Curs 07_TST_2014

of 25
Transcript of Curs 07_TST_2014
-
8/12/2019 Curs 07_TST_2014
1/25
TEHNOLOGIA
SUDRII PRIN2014
TOPIRE
1
-
8/12/2019 Curs 07_TST_2014
2/25
2
Tehnologia sudrii n mediu de gaze protectoare
Duptipul electrodului:- sudare cu electrod fuzibil;
- sudare cu electrod nefuzibil.
Dupnatura gazului de protecie,sudarea se poate desfura:- n gaz inert;
- n gaz activ;
- n amestecuri de gaze.
Dupforma arcului:- sudare cu arc electric liber;
- sudare cu arc electric constrns (plasma).
Dupfelul aportului materialului de adaos:
- sudare frmaterial de adaos;- sudare cu material de adaos.
Clasificarea procedeelor de sudare n mediu de gaze
Tabel 1
-
8/12/2019 Curs 07_TST_2014
3/25
3
Tehnologia sudrii n mediu de gaze protectoare
Sudarea cu material de adaos poate fi realizata prin:- introducerea acestuia din exterior;
- introducerea acestuia prin arc (electrod al arcului).
Dupfelul srmei electrod folositla sudare distingem:- sudare cu srmaplin;- sudare cu srma tubular;
- sudare cu srmaplin iflux magnetizabil.
Sub aspect tehnic posibil ieconomic aceste variante se grupeazn patru procedee principale de sudaren gaze:- W IG - wol fr am i nert g az;
- MIG - metal i nert g az;
- MAG - metal act i v gaz;
- PL - cuplasm.
Clasificarea procedeelor de sudare n mediu de gaze
Tabel 1
-
8/12/2019 Curs 07_TST_2014
4/25
4
Tehnologia sudrii n mediu de gaze protectoare
Sub aspect tehnic posibil i economic aceste
variante se grupeazn patru procedee principalede sudare n gaze:
-W IG - wol fram i nert gaz;
-MIG - metal i nert g az;
-MAG - metal act i v gaz;
- PL - cuplasm.
Clasificarea procedeelor de sudare n mediu de gaze
Fig. 1
-
8/12/2019 Curs 07_TST_2014
5/25
5
Tehnologia sudrii n mediu de gaze protectoare
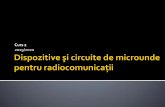
Procedeul WIG (fig. 1.a) realizeaz arcul electric ntreelectrodul de wolfram i materialul de baz, materialul de
adaos fiind introdus sub formde vergele n coloana arcului.Acest procedeu poate fi materializat iprin doucapete, cudoi electrozi de wolfram ntre care se realizeaz arculelectric. Aceasta variantpoate fi utilizatn condiiilegazuluiinert sau a gazelor active mai des ntlnit fiind varianta cuhidrogen atomic. Sudarea cu electrozi de wolfram n altemedii active nu se utilizeaz datorit uzurii pronunate aelectrozilor de W. Varianta din fig. 1.b d posibilitatea
manevrrii uoarea arcului fra fi nevoie de amorsarea luiperiodic. Acest procedeu de sudare cu hidrogen atomic estefolosit de obicei la grosimi mici ale componentelor i frmetal de adaos.Sudarea MIG-MAG (fig. 1.c) realizeaz arcul electric ntresrma electrod imaterialul de baz,srma electrod trecndprin piesa de contact, mpinsde un mecanism de avans cu
role. Gazul inert sau gazul activ asigur proteciaarcului.La sudarea cu plasma (fig. 1.d) arcul electric este constrnsprintr-o duza intermediar,duza puternic rcit,care reduceseciunea arcului. Reducnd seciunea arcului cretedensitatea de energie astfel nct temperatura n coloanaarcului ajunge pana la 50000C. Strangularea arcului orealizeazgazul plasmogen trimis prin duza central- duzade strangulare a arcului. Acesta asigurnu numai micorarea
seciuniiarcului ci i rcireaduzei de strangulare.
Clasificarea procedeelor de sudare n mediu de gaze
Fig. 1
-
8/12/2019 Curs 07_TST_2014
6/25
6
Tehnologia sudrii n mediu de gaze protectoare
Proteciaarcului o realizeaz gazul inert trimis n jurul arcului prin duza exterioar. Sudarea cu plasmcuprinde doucircuite electrice principale:- circuitul tensiunii de amorsare a arcului;-circuitul tensiunii de sudare.
