![Celda de flotacion de Laboratorio EDEMETid85]1.pdf · Title: Celda de flotacion de Laboratorio EDEMET Author: EDEMET Subject: Celda de flotacion Keywords: celda de flotacion; concentracion](https://static.fdocuments.ec/doc/165x107/5ba4202109d3f2c0278ce248/celda-de-flotacion-de-laboratorio-id851pdf-title-celda-de-flotacion-de-laboratorio.jpg)
Cambio de Reactivos en Flotacion
16
1 REDUCCIÓN DE IMPACTOS AMBIENTALES CON EL CAMBIO DE REACTIVOS EN EL PROCESO DE FLOTACIÓN DE LA CONCENTRADORA UCHUCCHACUA, ELIMINANDO EL PROCESO DE LIXIVIACIÓN ÁCIDA DE LOS CONCENTRADOS DE PB-AG-MN Bernardo Rubio - Subgerente Metalurgia Luis De La Cruz - Jefe de Proyectos Metalúrgicos-Medio Ambiente Eduardo Castro - Jefe de Planta Uchucchacua C. Hinostroza - Asistente Jefe de Planta Uchucchacua Cía. de Minas Buenaventura S.A.A. 1.0 ANTECEDENTES La Unidad de Uchucchacua de Cía. de Minas Buenaventura S.A.A., desde el año 1975 viene produciendo concentrados de plomo, plata y manganeso. Este último causó problemas en la comercialización y transporte porque: - Se auto combustionaba en depósitos del Callao y era un peligro para el embarque. - La ley alta de Mn (alabandita, MnS) en los concentrados (de 14–25%), además que originaba un problema de transporte por la autocombustión, era perjudicial en la fundición y separación de los metales. En 1978 se inicia la lixiviación ácida de los concentrados con la finalidad de reducir el MnS de niveles de 14-25% a 2 –4 % en los concentrados de Pb-Ag- Mn para mejorar su calidad de 100 – 160 onz./tcs a 200 – 300 onz./tcs, lo que permite comercializarlos y, como consecuencia de esto, la unidad de producción consigue ser rentable. El hecho de implementar la lixiviación en el proceso como una etapa más de limpieza trajo como consecuencia impactos ambientales al agua, al suelo y al aire, los que fueron mitigados con la implementación de plantas: planta de tratamiento de relave de la lixiviación con cal, planta de sulfuro de sodio para el tratamiento de los gases de la lixiviación ácida (H2S,C02) con soda cáustica.
-
Upload
lizzzzzyyyyy -
Category
Documents
-
view
98 -
download
9
Transcript of Cambio de Reactivos en Flotacion

1
REDUCCIÓN DE IMPACTOS AMBIENTALES CON EL CAMBIO DE
REACTIVOS EN EL PROCESO DE FLOTACIÓN DE LA
CONCENTRADORA UCHUCCHACUA, ELIMINANDO EL PROCESO
DE LIXIVIACIÓN ÁCIDA DE LOS CONCENTRADOS DE PB-AG-MN
Bernardo Rubio - Subgerente Metalurgia
Luis De La Cruz - Jefe de Proyectos Metalúrgicos-Medio Ambiente
Eduardo Castro - Jefe de Planta Uchucchacua
C. Hinostroza - Asistente Jefe de Planta Uchucchacua
Cía. de Minas Buenaventura S.A.A.
1.0 ANTECEDENTES
La Unidad de Uchucchacua de Cía. de Minas Buenaventura S.A.A., desde el
año 1975 viene produciendo concentrados de plomo, plata y manganeso. Este
último causó problemas en la comercialización y transporte porque:
- Se auto combustionaba en depósitos del Callao y era un peligro para el
embarque.
- La ley alta de Mn (alabandita, MnS) en los concentrados (de 14–25%),
además que originaba un problema de transporte por la autocombustión, era
perjudicial en la fundición y separación de los metales.
En 1978 se inicia la lixiviación ácida de los concentrados con la finalidad de
reducir el MnS de niveles de 14-25% a 2 –4 % en los concentrados de Pb-Ag-
Mn para mejorar su calidad de 100 – 160 onz./tcs a 200 – 300 onz./tcs, lo que
permite comercializarlos y, como consecuencia de esto, la unidad de
producción consigue ser rentable. El hecho de implementar la lixiviación en el
proceso como una etapa más de limpieza trajo como consecuencia impactos
ambientales al agua, al suelo y al aire, los que fueron mitigados con la
implementación de plantas: planta de tratamiento de relave de la lixiviación con
cal, planta de sulfuro de sodio para el tratamiento de los gases de la lixiviación
ácida (H2S,C02) con soda cáustica.

