Avance de Memoria N°2
102
UNIVERSIDAD DE SANTIAGO DE CHILE FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA EN MINAS ESTUDIO DE CARACTERIZACIÓN Y MEJORAMIENTO DEL DESEMPEÑO EN FLOTA DE CARGUÍO Y TRANSPORTE EN OPERACIÓN A CIELO ABIERTO CODELCO CHILE DIVISIÓN ANDINA FELIPE QUEZADA CASTAÑEDA Trabajo de Titulación presentado en Conformidad a los requisitos para obtener el Título de Ingeniero Civil en Minas. Profesor Guía: Sr. Hernán Vives Navarro. Tutor Codelco: Sr. Óliver Verdugo Letelier. Santiago 2015
-
Upload
felipe-quezada-castaneda -
Category
Documents
-
view
93 -
download
6
description
Andina CAEX
Transcript of Avance de Memoria N°2

UNIVERSIDAD DE SANTIAGO DE CHILE
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA EN MINAS
ESTUDIO DE CARACTERIZACIÓN Y MEJORAMIENTO DEL
DESEMPEÑO EN FLOTA DE CARGUÍO Y TRANSPORTE EN
OPERACIÓN A CIELO ABIERTO
CODELCO CHILE DIVISIÓN ANDINA
FELIPE QUEZADA CASTAÑEDA
Trabajo de Titulación presentado en
Conformidad a los requisitos para obtener el
Título de Ingeniero Civil en Minas.
Profesor Guía: Sr. Hernán Vives Navarro.
Tutor Codelco: Sr. Óliver Verdugo Letelier.
Santiago
2015

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 1
INDICE DE CONTENIDOS.
Capítulo 1 : INTRODUCCIÓN ............................................................................................................ 8
1.1 Motivación. ......................................................................................................................... 8
1.2 Objetivos y Alcances. ....................................................................................................... 9
1.2.1 Objetivo Principal. ........................................................................................................ 9
1.2.2 Objetivos Secundarios................................................................................................. 9
1.2.3 Alcances. ..................................................................................................................... 9
1.3 Metodología. .................................................................................................................... 10
Capítulo 2 : ANTECEDENTES DE LA DIVISIÓN ............................................................................ 11
2.1 Generalidades. ................................................................................................................. 11
2.2 Acceso. ............................................................................................................................. 12
2.3 Contingencias Climáticas. .............................................................................................. 13
2.4 Características Morfológicas. ........................................................................................ 14
2.4.1 Geología. ................................................................................................................... 14
2.4.2 Modelo Geotécnico. ................................................................................................... 14
2.4.3 Modelamiento Geomecánico y Caracterización Geotécnica. ................................... 15
2.4.4 Reservas. .................................................................................................................. 17
Capítulo 3 : ANTECEDENTES TÉCNICO-ECONÓMICOS DEL MERCADO DEL COBRE Y DE LA
DIVISIÓN ANDINA. ........................................................................................................................... 19
3.1 Chile como País Minero. ................................................................................................. 19
3.2 El Mercado del Cobre. ..................................................................................................... 21
3.2.1 La Influencia de China. .............................................................................................. 24
3.2.2 El Desafío de Chile en la Minería. ............................................................................. 25
3.3 Plan Minero de la División Andina................................................................................. 25
3.4 Descripción General de las Operaciones de la División Andina. ............................... 26
3.4.1 Mina Subterránea. ..................................................................................................... 27
3.4.2 Mina a Cielo Abierto. ................................................................................................. 29
3.4.3 Planta Concentradora................................................................................................ 31
3.5 Antecedentes Económicos de la División. ................................................................... 33
Capítulo 4 : MARCO TEÓRICO ....................................................................................................... 35
4.1 Base Teórica Operacional. ............................................................................................. 35
4.1.1 Sistema DISPATCH®. ............................................................................................... 35
4.1.2 Indicadores de Desempeño. ..................................................................................... 39
4.1.3 Contratos MARC. ...................................................................................................... 41
4.1.4 Excelencia Operacional. ............................................................................................ 42
4.1.4.1 Filosofía Lean Manufacturing. ........................................................................... 42
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 2
4.1.4.1.1 Concepto de Desperdicio. .............................................................................. 43
4.2 Base Teórica Estadística. ............................................................................................... 47
4.2.1 Variables Aleatorias y Funciones de Distribución. .................................................... 47
4.2.2 Pruebas de Hipótesis. ............................................................................................... 49
4.2.2.1 Definición. .......................................................................................................... 49
4.2.2.2 Errores en el Contraste. .................................................................................... 50
4.2.2.3 Tipos más Comunes de Pruebas de Hipótesis. ................................................ 51
4.2.3 Pruebas de Bondad del Ajuste. ................................................................................. 53
4.2.3.1 Definición. .......................................................................................................... 53
4.2.3.2 Prueba χ2 de Pearson. ...................................................................................... 53
4.2.3.3 Prueba de Kolmogorov-Smirnov. ...................................................................... 53
4.2.3.4 Prueba de Anderson-Darling. ............................................................................ 54
4.2.4 Simulación Estocástica.............................................................................................. 55
4.2.4.1 Definición. .......................................................................................................... 55
4.2.4.2 Proceso de Simulación. ..................................................................................... 55
4.2.5 Análisis de Sensibilidad. ............................................................................................ 56
4.2.6 Análisis de Varianza. ................................................................................................. 56
4.2.6.1 Diseño Factorial ................................................................................................. 58
4.2.6.1.1 Efecto Principal y Efecto de Interacción ........................................................ 58
4.2.6.1.2 Análisis Estadístico. ....................................................................................... 60
4.2.7 Agrupamiento de Datos mediante K-Medias. ........................................................... 63
Capítulo 5 : DESCRIPCIÓN DE LA OPERACIÓN A CIELO ABIERTO DE ANDINA. ................... 65
5.1 Disposición Espacial de Fases. ..................................................................................... 65
5.2 Parámetros de Diseño. ................................................................................................... 66
5.3 Flota de Equipos.............................................................................................................. 68
5.3.1 Flota de Carguío. ....................................................................................................... 68
5.3.2 Flota de Transporte. .................................................................................................. 71
5.3.3 Flota de Equipos de Apoyo ....................................................................................... 72
5.4 Perfil de Rutas de la Operación. .................................................................................... 72
5.5 Producción de la Mina Sur Sur. ..................................................................................... 75
5.6 Programación y Grupos de Trabajo. ............................................................................. 76
Capítulo 6 : CARACTERIZACIÓN DE LA OPERACIÓN A CIELO ABIERTO. .............................. 80
6.1 Flota de Carguío. ............................................................................................................. 80
6.1.1 Cumplimiento de Producción. ................................................................................... 80
6.1.2 Contribución a la Producción. ................................................................................... 78
6.1.2.1 Flujo Productivo de Palas. ................................................................................. 80
6.1.3 Indicadores de Desempeño. ..................................................................................... 81

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 3
6.1.4 Productividad. ............................................................................................................ 86
6.2 Flota de Transporte. ........................................................................................................ 92
6.2.1 Cumplimiento de la Producción. ................................................................................ 92
6.2.2 Indicadores de Desempeño. ..................................................................................... 92
6.2.3 Productividad. ............................................................................................................ 92
Capítulo 7 : PROPUESTAS DE MEJORA DE DESEMPEÑO. ....................................................... 93
Capítulo 8 : IMPACTO ECONÓMICO DE LAS MEJORAS DE DESEMPEÑO. ............................. 94
Capítulo 9 : CONCLUSIONES FINALES. ....................................................................................... 95
ANEXOS. .......................................................................................................................................... 96

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 4
INDICE DE FIGURAS.
Figura 2.1: Ubicación de la División Andina ------------------------------------------------------------------------------------- 12
Figura 2.2: Proyección climatológica de Saladillo, a una semana desde el día 15 de Agosto de 2015 ---------- 13
Figura 2.3: (a) Modelo Litológico del yacimiento (b) Grupos Geotécnicos mayores del yacimiento -------------- 15
Figura 2.4: Testigos de sondajes que muestran los Grupos Geotécnicos mayores del yacimiento Río Blanco
----------------------------------------------------------------------------------------------------------------------------------------------- 15
Figura 2.5: Rangos del Modelo Geomecánico del yacimiento Río Blanco ---------------------------------------------- 16
Figura 2.6: Modelo tridimensional de las estructuras mayores del yacimiento Río Blanco. ------------------------- 17
Figura 2.7: Modelo Geológico del yacimiento Río Blanco ------------------------------------------------------------------- 17
Figura 2.8: Categorización de Reservas según Plan de Producción 2013 de la División Andina ----------------- 18
Figura 3.1: Evolución del precio del cobre (en cUS$/lb) durante los últimos dos años (Fuente: COCHILCO) - 22
Figura 3.2: Evolución del precio del cobre diario (en cUS$/lb) durante el primer semestre del año 2015
(Fuente: COCHILCO). Se observan las tres tendencias diferentes que ha tenido esta variable económica
conforme al avance del año ---------------------------------------------------------------------------------------------------------- 23
Figura 3.3: Relación existente entre el dólar indexado y el precio del cobre. Ambos muestran tendencias
opuestas (Fuente: COCHILCO) ----------------------------------------------------------------------------------------------------- 23
Figura 3.4: Niveles de importaciones de cobre de China en TMF por mes para los últimos tres años (Fuente:
COCHILCO) ------------------------------------------------------------------------------------------------------------------------------ 24
Figura 3.5: Plan de producción presupuestado para el año 2015 de la Mina Sur Sur -------------------------------- 26
Figura 3.6: Plan de producción presupuestado para el año 2015 de la Mina Río Blanco --------------------------- 26
Figura 3.7: Cargador LHD CAT R1700G utilizado en la operación subterránea --------------------------------------- 28
Figura 3.8: CAEX CAT AD-55 utilizado en la operación subterránea ----------------------------------------------------- 29
Figura 3.9: CAEX Atlas Copco MT-6020 utilizado en la operación subterránea. Dimensiones en mm ---------- 29
Figura 3.10: Flujograma de Planta Concentradora – División Andina ---------------------------------------------------- 32
Figura 3.11: Valores de C1 de algunas faenas mineras al cuarto trimestre de 2014 versus el C1 de Andina
acumulado a Mayo de 2015. La División, a pesar de encontrarse en el rango medio en magnitudes y cuartiles,
es la tercera operación más cara de Codelco, después de Gaby y Salvador. Durante este período, Andina
tenía un C1 de 176 cUS$/lb, encontrándose entre Escondida y Zaldívar. ----------------------------------------------- 34
Figura 4.1: Mapa conceptual que esquematiza el funcionamiento del Sistema Dispatch® ------------------------- 35
Figura 4.2: Monitoreo en línea, a tiempo real, del plan de producción diario del rajo --------------------------------- 36
Figura 4.3: Monitoreo en línea, a tiempo real, de la descomposición del ciclo de transporte, la dispersión de
tiempos de espera en el match pala-camión y el registro por hora de velocidades y distancias medias de la
flota CAEX en el rajo ------------------------------------------------------------------------------------------------------------------- 37
Figura 4.4: Módulo Haul Route de Dispatch®. En este módulo pueden monitorizarse los estados de todos los
nodos que componen el modelo tridimensional de la mina Sur Sur en Dispatch®. Esto incluye las leyes de
mineral en polígonos de extracción, estados de botaderos, módulos de equipos de carguío, transporte y
apoyo. Además, permite determinar las asignaciones de cada camión por pala operativa -------------------------- 37
Figura 4.5: Módulo de Pala en Haul Route. En él se observan todos los parámetros de la pala respectiva (en
este caso, la unidad P701, correspondiente a la flota P&H). Se destacan entre estos parámetros: el estado de
la pala (en demora), razón de su estado (evacuación por tronadura), ubicación (banco 3404, región Don Luis,
tipo de material (código 3, perteneciente a lastre), ley (019, que representa un 0,19% Cu) y rendimiento de
carguío ------------------------------------------------------------------------------------------------------------------------------------- 38
Figura 4.6: Panel de consulta de Dispatch® para el rajo --------------------------------------------------------------------- 39
Figura 4.7: Gráfica de las rutas y rampas del rajo de Dispatch®. En particular, aquí se muestra la región Don
Luis (Fase III y Fase IV) y la Fase V (más al sur) ------------------------------------------------------------------------------- 39
Figura 4.8: Distribución de tiempos según nomenclatura ASARCO ------------------------------------------------------ 40
Figura 4.9: Diagrama esquemático que explica intuitivamente la definición de variable aleatoria ---------------- 47
Figura 4.10: Ilustración de una región de aceptación para una prueba de hipótesis tal que el estadístico de
prueba sigue una distribución normal. La hipótesis nula, para este efecto, es cierta cuando la probabilidad del
estadístico de prueba está entre dos valores equiespaciados de la media en esta distribución (esto se conoce
formalmente como prueba de dos colas) ----------------------------------------------------------------------------------------- 50
Figura 4.11: Mapa conceptual que ilustra el proceso experimental ------------------------------------------------------- 57
Figura 4.12: Efecto combinado de la interacción de la producción y utilización sobre el rendimiento de la flota
CAEX. Nótese que ambas rectas son casi paralelas, lo que indica muy poca interacción. Es decir, cambios en
el rendimiento debido a la producción no involucran cambios debido a la utilización. -------------------------------- 59
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 5
Figura 4.13: Efecto combinado de la interacción de la disponibilidad y utilización en el rendimiento de la flota
CAEX. Nótese que ambas rectas se intersectan, lo que indica alta interacción entre ambos factores. Cambios
en uno de ellos necesariamente involucran cambios en el otro. ------------------------------------------------------------ 60
Figura 5.1: Disposición espacial de las fases y operaciones en la mina a cielo abierto de Andina --------------- 65
Figura 5.2: Parámetros que definen la geometría de un talud minero ---------------------------------------------------- 67
Figura 5.3: Talud a nivel de banco – berma para la Fase IV ---------------------------------------------------------------- 67
Figura 5.4: Dimensiones de la pala eléctrica Joy Global P&H 4100-XPC y su disposición de catálogo en
posición de carguío de camión ------------------------------------------------------------------------------------------------------ 68
Figura 5.5: Dimensiones de la pala hidráulica Komatsu PC-5500 y su disposición de catálogo en posición de
carguío de camión ---------------------------------------------------------------------------------------------------------------------- 69
Figura 5.6: Cargador frontal Le Torneau L-1850 ------------------------------------------------------------------------------- 70
Figura 5.7: Dimensiones de CAEX Komatsu 930-E --------------------------------------------------------------------------- 71
Figura 5.8: Mapa de las rutas existentes en el rajo, sector Nodo 3500 (ND). Al noreste, el acceso a la mina.
Antes del acceso existe un punto llamado Rockpoint, donde los trabajadores realizan el cambio de turno y
colación la gran mayoría de las veces --------------------------------------------------------------------------------------------- 73
Figura 5.9: Mapa de las rutas existentes en el rajo, sector F4-DL, F4-Oeste y Fondo Mina. El camino que
rodea a la mina y permite acceder a la Fase IV corresponde a Santa Teresa (el camino más importante y de
mayor tránsito de la mina). La bifurcación de Santa Teresa hacia la Plataforma 1 es llamada Curva
Aeropuerto, mientras que la rampa que baja a la Fase III es llamada Los Lamentos --------------------------------- 74
Figura 5.10: Mapa de las rutas existentes en el rajo, sector Sur Sur. Al este, zona de botaderos antiguos
(nieve y morrena) ------------------------------------------------------------------------------------------------------------------------ 74
Figura 5.11: Producción mensual de la operación a cielo abierto de Andina. Incluye leyes de mineral enviado
a chancado -------------------------------------------------------------------------------------------------------------------------------- 76
Figura 5.12: Producción acumulada a Junio de 2015 por Grupo tanto para el rajo como para el Nodo (y el total
de ambos) --------------------------------------------------------------------------------------------------------------------------------- 78
Figura 5.13: Desviaciones en la producción anual acumulada, a Junio de 2015, para cada uno de los grupos
de trabajo en los dos sectores de la operación (y el total de ambos) ------------------------------------------------------ 78
Figura 6.1: Producción total de la operación a cielo abierto durante el primer semestre del año 2015 ---------- 76
Figura 6.2: Número de palas operativas durante el primer semestre del año 2015 ----------------------------------- 76
Figura 6.3: Certidumbre de cumplimiento del P0 en términos de producción para los equipos de carguío. Se
toma como base la flota de carguío, puesto que de esta operación unitaria depende unívocamente la cantidad
de material que las palas son capaces de cargar ------------------------------------------------------------------------------- 78
Figura 6.4: Contribución de la producción de cada una de las palas a la producción total del rajo. -------------- 79
Figura 6.5: Flujo de producción de la mina cuando cada una de las unidades de carguío se encuentra fuera
de servicio y con producción nula por día ----------------------------------------------------------------------------------------- 80
Figura 6.6: Frecuencia de utilización de equipos de carguío durante el primer semestre de 2015. Obsérvese
que la mayor parte del tiempo se han utilizado 5 palas en vez de 6. ------------------------------------------------------ 81
Figura 6.7: Disponibilidad física de la flota de carguío durante el año 2015 -------------------------------------------- 82
Figura 6.8: Utilización efectiva de la flota de carguío durante el año 2015 ---------------------------------------------- 82
Figura 6.9: Cumplimiento en disponibilidad física según P0 para la Flota P&H ---------------------------------------- 83
Figura 6.10: Cumplimiento en disponibilidad física según P0 para la Flota PC ----------------------------------------- 83
Figura 6.11: Cumplimiento en disponibilidad física según P0 para la Flota L-1850 ----------------------------------- 84
Figura 6.12: Cumplimiento en utilización efectiva según P0 para la Flota P&H ---------------------------------------- 84
Figura 6.13: Cumplimiento en utilización efectiva según P0 para la Flota PC ------------------------------------------ 85
Figura 6.14: Cumplimiento en utilización efectiva según P0 para la Flota L-1850 ------------------------------------- 85
Figura 6.15: Rendimiento efectivo de cada subflota de carguío durante el año 2015 -------------------------------- 86
Figura 6.16: Cumplimiento en el rendimiento efectivo de la Flota P&H según P0 ------------------------------------- 87
Figura 6.17: Cumplimiento en el rendimiento efectivo de la Flota PC según P0 --------------------------------------- 87
Figura 6.18: Cumplimiento en el rendimiento efectivo de la Flota L-1850 según P0 ---------------------------------- 88
Figura 6.19: Contribución de cada KPI de desempeño al rendimiento de la flota P&H ------------------------------ 89
Figura 6.20: Contribución de cada KPI de desempeño al rendimiento de la flota PC -------------------------------- 89
Figura 6.21: Contribución de cada KPI de desempeño al rendimiento de la flota L-1850 --------------------------- 90
Figura 6.22: Estándar de productividad para Flota P&H en 2015 ---------------------------------------------------------- 90
Figura 6.23: Estándar de productividad para Flota PC en 2015 ------------------------------------------------------------ 91
Figura 6.24: Estándar de productividad para Flota P&H en 2015 ---------------------------------------------------------- 91

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 6

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 7
INDICE DE TABLAS.
Tabla 2.1: Parámetros claves de la División Andina ........................................................................................ 12
Tabla 2.2: Rangos de valores interpolados por grupo para cada indicador de calidad geotécnica del
yacimiento ......................................................................................................................................................... 16
Tabla 3.1: Resumen que especifica, en cifras, el aporte de la industria minera al progreso de Chile .............. 20
Tabla 3.2: Valores de producción mensual y acumulada de la mina subterránea a Mayo de 2015. ................ 27
Tabla 3.3: Equipos utilizados en la mina subterránea ...................................................................................... 27
Tabla 3.4: Costos unitarios mina subterránea. Valores en paréntesis son negativos ...................................... 28
Tabla 3.5: Valores de Producción Mensual y Acumulada de la Mina Sur Sur a Mayo de 2015 ....................... 30
Tabla 3.6: Equipos utilizados en la mina a cielo abierto ................................................................................... 30
Tabla 3.7: Costos unitarios mina a cielo abierto. Valores en paréntesis son negativos ................................... 31
Tabla 3.8: Indicadores de Producción – Planta Concentradora ....................................................................... 33
Tabla 3.9: Costos unitarios de planta concentradora ....................................................................................... 33
Tabla 4.1: Costos medios, por hora según horómetro electrónico, de cada una de los equipos de carguío y
transporte del rajo ............................................................................................................................................. 42
Tabla 4.2: Situaciones posibles tras una prueba de hipótesis .......................................................................... 50
Tabla 4.3: Pruebas de hipótesis más usuales .................................................................................................. 52
Tabla 4.4: Diferentes respuestas en el rendimiento efectivo (en toneladas/hora) de la flota CAEX dependiendo
de los niveles de producción, utilización efectiva y disponibilidad física ........................................................... 58
Tabla 4.5: Tabla ANOVA para el diseño factorial general con tres factores ..................................................... 63
Tabla 5.1: Parámetros Geotécnicos de Diseño del rajo ................................................................................... 66
Tabla 5.2: KPIs principales de la flota de carguío de Andina (operación a cielo abierto) ................................. 70
Tabla 5.3: KPIs principales de la flota CAEX de Andina (operación a cielo abierto) ........................................ 71
Tabla 6.1: Niveles de producción media y su variabilidad por equipo de carguío, además de los días fuera de
servicio (F/S) de cada una de las palas que conforman la flota de carguío de la mina a rajo abierto de Andina.
La información de esta Tabla corresponde a valores medios en el período conformado por Enero – Junio de
2015 .................................................................................................................................................................. 77

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 8
Capítulo 1 : INTRODUCCIÓN
1.1 Motivación.
La División Andina corresponde a una de las operaciones mineras más grandes del mundo. Con un
27% de contribución de beneficios respecto del total de excedentes de la Corporación Chilena del
Cobre, siendo así un foco importante de oportunidades de progreso para Chile.
No obstante, como sucede en todo negocio, Andina es una empresa cuyo objetivo primario es la
búsqueda de valor y su agregación. Por lo tanto, es natural que las operaciones que se llevan a cabo
en las instalaciones de la División persigan un desempeño óptimo tanto en productividad como en
producción, y consistente con la maximización de este valor.
En este espectro, Andina está pasando por diversos problemas, cuyos focos de interés dependen
en su gran mayoría de la Mina Sur Sur, que conforma la operación a cielo abierto de la División y
que contribuye con la mayor cantidad de mineral a la planta concentradora. Actualmente, el rajo tiene
una pérdida de producción (en términos de movimiento de materiales) superior a las 2,3 millones de
toneladas, lo que involucra un costo de oportunidad1 cercano a los US$ 16 millones.
Es por esto que el control y gestión del desempeño de los diferentes equipos que participan en las
operaciones unitarias del rajo cobra un protagonismo significativo. La División cuenta con
herramientas probadas para el análisis, estudio y seguimiento de sus indicadores de desempeño
mediante la superposición del Sistema DISPATCH® y la monitorización y control que realiza el
Centro Integrado de Operaciones (CIO) de todos los KPIs2 de importancia en cada una de las áreas
de negocio de Andina. De esta manera, es posible generar herramientas y propuestas de mejora e
cada una de estas áreas, cuyos objetivos son el cumplimiento de las metas impuestas por la
programación efectuada por la Gerencia de Recursos Mineros y Desarrollo (GRMD) de la División
que apuntan a la maximización del valor de este negocio.
Durante el presente estudio, se analizarán sistemáticamente todos los KPIs del rajo, enfocados en
las operaciones unitarias de carguío y transporte, durante el primer semestre de 2015. La razón de
esto último es sencilla: estos dos nodos del negocio de la mina a cielo abierto concentran el 57% de
los costos operacionales de esta área. El objetivo de este estudio es caracterizar estos KPIs y
determinar los estándares actuales de la operación de Andina, a fin de poder esclarecer los motivos
reales de cada una de las anomalías de productividad del rajo que conllevan a la pérdida de valor
del negocio. Así, se propondrán mejoras tendientes a predecir y minimizar las desviaciones negativas
que impactan en la cadena de valor, mejorando la toma de decisiones frente a las contingencias
actuales de la operación.
1 Costo de oportunidad concebido como el ingreso percibido de haberse explotado estas 2,3 millones de
toneladas.
2 KPI es el acrónimo de Key Perfomance Indicator (indicador clave de desempeño).