Circuitul tensiunii de amorsare, U0, este realizat ntre electrodul de wolfram iduza intermediar,caz n carearcul ce se formeazla amorsare se numetearc pilot. La punerea sub tensiune ia materialului de bazprincircuitul tensiunii U, arcul pilot se transfer la materialul de baz sub forma arcului transferat. Uneori,tensiunea U0, tensiunea de producere a arcului este realizatdirect ntre materialul de baz ielectrodul dewolfram, caz n care sudarea se realizeaz frarc pilot.
Clasificarea procedeelor de sudare n mediu de gaze
Tabel 2Gazele folosite la sudare
Sudarea S.G. sepoate realiza nmediu de gazeinerte sau active. ntabelul 2 sunt date o
serie din gazeleparticipante nprocesul de sudareS.G.
-
8/12/2019 Curs 07_TST_2014
7/257
Tehnologia sudrii n mediu de gaze protectoare
Dintre gazele inerte cele mai folosite sunt argonul iheliul. Dintre gazele active cele mai folosite sunt dioxidulde carbon, hidrogenul i uneori acestea n combinaii cu azotul i oxigenul. Densitatea fa de aer i
potenialulde ionizare sunt date n acelaitabel. Se constatca heliul este cel mai uorgaz folosit la sudare.Din acest motiv asigurarea proteciei biicu ajutorul heliului trebuie fcutcu un debit de heliu aproape dubludect debitul necesar protecieicu argon, ntruct acesta are tendinade a se ridica de la locul sudriincondiiilen care sudura se executn plan orizontal. Potenialulde ionizare al heliului fiind mai mare dect alargonului, acesta necesito tensiune mai mare a arcului pentru asigurarea stabilitiiprocesului. Tensiuneamai mare a arcului atrage pnla urma o putere a arcului electric mai mare. Arcul arde mai linititn argondect n heliu. Hidrogenul nu se folosetela sudarea aliajelor de aluminiu, cupru, magneziu fiindcse dizolv
n cantitimari n baia de sudurformnd pori ifisuri n mbinare. De asemenea, hidrogenul nu se folosetenici n amestecuri cu alte gaze la sudarea acestor materiale. El poate fi folosit la sudarea tuturor materialelormetalice, n afara celor enumerate, prin procedeul atom arc sau cu hidrogen atomic. Dioxidul de carbon esteun gaz activ avnd efect oxidant asupra unor materiale din baia de sudur. n cazul oeluriloreste afectat deprocesul oxidriin special Si, Mn, Ti, Al, C i H2. Oxigenul nu este folosit sub formde gaz pur pentruprotecie datoritcaracterului lui puternic oxidant. El este introdus n amestecuri de gaze cu scopul creteriitemperaturii biica urmare a reaciilorexoterme de oxidare pe care le produce.
Este cunoscut faptul cgazele de protecie asigur iionizarea mediului dintre electrod imetalul de baz,respectiv aceste gaze se descompun n ioni pozitivi i electroni. Dac sudarea se realizeaz n curentcontinuu DC- atunci electronii bombardeazmaterialul de baz,iar ionii pozitivi srma electrod.
n cazul sudriicu electrod nefuzibil este preferatpolaritatea DC-ntruct srma electrod nu este bombardatde electronii rapizi i ca atare durabilitatea electrodului este mrit. Excepie face sudarea aluminiului. Lasudarea aluminiului n mediu de argon atunci se folosetepolaritatea DC+ sau AC pentru ca ionii pozitivi greiai argonului sbombardeze baia de sudurproducndndeprtareapeliculei de oxid de aluminiu creatpe
suprafaaei. Acest fenomen poartdenumirea de microsablarea biide sudur. Electronii, nsla sudareaaluminiului, vor bombarda electrodul de Wnclzindu-l iavnd tendinade a-l degrada.
Gazele folosite la sudare
-
8/12/2019 Curs 07_TST_2014
8/258
Tehnologia sudrii n mediu de gaze protectoare
n aceste condiiiintensitatea curentului de sudare se micoreazpentru a reduce efectul de uzare termicaelectrodului de wolfram. Sudarea aluminiului, dacse realizeazn mediu protector de heliu, atunci efectul de
microsablare dispare ntruct ionii de heliu pozitivi au mas mic ica atare impactul cu baia de metal topiteste sczut. Trebuie avut n vedere cla sudarea n mediu de gaze active iuneori in mediu de gaze inertetrebuie asigurato ventilaie corespunztoarea zonei procesului pentru a nu afecta operatorul uman. Se are
n vedere cdioxidul de carbon devine toxic la concentraiimai mari. Azotul, de asemenea, la concentraiidepeste 32% devine toxic. Argonul, heliul ihidrogenul sunt netoxice, dar sunt asfixiante, motiv pentru care ncantitimari trebuie evacuate din zona procesului. Oxigenul la o concentraiepeste 25% devine duntorsntiioperatorului uman.
