conserva solo las funciones de fusión y mezclado del material, siendo posible reducir la presión interna en el equipo y generar menor desgaste al mismo. El ahorro en reducción de energía, aunado con el ahorro en materia prima y mejor calidad hacen que los sistemas de bombas de engranes cubran eficientemente sus costos cuando están bien diseñados.
3 CLASIFICACION
SIN BOMBA DE ENGRANES
CON BOMBA DE ENGRANES
Existen diversos puntos de vista desde los que se puede analizar al proceso de extrusión, originándose en cada caso una forma distinta de clasificación. Sin embargo, los dos criterios más comunes son:
EXTRUSION
\j Forma del dado y del artículo fi nal @ Número de husillos
Definitivamente el primer criterio es el que proporciona una mejor forma de estudiar las partes, funcionamiento y detalles de las diferentes líneas de extrusión, aunque posteriormente se analizará el proceso en función al número de husillos presentes en el extrusor.
Conforme al criterio de observar la forma del dado y el artículo final, ,la extrusión se divide en las siguientes categorías:
\j Película tubular I!I Tubo y perfil
I!I Dado plano CII Doble Husillo
Partiendo de estas seis divisiones, se realizará una descripción del equipo fundamental para todos los procesos y posteriormente de forma individual se detallará cada una de las líneas anteriormente mencionadas.
A continuación, se enumeran productos que se encuentran en el mercado, transformados por el proceso de extrusión:
@I Película Tubular
- Película plástica para uso diver so - Bolsa (comercial, supermercad o) - Bolsa para envase de alimento s y productos
de alto consumo
- Película para protección de cul t ivos - Bolsas para plátanos
@I Tubería
- Tubería para conducción de ag ua y gas
- Manguera para jardín - Manguera para uso médico
- Popotes • Recubrimiento
- Alambre para corriente eléctric a
- Cables dé uso telefónico - Fibra óptica
- Cables electrónicos

ENCICLOPEDIA DEL PLASTICO
• Pertil
- Persianas - Ventanería - Molduras decorativas - Canales de flujo de agua - Canaletas para protección de c a bies
• Lámina y Película Plana "Cast"
- Película stretch
- Raffia - Lámina para termoformado - Recubrimiento de cartón y pape I
- Cinta Adhesiva
- Flejes para embalaje
@ Monofilamento - Filamentos - Alfombra (filamento de las alfom bras)
- Mallas para empaque
4 PEUCULA TUBULAR
Considerando los volúmenes de producción que presentan los diferentes productos plásticos en la actualidad, se puede decir sin temor a equivocarse que la película tubular es el subproducto de mayor impacto en el sector de transformación, mientras las bolsas y empaques derivados de la película es el producto que un usuario común encuentra con mayor frecuencia en la vida cotidiana.
El proceso primario para fabricación de la película tubular es la extrusión, generando material plastificado que pasa a alta presión por un dado con salida en forma anular. Posteriormente recibe un estirado, enfriamiento y finalmente se embobina para poder pasar a procesos de acabado como impresión, sello y corte.
4.1 COMPONENTES DE LA LINEA
La fabricación de película tubular es un proceso altamente especializado, que requiere de un número esencial de componentes.
Todos estos deben funcionar de manera coordinada para generar un producto de calidad. Ya que la extrusión de película es un proceso continuo, cada uno de las partes de la línea deben funcionar a la velocidad adecuada para mantener al proceso en la mayor productividad.
De todos los procesos de extrusión, la película tubular es el que requiere de mayor espacio en sentido vertical, ya que dependiendo del diámetro del producto, la altura de la línea puede ser desde un metro en aplicaciones especiales o usos de laboratorio hasta 25 metros o más.
I RODILLOS DE COLAPSAMIENTO I
4,1,1 EXTRUSOR
La selección de un extrusor para producción de película es una etapa muy importante antes de iniciar una fabricación. Aunque el termino película parece referirse a un solo producto, en realidad existe una gran cantidad de películas con diferentes características de apariencia, resistencia mecánica y desempeño que deben ser procesadas cada una de manera especial.
