Banco de preguntas
19
UNIVERSIDAD CENTRAL DE ECUADOR Facultad de Filosofía, Letras y Ciencias de la Educación Escuela de Educación Técnica BANCO DE PREGUNTAS Nombre: Erick Quishpe Semestre: 5to Especialidad: Mecánica industrial
-
Upload
erick-quishpe -
Category
Documents
-
view
241 -
download
2
description
banco de pregun tas basico de suelda electrica y autogena
Transcript of Banco de preguntas
UNIVERSIDAD CENTRAL DE ECUADOR
Facultad de Filosofía, Letras y Ciencias de la Educación Escuela de Educación Técnica
BANCO DE PREGUNTAS
Nombre: Erick Quishpe
Semestre: 5to
Especialidad: Mecánica industrial
1. ¿Qué es mecánica industrial?
Es un arte que consiste en la creación y mantenimiento de maquinas con el fin de
transformar materia prima en productos elaborados de forma masiva
2. Dar el concepto de uniones y sus clasificaciones
Las uniones mecánicas son técnicas útiles y practicas para unir piezas de distintos
elementos mecánicos, son necesarias en todos aquellos conjuntos que por
proceso de fabricación (dificultad, coste,...) sea necesaria la fabricación por
separado de los componentes que lo integran
Uniones permanentes
No permanentes
Soldadura
Adhesivo
Remaches
Presión
Uniones roscadas
Ajuste de rodamientos
3. Formas de unir materiales describirlos
Remaches:
Cuando se unen piezas de poco espesor como láminas o chapas.
Piezas fabricadas con materiales blandos y tenaces, como aluminio, acero
dulce, latón, cobre, etc.
Formados por un cuerpo cilíndrico llamado caña o espiga, que atraviesa las
piezas que se van a unir, y un ensanchamiento final que es la cabeza.
Para remachar, primero hay que taladrar para preparar el orificio por el que
se pondrá la caña del remache.
Soldadura blanda:
Unir dos piezas metálicas vertiendo sobre ello estaño fundido.
Para esto se usa un soldador y estaño.
Se pude unir tiras finas como cobre, latón, hojalata, clavos finos de hierro.
También se usa en electrónica.
No se puede soldar con esta técnica el aluminio.
Porque no se mezcla con el estaño.
Para conseguir una buena soldadura, las superficies a unir deben estar
limpias.
Pegado:
Actualmente existen pegamentos para unir casi todo tipo de materiales
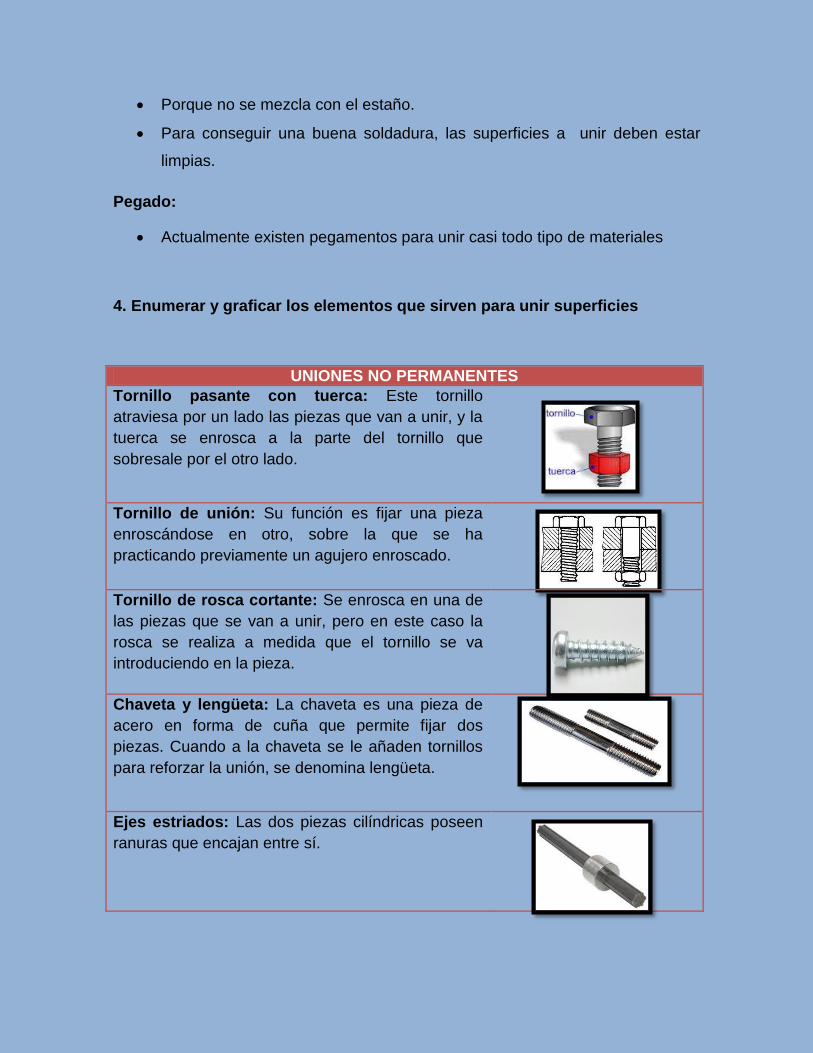
4. Enumerar y graficar los elementos que sirven para unir superficies
UNIONES NO PERMANENTES
Tornillo pasante con tuerca: Este tornillo
atraviesa por un lado las piezas que van a unir, y la
tuerca se enrosca a la parte del tornillo que
sobresale por el otro lado.
Tornillo de unión: Su función es fijar una pieza
enroscándose en otro, sobre la que se ha
practicando previamente un agujero enroscado.
