Cuestionario de Refinacion Coquizacion e Hidrocraqueo
35
CUESTIONARIO DE REFINACION. COQUIZACION. Es una forma enérgica de craqueo térmico utilizada para obtener gasolina de destilación directa (nafta de coquificador) y diversas fracciones de destilación intermedia, que se utilizan como materia prima para el craqueo catalítico. Por este proceso, el hidrógeno de la molécula de hidrocarburo se reduce de forma tan completa, que el residuo es una forma de carbono casi puro, denominado coque. Los dos procesos de coquización más comunes son la retardada y la continua o fluidizada, que, dependiendo del mecanismo de reacción, el tiempo, la temperatura y el crudo de partida, producen tres tipos de coque: esponjoso, alveolar y cristalizado en agujas. COQUE. El coque es el residuo sólido, duro y poroso que resulta después de la destilación destructiva, o pirólisis, de determinados carbones minerales que poseen propiedades coquizantes, es decir, capacidad de transformase en coque después de haber pasado por una fase plástica. El coque se emplea como agente reductor para la fundición de hierro y como combustible. Tiene un color gris negruzco y un brillo metálico. Contiene fundamentalmente carbono, alrededor del 92%, siendo casi el 8% restante ceniza. COQUIZACIÓN RETARDADA Es un proceso de craqueo térmico semicontinuo empleado para convertir residuos pesados en productos de mayor valor agregado como gas, gasolina y gasóleos.; en este proceso se utilizan dos reactores alternadamente en un ciclo de 48 horas que opera adiabáticamente (no existe intercambio de calor con el entorno), están dispuestos en forma paralela para hacer que el proceso sea lo más continuo posible. Se dice retardada porque se quiere primero el craqueo y “retardar” la coquización. Coquización Continua o Fluidizada Es un proceso de craqueo térmico en lecho fluidizado y continuo en el cual no se utilizan hornos de precalentamiento, la coquización fluidizada opera a presiones menores y temperaturas más altas que la coquización retardada. Este proceso integra la coquización térmica en lecho fluidizado con la gasificación del coque formado. Al ser continua se disminuyen los tiempos de operación y el
-
Upload
amber-murphy -
Category
Documents
-
view
227 -
download
3
Transcript of Cuestionario de Refinacion Coquizacion e Hidrocraqueo
CUESTIONARIO DE REFINACION.
COQUIZACION.
Es una forma enérgica de craqueo térmico utilizada para obtener gasolina de destilación directa (nafta de coquificador) y diversas fracciones de destilación intermedia, que se utilizan como materia prima para el craqueo catalítico.
Por este proceso, el hidrógeno de la molécula de hidrocarburo se reduce de forma tan completa, que el residuo es una forma de carbono casi puro, denominado coque. Los dos procesos de coquización más comunes son la retardada y la continua o fluidizada, que, dependiendo del mecanismo de reacción, el tiempo, la temperatura y el crudo de partida, producen tres tipos de coque: esponjoso, alveolar y cristalizado en agujas.
COQUE.
El coque es el residuo sólido, duro y poroso que resulta después de la destilación destructiva, o pirólisis, de determinados carbones minerales que poseen propiedades coquizantes, es decir, capacidad de transformase en coque después de haber pasado por una fase plástica.
El coque se emplea como agente reductor para la fundición de hierro y como combustible. Tiene un color gris negruzco y un brillo metálico. Contiene fundamentalmente carbono, alrededor del 92%, siendo casi el 8% restante ceniza.
COQUIZACIÓN RETARDADA
Es un proceso de craqueo térmico semicontinuo empleado para convertir residuos pesados en productos de mayor valor agregado como gas, gasolina y gasóleos.; en este proceso se utilizan dos reactores alternadamente en un ciclo de 48 horas que opera adiabáticamente (no existe intercambio de calor con el entorno), están dispuestos en forma paralela para hacer que el proceso sea lo más continuo posible. Se dice retardada porque se quiere primero el craqueo y “retardar” la coquización.
Coquización Continua o Fluidizada
Es un proceso de craqueo térmico en lecho fluidizado y continuo en el cual no se utilizan hornos de precalentamiento, la coquización fluidizada opera a presiones menores y temperaturas más altas que la coquización retardada. Este proceso integra la coquización térmica en lecho fluidizado con la gasificación del coque formado. Al ser continua se disminuyen los tiempos de operación y el consumo energético al usar coque como medio de transferencia.
Objetivo de la Planta
La Planta de Coquización tiene por objeto producir un coque de calidad de electrodo a partir de residuos de la unidad de vacío con bajo contenido en metales y azufre, o coque combustible en el caso de la conversión de crudos pesados o residuos de vacío de alto contenido en impurezas.
Alimentación de la Planta
La alimentación típica es el residuo de la unidad de destilación al vacío (Cabe destacar que acepta otros tipos de alimentación proveniente de otras unidades de destilación de crudos pesados). Se pueden procesar distintas alimentaciones, entre las más relevantes, aquellas que tienen alto contenido de metales, azufre, resinas y asfaltenos (la mayoría de ellos quedan en el coque).
Productos Obtenidos
El coque se utiliza como combustible en la industria cementera y cerámica. Por otra parte, cada vez es más común su uso por parte de las compañías eléctricas para generar electricidad partiendo de su combustión. Se utiliza para la fabricación de electrodos de grafito. También se utiliza como carga (alimentación) en el hierro y el acero especialmente en los hornos de inducción. Es materia prima para la obtención de carbono y como combustible para la generación de calor.
Condiciones de Operación de la Planta de Coquización (temperatura, presión y carga)
El equipo más importante en una unidad de coquización retardada es el horno. El tiempo de residencia a temperaturas superiores a 430ºC debe ser rigurosamente controlado para evitar la formación de coque en los tubos, que es el factor determinante de una parada prematura.
Después del horno el otro equipo de suma importancia son los tambores de coque ya que se necesita que este a la temperatura antes mencionada y a una presión de 1.0-6.2 bar, para que se desintegren térmicamente los compuestos y convertirlos en combustibles ligeros.
En la coquización, la temperatura debe mantenerse controlada dentro de un estrecho margen, ya que las temperaturas altas producen un coque demasiado duro para cortarlo y extraerlo del tambor y las temperaturas demasiado bajas provocan la formación de lodos de alto contenido asfáltico. Si se descontrolasen las temperaturas de coquización, podría producirse una reacción exotérmica.
En el craqueo térmico, cuando se procesan crudos sulfurosos, se produce corrosión a temperaturas del metal comprendidas entre 232 °C y 482 °C. Al parecer, por encima de 482 °C el coque forma una capa protectora sobre el metal. En cambio, cuando las temperaturas no están debidamente controladas por encima de los 482 °C se produce corrosión por ácido sulfhídrico.
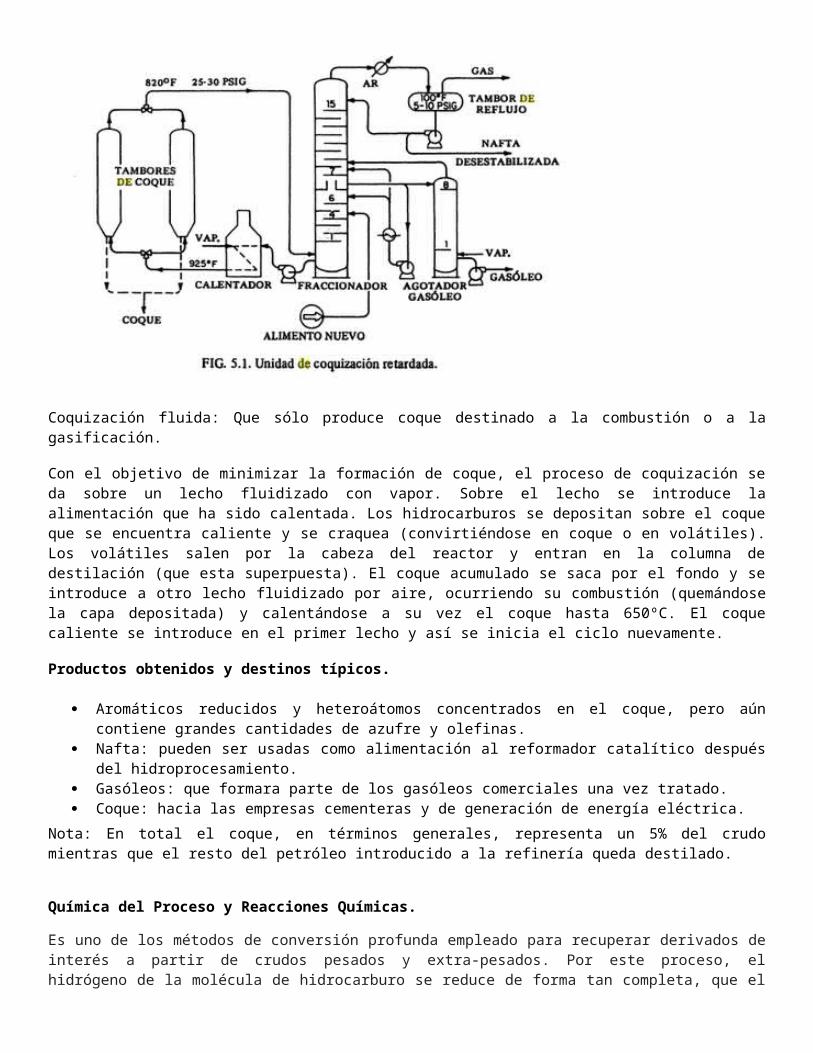
Diagrama de flujo del proceso de Coquización Retardada.
Equipos principales en el proceso: Tanques de croque, calentador, torre de fraccionamiento, enfriadores por aires, acumulador, bombas, cambiadores de calor, separador.
En la coquización retardada, primero se carga el material en un fraccionador para separar los hidrocarburos más ligeros y después se combina con el petróleo pesado reciclado. El material pesado pasa al horno de coquización y se calienta hasta altas temperaturas a bajas presiones para evitar la coquización prematura en los tubos del calentador, produciendo así una vaporización parcial y un craqueo suave. La mezcla de líquido y vapor se bombea desde el calentador a uno o más tambores de coque, donde el material caliente permanecen aproximadamente 24 horas (retardo) a bajas presiones hasta que se descompone en productos más ligeros. Cuando el coque alcanza un nivel predeterminado en un tambor, el flujo se desvía a otro tambor para mantener la continuidad de la operación. El vapor procedente de los tambores se devuelve al fraccionador para separar el gas, la nafta y los gasóleos, y reciclar los hidrocarburos más pesados a través del horno. El tambor lleno se trata con vapor para eliminar los hidrocarburos no craqueados, se enfría mediante inyección de agua y se decoquiza mecánicamente por medio de un tornillo sin fin que asciende desde el fondo del tambor, o hidráulicamente, rompiendo el lecho de coque con agua a alta presión proyectada desde un cortador rotativo.

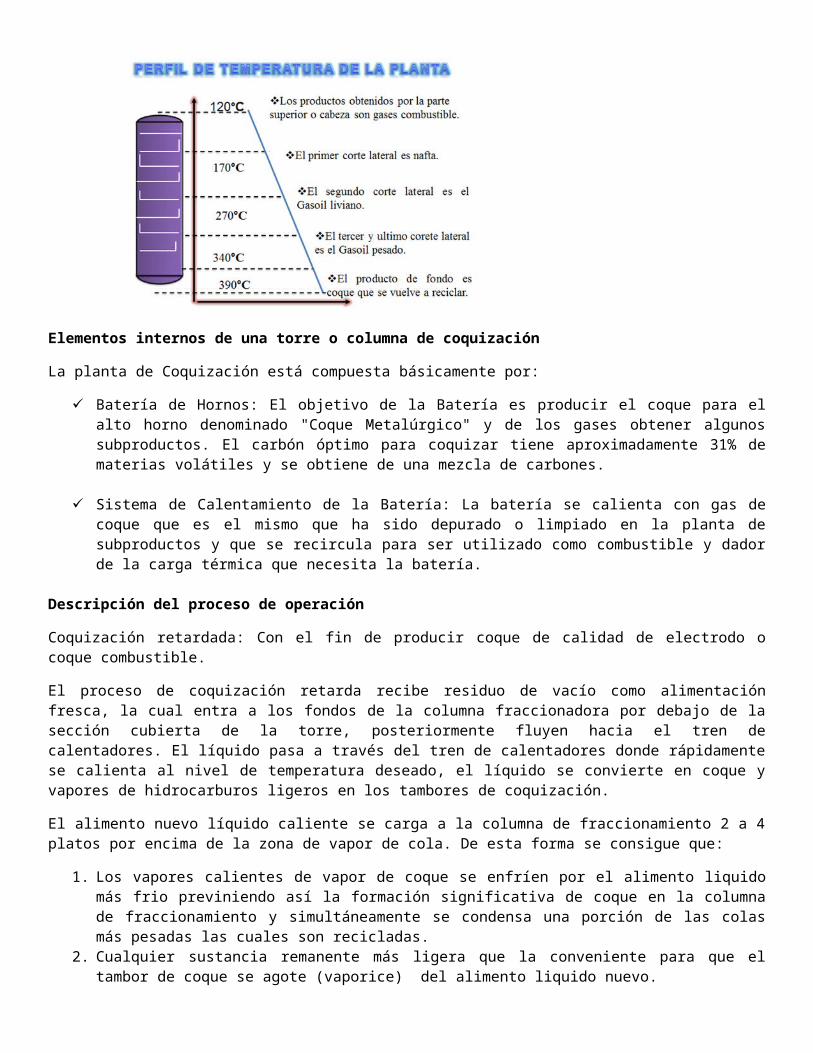
Elementos internos de una torre o columna de coquización
La planta de Coquización está compuesta básicamente por:
Batería de Hornos: El objetivo de la Batería es producir el coque para el alto horno denominado "Coque Metalúrgico" y de los gases obtener algunos subproductos. El carbón óptimo para coquizar tiene aproximadamente 31% de materias volátiles y se obtiene de una mezcla de carbones.
