Revolución Industrial Concepto Mitad S. XVIII y Principios S. XIX.
Elaborado por Alejandro Trejo
Una Estrategia para alcanzar
la EXCELENCIA

Elaborado por Alejandro Trejo
REFLEXION
Si no somos capaces de crear Si no somos capaces de crear una cultura 5S, no seremos una cultura 5S, no seremos capaces de lograr nuevas capaces de lograr nuevas
metas eficientemente.metas eficientemente.
Las tareas de 5S son actividades Las tareas de 5S son actividades comunes en todas las comunes en todas las
industrias y lugares, y son industrias y lugares, y son indicativas de que tan bien indicativas de que tan bien
funcionan las organizaciones.funcionan las organizaciones.

Elaborado por Alejandro Trejo
Casa de la Manufactura Esbelta

Elaborado por Alejandro Trejo
5 S5 S
KSSKSS
QCCQCC
TQCTQC
JITJIT
TPMTPM
Orden, organización, limpieza y Control
Sistema de sugerencias Kaizen
Círculos de Calidad - Mejora dirigida
Control Total de Calidad
Mantenimiento Total Productivo
Producción Justo-a-Tiempo
Metodologías que se integran para la mejora continua (entre otras)

Elaborado por Alejandro Trejo
KSSKSS
5S5S5S5S
TPMTPMTPMTPM
JIJITTJIJITTTQCTQCTQCTQC
QCCQCCQCCQCC
SECUENCIA DE IMPLEMENTACION DE LOS PROGRAMAS DE MEJORA AL ESTILO JAPONES
Iniciar Aquí

Elaborado por Alejandro Trejo
KSSKSS
ADMINISTRACION PARTICIPATIVAADMINISTRACION PARTICIPATIVA
5S5S
JITJIT
TPMTPMTQCTQC
QCCQCC
Ruta a la ExcelenciaRuta a la Excelencia
ENTRELAZADO DE METODOLOGIAS EN EL CICLO CONTINUO DE MEJORA
Elaborado por Alejandro Trejo
QUE SON LAS 5 S´s
• El inicio a una vida laboral saludable, confortable y altamente productiva, para todos los integrantes de una organización.
• La salida a la ruta de la mejora continúa, a través de la eliminación del desperdicio.
• 5S es un acrónimo para las 5 palabras Japonesas que comienzan con S : Seiri, Seiton, Seiso, Seiketsu and Shitsuke.
• Un elemento básico para lograr una manufactura esbelta.• Una parte esencial de la administración de los negocios
productivos bajo la filosofia Japonesa de Mejora continua (KAIZEN).
Existen diferentes respuestas a esta pregunta…
Elaborado por Alejandro Trejo
Generalidades de las 5’s
Es una metodología que tiene su origen en Japón, y es parte de la revolucionaria forma de administración del sistema Toyota
Actualmente es un popular programa de mejora de la productividad en todo el mundo
Sus resultados son visibles para todo mundo
Estos resultados motivan la generación de nuevas ideas.
Las personas desarrollan una disciplina natural.
La imagen de la compañía propicia el crecimiento del negocio.
Es un tema que parece fácil, pero requiere compromiso de todos los miembros de equipo, y un deseo continuo de mejorar.
Elaborado por Alejandro Trejo
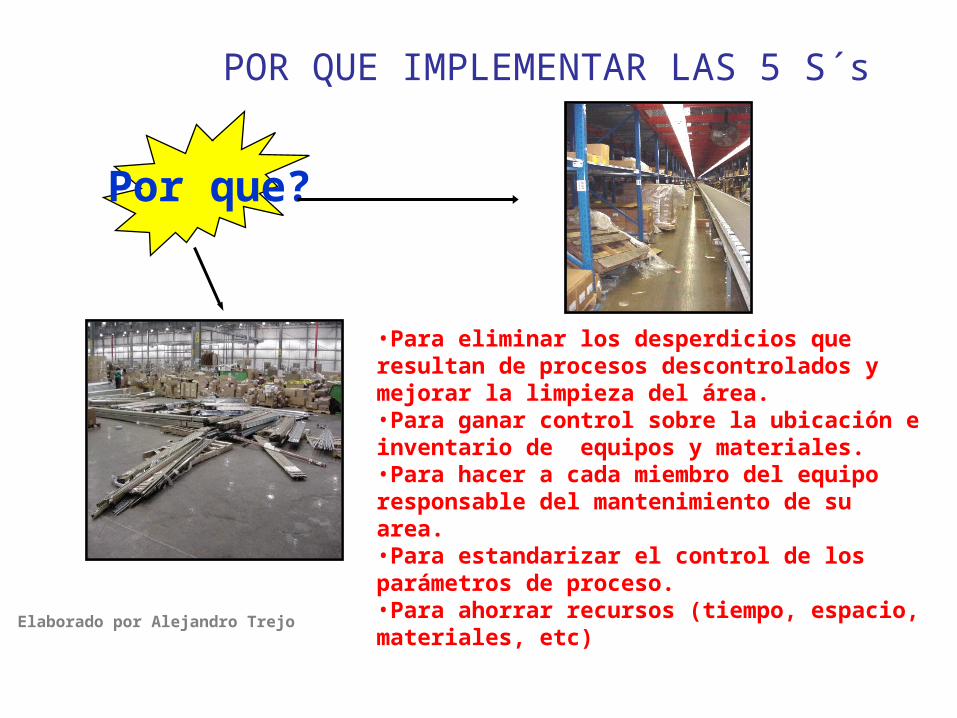
POR QUE IMPLEMENTAR LAS 5 S´s
•Para eliminar los desperdicios que resultan de procesos descontrolados y mejorar la limpieza del área.•Para ganar control sobre la ubicación e inventario de equipos y materiales. •Para hacer a cada miembro del equipo responsable del mantenimiento de su area.•Para estandarizar el control de los parámetros de proceso.•Para ahorrar recursos (tiempo, espacio, materiales, etc)
Por que?

Elaborado por Alejandro Trejo
IDEAS NEGATIVAS A LAS 5 S´s
• Es solo una carga adicional• Estoy muy ocupado y no tengo tiempo para hacer 5S• Para que limpiar, si se va a volver a ensuciar• No se puede cambiar la forma de hacer las cosas• Es más presión en el trabajo• No gano nada con ese trabajo• Es solo una moda pasajera• Otra idea loca para hacer más difícil el trabajo

Elaborado por Alejandro Trejo
Objetivo de las 5’s
Crear una cultura de orden, limpieza, seguridad y disciplina en la empresa, que perdure a través del tiempo, involucrando a todo la organización.
En otros términos, es la de eliminar desperdicios.