Tornillo de rosca cortante: Se enrosca en una de
las piezas que se van a unir, pero en este caso la
rosca se realiza a medida que el tornillo se va
introduciendo en la pieza.
Chaveta y lengüeta: La chaveta es una pieza de
acero en forma de cuña que permite fijar dos
piezas. Cuando a la chaveta se le añaden tornillos
para reforzar la unión, se denomina lengüeta.
Ejes estriados: Las dos piezas cilíndricas poseen
ranuras que encajan entre sí.
Guías: Permiten el desplazamiento de dos piezas
entre sí.
UNIONES FIJAS
Remache: Se introduce una pieza cilíndrica en los orificios de las piezas que se van a unir; a continuación, con una máquina denominada remachadora, se practica otra cabeza en el extremo opuesto, de modo que las dos piezas quedan unidas.
Unión por ajuste a presión: Se introduce en un orificio, un eje de diámetro un poco mayor que el de el orificio.
Adhesivos: Son sustancias capaces de producir una unión permanente cuando se interponen entre dos superficies metálicas. Entre los adhesivos para materiales cabe destacar los siguientes.
Adhesivo termofusible: Se aplica sobre el material mediante una pistola de encolar. Cuando se conecta la pistola, se calienta la resistencia que contiene y la barrita termofusible se funde.
Resinas de dos componentes: Este adhesivo tiene el inconveniente de que su tiempo de secado puede ser de varias horas; sin embargo, proporciona una unión excelente y es resistente al agua.
Adhesivos instantáneos: Pueden emplearse para unir piezas metálicas entre sí o con otras no metálicas. Una vez aplicado el adhesivo, deben unirse rápidamente las piezas, pues si secado es casa instantáneo.
Soldadura: Es la unión de materiales por medio de la aplicación de calor y presión sobre sus superficies.
Soldadura blanda: Se utiliza un soldador eléctrico, así como una aleación de estaño y plomo material como aportación. Se aproxima la punta del soldador y el carrete a las piezas que se van a unir y se retiran ambos una vez fundido y depositado el material de aportación, con lo que la soldadura se solidifica rápidamente.
Soldadura fuerte: El proceso de soldadura es idéntico al anterior, con la única diferencia de que, al ser la temperatura alcanzada mucho mayor, la unión resulta más fuerte.
Soldadura oxiacetilénica: Se emplea un soplete oxiacetilénico, que es una pistola que se alimenta a través de dos tubos de entrada independientes. Al mezclarse el oxígeno y el acetileno, se produce una llama muy energética, que sale por una boquilla.
5. Cuál es el significado de soldadura por arco eléctrico
Esla carga eléctrica que forma el choque de los electrones positivos con los
negativos formando una ionización y así formando el plasma de suelda lo cual nos
permitirá tener una buena soldadura
6. Que es soldadura con aporte o sin aporte de material
Soldadura con aporte Soldadura sin aporte
Son todos los tipos de soldadura que utilizan material de aporte como los electrodos o hilos en la caso de la suelda eléctrica, Gmaw, Qtaw utilizadas para unir diferentes ´piezas metálicas
Es la soldadura que no utiliza material para soldara los diferentes tipos de materiales mecacnicos, conocida como soldadura por fusión dodn solo se calientan los materiales al punto de su fusión para asi lograr unirlos
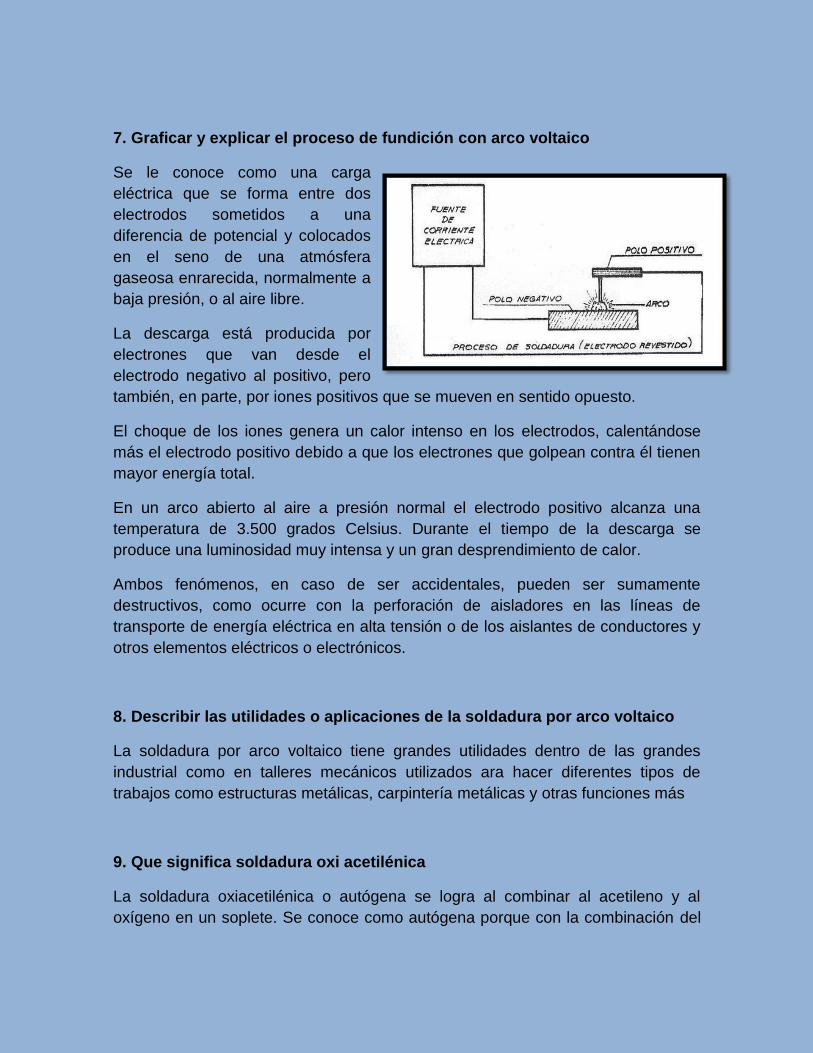
7. Graficar y explicar el proceso de fundición con arco voltaico
Se le conoce como una carga
eléctrica que se forma entre dos
electrodos sometidos a una
diferencia de potencial y colocados
en el seno de una atmósfera
gaseosa enrarecida, normalmente a
baja presión, o al aire libre.
