



Analisis de Capacidad de procesos
48
-
Upload
laura-bernal -
Category
Documents
-
view
709 -
download
15
Transcript of Analisis de Capacidad de procesos
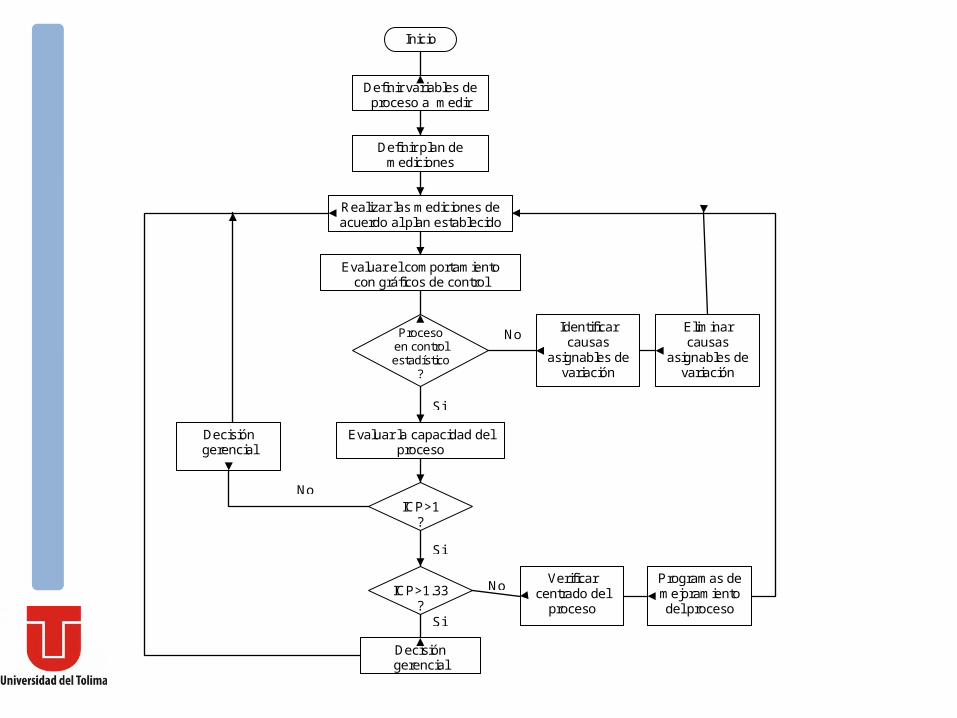
Inicio
Definir variables de proceso a medir
Definir plan de mediciones
Realizar las mediciones de acuerdo al plan establecido
Evaluar el comportamiento con gráficos de control
Evaluar la capacidad del proceso
Identificar causas
asignables de variación
Eliminar causas
asignables de variación
Decisión gerencial
Verificar centrado del
proceso
Programas de mejoramiento del proceso
Decisión gerencial
Proceso en control estadístico
?
ICP>1 ?
ICP>1.33 ?
Si
No
No
Si
Si
No
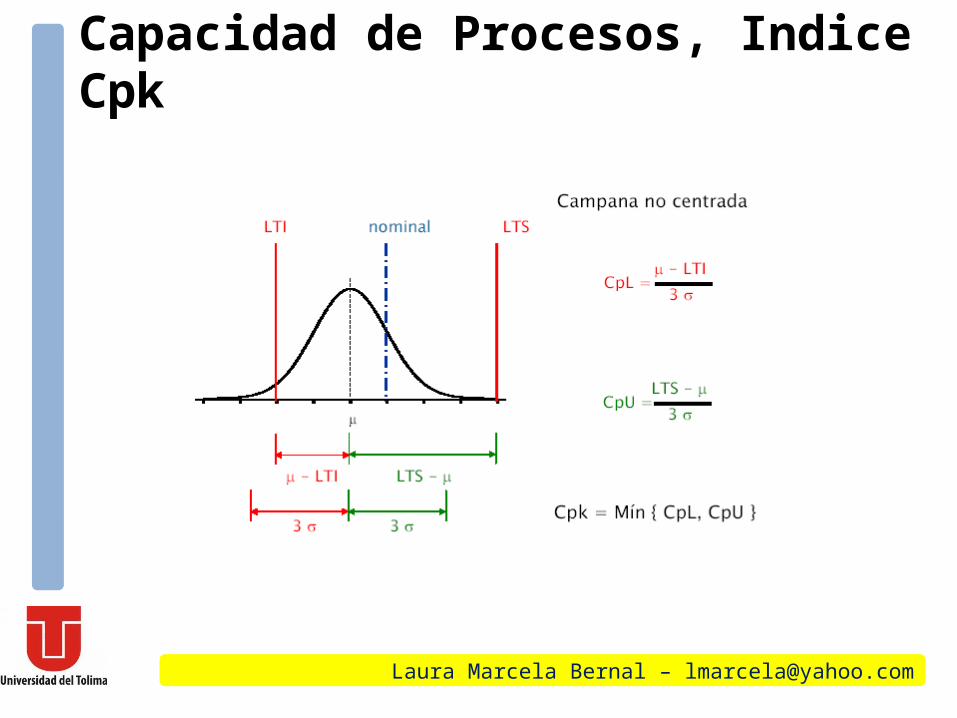
Capacidad de un proceso:
Laura Marcela Bernal – [email protected]
Consiste en conocer la amplitud de la variación natural del proceso para una característica de calidad dada, ya que esto permitirá saber en que medida tal característica es satisfactoria (cumple especificaciones)