Elaborado por Alejandro Trejo
7 Tipos de desperdicios
Sobreproducción
DefectosScrap
Tiempo deespera
Movimiento
Inventario
Sobreproceso
Transporte
¡ El dinero se tira directamente en elcesto de la basura !

Elaborado por Alejandro Trejo
Estandarizar
Limpiar
Ordenar
Organizar Disciplinarse
Eliminar Desperdicio
Ciclo de las 5'S
Elaborado por Alejandro Trejo
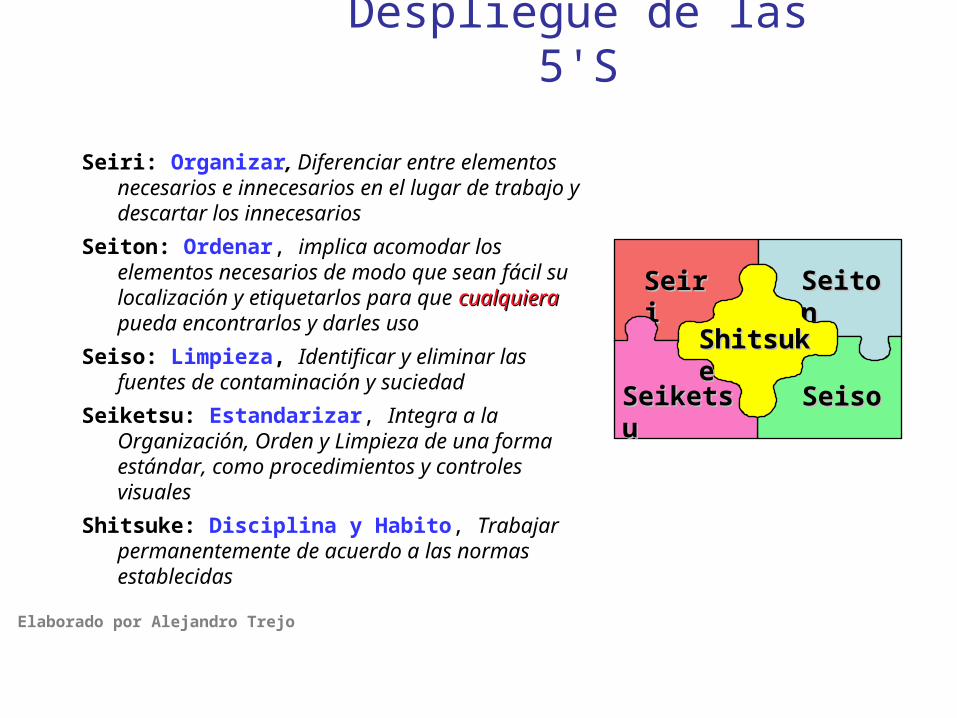
Despliegue de las 5'S
Seiri: Organizar, Diferenciar entre elementos necesarios e innecesarios en el lugar de trabajo y descartar los innecesarios
Seiton: Ordenar, implica acomodar los elementos necesarios de modo que sean fácil su localización y etiquetarlos para que cualquieracualquiera pueda encontrarlos y darles uso
Seiso: Limpieza, Identificar y eliminar las fuentes de contaminación y suciedad
Seiketsu: Estandarizar, Integra a la Organización, Orden y Limpieza de una forma estándar, como procedimientos y controles visuales
Shitsuke: Disciplina y Habito, Trabajar permanentemente de acuerdo a las normas establecidas
SeiriSeiri SeitonSeiton
SeisoSeisoSeiketsuSeiketsu
ShitsukeShitsuke

Elaborado por Alejandro Trejo
Seiri: Organizar• Diferenciar y separar lo necesario de lo que no lo es.
• Encontrar un lugar alterno de almacenamiento de herramientas, partes y equipo que no son necesarias diariamente.
Sitios libres de objeto innecesario
Más espacio Mejor control del inventario Eliminación del despilfarro Menos accidentes
Se incrementan los costos por inventarios innecesarios,
desperdicios, espacio que ocupan y el manejo que
requieren.
Elaborado por Alejandro Trejo
Seiton: Ordenar• Es ordenar los objetos requeridos en nuestro trabajo, dándoles una
ubicación específica que facilite su localización, disposición y regreso al mismo lugar, después de ser usados
• Encontrar un lugar alterno de almacenamiento de herramientas, partes y equipo que no son necesarias diariamente.
Se pierden tiempos, movimientos y recursos al
querer encontrar herramientas o artículos del área. Dificulta la operación,
cuando esta involucra mas de una persona en diferentes
tiempos
Ayuda a encontrar facilmente objetos de trabajo, economi- zando tiempos y movimientos
Facilita el regresar a su lugar los objetos que hemos utilizado
Ayuda a identificar faltantes
Elaborado por Alejandro Trejo
Seiso: Limpiar• La limpieza significa identificar y eliminar las fuentes de
contaminación diariamente
• Mantener limpias las máquinas y los ambientes de trabajo.
• La idea es actuar con un enfoque preventivo
Con la Limpieza del equipo los operado-res se dan cuenta de:
• Fugas de aceite, aire, etc, • Partes con excesiva vibración o temperatura • Riesgos de contaminación• Partes fatigadas• Partes deformadas o rotas • Des alineamientos
No se trata de limpiar exhaustivamente, si no de
trabajar en línea para prevenir que se ensucie
Elaborado por Alejandro Trejo
Seiketsu: Estandarizar• El propósito de Seiketsu es evitar retrocesos en la implementación de las 3
primeras 5’s a través de:– Convertir en habito las primeras 5’S– Implementar Controles Visuales– Implementar Programas de 5 eses
Desplegar la información usando términos comunes, fijos y de manera que todos los entiendan.
Establecer los estándares de forma clara, y con apoyos visuales.
La falta de estandarización en las operaciones, solo nos lleva a perder mejoras y
procesos fuera de control, pues diariamente serán
diferentes

Elaborado por Alejandro Trejo
Shitsuke: Disciplinarse• Consiste en trabajar Permanentemente de acuerdo a las normas
establecidas por todos.
• No implica una obligación impuesta por otros, es actuar de acuerdo a lo que se haya acordado en el área de trabajo por su propia convicción
Los procedimientos correctos se han convertido en hábito.
La madre de nuestros nuevos hábitos, es la disciplina
Cuando no existe disciplina en nuestro trabajo, las
actividades de seguimiento se vuelven en un juego de cazadores y se pierde la
cultura de mejorar
Elaborado por Alejandro Trejo
Antes de Iniciar, preguntémonos
• Como están mis almacenes?• Como esta mi área de trabajo?• Quién se responsabiliza de las áreas
comunes de la empresa, los patios y los lugares que no son totalmente visibles?
• Como esta mi equipo de trabajo y mi maquina?