Sistema de Calentamiento de la Batería: La batería se calienta con gas de coque que es el mismo que ha sido depurado o limpiado en la planta de subproductos y que se recircula para ser utilizado como combustible y dador de la carga térmica que necesita la batería.
Descripción del proceso de operación
Coquización retardada: Con el fin de producir coque de calidad de electrodo o coque combustible.
El proceso de coquización retarda recibe residuo de vacío como alimentación fresca, la cual entra a los fondos de la columna fraccionadora por debajo de la sección cubierta de la torre, posteriormente fluyen hacia el tren de calentadores. El líquido pasa a través del tren de calentadores donde rápidamente se calienta al nivel de temperatura deseado, el líquido se convierte en coque y vapores de hidrocarburos ligeros en los tambores de coquización.
El alimento nuevo líquido caliente se carga a la columna de fraccionamiento 2 a 4 platos por encima de la zona de vapor de cola. De esta forma se consigue que:
1. Los vapores calientes de vapor de coque se enfríen por el alimento liquido más frio previniendo así la formación significativa de coque en la columna de fraccionamiento y simultáneamente se condensa una porción de las colas más pesadas las cuales son recicladas.
2. Cualquier sustancia remanente más ligera que la conveniente para que el tambor de coque se agote (vaporice) del alimento liquido nuevo.
3. El alimento nuevo líquido es además precalentado.
El alimento nuevo líquido restante se combina con el reciclado condensado y se bombea desde el pie de la columna de fraccionamiento a través del calentador del coquizador, donde se vaporiza parcialmente, y luego hacia uno de los dos tambores de coque. La porción no vaporizada del efluente del calentador sedimenta en el tambor de coque, donde el efecto combinado del tiempo de retención y la temperatura dan lugar a la formación del coque.
Los vapores de la cabeza del tambor de coque vuelven a la base de la columna de fraccionamiento. Estos vapores están formados por agua y por los productos de la reacción de craqueo térmico: gas, nafta y gasóleos. Los vapores fluyen hacia arriba a través de los platos de enfriamiento previamente descritos. Por encima de la entrada de alimento nuevo en la columna de fraccionamiento hay normalmente 2 o 3 platos por debajo del plato de extracción del gasóleo. Estos platos con el reflujo de gasóleo parcialmente enfriado proporcionan un buen control del equilibrio del punto final del gasóleo y minimizan el arrastre de alimento nuevo líquido o de líquido de reciclado en el gasóleo producido.
La extracción lateral de gasóleo es una configuración convencional que emplea columnas de agotamiento de 6 a 8 platos con introducción de vapor por debajo del plato base, para vaporizar las colas ligeras y controlar el punto de ebullición inicial del gasóleo.
El vapor y las colas ligeras vaporizadas se devuelven desde la cabeza del separador de gasóleo a la columna de fraccionamiento, 1 o 2 platos por encima del plato de extracción. Para recuperar calor a un nivel de temperatura alto y minimizar el calor de bajo nivel de temperatura eliminado de los condensadores de cabeza, se coloca un sistema de reflujo por bombea en el plato de extracción. Este calor de bajo nivel de temperatura no se puede recuperar normalmente en los cambiadores de calor y se expulsa a la atmosfera a través de las columnas de enfriamiento de agua o de los enfriadores de aire.
Entre la extracción de gasóleo y la extracción de nafta o cabeza de la columna se utilizan normalmente do 8 a 10 platos. Si se emplea una extracción lateral de nafta, se precisan platos adicionales por encima del plato de extracción de la nafta.
Coquización fluida: Que sólo produce coque destinado a la combustión o a la gasificación.
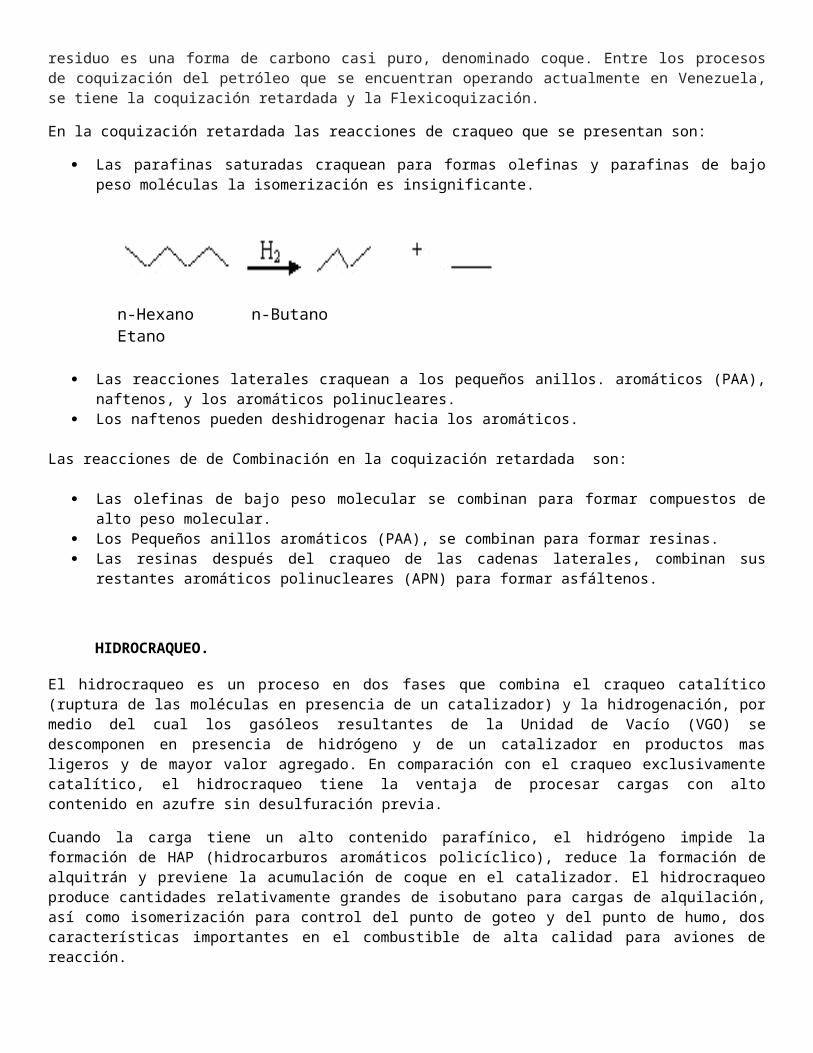
n-Hexano n-Butano Etano
Con el objetivo de minimizar la formación de coque, el proceso de coquización se da sobre un lecho fluidizado con vapor. Sobre el lecho se introduce la alimentación que ha sido calentada. Los hidrocarburos se depositan sobre el coque que se encuentra caliente y se craquea (convirtiéndose en coque o en volátiles). Los volátiles salen por la cabeza del reactor y entran en la columna de destilación (que esta superpuesta). El coque acumulado se saca por el fondo y se introduce a otro lecho fluidizado por aire, ocurriendo su combustión (quemándose la capa depositada) y calentándose a su vez el coque hasta 650ºC. El coque caliente se introduce en el primer lecho y así se inicia el ciclo nuevamente.
Productos obtenidos y destinos típicos.
Aromáticos reducidos y heteroátomos concentrados en el coque, pero aún contiene grandes cantidades de azufre y olefinas.
Nafta: pueden ser usadas como alimentación al reformador catalítico después del hidroprocesamiento. Gasóleos: que formara parte de los gasóleos comerciales una vez tratado. Coque: hacia las empresas cementeras y de generación de energía eléctrica.
Nota: En total el coque, en términos generales, representa un 5% del crudo mientras que el resto del petróleo introducido a la refinería queda destilado.
Química del Proceso y Reacciones Químicas.
Es uno de los métodos de conversión profunda empleado para recuperar derivados de interés a partir de crudos pesados y extra-pesados. Por este proceso, el hidrógeno de la molécula de hidrocarburo se reduce de forma tan completa, que el residuo es una forma de carbono casi puro, denominado coque. Entre los procesos de coquización del petróleo que se encuentran operando actualmente en Venezuela, se tiene la coquización retardada y la Flexicoquización.
En la coquización retardada las reacciones de craqueo que se presentan son:
Las parafinas saturadas craquean para formas olefinas y parafinas de bajo peso moléculas la isomerización es insignificante.
Las reacciones laterales craquean a los pequeños anillos. aromáticos (PAA), naftenos, y los aromáticos polinucleares.
Los naftenos pueden deshidrogenar hacia los aromáticos.
Las reacciones de de Combinación en la coquización retardada son:
Las olefinas de bajo peso molecular se combinan para formar compuestos de alto peso molecular. Los Pequeños anillos aromáticos (PAA), se combinan para formar resinas. Las resinas después del craqueo de las cadenas laterales, combinan sus restantes aromáticos polinucleares (APN)
para formar asfáltenos.
HIDROCRAQUEO.
El hidrocraqueo es un proceso en dos fases que combina el craqueo catalítico (ruptura de las moléculas en presencia de un catalizador) y la hidrogenación, por medio del cual los gasóleos resultantes de la Unidad de Vacío (VGO) se descomponen en presencia de hidrógeno y de un catalizador en productos mas ligeros y de mayor valor agregado. En
comparación con el craqueo exclusivamente catalítico, el hidrocraqueo tiene la ventaja de procesar cargas con alto contenido en azufre sin desulfuración previa.
Cuando la carga tiene un alto contenido parafínico, el hidrógeno impide la formación de HAP (hidrocarburos aromáticos policíclico), reduce la formación de alquitrán y previene la acumulación de coque en el catalizador. El hidrocraqueo produce cantidades relativamente grandes de isobutano para cargas de alquilación, así como isomerización para control del punto de goteo y del punto de humo, dos características importantes en el combustible de alta calidad para aviones de reacción.
El hidrocraqueo es uno de los procesos de refinación del petróleo más versátil, este provee de una amplia variedad de productos deseados a partir de una diversidad de alimentaciones. Esta flexibilidad en la alimentación le da al proceso de hidrocraqueo un papel particularmente importante en las refinerías, ya que uno de los objetivos de estas es procesar fracciones pesadas de baja calidad, para obtener productos de mayor valor agregado.
OBJETIVO DE LA PLANTA.
El objetivo de la unidad de hidrocraqueo catalítico es transformar gasóleos pesados en productos más livianos y de mayor valor comercial como naftas, diésel, jet fuel, entre otros, utilizando hidrogeno para aumentar la actividad catalítica.
ALIMENTACION.
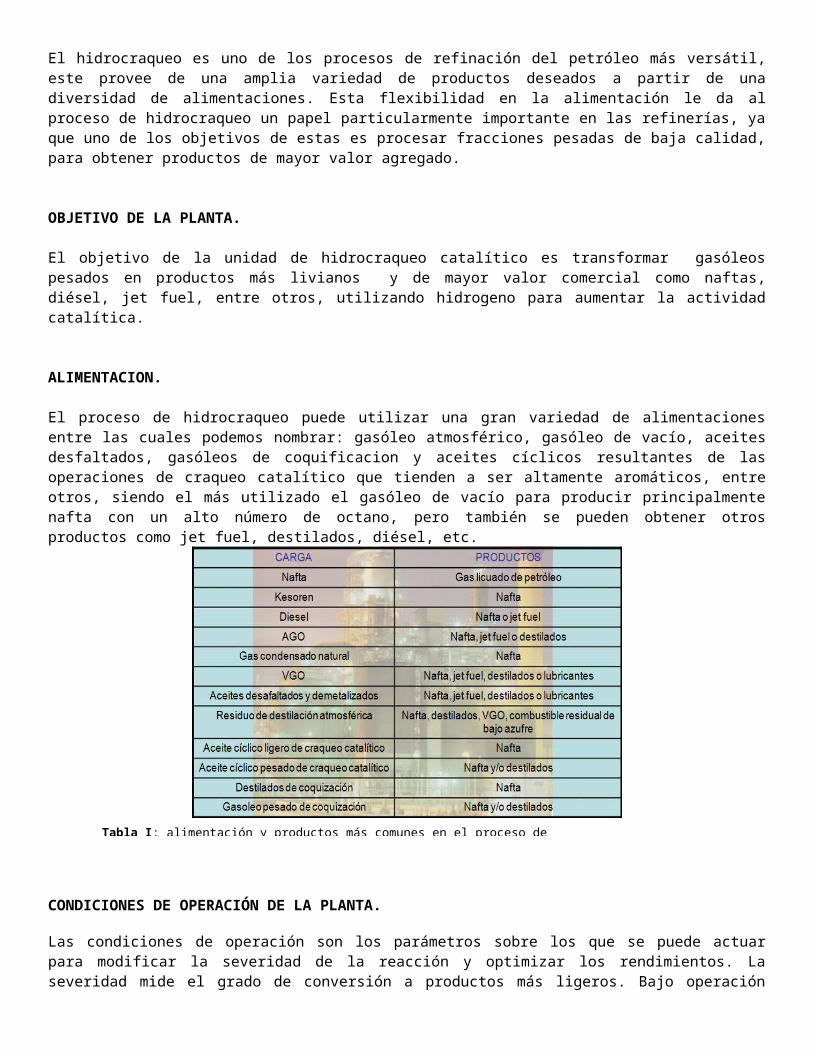
El proceso de hidrocraqueo puede utilizar una gran variedad de alimentaciones entre las cuales podemos nombrar: gasóleo atmosférico, gasóleo de vacío, aceites desfaltados, gasóleos de coquificacion y aceites cíclicos resultantes de las operaciones de craqueo catalítico que tienden a ser altamente aromáticos, entre otros, siendo el más utilizado el gasóleo de vacío para producir principalmente nafta con un alto número de octano, pero también se pueden obtener otros productos como jet fuel, destilados, diésel, etc.
