CAPITULO v Estudio de Ingenieria
60
Administración de Empresas Ingeniería del Petróleo y Gas Natural Gestión I/2013 CAPITULO V INGENIERIA 1 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.
-
Upload
freddyrtma -
Category
Documents
-
view
17 -
download
7
description
Geometry de 1748 (y probablemente sabía del método desde 1729).1La regla de Cramer es de importancia teórica porque da una expresión explícita para la solución del sistema. Sin embargo, para sistemas de ecuaciones lineales de más de tres ecuaciones su aplicación para la resolución del mismo resulta excesivamente costosa: computacionalmente, es ineficiente para grandes matrices y por ello no es usado en aplicaciones prácticas que pueden implicar muchas ecuaciones. Sin embargo, como no es necesario pivotar matrices, es más eficiente que la eliminación gaussiana para matrices pequeñas, particularmente cuando son usadas operaciones SIMD.Si es un sistema de ecuaciones. es la matriz de coeficientes del
Transcript of CAPITULO v Estudio de Ingenieria

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
CAPITULO VINGENIERIA
1 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Objetivo del capitulo
Objetivo General
Determinar el proceso de producción y la tecnología a utilizar para la obtención
de líquidos.
Objetivos Específicos
Estudiar el proceso Fischer Trospch y analizar las variables.
Determinar la función de producción que optimice el empleo de los recursos.
2 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
PROPIEDADES DE MATERIAS PRIMAS Y PRODUCTOS
En el presente proyecto, el gas natural boliviano será la materia prima principal en el
diseño del reformador primario para la producción de gas de Síntesis por reformación
con vapor de agua para su posterior conversión en el reactor de Fischer Tropsch a
petróleo sintético o líquido sintético.
La composición del gas natural boliviano que se empleará en el presente proyecto es la
siguiente:
Tabla #. Composición del Gas Natural (P = 23.47 Bar, T = 62 ºf)
La transformación
de gas natural a combustibles líquidos ultra limpios es un proceso de pasos múltiples
que involucra procesos catalíticos, en algunos casos con una gran liberación de
energía, que separa las moléculas de gas natural (predominantemente metano) para
formar una mezcla gaseosa de hidrógeno y monóxido de carbono. Esta mezcla es
denominada gas de síntesis (syngas), y las vuelve a unir para dar lugar a moléculas
mas largas, debido al reacomodo de las moléculas de hidrógeno y carbono. Con esta
3 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.
Nº Compuesto
Peso Molecular
% Molar Yi
1 CH4 16.04 93.55 0.93552 C2H6 30.07 4.20 0.04203 C3H8 44.10 0.84 0.00844 i-C4H10 58.12 0.01 0.00015 n-C4H10 58.12 0.03 0.00036 i-C5H12 72.15 0.01 0.00017 n-C5H12 72.15 0.01 0.00018 CO2 44.01 0.06 0.00069 N2 28.01 1.29 0.0129
17.0642 100.00 1.0000

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
tecnología se pueden obtener dos tipos de productos principalmente: hidrocarburos
líquidos (diesel, nafta, queroseno, Jet-Fuel, parafinas) y Oxigenados (dimetileter y
metanol).
Para la obtención de estos productos, el proceso es igual hasta la generación del
syngas. Luego, dependiendo del producto que se desee, los procesos catalíticos y las
condiciones de la reacción cambian, ya que la polimerización de las cadenas es
diferente.
Tabla# .Propiedades del Diésel Sintético y Diésel Convencional
PROPIEDAD Diésel Sintético
Diésel Convencional
EspecificaciónNorteamerican
a(ASTM D 975)
Especificación
Europea(CEN 590)
Gravedad API a 60°F
51.9 35.86 - Max. 36
Aromáticos (%vol. total)
- 28.3 Max. 35 -
Poliaromáticos (% vol.)
- - - Max. 11
Oleofinas (%vol.) - 1.4 - -Saturados
(%vol.)>99 70.3 - -
Cont. de azufre, % peso
< 1 ppm 0.03 Max. 0.05 Max.0.035
Número de cetano (CN)
73.6 46.7 Min. 40 min. 51
Índice de cetano (CI)
74.1 46.6 Min. 40 -
Además, la densidad del combustible GTL es más baja que de los combustibles
convencionales (0.78 Kg/lt comparados a 0.82-0.85 Kg/lt) en el caso del diesel.
ETAPAS BÁSICAS EN LA TECNOLOGÍA GTL
4 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
El proceso Fischer-Tropsch consta de tres etapas principales y una serie de sistemas
adicionales.
Primera etapa: Generación del Gas de Síntesis, el gas natural previamente
purificado, reacciona con oxígeno y/o vapor, dependiendo de la reacción
utilizada, para obtener una mezcla de hidrógeno y monóxido de carbono
Segunda etapa: Producción de petróleo sintético, la mezcla de gas obtenida
anteriormente es catalíticamente transformada en cadenas lineales largas de
hidrocarburos por medio de la síntesis de Fischer-Tropsch (FT).
Tercera etapa:Hidrocraqueo, el resultado de esta reacción es una mezcla de
moléculas que contiene de 1 a 50 o más átomos de carbono, que posteriormente
son convertidas en productos comerciales, por medio de técnicas
convencionales de refinación "upgrading".
5 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
PRIMERA ETAPA
GENERACIÓN DEL GAS DE SÍNTESIS
6 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Las tecnologías para obtener el syngas, son procesos conocidos y han sido usados en
muchas aplicaciones comerciales como los primeros procesos para producir hidrógeno,
amoniaco y metanol (Korobitsyn, 2000). Actualmente existe una gran variedad de
procesos entre los que se destacan:
Reformado de vapor
El reformado de vapor es un proceso endotérmico realizado en presencia o no de un
catalizador (Ni/Al) a altas temperaturas (1023 - 1173 K), es usado ampliamente en la
industria aunque necesita de una gran cantidad de energía y por lo tanto es muy
costoso (Doria y Siallagan, 2000). La reacción que tiene lugar es:
CH4 + H2O CO + 3H2 ΔH ° 298=206 kj.mol-1
7 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.