Elaborado por Alejandro Trejo
Elemento 5S Desperdicio / Concepto
Mejorado Entregable
Organización Sistematica
Eliminación de tiempos para encontrar. Reducción de errores en la selección de
partes.
Reducción de costos Mejora de la Calidad
Incremento de Flexibilidad
Clasificar – Ubicacion Visual
Eliminación de tiempos para encontrar. Eliminación de no conformidades.
Reducción de movimientos. Reducción de errores en la selección de
partes.
Reducción de costos Mejora la seguridad Mejora de la Calidad
Incremento de Flexibilidad
Limpieza Seguridad
Mantenimiento Preventivo. Incrementa el conocimiento de los equipos
Mejora la seguridad Mejora de la Calidad
Estandarización y Control
Incrementa la vida de los equipos Se mejora la moral
Medio ambiente limpio. Mejora la visibilidad de las no
conformidades.
Mejora la seguridad Mejora de la Calidad
Procesos mas controlados Repetibilidad en los resultados
Eliminación de Desperdicios

Elaborado por Alejandro Trejo
Etapa 5
Desplegar 5 S
Etapa 1
Establecer el equipo de
Implementación de las 5S
Modelo de Implementación de 5S
Etapa 4
Formalizar el Calendario
Avance y seguimiento
Etapa 3
Elaborar el plan
Especifico de
aplicación
Etapa 2
Realizar el
Entrenamiento del
equipo
Etapa 6Medición de la
Efectividad
Elaborado por Alejandro Trejo
Algunos puntos clave para implementar exitosamente 5S
1. Involucra a todo el personal del área sin excepción, cuidando que todos participen con el mismo compromiso
2. Implementa las 5 S con autorización de la dirección de la compañía.
3. La responsabilidad final del programa debe descansar en el gerente de la planta.
4. Entrena y capacita intensivamente, de tal forma que todo el personal entienda de que se trata y que hay que hacer en las 5S.
5. Desarrolla la metodología formalmente. Planea, documenta e informa de las actividades y resultados de las 5S.
6. Asume las auditorias dentro de la metodología como un pilar para llegar a un resultado exitoso.
7. No te detengas a la mitad de la implementación de la metodología.
8. Interpreta las 5S como una parte del camino hacia la mejora continua.

Elaborado por Alejandro Trejo
Elaborado por Alejandro Trejo
Como Implementar
Para iniciar vamos a eliminar elementos innecesarios en el lugar de trabajo utilizamos el Programa de “Tarjeta roja”
Seleccione un área como el lugar para el seiri. Los miembros del las 5 S designado van con etiquetas rojas y las colocan sobre los elementos que consideran como innecesarios. Cuanto mas grandes sean las etiquetas y mayor sea su número, mejor. Cuando no está claro si se necesita o no un determinado ítem, debe colocarse una etiqueta roja sobre este.

Elaborado por Alejandro Trejo
El significado de la tarjeta roja es el de expulsión. Esta se coloca a cada artículo que se considera innecesario para la operación. Enseguida, estos artículos son llevados a una área de almacenamiento transitorio
Como Implementar

Elaborado por Alejandro Trejo
Artículos Artículos InnecesariosInnecesarios
SEIRISEIRI
Qué cosa???
Artículos necesarios
Estratificación
Artículos con valor y se Artículos con valor y se pueden venderpueden vender
Artículos sin valor, pero Artículos sin valor, pero que cuesta disponerlosque cuesta disponerlos
Artículos sin valor ni usoArtículos sin valor ni uso
Artículos de uso frecuente
Artículos que nadie usa, que deben resguardarse
Artículos que solo algunos utilizan
Tirar inmediatamenteTirar inmediatamente
Buscarle comprador al Buscarle comprador al mejor preciomejor precio
Buscar que se dispongan en Buscar que se dispongan en forma segura y al menor costoforma segura y al menor costo
Colocarse en un lugar Colocarse en un lugar cercano al punto de usocercano al punto de uso
Pueden colocarse retirados Pueden colocarse retirados del area de usodel area de uso
Almacenarse por separado Almacenarse por separado con identificación claracon identificación clara
Acción sugerida
Como Implementar

Elaborado por Alejandro Trejo
SE TIENE QUE DEJAR EN LA COMPAÑÍA?
Como Implementar

