
BALANCE DE MATERIALES PARA AUMENTO DE...
93
ESTUDIAR PARA PREVER Y PREVER PARA ACTUAR PREMIO INTRAGOB 2006 a la 06 RSGC - 617 INICIO: 2012.09.28 TERMINO: 2015.09.28 ISO 9001:2008 PROCESO EDUCATIVO SGC SNEST IMNC-RSGC-617 IMNC-RSGC-617 IMNC-RSGC-617 CERTIFICADO BAJO LA NORMA ISO 9001:2008 CERTIFICADO BAJO LA NORMA ISO 9001:2008 VILLA DE ÁLVAREZ, COL., MAYO DE 2014 BALANCE DE MATERIALES PARA AUMENTO DE CAPACIDAD INGENIO AZUCARERO EL DORADO OPCIÓN VII MEMORIA DE EXPERIENCIA PROFESIONAL QUE PARA OBTENER EL TÍTULO DE INGENIERO BIOQUÍMICO PRESENTA ANTONIA PLASCENCIA SILVA ASESOR ING. ENRIQUE GÓMEZ GÓMEZ
Transcript of BALANCE DE MATERIALES PARA AUMENTO DE...

ESTUDIAR PARA PREVERY PREVER PARA ACTUAR
P R E M I OINTRAGOB
2006
a la
06
RSGC - 617INICIO: 2012.09.28
TERMINO: 2015.09.28
ISO 9001:2008
PROCESO EDUCATIVO
S G C
S N E S T
IMNC-RSGC-617
IMNC-RSGC-617IMNC-RSGC-617
CERTIFICADO BAJO LANORMA ISO 9001:2008
CERTIFICADO BAJO LANORMA ISO 9001:2008
VILLA DE ÁLVAREZ, COL., MAYO DE 2014
BALANCE DE MATERIALES PARA AUMENTO DECAPACIDAD INGENIO AZUCARERO EL DORADO
OPCIÓN VIIMEMORIA DE EXPERIENCIA PROFESIONAL
QUE PARA OBTENER EL TÍTULO DE INGENIERO BIOQUÍMICO
PRESENTA ANTONIA PLASCENCIA SILVA
ASESOR ING. ENRIQUE GÓMEZ GÓMEZ


DEDICATORIA
A mi Madre:
Por todo el cariño,
La comprensión y la paciencia…
Porque mis logros son suyos
A mis Hijos:
Por ser mi motivación
Cuando sentía que mi camino se me cerraba
Me inspiraron a ser una mejor persona para ustedes
A Humberto:
Por tu apoyo incondicional
Gracias por estar siempre a mi lado

AGRADECIMIENTOS
A Dios por permitirme vivir y cumplir mis propósitos
A mi Madre y Hermanos por su apoyo incondicional, amor y tolerancia
A mis maestros por su Educación y Enseñanza
A mi Alma Mater por su compromiso con la Educación

OBJETIVO GENERAL
OBJETIVO ESPECIFICO
JUSTIFICACION
INTRODUCCION…………………………..………………………………………………………………………………………….……1
Capítulo I: La caña de Azúcar
1.1 La Caña de Azúcar……………………………………………………………………………………………………….3
1.2 Azucares y Carbohidratos……………………………………………………………………………………………7
1.3 Estadísticas Generales de la Producción de Caña de Azúcar……………………………………….9
1.4 La Limpieza de la Caña como Elemento de Calidad……………………………………………….…..13
1.5 La Frescura de la Caña como Elemento de Calidad………………………………………………….…15
1.6 La Madurez de la Maña como Elemento de Calidad……………………………………………….….16
1.7 Otros Factores de la Cosecha que Incide en la Calidad del Proceso…………………………...17
Capítulo II: Descripción de los Procesos
2.1 Proceso de Fabricación Azúcar Estándar…………………………………………………………………...18
2.2 Descripción de los procesos……………………………………………………………………………………..20
2.2.1 Extracción del jugo…………………………………………………………………………………….20
2.2.2 Purificación del jugo mezclado……………………………………………………………………24
2.2.3 Evaporación………………………………………………………………………………………………..29
2.2.4 Cristalización……………………………………………………………………………………………...31
2.2.5 Centrifugación…………………………………………………………………………………………….35
2.2.6 Secado y Envase………………………………………………………………………………………….36
2.2.7 Producción de vapor…………………………………………………………………………………..38
2.2.8 Planta de Fuerza…………………………………………………………………………………………39
Capitulo III: Balance General de Materiales
3.1 Balance General…………………………………………………………………………………………………………40
3.2 Balance de Extracción………………………………………………………………………………………………..45

3.3 Balance de Clarificación……………………………………………………………………………………………..52
3.4 Balance de Evaporación…………………………………………………………………………………………….59
3.5 Balance de Cristalización…………………………………………………………………………………………….61
Capitulo IV: Resultados y Conclusiones
4.1 Resultados………………………………………………………………………………………………………………….78
4.2 Conclusiones………………………………………………………………………………………………………………82
Bibliografía………………………………………………………………………………………………………………..83

OBJETIVO GENERAL
Realizar un análisis del proceso de producción de azúcar del Ingenio Eldorado, para
proyectar el aumento de molienda de caña de 3 800 a 5000 toneladas por día.

OBJETIVOS ESPECÍFICO
Analizar la capacidad instalada en el área de tachos y compararla con la necesaria de
acuerdo al balance de materiales para un aumento de molienda de 5,000 ton/día.
Analizar el proceso de cristalización.
Analizar el área de evaporación.
Realizar balances de materia

J U S T I F I C A C I O N
El presente trabajo tiene su justificación en la necesidad de ser más eficiente en el
proceso ya existente a través de la optimización, y una forma de hacerlo es estar renovando los
balances de materia y energía al mismo tiempo que se realicen los cambios que sufra el proceso
de fabricación de azúcar.
Al efectuar un balance adecuado y continuo existen menos perdidas por lo que hay una
mayor producción y calidad en el producto y por lo tanto una mejor ubicación en el mercado a
menor costo.
El Ingenio Eldorado, requiere que se haga un análisis del proceso a partir de balances de
materia y energía con el objeto de aumentar su eficacia a partir de moler una mayor cantidad de
caña que la que actualmente muele. El Ingenio El Dorado, contrató los servicios de consultoría del
Taller Moreno para realizar este proyecto, y este a su vez, contrató mis servicios para apoyarlos en
la realización aprovechando la experiencia de haber laborado en el ingenio.

1
I N T R O D U C C I O N
El presente trabajo se desarrolla como proyecto otorgado a Taller Industrial Moreno,
para Análisis y Cálculo de Balance de materiales para el aumento de capacidad de Ingenio
Eldorado, con la finalidad de mejorar sus procesos en la casa de cocimientos.
Dicho Proyecto se genera a partir de la necesidad de modificar los procesos por aumento
de capacidad de Ingenio Eldorado ubicado en el poblado del mismo nombre en la parte central
del municipio de Culiacán de Sinaloa, en el valle de San Lorenzo. Colinda al norte con la
Sindicatura de Costa Rica; al este con la de Quilá; al sur con el Golfo de California y la Sindicatura
de Emiliano Zapata, mientras que al oeste lo hace con el Golfo de California.
Fue fundado hace más de 100 Años, gracias a la familia Redo, encabezada por Don Joaquín
Redo, quien junto con su familia instaló el ingenio azucarero en la población del Eldorado, en vista
de la fertilidad que estas tierras poseían para los buenos cultivos.
En el capítulo uno trata de los elementos de la calidad de la caña, como son su limpieza,
frescura, madurez de la caña y otros factores que inciden en la calidad.
En el capítulo dos se menciona la descripción del proceso de fabricación de azúcar
estándar, como es la extracción de jugo de caña, purificación del jugo de la caña, la concentración
del jugo, y la cristalización del azúcar y por último el secado de azúcar. En la cristalización del
azúcar se menciona el procedimiento tecnológico para la elaboración de la masa cocida o templas.
En el capítulo tres se realiza el balance de materiales en el departamento de molinos con
una molienda de 5000 ton de caña por día que es el aumento de capacidad de 3800 a
5000ton/día en el Ingenio Eldorado.
En el capítulo cuatro se realiza el balance de materiales en el departamento de
clarificación tomando como entradas 5,000 toneladas de caña / día.
En el capítulo cinco, se realiza Balance de Materiales del departamento de evaporación,
este balance es el más sencillo de todos los balances de que se trata el presente trabajo.
En el capítulo seis, se realiza el balance de materiales en el departamento de
cristalización, este balance es el más complicado y más importante para el Superintendente de
Elaboración y el personal Técnico de Operativo de Turno. El balance es realizado por el método
de cruz de cobenze que facilita la rapidez del cálculo, que si se hiciera con la resolución de dos
ecuaciones y dos incógnitas.

2
Y por último tenemos las conclusiones y la bibliografía que sirvió de apoyo para la
realización del siguiente trabajo

3
CAPITULO 1
LA CAÑA DE AZUCAR
1.1 LA CAÑA DE AZUCAR
La caña de azúcar (Saccharum officinarum L) es una gramínea tropical, un pasto gigante emparentado con el sorgo y el maíz en cuyo tallo se forma y acumula un jugo rico en sacarosa, compuesto que al ser extraído y cristalizado en el ingenio forma el azúcar. La sacarosa es sintetizada por la caña gracias a la energía tomada del sol durante la fotosíntesis. El azúcar es uno de los productos básicos de consumo, su producción se realiza en los ingenio a partir de los jugos de caña de azúcar y de remolacha, dando origen a una agroindustria que genera gran cantidad de empleos, participando directamente en la economía nacional.
El azúcar se obtiene del jugo fresco y dulce de la caña, sus hojas y tallos se utilizan como forraje para el ganado. ORIGEN
La caña de azúcar es originaria de Nueva Guinea, de donde se distribuyó a toda Asia. Los árabes la trasladaron a Siria, Palestina, Arabia y Egipto, de donde se extendió por África. Colón la llevó a las islas del Caribe y de ahí pasó a América tropical. A México llegó con la conquista instalándose las primeras industrias azucareras en las partes cálidas del país como parte de la colonización. TAXONOMÍA Y MORFOLOGÍA
Pertenece a la familia de las gramíneas, género Saccharum. Las variedades cultivadas son híbridos de la especie officinarum y otras afines (spontaneum.) Es un cultivo plurianual. Se corta cada 12 meses, y la plantación dura aproximadamente 5 años. Tiene un tallo macizo de 2 a 5 metros de altura con 5 o 6 cm de diámetro. El sistema radicular lo compone un robusto rizoma subterráneo; puede propagarse por estos rizomas y por trozos de tallo. La caña tiene una riqueza de sacarosa del 14% aproximadamente, aunque varía a lo largo de toda la recolección.
Constituyentes de la caña: El tronco de la caña de azúcar está compuesto por una parte sólida llamada fibra y una parte líquida, el jugo, que contiene agua y sacarosa. En ambas partes también se encuentran otras sustancias en cantidades muy pequeñas. Las proporciones de los componentes varían de acuerdo con la variedad (familia) de la caña, edad, madurez, clima, suelo, método de cultivo, abonos, lluvias, riegos, etc.
La composición elemental es:
Fibra (componente insoluble en agua) 12 -15 %
Jugo (agua más componentes solubles) 85 – 88 %

4
El jugo está compuesto por:
Sacarosa (azúcar) 12 – 20 %
Sustancias No azúcar 2 – 3 %
Agua 76 -84%
Las sustancias NO azúcar comprenden todos aquellos componentes disueltos en el jugo
que no son sacarosa. Entre ellos se encuentran otros azucares (fructosa y glucosa) identificados
como azucares reductores, materias orgánicas diversos (proteínas, aminoácidos, ácidos orgánicos
y sales orgánicos (de calcio y magnesio, potasio etc.).
De todos los componentes del jugo el único que tiene la propiedad de cristalizar, en las
condiciones de trabajo de una fábrica azucarera, es la sacarosa. La sacarosa del jugo es cristalizada
en el proceso como azúcar y la fibra constituye el bagazo una vez molida la caña.
Otros constituyentes de la caña presentes en el jugo son:
Glucosa 0,2 - 0,6 %
Fructosa 0,2 - 0,6 %
sales 0,3 - 0,8 %
Ácidos orgánicos 0,1 - 0,8 %
Otros 0,3 - 0,8 %
Las hojas de la caña nacen en los entrenudos del tronco. A medida que crece la caña las hojas más bajas se secan, caen y son reemplazadas por las que aparecen en los entrenudos superiores. También nacen en los entrenudos las yemas que bajo ciertas condiciones pueden llegar a dar lugar al nacimiento de otra planta. Fotosíntesis en la caña de azúcar.
El desarrollo de la caña de azúcar depende en gran medida de la luz solar, razón por la cual su cultivo se realiza en las zonas tropicales que poseen un brillo solar alto y prolongado. La clorofila existente en las células de las hojas de la caña absorbe la energía de la luz solar, la cual sirve como combustible en la reacción entre el dióxido de carbono que las hojas toman del aire y el agua que junto con varios minerales las raíces sacan de la tierra, para formar sacarosa que se almacena en el tallo y constituye la reserva alimenticia de la planta, a partir de la cual fabrican otros azúcares, almidones y fibra.

5
El tronco de la caña de azúcar está compuesto por una parte sólida llamada fibra y una
parte líquida, el jugo, que contiene agua y sacarosa. En ambas partes también se encuentran otras sustancias en cantidades muy pequeñas. Las proporciones de los componentes varían de acuerdo con la variedad (familia) de la caña, edad, madurez, clima, suelo, método de cultivo, abonos, lluvias, riegos, etc. APROVECHAMIENTO
La caña de azúcar suministra, en primer lugar, sacarosa para fabricación de azúcar blanco o moreno. También tiene aproximadamente 40 kg/ton de melaza (materia prima para la fabricación del ron. También se pueden sacar unos 150 kg/ton de bagazo. Hay otros aprovechamientos de mucha menor importancia como los compost agrícolas, vinazas, ceras, fibra absorbente, etc. EXIGENCIAS DEL CULTIVO
La caña de azúcar no soporta temperaturas inferiores a 0 °C, aunque alguna vez puede llegar a soportar hasta 1 °C, dependiendo de la duración de la helada. Para crecer exige un mínimo de temperaturas de 14 a 16 °C. La temperatura óptima de crecimiento parece situarse en torno a los 30 °C. con humedad relativa alta y buen aporte de agua.
VARIEDADES
Hay cientos de variedades en todo el mundo. En España, más 80% de la superficie plantada es de la variedad NC0310, que procede de África del Sur, aunque últimamente está en regresión por ser propensa al virus del mosaico. Otras variedades importantes son la CP 44-101 y la CP 65-357 procedentes de Florida. En México las variedades existentes son: MEX 69-290, MEX 79-431, MEX 68-P-23, MEX 57-473, ZMEX-55-32, MEX-68-1345, MEX 69-749, ITV 92-1424, ITV 92-373. Además existen variedades extranjeras como: CP 72-2086, RD 75-11, CO 997, SP 70-1284, MY 5514.