GENERACION DE VAPOR
REACTOR CATALITICO
ENFRIAMIENTO DEL GAS Y
RECUPERACION DE CALOR
GAS NATURAL
AGUA
GAS DE SINTESIS

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Oxidación parcial
En el proceso exotérmico de oxidación parcial, el gas natural es oxidado parcialmente
con oxígeno puro para producir hidrógeno y monóxido de carbono. Este proceso es
relativamente costoso debido a que el consumo de oxígeno puro requiere de una planta
de separación de aire y llevar a cabo, además, la reacción sin catalizador involucra alta
presión y alta temperatura. Por a esto, en algunos casos se usa como catalizador
generalmente el aluminio (Schlichting, 2003). La reacción que tiene lugar es:
CH4 + ½ O2 CO + 2H2 ΔH ° 298=-38 kj.mol-1
Reformado de CO2
El proceso de reformado de CO2 es más endotérmico que el reformado de vapor.
En éste se produce una fracción H2/CO de 1:1, esta relación es desventajosa para la
conversión Fischer- Tropsch. La reacción tiene utilidad en una planta para transportar
calor en forma química desde un lugar a otro dentro de la misma factoría. Se lleva a
cabo mediante la siguiente reacción:
CH4 + CO2 2CO + 2H2 ΔH ° 298= 247 kj.mol-1
Reformado auto térmico
El reformado auto térmico (ATR) une ligeramente la oxidación parcial y el reformado de
vapor, por lo cual ambas reacciones se llevan a cabo en un mismo reactor. Produce gas
de síntesis con una relación de H2/CO aproximadamente de 2, que parece ser la
óptima para la reacción Fischer- Tropsch. El aire puede ser usado directamente en
lugar de oxígeno puro y el resultado es un gas de síntesis disuelto con N2, en este
proceso se requieren reactores ligeramente más grandes que la oxidación parcial, pero
8 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
se elimina la planta de separación para obtener oxígeno puro, de esta forma se reduce
el costo del capital para la construcción de la planta. La reacción se lleva a cabo con un
catalizador de níquel a altas temperaturas (1173 -1273 K) y presiones moderadas (1,6 -
2 MPa). Este proceso con aire es aplicado comercialmente por empresas como
Syntroleum, donde el nitrógeno es retirado después de realizar la conversión Fischer-
Tropsch.
Figura. Proceso de reformado auto térmico
9 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
10 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
SEGUNDA ETAPASÍNTESIS DE FISCHER-TROPSCH
(FT)11 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
En esta etapa el syngas es convertido por medio de un catalizador de hierro o cobalto,
a crudo sintético siguiendo principalmente la reacción de Fischer- Tropsch:
12 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.
ALIMENTACION DE HIDROCARBURO
LÍQUIDO
REACTOR ENFRIAMIENTO DEL GAS Y SEPRACION DE
PRODUCTOS
GAS DE SINTESIS
AGUA
GAS DE SALIDA
DIESEL SINTETICO

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Los productos obtenidos dependen en gran medida de la composición del gas de
síntesis (fracción H2/CO), tipo de catalizador utilizado, tipo de reactor, condiciones de
operación (presión y temperatura) y del procesamiento final de la mezcla obtenida en
esta etapa. Si las condiciones de temperatura son bajas (473 -513 K) se obtiene
principalmente diesel, y si son altas (573 – 623 K) se obtiene principalmentegasolina.
Los productos de la síntesis Fischer-Tropsch forman una compleja mezcla
multicomponente con una variación sustancial en el número de carbono y tipo de
producto. Los productos principales son parafinaslineales y α-oleofinas. Según
(Anderson, 1956), la distribución de hidrocarburos en el producto se puede describir por
la ecuación de Anderson-Schulz-Flory (ASF): mn=(1-α) αn-1 con mn como la fracción
molar de un hidrocarburo con longitud de cadena n y factor de probabilidad de
crecimiento α independiente de n. El valor de α determina la distribución del número
total carbonos en los productos Fischer-Tropsch. El rango de α depende de las
condiciones de la reacción y del tipo de catalizador. (Dry, 198 2) reportó rangos típicos
de α para el Ru, Co, y Fe: 0,85-0,95, 0,70-0,80 y 0,50- 0,70, respectivamente.
REACTORES FISHER- TROPSH (FT)
La reacción FT es altamente exotérmica por lo cual el principal desafío para el diseño
de los reactores es remover el calor liberado, ya que si no se realiza eficientemente se
genera sobrecalentamiento, ocasionando altos depósitos de carbón sobre el catalizador
y una formación abundante de metano. Actualmente existen cuatro tipos de reactores,
dos de ellos consideran los requerimientos de las operaciones moderadas, y los otros
se utilizan en operaciones convencionales, debido a que se construyeron hace muchos
años.
13 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Originalmente los reactores de lecho fijo fueron utilizados para todas las operaciones a
baja temperatura; mas tarde fueron diseñados como reactores de lecho fijo multi-
tubulares; son utilizados comercialmente por Sasol en Sudáfrica quienes los denominan
ARGE, y Shell en Malasia, típicamente operan entre 453-523 K a un rango de presiones
entre 1 - 1,5 MPa.
Bajo estas condiciones el reactor opera en tres fases (gas, líquido y sólido). En cuanto a
los reactores a alta temperatura de lecho fluidizado que operan en dos fases (gas y
sólido), su interés en operaciones modernas ha disminuido drásticamente,
principalmente por los altos costos de operación y construcción que estos representan.
Lecho fijo
Uno de los más tempranos desarrollos en los reactores Fischer-Tropsch fue el lecho fijo
tubular, después de muchos años Ruhrchemie y Lurgi refinaron este concepto a lo que
hoy es conocido como el reactor ARGE de alta capacidad.
Estos reactores generalmente contienen 2000 tubos rellenos con catalizadores de
hierro inmersos en agua para remover el calor.