La descarga está producida por
electrones que van desde el
electrodo negativo al positivo, pero
también, en parte, por iones positivos que se mueven en sentido opuesto.
El choque de los iones genera un calor intenso en los electrodos, calentándose
más el electrodo positivo debido a que los electrones que golpean contra él tienen
mayor energía total.
En un arco abierto al aire a presión normal el electrodo positivo alcanza una
temperatura de 3.500 grados Celsius. Durante el tiempo de la descarga se
produce una luminosidad muy intensa y un gran desprendimiento de calor.
Ambos fenómenos, en caso de ser accidentales, pueden ser sumamente
destructivos, como ocurre con la perforación de aisladores en las líneas de
transporte de energía eléctrica en alta tensión o de los aislantes de conductores y
otros elementos eléctricos o electrónicos.
8. Describir las utilidades o aplicaciones de la soldadura por arco voltaico
La soldadura por arco voltaico tiene grandes utilidades dentro de las grandes
industrial como en talleres mecánicos utilizados ara hacer diferentes tipos de
trabajos como estructuras metálicas, carpintería metálicas y otras funciones más
9. Que significa soldadura oxi acetilénica
La soldadura oxiacetilénica o autógena se logra al combinar al acetileno y al
oxígeno en un soplete. Se conoce como autógena porque con la combinación del
combustible y el comburente se tiene autonomía para ser manejada en diferentes
medios.
10. Describir las características del oxigeno
Es un gas que se encuentra en la naturaleza mezclado o combinado con otros
elementos químicos, y es el principal en toda combustión:
La llama oxiacetilénica lo utiliza como gas comburente. En el aire existe mezclado
con nitrógeno y con varios gases nobles.
El oxígeno es un gas inodoro, incoloro e insípido. Son dos los principales
procedimientos en la industria para la obtención del oxígeno:
Proceso del aire líquido.
Proceso electrolítico.
El proceso del aire líquido se basa en el principio de separación de otros gases
que existen mezclados en el aire, sometiéndolos a muy bajas temperaturas para
lograr la licuefacción de estos.
Ese aire líquido se somete a la acción de secadores y purificadores para después
comprimirlos a muy alta presión.
Básicamente lo que se hace es separar él oxigeno del nitrógeno dejando evaporar
este último mientras que el oxígeno permanece en estado líquido y se deposita en
tanques de almacenamiento para comprimirlos.
El oxígeno por procedimiento electrolítico se produce haciendo pasar una corriente
eléctrica continua a través del agua. Se cierra provocando así la disociación de los
elementos que la componen.
11. Describir las características del C2H2
Es el más importante de los hidrocarburos gaseosos y como combustible es el
elemento más valioso. Es una composición química de carbono e hidrógeno (2
partes de carbono por 2 de hidrógeno).
El acetileno se produce al ocurrir la reacción del agua con carburo de calcio. El
carburo de calcio se obtiene de hornos eléctricos mediante la reducción de la cal
viva con carbono.
El carburo de calcio y el agua se pone en contacto en recipientes adecuados
llamados generadores; generalmente los generadores de acetileno se construyen
con accesorios que los hacen funcionar automáticamente para producir acetileno
en la misma cantidad que consume el soplete dejando de generar tan pronto se
acaba la llama.
Esto era utilizado anteriormente ya que hoy en día se pueden adquirir fácilmente
los tanques con acetileno para poder utilizarlo directamente al soplete.
Características:
El acetileno es un gas incoloro e insípido sin sabor, pero de olor
característico semejante al agua miel de la caña.
Su potencia calorífica es de 13600 kcal/m3.
Dentro de sus varias propiedades posee una gran inestabilidad y bajo la
acción del calor o de la presión, puede descomponerse espontáneamente
en sus dos elementos, carbono e hidrógeno, produciendo una explosión.