Elaborado por Alejandro Trejo

Elaborado por Alejandro Trejo
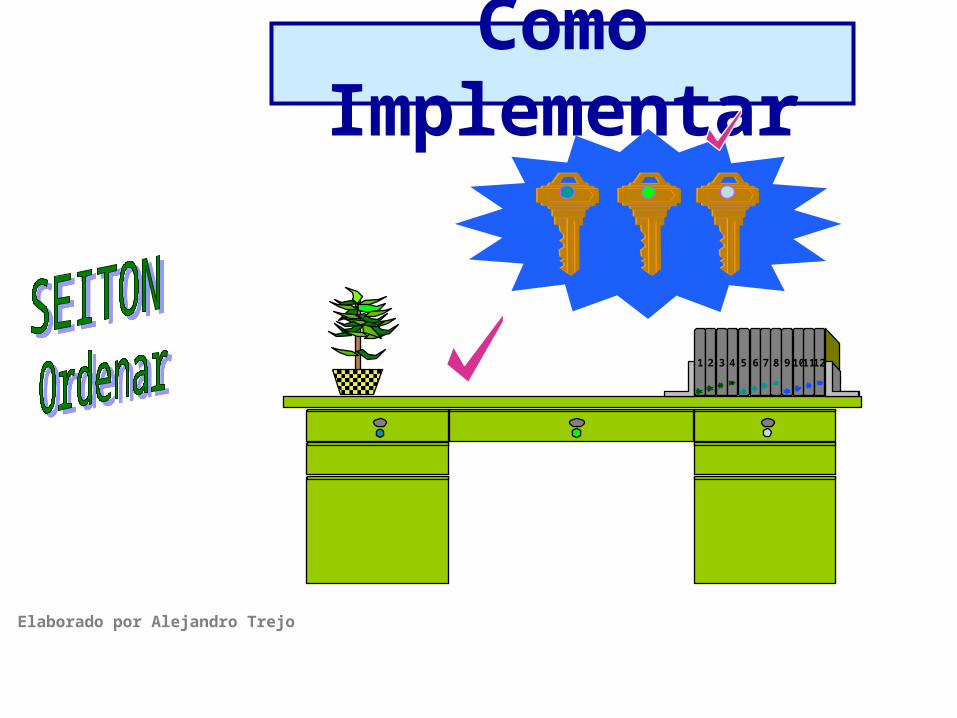
En este paso vamos a determinar un LUGAR para cada articulo de uso diario, Determinar la CANTIDAD de cada articulo que vamos a almacenar, y a hacer
fácil para todos el ENCONTRAR, USAR y DEVOLVER a su almacén cada articulo que se uso.
Elabore una lista de los artículos a los que no se les coloco una tarjeta roja, y defina por escrito cual es su
mejor ubicación, además identifique la cantidad de cada articulo que va a almacenar, y termine definiendo
como lo va a identificar y cual es la mejor forma de almacenarlo.
Como Implementar

Elaborado por Alejandro Trejo
Algunas estrategias para este proceso de “TODO EN SU LUGAR" son: Pintura de pisos delimitando claramente áreas de trabajo y ubicaciones , Código de Colores, Estantería modular, Gabinetes para tener en su lugar equipo de limpieza, Etc.
Como Implementar

Elaborado por Alejandro Trejo
Acción Sugerida
Debe almacenarse Debe almacenarse por separado e por separado e
identificarse identificarse claramenteclaramente
Puede colocarse Puede colocarse relativamente relativamente
separado del punto separado del punto de usode uso
Colocarse cerca Colocarse cerca del punto de del punto de
usouso
SEIRISEIRI
NecesariosNecesarios
SEITONSEITON
Estratificación
Cosas que no se Cosas que no se usan pero deben ser usan pero deben ser
almacenadasalmacenadas
Cosas que se Cosas que se usan algunas usan algunas
vecesveces
Cosas de Uso Cosas de Uso FrecuenteFrecuente
Como Implementar

Elaborado por Alejandro Trejo
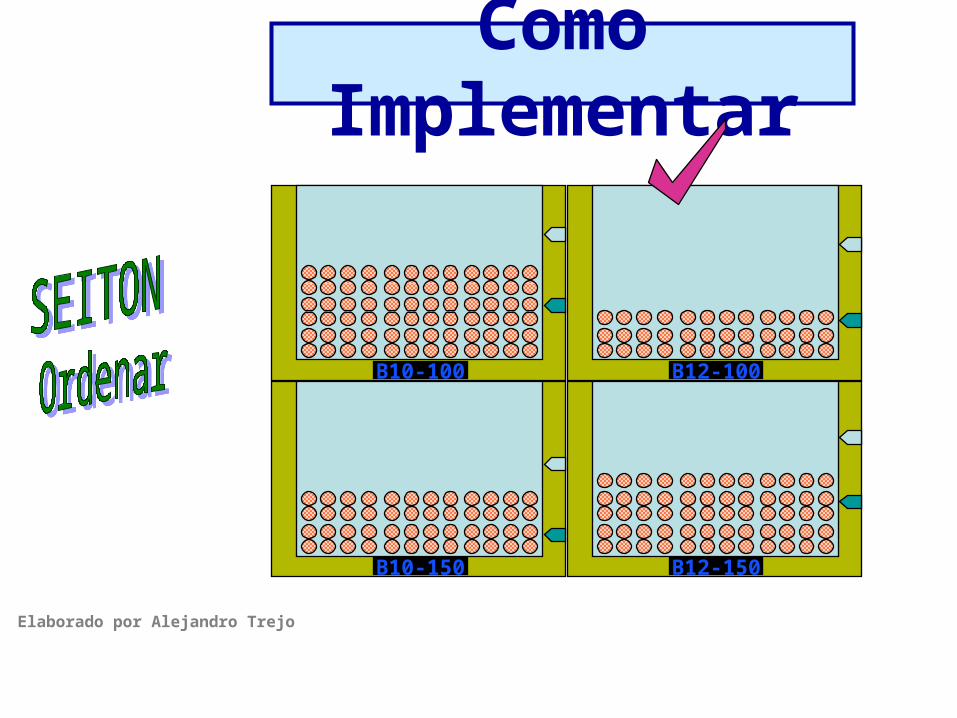
Siete principios del Seiton:
• Almacena de tal forma que para artículos que se consumen, se respete el principio de primeras entradas, primeras salidas.• Asigna ubicaciones dedicadas para cada articulo, evita áreas generales.• Identifica sistemáticamente cada ubicación dedicada. Usa etiquetas.• Ubica de forma que los artículos estén visibles para no perder tiempo buscando.• Coloca los artículos de tal forma que puedan fácilmente ser alcanzados por las manos.• Separa los artículos especializados de los comunes• Coloca lo de uso común cerca del usuario.
Como Implementar
Elaborado por Alejandro Trejo
Consecuencias de no tener orden:
1. Dificultad en encontrar las cosas2. Desperdicio de recursos3. Acumulamiento de cosas innecesarias4. Suciedad5. Potencialidad de incidentes/accidentes6. Daño a los recursos7. Perdida de tiempo8. Perdida de espacio
Como Implementar
Elaborado por Alejandro Trejo
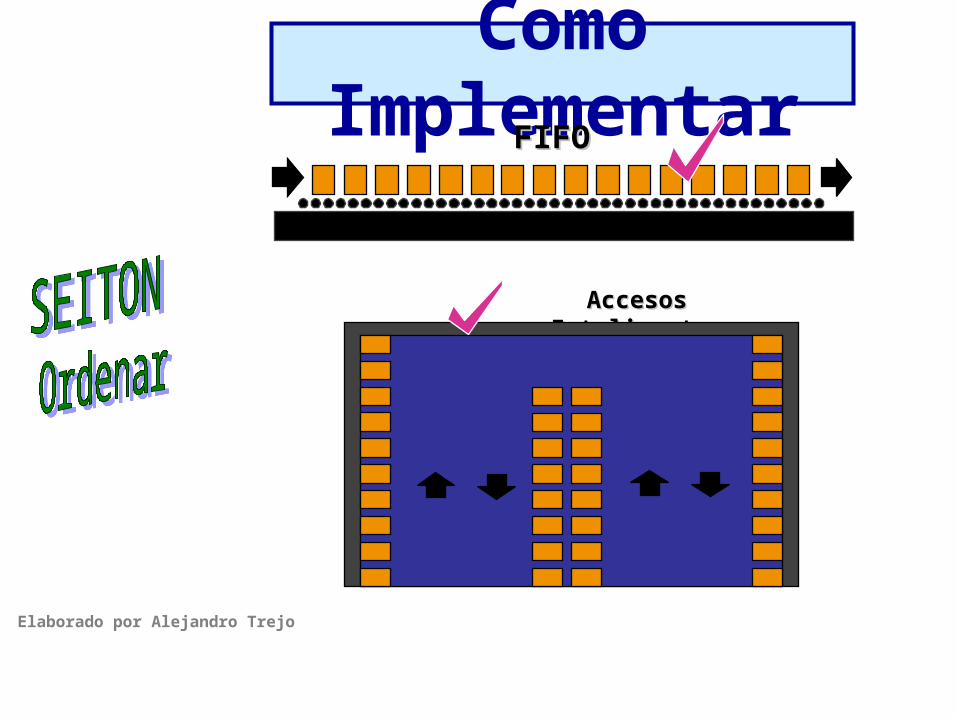
Como ImplementarFIFOFIFO
Accesos InteligentesAccesos Inteligentes

