DISEÑO DE TIRA DE RECORTE
35
2011-2 DISEÑO DE TIRA DE RECORTE GUIA PARA EL CURSO DE TROQUELADO. TOMO III Hernando Villa Escudero
-
Upload
andres-guirales -
Category
Documents
-
view
123 -
download
0
Transcript of DISEÑO DE TIRA DE RECORTE
2011-2
DISEÑO DE TIRA DE RECORTE GUIA PARA EL CURSO DE TROQUELADO. TOMO III Hernando Villa Escudero
1
CONTENIDO
Página
Diseño de tira de recorte 3
Formas básicas de piezas recortadas 3
Posición de la pieza recortada 4
Disposición de las piezas en doble fila 5
Disposiciones en triple fila 6
Plano de una pieza 7
Disposición de la pieza 7
Colocación a lo ancho de la tira 8
Colocación a lo largo de la tira 8
Disposiciones en doble fila 9
Adaptación de la pieza 9
Posición de la pieza 10
Corrección del plano de posición 11
Delineación de la tercera pieza 11
Plano completo 12
Recorrido de la tira 12
Giro de la tira 13
Disposición de los punzones de perforación y recortado 13
Trazado de la disposición de perforación y recorte de la pieza 14
Primer estudio de la tira de recorte 14
Ensayo de la tira de recorte 15
Evaluación de los resultados 15
Ensayo de la segunda disposición 16
Evaluación de la segunda disposición 17
Ensayo de la tercera disposición 18
Evaluación de la tercera disposición 19
Ensayo de la cuarta disposición 19
Evaluación de la cuarta disposición 20
Modificación de la primera disposición 20
Corrección de los croquis y nuevo plano 21
2
Ensayo de la nueva disposición 22
Plano completo de la tira de recorte 23
Separaciones (puentes) de la tira de recorte 23
Separaciones mínimas de la tira de recorte 24
Disposiciones de dos o más pasadas 25
Otro método para determinar puentes de tira 26
Separaciones mínimas para chapas delgadas 27
Otra alternativa para determinar las separaciones entre cortes de piezas 28
Cálculo del área de tira por pieza recortada 29
Número de piezas recortadas por tira 30
Piezas recortadas 31
Colocación de la pieza recortada 32

3
DISEÑO DE TIRA DE RECORTE
La primera operación en el proyecto de un troquel es diseñar la tira de material exactamente tal como aparecerá después de que han sido realizadas en ella todas las operaciones. Entonces se la denomina tira de recorte.
Para que sea satisfactorio, el dibujo de la tira de desecho debe hacerse siguiendo un procedi-miento definido que garantice que no se ha omitido en ella nada, y que ha sido todo previsto. Del 50 al 70% del costo de un estampado corresponde al material, por consiguiente, el método empleado para diseñar la tira de recorte influye directamente en el éxito o fracaso fi-nanciero de cualquier operación de prensa.
La pieza debe ser cortada de modo que sea utilizada el área máxima de material en la produc-ción del estampado. Esta disposición de la pieza se dibuja antes que nada en el diseño de la propia matriz. En efecto, el diseño de la tira de recorte regirá las formas y dimensiones de muchos de los elementos del troquel.
FORMAS BÁSICAS DE PIEZAS RECORTADAS
Figura 1

4
La forma de la mayoría de las piezas recortadas corresponderá a una de las clasificaciones in-dicadas en la figura 1. Se exponen las disposiciones de la tira de recorte para contornos repre-sentativos de piezas, lo que proporciona una base para establecer la disposición correcta del material para cualquier pieza similar. Como se ilustra, la tira de recorte para una pieza circular se diseña en doble fila, esto es más económico que una disposición de fila sencilla y suele ser especificado para tales matrices, excepto cuando se trate de piezas grandes y para baja pro-ducción.
Muchas piezas tienen contornos complicados que no pueden ser clasificados fácilmente. Cuan-do se las estudie se hallará que pueden estar constituidas por dos o más de las formas básicas ilustradas, y en el diseño de las tiras de recorte para estas piezas habrá que tener en cuenta la combinación de formas.
POSICIÓN DE LA PIEZA RECORTADA
Figura 2
Las superficies rayadas representan los punzones.
Las piezas pueden ser colocadas en la tira según once maneras diferentes. La elección del método correcto depende de la forma de la pieza de trabajo, los requisitos de producción y de las dobladuras o curvaturas que pueden ser aplicadas.
La figura 2 muestra los métodos de <<una fila, una pasada>>, <<una fila, dos pasadas>>.
5
En el primer caso las piezas están colocadas en una sola fila y la tira pasa por la matriz una vez para cortar todas las piezas. En A, las piezas están colocadas en posición vertical en la tira. Este es el método que se prefiere a causa de que pueden cortar el máximo número de piezas en una tira y hay que manipular menos tiras.
Cuando se requiere hacer dobladuras severas en operaciones subsiguientes, se debe utilizar el método B. Este procedimiento implica manejar más tiras para producir el mismo número de pie-zas.
La forma de la pieza se prestará frecuentemente a ser colocada inclinada, como en C. Para al-gunos contornos este método economiza material. Además tiene la ventaja de que permite hacer todas las dobladuras sin fractura posible.
Se puede economizar material por el método de <<una fila, dos pasadas>> (D, E y F) cuando se emplea para ciertas formas de la pieza. En este caso, las piezas están colocadas en la tira en una sola fila. Las piezas están colocadas alternativamente hacia arriba y hacia abajo como se muestra en la figura 2, y la tira debe pasar dos veces por la matriz para separar todas las piezas de ella. Cuando la tira pasa la primera vez, quedan cortadas las piezas representadas por la disposición rayada (primera, tercera, quinta, etc.). Luego se da vuelta a la tira y se la hace pasar nuevamente por la matriz, con lo que se separan las piezas restantes (segunda, cuarta, sexta, etc.).
En las disposiciones de doble pasada el costo de manipulación será de un 10 a un 15% más alto. El operario tiene que pasar la tira por la matriz dos veces y poner un gran cuidado en el calibraje (avance) de la segunda pasada. El costo adicional de la manipulación queda com-pensado por el ahorro de material cuando las piezas son grandes y el desperdicio es conside-rable.
La disposición en posición vertical está representada en D, la de posición horizontal en E y la de posición inclinada en F. El contorno y los posteriores doblados de las piezas determinarán el uso de la disposición inclinada.
DISPOSICION DE LAS PIEZAS EN DOBLE FILA
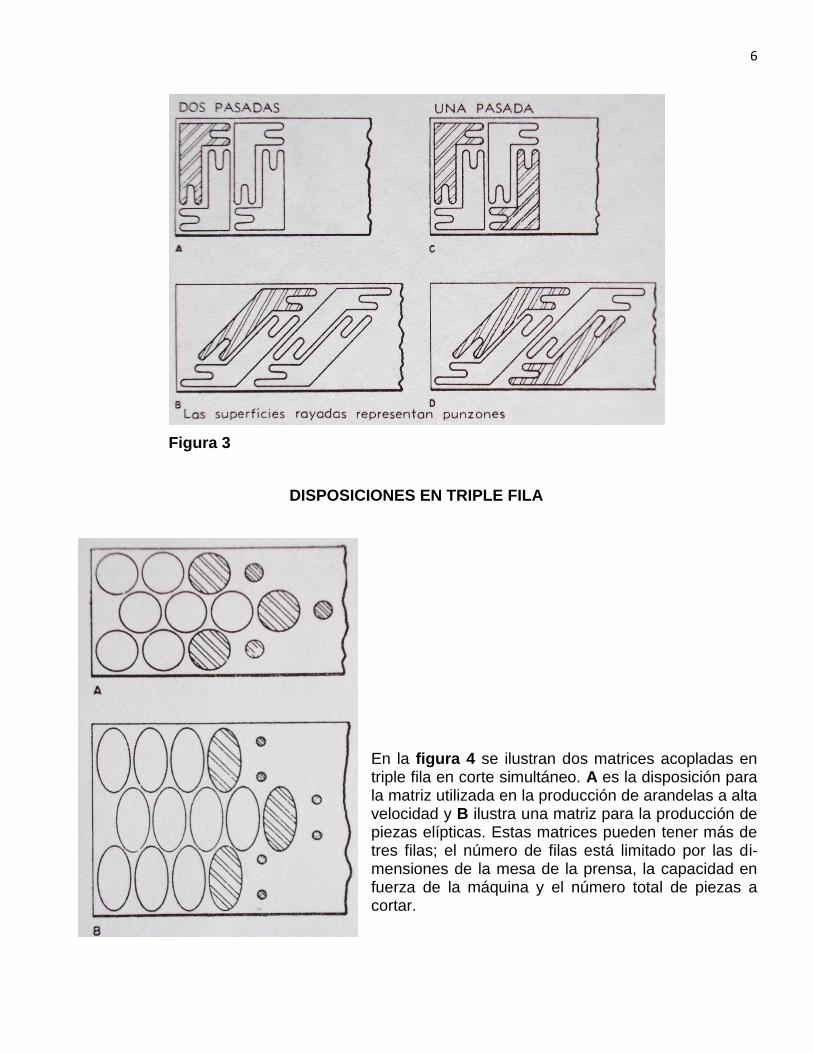
Se puede obtener más economía de material mediante el uso de las disposiciones de <<doble fila, dos pasadas>> representadas en A y B de la figura 3. La tira pasa por la matriz dos ve-ces como en los ejemplos anteriores, pero los centros de las piezas están más próximos y la operación se realiza a mayor velocidad. Se puede utilizar el mismo método de colocación o po-sicionado para matrices acopladas en doble fila C y D. Al troquel se aplica un punzón y una abertura matriz más, cortando dos piezas en cada golpe y la tira pasa sólo una vez. Las matri-ces acopladas son herramientas de alta velocidad y este método sólo se deberá elegir cuando quede compensado el aumento de gasto por el punzón y abertura matriz adicional.
6
Figura 3
DISPOSICIONES EN TRIPLE FILA
En la figura 4 se ilustran dos matrices acopladas en triple fila en corte simultáneo. A es la disposición para la matriz utilizada en la producción de arandelas a alta velocidad y B ilustra una matriz para la producción de piezas elípticas. Estas matrices pueden tener más de tres filas; el número de filas está limitado por las di-mensiones de la mesa de la prensa, la capacidad en fuerza de la máquina y el número total de piezas a cortar.
7
PLANO DE UNA PIEZA
Figura 5
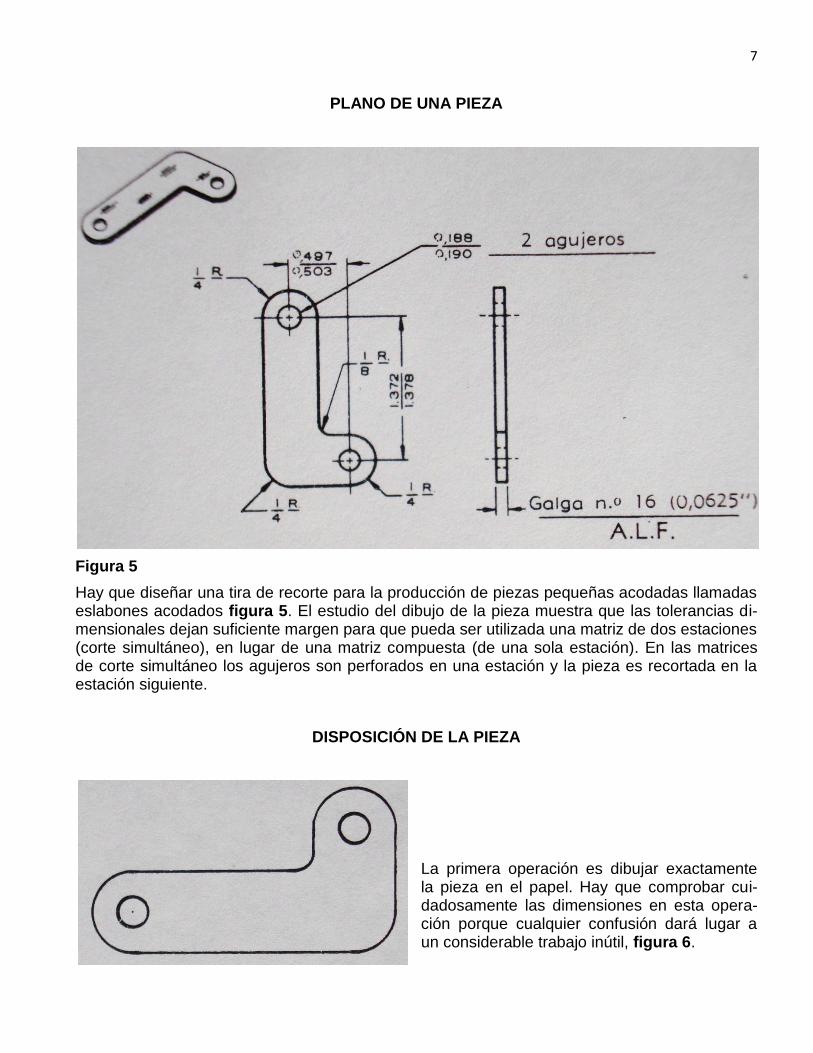
Hay que diseñar una tira de recorte para la producción de piezas pequeñas acodadas llamadas eslabones acodados figura 5. El estudio del dibujo de la pieza muestra que las tolerancias di-mensionales dejan suficiente margen para que pueda ser utilizada una matriz de dos estaciones (corte simultáneo), en lugar de una matriz compuesta (de una sola estación). En las matrices de corte simultáneo los agujeros son perforados en una estación y la pieza es recortada en la estación siguiente.