6

7
1.2 AZUCARES Y OTROS CARBOHIDRATOS
La sacarosa en el jugo y la celulosa en la fibra son los dos principales constituyentes químicos
de la caña de azúcar, cada uno de ellos está compuesto por azucares simples. Los azucares simples
glucosa (dextrosa) y fructosa (levulosa), se encuentran así mismo sin formar cadenas en la caña de
azúcar, por lo general en cantidades menores que la sacarosa
La producción de azúcar a partir del jugo de la caña de azúcar se basa en la capacidad que
tiene la sacarosa de cristalizar a partir de un jarabe espeso llamado meladura, mientras que la
glucosa y fructosa permanecen disueltas.
Los azucares son carbohidratos, y como su nombre lo indica, está compuesto de los
elementos carbono, hidrogeno y oxígeno; el hidrogeno y el oxígeno están por lo general presentes
en la misma proporción que en el agua. Los azucares simples, glucosa y fructosa se clasifican
como monosacáridos ya que no se pueden hidrolizar a moléculas más pequeñas de
carbohidratos por ácidos o enzimas.
La sacarosa es un disacárido de tipo heterogéneo que se encuentra formado por una glucosa,
la cual aparece en forma de piranosa, es decir, un anillo con seis miembros, y una fructosa a modo
de furanosa, o anillo de cinco miembros. Dichos monosacáridos se encuentran enlazados por el
carbono 1 en el caso de la glucosa, y por el carbono 2 cuando se trata de la fructosa. En enlace que
los une es de tipo glucosídico, siendo α para la glucosa y β para la fructosa. Así, podemos decir que
la sacarosa es una α-D-glucopiranosa (1 →2) β-D- fructofuranósido.
PROPIEDADES FISICAS Y QUIMICAS DE LA SACAROSA
En su estado puro, la sacarosa es fina e incolora. Es libre de olores y es un polvo cristalino
con un sabor dulce. La sacarosa no se degrada ni estropea por el aire. Su fórmula empírica
C12H22O11, y un peso molecular de 342.3. Los cristales de sacarosa son prismas mono cíclicos que
tiene una densidad de 1.588, su punto de fusión es de 188 °C y se descompone al fundirse, el
índice de refracción es de 1.374. La sacarosa finamente dividida es higroscópica (cambiada o

8
alterada por la absorción de humedad) y puede absorber hasta un 1% de humedad, es soluble en
agua y en etanol, ligeramente soluble en metanol e insoluble en éter o cloroformo.
Cuando se hidroliza, mediante un ácido o una invertasa, la sacarosa produce cantidades
equimolares de glucosa y fructosa.
La glucosa su fórmula empírica C6H12O6 mejor conocida como azúcar de maíz, azúcar de
uva y azúcar de la sangre. Solo en la porción en crecimiento activo de la planta el contenido de
glucosa excede al de sacarosa. Al comienzo de la zafra el contenido de glucosa del guarapo es
alto y disminuye con la madurez.
La fructosa, llamada también azúcar de frutas, y es más dulce que la glucosa y la sacarosa,
de las tres es la menos abundante en la caña, al igual que la glucosa se encuentra en la caña en la
parte de crecimiento y disminuye en tallo y raíces, la formula empírica de la fructosa es la misma
que la glucosa C6H12O6
Existen otros azúcares en menos proporción en el guarapo como el Almidón que se
encuentra en el proceso de crecimiento, pero solo en algunas variedades.
Los Dextranos y las gomas son polisacáridos que a diferencia del almidón son solubles en
el guarapo frío, los dextranos son producto de la infección microbiana de las células dañadas, y
cristalizan en forma de aguja alargada.
APROVECHAMIENTO INDUSTRIAL DEL AZÚCAR
La sacarosa se usa ampliamente en la alimentación así como en la industria farmacéutica,
para enmascarar gustos o sabores más bien desagradables, gracias a su alto contenido en
edulcorante. También se emplea como conservador en altas concentraciones, pues consigue
reducir la actividad del agua, impidiendo que se desarrollen gérmenes y microorganismos. Se
suele utilizar también a la sacarosa como excipiente en preparados o incluso dentro de la
composición del recubrimiento de cápsulas en medicamentos. Es utilizado en la industria de la
confitería, productos de belleza y limpieza. Se utiliza como materia prima para la industria
en la fabricación de alcohol etílico, ácido láctico, dextrosa y glicerina, entre otras.

9
1.3 ESTADISTICAS GENERALES DE LA PRODUCCION DE CAÑA DE AZUCAR
La industria azucarera en México es muy importante, requiriendo una superficie cultivada
del orden de 620,000 hectáreas por año, con una producción promedio de 45 millones de
toneladas de azúcar, cuyo valor monetario es aproximadamente 15 mil millones de pesos. El
principal estado productor de caña de azúcar en México, es el Estado de Veracruz que además
tiene la producción más alta de la república, cosechando alrededor de 250,000 hectáreas de
cultivo de caña por año para una producción de azúcar del orden de los 18 millones de toneladas
con valor de 5,500 millones de pesos, representando el 38% de la producción nacional.
Las condiciones actuales de la producción de caña de azúcar en México, concentran la
producción de este cultivo en 15 estados de la República Mexicana, siendo Veracruz, Jalisco y
Chiapas se han significado como los principales Estados en la molienda de caña de azúcar.
TABLA 1.5 Datos Históricos Producción Zafra 2013 al 2009
ZAFRA 2013 2012 2011 2010 2009
CAÑA MOLIDA BRUTA (TON)
61,438,539 46,231,229 44,131,570 43,370,288 43,370,288
CAÑA MOLIDA NETA (TON)
59,011,397 44,473,265 42,528,070 41,806,740 41,806,740
HECTAREAS COSECHADAS
780,254 703,761 673,480 647,427 647,427
AZÚCAR PRODUCIDA TOTAL (TON)
6,974,799 5,048,469 5,183,500 4,825,539 4,825,539
AZÚCAR PRODUCIDA REFINADA (TON)
2,084,484 1,565,017 1,708,422 1,602,792 1,602,792
AZÚCAR PRODUCIDA ESTÁNDAR (TON)
4,482,722 3,236,969 3,242,229 3,037,022 3,037,022
AZÚCAR PRODUCIDA BLANCA ESPECIAL (TON)
346,693 229,166 187,498 184,921 184,921
AZÚCAR PRODUCIDA MASCABADO (TON)
60,900 17,316 45,351 804 804
ALCOHOL 96 GL PRODUCIDO (LT)
16,685,963 15,309,262 19,342,517 11,826,693 11,826,693
MIEL FINAL 85 BRIX PRODUCIDA
2,353,352 1,701,946 1,664,417 1,490,457 1,490,457

10
(TON)
KARBE /TON CAÑA BRUTA (KG)
11.961 8.416 12.518 112.269 112.269
KARBE /TON CAÑA NETA (KG)
119.265 114.812 123.181 116.623 116.623
PRECIO DE LA CAÑA (PESOS/TON)
- - - 647.6 647.6
EFICIENCIA EN FÁBRICA (%)
82.66 82.36 83.04 82.92 82.92
EXTRACCIÓN DE JUGO MEZCLADO % CAÑA (%)
96.28 96.79 96.65 95.91 95.91
EXTRACCIÓN POL % POL CAÑA (%)
95.17 95.06 95.14 94.90 94.90
BAGAZO % EN CAÑA (%)
28.57 29.15 29.09 29.08 29.08
FIBRA EN CAÑA (%)
13.15 13.35 13.35 13.22 13.22
POL EN CAÑA (%) 13.68 13.21 14.11 13.38 13.38
BRIX EN JUGO MEZCLADO (%)
16.56 15.95 16.83 16.16 16.16
POL EN JUGO MEZCLADO (%)
13.53 12.98 13.90 13.26 13.26
PZA APARENTE JUGO MEZCLADO (%)
81.69 81.31 82.51 82.03 82.03
POL EN BAGAZO (%)
2.29 2.22 2.34 2.33 2.33
HUMEDAD EN BAGAZO (%)
50.56 51.09 50.89 51.28 51.28
MATERIA EXTRANA EN CAÑA (TON)
2,415,980 1,755,557 1,603,404 1,554,665 1,554,665
PERDIDAS DE BAGAZO (TON)
403,683 300,772 303,080 294,946 294,946
PERDIDAS DE MIEL FINAL PRODUCIDA Y ESTIMADA (TON)
762,322 550,220 545,705 484,381 484,381
PERDIDAS EN CACHAZA (TON)
81,422 63,427 59,590 64,649 64,649
PERDIDAS INDETERMINADAS (TON)
198,667 155,035 145,341 144,948 144,948
PERDIDAS 1,446,624 1,069,454 1,053,637 988,925 988,925

11
TOTALES (TON)
CONSUMO DE PETRÓLEO EN PRUEBAS (LT)
4,290,633 5,173,458 7,927,142 8,558,281 8,558,281
CONSUMO DE PETRÓLEO EN MOLIENDA (LT)
79,030,346 78,252,182 102,377,327 154,054,350 154,054,350
CONSUMO DE PETRÓLEO EN LIQUIDACIÓN (LT)
2,748,068 2,992,434 2,984,904 4,049,250 4,049,250
CONSUMO DE PETRÓLEO EN FÁBRICA ALCOHOL (LT)
1,916,577 1,019,752 3,710,434 911,015 911,015
CONSUMO DE PETRÓLEO TOTAL (LT)
85,838,498 87,437,826 116,999,807 167,572,896 167,572,896
TIEMPO PERDIDO EN FÁBRICA (HR)
24789:52 15746:18 17651:40 14713:01 14713:01
TIEMPO PERDIDO POR PERSONAL (HR)
2580:13 1821:08 1770:14 1561:07 1561:07
TIEMPO PERDIDO POR DIAS FESTIVOS (HR)
1109:53 767:23 770:15 842:08 842:08
TIEMPO PERDIDO EN CAMPO (HR)
4700:15 4596:11 4065:27 5818:05 5818:05
TIEMPO PERDIDO POR LLUVIAS (HR)
9817:54 14456:19 3282:05 19908:21 19908:21
TIEMPO PERDIDO TOTAL (HR)
43058:26 37485:30 27528:50 42652:23 42652:23

12

13
1.4 LA LIMPIEZA DE LA CAÑA COMO ELEMENTO DE CALIDAD
La calidad de la caña constituye el factor más importante para el éxito de proceso industrial,
siendo determinante en:
La calidad del azúcar
El rendimiento
El costo de producción
La calidad de la materia prima, en cualquier fábrica, es un factor fundamental a considerar,
cuando se analiza algún problema surgido en el proceso de producción.
La introducción de la mecanización en todas las labores de cultivo y cosecha de la caña, si bien
ha sido representado un notable incremento de la productividad y ha contribuido a humanizar el
trabajo de las actividades de la zafra, también ha traído aparejado un incremento en los niveles de
materias extrañas y una mayor posibilidad de que se produzca el deterioro de la caña, la cual al ser
trozada por la máquinas en pedazos pequeños, está más expuesta al ataque de los
microorganismos que destruyen el azúcar contenido en la caña. Estas realidades obligan a poner
especial cuidado cada una de las labores de la zafra para eliminar o al menos reducir a un
mínimo los efectos negativos.
La quema de la caña crea dificultades adicionales si el periodo de quema, corte, cosecha y
molienda sobrepasa las 24 horas, ya se ha comprobado que incluso con 16 y 20 horas después de
cortada, la caña inicia un proceso de deterioro que tiene incidencias negativas en el proceso
industrial y en la calidad del azúcar.
Otro aspecto de gran importancia en la calidad de la materia prima radica en los llamados
desfases, tanto de cañas inmaduras como cañas quemadas, así como la fertilización nitrogenada
fuera de tiempo que, por haber sido tardíamente asimilada, origina jugos de baja calidad, difíciles
de clarificar, afectando el producto final.
Es fundamental eliminar por la afectación que provocan en el proceso de fabricación del
azúcar, las materias extrañas y la caña atrasada, cuya acción conjunta puede afectar la producción
azucarera en una zafra en cientos de miles de toneladas de azúcar.
LAS MATERIAS EXTRAÑAS
Por definición, la materia prima ideal es la caña limpia, cortada a ras de la tierra y a la que se
separa el cogollo, sin embargo, la introducción del corte mecanizado y el manual ha dado lugar a
que la caña llegue al ingenio acompañada de impurezas, como cogollo, hojas, tierra, raíces, caña
seca, yerbas, piedras, es decir, por materias extrañas.

14
Se debe tener claro, que estos sistemas de corte, por sus características, siempre incorporan
una cantidad de materia extraña: sin embargo, al Ingenio llega en exceso de impurezas, el cual se
produce por mal trabajo, por descuido o por no cumplir con lo que está establecido, y es en
exceso de materias extrañas, donde se debe poner el énfasis especial para eliminarlo.
El exceso de materia extraña se produce básicamente por:
No separar correctamente el cogollo por el machetero
No limpiar bien el lugar donde se apila en caso de corte manual
Hacer pilas demasiado pequeñas
Cortar el cogollo encima de la pila
Maleza en los campos etc.
Los efectos que tiene la en el proceso la presencia de materias extraña son:
Reducen virtualmente la capacidad de molienda de la fábrica
Aumenta el tiempo total de fábrica
Aumenta el costo de producción
Reducen el rendimiento en azúcar
Incrementa la fibra
Disminuye la pureza de los jugos
Incorpora al proceso el almidón, sustancia que afecta seriamente la calidad del azúcar y la
eficiencia industrial
Incorporar al proceso sustancias insolubles y coloides difíciles de eliminar.

15
1.5 LA FRESCURA DE LA CAÑA COMO ELEMENTO DE CALIDAD
La caña de azúcar es un organismo vivo que muere tan pronto se corta o se quema,
comenzando a deteriorase. Por tanto, tiene que procesarse inmediatamente después de la quema
o corte, mientras este fresca. Toda demora que se produzca a partir del momento del corte o
quema, afectará el contenido de azúcar de la caña y composición natural del jugo con formación
de sustancias que afectan el proceso y la calidad del producto final.
La caña después de cortada y principalmente cuando es picada en trocitos pequeños y, a su
vez, luego es expuesta durante horas al sol y sereno, sufre rápido deterioro con formación de
sustancias llamadas gomas o polisacáridos, siendo el principal la dextrana, la cual constituye un
verdadero problema cuando logra penetrar el proceso de fabricación.
La dextrana en concentraciones del orden de 0.05% de Brix en las masas cocidas, altera
notablemente el proceso de crecimiento de los cristales de azúcar, originando el llamado grano
alargado o grano aguja, lo cual hace que dicho azúcar no tenga la calidad requerida. Esta
sustancia, además causa un incremento en la viscosidad de los materiales en proceso, afectando
seriamente la eficiencia industrial.
Se realizan actividades para conservar la frescura de la caña, entre otras se tienen:
Se elabora el programa de corte y se verifica sistemáticamente su cumplimiento.
Se garantiza que la caña sobre carros más caña en suelo no exceda la molienda diaria
de ingenio.
Se considera, como caña en suelo, la caña quemada de pie.
Se garantiza siempre el equipo total de corte, alza, acarreo para la molienda diaria de
caña quemada.
Los inspectores de campo están informando correctamente.
Se supervisa el ciclo agrícola y de transporte para detectar cualquier atraso.
Se organiza bien el tráfico en batey, evitando que la caña se atrase sobre carros.
Hoy por hoy, la batalla fundamental por la eficiencia y la calidad están en la frescura de la
caña, en lograr que la caña se muela en el menor tiempo posible después de cortada.

