Diseño Básico de Experimentos - ingeluisaranda.webs.com SIX SIGMA/5.3 I… · Pantalla de Minitab...
67
3-3-1 Diseño Básico de Experimentos
Transcript of Diseño Básico de Experimentos - ingeluisaranda.webs.com SIX SIGMA/5.3 I… · Pantalla de Minitab...

3-3-1
Diseño Básico de Experimentos

3-3-2
Experimentos Diseñados
• ¿Qué Es un Experimento Diseñado (DOE)?
• ¿Por Qué Usar DOE?
• Componentes de un DOE
• Experimento Factorial Completo
• Factor y Efectos de Interacción
• Repetición y Replicación
• Tipos de Salidas
• Selección de una Buena Salida
• Tipos de Experimentos
• Pasos para Diseñar y Realizar un DOE
• Estrategias de DOE
• Hoja de Trabajo de Planeación de un DOE
Contenido

3-3-3
Objetivos de Aprendizaje
Al terminar este módulo, tendrás la capacidad de...
1. Identificar cuando usar los Experimentos Diseñados.
2. Determinar una medida de salida que satisfaga el objetivo del experimento.
3. Identificar los factores de control y ruido que deben incluirse en un experimento diseñado.
4. Realizar un análisis simple de las medias para determinar el efecto que tienen los factores e interacciones sobre la salida promedio.

3-3-4
Mapa de Six Sigma - Experimentos Diseñados
Estrategia de
Gran Impacto
Caracterización
Optimización
Medir
Analizar
Mejorar
Controlar
Se usa para examinar
una gran cantidad de
variables.
Se usa para identificar
variables de entrada
críticas y cuantificar su
efecto en la salida.

3-3-5
¿Por Qué Realizar Experimentos?
Procesos Transaccionales y de Manufactura:
• Para identificar, verificar y optimizar la influencia de las variables
clave (Xs).
• Cuando sea posible, "robustecer" los procesos ante variaciones
incontrolables (como materias primas, componentes, etc.)
Diseño de Productos:
• Para crear diseños de productos que sean fuertes ante las
variaciones en el ambiente de uso, sobre todo el rango de operación
del producto.
• Para crear diseños de productos que sean fáciles de fabricar.
En todos los casos:
• Para mejorar la calidad, reducir el tiempo, el retrabajo y el costo.
3-3-6
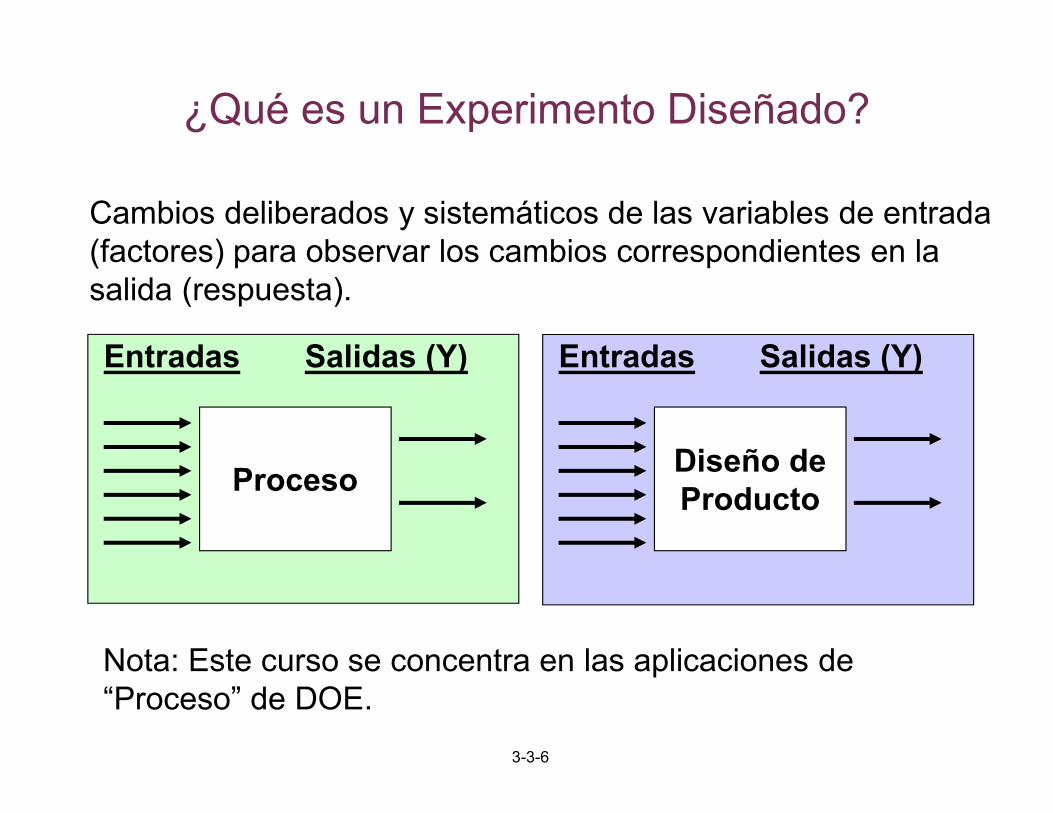
¿Qué es un Experimento Diseñado?
Cambios deliberados y sistemáticos de las variables de entrada
(factores) para observar los cambios correspondientes en la
salida (respuesta).
Proceso
Entradas Salidas (Y)
Diseño de
Producto
Entradas Salidas (Y)
Nota: Este curso se concentra en las aplicaciones de
“Proceso” de DOE.