DISPOSICIÓN DE LA PIEZA
La primera operación es dibujar exactamente la pieza en el papel. Hay que comprobar cui-dadosamente las dimensiones en esta opera-ción porque cualquier confusión dará lugar a un considerable trabajo inútil, figura 6.
8
COLOCACIÓN A LO ANCHO DE LA TIRA
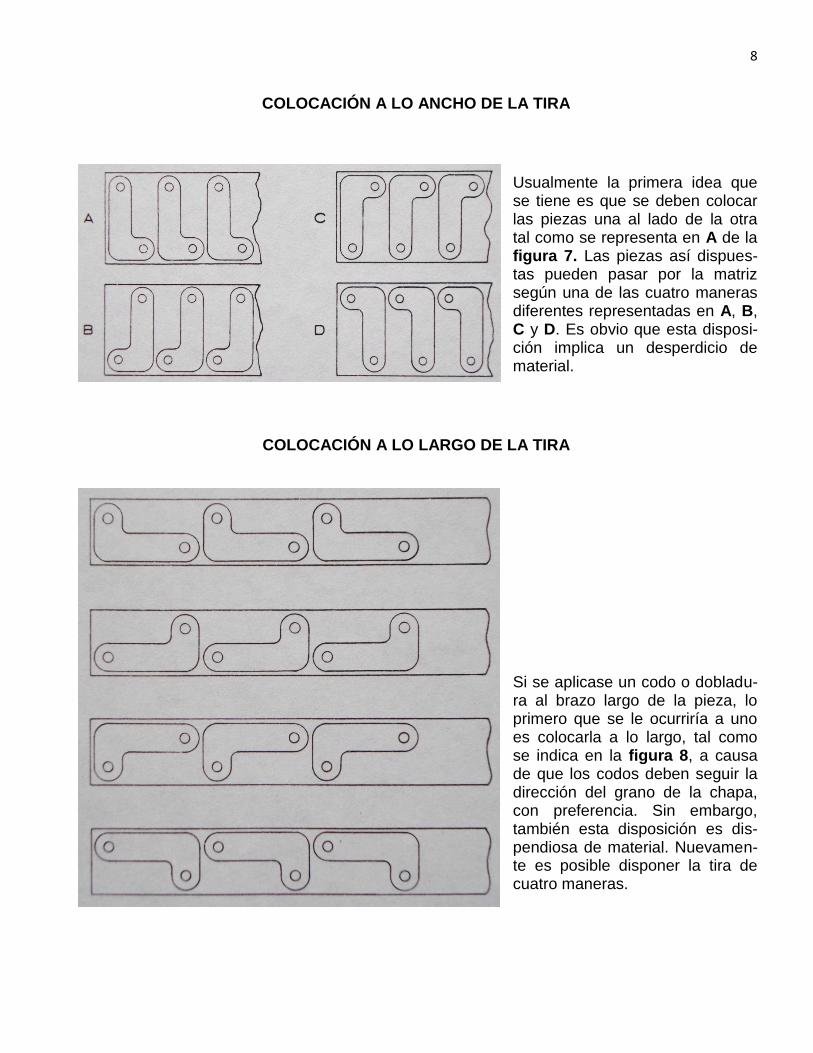
Usualmente la primera idea que se tiene es que se deben colocar las piezas una al lado de la otra tal como se representa en A de la figura 7. Las piezas así dispues-tas pueden pasar por la matriz según una de las cuatro maneras diferentes representadas en A, B, C y D. Es obvio que esta disposi-ción implica un desperdicio de material.
COLOCACIÓN A LO LARGO DE LA TIRA
Si se aplicase un codo o dobladu-ra al brazo largo de la pieza, lo primero que se le ocurriría a uno es colocarla a lo largo, tal como se indica en la figura 8, a causa de que los codos deben seguir la dirección del grano de la chapa, con preferencia. Sin embargo, también esta disposición es dis-pendiosa de material. Nuevamen-te es posible disponer la tira de cuatro maneras.
9
DISPOSICIONES EN DOBLE FILA
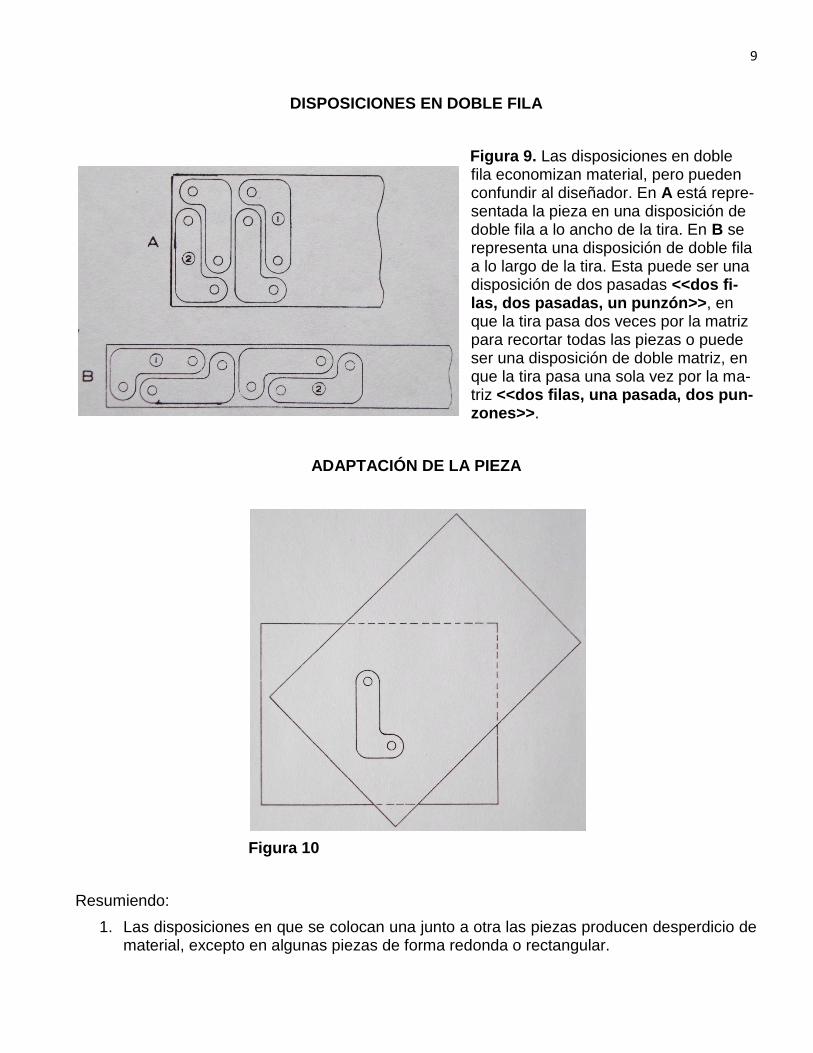
Figura 9. Las disposiciones en doble fila economizan material, pero pueden confundir al diseñador. En A está repre-sentada la pieza en una disposición de doble fila a lo ancho de la tira. En B se representa una disposición de doble fila a lo largo de la tira. Esta puede ser una disposición de dos pasadas <<dos fi-las, dos pasadas, un punzón>>, en que la tira pasa dos veces por la matriz para recortar todas las piezas o puede ser una disposición de doble matriz, en que la tira pasa una sola vez por la ma-triz <<dos filas, una pasada, dos pun-zones>>.
ADAPTACIÓN DE LA PIEZA
Figura 10
Resumiendo:
1. Las disposiciones en que se colocan una junto a otra las piezas producen desperdicio de material, excepto en algunas piezas de forma redonda o rectangular.
10
2. Las disposiciones en doble fila pueden ser una causa de dificultades y se utilizan rara vez para piezas pequeñas. Solamente para piezas grandes producen la suficiente eco-nomía de material para justificar su uso.
3. Las disposiciones de doble matriz son muy caras excepto para cantidades de piezas ex-tremadamente grandes.
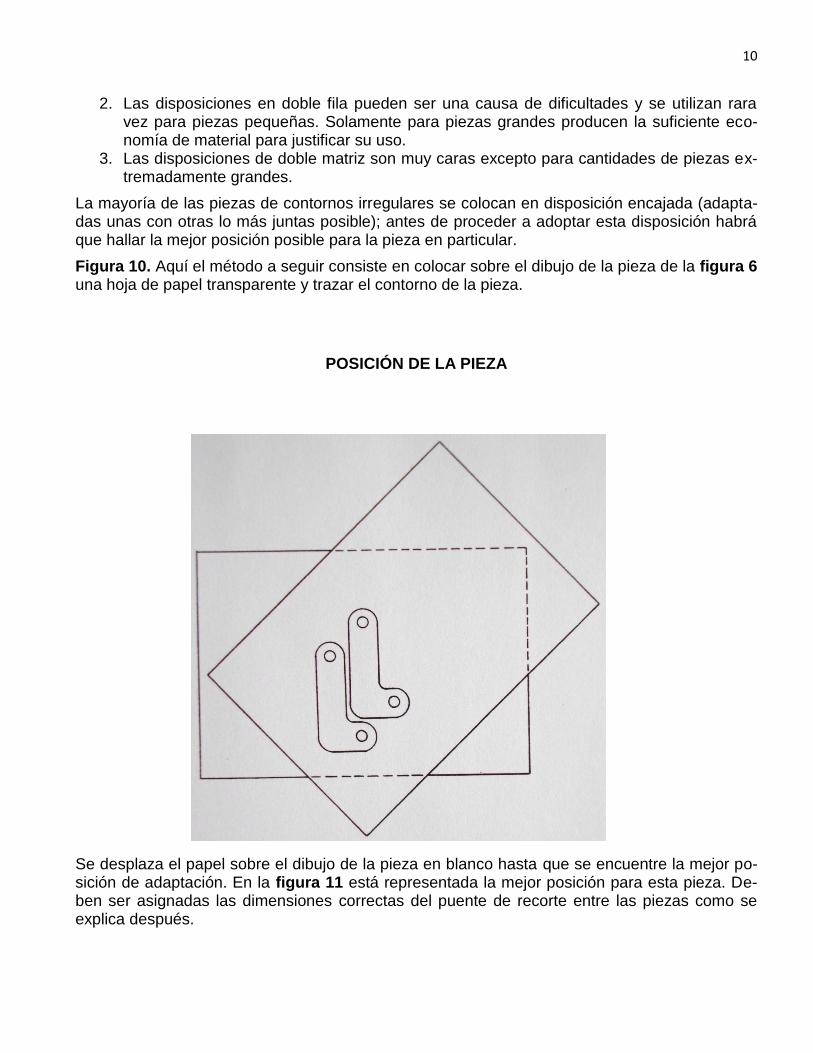
La mayoría de las piezas de contornos irregulares se colocan en disposición encajada (adapta-das unas con otras lo más juntas posible); antes de proceder a adoptar esta disposición habrá que hallar la mejor posición posible para la pieza en particular.
Figura 10. Aquí el método a seguir consiste en colocar sobre el dibujo de la pieza de la figura 6 una hoja de papel transparente y trazar el contorno de la pieza.
POSICIÓN DE LA PIEZA
Se desplaza el papel sobre el dibujo de la pieza en blanco hasta que se encuentre la mejor po-sición de adaptación. En la figura 11 está representada la mejor posición para esta pieza. De-ben ser asignadas las dimensiones correctas del puente de recorte entre las piezas como se explica después.

11
CORRECCIÓN DEL PLANO DE POSICIÓN
Figura 12. Sujetar este plano al tablero de dibujo, delinear con precisión las líne-as y comprobar las dimensiones. Dibujar las líneas de guía A y, dejando el sufi-ciente espacio para el puente de recorte, dibujar la línea de la parte B de la pieza siguiente para facilitar el trazado de posi-ción.
DELINEACIÓN DE LA TERCERA PIEZA
Figura 13. Volver a colocar la hoja de pa-pel sobre el plano de la pieza representado en la figura 6 y dibujar la tercera pieza tan exactamente como sea posible.