La temperatura del baño de agua es mantenida en el reactor por el control de la
presión, alta velocidades de entrada del syngas y con reciclo del gas obtenido de la
reacción. El syngas es introducido por la parte superior del reactor y los productos se
obtienen por la parte inferior. La eficiencia de la conversión se encuentra en un 70%.
Los reactores operan a 2-3 MPa, y 493-533 K. El tiempo de vida de los catalizadores es
de 70-100 días y su remoción es muy difícil.
Reactor fase Slurry
Este, es otro diseño de reactor a baja temperatura y fue considerado desde los años 50
por su pionero Kolbel. El reactor Slurry opera en tres fases y consiste en un lecho de
catalizadores suspendidos y dispersos en líquido (Productos FT). El gas de síntesis es
burbujeado desde la parte inferior del reactor, logrando un excelente contacto con los
14 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
catalizadores. Los reactores Slurry son optimizados con los catalizadores. Los reactores
Slurry o reactores Fischer-Tropsch son optimizados a baja temperatura para una
producción alta de ceras y baja de metano.
Comparado con el reactor ARGE, el Slurry ofrece las siguientes ventajas:
Mayor control de la temperatura
Fáciles de construir
Sencillos de operar
Bajo costo (75% menos)
Alta conversión de productos
Menor carga y mayor tiempo de vida de los catalizadores. Debido a que el
reactor trabaja en tres fases, en la corriente de salida de productos se obtiene
una pequeña cantidad de catalizadores, los cuales son recuperados y cargados
nuevamente al reactor.
Lecho fluidizado circulante
Estos reactores operan a 623 K y 2,5 MPa. La corriente combinada de syngas y gas de
reciclo entran al reactor por la parte inferior y se ponen en contacto con los
catalizadores que bajan de la tubería vertical por medio de una válvula.
La alta velocidad del gas arrastra los catalizadores (ocasionando que se lleve a cabo
la reacción) hasta la zona donde el calor es removido; luego son transportados hasta
una tolva de gran diámetro donde los catalizadores se asientan y los productos
gaseosos salen del reactor por medio de un ciclón, para que luego su temperatura se
disminuya y se obtengan los productos líquidos. Los reactores SYNTHOL son
físicamente muy complejos e involucran circulación de una gran cantidad de
catalizadores. Además, poseen capacidad limitadas de 1,200 m3 por día.
Lecho fluidizado
15 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Estos reactores fueron diseñados por Sasol, y han remplazado los reactores de lecho
fluidizado circulante (SYNTHOL convencional). Su funcionamiento se representa asi: el
syngas es introducido dentro de un distribuidor y luego inyectado en un lecho fluidizado
de catalizadores, los cuales se encuentran suspendidos debido a la velocidad de los
gases.
En el momento en que se suspenda el sistema, los catalizadores caen sobre una malla;
después de producida la reacción, los gases producidos salen por la parte superior,
antes pasando por unos ciclones, que permiten separar, las pequeñas cantidades de
catalizadores, arrastrados por los gases producidos. El calor dentro del reactor es
removido por un intercambiador de calor inmerso en el lecho. Los nuevos reactores
comparados con los convencionales son casi la mitad en cuanto a costos de
construcción y tamaño para la misma capacidad de producción, poseen mejor eficiencia
térmica con menores gradientes de temperatura y presión a lo largo del reactor, operan
a más bajo costo y con mayor flexibilidad (en cuanto a distribución de productos).
16 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
CATALIZADORES FT
Los metales más activos para la síntesis Fischer - Tropsch son el níquel (Ni), hierro
(Fe), cobalto (Co) y rutenio (Ru), pero se ha comprobado que los más adecuados para
producir hidrocarburos de mayor peso molecular (en el rango de destilados medios),
son el hierro y el cobalto.
La producción de gas de síntesis en modernos gasificadores de carbón (como los de la
empresa Sasol o Shell) y de residuos de petróleo pesado, tienen un alto contenido de
CO comparado con el gas de síntesis obtenido del gas natural.
- Si el syngas posee una fracción de H2/CO menor de 2, entonces la reacción del
CO con el vapor de agua
(CO + H2O ↔ CO2 + H2)
es denominada WGS por sus siglas en inglés Water Gas Shift, es importante debido a
que se aumenta la cantidad de hidrógeno, por lo cual se utilizan los catalizadores de
hierro ya que poseen una alta actividad en presencia de esta reacción.
- Por otra parte, si la fracción de H2/CO es 2, se utilizan los catalizadores de
cobalto, los cuales no poseen actividad en presencia de esta reacción.
Principales catalizadores utilizados en la reacción Fisher- Tropsh
17 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
QUÍMICA DE LA SÍNTESIS DE FT
La parte intrínseca de la cinética de la síntesis Fis-cher-Tropsch (FT) es el gradual
aumento de la cadena, en efecto, es una polimerización de los grupos metilo (-CH2-)
en presencia del catalizador. La reacción de Fischer-Tropsch es una manera muy fácil
de repre-sentar lo descrito anteriormente, pero realmente se llevan a cabo reacciones
simultáneas para producir un amplio rango de oleofnas, parafnas, y componentes
oxigenados (alcoholes, aldehídos, y ácidos). También se realiza la reacción de
Bourdouard (2CO ↔ Cs + CO2), la cual es la responsable de producir el carbón que se
deposita sobre los catalizadores ocasionando su desactivación (Stuart, 2003). Además,
como se men-cionó anteriormente, si se utilizan los catalizadores de hierro se genera la
reacción secundaria denominada WGS. Teóricamente sólo el metano puede producirse
en un 100%; el otro producto que se puede producir a una alta fracción son las ceras
18 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
pesadas, lo cual se logra principalmente utilizando catalizadores de Co, el cual poseen
una probabilidad de crecimiento de la cadena mayor que el Fe. La gasolina tiene un
valor máximo de 48% en peso, la máxima fracción de diesel es de aproximadamente
40% y varía dependiendo del número de carbonos.
Fig. Probabilidad de distribución de productos por catalizador
19 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
La probabilidad de crecimiento de la cadena (α) puede ser evaluada por la pendiente
del diagrama log X n versus n.