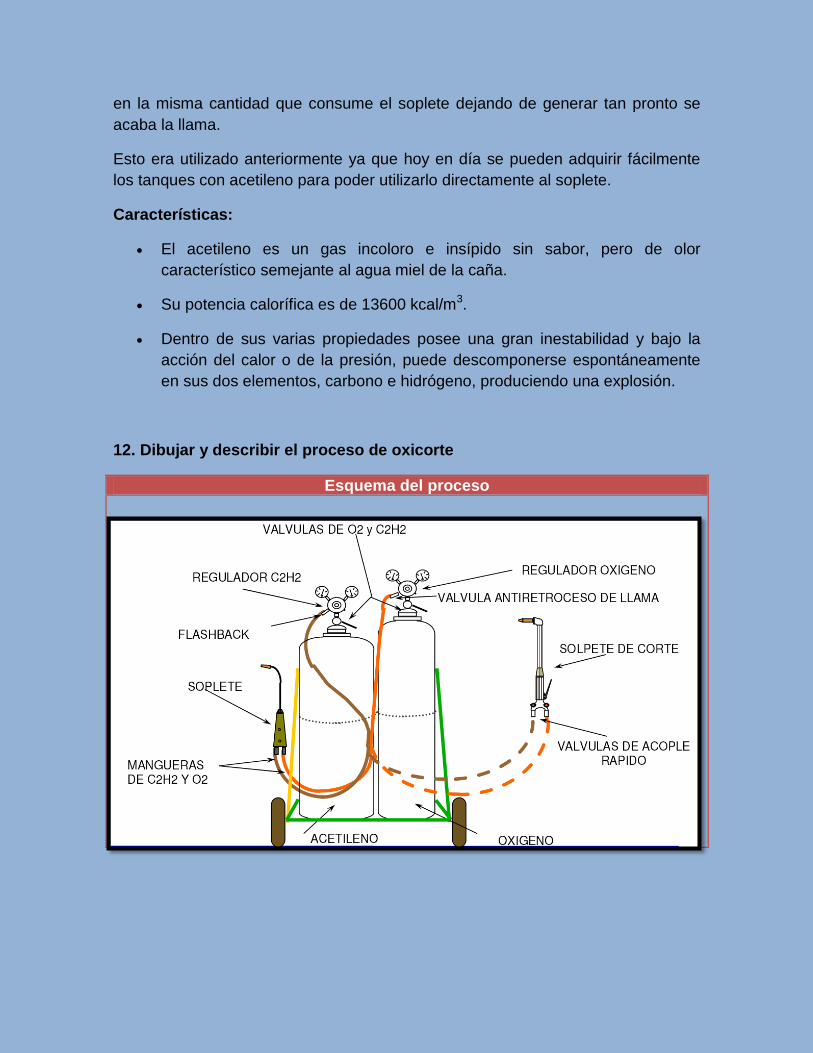
12. Dibujar y describir el proceso de oxicorte
Esquema del proceso
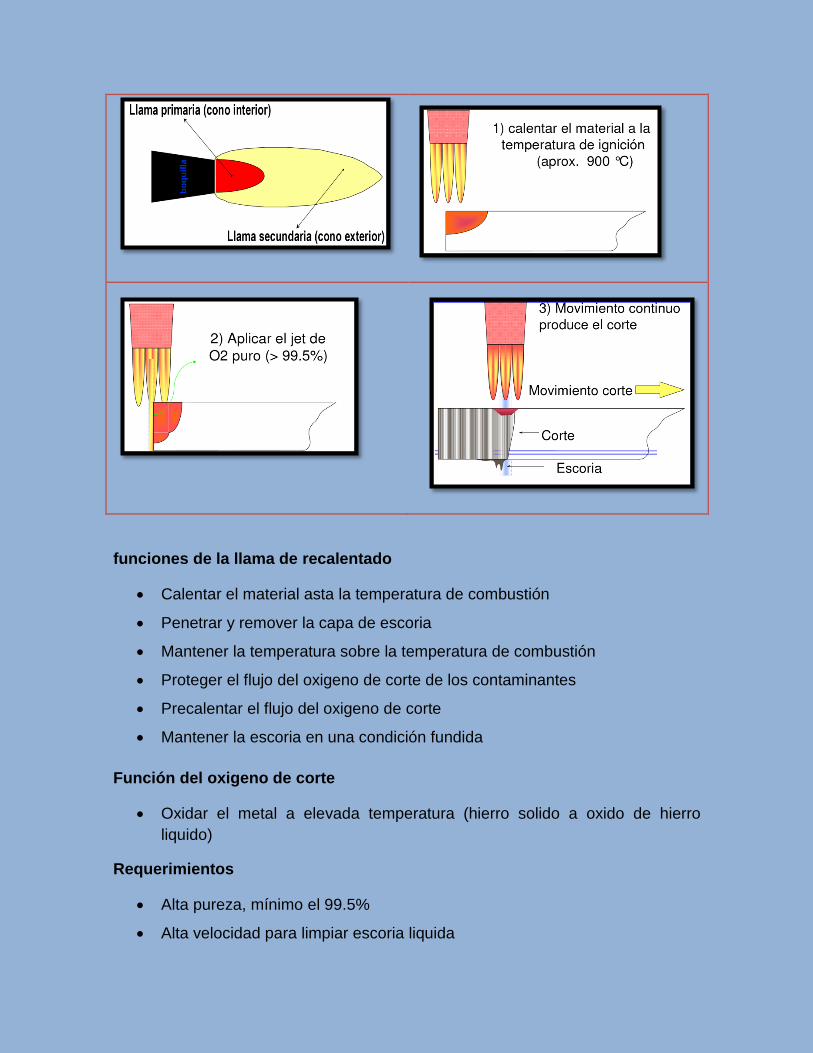
funciones de la llama de recalentado
Calentar el material asta la temperatura de combustión
Penetrar y remover la capa de escoria
Mantener la temperatura sobre la temperatura de combustión
Proteger el flujo del oxigeno de corte de los contaminantes
Precalentar el flujo del oxigeno de corte
Mantener la escoria en una condición fundida
Función del oxigeno de corte
Oxidar el metal a elevada temperatura (hierro solido a oxido de hierro
liquido)
Requerimientos
Alta pureza, mínimo el 99.5%
Alta velocidad para limpiar escoria liquida
Producir reacción exotérmica
La escoria liquida formada debe fundir bajo la temperatura de fusión de la
aleación
No debe producir gases o estos deben ser mínimos durante la reacción
La temperatura de combustión debe estar bajo la temperatura de fusión
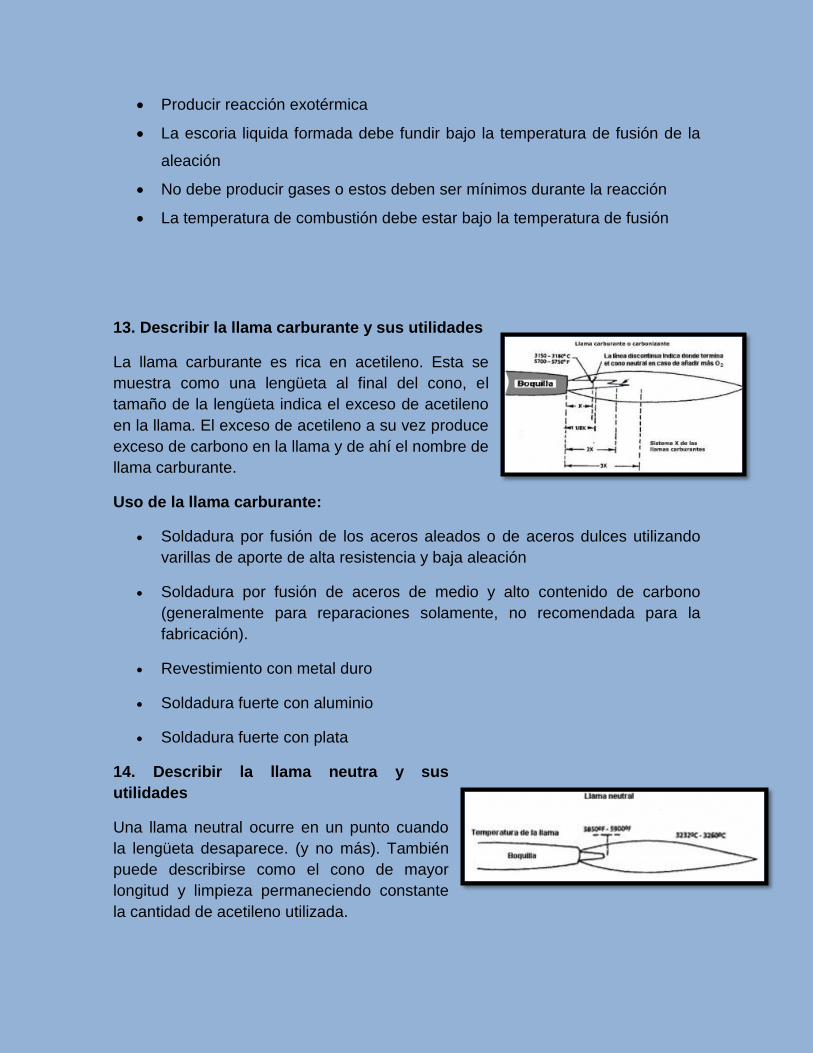
13. Describir la llama carburante y sus utilidades
La llama carburante es rica en acetileno. Esta se
muestra como una lengüeta al final del cono, el
tamaño de la lengüeta indica el exceso de acetileno
en la llama. El exceso de acetileno a su vez produce
exceso de carbono en la llama y de ahí el nombre de