2
La compañía, en 1999, con la finalidad de reducir estos impactos ambientales
que originaban un alto costo de operación, decidió atacar el problema de raíz
para eliminar la lixiviación, para lo cual inició una serie de investigaciones con
diferentes reactivos de flotación para deprimir la alabandita y obtener un
concentrado de 200-300 onz./tcs y 2–4 % de Mn (alabandita). Estas
investigaciones fueron realizadas por personal de Buenaventura en conjunto
con consultoras peruanas y extranjeras. Los resultados obtenidos en
laboratorio y su implementación en la planta industrial, previa descripción del
proceso anterior, se describen a continuación.
1.1. Proceso Anterior
La planta tiene un proceso convencional de flotación diferencial, obteniendo
concentrados de Pb-Ag-Mn y concentrado de Zn-Ag.
El concentrado Pb-Ag-Mn es lixiviado con ácido sulfúrico para eliminar el MnS,
como se observa en el flowsheet #1.
1.1.1 Planta de lixiviación
El alto contenido de sulfuro de manganeso (alabandita) en el concentrado bulk
Pb-Ag constituyó un problema metalúrgico, que fue resuelto por la lixiviación
del MnS con ácido sulfúrico. Esto es en realidad una etapa de limpieza química.
Las reacciones químicas del proceso son:
MnS(S) + H2SO4(L) = MnSO4(L) + H2S(G)
CaCO3(S) + H2SO4(L) = CaSO4(S) + CO2(G) + H2O(L)
Los subproductos, tales como H2S, MnSO4, CO2, CaSO4.2H2O, ocasionaron
diversos impactos al medio ambiente. Ello obligó a que la empresa invierta en
medidas de control ambiental, tales como:
Construcción de una planta de Na2S.
Recuperación del Mn como MnO2, cuyo costo de producción resultó muy
caro.

3
Construcción de una planta de tratamiento de aguas ácidas en la cual se
precipita el Mn como Mn(OH)2, originando un gasto de US $ 30,000/mes en
consumo de cal, y con resultados no del todo aceptables, continuándose en
menor escala la contaminación del aire, agua, salud de los trabajadores y el
perjuicio de los equipos electrónicos de la operación, ocasionando costos
operativos altos.
Los resultados de estas medidas de mitigación resultaron insuficientes, y la
contaminación del agua y aire continuó, en perjuicio de la salud de los
trabajadores, de las instalaciones y equipos de la planta.
1.1.2. Planta de sulfhidrato de sodio – sulfuro de sodio
La planta puede producir independientemente tanto sulfhidrato como sulfuro de
sodio, las reacciones son las siguientes:
1) H2S + NaOH = NaHS + H2O
2) CO2 + 2NaOH = Na2CO3 + H2O
3) NaHS + NaOH = Na2S + H2O
El diagrama de flujo de la lixiviación y la planta de sulfuro de sodio es el
siguiente:

1
2. CIRCUITO ACTUAL
La empresa, con la finalidad de eliminar la lixiviación, decidió investigar y
encontrar solución en su raíz (proceso de flotación), buscando una tecnología
limpia, que permita eliminar los contaminantes generados por la planta de
lixiviación.
Se inició una serie de investigaciones con la finalidad de buscar opciones
técnicas para deprimir el manganeso en la flotación. Dichos trabajos se
realizaron simultáneamente en laboratorios del Canadá, Lima y la mina.
Se definieron los objetivos de las investigaciones:
• Evaluación del diagrama de flujo de la planta.
• Mejorar la recuperación de la plata.
PLANTA DE LIXIVIACION
Conc. Común de Pb-Ag-Mn
Relave reflotadoMnSO4,CaSO4,
Conc. Lixiviado Pb-Ag
Evaporador
Reactore
Mezclador
Tanque de NaOH al 20%
Faja transportadora de Na2S
H2SO4
H2S
NaHS
Na2S
Escamador
CO2
Tanques de 98% deH2SO4