3-3-7
¿Por Qué Usar DOE?
Para aumentar la efectividad y eficiencia de la
recolección de información.
Efectividad
Cuando se usa adecuadamente,
DOE reduce el error
pronosticado.
Aumenta la probabilidad de que
la información obtenida
represente correctamente la
realidad.
Eficiencia
Cuando se usa
adecuadamente, DOE:
• Aumenta la probabilidad de
que la información obtenida
sea pertinente al objetivo.
• Proporciona la mayor
información a partir de la
mínima cantidad de datos.
3-3-8
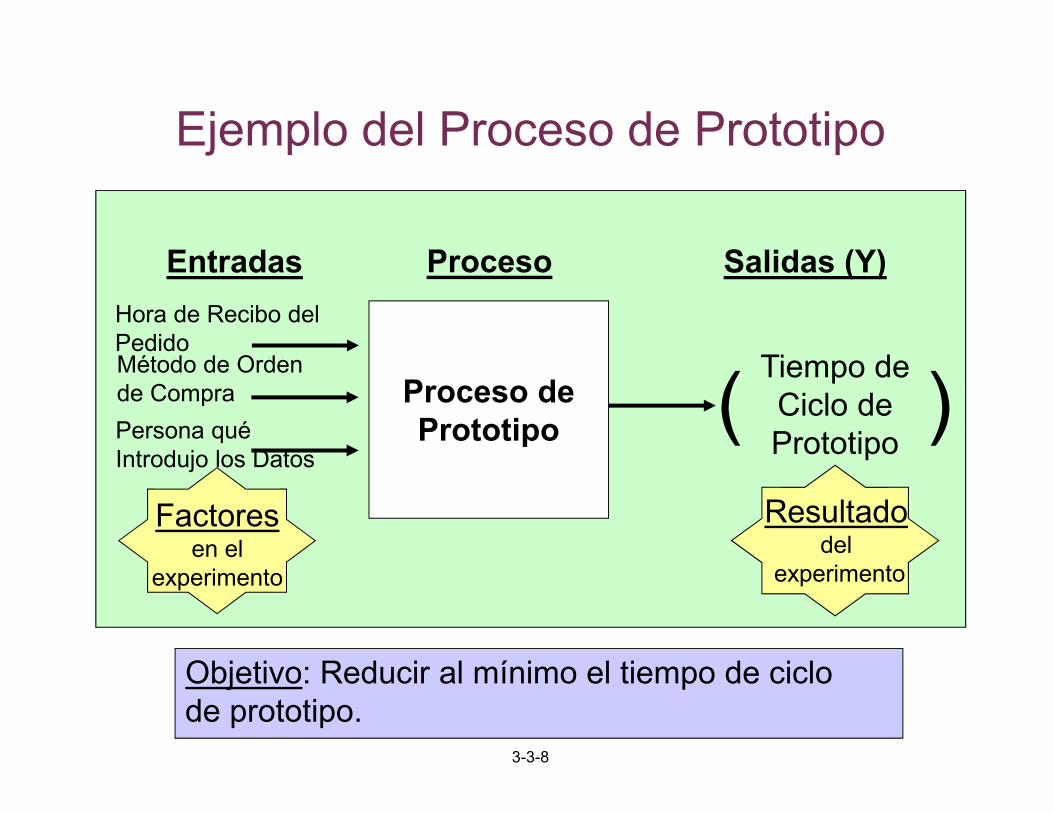
Ejemplo del Proceso de Prototipo
Entradas Proceso Salidas (Y)
Proceso de
Prototipo ( )Tiempo de
Ciclo de
Prototipo
Factoresen el
experimento
Resultadodel
experimento
Hora de Recibo del
PedidoMétodo de Orden
de Compra
Persona qué
Introdujo los Datos
Objetivo: Reducir al mínimo el tiempo de ciclo
de prototipo.

3-3-9
Ejemplo de Moldeo
Moldeo
Entradas Salidas (Y)Proceso
Dimensión
de la Parte
Tiempo de Ciclo
Temp. de Moldeo
Presión de Sujeción
Tiempo de Sujeción
Tipo de Material
Objetivo: Lograr que la dimensión de la parte sea
uniforme de acuerdo con un valor meta determinado.
Factoresen el
experimento
Resultadodel
experimento
( )

3-3-10
Componentes de DOE Ejemplos
Pruebas o Corridas ExperimentalesLas combinaciones de pruebas específicas de factores y
niveles que se corren durante el experimento.
Tiempo x Temp:
El mejor nivel de tiempo
depende de la
temperatura establecida.
InteraccionesEl grado en que los factores dependen unos de otros.
Algunos experimentos evalúan el efecto de las
interacciones; otros no.
Factor Niveles
B. Temp. de Moldeo 600° 700°
E. Tipo de Material Nylon Acetal
NivelesLos valores en los que se establecen los factores.
A. Tiempo de Ciclo
B. Temp. de Moldeo
C. Presión de Sujeción
D. Tiempo de Sujeción
E. Tipo de Material
FactoresLas variables de entrada de proceso que se
establecen a diferentes niveles para observar
su efecto en la salida.
Dimensión de la ParteRespuesta de SalidaLa salida que se mide como resultado del experimento
y se usa para juzgar los efectos de los factores.
+1+1-1+1-13
+1+1+1-1-12
-1-1-1-1-11
DatosEDCBACorridas
-1=Nivel Bajo +1=Nivel Alto
.
.
3-3-11
Respuesta de Salida
• Cuando se planea un experimento, el primer elemento que
debe determinarse es lo qué se debe medir como el
resultado del experimento (Y).
• La respuesta de salida (medida de salida) debe estar
relacionada con el objetivo experimental. Al mejorar la
salida se debe mejorar la característica de interés CT.
• Una vez que se determina la medida de salida, el equipo
pregunta “¿Qué factores (Xs) podrían afectar esta salida?”
¿Por qué es importante determinar la
medida de salida antes de identificar los
factores?
Nota: Las guías de medidas de salida “buenas” se dan más adelante en
este módulo.

3-3-12
• Los factores son los elementos que cambian durante un
experimento para observar su impacto sobre la salida.
- Los factores pueden ser cuantitativos o cualitativos.
• Los niveles son las válvulas (o condiciones) de los factores
que se prueban durante el experimento.
- la mayoría de los experimentos prueban los factores en 2 ó
3 niveles.
Factor Niveles
B. Temp de Moldeo 600 700
E. Tipo de Material Nylon Acetal
Factores y Niveles
Factor
cuantitativo, dos
nivelesFactor cualitativo,
dos niveles
o o

3-3-13
Notación Común• Es costumbre marcar los factores con letras del alfabeto (Factor A,
Factor B, etc.)
• Generalmente, los niveles se designan en cualquiera de estas dos maneras:
“-” ó “-1” indican el nivel
bajo del factor.
“+” ó “+1” indican el nivel
alto del factor.
Factor Niveles- +
B. Temp. de Moldeo 600 700
E. Tipo de Material Nylon Acetal
oo
Factor Niveles1 2
B. Temp. de Moldeo 600 700
E. Tipo de Material Nylon Acetal
El “1” indica el nivel bajo
del factor.
El “2” indica el nivel alto
del factor.
oo
En el caso de factores cualitativos, asignamos arbitrariamente un
nivel como el nivel bajo y otro como el alto.

3-3-14
Experimento Factorial Completo• Un experimento factorial completo es un experimento
donde se prueban todas las posibles combinaciones de
niveles de factores.
• Este experimento de tratamiento térmico de vías es un
ejemplo sencillo de un diseño factorial completo:
y7
y8
y3
y4
60 min.
y5
Y6
y1
y230 min.
900700
Factor A :
Temperatura de Salida
Factor B :
Tiempo en Horno
Y = Dureza de la Parte
Este ejemplo simplificado se usa para ilustrar los
conceptos de factores y efectos de interacción.
o
o

3-3-15
Análisis del Efecto de la MediaFactor A :
Temperatura de Salida
79
78
95
9260 min.
84
87
90
8730 min.
900700Factor B :
Tiempo en Horno
Y = Dureza de la Parte
Un análisis de la media responde estas preguntas:
1. ¿El cambio de temperatura de salida cambia la dureza promedio de la
parte?
• ¿El cambio de tiempo en Horno cambia la dureza promedio de la
parte?
• ¿Qué efecto tiene la interacción entre la temperatura y el tiempo sobre
la dureza promedio de la parte?

