CAPÍTULO 2 - bibing.us.esbibing.us.es/proyectos/abreproy/4038/fichero... · Capítulo 2: Análisis...
27
CAPÍTULO 2: ANÁLISIS DEL INVENTARIO DEL CICLO DE VIDA En este capítulo se desarrolla la creación del inventario y de los montajes necesarios para trabajar con SimaPro 5.1.
Transcript of CAPÍTULO 2 - bibing.us.esbibing.us.es/proyectos/abreproy/4038/fichero... · Capítulo 2: Análisis...

CAPÍTULO 2: ANÁLISIS DEL INVENTARIO DEL
CICLO DE VIDA En este capítulo se desarrolla la creación del inventario y de los montajes necesarios para trabajar con SimaPro 5.1.


Capítulo 2: Análisis del inventario del ciclo de vida
2 - 1
INTRODUCCIÓN El análisis de inventario comprende la recopilación de datos y la realización
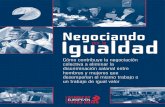
de los cálculos adecuados para cuantificar las entradas y salidas del sistema en todo su ciclo de vida. Las entradas son las materias primas y las fuentes de energía que intervienen, las salidas son las emisiones al aire, al agua, al suelo y las emisiones no materiales, junto con los propios productos de la planta. Se trata de un proceso iterativo, a medida que se va realizando se va conociendo mejor el sistema, pudiendo aparecer nuevas limitaciones que obliguen a establecer nuevas hipótesis o a redefinir los límites del sistema, así como los objetivos y alcance. Se dividirá este capítulo en dos partes básicas. La primera trata sobre la recogida de datos y la forma de obtener los kg de cada uno de los materiales que componen todos y cada uno de los equipos considerados, incluyendo también las instalaciones y la obra civil. Para trabajar con las bases de datos que incorpora SimaPro 5.1, es necesario trabajar con montajes, en esta parte se comenta también la creación de los distintos montajes. Finalmente, la segunda parte trata sobre los resultados del inventario que ofrece el programa. El capítulo se complementa con tres anexos. El anexo 1 trata sobre cómo se han obtenido los distintos datos, así como las hipótesis y suposiciones tenidas en cuenta, las limitaciones encontradas durante la recopilación de información y el cálculo de los kg de cada material. En el anexo 2 se presentan los resultados completos del inventario del ciclo de vida. En el anexo 3 se hace una breve descripción de los materiales, procesos y tratamientos de residuos seleccionados de las bases de datos que incorpora el programa SimaPro 5.1, junto con algunos comentarios referentes a dichas bases de datos. 2.1 RECOGIDA DE DATOS Y CREACIÓN DE MONTAJES Para trabajar con SimaPro 5.1 usando las bases de datos que trae el programa ya incorporadas, es necesario trabajar con montajes y submontajes. Como puede observarse en la figura 2.1, se crea un montaje principal llamado planta, éste a su vez engloba a otros tres montajes principales: electricidad, agua fría y vapor. Esta división en tres submontajes principales, uno para cada producto de la planta, permite estudiar cada producto por separado. Cada uno de estos montajes y submontajes principales, lleva asociado un escenario de residuo. Los escenarios de residuos son unos montajes en los que se le indica al programa qué hacer con los distintos materiales provenientes del desmantelamiento de la planta, una vez haya concluido la vida útil de la instalación. La estructura de la figura 2.1 de montajes y submontajes, permite analizar toda la planta al completo, tomando como montaje planta y su correspondiente escenario de residuos, o por el contrario analizar por separado cada uno de los productos, tomando el montaje y el escenario de residuos correspondiente a cada uno. Dentro de los submontajes principales aparecen dos submontajes, infraestructuras y explotación. Dentro de explotación se encuentran los montajes Gas Natural, Agua, Gases de escape y Aceite. Dentro de infraestructuras aparecen los montajes obra civil e instalaciones, y equipos. A su vez dentro de equipos se encuentran todos los equipos considerados, Bombas, Ca-

Capítulo 2: Análisis del inventario del ciclo de vida
PLANTA
ELECTRICIDAD AGUA FRÍA VAPOR E R ELECTRICIDAD E R AGUA FRÍA E R VAPOR
Infraestructuras Explotación Infraestructuras 2 Explotación 2 Infraestructuras 3 Explotación 3
Equipos 3 Equipos
Obra Civil Instalaciones 3
Obra Civil Instalaciones 2
Equipos 2
1.1Obra Civil
Instalaciones
- 1.12 Gas Natural - 1.15 Gases escape - 1.13 Agua -1.14 Aceite
- Gas Natural 2 - Gases escape 2 - Agua 2 - Aceite 2
- Gas Natural 3 - Gases escape 3 - Agua 3 - Aceite 3
- 1.5 Bombas - 1.8 Cabinas enfriamiento - 1.7 Caudalímetros - 1.4 Intercambiadores - 1.2 Motores - 1.6 Ventiladores Nave - 1.10 Torre refrigeración - 1.11 Equipo de ósmosis
- Bombas 2 - Cabinas enfriamiento 2 - Caudalímetros 2 - Intercambiadores 2 - Motores 2 - Ventiladores nave 2 - Torre refrigeración 2 - Equipo ósmosis 2 - 1.9 Equipo absorción
- Bombas 3 - Cabinas enfriamiento 3 -Caudalímetros 3 - Intercambiadores 3 - Motores 3 - Ventiladores nave 3 - Torre refrigeración 3 - Equipo ósmosis 3 - 1.3 Caldera
Fig. 2.1, Estructura de montajes y submontajes necesaria para trabajar con SimaPro 5.1
1.16 ESCENARIO RESIDUO PLANTA

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 3
-binas de enfriamiento, Caudalímetros, Intercambiadores, Motores, Ventiladores de la nave, Torre de refrigeración, Equipo de ósmosis, Equipo de absorción y Caldera. Para crear un nuevo montaje en SimaPro 5.1, es necesario insertarle los materiales o submontajes que lo componen, indicando la cantidad en kg o en la unidad en la que se defina el material en concreto por unidad funcional (UF). También hay que añadirle la energía y transportes usados por ese montaje o en la construcción o fabricación de ese montaje también por UF. Antes de crear un nuevo montaje es necesario definir qué tipo de materiales se van a emplear y de qué base de datos se van a tomar. Algo que en este ACV se ha tenido en cuenta a la hora de elegir los materiales, es seleccionar sólo aquellos que tengan un tipo de residuo definido. Puesto que si se toman materiales con tipo de residuo no definido, el programa no contabiliza las emisiones en el escenario de residuos asociadas a ese material. Cada uno de esos montajes engloba las fases de extracción de materiales, el transporte hasta la factoría donde se fabrican los distintos equipos y elementos, los procesos de producción, y el transporte de los equipos ya elaborados hasta la planta de trigeneración.
En la tabla 2.1 se presentan todos los materiales considerados de la planta, junto con el tipo de material elegido, la base de datos a la que pertenece, y los kg totales de cada uno de ellos.
Tabla 2.1 Materiales considerados y los seleccionados en las bases de datos de SimaPro 5.1
Material Tipo de Material Base de Datos Tipo de Residuo
kg Totales
Acero Equipos Steel ETH S ETH-ESU
System Processes
Acero Obra Civil e
Instalaciones Steel I Idemat 2001
Ferro metals
1,72E+05
Fundición Cast Iron ETH S ETH-ESU
System Processes
“ 8,59E+04
Hormigón armado
Concrete (reinforced) I
Idemat 2001 Ceramics 9,93E+05
Hormigón en masa
Concrete I “ “ 8,90E+05
Vidrio Glass (virgen) B250 Buwal 250 Glass 2,64E+02
Cobre Equipos Copper ETH S ETH-ESU
System Processes
Non ferro
Cobre Obra Civil e
Instalaciones Copper I Idemat 2001 Coppers
2,02E+05
Tierra Sand I Idemat 2001 Ceramics 7,71E+05