16
1.6 LA MADUREZ DE LA CAÑA COMO ELEMENTO DE CALIDAD
Al tratar de las condiciones óptimas de la caña para moler, en lo primero que se tiene que
pensar es en su grado de madurez.
La caña es un fruto, y como tal se comporta pasando las fases de tierno, verde, maduro y
deterioro durante el desarrollo de la planta.
La caña está madura, cuando el contenido de azúcar en los canutos superiores es muy similar
al de los canutos inferiores, o sea cuando el azúcar está repartido uniformemente a lo largo de la
caña.
En la práctica la madurez de la caña se determina mediante el refractómetro de mano,
instrumento sencillo que indica la concentración del azúcar (sólido) en el jugo. Esto se logra
fácilmente, tomando muestra de la parte inferior y superior del tallo de la caña, lo cual se hace
con el mismo instrumento, por lo que se puede analizar la caña en pie, sin necesidad de cortarla.
El índice de madurez se define como la relación entre el Brix de la parte superior del tallo y el Brix
de la parte inferior, y decimos que la caña está madura cuando:
(Brix superior/ Brix Inferior) = 1
Por razones prácticas u organizativas de la cosecha, se admite moler entre 0.85 y 1 de
índice de madurez.
Este indicador es fundamental tenerlo en cuenta con la programación de los cortes para
determinar cuándo el ingenio debe comenzar la zafra, así como que tipo de caña debe moler en
las diferentes etapas.
Cuando la caña se muele madura tiene el máximo de azúcar y el mínimo de impurezas y
tendrá un efecto favorable en la eficiencia industrial y en la calidad del azúcar.
Cuando el ingenio muele caña de calidad, obtiene las siguientes ventajas:
Jugos fáciles de clarificar
Decantación rápida y perfecta
La filtración es rápida, con baja sacarosa en cachaza
Menos incrustaciones
Mieles de baja pureza
El trabajo en centrifugas se realiza más sencillos masas más fáciles de purgar
Los azucares que se producen son de calidad superior.

17
1.7 OTROS FACTORES DE LA COSECHA QUE INCIDEN EN LA CALIDAD DEL PROCESO
Ya se describió que la madurez de la caña, su limpieza y frescura como elementos básicos de
su calidad, Sin embargo, aun cuando se garanticen estos factores es necesario tener una buena
organización de la cosecha para sacar el máximo de provecho a esa caña de buena calidad.
La tarea diaria: Es la cantidad de caña de cada frente de corte debe entregar al ingenio por día
de zafra, de forma tal que la suma de todos los frentes, sea igual a la capacidad de molienda
diaria del ingenio.
En la práctica, una de las causas principales de que se muele tanta caña quemada atrasada,
es porque no se conoce con mayor exactitud, la caña cortada, caña en suelo, caña sobre carros y
la caña quemada en pie. Al terminar el corte del día, para trazar la estrategia de cosecha y acarreo
para el día siguiente.
El cumplimiento de la tarea diaria puede servir para verificar el comportamiento de los
estimados por cada frente o campo y al conocer su aumento o déficit, ir ajustando la tarea para
evitar problemas.
Programación de los cortes: Para llevar a cabo la programación de los cortes, se escogen de
los campos, aquellos bloques que presentan los índices de madurez y más altos, llevándose al
laboratorio muestras de los mismos para determinarle su rendimiento y sobre esta base, escoger
para la programación aquellos campos que tengan valores más altos.
Con la finalidad de moler las cañas de más alto índice de madurez, y que, a la vez, tengan los
mayores rendimientos.
La programación de los cortes, discutida previamente con el superintendente general de
campo y aprobada por la administración general es inviolable y solo se alterará por causas muy
justificadas como lluvias y cañas quemadas por accidentes.

18
CAPITULO II
2.1 PROCESO DE FABRICACION DE AZUCAR ESTANDAR
Se conoce como Ingenio a las instalaciones y al conjunto de operaciones unitarias
necesarias para procesar caña de azúcar y obtener azúcar, alcohol y otros subproductos.
Para una mejor comprensión del proceso de fabricación, se muestra en la siguiente figura
el diagrama de flujo de la elaboración del azúcar estándar.

19
El proceso industrial de fabricación de azúcar estándar comprende las siguientes etapas:
Extracción del jugo
Purificación del jugo
Concentración de jugo
Cristalización de Jugo
Separación de azúcar
Secado de azúcar

20
2.2 DESCRIPCION DE LOS PROCESOS
2.2.1 EXTRACCION DEL JUGO
RECEPCIÓN DE LA CAÑA
La caña cosechada manual o mecánicamente, es transportada a la fábrica por camiones, a su llegada a la fábrica, la caña es pesada y descargada en el patio llamada batey, para ello se cuenta con dos grúas auto estable con capacidad de 6 toneladas de levante cada una, sirven a su vez, para descargar la caña directamente a las mesas alimentadoras, o para estibar en caso necesario en el Batey.
BATEY
En esta área se cuenta con tres conductores de caña, y es donde se da inicio al proceso, la caña es cortada en trozos por medio de dos juegos de cuchillas con el fin de que la preparación de la caña sea la adecuada para que la extracción del jugo y sea lo más eficiente posible. Estos trozos son transportados por el mismo conductor a una desfibradora vertical de martillos oscilantes, para tener como resultado una caña preparada de 88 a 96 % de celdas rotas y así obtener una mayor extracción de sacarosa en el difusor. La caña ya preparada, pasa por medio de una banda transportadora al difusor para su extracción de sacarosa.

21
Extracción:
En este proceso se separa o se elimina la fibra en forma de bagazo, obteniéndose, como
producto, jugo mezclado, el cual es turbio y cargado de todo tipo de impurezas (13 – 18 ° Brix y
80 % de pureza como mínimo).
El total de sustancias disueltas en el jugo (u otro material azucarado) se mide
porcentualmente con instrumentos densimétricos (aerómetros) o refractrométricos
(refractómetro), cuya escala fue concebida por Balling y perfeccionada por Brix, por ello, el total
de sólidos disueltos se le denomina Brix. En este total está incluida la sacarosa.
Brix = % de sólidos solubles.
Pol = % de sacarosa.
La relación porcentual que existe entre Pol y °Brix se denomina Pureza.
Pureza = (% sacarosa/ °Brix)*100
Ejemplo: Un jugo se analiza, obteniéndose:

22
Sacarosa = 14.2
Brix = 16.5
Su pureza será = (14.2/ 16.5) *100 = 86%
La extracción se lleva a cabo en un equipo llamado difusor, el cual es un sistema extractor de azúcar único a nivel nacional con capacidad instalada de 5,000 TCD, el cual consta de un sistema de bombeo en el que se realiza lavado de la fibra de caña para extraer la mayor cantidad posible de azúcar contenida en esta, por medio de un proceso físico llamado “Lixiviación”. (Tratar una sustancia compleja, con un disolvente adecuado para separar sus partes solubles de las insolubles).
El proceso de extracción en el difusor está hecho de tres maneras:
a) Lixiviación b) Difusión c) Presión
Lixiviación:
La lixiviación es un proceso de lavado de la caña desfibrada. El jugo de la caña es retirado del bagazo a través de sucesivas lavadas mecánicas. Estas lavadas son iguales a la imbibición compuesta en un sistema de molienda. En realidad, las lavadas son efectuadas sometiendo la caña a líquidos con contenido de sacarosa siempre inferiores al contenido en el jugo de la caña. Esto es hecho sucesivamente hasta que el líquido tenga cero por ciento de sacarosa (agua).
Como la caña está saturada en líquidos, el exceso de éste (conteniendo el azúcar extraído) es separado de la masa de la caña por gravedad.
La mayor parte del azúcar extraída en el difusor se obtiene por lavado simple (lixiviación) Para que este lavado sea posible se hace necesario que las células conteniendo el jugo con sacarosa estén rotas, para que el líquido de imbibición tenga acceso a él. Por eso, es necesaria una buena preparación de la caña. Esta preparación debe ser hecha con un desfibrador que rompa la mayor cantidad de células posibles. Desfibradores de alto índice de preparación ya son equipos comunes en los molinos.
Difusión :
La difusión propiamente dicha acontece en las células que no son rotas por el sistema de reparación. En condiciones normales, las paredes de las células no son permeables al jugo que ellas contienen. Esto se debe a una película de proteína que recubre la pared interna, sin embargo a temperaturas elevadas (+/-70oC), la proteína es coagulada, dejando de esta manera la pared permeable. Por la diferencia de concentración entre el jugo en la célula y el líquido de imbibición, hay una presión de adentro para afuera, liberando así el jugo.

23
Presión :
Como el difusor libera solamente el jugo que está en exceso por la saturación, el bagazo, cuando llega al final del difusor, está saturado de jugo. Este jugo debe ser retirado por un sistema de presión. Algunos difusores tienen un tambor interno que retira una buena cantidad de este jugo. Además del tambor es necesaria la utilización de otra etapa de presión, que normalmente es hecha a través de una molienda común.
El difusor es alimentado de la caña previamente desfibrada por la parte superior y esta es lavada con agua caliente a una temperatura mínima de 80°C para extraerle al máximo el azúcar que contiene, la caña desfibrada que se encuentra en el interior del difusor está en contacto con los jugos de recirculación entre 30 y 40 minutos. Una vez agotado el bagazo, se envía a un conductor que lo transporta a dos molinos secadores para luego enviar el bagazo seco a calderas que sirve como combustible.
El jugo obtenido es enviado a un sistema de filtración que lo separa de bagacillo que trae presente, una vez filtrado, este jugo pasa a un sistema de pesado, donde posteriormente se alcaliza, para pasar al proceso de clarificación.
El jugo de la charola No. 8 la cual se conoce como charola de lodos, se bombea a un equipo de calentamiento de jugo, de ahí pasa a los clarificadores del difusor que por medio de decantación se separa el lodo de los jugos limpios los cuales se retornan al difusor para su reciclo.
Los lodos que se obtienen, se les denomina cachaza y son tratados en un sistema de filtración de cachaza al vacío lavando la torta con agua caliente y recuperar al máximo la cantidad de azúcar, la cachaza lavada y seca es retirada fuera de la fábrica con la menor cantidad de azúcar posible para su uso en tierras de siembra como mejorador de suelo.

24
2.2.2 PURIFICACION DEL JUGO MEZCLADO (CLARIFICACIÓN)
El jugo extraído (jugo difusado), es muy turbio y contiene, en suspensión y dilución, gran cantidad de impurezas, siendo impropios para obtener azúcar de buena calidad. Este jugo es ácido y, en tal condición ocurre una rápida degradación química (inversión) de la sacarosa, lo que obliga a su inmediata neutralización (elevar el pH hasta la proximidad de 7). Para llevar a cabo este proceso el jugo difusado es enviado a las torres de sulfitación donde se mezcla con Anhídrido Sulfuroso producido en un horno de Azufre, esto sirve para eliminarle la coloración al jugo que se torna después del contacto con las partes metálicas de los equipos en el proceso de extracción.
Enseguida se pasa a un sistema de alcalinización para neutralizarlo y así evitar pérdidas por inversión de sacarosa en el proceso. Este proceso se lleva a cabo en un tanque con una agitación inducida y mecánica para poner en contacto el jugo con la cal. Una vez alcalizado el jugo a un pH neutro de 7.2, pasa a un sistema de calentamiento para elevar la temperatura de este y ayudar a que la reacción del calcio y el azufre sea más efectiva en la producción de flóculos. Cuando ya se calienta el jugo a una temperatura mínima de 102 °C, pasa a un clarificador donde se realiza por medio de decantación, la separación del lodo con el jugo por la diferencia de densidades.
Los lodos son regresados al sistema de clarificación del difusor para extraerles la mayor cantidad de azúcar posible antes de sacarlos del proceso. El jugo clarificado pasa al sistema de evaporación para su concentración y uso en la cristalización.
Este proceso de purificación que tiene como finalidad:
Neutralizar el jugo.
Eliminar las impurezas en suspensión.
Eliminar parte de las impurezas disueltas y en estado coloidal.
Y obtener un jugo claro color ámbar libre de impurezas y así garantizar una azúcar de buena calidad.

25
EQUIPOS PRINCIPALES UTILIZADOS EN ESTE ETAPA DE PROCESO:
Calentadores:
Consiste en un haz de tubos de cobre de 35 – 40 mm de diámetro (fig. 2.6) soportados por placas de acero contenidas en un envolvente cilíndrico, que constituye el cuerpo exterior del aparato. Por los tubos se hace circular el jugo y por la parte exterior de ellos el vapor, que trasfiere calor al jugo.
Clarificador:
Es un equipo de forma cilíndrica (figura 2.7), con un envolvente que fluctúa generalmente entre 250 -700 metros cúbicos en el jugo caliente y alcalizado permanece durante una a tres horas para permitir la sedimentación de las impurezas insolubles, que constituyen la cachaza. Interiormente tiene dispositivos mecánicos apropiados para facilitar una rápida y eficaz separación, funciona de modo continuo, produce jugo clarificado y cachaza.

26

27
Filtros de Cachaza:
Son equipos destinados a recuperar jugos que contienen los sedimentos extraídos del clarificador (figura 2.10). Funciona por succión de aire (mediante vacío). De ellos se obtiene la torta de cachaza, como producto final residual.

28
Eficiencia del proceso:
Se juzga por la apariencia visual del jugo por el ph de éste y por la claridad medida en mm Kopke.
En la cachaza siempre queda retenida, residualmente cierta cantidad de sacarosa; esto constituye una perdida que generalmente representa 0.5% del total de la sacarosa contenido originalmente en la caña.
Cantidad de cachaza promedio: 3 -5 %
Composición: Sólidos 20 -25%
Sacarosa 2 -4 %
Humedad 75 – 80 %
29
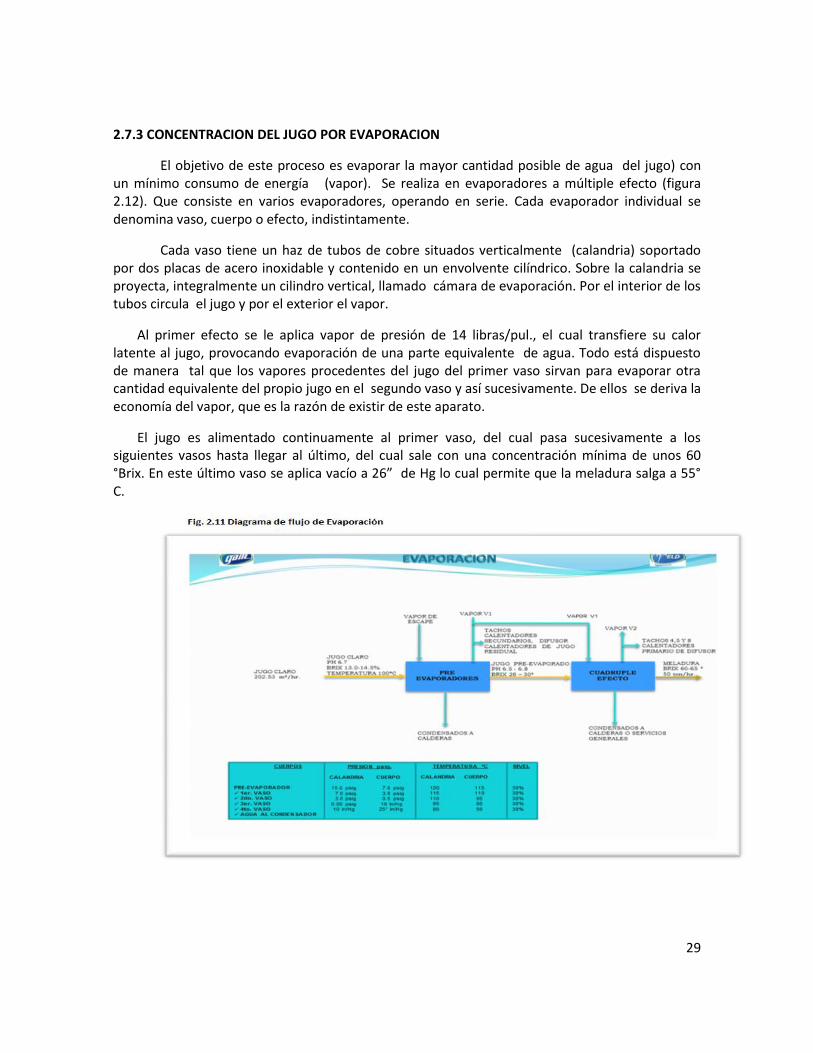
2.7.3 CONCENTRACION DEL JUGO POR EVAPORACION
El objetivo de este proceso es evaporar la mayor cantidad posible de agua del jugo) con un mínimo consumo de energía (vapor). Se realiza en evaporadores a múltiple efecto (figura 2.12). Que consiste en varios evaporadores, operando en serie. Cada evaporador individual se denomina vaso, cuerpo o efecto, indistintamente.
Cada vaso tiene un haz de tubos de cobre situados verticalmente (calandria) soportado por dos placas de acero inoxidable y contenido en un envolvente cilíndrico. Sobre la calandria se proyecta, integralmente un cilindro vertical, llamado cámara de evaporación. Por el interior de los tubos circula el jugo y por el exterior el vapor.
Al primer efecto se le aplica vapor de presión de 14 libras/pul., el cual transfiere su calor latente al jugo, provocando evaporación de una parte equivalente de agua. Todo está dispuesto de manera tal que los vapores procedentes del jugo del primer vaso sirvan para evaporar otra cantidad equivalente del propio jugo en el segundo vaso y así sucesivamente. De ellos se deriva la economía del vapor, que es la razón de existir de este aparato.
El jugo es alimentado continuamente al primer vaso, del cual pasa sucesivamente a los siguientes vasos hasta llegar al último, del cual sale con una concentración mínima de unos 60 °Brix. En este último vaso se aplica vacío a 26” de Hg lo cual permite que la meladura salga a 55° C.