Es por esta razón que los extrusores para película deben ser apropiados para el trabajo que van a realizar, escogiendo un diámetro de husillo adecuado para el volumen de producción deseado, la geometría y tratamiento superficial del husillo según la materia
prima empleada, sistemas de calentamiento que proporcionen las temperaturas de proceso adecuadas y otro tipo de consideraciones. De todos los elementos del extrusor, es el husillo una de las partes que mas se deben de cuidar al adquirir un nuevo extrusor, ya que la geometría dependerá de la reología de la materia prima .
Otros componentes del extrusor son también muy importantes, como el motor, tipo de reductor de velocidad, cojinetes y otros. Aunque estos últimos no son determinantes en la calidad o productividad de la línea, definitivamente son importantes en la duración del equipo.
,2 DADO
El dado es el elemento de la línea que define la calidad mecánica y de apariencia de la película. Su~ función principal es tomar la corriente de material plastificado que proviene del extrusor y moldearla hasta salir por un anillo muy estrecho con una abertura entre 0.6 a 2.8 mm que conforma la película. Internamente el dado esta diseñado para eliminar todas las líneas de unión que se producen al paso del plástico para la formación de la burbuja.
El diseño más común es el distribuidor helicoidal, que consiste en una serie de ranuras espirales ascendentes que funcionan como un mezclador estático que desvanece eficientemente las líneas de unión que inevitablemente se forman cuando el plástico toma la forma de anillo circular.
La construcción de los dados helicoidales debe realizarse con suma precisión, ya que problemas en el maquinado que originen el descentrado del mandril con la parte externa del dado generarán películas con diferencias de espesores y consecuentemente no se podrá cumplir con especificaciones estrictas que los compradores de material de empaque requieren. Las películas con espesores no uniformes presentan una apariencia irregular, propiedades mecanlcas no uniformes a lo largo de la película y dificultades con la impresión y el sellado entre otros.
EXTRUSION
Ante la necesidad de películas con mayores propiedades de barrera, resistencia y bajos costos, principalmente para aplicaciones de empaque, las necesidades de películas coextruidas se encuentra en aumento, al igual que los equipos con dados para múltiples capas.
Tradicionalmente, los dados para coextrusión de película tubular tienen diseños inflexibles, con configuraciones que no pueden cambiar.
Sin embargo, nuevos diseños de dados denominados modulares o apilables, pueden adaptarse para hacer cambios en el numero de capas y estructuras con relativa facilidad, alcanzando películas hasta de ocho capas con calidad igual e incluso mejor a la obtenida con dados tradicionales.

I ~ ENCICLOPEDIA DEL PLASTICO ~---------------
También, los diseños de dados apilables pueden procesar materiales con diferenciales de temperatura de hasta 30 grados, por el aislamiento que existe entre los canales.
No obstante, es importante señalar que los diseños apilables o modulares tiene restricciones importantes. La adición de nuevas capas incrementa los gastos en el herramental aunque definitivamente el costo es menor a tener que fabricar un nuevo dado.
4.1.3 ANILLO DE ENFRIAMIENTO
Un elemento no menos importante en la línea de producción de película es el anillo de enfriamiento. Este tiene la función de reducir drásticamente la temperatura de la película recién extruida (190 - 2300
( en el caso de los Polietilenos), hasta estabilizarla dimensionalmente (90 - 1200
().
A pesar de que enfriar es su función principal, esto lo debe realizar con ciertas características específicas. Primero, el enfriamiento debe ser muy uniforme para generar una temperatura perimetral prácticamente igual en toda la superficie de la burbuja. Para esto se requiere que los labios sean perfectamente concéntricos con en anillo de salida del plástico, para enfriar periféricamente el material desde la misma distancia e intensidad. Los mismos labios del dado deben ser concéntricos para tener un flujo uniforme, ya que a mayor flujo mayor será la capacidad de remoción de calor.