La Tabla #, muestra que para cada temperatura existen dos probabilidades de
crecimiento de la cadena α: Uno para los hidrocarburos alrededor de 8 átomos de
carbono y otra para mayor número de átomos de carbono (cadenas más largas).
Tabla # .Probabilidad de crecimiento de la cadena para diferentes temperaturas
Temperatura Probabilidad de Crecimiento de la Cadena
20 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
(ºC) (α)C3 – C8 C9 – C18
200 0.68 0.97225 0.78 0.94250 0.80 0.88
Con el incremento de temperatura, la probabilidad de crecimiento de la cadena
disminuye para los hidrocarburos de cadena larga y aumenta para los hidrocarburos
de hasta 8 átomos de carbono (C), respectivamente. Por lo tanto, más hidrocarburos
con cadenas largas son formados a bajas temperaturas.
Tabla # .Distribución de productos para tres temperaturas de reacción diferentes
Temperatura (ºC)
Fracción molar, % molar de carbono
Metano
C2 + GLP
C5 – C10 (Gasolina)
C11 – C20 (Fracción de
diesel)
C21+ (Ceras)
200 2.1 3.9 4.7 12.6 76.7
225 3.7 7.0 13.0 23.0 53.3
250 6.4 12.4 26.9 31.7 22.6
La Tabla # muestra un resumen de los diferentes hidrocarburos en grupos de
productos. A una temperatura de reacción de 200 ºC, más del 75% de los productos
formados son ceras y solamente pequeñas cantidades de gasolina y de diesel-oil son
producidas. A 250 ºC, la distribución del producto es totalmente diferente: Solamente
23% de los hidrocarburos producidos son ceras y cerca del 30% son gasolina y diesel,
respectivamente. Por lo tanto, la distribución de los productos de la síntesis Fischer-
Tropsch depende fuertemente de la temperatura de reacción.
21 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
El diesel-oil con un número de cetano de más de 70 tiene una buena calidad. La cera
no contiene azufre u otras impurezas y es una alimentación excelente para el
hydrocracking y así producir destilados medios como diesel-oil y jet fuel.
Tabla # . Propiedades de los combustibles de procesos fischer-tropsch
Constituyente (%) Peso
Densidad (%)Oleofinas
Peso Mol. Promedio
NºCarbonos
Presión BajaGasol (C3+C4) 12 - 50 - (C3+C4)Gasolina a 185 ºC 49 0.689 37 100 C4-C10Gasolina a 200 ºC 54 0.693 34 115 C4-C11Dieseloil, 185-220 ºC 29 0.760 15 190 C11-C18Dieseloil, 185-320 ºC 24 0.766 13 205 C12-C19Cera liviana, 320-450 ºC
7 0.900 Lodine 2 - >C18
Cera pesada 3 0.930 Lodine 2 - -
Presión MediaGasol (C3+C4) - - 30 - 66 % C4,
33% C3
Gasolina a 185 ºC 35 0.685 20 100 C4-C10Gasolina a 200 ºC 40 0.689 18 115 C4-C11Dieseloil, 185-220 ºC 35 0.760 10 190 C11-C18Dieseloil, 185-320 ºC 35 0.766 8 205 C12-C19Cera liviana, >320 ºC 30 0.900 Lodine 2 - >C18
Cera liviana, >330 ºC 25 0.900 Lodine 2 - >C19
22 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
TERCERA ETAPAHIDROCRAQUEO
23 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
La última etapa es la unidad de mejoramiento del producto, en la cual se utiliza un
hidrocraqueador, a un costo menor comparado con una refinería de crudo, debido a la
calidad de las cadenas largas de hidrocarburos.
En este proceso se consume una pequeña cantidad de H2 y se produce una pequeña
cantidad de gas. Aparte de esto, es independiente de las unidades de todo el proceso
ya que la generación del gas de síntesis debe estar sincronizada con la síntesis de
Fischer-Tropsch.
En esta instancia las ceras obtenidas de la etapa anterior se convierten en los
productos finales como: nafta, diesel y lubricantes, para luego ser comercializados en
mercados internacionales o locales. Estos productos poseen mejores propiedades
comparadas con los obtenidos de la refinación convencional de crudo; los productos
líquidos tienen menor cantidad de aromáticos, no contienen azufre, nitrógeno y
metales, y están constituidos principalmente de parafinas. Estas características colocan
a los productos en un lugar privilegiado en el mercado, debido principalmente a las
especificaciones y regulaciones, que en el presente y en el futuro cercano están
exigiendo los entes medioambientales y los acuerdos internacionales entre países
desarrollados.
El diesel GTL se puede obtener en una planta de este tipo hasta en un 70% - 80%.
Este es incoloro, inodoro, y de baja toxicidad. Por las características del diesel GTL,
este se convierte en un producto con un amplio mercado internacional, ya que presenta
mejores especificaciones de calidad, y menor descarga en emisiones de partículas
contaminantes, que las requeridas en el futuro, por los entes reguladores ambientales
(Japón y Estados Unidos, 30 ppm de contenido de azufre para el año 2008). La nafta
es el segundo producto en cantidad que se produce en una planta GTL y varía entre el
15 y el 25% de la producción total, dependiendo del tipo de proceso que se utilice. Este
producto es de muy alta calidad y altamente parafínico; pero con la desventaja que
presenta un bajo octanaje y por lo tanto no es adecuado para abastecer motores a
24 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
gasolina. Por otra parte es ideal como alimento para la manufactura de etileno y
parafina natural. La nafta GTL posee un octanaje (ROM) de 40, mucho menor que el
octanaje de la gasolina convencional de 83.
Pequeñas cantidades de productos oxigenados (principalmente etanol, metanol, n-
propanol, n-butanol y acetona) pueden también ser obtenidos a partir de la corriente del
agua de reacción. Por otro lado, las ceras obtenidas en el proceso, mediante
hidroprocesamiento, pueden ser convertidas en cantidades adicionales de queroseno,
jet fuel, solventes y productos especializados.
