Curso soldadura 2 .ppt
100
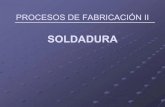
FUENTES DE PODER (SOLDADORAS) CORRIENTE ALTERNA (C . A .) TRANSFORM ADOR (ESTA TIC A ) FUENTES DE PODER (SO LD A D O R A S) CORRIENTE C O N TIN U A (C . C .) TRANSFORM ADOR R EC TIFIC A D O R (ESTA TIC A -DIO DO S) ELECTRICA ROTATIVA G A SO LIN ER A A M OTOR D IESEL FUENTES IN V ER SO R A S (ELEC TR O N IC A S)
-
Upload
cesar-israel-pereira-ruiz -
Category
Documents
-
view
116 -
download
23
Transcript of Curso soldadura 2 .ppt
-
FUENTES DE PODER (SOLDADORAS)
CORRIENTE
ALTERNA
(C. A.)
TRANSFORMADOR
(ESTATICA)
FUENTES DE
PODER
(SOLDADORAS)
CORRIENTE
CONTINUA
(C. C.)
TRANSFORMADOR RECTIFICADOR
(ESTATICA-DIODOS)
ELECTRICA
ROTATIVA
GASOLINERA
A MOTOR
DIESEL
FUENTES INVERSORAS
(ELECTRONICAS)
-
2.- Mquina de Corriente Continua (C.C.).- Rectificadores.- Generadores.- Electrnicas.- Autopropulsadas.
TIPOS DE MAQUINAS SOLDADORAS Y CORRIENTE QUE ENTREGAN.1.- Mquina de Corriente Alterna (C.A.).- Estticas o Transformadores.
-
Desde el punto de vista de su capacidad de soldadura, lo ms importante en una mquina de soldar es la corriente secundaria de soldadura referida al ciclo de trabajo. Este indica el porcentaje de tiempo en que la fuente de poder entrega efectivamente la corriente nominal especificada dentro de un perodo de 10 minutos. De esta manera, si se especifica que una fuente de poder es de 400 amperes, 60% ciclo de trabajo, sta puede funcionar sin interrupciones entregando 400 amperes durante un promedio de 6 minutos de cada 10, sin que sufra dao.
% Ciclo de Trabajo = (Amp. Nominal)2 x C. de Trabajo Nominal(Amp. Carga)2
EL CICLO DE TRABAJO.
-
PROPIEDADES DEL ACEROManganeso (Mn)Este elemento tiene la propiedad de dotar al acero de gran tenacidad y resistencia al golpe y al desgaste. Tiene, adems, la particularidad de endurecer su superficie con su propio trabajo, un porcentaje del 12 al 14% en el acero lo hacen antimagntico.Silicio (Si)Pequeo porcentaje de este elemento del 0,1 al 0,3% produce en el acero los mismo efectos del manganeso.Hace aumentar la penetracin del temple, la resistencia al revenido, al desgaste y la tenacidad, tambin mejora las propiedades magnticas.
-
Cromo (Cr)Produce gran resistencia al desgaste a elevadas temperaturas, es el principal componente del acero inoxidable, unidos al Ni. con mas de 13% de Cr. Produce aceros resistentes a la corrosin, hace penetrar el temple. Nquel (Ni)Tiene la particularidad de afinar el grano y aumentar la tenacidad de los aceros, al mismo tiempo aumenta la penetracin del temple, en aleaciones con el Cr. y Mo. Tiene mltiples aplicaciones.
-
Volframio (W)Es uno de los principales componentes del acero de herramientas. Aumenta la dureza y resistencia al desgaste, an a elevadas temperaturas sin perder la dureza adquirida por el temple.Vanadio (Va)Este elemento afina el grano de los aceros aumentando la resistencia al desgaste a elevadas temperaturas.Es uno de los componentes llamados aceros rpidos.