12
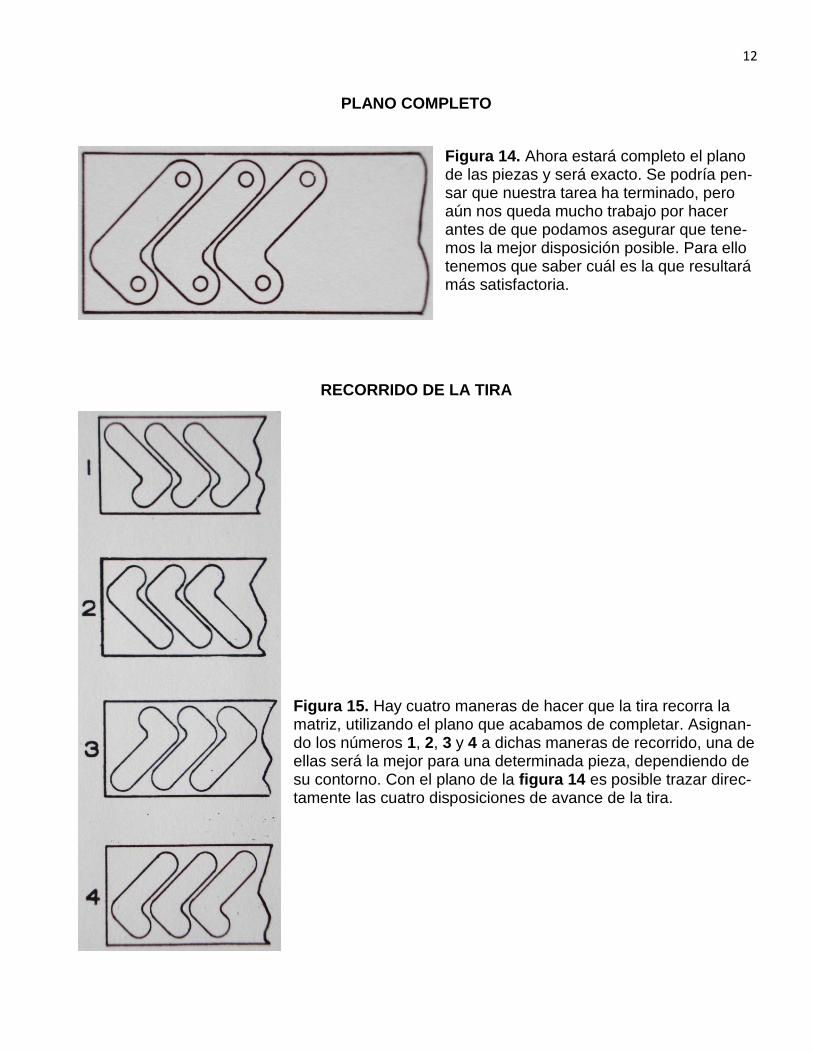
PLANO COMPLETO
Figura 14. Ahora estará completo el plano de las piezas y será exacto. Se podría pen-sar que nuestra tarea ha terminado, pero aún nos queda mucho trabajo por hacer antes de que podamos asegurar que tene-mos la mejor disposición posible. Para ello tenemos que saber cuál es la que resultará más satisfactoria.
RECORRIDO DE LA TIRA
Figura 15. Hay cuatro maneras de hacer que la tira recorra la matriz, utilizando el plano que acabamos de completar. Asignan-do los números 1, 2, 3 y 4 a dichas maneras de recorrido, una de ellas será la mejor para una determinada pieza, dependiendo de su contorno. Con el plano de la figura 14 es posible trazar direc-tamente las cuatro disposiciones de avance de la tira.
13
GIRO DE LA TIRA
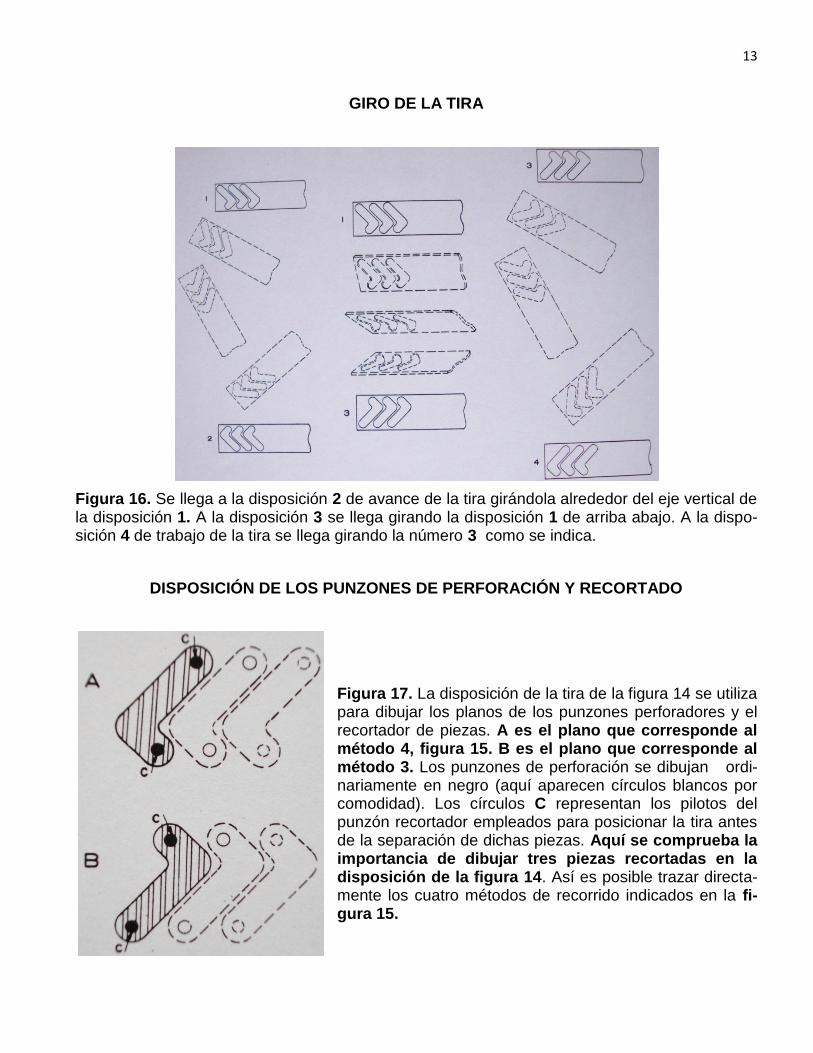
Figura 16. Se llega a la disposición 2 de avance de la tira girándola alrededor del eje vertical de la disposición 1. A la disposición 3 se llega girando la disposición 1 de arriba abajo. A la dispo-sición 4 de trabajo de la tira se llega girando la número 3 como se indica.
DISPOSICIÓN DE LOS PUNZONES DE PERFORACIÓN Y RECORTADO
Figura 17. La disposición de la tira de la figura 14 se utiliza para dibujar los planos de los punzones perforadores y el recortador de piezas. A es el plano que corresponde al método 4, figura 15. B es el plano que corresponde al método 3. Los punzones de perforación se dibujan ordi-nariamente en negro (aquí aparecen círculos blancos por comodidad). Los círculos C representan los pilotos del punzón recortador empleados para posicionar la tira antes de la separación de dichas piezas. Aquí se comprueba la importancia de dibujar tres piezas recortadas en la disposición de la figura 14. Así es posible trazar directa-mente los cuatro métodos de recorrido indicados en la fi-gura 15.
14
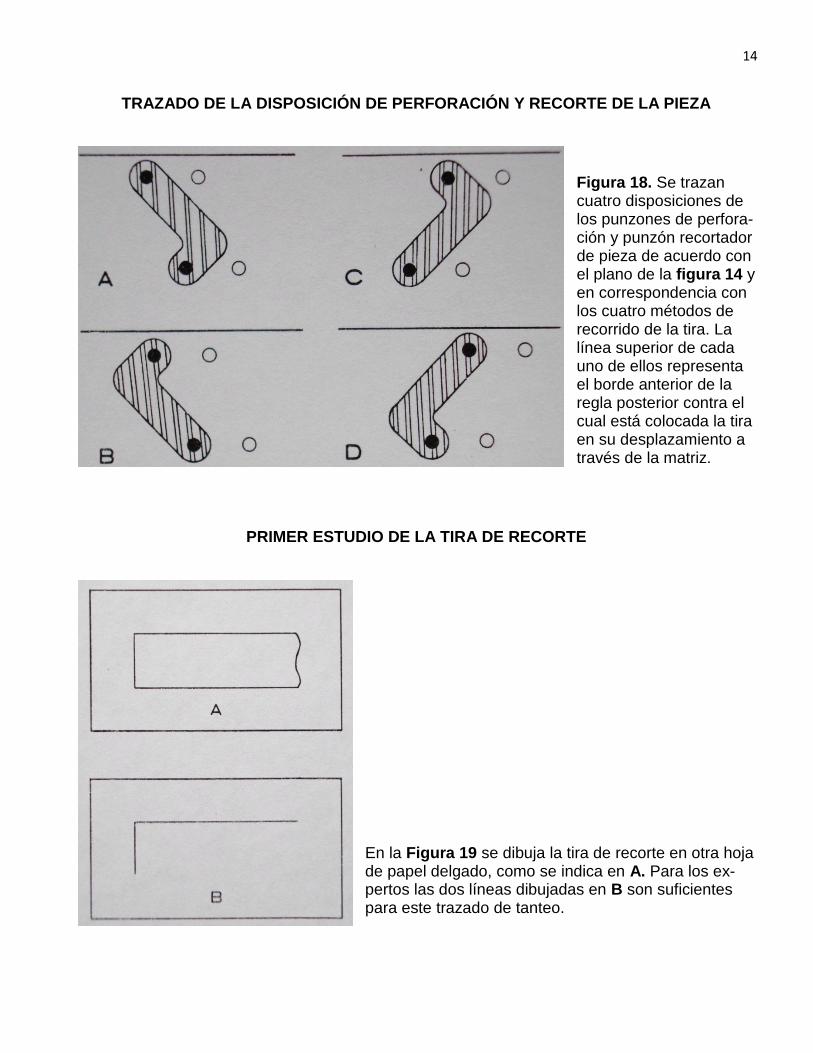
TRAZADO DE LA DISPOSICIÓN DE PERFORACIÓN Y RECORTE DE LA PIEZA
Figura 18. Se trazan cuatro disposiciones de los punzones de perfora-ción y punzón recortador de pieza de acuerdo con el plano de la figura 14 y en correspondencia con los cuatro métodos de recorrido de la tira. La línea superior de cada uno de ellos representa el borde anterior de la regla posterior contra el cual está colocada la tira en su desplazamiento a través de la matriz.
PRIMER ESTUDIO DE LA TIRA DE RECORTE
En la Figura 19 se dibuja la tira de recorte en otra hoja de papel delgado, como se indica en A. Para los ex-pertos las dos líneas dibujadas en B son suficientes para este trazado de tanteo.
15
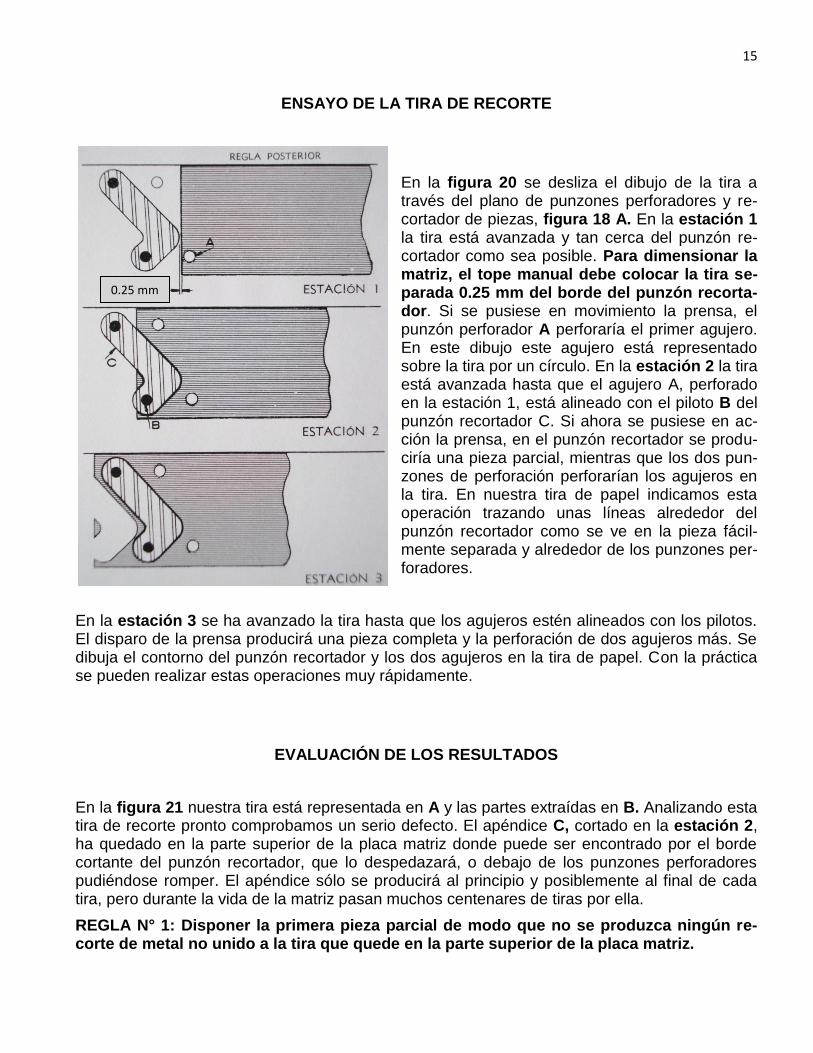
ENSAYO DE LA TIRA DE RECORTE
En la figura 20 se desliza el dibujo de la tira a través del plano de punzones perforadores y re-cortador de piezas, figura 18 A. En la estación 1 la tira está avanzada y tan cerca del punzón re-cortador como sea posible. Para dimensionar la matriz, el tope manual debe colocar la tira se-parada 0.25 mm del borde del punzón recorta-dor. Si se pusiese en movimiento la prensa, el punzón perforador A perforaría el primer agujero. En este dibujo este agujero está representado sobre la tira por un círculo. En la estación 2 la tira está avanzada hasta que el agujero A, perforado en la estación 1, está alineado con el piloto B del punzón recortador C. Si ahora se pusiese en ac-ción la prensa, en el punzón recortador se produ-ciría una pieza parcial, mientras que los dos pun-zones de perforación perforarían los agujeros en la tira. En nuestra tira de papel indicamos esta operación trazando unas líneas alrededor del punzón recortador como se ve en la pieza fácil-mente separada y alrededor de los punzones per-foradores.