Elaborado por Alejandro Trejo
Como Implementar
A A A A A A
B B B B B B
D D D D D D
C C C C C C
E E E E E E

Elaborado por Alejandro Trejo
Como Implementar
C4C3C2C1 C7C6C5
B4B1 B2 B3 B5 B6 B7
A4 A5 A6 A7A1 A2 A3
A4 A5 A6 A7A1 A2 A3
B4B1 B2 B3 B5 B6 B7
C4C3C2C1 C7C6C5
Elaborado por Alejandro Trejo
Como Implementar
B10-100 B12-100
B10-150 B12-150
Elaborado por Alejandro Trejo
Como Implementar
1 2 3 4 5 6 7 8 9 101112
Elaborado por Alejandro Trejo
Como Implementar
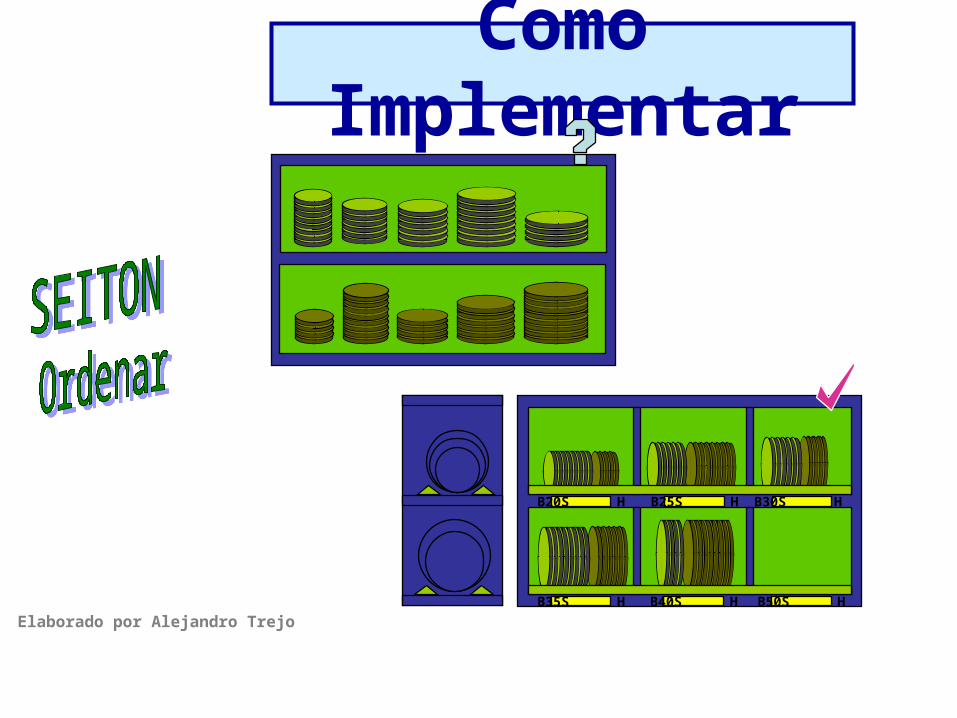
B20S H B25S H B30S H
B35S H B40S H B50S H

Elaborado por Alejandro Trejo
Como Implementar
*
3
*
2
*
1
*
5
*
4
*
8
*
7
*
6
*
10
*
9
*
13
*
12
*
11*
15
*
14
*
18
*
17
*
16
*
20
*
19
11 1512
2 5
86
18 20
*
3
*
2
*
1
*
5
*
4
*
8
*
7
*
6
*
10
*
9
*
13
*
12
*
11*
15
*
14
*
18
*
17
*
16
*
20
*
19
13 14
31 4
7 109
1716 19
CLOSED OPEN