-
Carbono (C)Es el elemento de aleacin ms importante del grupo de los aceros de usos mas variados, contiene como nico elemento de aleacin el carbono.Toda la gama de aceros al carbono para herramientas, desde l mas blando hasta el mas duro depende de la determinacin por el porcentaje de C. que contienen, y fluctan prcticamente entre el 0,4 al 1,7%. Al subir el porcentaje de C. hasta un 0,8% aumenta proporcionalmente la dureza del acero
-
OBTENCION DEL ACEROLa metalurgia puede ser descrita como el arte y la ciencia de obtener los metales y de adaptarlos para que satisfagan las necesidades humanas.Aunque los tomos metlicos abundan la superficie de la tierra la mayor parte de ellos se encuentran combinados con tomos no metlicos, tales como el oxgeno en substancias similares a la piedra o la arcilla.El primer paso para hacer los metales utilizables consiste en liberar a los tomos metlicos de sus combinaciones, lo que corresponde a la metalurgia extractiva. El Alto Horno para el hierro es el caso tpico de los enormes y complejos equipos que se requieren para este propsito.
-
Un aspecto de la produccin y manufactura de los metales lo constituye el control de estos proceso con ayuda de diversos ensayos y mediante la aplicacin de principios bsicos.Por ejemplo, termodinmicos y los basados en la qumica fsica pueden ser empleados para determinar las condiciones ptimas de operacin. A los anlisis qumicos y a los ensayos fsicos se les confa luego el control de estos valores ptimos.Una tcnica de control caracterstica de la metalurgia es el examen de la estructura interna de los metales slidos. Este poderoso mtodo tiene muchas aplicaciones, incluyendo entre ellas la interpretacin exacta de los incidentes crticos en la historia previa del metal.
-
Hierro y Acero:Un ejemplo importante de la separacin de un metal de su mineral es la produccin del hierro y el acero.Alto Horno:Este horno ofrece un ejemplo de la utilizacin comercial del carbono y del monxido de carbono como agentes reductores del xido de hierro. La caliza se combina con el mineral y con la ceniza del coque, dando lugar a la formacin de una escoria de baja fusin y fcil de eliminar.
-
Esquema de un alto horno y de un recuperador de calor
-
Horno Siemens Martin:El arrabio producido por el Alto Horno es convertido en acero en un horno de solera, el Horno Siemens Martin (tambin llamado Horno de Reverbero) en el cual una larga llama producida por un quemador situado en uno de los extremos del horno acta sobre toda la superficie del bao metlico. Los materiales necesarios para esta operacin son generalmente chatarra de acero, arrabio liquido y caliza.Cuando se ha obtenido un anlisis qumico apropiado y ya no es necesario oxidar ms las impurezas, la colada est lista para la desoxidacin.Como el volumen del acero disminuye durante la solidificacin, dentro del lingote pueden formarse rechupes (cavidades de concentracin.
-
SECCION RECTA DE UN HORNO MARTIN
-
OTROS PROCESOS DE FABRICACIN DEL ACEROHorno Bessener:En el proceso Bessemer, se hace pasar una corriente de aire a travs del arrabio lquido, para su conversin en acero lquido.Este acero no es de muy alta calidad debido a que tiene un alto porcentaje de azufre y fsforo, un alto contenido de nitrgeno y oxgeno y un gran nmero de inclusiones no metlicas tales como partculas de escoria y, adems, que presenta variaciones de una colada a otra.
-
SECCION RECTA DE LOS CONVERTIDORES BESSEMER Y THOMAS
-
Horno Elctrico:Los hornos elctricos tienen una capacidad que vara hasta un mximo de 100 ton. En ellos el proceso de fabricacin de acero es, a grande rasgos, similar al de los hornos Siemens Martin, para el uso de la energa elctrica como fuente calorfica permite un mejor control de la temperatura y de la composicin del bao.Los elevados costos de produccin limitan el empleo de los hornos elctricos a la produccin de aceros de alta calidad y aceros de alta aleacin que no pueden ser fabricados en los hornos Siemens Martin.