Tehnica sudriiS.G. n momentul de fa folosete itinde s foloseasctot mai mult amestecurile de gazedatorit combinrii avantajelor pe care le realizeaz fiecare gaz component n parte. Astfel n cazul cndfolosim amestecuri de gaze putem realiza un potenialdeionizare corespunztor asigurriiunei anumite tensiuni aarcului. Prin amestecuri de gaze se poate realiza un efectde oxidare a materialului topit n limite impuse, ca atarenivelul de aliere al custuriidevine cel dorit. Se asigurtotodato ptrunderecorespunztoare,precum iorezisten io rezilien impus custurii. Transferul masicprin arcul electric la procedeele MIG iMAG este influenatesenialde conductibilitatea termica gazelor de protecie.
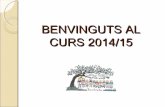
n figura 2. este prezentatconductibilitatea termicaprincipalelor gaze de protecien funciede temperatura dinarc. Se observ cargonul are conductibilitatea cea mai mic,pe cnd dioxidul de carbon, hidrogenul iheliu la
temperatura arcului normal (nu a celui de plasm)auconductibilititermice mari.
Gazele folosite la sudare
Fig. 2
-
8/12/2019 Curs 07_TST_2014
9/259
Tehnologia sudrii n mediu de gaze protectoare
Ca atare, argonul creeazun cmp termic concentrat ce acioneazpe o suprafarestrns a materialului de baz conducnd la creterea ptrunderii i mrirea
supranlrii. Miezul arcului electric de argon este nsmai mare dect la celelaltegaze, electronii iionii din coloana arcului sunt disipaipe o suprafamai mare. Liniilede cmp electric nconjoar srma electrod (fig. 3). Forele electrodinamice F dincaptulsrmeielectrod au o component orizontala FH care stranguleaz picturade metal topit(efect Pinch) io componenta verticalFV care expulzeaz picturan baie. Ca atare,datorit componentei FV se desprind picturile lichide mai repede de pe captulsrmei electrod, transferul masic facndu-se prin picaturi mici.
La sudarea n dioxid de carbon, conductibilitatea mare a gazului la temperaturaarcului normal atrage un cmp termic mprtiat pe o suprafaa mare a materialului debaz. Baia metalic are o ptrundere mai mic i o lime mai mare. ns arcul electricare o suprafaa transversal redus, aceasta fiind produs i de potenialul de ionizaremai mic al CO2 fa de Ar (fig.4). Arcul pe srma electrod este aproape punctiform,liniile de cmp magnetic sunt plasate sub pictura metalic. Forele electrodinamice auun efect de susinere a picturiilichide, prin componenta FVce se opune transferuluimasic de material topit dispre srma electrod spre materialul de baz.
Gazele folosite la sudare
Fig. 3
Fig. 4
-
8/12/2019 Curs 07_TST_2014
10/2510
Tehnologia sudrii n mediu de gaze protectoare
Aase explictransferul prin picaturi mari al materialului de adaos la sudarea n CO2.Pictura topit poate rtci, mpreun cu arcul electric ce-i asigur sustentaia,lateral fade direciade avans a srmei electrod (fig. 5). Picturase desprinde cndfora de greutate i fora gazelor depesc componentele verticale ale forelorelectrodinamice ide tensiune superficial.
Sudarea de poziie i mai ales de plafon la procedeul MAG-CO2 se desfoar,caatare, mult mai greu, cu o cantitate de stropi mult mai mare. Se tie faptul ctransferul masic la sudarea MIG-MAG se poate realiza prin arc electric scurt sau lung.Transferul short-arc se caracterizeaz prin producerea periodic a unor punilichide
ntre electrod i materialul de baz. Tensiunea superficial atrage materialul topitdinvrful electrodului spre baia de sudare, se stinge arcul, crete intensivitatea curentuluielectric i se evapor brusc materialul din puntea rmas. Arcul electric se reaprindedatorit mediului deja ionizat.
Gazele folosite la sudare
Fig. 5
Tehnica sudrii cu arc scurt se aplic la straturile de rdcina sau la sudarea de poziie. Sudarea MAG-CO2de poziie n varianta short-arc reduce efectul de rtcire a picturii metalice pe vrful srmei electrod,concentreaz. transferului masic i reducestropirile. Transferul prin arc lung se produce la intensiti mai mari
ale curentului de sudare. Trebuie fcut distincie ntre sudarea cu arc lung n general, posibil de aplicat latoate gazele de protecie i sudarea cu arc pulverizat (spray-arc) care se produce la anumite gaze sauamestecuri de gaze, la valori mari ale intensitii curentului de sudare. Sudarea spray-arc este posibi l numaidac gazul de protecie conine peste 8% argon. Sudarea cu 100% CO2 nu asigur transfer prin arcpulverizat, datorit celor prezentate anterior (cu referite la fig. 4), chiar la intensiti mari ale curentului desudare,ntruct nu se asigur mrunirea picturii, transformarea ei n pulbere, ca urmare a forelorelectrodinamice de sustentaie.