3-3-16
A2 =
El Efecto de la Temperatura de Salida
Factor B :
Tiempo en Horno
79
78
95
92B2 = 60 min.
84
87
90
87B1 = 30 min.
A2 = 900A1 = 700
Factor A :
Temperatura de Salida
o o
A1 = 90 + 87 + 95 + 924
= 91
84 + 87 + 79 + 784
= 82
¿El cambio de temperatura de salida parece
cambiar la dureza promedio de la parte?
Du
reza
de
Bri
nn
ell
700 900o o
95
90
85
80
91
82

3-3-17
El Efecto del Tiempo en Horno
B2 =
Factor B : Tiempo
en Hornoo o
B1 = 90 + 87 + 84 + 874
= 87
95 + 92+ 79 + 784
= 86
Du
reza
de
Bri
nn
ell
30 min. 60 min.
95
90
85
80
79
78
95
92B2 = 60 min.
84
87
90
87B1 = 30 min.
A2 = 900A1 = 700
Factor A : Temperatura
de Salida
¿El cambio de tiempo en horno parece
cambiar la dureza promedio de la parte?
8786

3-3-18
El Efecto de la Interacción
Factor B : Tiempo
en Hornooo
Factor A : Temperatura
de Salida
79
78
95
92
B2 = 60
min.
84
87
90
87
B1 = 30
min.
A2 = 900A1 = 700
78.593.5B2
85.588.5B1
A2A1
A,B, = 90 + 87
2= 88.5
Du
reza
de
Bri
nn
ell
30 min. 60 min.
95
90
85
80
• En una gráfica de interacción, las líneas paralelas indican que no hay interacción. ¿Por qué?
• ¿La temperatura y el tiempo en horno parecen interactuar?
• ¿Qué niveles de temperatura y tiempo deben usarse para aumentar al máximo la dureza de
las partes?
3-3-19
Ejercicio – Análisis de las Medias
Utiliza el archiov en excel en el tab “Main and
Interaction Effects”
El instructor te dará los pasos a seguir.
3-3-20
Experimento de Dos Vías mediante
Minitab• El experimento de dos vías también se puede analizar si se realiza
un análisis de variación (ANOVA). Los valores P pequeños (<0.15)
indican efectos importantes.
• Usa Minitab yR
- Primero, crea el diseño experimental:
Stat > DOE > Factorial > Create Factorial Design
- Cuando aparezca el esquema experimental, introduce los datos.
- Después crea una Tabla ANOVA:
Stat > DOE > Factorial > Analyze Factorial Design
- Por último, crea las gráficas de factor e interacción:
Stat > DOE > Factorial > Factorial Plots

3-3-21
Tabla ANOVA – Experimento de Tratamiento
TérmicoAnálisis de Variación de la Dureza, mediante SS Ajustadas
para las Pruebas
250.0007Total
3.50014.00014.0004Error
0.01120.5772.00072.00072.0001Temp*
Tiempo
0.4920.572.0002.0002.0001Tiempo
0.00246.29162.000162.000162.0001Temp
PFMS AjSS AjSS SecDFOrigen
¿Cómo se determinan los grados de libertad?
La Temperatura
es significativa.
El Tiempo, en
combinación
con la
Temperatura, es
significativa.
El Tiempo, por
sí solo, no es
significativo.

3-3-22
Error Experimental
• En ANOVA, la variabilidad a causa de un factor o interacción
se compara con el error experimental (variabilidad a causa de
múltiples valores de datos obtenidos en cada combinación de
prueba).
• Si la variabilidad a causa de un factor (o interacción) es
suficientemente mayor que el error experimental, el factor (o
interacción) afecta la salida.
• La precisión de las pruebas de efectos significativos depende
de la exactitud del cálculo del error experimental.
¿Qué tiene un impacto sobre la exactitud del cálculo
de error?

3-3-23
Repetición y Replicación
• Repetición significa que todos los datos de una combinación de prueba se recolectan sin reiniciar la corrida.
• Replicación significa que el valor de cada dato se recolecta después de reiniciar la combinación de prueba.
Preguntas
1. ¿Cómo afecta el método de recolección de datos (repetición vs replicación) el cálculo del error experimental?
2. ¿Cuál de los métodos tiende a proporcionar un mejor cálculo del error experimental?
3. ¿Cuál de los métodos es más costoso?
4. ¿Cuál de los métodos crees que se use con más frecuencia en experimentos industriales?
3-3-24
Tamaño de la Muestra
• El tamaño de la muestra (la cantidad de valores de
los datos en cada combinación de prueba) también
ejerce un impacto sobre el cálculo del error
experimental.
• Generalmente, mientras más datos (más grados de
libertad), mejor el cálculo.
• Sin embargo, debemos evaluar las consideraciones
prácticas contra las consideraciones estadísticas.
• Aunque pueden existir excepciones, una buena
práctica es recolectar un mínimo de 3 valores de
datos para cada combinación de prueba.

3-3-25
Pantalla de Minitab – Plot de Efectos
Principales
90
88
86
84
82
Temperatura Tiempo
3-3-26
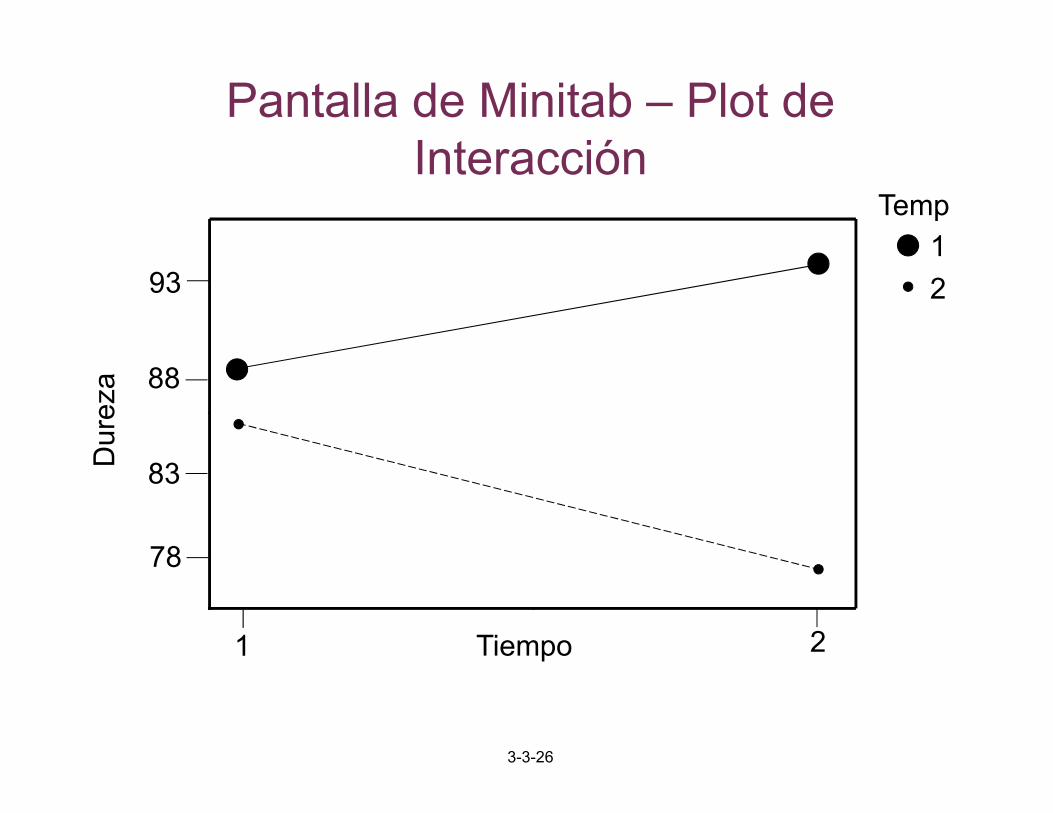
Pantalla de Minitab – Plot de
Interacción
93
88
83
78
Tiempo
Temp
1
2
Du
reza
1 2