CONDICIONES DE OPERACIÓN DE LA PLANTA.
Las condiciones de operación son los parámetros sobre los que se puede actuar para modificar la severidad de la reacción y optimizar los rendimientos. La severidad mide el grado de conversión a productos más ligeros. Bajo operación normal, el rendimiento global del proceso de hidrocraqueo se determina por una selección adecuada de: la temperatura del reactor, la velocidad espacial y la presión parcial del hidrógeno.
A continuación se explica el impacto que cada una de ellas tiene sobre el proceso:
Tabla I: alimentación y productos más comunes en el proceso de Hidrocraqueo Catalítico.
Temperatura
Es necesario controlar la temperatura en el reactor de hidrocraqueo, para ello se suministra normalmente calor mediante por un calentador de alimentación. Este es comúnmente un horno de llama directa, donde la temperatura de la carga se incrementa a 400-450 ºC. Las temperaturas más bajas se utilizan en hidrocraqueo suave, donde el objetivo principal es la eliminación de contaminantes y no la conversión de hidrocarburos.
Presión Parcial de Hidrógeno (PPH2)
La presencia de hidrógeno en exceso en el proceso de hidrocraqueo es esencial porque: promueve la hidrogenación de los componentes insaturados de la alimentación, satura los intermediarios que se forman por las reacciones de desulfuración, hidrodesnitrogenación, craqueo y previene la formación de coque. Otras reacciones, tales como craqueo e isomerización, se ven menos afectadas por la presión parcial de hidrógeno. El control de la presión parcial de hidrógeno dentro del reactor es difícil porque es imposible de medir directamente. El contenido de hidrógeno en el reactor suele estimarse a partir de la presión total del reactor y la concentración de hidrógeno en la fase de vapor. La concentración relativa de hidrógeno puede obtenerse a partir de la relación hidrógeno líquido y la volatilidad de alimentación líquida en las condiciones de funcionamiento. La presión parcial debe estar entre (125-150) bar
Relación H2/Carga (v/v)
La relación gas tratante/carga está definida como la relación entre flujo volumétrico de hidrogeno y flujo volumétrico de hidrocarburo que se alimenta a la unidad. Está fijada por requerimientos de: – Consumo de hidrógeno
– Presión Parcial de H2 mínima
– Sujeta a la disponibilidad de H2 fresco y a la capacidad del compresor de gas de reciclo.
Un mayor valor de esta relación representa una mayor disponibilidad de H2 a través del reactor, lo que favorece la cinética de las reacciones de HDT (Hidrotratamiento).Por el contrario una menor relación de H2/ Carga, promueve una mayor formación de coque y la desactivación del catalizador.
Velocidad Espacial
La velocidad espacial se define como la relación del flujo volumétrico (o másico) de hidrocarburo dividido entre el volumen total (o masa) de catalizador. La velocidad espacial afecta tanto la cinética de reacción como la transferencia de masa, por lo que tiene un alto impacto en la conversión de hidrocraqueo y la selectividad de sus productos. Si las limitaciones de transferencia de masa son insignificantes, altas velocidades espaciales puede provocar una disminución en la conversión. Velocidades espaciales bajas aumentan la conversión, pero los tiempos de contacto muy largo pueden causar reacciones secundarias indeseables como la formación de gas y el coque. Si existen limitaciones de transferencia de masa, el efecto puede ser lo contrario. La alta velocidad espacial podría causar una reducción en la longitud de la película de líquido sobre el catalizador aumentando la transferencia de masa y por tanto, la reactividad. La selección de la velocidad espacial adecuada se relaciona también con la temperatura y la presión, porque el grado de vaporización en el reactor afecta el fenómeno de transferencia de masa. La velocidad espacial utilizada en las unidades industriales de hidrocraqueo suele estar entre 0,5-1 h-1.
DESCRIPCION DEL PROCESO DE OPERACIÓN.
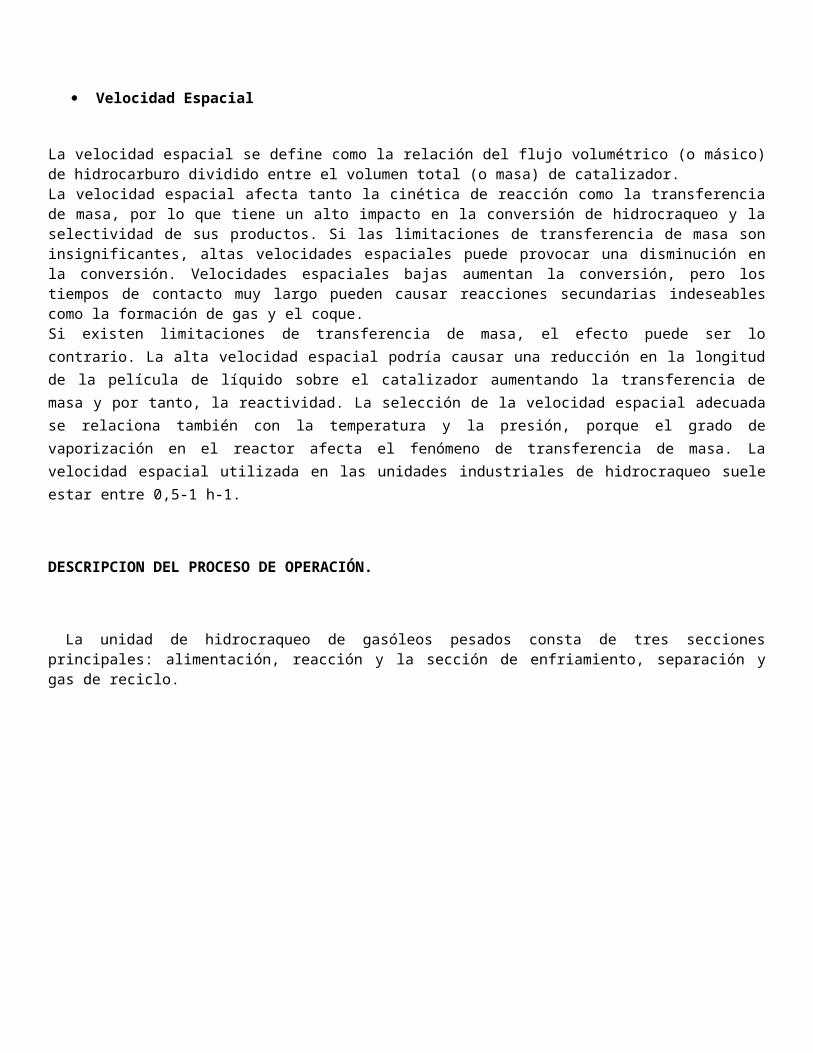
La unidad de hidrocraqueo de gasóleos pesados consta de tres secciones principales: alimentación, reacción y la sección de enfriamiento, separación y gas de reciclo.
Sección de alimentación.
La alimentación es una mezcla de carga líquida de (HVGO) (Heavy Vacuum Gas Oil) Gasóleo Pesado de Vacío y (HCGO) (Heavy Coker Gas Oil) Gasóleo Pesado de Coquificación, provenientes de la planta de destilación al vacío y de la planta de coquificación retardada respectivamente. La sección de alimentación admite la carga líquida y está diseñada para garantizar un caudal estable, libre de agua y de partículas, a fin de proteger la zona de reacción. Para ello cuenta con equipos como un coalescedor y un sistema de filtros.
Sección de reacción.
Se calienta una mezcla de hidrógeno reciclado, hidrógeno fresco, y alimentación líquida mediante intercambio con el efluente del reactor, seguido por un horno de proceso. Debido a la gran liberación de calor en el hidrocraqueo, es común el uso de reactores de lecho múltiple con enfriamiento intermedio utilizando gas de reciclo tratado. De hecho, generalmente existen varios reactores en serie para estos procesos. El lecho catalítico seleccionado para la unidad de hidrocraqueo está constituido por un catalizador de hidrotratamiento y un catalizador de hidrocraqueo. La combinación óptima de ambos lechos permite maximizar el grado de conversión a productos más livianos en la unidad.
Sección de enfriamiento, separación y gas de reciclo.
El producto de reacción se enfría a través de una serie de intercambiadores de calor y enfriadores de aire, para condensarlo.
Existen dos etapas de separación a alta temperatura o caliente (una etapa de baja presión y la otra etapa de alta presión) y dos etapas de separación fría (una etapa de baja presión y la otra etapa de alta presión), incluyendo el lavado con agua de las corrientes gaseosas de alta temperatura.
En el separador caliente de alta presión, se separa el efluente del reactor en productos líquidos y en un producto gaseoso rico en hidrógeno.
El producto gaseoso, se envía a una operación de tratamiento donde se eliminan el H2S y el NH3 provenientes de las reacciones de desulfurización y desnitrificación.
En el separador frio de alta presión se separan el agua agria no-fenólica y el gas de reciclo del gasóleo hidratado. Los gases del separador se envían al depurador de gas de reciclo para la remoción de sulfuro de hidrógeno con una solución de amina; luego el gas de reciclo tratado se divide, con una corriente de purga para balancear el hidrógeno en el sistema. El gas remanente tratado es comprimido y luego se deriva una pequeña porción como quenchdel reactor. Finalmente el gas se mezcla con el hidrógeno fresco y con la alimentación de gasóleo pesado para luego ser calentados y transportados al reactor.
Los productos líquidos que salen por la parte inferior del separador caliente de alta presión se envían al separador caliente de baja presión donde se vaporiza cierta cantidad de sulfuro de hidrógeno, hidrógeno e hidrocarburos livianos.
Los líquidos que salen del separador caliente de baja presión se envían a la fraccionadora de productos para su separación, mientras que el gas que sale por la parte superior es enviado al separador frio de baja presión para su tratamiento.
Se le debe agregar calor a la alimentación de la columna de fraccionamiento para recuperar el calor perdido en el enfriador del separador frio de baja presión. La alimentación caliente entra a la zona flash, donde se separa en vapor y líquido. El líquido fluye hacia la zona de strippingdonde se despoja con vapor para producir el producto de fondo. Los vapores despojados se combinan con los vapores de la zona flash y viajan hacia la sección de rectificación de la columna donde los productos laterales se condensan y se extraen. De igual manera que en la destilación del crudo, los reflujos circulantes se emplean para condensar los productos laterales en conjunto con el reflujo de cabeza. Se mantiene un pequeño flujo de líquido hacia la zona flash de la columna.
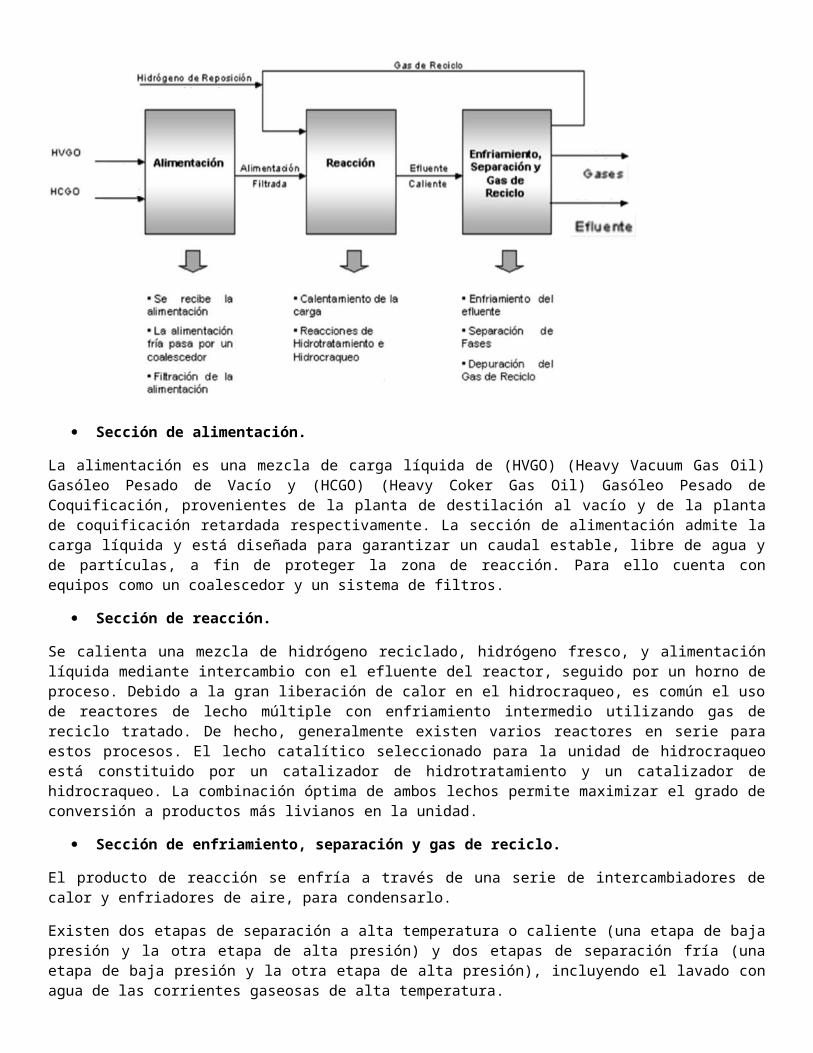
Configuración del proceso.