En la estación 3 se ha avanzado la tira hasta que los agujeros estén alineados con los pilotos. El disparo de la prensa producirá una pieza completa y la perforación de dos agujeros más. Se dibuja el contorno del punzón recortador y los dos agujeros en la tira de papel. Con la práctica se pueden realizar estas operaciones muy rápidamente.
EVALUACIÓN DE LOS RESULTADOS
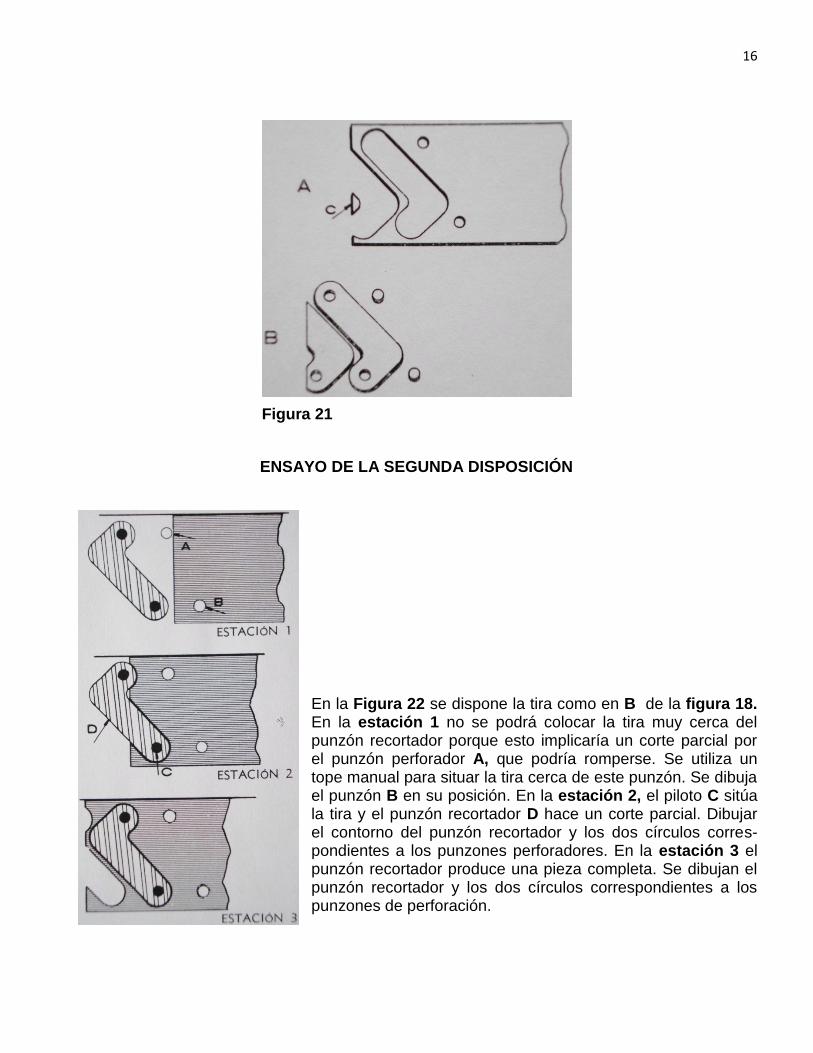
En la figura 21 nuestra tira está representada en A y las partes extraídas en B. Analizando esta tira de recorte pronto comprobamos un serio defecto. El apéndice C, cortado en la estación 2, ha quedado en la parte superior de la placa matriz donde puede ser encontrado por el borde cortante del punzón recortador, que lo despedazará, o debajo de los punzones perforadores pudiéndose romper. El apéndice sólo se producirá al principio y posiblemente al final de cada tira, pero durante la vida de la matriz pasan muchos centenares de tiras por ella.
REGLA N° 1: Disponer la primera pieza parcial de modo que no se produzca ningún re-corte de metal no unido a la tira que quede en la parte superior de la placa matriz.
0.25 mm
16
Figura 21
ENSAYO DE LA SEGUNDA DISPOSICIÓN
En la Figura 22 se dispone la tira como en B de la figura 18. En la estación 1 no se podrá colocar la tira muy cerca del punzón recortador porque esto implicaría un corte parcial por el punzón perforador A, que podría romperse. Se utiliza un tope manual para situar la tira cerca de este punzón. Se dibuja el punzón B en su posición. En la estación 2, el piloto C sitúa la tira y el punzón recortador D hace un corte parcial. Dibujar el contorno del punzón recortador y los dos círculos corres-pondientes a los punzones perforadores. En la estación 3 el punzón recortador produce una pieza completa. Se dibujan el punzón recortador y los dos círculos correspondientes a los punzones de perforación.
17
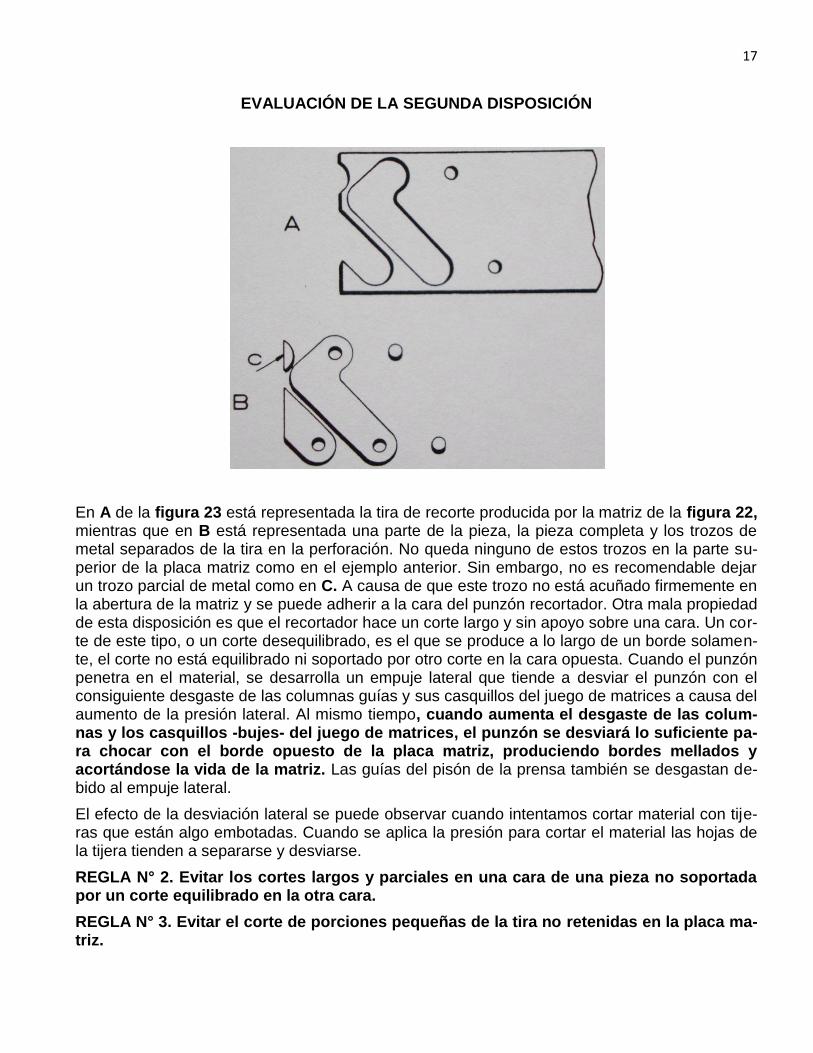
EVALUACIÓN DE LA SEGUNDA DISPOSICIÓN
En A de la figura 23 está representada la tira de recorte producida por la matriz de la figura 22, mientras que en B está representada una parte de la pieza, la pieza completa y los trozos de metal separados de la tira en la perforación. No queda ninguno de estos trozos en la parte su-perior de la placa matriz como en el ejemplo anterior. Sin embargo, no es recomendable dejar un trozo parcial de metal como en C. A causa de que este trozo no está acuñado firmemente en la abertura de la matriz y se puede adherir a la cara del punzón recortador. Otra mala propiedad de esta disposición es que el recortador hace un corte largo y sin apoyo sobre una cara. Un cor-te de este tipo, o un corte desequilibrado, es el que se produce a lo largo de un borde solamen-te, el corte no está equilibrado ni soportado por otro corte en la cara opuesta. Cuando el punzón penetra en el material, se desarrolla un empuje lateral que tiende a desviar el punzón con el consiguiente desgaste de las columnas guías y sus casquillos del juego de matrices a causa del aumento de la presión lateral. Al mismo tiempo, cuando aumenta el desgaste de las colum-nas y los casquillos -bujes- del juego de matrices, el punzón se desviará lo suficiente pa-ra chocar con el borde opuesto de la placa matriz, produciendo bordes mellados y acortándose la vida de la matriz. Las guías del pisón de la prensa también se desgastan de-bido al empuje lateral.
El efecto de la desviación lateral se puede observar cuando intentamos cortar material con tije-ras que están algo embotadas. Cuando se aplica la presión para cortar el material las hojas de la tijera tienden a separarse y desviarse.
REGLA N° 2. Evitar los cortes largos y parciales en una cara de una pieza no soportada por un corte equilibrado en la otra cara.
REGLA N° 3. Evitar el corte de porciones pequeñas de la tira no retenidas en la placa ma-triz.
18
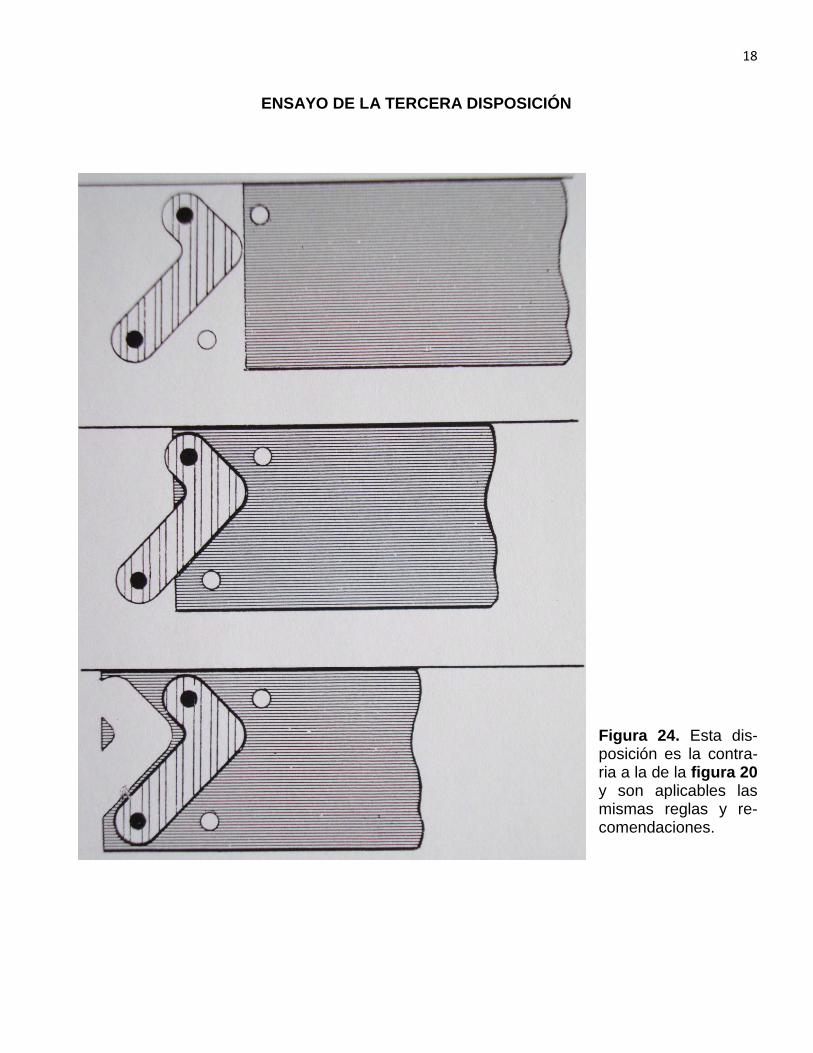
ENSAYO DE LA TERCERA DISPOSICIÓN
Figura 24. Esta dis-posición es la contra-ria a la de la figura 20 y son aplicables las mismas reglas y re-comendaciones.