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 9
1.2 Objetivos y Alcances.
1.2.1 Objetivo Principal.
- Generar un control de los principales indicadores de las operaciones de carguío y transporte de
la Mina Sur Sur, a fin de poder establecer propuestas de mejora que optimicen el desempeño de
ambas flotas.
1.2.2 Objetivos Secundarios.
- Realizar un mapeo general de la información referida a las operaciones realizadas en la División.
- Establecer un énfasis en las operaciones de la mina Sur Sur, explotada mediante rajo abierto.
- Presentar los principales problemas que afectan a la producción y productividad de la mina Sur
Sur, enfocados en las operaciones de carguío y transporte y analizando su impacto económico.
- Construir un modelo representativo de los principales KPIs del rajo en ambos nodos de la
operación.
- Presentar en detalle la problemática de desempeño de la Flota CAEX del rajo, verificando su
impacto económico y las variables claves de esta situación, mediante la metodología Lean
Manufacturing3.
- Establecer propuestas de mejora para el desempeño de las flotas de carguío y transporte en la
operación a cielo abierto de Andina, analizando los posibles impactos económicos de éstas
dentro de la cadena de valor de este negocio.
1.2.3 Alcances.
- La fuente de información primaria para la realización de todas las estimaciones pertinentes a
índices de desempeño y KPIs representativos para distintos espacios de tiempo considerados
(horas, días, meses) pertenece al Centro Integrado de Operaciones (CIO) de la División. En este
contexto, se debe aclarar que esta información presenta límites en cuanto a confiabilidad. Las
informaciones de tiempo derivan de los reportes del Sistema DISPATCH®, siendo altamente
confiables debido a la metodología que se aplica en despacho. No obstante, los datos de
producción están sesgados en, aproximadamente, un 5%, debido a diferencias entre los cálculos
de DISPATCH® versus los cierres de topografía a fines de cada mes.
- Todos los valores calculados a fin de cuantificar pérdidas en unidades monetarias fueron
efectuados suponiendo un precio del cobre de 2,2 US$/lb, con fuente en estimación realizada
por la Comisión Chilena del Cobre (COCHILCO), cuya consulta fue realizada durante el 4 de
Agosto de 2015, siendo el valor exacto del precio del cobre para este día equivalente a 2,35
US$/lb.
- Naturalmente, construir un modelo que sea representativo de los KPIs del rajo involucra suponer
que existe un modo de tomar todas las variables de desempeño más importantes de esta
operación y echarlas a la juguera, a fin de obtener un KPI de salida, que en este caso es la
producción y/o rendimiento (en esta metáfora, el modelo hace el papel de la mencionada
juguera). Consistentemente, el modelo depende de qué nodo de la red completa del negocio se
observe: carguío (palas y cargadores) o transporte (flota CAEX).
3 La metodología Lean Manufacturing es, en palabras simples, una filosofía de trabajo cuyo objetivo es la agregación de valor al negocio mediante la reducción de “desperdicios”, concebidos como actividades que no contribuyen a la agregación de valor

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 10
1.3 Metodología.
El presente estudio ha sido dividido en siete capítulos. En el Capítulo 1 se da a conocer la motivación
principal de este trabajo, junto con sus objetivos (objetivo principal y objetivos secundarios), alcances
y limitaciones.
En el Capítulo 2 se revisan los antecedentes generales de la División Andina. Se comentan las
generalidades del negocio completo, accesos, clima, geología, características geotécnicas del
yacimiento y sus reservas para el año 2015.
En el Capítulo 3 se revisan los antecedentes generales del mercado del cobre, sumado a un mapeo
general de las tres áreas de negocio de la División y sus KPIs más representativos (Mina Rajo, Mina
Subterránea y Planta Concentradora). Se comentan los principales problemas de Andina y su
relación con el mercado.
En el Capítulo 4 se realiza una base teórica que revisa todos los conocimientos necesarios para
desarrollar el presente estudio. Se ha dividido en dos partes: La primera aborda los conceptos
generales referidos a Sistema DISPATCH®, Indicadores de Desempeño y Excelencia Operacional,
dentro del marco de Lean Manufacturing aplicado al mejoramiento de la flota de transporte del rajo.
La segunda parte aborda los conceptos más relativos a procesamiento de datos e inferencia
estadística, pasando por las cuatro herramientas principales que se han utilizado para caracterizar
la data presente en el CIO: pruebas de hipótesis, simulación estocástica, análisis de varianza y data
mining.
En el Capítulo 5 se establece el campo de estudio: la Mina Sur Sur. Así, se realiza una descripción
detallada del rajo, sus características de diseño a nivel banco – berma e interrampa – global. Las
flotas de carguío y transporte, el perfil de rutas de la operación y su producción, así como la
programación y el sistema de turnos bajo el cual la dotación de trabajadores hace su labor en el rajo.
En el Capítulo 6 se realiza el estudio y análisis de caracterización de los principales KPIs referidos a
las operaciones de carguío y transporte, con especial foco en la medida del desempeño según
rendimiento y sus variables de entrada: utilización efectiva, disponibilidad física y producción. Se
define la contribución de cada KPI al rendimiento de cada flota y se concluye acerca de las principales
problemáticas que enfrentan en función del estándar actual de la operación.
En el Capítulo 7 se establecen las propuestas de mejora respectivas al desempeño de cada flota,
con especial interés en la flota de transporte. En el contexto de ésta última, se desarrolla, con
herramientas Lean, una solución que involucra gestión del desempeño a fin de poder maximizar la
agregación de valor al negocio mediante la maximización de la efectividad y eficiencia de los CAEX
dentro del rajo.
En el Capítulo 8 se realiza la evaluación económica de las propuestas establecidas en el Capítulo 7,
revisando sus impactos en la cadena de valor del negocio.
Finalmente, se agrega un apartado de Anexos, donde se revisan los gráficos y tablas adjuntas que
explican en detalle el trabajo realizado y su contribución al resultado.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 11
Capítulo 2 : ANTECEDENTES DE LA DIVISIÓN
2.1 Generalidades.
La División Andina desarrolla sus operaciones en el valle de Río Blanco, ubicándose a 51 kilómetros
al noreste de Santiago, a 38 kilómetros de Los Andes y a 31 kilómetros del camino internacional CH-
60, que une a Chile con Argentina (provincia de Mendoza) y encontrándose a una altura que varía
entre los 3.000 y 4.200 metros sobre el nivel del mar.
La operación está centrada en la explotación de minerales provenientes de las minas Río Blanco,
explotada mediante minería subterránea –panel caving convencional en su mayoría, existiendo una
serie de 5 cuerpos de alta ley que son explotados mediante sub level stoping–, y la mina Sur Sur,
explotada mediante operaciones a cielo abierto. Ambas faenas extraen actualmente minerales
sulfurados, los cuales son procesados en una planta de procesamiento de sulfuros de cobre
mediante flotación colectiva y selectiva.
La planta concentradora posee, como entrada, dos líneas de conminución, cada una de las cuales
sirve como salida de mineral para cada una de las minas que conforman la operación completa (cielo
abierto y subterránea). La primera de ellas, dependiente de la mina Sur Sur, está conformada por
las siguientes operaciones:
Chancado primario.
Chancado secundario.
Molienda SAG.
Molienda unitaria II.
La segunda línea proviene de la mina Río Blanco, y está constituida por las siguientes operaciones:
Chancado primario.
Chancado secundario.
Chancado terciario.
- Molienda unitaria I.
Chancado cuaternario.
- Molienda convencional.
Ambas líneas convergen en la planta concentradora, la cual está conformada por las operaciones
de flotación colectiva y selectiva, espesamiento y filtrado de concentrado y relaves. Esta sección de
procesamiento se ubica en la localidad de Saladillo, a 1.700 metros sobre el nivel del mar, desde el
cual el concentrado es transportado hacia las bodegas de almacenamiento en Puerto Ventanas,
donde es cargado en buques hacia su lugar de destino.
Los relaves generados por el procesamiento de minerales de la División son enviados mediante un
mineroducto de 87 kilómetros de longitud hacia el embalse Ovejería, ubicado en la localidad de
Huechún, a 14 kilómetros de Til Til, en la Región Metropolitana.
Los indicadores claves (KPIs) que resumen todo el grueso de la operación de Andina, y que serán
revisados en el presente reporte, son los que se muestran en la Tabla 2.1.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 12
Tabla 2.1: Parámetros claves de la División Andina
Parámetro Valor
Alimentación 88.000 tpd
Ley de Cabeza 0,801% Cu
Recuperación 87,50%
Ley de Concentrado 28,36%
Producción Cu Fino4 210.000 tpa
Costo C15 145,4 cUS$/lb
2.2 Acceso.
El acceso al sector Mina – Planta de la División (sector que reúne a ambas faenas, Río Blanco y Sur
Sur y la planta de procesamiento de minerales) se realiza desde el Camino Internacional CH-60,
desde el cual se toma el camino E-767, paralelo al río Blanco y mediante el cual se llega a la localidad
de Saladillo. Siguiendo este camino hacia el sur es posible llegar hasta las operaciones mineras de
la División.
Figura 2.1: Ubicación6 de la División Andina
4 Valor aproximado de la razón de producción de fino acumulada de Enero a Mayo de 2015.
5 Costo C1 acumulado desde Enero a Mayo de 2015, obtenido del informe de gestión económica de la
Dirección de Gestión Integrada de Operaciones (DGIO), en el cierre de Mayo.
6 Imagen tomada desde Google Earth, consultada el 8 de Agosto de 2015.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 13
2.3 Contingencias Climáticas.
Tanto el sector Mina – Planta Cordillera como el Campamento Saladillo se encuentran emplazados
en el valle de Río Blanco, lugar caracterizado por un clima frío de altura típico de la alta cordillera.
Este tipo de clima se da, por sobre todo, en el núcleo de las operaciones de la División.
Las bajas temperaturas, celliscas y precipitaciones sólidas son las marcas más distintivas de este
tipo climático en la estación invernal (maximizadas entre abril y octubre), siendo éstas últimas casi
nulas en el período estival (noviembre a marzo). La temperatura puede variar en un intervalo que va
desde los -15°C a los 24°C, con una media de 6,5 °C. Las precipitaciones tienen una media anual
de 840 mm, con una humedad relativa del aire que oscila desde un 0% hasta un 48%.
Las características anteriores, sumadas a vientos en la dirección NW y SE que alcanzan velocidades
máximas de 100 km/h en invierno, permiten establecer que el valle de Río Blanco es el más afectado
por el efecto invernal en la zona central, debido predominantemente al ascenso rápido de masas de
aire frío al sector debido a la influencia del cordón montañoso de Los Andes, intensificando los
sistemas frontales que llegan a la región.
Es por las razones anteriores que la División Andina tiene días con producción nula en las
operaciones mineras, fundamentalmente porque las condiciones invernales, sumadas a la topografía
escarpada del valle, generan focos de acumulación de nieve con gran espesor y riesgos de
avalanchas significativos. Así, salvo el rajo, las instalaciones de la División se emplazan bajo tierra.
Por lo tanto, es en el rajo donde más se dan las contingencias del tipo climático, que incluyen
evacuaciones y reservas por congelamiento de equipos, sumadas a demoras por obstrucción de
caminos debido a rodados y presencia de morrena que, en conjunto, pueden generar caídas de
producción e, inclusive, parar el movimiento de materiales en su totalidad.
Figura 2.2: Proyección climatológica7 de Saladillo, a una semana desde el día 15 de Agosto de
2015
7 Proyección climatológica consultada en AccuWeather.com.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 14
2.4 Características Morfológicas.
2.4.1 Geología.
El valle del río Blanco se encuentra caracterizado por la presencia de rocas intrusivas sulfuradas del
período cretácico y terciario, materiales volcánicos vítreos de texturas gruesas y silicatos de orden
félsico, además de rocas estratificadas presentes en las formaciones Abanico y Farellones.
El depósito mineral en cuestión está subdividido en dos yacimientos mineros importantes: Río Blanco
y San Francisco, siendo el primero el que se encuentra en explotación por parte de la División, y el
último el que es explotado por Anglo American en la mina Los Bronces8.
El yacimiento Río Blanco corresponde a un pórfido de cobre y molibdeno subdividido en tres pulsos
de mineralización intercalados por intrusiones de lastre mayormente alterado, los cuales, de norte a
sur, son llamados Río Blanco, Don Luís y Sur Sur9. Dentro de este conjunto, en términos económicos,
el sector de mayor interés se concentra en los dos primeros cuerpos, los que se encuentran
caracterizados por presencia de sulfuros primarios y secundarios de cobre (calcopirita y bornita),
intercalados con emplazamientos de sulfuros primarios (calcopirita) y menor presencia de otros
minerales de interés (covelina y calcosina).
2.4.2 Modelo Geotécnico.
El modelo geotécnico del yacimiento Río Blanco considera al depósito como una combinación de
tres grandes grupos litológicos: Grupo Chimeneas, Roca Primaria y Roca Secundaria, tal y como se
observa en la Figura 2.3.
El Grupo Chimeneas está subdividido en dos cuerpos porfíricos de composición mayormente félsica
(riolítica y dacítica), los cuales rellenan chimeneas volcánicas extintas. Ambas unidades se
caracterizan por presentar una muy baja frecuencia lineal de fracturas. Por otro lado, el Grupo
Primario corresponde a un macizo rocoso de litología medianamente variable y parcialmente
fracturado, con rellenos sellados de sulfato de calcio (yeso y anhidrita). Estas características le
confieren a este grupo una alta competencia e impermeabilidad. Finalmente, de forma suprayacente
al Grupo Primario, se ubica el Grupo Secundario, caracterizado por un macizo rocoso de
características similares, pero sin presencia de rellenos sulfatados, lo que le confiere mayor
permeabilidad y menor competencia geotécnica.
Las unidades litológicas mayores que conforman el grueso del yacimiento son las chimeneas, el
pórfido feldespático (PFD) y el pórfido Don Luís (PDL).
8 El mineral de Los Bronces, yacimiento San Francisco, se encuentra dividido en dos cuerpos mineralizados
mayores llamados Donoso e Infiernillo. Ambos concentran un poco más de un tercio de los recursos totales del pórfido completo. 9 El cuerpo Río Blanco es donde se concentran las labores subterráneas (III Panel y Cuerpos de Alta Ley,
descritos más adelante). Los cuerpos Don Luís y Sur Sur conforman la explotación a cielo abierto de Andina.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 15
Figura 2.3: (a) Modelo Litológico del yacimiento (b) Grupos Geotécnicos mayores del yacimiento
Figura 2.4: Testigos de sondajes10 que muestran los Grupos Geotécnicos mayores del yacimiento
Río Blanco
2.4.3 Modelamiento Geomecánico y Caracterización Geotécnica.
La información geotécnica disponible de Andina permite establecer una caracterización
geomecánica del yacimiento Río Blanco mediante tres indicadores conocidos: Frecuencia Lineal de
Fracturas (FF), Índice de Calidad de la Roca (RQD) y Clasificación Geotécnica In-Situ según
Laubscher 1990 (IRMR), a partir de un modelamiento numérico efectuado por la Superintendencia
de Geomecánica de la División.
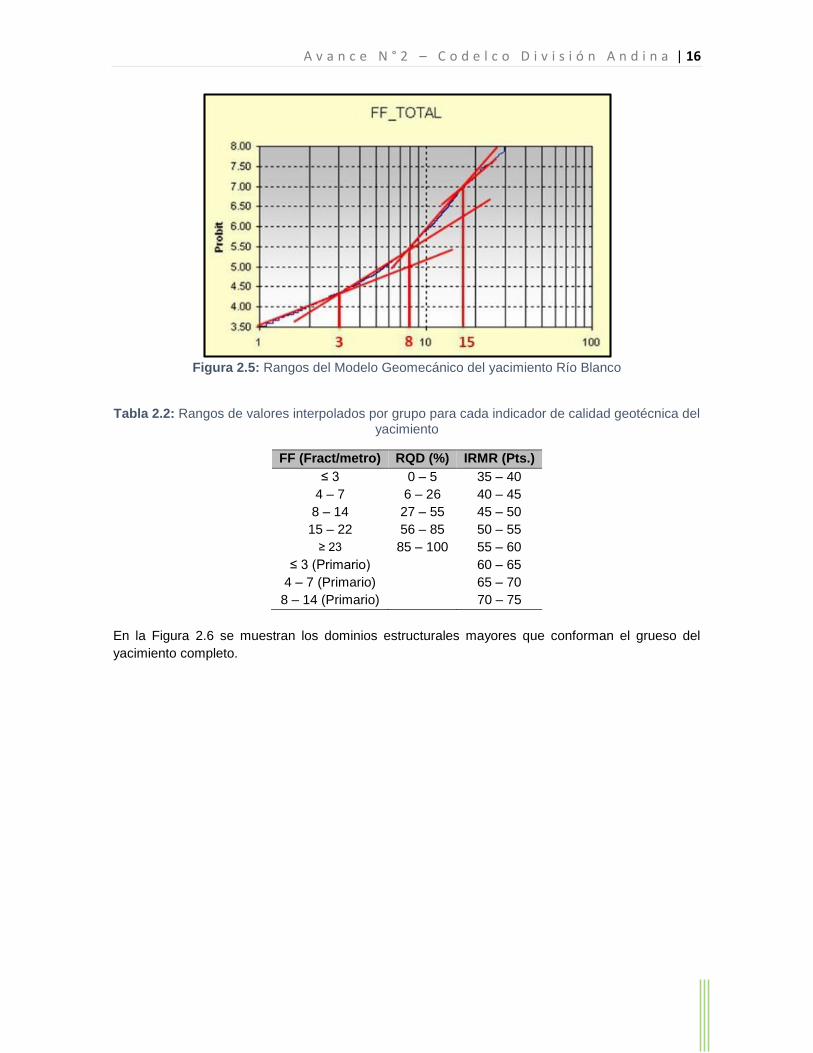
La Figura 2.5 muestra el modelamiento geomecánico del yacimiento Río Blanco, siendo las rectas
verticales coloreadas en rojo quiebres poblacionales, los que determinan los límites entre los
diferentes cuerpos geotécnicos determinados por el modelo tridimensional completo. La Tabla 2.2
muestra los valores interpolados de cada indicador.
10 Información obtenida del Modelo Geotécnico del Yacimiento Río Blanco, publicado a fines de 2014 en el VIII
Congreso de Ingeniería Geotécnica por Aldo Gallardo Bustos, Geólogo, Jefe de Área Geotécnica y Modelamiento de la Superintendencia de Geomecánica de Codelco Chile División Andina.
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 16
Figura 2.5: Rangos del Modelo Geomecánico del yacimiento Río Blanco
Tabla 2.2: Rangos de valores interpolados por grupo para cada indicador de calidad geotécnica del
yacimiento
FF (Fract/metro) RQD (%) IRMR (Pts.)
≤ 3 0 – 5 35 – 40
4 – 7 6 – 26 40 – 45
8 – 14 27 – 55 45 – 50
15 – 22 56 – 85 50 – 55
≥ 23 85 – 100 55 – 60
≤ 3 (Primario) 60 – 65
4 – 7 (Primario) 65 – 70
8 – 14 (Primario) 70 – 75
En la Figura 2.6 se muestran los dominios estructurales mayores que conforman el grueso del
yacimiento completo.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 17
Figura 2.6: Modelo tridimensional de las estructuras mayores del yacimiento Río Blanco.
2.4.4 Reservas.
El yacimiento Río Blanco corresponde, hablando en términos de modelamiento económico, a un
cuerpo tridimensional cuyos ejes mayores tienen una longitud aproximada de 6 km en la dirección
NS y 2 km en la dirección EW, con una profundidad de emplazamiento conocida de más de 2 km en
la dirección vertical. En la Figura 2.7 se observa la situación del modelo geológico del yacimiento,
caracterizado por los cuerpos Río Blanco, Don Luís y Sur Sur, comentados con anterioridad.
Figura 2.7: Modelo Geológico del yacimiento Río Blanco

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 18
Las variables más significativas del yacimiento caracterizan el modelo de bloques respectivo, tales
como leyes de cobre y molibdeno, cobre recuperado, índice de trabajo (WI), categoría, densidad
seca, litología, entre otras. Las dimensiones de los bloques son de 15x15x16 metros.
Las reservas del yacimiento, consideradas dentro del plan de producción referido al año 201311,
conforman un conjunto dividido en Reservas Probadas (95%), Reservas Probables (3%) y Material
Quebrado (2%), tal y como se muestra en la Figura 2.8.
Figura 2.8: Categorización de Reservas según Plan de Producción 2013 de la División Andina
11 Información obtenida de la Tesis de Grado de la Ingeniero de Minas Paulina González (USACH). Queda
pendiente el determinar esta misma información, pero para el Programa de Producción de 2015.
95%
3%2%
Categorización de Reservas - Andina (2013)
Probadas Probables Quebrado

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 19
Capítulo 3 : ANTECEDENTES TÉCNICO-ECONÓMICOS DEL MERCADO DEL COBRE Y DE LA
DIVISIÓN ANDINA.
3.1 Chile como País Minero.
Chile es uno de los países más reconocidos a nivel mundial por su actividad en la industria minera y
calidad de la misma en términos económicos y operativos. Por ende, es razonable que la minería
sea el principal motor del país, siendo el mayor responsable del desarrollo interno de Chile, su
progreso económico y su contribución como agente exportador a otras naciones.
La industria minera en Chile, cuyo principal producto es cobre, tiene su foco más significativo en la
zona norte del país, donde se concentran la mayoría de las empresas pertenecientes a las GMP12 y
la mayor parte de las operaciones de la Corporación Chilena del Cobre (CODELCO), empresa estatal
que hace gala de ser la productora más grande de cobre mina a nivel mundial, con 1,8 millones de
toneladas de cobre fino producidas al año. Esto equivale a un 30% de la producción nacional del
metal rojo.
La importancia del rol de la minería en Chile, además de su progreso consignado por las actividades
de esta índole, se basa en las siguientes características:
- La calidad de sus recursos, magnitud de sus reservas y la ubicación de sus yacimientos.
- El marco legal favorable a la certeza, estabilidad y seguridad de la actividad minera.
- Lo atractivo de las oportunidades para la inversión extranjera, sumado a la política que tiene
Chile en términos de no discriminación.
- La capacidad e idoneidad de los recursos humanos presentes en Chile en el ámbito de la gestión
y operación en minería.
En la Tabla 3.1 se observa la evolución de la industria minera, donde además puede apreciarse la
contribución que ha tenido al progreso del país durante los últimos 20 años13.
12 GMP es el acrónimo para Gran Minería Privada
13 Información obtenido a partir de estudios de la Comisión Chilena del Cobre (COCHILCO) sobre la base de
datos del Servicio Nacional de Geología y Minas (SERNAGEOMIN), el Banco Central de Chile y el Comité de Inversiones Extranjeras.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 20
Tabla 3.1: Resumen que especifica, en cifras, el aporte de la industria minera al progreso de Chile
INDICADORES 1994 2004 2007 2011 2013
Producción metálica:
Cobre (miles TMF/año) 2.219,9 5.412,5 5.557,0 5.262,8 5.776,0
Oro (TMF/año) 38,8 40,0 41,5 45,1 48,6
Plata (TMF/año) 983,0 1.360,1 1.936,4 1.291,3 1.217,8
Molibdeno (miles TMF/año) 16,0 41,9 44,9 40,9 38,7
Hierro (miles TMF/año) 8.340,5 8.003,5 8.817,7 12.624,6 17.108,9
Exportaciones:
Minería (mill. de US$ FOB14) 5.424,3 16.964,7 43.547,0 48.865,0 43.937,0
Participación de la Minería 45,4% 52,8% 65,1% 60,0% 57,0%
Cobre (mil. de US$ FOB) 4.485,4 14.530,0 37.913,2 44.438,0 40.158,0
% Cobre en el total país 37,6% 45,2% 55,8% 54,6% 52,0%
Inversión extranjera materializada en el período 1974 – 2012:
Total país (mill. de US$ acum.) 12.625,3 58.672,1 64.700,5 82.021,1 90.443,7
Minería (mill. de US$ acum.) 6.800,5 19.154,5 21.147,7 27.931,2 30.900,3
Participación de la minería 53,9% 32,6% 32,7% 34,1% 34,0%
Participación de la minería en el Producto Interno Bruto15(PIB):
PIB (mill. de US$) 52.163,4 94.100,3 164.058,0 248.735,0 277.238,0
% de la Minería en el PIB
(precios corrientes) 8,0% 12,5% 20,5% 15,2% 11,0%
El territorio nacional presenta la mayor mineralización cuprífera del mundo, estando emplazados
algunos de los yacimientos más grandes conocidos a nivel mundial. Más del 80% de la producción
actual en Chile se concentra en yacimientos del tipo pórfido cuprífero16, de los cuales también se
extraen subproductos tales como oro, plata y molibdeno.
El resto de la mineralización presente en Chile se presenta en forma de yacimientos epitermales de
oro y plata, situados preferentemente en el territorio existente entre los paralelos 26° a 32° de latitud
sur, y yacimientos estratoligados, situados preferentemente en zonas costeras y cuyos productos
principales son sulfuros primarios y cobre exótico17.
14 FOB es el acrónimo de “Free On Board”. Básicamente, se trata de que el vendedor pone las mercancías
(cualquier producto de cobre, ya sea concentrado o cátodos) a bordo de un transporte sin costo para el comprador hasta ese punto. A partir de ahí todos los costos del transporte (seguros y fletes) hasta su destino final corren por cuenta del comprador. 15 El Producto Interno Bruto es una magnitud macroeconómica que expresa el valor monetario de la producción
de bienes y servicios de demanda final de un país (o una región) durante un período determinado de tiempo (normalmente un año). 16 Yacimiento formado a partir de procesos de alteración hidrotermal, ricos en mineralización metálica (cobre y
subproductos). 17 Cobre exótico se refiere a óxidos primarios (cuprita y tenorita) y cobre nativo.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 21
3.2 El Mercado del Cobre.
Tanto el precio del cobre como el de otros metales corresponden a una serie de variables de alta
volatilidad. Esto es, discontinuidades tales que la predicción de su comportamiento en el futuro es
un tema complicado y difícil de describir con precisión. Luego, el valor económico del cobre como
producto transable es una variable cuya incertidumbre es significativa.
Sin embargo, es posible establecer ciertas pautas aproximadas de comportamiento relativo en base
a la respuesta de los agentes de cambio económicos en el mercado de metales, sobre todo aquellos
sobre los cuales reposan las mayores cuotas de consumo de cobre procesado, estando en un plano
ligeramente menos importante los indicadores de crecimiento económico de la zona estadounidense
(por la apreciación del dólar18) y, actualmente, la respuesta de la eurozona frente al problema
económico que sufre Grecia19 en la actualidad, que ha generado el debilitamiento del euro durante
el segundo trimestre de 2015.
Los indicadores económicos comentados con anterioridad respecto a EE.UU. y la eurozona,
sumados a la persistencia de la desaceleración económica en China (principal comprador de metal
rojo), la cual ha causado un descenso significativo en las importaciones de cobre (y gatillando de
paso el retiro de los especuladores del mercado de instrumentos derivados que utilizan el cobre
como activo subyacente), ha generado que el precio del cobre registre una caída del 14,3% respecto
del mismo período del año anterior (2014). Esto reafirma la tendencia del precio del cobre a la baja
de los últimos años, tal y como se observa en la Figura 3.1.
18 Esto merece una explicación. El precio del cobre y el valor del dólar tienen una tendencia inversamente
proporcional. Resulta que, cuando el precio del cobre sube, la inversión extranjera en Chile aumenta considerablemente. Como el cobre se transa en centavos de dólar por libra, la moneda norteamericana sufre una devaluación por su aumento cuantitativo en momentos de inversión. Por otro lado, Chile importa petróleo; por lo tanto, un aumento o disminución del precio afecta inmediatamente a las industrias y a los hogares. Si el petróleo aumenta se ve reflejado en la inflación, que a su vez origina pérdida del poder adquisitivo del peso chileno, es decir sube el dólar. 19 La base de la crisis griega es fundamentalmente una deuda de aproximadamente 320.000 millones de euros
(unos US$ 358.000 millones), que el país simple y llanamente no está en condiciones de pagar. La explicación más simple para la misma es que durante muchos años el país estuvo gastando más dinero del que producía y financiando ese gasto a través de préstamos. La mayor parte de esta deuda se debe a rescates financieros o medidas de austeridad que la Unión Europea le ha proporcionado al país balcánico por parte de Alemania, Francia, Italia y España. Esta deuda equivale a un 177% del PIB de Grecia, y se volvió un problema para la eurozona cuando la crisis financiera global limitó el acceso griego al crédito, lo que precisamente motivó la intervención de otros países de Europa, temerosos del impacto de una cesación de pagos (lo que en términos económicos es conocido como “default”). La primera consecuencia de esta crisis es el impacto en el valor del euro (problema solventado momentáneamente con las medidas de austeridad), el aumento del desempleo en Grecia y, el principal problema, el no pago de la deuda al Fondo Monetario Internacional (FMI) el 30 de Junio, lo que convirtió a Grecia en el primer país desarrollado en entrar en mora con este organismo.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 22
Figura 3.1: Evolución del precio del cobre (en cUS$/lb) durante los últimos dos años (Fuente:
COCHILCO)
Durante el año 2015, tal y como se muestra en la Figura 3.2, el precio del cobre ha pasado por tres
etapas, con una tendencia a la baja en Enero, una tendencia alcista entre Febrero y Abril, y una
nueva tendencia a la baja desde Mayo en adelante. La caída del precio del metal rojo durante esta
tercera etapa puede explicarse, principalmente, por el alza del dólar en respuesta a la problemática
que enfrenta la eurozona debido a la crisis financiera de Grecia, comentada con anterioridad.
El efecto del dólar indexado20 (USDX) sobre el precio del cobre se muestra además en la Figura 3.3.
Ambas series de valores presentan comportamientos opuestos en el tiempo.
20 El dólar indexado (o índice del dólar) es un indicador econométrico que mide la fuerza del dólar contra otras
divisas. De esta manera, el dólar indexado y el valor del dólar contra otras divisas son variables directamente proporcionales

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 23
Figura 3.2: Evolución del precio del cobre diario (en cUS$/lb) durante el primer semestre del año 2015 (Fuente: COCHILCO). Se observan las tres tendencias diferentes que ha tenido esta variable
económica conforme al avance del año
Figura 3.3: Relación existente entre el dólar indexado y el precio del cobre. Ambos muestran
tendencias opuestas (Fuente: COCHILCO)