Hasta ahora se ha hablado del proceso de hidrocraqueode una etapa (ver figura 1). En este proceso se pueden alcanzar conversiones típicas de 40-80%. Sin embargo, si se requieren conversiones más elevadas, el producto del fondo de la torre de destilación puede recircularse al reactor para completar la conversión. Esta configuración puede utilizarse para maximizar la producción de gas oil (diesel).
En la operación de dos etapas (ver figura 2), el efluente del primer reactor se envía a un separador y a una fraccionadora. Los fondos de la fraccionadora se envían a un segundo reactor. En ambas configuraciones, el hidrógeno se separa en el separador de alta presión y se recicla al reactor. El catalizador de la primera esta tiene una alta relación hidrogenación/acidez, provocando la eliminación de azufre y nitrógeno. En el segundo reactor, el catalizador utilizado presenta una baja relación hidrogenación/acidez con la cual se maximiza la producción de nafta.
ELEMENTOS INTERNOS DE UNA TORRE O COLUMNA DE HIDROCRAQUEO CATALITICO.
Reactores de hidrocraqueo.
El calor neto de reacción es exotérmico y es necesario emplear reactores de lecho múltiples y/o lechos con enfriamiento intermedio para mantener la temperatura de reacción en el rango deseado. Las temperaturas máximas varían de proceso a proceso, pero todos la mantienen por debajo de 455 ºC para evitar reacciones laterales indeseables y excesiva coquificación con la subsecuente desactivación del catalizador.
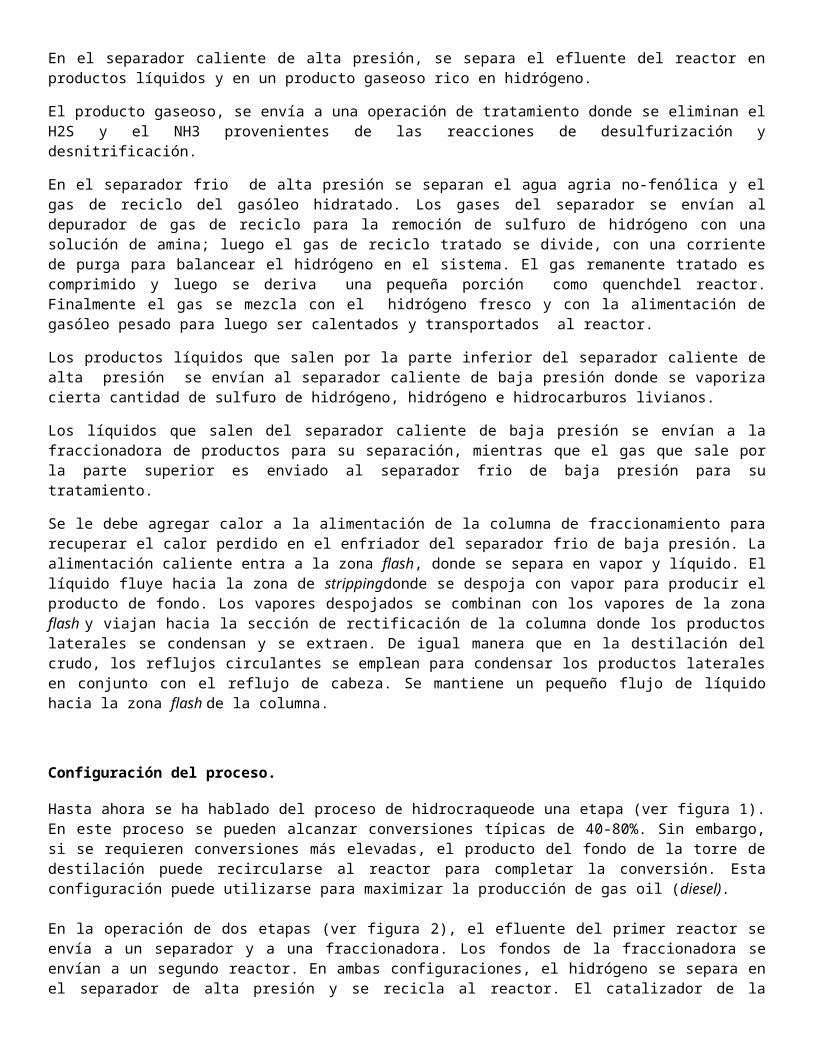
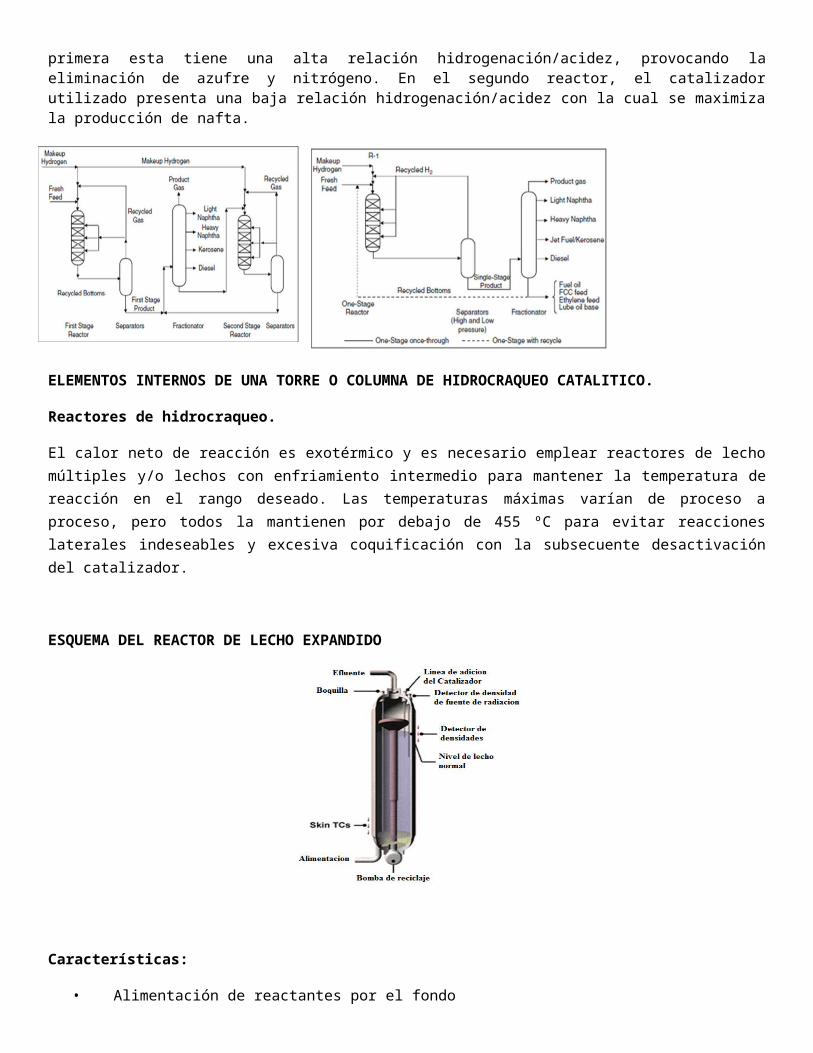
ESQUEMA DEL REACTOR DE LECHO EXPANDIDO
Características:
• Alimentación de reactantes por el fondo• Reciclointerno de líquido• Reactor tipomezclacompleta• Adición de catalizador fresco• Retiro de catalizador• Catalizadormáspequeño (0,5-0,8 mm)
Ventajas:• Mayor tiempo de vida del catalizador con buena actividad.• Opera a mayores temperaturas (430-440 °C).• Mayor flexibilidad de carga.
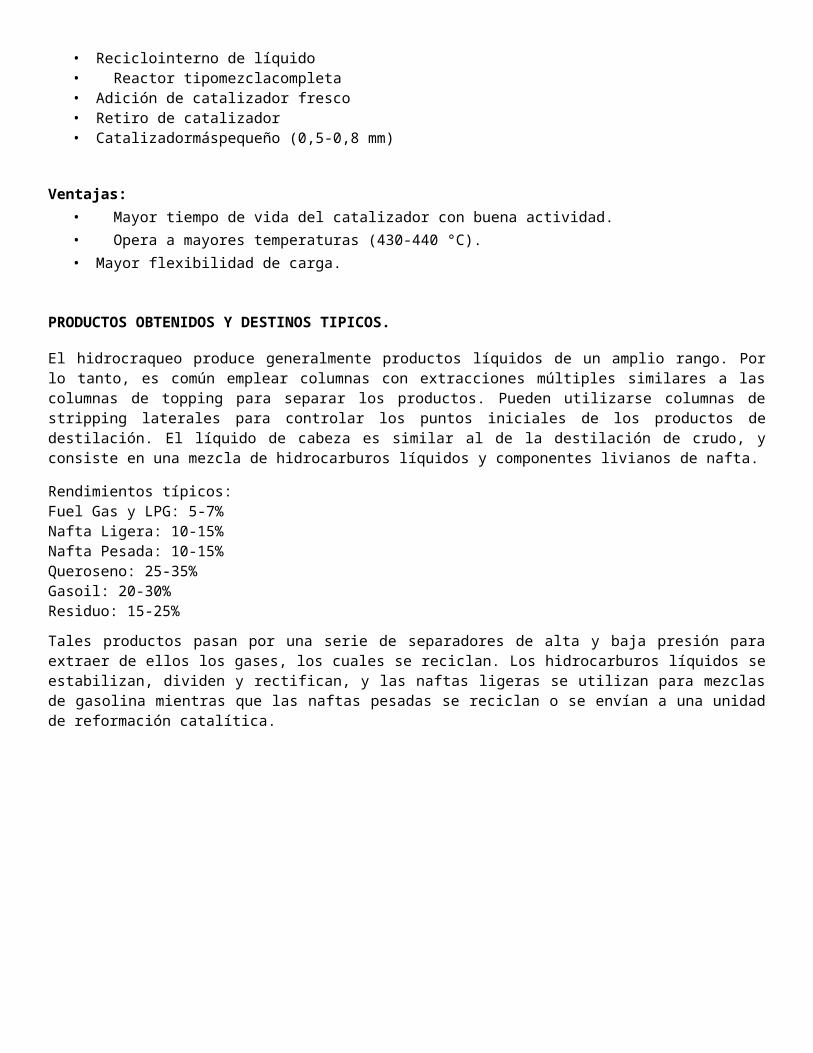
PRODUCTOS OBTENIDOS Y DESTINOS TIPICOS.
El hidrocraqueo produce generalmente productos líquidos de un amplio rango. Por lo tanto, es común emplear columnas con extracciones múltiples similares a las columnas de topping para separar los productos. Pueden utilizarse columnas de stripping laterales para controlar los puntos iniciales de los productos de destilación. El líquido de cabeza es similar al de la destilación de crudo, y consiste en una mezcla de hidrocarburos líquidos y componentes livianos de nafta.
Rendimientos típicos:Fuel Gas y LPG: 5-7%Nafta Ligera: 10-15%Nafta Pesada: 10-15%Queroseno: 25-35%Gasoil: 20-30%Residuo: 15-25%
Tales productos pasan por una serie de separadores de alta y baja presión para extraer de ellos los gases, los cuales se reciclan. Los hidrocarburos líquidos se estabilizan, dividen y rectifican, y las naftas ligeras se utilizan para mezclas de gasolina mientras que las naftas pesadas se reciclan o se envían a una unidad de reformación catalítica.
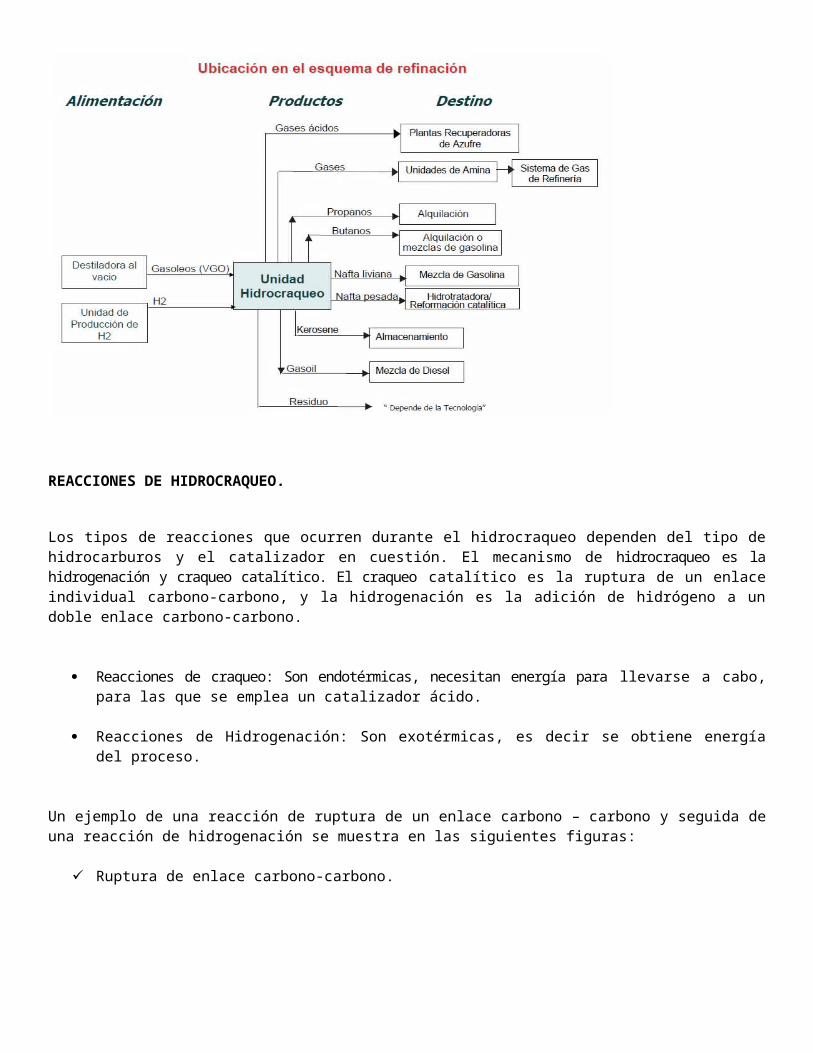
REACCIONES DE HIDROCRAQUEO.