2
• Buscar un esquema de reactivos que permitan deprimir el manganeso.
2.1. Descripción de la muestra usada en las pruebas
Elemento Leyes
Plomo
Zinc
Plata
Manganeso
Fierro
Azufre
Cobre
Arsénico
Antimonio
1.07 %
1.34 %
12.6 Oz Ag/t
10.46 %
6.58 %
6.54 %
0.02 %
0.30 %
0.07 %
2.2. Caracterización del Proceso para el Mineral de Uchucchacua
El mineral de Uchucchacua es extremadamente complejo, con una apreciable
cantidad de arcillas que interfieren en la flotación, además de la presencia de la
alabandita que tiene una flotabilidad similar a la de la pirita y esfalerita.
Por la naturaleza del mineral, los concentrados que produce la planta contienen
alta ley de Mn como alabandita, que requiere un proceso adicional de lixiviación
para eliminar el manganeso.
Debido a esta característica del mineral, se evaluaron diferentes
combinaciones de reactivos y se trató de encontrar las condiciones óptimas en
la flotación para una mejor recuperación de la plata, con baja ley de Mn.(< 5%
Mn) y así eliminar la lixiviación.
Se logró demostrar que se puede mejorar la recuperación utilizando xantatos y
dispersantes. Los xantatos son colectores débiles de manganeso, sin embargo
los reactivos usados en la planta A-4037, A-404 y A-31 son colectores buenos
para la alabandita.

3
Depresores como el NaCN mejoran la flotabilidad del Mn y se encontró además
que un incremento de cal en circuito incrementa también la flotabilidad del Mn.
Entones, se requiere una flotación específica para lograr un buena selectividad
entre el Pb-Ag y el Mn. El depresor A3-3 es el que mejor resultado ofrece para
la depresión del Mn. (El A3-3 es una mezcla de silicato de sodio, metabisulfito
de sodio y sulfato de aluminio).
2.3. Resumen de las Pruebas de Laboratorio
2.4. Evaluación de Colectores
Se realizaron pruebas con aerophines, mercaptanos, ditiofosfatos,
tiocarbamatos y xantatos.
- Los mercaptanos y los ditiofosfatos son buenos colectores del Mn y su
depresión se hace muy dificultosa.
- Los xantatos son colectores débiles del Mn y en presencia del depresor A3-3
se obtiene una buena depresión del Mn.
- Combinaciones de tiocarbamatos y aerophines logran concentrados altos
con bajas recuperaciones 62 % Ag.
- Combinaciones de xantatos con aerophines lograron los mejores resultados
en ley y recuperación.
2.5. Evaluación de Depresores
Se consideran como depresores: ZnSO4, Na2S, NaCN, Na2SiO3, A3-3
(depresor del manganeso). El A3-3 es una mezcla de Na2SiO3, Al2(SO4)3 y
Na2S2O5 en una proporción de 43:28:29 respectivamente.
Durante las pruebas se demostró que el NaCN incrementa la flotabilidad del Mn
y no es un efectivo depresor de la esfalerita, se reemplazó con el Na2S con
buenos resultados.
El A3-3 es un buen depresor del Mn y un buen dispersante para lamas.