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 24
3.2.1 La Influencia de China.
China es el principal importador de cobre y uno de los mayores importadores de petróleo del mundo.
Más aún, este país asiático se ha consolidado como la economía con mayor crecimiento en el último
tiempo, dependiendo en gran parte de las inversiones y las exportaciones. De acuerdo al FMI, entre
2001 y 2010 el crecimiento económico anual promedio fue de 10,5%. Entre 2007 y 2011, su tasa de
crecimiento fue equivalente a la suma de todos los países del G721. Según el Índice de Generadores
de Crecimiento Global hecho por Citigroup22 en febrero de 2011, China tiene una tasa de crecimiento
muy alta entre el grupo.
La desaceleración de la economía en China afecta negativamente al precio del cobre, porque sus
necesidades de importación de metal rojo a nuestro país disminuyen significativamente. Chile tiene
a China como principal comprador de concentrados de cobre debido principalmente a que, en este
país, la capacidad de fundición y refinación es enormemente alta.
Durante el primer semestre de 2015, las importaciones de cobre de China han alcanzado las 3,16
millones de toneladas métricas de fino, generando una baja del 2,1% respecto de las importaciones
acumuladas al mismo período del año 2014. Esta tendencia a la baja en el crecimiento económico
del gigante asiático ha terminado por persistir, generando bajas en el precio del metal rojo.
Los niveles de importación de metal rojo durante los últimos tres años se observan en la Figura 3.4.
Figura 3.4: Niveles de importaciones de cobre de China en TMF por mes para los últimos tres
años (Fuente: COCHILCO)
21 G7 es un símbolo que describe al llamado Grupo de los Siete, que es un grupo informal de países cuyo peso
económico, político y militar es tenido aún por relevante a escala global. Está conformado por Alemania, Canadá, Estados Unidos, Francia, Italia, Japón y Reino Unido. Además, la Unión Europea cuenta con representación política.
22 Citigroup es la mayor empresa de servicios financieros del mundo.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 25
3.2.2 El Desafío de Chile en la Minería.
El país enfrenta, el día de hoy, un desafío claro: Ajustarse a un precio del cobre más bajo. No es la
primera vez que se cierra un superciclo como el vivido en los años 2010 – 2013, donde el precio del
metal rojo superó la barrera de los 4 US$/lb. No obstante, en tiempos pretéritos, Chile subsistió frente
a estas problemáticas mediante créditos que nos ponían en una situación parecida a la de Grecia
(guardando las proporciones). Pero hoy Chile no enfrenta una crisis, porque su economía sigue
creciendo.
Igualmente, el país debe replantearse la forma en la cual se concibe el negocio del cobre. Sobre
todo desde el punto de vista de su más grande activo: Codelco. Y esto es porque la mayoría de las
empresas ligadas al rubro minero prevén que el próximo año no será mejor que éste; la inversión se
proyecta menos vigorosa y, por tanto, el empleo en esta industria no experimentará aumentos
cuantitativos. Así, las principales metas, tanto de Codelco como de la GMP23, apuntan a la
maximización de dos variables claves en el negocio: productividad y eficiencia.
No obstante, también se apunta a la tecnología. Históricamente, Chile ha sido un país cuyos recursos
minerales han sido explotados de manera sistemática sin dejar sentadas bases de conocimiento que
sean consistentes con el avance tecnológico. Se necesita apuntar a la automatización de
operaciones y procesos a fin de aumentar la eficiencia del negocio y dar a las operaciones un flujo
continuo de valor.
3.3 Plan Minero de la División Andina.
El plan minero de la División se muestra en las Figuras 3.5 y 3.6 para cada operación. En la mina
Sur Sur se observa que los peaks de producción esperados están seteados para fines de año, de
forma consistente con el régimen normal de operación. La baja producción estimada para los meses
de mayo a agosto es compatible con las caídas que suele sufrir la División debido a las contingencias
climáticas. No obstante, el paro de contratistas que ha debido enfrentar la Corporación durante los
meses de Julio y Agosto ha hecho mella igualmente en la producción de Andina, siendo Julio un mes
particularmente complicado. Se ha previsto además que las leyes oscilarán en torno a una media
aproximadamente constante en el tiempo. La producción del rajo tiene una desviación acumulada
bajo el programa de más de 2 millones de toneladas durante el primer semestre de 2015.
Por otro lado, la mina Río Blanco presenta un programa de producción de mineral muy similar al del
rajo, con la diferencia de que se estima una caída de las leyes de cobre en un punto porcentual
conforme avanza el año. No obstante, el cumplimiento del programa en la mina subterránea es casi
óptimo, existiendo una desviación acumulada al segundo semestre de 2015 de 24.000 toneladas en
contra.
23 Esta información es bastante verídica. Incluso el Banco Central de Chile, en su informe trimestral de
percepción de negocios, dio cuenta de un clima pesimista y de cautela frente a lo que se viene para 2016. Según el sondeo realizado en el período abril – junio a 180 empresas, el desempeño de los negocios, para la gran mayoría, ha sufrido un estancamiento y con percepciones que han ido empeorando conforme avanza el año, señalando al año 2016 como un período de alta incertidumbre.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 26
Figura 3.5: Plan de producción presupuestado para el año 2015 de la Mina Sur Sur
Figura 3.6: Plan de producción presupuestado para el año 2015 de la Mina Río Blanco
3.4 Descripción General de las Operaciones de la División Andina.
Tal y como se estableció en primera instancia, Andina corresponde a una de las Divisiones de
Codelco, y se encuentra conformada actualmente por dos operaciones mineras independientes: la
mina Río Blanco y la mina Sur Sur, siendo esta última el foco de trabajo principal del presente estudio.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0
2.000
4.000
6.000
8.000
10.000
12.000
Le
y d
e C
u (
%)
Mo
vim
ien
to (
ktm
h)
Plan de Producción P0 - Mina Sur Sur
Movimiento de Mineral Movimiento Total Ley de Cu
0,84
0,86
0,88
0,90
0,92
0,94
0,96
0,98
1.000
1.050
1.100
1.150
1.200
1.250
Le
y d
e C
u (
%)
Pro
du
cció
n (
ktm
h)
Plan de Producción P0 - Mina Río Blanco
Producción Mineral Ley de Cu
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 27
3.4.1 Mina Subterránea.
La mina Río Blanco es una operación subterránea explotada principalmente por Panel Caving
Convencional (III Panel, desde 1997). Adicionalmente, existen cinco cuerpos satélites asociados al
depósito en explotación por parte de Andina, llamados cuerpos de alta ley (normalmente referidos
como CAL), los cuales son explotados mediante una operación autosoportada (Sub Level Stoping).
En la Tabla 3.2 se observa la producción de la mina subterránea, subdividida en la operación del III
Panel y del CAL y el acumulado con respecto al presente año.
Tabla 3.2: Valores de producción mensual y acumulada de la mina subterránea a Mayo de 2015.
OPERACIÓN UNIDADES PRODUCCIÓN24
III Panel [ktms] 5.717
CAL [ktms] 567
De la Tabla 3, es posible concluir la información siguiente: El III Panel corresponde a una operación
subterránea cuya producción de mineral es de aproximadamente 38000 tpd. Por otra parte, el CAL
alimenta a la planta concentradora con aproximadamente 3800 tpd de mineral. Así, la mina
subterránea conforma una producción media diaria total cercana a los 42000 tpd.
Los equipos de carguío y transporte utilizados en la mina subterránea son los que se especifican en
la Tabla 3.3.
Tabla 3.3: Equipos utilizados en la mina subterránea
OPERACIÓN EQUIPO CAPACIDAD UNIDADES
Carguío (Nivel 16)25 Cargador LHD CAT R1700G 10 yd3 8
Transporte (Nivel 17)26 CAEX CAT AD-55
CAEX Atlas MT-6020
50 t
60 t
4
6
En términos económicos, la información respectiva a la operación subterránea es la que se muestra
en la Tabla 3.4, actualizada a mayo de 2015.
24 Valores de producción acumulados hasta el mes de mayo de 2015.
25 Dos de estos cargadores están asignados al CAL.
26 Dos de estos camiones (CAT) están asignados al CAL.
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 28
Tabla 3.4: Costos unitarios27 mina subterránea. Valores en paréntesis son negativos
ÁREA Real
Operación III Panel 7,16
Operación CAL 8,38
Minería Continua 0,00
Ingeniería 0,49
Mantenimiento (0,15)
Desarrollo 0,01
TOTAL PONDERADO [US$/t] 7,53
Se debe observar que, a partir del costo unitario total, es preciso señalar que la operación
subterránea de Andina corresponde a una mina cuyo costo es bastante menor que el común de las
faenas cuyo método de explotación sea minería de hundimiento.
Figura 3.7: Cargador LHD CAT R1700G utilizado en la operación subterránea
27 Valores de costos extraídos del informe de la Unidad de Gestión Económica correspondiente a finales de
mayo de 2015, de la Dirección General Integrada de Operaciones (DGIO).
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 29
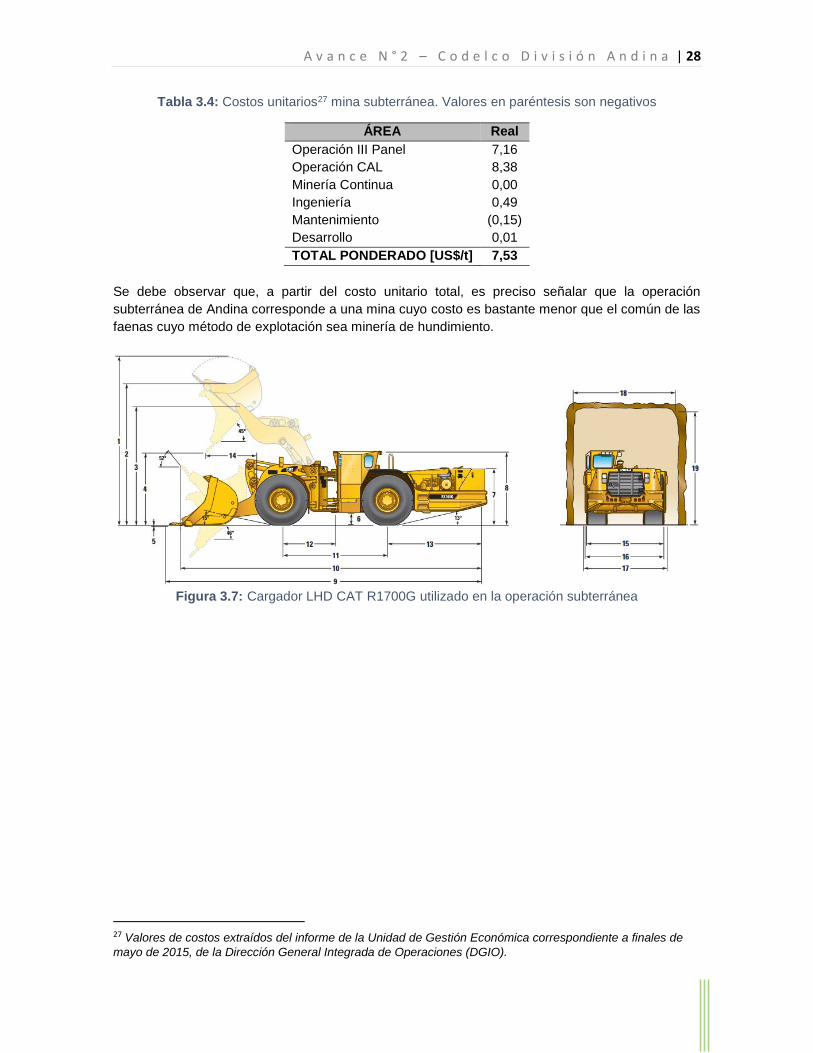
Figura 3.8: CAEX CAT AD-55 utilizado en la operación subterránea
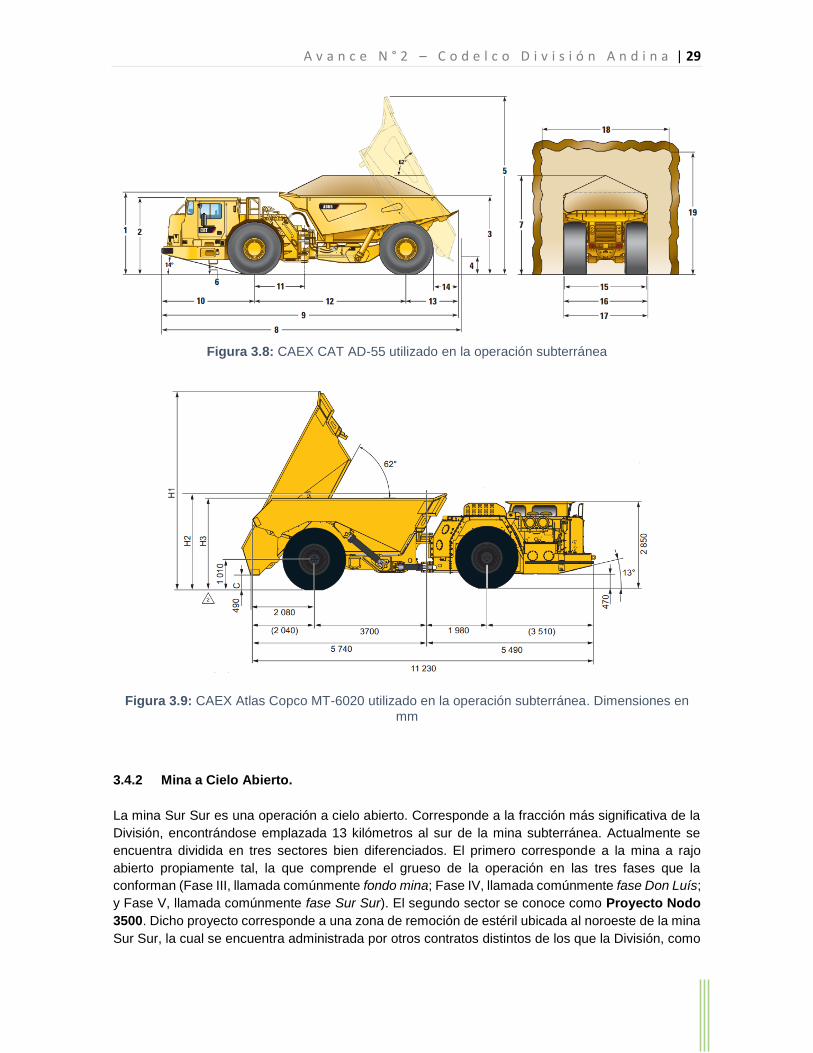
Figura 3.9: CAEX Atlas Copco MT-6020 utilizado en la operación subterránea. Dimensiones en
mm
3.4.2 Mina a Cielo Abierto.
La mina Sur Sur es una operación a cielo abierto. Corresponde a la fracción más significativa de la
División, encontrándose emplazada 13 kilómetros al sur de la mina subterránea. Actualmente se
encuentra dividida en tres sectores bien diferenciados. El primero corresponde a la mina a rajo
abierto propiamente tal, la que comprende el grueso de la operación en las tres fases que la
conforman (Fase III, llamada comúnmente fondo mina; Fase IV, llamada comúnmente fase Don Luís;
y Fase V, llamada comúnmente fase Sur Sur). El segundo sector se conoce como Proyecto Nodo
3500. Dicho proyecto corresponde a una zona de remoción de estéril ubicada al noroeste de la mina
Sur Sur, la cual se encuentra administrada por otros contratos distintos de los que la División, como

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 30
Codelco, tiene en el grueso de la operación. El tercer sector es la zona de Pre-Stripping, ubicada al
noreste de la mina Sur Sur y que corresponde a una zona de remoción de estéril que da pie a la
expansión de la operación de Andina.
En la Tabla 3.5, se observan los indicadores de producción y movimiento de material de la operación
a cielo abierto de Andina.
Tabla 3.5: Valores de Producción Mensual y Acumulada de la Mina Sur Sur a Mayo de 2015
UNIDADES PRODUCCIÓN28
Mineral [ktmh] 8.856
Lastre Operacional [ktmh] 14.137
Total. Mov. Propio [ktmh] 22.993
Lastre Diferido Propio [ktmh] 5.560
Nodo 3500 [ktmh] 6.130
Mov. Total [ktmh] 34.682
R.E.M. 2.9
Dist. Media Transp. [km] 3.0
De la Tabla 3.5, es posible concluir que la mina Sur Sur alimenta a la planta concentradora con
aproximadamente 59.000 tpd de mineral. El movimiento total promedio de la operación, durante el
primer semestre de 2015, es de aproximadamente 225.000 tpd de material.
Los equipos de carguío y transporte utilizados en el rajo son los que se especifican en la Tabla 3.6.
La flota de carguío se subdivide en 3 subflotas: Flota P&H, Flota PC y Flota L-1850. La flota de
transporte es comúnmente conocida como flota CAEX.
Tabla 3.6: Equipos utilizados en la mina a cielo abierto
OPERACIÓN EQUIPO CAPACIDAD UNIDADES
Carguío
Pala eléctrica P&H 4100-XPC
Pala hidráulica Komatsu PC-5500
Cargador Le Torneau L-185029
73 yd3
37 yd3
37 yd3
2
2
2
Transporte CAEX Komatsu 930-E 330 t 3330
En términos económicos, la información relativa a la mina Sur Sur es la que se muestra a
continuación en la Tabla 3.7, acumulada hasta mayo de 2015.
28 Valores de producción acumulados al mes de mayo de 2015.
29 Uno de los cargadores tiene una capacidad de balde de 31 yd3, mientras que el otro tiene 37 yd3.
30 Actualmente, sólo 30 camiones se encuentran en operación, estando el resto en reserva.
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 31
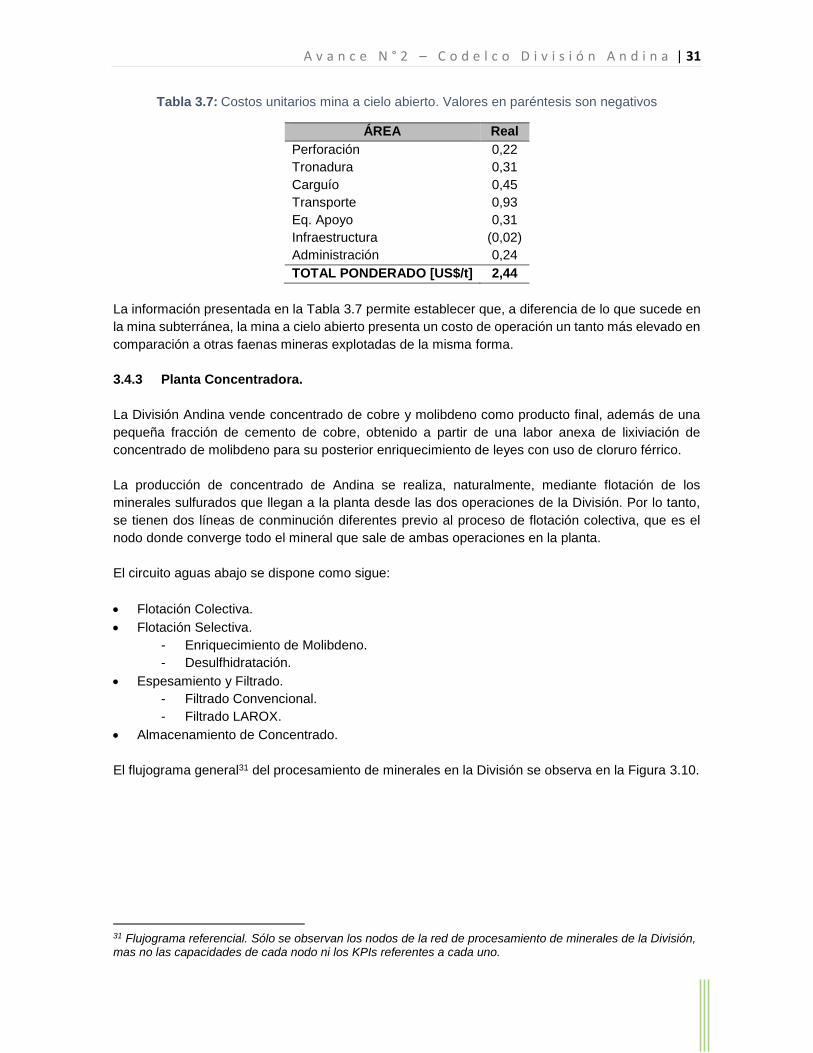
Tabla 3.7: Costos unitarios mina a cielo abierto. Valores en paréntesis son negativos
ÁREA Real
Perforación 0,22
Tronadura 0,31
Carguío 0,45
Transporte 0,93
Eq. Apoyo 0,31
Infraestructura (0,02)
Administración 0,24
TOTAL PONDERADO [US$/t] 2,44
La información presentada en la Tabla 3.7 permite establecer que, a diferencia de lo que sucede en
la mina subterránea, la mina a cielo abierto presenta un costo de operación un tanto más elevado en
comparación a otras faenas mineras explotadas de la misma forma.
3.4.3 Planta Concentradora.
La División Andina vende concentrado de cobre y molibdeno como producto final, además de una
pequeña fracción de cemento de cobre, obtenido a partir de una labor anexa de lixiviación de
concentrado de molibdeno para su posterior enriquecimiento de leyes con uso de cloruro férrico.
La producción de concentrado de Andina se realiza, naturalmente, mediante flotación de los
minerales sulfurados que llegan a la planta desde las dos operaciones de la División. Por lo tanto,
se tienen dos líneas de conminución diferentes previo al proceso de flotación colectiva, que es el
nodo donde converge todo el mineral que sale de ambas operaciones en la planta.
El circuito aguas abajo se dispone como sigue:
Flotación Colectiva.
Flotación Selectiva.
- Enriquecimiento de Molibdeno.
- Desulfhidratación.
Espesamiento y Filtrado.
- Filtrado Convencional.
- Filtrado LAROX.
Almacenamiento de Concentrado.
El flujograma general31 del procesamiento de minerales en la División se observa en la Figura 3.10.
31 Flujograma referencial. Sólo se observan los nodos de la red de procesamiento de minerales de la División, mas no las capacidades de cada nodo ni los KPIs referentes a cada uno.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 32
Chancado 1°
Don Luís Chancado 1°
Oeste
Chancado 1°
Norte Chancado 1°
Sur
Pre-chancado Chancado 2°, 3° Chancado 2°
Chancado 3° Chancado 4°
Tolvas de
Gruesos Tolva MU2 Tolva SAG
Molienda
SAG
Molienda
Unitaria II
Molienda
Unitaria I
Molienda
Convencional
Flotación
Colectiva
Flotación
Selectiva
Espesamiento
de Concentrado
Concentrado de
Molibdeno Espesamiento
de Relaves
Tranque Los
Leones
Embalse
Ovejería
Filtrado
Concentrado de
Cobre
Mina
Sur Sur
Mina Río
Blanco
Figura 3.10: Flujograma de Planta Concentradora – División Andina

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 33
En la Tabla 3.8 se observan los indicadores de producción para la planta concentradora de la
División.
Tabla 3.8: Indicadores de Producción – Planta Concentradora
UNIDADES VALOR32
Mineral Procesado [kt] 13.022
Ley Cu [%] 0.801
Recuperación [%] 87.4
Cobre Fino Filtrado [t] 88.825
Molibdeno Comercial [t] 2.762
Concentrado Produc. [t] 324.187
De lo anterior, se concluye que Andina tiene una planta concentradora cuya alimentación media es
de 88.000 tpd y que, por tanto, trabaja casi a plena capacidad. La producción diaria de fino de la
División es de aproximadamente 592,17 toneladas, contenidas 2.160 toneladas de concentrado cuya
ley es, en promedio, de 28,36% Cu.
En la Tabla 3.9, se observan los costos unitarios de planta para Mayo de 2015.
Tabla 3.9: Costos unitarios de planta concentradora
ÁREA Real
Chancado y Transporte 2,52
Concentración 5,35
Planta Moly & Filtrado Cu 1,14
Administración 0,24
TOTAL PONDERADO [US$/t] 9,25
Los costos operativos de planta en Andina son consistentes con el común de otras operaciones y/o
proyectos mineros.
3.5 Antecedentes Económicos de la División.
La División Andina es una operación cuyo costo C1 (cash cost) es, acumulado a Mayo de 2015,
equivalente a 145,4 cUS$/lb. Así, Andina es una operación competitiva en términos de costo,
encontrándose, por lo general, dentro del rango medio de cuartiles de C1 entre todas las faenas
mineras presentes en Chile.
Este costo representa una baja de, aproximadamente, un 16% con respecto al C1 de la División
durante el cuarto trimestre del año pasado. Reducción que es consistente con la tendencia a la baja
del precio del cobre desde dicho espacio de tiempo hasta la fecha.
32 Valores obtenidos del informe de la Unidad de Gestión Económica de la DGIO, acumulados a Mayo de
2015.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 34
La Figura 3.11 muestra la posición de la División frente a otras faenas mineras en Chile en términos
de sus costos C133.
Figura 3.11: Valores de C1 de algunas faenas mineras al cuarto trimestre de 2014 versus el C1 de Andina acumulado a Mayo de 2015. La División, a pesar de encontrarse en el rango medio en
magnitudes y cuartiles, es la tercera operación más cara de Codelco, después de Gaby y Salvador. Durante este período, Andina tenía un C1 de 176 cUS$/lb, encontrándose entre Escondida y
Zaldívar.
Considerando la producción de fino de Andina, es posible concluir lo siguiente:
- La División genera ingresos mensuales medios de US$ 130 millones, con un costo (basándonos
en el C1) aproximado de US$ 62 millones. Así, Andina genera excedentes mensuales de US$
68 millones, lo que equivale US$ 816 millones al año (aproximadamente, US$ 2,2 millones
diarios).
- Codelco tuvo excedentes, durante 2014, de aproximadamente US$ 3.000 millones. Así, los
excedentes determinados con anterioridad representa un 27% de contribución de Andina a los
excedentes de toda la Corporación.
- Lo anterior no es algo menor. 8 años y medio de operación de Andina, con dicho nivel de
excedentes, bastarían para financiar la inversión del proyecto de expansión de la División (Nueva
Andina – Fase II, comúnmente llamado Andina 244), de US$ 6.000 millones.
33 La comparación de C1 de Andina es realizada contra los costos directos medidos durante el cuarto trimestre
del año 2014. Por ende, no es una medida 100% representativa de la realidad de la División en términos comparativos, debido a que las mediciones fueron hechas en espacios de tiempo diferentes.
91 108 109 118 118 130 145 160 172 176 182 184 191 191226
258287
477
Cash Costs | Q4 2014

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 35
Capítulo 4 : MARCO TEÓRICO
El presente capítulo introduce todos los conceptos teóricos necesarios y abordados para llevar a
cabo el presente estudio. En este espectro, se definen dos segmentos diferentes para contextualizar
este marco teórico: Base Teórica Operacional y Base Teórica Estadística.
4.1 Base Teórica Operacional.
En este apartado se revisarán todos los conceptos de minería y operación requeridos tanto para
contextualizar como para interpretar los datos trabajados en esta memoria.
4.1.1 Sistema DISPATCH®.
Dispatch® es un sistema de administración minera, propiedad de la Empresa Modular Mining
Systems Inc., que gestiona la información operativa del rajo referente a tiempos y producción,
aprovechando la conectividad de diferentes servidores, el manejo de archivos de contabilización de
datos (gestionables en MS Excel®) y la conectividad SQL.
En esencia, Dispatch® tiene como funciones más destacadas el posicionamiento del equipo por
GPS, monitoreo del estado del equipamiento, monitoreo del mantenimiento, gestión de mezclas y
obtención de informes de producción, considerando para ello todos los equipos disponibles en la
operación conectados al servidor, registrando eventos claves de un turno a partir del uso de la
información que cada operador registra en el panel de Dispatch® instalado en cada equipo.
Los objetivos de Dispatch® se muestran, de forma esquemática, en el mapa conceptual34 presentado
en la Figura 4.1.
Figura 4.1: Mapa conceptual que esquematiza el funcionamiento del Sistema Dispatch®
34 Idea tomada del esquema mostrado en el Trabajo de Memoria de la Ingeniero Civil de Minas Paulina González
(USACH, 2013)
Objetivos de Dispatch®
Incremento de
Productividad
Gestión de Costos
Operacionales
Funciones del Sistema
Optimización dinámica de
asignación de flota
Rastreo de equipos
auxiliares
Control de
Perforación
Monitoreo de
Botaderos
Control de mezcla de
materiales