25 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
DISEÑO DE LA PLANTA
26 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.
TANQUE DE DIESEL
TANQUE DE NAFTA
SALA DE HQS

Administración de EmpresasIngeniería del Petróleo y Gas Natural
Gestión I/2013
DIAGRAMA DEL PROCESO
27 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
MAQUINARIA Y EQUIPOS
A continuación se presenta la lista de los equipos necesarios para la construcción
de una planta de GTL.
Tabla # .Maquinaria y Equipo
EQUIPO DETALLE CANTIDAD
Reformador de Metano Dimensiones:21.834*35.49*12 m P =
2900 Kpa
2
Separador
Bifásico (Vertical)
D = 2.60 m; L = 10.7 m P = 2369.83 Kpa 2
Torre Absorbedora de
CO2
D = 3.20 m; H = 8.4 m; 11 platos P =
2369.83 Kpa
2
Columna Regeneradora
de MDEA
D = 3.53 m; H = 7.62 m; 10 platos P =
101.325 Kpa
2
Reboiler P = 135.799 Kpa 4
Condensador P = 66.85 Kpa 4
Separador Bifásico
(Horizontal)
D = 3.81 m; L = 4.038 m P = 66.75 Kpa 2
Intercambiador de
Coraza y tubos
P = 2438.8 Kpa 2
Intercambiador de
Coraza y tubos
P = 2404.33 Kpa 2
Intercambiador de
Coraza y tubos
P = 66.851 Kpa 2
Intercambiador de
Coraza y tubos
P = 135.799 Kpa 2
Bomba Centrífuga 3600 rpm; PSAL = 2369.83 Kpa 12
28 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Válvula Isentálpica P = 2369.83 Kpa 12
Compresor centrífugo Potencia = 3266 Hp; 1800 rpm 2
Reactor de F-T D = 7 m; H =29.7 m; P =2500 Kpa 2
Separador Trifásico D =1.7 m; H =7.8 m; P =2305 Kpa 2
Fraccionamiento de Petróleo Sintético 1
Varios
TOTAL 57
TECONOLOGIA IPC (INGENIERÍA, PROCURA Y CONSTRUCCIÓN)
Es un servicio global de desarrollo de proyectos "llave en mano". A través de este
servicio el cliente puede disfrutar de las ventajas de delegar en un único proveedor
la responsabilidad del diseño, construcción y puesta en marcha de su proyecto.
Para que el cliente sólo tenga que preocuparse de operar la Planta o proceso
industrial. Las empresas que trabajan con estas tecnologías IPC, se encargan de
diseñar y ejecutar todas las actuaciones previas para entregarla en perfectas
condiciones, todo ello realizado y supervisado por un equipo de profesionales
altamente calificado. Para así evitar pérdidas de tiempo y dinero en la
construcción. La implicación como único responsable, garantiza evitar problemas
de coordinación y los sobrecostes que conlleva la diversificación de
responsabilidades.
La ingeniería incluye las labores desde el movimiento de suelos hasta la
instalación de las máquinas sobre sus bases; la procura consta de las tareas de
contrato, adquisición y traslado de los equipos hasta el predio donde funcionará la
planta y la construcción abarca las obras civiles necesarias para la instalación de
las máquinas.
29 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Responsabilidades:
La empresa de fiscalización asumirá la responsabilidad total por la Fiscalización el
seguimiento, control, verificación de la Ingeniería, la Procura, Construcción,
Puesta en Marcha y Operación de las tareas requeridas incluidas en el alcance.
Alcance:
El alcance de las tareas a realizar por la fiscalización, consistirá en la presentación
de todos los servicios necesarios para la fiscalización, seguimiento, control,
verificación para la ejecución y completamiento del Proyecto en referencia
(Ingeniería, Procura, Construcción, Puesta en Marcha y Operación).
Normas Aplicables:
Los trabajos deberán ajustarse a la Legislación Boliviana, a los estándares de
ingeniería, estándares y códigos internacionales, además de la Normas
Internacionales de Calidad, Seguridad, Salud Ocupacional y Medio Ambiente (ISO
9001, ISO 14001, OHSAS 18001), las mejores prácticas de ingeniería, legislación
sobre los aspectos de salud, seguridad y medio ambiente, aplicando las últimas
versiones de estándares, códigos y prácticas recomendadas en la industria
detallándose a continuación y sin ser limitativas:
ASTM: American Society for Testing and Materials
NACE: National Association of Corrosion Engineers
NFPA: National Fire Protection Association
IEC : International Electro technical Commission
ISA : Instruments Society of America
API : American Petroleum Institute
ANSI: American National Standards Institute
ASME: American Society of Mechanical Engineers
30 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
EPA : Environmental Protection Agency
MSS : Manufacturers Standardizations Society of the Valve an Fittings
Industry
NEC : National Electrical Code
NB : Normas Bolivianas
Considerando que la construcción del Proyecto es una actividad de alta
responsabilidad, compromiso y jerarquía, el personal asignado a la misma deberá
guardar en todo momento el compromiso de una buena gestión demostrando un
alto grado de responsabilidad, profesionalismo, educación, cooperación,
cumplimiento de las normas técnicas y conducta.
Ingeniería de Detalle:
Al inicio del Proyecto la fiscalización elaborará un Plan de fiscalización de la
Ingeniería de Detalle, el cual será revisado y aprobado por GTL BOLIVIA S.A.M.
El mismo contemplará la planificación de la ingeniería de la Contratista del IPC y
del Proveedor, las cuales serán comentadas para optimizarlas.
La Fiscalización realizara el seguimiento a las actividades de la ingeniería de
detalle elaborada por el Contratista y el Proveedor realizando el análisis,
revisiones, comentarios, a la documentación generada, salvaguardando los
intereses del Contratante y el objeto de la contratación.
Este plan definirá todos los requisitos asociados a procedimientos (metodologías,
sistemas de gestión de documentos, formatos, etc.) relacionados sin ser limitativo:
Revisar el listado maestro de los planos y documentos en general de la
ingeniería de detalle a ser desarrollados por el Contratista y el Proveedor.