19
EVALUACIÓN DE LA TERCERA DISPOSICIÓN
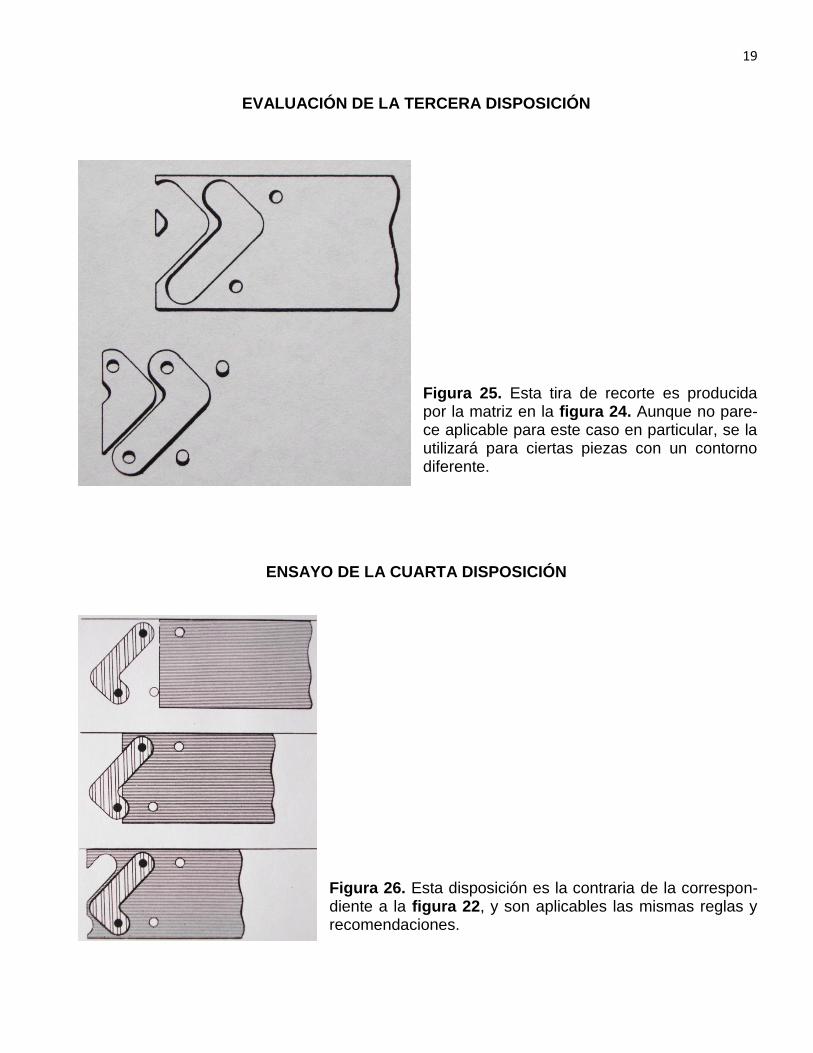
Figura 25. Esta tira de recorte es producida por la matriz en la figura 24. Aunque no pare-ce aplicable para este caso en particular, se la utilizará para ciertas piezas con un contorno diferente.
ENSAYO DE LA CUARTA DISPOSICIÓN
Figura 26. Esta disposición es la contraria de la correspon-diente a la figura 22, y son aplicables las mismas reglas y recomendaciones.

20
EVALUACIÓN DE LA CUARTA DISPOSICIÓN
Figura 27. Esta tira de recorte es producida por la matriz en la figura 26. Es obvio que ninguno de los cuatro métodos produce una matriz exenta de averías y pertur-baciones. Sin embargo, estas disposiciones proporcionan la clave para producir una excelente tira de recorte. La disposición de la figura 20 parece prometedora.
La inclinación de la pieza es buena para fines de posicio-nado de la tira. El tope automático empujará a la tira con-tra la regla posterior, en vez de empujarla hacia adelante. Pero debemos encontrar un medio de mantener el apén-dice C unido a la tira, posiblemente variando el ángulo de la pieza.
MODIFICACIÓN DE LA PRIMERA DISPOSICIÓN
Figura 28. Colocar otra hoja de papel transparente sobre el plano de la figura 6 y dibujar dos piezas, dejando una distan-cia A mayor entre ellas.
21
CORRECCIÓN DE LOS CROQUIS
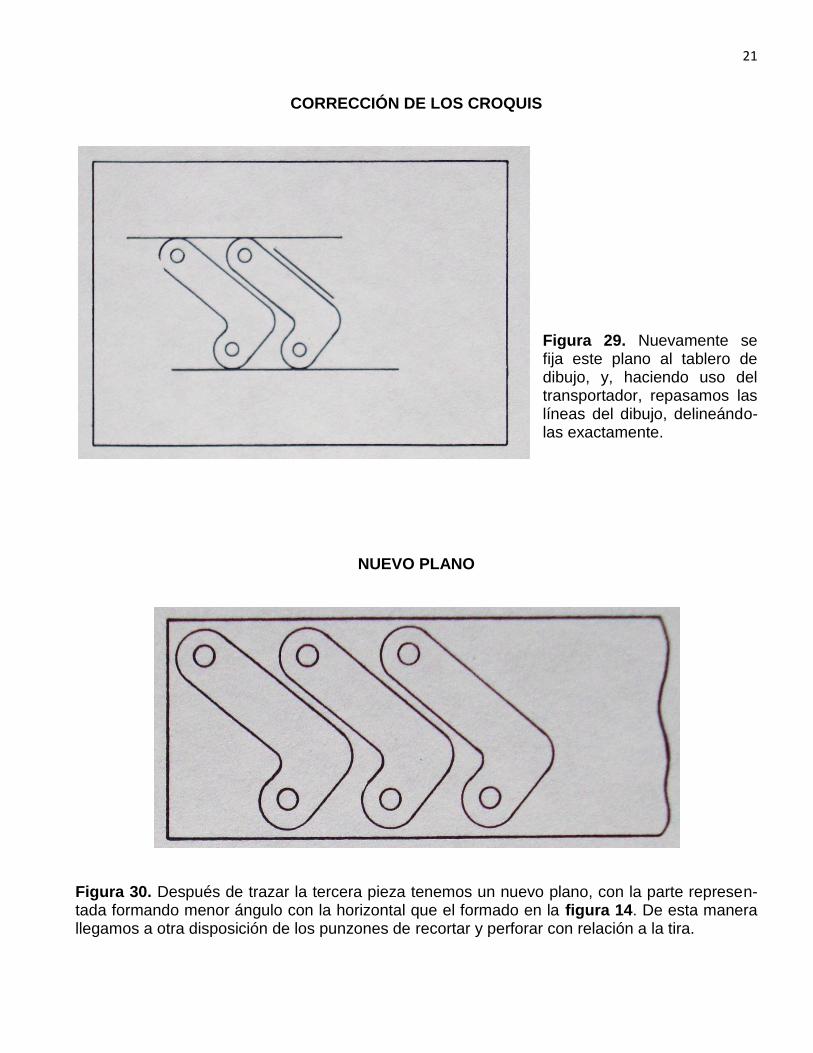
Figura 29. Nuevamente se fija este plano al tablero de dibujo, y, haciendo uso del transportador, repasamos las líneas del dibujo, delineándo-las exactamente.
NUEVO PLANO
Figura 30. Después de trazar la tercera pieza tenemos un nuevo plano, con la parte represen-tada formando menor ángulo con la horizontal que el formado en la figura 14. De esta manera llegamos a otra disposición de los punzones de recortar y perforar con relación a la tira.
22
ENSAYO DE LA NUEVA DISPOSICIÓN
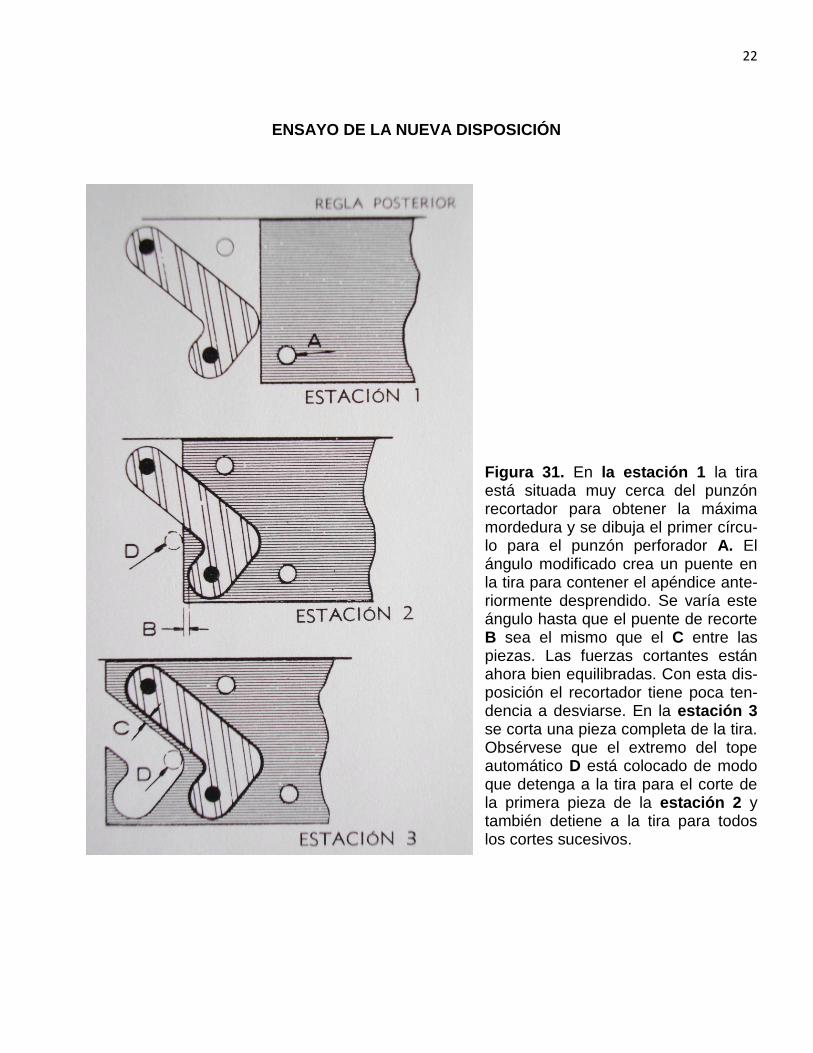
Figura 31. En la estación 1 la tira está situada muy cerca del punzón recortador para obtener la máxima mordedura y se dibuja el primer círcu-lo para el punzón perforador A. El ángulo modificado crea un puente en la tira para contener el apéndice ante-riormente desprendido. Se varía este ángulo hasta que el puente de recorte B sea el mismo que el C entre las piezas. Las fuerzas cortantes están ahora bien equilibradas. Con esta dis-posición el recortador tiene poca ten-dencia a desviarse. En la estación 3 se corta una pieza completa de la tira. Obsérvese que el extremo del tope automático D está colocado de modo que detenga a la tira para el corte de la primera pieza de la estación 2 y también detiene a la tira para todos los cortes sucesivos.