30
Eficiencia del proceso:
Está determinada por la diferencia de Brix entre el jugo y la meladura, lo cual tiene una relación directa con la cantidad de agua evaporada y que se expresa, como % de evaporación con respecto al peso del jugo. La masa de agua evaporada ha de ser del orden de 75% con respecto al jugo.

31
2.2.4 CRISTALIZACION DEL AZÚCAR
La cristalización es un proceso donde se forman partículas sólidas a partir de una fase homogénea. en la cristalización la solución se concentra y se enfría hasta que la concentración del soluto es superior a su solubilidad a esta temperatura, el soluto de la solución forma cristales y el equilibrio se alcanza cuando la solución o licor madre está saturado.
Cuando una disolución de sacarosa tenga o no impurezas se concentra hasta un punto de sobresaturación; las moléculas de sacarosa dispersas en el solvente se reagrupan ordenadamente, constituyendo cristales de forma geométrica definida.
Se cristaliza tanta azúcar como sea necesaria para que la solución quede totalmente saturada.
Ejemplo:
Según las tablas de solubilidad de la sacarosa, a una temperatura de 70°C, una solución está saturada cuando se han disuelto 320.5 gramos de sacarosa en 100 gramos de agua. Si esta agua se evapora hasta reducirla a 50 gramos, entonces la disolución quedará sobresaturada y deberán cristalizar 160.25 gramos de sacarosa, para que la solución recupere el estado de equilibrio, es decir de saturación.
De igual modo, cuando una disolución saturada se enfría, adquiere un estado de sobresaturación que provocará cristalización de una parte del azúcar disuelto.
Ejemplo: si la disolución del caso anterior se enfría hasta 40°C ocurrirá lo siguiente:
Sacarosa Agua
Disolución saturada a 70°C 320.5 100 gr.
Disolución saturada a 40°C 238.1 100 gr.
Cristalización: 320 – 238.1 = 82.4 gramos

32
CRISTALIZACIÓN
Cristalización se lleva a cabo, utilizando el sistema de tres templas “A’’, “B” y “C’’.
La meladura es alimentada a los tachos, que son como evaporadores a simple efecto, donde se concentra hasta un alto grado de sobresaturación. De este modo, la sacarosa cristaliza y queda aislada de las impurezas, que permanecen disueltas, haciendo posible su separación en las centrifugas.
El producto así obtenido en los tachos es una masa cocida o templa, Debido a que siempre es necesario dejar sin evaporar una pequeña parte de esta agua, a fin de que las impurezas se mantengan disueltas formando la miel, es imposible cristalizar de una sola vez toda la sacarosa que contiene la meladura. En esta miel queda también disuelta una importante cantidad de sacarosa y con ella se hace una segunda masa cocida. Esto se repite hasta que la cantidad de impurezas acumulada en la miel sea tan grande que imposibilite cristalizar el azúcar que quede disuelto.

33
Es así como se estructura los sistemas de masa cocidas:
La templa de “A’’ o masa cocida es realizada con meladura y semilla de “B” dentro del tacho que es un equipo que trabaja al vacío el cual es producida la templa de una concentración aproximada de 92% de sólidos los cuales son descargados a un porta templas de masa en espera de su centrifugación.
De las mieles obtenidas en la centrifugación de la masa de “A” conocida como miel “A” y semilla “C”, se realiza la templa de “B”, la cual contiene un 94% de sólidos los cuales son descargados a un porta templa de “B” para su purgado.
Para la elaboración de templas de “C”, se utiliza la miel de “B” obtenida de la purga de masa “B” y semilla preparada dentro del ingenio que sirve como cristal madre. La templa obtenida se denomina de “C” y pasa a un sistema de cristalizadores que por medio de tiempo de retención y enfriamiento, se agota a máximo las mieles contenidas dentro de la templa de “C” antes de su purgado.
Como resultado del proceso, el total de materias sólidas contenidas en las meladuras quedan separadas de la siguiente manera:
77 – 80 % en cristal de azúcar comercial
20 -23 % como materias disueltas en la miel final (impurezas y cierta cantidad de sacarosa).
Por efecto de la evaporación, las masas cocidas salen de los tachos con una temperatura de 67 -68° C en tales condiciones, son descargadas en recipientes con agitación mecánica lenta, llamados porta templas y/ o cristalizadores dependiendo el tipo de masa cocida, propiciando que cristalice una mayor cantidad de azúcar.

34
2.2.5 CENTRIFUGACIÓN
Es la separación mecánica de un sólido y líquido, a través de una fuerza centrífuga, y se lleva a cabo en un equipo llamado Centrifuga, y en la cual a masa cocida es alimentada al interior del canasto, estando en marcha lenta, el movimiento rotatorio hace que la masa cocida se adhiera a las paredes del canasto. Al aumentar la velocidad de giro, la miel es proyectada hacia afuera, a través de la tela o tamiz, y con agua de lavado, de esta manera quedan retenidos los cristales en el interior del cilindro.
Para la centrifugación de la masa de “A” se cuenta con 7 centrifugas de tipo Batch de diferentes capacidades, 4 de 600 kg/carga y 3 de 1,100 kg/carga de masa las cuales tienen un ciclo de carga y descarga de 3 minutos aproximadamente. Durante ese ciclo, recibe 2 lavados de agua caliente a una temperatura mínima de 85°C y una presión de 6 kg/cm² para obtener una calidad de azúcar libre de miel y que cumpla los parámetros requeridos.
Para la purga de masa de “B” se cuentan con 4 centrifugas continuas y para la masa cocida de “C” se tienen 3 centrifugas iguales, necesarias para procesar 5,000 TCD, las cuales que por medio de la fuerza centrífuga, y teniendo canasta tipo cónica, la miel es separada de los cristales que contiene la templa o masa cocida a través de telas perforadas obteniendo por un lado la miel y por otro el cristal. Las mieles son bombeadas a los tanques de almacenamiento y los cristales son mingleados para poder ser bombeados a los semilleros de alimentación de los tachos respectivos.

35

36
2.2.6 SECADO Y ENVASE
Se cuenta con un granulador para el secado de azúcar con capacidad de 30 ton/hr, aquí por medio de la entrada de aire y calentado con vapor a una temperatura de alrededor de 60 a 80°C que se mezcla a contra corriente con la entrada del azúcar húmeda, se logra un secado del azúcar para buscar una humedad de 0.02 a 0.04 %. También a contracorriente pero en el otro extremo de la entrada de aire caliente, se mezcla aire frío a temperatura ambiente para que la salida del azúcar sea menor de 40°C.
El azúcar seca, es enviado a través de un elevador de canjilones que le entrega a una zaranda, la cual consiste en una maya mesh de 8mm y la cual se utiliza para mantener un grano más uniforme y separa aquel fuera de tamaño mayor. Esta azúcar es recibida en una tolva la cual deberá ser de una forma piramidal truncada, provista de conductor vibrador y que alimenta al azúcar y que sirve de compuerta a la vez regulando la alimentación de azúcar de forma automática a las básculas.
Se cuenta con básculas electrónicas tipo dúplex de capacidad de 50 Kg los cuales son recibidos en costales y posteriormente enviado a cualquiera de las tres bodegas para disposición final del producto.
Así mismo se cuenta con un sistema de llenado de supersaco de 1.4 a 1.2 ton de azúcar.
ALMACENAMIENTO DE AZÚCAR
Para el almacenamiento y manejo de azúcar se cuenta con tres bodegas internas, dos de ellas para el almacenaje temporal de 10,000 toneladas de capacidad cada una y una solo para estiba parcial con capacidad de 9,000 toneladas, contando con sistemas de conductores para el manejo de bultos de 50 kg. Para el transporte de azúcar a bodegas externas se usan camiones tipo

37
torton o tráiler de diferentes capacidades, los cuales son cargados en el área de la bodega respectiva.

38
2.2.7 PRODUCCION DE VAPOR
La fibra de la caña, es en general suficiente para que la cantidad de bagazo producido por
el molino, se utilice a su vez como combustible en los hornos de las calderas y produzca el vapor
necesario para el movimiento de motores y para la fabricación.
Con una fibra de 12 a 14% y una fábrica bien balanceada y bien diseñada, debe quedar un exceso
de bagazo (vapor) útil para otros fines.
Actualmente el Ingenio azucarero Eldorado cuenta con cinco calderas, quedando en operación
tres y cuatro calderas dependiendo la eficiencia y el estado operativo de cada uno de ellas. El
vapor generado se utiliza para mover equipos como turbinas, generadores de vapor y para
algunas secciones de la casa de cocimiento.

39
2.2.8 PLANTA DE FUERZA
El Ingenio Eldorado tiene la capacidad de producir su propia energía eléctrica, a partir de
la quema de bagazo, produciendo vapor y transformándolo en energía eléctrica. En el Ingenio
Eldorado secuenta con tres turbogeneradores, para producir su propia energía eléctrica y ser
utilizada en las diferentes áreas de la fábrica.

40
CAPITULO III
3.1 BALANCE GENERAL DE PROCESO
El azúcar es uno de los productos de mayor comercialización a nivel mundial debido a su alta demanda para consumo humano, así como por sus innumerables aplicaciones en los procesos industriales, por ello nace la necesidad de realizar el presente estudio de Ingeniería correspondiente a “Balance de Materiales para Aumento de Capacidad de Ingenio Eldorado” para hacer más eficientes los procesos y generar menores costos de producción, y fue otorgado a Taller Industrial Moreno, con la finalidad de identificar los puntos críticos y oportunidades de mejora, y proponer alternativas para la mayor recuperación de sacarosa, con el aumento de molienda.
El Taller Industrial Moreno, es una empresa que nació con la necesidad de proporcionar servicios de consultoría, maquinado industrial, diseños mecánicos, fabricación, reparación y montaje de equipos de Bombeo, así como equipos industriales (Tanques, equipos de intercambio de calor, tachos etc.
El Taller industrial Moreno se encuentra ubicado el poblado de Costa Rica, sindicatura
del municipio de Culiacán Sinaloa, ubicada al noroeste de México, colinda: al norte con la sindicatura de Las Tapias y la ciudad de Culiacán, al oeste con la ensenada de pabellones, al noroeste con el municipio de Navolato, al sureste con la sindicatura de El Dorado.
Actualmente cuenta con personal de planta operativo calificado y de eventuales que se contratan de acuerdo a los proyectos y trabajos que se presentan.
El Taller Industrial Moreno ha prestado sus servicios de ampliación, remodelación, mantenimiento mecánico, montajes y fabricación de equipos a diferentes empresas tanto particulares como públicas, entre ellas Ingenio Eldorado, Ingenio Los Mochis, Ingenio Navolato, Comisión Estatal del Agua, Granos de Sinaloa, Bachoco, entre otras.

41
Dentro del organigrama ocupaba el puesto como Ingeniero de Proyectos, cuya función
consistía en, llevar a cabo la Ingeniería en conjunto con el Ingeniero Mecánico, además dentro
de mis responsabilidades era calcular los costos de mano de obra y materiales necesarios en cada
proyecto, programación de actividades de trabajos a realizar, y puesta en marcha los equipos
industriales, entre ellos la Ingeniería de “Balance General de Materiales, para aumento de
molienda de 3800 a 5,000 ton/día. De Ingenio Eldorado, y que a continuación se detalla.
TERMINOS USADOS EN LA INDUSTRIA AZUCARERA
Para llevar a cabo el balance de Materiales es necesario conocer el significado de algunos
términos empleados en la industria azucarera, por lo que se definen a continuación:
BRIX.- Es el porcentaje de sólidos disueltos en solución.
Brix = (Sólidos solubles/sólidos solubles + agua) 100.
POL.- Valor determinado por polarización directa del peso normal de un producto azucarado en
100 ml de solución, clarificado con Subacetato de plomo cuando es necesario, hecha la lectura en
un tubo polarimétrico de 200 mm de longitud, y se basa en la medición de la propiedad que
tienen las soluciones de sacarosa de hacer girar el plano de polarización de un rayo de luz, siendo
este giro proporcional a la cantidad de sacarosa presente en solución.
SACAROSA.- Es el valor determinado por la polarización directa de una solución azucarada en un
sacarímetro. Siendo la sacarosa un disacárido producido por la condensación de glucosa y
fructosa.
PUREZA.- La pureza de un producto azucarado, es el azúcar que contiene en porciento de la
materia sólida.
Pureza = (sacarosa/Brix) *100
JUGO DIFUSADO.- Es el jugo de la caña más el agua de dilución.
AGUA DE IMBIBICION.- Es el agua que se aplica en los molinos al bagazo, diluyendo el jugo,
obteniendo así una mayor extracción.
JUGO RESIDUAL.- Es el jugo que sale del último molino.
BAGAZO.- Es el residuo fibroso que se obtiene de la molienda.
FIBRA.- Es la materia seca e insoluble en agua que contiene la caña.
JUGO FILTRADO.- Es el jugo que se extrae de la torta de cachaza en los filtros de cachaza (al
vacío).
CACHAZA.- son los precipitados que fueron extraídos del clarificador.