Por otro lado, el motor del ventilador o soplador debe funcionar sin variaciones en el rotor, ya que generaría variaciones de flujo que pueden provocar anillos de enfriamiento no uniforme sobre la burbuja, deformando permanentemente el producto. Se deben evitar las partículas suspendidas en el aire de enfriamiento que pudieran incrustarse en el plástico reblandecido, como pueden ser polvos o partículas mayores.
En este caso, deben colocarse filtros adecuados en la succión de aire para prevenir a la película terminada de una mala apariencia.
El flujo de aire debe ser controlado, ya que una misma línea de película puede generar productos de diferentes anchos y espesores y el mismo anillo debe funcionar en todos los casos.
Normalmente este control es una válvula de mariposa o abanico colocada en la entrada de aire del soplador. permitiendo u obstaculizando la entrada de aire según sea necesario.
Normalmente, el aire no entra al anillo en un solo punto, sino que debe suministrarse en toda la periferia del anillo al menos en cuatro puntos o incluso más.
La alimentación del aire se realiza por medio de mangueras, comúnmente corrugadas para evitar posibles colapsamientos. Es muy importante verificar que no se presenten fugas de aire por perforaciones en la manguera o por malos acoplamientos.
Si una manguera sufriera un desperfecto debe sustituirse completamente si es posible, ya que las reparaciones o añadiduras pueden provocar caídas de presión en una parte del anillo y con esto generar un enfriamiento no uniforme.
Existen diferentes geometrías de anillos en función de la forma en que sale el aire para enfriar la película. Así, se pueden encontrar anillos de enfriamiento externo de uno y dos labios.
El primero tiene las ventajas de ser más sencillo, mayor facilidad en la limpieza y menor costo de adquisición. El anillo de dos labios genera dos corrientes escalonadas diferentes sobre la película, presentando mayor eficiencia con el mismo gasto de aire a comparación del anillo de un labio.
El costo de los anillos de dos labios es mayor, pero podría requerir de un ventilador de menor capacidad gracias a su mayor eficiencia, equilibrándose finalmente en los costos totales. Debido a que el PEAD se proceso con un cuello de burbuja muy alto, se requiere de una corriente de aire prácticamente paralela al eje de salida del plástico por el dado, recomendándose para este material los anillos de un solo labio.
flexografia fina, Tambor Central, 10 Colores, Tintas UV, Cold Seal
Reciclado
Pe rfil ería
Bolseo alta velocidad
Embobinado automático
Coeximsión
Laminación
CAST fiLM

TECNOLOGíA EN EMPAQUE FLEXIBLE E IMPRESiÓN FLEXOGRÁF/CA
Hacienda el Refugio 6350, Col. Hacienda Mitras C.P. 64340, Monterrey, N.L., México
Tel. 52 (8) 370-5532 J 371-7608 Fax y Buzón de Voz 52 (8) 115-0097 E-Mail: mírc@maíf.intmty.com.mx
CAPITULO 34
Mientras mayor sea en anillo de enfriamiento, mayor será el numero de mangueras de alimentación de aire que se requieren y su longitud. Todas las mangueras deberán tener la misma longitud y geometría entendiéndose este ultimo punto como el diámetro interno de la manguera. En anillos grandes es ligeramente más sensible si alguna de las mangueras se encuentra obstruida o rota. (omo los sopladores para anillos grandes son más robustos, tienden a generar vibraciones cuando tienen problemas de lubricación a alineación. Las vibraciones no son benéficas para el producto y pueden generar desajustes en el mismo cabezal de extrusión.
La mayor parte de las líneas de producción de película utilizan el aire ambiental para eliminar calor del plástico. Para aumentar la eficiencia se pueden utilizar sistemas de enfriamiento de aire, que ayudarán a una mayor productividad del equipo.
Estos sistemas trabajan por medio de radiadores metálicos por los que circula agua de chillers. Mientras el aire atmosférico puede variar desde 20 a 40
0
( según la zona donde esté instalada la fabrica y la distribución y densidad de maquinaria, el aire frío puede llegar hasta 100
( o menos. Al enfriar la película con mayor rapidez se obtienen dos beneficios mayores; la productividad de la línea aumenta, ya que aun con altas velocidades de extrusión, la pelícu la se enfría eficientemente sin presentar problemas de bloqueo o deformaciones. También se observará una mejor transparencia de la película al evitar la formación de cristales que generan
opacidad.