3-3-27
Preguntas Reales
Cuando realizamos un experimento diseñado,
hacemos preguntas referentes a la realidad.
Por tanto, primero debemos decidir...
¿Qué preguntas
queremos que el
experimento
responda?
3-3-28
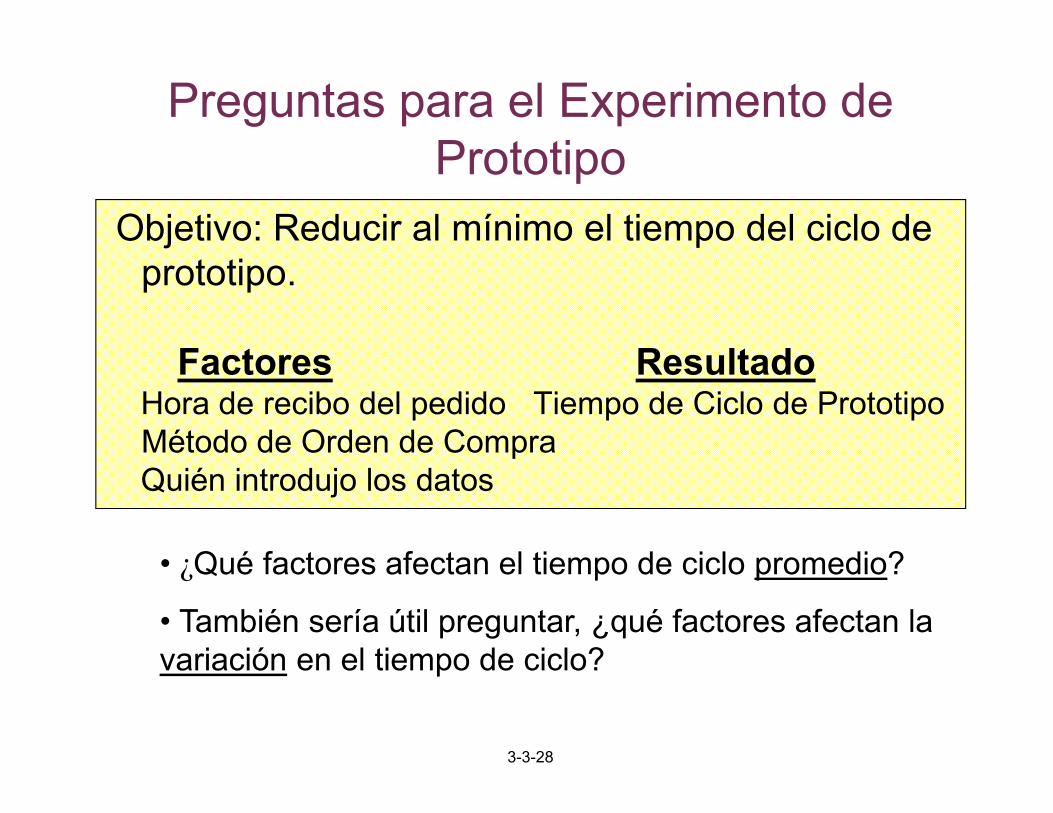
Preguntas para el Experimento de
Prototipo
Objetivo: Reducir al mínimo el tiempo del ciclo de
prototipo.
Factores ResultadoHora de recibo del pedido Tiempo de Ciclo de Prototipo
Método de Orden de Compra
Quién introdujo los datos
• ¿Qué factores afectan el tiempo de ciclo promedio?
• También sería útil preguntar, ¿qué factores afectan la
variación en el tiempo de ciclo?

3-3-29
Preguntas sobre el Experimento de
Moldeado
Objetivo: Lograr una dimensión de parte uniforme
(variación mínima) en un valor meta específico.
Factores Resultado
Tiempo de Ciclo Dimensión de la Parte
Temp de Moldeado
Tiempo de Sujeción
Tipo de Material
• ¿Qué factores afectan la variación de la dimensión de
la parte?
• ¿Qué factores afectan la dimensión promedio?

3-3-30
Los Factores Pueden Afectar...
2. El Resultado Promedio
3. La Variación y el Promedio1. La Variación del Resultado
4. Ni la Variación ni el Promedio
Tiempo de
Ciclo Largo
Tiempo de
Ciclo Corto
Dimensión de la Parte Dimensión de la Parte
Temp
Baja
Temp
Alta
Dimensión de la Parte Dimensión de la Parte
Presión de
Sujeción Baja
Presión de
Sujeción Alta Ambos materiales
producen el
mismo resultado
3-3-31
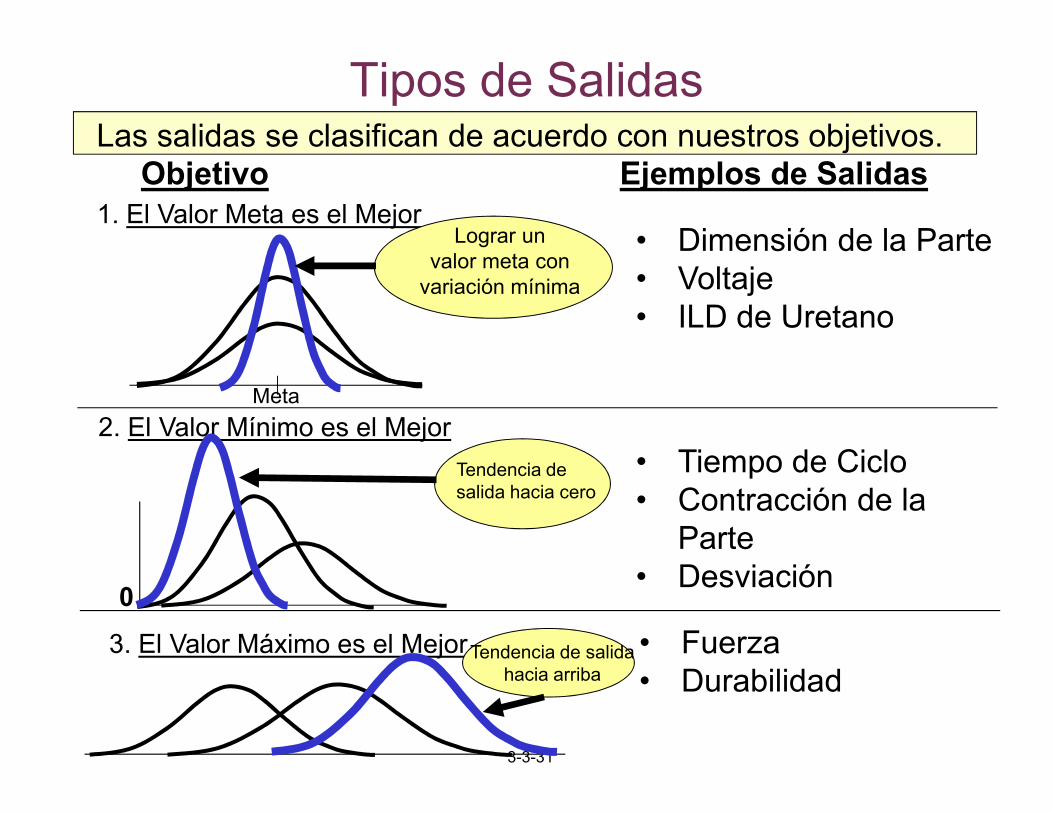
Tipos de SalidasLas salidas se clasifican de acuerdo con nuestros objetivos.
3. El Valor Máximo es el Mejor
• Tiempo de Ciclo
• Contracción de la
Parte
• Desviación
• Fuerza
• Durabilidad
Objetivo Ejemplos de Salidas
1. El Valor Meta es el Mejor
Meta
Lograr un
valor meta con
variación mínima
• Dimensión de la Parte
• Voltaje
• ILD de Uretano
2. El Valor Mínimo es el Mejor
0
Tendencia de salida
hacia arriba
Tendencia de
salida hacia cero
3-3-32
Discusión - Clasifica las Salidas
Bondear la Tela
y las Piezas
de Uretano
Moldear las
Piezas de
Uretano
Salida Tipo de Salida
Fuerza de bondeo __________
ILD (Rigidez de la pieza) __________
Espesor de la pieza __________