-
8/12/2019 Curs 07_TST_2014
11/2511
Tehnologia sudrii n mediu de gaze protectoare
n figura 6 sunt prezentate domeniile de lucru cu tehnicashort-arc, respectiv spray-arc. Arcul electric pulverizat,datoritenergiei mari, este folosit n special la straturilede completare i de ncrcare, la care se impune o ratmare a depunerii.De o deosebit importann ordonarea transferului masicare utilizarea arcului pulsant. El se obine variind cufrecvena doritintensitatea curentului de sudare ntre ovaloare de baz, subcritic, frtransfer masic io valoarede puls, supracriticla care se desprinde picturade metal
topit.
Gazele folosite la sudare
Fig. 6
La sudarea cu arc pulsant se poate produce ocretere a efectului de stropire la valori mari aleintensitiisupracritice (fig. 7). Reducerea acestuidezavantaj poate fi obinutprin micorareavrfului
de puls al intensitii curentului de sudare. Sursapoate fi prevzutcu bobinde occare face caprocesul de transfersse desfoaremai lin, lipsitde stropi. La alegerea gazelor sau amestecurilor degaze se are n vedere i aspectul economic. Celmai scump gaz inert folosit la sudare este heliul, celmai ieftin gaz inert folosit la sudare este argonul.
Cel mai ieftin gaz folosit n procesele de sudareeste bioxidul de carbon. Fig. 7
-
8/12/2019 Curs 07_TST_2014
12/2512
Tehnologia sudrii n mediu de gaze protectoare
n tabelul 3 se dau principalele gaze sau amestecuri de gaze pentru sudare i domeniul lor de folosire:
Gazele folosite la sudare
Tabel 3
-
8/12/2019 Curs 07_TST_2014
13/25
-
8/12/2019 Curs 07_TST_2014
14/2514
Tehnologia sudrii n mediu de gaze protectoare
La sudarea n curent alternativ diametrul vrfului electrodului se alege 0,75 de, cantitatea de cldurdistribuindu-se n mod egal ntre electrod i materialul de baz. Un diametru de vrf al electrodului mic
asiguro stabilitate mai buna arcului io concentrare a acestuia asupra custurii. Un diametru de vrfprea mare face ca arcul sse mitepe suprafaaelectrodului (s rtceascpe suprafaa terminalaelectrodului) de wolfram, stabilitatea sa fiind diminuat.nsun diametru prea mic, n condiiilen caretemperatura procesului este mare, cantitatea de cldureste important, duce la uzura electrodului, nsensul cse desprind periodic picturidin electrod, care ajung n baie de metal topit, din materialul de baz,impurificnd-o.De o mare importaneste polaritatea curentului de sudare. Densitatea emisiei de electroni este mare cnd
suprafaa catodiceste mai redus. Ca atare, cnd electrodul este legat la catod atunci se produce oconcentrare mai mare a electronilor ce vor bombarda materialul de baz. Prin urmare, suprafaade emisiefiind micse asiguro stabilitate mai buna arcului electric .La sudarea n curent alternativ stabilitateaarcului este mai redus. De aceea de multe ori se suprapune peste curentul alternativ un curent de naltfrecven,sau se adopto tensiune de mers n gol de valori mai ridicate 100-200 V (pentru mbuntireastabilitiiarcului).
Electrozi nefuzibili
Srme de sudur. Transferul materialului de adaos prin arc.Srmele folosite la procedeul SG au diametrele: 0,6; 0,8; 1,2; 1,6; 2,5 i3 mm. Prin procedeul SG, dupcum s-a artat, se poate suda prin varianta spray-arc ishort-arc. Valorile intensitiicurentului care facetrecerea de la o variantde sudare la alta sunt date n tabelul 4.