42
JUGO CLARO.- Es el jugo que sale de los clarificadores.
MELADURA.- Es el jugo concentrado de los evaporadores.
MASA COCIDA O TEMPLA.- Es el jarabe concentrado en el cual ha cristalizado el azúcar.
MIEL.- Es el licor madre que se separa de los cristales en una centrifuga.
T.C.D.- Toneladas de caña por día.
T.C.H.- Toneladas de caña por hora.
Para realizar los balances de materia, se requiere información del contenido de la caña,
jugo, meladura, mieles etc. esta información es proporcionada en promedio por el laboratorio
cada día.
A continuación SE PRESENTA UN REPORTE DE laboratorio, a partir del cual se elabora el análisis:
Tabla 3.2 Datos analíticos de molinos
MATERIAL PUREZA
Caña 219,298.25Kg/Hr.
Fibra % caña 13.50%
Pol en Caña 12.25 %
Humedad en Bagazo 49.00 %
Sacarosa en Bagazo 1.66 %
Sacarosa en Jugo Mezclado 11.79 %
Brix en jugo Mezclado 14.38 %
Pza. en jugo Residual 72.15 %
% Sólidos No Azucares 2.66 %
Extracción de Pol % Pol en caña 96.30 %

43
Tabla 3.3 Datos analíticos de clarificación
Consumo de cal 1.210 kg/tcm
Pureza de Cal 88
°Be de lechada de cal 5 °Be
Cachaza % caña 3.5 %
Pol en cachaza 1.64 %
Pol en indeterminadas % caña 0.115 %
% retorno J. filtrado caña 8 %
% lodos a filtros % caña 10 %
Temperatura de jugo a tanque flash 105 °C
Temperatura del vapor en taque flash
98 °C
Entalpia de evaporación calor latente del vapor en tanque flash
597.98 Kcal/kg ®
Pureza del jugo claro 82.60
Tabla 3.4 Datos analíticos de Evaporación
MATERIAL Brix PUREZA
Jugo claro 14.32 82.60
Meladura 64 82.60

44
Tabla 3.5 Datos Analíticos de Cristalización
SÓLIDOS EN MELADURA : 30,861
PUREZA DE MELADURA : 82.60
°BRIX DE LA MELADURA : 64.00
PUREZA TEMPLA DE "C" : 56.00
°BRIX TEMPLA DE "C" : 99.30
PUREZA AZÚCAR "C" : 85.00
°BRIX AZÚCAR "C" 88.00
PUREZA TEMPLA DE "B" : 71.00
°BRIX TEMPLA DE "B" : 95.70
PUREZA AZÚCAR "B" : 91.00
°BRIX AZÚCAR "B" 85.00
PUREZA TEMPLA DE "A" : 85.00
°BRIX TEMPLA DE "A" : 92.60
PUREZA AZÚCAR "A" S/LAVAR : 97.80
HUMEDAD AZÚCAR LAVADA : 4.00
HUMEDAD AZÚCAR SECA : 0.03
PUREZA AZÚCAR "A" SECA : 99.57
PUREZA LAVADO "A" : 80.00
°BRIX LAVADO "A" : 80.00
PUREZA MIEL "A" : 70.00
°BRIX MIEL "A" : 80.00
PUREZA MIEL "B" : 53.00
°BRIX MIEL "B" : 80.00
PUREZA MIEL FINAL : 36.00
POL EN MIEL FINAL 33.12
°BRIX MIEL FINAL : 92.00
POL EN CAÑA : 12.25
PUREZA DE SEMILLAMIENTO 79.64
PERDIDAS DE POL EN MIEL FINAL 1.352
KG.M.FINAL85°BX / TON CAÑA TEÓRICO 42.63

45
3.2: Balance de Materiales en Extracción
CONSIDERACIONES:
El balance de materiales se realizó para la cantidad de molienda instalada del ingenio que
es de 5,000 TCD
El balance se realiza por el método de fibra sacarosa directa, y se realiza un análisis a la
caña desfibrada que sale del segundo juego de cuchillas cuyo resultado proviene del laboratorio y
tiene un valor de: 13.50% fibra en caña.
Entonces se tiene lo siguiente:
Caña + agua = jugo mezclado + bagazo
NOTA: Los cálculos se hacen sobre la base de 100 partes de caña. Para el cálculo del
bagazo es necesario conocer fibra % bagazo, fibra analizada % caña.
Donde se tiene:
Caña: 219,298 kg/hr
Agua = 25% molinos y 75 % difusor
Bagazo = se desconoce
A CONTINUACIÓN SE DESCRIBEN LAS ECUACIONES UTLIZADAS EN LA INDUSTRIA AZUCARERA PARA
REALIZAR LOS BALANCES DE EXTRACCION:
EC. 1.- % sólidos disueltos en bagazo = (Pol % bagazo / Pza. jugo residual) * 100
EC. 2.- Fibra % bagazo = 100 – (humedad +% sólidos bagazo disueltos)
EC. 3.- Kg/ hr de Bagazo producido = (kg/hr de caña molida * fibra % caña) / Fibra % bagazo
EC. 4.- Bagazo % caña = ((kg/hr de bagazo producido)/(kg/hr de caña molida por hora)) * 100
EC. 5.- Kg/hr de Bagacillo a filtros = (kg/hr de caña molida * % bagacillo % caña) / 100
EC. 6.- Kg/hr de Bagazo a Calderas = kg/hr de bagazo producido – kg / hr de bagacillo a filtros
EC. 7.- Kg/hr de agua imbibición = kg/hr caña molida + kg / hr de bagazo a cald.) – kg /hr de J.
Mezclado.
EC. 8.- Kg/Hr. De fibra en caña = (Kg/Hr. De caña molida * Fibra % caña) * 100
EC. 9.- Imbibición % fibra = (kg/hr de agua de imbibición/ kg / hr de fibra producida) * 100

46
EC. 10.- imbibición % caña = (kg/hr de agua de imbibición/ Kg/Hr. De caña molida) * 100
EC. 11.- Kg/hr de sacarosa en caña = (kg/hr de caña * % Pol caña) / 100
EC. 12.- Kg/hr de sacarosa en bagazo = kg/hr de bagazo * Pol de bagazo) / 100
EC. 13.- Kg/hr de sacarosa en jugo mezclado = kg/hr de sacarosa en caña - sacarosa en bagazo)
EC. 14.- Pza. = sacarosa / Brix
EC. 15.- Kg/hr de sólidos en Jgo mezclado = kg/hr de sacarosa en J. mezclado/ pza. de jugo mezclado) *100
EC. 16.- % sólidos No azucares = Brix jugo mezclado – Pol Jugo mezclado
EC. 17.- Kg/hr Ton miel final a 85 °Brix Teórico = ((% Extracc. J. mezclado/100) * % Sólidos No azucares
EC. 18.- Kg/hr de Sólidos totales en bagazo = (Kg/hr de bagazo * % Sólidos disueltos Bagazo) / 100
EC. 19.- Kg/hr de Sólidos totales en caña = Kg/hr sólidos en jugo mezclado + kg/hr de sólido bagazo
EC. 20.- Kg/hr de Jugo absoluto = Kg/hr caña molida - kg/hr de fibra
EC. 21.- Brix de Jugo Absoluto = Kg / hr de sólidos en caña / Kg / hr de jugo Absoluto) * 100
EC. 22.- Pureza de Jugo Absoluto = (Kg/hr de sacarosa en caña / kg/hr de sólidos en caña) * 100
EC. 23.- Pol de Jugo Absoluto = Pza. de jugo absoluto * Brix de jugo Absoluto) * 100
EC. 24.- Kg/hr de agua en caña =kg/hr jugo absoluto – kg/ hr sólidos totales caña
EC. 25.- Humedad % caña = Kg/hr agua en caña / kg/hr jugo mezclado
EC. 26.- Kg/ hr agua en jugo mezclado = Kg/hr Jugo mezclado – kg/hr sólidos totales j. mezclado
EC. 27.- Kg/hr agua bagazo = (kg/hr agua en caña + kg/hr agua imbibición) – Kg/ hr agua J. mezclado
EC. 28.- Comprobación de humedad en bagazo = (kg/hr de agua bagazo / kg/hr de agua imbibición) * 100
EC. 29.- Pérdidas Pol en bagazo% caña = (kg/ hr sacarosa en bagazo / kg/hr caña molida por hora) * 100

47
A CONTINUACIÓN SE PRESENTAN LOS BALANCES UTILIZANDO LAS ECUACIONES ANTERIORES:
% sólidos disueltos en bagazo = (Pol % bagazo / Pza. jugo residual) * 100
= (1.66/72.15) * 100
= 2.30 kg/hr
Fibra % bagazo = 100 – (humedad +% sólidos bagazo disueltos)
= 100 – (49 +2.30)
= 48.70 %
Kg/ hr de Bagazo producido = (kg/hr de caña molida * fibra % caña) / Fibra % bagazo
= 219,298.25 * 13.50) / 48.70
= 60,792.05 kg / Hr.
Bagazo % caña = ((kg/hr de bagazo producido)/(kg/hr de caña molida por hora)) * 100
= (60,792.05/219,298) * 100
= 27.72%
Kg/hr de Bagacillo a filtros = (kg/hr de caña molida * % bagacillo % caña) / 100
= (219,298.25 * .4) / 100
= 877.19 kg/ hr 14.62 kg/min
Kg/hr de Bagazo a Calderas = kg/hr de bagazo producido – kg / hr de bagacillo a filtros
= 60,792.05 – 877.19
= 59,915.00 kg/ hr
Kg/hr de agua imbibición = kg/hr caña molida + kg / hr de bagazo a cald.) – kg /hr de J. mezclado
= (219,298.25 + 60,792.05) – 219,298.25
= 60,792.05 kg/ hr
Kg/Hr. De fibra en caña = (Kg/Hr. De caña molida * Fibra % caña) * 100
= (219,298.25*13.50)*100

48
= 205.34 Kg/Hr.
Imbibición % fibra = (kg/hr de agua de imbibición/ kg / hr de fibra producida) * 100
= (60,792.05 kg/hr. / 29,605.26 Kg/Hr.) * 100
= 205.34 %
Imbibición % caña = (kg/hr de agua de imbibición/ Kg/Hr. De caña molida) * 100
= (60,792.05 kg/hr / 219,298.25 Kg/Hr.) * 100
= 27.72 %
Kg/hr de sacarosa en caña = (kg/hr de caña * % Pol caña) / 100
= (219,298.25 kg/hr * 12.25 %) /100
= 26,864.00 kg/ hr
Kg/hr de sacarosa en bagazo = kg/hr de bagazo * Pol de bagazo) / 100
= (60,792 kg/hr * 1.66% ) / 100
= 1,009.15 kg/hr
Kg/hr de sacarosa en jugo mezclado = kg/hr de sacarosa en caña - sacarosa en bagazo)
= (26,864.00 kg/hr – 1,009.15 kg/hr)
= 25,854.89 kg/hr
Pza. = sacarosa / Brix se deduce que
Kg/hr de sólidos en Jgo mezclado = kg/hr de sacarosa en J. mezclado/ pza.de jugo mezclado) *100
= (25,854.89 kg7hr / 82%) * 100
= 31,530.35 kg/hr
% sólidos No azucares = Brix jugo mezclado – Pol Jugo mezclado
= 14.38 – 11.79
= 2.59 %
Kg/hr Ton miel final a 85 °Brix Teórico = ((% Extracc. J. mezclado/100) * % Sólidos No azucares *
1.40)/ Brix Miel Final

49
= ((100/ 100) * 2.59 * 1.4) / 85) *100
= 42.63 %
Kg/hr de Sólidos totales en bagazo = (Kg/hr de bagazo * % Sólidos disueltos Bagazo) / 100
= (60,792kg/hr * 2.30%) / 100
= 1,398.22 Kg / hr
Kg/hr de Sólidos totales en caña = Kg/hr sólidos en jugo mezclado + kg/hr de sólido bagazo
= 31,530.32 kg/hr + 1,398.22 kg/hr
= 32,929 Kg/hr
Kg/hr de Jugo absoluto = Kg/hr caña molida - kg/hr de fibra
= 219,298.25 kg / hr + 29,605.26 kg/hr
= 189,693 Kg/hr
Brix de Jugo Absoluto = Kg / hr de sólidos en caña / Kg / hr de jugo Absoluto) * 100
= 32,929 / 189,693
= 17.36 °Brix
Pureza de Jugo Absoluto = (Kg/hr de sacarosa en caña / kg/hr de sólidos en caña) * 100
= 26,864.04 / 32,929.03
= 81.58 pza.
Pol de Jugo Absoluto = Pza.de jugo absoluto * Brix de jugo Absoluto) * 100
= 81.58 * 17.36
= 14.16
Kg/hr de agua en caña = kg/hr jugo absoluto – kg/ hr sólidos totales caña
= 189,693 kg/Hr. - 32,929.03 kg/Hr.
= 156, 764 kg/Hr.
Humedad % caña = Kg/hr agua en caña / kg/hr jugo mezclado
= (156,764 kg/hr / 219,298.25 kg/hr) * 100

50
= 71.48 %
Kg/ hr agua en jugo mezclado = Kg/hr Jugo mezclado – kg/hr sólidos totales j. mezclado
= 219,298.25 kg/hr – 31,530.35 kg/hr
= 187,768 kg/hr
Kg/hr agua bagazo = (kg/hr agua en caña + kg/hr agua imbibición) – Kg/ hr agua J. mezclado
= (156,764 kg/hr + 60,792 kg/hr) - 187,768 kg/hr
= 29,788 kg/hr
Comprobación de humedad en bagazo = (kg/hr de agua bagazo / kg/hr de agua imbibición) * 100
= 29,788 kg/ hr / 60,792 kg7hr) * 100
= 49 %
Pérdidas Pol en bagazo% caña = (kg/ hr sacarosa en bagazo / kg/hr caña molida por hora) * 100
= (1,009.15 kg/hr /219,298 kg/ hr) * 100
= 0.46 %
TABLA 3.6 : VERIFICACION DEL BALANCE DE EXTRACCIÓN:
ENTRADAS SALIDAS
Agua en caña 156,763.95 Agua J. mezclado 187,768
Fibra en caña 29,605.26 Sólidos Tot. Jgo. Mezclado 31,530
Sólidos disueltos en caña 32,929.03 Agua en Bagazo 29,788
Agua de imbibición 60,792.05 Fibra en caña 29,605
TOTALES 280,090 TOTALES 280,090

51
Kg/hr agua molinos = (kg/ hr agua imbibición * % agua molinos) / 100
= (60,792 kg/ hr * 25.75 %) / 100
= 15,654 kg / hr
Kg/hr agua Difusor = (kg/hr agua imbibición * % agua difusor) / 100
= (60,792 kg/hr * 74.25 %) / 100
= 45,138 kg / hr
G.P.M. de agua imbibición = (60, 792.05 * 1) / (3.79 * 60) = 268 G.P.M.
G.P.M. de jugo mezclado = 219,298.25 / (1.0637 *3.785 *60) = 908 G.P.M.
Extracción Pol % Pol = ((kg/ hr de sacarosa en jugo mezclado) / (kg / hr de sacarosa en caña) )* 100
= (25,855 kg/ hr / 26,864 kg/hr) * 100

52
3.3 BALANCE DE MATERIALES EN CLARIFICACION
Para efecto de cálculo se considera que el agua que se agrega en los filtros de cachaza es
igual al agua evaporada en el tanque flash.
El jugo sale de los calentadores a 105 °C y flashea a 98 °C (por ser un tanque abierto a la
atmosfera).
Por lo tanto tenemos que en tanque de jugo alcalizado se lleva a cabo el siguiente
balance:
A CONTINUACION SE DESCRIBEN LAS ECUACIONES UTLIZADAS EN LA INDUSTRIA AZUCARERA
PARA REALIZAR LOS BALANCES DE CLARIFICACION:
EC. 31.- Jugo alcalizado = jugo mezclado + jugo filtrado + lechada de cal.
EC. 32.- Kg/hr de cal hidratada = (caña molida * kg cal / ton caña) / pza. Cal
EC. 33.- Kg/hr de cal hidratada = (kg cal hidratada / °Be) * 100
EC. 34.- kG/hr de jugo filtrado = (jugo mezclado * % retorno jugo filtrado % caña) / 100
EC. 35.- Volumen de jugo filtrado = kg/ hr de jugo filtrado / densidad
EC. 36.- Kg / hr de jugo alcalizado = kg/hr de jugo mezclado + kg/hr de lechada de cal + kg/hr de j.
filtrado
EC. 37.- W1 = W2 + W3
EC. 38.- H1W1 = H2W2 + H3W3
EC. 39.- W3 = W1 (H1 – H2) / H3 – H4)
EC. 40.- W2 = W1 – W3
BALANCE DE MATERIALES EN EL CLARIFICADOR
En el clarificador se efectúa el siguiente balance:
EC. 41.- Jugo claro = jugo alcalizado a 98 °C – cachaza líquida
EC. 42.- Kg/ hr de lodos a filtros = (caña molida * % lodos % caña) /100
EC. 43.- Kg/hr jugo claro = kg/hr de jugo alcalizado – kg/hr de lodos a filtros