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 36
La operación de Dispatch® se encarga del registro de todos los eventos, tiempos y producción de
cada uno de los nodos que conforman el sistema completo que se concibe como la mina o el lugar
de explotación35. De esta manera, mediante el uso conjunto del lenguaje de consulta, gestión y
recuperación de archivos de bases de datos SQL, el CIO es capaz de gestionar la información
referente a las áreas de negocio, observar desviaciones de los datos de operación reales versus la
programación y reunir la información en un dato único, cuya máxima a seguir es la simplicidad dentro
del contexto de la reportabilidad.
De esta manera, mediante Dispatch®, se tiene un registro en tiempo real (e histórico) de los eventos
relevantes del ciclo de cada uno de los equipos conectados a la red mediante las balizas ubicadas
en toda la extensión del rajo (y de las otras operaciones36).
En las Figuras 4.2 y 4.3 se observan capturas de la pantalla de la reportabilidad, en tiempo real, de
todos los KPIs de interés del rajo a partir de la gestión de las bases de datos construídas mediante
SQL con la información de Dispatch®.
Figura 4.2: Monitoreo en línea, a tiempo real, del plan de producción diario del rajo
35 Esto merece una explicación. Resulta que Dispatch® concibe a la operación como un modelo tridimensional
compuesto por diferentes unidades: La mina, que es el lugar geográfico que está siendo actualmente explotado; el pit, que es el subconjunto de la mina donde operan los equipos; polígonos de extracción, que son las fases del rajo donde se extrae material (de distintos tipos, como mineral, material mineralizado de baja ley, lastre, morrena, nieve o empréstito); zonas de carguío de material; puntos de vaciado o descarga de material; nodos virtuales, definidos por coordenadas espaciales (X, Y, Z) y que permiten tener la referencia de los caminos de la mina, a fin de determinar distancias y pendientes; y balizas, que son puntos virtuales dentro de la zona que delimita el pit y que permiten detectar las entradas y salidas de los camiones en cada zona y registrar sus cambios de estado, además de asignarlos a cada pala mediante programación dinámica en un complemento de Dispatch® llamado Haul Route. 36 III Panel y CAL. La planta se gestiona mediante el software PI Process Book mediante “TAGS” que registran
los KPI de cada equipo de la planta (molinos, chancadores, celdas, ciclones, etc) y los llevan a reporte mediante herramientas que el mismo PI ofrece al usuario.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 37
Figura 4.3: Monitoreo en línea, a tiempo real, de la descomposición del ciclo de transporte, la
dispersión de tiempos de espera en el match pala-camión y el registro por hora de velocidades y distancias medias de la flota CAEX en el rajo
En las Figuras 4.4, 4.5, 4.6 y 4.7 se ven algunas capturas del sistema Dispatch®.
Figura 4.4: Módulo Haul Route de Dispatch®. En este módulo pueden monitorizarse los estados
de todos los nodos que componen el modelo tridimensional de la mina Sur Sur en Dispatch®. Esto incluye las leyes de mineral en polígonos de extracción, estados de botaderos, módulos de equipos de carguío, transporte y apoyo. Además, permite determinar las asignaciones de cada camión por
pala operativa

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 38
Figura 4.5: Módulo de Pala en Haul Route. En él se observan todos los parámetros de la pala
respectiva (en este caso, la unidad P701, correspondiente a la flota P&H). Se destacan entre estos parámetros: el estado de la pala (en demora), razón de su estado (evacuación por tronadura), ubicación (banco 3404, región Don Luis, tipo de material (código 3, perteneciente a lastre), ley
(019, que representa un 0,19% Cu) y rendimiento de carguío

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 39
Figura 4.6: Panel de consulta de Dispatch® para el rajo
Figura 4.7: Gráfica de las rutas y rampas del rajo de Dispatch®. En particular, aquí se muestra la
región Don Luis (Fase III y Fase IV) y la Fase V (más al sur)
4.1.2 Indicadores de Desempeño.
La gestión de desempeño de los equipos en cualquier operación minera se basa en la subdivisión
de tiempos de cada flota en función de sus estados. El estándar utilizado corresponde a la
nomenclatura definida por American Smelting & Refinering Co. (ASARCO), de la cual se establecen
los tiempos mina tal y como se muestra en la Figura 4.8.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 40
Figura 4.8: Distribución de tiempos según nomenclatura ASARCO
Las horas nominales corresponden al espacio muestral de tiempo donde se realiza la medición del
resto de los tiempos asociados. Por otro lado, las horas disponibles corresponden al tiempo en el
cual el equipo se encuentra mecánicamente habilitado para cumplir con su labor de diseño, mientras
que el tiempo fuera de servicio (F/S) corresponde al tiempo en el cual el equipo se encuentra fuera
de servicio por razones de mantenimiento programado, o bien, por fallas de naturaleza mecánica o
eléctrica (mantenciones no programadas o imprevistas).
Las horas operativas se definen como el tiempo en el cual el equipo se encuentra mecánicamente
apto, con operador y cumpliendo las labores asociadas a la operación. El tiempo en reserva
corresponde al tiempo en el cual el equipo se encuentra mecánicamente habilitado para cumplir con
su labor de diseño, pero sin un operador que lo utilice, o bien, bajo alguna condición específica del
avance de la operación tal que éste no pueda ser operado.
Las horas efectivas corresponden al tiempo en el cual el equipo se encuentra cumpliendo las labores
específicas de diseño para las cuales fue adquirido por la organización. Las demoras programadas
se definen como el tiempo en el cual el equipo no cumple su función de diseño debido a actividades
normadas por la ley (cambio de turno y colación), mientras que las demoras no programadas
corresponden al tiempo en el cual el equipo no cumple su función de diseño debido a incidencias
debidas a condiciones deficiencias propias de la operación. Finalmente, las pérdidas operacionales
se definen como el tiempo en el cual el equipo se encuentra en espera de equipo complementario
(match pala & camión).
El estándar de ASARCO también define una cierta cantidad de indicadores de desempeño, que
sirven como directriz a la hora de definir una serie de propiedades de un equipo en base a su
productividad, efectividad, disponibilidad u operatividad. Los más importantes se listan a
continuación:
- Utilización Efectiva: Se define como la razón entre las horas efectivas y las horas disponibles.
Representa el porcentaje de tiempo en el cual, estando el equipo mecánicamente habilitado para
cumplir con sus funciones de diseño, efectivamente cumple dichas funciones.
- Disponibilidad Física: Se define como la razón entre las horas disponibles y las horas
nominales. Representa la fracción del tiempo nominal en el cual el equipo se encuentra
mecánicamente apto para cumplir con sus funciones de diseño.
- Factor Operacional: Se define como la razón entre las horas operativas y las horas disponibles.
Representa la fracción de tiempo en el cual, estando el equipo mecánicamente apto para cumplir
con sus funciones de diseño, éste se encuentra con operador.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 41
- Rendimiento Efectivo: Medida de productividad de un equipo; referente a las flotas de carguío
y/o transporte, corresponde a la razón entre el material cargado versus las horas efectivas
necesarias para lograr dicha producción. Normalmente se mide en toneladas por unidad efectiva
de tiempo (horas sobre todo).
4.1.3 Contratos MARC.
Un contrato MARC (acrónimo de Maintenance & Repair Contract) corresponde a un contrato de
mantención y reparación (R&M), mediante el cual, el prestador de servicios se obliga, respecto de
determinados equipos del cliente y mediante la mantención y reparación de los mismos, a que dichos
equipos estarán en condiciones de funcionar una determinada cantidad de horas dentro de un lapso
de tiempo determinado.
Es así que este tipo de contratos permite, a groso modo, definir los intervalos de tiempo entre
mantenciones programadas dentro de una flota de equipos determinada. Cada equipo, en particular,
está sujeto a la administración de una cierta cantidad37 de contratos MARC que se conjugan a fin de
lograr una maximización de la disponibilidad y permitir que el equipo esté, la mayor parte del tiempo,
mecánicamente habilitado para la función que desempeña en la operación.
Lo anterior tiene un costo definido para cada uno de los equipos involucrados en un contrario, medido
en términos de las horas en que el motor de cada uno estuvo funcionando en un intervalo de tiempo
determinado. Para el caso de Andina, cada contrato mide el tiempo en el cual el horómetro38, un
dispositivo electrónico propio de cada equipo, se mantiene corriendo, contando el tiempo en el cual
éstos se encuentran realizando su trabajo.
El contrato MARC que rige mayormente la mantención y reparación de la flota CAEX responde a
Komatsu, al igual que el de la flota PC. La flota P&H y la flota L-1850 están administradas por un
contrato MARC de Joy Global. Los costos fijos, en promedio, por hora según horómetro para cada
una de las flotas anteriores, se especifican en la Tabla 4.1.
37 Esto es porque cada componente importante de un equipo puede estar administrada por un contrato diferente.
Por ejemplo, en la flota CAEX, el contrato predominante es el de Komatsu (por el modelo del camión), pero los neumáticos y los motores están administrados por otros contratos diferentes.
38 El horómetro, en estricto rigor, es un dispositivo electrónico que, en el caso de las flotas de carguío y
transporte, se debería mantener corriendo siempre y cuando el equipo se mantenga en un tiempo, como mucho, igual al tiempo operativo definido según la metodología ASARCO, siendo el caso ideal aquel donde el horómetro marque un tiempo igual al tiempo efectivo de trabajo del equipo. Por supuesto, esto nunca se cumple. Pero a partir del presupuesto realizado para el año 2016 por la GRMD, se tiene una meta, por lo menos, para la flota CAEX: La desviación entre horómetros sobre horas efectivas no puede superar el 14% respecto de éstas últimas. Durante el primer semestre de 2015, esto nunca se cumplió. La desviación mínima bajo horómetros fue de un 17% en Enero, con un máximo del 30% en Abril.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 42
Tabla 4.1: Costos medios, por hora según horómetro electrónico, de cada una de los equipos de
carguío y transporte del rajo
FLOTA COSTO (US$/Hora) ADMINISTRADOR
Cargador C281 326 Joy Global
Cargador C282 302 Joy Global
Pala P&H 701 375 Joy Global
Pala P&H 702 375 Joy Global
Pala PC 711 159 Komatsu
Pala PC 712 151 Komatsu
CAEX Komatsu 930-E 140 Komatsu
Los contratos MARC cubren también actividades de planificación, recambio y reparación de
componentes, suministro y administración de repuestos y componentes, análisis de fallas y control
de costos.
En el Anexo N°5 se especifican los detalles de los contratos MARC antes mencionados.
4.1.4 Excelencia Operacional.
Hoy en día, las empresas mineras se enfrentan a una economía que puede ser calificada como volátil
o inestable. Lo anterior se debe a varias razones; entre ellas, la variabilidad del precio de las
commodities (cobre, en este caso), incertidumbre en los mercados y aumento de costos de energía
y operación. Es por ello que la reducción de pérdidas, en función de los mejoramientos continuos en
las operaciones minero-metalúrgicas, ha constituido una receta para el éxito de varias empresas en
el largo plazo.
La excelencia operacional es la búsqueda de la realización de negocios, de forma tal que la calidad
de los productos que se van gestando en el seno de una empresa vaya experimentando un proceso
de mejora continua y estandarizada. Así, este tipo de gestión permite, en términos generales,
conducir a una empresa a tener estándares de calidad y productividad más altos, y a la entrega
puntual de productos competitivos a sus clientes.
4.1.4.1 Filosofía Lean Manufacturing.
Dentro de las filosofías de gestión de excelencia operacional, una de las más importantes
corresponde al modelo de gestión llamado Lean Manufacturing, cuyos inicios se remontan al
período de la postguerra en Japón, después de 1945. Taiichi Ohno, director y consultor de Toyota
por aquellos años, se mostraba preocupado por la gran brecha existente entre la productividad
japonesa y la estadounidense en la industria automotriz. Después de la guerra, Ohno visitó al país
norteamericano para el estudio y análisis de sus principales productores automotrices (entre ellos,
Ford), quedando sorprendido por el excesivo foco que los estadounidenses ponían en la producción
en masa de grandes volúmenes en perjuicio de la variedad y su nivel de desperdicios. Así, Ohno
desarrollaría una metodología de gestión de la calidad que seguiría cuatro principios fundamentales:
manejo de inventarios reducidos, eliminación de pasos innecesarios, control de actividades primarias
y dar control al que hace el trabajo como apoyo a la cadena de valor.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 43
Esta filosofía de operación involucra entonces la siguiente propuesta: Minimice sus desperdicios y
maximice el valor de su producto, entendiéndose por desperdicio a todas aquellas actividades
involucradas que no contribuyan con valor al producto entregado al cliente.
4.1.4.1.1 Concepto de Desperdicio.
Se entiende como desperdicio (del japonés Muda), tal y como se estableció con anterioridad, a todo
lo que pueda considerarse como adicional a lo mínimo necesario de recursos (materiales, tecnología,
personal, equipos, etc.) para fabricar un producto. La eliminación completa y absoluta de estos
desperdicios constituye el principal objetivo de la filosofía Lean Manufacturing (en adelante, Lean).
Así, dentro de la conceptualización de Lean, es posible identificar un total de siete desperdicios en
todas las empresas. Asimismo, también se puede considerar un octavo desperdicio, adicional a los
demás, los que constituyen en conjunto un concepto en Lean llamado 7+1 tipos de desperdicios, los
cuales se listan a continuación39:
a) Sobreproducción: Producir más de lo demandado o producir algo antes de que sea necesario.
Es bastante frecuente la falsa creencia de que es preferible producir grandes lotes para minimizar
los costes de producción y almacenarlos en stock hasta que el mercado los demande. No
obstante esta mala praxis es un claro desperdicio, ya que utilizamos recursos de mano de obra,
materias primas y financieros, que deberían haberse dedicado a otras cosas más necesarias.
Esto no solo se refiere a producto terminado, sino que se puede sobreproducir en cualquier
proceso, es decir, producir más de lo necesario para el siguiente proceso, producir antes de que
lo necesite el siguiente proceso o producir más rápido de lo que requiere el siguiente proceso.
Las principales causas de la sobreproducción son las siguientes:
- Mantener, dentro de la cadena de valor, una lógica just in case. Vale decir, producir más de
lo necesario “por si acaso”.
- Hacer un mal uso de la automatización, dejando que las máquinas trabajen siempre al
máximo de su capacidad.
- Realizar una mala planificación de la producción.
- Distribuir la producción sin un equilibrio respecto del tiempo.
b) Esperas: La espera es el tiempo, durante la realización del proceso productivo, en el que no se
añade valor. Esto incluye esperas de material, información, máquinas, herramientas, retrasos en
el proceso de lote, averías, cuellos de botella, recursos humanos, entre otros.
En términos fabriles se estaría hablando de los famosos “cuellos de botella”, donde se genera
una espera en el proceso productivo debido a que una fase va más rápida que la que le sigue,
39 Puede ser que, al leer la definición de cada desperdicio, un ingeniero de minas tenga cuestionamientos
inmediatos frente a la naturaleza de los mismos y su posible relación con una operación minera. Sin ir más lejos, se puede formular lo siguiente ¿Es un tiempo no efectivo un desperdicio? Según la filosofía Lean, efectivamente, sí lo es. Cualquier tiempo en el cual un equipo no esté efectivamente produciendo debería ser considerado como un desperdicio en el contexto metodológico. No obstante, como ingenieros especialistas, se sabe que éstos no pueden ser eliminados, sino minimizados, porque es imposible reducir las demoras a cero (ello implicaría dejar a los trabajadores sin colación, por ejemplo). Por ello, se debe entender que esto es una metodología que debe adaptarse a la minería, y no al revés.
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 44
con lo cual el material llega a la siguiente etapa antes de que se la pueda procesar. En minería
a cielo abierto esto es un caso bastante típico dentro de la operación, debido a las esperas que
se generan en la flota de transporte respecto del ciclo de carguío de las palas.
No obstante, las esperas se dan en todo orden de cosas. Por ejemplo, el retraso del personal.
Es común que las primeras baldadas que se realizan en la mina Sur Sur no sean realizadas justo
en el inicio de turno, sino que en intervalos de tiempo de 15 a 20 minutos respecto de dicho
inicio. O bien, que los tiempos de colación se extiendan hasta una hora más allá de la estipulada
según la planificación de este tipo de demoras.
En general, las causas de las esperas pueden ser las siguientes:
- Hacer un mal uso de la automatización: dejar que las maquinas trabajen y que el operador
esté a su servicio cuando debería ser lo contrario.
- Tener un proceso desequilibrado: cuando una parte de un proceso corre más rápido que un
paso anterior.
- Un mantenimiento no planeado que obligue a parar la línea para limpiar o arreglar una
avería.
- Un largo tiempo de arranque del proceso.
- Una mala planificación de la producción.
- Una mala gestión de las compras o poca sincronía con los proveedores.
- Problemas de calidad en los procesos anteriores.
c) Transporte: Cualquier movimiento innecesario de productos y materias primas ha de ser
minimizado, dado que se trata de un desperdicio que no aporta valor añadido al producto. El
realizar un transporte de piezas de ida y no pensar en la vuelta, representa un transporte eficaz
al 50%, hay que prever un recorrido eficiente, ya sea dentro de la propia empresa como en el
exterior. El transporte cuesta dinero, equipos, combustible y mano de obra, y también aumenta
los plazos de entrega.
Además hay que considerar que cada vez que se mueve un material puede ser dañado, y para
evitarlo aseguramos el producto para el transporte, lo cual también requiere mano de obra y
materiales. O el material puede ser ubicado en un espacio inadecuado de forma temporal, por lo
que se deberá volver a mover en un corto periodo de tiempo, lo que ocasionará nuevamente
mano de obra y costes innecesarios.
El transporte ineficiente de material puede ser causado por:
- Una mala distribución en la planta.
- El producto no fluye continuadamente.
- Grandes lotes de producción, largos tiempos de suministro y grandes áreas de
almacenamiento.
d) Procesado Extra: La optimización de los procesos y revisión constante del mismo es
fundamental para reducir fases que pueden ser innecesarias al haber mejorado el
proceso. Hacer un trabajo extra sobre un producto es un desperdicio que se debe eliminar, y que
es uno de los más difíciles de detectar, ya que muchas veces el responsable del sobreproceso
no sabe que lo está haciendo. Por ejemplo: limpiar dos veces, o simplemente, hacer un informe
que nadie va a consultar.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 45
e) Defectos: Se definen los defectos como cualquier característica, tanto en tiempo y materiales
como en energía de procesamiento, que generen disminución de la calidad de estos parámetros.
La filosofía Lean sugiere que los parámetros defectuosos deben corregirse y prevenirse, en vez
de buscarlos y eliminarlos.
f) Exceso de Inventarios: Se debe evitar el exceso de existencias o sobre-stock. Cualquier sobre-
stock tiende a que los productos almacenados en inventarios sufran de obsolescencia o pérdida
de calidad.
g) Movimientos Innecesarios: Se define como innecesario a cualquier movimiento que realice un
trabajador cuyo objetivo no sea la agregación de valor al producto o servicio realizado. Incluye a
personas en la empresa que constantemente están subiendo y bajando por documentos,
buscando, escogiendo, agachándose. Incluso, caminar mal, bajo esta óptica, puede ser
considerado un desperdicio.
h) Talento Humano: Corresponde al hecho de que cualquier persona no utilice su creatividad,
inteligencia y/o fuerza para eliminar desperdicios. Esto quiere decir que cuando una persona que
trabaja en la empresa no se ha capacitado ni es consciente de los 7 desperdicios anteriores, se
pierde su aporte en ideas, oportunidades de mejora, entre otros conocimientos.
4.1.4.1.2 Mapeo de la Cadena de Valor (Value Stream Map).
El Mapeo de la Cadena de Valor (Value Stream Map o VSM) corresponde a una herramienta visual
de Lean. Permite, en líneas generales, identificar todas las actividades en la planificación y
fabricación de un producto, con el fin de encontrar oportunidades de mejora que tengan un impacto
en la totalidad del VSM (y no en procesos aislados).
Esta herramienta se fundamenta en la diagramación de dos mapas de la cadena de valor, uno
presente y uno fututo, que harán posible documentar y visualizar el estado actual y real del proceso
que se va a mejorar, y el estado posterior, ideal o que se quiere alcanzar una vez se hayan realizado
las actividades de mejoramiento.
Figura 4.9: Esquema sencillo de un VSM para el proceso de transporte en el rajo
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 46
4.1.4.1.3 Kaizen.
Kaizen significa Mejoramiento Continuo y está basado en el análisis de los elementos de un proceso
para entender cómo funciona y de esta forma descubrir cómo mejorarlo. Lean está fundamentado
en Kaizen donde la idea es generar cambios pequeños, incrementales y graduales sobre períodos
largos de tiempo para lograr un impacto potente en el negocio mediante la eliminación de
desperdicios y la adición de valor en los procesos.
El factor principal en para comenzar un Kaizen al interior de la empresa es conocer su potencial y
reconocer la importancia de las pequeñas ideas. Cuando hablamos de Kaizen se debe tener
mantener una mente abierta y tener en cuenta que por más ridícula o insignificante que inicialmente
pueda parecer una idea, puede llevar a obtención de grandes resultados.
4.1.4.1.4 Las 5S.
Las 5s es una metodología nacida en Japón que tiene como objetivo mantener un lugar de trabajo
organizado, limpio y seguro; en el cual se puedan llevar a cabo procesos con un alto nivel de
desempeño. Por esto, las 5S se consideran clave en la implementación de Lean y la eliminación de
desperdicios.
Sólo hay que imaginarse como se podría ser productivo en un proceso en el que las áreas o el lugar
de trabajo es sucio y desorganizado o en el que no se encuentran los instrumentos de trabajo. El
típico ejemplo de la corchetera, ejemplificado en el hecho de que muchísimas veces, en una oficina,
se escucha la pregunta: ¿Dónde está la corchetera? Las 5S previenen y aseguran que este tipo de
situaciones no se presenten.
Las 5S entonces están basadas en 5 palabras en japonés que comienzan por la letra S:
- Seiri: Clasificar: Se debe mantener únicamente lo necesario en el puesto de trabajo, el resto
debe ser removido.
- Seiton: Ordenar: Una vez se han definido los elementos o herramientas necesarias para el
trabajo, éstas deben ser ordenadas e identificadas de manera que sean de fácil acceso y uso.
- Seiso: Limpiar: El área y lugar de trabajo debe mantenerse limpio para mantener un alto
desempeño.
- Seiketsu: Estandarizar: Eliminar las causas de la suciedad y el desorden y hacer un estándar
de las 3 primeras S.
- Shitsuke: Sostener: Se refiere al mantenimiento de los estándares, de esta forma se asegura
que el sistema se mantenga y no se regrese a las prácticas anteriores.
Las 5S es una metodología que todos deben vivir al interior de la empresa y, para comenzar a
implementarse, se debe escoger un área de la empresa y aplicar las 5S completas. Una vez se han
completado las 5S en el área de enfoque, se pueden realizar eventos 5S para replicarlas a otras
áreas de la empresa, incluyendo también las administrativas.
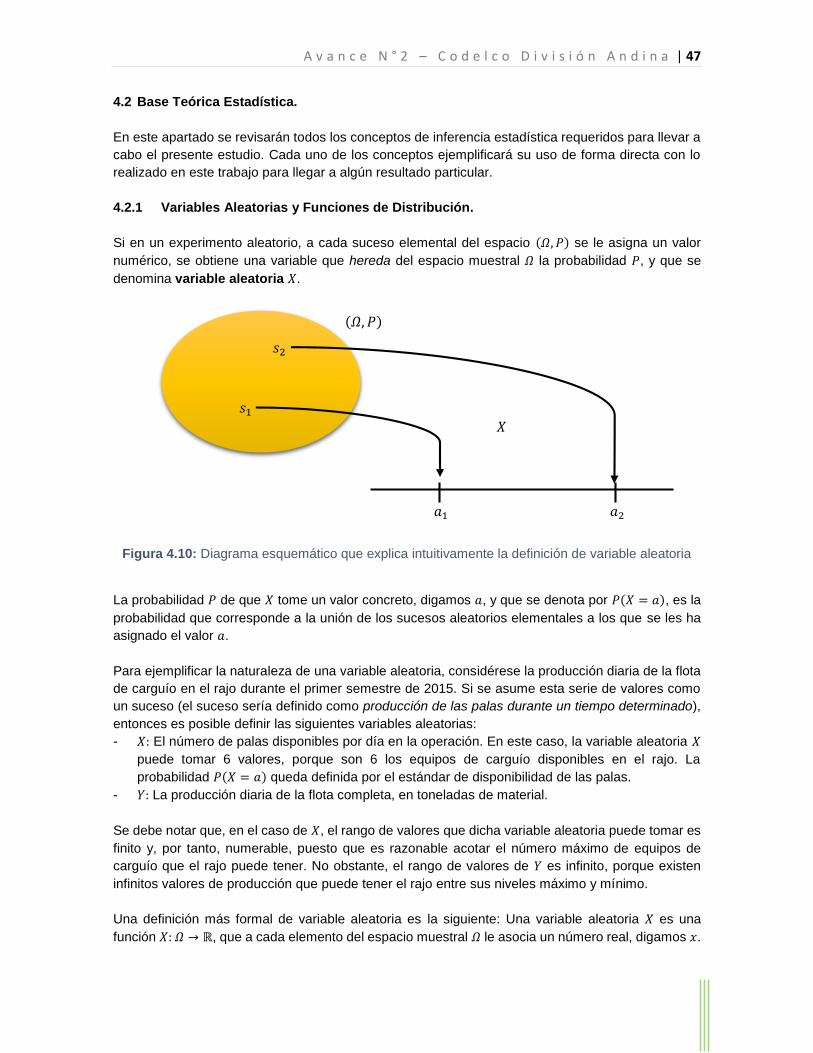
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 47
4.2 Base Teórica Estadística.
En este apartado se revisarán todos los conceptos de inferencia estadística requeridos para llevar a
cabo el presente estudio. Cada uno de los conceptos ejemplificará su uso de forma directa con lo
realizado en este trabajo para llegar a algún resultado particular.
4.2.1 Variables Aleatorias y Funciones de Distribución.
Si en un experimento aleatorio, a cada suceso elemental del espacio (𝛺, 𝑃) se le asigna un valor
numérico, se obtiene una variable que hereda del espacio muestral 𝛺 la probabilidad 𝑃, y que se
denomina variable aleatoria 𝑋.
Figura 4.10: Diagrama esquemático que explica intuitivamente la definición de variable aleatoria
La probabilidad 𝑃 de que 𝑋 tome un valor concreto, digamos 𝑎, y que se denota por 𝑃(𝑋 = 𝑎), es la
probabilidad que corresponde a la unión de los sucesos aleatorios elementales a los que se les ha
asignado el valor 𝑎.
Para ejemplificar la naturaleza de una variable aleatoria, considérese la producción diaria de la flota
de carguío en el rajo durante el primer semestre de 2015. Si se asume esta serie de valores como
un suceso (el suceso sería definido como producción de las palas durante un tiempo determinado),
entonces es posible definir las siguientes variables aleatorias:
- 𝑋: El número de palas disponibles por día en la operación. En este caso, la variable aleatoria 𝑋
puede tomar 6 valores, porque son 6 los equipos de carguío disponibles en el rajo. La
probabilidad 𝑃(𝑋 = 𝑎) queda definida por el estándar de disponibilidad de las palas.
- 𝑌: La producción diaria de la flota completa, en toneladas de material.
Se debe notar que, en el caso de 𝑋, el rango de valores que dicha variable aleatoria puede tomar es
finito y, por tanto, numerable, puesto que es razonable acotar el número máximo de equipos de
carguío que el rajo puede tener. No obstante, el rango de valores de 𝑌 es infinito, porque existen
infinitos valores de producción que puede tener el rajo entre sus niveles máximo y mínimo.
Una definición más formal de variable aleatoria es la siguiente: Una variable aleatoria 𝑋 es una
función 𝑋: 𝛺 → ℝ, que a cada elemento del espacio muestral 𝛺 le asocia un número real, digamos 𝑥.
𝑠1
𝑠2
𝑎1 𝑎2
(𝛺, 𝑃)
𝑋