23
PLANO COMPLETO DE LA TIRA DE RECORTE
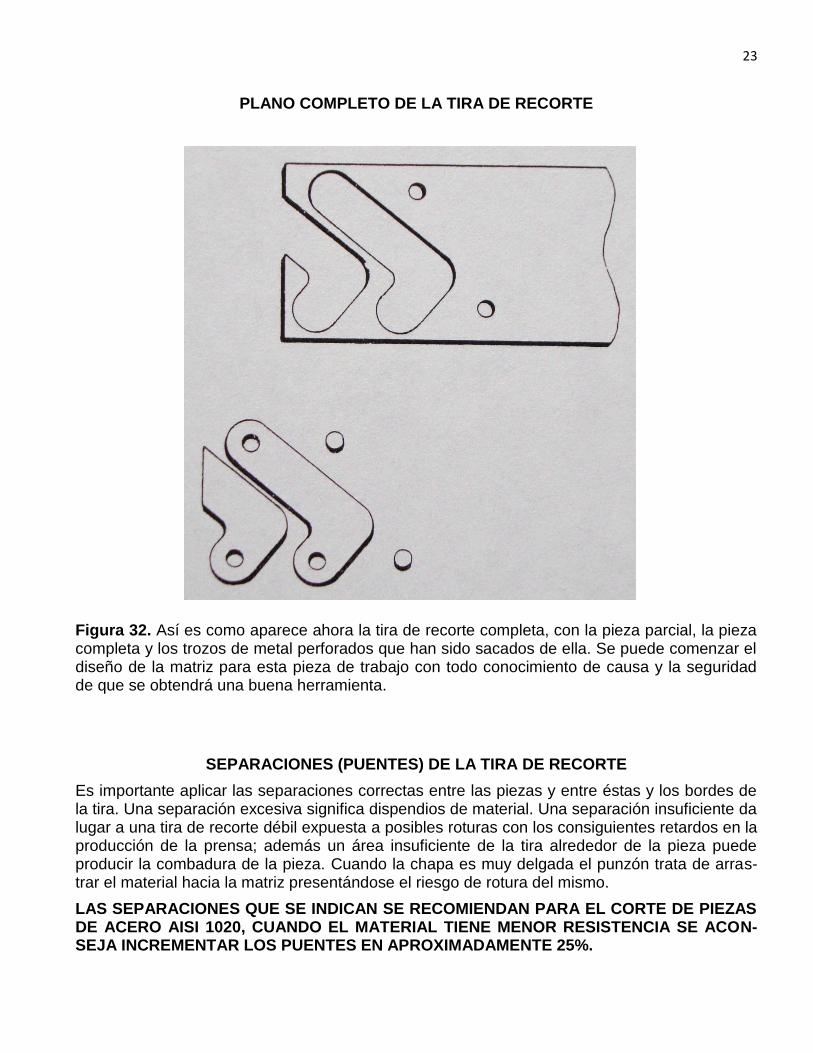
Figura 32. Así es como aparece ahora la tira de recorte completa, con la pieza parcial, la pieza completa y los trozos de metal perforados que han sido sacados de ella. Se puede comenzar el diseño de la matriz para esta pieza de trabajo con todo conocimiento de causa y la seguridad de que se obtendrá una buena herramienta.
SEPARACIONES (PUENTES) DE LA TIRA DE RECORTE
Es importante aplicar las separaciones correctas entre las piezas y entre éstas y los bordes de la tira. Una separación excesiva significa dispendios de material. Una separación insuficiente da lugar a una tira de recorte débil expuesta a posibles roturas con los consiguientes retardos en la producción de la prensa; además un área insuficiente de la tira alrededor de la pieza puede producir la combadura de la pieza. Cuando la chapa es muy delgada el punzón trata de arras-trar el material hacia la matriz presentándose el riesgo de rotura del mismo.
LAS SEPARACIONES QUE SE INDICAN SE RECOMIENDAN PARA EL CORTE DE PIEZAS DE ACERO AISI 1020, CUANDO EL MATERIAL TIENE MENOR RESISTENCIA SE ACON-SEJA INCREMENTAR LOS PUENTES EN APROXIMADAMENTE 25%.

24
SEPARACIONES MÍNIMAS DE LA TIRA DE RECORTE (espesor > 1.20 mm)
Figura 33. DISPOSICIONES DE UNA PASADA.
Los contornos de las piezas se pueden clasificar en cuatro formas distintas:
1. CONTORNOS CURVADOS. Para éstos las separaciones A deben ser como mínimo un 75% del espesor de la tira.
2. BORDES RECTOS. Las dimensiones de B y B´ dependen de la longitud del puente y de las dimensiones de L y L´, respectivamente, así:
Cuando L o L´ < 60 mm, B o B´ = espesor de tira, respectivamente.
Cuando 60 mm < L o L´< 200 mm, B o B´ = 1.25 espesor de tira, respectivamente.
Cuando L o L´ > 200 mm, B o B´ = 1.50 espesor de tira, respectivamente.
3. CURVAS PARALELAS. Para el caso de curvas paralelas, se aplican las mismas reglas que para bordes rectos:
Cuando L < 60 mm, C = espesor de tira.
Cuando 60 mm < L < 200 mm, C = 1.25 espesor de tira.
Cuando L > 200 mm, C = 1.5 espesor de tira.
4. ESQUINAS AGUDAS ADYACENTES. Éstas forman un punto fácilmente sometido a fractu-ras y la separación mínima es 1.25 espesor de tira, dimensión D en el dibujo.
L’ L´
L
25
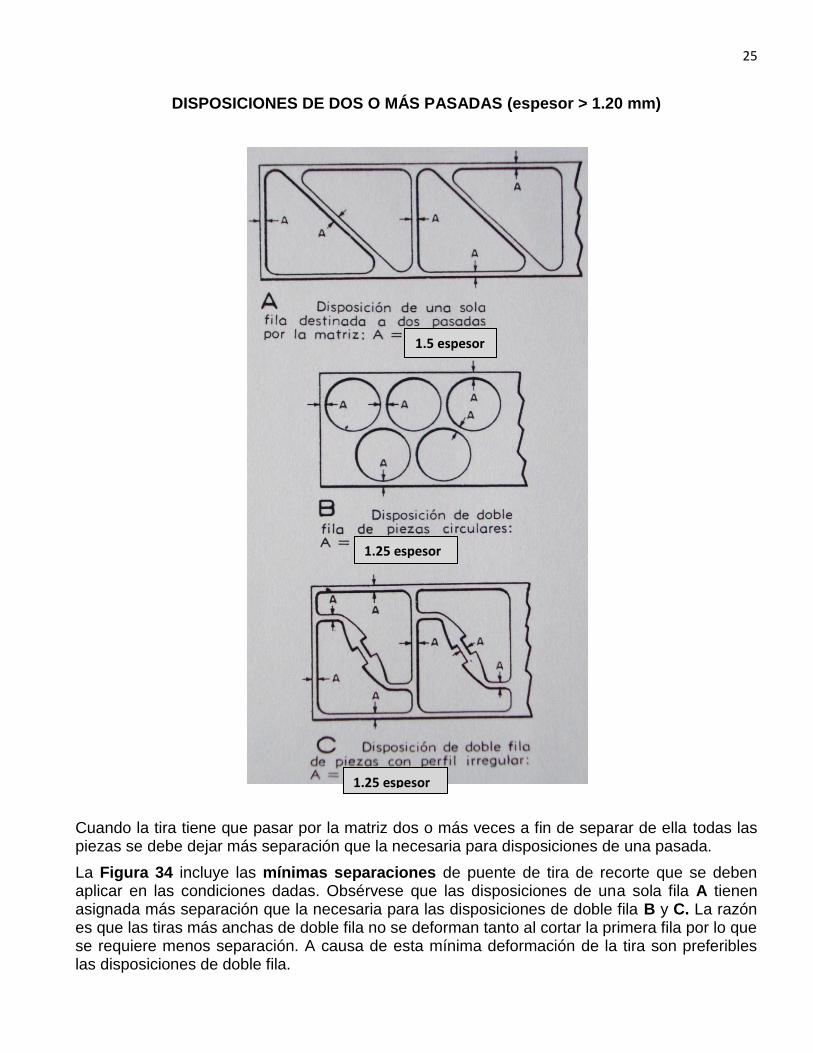
DISPOSICIONES DE DOS O MÁS PASADAS (espesor > 1.20 mm)
Cuando la tira tiene que pasar por la matriz dos o más veces a fin de separar de ella todas las piezas se debe dejar más separación que la necesaria para disposiciones de una pasada.
La Figura 34 incluye las mínimas separaciones de puente de tira de recorte que se deben aplicar en las condiciones dadas. Obsérvese que las disposiciones de una sola fila A tienen asignada más separación que la necesaria para las disposiciones de doble fila B y C. La razón es que las tiras más anchas de doble fila no se deforman tanto al cortar la primera fila por lo que se requiere menos separación. A causa de esta mínima deformación de la tira son preferibles las disposiciones de doble fila.
1.5 espesor
1.25 espesor
1.25 espesor
26
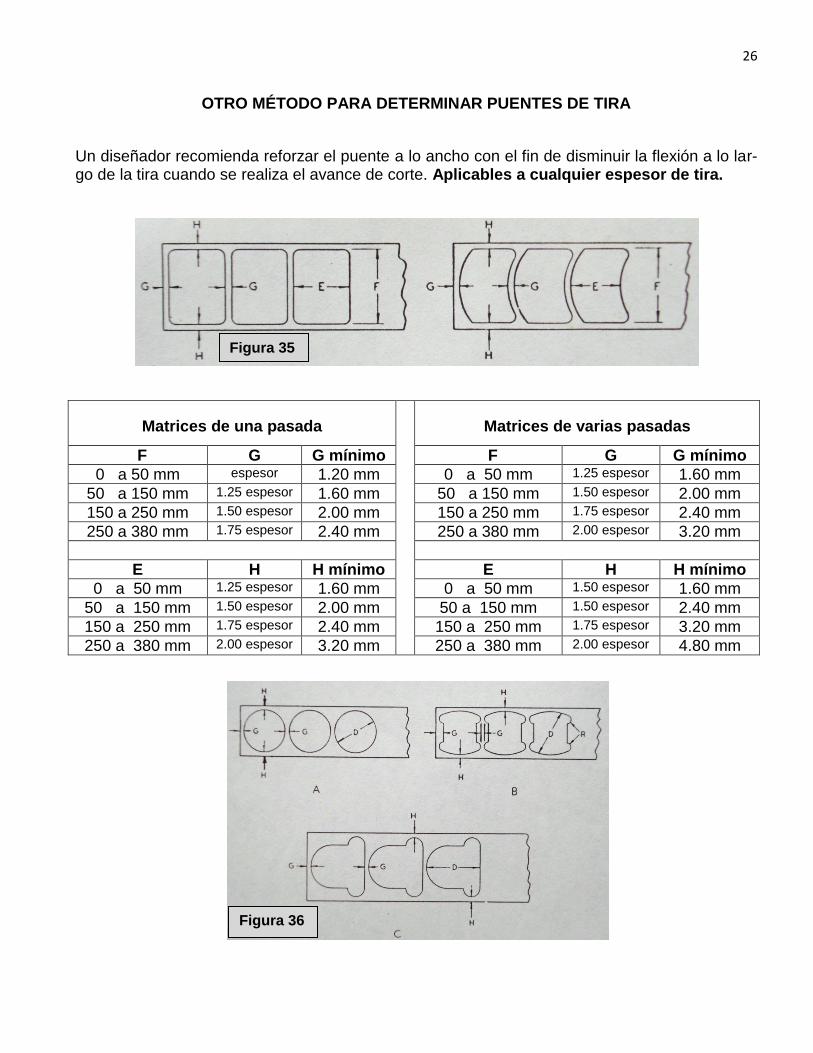
OTRO MÉTODO PARA DETERMINAR PUENTES DE TIRA
Un diseñador recomienda reforzar el puente a lo ancho con el fin de disminuir la flexión a lo lar-go de la tira cuando se realiza el avance de corte. Aplicables a cualquier espesor de tira.