llama carburante.
Uso de la llama carburante:
Soldadura por fusión de los aceros aleados o de aceros dulces utilizando
varillas de aporte de alta resistencia y baja aleación
Soldadura por fusión de aceros de medio y alto contenido de carbono
(generalmente para reparaciones solamente, no recomendada para la
fabricación).
Revestimiento con metal duro
Soldadura fuerte con aluminio
Soldadura fuerte con plata
14. Describir la llama neutra y sus
utilidades
Una llama neutral ocurre en un punto cuando
la lengüeta desaparece. (y no más). También
puede describirse como el cono de mayor
longitud y limpieza permaneciendo constante
la cantidad de acetileno utilizada.
Usos de la llama neutral:
Soldadura por fusión de aceros de bajo contenido de carbono.
Soldadura por fusión del aluminio.
Soldadura por fusión del hierro fundido.
Soldadura fuerte de los aceros.
Soldadura fuerte del cobre y sus aleaciones.
Corte con llama.
Calentamiento.
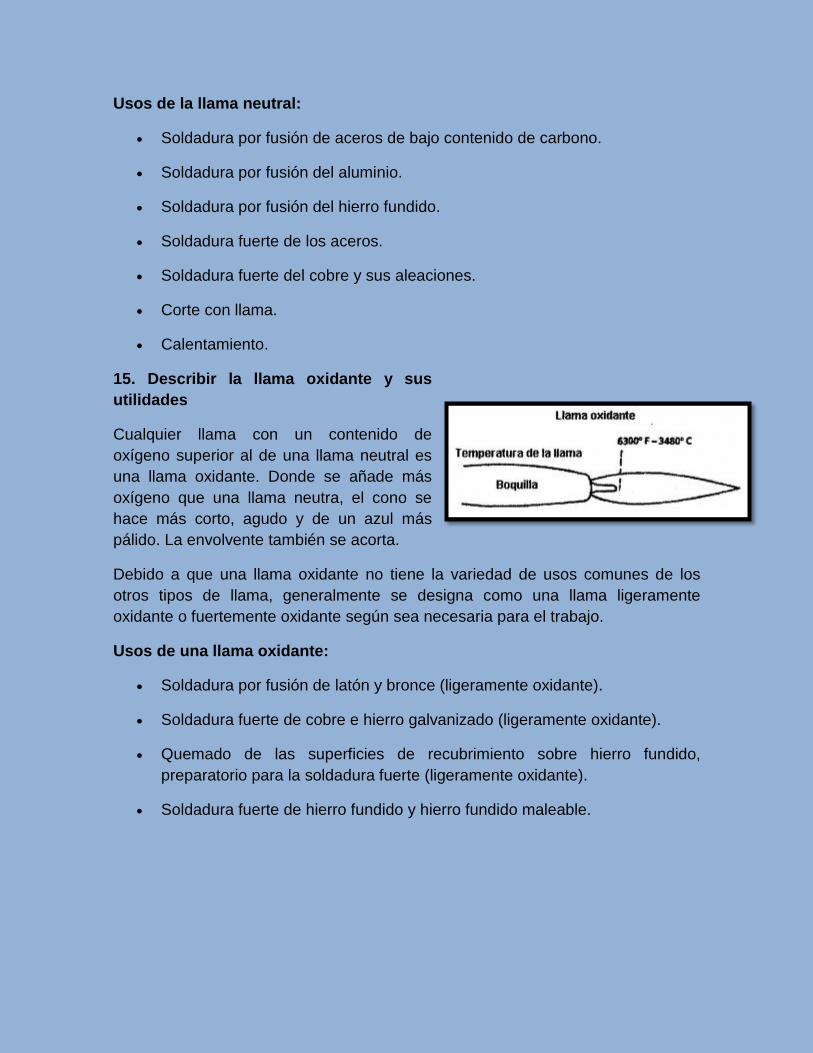
15. Describir la llama oxidante y sus
utilidades
Cualquier llama con un contenido de
oxígeno superior al de una llama neutral es
una llama oxidante. Donde se añade más
oxígeno que una llama neutra, el cono se
hace más corto, agudo y de un azul más
pálido. La envolvente también se acorta.