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 48
Considérense, además, las siguientes propiedades de la variable aleatoria 𝑋:
a) El conjunto de valores reales que tienen asociado algún elemento del espacio muestral 𝛺 se
denomina rango de la variable aleatoria, que se denota como 𝛺𝑋. Es conveniente, desde la óptica
más purista, definir el rango como sigue:
𝛺𝑋 = {𝑥 ∈ ℝ | ∃ 𝑠 ∈ 𝛺; 𝑋(𝑠) = 𝑥}
b) Si 𝛺𝑋 es un conjunto finito o numerable, entonces la variable aleatoria se denomina discreta. Por
otro lado, si 𝛺𝑋 es un intervalo de números reales, digamos 𝐼 = (𝑎, 𝑏), tal que 𝑎 < 𝑥 < 𝑏, la
variable aleatoria es llamada continua.
Con frecuencia, es conveniente representar todas las probabilidades de una variable aleatoria 𝑋
mediante alguna fórmula matemática. Tal fórmula necesariamente sería una función de los valores
numéricos 𝑥 que están contenidos en el rango 𝛺𝑋 de la variable aleatoria, que se denotaría, como
suele hacerse con las funciones, como 𝑓(𝑥), 𝑔(𝑥) o alguna notación similar. Por lo tanto, se define
la probabilidad de que la variable aleatoria 𝑋 tome el valor 𝑥 ∈ 𝛺𝑋 como 𝑃(𝑋 = 𝑥) = 𝑓(𝑥). En tal caso,
la función 𝑓 es llamada función de densidad de probabilidad para la variable aleatoria 𝑋.
Las variables aleatorias que suscitan mayor interés son las variables aleatorias continuas, porque
finalmente corresponden a una generalización de las variables aleatorias discretas y suelen
representar procesos más reales. Sin embargo, las funciones de densidad de probabilidad para
variables aleatorias continuas definen siempre probabilidades nulas, porque 𝑃(𝑋 = 𝑎), siendo 𝑎 uno
de los infinitos valores que puede tomar una variable aleatoria continua 𝑋, es cero. Para entender
esto, considérese el siguiente experimento: Supongamos que deseamos determinar la probabilidad
de que, en un juego de tiro al blanco, le acertemos exactamente a un punto del tablero con el dardo.
Sea 𝑋 la variable aleatoria que describe el resultado de este experimento. Así, en el sentido clásico,
si el valor 𝑎 representa el punto exacto en el tablero al cual llega el dardo, entonces la probabilidad
de acertar justo en ese punto es
𝑃(𝑋 = 𝑎) =𝐶𝑎𝑠𝑜𝑠 𝐹𝑎𝑣𝑜𝑟𝑎𝑏𝑙𝑒𝑠
𝐶𝑎𝑠𝑜𝑠 𝑃𝑜𝑠𝑖𝑏𝑙𝑒𝑠=
𝑎
𝑛
Donde 𝑛 representa el total de puntos que hay en el tablero (que, se supone, es circular). No
obstante, considerando que existen infinitos puntos en el tablero, finalmente el resultado es el
siguiente
𝑃(𝑋 = 𝑎) = limn→∞
𝑎
𝑛= 0
Por lo tanto, una función de densidad de probabilidad para una variable aleatoria continua cobra
sentido si se acotan los valores a un intervalo de puntos dentro de su rango. Sea entonces 𝑓(𝑥) una
función continua, o bien, con un número finito de discontinuidades en ℝ (i.e. continua a trozos enℝ),
y sea 𝐼 = [𝑎, 𝑏] ⊆ ℝ. La función 𝑓 será llamada función de densidad de probabilidad para la variable
aleatoria continua 𝑋, definida en [𝑎, 𝑏], si cumple con las siguientes condiciones:
1. 𝑓(𝑥) ≥ 0; 𝑥 ∈ ℝ.
2. ∫ 𝑓(𝑥) 𝑑𝑥∞
−∞= 1.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 49
3. 𝑃(𝑎 ≤ 𝑋 ≤ 𝑏) = ∫ 𝑓(𝑥) 𝑑𝑥𝑏
𝑎.
Se define además la función de distribución acumulada 𝐹(𝑥) para una variable aleatoria continua
𝑋 con función de densidad 𝑓(𝑥), como:
𝐹(𝑥) = 𝑃(𝑋 ≤ 𝑥) = ∫ 𝑓(𝑡) 𝑑𝑡𝑥
−∞
De lo anterior, es claro que:
- 𝑃(𝑎 ≤ 𝑋 ≤ 𝑏) = 𝐹(𝑏) − 𝐹(𝑎).
- 𝑓(𝑥) = 𝐹′(𝑥), siempre que la derivada exista.
Las funciones de distribución son extremadamente útiles en el análisis estadístico de un conjunto de
datos, porque permiten predecir sus certidumbres (probabilidades) cuando estos datos se ajustan
de manera aproximada a una distribución de probabilidad teórica. En el presente estudio, todos los
KPIs del rajo han sido analizados en base a sus distribuciones de probabilidad, obteniéndose ajustes
significativos para las siguientes funciones teóricas:
- Distribución normal.
- Distribución log-normal.
- Distribución de Gumbel.
- Distribución logística.
- Distribución de Weibull.
Cada una de estas funciones de distribución ha sido definida en el Anexo N°1.
4.2.2 Pruebas de Hipótesis.
4.2.2.1 Definición.
Una prueba de hipótesis es uno de los procedimientos más utilizados dentro del marco de la
inferencia estadística para juzgar si una propiedad supuesta en una(s) población(es) estadística(s)
es(son) consistente(s) o compatible(s) con las observaciones realizadas en una (o más) muestra de
dicha(s) población(es). La prueba de hipótesis es, por tanto, una herramienta que permite tomar una
decisión sobre alguna relación entre muestras basado en evidencia estadística bajo un nivel de
significación40 determinado por quien realiza la respectiva investigación.
Dentro de este contexto, se define la hipótesis nula 𝐻0 a la hipótesis (o supuesto estadístico) que
se desea probar mediante esta herramienta, siendo nula por el hecho de atribuírsele nulo efecto,
valor o consecuencia; es decir, se asume como el supuesto de una propiedad evidente y puede
entenderse en el sentido de ser neutra. Por este efecto, la hipótesis nula 𝐻0 nunca se considera
probada, aunque la prueba de significación indique que haya suficiente evidencia estadística como
40 El nivel de significación de una prueba de hipótesis se define, en palabras simples, como la probabilidad de
cometer el error de rechazar una hipótesis cuya evidencia estadística sugiere que ésta es cierta.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 50
para rechazarla. Por otro lado, la hipótesis contraria a 𝐻0 se denomina hipótesis alternativa 𝐻1,
definida como el suceso opuesto a 𝐻0.
Entonces, a partir de una muestra o población que se desea estudiar, se determina una función
llamada estadístico de prueba, cuya distribución de probabilidad está relacionada con la hipótesis
en estudio y naturalmente ya es conocida. Así, se define como región de rechazo al conjunto de
valores cuyas probabilidades son mínimas41 bajo la hipótesis nula. De igual forma, la probabilidad
de que el valor del estadístico de prueba esté fuera de la región de rechazo (o dentro de la región
de aceptación de la hipótesis) puede contrastarse con la distribución de probabilidad respectiva de
este estadístico.
Figura 4.11: Ilustración de una región de aceptación para una prueba de hipótesis tal que el
estadístico de prueba sigue una distribución normal. La hipótesis nula, para este efecto, es cierta cuando la probabilidad del estadístico de prueba está entre dos valores equiespaciados de la
media en esta distribución (esto se conoce formalmente como prueba de dos colas)
4.2.2.2 Errores en el Contraste.
Una vez realizada la prueba de hipótesis, se contará con evidencia estadística suficiente para aceptar
𝐻0 o 𝐻1, y la decisión realizada podrá o no coincidir con la realidad. En este contexto, pueden darse
cualquiera de los cuatro casos que se muestran en la Tabla 4.2.
Tabla 4.2: Situaciones posibles tras una prueba de hipótesis
𝑯𝟎 es cierta 𝑯𝟏 es cierta
Se aceptó 𝑯𝟎 No hay error Error del tipo II
Se aceptó 𝑯𝟏 Error del tipo I No hay error
Si la probabilidad de cometer un error del tipo I está determinada, su valor suele denotarse como 𝛼
(llamado nivel de significación42) y, bajo estas mismas condiciones, la probabilidad de cometer un
error del tipo II se denota como 𝛽. Se denomina potencia de la prueba al valor 𝑃 = 1 − 𝛽: la
probabilidad de escoger 𝐻1 cuando ésta es cierta.
Normalmente, en cualquier prueba de significación estadística, lo que se busca es minimizar el valor
de 𝛼. No obstante, si la muestra en cuestión tiene un tamaño fijo (número de datos constante, como
41 Esto hace referencia al conjunto de valores para el que la hipótesis nula es rechazada si el valor del estadístico
de prueba observado está dentro de él. 42 La probabilidad 1 − 𝛼 se conoce como nivel de confianza de la prueba.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 51
la producción diaria de las palas durante el primer semestre de 2015 o las horas horómetros de la
flota CAEX en este mismo período), disminuir el nivel de significación 𝛼 conduce a aumentar la
probabilidad de cometer un error del tipo II (𝛽) y, con ello, la potencia de la prueba.
Los estadísticos de prueba más utilizados siguen las siguientes distribuciones de probabilidad:
- Distribución normal.
- Distribución χ2 de Pearson.
- Distribución t de Student.
- Distribución F de Fisher-Snedecor.
Cada una de estas distribuciones será definida en el Anexo N°1. En el Anexo N°2 se mostrará el uso
de las pruebas de hipótesis en una problemática definida en la flota CAEX del rajo.
4.2.2.3 Tipos más Comunes de Pruebas de Hipótesis.
La Tabla 4.2 reúne las pruebas de significación estadística más utilizadas en ingeniería. En el
presente estudio, se utilizó la prueba de hipótesis para la diferencia de medias con varianzas
conocidas en dos muestras distintas de dos poblaciones con una relación aparente, en virtud de
determinar los principales responsables del bajo desempeño de la flota CAEX y su costo operativo
según contrato MARC. Este estudio puede verse en el Anexo N°2.
Se define previamente la siguiente notación:
- 𝜇: Media de una población.
- 𝜇0: Valor supuesto para la media.
- �̅�: Media de una muestra a probar.
- 𝑛: Tamaño de la muestra.
- 𝜎: Desviación estándar de una población.
- 𝜎0: Valor supuesto para la desviación estándar.
- 𝑠: Desviación estándar real de una muestra.
- 𝑝: Probabilidad de que una variable aleatoria 𝑋 tenga un valor 𝑝0.
- 𝑧𝛼: Valor de la distribución normal canónica evaluado en 𝛼.
- 𝜒𝛼2: Valor de la distribución χ2 de Pearson con 𝛼 grados de libertad.
- 𝑡𝛼: Valor de la distribución t de Student con 𝛼 grados de libertad.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 52
Tabla 4.3: Pruebas de hipótesis más usuales
Prueba para la media (varianza de la población conocida):
Hipótesis
nula
Hipótesis
alternativa
Estadístico de
prueba bajo 𝑯𝟎 Región de Rechazo
𝐻0: 𝜇 = 𝜇0 𝐻1: 𝜇 ≠ 𝜇0 𝑍 =
�̅� − 𝜇0
𝜎
√𝑛
𝑅𝐶 = {𝑍 < −𝑧𝛼/2} ∩ {𝑍 > 𝑧𝛼/2}
𝐻0: 𝜇 ≤ 𝜇0 𝐻1: 𝜇 > 𝜇0 𝑅𝐶 = {𝑍 > 𝑧𝛼/2}
𝐻0: 𝜇 ≥ 𝜇0 𝐻1: 𝜇 < 𝜇0 𝑅𝐶 = {𝑍 < −𝑧𝛼/2}
Prueba para la varianza:
Hipótesis
nula
Hipótesis
alternativa
Estadístico de
prueba bajo 𝑯𝟎 Región de Rechazo
𝐻0: 𝜎 = 𝜎0 𝐻1: 𝜎 ≠ 𝜎0
𝜒2 =(𝑛 − 1)𝑠2
𝜎02
𝑅𝐶 = {𝜒2 < 𝜒2𝛼2
} ∩ {𝜒2 > 𝜒2𝛼2
}
𝐻0: 𝜎 ≤ 𝜎0 𝐻1: 𝜎 > 𝜎0 𝑅𝐶 = {𝜒2 > 𝜒2𝛼2
}
𝐻0: 𝜎 ≥ 𝜎0 𝐻1: 𝜎 < 𝜎0 𝑅𝐶 = {𝜒2 < 𝜒2𝛼2
}
Prueba para la media (varianza de la población desconocida):
Hipótesis
nula
Hipótesis
alternativa
Estadístico de
prueba bajo 𝑯𝟎 Región de Rechazo
𝐻0: 𝜇 = 𝜇0 𝐻1: 𝜇 ≠ 𝜇0 𝑇 =
�̅� − 𝜇0
𝑠
√𝑛
𝑅𝐶 = {𝑇 < −𝑡𝛼/2} ∩ {𝑇 > 𝑡𝛼/2}
𝐻0: 𝜇 ≤ 𝜇0 𝐻1: 𝜇 > 𝜇0 𝑅𝐶 = {𝑇 > 𝑡𝛼/2}
𝐻0: 𝜇 ≥ 𝜇0 𝐻1: 𝜇 < 𝜇0 𝑅𝐶 = {𝑇 < −𝑡𝛼/2}
Prueba para una proporción:
Hipótesis
nula
Hipótesis
alternativa
Estadístico de
prueba bajo 𝑯𝟎 Región de Rechazo
𝐻0: 𝑝 = 𝑝0 𝐻1: 𝑝 ≠ 𝑝0 𝑍 =
�̂� − 𝑝0
√𝑝0𝑞0
𝑛
𝑅𝐶 = {𝑍 < −𝑧𝛼/2} ∩ {𝑍 > 𝑧𝛼/2}
𝐻0: 𝑝 ≤ 𝑝0 𝐻1: 𝑝 > 𝑝0 𝑅𝐶 = {𝑍 > 𝑧𝛼/2}
𝐻0: 𝑝 ≥ 𝑝0 𝐻1: 𝑝 < 𝑝0 𝑅𝐶 = {𝑍 < −𝑧𝛼/2}
Prueba para la diferencia de medias (varianzas conocidas):
Hipótesis
nula
Hipótesis
alternativa
Estadístico de
prueba bajo 𝑯𝟎 Región de Rechazo
𝐻0: 𝜇1 − 𝜇2 = 0 𝐻1: 𝜇1 − 𝜇2 ≠ 0
𝑍 =�̅�1 − �̅�2 − (𝜇1 − 𝜇2)
√𝜎1
2
𝑛1+
𝜎22
𝑛2
𝑅𝐶 = {𝑍 < −𝑧𝛼/2} ∩ {𝑍 > 𝑧𝛼/2}
Existen una gran cantidad de software estadístico que facilita la toma de decisiones en base a las
pruebas de hipótesis, tales como StatGraphics®, MatLab®, XLStat®, Crystal Ball® MS Excel®. No
obstante, en el presente estudio, la prueba fue realizada de forma manual (dado que su dificultad no
es muy elevada).

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 53
4.2.3 Pruebas de Bondad del Ajuste.
4.2.3.1 Definición.
Una prueba de bondad del ajuste corresponde a un modelo estadístico que permite determinar si
una muestra de datos de tamaño 𝑛 significativa (𝑛 ≥ 25) se ajusta o no a alguna distribución de
probabilidad teórica, con un grado de confianza significativo (normalmente del 95%).
Las pruebas de bondad del ajuste fueron utilizadas para determinar las distribuciones de probabilidad
más adaptables a los KPIs estudiados durante el primer semestre de 2015. Esto es, producción,
desempeño y rendimiento para cada flota en el rajo.
4.2.3.2 Prueba χ2 de Pearson.
La prueba χ2 de Pearson (conocida informalmente como prueba chi-cuadrado) es la más simple de
todas las pruebas de ajuste estadístico. Corresponde a una prueba de hipótesis donde se mide la
discrepancia existente entre una distribución observada de datos en una muestra versus alguna
distribución teórica que, se sospecha, podría seguir dicha muestra.
El estadístico de prueba de Pearson, para una muestra de tamaño 𝑛, se define como
𝜒2 = ∑[dato observado(𝑖) − valor teórico(𝑖)]2
valor teórico(𝑖)
𝑛
𝑖=1
Cuanto menos valga el estadístico de prueba de Pearson, mayor será la certeza de que los datos se
ajustan a la distribución teórica supuesta.
No obstante, debe tenerse en consideración que la prueba chi-cuadrado no tiene buenos resultados
cuando se intenta probar ajustes versus distribuciones teóricas continuas (sean éstas paramétricas43
o no). Frente a esto, los criterios de decisión proporcionados por otras pruebas de ajuste son de
mayor confiabilidad. Sin embargo, por su simplicidad, esta prueba goza de gran popularidad en
ingeniería y minería de datos.
4.2.3.3 Prueba de Kolmogorov-Smirnov.
La prueba de Kolmogorov-Smirnov (conocida informalmente como prueba de K-S) es una de las
alternativas más confiables en el ajuste de distribuciones de datos muestrales cuando se sospecha
que éstos siguen una distribución teórica paramétrica (centrada o referida a la media o mediana).
La prueba de K-S puede ser establecida como una prueba de hipótesis, donde:
- 𝐻0: Los datos analizados siguen una distribución de probabilidad 𝑀.
- 𝐻1: Los datos analizados no siguen una distribución de probabilidad 𝑀.
43 Se define una distribución de probabilidad como “paramétrica” cuando ésta se encuentra caracterizada por
estadígrafos de uso común. Por ejemplo, la distribución normal es paramétrica porque depende de dos constantes: media y varianza, que son de uso común en estadística. Por otro lado, la distribución de Weibull es “no paramétrica”, porque depende otras constantes que se denominan parámetros de forma y escala, que son típicos de estas distribuciones.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 54
El estadístico de prueba de K-S se define entonces como
𝐷 = sup1≤𝑖≤𝑛
|�̂�𝑛(𝑥𝑖) − 𝐹0(𝑥𝑖)|
Donde:
- 𝑥𝑖 es el i-ésimo valor observado en la muestra y cuyos valores se han ordenado previamente de
menor a mayor.
- �̂�𝑛(𝑥𝑖) es un estimador de la probabilidad de observar valores menores o iguales que 𝑥𝑖.
- 𝐹0(𝑥𝑖) es la probabilidad de observar valores menores o iguales que 𝑥𝑖 cuando 𝐻0 es cierta.
Así, el estadístico de K-S es la mayor diferencia absoluta entre la frecuencia acumulada �̂�𝑛(𝑥𝑖) y la
frecuencia acumulada teórica 𝐹0(𝑥𝑖), obteniéndose esta última a partir de la distribución de
probabilidad que se especifica como hipótesis nula. Por lo tanto, cuanto menor sea el valor de 𝐷,
mayor será el ajuste de la distribución teórica 𝑀 a los datos empíricos.
No obstante, la prueba de Kolmogorov-Smirnov tiene una excelente potencia para distribuciones de
probabilidad paramétricas, referidas a medidas de tendencia central. Cuando el ajuste se realiza
versus distribuciones no paramétricas, pruebas como la de Anderson-Darling tienen una mejor
potencia, porque la prueba de Kolmogorov-Smirnov pierde confiabilidad en las colas de la
distribución a testear versus las muestras.
4.2.3.4 Prueba de Anderson-Darling.
La prueba de Anderson-Darling (conocida informalmente como prueba A-D) constituye una de las
herramientas más poderosas en las pruebas de ajuste en inferencia estadística. Es, esencialmente,
una versión mejorada de la prueba de Kolmogorov-Smirnov, en la cual, para mejorar la potencia de
la prueba cuando se desea probar el ajuste de una muestra frente a distribuciones no paramétricas,
se le da un mayor peso a las colas de la distribución.
El estadístico de prueba de Anderson-Darling sigue una distribución F de Fisher-Snedecor, y se
define como
𝐴𝑛2 = 𝑛 ∫
[𝐹𝑛(𝑥) − 𝑓(𝑥)]2
𝑓(𝑥)[1 − 𝑓(𝑥)]𝑓(𝑥) 𝑑𝑥
∞
−∞
Donde:
- 𝐹𝑛(𝑥) es la distribución observada de los datos.
- 𝑓(𝑥) es la distribución teórica a la cual se desea ajustar los datos.
- 𝑛 es el número total de datos de la muestra a analizar.
La expresión anterior puede aproximarse a la siguiente sumatoria
𝐴𝑛2 = −𝑛 −
1
𝑛∑(2𝑖 − 1)[ln 𝐹(𝑥𝑖) + ln(1 − 𝐹(𝑥𝑛+1−𝑖))]
𝑛
𝑖=1