Tabel 4
-
8/12/2019 Curs 07_TST_2014
15/2515
Tehnologia sudrii n mediu de gaze protectoare
Valoarea minima curentului de sudare pentru care se asigursudarea spray-arc este cuprinsntre 150 i380 A funciede diametrul srmei electrod. Valoarea maxim a curentului sub care se asigursudarea
short-arc este cuprinsntre 50 i330 A. Varianta spray-arc este de obicei de preferat ntruct se asigursudarea tuturor componentelor cu grosini mai mari dect 5 mm, n mediu de Ar sau amestecuri de gaze,realizndu-se io productivitate mare a procedeului de sudare, respectiv o cantitate mare de metal depus.Cnd, ns,componentele sunt de grosimi mici, sau cnd este nevoie de o ptrundere mic,atunci seapeleaz la procedeul short-arc. La sudarea cu electrozi fuzibili mbuntirea stabilitii arcului, prinorganizarea transferului picturilorde metal de adaos, se face sudnd cu curent pulsant.
Srme de sudur. Transferul materialului de adaos prin arc.
Sudarea WIG (TIG)
Prin procedeul WIG teoretic se sudeaz toate metalele. Datorit aspecteloreconomice este ndeosebidestinat sudrii oelurilor inoxidabile, a oelurilor bogat aliate, a aliajelor de Al, Mg i Cu etc, a oeluriloractive i refractare, sudrii componentelor subiri a unor metale i aliaje de tipul celor artate mai sus. Este
n general un procedeu destinat sudrilor dificile din toate punctele de vedere. Grosimile componentelor
putnd fi 0,1...3,5 mm, la sudarea dintr-o singur trecere, cu rost I, fr metal de adaos. Daccomponentele sunt mai groase se sudeaz cu rost n V sau cu alte tipuri de rosturi imetal de adaos.
Gama parametrilor regimului de lucru este foarte variat, astfel:- intensitatea curentului de sudare IS= 3...1000 A;
- tensiunea arcului Ua= 8...30 V;
- viteza de sudare vS= 5...50 cm/min;
- se sudeaz n curemt continuu i alternativ; la sudarea n curent alternativ se aplic peste carentul de
sudare un curent de nalt frecven, pentru asigurarea stabilitii arderii arcului.
Performanele procedeului WIG.
-
8/12/2019 Curs 07_TST_2014
16/2516
Sudarea WIG (TIG)Procedeul WIG arens io serie de dezavantaje cum ar fi:- mecanizarea procedeului este destul de dificil; motiv pentru care se apeleaz de obicei la sudarea
manual,ca atare, calitatea sudurii depinde mult de operator;
- productivitatea procedeului este redus,echipamentele pentru sudare sunt mai scumpe icu ntreinere
pretenioas.
n concluzie, procedeul WIG se caracterizeaz printr-o protecie foarte bun a arcului i ametalului depus mpotriva aerului atmosferic, evitnd astfel folosirea unor electrozi speciali, a unor fluxurispeciale sau curirea de zgur a custurii. Lipsesc de asemenea, incluziunile de zgur din cordon,proprietilemecanice ide rezistenale cordonului ialembinriifiind foarte bune.
Elaborarea tehnologiei de sudare WIG ncepe cu stabilirea gazului de protecie precum i a diametruluivergelei electrod. Se reamintete faptul c grosimile componentelor sub 3,5 mm se sudeaz dintr-o singurtrecere, cu rost n I, fr metal de adaos. Celelalte tipuri de cordoane cap la cap funcie de grosimea S acomponentelor se sudeaz cu rost n I sau V conform figurii 9.
Diametrul electrodului nefuzibil se alege n funcie de grosimea componentelor de sudat conform relaieistatistice:
de= -0,024 x S2 + 0,77 x S + 0,242 [1]n care att de i S sunt exprimate n mm.
Parametrii tehnologici de sudare
Fig. 9
-
8/12/2019 Curs 07_TST_2014
17/2517
Sudarea WIG (TIG)Aceast relaie este valabil pentru domeniul grosimilor componentelor cuprinsentre 1 < S < 15. Diametrulelectrodului calculat cu aceast relaie se aproximeaz la unadin valorile diametrelor folosite laconfecionarea electrozilor din wolfram sau wolfram thoriat: de = 1; 1,2; 1,6; 2,4; 3,2; 4,8; 6,3 i mai rar 9,5 i12,7 mm. Corespondena dintre diametrul electrodului de wolfram (de), a vergelei material de adaos (dMA) i
debitul de argon este data n tabelul 5.
n cazul folosirii heliului drept gaz de protecie debitul acestuia se dubleaz fade debitul necesar de argon.Uneori diametrul materialului de adaos i debitul de argon se calculeaz calculeaz cu relaiile informative:
dMA = (1,5 1) x de [mm] [2]QAR = (4 2) x de [l/min]
n care valorile mai mari sunt folosite pentru diametre mai mici ale lui den [mm].
Tabel 5
Urmtorul parametru tehnologic ce trebuiedetermimat l constituie natura i polaritatea
curentului. n acest sens n tabelul 6 sunt dateindicaiiprivind alegerea curentului de sudare iapolaritiicurentului continuu la sudarea diferitelormateriale dupprocedeul WIG.