Debido a que una llama oxidante no tiene la variedad de usos comunes de los
otros tipos de llama, generalmente se designa como una llama ligeramente
oxidante o fuertemente oxidante según sea necesaria para el trabajo.
Usos de una llama oxidante:
Soldadura por fusión de latón y bronce (ligeramente oxidante).
Soldadura fuerte de cobre e hierro galvanizado (ligeramente oxidante).
Quemado de las superficies de recubrimiento sobre hierro fundido,
preparatorio para la soldadura fuerte (ligeramente oxidante).
Soldadura fuerte de hierro fundido y hierro fundido maleable.
16. Describir todos los dispositivos de seguridad para el equipo de oxi corte
Utilización de botellas
Las botellas deben estar perfectamente identificadas en todo momento, en
caso contrario deben inutilizarse y devolverse al proveedor.
Todos los equipos, canalizaciones y accesorios deben ser los adecuados a
la presión y gas a utilizar.
Las botellas de acetileno llenas se deben mantener en posición vertical, al
menos 12 horas antes de ser utilizadas. En caso de tener que tumbarlas, se
debe mantener el grifo con el orificio de salida hacia arriba, pero en ningún
caso a menos de 50 cm del suelo.
Los grifos de las botellas de oxígeno y acetileno deben situarse de forma
que sus bocas de salida apunten en direcciones
Utilización de botellas
Las botellas en servicio deben estar libres de objetos que las cubran total o
parcialmente.
Las botellas deben estar a una distancia entre 5 y 10 m de la zona de
trabajo.
Antes de empezar una botella comprobar que el manómetro marca “cero”
con el grifo cerrado.
Si el grifo de una botella se atasca, no se debe forzar la botella, se debe
devolver al suministrador marcando convenientemente la deficiencia
detectada.
Antes de colocar el manorreductor, debe purgarse el grifo de la botella de
oxígeno, abriendo un cuarto de vuelta y cerrando a la mayor brevedad.
Colocar el manorreductor con el grifo de expansión totalmente abierto;
después de colocarlo se debe comprobar que no existen fugas utilizando
agua jabonosa, pero nunca con llama. Si se detectan fugas se debe
proceder a su reparación inmediatamente.
Abrir el grifo de la botella lentamente; en caso contrario el reductor de
presión podría quemarse.
Las botellas no deben consumirse completamente pues podría entrar aire.
Se debe conservar siempre una ligera sobrepresión en su interior
Cerrar los grifos de las botellas después de cada sesión de trabajo.
Después de cerrar el grifo de la botella se debe descargar siempre el
manorreductor, las mangueras y el soplete.
La llave de cierre debe estar sujeta a cada botella en servicio, para cerrarla
en caso de incendio. Un buen sistema es atarla al manorreductor.
Las averías en los grifos de las botellas debe ser solucionadas por el
suministrador, evitando en todo caso el desmontarlos.
No sustituir las juntas de fibra por otras de goma o cuero.
Si como consecuencia de estar sometidas a bajas temperaturas se hiela el
manorreductor de alguna botella utilizar paños de agua caliente para
deshelarlas
Mangueras
Las mangueras deben estar siempre en perfectas condiciones de uso y
sólidamente fijadas a las tuercas de empalme.
Las mangueras deben conectarse a las botellas correctamente sabiendo
que las de oxígeno son rojas y las de acetileno negras, teniendo estas
últimas un diámetro mayor que las primeras.
Se debe evitar que las mangueras entren en contacto con superficies
calientes, bordes afilados, ángulos vivos o caigan sobre ellas chispas
procurando que no formen bucles.
Las mangueras no deben atravesar vías de circulación de vehículos o
personas sin estar protegidas con apoyos de paso de suficiente resistencia
a la compresión.
Antes de iniciar el proceso de soldadura se debe comprobar que no existen
pérdidas en las conexiones de las mangueras utilizando agua jabonosa, por
ejemplo. Nunca utilizar una llama para efectuar la comprobación.
No se debe trabajar con las mangueras situadas sobre los hombros o entre
las piernas.
Las mangueras no deben dejarse enrolladas sobre las ojivas de las
botellas.
Después de un retorno accidental de llama, se deben desmontar las
mangueras y comprobar que no han sufrido daños. En caso afirmativo se
deben sustituir por unas nuevas desechando las deterioradas
Soplete
El soplete debe manejarse con cuidado y en ningún caso se golpeará con
él.
En la operación de encendido debería seguirse la siguiente secuencia de
actuación:
o Abrir lentamente y ligeramente la válvula del soplete correspondiente
al oxígeno.
o Abrir la válvula del soplete correspondiente al acetileno alrededor de
3/4 de vuelta.
o Encender la mezcla con un encendedor o llama piloto.
o Aumentar la entrada del combustible hasta que la llama no despida
humo.
o Acabar de abrir el oxígeno según necesidades.
o Verificar el manorreductor.