-
SECCION RECTA DE UN HORNO ELECTRICO DE ARCO
-
Tipos de Aceros al carbono:
- Aceros de bajo carbono (0,05- 0,30%)- Aceros de medio carbono (0,31- 0,60%)- Aceros de alto carbono (0,61- 1,70%)CLASIFICACIN DE LOS ACEROS AL CARBONOAceros de baja aleacin: La suma de los porcentajes de los elementos de aleacin es menor de 6%.
-
Aceros de bajo carbono:Son dctiles, tenaces y fcilmente soldables. Estos aceros son utilizados generalmente en la fabricacin de perfiles estructurales, tubos, chapas para estampados, alambres para construccin, algunas partes de maquinarias, etc.Aceros de medio carbono:Ms resistentes y duros que los anteriores, a medida que aumenta el porcentaje de carbono, aumentan las propiedades mecnicas y las dificultades para soldarlos. Estos aceros son usados en la fabricacin de bielas, ejes, rieles, engranajes, ruedas, algunos tipos de piezas para ser tratadas trmicamente, etc.
-
Aceros de alto carbono:Son aceros muy resistentes y duros debido a su alto contenido de C. Pueden sufrir modificaciones de sus caractersticas mediante tratamiento trmico, aplicados generalmente para aumentar su dureza y resistencia a la traccin. Son utilizados en la fabricacin de herramientas, matrices, etc.
-
IDENTIFICACIN DE LOS ACEROS SEGN NORMAS S.A.E. Esta clasificacin consta de cuatro nmeros que indican el tipo de acero.El primer nmero indica el o los elementos principales de aleacin de acuerdo a la siguiente relacin:Ej. SAE 10XX.1.- Acero al carbono2.- Acero al nquel
-
3.- Acero al nquel- cromo.4.- Acero al molibdeno.5.- Acero al cromo.6.- Acero al cromo vanadio.7.- Acero al tungsteno.
-
8.- Acero al cromo- nquel-Molibdeno.9.- Acero al silicio- manganeso.El segundo nmero indica el porcentaje aproximado de l o los elementos predominantes de la aleacin.El tercero y cuarto nmero juntos indican la cantidad aproximada de carbono de la aleacin.
-
CLASIFICACION DE LOS ELECTRODOSHemos mencionado ya la existencia de muchos tipos diferentes de electrodos, fabricados para efectuar trabajos especficos y de categoras diferentes. Puede suceder que se vea enfrentado con el problema de identificar a estos diferentes electrodos o de ESPECIFICAR Y COMPRAR electrodos para utilizarlos en un trabajo determinado. Es necesario saber, que mtodos de identificacin de electrodos existen, como son clasificados, y para que trabajos se usan los electrodos de cada grupo.
-
CLASIFICACIN DE LOS ELECTRODOS SEGN SU REVESTIMIENTO.Se distinguen bsicamente:: Celulsicos: Rutlicos: Minerales: Hierro en polvo. : Bsicos o bajo hidrgeno
-
1.- CELULOSICOS.
Son llamados as por el alto contenido de celulosa que llevan en su revestimiento.Las caractersticas principales de este grupo son:- Mxima penetracin- Solidificacin rpida- Buenas caractersticas de resistencia, elasticidad y ductilidad- Presentacin regularAWS ASTME- 6010 E- 6011
-
2.- RUTILICOS. Se denominan as por el alto contenido de rutilo (oxido de titanio) en el revestimiento.Las caractersticas de este grupo son:- Penetracin- Arco suave- Buena presentacin- Buena resistencia
AWS ASTME- 6012 E-6013
-
3.- MINERALES:Los principales componentes del revestimiento de estos electrodos son xido de hierro y manganeso.Caractersticas principales:- Buena penetracin- Buena apariencia del depsito- Buenas propiedades mecnicas- Alta calidad de deposicin
AWS ASTME-6020 E-6027
-
Su nombre se debe a la ausencia absoluta de humedad (hidrgeno) en su revestimiento.Caractersticas principales del grupo son:- Alta ductilidad- Mxima resistencia en los depsitos.- Alta resistencia de los impactos a baja temperatura.- Depsitos de calidad radiogrfica.- Penetracin mediana a alta.4.- BSICOS O BAJO HIDROGENO: AWS ASTME-7018 E-7016 E-7028 E-11018E-9016 B3, etc.