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 55
Cuyo cálculo es más sencillo y tiene un valor muy similar. Como sucede en las otras pruebas de
ajuste, el valor del estadístico de prueba de Anderson-Darling debe tender a cero cuánto más
confiable sea el ajuste de distribución.
En el Anexo N°3 se mostrará la utilización de las pruebas de bondad del ajuste en una problemática
referida a la flota de carguío del rajo.
4.2.4 Simulación Estocástica.
4.2.4.1 Definición44.
La simulación corresponde, en términos absolutos, al proceso de diseñar un modelo de un sistema
real (como es la producción o utilización de un equipo) y llevar a cabo experimentos sobre él con la
finalidad de aprender el comportamiento del sistema o de evaluar diversas estrategias para su
funcionamiento, optimización o mejoramiento de su desempeño.
El objetivo de la simulación es entonces crear un modelo de un sistema complejo a partir de la mera
observación. No obstante, en el campo de estudio que aborda este trabajo (la productividad del rajo,
a groso modo), este modelo es probabilístico: describe la certidumbre de ocurrencia de un nivel de
productividad en función de los niveles de otros KPIs que hacen de entrada a esta respuesta,
entendiéndolos como un vector de variables aleatorias y, siendo la productividad, una función de
dicho vector.
4.2.4.2 Proceso de Simulación.
La técnica de simulación más popular, por su sencillez y enorme funcionalidad, es la llamada
simulación de Monte Carlo. Este proceso puede describirse como un método no determinista
utilizado para aproximar expresiones matemáticas complejas y costosas de evaluar con exactitud.
Para ello, se asume que las entradas del sistema que se desea modelar en virtud del tiempo son
variables aleatorias cuya realización, previo ajuste, conduce a una distribución de probabilidad para
una salida determinada que están en función de ellas, utilizando para ello números aleatorios como
núcleo de un proceso iterativo45.
44 Varios conceptos son utilizados en esta definición y merecen un espacio adicional para ser comentados. En
primer lugar, un “sistema” corresponde a un conjunto de objetos o ideas que están interrelacionadas entre sí como una unidad para la consecución de un fin (por ejemplo, la operación de los CAEX en el rajo es un sistema, porque puede explicarse como la interrelación de varios KPIs como producción, disponibilidad, utilización, entre otros, para llegar a una productividad bien definida). Naturalmente, forma parte de la realidad. Por otro lado, un “modelo” es una representación simplificada de un sistema. O dicho de forma más elegante, una abstracción de la realidad.
45 Quizás esta definición sea complicada de entender, pero es la formalidad. No obstante, una definición más
sencilla y ejemplificada del método de Monte Carlo es la siguiente: Si se tienen, por ejemplo, tres KPIs de entrada de un proceso o sistema (digamos, producción, disponibilidad física y utilización efectiva de una pala), y un KPI de salida (digamos, rendimiento), entonces la simulación ejecuta la siguiente lista de tareas a fin de poder entregar como resultado la distribución de probabilidad de dicho KPI de salida: - Determinar, mediante pruebas de ajuste, las distribuciones de probabilidad que mejor se ajustan a los KPI
de entrada, entendiendo dicho input como un vector aleatorio. - A partir de un número de iteraciones definido por el investigador, se le asigna un número aleatorio a cada
iteración, cuya probabilidad está definida por las distribuciones definidas en el paso anterior.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 56
En el Anexo N°3 se mostrará cómo se utiliza la simulación de Monte Carlo en un problema relativo
a la flota de carguío del rajo.
4.2.5 Análisis de Sensibilidad.
El análisis de sensibilidad corresponde a un procedimiento estadístico que permite determinar el
peso de las variables de entrada que modelan o determinan una o más variables de salida en
términos de su contribución a la varianza.
Sea 𝑌 una variable aleatoria de salida y {𝑋𝑖}𝑖=1𝑛 una colección de 𝑛 variables aleatorias que conforman
la entrada de 𝑌. Luego, la función 𝑌 = 𝑓(�⃗�) representa la realización de un KPI de salida en función
de una serie de KPIs que sirven de entrada. Si la función 𝑓 es continua en el rango de las variables
aleatorias que hacen de entrada al modelo, entonces se define la variabilidad de 𝑌 respecto de la i-
ésima entrada 𝑋𝑖 como la derivada parcial de 𝑌 respecto de esa variable
Cambio en 𝑌 debido a 𝑋𝑖 =𝜕𝑌
𝜕𝑋𝑖
Para determinar qué variable de entrada pesa más en la respuesta de la variable de salida, se tiene
el siguiente procedimiento:
- Determinar la función 𝑌 = 𝑓(�⃗�), ya sea mediante técnicas de modelación matemática, o bien,
mediante simulación. Muchas veces esto no es necesario, porque ya se sabe la relación entre
las variables. Esto es muy útil en el rajo, donde, si se desea observar las variaciones en el
rendimiento de una flota, se sabe que éste es directamente proporcional a la producción e
inversamente proporcional a la disponibilidad física y utilización efectiva.
- Determinar las diferentes derivadas 𝜕𝑌/𝜕𝑋𝑖 que modelan la variabilidad del KPI de salida 𝑌
respecto de los KPI de entrada.
- Calcular el cambio promedio en el KPI de salida debido a la variación según cada KPI de entrada.
- Listar estos cambios de forma ordenada. La variable que genera las mayores variaciones es el
KPI que más interesa analizar dentro del ámbito del KPI de salida.
4.2.6 Análisis de Varianza.
En el análisis de sensibilidad, se requiere siempre de una función que modele la relación entre los
diferentes KPI de entrada respecto de un KPI de salida. No obstante, no siempre se puede disponer
de tal función. Además, el análisis de sensibilidad tiene una gran desventaja: no es posible observar
como los efectos combinados de varias variables entre la totalidad de las entradas del problema
afectan la variabilidad del KPI de salida. El análisis de varianza o ANOVA (del acrónimo Analysis Of
Variance), solventa ambos problemas. Pero para ello, se requiere asumir que un proceso estocástico
puede ser asumido como una suerte de experimento.
- Luego se genera la simulación propiamente tal, donde se emula la realización del proceso mediante un
proceso iterativo (normalmente, 1000 iteraciones como mínimo, a fin de obtener convergencia). - Finalmente, el KPI de salida se muestra como un histograma de frecuencias simuladas que finalmente
también se ajusta a una distribución teórica, que finalmente se apunta como el “modelo” buscado. Es interesante señalar que, si las iteraciones fuesen infinitas, la simulación se haría igual al sistema. Luego, se tiene una consecuencia que podría calificarse como “mágica”: La simulación converge a la realidad.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 57
Un experimento es un cambio en las condiciones de operación de un sistema o proceso, que se
hace con el objetivo de medir el efecto del cambio sobre una o varias propiedades del producto o
resultado. Asimismo, el experimento permite aumentar el conocimiento acerca del sistema. Por
ejemplo, en un proceso metalúrgico se pueden probar diferentes temperaturas y presiones, y medir
el cambio observado en el rendimiento del proceso. Al analizar los efectos (datos) se obtiene
conocimiento acerca del proceso metalúrgico, lo cual permite mejorar su desempeño. Un ejemplo
clásico es el continuo estudio que se realiza en laboratorios de pruebas metalúrgicas a fin de
encontrar una serie de reactivos químicos que permitan, en condiciones controladas, mejorar la
eficiencia, efectividad y eficacia en la recuperación de un metal o mineral en particular.
La Figura 4.12 muestra un diagrama sencillo de un proceso experimental.
Figura 4.12: Mapa conceptual que ilustra el proceso experimental
Un experimento tiene varios parámetros a considerar a fin de efectuar un análisis de varianza
acabado: Los factores que intervienen en el proceso (que, en el lenguaje utilizado en este estudio,
responden netamente a los KPI de entrada que actúan en un proceso), que pueden ser controlables
(y que son los que le interesa al investigador) o no controlables; la variable de respuesta, que
constituye el KPI de salida sobre el cual se desea averiguar las contribuciones más importantes a su
variabilidad; los niveles de cada factor, que son los valores diferentes que toma cada KPI de entrada
en el experimento; y los tratamientos sobre cada factor, que constituye la combinación de todos los
niveles estudiados para un factor en particular.
No obstante, existen errores al margen de lo poderosa de esta herramienta estadística. Obviamente,
se desea que el error aleatorio sea poco significativo en términos de magnitud. Por lo tanto, si los
factores que no se estudiaron en el experimento son las componentes de dicho término de error, es
natural que se quiera que el efecto que tienen dichos factores en la(s) variable(s) de respuesta sea
despreciable, así como la variabilidad de las mediciones hechas bajo las mismas condiciones. No
obstante, el error aleatorio también se ve afectado por cualquier error que cometa el experimentador
en el desarrollo de los experimentos. Y si dichos errores tienen un impacto realmente significativo en
la respuesta, se hablará de error experimental.
Los procesos llevados a cabo en el rajo no son experimentos, sino sucesos estocásticos que tienen
un alto grado de aleatorización. Sin embargo, aun así, es posible determinar mediante el análisis de
varianza el impacto de sus entradas en un KPI de salida, porque los niveles de un experimento no
Proceso
Input
Factores
controlables
Factores no
controlables
Causas
Output
Características de
calidad o variables
de respuesta
Efectos
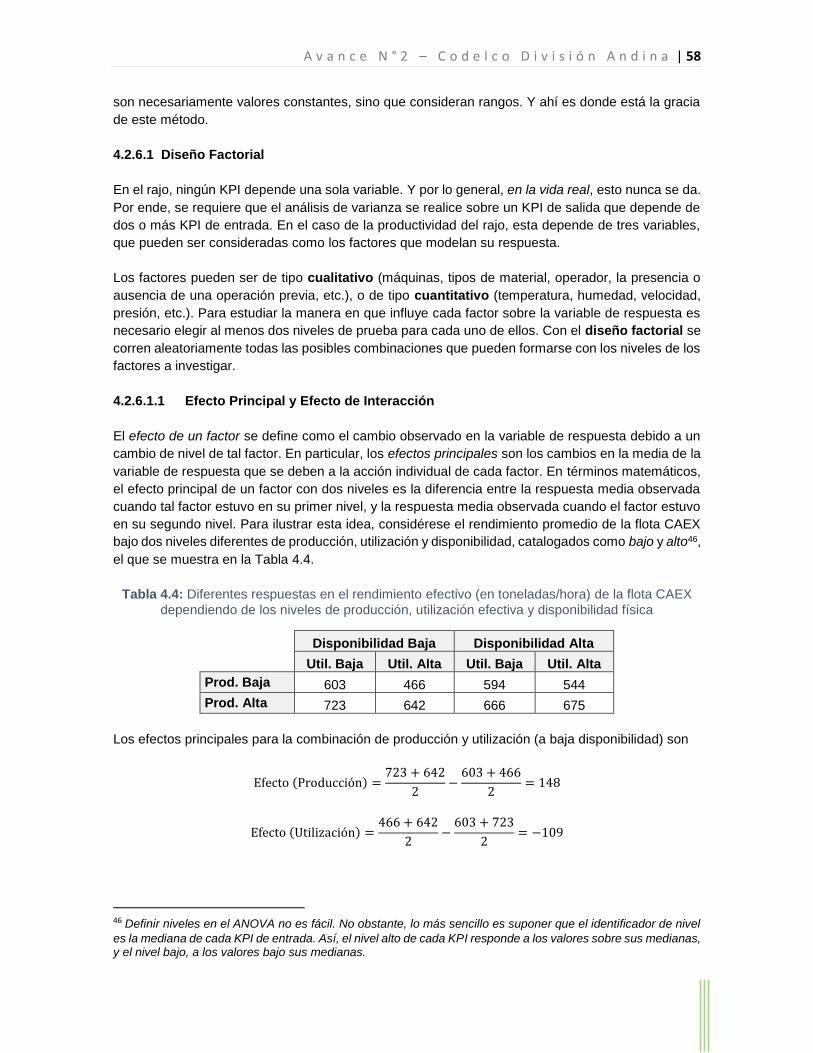
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 58
son necesariamente valores constantes, sino que consideran rangos. Y ahí es donde está la gracia
de este método.
4.2.6.1 Diseño Factorial
En el rajo, ningún KPI depende una sola variable. Y por lo general, en la vida real, esto nunca se da.
Por ende, se requiere que el análisis de varianza se realice sobre un KPI de salida que depende de
dos o más KPI de entrada. En el caso de la productividad del rajo, esta depende de tres variables,
que pueden ser consideradas como los factores que modelan su respuesta.
Los factores pueden ser de tipo cualitativo (máquinas, tipos de material, operador, la presencia o
ausencia de una operación previa, etc.), o de tipo cuantitativo (temperatura, humedad, velocidad,
presión, etc.). Para estudiar la manera en que influye cada factor sobre la variable de respuesta es
necesario elegir al menos dos niveles de prueba para cada uno de ellos. Con el diseño factorial se
corren aleatoriamente todas las posibles combinaciones que pueden formarse con los niveles de los
factores a investigar.
4.2.6.1.1 Efecto Principal y Efecto de Interacción
El efecto de un factor se define como el cambio observado en la variable de respuesta debido a un
cambio de nivel de tal factor. En particular, los efectos principales son los cambios en la media de la
variable de respuesta que se deben a la acción individual de cada factor. En términos matemáticos,
el efecto principal de un factor con dos niveles es la diferencia entre la respuesta media observada
cuando tal factor estuvo en su primer nivel, y la respuesta media observada cuando el factor estuvo
en su segundo nivel. Para ilustrar esta idea, considérese el rendimiento promedio de la flota CAEX
bajo dos niveles diferentes de producción, utilización y disponibilidad, catalogados como bajo y alto46,
el que se muestra en la Tabla 4.4.
Tabla 4.4: Diferentes respuestas en el rendimiento efectivo (en toneladas/hora) de la flota CAEX
dependiendo de los niveles de producción, utilización efectiva y disponibilidad física
Disponibilidad Baja Disponibilidad Alta
Util. Baja Util. Alta Util. Baja Util. Alta
Prod. Baja 603 466 594 544
Prod. Alta 723 642 666 675
Los efectos principales para la combinación de producción y utilización (a baja disponibilidad) son
Efecto (Producción) =723 + 642
2−
603 + 466
2= 148
Efecto (Utilización) =466 + 642
2−
603 + 723
2= −109
46 Definir niveles en el ANOVA no es fácil. No obstante, lo más sencillo es suponer que el identificador de nivel
es la mediana de cada KPI de entrada. Así, el nivel alto de cada KPI responde a los valores sobre sus medianas, y el nivel bajo, a los valores bajo sus medianas.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 59
Por lo tanto, se concluye que, en términos absolutos, el efecto de la producción en el rendimiento es
mayor. Además, la utilización genera efectos negativos en el rendimiento cuando ésta es mayor, lo
que es natural, porque se sabe que son variables inversamente proporcionales.
No obstante, los factores también pueden interactuar. Esto significa que su efecto combinado puede
ser tanto o más importante que los efectos individuales de cada factor. Esto se observa en las Figuras
4.13 y 4.14, donde se muestra la interacción de las combinaciones entre producción y utilización, y
utilización y disponibilidad. En el primer caso, las rectas que miden los efectos respectivos entre dos
niveles de cada factor son aproximadamente paralelas, lo que da cuenta que existe una interacción
casi nula entre estos factores. No obstante, en el segundo caso, las rectas se intersectan. Esto da
cuenta de una interacción con importancia significativa entre ambos factores, y que la modificación
de uno de ellos necesariamente involucra cambios en el otro.
Figura 4.13: Efecto combinado de la interacción de la producción y utilización sobre el rendimiento de la flota CAEX. Nótese que ambas rectas son casi paralelas, lo que indica muy poca interacción.
Es decir, cambios en el rendimiento debido a la producción no involucran cambios debido a la utilización.
Util. Baja Util. Alta
Prod. Baja 598 505
Prod. Alta 694 659
450
500
550
600
650
700
750
Respuesta
en R
endim
iento
(t/
h)
Efecto de Interacción - Producción v/s Utilización

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 60
Figura 4.14: Efecto combinado de la interacción de la disponibilidad y utilización en el rendimiento de la flota CAEX. Nótese que ambas rectas se intersectan, lo que indica alta interacción entre
ambos factores. Cambios en uno de ellos necesariamente involucran cambios en el otro.
4.2.6.1.2 Análisis Estadístico.
Considérese entonces un diseño factorial con tres factores de interés (que es el aplicado en el
estudio de productividad de la flota CAEX). Hay 𝑎 niveles del factor A, 𝑏 niveles del factor B, 𝑐 niveles
del factor C, y así sucesivamente, ordenados en un experimento factorial. En general, habrá un total
de 𝑎𝑏𝑐 ⋯ 𝑛 observaciones, si hay 𝑛 repeticiones del experimento completo.
Lo que se desea probar es que las medias de cada tratamiento son iguales. Esto es, que cada uno
de los factores genera los mismos efectos en el KPI de salida. Para ello, se define un estadístico de
prueba llamado 𝐹0, que tiene una distribución F de Fisher-Snedecor, mediante el siguiente
procedimiento.
Supóngase que A, B y C son factores fijos. Es decir, el experimentador elige específicamente los 𝑎
niveles del factor A, los 𝑏 niveles del factor B y los 𝑐 niveles del factor C, y las interferencias se
restringen únicamente a estos niveles. En este modelo, se acostumbra definir los efectos 𝜏𝑖,
𝛽𝑗 , 𝛾𝑘 , (𝜏𝛽)𝑖𝑗 , (𝜏𝛾)𝑖𝑘 , (𝛽𝛾)𝑗𝑘 y (𝜏𝛽𝛾)𝑖𝑗𝑘 como desviaciones de la media global, por lo que todas estas
variables cumplen con la condición de insesgadez:
∑ 𝜏𝑖
𝑎
𝑖=1
= ∑ 𝛽𝑗
𝑏
𝑗=1
= ∑ 𝛾𝑘
𝑐
𝑘=1
= ∑ ∑(𝜏𝛽)𝑖𝑗
𝑏
𝑗=1
𝑎
𝑖=1
= ⋯ = ∑ ∑ ∑(𝜏𝛽𝛾)𝑖𝑗𝑘
𝑐
𝑘=1
𝑏
𝑗=1
𝑎
𝑖=1
= 0
Puede usarse el análisis de varianza para probar hipótesis relativas a los efectos principales de los
factores A, B y C y las interacciones AB, AC, BC y ABC. Para presentar los detalles del análisis de
varianza, se necesitarán algunos símbolos. Sean 𝑦𝑖••• el total de las observaciones tomadas en el
nivel i-ésimo del factor A, 𝑦•𝑗•• el total de las observaciones tomadas en el nivel j-ésimo del factor B,
Util. Baja Util. Alta
Disp. Baja 663 554
Disp. Alta 630 610
550
570
590
610
630
650
670R
espuesta
en R
endim
iento
(t/
h)
Efecto de Interacción - Disponibilidad v/s Utilización

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 61
𝑦••𝑘• el total de las observaciones tomadas en el nivel k-ésimo del factor C, 𝑦𝑖𝑗•• el total de las
observaciones en la celda 𝑖𝑗-ésima de la combinación AB, 𝑦𝑖•𝑘•, el total de las observaciones en la
celda 𝑖𝑘-ésima de la combinación AC, 𝑦•𝑗𝑘•, el total de las observaciones en la celda 𝑗𝑘-ésima de la
combinación BC, 𝑦𝑖𝑗𝑘•, el total de las observaciones en la celda 𝑖𝑗𝑘-ésima de la combinación ABC y
𝑦•••• el gran total de todas las observaciones.
La prueba de hipótesis central que sustenta el análisis de varianza es la siguiente:
- 𝐻0: Los efectos de cada una de las observaciones realizadas en la respuesta son todos iguales.
- 𝐻1: Al menos uno de los efectos de las observaciones realizadas difiere del resto.
El ANOVA prueba estas hipótesis descomponiendo la variabilidad total de los datos en partes
componentes y comparando después los diferentes elementos de esta descomposición. La
variabilidad total se mide por la suma de cuadrados total corregida de las observaciones, dada por
𝑆𝑆𝑇 = ∑ ∑ ∑ ∑ 𝑦𝑖𝑗𝑘𝑙2 −
𝑦••••2
𝑎𝑏𝑐𝑛
𝑛
𝑙=1
𝑐
𝑘=1
𝑏
𝑗=1
𝑎
𝑖=1
Las partes componentes de esta suma de cuadrados son las siguientes: Tratamientos para el factor
A, tratamientos para el factor B, tratamientos para el factor C, tratamientos para cada interacción y
suma de cuadrados debida al error aleatorio en el diseño factorial. Cada una de estas sumas de
cuadrados se define como sigue
𝑆𝑆𝐴 = ∑𝑦𝑖•••
2
𝑏𝑐𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑎
𝑖=1
𝑆𝑆𝐵 = ∑𝑦•𝑗••
2
𝑎𝑐𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑏
𝑗=1
𝑆𝑆𝐶 = ∑𝑦••𝑘•
2
𝑎𝑏𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑐
𝑘=1
Para formar las sumas de cuadrados de las interacciones de dos factores se necesitan los totales
de las celdas 𝐴 × 𝐵, 𝐴 × 𝐶 y 𝐵 × 𝐶. Puede ser conveniente plegar la tabla de los datos originales en
tres tablas con dos factores a fin de calcular estos totales. Así, estas sumas de cuadrados se calculan
como
𝑆𝑆𝐴𝐵 = ∑ ∑𝑦𝑖𝑗••
2
𝑐𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑏
𝑗=1
𝑎
𝑖=1
− 𝑆𝑆𝐴 − 𝑆𝑆𝐵
𝑆𝑆𝐴𝐶 = ∑ ∑𝑦𝑖•𝑘•
2
𝑏𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑐
𝑘=1
𝑎
𝑖=1
− 𝑆𝑆𝐴 − 𝑆𝑆𝐶

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 62
𝑆𝑆𝐵𝐶 = ∑ ∑𝑦•𝑗𝑘•
2
𝑎𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑐
𝑘=1
𝑏
𝑗=1
− 𝑆𝑆𝐵 − 𝑆𝑆𝐶
La suma de cuadrados de la interacción de los tres factores se calcula a partir de los totales de las
celdas de los tres factores como
𝑆𝑆𝐴𝐵𝐶 = ∑ ∑ ∑𝑦𝑖𝑗𝑘•
2
𝑛−
𝑦••••2
𝑎𝑏𝑐𝑛
𝑐
𝑘=1
𝑏
𝑗=1
𝑎
𝑖=1
− 𝑆𝑆𝐴 − 𝑆𝑆𝐵 − 𝑆𝑆𝐶
La suma de cuadrados del error se calcula entonces sustrayendo todas estas sumas de cuadrados
a la suma de cuadrados del total.
En la Tabla 4.5 se muestra la tabla ANOVA. Obsérvese que debe haber al menos dos repeticiones
(𝑛 ≤ 2) para calcular la suma de cuadrados del error. La prueba F de los efectos principales y de las
interacciones se sigue directamente de las medias de cuadrados esperadas. Estas razones siguen
una distribución F de Fisher-Snedecor bajo las respectivas hipótesis nulas.
Se omitirán los detalles en cuanto a las estimaciones de la varianza del error mediante el cálculo de
los valores esperados de cada una de las medias de cuadrados para cada factor y sus interacciones
(las que se calculan simplemente dividiendo la respectiva suma de cuadrados por sus grados de
libertad47), ya que es demasiado tedioso (por las sumatorias dobles y la triple) y sólo restaría espacio.
Así, se define el estadístico de prueba 𝐹0, con el cual se prueban las hipótesis antes presentadas,
como la razón de las respectivas medias de cuadrados por la media de cuadrados del error. Cada
una de las medias de cuadrados se obtiene dividiendo la respectiva suma de cuadrados por los
grados de libertad respectivos.
47 Los grados de libertad están dados por el número de valores que pueden ser asignados de forma arbitraria,
antes de que el resto de las variables tomen un valor automáticamente, producto de establecerse las que son libres. Esto, con el fin de compensar e igualar un resultado el cual se ha conocido previamente.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 63
Tabla 4.5: Tabla ANOVA para el diseño factorial general con tres factores
Fuente de
Variación
Suma de
Cuadrados Grados de Libertad
Media de
Cuadrados
Valor
𝑭𝟎
Tratamientos A 𝑆𝑆𝐴 𝑎 − 1 𝑀𝑆𝐴 𝑀𝑆𝐴
𝑀𝑆𝐸
Tratamientos B 𝑆𝑆𝐵 𝑏 − 1 𝑀𝑆𝐵 𝑀𝑆𝐵
𝑀𝑆𝐸
Tratamientos C 𝑐 − 1 𝑀𝑆𝐶 𝑀𝑆𝐶
𝑀𝑆𝐸
Interacción AB 𝑆𝑆𝐴𝐵 (𝑎 − 1)(𝑏 − 1) 𝑀𝑆𝐴𝐵 𝑀𝑆𝐴𝐵
𝑀𝑆𝐸
Interacción AC 𝑆𝑆𝐴𝐶 (𝑎 − 1)(𝑐 − 1) 𝑀𝑆𝐴𝐶 𝑀𝑆𝐴𝐶
𝑀𝑆𝐸
Interacción BC 𝑆𝑆𝐵𝐶 (𝑏 − 1)(𝑐 − 1) 𝑀𝑆𝐵𝐶 𝑀𝑆𝐵𝐶
𝑀𝑆𝐸
Interacción ABC 𝑆𝑆𝐴𝐵𝐶 (𝑎 − 1)(𝑏 − 1)(𝑐 − 1) 𝑀𝑆𝐴𝐵𝐶 𝑀𝑆𝐴𝐵𝐶
𝑀𝑆𝐸
Error 𝑆𝑆𝐸 𝑎𝑏𝑐(𝑛 − 1) 𝑀𝑆𝐸
Total 𝑆𝑆𝑇 𝑎𝑏𝑐𝑛 − 1
El estadístico de prueba 𝐹0 se contrasta contra la distribución 𝐹 de Fisher-Snedecor, con un nivel de
significación 𝛼. Los grados de libertad para la prueba F corresponden a los grados de libertad del
factor en consideración para el numerador, y los del error para el denominador.
Si 𝐹0 > 𝐹, entonces se concluye que los factores respectivos (o la interacción respectiva) sí tienen
una incidencia razonable en el KPI de respuesta, la cual está cuantificada por cuánto se aleja el valor
de 𝐹0 del estándar 𝐹. Si 𝐹0 < 𝐹, la evidencia estadística sugiere asumir que el efecto del factor en
consideración no es significativo frente al KPI de respuesta estudiado.
En el Anexo N°4 se muestra la aplicación del ANOVA para determinar la contribución a la varianza
de los KPI de desempeño y producción a la flota CAEX.
4.2.7 Agrupamiento de Datos mediante K-Medias.
El agrupamiento de datos es una metodología derivada de la minería de datos (data mining), que
permite subclasificar un conjunto de datos cuya correlación (ya sea lineal, logarítmica, potencial, etc.)
sea muy baja a lo largo del dominio de la variable que se ha escogido como independiente, tal y
como se muestra en la Figura 4.15.
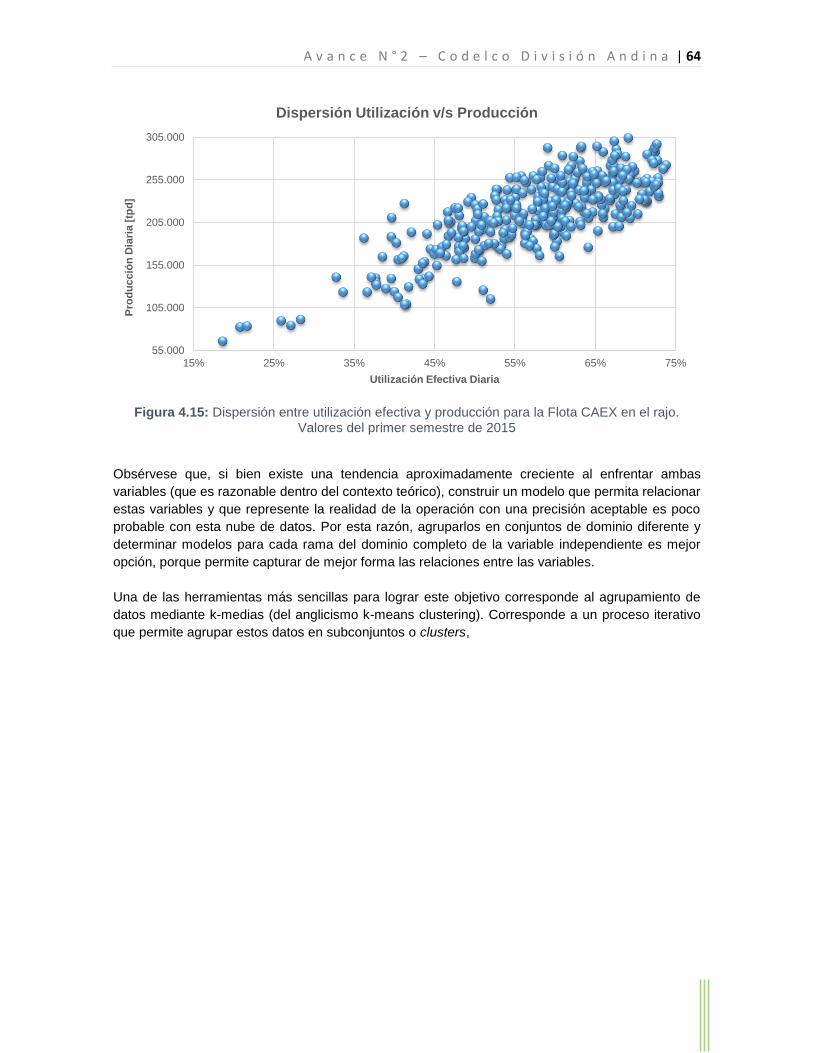
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 64
Figura 4.15: Dispersión entre utilización efectiva y producción para la Flota CAEX en el rajo.
Valores del primer semestre de 2015
Obsérvese que, si bien existe una tendencia aproximadamente creciente al enfrentar ambas
variables (que es razonable dentro del contexto teórico), construir un modelo que permita relacionar
estas variables y que represente la realidad de la operación con una precisión aceptable es poco
probable con esta nube de datos. Por esta razón, agruparlos en conjuntos de dominio diferente y
determinar modelos para cada rama del dominio completo de la variable independiente es mejor
opción, porque permite capturar de mejor forma las relaciones entre las variables.
Una de las herramientas más sencillas para lograr este objetivo corresponde al agrupamiento de
datos mediante k-medias (del anglicismo k-means clustering). Corresponde a un proceso iterativo
que permite agrupar estos datos en subconjuntos o clusters,
55.000
105.000
155.000
205.000
255.000
305.000
15% 25% 35% 45% 55% 65% 75%
Pro
du
cció
n D
iari
a [
tpd
]
Utilización Efectiva Diaria
Dispersión Utilización v/s Producción