Matrices de una pasada
Matrices de varias pasadas
F G G mínimo F G G mínimo
0 a 50 mm espesor 1.20 mm 0 a 50 mm 1.25 espesor 1.60 mm
50 a 150 mm 1.25 espesor 1.60 mm 50 a 150 mm 1.50 espesor 2.00 mm
150 a 250 mm 1.50 espesor 2.00 mm 150 a 250 mm 1.75 espesor 2.40 mm
250 a 380 mm 1.75 espesor 2.40 mm 250 a 380 mm 2.00 espesor 3.20 mm
E H H mínimo E H H mínimo
0 a 50 mm 1.25 espesor 1.60 mm 0 a 50 mm 1.50 espesor 1.60 mm
50 a 150 mm 1.50 espesor 2.00 mm 50 a 150 mm 1.50 espesor 2.40 mm
150 a 250 mm 1.75 espesor 2.40 mm 150 a 250 mm 1.75 espesor 3.20 mm
250 a 380 mm 2.00 espesor 3.20 mm 250 a 380 mm 2.00 espesor 4.80 mm
Figura 35
Figura 36
27
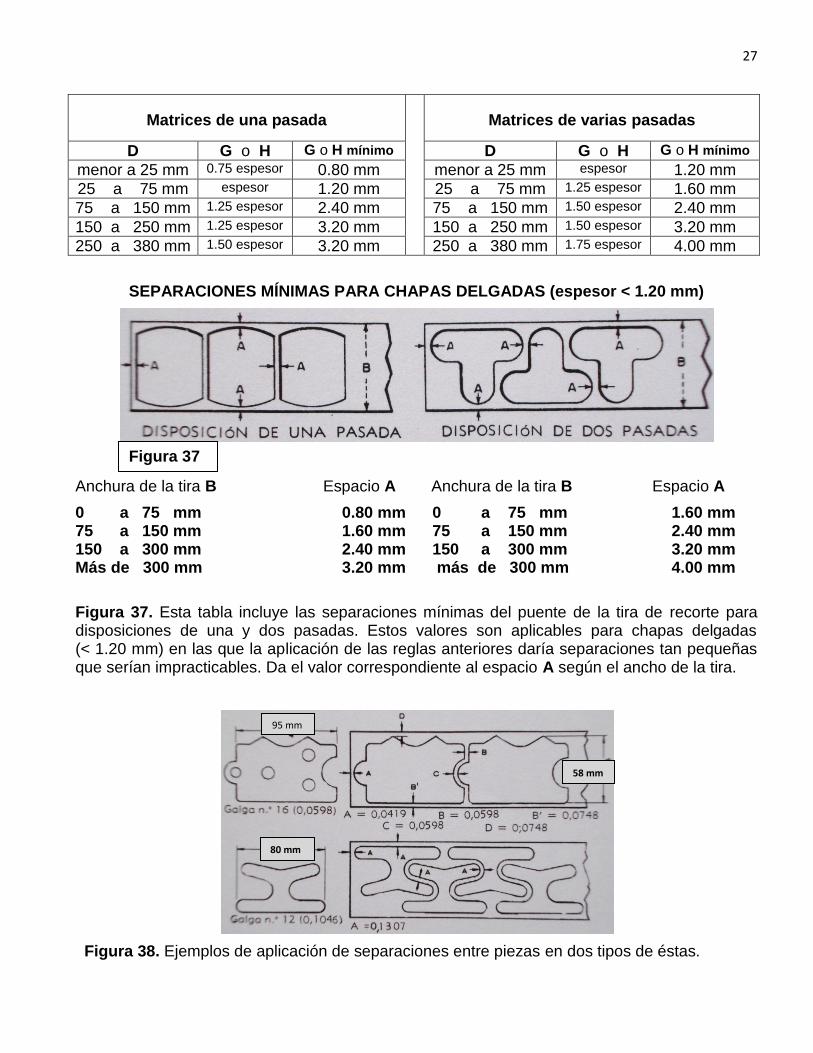
Matrices de una pasada
Matrices de varias pasadas
D G o H G o H mínimo D G o H G o H mínimo
menor a 25 mm 0.75 espesor 0.80 mm menor a 25 mm espesor 1.20 mm
25 a 75 mm espesor 1.20 mm 25 a 75 mm 1.25 espesor 1.60 mm
75 a 150 mm 1.25 espesor 2.40 mm 75 a 150 mm 1.50 espesor 2.40 mm
150 a 250 mm 1.25 espesor 3.20 mm 150 a 250 mm 1.50 espesor 3.20 mm
250 a 380 mm 1.50 espesor 3.20 mm 250 a 380 mm 1.75 espesor 4.00 mm
SEPARACIONES MÍNIMAS PARA CHAPAS DELGADAS (espesor < 1.20 mm)
Anchura de la tira B Espacio A Anchura de la tira B Espacio A
0 a 75 mm 0.80 mm 0 a 75 mm 1.60 mm 75 a 150 mm 1.60 mm 75 a 150 mm 2.40 mm 150 a 300 mm 2.40 mm 150 a 300 mm 3.20 mm Más de 300 mm 3.20 mm más de 300 mm 4.00 mm
Figura 37. Esta tabla incluye las separaciones mínimas del puente de la tira de recorte para disposiciones de una y dos pasadas. Estos valores son aplicables para chapas delgadas (< 1.20 mm) en las que la aplicación de las reglas anteriores daría separaciones tan pequeñas que serían impracticables. Da el valor correspondiente al espacio A según el ancho de la tira.
Figura 38. Ejemplos de aplicación de separaciones entre piezas en dos tipos de éstas.
58 mm
Figura 37
95 mm
80 mm
28
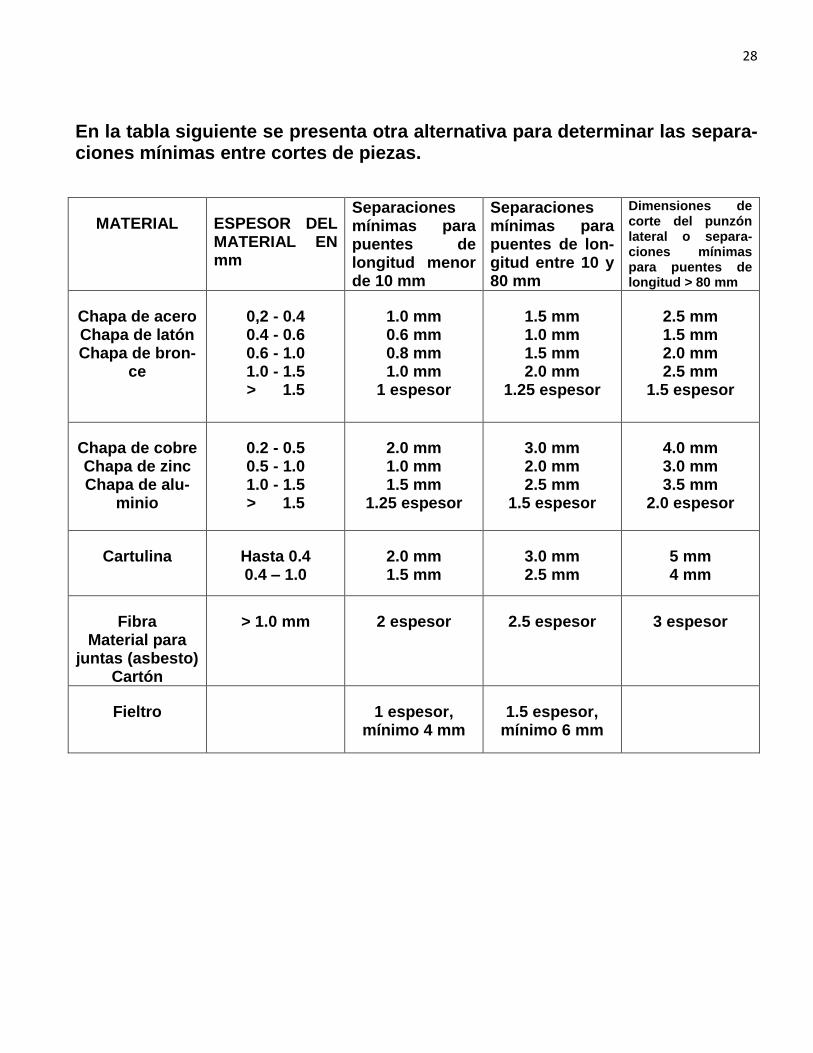
En la tabla siguiente se presenta otra alternativa para determinar las separa-ciones mínimas entre cortes de piezas.
MATERIAL
ESPESOR DEL MATERIAL EN mm
Separaciones mínimas para puentes de longitud menor de 10 mm
Separaciones mínimas para puentes de lon-gitud entre 10 y 80 mm
Dimensiones de corte del punzón lateral o separa-ciones mínimas para puentes de longitud > 80 mm
Chapa de acero Chapa de latón Chapa de bron-
ce
0,2 - 0.4 0.4 - 0.6 0.6 - 1.0 1.0 - 1.5 > 1.5
1.0 mm 0.6 mm 0.8 mm 1.0 mm
1 espesor
1.5 mm 1.0 mm 1.5 mm 2.0 mm
1.25 espesor
2.5 mm 1.5 mm 2.0 mm 2.5 mm
1.5 espesor
Chapa de cobre Chapa de zinc Chapa de alu-
minio
0.2 - 0.5 0.5 - 1.0 1.0 - 1.5 > 1.5
2.0 mm 1.0 mm 1.5 mm
1.25 espesor
3.0 mm 2.0 mm 2.5 mm
1.5 espesor
4.0 mm 3.0 mm 3.5 mm
2.0 espesor
Cartulina Hasta 0.4 0.4 – 1.0
2.0 mm 1.5 mm
3.0 mm 2.5 mm
5 mm 4 mm
Fibra Material para
juntas (asbesto) Cartón
> 1.0 mm 2 espesor 2.5 espesor 3 espesor
Fieltro
1 espesor, mínimo 4 mm
1.5 espesor, mínimo 6 mm
29
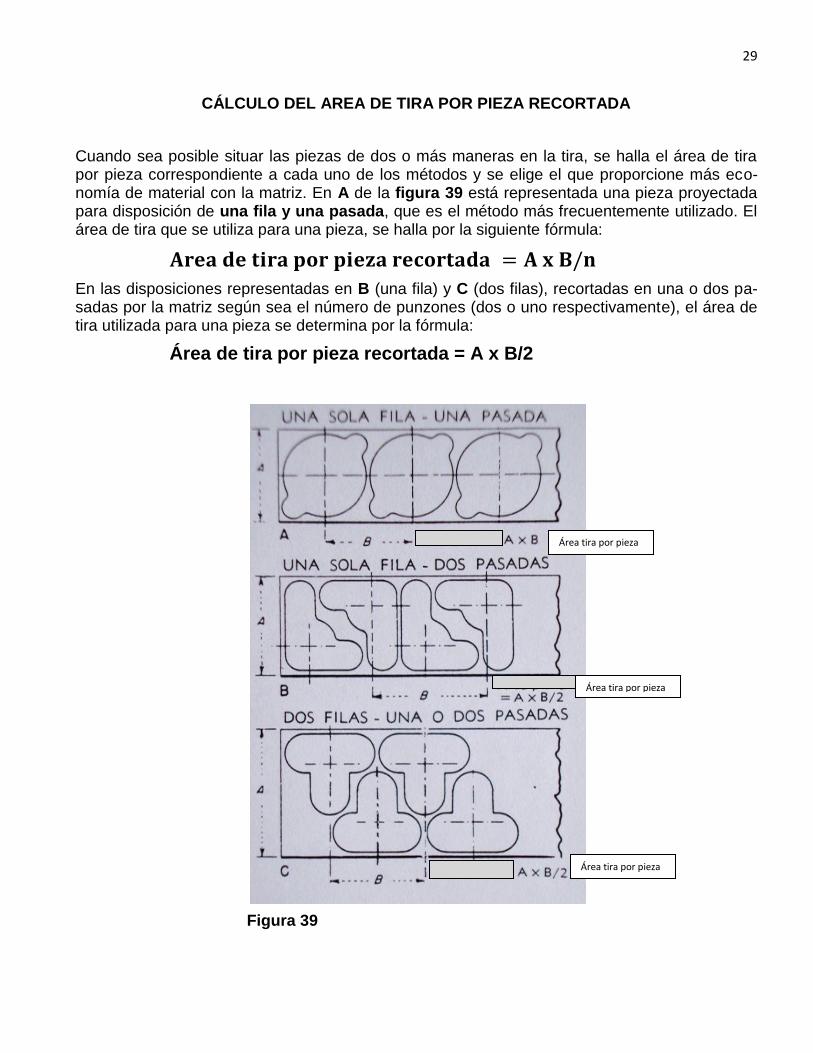
CÁLCULO DEL AREA DE TIRA POR PIEZA RECORTADA
Cuando sea posible situar las piezas de dos o más maneras en la tira, se halla el área de tira por pieza correspondiente a cada uno de los métodos y se elige el que proporcione más eco-nomía de material con la matriz. En A de la figura 39 está representada una pieza proyectada para disposición de una fila y una pasada, que es el método más frecuentemente utilizado. El área de tira que se utiliza para una pieza, se halla por la siguiente fórmula:
𝐀𝐫𝐞𝐚 𝐝𝐞 𝐭𝐢𝐫𝐚 𝐩𝐨𝐫 𝐩𝐢𝐞𝐳𝐚 𝐫𝐞𝐜𝐨𝐫𝐭𝐚𝐝𝐚 = 𝐀 𝐱 𝐁/𝐧
En las disposiciones representadas en B (una fila) y C (dos filas), recortadas en una o dos pa-sadas por la matriz según sea el número de punzones (dos o uno respectivamente), el área de tira utilizada para una pieza se determina por la fórmula:
Área de tira por pieza recortada = A x B/2
Figura 39
Área tira por pieza
Área tira por pieza
Área tira por pieza
30
NÚMERO DE PIEZAS RECORTADAS POR TIRA
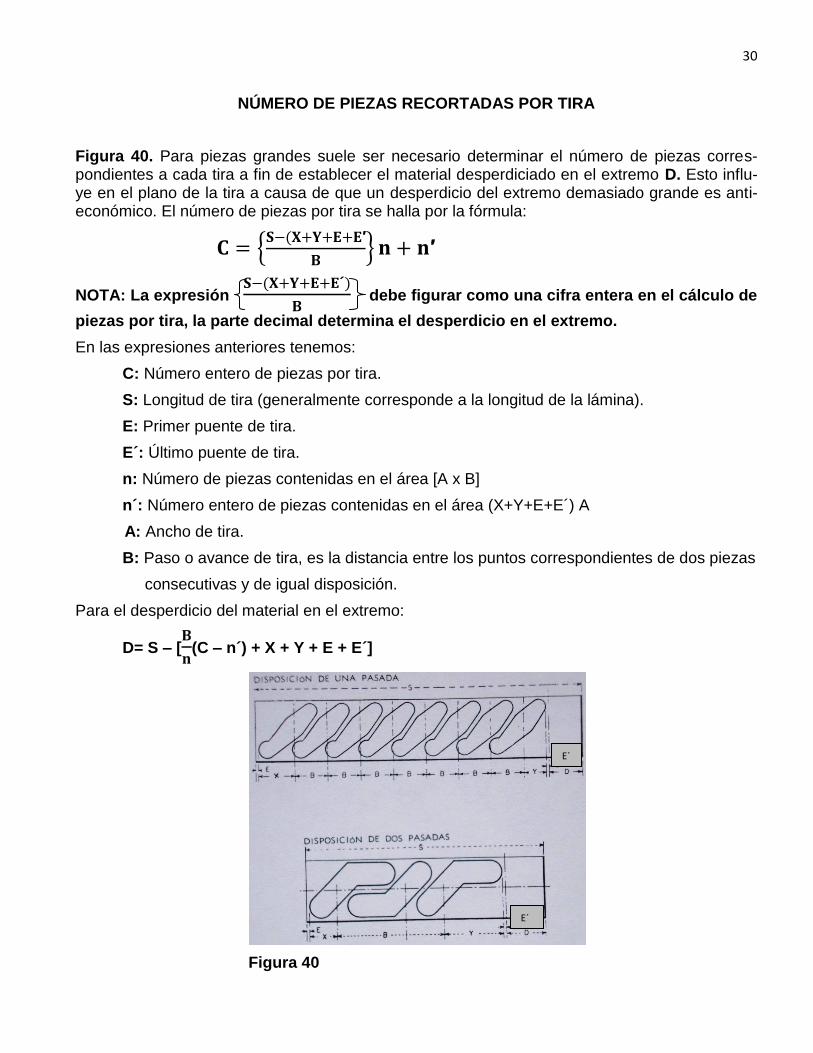
Figura 40. Para piezas grandes suele ser necesario determinar el número de piezas corres-pondientes a cada tira a fin de establecer el material desperdiciado en el extremo D. Esto influ-ye en el plano de la tira a causa de que un desperdicio del extremo demasiado grande es anti-económico. El número de piezas por tira se halla por la fórmula:
𝐂 = 𝐒−(𝐗+𝐘+𝐄+𝐄′
𝐁 𝐧 + 𝐧′
NOTA: La expresión 𝐒−(𝐗+𝐘+𝐄+𝐄´)
𝐁 debe figurar como una cifra entera en el cálculo de
piezas por tira, la parte decimal determina el desperdicio en el extremo.