Los tipos de reacciones que ocurren durante el hidrocraqueo dependen del tipo de hidrocarburos y el catalizador en cuestión. El mecanismo de hidrocraqueo es la hidrogenación y craqueo catalítico. El craqueo catalítico es la ruptura de un enlace individual carbono-carbono, y la hidrogenación es la adición de hidrógeno a un doble enlace carbono-carbono.
Reacciones de craqueo: Son endotérmicas, necesitan energía para llevarse a cabo, para las que se emplea un catalizador ácido.
Reacciones de Hidrogenación: Son exotérmicas, es decir se obtiene energía del proceso.
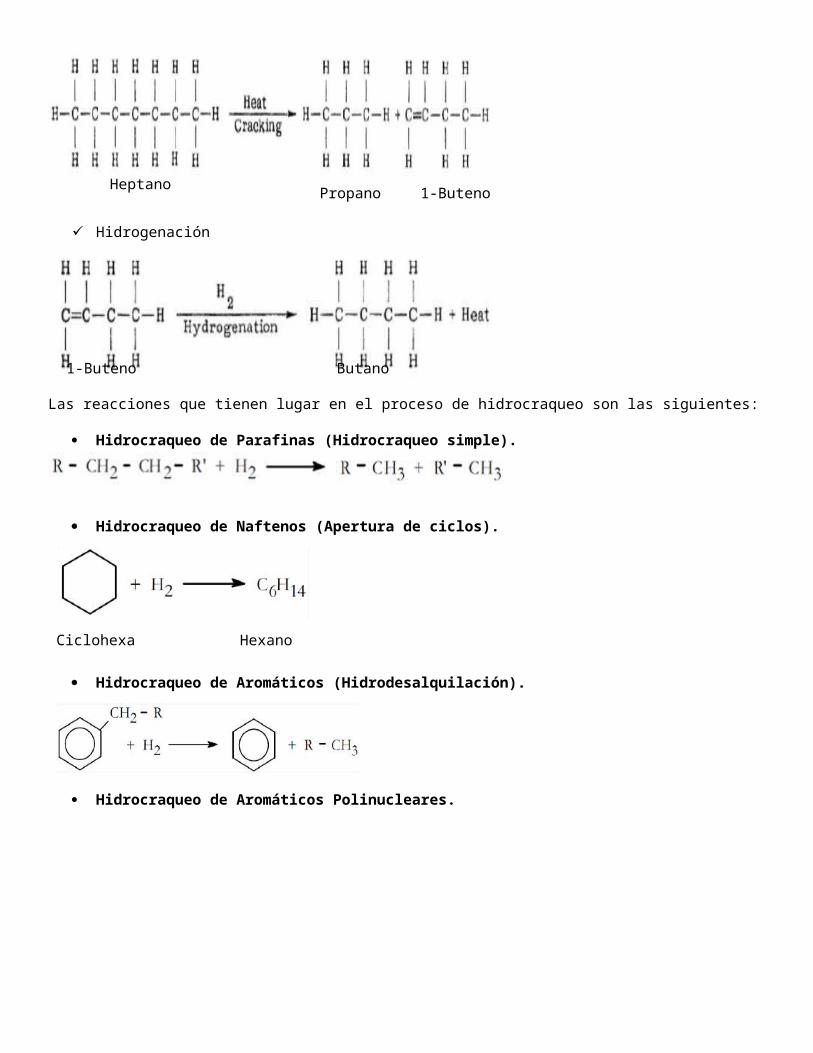
Un ejemplo de una reacción de ruptura de un enlace carbono – carbono y seguida de una reacción de hidrogenación se muestra en las siguientes figuras:
Ruptura de enlace carbono-carbono.
Hidrogenación
Heptano 1-ButenoPropano
Las reacciones que tienen lugar en el proceso de hidrocraqueo son las siguientes:
Hidrocraqueo de Parafinas (Hidrocraqueo simple).
Hidrocraqueo de Naftenos (Apertura de ciclos).
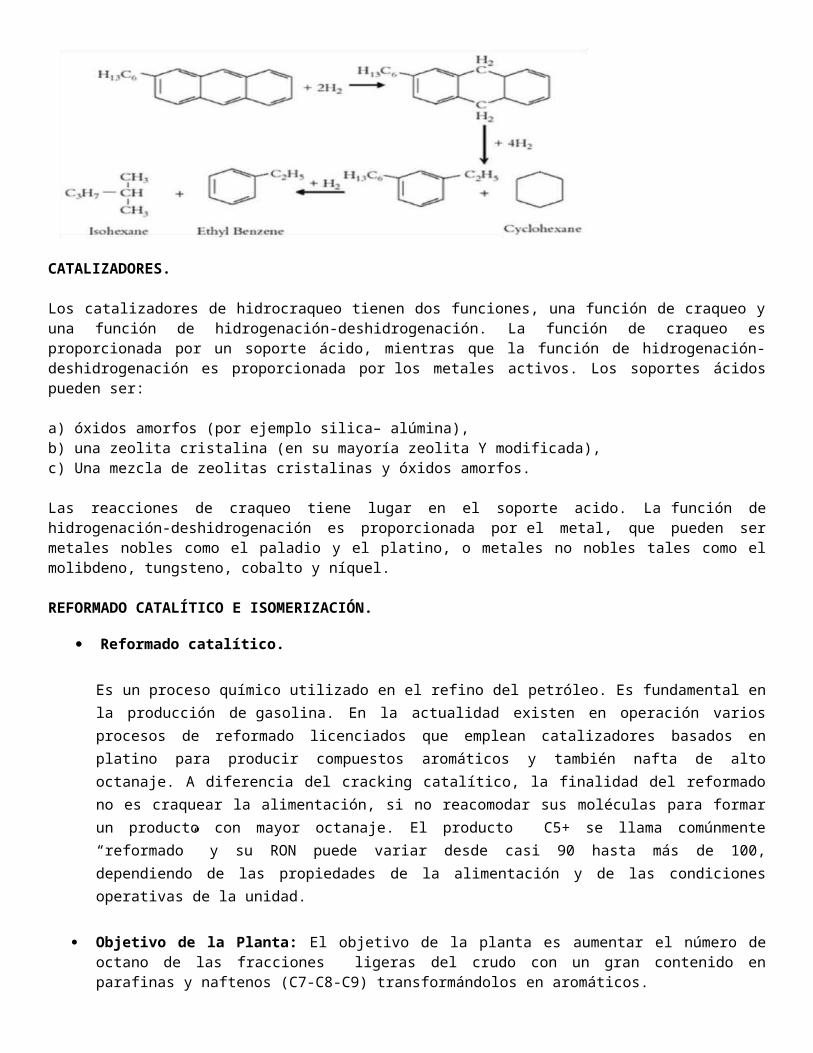
Hidrocraqueo de Aromáticos (Hidrodesalquilación).
Hidrocraqueo de Aromáticos Polinucleares.
CATALIZADORES.
Los catalizadores de hidrocraqueo tienen dos funciones, una función de craqueo y una función de hidrogenación-deshidrogenación. La función de craqueo es proporcionada por un soporte ácido, mientras que la función de hidrogenación-deshidrogenación es proporcionada por los metales activos. Los soportes ácidos pueden ser:
a) óxidos amorfos (por ejemplo silica– alúmina),b) una zeolita cristalina (en su mayoría zeolita Y modificada),c) Una mezcla de zeolitas cristalinas y óxidos amorfos.
1-Buteno Butano
Ciclohexano Hexano
Las reacciones de craqueo tiene lugar en el soporte acido. La función de hidrogenación-deshidrogenación es proporcionada por el metal, que pueden ser metales nobles como el paladio y el platino, o metales no nobles tales como el molibdeno, tungsteno, cobalto y níquel.
REFORMADO CATALÍTICO E ISOMERIZACIÓN.
Reformado catalítico.
Es un proceso químico utilizado en el refino del petróleo. Es fundamental en la producción de gasolina. En la actualidad existen en operación varios procesos de reformado licenciados que emplean catalizadores basados en platino para producir compuestos aromáticos y también nafta de alto octanaje. A diferencia del cracking catalítico, la finalidad del reformado no es craquear la alimentación, si no reacomodar sus moléculas para formar un producto con mayor octanaje. El producto C5+ se llama comúnmente “reformado” y su RON puede variar desde casi 90 hasta más de 100, dependiendo de las propiedades de la alimentación y de las condiciones operativas de la unidad.
Objetivo de la Planta: El objetivo de la planta es aumentar el número de octano de las fracciones ligeras del crudo con un gran contenido en parafinas y naftenos (C7-C8-C9) transformándolos en aromáticos.
Alimentación: Esta planta es alimentada de nafta pesada proveniente de la destilación atmosférica.
Productos Obtenidos: se obtiene el reformado y otros subproductos importantes como hidrogeno, GLP y una pequeña cantidad de gases.
Condiciones de operación: El proceso opera con regeneración continua del catalizador, a baja presión (2-5 bar) y alta temperatura (510-530 °C). Dependiendo del incremento de octanaje deseado varían las condiciones de trabajo:
Si es pequeña: temperaturas bajas y largos tiempos de residencia
Si es grande: temperaturas altas
La carga habitual del reformado catalítico que es nafta pesada entra a una temperatura de 80-180 °C. Antes de entrar a esta unidad las moléculas C5-C6 son separadas; las moléculas con 6 átomos de carbono (C6) se aromatizan produciendo benceno, que por ser cancerígeno es limitado en las gasolina, el C5 no es utilizado ya que difícilmente da lugar a las reacciones de isomerización.
Isomerización.Es un proceso complementario del reformado, en el cual se modifica la estructura de las moléculas de os hidrocarburos para obtener productos con diferentes características. En este proceso se reordenan la moléculas de parafinas lineales de pentano y hexano (RON 60) que da como resultado una nafta (isomerado) (RON 82) de mayor valor octánico.
Objetivo de la Planta: La función principal de esta Unidad es la transformación de las parafinas lineales de bajo índice de octano en isoparafinas de alto índice de octano.
Alimentación: La alimentación típica de las plantas de isomerización son corrientes ricas en nafta ligera.
La Unidad de Isomerización está compuesta por dos secciones:
a) HTN (Hidrotratamiento de naftas): tiene como objetivo la separación del corte de pentanos y hexanos de la carga, y su posterior tratamiento con hidrógeno para eliminar los contaminantes del catalizador de la sección de PENEX.
b) PENEX (Reacción de Isomerización): tiene como objetivo la isomerización de las parafinas lineales de pentanos y hexanos. Esta unidad es alimentada por la nafta hidratada proveniente de la sección de HTN y se obtiene como producto nafta isomerada.
Condiciones de operación: se favorece a bajas temperaturas y e algo independiente de la presión. Las temperaturas típicas de los reactores de isomerización están en el rango de 150-230 °C. Las presiones comunes se encuentran entre 22 -36 bar, pero pueden ser mayores en algunos procesos.
Carga total de la sección de HTN: 1000 m3/d
Nafta liviana de Topping III : 250 m3/d Nafta liviana de Topping IV : 250 m3/d Nafta liviana de Gascón: 200 m3/d Nafta liviana de Topping II : 220 m3/d Gasolina de Bridas: 80 m3/d
Carga total de la sección PENEX:
Nafta liviana hidratada de HTN : 554 m3/d.