-
5.- HIERRO EN POLVO:A esta clasificacin pertenecen todos los electrodos cuyo revestimiento contiene una cantidad balanceada de hierro en polvo.- Se aumenta el rendimiento del electrodo- Suaviza energa al arco- Se mejora presentacin del cordn- Mejora ductilidadAWS ASTME-6024 E-6027
-
EJEMPLOS:E-8016-C17018-A19016-B311018-M1ELECTRODOS PARA SOLDAR ACEROS INOXIDABLESSe especifican por la letra E y tres dgitos, seguidos de guin y dos dgitos:E X X X X - X Xa b c d(a) Prefijo E Electrodo(b) Tipo de acero inoxidable de ncleo, o de la aleacin de depsito(c)Indica posicin de soldadura(d) Tipo de revestimiento
-
EJEMPLOS:E-308-16 E-310-16 E-316 ELC-16 E-308-Mo.-16 E-347-16LELECTRODOS PARA RECUBRIMIENTOS DUROSSe especifican por la letra E seguida del smbolo del elemento que brinda la dureza al depsito del electrodo.EJEMPLOS:E-Fe S.E-Co. Cr A.E-Fe. MnE-Ni. CrE-Fe Cr.E-Cu. Al.
-
ELECTRODOS PARA HIERRO FUNDIDOSe especifican por letra E seguida del smbolo del elemento con que est constituido el ncleoEJEMPLOS:E- C I(hierro fundido)E- Cu. Sn. C. (bronce)E-Ni(nquel)E-St.(acero estndar)
-
Significado del ltimo nmero:0: Alta Penetracin: Para soldar nicamente con C.C. En corriente invertida (celulosa y sodio). 1: Alta Penetracin: Para soldar en C.A.-C.C. Polaridad invertida (celulosa y potasio).2: Mediana Penetracin: Para soldar en C.A. Y C.C. Polaridad directa y polaridad invertida.(titanio y sodio).3: Ligera Penetracin: Acabado terso para aplicarse con C.A.-C.C. Directa o invertida (titanio y potasio).
-
4: Penetracin Mediana: (polvo de hierro y titanio) Polaridad directa o invertida.5: Bajo Hidrgeno y sodio: Para soldar en C.C. Polaridad invertida.6: Bajo hidrgeno y potasio: Para soldar en C.A. -C.C. Polaridad invertida.7: Bajo hidrgeno, polvo de hierro: Para soldar con C.C. Polaridad directa.8: Bajo hidrgeno y polvo de hierro: Para soldar con C.C. Polaridad invertida o con C.A.
-
Los electrodos con 70,000 libras por pulgada cuadrada de resistencia mnima a la traccin o ms existen en variedad comn. Por ejemplo, el 7018; lo hay tambin con ndice adicional de letras y nmero como el 7018 A1.Los significados del ndice adicional ms comunes son los siguientes: A1 -: Significa un contenido de molibdeno.B1 al B4: Significa un contenido de cromo molibdeno.C1 a C3: Significa un contenido de nquel.
-
D1 a D2: Significa un contenido de manganeso-molibdeno. E) G: Para electrodos no clasificados.F) M - : Una clasificacin militar (generalmente para soldar aceros de grano fino y extra fino).Es muy importante tomar en consideracin que el significado del ndice adicional tiene que ver directamente con el acero que se desea soldar; por consiguiente, en los electrodos con esta clasificacin se deben considerar sus caractersticas de resistencia, etc. en relacin con las caractersticas del metal base para las que son indicados.
-
PORCENTAJE DE ALEACIN
Mo.
Cr.
Ni.
Mn.
Va.