4
2.6. Evaluación del Ph
La flotabilidad del Mn se incrementa en una flotación con pulpas ligeramente
ácidas, igual efecto se obtiene cuando el pH está sobre 8.5.
La presencia de cal reduce la selectividad entre el Pb-Ag y el Mn.
El modificador usado con mejores resultados es el carbonato de sodio o NaOH.
2.7. Evaluación de Colectores
En general, se puede lograr mejorar la recuperación de la plata con adiciones
de colectores específicos para la plata.
Los resultados obtenidos con aerophines-tiocarbamatos muestran
recuperaciones rougher sobre 80% y recuperaciones en las limpiezas de 70 a
76%, con leyes altas de Mn en los concentrados de limpieza (Tabla Nº1). Este
comportamiento del Mn es semejante al obtenido en la planta industrial.
Tabla Nº1
Leyes %, Oz Ag/Ton % DistribuciónReactivos Producto Peso% Pb Zn Ag Mn Pb Zn Ag Mn
Na2S=600 gr/tA3-3=250 gr/tZnSO4=300gr/t3418-A=30 gr/tR200M=75 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
8.2510.7712.769.51
22.2877.72
10.07.896.780.914.270.14
6.586.245.924.585.350.99
123.596.684.84.9
51.33.5
16.914.713.67.3
10.910.8
77.780.181.68.2
89.710.3
27.734.338.522.260.839.2
70.474.277.23.4
80.619.4
12.914.616.06.4
22.477.6
Cabeza (Calc) 100 1.06 1.96 14.1 10.8 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónReactivos Producto Peso
% Pb Zn Ag Mn Pb Zn Ag MnA3-3=300 gr/tZnSO4=300gr/t3418-A=30 gr/tR200M=75 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
8.5310.5411.618.93
20.5479.46
9.778.087.370.364.320.16
7.557.667.623.605.870.58
131.1109.9101.8
5.159.73.0
16.514.814.08.4711.610.5
82.183.684.33.2
87.512.5
38.648.453.119.372.427.6
76.178.880.53.1
83.616.4
13.114.215.17.1
22.277.8
Cabeza (Calc) 100 1.02 1.67 14.6 10.7 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónReactivos Producto Peso
% Pb Zn Ag Mn Pb Zn Ag MnSO2=500 gr/tA3-3=600 gr/tZnSO4=300gr/t3418-A=30 gr/tR200M=75 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
7.359.35
10.228.18
18.3981.61
11.08.558.170.404.710.18
5.675.745.632.774.361.09
148.6122.0113.6
6.065.83.3
18.516.315.68.3612.410.7
79.881.682.33.2
85.514.5
24.731.734.013.447.452.6
73.576.878.13.3
81.518.5
12.413.814.56.2
20.779.3
Cabeza (Calc) 100 1.01 1.69 14.8 11.0 100 100 100 100

5
Reduciendo el nivel de adición y/o cambiando el tipo de colector, la ley del
concentrado puede ser mejorada, como se muestra en la Tabla Nº2, en la cual
se evalúan diferentes combinaciones de colectores, apreciándose una
disminución de la recuperación de la Ag.
Una buena depresión del Mn se logra con el uso del xantato Z-6.
Tabla Nº2
Leyes %, Oz Ag/Ton % DistribuciónColector Producto Peso% Pb Zn Ag Mn Pb Zn Ag Mn
3418-A=30 gr/tZ-6=30 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
3.468.029.753.70
13.4586.55
18.69.267.770.685.820.18
4.215.055.004.804.941.20
212.4127.2109.711.582.73.6
5.8014.013.38.0511.810.8
68.579.180.72.7083.416.6
8.523.828.610.439.061.0
51.471.575.03.0
78.022.0
1.810.311.82.7
14.685.4
Cabeza (Calc) 100 0.94 1.70 14.2 10.9 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónColector Producto Peso
% Pb Zn Ag Mn Pb Zn Ag MnA4037=30 gr/tR200M=40 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
0.793.444.205.80
10.0090.00
39.818.515.61.207.250.1
3.934.974.882.583.551.58
616.2248.7210.811.735.26.3
9.0615.615.39.3311.911.0
31.163.265.36.9
72.227.8
1.79.6
11.58.4
20.080.0
31.756.057.94.5
62.337.7
0.64.85.84.9
10.789.3
Cabeza (Calc) 100 1.00 1.78 9.2 11.1 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónColector Producto Peso
% Pb Zn Ag Mn Pb Zn Ag Mn3418A=30 gr/tSF323=30 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
1.755.469.505.02
14.5385.47
34.813.28.020.715.500.16
5.344.974.334.354.331.17
375.4165.2108.813.776.04.1
6.6613.913.87.9711.810.1
65.277.581.63.8
85.414.6
5.716.725.213.438.661.4
45.262.071.14.8
75.824.2
1.17.3
12.73.9
16.683.4
Cabeza (Calc) 100 0.94 1.63 14.5 10.4 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónColector Producto Peso
% Pb Zn Ag Mn Pb Zn Ag Mn3418A=30 gr/tSF323/3477(1:1)=40 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
1.774.146.406.51
12.9187.09
38.718.512.40.566.420.18
6.116.886.323.144.721.34
442.1228.7159.610.084.04.9
10.516.616.58.5412.510.7
69.577.780.43.7
84.115.9
6.116.022.811.534.365.7
51.662.467.24.3
71.628.4
1.76.39.75.1
14.785.3
Cabeza (Calc) 100 0.99 1.78 15.1 10.9 100 100 100 100
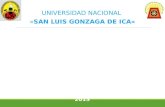
2.7. Evaluación del Depresor A3-3
Se evaluó el comportamiento del A3-3, y se demostró que con el uso de este
reactivo las leyes del Mn en los concentrados Pb-Ag fueron reducidas de
20.8% a 5%, según se muestra en la Tabla Nº4, Fig. N°1.