""=
EXTRUSION
Se encuentran también en el mercado sistemas de enfriamiento de aire que reducen la temperatura hasta O°c. En estudios realizados por las empresas fabricantes, se asegura hasta un 15% de aumento en la productividad de la línea en comparación de un enfriamiento con aire a temperatura ambiente, mientras la transparencia de la película puede ser comparable a la obtenida con el proceso de extrusión por dado plano.
Aunque técnicamente se puede enfriar el aire a temperaturas menores a 0°(, no se observan ventajas económicas a temperaturas abajo del punto de congelación. El equipo se vuelve más costoso y consumidor de energía, consumiendo cualquier ahorro que se pudiera generar por mayor productividad.
Los sistemas avanzados de aire frío requieren de instalaciones especiales para lograr la eficiencia deseada. Entre las recomendaciones mas importantes se encuentran la de aislar el anillo, conexiones y conductos de aire para evitar ganancia de calor hacia el aire antes de llegar al anillo y eliminar las condensaciones de la humedad ambiental, que podría generar corrosión en el equipo y desperfectos en las partes eléctricas cercanas al enfriador.
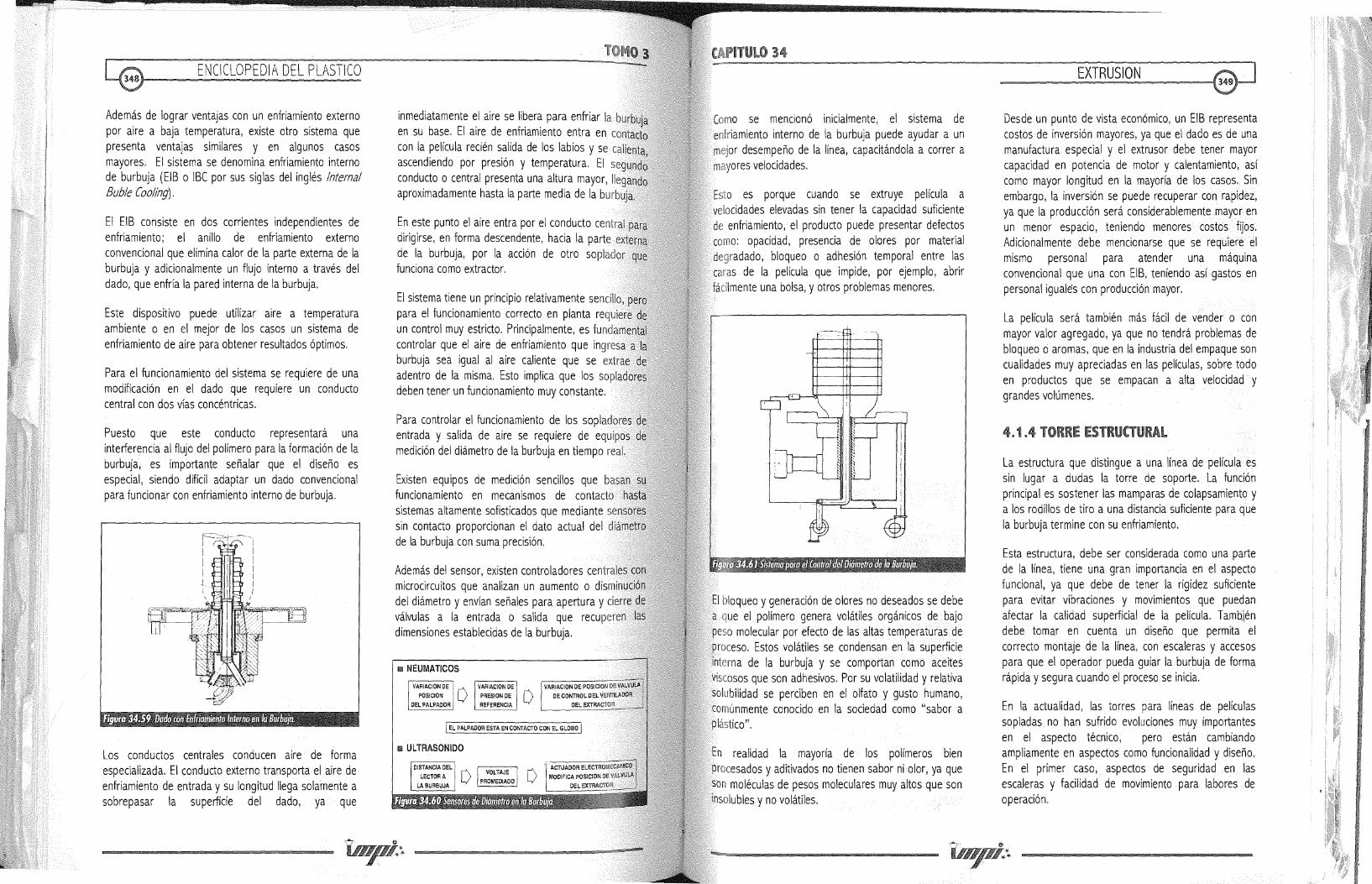
ENCICLOPEDIA DEL PLASTICO
Además de lograr ventajas con un enfriamiento externo por aire a baja temperatura, existe otro sistema que presenta ventajas similares y en algunos casos mayores. El sistema se denomina enfriamiento interno de burbuja (EIB o IBe por sus siglas del inglés Internal Buble (ooling).
El EIB consiste en dos corrientes independientes de enfriamiento; el anillo de enfriamiento externo convencional que elimina calor de la parte externa de la burbuja y adicionalmente un flujo interno a través del dado, que enfría la pared interna de la burbuja.
Este dispositivo puede utilizar aire a temperatura ambiente o en el mejor de los casos un sistema de enfriamiento de aire para obtener resultados óptimos.
Para el funcionamiento del sistema se requiere de una modificación en el dado que requiere un conducto central con dos vías concéntricas.