Elaborado por Alejandro Trejo
Como Implementar
OFFOFFOFF OFF
Elaborado por Alejandro Trejo
Como Implementar
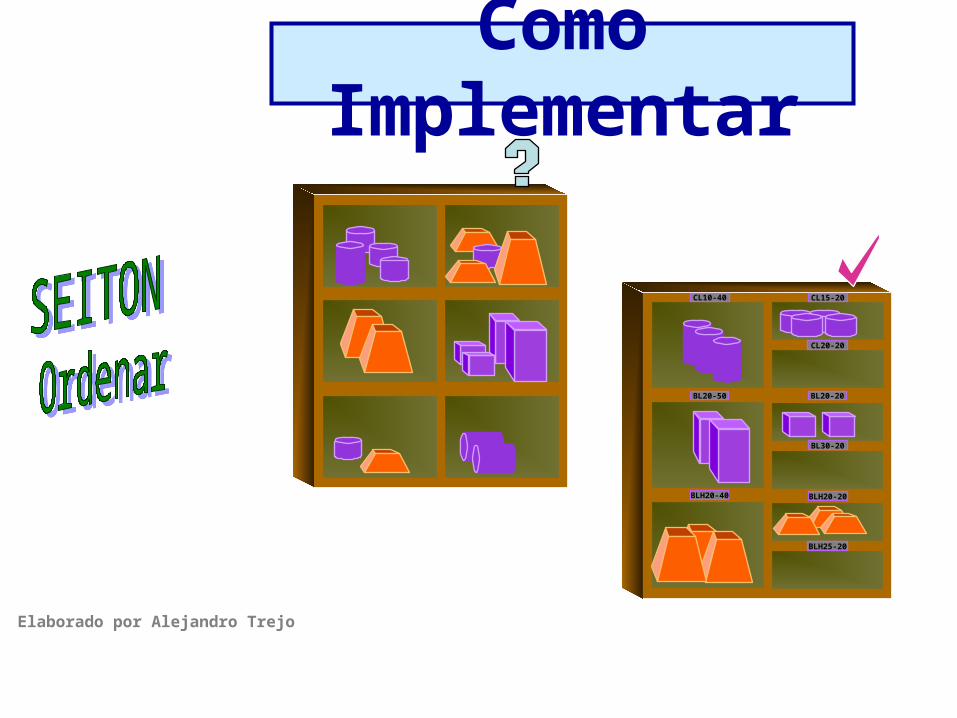
CL10-40 CL15-20
CL20-20
BL20-50
BLH20-40
BL20-20
BLH20-20
BL30-20
BLH25-20

Elaborado por Alejandro Trejo
Como Implementar
COLDCOLD HOTHOTCOLDCOLD HOTHOT

Elaborado por Alejandro Trejo
Como Implementar
Maximum piling height : 2m

Elaborado por Alejandro Trejo
Como Implementar

Elaborado por Alejandro Trejo
Como Implementar

Elaborado por Alejandro Trejo
Como Implementar

Elaborado por Alejandro Trejo
Como Implementar
Elaborado por Alejandro Trejo
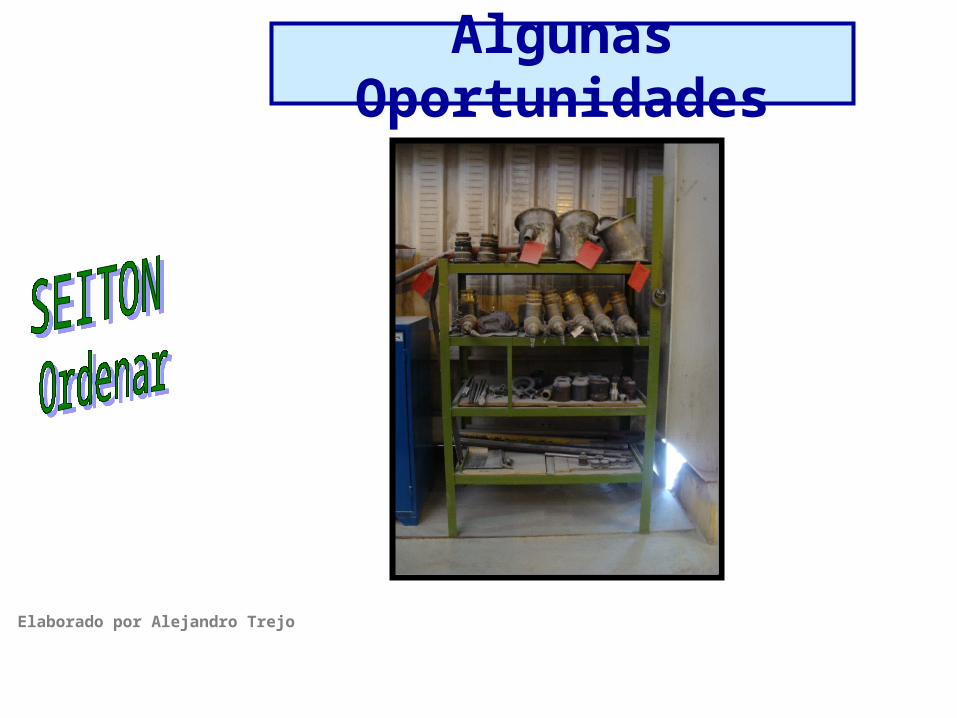
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades
Elaborado por Alejandro Trejo
Algunas Oportunidades

Elaborado por Alejandro Trejo
Algunas Oportunidades
Elaborado por Alejandro Trejo

Elaborado por Alejandro Trejo
Limpiar es el acto de quitar lo sucio de algo. El seiso se refiere a eliminar mugre, polvo, grasa, etc de todos los elementos de trabajo y mantener permanentemente
condiciones adecuadas de aseo.En este paso se debe lograr que todos apoyemos en
las tareas de mantenimiento de la maquinaria, los insumos, herramientas y en general todos los bienes de la compañía, con una programación acorde a las
condiciones de la planta.Es importante considerar que trabajar en un sitio sucio
y desordenado, además de ser desagradable es peligroso, y que atenta contra la seguridad física y
mental de los trabajadores, incidiendo en la calidad de nuestros productos.
Como Implementar

Elaborado por Alejandro Trejo
En el seiso además debemos identificar y eliminar las fuentes generadoras de suciedad y contaminación.
Debemos tener claridad en que nuestro enfoque principal debe ser preventivo.
El seiso sirve de apoyo al mantenimiento de los equipos, ya que cuando se limpia de acuerdo a una
frecuencia determinada y bajo procedimientos estándar, la detección de fallas, desgastes, fugas, etc de los equipos y maquinarias se facilita, y con lo cual
se identifican fallas antes de que estas se vuelvan criticas o inclusive interrumpan la producción.
Como Implementar

Elaborado por Alejandro Trejo
Como Implementar
ALGUNAS REGLAS PARA EL SEISO
• No se permite grasa, polvo, tierra, residuos o stickers en el piso, equipo, herramientas, escritorios, mesas, casilleros, paredes, estantes y puertas.
• Combinar la limpieza con la inspección.• Practica por lo menos un tiempo mínimo especificado diariamente al
seiso.• Se deben asignar roles rotativos de limpieza para las diferentes zonas
del proceso.• Se deben publicar las listas de verificación de la limpieza, donde se
especifiquen el detalle de las tareas, fechas, duraciones y responsabilidades de cada miembro del area de trabajo.
• Se deben formalizar estaciones de material de limpieza con señales de sombra, descripción y cantidad de cada articulo.