53
BALANCE DE MATERIALES EN LOS FILTROS DE CACHAZA
En los filtros de cachaza se tiene el siguiente balance:
EC. 44.- Agua + cachaza + bagacillo = jugo filtrado + lodos
EC. 45.- Kg/hr de bagacillo a filtros = (caña molida * % bagacillo % caña) / 100
EC. 46.- Kg/hr de cachaza = (caña molida * cachaza % caña) / 100
EC. 47.- Kg/hr de agua lavado a filtros = kg/hr jugo a filtros + kg/hr de cachaza –kg/hr lodo filtro –
kg/hr Bagacillo a filtros
EC. 48.- Jugo mezclado + lechada de cal + bagacillo + agua = jugo claro + cachaza + vapor de agua
BALANCE DE SACAROSA EN CLARIFICACION
EC. 49.- Kg/hr de sacarosa en bagacillo = (kg/ hr de bagacillo a filtros * % sacarosa bagacillo) /
100
EC. 50.- Kg/hr de sacarosa en cachaza = (kg/ hr de sacarosa cachaza * % Pol en cachaza) / 100
EC. 51.- Pol cachaza % caña = (kg/ hr de sacarosa cachaza/ caña molida) *100
EC. 52.- Sacarosa en indeterminadas = (caña molida * Pol indeterminadas % caña) / 100
EC. 53.- Kg/hr sacarosa en jugo Claro = kg/hr sacarosa jugo mezclado + sacarosa en bagacillo –
(sacarosa Cachaza + sacarosa indeterminadas)
EC. 54.- Kg/hr jugo claro = kg/hr de jugo alcalizado – kg/hr de lodos a filtros
EC. 556- Sólidos en jugo claro = (sacarosa en jugo claro / pza. jugo claro) * 100
EC. 57.- Kg/hr sólidos en bagacillo = kg/hr de sacarosa bagacillo / pza. jugo residual) * 100
EC. 58.- Kg/hr en sólidos indeterminados = (kg/hr sacarosa en indeterminados / pza. de jugo claro)
* 100
EC. 59.- Kg/hr de sólidos en cachaza = sólidos jugo mezclado +kg/Hr. de cal hidratada +k g/hr de
sólidos en
EC. 60.- bagacillo – (sólidos en jugo claro kg/Hr. + kg/Hr. sólidos en indeterminados)
EC. 61.- Extracción de jugo claro = (kg/hr jugo claro / caña molida) * 100
EC. 62.- Brix de Jugo claro = (sólidos en jugo claro / kg/hr de jugo claro) * 100

54
EC. 63.- Ton sólidos meladura = toneladas de jugo claro
Balance de Clarificación utilizando las ecuaciones anteriores:
Jugo alcalizado = jugo mezclado + jugo filtrado + lechada de cal.
Jugo mezclado = 219,298.25 kg/hr
Kg/hr de cal hidratada = (caña molida * kg cal / ton caña) / pza. Cal
= (219,298.25 kg/hr * 1.21 kg / 1000 kg) / 88 * 100
= 301.54 kg
Kg/hr de cal hidratada = (kg cal hidratada / °Be) * 100
= (301.54 kg / 9) * 100
= 3,350.44 kg /hr
Volumen de lechada de cal = 3,350.55 kg/ hr / (1.0283 * 3.785 * 60)
= 14.35 G.P.M.
Kg/hr de jugo filtrado = (jugo mezclado * % retorno jugo filtrado % caña) / 100
= (219,298.25 *8) / 100
= 17,543.83 kg / hr
Volumen de jugo filtrado = kg/ hr de jugo filtrado / densidad
= 17,543.83 / (1.0530 * 3.785 * 60)
= 73.36 G.P.M.
Kg / hr de jugo alcalizado = kg/hr de jugo mezclado + kg/hr de lechada de cal + kg/hr de j. filtrado
= 219,298.25 kg/hr + 3,350.39 kg/hr + 17, 544kg/hr
= 240,192.64 kg/ hr
BALANCE DE MATERIALES EN EL TANQUE FLASH
La cantidad de vapor de agua que sale del tanque flash es el siguiente:
W1 = jugo alcalizado a 105 °C, en kg/hr

55
W2 = jugo alcalizado a 98 °C, en kg/hr
W3 = vapor de flasheo a 98 °C, en kg/hr
H1 = entalpía del líquido a 105 °C, en kcal / kg
H2 = entalpía del líquido a 98°C en kcal / kg
H3 = entalpia del vapor a 98 °C, en kcal/ kg
Por lo tanto tenemos el siguiente balance:
W1 = W2 + W3
H1W1 = H2W2 + H3W3
Resolviendo el sistema de ecuaciones tenemos:
W3 = W1 (H1 – H2) / H3 – H4)
W3 = 240,192.64 kg/ hr (105.0 kcal / kg – 98 kcal / kg) / 546 kcal/ kg
W3 = 2,811.69 kg / hr de agua evaporada
W2 = W1 – W3 = (240,192.64 kg/ hr)–(2,811.69 kg/hr)
W2 = 237,381.95 kg/ hr
BALANCE DE MATERIALES EN EL CLARIFICADOR
En el clarificador se efectúa el siguiente balance:
Jugo claro = jugo alcalizado a 98 °C – cachaza líquida
Kg/ hr de lodos a filtros = (caña molida * % lodos % caña) /100
= (219,298.25kg/hr *10%) / 100
= 21,930.85 kg/hr
Por lo tanto:
Kg/hr jugo claro = kg/hr de jugo alcalizado – kg/hr de lodos a filtros
= 237,380.81 kg/hr – 21,929.82 kg/hr
= 215,451 kg/hr

56
BALANCE DE MATERIALES EN LOS FILTROS DE CACHAZA
En los filtros de cachaza se tiene el siguiente balance:
Agua + cachaza + bagacillo = jugo filtrado + lodos
Kg/hr de bagacillo a filtros = (caña molida * % bagacillo % caña) / 100
= (219,298.25 kg/hr * 0.40%) / 100
= 877 kg / hr
Kg/hr de cachaza = (caña molida * cachaza % caña) / 100
= (219,298.25 kg/hr * 3.50 %)/ 100
= 7,675.43 kg /hr
Kg/hr de agua lavado a filtros = kg/hr jugo a filtros + kg/hr de cachaza –kg/hr lodo filtro - kg/hr
Bagacillo a filtros
= 17,543.86 kg/Hr.+7,675 kg/Hr. – 21,930kg/Hr. – 877kg/Hr.
= 2,412.30 kg / Hr.
= 2,412.30 kg/Hr. / (1*3.785*60)
= 10.622 G.P.M.
El BALANCE DE MATERIALES EN CLARIFICACION SE RESUME COMO SIGUE:
Jugo mezclado + lechada de cal + bagacillo + agua = jugo claro + cachaza + vapor de agua
219,298.25 + 3,350.39 + 877 + 2,412.30 = 215,451 + 7,675.43 + 2,811.69
225,938kg/hr = 225,938 kg/hr
BALANCE DE SACAROSA EN CLARIFICACION
Kg/hr de sacarosa en bagacillo = (kg/ hr de bagacillo a filtros * % sacarosa bagacillo) / 100
= (877.19 kg/hr * 1.66%) / 100
= 14.56 kg/hr
Kg/hr de sacarosa en cachaza = (kg/ hr de sacarosa cachaza * % Pol en cachaza) / 100
= (7,675.44 kg/hr * 1.64 %) / 100

57
= 125.88 kg/hr
Pol cachaza % caña = (kg/ hr de sacarosa cachaza/ caña molida) *100
= ((125.88 kg/Hr.) / 219,298.25) * 100
= 0.057 %
Sacarosa en indeterminadas = (caña molida * Pol indeterminadas % caña) / 100
= (219,298.25 kg/ hr * 0.12 %) / 100
= 252.19 kg/hr
Kg/hr sacarosa en jugo Claro = kg/hr sacarosa jugo mezclado + sacarosa en bagacillo – (sacarosa
Cachaza + sacarosa indeterminadas)
= 25,854.89kg/hr + 14.56kg/hr – (125.88 kg/hr +252.19 kg/hr)
=25,491.38 kg/Hr.
Kg/hr jugo claro = kg/hr de jugo alcalizado – kg/hr de lodos a filtros
= 237,380.81 kg/hr – 21,929.82 kg/hr
= 215,451 kg/hr
Sólidos en jugo claro = (sacarosa en jugo claro / pza. jugo claro) * 100
= ((25,491.38 kg/Hr.)/82.60) *100
= 30,861 kg/hr
Kg/hr sólidos en bagacillo = kg/hr de sacarosa bagacillo / pza.jugo residual) * 100
= (14.56 kg/hr / 72.15) * 100
= 20.18 kg/hr
Kg/hr en sólidos indeterminados = (kg/hr sacarosa en indeterminados / pza. de jugo claro) * 100
= ((252.193kg/Hr.) / 82.60) *100
= 305.32 kg/hr
Kg/hr de sólidos en cachaza = sólidos jugo mezclado + kg/Hr. de cal hidratada + kg/hr de sólidos en
bagacillo –(sólidos en jugo claro kg/Hr. + kg/Hr. sólidos en indeterminados )

58
= (31,530.35 +301.54+20.18)kg/hr - (30,861.23 + 305.82)kg/hr
= 31,350.35 + 301.54 + 20.18 – (30,861.23 + 305.82)
= 686 kg/hr
Extracción de jugo claro = (kg/hr jugo claro / caña molida) * 100
= (215,450.98 kg/hr / 219,298.25 kg/hr) * 100
= 98.25 %
Brix de Jugo claro = (sólidos en jugo claro / kg/hr de jugo claro) * 100
= (30,861.23 kg/hr / 215,451 kg/hr) * 100
= 14.32 %
Volumen de jugo claro = (215,450.98 kg/hr / (1.06378 * 3.785 * 60))
= 892 G.P.M.
Ton sólidos meladura = toneladas de jugo claro
Ton solidos meladura = 30,861 kg/hr
Tabla 3.8 VERIFICACION DEL BALACE DE CLARIFICACION FLUJOS
ENTRADAS SALIDAS
Jugo Mezclado 219,298.25 Jugo Claro 215,451
Cal Hidratada 3,350.44 Agua (flasheo) 2,811.69
J. filtrado 17,543.33 Lodos 21,930.85
TOTALES 240,192 TOTALES 240,192.52
Tabla 3.9 VERIFICACION DEL BALACE DE SACAROSA EN CLARIFICACION
ENTRADAS SALIDAS
Jugo Mezclado 25,854.89 Jugo Claro 25,491.38
Sacarosa en Bagacillo 14.56 Cachaza 125.88
J. filtrado Indeterminadas 252.19
TOTALES 25,869.45 TOTALES 25,869.45

59
Tabla 3.10 VERIFICACION DEL BALACE DE SOLIDOS EN CLARIFICACION
ENTRADAS SALIDAS
Jugo Mezclado 31,530 Jugo Claro 30,861
Bagacillo 20.18 Cachaza 686
Cal 301.54 Indeterminadas 305.22
TOTALES 31,852.00 TOTALES 31,852
3.4 BALANCE DE MATERIALES EN EVAPORACION
En los evaporadores se concentra el jugo en un jarabe llamado “meladura”, y se utilizan las
siguientes fórmulas para el balance de Evaporación:
EC. 64.- Jugo claro = meladura + agua
EC. 65.- % Agua a evaporar = 100 * (1 – (Brix de jugo claro / Brix de Meladura))
EC. 66.- Kg/ hr de agua = Jugo claro * % agua evaporada
EC. 67.- Jugo claro = meladura + agua
En los evaporadores tenemos el siguiente balance de acuerdo a las ecuaciones anteriores:
Jugo claro = meladura + agua
% Agua a evaporar = 100 * (1 – (Brix de jugo claro / Brix de Meladura))
% Agua a evaporar = 100 * (1 – (14.62 / 64))
% Agua a evaporar = 77.16 %
Kg/ hr de agua = Jugo claro * % agua evaporada
Kg /hr de agua = (215,451 * 0.7761)
Kg/ hr de agua = 167, 211.52 kg/hr
Jugo claro = meladura + agua
Kg /hr de meladura = 251,451 kg/hr - 167,211.52 kg/hr
Kg/hr de meladura = 48, 239.48 kg/hr
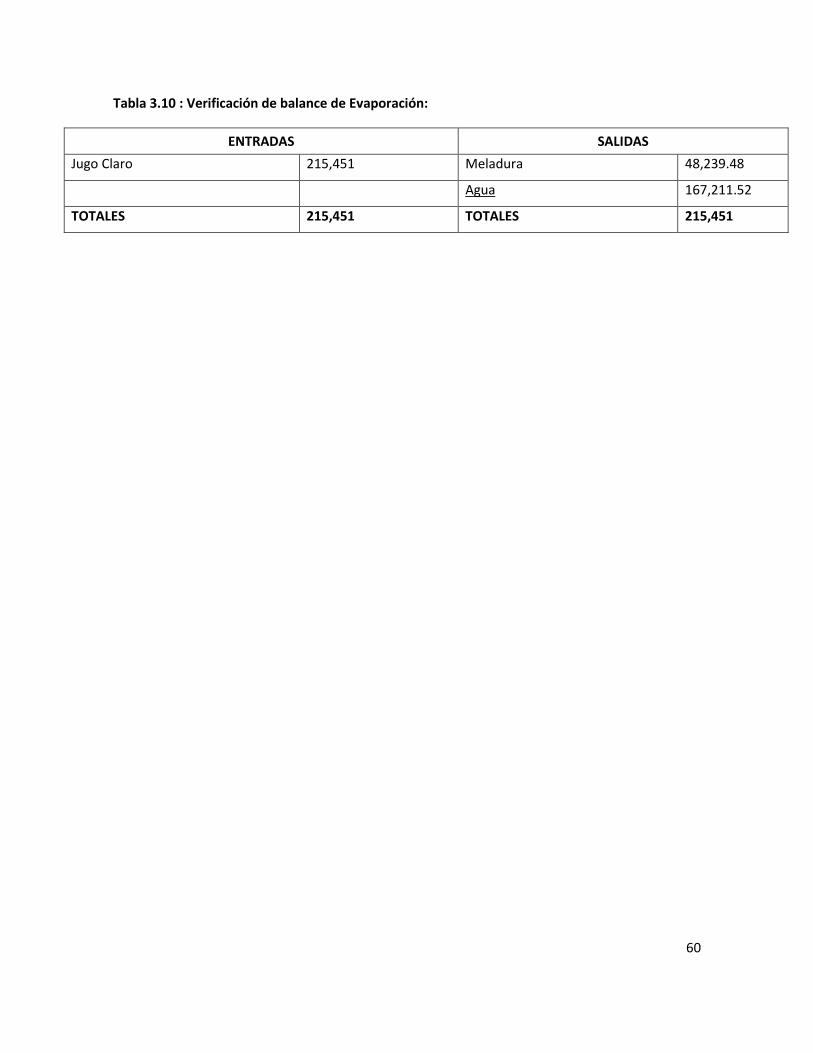
60
Tabla 3.10 : Verificación de balance de Evaporación:
ENTRADAS SALIDAS
Jugo Claro 215,451 Meladura 48,239.48
Agua 167,211.52
TOTALES 215,451 TOTALES 215,451