Revisar todos los tangibles de la ingeniería de los procesos.
Revisar el diseño de detalle de los equipos principales para realización de
la procura.
31 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Revisar el diseño de detalle de los principales equipos que impactan las
garantías del proceso.
Procura:
Al inicio del Proyecto, la Fiscalización deberá elaborar un Plan de Fiscalización de
Suministros el cual será revisado y aprobado por GTL BOLIVIA S.A.M. Dicho plan
definirá principalmente las metodologías de fiscalización de las compras para el
Proveedor y la Contratista del IPC.
El Encargado de Suministros deberá reportar al Coordinador de Fiscalización en
forma directa y coordinará con el Encargado de Ingeniería de Fiscalización la
asistencia que se requiera del equipo de ingeniería.
La Fiscalización deberá realizar el seguimiento de las compras realizadas por la
Contratista de IPC y el Proveedor, garantizando que se cumplan las normativas
establecidas tanto desde lo técnico como desde lo formal y que las mismas se
encuentren dentro del cronograma del Proyecto.
Adicionalmente, el plan establecerá las medidas para minimizar los retrasos en el
Proyecto
El plan deberá contener una lista de los materiales críticos. Para estos, serán
aplicados los siguientes lineamientos:
- Todas las actividades requeridas para la gestión de compras de estos ítems
tendrán especial prioridad y que serán manejadas independientemente del
resto de los suministros. Esto incluye el seguimiento especial de los procesos
de evaluación de las propuestas y su documentación.
- La planificación propuesta para estos ítems será seguida con mayor detalle en
conjunto con el Contratista del IPC y el Proveedor.
- Los procedimientos de envío, inspección y verificación.
- Revisión del plan de logística con suficiente antelación para evitar retrasos
asociados.
32 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
- El Personal de Fiscalización deberá realizar seguimiento al transporte de los
equipos desde el Puerto correspondiente hasta las oficinas de la Aduana y
lugar de emplazamiento en la Obra previa verificación de un funcionario de
Aduanas.
- Verificara que todos los materiales y equipos lleguen con toda su
documentación en orden: certificaciones de calidad, de pruebas, manuales,
etc.
- El encargado de Construcción deberá reportar al Coordinador de Fiscalización
en forma directa y coordinará con el Encargado de Ingeniería la asistencia que
se requiera del equipo de ingeniería durante el periodo de fabricación.
La Fiscalización debe prestar asistencia técnica a GTL BOLIVIA S.A.M.
recibiendo, procesando, evaluando las eventuales consultas u observaciones
técnicas, relativas al diseño, fabricación u otro factor generadas por el Proveedor
generando las recomendaciones necesarias directamente a GTL BOLIVIA S.A.M.
Construcción:
El Encargado de Construcción junto con su equipo de soporte deberá fiscalizar el
avance de las tareas en base de un Plan de Fiscalización de Construcción
aprobado por YPFB no siendo limitativas.
Dicho plan definirá principalmente las metodologías de fiscalización para la
Construcción y la forma de asegurar que cumplan con las especificaciones
técnicas, normas internacionales de ingeniería, calidad, seguridad, salud y medio
ambiente y lo establecido en las Especificaciones Técnicas adjuntas.
La Fiscalización realizara el seguimiento, control, verificación en obra a tiempo
completa.
La Fiscalización verificara el cumplimiento de lo solicitado en el pliego de
especificaciones técnicas y sus documentos anexos del IPC, en lo referente a la
movilización, instalación de campamento, oficinas, talleres, almacenes, áreas de
33 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
acopio y otros, para que todas las actividades que sean desarrolladas estén
dentro de las exigencias de calidad, seguridad, salud, medio ambiente.
La Fiscalización controlara que todos los trabajos de construcción, procesos de
montaje, soldadura, pintado, aislación, pruebas hidráulicas, etc., sean ejecutados
en estricto cumplimiento de la Ingeniería de Detalle y la aplicación de las Normas
de
Calidad, Seguridad, Salud y Medio Ambiente, incluidas las medidas de
prevención, mitigación y control ambiental según el EEIA.
Validara la instalación definitiva de los equipos tras haber verificado el
posicionamiento, la verticalidad y nivelación según la tolerancia de montaje
permitido.
Debe asegurar que en los Reportes Diarios de Obra consten todas las
informaciones relativas a las fechas efectivas de inicio y conclusión de las tareas
o etapas de la obra, los avances diarios de actividades y otras informaciones que
se generan en la actividad diaria de la fase de trabajo y que luego se plasmarán
en el RDO para su correspondiente registro y observaciones.
La Fiscalización deberá elaborar los Informes Diarios de Fiscalización (IDF`s) en
formato propio o de GTL BOLIVIA S.A.M., donde se indiquen las labores
específicas realizadas por cada Fiscal en su área, así mismo las observaciones,
clima, cantidad de equipos y herramientas del contratista, novedades relevantes,
las deficiencias o falta de los recursos (mano de obra, equipos, herramientas,
instrumentos, materiales, insumos, etc.) Identificación de desvíos tanto de
Calidad como de SMS y las actividades a programar para el día siguiente.
De igual manera deberá verificar que la documentación técnica utilizada en la
ejecución de los trabajos corresponde a la última revisión aprobada, y verificar
que la Contratista del IPC dispone de un sistema de gestión documental que
34 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
asegura que los documentos técnicos utilizados por los Subcontratistas
corresponden a la última edición.
La Fiscalización deberá participar en el análisis del avance ejecutado por la
Contratista del IPC, verificando la conformidad con los plazos contractuales, con
los recursos materiales, equipos y de personal colocados a disposición de la obra.
La Fiscalización deberá elaborar un Plan de Planificación y Control de Costos
para realizar el seguimiento y control al Contratista del IPC y al Proveedor.