Elaborado por Alejandro Trejo
Como Implementar
ALGUNAS REGLAS PARA EL SEISO
• Se deben realizar auditorias semanales sobre la limpieza del área, y publicarse los resultados para que todos conozcan el resultado.
• No se deben permitir materiales, empaques, productos, herramientas o material extraño dentro y alrededor de los equipos.
• Organiza un evento de limpiezas profundas 1 o 2 veces al año.

Elaborado por Alejandro Trejo
Como Implementar

Elaborado por Alejandro Trejo
Como Implementar
ECUACIÓN DE LA LIMPIEZA
FUERZA MECANICA
AGENTE DETERGENTE
TEMPERATURA
TIEMPO
GENERACION DE SUCIEDAD -
FRECUENCIA DEL PROCESO
NIVEL DE LIMPIEZA=

Elaborado por Alejandro Trejo
Como Implementar
Estrategia a seguir
• Como primer paso vamos a elaborar un listado de las zoans donde se requiere limpieza, estimando los materiales necesario y el tiempo posible que durara.• Tambien vamos a definir los niveles de limpieza a cumplir en el nivel de eliminación de suciedad que vamos a realizar.• Vamos a distribuir equitativamente el área entre todos los miembros del equipo y a solicitar los recursos de material y apoyo humano para el maratón de limpieza.• Vamos a calendarizar y establecer la semana del maratón de limpieza, donde vamos a apoyarnos todos en el trabajo de limpieza de cada área de acuerdo a los estándares establecidos.• Vamos a desarrollar un proceso de comunicación en toda la planta sobre nuestro evento de limpieza semestral.

Elaborado por Alejandro Trejo
Como Implementar
Para las actividades de limpieza considera:
• Tener una visión mas allá del simple hecho de limpiar, recordando que “el área mas limpia no es la que mas se barre, sino la que menos se ensucia”, por lo que cuando realices limpieza busca la fuente de la suciedad y define la realización de acciones que eliminen o minimicen la fuente de la suciedad.• Considera que las actividades de limpieza incluyen : Barrer, sacudir, pintar, lavar, tallar, reordenar, sellar, entre otras.• Cuando limpies, busca hacerlo lo mas sencillo, lo mas practico, lo mas efectivo con el menor costo, lo mas rápido y con el menor daño al medio ambiente y gasto de recursos.• Ten presente que con la limpieza que realicemos vamos a definir los estándares que deseamos permanentemente.

Elaborado por Alejandro Trejo
Elaborado por Alejandro Trejo
Estandarizar es mantener el lugar de trabajo propio confortable y productivo a través de la repetición de las
3S anteriores (organizar, ordenar y limpiar).Establecer procedimientos, guias y administración visual, son estrategias que ayudan al proceso de estandarización. En este punto se establecen los
parámetros que definen el deber ser, a través de fijacion de metas y formas de operar, para evitar retrocesos en
los pasos dados. Tome en cuenta que si no existe estandarización, el lugar se degradara rapidamente.
Un plus de la estandarización, es hacer de las labores de organización, orden y limpieza un “HABITO”.
Para apoyar la estandarización, se requiere desplegar la información usando términos comunes, fijos y de manera
que todos la entiendan.
Como Implementar

Elaborado por Alejandro Trejo
CLAVES PARA UNA EXITOSA ESTANDARIZACION
• Distribuir la herramienta y equipo necesaria para mantener las áreas de acuerdo a lo deseado.• Implementar ayuda visual, recordando que es una forma de comunicación universal y que todos entendemos.• La estandarización es equivalente a la disciplina, motivo por el cual no debemos tolerar desviaciones, requerimos ser INTOLERANTES.• Debemos entender que el cumplimiento a estándares, es parte indispensable de nuestro trabajo.
Como Implementar

Elaborado por Alejandro Trejo
SE DEBE APLICAR ESTANDARIZACION PARA DEFINIR:
1. Donde y como se deben guardar los materiales y herramientas necesarias en el área.
2. La condición y la limpieza que deben observarse en cada parte de la maquinaria de proceso.
3. Las operaciones y tareas de 5S que se realizan en el área, así como su frecuencia.
4. Las políticas y reglas que gobiernan en la zona de trabajo.
5. El control y conservación de los inventarios de materiales y producto terminado del área.
6. Los medios de comunicación que se utilicen en el área (fabrica visual).
Como Implementar

Elaborado por Alejandro Trejo
ALGUNAS FORMAS DE ESTANDARIZAR SON:
• Estableciendo reglas y políticas por escrito.• Definiendo estándares visuales y/o etiquetando
• Elaborando mapas y delimitando áreas.• Entrenando y practicando los procedimientos y
reglas definidas.• Redactando instructivos y guías de operación.
• Definiendo claramente responsables.• Clarificando las anormalidades y/o
estableciendo limites• Practicando “5 Minutos de 5 S”
• Definiendo listas de verificación.• Entre otras …
Como Implementar
Elaborado por Alejandro Trejo
OPTIMIZA EL RESULTADO DE LAS 5 S
• A las actividades de limpieza integra la inspección, aplicando nuestros 5 sentidos (escucha ruidos, olfatea aceite-hule-humo, observa rebabas, siente vibraciones, etc)
• Corrige o reporta fallas en los equipos durante los recorridos 5S.
•
Como Implementar

Elaborado por Alejandro Trejo
DEFINICION
Un sistema de controles visuales es aquel en el que los dispositivos de control, información, código de colores, tableros y pizarrones son estandarizados y crean un
lenguaje común en el área de trabajo.El control visual distingue apropiadamente entre lo que
es normal y lo que no lo es. Hace que las anormalidades y desperdicios sean obvios y fáciles de reconocer por cualquier. El control visual promueve la adherencia y la prevención, además de que facilita el
auto control.
Control Visual
Elaborado por Alejandro Trejo
Control Visual
ALGUNOS METODOS DE ALGUNOS METODOS DE COMUNICACION VISUALCOMUNICACION VISUAL
Códigos de color Uso de etiquetas Alertas de peligro
Indicadores de donde las cosas se pueden poner
Flechas direccionales / marcas Cubiertas transparentes
Indicadores de desempeño