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 4
Tabla 2.1 Materiales considerados y los seleccionados en las bases de datos de SimaPro 5.1
Material Tipo de Material Base de Datos Tipo de Residuo
kg Totales
Poliestireno expandido
PS I Idemat 2001 PS 1,82E+02
PVC PVC B250 Buwal 250 PVC 5,14E+03 Poliéster Polyester (unsat) I Idemat 2001 Plastic 1,79E+02
Fibra de vidrio Glass fiber I “ Glass 3,09E+04 Polietileno PE B250 Buwal 250 PE 8,64E+03 Mortero
(cemento+arena) Cement (Pórtland) I Idemat 2001 ceramics 3,76E+03
Baldosa Ceramics I “ Ceramics 1,12E+03
Madera Wood board ETH S ETH-ESU
System Processes
Wood 1,22E+04
Hierro Crude iron ETH S “ Ferro metals
3,16E+03
Zahorra Gravel I Idemat 2001 Ceramics 9,64E+05 Latón CuZn30 I “ Ceramics 5,33E+02 Yeso Ceramics I “ Ceramics 1,04E+03
Aluminio Aluminium 0% recycled ETH S
ETH-ESU System
Processes Aluminium 2,14E+03
Resina Epoxi Epoxi resin I Idemat Plastic 1E-01
Policarbonato PC ETH S ETH-ESU
System Processes
Plastic 9,60E-01
Lana de roca Mineral Wool ETH S “ No
definido 1,37E+03
EPDM * (Etileno
propileno monómero
dieno)
EPDM rubber ETH S “ Plastic 9,44E+01
NBR (Copolímero de
acrilonitrilo-butadieno)
NBR I Idemat 2001 Plastic 4,26E+00
Celulosa Cardboard cellulose
S B250 Buwal 250 Cardboard 2,03E+02
Goma dura BR I Idemat 2001 Plastic 9E+00 Bronce CuSn6,7P I “ Coppers 9,24E+00
Níquel Obra Civil e
Instalaciones Nickel I “
Níquel Equipos Nickel enriched ETH
S
ETH-ESU System
Processes
Non ferro 2,79E+00
Cromo Chromium ETH S “ “ 3E-01

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 5
Tabla 2.1 Materiales considerados y los seleccionados en las bases de datos de SimaPro 5.1
Material Tipo de Material Base de Datos Tipo de Residuo
kg Totales
Molibdeno Molybdnum I Idemat 2001 “ 3E-01 Cobalto Cobalt I “ “ 2E-02 Silicio Silicon I “ “ 5,90E+01 Estaño Tin I “ “ 7,45E+00 Plomo Lead I “ “ 3,52E+00 Zinc Zinc I “ Zincs 1,16E+00
Platino Platinum I “ Non ferro 8,50E-03
Poliamida Aromática
PA 66F30 I “ Plastic 4E+00
Ladrillos Ceramics I “ Ceramics 9,37E+04
Aceite Fuel Oil lowS 2000 refinery Europe S
ETH-ESU System
Processes
No definido
4,51E+03
* Dentro del EPDM se incluye también el PTFE (Politetrafluoroetileno), porque este material no se ha encontrado en ninguna de las bases de datos y se consideró un material similar. No se han incluido en esta tabla, ni se han tenido en cuenta en el ACV, la glicerina, presente en algunos aparatos de medida, ni el poliuretano. No aparecen en las bases de datos, por lo que se ha decidido no tenerlos en cuenta. Su cantidad es totalmente despreciable, se supone que el no considerarlos no influirá para nada en los resultados. Para determinar la energía y los transportes invertidos en cada uno de los montajes, se recurre a la Tesis Doctoral de González González, A. (2000). Según esta referencia, la energía empleada en la fabricación de los equipos, se considera, en el caso de no disponer de datos más exactos, 12,5 MJ de energía primaria por kg de acero/fundición (extendiéndose este dato también al aluminio), y 50 MJ de energía primaria por kg de cobre. Este procedimiento se basa en la base de datos de la ETH. Se desprecia la energía utilizada en el resto de materiales, considerándose que el error cometido es pequeño, ya que el peso de esos materiales en los equipos es pequeño.
De esa energía primaria se considera [González González, A., 2000]:
- 45% fuelóleo, según el modelo de la base de datos ETH-ESU System Processes, “fuelóleo de bajo azufre en caldera de 1 MW”.
- 45% gas natural, según el modelo de la base de datos anterior, “gas natural en horno industrial de potencia superior a 100 kW, Europa”.
- 10% electricidad, según la misma base de datos, mezcla de electricidad de media tensión suministrada en España” si el equipo se fabrica en España, y “mezcla de electricidad de media tensión suministrada en los países de la UCPTE” si se fabrica en un país europeo. Como se está considerando energía primaria, para hallar la cantidad correspondiente de electricidad, hay que multiplicar por el rendimiento de las centrales térmicas (donde por lo general se genera esa electricidad), dicho rendimiento se considera en un 33%.
La energía necesaria para la fabricación de todos los equipos se consigue
siguiendo las pautas anteriores, excepto para los equipos que no aparecen en la Tesis

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 6
Doctoral de A. González (2000) y sí son recogidos en este proyecto. Es el caso de las cabinas de enfriamiento, los caudalímetros y otros equipos de medida, el equipo de ósmosis, la máquina de absorción, y las torres de refrigeración. Para dichos equipos no se ha considerado ningún consumo de energía durante su fabricación, por desconocer totalmente esa información. Dado que el peso relativo de estos equipos con respecto al resto de equipos es despreciable no se consideró oportuno su empleo (9% para el equipo de absorción, 7% para las torres de refrigeración, 1% para las cabinas de enfriamiento, 0,28% para los caudalímetros, y 0,14% para el equipo de ósmosis). Del mismo modo, también se consideró la posibilidad de extrapolar la forma de proceder con los equipos que recoge la tesis de Adolfo González (2000), al resto de equipos. Los resultados son idénticos, debido a la mínima influencia que ejerce el consumo de energía durante la fabricación de los equipos sobre el resto de la planta en todo su ACV. Por ello no se ha considerado ningún tipo de consumo de energía para la fabricación de los equipos anteriormente citados.
La energía necesaria para la elaboración de los materiales viene ya
implementada en las bases de datos que se van a emplear.
En lo referente a la energía necesaria para la construcción de la obra civil y las instalaciones, en la Tesis de A. González (2000) se establece una equivalencia entre el presupuesto de esas operaciones y la energía primaria consumida durante la ejecución de dichos trabajos. Es lo que se llama una asignación económica, así por ejemplo, supongamos que para la instalación de fontanería por determinadas bases de datos se establece que se consumen X MJ por € presupuestado, de tal forma que conocido el presupuesto, y las relaciones MJ/€, se puede determinar la energía primaria consumida en cada operación. La energía primaria resultante se distribuye según los siguientes porcentajes [González González, A. 2000]:
- 25% fuelóleo, “fuelóleo bajo en azufre en caldera de 1 MW”, será la elección tomada en la base de datos ETH-ESU System Processes.
- 25% combustible para transporte personal. - 50% como electricidad, “electricidad baja tensión suministrada en España”,
usando la misma base de datos, y teniendo en cuenta también el rendimiento de generación.
En lo que respecta al transporte, se considera el transporte desde el lugar de
extracción de las materias primas hasta el lugar donde son procesadas para fabricar los distintos equipos, son las llamadas distancias estándares. A esas distancias hay que añadir la distancia desde las fábricas de cada uno de los equipos hasta el lugar donde se emplaza la planta. Las distancias estándares tomadas de la Tesis del profesor González González (2000) y adoptadas en este proyecto se presentan en la tabla 2.2.
Tabla 2.2 Distancias estándar [González González, A. 2000] Material Ferrocarril (km) Camión 40 t (km)
Acero/Fundición 2E+02 1E+02 Hormigón 0 2E+01
Cobre 2E+02 1E+02 Aluminio 2E+02 1E+02 Plásticos 2E+02 1E+02