3-3-33
Selección de una “Buena” Salida
Para obtener la información más útil a partir de un DOE
realizado para mejorar un proceso...
1. ¡Usa Datos Variables!
• Mide algo que se relacione con la función básica del
proceso.

3-3-34
Usa Datos Variables
Los datos de atributos como el conteo de defectos es una
salida ineficiente para un DOE ya que...
� No brinda detalles suficientes para evaluar los efectos
de los factores.
� Con frecuencia señala conclusiones que son difíciles
de reproducir.
� Requiere muestras de gran tamaño.
Los Datos Variables superan estos problemas.

3-3-35
Salidas de Medición que Se Relacionan con
una Función
Si usamos la medida de una función en lugar de una medida
relacionada con el problema, podemos...
¡Reducir al mínimo la posibilidad de que ocurran
todos los problemas!!
Considera el ejemplo de moldeado. La función del proceso es
crear partes de una dimensión específica. Si logramos una
variación mínima en la dimensión de la parte, habremos
descubierto una manera de distribuir uniformemente partículas y
tensiones a lo largo de la misma. Cuando esto sucede, reducimos
al mínimo la ocurrencia de huecos, rebabas y otros problemas.
¡No tenemos la misma capacidad para reducir
problemas cuando los problemas en sí se miden como
la salida experimental!!

3-3-36
Medidas de FunciónAdemás, para ver los efectos de los factores,
necesitamos datos que varíen con cada corrida.
Con frecuencia, cuando se usan medidas con base en los defectos,
muchas combinaciones de prueba arrojan un resultado de cero
defectos. En esos casos, el experimento no cumple su propósito.
0 0 0
1 0 0
0 0 0
1 0 0
2.5 2.8 2.6
3.1 2.9 3.4
2.0 2.6 2.1
2.9 3.8 3.4
Datos Datos
Resultados Inútiles Resultados Utiles
3-3-37
Cuando Medir los Problemas
En algunos procesos, es difícil identificar las medidas de
una función, y se debe usar la medida de defectos como
salida de un DOE.
También para estos casos usa datos variables.
Ejemplo: Proceso de instalar forros en una cabecera.
El problema es que algunas veces la costura del forro
se rasga.

3-3-38
Usa Datos Variables en vez de Datos de
AtributosNo Uses:
Número de
Rasgaduras
(Datos de Atributos)
Mejor Mide:
Longitud de la
Rasgadura
(Datos Variables)
Aunque la "Longitud de la Rasgadura" es una mejor salida de DOE
que el "Número de Rasgaduras", sigue existiendo un problema:
Es posible que no se presenten rasgaduras en muchas pruebas
experimentales.
• Esto significa que el grupo de datos resultante tendrá muchos
ceros.
• Sin un cambio adecuado en la salida, es difícil o imposible ver los
efectos de los factores.

3-3-39
Tendencia a los Defectos
Algunas veces, si lo pensamos detenidamente, podemos
identificar algo del producto que se puede medir y que
muestra una tendencia hacia el defecto antes de que éste
ocurra.
• Por ejemplo, aunque no haya rasgaduras en la costura de
algunos forros de cabecera, en ocasiones se logra ver la
tensión en la costura (alargamiento de los orificios del hilo).
• Si usamos el alargamiento de los orificios del hilo y la longitud
de la rasgadura, podemos aumentar nuestra capacidad de
discriminación entre las unidades de prueba y así aumentar la
eficiencia del experimento.

3-3-40
Salidas “El Valor Meta Es el Mejor”
En la mayoría de los casos, las salidas que se relacionan
con la función son de tipo:
1. El Valor Meta es Mejor (como la dimensión de la parte
del proceso de Moldeo)
O
2. Dinámico (no se trata en este curso).
3-3-41
Discusión - Identifica una
“Buena” Salida
Proceso:
Moldeo
Almacenamiento
Contenedores
Salidas:
• Dimensiones (ancho, profundidad,
longitud)
• Desviación
• Número de Grietas
1. ¿Cuál es la función del proceso de moldeo?
2. ¿Cuál de estas salidas está más relacionada con la
función del proceso?
3. ¿Qué tipo de salida es?

3-3-42
Estrategia cuando el “Valor Meta es Mejor”
Paso 1: Encuentra los factores que
afectan la variación. Usa estos
factores para reducir al mínimo
la variación.
Paso 2: Encuentra los factores que
desplazan el promedio (y no
afectan la variación). Usa estos
factores para ajustar la salida
promedio con la meta deseada.
Meta

3-3-43
Estrategia cuando el
“Valor Mínimo es Mejor”
0
Tendencia de
salida baja
• Muchos DOEs transaccionales se concentran en reducir al
mínimo el tiempo de procesamiento o de ciclo.
• El objetivo en este caso es encontrar los factores que
afectan la salida promedio (tiempo). Usa estos factores para
hacer que la tendencia del promedio sea baja.
• Cuando se reduce la variación en la salida al mínimo,
también se mejora la salida al detectar los factores que
contribuyen en gran medida a la variación.

3-3-44
Selección del Tipo de Experimento
Existen muchos tipos de experimentos.
• La selección del tipo de experimento más adecuado para
una aplicación determinada depende del...
� Objetivo del estudio
respuestas a nuestras preguntas.
� Número de factores y niveles
qué queremos investigar.
� Costo de cada prueba experimental.