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 65
Capítulo 5 : DESCRIPCIÓN DE LA OPERACIÓN A CIELO ABIERTO DE ANDINA.
Tal y como se comentó en el apartado anterior, la División Andina cuenta con una operación minera
mixta, siendo la mina Sur Sur, explotada a cielo abierto, la que más contribuye en términos de
alimentación a la planta concentradora.
La operación a cielo abierto se encuentra a 13 kilómetros al sur de la mina subterránea, estando
dividida principalmente en dos zonas importantes en términos de movimiento de material: El rajo,
propiamente tal, y un proyecto anexo llamado Nodo 3500, el cual está administrado por otros
contratos diferentes de los que se encuentran establecidos en el rajo.
El Nodo 3500 (el cual simplemente será referido como Nodo) corresponde a la remoción de material
estéril existente en el sector que se ubica al norte de la operación, a fin de reubicar las instalaciones
que serán afectadas por la expansión de Andina y el desarrollo del Proyecto de Traspaso Mina –
Planta48. Por lo tanto, cuenta como un negocio independiente del rajo propiamente tal, teniendo su
propia flota de equipos disponibles en exclusiva para su respectiva operación.
5.1 Disposición Espacial de Fases.
La disposición espacial de la operación a cielo abierto de la División se observa en la Figura 5.1.
Figura 5.1: Disposición espacial de las fases y operaciones en la mina a cielo abierto de Andina49
48 El Proyecto Nuevo Traspaso Rajo – Planta (cuya inversión ha sido estimada en US$ 1.417 millones)
contempla únicamente la construcción de una nueva línea de chancado a fin de garantizar la capacidad
instalada de planta presente actualmente en Andina, debido a que los piques de alimentación al chancador Don
Luis se verán afectados por las labores de avance y planificación del rajo Sur Sur.
49 Imagen obtenida mediante software Google Earth. Disposición de fases productivas estimadas a partir de
mapeo de rutas y polígonos de extracción de sistema DISPATCH®.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 66
El rajo, por su parte, se subdivide en tres fases de operación: Fase III (llamada comúnmente fondo
mina), Fase IV (subdividida en dos sectores productivos, Fase IV Don Luís y Fase IV oeste) y Fase
V (comúnmente llamada Sur Sur, y que da nombre a la mina completa). Todas las fases conforman
un conjunto cuyo diámetro máximo, medido de norte a sur, es de 1,5 kilómetros, con un ancho de
600 metros en la horizontal (línea EW).
5.2 Parámetros de Diseño.
Los parámetros de diseño del rajo son un asunto que obedece a la estrategia de consumo de
reservas definida en la envolvente económica que da lugar al pit final de la mina Sur Sur.
Actualmente, estos parámetros tienen las siguientes características:
- Bancos simples, con altura de 16 metros y un ancho de berma que depende del tipo de material
y abiertos hacia la pared del rajo.
- Accesos dobles a cada fase. Bancos dobles de 32 metros presentes en la Fase IV Oeste, Don
Luis y Fase V.
- Las fases conforman polígonos de extracción cuyos ejes mayores tienen una longitud máxima
que varía entre los 160 y 210 metros.
- Rampas y caminos con pendientes máximas del 10%.
- Ancho de rampa de 38 metros50.
Los parámetros operacionales del rajo de orden geotécnico se observan en la Tabla 5.1.
Tabla 5.1: Parámetros Geotécnicos de Diseño del rajo
Material Ángulo
Interrampa
Talud Operacional
(Cara de banco)
Altura
de banco
(m)
Quebradura
(m)
Ancho
de berma
(m)
Roca 58° 80° 32 5,6 14,4
Roca 55° 80° 32 5,6 16,5
Roca 54° 80° 32 5,6 17,5
Morrena 31° 66° 16 7,1 19,5
Botadero 30° 42° 16 17,8 10,0
Quebrado 36° 55° 16 11,2 10,8
Perturbado 49° 62° 32 17,0 10,9
En la Figura 5.2 se observa la caracterización del rajo en función de los parámetros presentados en
la Tabla 5.1, para un mejor entendimiento de lo que éstos representan.
50 Ancho mayormente constante. En la zona de acceso a la Curva Aeropuerto del rajo, que permite el paso a
la Plataforma 1, hay un problema de estrechez de camino que genera congestiones en la ruta de los equipos de transporte.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 67
Figura 5.2: Parámetros que definen la geometría de un talud minero
En la Figura 5.3 se muestra el diseño a nivel banco – berma para la Fase IV-DL y Fase IV-OESTE.
Figura 5.3: Talud a nivel de banco – berma para la Fase IV

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 68
5.3 Flota de Equipos.
5.3.1 Flota de Carguío.
La flota de carguío de la operación a cielo abierto de la División se subdivide en tres unidades o
flotas dispuestas entre el rajo propiamente tal y el Nodo:
- La primera unidad corresponde a la Flota P&H, la cual está compuesta por dos palas eléctricas
Joy Global P&H 4100-XPC, cuya capacidad de balde es de 73 yd3. Corresponden a palas
excepcionalmente grandes, capaces de cargar más de 100 toneladas de material fragmentado
por balde y, por ende, pudiendo llenar una unidad de transporte con solo tres pases.
Figura 5.4: Dimensiones de la pala eléctrica Joy Global P&H 4100-XPC y su disposición de
catálogo en posición de carguío de camión
- La segunda unidad corresponde a la Flota PC, la cual está compuesta por dos palas hidráulicas
Komatsu PC-5500, cuya capacidad de balde es de 37 yd3. Corresponden a unidades de carguío
más pequeñas y cuya envergadura equivale prácticamente a la mitad de la que hacen gala las
palas eléctricas. Pueden cargar un poco más de 50 toneladas por pase, necesitando
aproximadamente 6 para cargar una unidad de transporte de forma efectiva.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 69
Figura 5.5: Dimensiones de la pala hidráulica Komatsu PC-5500 y su disposición de catálogo en
posición de carguío de camión
- La tercera unidad corresponde a la Flota L-1850, la cual está compuesta por dos cargadores
frontales Le Torneau L-1850, uno de 37 yd3 y otro de 31 yd3 de capacidad. Corresponden a
equipos que gozan de una mayor autonomía que las palas (por estar montados sobre
neumáticos), pero también son más susceptibles a mantenciones imprevistas y tiempos en
reserva, además de tener tiempos de ciclo mayores.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 70
Figura 5.6: Cargador frontal Le Torneau L-1850
Los equipos de carguío siguen la siguiente nomenclatura: La flota P&H está conformada por las
palas P701 y P702; la flota PC, por las palas P711 y P712; y finalmente, la flota L-1850 está
conformada por los cargadores C281 y C282.
La disposición de estos equipos en el rajo está dada como sigue: Las palas P701 y P702
normalmente se encuentran realizando labores de carguío en la Fase IV (región Don Luís y Oeste);
la pala P711 realiza carguío en la Fase V (región Sur Sur) y el cargador C281 puede realizar labores
de carguío entre las Fases IV y V gracias a su mayor autonomía (encontrándose normalmente en
reserva, por concepto de traslado largo, cuando transita entre ambas fases). La pala P712 y el
cargador C282 se encuentran asignados al Nodo, aunque normalmente, cuando no hay
disponibilidad significativa de equipos en el rajo, ya sea por mantenciones programadas o no
programadas, éste último puede desplazarse a realizar labores de apoyo hacia este sector de la
mina.
En la Tabla 5.2 se resumen los principales KPIs para cada flota de equipos de carguío, en términos
de sus resultados medios por mes de operación en la mina (durante el año 2015).
Tabla 5.2: KPIs principales51 de la flota de carguío de Andina (operación a cielo abierto)
KPI Unidades Flota P&H Flota PC Flota L-1850
Producción [ktmh/mes] 4.010 1.530 1.266
Utilización Efectiva [%] 58,2 56,5 48,9
Disponibilidad Física [%] 76,9 70,2 73,4
Rendimiento [t/hr efect] 6.215 2.730 2.433
Si bien las palas hidráulicas y los cargadores frontales son equipos cuyas capacidades son, en
términos brutos, equivalentes a la mitad de la capacidad de cada pala eléctrica, cada una de estas
flotas presenta rendimientos y producción que representan aproximadamente un 35% de la
productividad que ofrece la flota P&H. Sin embargo, lo anterior puede atribuirse al hecho de que las
frentes donde trabajan estos equipos (Fase V y Nodo) se caracterizan por tener mayores deficiencias
de diseño, como estrechez de frente y, además, presentar una mayor dureza de material y una
presencia de bolones significativamente mayor. Por ende, requieren de una mayor preparación de
las frentes con ayuda de los equipos de apoyo disponibles en la mina.
51 Información obtenida a partir de archivo de base de datos resumida de la operación (nomenclatura BD_Prod),
propiedad del Centro Integrado de Operaciones de Andina.
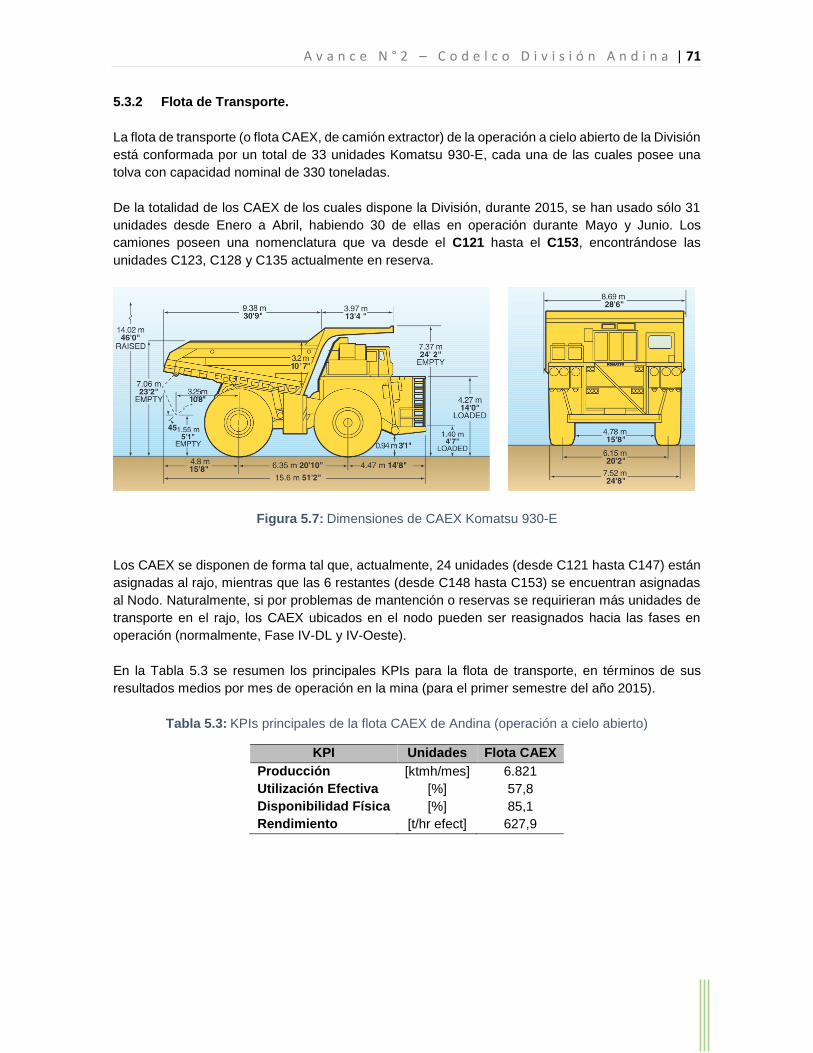
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 71
5.3.2 Flota de Transporte.
La flota de transporte (o flota CAEX, de camión extractor) de la operación a cielo abierto de la División
está conformada por un total de 33 unidades Komatsu 930-E, cada una de las cuales posee una
tolva con capacidad nominal de 330 toneladas.
De la totalidad de los CAEX de los cuales dispone la División, durante 2015, se han usado sólo 31
unidades desde Enero a Abril, habiendo 30 de ellas en operación durante Mayo y Junio. Los
camiones poseen una nomenclatura que va desde el C121 hasta el C153, encontrándose las
unidades C123, C128 y C135 actualmente en reserva.
Figura 5.7: Dimensiones de CAEX Komatsu 930-E
Los CAEX se disponen de forma tal que, actualmente, 24 unidades (desde C121 hasta C147) están
asignadas al rajo, mientras que las 6 restantes (desde C148 hasta C153) se encuentran asignadas
al Nodo. Naturalmente, si por problemas de mantención o reservas se requirieran más unidades de
transporte en el rajo, los CAEX ubicados en el nodo pueden ser reasignados hacia las fases en
operación (normalmente, Fase IV-DL y IV-Oeste).
En la Tabla 5.3 se resumen los principales KPIs para la flota de transporte, en términos de sus
resultados medios por mes de operación en la mina (para el primer semestre del año 2015).
Tabla 5.3: KPIs principales de la flota CAEX de Andina (operación a cielo abierto)
KPI Unidades Flota CAEX
Producción [ktmh/mes] 6.821
Utilización Efectiva [%] 57,8
Disponibilidad Física [%] 85,1
Rendimiento [t/hr efect] 627,9

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 72
5.3.3 Flota de Equipos de Apoyo
La operación a cielo abierto de Andina cuenta, además, con los siguientes equipos de apoyo:
- 3 motoniveladoras Komatsu (511, 512 y 513), más 1 motoniveladora CAT (521), encargadas de
nivelar caminos y rutas.
- 1 camión aljibe, encargado de regar rutas y caminos, reduciendo polvo en suspensión.
- 4 tractores montados sobre neumáticos, encargados de preparar frentes de carguío y limpieza
de caminos y rutas.
- 1 cargador frontal de apoyo.
- 9 tractores sobre orugas. 5 unidades Komatsu y 4 unidades CAT, encargados de apilar material,
acondicionamiento de frentes y limpieza de caminos.
5.4 Perfil de Rutas de la Operación.
Existen varias rutas en la operación que permiten acceder a las diferentes áreas y fases donde se
concentran el grueso de las labores, además de los puntos de descarga, botaderos, piques directos,
plataformas y naves de mantenimiento.
En las Figuras 5.8, 5.9 y 5.10 se observan los diagramas52 de los caminos y rutas existentes en las
dos regiones en las que está subdividida la mina: región Don Luis (DL) y Sur Sur (DS).
52 Imágenes obtenidas a partir de gráficas de DISPATCH®

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 73
Figura 5.8: Mapa de las rutas existentes en el rajo, sector Nodo 3500 (ND). Al noreste, el acceso a la mina. Antes del acceso existe un punto llamado Rockpoint, donde los trabajadores realizan el
cambio de turno y colación la gran mayoría de las veces
ACCESO MINA
RAJO
SECTOR ND-3500
N

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 74
Figura 5.9: Mapa de las rutas existentes en el rajo, sector F4-DL, F4-Oeste y Fondo Mina. El camino que rodea a la mina y permite acceder a la Fase IV corresponde a Santa Teresa (el camino más importante y de mayor tránsito de la mina). La bifurcación de Santa Teresa hacia la Plataforma
1 es llamada Curva Aeropuerto, mientras que la rampa que baja a la Fase III es llamada Los Lamentos
Figura 5.10: Mapa de las rutas existentes en el rajo, sector Sur Sur. Al este, zona de botaderos antiguos (nieve y morrena)
FASE IV
FASE III
Camino Cerro Negro
N
FASE V
ZONA DE
ANTIGUOS
BOTADEROS
Botadero
Sur Sur
N

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 75
La mina tiene un pit de 450 metros de profundidad, 600 metros de ancho en la dirección horizontal y
1500 metros de ancho en la sección vertical, siendo el perfil de distancias a recorrer por los equipos
de transporte, aproximadamente, de 3 kilómetros, 30% de ellos en terreno llano.
En verde, se muestran las rutas a recorrer para llegar a los distintos lugares de interés en la
operación, cambiando a rojo cuando los caminos presentan obstrucciones u otro tipo de
contratiempos que impidan transitar por ellos. Las circunferencias en amarillo corresponden a las
balizas53 instaladas en toda la mina que permiten registrar los tiempos, vueltas y velocidades de los
equipos que operan en sus proximidades, teniendo un registro de las mismas y la posibilidad de
asignar camiones a las palas mediante DISPATCH® mediante un sistema de programación en red
dinámica. Los polígonos remarcados en verde corresponden a puntos de extracción de mineral en
el rajo, siendo el resto polígonos de extracción y movimiento de estéril, ya sea compactado o morrena
(combinación de rocas y hielo). Los botaderos se demarcan con la sigla BOT y los acopios de
material mineralizado con un símbolo triangular.
Los nodos más importantes de la operación son:
- Botaderos DLNO, D2N1, Cráter y Sur Sur, que corresponden a los más grandes de la mina.
- Piques directos y de traspaso (PD1 y PD2, PT4 y PT5): Piques directos y de traspaso donde se
descarga directamente mineral que va a los alimentadores del chancador primario Don Luís, que
es el punto de partida del circuito de conminución alimentado por el rajo y corresponde a un
chancador giratorio de 54’’ de abertura y más de 60000 toneladas diarias de capacidad. Dicho
chancador dispone de dos alimentadores, denominados como Placas 1 y Placas 2, a los cuales
llega la descarga de mineral. Placas 1 es alimentado por PT4 y PD1, mientras que Placas 2 es
alimentado por PT5 y PD2.
- Rockpoint: Nodo de acceso a la mina, donde los operadores ingresan a su primera colación del
turno y pueden acceder a la operación.
- Plataformas 1 y 2: Sectores de acopio de mineral, que luego se traslada a los piques de
descarga.
- Cráter de traspaso: Stock de mineral que alimenta al chancador Don Luís gracias a los piques
de traspaso 4 y 5.
5.5 Producción de la Mina Sur Sur.
La operación a cielo abierto tiene una producción media, considerando tanto movimiento de estéril
como de mineral, equivalente a 225.000 toneladas diarias de material, con una razón lastre – mineral
media, actualizada al año, aproximadamente igual a 3,0. De este movimiento, un 79,5% corresponde
al movimiento realizado en el rajo, siendo el 20,5% restante material que está siendo removido del
Nodo. Así, el rajo contribuye a la planta con una cantidad media de mineral aproximada de 59.000
toneladas por día, cuya ley media de cobre es de 0,67% Cu.
53 Es interesante señalar que estas balizas poseen un radio de influencia que depende del sector donde éstas
se encuentren instaladas y que, en general, permiten hacer los conteos de vueltas y tiempos mediante el sistema DISPATCH®, registrando así el estado de los equipos como operativo, a menos que el operador indique lo contrario mediante un registro. Esto se conoce como registro de cambios de estado. Cuando estas balizas se encuentran en frentes de carguío, es importante que el radio de influencia de las mismas sea tal que los camiones en espera no se registren como operativos cuando existen tiempos de espera entre pala y camión, porque de este modo las pérdidas operacionales quedan correctamente registradas.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 76
Los niveles de producción de la mina presentan una alta variabilidad, caracterizada por varios
factores. Entre los más importantes, se consideran, en primera instancia, la alta frecuencia de las
mantenciones no programadas de los equipos de carguío y las condiciones climáticas que afectan
al rajo en el período de invierno, lo que obliga a evacuar a los equipos, teniendo una cantidad
significativa de días sin producción.
En la Figura 5.11, se observan los niveles de producción mensual, durante el primer semestre del
año 2015, además de las leyes de extracción para el rajo.
Figura 5.11: Producción mensual de la operación a cielo abierto de Andina. Incluye leyes de
mineral enviado a chancado
5.6 Programación y Grupos de Trabajo.
Actualmente, los niveles de cumplimiento de la División se rigen por el seguimiento continuo de las
operaciones, tanto a cielo abierto como subterránea, en términos de lo dictaminado por los
programas de producción definidos por la Gerencia de Recursos Mineros y Desarrollo (GRMD) de
Andina.
De lo anterior, todo lo referente a los niveles, porcentajes y certidumbres de cumplimiento viene
referido a las desviaciones que existen entre la producción real que tiene la mina y el compromiso
que significa esta programación. Precisamente, uno de los pilares de las labores que se realiza en
el Centro Integrado de Operaciones de Andina (CIO) es dicho seguimiento, en función de una buena
reportabilidad de todos los parámetros claves de las operaciones mineras, la compartición de esta
información entre los actores relevantes de la operación y la convergencia de dicha información en
términos de su condensación en un dato único, a fin de poder comunicarlo y dialogar sobre cualquier
aspecto que sea pertinente de mejora.
Existen dos dimensiones en la programación: un presupuesto (que se abrevia como P0) y una
planificación de corto plazo (que se abrevia como CP). El P0 rige sobre las predicciones que se
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
9.000
10.000
Ene.-15 Feb.-15 Mar.-15 Abr.-15 May.-15 Jun.-15
Le
y d
e C
u (
%)
Pro
du
cció
n (
ktm
h)
Producción Mina Sur Sur - 1° Semestre 2015
Mineral Mov. Total Ley de Cu

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 77
realizan en intervalos de tiempo más significativos (meses, hasta el año completo), mientras que el
CP rige en intervalos más pequeños (días y semanas). Así, el CP permite verificar las proyecciones
de la planificación minera y su correspondiente variabilidad en intervalos más cortos de tiempo, la
cual debería converger en valores iguales o menores que el P0.
Sin embargo, existen dimensiones más pequeñas que el CP y éstas corresponden a los dos turnos,
A y C, que conforman un día completo de operación. Cada turno, en el rajo, tiene una duración de
12 horas, siendo el A el primero en iniciar a las 7:30 hrs, para luego dar paso al turno C, a las 19:30
hrs. No obstante, los diferentes trabajadores que siguen este régimen de operación por turnos se
subdividen en cuatro grupos de trabajo (G1, G2, G3 y G4), siendo la disposición de turnos de 4x4
días (de trabajo y libres).
Ambas programaciones estiman valores para cada uno de los KPIs de la operación, los cuales
también tienen un impacto en las diferentes salidas del proceso completo. El primer parámetro clave
inmediato que se desprende de aquello corresponde a la producción de la mina, siendo los otros
KPIs referidos a los porcentajes de utilización efectiva y disponibilidad física de la flota de equipos
que conforma la operación (con especial interés en la flota de carguío y transporte, que finalmente
totaliza el grueso del costo de toda la operación).
En la Figura 5.12 se observa la producción acumulada de la operación a cielo abierto a Junio de
2015, separada en los dos negocios que la conforman, Rajo y Nodo, en función de los grupos de
trabajo en los cuales se subdivide el personal. Se han trazado, además, las metas de cumplimiento
de producción media según el P0 de 2015 para cada uno de estos grupos en cada sector de la
operación.
Por otro lado, la Figura 5.13 muestra un gráfico similar, el cual verifica el cumplimiento de las metas
de producción impuestas por el P0 para cada grupo de trabajo. Se observa que, durante el presente
año, sólo el Grupo 3 ha cumplido, en general, con la producción para el rajo definida en el
presupuesto. Mismo caso para el Grupo 4, pero en el Nodo.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 78
Figura 5.12: Producción acumulada a Junio de 2015 por Grupo tanto para el rajo como para el
Nodo (y el total de ambos)
Figura 5.13: Desviaciones en la producción anual acumulada, a Junio de 2015, para cada uno de
los grupos de trabajo en los dos sectores de la operación (y el total de ambos)
Los totales de producción por mes en el rajo se encuentran bajo el programa desde Enero a Abril,
siendo los dos últimos meses los únicos con cumplimiento positivo total en la operación respecto del
P0. Así, la producción total del rajo tiene más de 2 millones de toneladas en contra respecto del
0
2.000.000
4.000.000
6.000.000
8.000.000
10.000.000
12.000.000
G1 G2 G3 G4
Pro
du
cció
n (
t)
Grupo de Trabajo
Producción Media 2015 - Grupos v/s Presupuesto (P0)
MR NODO-3500 Total Mina P0 - MR P0 - ND3500 P0 - Total
-1.000.000
-800.000
-600.000
-400.000
-200.000
0
200.000
G1 G2 G3 G4
Desvia
ció
n e
n P
rod
ucció
n (
t)
Grupo de Trabajo
Cumplimiento P0 por Grupo - Operación a Cielo Abierto
Cumplimiento MR Cumplimiento ND3500 Cumplimiento Total

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 79
programa, lo que equivale a una pérdida en ingresos, considerando valores técnico-económicos
mostrados en el mapeo general de la operación, de más de US$ 16 millones.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 80
Capítulo 6 : CARACTERIZACIÓN DE LA OPERACIÓN A CIELO ABIERTO.
6.1 Flota de Carguío.
6.1.1 Cumplimiento de Producción.
La flota de carguío de la mina Sur Sur tiene niveles de producción variables, dependiendo tanto de
la cantidad de equipos disponibles en la mina y de las condiciones de operación, incluyendo
problemas climáticos significativos en invierno.
Siendo objetivos, se puede establecer como primera indicatriz que la producción del rajo (movimiento
total de material) es el primer parámetro clave a observar y analizar. Lo anterior es simple: la
productividad de los equipos en la mina, medida normalmente por el rendimiento que éstos tienen,
es directamente proporcional a la cantidad de material que éstos son capaces de cargar.
En términos más específicos, el movimiento de material en el rajo tiene una media por día,
acumulada al primer semestre de 2015, de 225,8 ktpd54, siendo 179,5 ktpd aportados por el rajo y
46,3 ktpd aportados por el Nodo. Los niveles de producción diarios tienen una significativa
variabilidad, siendo el coeficiente de variación igual a 17% en el total de la mina Sur Sur. El programa
de producción P0 establece una media diaria equivalente a 236,1 ktpd55. Considerando el tiempo
desde Enero a Junio del presente año, aquello es consistente con el déficit de más de 2 millones de
toneladas en movimiento de material que se tiene hoy en día respecto del P0.
Dentro de este contexto, definimos la certidumbre de producción como la probabilidad de alcanzar
un cierto nivel de producción en un período de tiempo determinado.
Un método efectivo para determinar la certidumbre de producción guarda relación con el
establecimiento del comportamiento estadístico que tiene esta variable a través del tiempo. Luego,
es posible construir un modelo de distribución de probabilidad para la producción en base a variables
históricas, considerando sus valores en intervalos de tiempo anteriores. Dicha información se
resume, tomando como base el primer semestre del presente año, en la Figura 6.1. También se
observa la cantidad de equipos de carguío utilizados durante el mismo período en la Figura 6.2.
La producción en el rajo depende de muchísimas variables. Entre ellas, la calidad de las frentes en
la operación, la geometría de éstas y la cantidad de equipos de carguío disponibles y la respectiva
asignación de los CAEX para cada pala.
54 Valor considerando el período de Enero a Junio de 2015. El efecto climático de la estación invernal
normalmente genera brechas de producción significativas por las evacuaciones debido a las tormentas de nieve. Durante el período Julio 2014 a Junio 2015 (un año completo), la media es de 218,0 ktpd.
55 Recordar que el P0 es un programa mensual. Este valor diario fue calculado considerando una ponderación
por el total de días en cada mes, desde Enero a Junio de 2015.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 76
Figura 6.1: Producción total de la operación a cielo abierto durante el primer semestre del año 2015
Figura 6.2: Número de palas operativas durante el primer semestre del año 2015
0
50
100
150
200
250
300
0
1
2
3
4
5
6
Mo
vim
ien
to d
e M
ate
rial (k
tpd
)
N°
de
Pala
s O
pera
tivas
Días (1 de Enero a 30 de Junio, año 2015)
Número de Equipos Operativos- Operación a Cielo Abierto
Número de Equipos Operativos N° Equipos MR N°Equipos ND-3500 Movimiento Total de Material
0
50
100
150
200
250
300
350M
ov
imie
nto
de
Mate
rial (k
tpd
)
Días (1 de Enero a 30 de Junio, año 2015)
Niveles de Producción Total - Operación a Cielo Abierto
Sur Sur Mina Rajo Nodo-3500

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 77
Tomando como base sólo la producción de los equipos de carguío, en primera instancia, se deben
considerar los niveles de producción por equipo, considerando su período efectivo de trabajo. Así,
se tiene la información considerada en la Tabla 6.1.
Tabla 6.1: Niveles de producción media y su variabilidad por equipo de carguío, además de los días fuera de servicio (F/S) de cada una de las palas que conforman la flota de carguío de la mina a rajo abierto de Andina. La información de esta Tabla corresponde a valores medios en el período
conformado por Enero – Junio de 2015
ITEM P701 P702 P711 P712 C281 C282
Producción Media (tpd) 67.647 69.535 27.041 23.311 15.245 22.981
Variabilidad56 51,2% 52,6% 48,5% 82,3% 72,4% 64,7%
Días F/S 17 24 8 58 33 24
% de Días F/S 9,4% 13,3% 4,4% 32,0% 18,2% 13,3%
Debe notarse que, a pesar de la variabilidad en la producción de las palas, la producción global de
la mina tiene es menos caótica en este intervalo de tiempo, con sólo un 17,2% de variabilidad. Es
razonable suponer que esto sucede porque cuando una o más palas se encuentra fuera de servicio
por un período significativo de tiempo (días completos con producción nula), se procede a aumentar
el rendimiento y producción de los equipos restantes a fin de cumplir con el programa de producción
definido en el corto plazo.
Siendo así, la certidumbre de producción para el cumplimiento del P0 se define en base a los
cumplimientos anteriores del programa, tomando como referencia los niveles de producción diarios
del primer semestre de 2015, asumiéndolos como una serie de tiempo57 y desarrollando un modelo
predictivo de probabilidades de producción mediante una simulación de Monte Carlo.
Las certidumbres de cumplimiento del P0 en términos de producción se observan en la Figura 6.3.
56 Se define la variabilidad (o coeficiente de variación) como la desviación estándar de un conjunto de datos
sobre la media del mismo conjunto. Así, por ejemplo, para la pala P701, una variabilidad del 51,2% implica que, considerando una producción media de 67.647 tpd, ésta puede variar generalmente desde un mínimo de 33.012 tpd hasta 102.282 tpd.
57 Una serie de tiempo, en términos bien generales, corresponde a un vector de valores numéricos cuyas
componentes se encuentran, cada una de ellas, asociadas a un tiempo determinado. Así, la producción diaria de la mina Sur Sur es una serie de tiempo, porque los valores de producción corresponden a un vector de 181 componentes (los 181 días que tiene el primer semestre), cada una de las cuales está asociada a un día de producción en el rajo. En términos ya más estadísticos, es preciso acotar que una serie de tiempo corresponde a un subconjunto de un proceso estocástico (dependiente del tiempo y con una incertidumbre significativa) determinado. La producción es un proceso estocástico que inició cuando el rajo entró en producción (valga la redundancia). Por ende, la producción del primer semestre de 2015 es sólo un pequeño subconjunto del proceso estocástico completo. Normalmente, las series de tiempo se utilizan en econometría como entradas para el desarrollo de modelos predictivos de procesos estocásticos más generales (como el precio de un metal), siendo este tipo de modelos de carácter autorregresivo. Vale decir, se asume que una serie de tiempo, incluso si es demasiado caótica en el tiempo, esconde cierta tendencia, estacionalidad o deriva detrás del “ruido” que genera la aleatorización del proceso completo del cual ésta depende. Los modelos de mayor precisión en este campo son los llamados ARIMA (autorregresivos integrados de medias móviles), porque poseen componentes que representan estacionalidad, tendencia, deriva y aleatorización (o innovación, como gustan los economistas de llamar a las incertezas).