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 7
A la hora de añadir las distintas cantidades en los montajes, como se comentó en la definición del objetivo y el alcance, es necesario referirlas a la unidad funcional, y tener en cuenta los porcentajes de asignación para cada uno de los productos. Es decir, cada cantidad de material se dividirá por la unidad funcional, 1,87x109 kWh, y se multiplicará por un coeficiente de asignación, 0,6236 para el caso de la electricidad, 0,2610 para el agua fría y 0,1154 para el vapor. Obteniéndose esos porcentajes de los flujos exergéticos de los tres productos. Dichos coeficientes de asignación, se establecieron mediante criterios exergéticos en el capítulo de definición del objetivo y el alcance del ACV. En los apartados siguientes, se presentan los valores finales introducidos en el programa para cada montaje. Los datos iniciales, o datos de partida a partir de los cuales se obtienen estos, se presentan en el anexo 1. Del mismo modo, en el anexo 3 se presenta una breve descripción de todos los materiales y procesos que se introducen a continuación. 2.1.1 Montaje de la Obra Civil e Instalaciones: En este montaje se incluyen todos los materiales que constituyen la nave, las tuberías y accesorios, y las instalaciones eléctricas de baja y alta tensión. En la tabla 2.3 se presentan los kg insertados en el programa de estos materiales, refiriéndolos a la unidad funcional, y teniendo en cuenta los porcentajes de asignación para cada producto.
Tabla 2.3 Inventario final materiales montaje obra civil e instalaciones
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel I 3,88E-05 1,62E-05 7,17E-06 Cast iron ETH S 3,26E-06 1,36E-06 6,04E-07
Concrete (reinforced) I 3,31E-04 1,39E-04 6,13E-05 Concrete I 2,97E-04 1,24E-04 5,49E-05
Glass (virgin) 8,73E-08 3,65E-08 1,62E-08 Copper I 1,46E-06 6,11E-07 2,70E-07
Sand I (ton) 2,57E-07 1,08E-07 4,76E-08 PS (EPS) I 6,17E-08 2,58E-08 1,14E-08 PVC B250 3,77E-07 1,58E-07 6,98E-08
Polyester (unsat) I 6,17E-08 2,58E-08 1,14E-08 Glass fibre I 1,02E-05 4,27E-06 1,89E-06
PE granulate average B250 2,88E-06 1,21E-06 5,33E-07 Cement (Pórtland) I 1,23E-06 5,15E-07 2,28E-07
Ceramics I 3,75E-07 1,57E-07 6,94E-08 Wood board ETH S 4,11E-06 1,72E-06 7,61E-07 Crude iron ETH S 3,03E-07 1,27E-07 5,61E-08
Gravel I 3,21E-04 1,34E-04 5,94E-05 CuZn30 I 1,78E-07 7,45E-08 3,29E-08 Ceramics I 3,44E-07 1,44E-07 6,37E-08
Aluminium 0% recycled ETH S 2,33E-10 9,75E-11 4,31E-11 Epoxy resin I 3,33E-11 1,39E-11 6,16E-12
EPDM rubber ETH S 2,60E-08 1,09E-08 4,81E-09 NBR I 2,52E-10 1,05E-10 4,66E-11
CuSn6.7P I 2,59E-09 1,08E-09 4,79E-09

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 8
Tabla 2.3 Inventario final materiales montaje obra civil e instalaciones
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Nickel I 5,13E-10 2,15E-10 9,49E-11 Tin I 2,47E-09 1,03E-09 4,57E-10
Lead I 1,17E-09 4,90E-10 2,17E-10 Zinc I 3,86E-10 1,62E-10 7,14E-11
Platinum I 2,84E-09 1,19E-09 5,26E-10 Ceramics I 3,12E-05 1,31E-05 5,78E-06
Fuel Oil lowS 2000 refinery Europe S
1,59E-09 6,29E-10 2,78E-10
En lo referente al consumo de energía y transportes en este montaje, se usa la
información presente en la Tesis Doctoral de González González, A. (2000). Según ésta el consumo de energía primaria se relaciona con el 70% del presupuesto, para posteriormente relacionar los Mptas invertidos con los MJ de energía primaria consumidos. Distribuyéndose entre los siguientes campos:
- Electrotecnia (instalación eléctrica de baja y alta tensión) → 0,940 TJ - Instalaciones Auxiliares (instalación de tuberías y accesorios) → 0,450 TJ - Construcción (obra civil) → 0,670 TJ - Servicios (Supervisión y puesta en marcha) → 0,094 TJ - TOTAL → 2,154 TJ
Esa energía primaria se reparte de la siguiente forma:
- 25% fuelóleo bajo en azufre en caldera de 1 MW → 0,5385 TJ - 50% electricidad baja tensión suministrada en España → 1,0770 TJ - 25% transporte de personas → 0,5385 TJ, en la tesis de Adolfo González
(2000) se aconseja no emplear esta cantidad por resultar excesiva, en su lugar, se recomienda usar la energía primaria asociada a servicios (supervisión y puesta en marcha). Así es como se ha hecho en este proyecto.
También se considera el proceso de producción de cables de cobre, para ello se
usa el proceso “copper wire”, de la base de datos “DATA ARCHIVE”. Lo único que hay que introducir en este proceso son los kg de cables que se van a producir. En la tabla 2.4 se presentan los valores finales introducidos en el programa, referidos a la unidad funcional, y para cada uno de los productos del sistema.
Por último, en lo que respecta al transporte, se supone 50 km de distancia en
camión de 40 toneladas desde donde se procesan los materiales, hasta la planta de trigeneración. A esta distancia hay que añadir las distancias estándar, quedando:
- Camión 40 t → (20 + 50) km x 1882,83 t hormigón + (100 + 50) x 1931 t
(acero + cobre + aluminio + plásticos) ≈ 421448,41 tkm - Ferrocarril → 200 km x 1931 t ≈ 386200 tkm - Coche pasajeros → según la Tesis de A. González (2000) se debe usar la
energía primaria asociada a servicios, asumiendo un consumo de energía de 2,755 MJ/pkm, donde pkm son “personas por km recorrido”, la unidad en la que se mide el transporte de pasajeros, en las base de datos usadas en este

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 9
proyecto, es únicamente km, por lo que se supone que en el transporte de viajeros irán dos personas, resultando:
0,094 TJ / 2,755 MJ/pkm ≈ 34119,780 pkm / 2 personas = 17059,890 km.
(ec. 2.1) A continuación se presenta la tabla 2.4, donde se resume todo lo anterior, refiriendo las distintas cantidades a la unidad funcional, y teniendo en cuenta los porcentajes de asignación para cada producto. La tabla 2.4 representa, en definitiva, los valores que se introducen en el programa, relativos al consumo de energía y transportes del montaje de obra civil e instalaciones.
Tabla 2.4 Inventario final procesos montaje obra civil e instalaciones
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Truck 40t B250 (tkm) 1,41E-04 5,88E-05 2,60E-05 Rail (diesel & electric) B250 (tkm) 1,29E-04 5,39E-05 2,38E-05
Passenger car B250 (km) 5,69E-06 2,38E-06 1,05E-06 Electricity LV use in E S (TJ) 3,59E-10 1,50E-10 6,64E-11
Fuel oil lowS in boiler 1MW S (TJ) 1,80E-10 7,53E-11 3,33E-11 Copper wire (kg) 1,27E-07 5,22E-08 2,31E-08
2.1.2 Montaje de los Motores: Se incluyen en este montaje los materiales correspondientes a los motores y alternadores, y la energía y transportes necesarios. Se presentan a continuación (tabla 2.5) los kg de cada material que se introducen en el programa, referidos ya a la unidad funcional y considerando los porcentajes de asignación a los distintos productos.
Tabla 2.5 Inventario final materiales montaje motores Material Electricidad (kg/uf) Agua Fría (kg/uf) Vapor (kg/uf)
Cast iron ETH S 2,43E-05 1,02E-05 4,50E-06 Copper ETH S 2,59E-06 1,08E-06 4,79E-07
En lo que se refiere a la energía consumida durante la fabricación de los
motores, se usa de nuevo la información que aparece en la Tesis Doctoral de González González, A. (2000). En este caso, el autor no utiliza los datos de la ETH, sino que emplea información proveniente de un trabajo de la Universidad de Utrecht titulado: “Life-Cycle Assessment of Gas Engines for Cogeneration of Heat and Power”. Un estudio enfocado al ACV de una planta de cogeneración de motores alternativos, siendo más precisa que la ETH en algunos datos. Según ese estudio se consumen 54 GJ de gas natural y 16 GJ de electricidad por cada tonelada de peso del motor. Resultando en total:
- Gas natural, como “Heat industrial furnace > 100kW S” → 4,347 TJ - Electricidad suministrada en UCPTE, pues los motores son de fabricación
austríaca → 1,288 TJ ≈ 357777,780 kWh
En cuanto al transporte, se supone que los motores son transportados desde la factoría austriaca en Jenbach, hasta la planta situada en la Roda de Andalucía, en camiones de 40 toneladas, recorriendo un total de 2386 km. A esta distancia hay que