3-3-45
Tipos de Experimentos
Tipos Comunes Número Típico de
de Experimentos Objetivos Factores Controlables
1. Factorial Completo(todas las combinaciones de factores
y niveles)
• Encontrar los niveles de
factor que proporcionan
los mejores resultados.
• Construir un modelo matemático
(evalúa todas las interacciones).
4 o menos
2. Fraccional Factorial(subgrupo del número total de
combinaciones)
• Encontrar los niveles de
factor que proporcionan
los mejores resultados.
• Construir un modelo matemático
(evalúa todas las interacciones).
5 o más
3. Examen • Probar muchos factores para
encntrar los pocos vitales.
(no evalúa interacciones).
7 o más

3-3-46
Tipos de Experimentos (continuación)
4. Diseño Compuesto
• Central(CCD),
o Box-Behnken
• Optimizar
• Construir un modelo matemático
cuando no haya efectos lineales
(Con frecuencia se usa la Metodo-
logía de Cara de Respuesta Aproximada.
3 o más
5. Diseño Robust • Optimizar
• Para encontrar los niveles de factores
a fin de reducir al mínimo la variación
ante factores de ruido cambiantes.5 o más
6. Diseño Robust
Dinámico de
Taguchi
(Función Ideal)
• Optimizar
• Optimizar la función de un producto
o proceso de manufactura.
• Reducir al mínimo la sensibilidad al
ruido y aumentar al máximo la
sensibilidad a la señal de entrada.
7 o más
Tipos Comunes Número Típico de
de Experimentos Objetivos Factores Controlables

3-3-47
Enfoques a los Procesos de
Optimización
Método Tradicional
• Si existe una gran cantidad de
factores, realiza un
experimento de examen para
identificar los pocos factores
vitales.
• Estudia cuidadosamente los
pocos factores vitales mediante
un diseño factorial, compuesto
central o Box-Behnken.
Diseño Robust del Dr. Taguchi
• Determina la Función Ideal del
producto o proceso de manufactura.
• Estudia un gran número de factores
de control en un experimento
dinámico para descubrir la
combinación que reduce al mínimo
la desviación de la función ideal.
Usaremos el método tradicional. El Diseño Robust
del Dr. Taguchi no se incluye en este curso.

3-3-48
Pasos para Diseñar y Realizar un DOE1. Observa los datos históricos y/o recolecta datos para establecer la capacidad
actual del proceso.
2. Determina el objetivo del experimento.
3. Determina qué se va a medir como resultado del experimento.
4. Identifica los factores (factores de control y de ruido) que pueden afectar el
resultado.
5. Determina el número de niveles de cada factor y sus valores reales.
6. Selecciona un esquema experimental que acomode los factores y niveles
seleccionados y decida el número de repeticiones o replicaciones.
7. Verifica todos los sistemas de medición.
8. Planea y prepara los recursos (gente, materiales, etc.) para llevar a cabo el
experimento. ¿Las corridas deben ser aleatorias? Elabora un plan de prueba.
9. Realiza el experimento, y asegúrate que cada unidad esté marcada de
acuerdo con la condición experimental que la produce.
10. Mide las unidades experimentales.
11. Analiza los datos e identifica los factores fuertes.
12. Determina la combinación de niveles de factor que mejor alcance el objetivo.
13. Corre un experimento de confimación en esta combinación "óptima".
14. Asegúrate que los mejores niveles para los factores fuertes se mantengan por
largo tiempo mediante la implementación de Procesos de Operación Estándar
y controles visuales.
15. Vuelve a evaluar la capacidad del proceso.

3-3-49
Estrategias de DOE• Orden aleatorio
- Que el orden de las corridas sea aleatorio.- Reduce los efectos de variables de fondo (variables molestas).
• Bloqueo- Que el orden de las corridas sea aleatorio en cada bloque
(por ejemplo, bloque de tiempo: AM vs PM, o Día 1 vs Día 2).
- Las combinaciones de prueba que se deben correr en cada
bloque se deben determinar mediante técnicas de DOE
(consulta los próximos módulos).
Preguntas
1. ¿Cuáles son los pros y contras del orden aleatorio de las
corridas?
2. ¿Cuál es el propósito del bloqueo?

3-3-50
Claves para un Experimento con Exito1. Medición Adecuada de los Resultados
Cuando sea posible, usa un resultado que se relacione directamente con la
función del proceso. Cuando se deba usar la medida de un problema o defecto,
asegúrate de usar datos variables..
2. Diseño Experimental Sólido
Ni el mejor análisis de datos puede compensar un experimento mal diseñado.
Selecciona cuidadosamente la respuesta de salida, los factores y losniveles así
como el esquema del DOE.
3. Planeación Metículosa
Para asegurar que las condiciones se puedan controlar como se estableció en
el diseño experimental, se deben preparar con anticipación todos los recursos
(gente, materiales, etc.) necesarios para realizar el experimento.
4. Sistemas de Medición Verificados
Para asegurar que todos los datos sean “buenos”, verifica todos los sistemas
de medición antes de realizar el DOE.
5. Identifica las Unidades Experimentales
Marca cada unidad de acuerdo con la condición experimental que la produce.
De lo contrario, se perderá toda la información.

3-3-51
Planeación del DOE
Usa la Hoja de Trabajo de Planeación de DOE para
planear tu experimento diseñado.
1. Determina el objetivo del experimento.
2. Determina qué se va a medir (Y) como resultado del
experimento.
3. Identifica los factores controlables que podrían afectar a Y.
4. Identifica los factores de ruido que podrían afectar a Y.
Cualquier variable que no cambie deliberadamente como
parte del experimento debe permanecer constante a lo largo
del mismo.

3-3-52
El Objetivo
1. Establece el objetivo del experimento.
- Específicamente, ¿qué se debe mejorar?
- ¿Cuáles son todas las características CT?
3-3-53
La Medida del Resultado
2. Determina qué se debe medir (Y) como
resultado del experimento.
- ¿Existe alguna medida única del resultado que incluya todas las
características CT? O, ¿debemos medir más de un resultado?
Nota: Las veces que sea posible, es preferible una medida
única.
1. En los procesos transaccionales, cuando el objetivo sea reducir al mínimo
el “tiempo”, asegúrate que la medición del tiempo incluya el tiempo que se
ocupa en el retrabajo. De esta manera, al reducir el “tiempo” al mínimo
también incluyes el objetivo de reducir al mínimo los errores y el retrabajo.
2. En los proceso de manufactura, la reducción de variación al medir una
función reduce las posibilidades de problemas.
3-3-54
Factores Controlables
3. Identifica los factores controlables que podrían
afectar a Y.
- ¿Cuáles de estos factores debemos cambiar
durante el experimento?
- ¿Cuál debemos mantener constante?
Incluye el factor en el experimento cuando...
1. El equipo considere que podría tener un fuerte impacto
sobre Y, yR
2. Sea razonablemente fácil cambiarlo durante el experimento.
Todos los demás “factores” deben permanecer constantes.

3-3-55
Mientras más factores de control afecten Y, mayor será el
potencial de mejora.
Acerca de los Factores Controlables
Definición:
Los factores controlables (de Control) son aquellos que
podemos establecer y mantener en un nivel deseable
durante una operación de proceso normal.
Ejemplos:
• Si probamos dos métodos para crear órdenes de compra y vemos que uno funciona mejor
que el otro (menos tiempo, menos errores), podemos decidirnos a usar el mejor.
• En una máquina de moldeo por inyección, si vemos que al fijar la temperatura a 800º
tenemos menos variación de partes que si se fija a 900º, podemos tomar la decisión de
correr la máquina a 800º.