Asimismo analizara, y evaluara el avance físico de la obra, identificando e
informando anticipadamente a GTL BOLIVIA S.A.M., cualquier desviación y/o
riesgo en el cronograma establecido, recomendando acciones necesarias, para
garantizar el cumplimiento de los plazos contractuales.
La Fiscalización revisara los informes semanales y mensuales, analizando y
comentando el avance físico y financiero de las obras y recomendando
providencias a ser tomadas por GTL BOLIVIA S.A.M. en relación a la Contratista
de IPC para la corrección de eventuales deficiencias en la ejecución de los
servicios.
Coordinar y participar activamente en las reuniones semanales y mensuales de
proyecto emitiendo criterios y recomendaciones a GTL BOLIVIA S.A.M. sobre las
desviaciones o deficiencias identificadas como parte de su labor de Fiscalización.
Asistir de forma efectiva a GTL BOLIVIA S.A.M. en el proceso de medición de los
servicios, verificando, aprobando y certificando las cantidades y volúmenes
efectivamente ejecutados.
La Fiscalización debe prestar asistencia técnica a GTL BOLIVIA S.A.M.
Recibiendo, procesando, evaluando las eventuales consultas u observaciones
técnicas, relativas al diseño, construcción u otro factor generadas por la
Contratista del IPC generando las recomendaciones respectivas directamente a
GTL BOLIVIA S.A.M.
35 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Llevar a cabo la fiscalización de los servicios ejecutados por el Contratista del IPC
de acuerdo con las especificaciones contractuales en las diferentes fases, dando
el soporte necesario en todas las fases de la obra, verificando y evaluando el
cumplimiento a las normas y requisitos contractuales.
Cualquier divergencia eventual encontrada o medida preventiva/correctiva
necesaria, deberá ser notificada directamente a GTL BOLIVIA S.A.M.
Puesta en Marcha y Operación:
La empresa de Fiscalización deberá realizar seguimiento y control de la puesta en
marcha y operación a ser desarrolladas por la Contratista de IPC en base de un
Plan de Fiscalización aprobado por GTL BOLIVIA S.A.M.
Con suficiente anticipación al comienzo de la puesta en marcha y operación, el
equipo de la Fiscalización verificara y analizara toda la documentación
desarrollada por la Contratista del IPC y el proveedor, para detectar cualquier
desvío de forma oportuna y evitar retrasos en estas fases.
Posteriormente la Fiscalización desarrollara las siguientes actividades, dentro de
las cuales se incluye sin ser limitativas:
Seguimiento de la planificación del pre comisionado.
Seguimiento del registro de temas pendientes y del cierre de los mismos por parte
de la Contratista de IPC.
Desarrollo del Punch List (Lista de trabajos pendientes) de inspección.
El monitoreo de la puesta en marcha de los equipos en conformidad con los
instructivos de funcionamiento de los proveedores.
La observación de la secuencia de puesta en marchar de las unidades.
Identificar los problemas mecánicos de arranque y recomendar un programa de
corrección.
36 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Analizar y evaluar los resultados de desempeño y operación comparando los
mismos contra las garantías de la Contratista del IPC y el Proveedor.
Recomendar la aceptación o rechazo de los resultados de desempeño y
operación, verificar la recepción del correspondiente certificado al finalizar la
prueba.
Realizar un monitoreo del programa de capacitación de los operadores en
conformidad con los requerimientos del Contrato con el Contratista del IPC y el
proveedor.
Notificar a GTL BOLIVIA S.A.M. que las instalaciones se encuentran “listas para la
puesta en marcha”.
Las operaciones de puesta en marcha serán dirigidas por la Contratista del IPC en
coordinación con el Proveedor. La Fiscalización deberá realizar dichas tareas y
deberá asistir a GTL BOLIVIA S.A.M. con el personal que sea requerido.
Personal:
Para la Fiscalización de las actividades de Ingeniería, Procura, Construcción y
Puesta en Marcha y Operación de la planta GTL SANTA CRUZ, la Empresa
proponente adjudicada deberá asignar personal profesional idóneo para que, en
estrecha coordinación con GTL BOLIVIA S.A.M. puedan fiscalizar dichas
actividades.
Según el requerimiento, deberá incluir en su propuesta, un Coordinador de
Fiscalización, quien tendrá la función de gerenciamiento del proyecto, de modo de
asegurar una buena relación con GTL BOLIVIA S.A.M. y facilitar el desarrollo de
las tareas.
El Coordinador de Fiscalización tendrá la responsabilidad de llevar adelante las
tareas requeridas para lograr los objetivos planteados para la cual desarrollará el
Plan de Ejecución del Servicio del Proyecto y Plan de Calidad.
37 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Organización:
Junto con la Oferta, el Contratista presentara un Organigrama con descripción
clara de Puestos clave y personal comprometido, adjuntando los Currículos Vitae
con sus respaldos del personal clave propuesto como ser:
Coordinador de Fiscalización
Encargado de Fiscalización de Ingeniería
Encargado de Fiscalización de Calidad, Seguridad, Salud y Medio Ambiente
Encargado de Fiscalización de Planificación y Control de Costos
Encargado de Fiscalización de Suministros,
Encargado de Fiscalización de Fabricación y Construcción
Encargado de Fiscalización de Pre comisionado, Comisionado, Puesta en marcha
y Operación.
El personal clave necesariamente deberá cumplir con experiencia especificada en
el DBC.
EMPRESAS QUE TRABAJAN CON LA TECNOLOGÍA IPC
Aesa-Linde
OAS-Tecnimont
Saipem-Sinopec
Técnicas Reunidas
Hyundai
Samsung
CONCLUSION.
Después de haber observado las características de cada una de las tecnologías
utilizables para la generación de combustibles sintéticos se decidió utilizar el
reactor de lecho de lodos con catalizador de hierro debido a que es más ventajoso
38 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
para nuestro proyecto y económicamente más barato y estos superan
notablemente a las demás tecnologías en cuanto a la amplia experiencia industrial
que es muy importante para la seguridad tecnológicas y económica del proyecto.