Tabel 6
-
8/12/2019 Curs 07_TST_2014
18/2518
Sudarea WIG (TIG)
-
8/12/2019 Curs 07_TST_2014
19/2519
Sudarea WIG (TIG)
Sudarea WIG se realizeaz; manual cuprinznd mai multe etape. n primul rnd se amorseaz arculelectric, care topetecomponentele de sudat formnd o baie comun(fig. 10). Amorsarea se face cu srmaelectrod perpendicularpe materialul de baz. Cnd baia de metal topit are un volum acceptabil, atuncipistoletul se nclinla 75...80, moment n care n coloana arcului se iatroduce vergeaua materialului deadaos. Vergeaua estenclinatcu 15...20 fade materialul de baz. Vergeaua se topete, czndn baiade metal topit 1...3 picturi. Apoi vergeaua se retrage, arcul electric revime n poziia vertical,se trece latopirea unei noi bide sudur alturatecelei precedente i puin suprapuscu aceasta iapoi fenomenul serepet. Este de remarcat cn timpul procesului de sudare vergeaua materialului de adaos nu trebuie sseatingde electrodul de wolfram adus la e temperaturfoarte mare. n caz contrar electrodul de wolfram seimpurific ise deformeaz. Se prefer,sub aspectul tehnicii sudrii,realizarea operaieide la stngla
dreapta fiind mai comodpentru operator.
Tehnica sudrii WIG
Fig. 10
n cazul cnd materialul de adaos, respectiv materialulvergelei are o tendinmare spre oxidare, aceasta nuse extrage din conul gazului de protecie,asigurndu-se astfel protecia ia vergelei materialului de adaos.
n concluzie sudarea WIG este o sudare cu un spectrularg de aplicare dar ea se va utiliza numai atunci cnd
procesul tehnologic o reclam datoritcosturilor ridicateale aparaturii, gazului de protecie i a electroduluinefuzibil. La aceasta se mai adaug i faptul crandamentul termic al procedeului este relativ sczut.Circa 50% din cantitatea de cldur produs n arculelectric al procedeului WIG este folosit la topireamarginilormbinriimaterialului de baz, iar restul sepierde prin conducien masa piesei iprin radiaie i
convecie.
-
8/12/2019 Curs 07_TST_2014
20/25
20
Sudarea MIG i MAG
Procedeele de sudare n mediu de gaze MIG i MAG sunt folosite n varianta semi-mecanizat saumecanizat(uneori automatizat). Varianta semimecanizatse ntlneten mod curent, n care sudorul
execut majoritatea operaiilorcu excepiaaducerii srmei de sudur ia gazelor de protecie n zonaarcului. Aceste materiale de sudare vin n zona arcului prin intermediul unui tub flexibil de la panoul dedistribuieal gazeloride la mecanismul de avans al srmei electrod. Varianta mecanizatsau automatizatfoloseteo sanie, sau un cruciorcare realizeazdeplasarea arcului electric n lungul rostului elementelorde mbinat. Pe sanie sau cruciorse aflatt sistemul de avans al srmei electrod ct icapul de sudare lacare vin gazele de protecie,precum isistemul de rcirecu apa duzelor capului de sudare.
Avantajele procedeelor de sudare MIG-MAG sunt urmtoarele:- rata depunerii, coeficientul de depunere, productivitatea ifactorul operator sunt mult mai mari dect lasudarea SE, comparabile cu cele de la sudarea SF;- arcul electric este vizibil ideci conducerea procesului de ctreoperator este mult uurat;- n urma procesului de sudare nu rezulto cantitate important de zgur,ca atare nu este nevoie decurireaacesteia. n cordon probabilitatea apariieiincluziunilor de zgureste mult redus. Sudarea prinmai multe treceri este astfel uuratevitnd curireazgurei. Ca atare, productivitatea procedeelor creste;- procedeele au un grad mare de universalitate, putndu-se suda majoritatea materialelor metalice i norice poziie.
Dezavantajele procedeelor MIG-MAG sunt urmtoarele:- echipamentul de sudare este mai scump datorit complexitii lui n ceea ce priveteavansul srmeielectrod, necesitatea rciriicu ap,necesitatea administrriigazului de protecie;- pistoletul de sudare este mai greu datorit existenei ia furtunului de legturcare transportconductelede gaz, de apde rcire icablul flexibil de conducere a srmei de sudare, precum icablul de curent;- operatorul nu poate urmrigradul de protecieal biide sudurneobservnd clopotul de gaz creat n jurularcului;- intemperiile atmosferice provoacdeplasarea gazului de protecie in special vntul ce acioneazncondiiilede antier.