A1 0,5%
B1 0,5%
B2 0,5%
B3 1,3%
B4 0,5%
C1
C2
C3
D1 0,3%
D2 0,3%
G 0,2%
0,5%
1,25%
2,25%
2,0%
0,3%
2,5%
3,5%
1,0%
0,5%
1,5%
1,75%
1,0%
0,1%
-
ALMACENAJE Y CUIDADO DE LOS ELECTRODOSTodos los electrodos revestidos deben tratarse con el debido cuidado con el fin de obtener resultados de soldadura ptimos.Los supervisores, jefes de almacn, operarios, deben tener los conocimientos necesarios para el cuidado de los electrodos debido a que el revestimiento de los mismos es delicado y sujeto a daarse por tres razones muy importantes:1. Debido a daos fsicos2. Debido a la absorcin de humedad3. Por envejecimiento
-
DAOS FSICOS:Generalmente los revestimiento de los electrodos tienen una resistencia considerable contra daos exteriores, sin embargo una manipulacin violenta les puede producir daos fsicos, como puede ser el desprendimiento del revestimiento de la varilla o ncleo.Ciertos tipos de electrodos, tienen un revestimiento ms frgil que otros, como ejemplo podemos nombrar algunos tipos de electrodos bsicos, que por necesidades especficas de aplicacin, deben pasar por un proceso de secado extremo, por tanto su revestimiento ser ms frgil que lo normal, y por esto deben ser tratados con un cuidado especial.
-
ABSORCIN DE HUMEDAD:Cuando los electrodos contienen un muy alto porcentaje de humedad en su revestimiento, suelen producir defectos considerables en un cordn de soldadura, como son rajaduras, porosidades, etc. La cantidad y gravedad de estos defectos se relaciona con el porcentaje de humedad contenida en el revestimiento de los electrodos al momento de la soldadura.Los defectos en una soldadura, no siempre se detectan con la simple inspeccin visual, debido a que algunas veces estn ocultos en el interior del cordn, pero con un control radiogrfico o de ultrasonido se descubren fcilmente.
-
Ejemplo de dos radiografas con porosidades producidas por electrodos hmedos
-
Generalmente todos los electrodos estn fabricados con un porcentaje de humedad. Dicho porcentaje vara en ms o menos cantidad segn sea el tipo de revestimiento. Por lo tanto, al ser suministrado por la fbrica al usuario el material de soldadura, tienen en su recubrimiento un margen de seguridad bastante amplio en su contenido de humedad.Es bueno saber que todos los electrodos son higroscpicos (que absorben humedad), por consecuencia son adictos a absorber humedad del aire, aunque la humedad relativa del mismo se mantenga en lo que considera un valor bajo.
-
CONSEJOS IMPORTANTES PARA EL ALMACENAJE DE LOS ELECTRODOSTodos los electrodos que no estn empaquetados en embalaje hermtico, debern guardarse en bodegas de cuartos secos, a una temperatura que no sea inferior a los 10C.Los electrodos bsicos deben guardarse a una temperatura no inferior de 15C, y la humedad relativa debe ser inferior que 40% aproximadamente.En los casos que lo requieran, y segn las polticas de calidad de las empresas, se usan secadores de electrodos de varios tipos y modelos, los cuales pueden emplearse para trabajos estacionarios al interior, o a las intemperies.
-
Ejemplo de un secador de fcil manejo, que se puede conectar a una toma de iluminacin, o a la toma de 24 volts de la mquina de soldar.
-
Ejemplo de un gabinete funcionando de manera que la humedad se mantenga baja con la ayuda de cajetas que contienen jaleas de silicio. Cuando la jalea de silicio queda saturada por el agua producida de la condensacin de la humedad de los electrodos, se reactiva llevndola por una hora a la temperatura de 125C aproximadamente.
-
Generalmente las gavetas para el secado de los electrodos estn equipadas con un dispositivo elctrico de calefaccin para este propsito.
La organizacin conveniente de almacenaje, entrega de electrodos e instalacin de gabinetes secadores de diferentes tamaos, dependiendo de varios factores que son:- Tipo de industria y magnitud.- Distribucin de las lneas de trabajo.- Condiciones de trabajo.- Climatologa del lugar, etc.