61
3.5 BALANCE DE MATERIALES EN CRISTALIZACION
La función de los tachos consiste en convertir en cristales centrifugables la mayor cantidad
posible de la sacarosa que entra en la estación de tachos disuelta en el agua de la meladura.
Al procederse la centrifugación de la masa cocida se obtiene una separación incompleta de
la parte sólida formada por los cristales o granos de azúcar, y de la parte líquida (o miel de la masa
cocida), que es fluido obscuro, denso y viscoso que contiene la mayor parte de agua e impurezas
de la templa y también una parte de la sacarosa disuelta que no pudo ser revertida en cristales.
Hasta ahora ha sido imposible fabricar azúcar de calidad y obtener un agotamiento
aceptable procesando en los tachos una sola masa cocida hecha exclusivamente con meladura,
hay que recurrir a los sistemas de templas múltiples o sistemas de dos, tres cuatro masas cocidas
en lo que hablando en términos generales, la miel se origina una primera masa cocida (por no
estar lo suficiente agotada), se usa como material de alimentación para la siguiente del sistema y
así sucesivamente. En esta forma se consigue el agotamiento progresivo de la miel.
Es usual, emplear el azúcar de la última masa cocida, como pie de templa de las anteriores,
las cuales producen azúcar comercial.
Según el número de masas cocidas que haya que realizar para obtener un agotamiento
adecuado de la miel final, los métodos de trabajo de los tachos (o sistemas de masas cocidas). Se
denomina de dos, tres masas cocidas.
El Ingenio Eldorado utiliza el método o sistema de tres templas y doble semilla sin
recirculación de miel.
METODO DE CRUZ DE COBENZE
El diagrama de Cobenze permite determinar la concentración requerida de dos
soluciones o mezclas diferentes de concentración conocida para obtener una mezcla a una
concentración deseada. El diagrama de Cobenze tiene la forma que se muestra en la figura
siguiente:
A B
E
C D

62
Dónde:
A: Primera concentración conocida
C: Segunda concentración conocida
B: Diferencia concentración deseada y segunda conocida
D: Diferencia concentración deseada y primera conocida
E: Concentración deseada
Es decir se calculan las partes ponderales de cada material que debe contener el
material de pureza deseada. En el caso de que se requiera el porcentaje de cada componente,
divida el número de partes de cada uno entre el número total de partes y multiplique por 100.
La aplicación de este método se explica mediante la resolución del siguiente ejemplo:
Se dispone de una parte de material homogéneo y seco (es decir, formado por sólido
exclusivamente) que contiene el 90% en peso de sacarosa y el resto de su peso está constituido
por sólidos no sacarosa tales como dextrosa, levulosa, sales minerales etc. Sustancias que
designamos genéricamente con el nombre de impurezas solubles, la pureza de este material es,
por consiguiente igual a 90 %.
Por otra parte disponemos de otro material semejante al anterior pero de pureza igual a
10 % ¿en qué proporciones debemos mezclarlos, Para obtener una pureza de 20% en el material
de liga?
A continuación se presentan los cálculos realizados:
Cálculos:
Sea 100 = peso de la mezcla
X = peso del material de pureza de 90 %
Y = peso del material de pureza de 10 %
Se pueden escribir dos ecuaciones:
1) X + Y = 100
2) X 90 + Y 10 = (100) (20)
3) Y = 100 – X

63
Sustituyendo (3) en (2) se tiene:
X90 + (100 - X) 10 = (100) (20)
X90 + 1000 - 10 X = 2000
X90 - 10 X = 2000
X 80 = 1000
X = 1000 / 80
X = 12.5 %
Y = 100 – X = 100 – 12.5 %
Y = 87.5 %
Resolviendo el problema por el método de cruz de cobenze:
90 10
20
10 70
80
Conforme a la figura: se escriben las purezas de los materiales que se mezclan en los
extremos de la izquierda de los brazos de la cruz de cobenze; se escribe en el centro la pureza de
la mezcla que se desea obtener con dichos materiales, se realizan las diferencias aritméticas de los
números situados en el mismo brazo, los resultados se anotan en los extremos de la derecha d los
brazos de la cruz de cobenze y se suman los resultados de las diferencias obtenidas.
Interpretación de los resultados: Cuando dos materiales secos (es decir, exento de agua)
de pureza 90% y 10 % se mezclan para producir un material de pureza de 20 %, han de hacerlo en
la proporción ponderales de:
10 partes en peso del material seco de pureza de 90 %, por cada 70 partes en peso del
material seco de pureza 10 %.

64
A lo que es lo mismo, los porcentajes pondérales de los materiales que se mezclan serán:
90 10 (10 / 80) 100 = 12.5 % del material de pureza de 90 % y
20
10 70 (70/80) 100 = 87.5 % del material de pureza 10 %
80
Hemos visto como, mediante el procedimiento de cobenze, se resuelven, en forma rápida
y casi mecánicamente, problemas de mezclas de materiales de distintas purezas que por algebra
originan dos ecuaciones de primer grado con dos incógnitas que exigen mayor atención y tiempo.

65
BALANCE DE MATERIALES EN SISTEMA DE TRES TEMPLAS Y DOBLE SEMILLA SIN RECIRCULACIÓN
DE MIEL, POR EL METODO DE CRUZ DE COBENZE:
Consideraciones:
Se considera para el cálculo del balance 100 partes en peso de sólido de meladura.
Se efectuaran los cálculos con la pureza de los materiales en cuestión
Lo primero que se calcula es el % de peso de sólidos de azúcar comercial, % de sólidos de
miel final en base a 100 partes de peso de sólidos de meladura y se hace haciendo un balance
general del sistema.
Calcular % Peso sólidos azúcar
% Peso sólidos miel final
Base 100 partes de peso sólidos en meladura:Datos:
Pza.meladura = 82.60 %
Pza.de azúcar seca = 99.57 %
Pza.de miel final = 36 %
99.57 46.60 (46.60 / 63.57) * 100 = 73.31 %
82.60
36 16.97 (46.60 / 63.57) * 100 = 26. 69 %
63.57
Por lo tanto tendremos que la producción de azúcar y miel final, % peso de sólidos de
meladura es:
73.31 % peso de sólidos de azúcar, % sólidos en meladura

66
26.69 % peso de sólidos de miel final, % sólidos en meladura
% sólidos en azúcar “A” sin lavar y en lavado de “A”
Datos:
Pza.azúcar sin lavar = 97.80 %
Pza.de azúcar seca = 99.57 %
Pza.de lavado = 80 %
99.57 17.80 (17.80 / 19.57) * 100 = 90.95 %
97.80
80 1.77 (1.77 / 19.57) * 100 = 9.04 %
19.57
Por lo tanto tendremos que la producción de azúcar sin lavar y lavado % sólidos de meladura es:
Considerando que él % sólidos azúcar % meladura = 73.31 %
Entonces considerando la misma base de 100% de azúcar “A”
100 90.95 %
X 73.31 % donde
X = (100 * 73.31 %) / 90.95 %
X = 80.59 %
100 9.04 %
80.60 X
X = (80.60% * 9.04 %) / 100 %

67
X = 7.80 %
80.59 % peso de sólidos de azúcar sin lavar, % sólidos de meladura
7.80 % peso de sólidos de lavado % sólidos de meladura
CALCULO DE LA PRODUCCIÓN DE SOLIDOS DE TEMPLA DE “C” % SÓLIDOS DE MELADURA
Mezclando los siguientes materiales:
Pza. Miel final = 36
Pza. Semilla “C” = 85
Pza. Masa de “C” = 56
36 29 (29 / 49) * 100 = 59.18 %
56
85 20 (20 / 49) * 100 = 40.82 %
49
Por lo tanto tendremos que la producción de % sólidos de masa de “C” % sólidos de meladura es:
Considerando que él% sólidos miel final % meladura = 26.69 % y el % de miel final en templa de
“C” es del 59.18 tenemos que:
100 59.18 %
X 26.69 % donde
X = (100 * 26.69 %) / 59.18 %
X = 45.11 %
Por lo que:
% Sólidos en templa de “C” = % Sólidos en miel final + % sólidos en semilla de “C”
45.11 = 26.69 + X
X = 45.11 % - 26.69 %
68
X = 18.41 %
45.11 % peso de sólidos de masa “C”, % sólidos de meladura
18.41 % peso de sólidos de semilla de “C” % sólidos de meladura
CALCULO DE LA COMPOSICION DEL MATERIAL PARA EL ENSEMILLAMIENTO
El ensemillamiento para este sistema se hace una mezcla de (meladura – lavado) y miel
“B” de tal manera que la pureza de la mezcla sea siempre de 79.64 %
Se realiza el ensemillamiento con meladura y miel “B”, y se sigue la alimentación con miel
“B” hasta completar el total del volumen operacional del tacho, de tal manera que al terminar la
templa sea la pureza
Mezclando el pie de templa de pureza de 63 y miel “B” de pureza de 53 % para obtener
la templa de “C” de pureza de 56 se tiene que:
Para cristalizar se efectúa en
Tacho 8: capacidad de 2000 ft 3
Tacho 4: capacidad de 1800 ft3
Se realiza la cristalización para tres pies
1800 /3 = 600 Ft3 pie de templa de cristalización
Tacho 8: 2000 ft3 * 3 = 6,000 ft3
Relación = 600 / 6000 = 0.1 ft3
% sólidos templa de “C” % meladura = 45.11 %
Considerando los sólidos en la cristalización:
% sólidos templa de “C” % meladura = 45.11% * 0.1 ft3 = 4.51
Pza. Para cristalizar = 79.64 %
Pza. Meladura = 82.60
Pza. de lavado = 80
Pza. Miel “B” = 53

69
Calcular la pureza resultante de la mezcla de meladura y lavado, mediante la ponderación
de los componentes
Pureza % Ponderación
Meladura 82.60 51.59 % 41.96%
Lavado 80 48.40 % 39.36 %
162.60 100 % 81.32 %
Calcular las proporciones de meladura y lavado de la mezcla de:
Meladura = (82.60 /162.60) * 81.32 = 41.96
Lavado = (80.00 /162.60) * 81.32 = 39.36
Calcular el % de cada uno de los materiales de la mezcla:
% meladura = (41.96/81.32) * 100 = 51.59 %
% lavado = (39.36/81.32) * 100 = 48.40 %
Calcular el % sólidos de la mezcla de cristalización:
53 1.68 % (1.68/ 28.32) * 100 = 5.93 %
79.64
81.32 26.64 % (26.64 / 49) * 100 = 94.068 %
28.32
Calcular el % sólidos de la mezcla de meladura + lavado en la cristalización:
100 94.07 %
4.51 X % donde
X = (4.51 * 94.07 %) / 100 %
X = 4.24 %

70
% sólidos de miel b
100 5.93 %
4.51 X % donde
X = (4.51 * 5.93 %) / 100 %
X = .2674 %
Por lo que:
4.24 % peso de sólidos de meladura + lavado en la cristalización “C” % sólidos de meladura
.2674% peso de sólidos de miel “B” en la cristalización % sólidos de meladura
Calculando:
Calcular los % de individuales de la mezcla de lavado y meladura
% sólidos de Meladura
51. 59 100 %
X 4.24 % donde
X = (51.59 * 4.24 %) / 100 %
X = 2.19 %
% sólidos de Lavado
48.40 100 %
X 4.24 % donde
X = (48.40 * 4.24 %) / 100 %
X = 2.05 %
MEZCLA DE MIEL “B” + MELADURA A TEMPLA DE “C”
%solidos Pureza Sacarosa
En masa de “C” 45.11 56 25.26

71
Mezcla de crist. 4.51 79.64 3.59
Meladura + Miel “B” 40.59 21.67
Pza. = (sacarosa / Brix) * 100 = sacarosa/ sólidos) * 100
Pza. = 21.67/ 40.59) * 100
Pza. = 53.37 %
% SOLIDOS DE MEZCLA DE MIEL “B” ALIMENTADOS A LA TEMPLA DE “C”
Pza.Pie de templa de “C” = 63 %
Pza.De miel “B” = 53 %
Mezcla de miel “B” y meladura = 53.37
63 0.37 (0.37/10) * 100 = 3.7 %
53.37
53 9.63 (9.63/10) * 100 = 96.30 %
10
Considerando que % mezcla de miel “B” + meladura% meladura = 40.59 %
Entonces considerando la misma base de 100%
100 3.70 %
40.59 X donde
X = (40.59 * 3.70 %) / 100 %
X = 1.50 %

72
100 96.30 %
40.59 % X
X = (40.59 % * 96.30 %) / 100 %
X = 39.088 %
1.50 % peso de sólidos de meladura a templa de “C”
39.08 % peso de sólidos de miel “B” a templa de “C”
CALCULO DE % SOLIDOS EN TEMPLA DE “B” Y AZUCAR “B”
Pza. Pie de templa de “b” = 71 %
Pza. De miel “B” = 53 %
Pza. Semilla “B” = 91 %
53 20 (20 / 38) * 100 = 52.63 %
71
91 18 (18 / 38) * 100 = 47.37 %
38
% sólidos templa de “B” = % sólidos miel “B” + % solidos semilla de “B”
Entonces considerando:
100 52.63 %
X 39.08 donde
X = (100*39.08 %) / 52.63 %
X = 74.25 % sólidos en templa de “B”
% sólidos en templa de “B” = 39.088 % + % sólidos en semilla de “B”

73
% sólidos en semilla de “B” = 74.25 % – 39.088 %
% sólidos en semilla de “B” = 35.17 %
74.25 % peso de sólidos templa de “B” % sólidos de meladura
39.088 % peso de sólidos miel “B” % sólidos de meladura
35.17 % peso de sólidos de semilla “B” % sólidos de meladura
CALCULO DE % SOLIDOS DE MIAL “A” EN TEMPLA DE “B”
% sólidos en templa de “B” = % sólidos miel “A” + % de sólidos de semilla “C”
74.25 % = X + 18.42
X = 74.25 – 18.42
X = 55.83 % sólidos miel “A” % peso de meladura
CALCULO DE % SOLIDOS DE MELADURA A TEMPLA DE “A”
% sólidos en meladura = 100
% sólidos a cristalización de “C” = 4.059
95.94 % peso de sólidos de meladura en templa de “A”
CALCULO DE % SOLIDOS DE TEMPLA DE “A” Y PUREZA DE TEMPLA DE “A”
% sólidos de meladura = 95.94 %
% sólidos de semilla de “B”= 35.17 %
% sólidos de lavado = 7.29 %
138.40 %
Pza. = ( % sacarosa / % sólidos) * 100
Meladura 95.94 82.60 = 79.25 %
Azúcar “B” 35.17 91.00 = 32.01 %
Lavado “A” 7.29 80.00 = 5.83 %
138.40 117.08

74
Pza. = (117.08 % / 138.40) * 100
Pza. = 84.60 % teórica vs real 85
CALCULO DEL FLUJO DE MATERIALES:
A continuación se realiza la tabulación de los % de sólidos de los componentes y productos de las
templas.
Se tiene que la cantidad de sólidos que entra en la meladura a la estación de tachos es:
30.861 Ton / hr de ahí que:
(% sólidos) (Flujo de meladura en proceso) = Kg / Hr de sólidos de material
Flujo de material = Kg / hr de sólidos / Brix
La siguiente tabla contiene el resumen de los cálculos realizados por la cruz de cobenze
Tabla 3.12: Tabla Resumen de Cálculos Balance de Materiales Cristalización
TEMPLA DE “A” % sólidos Kg/hr de sólidos °Brix TONS / HR.
MELADURA 95.94 29.60 64.00 46.172
AZÚCAR "B" 35.17 10.85 85.00 12.770
LAVADO "A" 5.23 1.61 80.00 2.0125
MASA "A" 136.43 42.11 92.60 46.953
MIEL "A" 55.84 17.233 80.00 21.541
LAVADO "A" 7.29 2.256 80.00 2.812
AZÚCAR "A" 73.31 22.62 99.97 22.631
TEMPLA "B"
MIEL "A" 55.84 17.22 80.00 21.541
AZÚCAR "C" 18.41 5.68 88.00 6.456
MASA "B" 74.25 22.91 95.70 23.944
MIEL "B" 39.08 12.060 80.00 15.075
AZÚCAR "B" 35.17 10.85 85.00 12.770
TEMPLA "C"
MIEL "B" .2674 .08 80 .066
MELADURA 2.19 .68 64.00 1.958