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 10
sumar las distancias estándares, 100 km en camión de 40 t y 200 km en ferrocarril. Estas distancias representan las distancias que han de recorrer los materiales hasta la factoría donde se fabrican los motores. Obteniendo un total:
- Camión 40 t → 200123 tkm - Ferrocarril → 16100 tkm
En la tabla 2.6 se presentan los resultados finales de la energía consumida y los
transportes, referidos a la unidad funcional y teniendo en cuenta la asignación a cada producto. Son los datos que se introducen en el programa.
Tabla 2.6 Inventario final procesos montaje motores
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Heat Industrial furnace > 100kW S (TJ) 1,45E-09 6,07E-10 2,68E-10 Electricity UCPTE B250 (kWh) 1,19E-04 4,98E-05 2,20E-05
Truck 40t B250 (tkm) 6,41E-05 2,68E-05 1,19E-05 Rail (diesel & electric) B250 (tkm) 5,36E-06 2,24E-06 9,92E-07
2.1.3 Montaje de la Caldera: En este montaje se incluyen los materiales correspondientes a la caldera, el economizador, el desgasificador y las instalaciones auxiliares. Los datos introducidos en el programa, referidos ya a la unidad funcional y teniendo en cuenta que este montaje se asigna única y exclusivamente al producto vapor (se considera que el impacto asociado a la fabricación de la caldera se debe a la producción de vapor en la planta), se presentan en la tabla 2.7.
Tabla 2.7 Inventario final materiales montaje caldera
Material Vapor (kg/uf) Steel ETH S 2,06E-05
Aluminium 0 % recycled ETH S 1,56E-08 EPDM rubber ETH S 1,34E-09
Cooper ETH S 3,21E-11 CuZn30 I 9,10E-11
NBR I 2,14E-12 CuSn6.7P I 8,02E-10
Glass (virgin) 2,03E-11 Mineral Wool ETH S 7,35e-07
Para determinar la energía consumida durante la fabricación de estos equipos, se recurre a la Tesis Doctoral de González González, A. (2000). Al igual que ocurre con los motores, el autor no usa tampoco la base de datos de la ETH para calcular esa energía, sino que emplea información proveniente de un fabricante de calderas, en la que se relaciona el coste de la caldera con la energía consumida en su fabricación. Se considera que esos datos son aplicables también a este proyecto. Resultando el siguiente consumo de energía:
- Gas natural en horno industrial > 100 kW → 0,490 TJ - Electricidad media tensión suministrada en España → 0,262 TJ

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 11
En lo que respecta al transporte de materiales hasta la factoría donde se fabrican estos equipos, se toman las distancias estándar anteriormente citadas, a saber, 100 km en camión de 40 toneladas y 200 km en ferrocarril. A estas distancias hay que añadir la distancia desde la fábrica de la caldera en Zaragoza, hasta la planta de trigeneración en La Roda de Andalucía, se supone una distancia de 780 km en camión de 40 t. En ambos trayectos se considera que se transportan también los materiales de los equipos auxiliares de la caldera, ya que se incluyen en este montaje. Las cantidades obtenidas son las siguientes:
- camión 40 t → 35213,5 tkm - ferrocarril → 8003 tkm
En la tabla que se presenta a continuación (tabla 2.8), aparece un resumen de
lo anterior, son los datos finales que se introducen en el programa, referidos a la unidad funcional, y siendo asignados solamente al producto vapor.
Tabla 2.8 Inventario final procesos montaje caldera
Procesos Vapor (-/uf) Heat industrial furnace >100kW S (TJ) 2,62E-10
Electricity MV in E S (TJ) 1,40E-10 Truck 40t B250 (tkm) 1,67E-05
Rail (diesel & electric) B250 (tkm) 4,28E-06 2.1.4 Montaje de los Intercambiadores: En este montaje se incluyen los intercambiadores de placas, así como los aerorrefrigeradores, con sus respectivos ventiladores y motores eléctricos. Los materiales introducidos en el programa, referidos a la unidad funcional, y asignados a cada producto mediante los porcentajes ya citados, se presentan en la tabla que viene a continuación (tabla 2.9).
Tabla 2.9 Inventario final materiales montaje intercambiadores
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel ETH S 6,97E-07 2,92E-07 1,29E-07 Cast iron ETH S 6,72E-08 2,81E-08 2,24E-08
NBR I 1,16E-09 4,86E-10 2,15E-10 Copper ETH S 4,81E-07 2,01E-07 8,90E-08
Aluminium 0% recycled ETH S 5,11E-07 2,14E-07 9,46E-08 Crude iron ETH S 6,13E-08 2,57E-08 1,13E-08
Silicon I 1,92E-09 8,04E-10 3,55E-10 Para el consumo de energía se recurre a la Tesis Doctoral de González González, A. (2000). Según esta, siguiendo las directrices de la base de datos ETH, se consumen:
- 12,5 MJ por kg de acero → 28646,75 MJ - 12,5 MJ por kg de aluminio → 19162,50 MJ - 50 MJ por kg de cobre → 70270 MJ - TOTAL → 120079,25 MJ de energía primaria.
Esa energía primaria se reparte de la siguiente forma:

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 12
- 45% fuelóleo bajo en azufre en caldera de 1 MW → 54035,66 MJ - 45% Gas natural horno industrial de potencia > 100 kW Europa → 54035,66
MJ - 10% mezcla electricidad media tensión suministrada en España x 0,33
rendimiento centrales → 3962,64 MJ
En lo que respecta al transporte de los materiales, se usan las distancias estándares ya conocidas, 100 km en camión de 40 toneladas, y 200 km en ferrocarril, para transportar los materiales hasta la fábrica de los intercambiadores. A estas distancias hay que sumarle la distancia comprendida entre la factoría en Madrid y la planta en La roda de Andalucía, se suponen 483 km en camión de 40 t. Resultando los valores:
- camión 40 t → 3184,93 tkm - ferrocarril → 1092,60 tkm
En la tabla 2.10 se presentan los valores finales introducidos en el programa,
donde se encuentran referidos a la unidad funcional, y asignados a cada uno de los productos.
Tabla 2.10 Inventario final procesos montaje intercambiadores
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Electricity MV use in E S (TJ) 1,32E-12 5,42E-13 2,44E-13 Truck 40t B250 (tkm) 8,80E-07 3,68E-07 1,63E-07
Rail (diesel & electric) B250 (tkm) 3,60E-07 1,51E-07 6,66E-08 Fuel oil lowS in boiler 1MW S (TJ) 1,80E-11 7,53E-12 3,33E-12
Natural Gas furnace > 100kW Europe S (TJ) 1,80E-11 7,53E-12 3,33E-12 2.1.5 Montaje de las Bombas: En este montaje se incluyen los kg de los materiales que constituyen las bombas, sus correspondientes motores eléctricos, y las bancadas. A continuación (tabla 2.11), se presentan en forma de tabla los valores finales implementados en el programa, referidos a la unidad funcional y asignados a cada producto mediante el correspondiente porcentaje de asignación.
Tabla 2.11 Inventario final materiales montaje bombas
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel ETH S 5,24E-07 2,19E-07 9,69E-08 Cast iron ETH S 8E-07 3,35E-07 1,48E-07 Copper ETH S 1,59E-07 6,65E-08 2,94E-08
Crude iron ETH S 4,18E-07 1,75E-07 7,74E-08 Silicon I 1,29E-08 5,40E-09 2,39E-09
Aluminium 0% recycled ETH S 4,95E-09 2,07E-09 9,16E-10 Para determinar la energía consumida en la fabricación de esos equipos se recurre a la Tesis Doctoral de González González, A. (2000). Obteniéndose los siguientes consumos de energía primaria:
- 49603,25 MJ en acero