Puesto que este conducto representará una interferencia al flujo del polímero para la formación de la burbuja, es importante señalar que el diseño es especial, siendo difícil adaptar un dado convencional para funcionar con enfriamiento interno de burbuja.
r= ¿¡C:'¡ 1 ¡ I 1
1 ¡ I I ,- I
¡
Los conductos centrales conducen aire de forma especializada. El conducto externo transporta el aire de enfriamiento de entrada y su longitud llega solamente a sobrepasar la superficie del dado, ya que
inmediatamente el aire se libera para enfriar la burbuja en su base. El aire de enfriamiento entra en contacto con la película recién salida de los labios y se calienta , ascendiendo por presión y temperatura. El segundo conducto o central presenta una altura mayor, llegando aproximadamente hasta la parte media de la burbuja.
En este punto el aire entra por el conducto central para dirigirse, en forma descendente, hacia la parte externa de la burbuja, por la acción de otro soplador que funciona como extractor.
El sistema tiene un principio relativamente sencillo, pero para el funcionamiento correcto en planta requiere de un control muy estricto. Principalmente, es fundamenta! controlar que el aire de enfriamiento que ingresa a la burbuja sea igual al aire caliente que se extrae de adentro de la misma. Esto implica que los sopladores deben tener un funcionamiento muy constante.
Para controlar el funcionamiento de los sopladores de entrada y salida de aire se requiere de equipos de medición del diámetro de la burbuja en tiempo real.
Existen equipos de medición sencillos que basan su funcionamiento en mecanismos de contacto hasta sistemas altamente sofisticados que mediante sensores sin contacto proporcionan el dato actual del diámetro de la burbuja con suma precisión.
Además del sensor, existen controladores centrales con microcircuitos que analizan un aumento o disminución del diámetro y envían señales para apertura y cierre de válvulas a la entrada o salida que recuperen las dimensiones establecidas de la burbuja.