75
LAVADO 2.05 .63 80 .7875
MELADURA 1.5 .463 64 .72
MIEL B 39.08 12.06 80.00 15.075
MASA "C" 45.11 13.92 97.80 18.60
AZÚCAR "C" 18.41 5.68 88.00 6.456
MIEL FINAL 26.69 8.24 92.00 8.955
CALCULO DE EVAPORACION TACHOS
Entradas = Salidas
Templa de “A”
Ton/hr de agua = (60.955 – 46.953) (1.1)
Ton /hr de agua = 15.40
Templa de “B”
Ton/hr de agua = (27.998 – 23.944) (1.2)
Ton /hr de agua = 4.86
Templa de “C”
Ton/hr de agua = (18.060 – 14.233) (1.2)
Ton /hr de agua = 4.59
EVAPORACION TOTAL TACHOS
16.40 + 4.86 + 4.59 = 25.85 ton
Considerando el 5% de agua de dilución para lavado de granos:
Ton/Hr agua = 27.14
TABLA: 3.13 CALCULO DE FLUJO DE MATERIALES TON/HR Y TON/DIA
MATERIAL TON / HR TON / DIA
MELADURA 48.22 1,157.30
MASA "A" 45.140 1,089.60
MASA “B” 23.944 574.66

76
MASA “C” 18.60 446.40
MIEL "A" 21.54 516.99
LAVADO "A" 2.91 69.84
MIEL "B" 15.14 363.36
MIEL FINAL 8.95 214.91
AZÚCAR "C" 6.456 154.95
AZÚCAR "B" 12.770 306.47
AZUCAR “A” 22.63 543.10
CALCULO DE TEMPLAS POR DIA
Templa de “A” = 1.4847
Templa de “B” = 1.5145
Templa de “C” = 1.5399
Capacidad de tachos de “A” = 40.00 m3 c/u promedio
Capacidad de tachos de “B” = 41.00 m3 c/u promedio
Capacidad de tachos de “C” = 50.00 m3 c/u promedio
MASA DE “A”
(1,089.60 ton / día) (1m3/ 1.4847 ton) = 733.89 m3/día / 40 m3 = 18.3 templas
MASA DE “B”
(574.66 ton / día) (1m3/ 1.5145 ton) = 379.44 m3/día / 41 m3 = 9.3 templas
MASA DE “C”
(446.40 ton / día) (1m3/ 1.5399 ton) = 289.90 m3/día / 50 m3 = 5.79 templas
A CONTINUACION SE DESCRIBEN LAS ECUACIONES UTLIZADAS EN LA INDUSTRIA AZUCARERA PARA
REALIZAR LOS BALANCES DE RENDIMIENTO DE AZUCAR:
EC. 64.- Kg/ miel final a 85 °Brix / ton caña teórico = (100 * sólido no azúcar * 1.4) / 0.085
EC. 65.- Kg miel final a 85°Brix = (kg miel final * Brix) / 85
EC. 66.- Rendimiento fábrica = azúcar producida / caña molida
EC. 67.- Rendimiento real = rendimiento físico – indeterminadas

77
EC. 68.- Azúcar producida = 219.298 ton caña * 10.204 %
Cálculos de rendimiento realizados utilizando las fórmulas anteriores
Kg/ miel final a 85 °Brix / ton caña teórico = (100 * sólido no azúcar * 1.4) / 0.085
= (100 * 2.588 * 1.4) / 0.085
= 42.63 kg/ ton
Kg miel final a 85°Brix = (kg miel final * Brix) / 85
= (8,955 * 92) / 85
= 9,692 kg miel final a 85 °Brix
Kg miel final 85°brix/ ton caña real = 9,692 / 219,298.25 = 44.20 kg/ ton
Rendimiento fábrica = azúcar producida / caña molida
Rendimiento fábrica = (22.63 ton / hr) / 219.298
= 10.319 %
Rendimiento real = rendimiento físico – indeterminadas
Rendimiento = 10.319 – 0.115
Rendimiento = 10.204 %
Azúcar producida = 219.298 ton caña * 10.204 %
Azúcar producida = 22.38 ton / hr
Ton azúcar / día = 22.38 ton / hr * 24 = 537 ton = 10, 741 sacos
Pérdidas de Pol totales en caña
Bagazo = 0.460 %
Cachaza = 0.057 %
Miel final = 1.352 %
Indet. = 0.115 %
Pérdidas totales 1.985 %

78
Recobrado = (10.204 / 12.25) * 100
Recobrado = 83.30 %
CAPITULO IV
4.1 R E S U L T A D O S Y ANÁLISIS
ANALISIS DEPARTAMENTO DE TACHOS
Tachos
En la actualidad se dispone de 08 Tachos de cocimiento, de los cuales se describe su uso y
capacidad.
Cuadro: disponibilidad de los Tachos
TABLA 4.1 TACHOS DE COCIMIENTO
NUMERO 1 2 3 4 5 6 7 8
Tipo de masa cocida A A A C A B B C
Diámetro del cuerpom 3.073 4.318 4.496 5.004 4.800 4.47 4.47 5.515
Diámetro de la calandria m 3073 3.658 3.658 4.394 4.000 3.797 3.797 4.877
Diámetro del tubo centralm 1.219 1.219 1.372 1.397 1.612 1.391 1.391 1.829
Volumen descarga previsto pie3
m3
700 1300 1100 1900 1900 1500 1500 2000
19.822 36.812 31.149 53.802 53.802 42.475 42.475 56.634

79
Cantidad de tubos pza 486 670 605 878 835 679 679 1206
Diámetro de los tubos mm 88.9 101.6 101.6 101.6 101.6 101.6 101.6 101.6
Espesura de los tubos mm 1.6 1.6 1.6 1.6 1.6 1.6 1.6 1.6
Altura de los tubos m 1.092 1.295 1.092 1.130 1.219 1.232 1.232 1.080
Superficie de calefacción pie3 146 273 207 312 320 263 263 409
Tabla 4.2 Resumiendo la capacidad instalada que se tiene en cada caso es:
Tipo de Masa Cocida Volumen en m3 Superficie en m2 Relación superficie/volumen
A 87.78 626 7.13
B 85 526 6.19
C 110.40 721 6.53
TIEMPOS DE COCIMIENTOS MEDIOS DE TEMPLAS INCLUYENDO CARGA, DESCARGGA Y LIMPIEZA
Masa Cocida de A…………………………3.5 horas
Masa Cocida de B…………………………4.5 horas
Masa Cocida de C…………………………6.5 horas
Tabla 4.3 Por lo que nuestras necesidades y capacidad instalada de tachos serán:
Tipo de Masa Cocida
M3 Por cocimiento
Duración de los cocimientos Hrs.
Números de Ciclos X Día
Capacidad instalada Tachos en M3 / Dia
M3/Dia En Tachos 5000 TCD
A 87.78 3.5 6.86 602.17 733.89
B 85 4.5 5.33 453.05 379.44
C 110.40 6.5 3.69 407.38 289.90
En los tachos de “C” se descontara el tiempo de elaboración de semillamiento que
corresponde a 5 horas cada día, aun así, queda dentro de la capacidad para una molienda de
5,000 TCD.
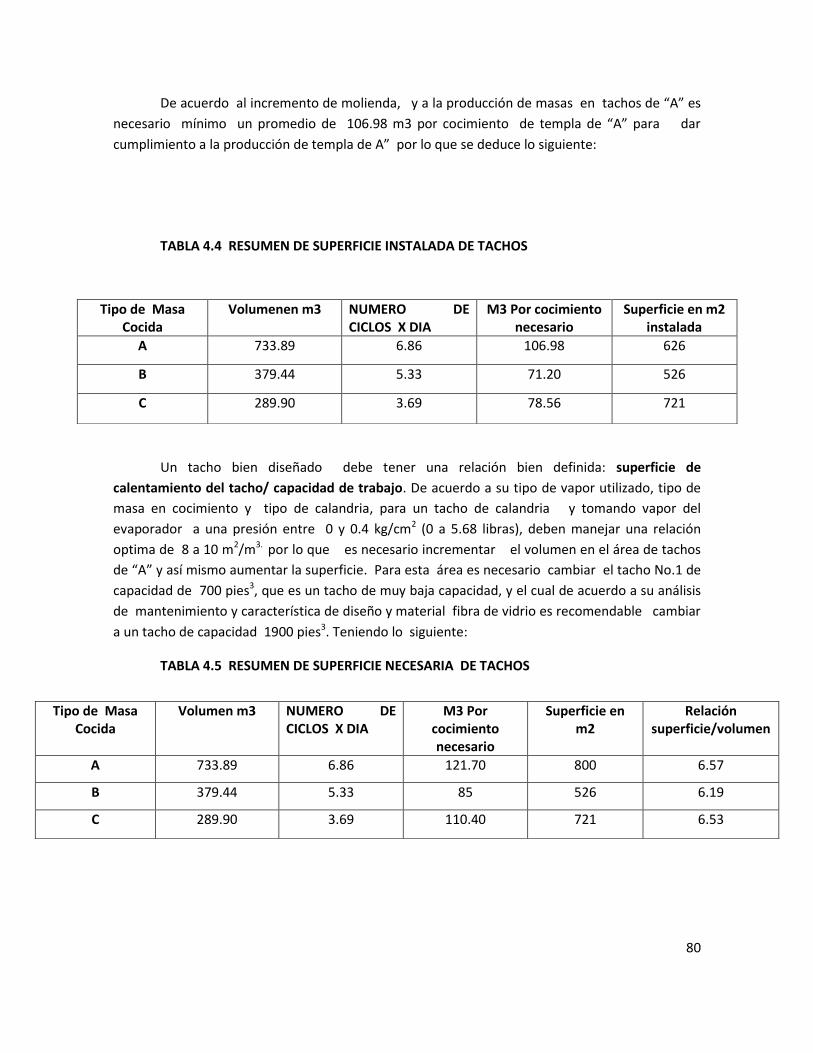
80
De acuerdo al incremento de molienda, y a la producción de masas en tachos de “A” es
necesario mínimo un promedio de 106.98 m3 por cocimiento de templa de “A” para dar
cumplimiento a la producción de templa de A” por lo que se deduce lo siguiente:
TABLA 4.4 RESUMEN DE SUPERFICIE INSTALADA DE TACHOS
Un tacho bien diseñado debe tener una relación bien definida: superficie de
calentamiento del tacho/ capacidad de trabajo. De acuerdo a su tipo de vapor utilizado, tipo de
masa en cocimiento y tipo de calandria, para un tacho de calandria y tomando vapor del
evaporador a una presión entre 0 y 0.4 kg/cm2 (0 a 5.68 libras), deben manejar una relación
optima de 8 a 10 m2/m3. por lo que es necesario incrementar el volumen en el área de tachos
de “A” y así mismo aumentar la superficie. Para esta área es necesario cambiar el tacho No.1 de
capacidad de 700 pies3, que es un tacho de muy baja capacidad, y el cual de acuerdo a su análisis
de mantenimiento y característica de diseño y material fibra de vidrio es recomendable cambiar
a un tacho de capacidad 1900 pies3. Teniendo lo siguiente:
TABLA 4.5 RESUMEN DE SUPERFICIE NECESARIA DE TACHOS
Tipo de Masa Cocida
Volumenen m3 NUMERO DE CICLOS X DIA
M3 Por cocimiento necesario
Superficie en m2 instalada
A 733.89 6.86 106.98 626
B 379.44 5.33 71.20 526
C 289.90 3.69 78.56 721
Tipo de Masa Cocida
Volumen m3 NUMERO DE CICLOS X DIA
M3 Por cocimiento necesario
Superficie en m2
Relación superficie/volumen
A 733.89 6.86 121.70 800 6.57
B 379.44 5.33 85 526 6.19
C 289.90 3.69 110.40 721 6.53

81
Para dar cumplimiento a la relación superficie / volumen, es necesario calcular los
volúmenes de trabajo con los tachos actuales para mejorar el calentamiento y los tiempos de
cocción.
De acuerdo al balance de extracción realizado, se observa que con el aumento de
molienda, los volúmenes de agua, fibra y solidos aumentan, por lo que el equipo instalado
específicamente el difusor, está diseñado para ser un difusor cañero con una capacidad de
molienda de 3,900, llevando una operación ideal de altura de colchón 56”, por lo que se le
recomienda convertirlo a un difusor bagacero, para su mejor extracción, ya que con el aumento
de molienda se tendría que operar a una mayor velocidad para conservar la misma altura de
colchón pero con la desventaja de disminuir la extracción y por consiguiente perdidas de azúcar
en bagazo.
Del Balance de Clarificación se hace notar que se cuenta con el área adecuada para los
flujos y volúmenes por el aumento de capacidad, es recomendable anexar una bomba de
sopapo auxiliar, y que con la modificación del difusor cañero a bagacero, la cantidad de lodos
aumentaran en el área de clarificador de jugo claro, y con esto evitar un rebotamiento de lodos,
contaminando de esta manera el jugo y a su vez dañando la calidad del producto terminado.
En el Área de Evaporación de acuerdo a los flujos en el balance de materiales es
necesario realizar un balance energético y determinar el área necesaria para abastecer a la fábrica
dándole el vapor necesario para los procesos y aprovechando de esta manera el vapor generado
de cada uno de los vasos y el ahorro de energía.
Finamente en el área de cristalización es notorio en el balance de materiales, el
aumento de sólidos en la casa de cocimientos, por tal motivo y de acuerdo al análisis realizado
de capacidad instalada y la necesaria, se recomienda la adquisición de un tacho para templa de
“A”, y operar el tacho No.5 con la alternativa de realizar templas de “A” y templa de “B” de
acuerdo al stock de materiales en proceso, y de esta manera optimizando el trabajo de cada uno
de los tachos, para obtener mayores rendimientos en cada una de las templas realizadas.
.

82
CONCLUSIONES
El trabajo que he realizado ha contribuido de manera importante para identificar y resaltar las
áreas del proceso que hay que cubrir y considerar para evitar los cuellos de botella y puntos
críticos del proceso, debido al aumento de capacidad.
Dentro de los puntos que consideramos del balance de materiales es detectar cuales son las
necesidades reales del proceso en el área de cocimiento (tachos), que los procesos operativos se
apeguen a la realidad, y definir de manera clara y tangible los beneficios económicos así como
mayores rendimientos de producción, bajos costos de operación y aumento de calidad en el
producto terminado.
Cabe resaltar la importancia de que el Personal Técnico Operativo (supervisores) conozcan este
balance de materiales y la capacidad instalada de dicha fábrica, en especial el área de tachos y
así mismo poder planear de acuerdo a la molienda, calidad de materiales, y establecer los
lineamientos y planes del día operativos, para un mejor balance de la fábrica.
Uno de los problemas más frecuentes para que el sistema de proceso no se cumpla es hacer a
un lado los balances de materiales y operar una fábrica de manera empírica, sin saber cuáles son
sus necesidades operativas, perdiendo de vista el objetivo general de la misma, teniendo como
resultado un gasto en lugar de una inversión y beneficio económico, de tal manera que no se
cumplan las expectativas y objetivos de los procesos en sí.

83
B I B L I O G R A F I A
Hugot E. (1978). Manual para Ingenieros Azucareros. Continental México.
Viejo Delgado Senén. (1980). Calculo Azucarero. Iberoamericana México.
Meade Chen James. (1999). Manual del Azúcar de Caña. Limusa México.
Wiley John and Sons (1989).Cane Sugar Handbook. Prentice Hall México
Perry. Manual del Ingeniero Químico. Mc Graw Hill México.
Himmelblau M. David. (1997). Principios Básicos y Cálculos en Ingeniería Química. Prentice Hall-
México.
Moran M.J. y Shapiro H.N. Fundamentos de termodinámica Tomo I. Reverte México.
Rein Peter. (2007).Cane Sugar Engineering. Bartens.

84


