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 13
- 185,63 MJ en aluminio - 23908,50 MJ en cobre - TOTAL → 73697,38 MJ energía primaria.
Dicha energía primaria se reparte como en el caso anterior:
- 45% fuelóleo bajo en azufre en caldera de 1 MW → 33163,82 MJ - 45% Gas natural horno industrial potencia > 100 kW → 33163,82 MJ - 10% x 0,33 mezcla de electricidad media tensión suministrada en España →
2432 MJ En cuanto al transporte de los materiales, se usan las distancias estándares, 100
km en camión de 40 toneladas, y 200 km en ferrocarril. A estas distancias se suma la distancia desde la fábrica de las bombas en Madrid, hasta La Roda, considerándose 483 km en camión de 40 t. Los valores finales que se obtienen son los siguientes:
- camión 40 t → 3354,62 tkm - ferrocarril → 1151 tkm
Finalmente se presentan seguidamente (tabla 2.12) los valores finales
introducidos en el programa, referidos a la unidad funcional y teniendo en cuenta los distintos porcentajes de asignación para cada producto.
Tabla 2.12 Inventario final procesos montaje bombas
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Electricity MV use in E S (TJ) 8,11E-13 3,39E-13 1,50E-13 Truck 40t B250 (tkm) 1,12E-06 4,69E-07 2,07E-07
Rail (diesel & electric) B250 (tkm) 3,83E-07 1,60E-07 7,09E-08 Natural gas furnace > 100kW Europe S (TJ) 1,11E-11 4,65E-12 2,05E-12
Fuel oil lowS in boiler 1MW S (TJ) 1,11E-11 4,65E-12 2,05E-12 2.1.6 Montaje de los Ventiladores de la Nave: Se incluyen en este montaje todos los materiales correspondientes a los ventiladores del sistema de extracción de aire de la nave y sus motores eléctricos. A continuación, en la tabla 2.13, se presentan los valores finales insertados en el programa, referidos a la unidad funcional y asignados a cada producto de la planta.
Tabla 2.13 Inventario final materiales montaje ventiladores nave
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel ETH S 6E-08 2,51E-08 1,11E-08 Cast iron ETH S 1,03E-07 4,33E-08 1,91E-08
Aluminium 0% recycled ETH S 2,01E-08 8,41E-09 3,72E-09 Copper ETH S 5E-08 2,09E-08 9,25E-09
Crude iron ETH S 7,76E-08 3,25E-08 1,44E-08 Silicon I 2,40E-09 1E-09 4,44E-10

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 14
En cuanto a la energía consumida en la fabricación de estos equipos, se recurre como en los casos anteriores a la Tesis Doctoral de González González, A. (2000), obteniéndose los siguientes valores para los materiales considerados:
- Acero, 6125 MJ - Aluminio, 750 MJ - Cobre, 7500 MJ - TOTAL → 14375 MJ de energía primaria.
Esa energía primaria se reparte como hasta ahora:
- 45% fuelóleo bajo en azufre en caldera de 1 MW → 6468,75 MJ - 45% Gas natural en horno industrial de potencia > 100 kW Europa → 6468,75
MJ - 10% x 0,33 mezcla de electricidad media tensión suministrada en España →
474,38 MJ
En lo que se refiere al transporte de esos materiales, se consideran las distancias estándar desde el lugar donde se extraen las materias primas hasta la fábrica donde se procesan y se fabrican los ventiladores, es decir, 100 km en camión de 40 toneladas, y 200 km en ferrocarril. A estas distancias se les suma la distancia desde la fábrica de los ventiladores hasta la planta de trigeneración, se supone 50 km en camión de 40 t, ya que se desconoce cuál es la fábrica de los ventiladores. Hasta ahora, y por supuesto también en lo sucesivo, se supone que en la factoría donde se fabrican equipos que necesitan motores eléctricos, se fabrican también dichos motores, por carecer de información relativa al fabricante del motor y a su procedencia. Por ello, en el transporte de materiales hasta la fábrica y desde la fábrica, se han considerado también los materiales que constituyen los motores.
Los valores que resultan del transporte de estos materiales son los que siguen:
- camión de 40 t → 141 tkm - ferrocarril → 188 tkm
Finalmente, los valores finales insertados en el programa, referidos a la unidad
funcional y teniendo en cuenta los porcentajes de asignación para cada uno de los productos, se presentan en forma de tabla a continuación (tabla 2.14).
Tabla 2.14 Inventario final procesos montaje ventiladores nave
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Eectricity MV use in E S (TJ) 1,58E-13 6,61E-14 2,92E-14 Truck 40t B250 (tkm) 4,69E-08 1,96E-08 8,68E-09
Rail (diesel & electric) B250 (tkm) 6,25E-08 2,62E-08 1,16E-08 Fuel oil lowS in boiler 1MW S (TJ) 2,16E-12 9,04E-13 4E-13
Natural gas furnace > 100kW Europe S (TJ) 2,16E-12 9,04E-13 4E-13 2.1.7 Montaje de los Caudalímetros: En este montaje se incluyen los caudalímetros, válvulas de tres vías, manómetros, termómetros y sifones. En la tabla 2.15 se presentan los valores finales de los materiales que constituyen esos equipos,

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 15
referidos a la unidad funcional, y asignándose a cada producto en función del correspondiente porcentaje de asignación.
Tabla 2.15 Inventario final materiales caudalímetros
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel ETH S 5,50E-08 2,30E-08 1,02E-08 Cast iron ETH S 7,36E-07 3,08E-07 1,36E-07
Aluminium 0% recycled ETH S 8,40E-09 3,52E-09 1,55E-09 BR I 3E-09 1,26E-09 5,55E-10
EPDM rubber ETH S 4,73E-09 1,98E-09 8,75E-10 PC ETH S 3,21E-10 1,34E-10 5,94E-11
Glass (virgin) 3,30E-10 1,38E-10 6,11E-11 Nickel enriched ETH S 4,12E-10 1,72E-10 7,62E-11
Cromium ETH S 1E-10 4,19E-11 1,85E-11 Molybdenum I 1E-10 4,19E-11 1,85E-11
Crude iron ETH S 1,26E-11 5,27E-12 2,33E-12 Cobalt I 6,34E-11 2,65E-11 1,17E-11
Como se comentó al comienzo del capítulo, estos equipos no aparecen recogidos en la tesis doctoral de González González, A. (2000). Por tanto, se desconoce qué procedimiento llevar a cabo para determinar el consumo de energía durante su fabricación. Debido a esta circunstancia, no se considera ningún tipo de consumo de energía. Si dicho consumo se hubiera estimado de igual manera que los equipos anteriores, es decir, siguiendo la Tesis Doctoral de González González, A. (2000), los resultados hubieran sido idénticos a los que se presentan en este proyecto, dado la escasa influencia de los equipos sobre la totalidad del ACV. Esto mismo ocurre con los equipos de los epígrafes siguientes.
En cuanto al transporte de los materiales hasta la fábrica, se toma como hasta ahora, 100 km en camión de 40 toneladas, y 200 km en ferrocarril. A estas distancias estándares hay que añadir la distancia desde la fábrica de los equipos hasta la planta, se supone la misma fábrica para todos los equipos, y una distancia de 50 km en camión de 40 t, por carecer de información más precisa. Con esto, los resultados que se obtienen son los siguientes:
- camión 40 t → 66,99 tkm - ferrocarril → 89,32 tkm
Los valores definitivos, insertados en el programa, referidos a la unidad
funcional y teniendo en cuenta los porcentajes de asignación para cada uno de los tres productos de la planta, se presentan en forma de tabla seguidamente (tabla 2.16).
Tabla 2.16 Inventario final procesos caudalímetros
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Truck 40t B250 (tkm) 2,23E-08 9,33E-09 4,13E-09 Rail (diesel & electric) B250 (tkm) 2,97E-08 1,24E-08 5,50E-09