111 NEUMATlCOS
VARIACION DE POSICION DE VALVULA
O DE CONTROL DEL VENTILADOR
DEL EXTRACTOR
I EL PALPADOR ESTA EN CONTACTO CON EL GLOBO i
34
Como se mencionó inicialmente, el sistema de enfriamiento interno de la burbuja puede ayudar a un mejor desempeño de la línea, capacitándola a correr a mayores velocidades.
Esto es porque cuando se extruye película a velocidades elevadas sin tener la capacidad suficiente de enfriamiento, el producto puede presentar defectos como: opacidad, presencia de olores por material degradado, bloqueo o adhesión temporal entre las caras de la película que impide, por ejemplo, abrir fácilmente una bolsa, y otros problemas menores.
El bloqueo y generación de olores no deseados se debe a que el polímero genera volátiles orgánicos de bajo peso molecular por efecto de las altas temperaturas de proceso. Estos volátiles se condensan en la superficie interna de la burbuja y se comportan como aceites viscosos que son adhesivos. Por su volatilidad y relativa solubilidad se perciben en el olfato y gusto humano, comúnmente conocido en la sociedad como "sabor a plástico".
En realidad la mayoría de los polímeros bien procesados y aditivados no tienen sabor ni olor, ya que son moléculas de pesos moleculares muy altos que son insolubles y no volátiles.
EXTRUSION
Desde un punto de vista económico, un EIB representa costos de inversión mayores, ya que el dado es de una manufactura especial y el extrusor debe tener mayor capacidad en potencia de motor y calentamiento, así como mayor longitud en la mayoría de los casos. Sin embargo, la inversión se puede recuperar con rapidez, ya que la producción será considerablemente mayor en un menor espacio, teniendo menores costos fijos. Adicionalmente debe mencionarse que se requiere el mismo personal para atender una maquina convencional que una con EIB, teniendo así gastos en personal igualés con producción mayor.
La película será también más fácil de vender o con mayor valor agregado, ya que no tendrá problemas de bloqueo o aromas, que en la industria del empaque son cualidades muy apreciadas en las películas, sobre todo en productos que se empacan a alta velocidad y grandes volúmenes.
4.1.4 TORRE ESTRUCTURAL
La estructura que distingue a una línea de película es sin lugar a dudas la torre de soporte. La función principal es sostener las mamparas de colapsamiento y a los rodillos de tiro a una distancia suficiente para que la burbuja termine con su enfriamiento.
Esta estructura, debe ser considerada como una parte de la línea, tiene una gran importancia en el aspecto funcional, ya que debe de tener la rigidez suficiente para evitar vibraciones y movimientos que puedan afectar la calidad superficial de la película. También debe tomar en cuenta un diseño que permita el correcto montaje de la línea, con escaleras y accesos para que el operador pueda guiar la burbuja de forma rápida y segura cuando el proceso se inicia.
En la actualidad, las torres para líneas de películas sopladas no han sufrido evoluciones muy importantes en el aspecto técnico, pero están cambiando ampliamente en aspectos como funcionalidad y diseño. En el primer caso, aspectos de seguridad en las escaleras y facilidad de movimiento para labores de operación.

I ~ ENCICLOPEDIA DEL PLASTICO ~~----------------------------
En aspectos de diseño se cuenta actualmente con líneas de extraordinaria estética y dinamismo, congruentes con la entrada al nuevo siglo.
4,1.5 UNIDAD DE TIRO
Una vez que la película toma la forma por medio del dado y se encuentra estabilizada por el enfriamiento que le proporciona el anillo, la burbuja requiere seguir su avance hacia los componentes finales que la almacenaran de una manera adecuada. En su camino la película pasa por la unidad de tiro, que colapsa la burbuja eliminando totalmente el aire interno y controlando la velocidad de avance del producto.