6
Tabla Nº 4
Leyes %, Oz Ag/Ton % DistribuciónReactivos Producto Peso% Pb Zn Ag Mn Pb Zn Ag Mn
A3-3= 0NaCN=30 gr/tZnSO4=400 gr/tR4037=60 gr/tR404=60 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
6.269.02
10.2511.9922.2377.77
12.89.228.190.373.980.18
4.566.166.217.947.190.27
164.1124.9112.9
9.257.03.28
20.817.616.37.7911.79.43
78.281.282.04.3
86.313.7
15.930.935.452.988.311.7
67.574.076.07.2
83.216.8
13.116.016.89.4
26.273.8
Cabeza (Calc) 100 1.02 1.80 15.2 9.93 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónReactivos Producto Peso
% Pb Zn Ag Mn Pb Zn Ag MnA3-3=600 gr/tNa2S=400 gr/tR200=25 gr/t3418=25 gr/tZ-6=70 gr/tFO Est=100 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
5.238.47
12.858.22
21.0678.94
11.09.406.420.464.090.15
2.834.373.934.154.031.05
133.0127.592.79.9
60.42.8
11.010.511.79.0710.710.9
75.481.484.13.9
87.912.1
14.522.230.320.350.649.4
61.772.379.55.4
84.915.1
7.08.2
13.86.9
20.779.3
Cabeza (Calc) 100 0.98 1.68 14.9 10.9 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónReactivos Producto Peso
% Pb Zn Ag Mn Pb Zn Ag MnA3-3=800 gr/tZnSO4=600 gr/tNa2S=400 gr/t3418 =25 gr/tFO Est=100 gr/t
Pb 3º Cl ConcPb 1° Cl ConcPb 1° Cl+Cl Sc ConcPb 1° Cl TailPb rougher ConcPb rougher tail
5.7910.3313.136.57
19.7080.30
10.87.546.200.694.360.14
2.523.934.204.184.201.13
129.2103.288.311.962.93.1
5.0011.211.68.3210.511.2
64.380.183.84.7
88.411.6
8.423.431.815.847.752.3
50.371.678.05.3
83.216.8
2.610.413.84.9
18.781.3
Cabeza (Calc) 100 0.97 1.73 14.9 11.1 100 100 100 100
Fig. 1
Efecto del A3-3
0
5
10
15
20
25
0 600 800
gr/t de A3_3
% Mn