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 16
2.1.8 Montaje de las Cabinas de Enfriamiento: En este montaje se incluyen única y exclusivamente las cabinas de enfriamiento con sus respectivos ventiladores y motores eléctricos. En la tabla 2.17 se presentan los kg de los materiales que componen dichos equipos, referidos a la unidad funcional, y asignados a los distintos productos mediante los porcentajes de asignación.
Tabla 2.17 Inventario final montaje cabinas enfriamiento
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel ETH S 4,07E-07 1,70E-07 7,53E-08 Cast iron ETH S 2,67E-08 1,12E-08 4,94E-09
Cardboard cellulose S B250
6,76E-08 2,83E-08 1,25E-08
Copper ETH S 1,50E-08 6,29E-09 2,78E-09 Crude iron ETH S 2,43E-08 1,02E-08 4,50E-09
Silicon I 7,50E-10 3,14E-10 1,39E-10 Por el mismo motivo que en el apartado anterior, no se considera la energía invertida en la fabricación de estos equipos.
En lo que respecta al transporte, se suponen las distancias estándar entre los puntos de extracción o procesado de las materias primas y la factoría de los equipos, 100 km en camión de 40 t, y 200 km en ferrocarril. La distancia entre la fábrica en Córdoba y la planta, se supone de 110 km en camión de 40 toneladas también. Obteniéndose:
- Camión de 40 t → 340,725 tkm - Ferrocarril → 324,5 tkm
Finalmente, se presentan en forma de tabla (tabla 2.18) los valores anteriores,
referidos ya a la unidad funcional, y teniendo en cuenta la asignación a los diferentes productos. Son, en definitiva, los valores que se introducen en el programa.
Tabla 2.18 Inventario final procesos cabinas enfriamiento
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Truck 40t B250 (tkm) 1,14E-07 4,77E-08 2,11E-08 Rail (diesel & electric) B250 (tkm) 1,08E-07 4,52E-08 2E-08
2.1.9 Montaje del Equipo de Absorción: Este montaje recoge los materiales, la energía y el transporte necesario para el equipo de absorción. Este equipo, sólo se asigna al producto Agua Fría, por lo que los valores que se presentan a continuación no están afectados por ningún porcentaje. En la tabla 2.19 se presentan los kg de los materiales que componen el equipo, referidos a la unidad funcional.
Tabla 2.19 Inventario final materiales montaje equipo absorción
Material Agua Fría (kg/uf) Steel ETH S 3,16E-06
Copper ETH S 4,74E-06

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 17
Tampoco se considera en estos equipos la energía consumida durante su fabricación.
En lo que respecta al transporte del equipo, se toman las distancias estándar para las materias primas hasta la fábrica, a esa distancia hay que sumar la distancia desde la fábrica en Sabadell hasta la planta en la Roda de Andalucía. Se suponen 1013 km en camión de 40 t. Resultando:
- Camión 40 t → 1476 tkm - Ferrocarril → 2952 tkm
Finalmente, los valores insertados en el programa se presentan a continuación
(tabla 2.20) referidos a la unidad funcional:
Tabla 2.20 Inventario final procesos montaje equipo de absorción
Procesos Agua Fría (-/uf) Truck 40t B250 (tkm) 8,78E-06
Rail (diesel & electric) B250 (tkm) 1,58E-06 2.1.10 Montaje Torres de Refrigeración: Este montaje incluye las torres de refrigeración, así como los ventiladores y motores eléctricos que incorporan. Los kg de los materiales que componen esos equipos se recogen en la tabla 2.21, referidos a la unidad funcional y asignados a los distintos productos.
Tabla 2.21 Inventario final materiales montaje torres de refrigeración
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Steel ETH S 2,12E-06 8,89E-07 3,93E-07 Cast iron ETH S 5,57E-08 2,33E-08 1,03E-08
PVC B250 1,33E-06 5,57E-07 2,46E-07 Copper ETH S 1,97E-08 8,25E-09 3,65E-09
Crude iron ETH S 5,37E-08 2,25E-08 9,94E-09 Silicon I 1,66E-09 6,95E-10 3,07E-10
Aluminum 0% recycled ETH S 7,21E-08 3,02E-08 1,33E-08 No se considera en estos equipos la energía consumida durante su fabricación.
En lo que se refiere al transporte de esos materiales, se suponen las distancias estándar para el transporte de las materias primas hasta la fábrica. A esa distancia hay que añadir la distancia desde la factoría en Tongeren (Bélgica) hasta La Roda de Andalucía, se suponen 2137,20 km en camión de 40 toneladas. Resultando:
- camión de 40 toneladas → 24556,54 tkm - ferrocarril → 2195,29 tkm
Finalmente, los valores insertados en el programa, referidos a la unidad
funcional y asignados a los distintos productos mediante los porcentajes de asignación, se presentan a continuación en la tabla 2.22.

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 18
Tabla 2.22 Inventario final procesos montaje torres de refrigeración
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Truck 40t B250 (tkm) 8,19E-06 3,43E-06 1,52E-06 Rail (diesel & electric) B250 (tkm) 7,32E-07 3,06E-07 1,35E-07
2.1.11 Montaje Equipo de Ósmosis: En este montaje se recogen los datos referentes al equipo de ósmosis. Los kg de los materiales que lo componen, se presentan a continuación en forma de tabla (tabla 2.23), referidos a la unidad funcional, y asignados a los distintos productos mediante los porcentajes de asignación.
Tabla 2.23 Inventario final materiales montaje equipo de ósmosis
Material Electricidad (kg/uf) Agua Fría (kg/uf) Vapor (kg/uf) Steel ETH S 1,33E-09 5,57E-10 2,46E-10 Glass Fibre I 6,94E-08 2,90E-08 1,28E-08 PA 6 GF30 I 1,33E-09 5,57E-10 2,46E-10
No se considera la energía invertida en la fabricación de este equipo por desconocerla.
En lo que se refiere al transporte, se toman las distancias estándar para el transporte de las materias primas, 100 km en camión de 40 toneladas y 200 km en ferrocarril. A esas distancias se le añaden las distancias desde la fábrica hasta la planta. La factoría del equipo de ósmosis se encuentra en Wilmington, Massachussets (Estados Unidos), se han considerado 26,30 km desde Wilmington hasta el puerto de Boston en camión de 40 t, 5545 km desde el puerto de Boston hasta el puerto de Algeciras en barco, y 211,70 km desde Algeciras hasta La Roda de Andalucía en camión de 40 t. Los valores finales, referidos a la unidad funcional y asignados a los distintos productos se presentan a continuación:
- Camión de 40 t → 79,09 tkm - Ferrocarril → 46,80 tkm - Barco → 1297,53 tkm
Finalmente, los valores insertados en el programa se presentan en la tabla 2.24:
Tabla 2.24 Inventario final procesos montaje equipo de ósmosis
Procesos Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Truck 40t B250 (tkm) 2,64E-08 1,10E-08 4,89E-09 Rail (diesel & electric) B250 (tkm) 1,56E-08 6,53E-09 2,89E-09
Sea Chip B250 (tkm) 4,33E-07 1,81E-07 8,01E-08 2.1.12 Montaje Gas Natural: Este montaje, al igual que todos los que vienen a continuación, se enmarca dentro del montaje principal Explotación, en ellos no aparecen materiales como tales sino más bien recursos y emisiones atmosféricas tales como el agua, los gases de escape, el aceite, o el gas natural.