Elaborado por Alejandro Trejo
Control Visual
Puntos a considerar para un control visual exitosoPuntos a considerar para un control visual exitoso
1. Hacerlos fáciles de mirar a distancias de trabajo.2. Colocar el mensaje visual sobre las cosas 3. Que permita a cualquier persona identificar que es correcto y que no lo es4. Que cualquiera pude evaluar y hacer correcciones si es necesario.5. El lugar de trabajo debe mirarse brilloso y ordenado6. El control visual también nos permite indicar lo correcto de lo incorrecto, reconocer y señalar, motivar y alentar…

Elaborado por Alejandro Trejo
Control Visual

Elaborado por Alejandro Trejo
Control Visual
CODIGOS DE COLORES
Color Especificación
RojaMateriales peligrosos (para almacenar o descartar)
AmarillaLíneas de tráfico reservadas
VerdeEspacio de Kanban para materiales
AzulEspacio para recibir materiales
Blanca
Espacio para embarques
Amarilla y Negra Desperdicios y basura
Roja y Blanca Material fuera de especificaciones
en proceso
de materiales

Elaborado por Alejandro Trejo

Elaborado por Alejandro Trejo
DISCIPLINAREn este paso se debe asegurar el apego a lo estándares establecidos, teniendo como objetivo final el crear un
cambio de cultura a largo plazo (crear hábitos). Para este paso se debe:
• Entrenar• Utilizar listas de auditoria de 5 S que ayuden a dar seguimiento y cumplimiento a los estándares• Reconocer áreas y gente que sobresale en 5´S• Utilizar controles visuales para desplegar los progresos.• Unificar a través de normas.
Como Implementar

Elaborado por Alejandro Trejo
Algunas condiciones que favorecen el Shitsuke son:
Educación a la fuerza laboral, sobre el beneficio que ofrecen las 5 S.
Dedicar tiempo especifico, a practicar y mantener las 5 S. Organizar y enfocar el esfuerzo. Administrar y liderear los esfuerzos aplicados en el tema. Reconocer y recompensar los esfuerzos para mantener los
estándares del área. Generar una atmósfera de satisfacción sobre los logros
alcanzados. Lideres con alta capacidad de escuchar, y anteponer el
trabajo en equipo al trabajo individual. Observar las reglas con disciplina militar.
Como Implementar

Elaborado por Alejandro Trejo
La aplicación del Shitsuke considera:
1. Aplicación sistemática de auditorias 5S2. Definición de una escala métrica para dar seguimiento a
los avances o retrocesos.3. La programación de un sistema de mantenimiento
profundo de las 5S.4. El compromiso permanente de mejorar las operaciones
realizadas para las 5S.5. El involucramiento en el seguimiento ordenado, de todos
los niveles jerárquicos de la planta.6. Publicación de fotos del antes y despues7. Manteniendo una atmósfera laboral adecuada para
practicar las 5S.8. La aplicación continua de otras herramientas Lean.9. Reconocimiento y recompensa por la aplicación de 5S.
Como Implementar

Elaborado por Alejandro Trejo
Como Implementar
Establece un calendario de mantenimiento profundo de las 5S
ACTIVITY
DA
ILY
WE
EK
LY
MO
NT
HL
Y
6 M
ON
TH
S
WHO
Review Red Tag strategy Leadership TeamAudit stock rooms Material HandlersFinal review of Red Tag items 5S CoordinatorLook for Red Tag items Team Members
Review tool identifications Leadership TeamReview floor markings Material Handlers
Review Shine responbilities Leadership TeamAudit work area cleanliness Material Handlers5S audit and radar chart 5S Coordinator
SORT
SET IN ORDER
SHINE
Elaborado por Alejandro Trejo
Como Implementar
Reconoce y permite que se reconozca ampliamente la practica de la 5S
Elaborado por Alejandro Trejo
Como Implementar
Señala las desviaciones a las 5S, y soluciónalas rápidamente.

Elaborado por Alejandro Trejo
Como Implementar
Aquí están algunas cosas que pasan en una compañía cuando el compromiso y la cultura de las 5S no se sostienen.
1. Cosas innecesarias se empiezan a acumular en el área de trabajo, especialmente en las zonas de almacenamiento.
2. Sin importar que también fue planeado el orden y almacenamiento de las herramientas, estas no regresan al lugar asignado después de que se usan.
3. Los equipos y áreas se limpian una vez, y cada vez que se repite esta operación, se hace con menor profundidad, hasta que se deja de hacer.
4. El seguimiento y reconocimiento de los esfuerzos en materia de 5S, dejan de ser realizados.

Elaborado por Alejandro Trejo
Elaborado por Alejandro Trejo
Las 4 KsSon características en las herramientas, equipos o
edificios que no deben permitirse, por lo que si están presentes, se deben eliminar con carácter
de urgente.
• KUSAI : Cosas que huelen mal
• KITSUI : Cosas pesadas, que exigen esfuerzos excesivos.
• KITANAI : Cosas Sucias
• KIKEN : Cosas Peligrosas
Son características en las herramientas, equipos o edificios que no deben permitirse, por lo que si
están presentes, se deben eliminar con carácter de urgente.
• KUSAI : Cosas que huelen mal
• KITSUI : Cosas pesadas, que exigen esfuerzos excesivos.
• KITANAI : Cosas Sucias
• KIKEN : Cosas Peligrosas

Elaborado por Alejandro Trejo
TPM
El TPM es parte de la cultura Lean de trabajo, dentro de la cual se encuentra el mantenimiento autónomo de la maquinaria y el equipo.
Un buen inicio para el desarrollo del mantenimiento autónomo por parte del personal de proceso, es a
través del SEISO (limpieza), donde se deberá adquirir la conciencia de que el mantenimiento de la maquinaria, edificio y herramienta, comienza con la
limpieza y la inspección.
Desarrollar la habilidad para hacer SEISO con la integración del ojo de inspector debe ser el proceso
madre del TPM en las plantas de nivel mundial.

Elaborado por Alejandro Trejo
La Base de Lean