7
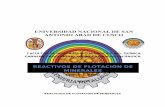
2.8. Evaluación de la Cal
Existe una pérdida de selectividad entre el Pb-Ag y el Mn cuando se utiliza cal
en el circuito, tal como se muestra en la Fig. Nº 2, en la que se observan las
adiciones de cal al circuito Vs. la ley de Mn en el concentrado Pb-Ag.
Fig. Nº 2
2.9. Evaluación de Flowsheet
La evaluación de los flowsheet fue realizada basada sobre las pruebas
cerradas, en las que se establecieron la relación entre las leyes del
concentrado y la recuperación de la plata. Se evaluaron 4 flowsheet básicos.
1. Un flowsheet en la cual el relave del concentrado cleaner Pb-Ag y el
concentrado cleaner scavenger se remuelen antes de la limpieza.
2. Un flowsheet sin remolienda.
3. Un flowsheet en el cual se remuele la totalidad de los concentrados Ro, Sc
y Cl Sc antes de la limpieza.
4. Un flowsheet en el cual se remuele el concentrado Sc antes de la limpieza.
Las condiciones y resultados se muestran en la Tabla Nº 3.
Efecto de la cal
0
5
10
15
20
25
0 500 1000gr/t de CaO
% Mn

8
De los resultados obtenidos de estas pruebas se ha demostrado que la ley del
concentrado y la recuperación de la plata están en función de 2 factores
principales:
1. La cantidad y punto de adición de xantato.
2. Configuración del flowsheet, en la cual la remolienda es fundamental para la
depresion del Mn.
“Una mejora en la ley del concentrado sobre 360 Oz Ag/t no significa
necesariamente que el Mn se está deprimiendo”
Tabla Nº 3
Leyes %, Oz Ag/Ton % DistribuciónCondiciones deFlowsheet
Producto Peso% Pb Zn Ag Mn Pb Zn Ag Mn
Fig. Nº2ColectoresAerophineXantato Z-6
Pb Cleaner ConcZn Cleaner ConcAg Cleaner ConcAg Rougher tailing
3.972.84
10.0383.16
22.00.60.4
0.16
4.8546.00.450.09
272.229.917.22.2
8.573.408.6911.1
82.11.63.8
12.5
11.980.72.84.6
71.35.5
11.411.8
3.20.98.3
87.6
Cabeza (Calc) 100 1.06 1.62 15.2 10.5 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónCondiciones de
FlowsheetProducto Peso
% Pb Zn Ag Mn Pb Zn Ag MnFig. Nº3ColectoresAerophineXantato Z-6
Pb Cleaner ConcZn Cleaner ConcAg Cleaner ConcAg Rougher tailing
3.652.799.99
83.57
23.60.830.500.16
4.2447.10.460.11
260.537.724.02.3
11.12.9
8.2610.7
80.62.24.7
12.5
9.681.82.95.7
63.87.1
16.113.0
4.00.88.0
87.2
Cabeza (Calc) 100 1.07 1.61 14.9 10.3 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónCondiciones de
FlowsheetProducto Peso
% Pb Zn Ag Mn Pb Zn Ag MnFig. Nº3ColectoresAlta Cant. DeXantato Z-6
Pb Cleaner ConcZn Cleaner ConcAg Cleaner ConcAg Rougher tailing
6.892.888.40
81.83
14.91.420.700.18
1.7647.60.620.09
138.751.126.02.2
3.263.0112.511.2
81.13.24.6
11.2
7.584.73.24.6
63.89.8
14.611.8
2.10.8
10.087.2
Cabeza (Calc) 100 1.02 1.62 15.0 10.5 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónCondiciones de
FlowsheetProducto Peso
% Pb Zn Ag Mn Pb Zn Ag MnFig. Nº4ColectoresBaja Cant. DeXantato Z-6
Pb Cleaner ConcZn Cleaner ConcAg Cleaner ConcAg Rougher tailing
3.632.96
10.6882.73
24.90.870.500.17
2.8147.90.880.12
279.738.222.32.3
4.233.9
11.211.1
80.32.34.9
12.5
6.082.85.55.8
65.27.3
15.312.2
1.41.1
11.286.2
Cabeza (Calc) 100 1.13 1.71 15.6 10.7 100 100 100 100Leyes %, Oz Ag/Ton % DistribuciónCondiciones de
FlowsheetProducto Peso
% Pb Zn Ag Mn Pb Zn Ag MnFig. Nº5ColectoresBaja Cant. DeXantato Z-6
Pb Cleaner ConcZn Cleaner ConcAg Cleaner ConcAg Rougher tailing
2.912.836.42
87.84
32.50.690.550.16
4.8648.40.700.10
354.628.927.82.4
8.582.484.9611.2
82.91.73.1
12.3
8.683.42.75.2
68.65.4
11.914.1
2.40.73.0
93.9
Cabeza (Calc) 100 1.14 1.64 15.0 10.5 100 100 100 100Condiciones deFlowsheet
Producto Peso%
Leyes %, Oz Ag/Ton % Distribución