Performanele procedeelor MIG i MAG
-
8/12/2019 Curs 07_TST_2014
21/25
21
Sudarea MIG i MAG
Parametrii tehnologici primari la sudarea prin procedeele MIG-MAG, variaz ntre urmtoarele valori:- intensitatea curentului de sudare: IS= 50...500 A;
- tensiunea arcului: Ua= 16...35 V;
- viteza de sudare: vS= 30... 150 cm/min;
- diametrul srmei electrod: de= 0,6...3,2 mm, mai des folosit fiind d = 0,8...2,4 mm;
- debitul de gaz Qg= 10...25 l/min.
Performanele procedeelor MIG i MAG
Materiale de sudare
La sudarea MIG srmele de sudare au n general aceeai compoziie ca i materialul de baz care se
sudeaz. Drept gaze de proteciela sudarea MIG se folosesc argonul sau heliul. Argonul are avantajul caeste un gaz mai ieftin, asiguro stabilitate buna arcului electric ntruct tensiunea de ionizare este maimic. n plus, argonul produce i autoascuireasrmei n cursul sudrii,ceea ce conduce la concentrareaarcului electric. Heliul este un gaz mai scump, cu o densitate mai micdect argonul ichiar dect a aerului.El nu asigurfenomenul de microrablare aacum se ntmpln cazul argonului. Heliul ns realizeazoptrunderemult mai mare la sudarea diferitelor materiale metalice. Uneori, n gazul de proteciese maiintroduce oxigenul i bioxidul de carbon. Oxigenul introdus, n proporii relativ sczute, 1...5%, face screasc temperatura arcului datorit fenomenelor energice de oxidare, ca atare, crete i ptrunderea
custurii. Trebuie avut n vedere faptul coxigenul reduce cantitatea de elemente de aliere din compoziiamaterialului topit ca urmare a proceselor de oxidare din baie idin arcul electric. Combinarea argonului cudioxidul de carbon, pn la 25% CO2, are drept consecin acelai efect de oxidare energiccreat prindescompunerea bioxidului de carbon i,ca atare, conduce la intensificarea regimului de sudare.
n plus arcul devine mai stabil, iarmprocrilede metal se reduc. La sudarea MAG srmele de sudurau ncompoziialor un surplus de siliciu imangan, n cazul sudrii oelurilor,pentru a asigura dezoxidarea bii. nlipsa acestor elemente oxigenul provenit din descompunerea bioxidului de carbon ar ataca alte elemente de
aliere, sau fierul crend oxizi cu efecte defavorabile asupra compoziiei biide metal topit.
-
8/12/2019 Curs 07_TST_2014
22/25
22
Sudarea MIG i MAG
De obicei la sudarea MAG a oelurilorcarbon islab aliate srmele au circa 0,3...1,2% Si i1,2...2,5% Mn.Uneori, n srma de sudurse introduce ititan realizndu-se o microaliere cu titan pnla 0,2%. Aceastmicroaliere conduce la un procent de titan de 0,03% n cordonul de suduravnd ca afecte cretereacaracteristicilor de rezistenalembinrii in special creterea rezilieneide peste douori. Cel mai folositgaz activ pentru sudarea MAG este dioxidul de carbon, dupcum s-a artat. Dar la sudarea MAG mai pot fifolosite iamestecuri de gaze. Astfel argonul introdus n dioxidul de carbon conduce lambuntireaarderiiarcului electric asigurnd deci creterea stabilitiiacestuia i totodat mbuntirea plasticitii mbinriicaurmare a reducerii cantitiide oxigen din apaiularcului. Oxigenul introdus n dioxidul de carbon are acelaiefect ca ila sudarea MIG, respectiv cretereatemperaturii metalului topit, creteastfel viteza de sudare.Totodat, oxigenul micoreaz iefectul de mprocarea metalului topit, dnd custuriiun aspect mai
uniform. Oxigenul se introduce n proporie de pn la 10% la oelurile nealiate, deci neafectate dereducerea prin oxidare a elementelor de aliere in proporie pnla 5% la oelurileslab aliate. Gazele deprotecie la sudarea MIG-MAG trebuie s aib o puritate foarte mare de circa 99,9%. De asemenea,umiditatea gazelor trebuie sfie mai micdect 300 mg/m3N in cazurile pretenioasede sudare sub 100mg/m3N. Se are n vedere c,cu ct puritatea gazului este mai mic iviteza de sudare se va reduce. Oinfluen deosebito are puritatea gazului asupra caracteristicilor mecanice alembinriisudate. Umiditateagazului este deosebit de nefavorabilprin aceea capa la temperatura arcului se descompune n hidrogenioxigen ambele gaze avnd efecte defavorabile asupra biide metal topit.