3-3-56
Factores de Ruido
4. Identifica los factores de ruido que pueden
afectar a Y.
- ¿Cuáles de estos factores debiéramos cambiar durante el
experimento?
- ¿Cuáles debemos mantener constantes?
Incluye el factor en el experimento cuando...
1. El equipo considere que puede tener un fuerte impacto sobre
Y, y
2. Sea razonablemente fácil cambiarlo durante el experimento.
Además, el equipo debe determinar la estrategia en relación
con cada factor de ruido incluido en el experimento.

3-3-57
Estrategias en Relación con los
Factores de RuidoDefinición:
Los factores de ruido son aquellos que varían durante la operación
normal y que no podemos controlar. O, aquellos que preferimos no
controlar porque el hacerlo resulta demasiado costoso.
Estrategias para incluir un factor de ruido en un experimento:
1. Cuantificar su impacto sobre Y. Si hay un efecto fuerte, el equipo
identificará una medida contrarrestante (controlar el ruido
directamente o reducir el efecto del mismo).
2. Crear deliberadamente una variabilidad en Y con el propósito de
determinar niveles de factores controlables que reducirán la
variación. Incluso se puede alcanzar robustez (insensibilidad al
ruido) cuando se usan suficientes factores de control fuertes.
¿Cuál de estas dos estrategias logra mejoras con costos
más bajos?
3-3-58
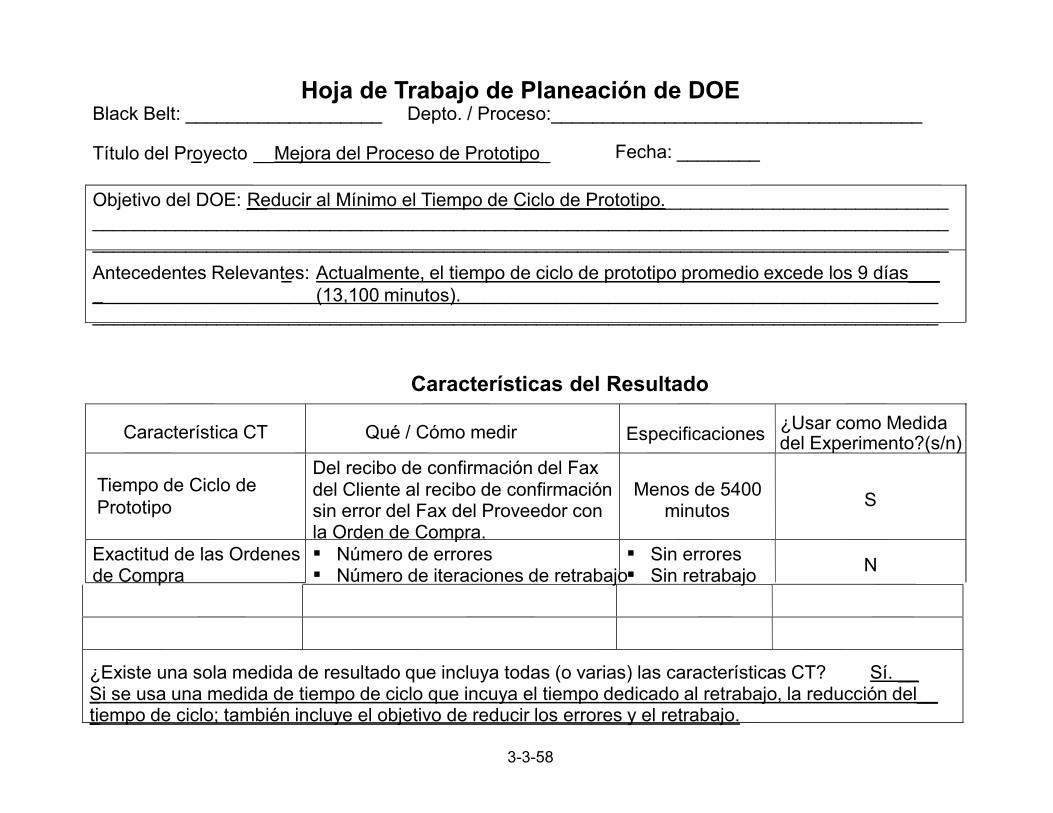
Hoja de Trabajo de Planeación de DOEBlack Belt: ___________________ Depto. / Proceso:____________________________________
Título del Proyecto __Mejora del Proceso de Prototipo_ Fecha: ________
Objetivo del DOE: __Reducir al Mínimo el Tiempo de Ciclo de Prototipo.________________________________________________________________________________________________________________________________________________________________________________________________________________
Antecedentes Relevantes: Actualmente, el tiempo de ciclo de prototipo promedio excede los 9 días___
(13,100 minutos).____________________________________________________________________________________________________________________________________________________________________
Características del Resultado
Característica CT Qué / Cómo medir Especificaciones¿Usar como Medidadel Experimento?(s/n)
Tiempo de Ciclo de
Prototipo
Del recibo de confirmación del Faxdel Cliente al recibo de confirmaciónsin error del Fax del Proveedor conla Orden de Compra.
Menos de 5400minutos
S
Exactitud de las Ordenesde Compra
� Número de errores� Número de iteraciones de retrabajo
� Sin errores� Sin retrabajo
N
¿Existe una sola medida de resultado que incluya todas (o varias) las características CT? Sí. __ Si se usa una medida de tiempo de ciclo que incuya el tiempo dedicado al retrabajo, la reducción del__tiempo de ciclo; también incluye el objetivo de reducir los errores y el retrabajo.

3-3-59
Factores Controlables (Proceso de Prototipo)
Si es factor del DOE Si no es factor del DOEFactores
ControlablesNivelActual
Nivel(es)
Propuesto(s)
¿Cómo mantener cons-
tante? ¿A qué nivel?
Método de
Orden de CompraS Manual Automatizado
Quién Introduce
los Datos Y
Lanzamiento delCoordinador y delempleado que
introduce Datosambos los introd.
Cualquiera
(No ambos)
Método para crearuna "Lista de
Selección"N
Usa el método actual
(Manual).
Fu
erz
a d
el
Imp
acto
so
bre
Y
Fá
cil
de
ca
mb
iar
du
ran
te e
l
exp
erim
en
to
¿In
clu
ir c
om
o fa
cto
r
en
el
exp
erim
en
to?
(s/n
)
Leyenda::Impacto fuerte, Fácil de cambiar
:Impacto moderado, Moderadamente fácil de cambiar
:Impacto débil, Difícil de cambiar

3-3-60
Factores de Ruido
Si es factor del DOE Si no es factor del DOE
Estrategia
Factores de Ruido
Niveles a
establecer
durante elexperimento
¿Cómo mantener constante?¿A qué nivel?
Hora en que serecibió la Ordendel cliente
S �
Mañana (8:00-
11:00am)
vs
Tarde (1:00-4:00)
Fuerz
a d
el
impacto
sobre
Y
Fácil
de c
am
bia
r
dura
nte
el experim
ento
Inclu
ir c
om
o f
acto
r en
el experim
ento
? (
s/n
)
Robuste
z/
Red d
e la v
ariació
n
Si es f
uert
e,
contr
arr
esta
rá
Leyenda::Impacto fuerte, Fácil de cambiar
:Impacto moderado, Moderadamente fácil de cambiar
:Impacto débil, Difícil de cambiar