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 78
Figura 6.3: Certidumbre de cumplimiento del P0 en términos de producción para los equipos de carguío. Se toma como base la flota de carguío, puesto que de esta operación unitaria depende
unívocamente la cantidad de material que las palas son capaces de cargar
Se concluye entonces que, en general, la probabilidad de cumplimiento del plan P0 es de un 79%.
Salvo eventualidades (como pueden ser contingencias debidas al clima, huelgas de contratistas,
entre otras), cumplir el plan de producción, con los recursos disponibles y manteniendo sus niveles
de desempeño, es altamente probable. No obstante, es un resultado mejorable58.
6.1.2 Contribución a la Producción.
Como bien se estableció en primera instancia, no todas las palas aportan de igual manera en el rajo.
Dicho aporte debe entenderse como la contribución que cada una de las palas hace a la producción
de la operación completa, en términos de variabilidad59.
58 Es “mejorable” porque la División cuenta con una flota cuya capacidad máxima de producción es,
aproximadamente, 1,5 veces la necesaria para cumplir el programa. Esto se especificará más adelante, cuando se analice el desempeño de la flota de carguío. 59 Se entiende la contribución a la variabilidad (o análisis de varianzas muestrales) a la porción de la varianza
de una respuesta (que en este caso es la producción del rajo completo) que depende de la varianza de una de sus entradas (que corresponden a la producción individual de cada pala). Existen dos caminos para poder determinar estas contribuciones. Uno corresponde al análisis de contribución a la varianza mediante simulación estocástica, en el cual, dadas las distribuciones de probabilidad de las producciones individuales de cada pala en el tiempo, se simula la producción del rajo completo y se analizan los impactos que generan los cambios en la producción de cada pala, en la respuesta completa. Normalmente, esto es suficiente cuando se trata de simplemente analizar la producción del rajo (que es una simple suma de las producciones de cada pala). No obstante, si se desea verificar “cuál KPI es más significativo” en una respuesta más compleja (como sucede con el rendimiento de la flota CAEX), es necesario considerar además el efecto que genera la interacción de cada KPI con otro. En este caso, el camino es un análisis de varianza experimental (ANOVA, acrónimo de Analysis Of Variance), el cual entrega un resultado probabilístico y es mejor opción, porque considera el efecto generado por la interacción de los factores que inciden en la respuesta a analizar.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Agosto Septiembre Octubre Noviembre Diciembre
Pro
ba
bil
ida
d d
e C
um
pli
r P
0
Certidumbre de Producción

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 79
La contribución a la varianza de cada una de las palas a la producción del rajo completo se muestra
en la Figura 6.4.
Figura 6.4: Contribución de la producción de cada una de las palas a la producción total del rajo.
De la Figura 6.4, es posible concluir que la flota P&H contribuye con un 72% de la producción del
rajo, la flota PC con un 17%, y la flota L-1850 con un 11%.
Si bien la flota P&H está conformada por equipos de carguío cuyas capacidades son mucho mayores
que las que poseen el resto de las palas, cabe destacar que tanto la producción como la
productividad de las palas no sólo depende de su capacidad de balde, sino también de las
condiciones de la frente de carguío y del diseño del rajo a nivel de banco – berma. Las unidades
P711 y C281 trabajan, en general, en la Fase V, donde la calidad de las frentes es muy inferior a la
existente en las Fases IV-DL y IV-Oeste (pre-stripping), donde trabaja la flota P&H. Lo mismo sucede
con las unidades P712 y C282, que trabajan en el Nodo. En ambos casos, las frentes se ven
afectadas por los siguientes problemas:
- Material con índice de trabajo (dureza) mayor en Fase V y Nodo. Esto involucra un
acondicionamiento de frentes (ripping) por parte de los equipos de apoyo (tractores).
- Frentes en Fase V y Nodo con mayor presencia de bolones60, lo que involucra preparación y
apoyo de las mismas por equipos de apoyo (tractores). Los bolones son un problema de
seguridad a considerar y que ya ha generado consecuencias significativas en el pasado61.
- Ambos problemas anteriores convergen en un tercero: saneamiento de cajas. La dureza de las
frentes, sumada a la presencia significativa de bolones, genera que las tronaduras en las frentes
60 Se define un bolón como cualquier fragmento de roca cuyo diámetro, medido en cualquier dirección, sea
mayor que 1 metro. 61 Sin ir más lejos, desde el 26 de Enero hasta el 18 de Marzo, la pala P712 estuvo fuera de servicio a
consecuencia de que un bolón de 2 metros de diámetro impactara una de las orugas sobre las cuales está montada la pala, generando graves daños en el equipo.
35%
37%
6%
11%
3%8%
Contribución a la ProducciónMina Sur Sur
P701 P702 P711 P712 C281 C282

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 80
de la Fase V y el Nodo no siempre respeten el diseño previo, lo que implica que los equipos de
apoyo también deban corregir este problema demarcando las frentes a fin de que el diseño sea
asemejado y las palas puedan cargar.
Los problemas anteriores generan, sobretodo, bajas en el rendimiento efectivo de las palas por las
caídas en la producción, debido a que éstos generan una extensión de las demoras no programadas
que, normalmente, tiene un impacto significativo en la producción del rajo y genera su alta
variabilidad.
6.1.2.1 Flujo Productivo de Palas.
La producción de la operación a cielo abierto por equipo de carguío varía dependiendo de si una (o
más) unidad(es) se encuentra(n) fuera de servicio (F/S), ya sea por reservas, mantenciones
programadas y/o mantenciones imprevistas. La consecuencia directa de esto es la variación en el
nivel de producción individual por equipo de carguío, el cual, normalmente, suele subir si una pala
queda fuera de servicio por cualquier razón.
Se define el flujo de producción de los equipos de carguío como la variación en la producción
completa del rajo cuando una de las palas se encuentra fuera de servicio por cualquier eventualidad.
Dicho flujo se observa en la Figura 6.5.
Figura 6.5: Flujo de producción de la mina cuando cada una de las unidades de carguío se
encuentra fuera de servicio y con producción nula por día
A partir de la información histórica recogida durante los años 2014 y 2015, es posible concluir que
las palas eléctricas generan fuertes desviaciones negativas en la producción y que, por lo general,
es ciertamente imposible llegar a las metas de producción cuando una de éstas se encuentra fuera
170
180
190
200
210
220
230
240
P701 P702 P711 P712 C281 C282
Pro
du
cció
n d
iari
a (
ktp
d)
Pala F/S
Flujo de Producción por Pala F/S
PROD. MEDIA PROD. NORMAL P0

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 81
de servicio. La media de producción incluso es mayor cuando el cargador C281 está fuera de
servicio62.
Ciertamente, hay razones para que el desempeño en la producción de los equipos de carguío
aumente cuando hay bajas en una pala. Normalmente, la exigencia del cumplimiento del programa
por grupo de trabajo implica que éstos aumenten su desempeño trabajando en las mejores frentes
de carguío en el rajo. Esto es, yendo a los polígonos de extracción de menor dureza y haciendo que
los cargadores apoyen a las palas eléctricas en la explotación de mineral en la Fase IV.
Lo anterior, sumado a los indicadores de producción de cada equipo de carguío, permite suponer
que la asignación de camiones puede ser óptima cuando hay 5 palas disponibles en vez de las 6.
Sobre todo cuando son las palas hidráulicas o cargadores frontales los que se encuentran con
producción nula. No obstante, los factores de acoplamiento por pala no son una variable a considerar
dentro un posible modelo general para el rajo, ya que la asignación de los mismos a cada pala es
dinámica y optimiza sus tiempos de ciclo. No obstante, igualmente dicha asignación es gestionada
y optimizada por los despachadores, sobretodo en situaciones de contingencia.
Figura 6.6: Frecuencia de utilización de equipos de carguío durante el primer semestre de 2015.
Obsérvese que la mayor parte del tiempo se han utilizado 5 palas en vez de 6.
6.1.3 Indicadores de Desempeño.
La flota de carguío se encuentra caracterizada por los indicadores de desempeño definidos en la
norma ASARCO, en base a los tiempos de la misma respecto de su disponibilidad, operatividad y
horas efectivas de trabajo en la mina. Cada una de las subflotas que conforman el grueso de la
operación de carguío tiene asociadas horas de desempeño según esta caracterización, siendo los
62 ¿Qué utilidad tiene esto? La respuesta es la siguiente: demostrar cuánto mejora el desempeño individual de
cada equipo en condiciones adversas. Si la tónica de este año es estar bajo el programa ¿Por qué el incentivo de cumplirlo debe subir necesariamente cuando hay un equipo de carguío menos? Inclusive es posible cuestionar la forma de utilizar la flota de carguío, sobre todo cuando la data muestra que el cargador C281 aporta con un 3% de la producción del rajo y que esta misma producción suele aumentar cuando éste se encuentra fuera de servicio.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
10
20
30
40
50
60
70
80
90
1 2 3 4 5 6
Po
rcen
taje
Acu
mu
lad
o
Fre
cu
en
cia
(D
ías O
pera
tivo
s)
Número de Equipos
Distribución de Equipos de Carguío
Días Operativos % Acumulado

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 82
KPIs más significativos63 de aquella la Utilización Efectiva (UE) y la Disponibilidad Física (DF) de
cada una. Ambos KPIs se observan, por subflota y por mes, en las Figuras 6.7 y 6.8.
Figura 6.7: Disponibilidad física de la flota de carguío durante el año 2015
Figura 6.8: Utilización efectiva de la flota de carguío durante el año 2015
El cumplimiento de estos indicadores por cada subflota, en términos comparativos, respecto del P0
2015, se observa en las Figuras 6.9, 6.10 y 6.11 para la disponibilidad física, y en las Figuras 6.12,
6.13 y 6.14 para la utilización efectiva.
63 La razón de que tanto la disponibilidad física como la utilización efectiva hayan sido asumidas en el presente
informe como los KPIs de desempeño más significativos, según la norma ASARCO, es porque el KPI de desempeño más utilizado en operaciones mineras (rendimiento efectivo) depende precisamente de estos indicadores, además de la producción.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Enero Febrero Marzo Abril Mayo Junio Julio
Dis
po
nib
ilid
ad
Fís
ica (
%)
Disponibilidad Física - Flota de Carguío
Flota P&H Flota PC Flota L-1850
0%
10%
20%
30%
40%
50%
60%
70%
Enero Febrero Marzo Abril Mayo Junio Julio
Uti
lizació
n E
fecti
va (
%)
Utilización Efectiva - Flota de Carguío
Flota P&H Flota PC Flota L-1850

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 83
Figura 6.9: Cumplimiento en disponibilidad física según P0 para la Flota P&H
Figura 6.10: Cumplimiento en disponibilidad física según P0 para la Flota PC
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Enero Febrero Marzo Abril Mayo Junio Julio
Dis
po
nib
ilid
ad
Fís
ica (
%)
Cumplimiento DF - Flota P&H
REAL P0
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Enero Febrero Marzo Abril Mayo Junio Julio
Dis
po
nib
ilid
ad
Fís
ica (
%)
Cumplimiento DF - Flota PC
REAL P0

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 84
Figura 6.11: Cumplimiento en disponibilidad física según P0 para la Flota L-1850
Figura 6.12: Cumplimiento en utilización efectiva según P0 para la Flota P&H
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Enero Febrero Marzo Abril Mayo Junio Julio
Dis
po
nib
ilid
ad
Fís
ica (
%)
Cumplimiento DF - Flota L-1850
REAL P0
0%
10%
20%
30%
40%
50%
60%
70%
Enero Febrero Marzo Abril Mayo Junio Julio
Uti
lizació
n E
fecti
va (
%)
Cumplimiento UE - Flota P&H
REAL P0

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 85
Figura 6.13: Cumplimiento en utilización efectiva según P0 para la Flota PC
Figura 6.14: Cumplimiento en utilización efectiva según P0 para la Flota L-1850
De los gráficos anteriores, se tienen las siguientes observaciones:
- En términos de disponibilidad física, la flota L-1850 es la que más ha cumplido con el programa,
superando las metas de horas disponibles según P0 en 5 meses del período 2015,
exceptuándose sólo febrero y marzo. Por el contrario, la flota P&H sólo superó las metas de
horas disponibles en febrero y julio, mientras que la flota PC no las cumplió en ningún mes.
- En términos de utilización efectiva, tanto la flota P&H como la flota L-1850 cumplen con las metas
de horas efectivas en todos los meses que han corrido del año. La flota PC estuvo bajo el P0 en
enero y julio.
- En general, la mayor parte de los días donde existen peaks altos de disponibilidad, la utilización
llega a peaks más bajos, lo que sugiere que en el rajo se da el siguiente fenómeno: la
0%
10%
20%
30%
40%
50%
60%
70%
Enero Febrero Marzo Abril Mayo Junio Julio
Uti
lizació
n E
fecti
va (
%)
Cumplimiento UE - Flota PC
REAL P0
0%
10%
20%
30%
40%
50%
60%
70%
Enero Febrero Marzo Abril Mayo Junio Julio
Uti
lizació
n E
fecti
va (
%)
Cumplimiento UE - Flota L-1850
REAL P0

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 86
maximización de la disponibilidad de los equipos de carguío tiende a reducir la utilización efectiva
de éstos. El fenómeno contrario también suele darse64. Por lo tanto, es razonable suponer que
la maximización de la disponibilidad conlleva una disminución del tiempo efectivo de trabajo, lo
que da a lugar a la existencia de un umbral máximo de utilización debido a cuestiones netamente
humanas. Esto se abordará en futuros reportes.
6.1.4 Productividad.
La productividad de los equipos (tanto de carguío como de transporte) suele estar medida en base
a la producción de cada uno de éstos por una unidad de tiempo adecuada. En el caso de la mina
Sur Sur, dicho KPI corresponde al rendimiento efectivo, que se define como producción por unidad
de tiempo efectivo (normalmente una hora efectiva de trabajo).
En la Figura 6.15 se observa una comparativa entre los rendimientos efectivos para cada subflota
de carguío.
Figura 6.15: Rendimiento efectivo de cada subflota de carguío durante el año 2015
En las Figuras 6.16, 6.17 y 6.18 se observan los cumplimientos para el rendimiento según P0 para
cada subflota de carguío.
64 La evidencia estadística sugiere que la razón principal de que la utilización suela bajar conforme la
disponibilidad aumenta son la extensión de las pérdidas operacionales y demoras no programadas en palas por no tener un camión donde descargar. En el rajo se da que los jefes de turno maximizan producción y no dejan unidades de transporte con material cargado en sus tolvas de un turno a otro, generando congestiones a inicio de turno que impiden que el transporte sea un proceso de flujo continuo, aumentando los traslados de palas y los tiempos de traspaleo.
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
Enero Febrero Marzo Abril Mayo Junio Julio
Ren
dim
ien
to E
fecti
vo
(t/
h)
Rendimiento - Flota de Carguío
Flota P&H Flota PC Flota L-1850

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 87
Figura 6.16: Cumplimiento en el rendimiento efectivo de la Flota P&H según P0
Figura 6.17: Cumplimiento en el rendimiento efectivo de la Flota PC según P0
5.400
5.600
5.800
6.000
6.200
6.400
6.600
6.800
7.000
7.200
7.400
7.600
Enero Febrero Marzo Abril Mayo Junio Julio
Ren
dim
ien
to E
fecti
vo
(t/
h)
Cumplimiento en Rendimiento - Flota P&H
Rendimiento Real Rendimiento P0
0
1.000
2.000
3.000
4.000
5.000
6.000
Enero Febrero Marzo Abril Mayo Junio Julio
Ren
dim
ien
to E
fecti
vo
(t/
h)
Cumplimiento en Rendimiento - Flota PC
Rendimiento Real Rendimiento P0

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 88
Figura 6.18: Cumplimiento en el rendimiento efectivo de la Flota L-1850 según P0
Al respecto, se tienen las siguientes observaciones65:
- Las metas de productividad para la flota P&H no han sido superadas en todo el año 2015. El
principal responsable de esto es la baja producción de las palas eléctricas, considerando que las
metas de utilización efectiva han sido superadas durante todo el año por estos equipos. Esto es
un problema66 significativo, debido a que la flota P&H es responsable del 72% de la producción
del rajo y la que trabaja sobre los polígonos de extracción de mineral en la Fase IV.
- La flota PC es la única que ha superado las metas de productividad durante todo el año. No
obstante, este resultado es sesgado, porque una de sus unidades (P712) estuvo fuera por un
mes y medio debido a rotura de sus orugas. La pala P711 es una unidad que igualmente puede
calificarse como poco eficaz, debido a que incluso a pesar de trabajar en una frente con mejores
características de carguío que la pala P712, no ha acumulado una mayor producción, incluso
con más de un mes de tiempo de sobra.
- La flota L-1850 ha superado las metas de productividad sólo durante enero y mayo del presente
año. La razón de esto es su alto tiempo de reserva y la longitud de sus tiempos de ciclo, mayores
que los de una pala (eléctrica o hidráulica). Además, ambos cargadores trabajan en frentes con
malas condiciones geotécnicas (alta presencia de bolones, estrechez y durezas significativas).
El rendimiento es el KPI que define el estándar de productividad de los equipos de carguío en el rajo,
y permite determinar las matrices de cumplimiento del programa P0 en función de los KPI que
conforman su input67. Esto es, disponibilidad física, utilización efectiva y producción.
65 Información sobre justificación de bajos rendimientos obtenida del registro de desviaciones diarias del rajo.
66 A pesar de que la producción ha hecho mella debido al no cumplimiento del P0, el total de fino (producido y
pagable) acumulado a Mayo 2015 superó al P0, fundamentalmente porque las leyes que ha habido en el rajo han estado mejores que lo presupuestado (incluso a pesar de que la recuperación metalúrgica también ha tenido bajas significativas en la planta). 67 Recordar que el rendimiento efectivo, para cualquier equipo, es directamente proporcional a la producción e
inversamente proporcional a la disponibilidad y utilización.
0
500
1.000
1.500
2.000
2.500
3.000
Enero Febrero Marzo Abril Mayo Junio Julio
Ren
dim
ien
to E
fecti
vo
(t/
h)
Cumplimiento en Rendimiento - Flota L-1850
Rendimiento Real Rendimiento P0

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 89
Naturalmente, una matriz de cumplimiento de productividad para la flota de carguío requiere de sólo
dos inputs de los tres que conforman la salida de rendimiento. Por ende, debe determinarse,
mediante un análisis de varianza, cuáles son los KPIs que más contribuyen a la variabilidad del
rendimiento. Dicha información se muestra, para cada subflota, en las Figuras 6.19, 6.20 y 6.21.
Figura 6.19: Contribución de cada KPI de desempeño al rendimiento de la flota P&H
Figura 6.20: Contribución de cada KPI de desempeño al rendimiento de la flota PC
49%
29%
22%
Sensibilización Rendimiento Flota P&H
Producción UE DF
54%
21%
25%
Sensibilización Rendimiento Flota PC
Producción UE DF

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 90
Figura 6.21: Contribución de cada KPI de desempeño al rendimiento de la flota L-1850
Visto lo anterior, se tienen los estándares de desempeño mostrados en las Figuras 6.22, 6.23 y 6.24
para cada subflota de carguío en el rajo. Cada uno de estos gráficos muestra las fracciones del
tiempo completo, considerado desde Enero a Julio de 2015, donde se cumplen los estándares
definidos por cada barra.
Figura 6.22: Estándar de productividad para Flota P&H en 2015
57%
19%
24%
Sensibilización Rendimiento Flota L-1850
Producción UE DF
26,89%
4,72%
11,79%
56,60%
0%
10%
20%
30%
40%
50%
60%
Baja Producción Baja Utilización Prod. y Util. Bajos Cumpl. Óptimo
Fra
cció
n d
e D
ías (
%)
Estándar Productividad - Flota P&H
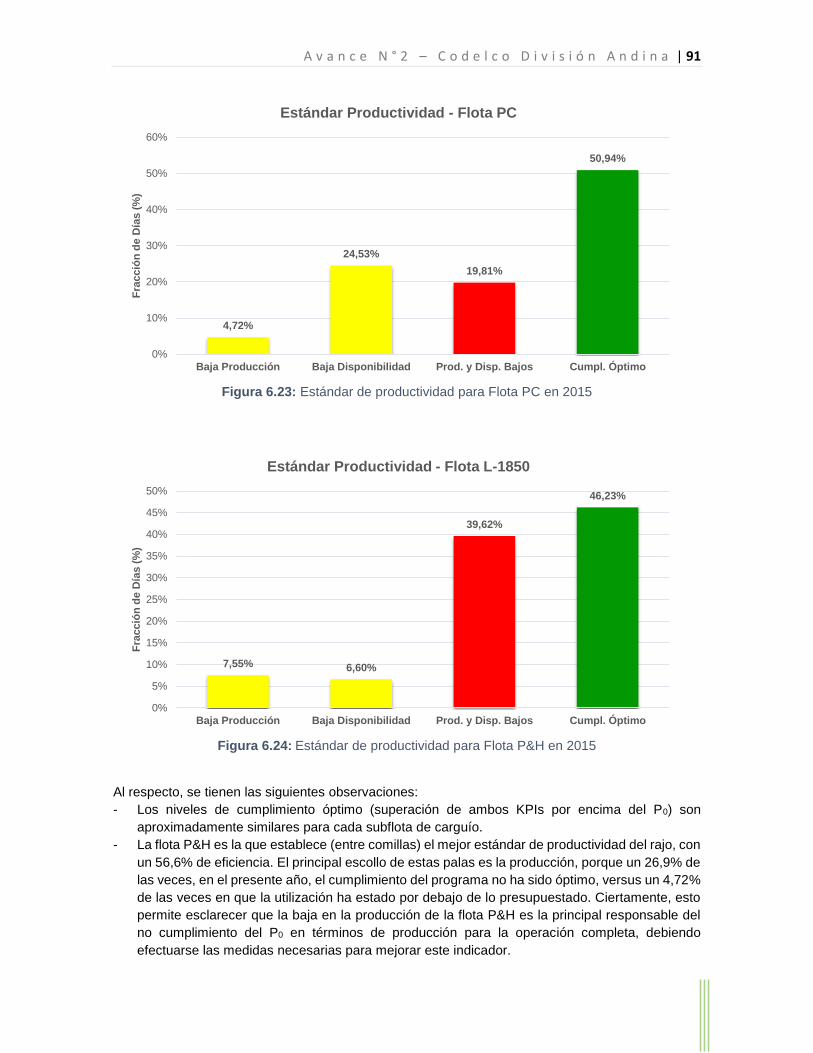
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 91
Figura 6.23: Estándar de productividad para Flota PC en 2015
Figura 6.24: Estándar de productividad para Flota P&H en 2015
Al respecto, se tienen las siguientes observaciones:
- Los niveles de cumplimiento óptimo (superación de ambos KPIs por encima del P0) son
aproximadamente similares para cada subflota de carguío.
- La flota P&H es la que establece (entre comillas) el mejor estándar de productividad del rajo, con
un 56,6% de eficiencia. El principal escollo de estas palas es la producción, porque un 26,9% de
las veces, en el presente año, el cumplimiento del programa no ha sido óptimo, versus un 4,72%
de las veces en que la utilización ha estado por debajo de lo presupuestado. Ciertamente, esto
permite esclarecer que la baja en la producción de la flota P&H es la principal responsable del
no cumplimiento del P0 en términos de producción para la operación completa, debiendo
efectuarse las medidas necesarias para mejorar este indicador.
4,72%
24,53%
19,81%
50,94%
0%
10%
20%
30%
40%
50%
60%
Baja Producción Baja Disponibilidad Prod. y Disp. Bajos Cumpl. Óptimo
Fra
cció
n d
e D
ías (
%)
Estándar Productividad - Flota PC
7,55% 6,60%
39,62%
46,23%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
50%
Baja Producción Baja Disponibilidad Prod. y Disp. Bajos Cumpl. Óptimo
Fra
cció
n d
e D
ías (
%)
Estándar Productividad - Flota L-1850

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 92
- La flota PC presenta un cumplimiento óptimo del 50,9%. Así, el principal escollo de las palas
hidráulicas es la disponibilidad, porque ésta ha impedido alcanzar el nivel óptimo de desempeño
según el P0 un 24,5% de las veces durante el presente año, versus un 4,72% del tiempo en que
esta flota tuvo bajas en la producción. Sin embargo, debe destacarse nuevamente que la pala
P712 estuvo fuera de servicio por 52 días debido a una mantención imprevista, por lo que existe
un sesgo en esta información.
- La flota L-1850 presenta un cumplimiento óptimo del 46,2%. El estándar de productividad para
los cargadores muestra que estos equipos tienen un problema más complejo en su desempeño,
porque el nivel de no cumplimiento crítico es de un 39,6%. Luego, un 39,6% de las veces durante
el presente año, la flota de cargadores presentó tanto producción como disponibilidad por debajo
del P0. Esto da cuenta de la poca fiabilidad mecánica de estos equipos y de su alta variabilidad
en términos de carguío de material. No obstante, estos equipos tienen un nivel de contribución
importante en el movimiento de materiales del rajo, sobretodo el cargador C282, cuya
contribución a la variabilidad de la producción del rajo es mayor que la del cargador C281 y la
pala P711, por lo que las mejoras en ambos indicadores son igualmente imperativas que aquellas
necesarias en la flota PC.
6.2 Flota de Transporte.
6.2.1 Cumplimiento de la Producción.
6.2.2 Indicadores de Desempeño.
6.2.3 Productividad.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 93
Capítulo 7 : PROPUESTAS DE MEJORA DE DESEMPEÑO.
A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 94
Capítulo 8 : IMPACTO ECONÓMICO DE LAS MEJORAS DE DESEMPEÑO.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 95
Capítulo 9 : CONCLUSIONES FINALES.

A v a n c e N ° 2 – C o d e l c o D i v i s i ó n A n d i n a | 96
ANEXOS.