-
A pesar de lo anterior, recalcamos los siguientes dos puntos:1. Todos los electrodos, se deben mantener todo el ao en la bodega o almacn principal, a una temperatura de + 10 y + 15C; nunca se deben exponer a temperaturas inferiores de 10C.2. La distribucin de los electrodos de la bodega principal hacia las lneas de produccin, talleres, etc., deben hacerse con una justa proporcin, cuidando que estas cantidades de electrodos, o parte de ellos no queden expuesto a intemperies, o a fenmenos que puedan afectar el revestimiento.
-
SECADO DE LOS ELECTRODOS AFECTADOS POR LA HUMEDADLos electrodos que han sido afectados por la humedad, se pueden reacondicionar en la forma siguiente:A)Los electrodos afectados por una ligera humedad se calientan en un horno apropiado a una temperatura de 200 a 250C, y mantenindolos en tratamiento por una duracin de 3 horas.B)Los electrodos rutlicos orgnicos, como por ejemplo el E-6013, se seca a una temperatura de 70 a 90C durante 1 hora.
-
C)Durante la operacin de secado de los electrodos, la cmara del horno no debe de ninguna manera quedar hermticamente cerrada, ya que se debe dar oportunidad de salida al vapor de agua.D)Cuando los electrodos estn muy daados por la humedad, y los electrodos de extremo secado han sido afectados muy seriamente, deben ser regresados al fabricante para la operacin de secado, siendo que necesitan ser tratados con temperaturas ms elevadas y bajo control del personal especializado.
-
ASPECTOS METALURGICOSEn la soldadura al arco, el calor es producido por un arco elctrico cuya temperatura mxima es superior a 5500C.La naturaleza del arco como fuente calorfica vara segn los diferentes tipos de procesos de soldadura.CARACTERSTICAS TERMICAS DE LA SOLDADURA:Bajo el aspecto metalrgico-prctico, la caracterstica fsica ms importante de una soldadura al arco es su comportamiento trmico, es decir, la forma en que cambia la temperatura en la soldadura y en la zona afectada trmicamente (ZAT).
-
En una soldadura a tope, el movimiento del electrodo imparte calor en un punto especfico. El calor fluye continuamente en la plancha y lejos de la regin calentada por el arco. Esto se muestra grficamente en la figura a travs de las llamadas Lneas Isotrmicas en las planchas.Lneas Isotrmicas
-
A medida que la soldadura avanza, en cada punto se alcanza un peak de temperatura y luego se enfra.Siclos Trmicos de la Soldadura
-
FACTORES QUE INFLUYEN EN LOS CICLOS TRMICOS Aumento de la entrada de energa. Precalentamiento. Espesor de plancha o geometra. Caractersticas trmicas del material que est siendo soldado (conductividad trmica, densidad, calor especfico).
-
METALURGIA Y SOLDABILIDADLas uniones soldadas se pueden dividir en dos reas bsicas:1. Zona Afectada Trmicamente (ZAT)Incluye el volumen de metal base no fundido inmediatamente adyacente al depsito de soldadura. Las propiedades de esta regin estn determinadas por la composicin del metal base y por los ciclos de calentamiento y enfriamiento trmico posteriores
-
La zona afectada trmicamente (ZAT) en soldaduras de aceros al carbono y de aleacin es especialmente importante en relacin a las propiedades de la unin soldada. Esta zona incluye metal base que ha sido calentado a temperaturas de alrededor de 650C (en la mayora de los aceros) hasta justo el punto donde el metal comienza a fundirse. Gran parte de esta zona alcanza a temperaturas sobre 720C que parcialmente o completamente transforma en Austenita.
-
2. Depsito de SoldaduraLas propiedades del metal de soldadura fundido estn determinados por elementos qumicos, gases disueltos y ciclos trmicos. Se asume que este metal es sano y libre de grietas o porosidades.Como se mencion anteriormente, uno de los factores importantes que influyen en la soldabilidad de un acero es el precalentamiento.