En las expresiones anteriores tenemos:
C: Número entero de piezas por tira.
S: Longitud de tira (generalmente corresponde a la longitud de la lámina).
E: Primer puente de tira.
E´: Último puente de tira.
n: Número de piezas contenidas en el área [A x B]
n´: Número entero de piezas contenidas en el área (X+Y+E+E´) A
A: Ancho de tira.
B: Paso o avance de tira, es la distancia entre los puntos correspondientes de dos piezas
consecutivas y de igual disposición.
Para el desperdicio del material en el extremo:
D= S – [𝐁
𝐧(C – n´) + X + Y + E + E´]
Figura 40
E´
E´
31
PIEZAS RECORTADAS
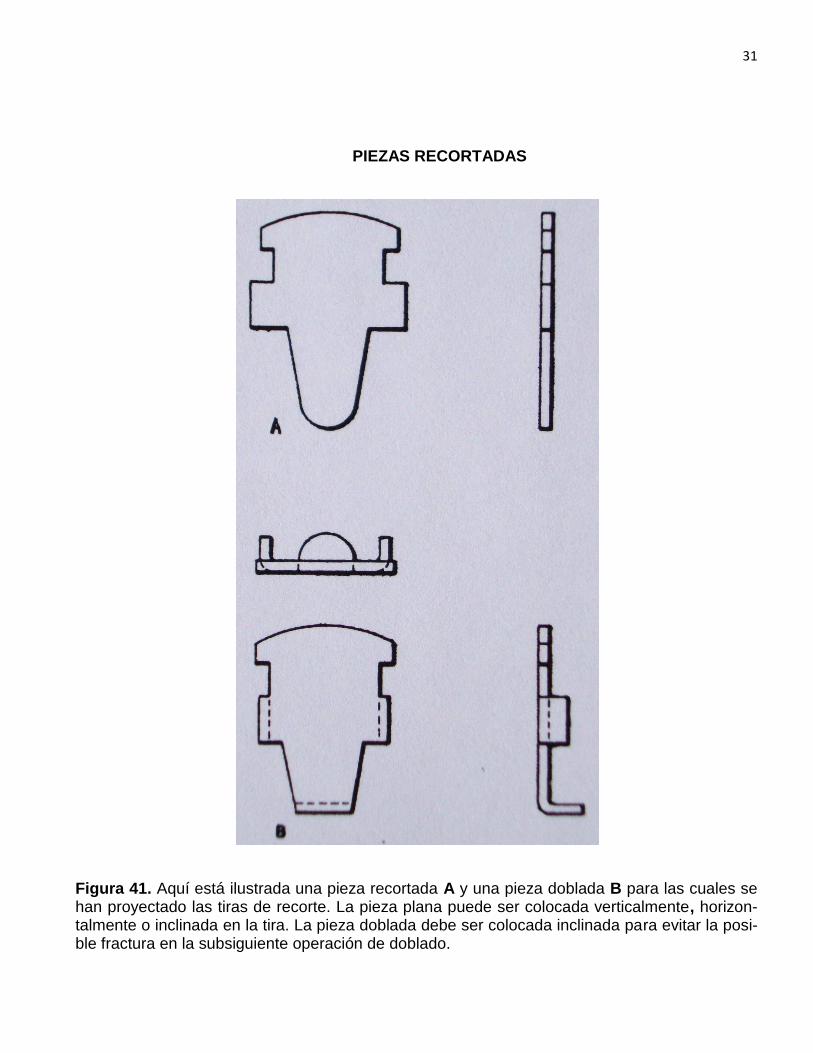
Figura 41. Aquí está ilustrada una pieza recortada A y una pieza doblada B para las cuales se han proyectado las tiras de recorte. La pieza plana puede ser colocada verticalmente, horizon-talmente o inclinada en la tira. La pieza doblada debe ser colocada inclinada para evitar la posi-ble fractura en la subsiguiente operación de doblado.
32
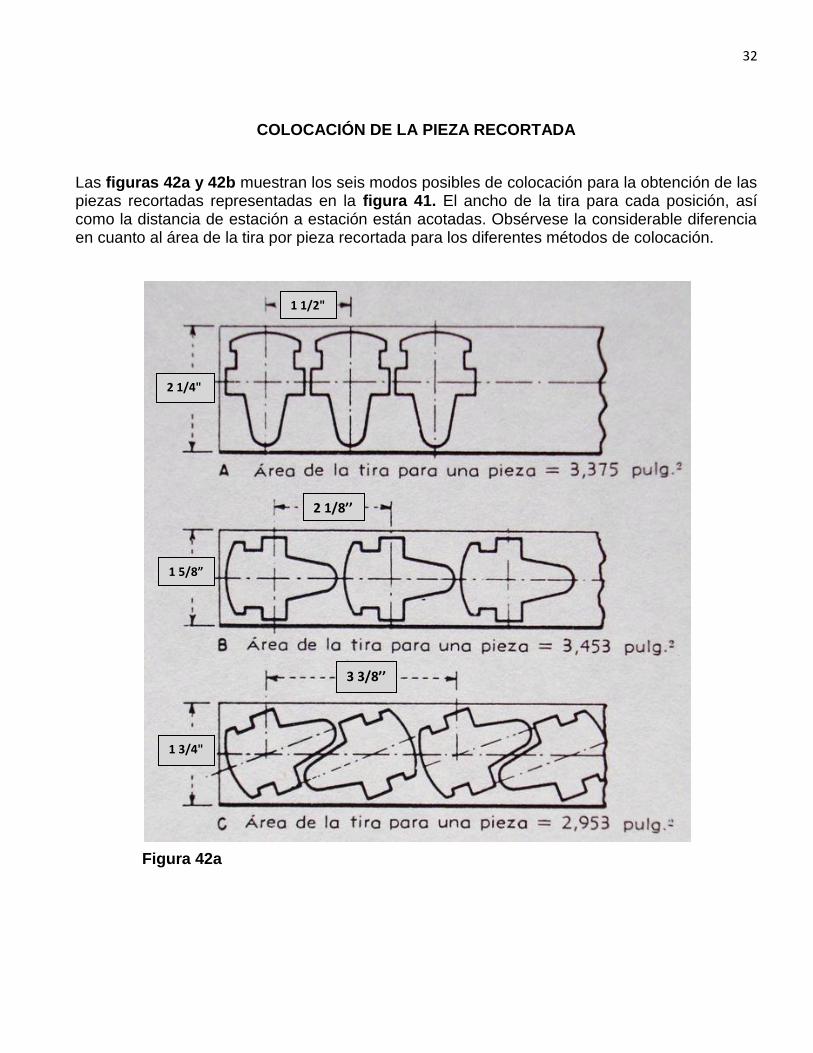
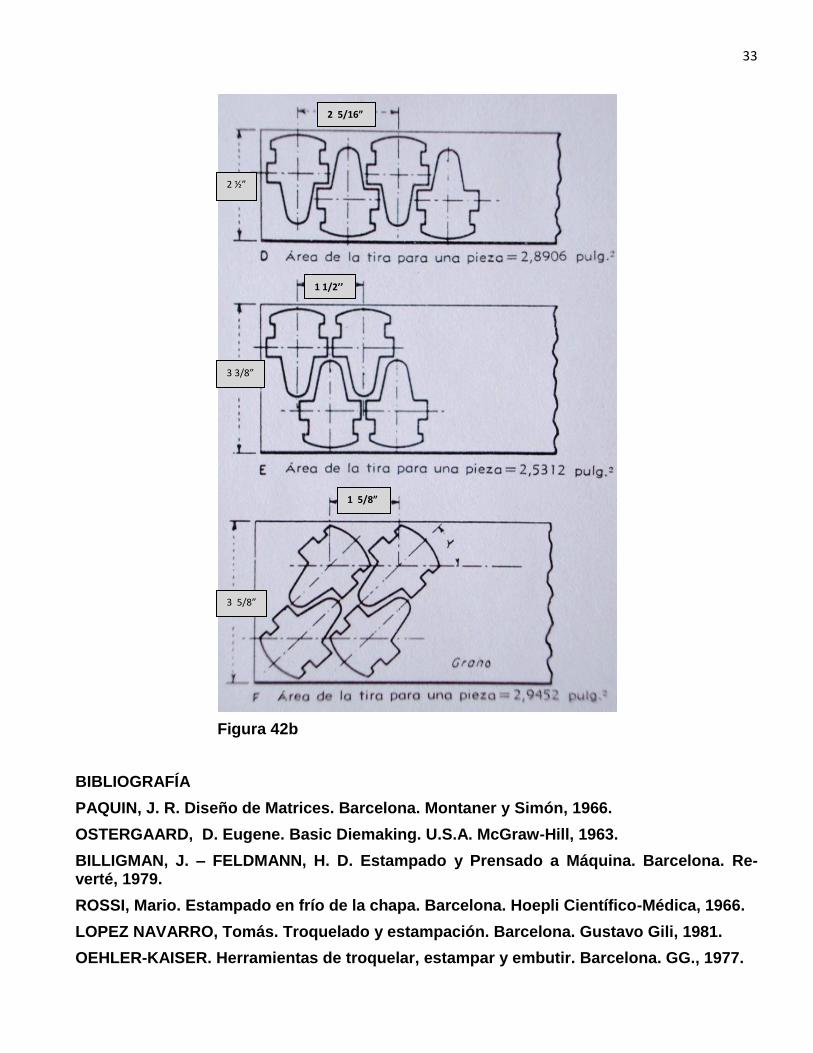
COLOCACIÓN DE LA PIEZA RECORTADA
Las figuras 42a y 42b muestran los seis modos posibles de colocación para la obtención de las piezas recortadas representadas en la figura 41. El ancho de la tira para cada posición, así como la distancia de estación a estación están acotadas. Obsérvese la considerable diferencia en cuanto al área de la tira por pieza recortada para los diferentes métodos de colocación.
Figura 42a
1 1/2"
2 1/4"
1 5/8”
1 3/4"
2 1/8’’
3 3/8’’
33
Figura 42b
BIBLIOGRAFÍA
PAQUIN, J. R. Diseño de Matrices. Barcelona. Montaner y Simón, 1966.
OSTERGAARD, D. Eugene. Basic Diemaking. U.S.A. McGraw-Hill, 1963.
BILLIGMAN, J. – FELDMANN, H. D. Estampado y Prensado a Máquina. Barcelona. Re-verté, 1979.
ROSSI, Mario. Estampado en frío de la chapa. Barcelona. Hoepli Científico-Médica, 1966.
LOPEZ NAVARRO, Tomás. Troquelado y estampación. Barcelona. Gustavo Gili, 1981.
OEHLER-KAISER. Herramientas de troquelar, estampar y embutir. Barcelona. GG., 1977.
2 5/16”
2 ½”
3 3/8”
1 5/8”
3 5/8”
1 1/2’’

34