En la operación de apagado debería cerrarse primero la válvula del
acetileno y después la del oxígeno.
No colgar nunca el soplete en las botellas, ni siquiera apagado.
No depositar los sopletes conectados a las botellas en recipientes cerrados.
La reparación de los sopletes la deben hacer técnicos especializados.
Limpiar periódicamente las toberas del soplete pues la suciedad acumulada
facilita el retorno de la llama. Para limpiar las toberas se puede utilizar una
aguja de latón.
Si el soplete tiene fugas se debe dejar de utilizar inmediatamente y
proceder a su reparación. Hay que tener en cuenta que fugas de oxígeno
en locales cerrados pueden ser muy peligrosas.
Retorno de llama
En caso de retorno de la llama se deben seguir los siguientes pasos:
o Cerrar la llave de paso del oxígeno interrumpiendo la alimentación a
la llama interna.
o Cerrar la llave de paso del acetileno y después las llaves de
alimentación de ambas botellas.
En ningún caso se deben doblar las mangueras para interrumpir el paso del
gas.
Efectuar las comprobaciones pertinentes para averiguar las causas y
proceder a solucionarla

17. Dibujar Imagen con dispositivos de seguridad
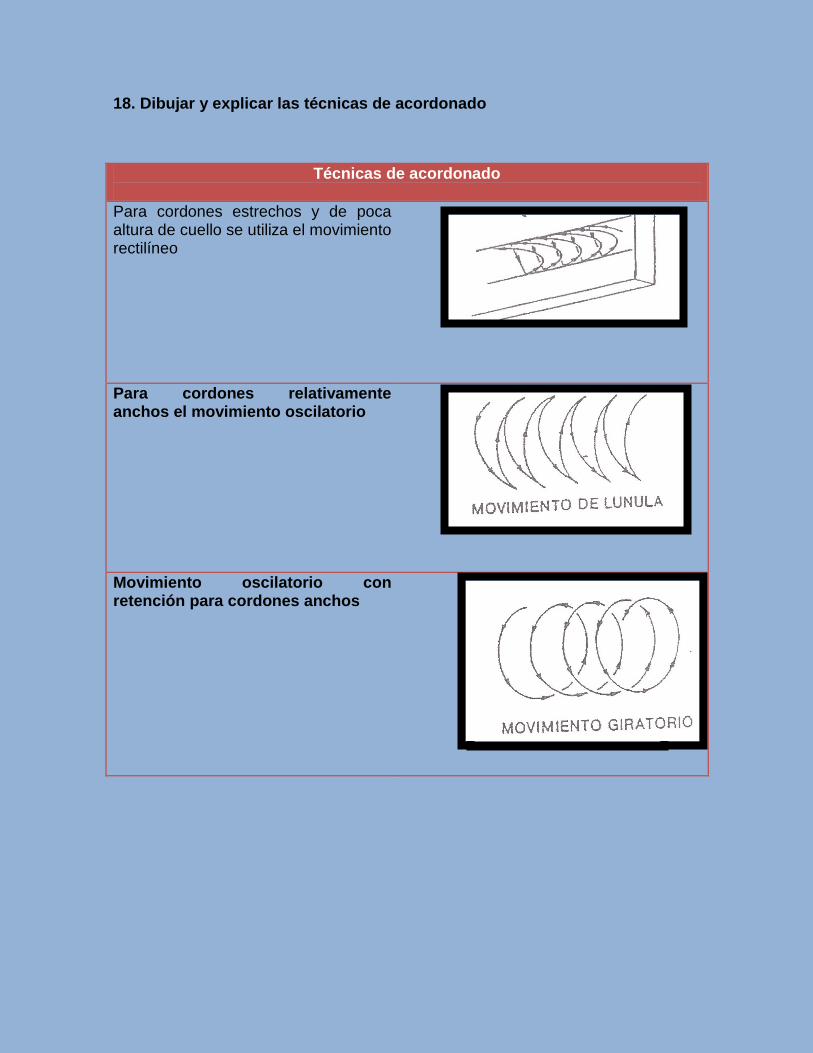
18. Dibujar y explicar las técnicas de acordonado
Técnicas de acordonado
Para cordones estrechos y de poca altura de cuello se utiliza el movimiento rectilíneo