-
Se entiende por junta el espacio existente entre las superficies que van a ser unidas por soldadura.El proceso de soldeo, tipo de material, geometra de las piezas y particularmente el espesor, son los principales factores a tener en cuenta para el diseo de junta.DISEO DE JUNTAS:
-
UNIONES A TOPERECTA
EN V
EN U
-
EN DOBLE V
EN DOBLE U
-
UNIONES EN ANGULOSIMPLE
EN J
EN K
-
PREPARACION DE BORDES PARA SOLDADURA SMAWLas siguientes preparaciones de bordes por soldadura SMAW (arco manual con electrodos revestidos) son aplicables, tanto a juntas longitudinales como circulares, donde sea posible soldar por ambos lados
-
Para e > 20 mm y < 30 mm
-
Preparacin de bordes para soldadura SAWA continuacin se indican algunas preparaciones tpicas para soldadura SAW (arco sumergido), las cuales son aplicables tanto a juntas circulares como longitudinales donde sea posible soldar por ambos lados.Para e > 10 mm y < 15 mmPara e > 6 mm y < 9 mm
-
Preparacin de bordes para soldadura SMAW + SAWLas preparaciones de bordes siguientes son de aplicacin a juntas tanto longitudinales como circunferenciales en las que por uno de lo lados no es posible la soldadura con la mquina de arco sumergido.
-
Preparacin de bordes para soldadura GTAW + SMAWLas siguientes preparaciones son aplicables para juntas donde no es posible soldar por ambos lados. En tal caso, por lo menos los dos primeros cordones de soldadura se realizarn por el proceso GTAW (TIG o arco bajo gas protector con electrodo no consumible de tungsteno) y los restantes cordones por el proceso SMAW.Para unin de tubos Para uniones de bridas y Para unin de tubos e < 50 mm codos a tubos e > 50 mm
-
SIMBOLOGIA EN SOLDADURASmbolos bsicos:Los smbolos de soldadura son un mtodo de representacin del desarrollo y ejecucin de la soldadura sobre un plano, y tiene como objetivo simplificar y comunicar de manera fcil el desempeo del mismo. Bsicamente consiste en ocho elementos los cuales no todos son necesario, a menos que se requieran para claridad del plano. Estos elementos son los siguientes:1. Lnea de referencia2. Flecha3. Smbolos bsicos de la soldadura4. Dimensiones y otros datos5. Smbolos suplementarios6. Smbolos de trmino7. Cola8. Especificaciones, procesos y otras referencias
-
Comparacin del smbolo de soldadura con el mtodo de explicacin escrita.Explicacin:Unin con penetracin parcial en bisel doble U, profundidad de la preparacin doble U 2 plg., garanta efectiva, 2.1 plg., ngulo del canal, 25, radio canal, no especificado, sin separacin de raz.
-
Smbolos de soldaduras dibujados sobre la lnea de referencia (mostrada en este caso como punteada).
-
5 TIPOS DE UNIONES BSICAS, SEALADAS POR AWS
-
Smbolos suplementarios que son usados en conexin con los smbolos de soldadura
-
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA
-
MAL ASPECTO
-
PENETRACION EXCESIVA
-
SALPICADURA EXCESIVA
-
ARCO DESVIADO
-
SOLDADURA POROSA
-
SOLDADURA AGRIETADA
-
COMBADURA
-
SOLDADURA QUEBRADIZA
-
PENETRACION INCOMPLETA
-
FUSION DEFICIENTE
-
DISTORSION (DEFORMACION)
-
SOCAVADO
-
Tabla para la seleccin del tono del lenteOperacinNmero de Tono1. Soldadura blanda22. Soldadura fuerte2 - 43. Corte con oxgeno: hasta 1 25 mm3 -6 (15 cm) o ms44. Soldadura autgena: hasta 1/8 3 mm4 - 61/8 a 1/25 - 61/2 (12.7 mm) o ms6 - 8Soldadura elctrica convencional5. Electrodos de 1/16 3/32 1/8 y 5/3210 - 113/1612Soldadura elctrica gas tungsteno (no ferroso)6. Soldadura elctrica gas alambre (no ferroso)111/16 3/32 1/8 y 5/3211Soldadura elctrica gas tungsteno (ferroso)7. Soldadura elctrica gas alambre (ferroso)1/16 3/32 1/8 y 5/32128 Soldadura con hidrogeno atmico10 a 149. Soldadura con arco de carbn14
-
Antes de empezar cualquier operacin de soldadura, el soldador debe tener puestos los artculos de seguridad personal que presentamos a continuacin en las figuras correspondientes.MEDIOS PARA LA PROTECCION PERSONAL DEL SOLDADOR- Careta con cristal oscuro con el tono de lente segn la descripcin de la tabla de operaciones. - Cristal claro- Cristal obscuro.- Delantal de cuero.- Mangas de cuero.- Polainas de cuero.- Guantes de cuero.