Descripción del Proceso de reformado catalítico continuo (CCR)
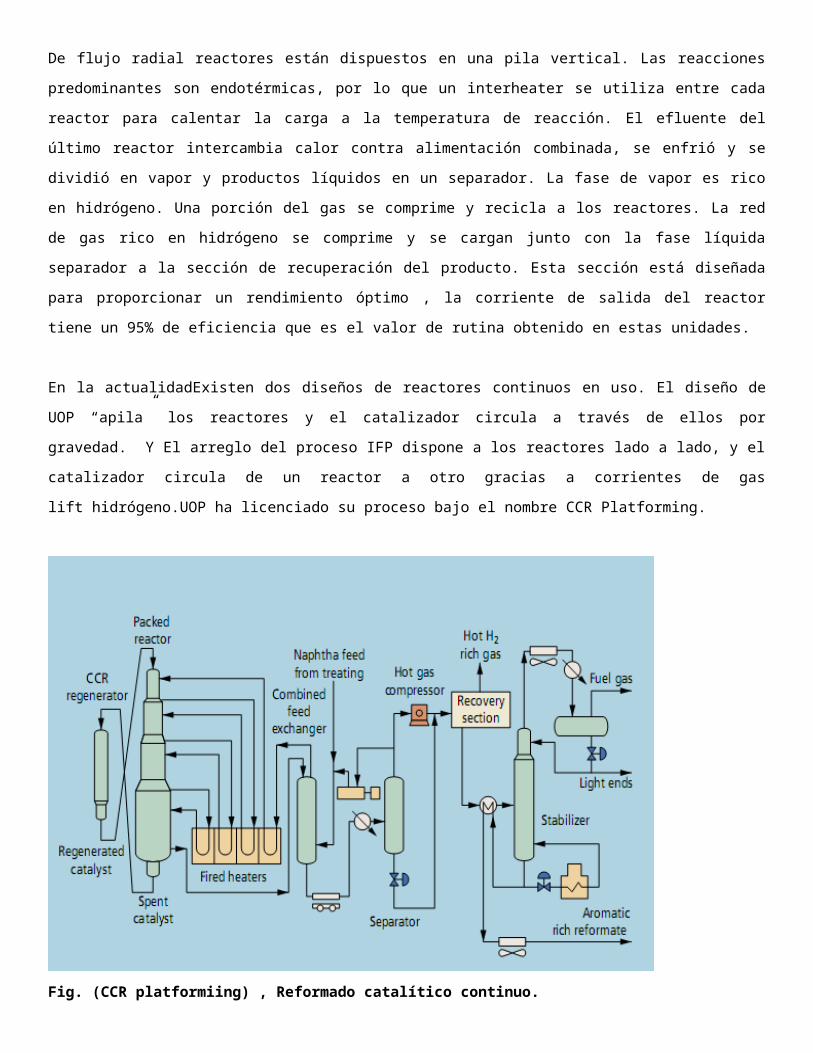
Descripción: En la figura siguiente se muestra el arreglo del proceso continuo de reformado catalítico (CCR) la
alimentación de nafta tratada con hidrógeno se combina con gas de hidrógeno de reciclo y el intercambio de calor contra
efluente del reactor. La alimentación combinada se eleva entonces a la temperatura de reacción en el calentador de carga y
enviados a la sección del reactor.
En este arreglo, el catalizador circula a través de los reactores y se envía a una etapa de regeneración en forma cíclica. De
manera similar al proceso de reactores de lecho fijo. la mayoría de las reacciones endotérmicas ocurren en los primeros
reactores, sin embargo, debido a la mejor actividad global del catalizador, las reacciones de hidrocraqueo están
disminuidas en todos los reactores comparadas con las del proceso de lecho fijo Con el tiempo, el coque se acumula en el
catalizador en condiciones de reacción. El catalizador parcialmente desactivado es continuamente retirado de la parte
inferior de la pila del reactor y se transfiere al regenerador CCR.
De flujo radial reactores están dispuestos en una pila vertical. Las reacciones predominantes son endotérmicas, por lo que
un interheater se utiliza entre cada reactor para calentar la carga a la temperatura de reacción. El efluente del último
reactor intercambia calor contra alimentación combinada, se enfrió y se dividió en vapor y productos líquidos en un
separador. La fase de vapor es rico en hidrógeno. Una porción del gas se comprime y recicla a los reactores. La red de gas
rico en hidrógeno se comprime y se cargan junto con la fase líquida separador a la sección de recuperación del producto.
Esta sección está diseñada para proporcionar un rendimiento óptimo , la corriente de salida del reactor tiene un 95% de
eficiencia que es el valor de rutina obtenido en estas unidades.
En la actualidadExisten dos diseños de reactores continuos en uso. El diseño de UOP “apila” los reactores y el catalizador
circula a través de ellos por gravedad. Y El arreglo del proceso IFP dispone a los reactores lado a lado, y el catalizador
circula de un reactor a otro gracias a corrientes de gas lift hidrógeno.UOP ha licenciado su proceso bajo el nombre CCR
Platforming.
Fig. (CCR platformiing) , Reformado catalítico continuo.
Descripción del proceso de Isomerización
La Unidad de Isomerización está compuesta por dos secciones:
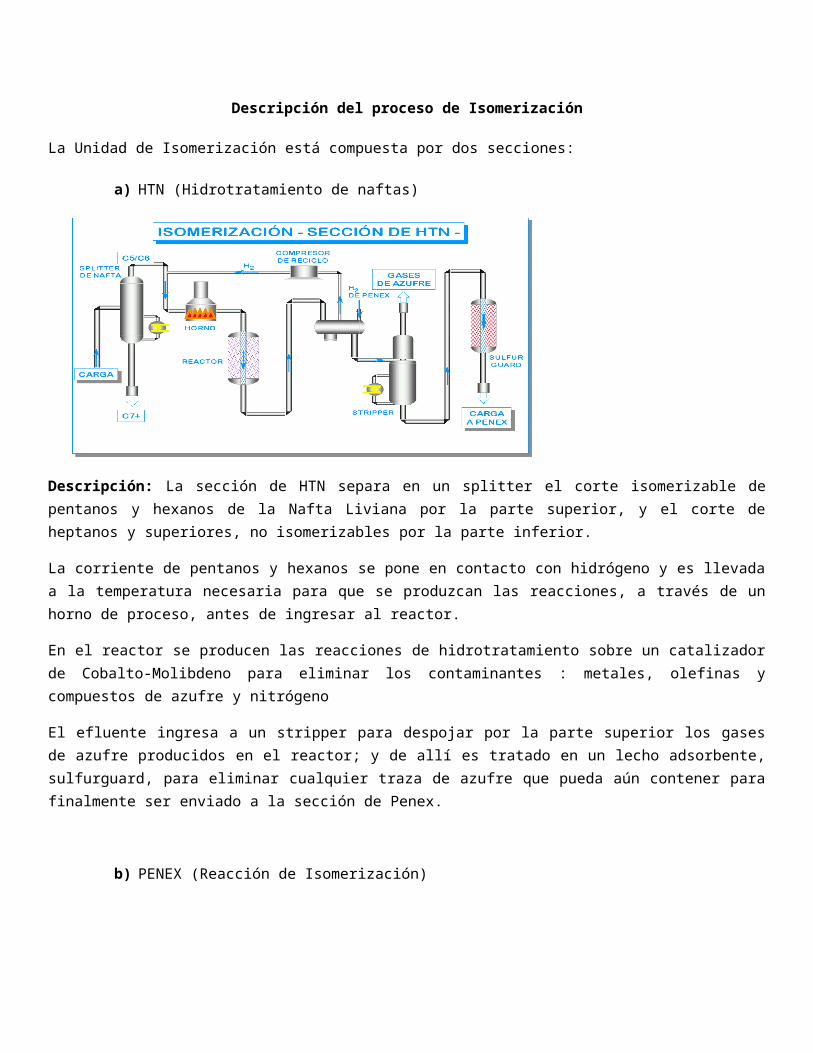
a) HTN (Hidrotratamiento de naftas)
Descripción: La sección de HTN separa en un splitter el corte isomerizable de pentanos y hexanos de la Nafta Liviana por la parte superior, y el corte de heptanos y superiores, no isomerizables por la parte inferior.
La corriente de pentanos y hexanos se pone en contacto con hidrógeno y es llevada a la temperatura necesaria para que se produzcan las reacciones, a través de un horno de proceso, antes de ingresar al reactor.
En el reactor se producen las reacciones de hidrotratamiento sobre un catalizador de Cobalto-Molibdeno para eliminar los contaminantes : metales, olefinas y compuestos de azufre y nitrógeno
El efluente ingresa a un stripper para despojar por la parte superior los gases de azufre producidos en el reactor; y de allí es tratado en un lecho adsorbente, sulfurguard, para eliminar cualquier traza de azufre que pueda aún contener para finalmente ser enviado a la sección de Penex.
b) PENEX (Reacción de Isomerización)
Descripción:
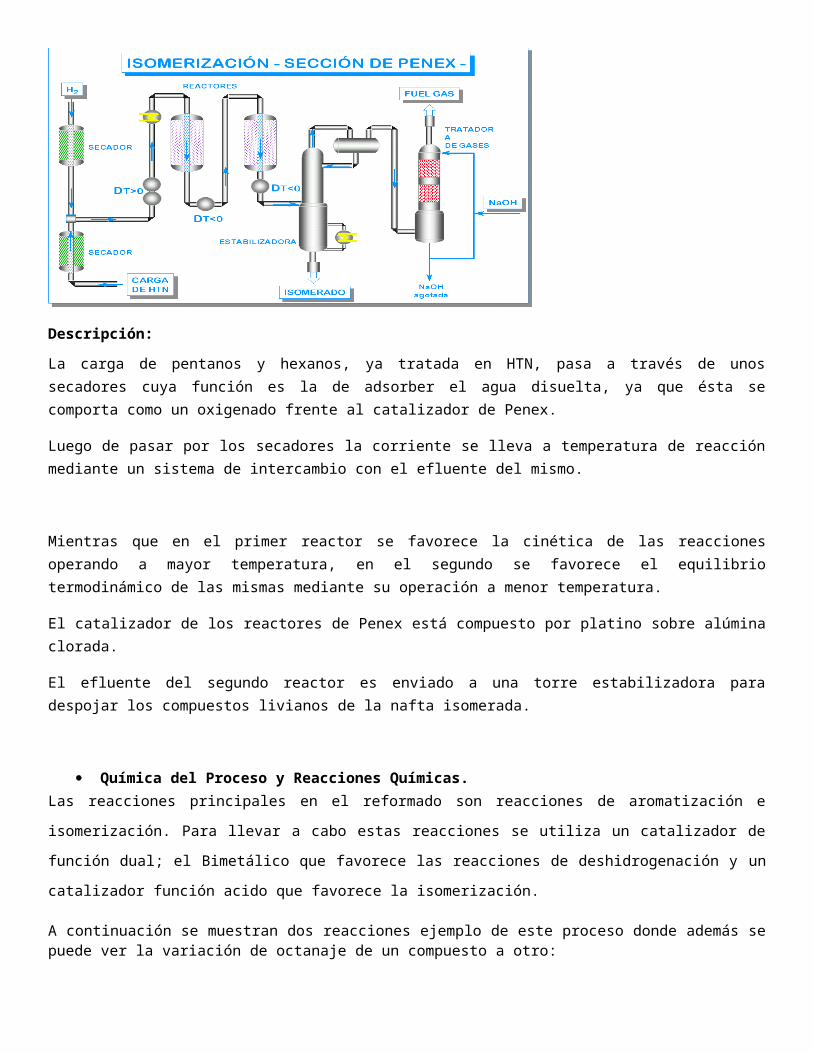
La carga de pentanos y hexanos, ya tratada en HTN, pasa a través de unos secadores cuya función es la de adsorber el agua disuelta, ya que ésta se comporta como un oxigenado frente al catalizador de Penex.
Luego de pasar por los secadores la corriente se lleva a temperatura de reacción mediante un sistema de intercambio con el efluente del mismo.
Mientras que en el primer reactor se favorece la cinética de las reacciones operando a mayor temperatura, en el segundo se favorece el equilibrio termodinámico de las mismas mediante su operación a menor temperatura.
El catalizador de los reactores de Penex está compuesto por platino sobre alúmina clorada.
El efluente del segundo reactor es enviado a una torre estabilizadora para despojar los compuestos livianos de la nafta isomerada.
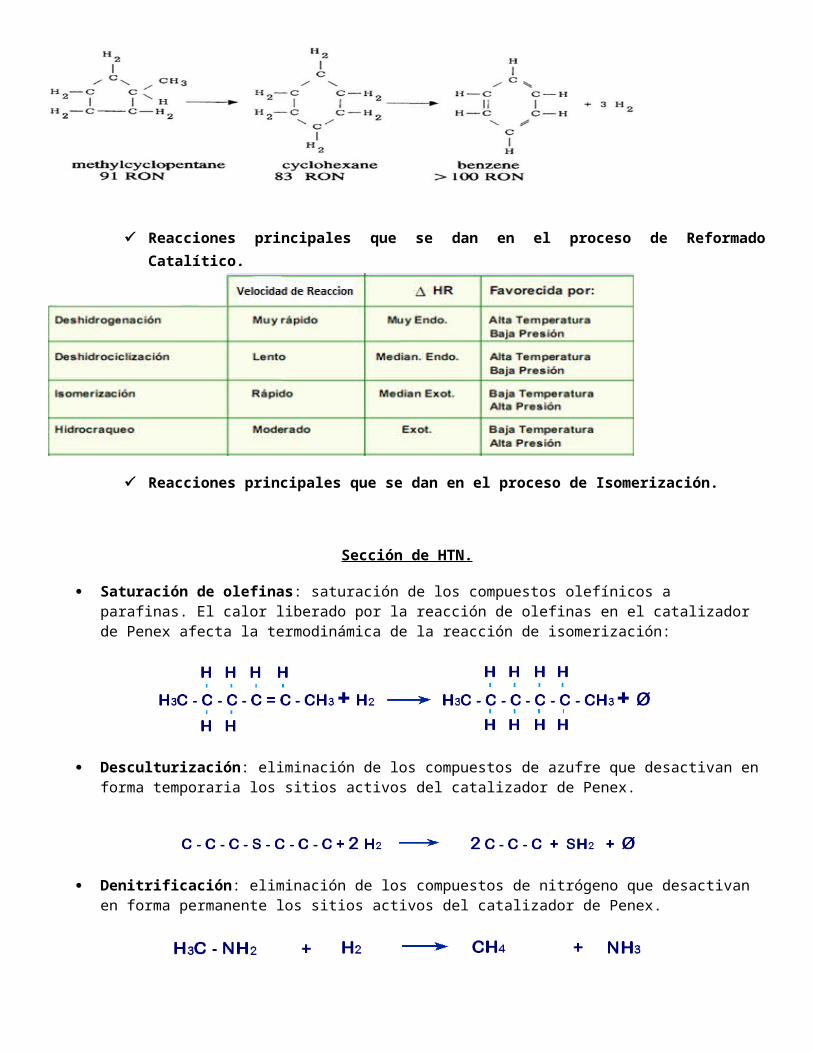
Química del Proceso y Reacciones Químicas.Las reacciones principales en el reformado son reacciones de aromatización e isomerización. Para llevar a cabo estas
reacciones se utiliza un catalizador de función dual; el Bimetálico que favorece las reacciones de deshidrogenación y un
catalizador función acido que favorece la isomerización.