9
Pb Zn Ag Mn Pb Zn Ag MnFig. Nº5ColectoresAlta Cant. DeXantato Z-6
Pb Cleaner ConcZn Cleaner ConcAg Cleaner ConcAg Rougher tailing
3.892.723.98
89.41
23.70.580.490.17
4.2249.30.870.10
284.728.126.72.3
7.22.245.7510.9
83.11.41.8
13.7
10.182.42.15.4
74.25.17.1
13.5
2.70.62.2
94.5
Cabeza (Calc) 100 1.11 1.63 14.9 10.3 100 100 100 100
El flowsheet final recomendado incluye la remolienda de las espumas Ro, Sc y
Cl Sc, en la cual se puede incluir la remolienda del relave de la segunda
limpieza del concentrado Pb-Ag. Con esta opción se puede lograr una
recuperación adicional de la plata.
2.10. Esquema de Reactivos Recomendado
Las dosificaciones y puntos de adición de los reactivos que se muestran a
continuación son los que dieron mejores resultados tanto en ley de concentrado
como en recuperación, con una buena selectividad entre el Pb-Ag y el Mn, por
la buena depresión de la alabandita.
El depresor A3-3 está compuesto por Na2SiO3, Na2S2O5 y Al2(SO4)3 en una
proporción de 43:29:28. Es una suspensión coloidal que necesita continua
agitación.
Puntos de adición gr/tonReactivos
Molienda Ro Pb-Ag Cl Pb-Ag Acond. Zn Cl Zn
Depresores ymodificadoresNa2CO3Na2SZnSO4A3-3CaOCuSO4Colectores yespumantes3418-A4037Z-63894MIBC
1000400300600--
30----
1520-18
300300500
20
6
1300300
68
30050
4

10
3. CONCLUSIONES
• La presencia de arcillas tiene un efecto negativo en la velocidad de flotación
y su selectividad.
• La presencia de más de 10 especies mineralógicas, incluyendo plata nativa,
requiere de diferentes tipos de colectores que también pueden flotar
fácilmente la alabandita.
• La alabandita es el principal contaminante de los concentrados de Pb-Ag y
Zn. Algunos minerales de plata también contienen Mn, por lo cual la
depresión completa del Mn no puede ser posible.
• Durante el desarrollo de las pruebas se ha establecido que la selectividad
entre el Pb-Ag y el Mn depende de:
a) pH de flotación,
b) tipo de colector por utilizar y
c) fineza de la remolienda de espumas, antes de las etapas de limpieza.
• El nuevo flowsheet y el esquema de reactivos desarrollados en este trabajo
demuestran que se debe implementar en la planta concentradora.
4. RECOMENDACIONES
• Implementar el nuevo flowsheet y esquema de reactivos en la planta
concentradora.
• Optimizar el nuevo flowsheet y esquema con nuevos reactivos bajo las
condiciones de la planta concentradora, de acuerdo con la siguiente
secuencia:
- Instalar el molino de remolienda de espumas.
- Hacer los cambios en el flowsheet del circuito Pb-Ag.
- Hacer los cambios en el flowsheet del circuito Zn.
La implementación de todas las recomendaciones se inició en setiembre de
1999 y se terminaron en abril del año 2000, parando la planta de lixiviación el
1º de mayo del mismo año.