Para cordones relativamente anchos el movimiento oscilatorio
Movimiento oscilatorio con retención para cordones anchos
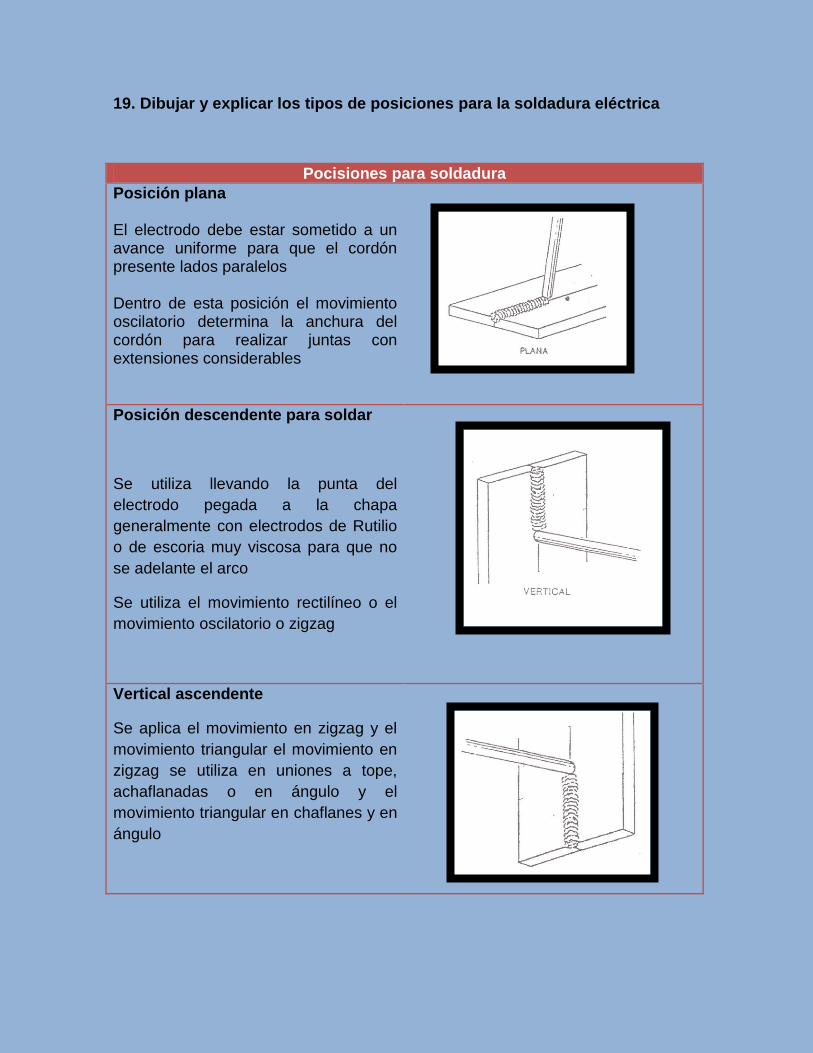
19. Dibujar y explicar los tipos de posiciones para la soldadura eléctrica
Pocisiones para soldadura
Posición plana El electrodo debe estar sometido a un avance uniforme para que el cordón presente lados paralelos Dentro de esta posición el movimiento oscilatorio determina la anchura del cordón para realizar juntas con extensiones considerables
Posición descendente para soldar
Se utiliza llevando la punta del
electrodo pegada a la chapa
generalmente con electrodos de Rutilio
o de escoria muy viscosa para que no
se adelante el arco
Se utiliza el movimiento rectilíneo o el
movimiento oscilatorio o zigzag
Vertical ascendente
Se aplica el movimiento en zigzag y el
movimiento triangular el movimiento en
zigzag se utiliza en uniones a tope,
achaflanadas o en ángulo y el
movimiento triangular en chaflanes y en
ángulo
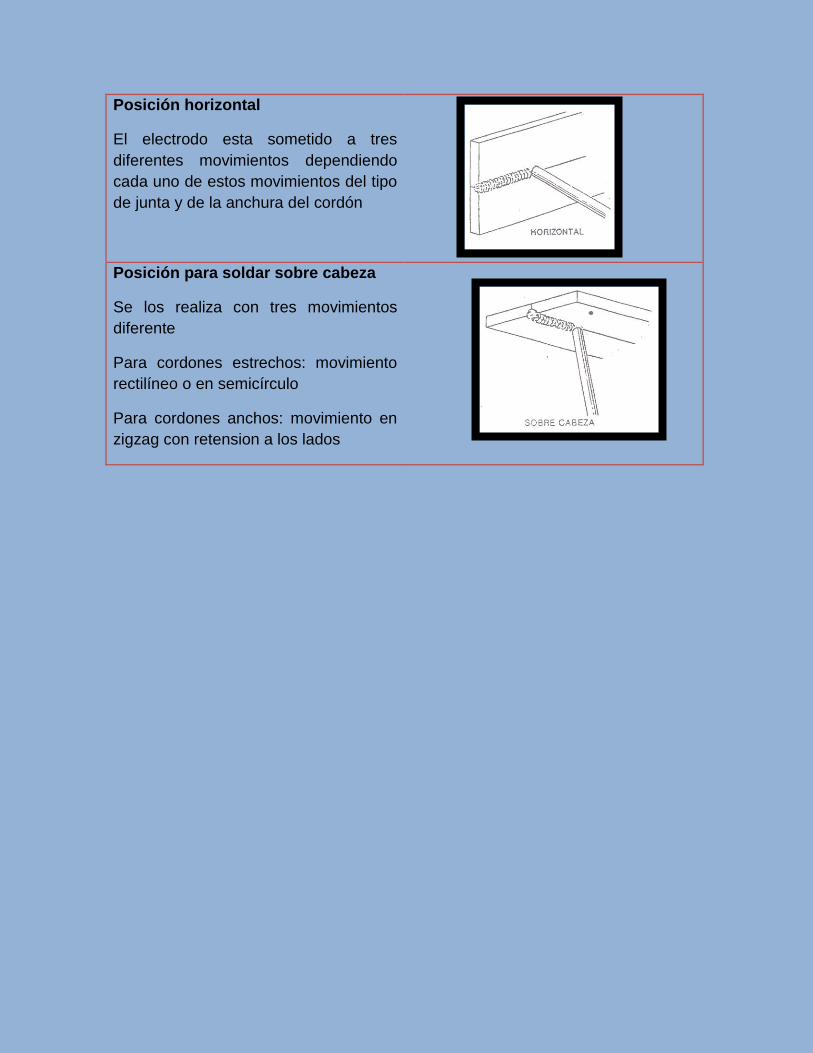
Posición horizontal
El electrodo esta sometido a tres
diferentes movimientos dependiendo
cada uno de estos movimientos del tipo
de junta y de la anchura del cordón
Posición para soldar sobre cabeza
Se los realiza con tres movimientos
diferente
Para cordones estrechos: movimiento
rectilíneo o en semicírculo
Para cordones anchos: movimiento en
zigzag con retension a los lados