A continuación se muestran dos reacciones ejemplo de este proceso donde además se puede ver la variación de octanaje de un compuesto a otro:
Reacciones principales que se dan en el proceso de Reformado Catalítico.
Reacciones principales que se dan en el proceso de Isomerización.
Sección de HTN.
Saturación de olefinas: saturación de los compuestos olefínicos a parafinas. El calor liberado por la reacción de olefinas en el catalizador de Penex afecta la termodinámica de la reacción de isomerización:
Desculturización: eliminación de los compuestos de azufre que desactivan en forma temporaria los sitios activos del catalizador de Penex.
Denitrificación: eliminación de los compuestos de nitrógeno que desactivan en forma permanente los sitios activos del catalizador de Penex.
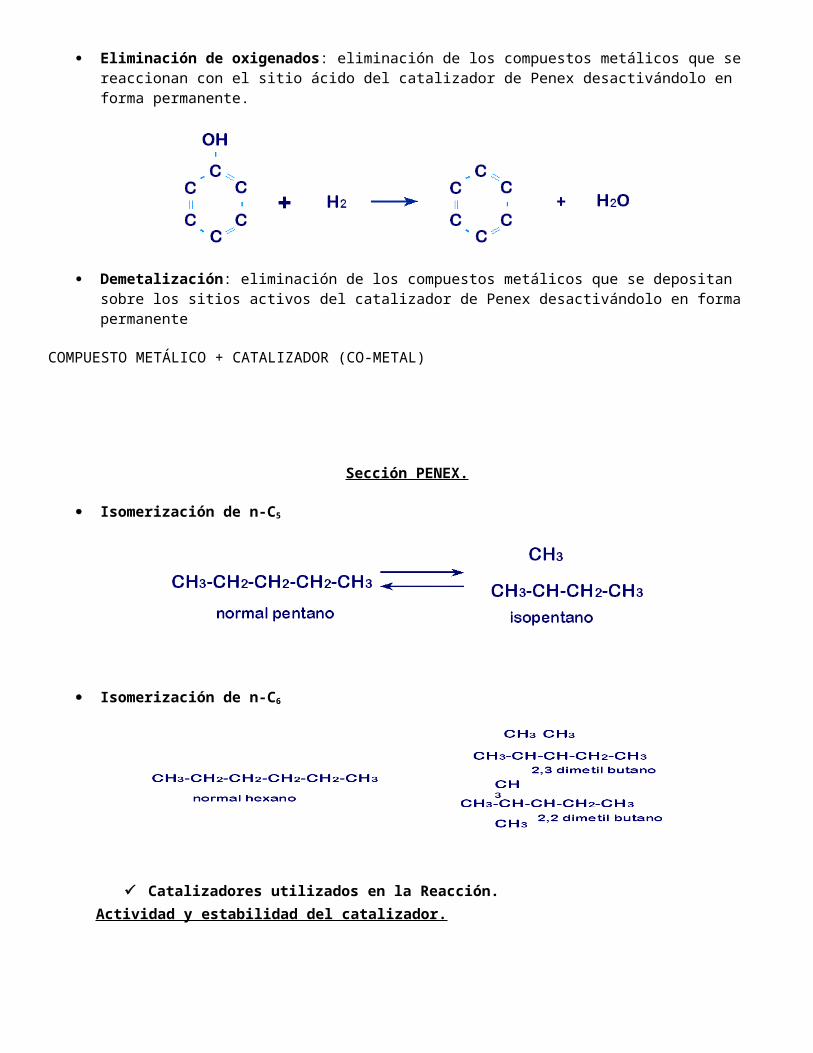
Eliminación de oxigenados: eliminación de los compuestos metálicos que se reaccionan con el sitio ácido del catalizador de Penex desactivándolo en forma permanente.
Demetalización: eliminación de los compuestos metálicos que se depositan sobre los sitios activos del catalizador de Penex desactivándolo en forma permanente
COMPUESTO METÁLICO + CATALIZADOR (CO-METAL)
Sección PENEX.
Isomerización de n-C5
Isomerización de n-C6
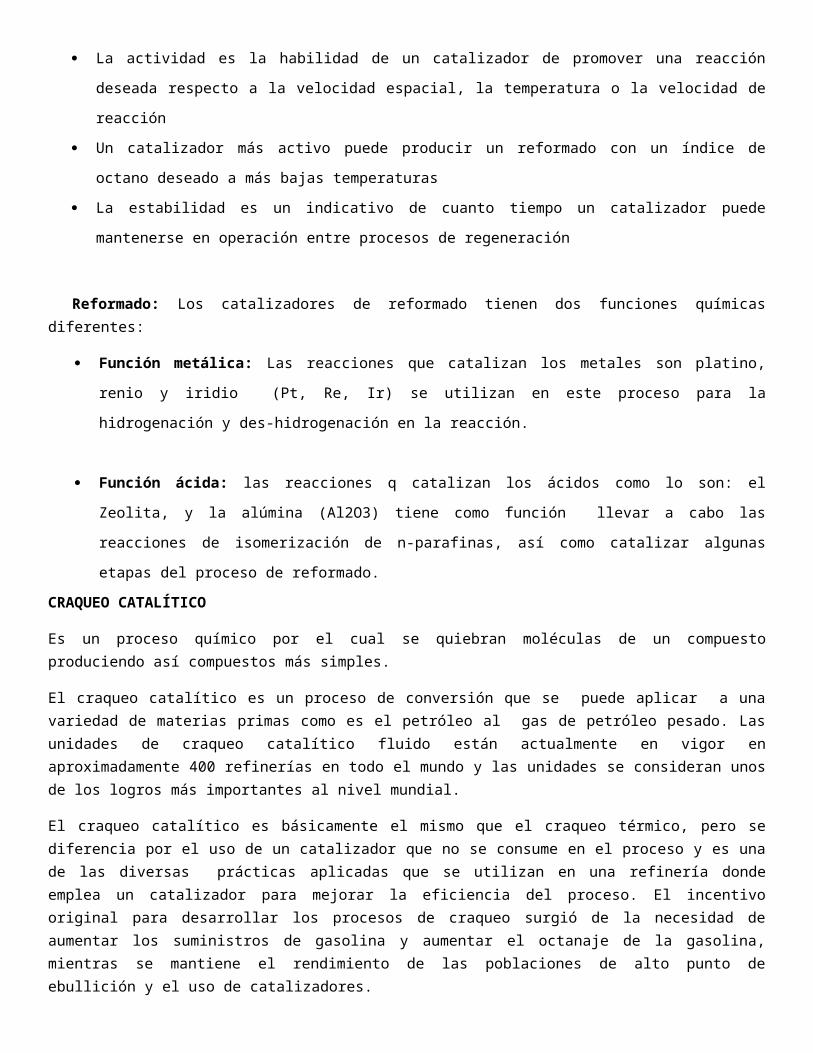
Catalizadores utilizados en la Reacción.Actividad y estabilidad del catalizador.
La actividad es la habilidad de un catalizador de promover una reacción deseada respecto a la velocidad espacial,
la temperatura o la velocidad de reacción
Un catalizador más activo puede producir un reformado con un índice de octano deseado a más bajas
temperaturas
La estabilidad es un indicativo de cuanto tiempo un catalizador puede mantenerse en operación entre procesos de
regeneración
Reformado: Los catalizadores de reformado tienen dos funciones químicas diferentes:
Función metálica: Las reacciones que catalizan los metales son platino, renio y iridio (Pt, Re, Ir) se utilizan en
este proceso para la hidrogenación y des-hidrogenación en la reacción.
Función ácida: las reacciones q catalizan los ácidos como lo son: el Zeolita, y la alúmina (Al2O3) tiene como
función llevar a cabo las reacciones de isomerización de n-parafinas, así como catalizar algunas etapas del
proceso de reformado.
CRAQUEO CATALÍTICO
Es un proceso químico por el cual se quiebran moléculas de un compuesto produciendo así compuestos más simples.
El craqueo catalítico es un proceso de conversión que se puede aplicar a una variedad de materias primas como es el petróleo al gas de petróleo pesado. Las unidades de craqueo catalítico fluido están actualmente en vigor en aproximadamente 400 refinerías en todo el mundo y las unidades se consideran unos de los logros más importantes al nivel mundial.
El craqueo catalítico es básicamente el mismo que el craqueo térmico, pero se diferencia por el uso de un catalizador que no se consume en el proceso y es una de las diversas prácticas aplicadas que se utilizan en una refinería donde emplea un catalizador para mejorar la eficiencia del proceso. El incentivo original para desarrollar los procesos de craqueo surgió de la necesidad de aumentar los suministros de gasolina y aumentar el octanaje de la gasolina, mientras se mantiene el rendimiento de las poblaciones de alto punto de ebullición y el uso de catalizadores.
Objetivo de la planta del craqueo catalítico
El objetivo del proceso de craqueo catalítico es transformar corrientes pesadas de petróleo (típicamente gasóleo de vacío, y pequeñas cantidades de corrientes más pesadas como residuo atmosférico o gasóleos de conversión) mediante las rupturas de sus moléculas complejas en productos más ligeros, produciendo un rango amplio de productos: fuel gas, LPG, nafta, gasóleo y fuelóleo.
AlimentaciónComúnmente para el proceso de desintegración catalítica las refinerías utilizan gasóleo para producir gasolina, estos
proviene de los fondos de la destilación atmosférica o de los destilados fondos de la torre de vacío, normalmente muchas refinerías mezclan las corrientes de ambas etapas de destilación, pero en ocasiones cuando no logran cubrir la demanda, elaboran una mezcla con otros residuos que han sido tratados en un tambor donde separan el agua y los vapores contenidos para darle así cierta estabilidad a la alimentación.
Se ha dicho que la alimentación del proceso FCC está constituida por una mezcla de hidrocarburos tales como las parafinas, olefinas, naftenos y aromáticos (PONA). La manera fácil y rápida que han encontrado las refinerías para determinar la composición (PONA) de la alimentación es a través de las correlaciones empíricas. La refinería, al aplicar las correlaciones empíricas, determina que la alimentación está constituida por una mezcla de hidrocarburos: parafinas, olefinas, naftenos y aromáticos. Es necesario mencionar que en la alimentación hay pequeñas concentraciones de contaminantes y pequeñas concentraciones de aromáticos pesados.
Productos Obtenidos
En el proceso de craqueo catalítico se genera la formación de muchos hidrocarburos diferentes que luego pueden recombinarse mediante alquilación, isomerización o reformación catalítica para fabricar productos químicos y combustibles de elevado octanaje para motores especializados. Dando paso a la fabricación de productos como los alcoholes, detergentes, caucho sintético, glicerina, fertilizantes, azufre, disolventes y materias primas para fabricar medicinas, tintes, entre otros productos.
Condiciones de Operación de la Planta de Craqueo Catalítico (Temperatura, carga, presión)
El proceso de craqueo catalítico es la operación central de las refinerías en donde se usa un catalizador para convertir fracciones pesadas de petróleo y de bajo valor comercial en productos de alta calidad, como la gasolina de alto octano y las olefinas. En este proceso, la alimentación, comúnmente conocida como gasóleo, proviene de la destilación atmosférica
o de vacío, la cual se inyecta en el fondo del riser y se vaporiza al ponerse en contacto con el catalizador regenerado llevándose a cabo las reacciones de desintegración catalítica en flujo ascendente a temperatura de 520ºC a 540ºC y presión 1,72bar. En el regenerador es donde se quema el carbón depositado sobre el catalizador; cuenta con un compresor de aire que provee el aire necesario para la combustión, trabaja a condiciones de temperatura de 700ºC a 750ªC y presión de 2,41bar.
Diagrama de flujo de la Planta de Craqueo Catalítico (Reactor y Regenerador)
Descripción del proceso de Operación
Las unidades de FCC modernas son procesos continuos que operan las 24 horas del día durante un tiempo de 2 a 3 años entre las paradas programadas para mantenimiento de rutina. El reactor y el regenerador se consideran el corazón de la unidad de craqueo catalítico fluidizado. El material de alimentación comúnmente gasóleo que proviene de los fondos de la destilación atmosférica o de la torre de vacío se inyecta en la columna ascendente (riser) donde se vaporiza y se fragmenta en moléculas más pequeñas de vapor por contacto y mezcla con el catalizador en polvo a alta temperatura, proveniente del regenerador. Todas las reacciones de craqueo tienen lugar en el tubo ascendente dentro de un periodo de 2-4 segundos. Los vapores de hidrocarburos "fluidifican" el catalizador en polvo, haciendo que la mezcla de vapores de hidrocarburos y el catalizador fluyan hacia arriba para entrar en el reactor a una temperatura de aproximadamente 535 ºC y una presión de aproximadamente 1,72 bar.