-
En el caso de que el soldador (o soldadores), est expuesto a peligro de cadas de objetos contundentes, como puede ser en construccin y reparacin naval, constructora de edificios, construccin y reparacin de refineras, etc., la careta de soldar debe ser aditada al casco de seguridad- Casco de seguridad.- Careta de soldar.- Aditamento de conexin de la careta al casco de seguridad.
-
En el supuesto caso que el soldador est expuesto tambin a ruidos intensos, como pueden ser ruidos producidos por remachadoras neumticas, marros, martillos, mquinas de combustin interna, etc., deber hacer usos del casco combinado- Careta de soldar.- Casco de seguridad.- Tapones contra ruido.
-
Y por ltimo, no debemos olvidar los lentes de seguridad, elemento indispensable para la defensa de los ojos de escorias, chispas, etc.- Lentes de seguridad.
-
MEDIDAS DE SEGURIDAD EN EL PROCESO DE SOLDADURAPara trabajar con el proceso de arco elctrico es necesario observar las siguientes normas de seguridad:1.- El equipo se debe mantener en perfectas condiciones.2.- Antes de iniciar la operacin de soldadura verificar que todas las conexiones elctricas estn apretadas.3.- Usar cables de soldadura del calibre adecuado.4.- Asegurarse de que los cables portaelectrodos y las conexiones estn debidamente aislados.5.- Desconectar la corriente de red antes de limpiar y hacer ajustes internos de la mquina de soldar.
-
6.- No cambiar nunca la polaridad mientras la mquina est trabajando.7.- Observar las precauciones de operacin normales para evitar riesgos elctricos. 8.- Mantener el rea de trabajo limpia y seca.9.- Retirar los materiales inflamables que se encuentren en el rea de trabajo antes de iniciar cualquier operacin.10.- No soldar cerca de gases o lquidos voltiles o inflamables.11.- No producir un arco elctrico en cilindro de gases comprimidos.12.- Usar lentes apropiados en la careta mientras se est soldando; as se protegen los ojos de los rayos peligrosos del arco elctrico.
-
13.- Al picar la escoria alejar la cara y usar gafas protectoras.14.- Usar guantes de cuero y proteger la ropa con delantal, mangas, etc. Para evitar los rayos del arco y las chispas. Abotonar el cuello de la camisa.15.- En la zona de trabajo poner una cortina de proteccin para los rayos del arco a fin de proteger a otras personas que puedan estar trabajando cerca.16.- No soldar recipientes como tambores o barriles que hayan contenido material inflamable sin haber averiguado que no hay peligro de fuego o explosin.17.- Antes de iniciar la operacin de soldadura asegrese de que haya ventilacin adecuada en la zona donde se trabaja. Tomar las debidas precauciones cuando se suelde con plomo, zinc, cobre o cadmio.
-
MAQUINAS DE SOLDARLas electrocuciones forman parte de los peligros que presentan los trabajos de soladura elctrica. Estas pueden producirse con mayor certeza en el circuito de alimentacin, a primario del transformador o al motor del grupo motor generador, sometidos a una tensin de 200 Volts o 380 Volts.