3-3-61
Hoja de Trabajo de Planeación de DOEBlack Belt: ___________________ Depto. / Proceso:____________________________________
Título del Proyecto __Mejora del Proceso de Formación de
Perfiles Estampados__
Fecha: ________
Objetivo del DOE: Obtener una dimensión meta con la mínima variación en la dimensión interior del__riel exterior.______________________________ ________________________________
Antecedentes Relevantes: El problema que provocó este proyecto de mejora es la variación excesiva delesfuerzo de deslizamiento (no puede satisfacer las especifiaciones). Después de discutir varias
alternativas, el equipo decidió que el objetivo específico del DOE debe ser el que se indica a continuación._____________________________________________________
Características del Resultado
Característica CT Qué / Cómo medir Especificaciones¿Usar como medidadel experimento? (s/n)
Esfuerzo de
Deslizamiento
Esfuerzo de Deslizamiento en
Newtons 22-175N N
Espacio Libre/
Interferencia
Diferencias entre las dimensionesexteriores del riel
(-0.01) a(-0.03) mm
N
Dimensiones del Riel� Dimensión exterior del riel interior
� Dimensión interior del riel exterior
19.07+ 0.10 mm19.05 + 0.15 mm
NS
¿Existe una sola medida de resultados que incluya todas (o varias) de las características CT? Sí. Ya que los cuadros SPC demuestran que la dimensión exterior (del riel interior) es muy consistente, si______reducimos la variación en la dimensión interior (del riel externo) podremos alcanzar la interferencia y el_esfuerzo de deslizamiento deseados.

3-3-62
¿Por Qué no Medir el Esfuerzo o la
Interferencia?• El esfuerzo de deslizamiento y el espacio
libre/interferencia no son medidas fiables a manera de resultado de un experimento diseñado.
• Estas medidas son el resultado de la combinación de dos dimensiones.
• Se pueden obtener buenos resultados (esfuerzo e interferencia nominales) mediante la combinación de...
- dos partes grandes (cuyas dimensiones interna y externa no
cumplen con las especificaciones del lado grande), o
- dos partes pequeñas (ambas sin cumplir con las especificaciones del
lado pequeño), o
- dos partes nominales.
No uses una medida de resultado del DOE que sea
combinación de otras medidas.

3-3-63
Factores Controlables (Formación de Perfiles Estampados)
Si es factor del DOE Si no es factor del DOEFactores
Controlables NivelActual
Nivel(es)Propuesto(s)
¿Cómo mantener
constante? ¿A qué nivel?
Dureza Nominaldel Material N Usa la dureza actual
Posición de laabrazadera del
Rodillo # 1S
Angulo sobre el
Rodillo # 6 S
Presión sobre losRodillos de
AcabadoS
Velocidad
N
Usa la velocidad actual(Por productividad se debeoperar a alta velocidad)
Fuerz
a d
el im
pacto
sobre
Y
Fácil
de c
am
bia
r
dura
nte
el
experim
ento
¿In
clu
ir c
om
o facto
ren e
l experim
ento
?
(s/n
)
Leyenda::Impacto fuerte, Fácil de cambiar
:Impacto moderado, Moderadamente fácil de cambiar
:Impacto débil, Difícil de cambiar
3-3-64
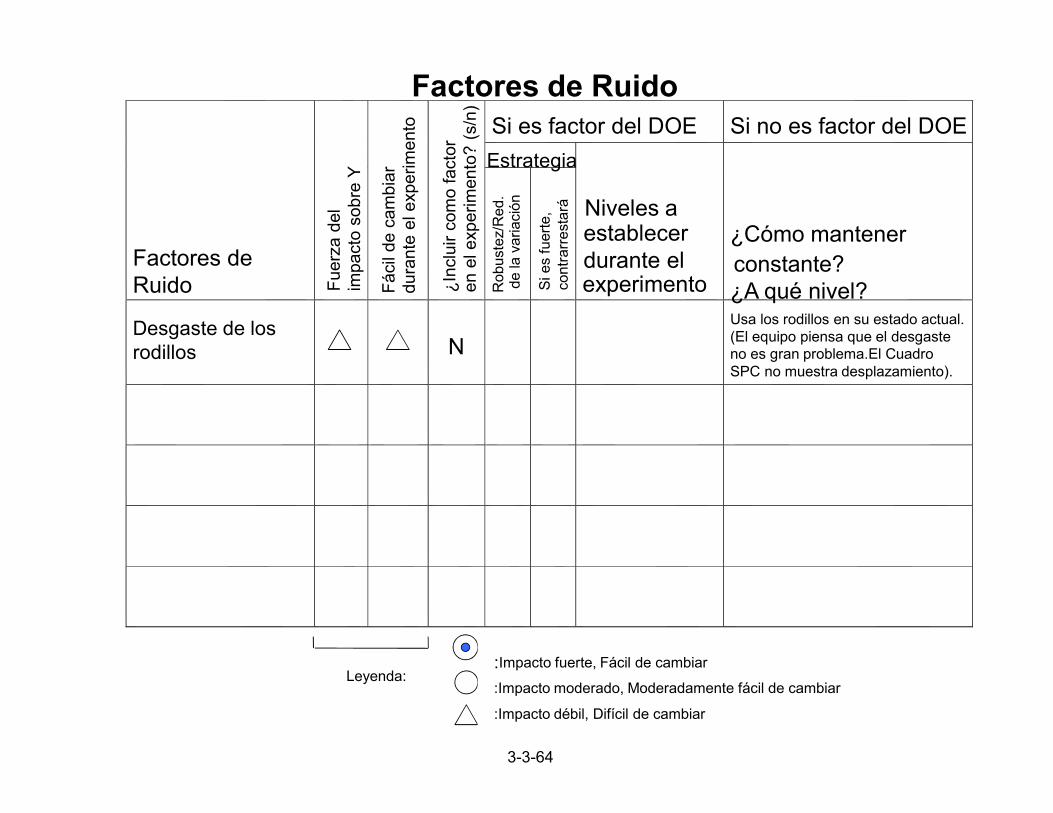
Factores de Ruido
Si es factor del DOE Si no es factor del DOE
Estrategia
Factores de
Ruido
Niveles aestablecer
durante elexperimento
¿Cómo mantener
constante?
¿A qué nivel?
Desgaste de los
rodillos N
Usa los rodillos en su estado actual.
(El equipo piensa que el desgaste
no es gran problema. El Cuadro
SPC no muestra desplazamiento).
Fuerz
a d
el
impacto
sobre
Y
Fácil
de c
am
bia
r
dura
nte
el experim
ento
¿In
clu
ir c
om
o f
acto
r
en e
l experim
ento
? (
s/n
)
Robuste
z/R
ed.
de la v
ariació
n
Si es f
uert
e,
contr
arr
esta
rá
Leyenda::Impacto fuerte, Fácil de cambiar
:Impacto moderado, Moderadamente fácil de cambiar
:Impacto débil, Difícil de cambiar

3-3-65
Ejercicio – Planeación de un DOE
El instructor te dará los pasos a seguir
CORTE
DOBLEZ


Factor “C”
(3 cm a 4cm)
Factor “A”
(Largo de hélice de 12 a 14 cm)
Factor “B”
(de 2 cm a 4 cm)