La unidad de tiro convencional consta básicamente de unas persianas o mamparas de colapsamiento y rodillos de tiro de velocidad controlada. Sin embargo, otras líneas pueden ser más sofisticadas y realizar funciones adicionales que se mencionarán más adelante.
a) MAMPARAS DE COLAPSADO
Al ascender hacia los rodillos de tiro, la burbuja va adquiriendo una forma plana, reduciendo el volumen de aire contenido a medida que avanza. Esto se logra por medio de unas mamparas dispuestas en forma de V inversa; mientras la burbuja alcanza el vértice, el diámetro debe reducirse.
La importancia de las mamparas radica en colapsar eficientemente la burbuja con la mínima fricción posible. Esto se logra utilizando materiales de construcción adecuados, según el tipo de plástico que se esta procesando. Existen algunos materiales rígidos y con bajos coeficientes de fricción, como el PEAD o el PP. Estos materiales pueden procesarse normalmente con mamparas de colapsado fabricadas a partir de madera, con la condición de que no sea una madera muy porosa o altamente resinosa. También se debe cuidar que la superficie sea perfectamente pulida para evitar astillas o imperfecciones que puedan atorar o reventar la burbuja.
En algunos materiales que son mas flexibles y con coeficientes de fricción altos, como en los casos de formulaciones con EVA o aditivos de pegajosidad, se utilizan mamparas de materiales como el PTFE o en forma de cepillos. Algunas tecnologías desarrolladas incluyen cortinas de aire que minimizan el contacto de la burbuja con cualquier parte sólida antes de llegada al rodillo.
34
La formación de arrugas y la ruptura de la burbuja son los problemas que se presentan comúnmente en el área de la mampara de colapsado. En el primer caso, para evitar la formación de arrugas es importante cuidar además del material de fabricación de las mamparas, el ángulo que se forma entre ellas y la velocidad de proceso, así como la temperatura superficial de la burbuja. Las rupturas se evitan al controlar la tersura exterior de las mamparas o rodillos utilizados. Normalmente las líneas de película tienen sistemas de colapsado que pueden regularse en el ángulo de entrada por medio de un tornillo para poder solucionar el problema de arrugas con ajustes sobre la marcha.
Otras modificaciones que se observan en las mamparas de colapsado es la integración de cuñas laterales que forman un doblez continuo en la película. Este doblez o pliegue puede ser de poca profundidad hasta un plegado total, según la necesidad del producto a envasar.
Cuando el plegado parcial es poco profundo se puede utilizar un elemento de geometría sencilla, comúnmente de madera o plástico, mientras que para plegados
EXTRUSION
totales es imprescindible una cuña tetraédrica para evitar problemas con la formación de arrugas. La aplicación más común en películas con pliegues es para bobinas que se pueden utilizar en fabricación de bolsas tipo camiseta 1.
b) MAMPARAS DE COLAPSAMIENTO DE BAJA FRICC/ON
En sistemas con mamparas de colapsado de madera existentes se pueden optimizar utilizando cubiertas de nylon que proporcionan menores coeficientes de fricción y ayudan a reducir o eliminar los problemas de formación de arrugas, que son comunes en películas con cierta adherencia.
e) RODILLO DE TIRO
En la parte superior de la torre se encuentra el rodillo de tiro o rodillo de jalado. Como en todos los procesos de extrusión, el plástico no se mueve por la línea por la presión a la que sale del extrusor, sino por la acción de tracción o jalado que en el caso de la película efectúan los rodillos superiores.
El movimiento de giro de estos rodillos esta estrictamente controlado para mantener constante el espesor de la película durante toda la producción.
La película de plástico tiene un espesor inicial al nivel del dado, que se puede considerar igual al "gap" o luz del dado, que es la distancia que existe entre los labios. Incluso, se considera que existe un ligero hinchamiento del melt2 al momento de salir del dado por el efecto de la reducción súbita de presión del extrusor a presiún atmosférica. El espesor en este punto no es el que tendrá finalmente la película, ya que por medio del jalado del rodillo y el hinchamiento de la burbuja por el aire el espesor disminuye en gran porcentaje.
I Bolsa con asas muy común en centros comerciales de autoservicio
2 Denominación común del plástico fundido en una máquinéJ de transformación


