Materiale de sudare
Algoritmul de calcul al tehnologiei de sudare MIG i MAG
Sudarea MIG-MAG poate sse realizeze dintr-o singurtrecere, frprelucrarea rostului, la grosimi pnla 5 mm, n condiiile n care diametrul srmei electrod este de 2 sau 2,4 mm. Sudarea se poate realizadintr-o singurtrecere pnla grosimi de 10 mm, dacrostul este cu prelucrare n Vsrma de sudurfiind de 2,4 sau 3,2 mm. Pentru grosimi mai mari ale componentelor, sudarea se realizeazcu rost n Vsau Xprin mai multe treceri. Se reamintetefaptul cprocedeul MIG sau MAG poate asigura transferulmaterialului prin arc n varianta short-arc (sha) sau spray-arc (spa).
-
8/12/2019 Curs 07_TST_2014
23/25
23
Sudarea MIG i MAG
Varianta short este folositde obicei la table subiricu grosimi cuprinse ntre 0,5 i6 mm. Varianta spray-arceste folositeconomic la table de grosimi mari, cu grosimea mai mare dect 5 mm. Sudarea short-arc serealizeazn curent continuu att n polaritate directDC- ct in polaritate inversDC+. Sudarea spray-arcse realizeazn curent continuu numai n polaritate inversDC+. Ca atare, odatstabilit diametrul srmeielectrod ifelul trecerii metalului de adaos prin arcul electric, se calculeazintensitatea curentului electricconform relaiilor:- trecerea short-arc: IS= 125,5 de 32,25 [A] [6]- trecerea spray arc : IS= -67 de2 370 de-78 [A] [7]Relaiivalabile pentru de (0,82,4).
n funcie de intensitatea curentului de sudare se calculeaz tensiunea arcului cu relaia:- Ua= 13,34 + 0,05 IS[V] [8]
Rata depunerii AD se determin iea funciede curentul de sudare prin relaia:- AD=0,3 10-4 IS2 + 0,1 10-2 IS+ 0,5 [kg h] [9]relaie valabilpentru IS (100600) [A].
Algoritmul de calcul al tehnologiei de sudare MIG i MAG
-
8/12/2019 Curs 07_TST_2014
24/25
24
Sudarea MIG i MAGAlgoritmul de calcul al tehnologiei de sudare MIG i MAG
-
8/12/2019 Curs 07_TST_2014
25/25
25
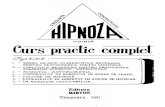
Sudarea cu hidrogen atomicSudarea cu hidrogen atomic (fig. 11) este un procedeu manual de sudare, la care cldura necesar topiriise transmite componentelor sudate, prin intermediul unui curent de hidrogen atomic, care rezult dinhidrogenul molecular, dup traversarea arcului electric indirect, format ntre doi electrozi de wolfram.Hidrogenul este insuflat prin ajutaje concentrice cu electrozii de wolfram, iar ca material de adaos este
utilizat o vergea metalic cu compoziia chimic asemntoarecu a metalului de baz sau n cazulncrcrilorprin sudare, pot fi utilizate vergele de compoziie chimic diferit.
Fig. 11La temperatura coloanei arcului, hidrogenul se disociazconform reaciei H 2H i absoarbe cldura necesaracestei reacii din arc. n contact cu metalul rece alcomponentelor, are loc reacia invers(de recombinare) 2H H2, urmatde cldur.
Acest procedeu de sudare are domeniu restrns de aplicaie,ntruct hidrogenul consumat este scump, amorsarea arculuinecesit tensiuni mari periculoase (250 300 V) a crordeconectare ireducere la valori mai mici (60 100 V), dupformarea arcului, necesit instalaiispecializate. De asemeneahidrogenul se poate dizolva n metalul sudat, provocnd fulgi,pori, fisuri ialte defecte.
Sudarea cu hidrogen atomic nu se poate utiliza la sudarea aluminiului, titanului, cuprului, ntructaceste metale ialiajele lor sunt sensibile la hidrogen. Procedeul de sudare cu hidrogen atomic e cel maides folosit la sudarea dencrcarea matrielorpentru deformriplastice la cald, la sudarea unor table subiridin oelurinealiate, slab aliate iinoxidabile.Diametrul vergelei dese alege n funciede grosimea componentelor g, iar curentul de sudare ISse alege infunctie de diametrul vergelei de:
de= (1 + g/3) [mm] [18]Debitul de hidrogen DH2se calculeaza astfel:
DH2= 800 + 15 x IS[l/h] [19]