Después de la reacción, la corriente que sale del riser se transfiere a uno o más ciclones para separar los productos del catalizador. Los productos son enviados a una torre de destilación y, el catalizador con aquellos hidrocarburos que aún se encuentran atrapados sobre la superficie catalítica son tratados con vapor en la unidad conocida como agotador.
Dado que las reacciones de craqueo producen algo de material carbonoso (coque) que se deposita en el catalizador y reduce muy rápidamente la reactividad del mismo, este se regenera por combustión del coque depositado con aire soplado en el regenerador. El regenerador funciona a una temperatura de aproximadamente 715 ºC y una presión de
aproximadamente 2,41 bar. La combustión del coque es exotérmica y produce una gran cantidad de calor que es absorbido parcialmente por el catalizador regenerado y proporciona el calor necesario para la vaporización del material de alimentación y las reacciones de craqueo endotérmicas que tienen lugar en el tubo ascendente de catalizador.
El flujo de los vapores producto de la reacción sale por la parte superior del reactor a la sección inferior de una columna de destilación donde se extraen los productos finales del FCC. Después de un procesamiento adicional para la eliminación de compuestos de azufre, la nafta craqueada se convierte en un componente de alto octanaje para la producción de gasolinas mezcladas de la refinería.Los principales gases de escape del fraccionador se envían a una unidad de recuperación de gas, donde se separa en butanos y butilenos, propano y propileno, y los gases de menor peso molecular.
El aceite de la parte inferior del producto del fraccionador principal contiene partículas de catalizador residuales que no fueron eliminadas completamente por los ciclones en la parte superior del reactor. Por esa razón, el aceite se somete a un proceso de decantación para separar las partículas de catalizador y así poder usarlo posteriormente en otro proceso dentro de la refinería.
Elementos internos en el proceso de craqueo catalítico
Regenerador: El reactor- regenerador es el corazón del proceso de craqueo catalítico las reacciones de desintegración catalítica en flujo ascendente se llevan a cabo en el riser con un tiempo de contacto muy corto de 2 a 4 segundos antes que los productos de reacción sean separados del catalizador en el reactor. Este tiempo de contacto tan corto se debe a la elevada actividad de los catalizadores zeolíticos. Después de llevarse a cabo las reacciones de desintegración en el riser, los productos gaseosos y el catalizador entran a un dispositivo llamado reactor.
Riser: El riser o tubo elevador es esencialmente una tubería vertical. Típicamente tienen unas dimensiones de 2”a 5”de diámetro y de altura entre 75’ y 120’. Un contacto eficiente entre la carga y el catalizador es crítico para alcanzar las reacciones de craqueo deseadas.
Ciclones: Los ciclones separan de 75 al 99% del catalizador el cual es enviado a la sección de agotamiento mientras que los productos gaseosos son enviados a la torre de destilación fraccionadora.
Agotamiento:El agotador es el equipo menos estudiado del proceso craqueo catalítico. A este equipo se le inyecta vapor de agua para di sorber los productos FCC que aún se encuentran atrapados en el catalizador para evitar que sean quemados en el regenerador. En esta etapa del proceso se considera que han cesado las reacciones de desintegración catalítica.
Columna de destilación: El producto de reacción de flujo de los vapores de la parte superior del reactor a la sección inferior de la columna de destilación donde se destilan en los productos finales de la FCC de nafta craqueada, aceite de combustible, y el gas de escape.
Productos obtenidos y destinos típicos
Los productos más importantes del craqueo catalítico son los gases secos, el propano/propileno (PP), el butano/butileno (BB), la gasolina, el Aceite de Reciclo Liviano (ARL),el Aceite de Reciclo Pesado (ARP) Y el Aceite Lodoso. A continuación se presenta una descripción más detallada de cada uno de ellos:
Gas Seco: éstos son los gases que salen por el tope de la torre absorbedora, contienen principalmente hidrógeno, metano, etano, etileno, trazas de H2S e inertes (N2, CO que se toma como inertes en este caso, CO2). Este gas se mezcla en el sistema de gas combustible, luego de ser tratado con aminas para la remoción del H2S y opcionalmente con tratamiento caustico para eliminar los mercaptanos. El rendimiento de gas seco se debe primeramente al craqueo térmico, presencia de metales en la alimentación o un craqueo catalítico no selectivo.
Propano/Propileno (PP): Es el producto de tope de la columna despropanizadora, y es rico en dichos componentes. Se vende como grado refinería o grado propileno a las industrias manufactureras de polímeros.
Butano/Butileno (BB): es el producto de fondo de la despropanizadora y tiene gran uso en las mezclas de gasolina para regular la presión de vapor y contribuir a mejorar el número de octano; en alquilación donde las olefinas reaccionan con el isobutano para formar el alquilato; se usa también en la producción del MTBE donde reacciona con metanol para producir el aditivo oxigenado para la gasolina (metil- terbutil-éter, MTBE). En caso de que existan mercaptanos, se retiran por lavado caustico. El rendimiento del PP y BB se logra aumentando la conversión a través del aumento de la temperatura de reacción y la temperatura de mezcla catalizador/aceite; disminuyendo el tiempo de residencia de craqueo y añadiendo ZSM-5 (aditivo para el aumento del octanaje). Otro uso alterno tanto para el PP y como para el BB, es que ambos pueden ser también inyectados al sistema de gas combustible de la refinería.
Gasolina: este es el producto más valioso de la unidad de craqueo catalítico, y tiene un porcentaje del 35% de producción total de la gasolina de una refinería. Las impurezas que puede tener la gasolina del craqueo catalítico son los mercaptanos y éstos se eliminan por endulzamiento a través de un proceso comercial conocido como Merox. Se obtienen dos tipos de gasolina: la gasolina liviana (LCC) y la gasolina pesada (HOUK).
Aceite de reciclo liviano (ARL): es un corte lateral de la fraccionadora principal, perteneciente a la sección de fraccionamiento de CCU, y se usa ampliamente en mezclas para la formación de aceites de calentamiento y combustible diesel. Este es particularmente importante cuando en invierno su valor aumenta y puede llegar a ser mayor que el de la gasolina. La manera más simple de aumentar su rendimiento es reducir el punto final de la gasolina, y esto generalmente se lleva a cabo por el aumento de la relación de reflujo de tope. La calidad de este producto se mide por el número de cetano, el cual es una indicación de la calidad de ignición del combustible.
Aceite de reciclo pesado (ARP): es uno de los cortes de la fraccionadora principal cuyo rango de ebullición está entre el del ARL y el del aceite lodoso. Parte del ARP se recicla hacia la fraccionadora como aceite de lavado y la otra parte se retira como producto para procesarlo en el hidrocraqueo o mezclarlo con aceite lodoso y diluente de fuel oil, esto dependiendo de la localización de la refinería y las disponibilidades del mercado. Los rendimientos dependen mucho del tipo de alimentación y del nivel de conversión de la unidad.
Aceite Lodoso: es producido por el fondo de la fraccionadora principal y puede ser destinado como alimentación a la planta Reductora de Viscosidad, enviado al sistema general de diluente o al sistema de aceite combustible. También puede ser usado como medio de enfriamiento de otras unidades.
Coque: este producto intermedio es necesario en las operaciones de catalítica, ya que el calor desprendido por su combustión en el regenerador compensa la pérdida de calor en el tubo elevador.
Reacciones de craqueo catalítico.
A pesar que la mayor parte de las reacciones que ocurren en una unidad de FCC son de craqueo catalítico, también se produce el craqueo térmico.
Craqueo Térmico: El craqueo térmico se inicia en ausencia de catalizadores y a altas temperaturas (350°C-700°C). Cuando se rompe el enlace carbono-carbono y se forma el ión carbonilo, que es muy reactivo y con poco tiempo de vida, estos radicales libres pueden extraer átomos de hidrógeno de otras parafinas para formar un segundo radical y una parafina más pequeña, si este ión se coloca en la posición β forma olefinas y un radical libre. Los productos de estas reacciones son ricos en C1 y especialmente C2, además de α-olefinas y di olefinas.
Craqueo Catalítico: Después de que la alimentación entra en contacto con el catalizador regenerado, el primer paso es la vaporización de la alimentación por el catalizador. La teoría indica que el craqueo catalítico induce la formación de especies intermedias cargadas positivamente llamadas carbocationes, iniciados por los sitios ácidos (Lewis y Brönsted) del catalizador. Existe la formación de los iones carbenio y los iones carbonio que son representados de la siguiente manera:
Ion Carbenio CR3+Ion Carbonio CR4H+La “R” representa un grupo alquilo o bien, un átomo de hidrógeno.
Iones Carbenio: Los iones carbenio se forman por la adición de un protón (H+) a una olefina o por la remoción de un ion hidruro de una parafina. Como se dijo anteriormente, estas reacciones son iniciadas por el catalizador de craqueo, el cual contiene sitios activos para proveer protones o remover iones hidruro. El sitio ácido de Brönsted (donador de protones) sobre el catalizador de craqueo es quien provee los protones y el sitio ácido de Lewis es quien remueve o extrae el ion hidruro.
Paso de Inicio: protonación y extracción del ion hidruro
R1- CH=CH- R2+ HZ↔ R1- CH2- CH+- R2+Z-
(Olefina) (SitioBrönsted) (Ion carbenio)
R1- CH2- CH2- R2+ L+↔ R1- CH2- CH+- R2+HL(Parafina) (Sitio Lewis) (Ion carbenio)
Paso de Propagación (transferencia de hidrógeno):
R1- CH2-CH+- R2 + R3- CH2- CH2- R4 ↔ R1- CH2- CH2-R2 + R3- CH2- CH+- R4(Ion carbenio) (Parafina) (Parafina) (Ion carbenio)
Paso de Craqueo (división β):
R3- CH2- CH+- R4↔ R3++ CH2= CH- R4(Ion carbenio) (Ion carbenio) (Olefina)
El ion carbenio previamente formado es transformado por medio de la separación β (separación del enlace carbono-carbono β del carbono cargado con carga positiva) para formar una olefina y un nuevo ion carbenio. El nuevo ion carbenio es libre de reaccionar con otra molécula de parafina y continuar la reacción. La reacción finaliza cuando: el ióncarbenio le pierde un protón al catalizador y es convertido en una olefina; o cuando el ióncarbenio toma un ión hidruro de un donador, tal como el coque, y es convertido en una parafina.
Iones Carbonio: A continuación se presenta la formación de un ión carbonilo antes de ser convertido a un ion carbenio y parafina o, un hidrógeno y un ion carbenio. Los iones carbonio se forman por la adición de hidrógeno a una parafina directamente atacada por los protones de los sitios ácidos de Brönsted del catalizador:
Esta reacción se ve favorecida por temperaturas sobre los 500°C (932°F), baja conversión y baja presión parcial del hidrocarburo. La carga del ion carbonio no es estable y es justamente un paso intermedio antes de la formación de un ion carbenio y una parafina. Una vez formado el ion carbenio se procede a numerosas reacciones mientras son quimi- adsorbidos por los sitios ácidos del catalizador. La naturaleza y resistencia del catalizador, además de la temperatura de reacción, el tipo de alimentación y otros, influyen en el grado de las reacciones, es decir en la selectividad. Las posibles reacciones que pueden ocurrir son:
El craqueo de parafinas, olefinas, naftenos, aromáticos y otros. Isomerización, consiste en el rearreglo del ion carbonio primario a uno terciario, de mayor estabilidad. Transferencia de hidrógeno. Ciclización. Deshidrogenación, si hay metales como níquel y vanadio presentes. Formación de coque.
Catalizadores usados
El primer catalizador de FCC fue producido por la activación de las arcillas con el ácido de estos materiales y fue utilizado originalmente para el blanqueo de aceites comestibles y decoloración de los hidrocarburos. Catalizadores sintéticos de óxidos mixtos, algunos de los que eran de 2 a 3 veces más activos que los tipos de arcilla activada a base de la Al2O3 y de la SiO2 Al2O3
Originalmente el catalizador es la variable de mayor importancia en el proceso. Un catalizador de craqueo catalítico fluidizado, es un polvo fino con un diámetro promedio entre 65-80 micrones. El catalizador lo conforman cuatro componentes:
Zeolita:Se define como un polímero inorgánico, compuesto por redes de tetraedros de AlO4 y Sio2 unidos por un
Oxigeno compartido. En si es el ingrediente principal del catalizador, le confiere la actividad y selectividad necesaria para el craqueo y la calidad de la gasolina está íntimamente ligada a la naturaleza y tipo de zeolita empleada en su fabricación.
La Matriz:Está compuesta por un compuesto de sílice y alúmina amorfo que puede contener entre un 15-30 % de alúmina.
Le provee sitios activos accesibles a las moléculas de gran tamaño facilitando un craqueo y también es estable ante el ataque de los metales, permite el craqueo de las moléculas grandes y determina la eficiencia en la etapa del despojamiento de hidrocarburos.
Aglomerante y Soporte: El aglomerante sirve como un pegamento que mantiene unidos la zeolita, la matriz y el soporte, puede tener o no
actividad catalítica. Y el soporte es una arcilla incorporada al catalizador para controlar su actividad, en si ambos se encargan de proveer resistencia física al catalizador y favorecer la fluidización.