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 19
En el montaje del gas natural se recoge todo el gas natural consumido por la planta durante su vida útil. Los datos de partida se toman del proyecto de Juan Manuel López (2004). Para calcular todo el gas consumido se procede de la siguiente forma:
2535 Nm3/h (dato de partida) x 7992 h/año x 15 años ≈ 3,04x108 Nm3 3,04x108 Nm3 x 40,90 MJ/Nm3 (PCI del gas natural) ≈ 1,24x1010 MJ = 1,24x104 TJ
refiriendo esa cantidad a la unidad funcional → 6,63x10-6 TJ/uf (ec. 2.2)
Con esto, los valores insertados en el programa, referidos a la unidad funcional y teniendo en cuenta las asignaciones a los distintos productos se presentan en la tabla 2.25:
Tabla 2.25 Inventario final montaje gas natural
Material Electricidad (TJ/uf)
Agua Fría (TJ/uf)
Vapor (TJ/uf)
Natural gas HP user in E S 4,13E-06 1,73E-06 7,64E-07 No se incluyen en este montaje consumos de energía primaria ni transportes, dichos procesos vienen incluidos ya en esa opción de gas natural tomada de la base de datos ETH-ESU System Processes. 2.1.13 Montaje del Agua: En este montaje se recoge todo el agua consumida por la planta durante su vida útil. En realidad, sólo el agua que pasa por el equipo de ósmosis se consume, entendiendo por consumir, que esa agua se extrae de un pozo, va a la caldera y a las reposiciones de las torres de refrigeración, y más tarde sale de la planta en forma de vapor (formando parte tanto del vapor producto de la planta, como del vapor de agua absorbido por la corriente de aire que atraviesa las torres de refrigeración). Mientras que el agua presente en los equipos y en los circuitos, es algo que se repone varias veces a lo largo del funcionamiento de la planta, y no está continuamente consumiéndose. Por falta de datos, se supone que sólo se lleva a cabo una reposición al año en los circuitos cerrados, concretamente en el de baja y alta temperatura, y en el de refrigeración de la máquina de absorción. Del mismo modo, se supone un consumo continuo en las reposiciones de las torres de refrigeración, en el rechazo del equipo de ósmosis y en el agua permeada. Como agua se escoge de las bases de datos “agua desmineralizada”. Ésta elección, se podrá comparar con el otro tipo de agua (agua descarbonizada) de las bases de datos, en un futuro análisis de sensibilidad. Para determinar el agua consumida, se toman los datos de partida del Proyecto Fin de Carrera de Juan Manuel López (2004), y se opera de la siguiente forma, distinguiendo entre los distintos productos:
- E: [(ACBT + ACAT) x 15 + (ARTBT + ARTAT + ARO) x T] x ce / uf ≈ 0,66 kg/uf (ec. 2.3) - A: (E x ca) / ce + (AFMA x T + ARMA x 15) / uf ≈ 9,90 kg/uf (ec. 2.4)
- V: (E x cv) / ce + (AP x T) / uf ≈ 0,48 kg/uf (ec. 2.5)

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 20
Donde:
- E, Electricidad - A, Agua fría - V, Vapor - T, coeficiente de tiempo = 3600 s/h x 7992 h/año x 15 años ≈ 4,32x108 s - Uf, unidad funcional = 1,87x109 kWh - ce, coeficiente de asignación para la electricidad = 0,6236 - ca, coeficiente de asignación para el agua fría = 0,2610 - cv, coeficiente de asignación para el vapor = 0,1154 - ACBT, agua del circuito de baja temperatura 1: 1041 kg - ACAT, agua del circuito de alta temperatura 1: 11175,34 kg - ARTBT, agua de reposición para la torre de refrigeración del circuito de baja
temperatura: 0,8060 kg/s - ARTAT, agua de reposición para la torre de refrigeración del circuito de alta
temperatura: 2,2530 kg/s - ARO, agua rechazo de ósmosis: 1,5320 kg/s - AFMA, agua fría proporcionada por la máquina de absorción: 41,6610 kg/s - ARMA, agua de refrigeración de la máquina de absorción 1: 3124 kg - AP, agua permeada por el equipo de ósmosis para la alimentación de la
caldera: 1,5350 kg/s
El agua que proporciona la máquina de absorción y el agua que necesita para refrigerarse, se han asignado única y exclusivamente al producto Agua Fría. Del mismo modo, el agua de alimentación de la caldera se asigna a la producción de vapor. El resto se asigna a los tres productos mediante los porcentajes de asignación establecidos en el proyecto. Finalmente, los datos introducidos en el programa se presentan a continuación en la tabla 2.26:
Tabla 2.26 Inventario final montaje agua
Material Electricidad (kg/uf)
Agua Fría (kg/uf)
Vapor (kg/uf)
Water demineralized ETH S 6,60E-01 9,90E+00 4,80E-01 No se introducen ni consumo de energía primaria, ni transporte, por ser desconocido. 2.1.14 Montaje del Aceite: En este montaje sólo se incluye el aceite lubricante de los motores, pues el de los transformadores ya iría incluido en el inventario de las instalaciones eléctricas de media y alta tensión, que incluían los transformadores (dentro del montaje de Obra Civil e Instalaciones). Como ocurrió con el aceite de los transformadores, éste material no posee un tipo de residuo definido, por lo que el escenario de residuos no lo tendrá en cuenta, pese a ello, se ha decidido insertarlo para estudiar su posible impacto sobre el medio. De los datos suministrados por el fabricante, se obtiene que los motores consumen 0,60 kg/h de aceite lubricante cada uno, es decir, 3 kg/h en total, se supone que la distancia de la fábrica de aceite a la planta es de 50 km en camión de 40 t. El
1 De los datos del proyecto básico de la planta suministrado por BECOSA

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 21
transporte del crudo hasta la refinería y la energía consumida en su fabricación vienen ya incluidos con el tipo de aceite seleccionado de las bases de datos. Se escoge fuel oil bajo en azufre de refinería Europea. Refiriendo los datos a la unidad funcional y asignándolos a los distintos productos, se pueden apreciar los resultados en la tabla 2.27:
3 kg/h x 7992 h/año x 15 años / 1,87x109 ≈ 1,92x10-4 kg/uf (ec. 2.6)
Tabla 2.27 Inventario final montaje aceite
Material Electricidad (-/uf)
Agua Fría (-/uf)
Vapor (-/uf)
Fuel oil lowS 2000 refinery Europe S (ton) 1,20E-07 5,01E-08 2,22E-08 Procesos
Truck 40t ETH S (tkm) 6E-06 2,51E-06 1,11E-06 2.1.15 Montaje Gases de Escape: Para tener en cuenta las emisiones de la planta durante su explotación, se hace necesario crear un proceso que las recoja, para llamarlo posteriormente desde el montaje Gases de Escape. Los procesos se definen por 1 kg de sustancia o material, en este caso por 1 kg de gases de escape. Los datos para llevar a cabo el proceso se han tomado del Proyecto Fin de Carrera de López Larios (2004), según ese proyecto las emisiones tenidas en cuenta aparecen en la tabla 2.28:
Tabla 2.28 Composición gases de escape
Sustancia Fracción Molar (%) Argón 0,88
Monóxido de carbono 0,04 Dióxido de carbono 5,18
Vapor de agua 11,90 Nitrógeno 72,83
Dióxido de nitrógeno 0,02 Oxígeno 9,15
El Argón no está presente en ninguna de las bases de datos, por lo que no se ha tenido en cuenta en la corriente de gases. Al crear el proceso es necesario referir todos esos gases a 1 kg del total, para ello se opera como se comenta a continuación. Se suponen 100 moles totales:
- O2 → 9,1514 mol x 32 gr/mol ≈ 292,84 gr → 10,55 % en peso - N2 → 72,8264 mol x 28 gr/mol ≈ 2039,14 gr → 73,45 % en peso - CO2 → 5,1820 mol x 44 gr/mol ≈ 228,01 gr → 8,21 % en peso - CO → 0,0444 mol x 28 gr/mol ≈ 1,24 gr → 0,045 % en peso - H2O → 11,8958 mol x 18 gr/mol ≈ 214,12 gr → 7,71 % en peso - NO2 → 0,0180 mol x 46 gr/mol ≈ 0,83 gr → 0,03 % en peso - TOTAL → 2776,18 gr
Finalmente, el proceso creado quedaría como aparece en la tabla 2.29:

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 22
Tabla 2.29 Composición gases de escape usada referida a la unidad
Gases escape 1 kg Emisiones al aire
O2 1,06E-01 N2 7,35E-01
CO2 8,21E-02 CO 4,47E-04
Water 7,71E-02 NOx (as NO2) 3E-04
Desde el montaje Gases de Escape se llama a este proceso, sólo hay que introducirle la cantidad de kg de gases de escape emitidos por la planta. Del proyecto de López Larios J. M. (2004) se sabe que el flujo total de gases de escape es 61360 kg/h, esa cantidad hay que referirla a la unidad funcional y asignarla a cada uno de los productos de la planta en función de su porcentaje de asignación, para ello:
61360 kg/h x 7992 h/año x 15 años ≈ 7,36x109 kg / 1,87x109 ≈ 3,94 kg/uf (ec. 2.7)
Los resultados finales asignados a cada producto, se presentan en la tabla 2.30:
Tabla 2.30 Inventario final montaje gases de escape
Material Electricidad (kg/uf) Agua Fría (kg/uf) Vapor (kg/uf) Gases escape 2,45E+00 1,03E+00 4,50E-01
Todos los montajes anteriores se reparten entre varios submontajes principales. La obra civil e instalaciones y los equipos se engloban en infraestructuras, el resto, se engloba en explotación. Finalmente, infraestructuras y explotación se engloban dentro del montaje de cada producto. 2.1.16 Escenario de Residuo: Los escenarios de residuos son montajes un poco especiales. En ellos se le indica al programa qué va a ocurrir con los distintos residuos. A cada tipo de residuo se le asigna un tratamiento de los presentes en las bases de datos, también se puede asignar un tratamiento de residuos a cada material utilizado siempre y cuando posea un tipo de residuo definido. Los resultados obtenidos son independientes de la forma de proceder. En cualquier caso, es imprescindible que los materiales usados tengan un tipo de residuo definido porque si no, no se les podría asignar ningún tratamiento, y los resultados obtenidos no serían muy razonables, pues asignarían una carga ambiental mayor de la que le pertenece al escenario de residuo. En este proyecto se han hecho cuatro escenarios de residuos. Uno para cada producto, lo que permite hacer el ACV por separado para cada uno de los productos, y otro para el conjunto de la planta. Los cuatro son muy parecidos, por lo que a continuación sólo se muestra el de la planta. Se considera que todos los materiales con tipo de residuo metálico, cerámico, vidrio, no-férrico, madera, cobre, aluminio y zinc, van en su totalidad a vertedero. De los plásticos, se supone que la mitad va a vertedero y la otra mitad a un incinerador. Del mismo modo, se refiere todo el escenario a 1 kg de residuo, porque el programa le asigna automáticamente la cantidad total. Se considera también un transporte en camión de 28 t, suponiendo una distancia de 50

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 23
km entre la planta y el centro de tratamientos de residuos. Todo lo anterior se muestra a continuación en la tabla 2.31:
Tabla 2.31 Montaje escenario de residuos de toda la planta
Escenario Residuo planta 1 kg Procesos
Truck 28t ETH S (tkm) 2,67E-11 Tratamiento de residuos Tipo de residuos Porcentaje (%) *
Steel (inert) to landfill S Ferro metals 100 Concrete (inert) to landfill S Ceramics 100
Waste (inert) to landfill S Glass 100 Waste (inert) to landfill S Non-ferro 100 Waste (inert) to landfill S Wood 100 Waste (inert) to landfill S Coppers 100 Waste (inert) to landfill S Aluminium 100 Waste (inert) to landfill S Cardboard 100 Waste (inert) to landfill S Zincs 100
Plastic to HA chemical landfill S PE 50 Plastic to HA chemical landfill S PS 50 Plastic to HA chemical landfill S PVC 50 Plastic to HA chemical landfill S Plastics 50
Plastics to MWI PE 50 Plastics to MWI PS 50 Plastics to MWI PVC 50 Plastics to MWI Plastics 50
Tratamiento residuos remanentes Waste (inert) to landfill S 100
* Indican qué porcentaje de cada tipo de residuo va a cada tratamiento de residuos.
En lugar de tipos de residuo se pueden insertar los distintos materiales, también se pueden usar tratamientos de residuos específicos para cada uno de los materiales, o por lo menos para alguno de ellos, sin embargo, los resultados obtenidos en todos los casos son muy parecidos, por no decir idénticos. Los distintos tratamientos de residuos se explicarán brevemente en el anexo 3. 2.2 RESULTADOS DEL INVENTARIO DEL CICLO DE VIDA Todo lo presentado anteriormente constituye una serie de estudios preliminares al inventario del ACV, se puede decir que son las entradas fundamentales que hay que insertar en el programa. El inventario del ciclo de vida se compone de multitud de entradas y salidas al medio ambiente (cargas ambientales), que nos presenta el programa como resultado. El resultado que muestra el programa sobre el inventario del ciclo de vida, es una lista de emisiones y flujos de materiales con la cantidad usada o emitida, en las unidades predeterminadas cuando se creó el inventario, o en otras unidades. Permite presentar la lista de forma global o por tipo de emisiones y materias primas. También permite ver en qué procesos (archivos tomados de una base de datos) se incluye cada sustancia, es decir, qué procesos son los responsables de esa emisión o consumo de

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 24
materia prima. Del mismo modo, permite ver qué sustancias o qué procesos intervienen en cada tipo de impacto, opciones que se usarán en la interpretación de los resultados. Se puede presentar el inventario de ciclo de vida de un montaje determinado, o de todo un ACV, es decir, se puede presentar el inventario de cada uno de los productos de la planta (electricidad, agua fría y vapor) por separado teniendo en cuenta o no los escenarios de residuos, o el de la planta al completo con o sin escenario de residuo. En este proyecto se ha optado por presentar el inventario del ciclo de vida de la planta al completo, incluyendo el escenario de residuos, puesto que es la opción más completa ya que engloba al resto de opciones. En la lista se distinguen los siguientes campos por columnas:
- Sustancia emitida o materia prima - Compartimento de emisión, distinguiéndose a su vez:
o Materia prima, incluyendo también los recursos energéticos (crudo) o Emisión atmosférica, al aire o Emisión hídrica, al agua o Emisión sólida o Emisión al suelo o Emisión no material (no mat.)
- Unidad en la que se expresa la sustancia - Total, emisiones y materias primas totales - Planta, emisiones y materias primas de la planta - Escenario de residuos de la planta, emisiones y materias primas del escenario
A continuación (tabla 2.32) se presenta la lista resumida (tomando las tres sustancias mayoritarias por cada compartimento) del inventario del ciclo de vida obtenida del programa, la lista completa se presenta en el anexo 2.

Capítulo 2: Análisis del inventario del ciclo de vida
2 - 25
Tabla 2.32 Resultado resumido del inventario del ciclo de vida
Sustancia Compartimento Unidad Total Planta Escenario Residuo planta water Crudo kg 1,21E+01 1,19E+01 1,10E-01
turbine water ETH Crudo m3 5E-02 5E-02 2,42E-03 natural gas ETH Crudo m3 2,20E-01 2,20E-01 6,10E-04
N2 Aire kg 2,89E+00 2,89E+00 1,73E-08 CO2 Aire kg 4,20E-01 4,10E-01 1,20E-02 O2 Aire kg 4,20E-01 4,20E-01 x Cl- Agua kg 4,69E-03 4,59E-03 1E-04 Na Agua kg 1,44E-03 1,38E-03 5,77E-05
sulphate Agua kg 4,89E-04 4,77E-04 1,18E-05 inorganic general Sólido kg 3,43E-05 3,43E-05 x final waste (inert) Sólido kg 1,95E-05 1,95E-05 x
Produc. Waste (not inert) Sólido kg 4,88E-06 4,88E-06 x Ca (ind.) Suelo kg 2,40E-05 2,30E-05 8E-07 C (ind.) Suelo kg 1,79E-05 1,73E-05 6E-07 Fe (ind.) Suelo kg 1,19E-05 1,15E-05 4E-07
Rn222 (long term) to air No mat. Bq 7,94E+03 7,58E+03 3,70E+02 Kr85 to air No mat. Bq 5,53E+03 5,27E+03 2,55E+02 H3 to water No mat. Bq 2,22E+02 2,11E+02 1,10E+01