11
5. LOGROS ALCANZADOS
1. Reducción del costo de operación en 0.70$/Tcs, lo que representa 42,000
$/mes.
2. Dejar de consumir y transportar ácido sulfúrico en un promedio de 1,200 TM
al mes con un ahorro de US $ 120,000.
3. Dejar de usar cal en la planta de tratamiento de las aguas ácidas, con
precipitación del MnSO4, y cuyo consumo era del orden de 600 TM/mes,
representando un ahorro de US $ 30,000.
4. Dejar de producir Na2S con el uso de NaOH, cuyo costo representa US $
15,000/mes.
5. Dejar de emitir SO2 originado por la combustión de H2S remanente de la
planta de Na2S.
6. Las nuevas condiciones de trabajo inciden directamente en una mejora de
la salud de toda la población.
7. Eliminación de la generación de MnSO4, que impactó el agua de la laguna
por más de 25 años.
8. Eliminación total del H2S de los ambientes laborales y zonas urbanas del
campamento que también fueron impactadas por más de 25 años.
9. Eliminación de la corrosión de motores, tableros eléctricos, sistemas
electrónicos, infraestructura de la planta, lo que originaba un costo adicional
de $ 5,000 al mes.
10. Aumento en la recuperación de Ag en 3.9%, de acuerdo con los cuadros
metalúrgicos.

12
PARTE METALURGICO CON LIXIVIACION – UCHUCCHACUA ENERO DICIIEMBRE 1,999
PESO LEYES CONTENIDO METALICO DISTRIBUCION
PRODUCTO T.C.S. % Oz Ag/tcs % Pb % Mn % Zn Oz. Ag Ton Pb Ton Zn Ag Pb Zn
Cabeza 709 270,000 100,0 13,9 0,91 10,09 1,13 9 881 237 6 477,866 8 033,310 100,0 100,0 100,0
Conc. Pb-Ag 38 271,317 5,4 174,0 14,85 12,18 5,96 6 658 614 5 681,722 2 279,267 67,4 87,7 28,4
Relav Pb-Ag 670 998,683 94,6 4,8 0,12 9,91 0,86 3 222 623 796,144 5 754,044 32,6 12,3 71,6
Conc. Zn 10 799,442 1,5 43,1 6,81 42,07 465 466 4 543,288 4,7 56,6
Relave final 660 196,716 93,1 4,2 0,18 2 757 137 1 210,756 27,9 15,1
Conc. Lixiv. 27 217,255 3,8 244,6 20,88 2,68 0 0,000 0,000
R.C. Pb-Ag 18,533
R.C. Zn 65,677 Recuperación total de: 72,1 84,9
R.C. Lixiv. 1,406
R.C. Total 26,060
PARTE METALURGICO SIN LIXIVIACION – UCHUCCHACUA JUNIO 2,000
PESO LEYES CONTENIDO METALICO DISTRIBUCION
PRODUCTO T.C.S. % Oz Ag/tcs % Pb % Mn % Zn Oz. Ag Ton Pb Ton Zn Ag Pb Zn
Cabeza 54 000,000 100,0 16,6 1,16 11,70 1,71 894 530 625,402 923,476 100,0 100,0 100,0
Conc. Pb-Ag 2 731,848 5,1 227,4 20,47 3,27 6,76 621 350 559,267 184,807 69,5 89,4 20,0
Relav Pb-Ag 51 268,152 94,9 5,3 0,13 12,15 1,44 273 180 66,135 738,669 30,5 10,6 80,0
Conc. Zn 1 302,228 2,4 37,5 0,98 2,93 45,55 48 888 12,800 593,169 5,5 2,0 64,2
Relave final 49 965,924 92,5 4,5 0,11 0,00 0,29 224 292 53,335 145,500 25,1 8,5 15,8
R.C. Pb-Ag 19,767
R.C. Zn 41,467 Recuperación total de: 75 91,5 84,2

13
CIRCUITO ANTERIOR CON LIXIVIACIÓN
Di
C
CIRCUITO ACTUAL SIN LIXIVIACIÓN