Otro aspecto muy importante que se tomó en cuenta fue, la disponibilidad de
datos, características propias de cada tecnología, cinéticas de los fluidos en los
equipos y otras variables que serán aplicadas para el diseño del reactor. Esto nos
da mayor confianza al utilizar estas tecnologías pues las demás aún están en
desarrollo y también porque el reactor de Lodos con Columnas Burbujeantes es
una de las últimas tecnologías probadas al escala industrial y que ha dado
excelentes resultados.
Después de analizar los aspectos importantes de las diferentes tecnologías, se
concluye que en el proyecto, se utilizará la tecnología referida al Reactor de Lodos
para la generación de petróleo Sintético pues ésta posee ventajas muy amplias en
cuanto a la experiencia industrial, parte económica y cierta disponibilidad de datos
para su operación y posterior diseño.
El catalizador utilizado será el Hierro (Fe) que es también el más atractivo para el
proceso debido a su tendencia de formar cadenas más pesadas de hidrocarburos
sintéticos.
Con respecto a la construcción de la planta se utilizara la tecnología IP (Ingenieria,
Procura Y Construccion) para asi evitar perdidas de tiempo y dinero en la
construcción. La implicación como único responsable, garantiza evitar problemas
de coodinacion y los sobre costes que conlleva la diversificación de
responsabilidades.
39 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Reactor de Lodos de Columna Burbujeante (Reactor de Fischer – Tropsch):
Las correlaciones y ecuaciones fueron desarrolladas de conceptos básicos, es
decir, conservación de masa y equilibrio, combinados con la cinética de la
reacción del catalizador de hierro así como los coeficientes de transferencia de
masa, gas, líquido, y retención de la fase sólida, las constantes de la ley de
Henrry, velocidad mínima de fluidización, y la velocidad final obtenidas de
correlaciones empíricas. Los perfiles de concentración y conversión fueron
determinados por la variación de variables importantes en el proceso:
Velocidad de la fase liquida y constante de velocidad.
El reactor de lodos de columna burbujeante (SBC) es actualmente el mejor
para la síntesis de F-T y hasta el momento ha demostrado superioridad sobre
el lecho fijo y otros diseños de reactores por numerosas razones
Flexibilidad para la operación en modo continuo o semicontinuo.
Alta capacidad térmica para la eliminación de calor y mantenimiento
de condiciones isotérmicas.
Capacidad de funcionamiento sobre una amplia gama de
temperaturas y presiones.
Buen mezclado.
Reducida velocidad de desactivación del catalizador debido al efecto
de lavado del líquido en el catalizador.
Facilidad de reemplazo del catalizador.
Alta eficiencia del catalizador, y bajo capital de costo.
40 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
El modelo de operación de la síntesis de F-T en un reactor de lodos de
columna burbujeante es una parte importante del diseño y permite la predicción
de su comportamiento sin la experimentación y puede ayudar a la optimización
de variables de operación y parámetros de diseño
Propiedades de materias primas y productos:
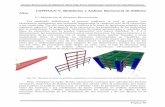
El reactor de lodos de columna burbujeante, que se presenta en el grafico 37,
consiste de tres fases: gas (α), líquido (β), y sólido (γ). La fase gas comprende la
mezcla de los reactantes, CO e H2 y otros como inertes, que se levanta a través
del lodo liquido/sólido en forma de una burbuja.
41 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Grafico # 37. Reacción de Fischer-Tropsch en un reactor de lodos de
columna burbujeante.
- Iiα (z) es la transferencia de la especie i a partir de la faseα a la fase β;
- Iiβ (z) es la transferencia de la especie i a partir de la faseβ a la faseℽ
- Giℽ (z) es el índice heterogéneo de la reacción de la especie i.
- El uso de una alta capacidad calorífica de hidrocarburos líquidos e
intercambiadores de calor permite el fácil mantenimiento de las
condiciones isotérmicas para la reacción de F – T altamente exotérmica.
El balance de equilibrio (cantidad de movimiento), que es considerado más
adelante, permitirá la determinación de la caída de presión a través del reactor
y proporcionará una valoración del caso limitante de la velocidad mínima de
fluidización.
El balance de energía térmica no será considerado debido al fácil
mantenimiento de las condiciones isotérmicas. Puesto que el volumen de los
tubos intercambiadores de calor es pequeño comparado al volumen vacío del
reactor, su efecto sobre la hidrodinámica puede ser despreciable.
CONDICIONES DE ALIMENTACION AL REACTOR DE F-T
P0 = 2500 Kpa
T0 = 523 °K
42 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.
°K352=TaKp0 = 234FP

Administración de Empresas
Ingeniería del Petróleo y Gas Natural
Gestión I/2013
Grafico # 38. Esquema del reactor de Fischer-Tropsch
Mediante la operación práctica, la corriente líquida que sale del reactor de lodos
de columna burbujeante se recircula y vuelve a la entrada del reactor La mayoría
de los reactores de fase lodosa utilizan partículas de catalizador menores a 0.005
m.
Aunque el uso de partículas finas de catalizador con diámetros en el margen de 2
– 50 µm permite a las partículas suspender en la fase líquida sin recirculación del
flujo líquido; las partículas finas crean un problema y desafío en la separación de
la corriente líquida.
Determinación de los flujos a la salida del reactor de Fischer – tropsch:
Generalmente las reacciones toman lugar bajo temperaturas moderadas (200 a
300 ºC) y presiones moderadas (10 a 40 Bares; 145 a 580 Psia) utilizando
catalizadores de Fe o Co. La longitud de la cadena de los hidrocarburos de
Fischer – Tropsch depende de factores como temperatura, tipo de catalizador y
tipo de reactor empleado.
Dependiendo de las condiciones de la reacción y el tipo de catalizador, serán
obtenidos algunos productos adicionales. En el caso de utilizar catalizador de Fe,
se podrán obtener cantidades pequeñas de olefinas, alcoholes y algunas veces
aromáticos. Cetonas y ácidos serán obtenidos en concentraciones mínimas.
43 F.I.CH. “Facultad Integral del Chaco” U.A.G.R.M.