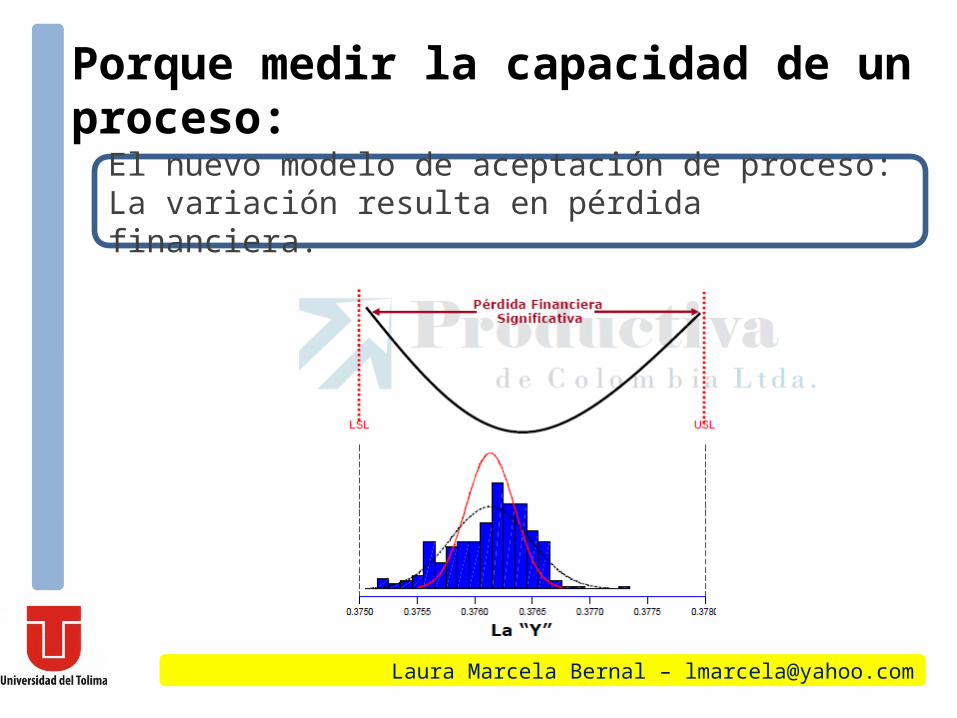
Porque medir la capacidad de un proceso:
Laura Marcela Bernal – [email protected]
El nuevo modelo de aceptación de proceso:La variación resulta en pérdida financiera.
6
Capacidad de Proceso
La principal razón para cuantificar la capacidad de un proceso es la de calcular la habilidad del proceso para mantener dentro de las especificaciones del producto.
Para procesos que están bajo control estadístico, una comparación de la
variación de 6σ con los límites de especificaciones permite un fácil cálculo del porcentaje de defectuosos mediante la tolerancia estadística convencional.
Laura Marcela Bernal – [email protected]
• ¿Por qué este proceso no cumple con las especificaciones establecidas?
Como ayuda a la predicción:
• ¿Es este proceso capaz de cumplir permanentemente con las especificaciones del producto?
Como ayuda al analisis:
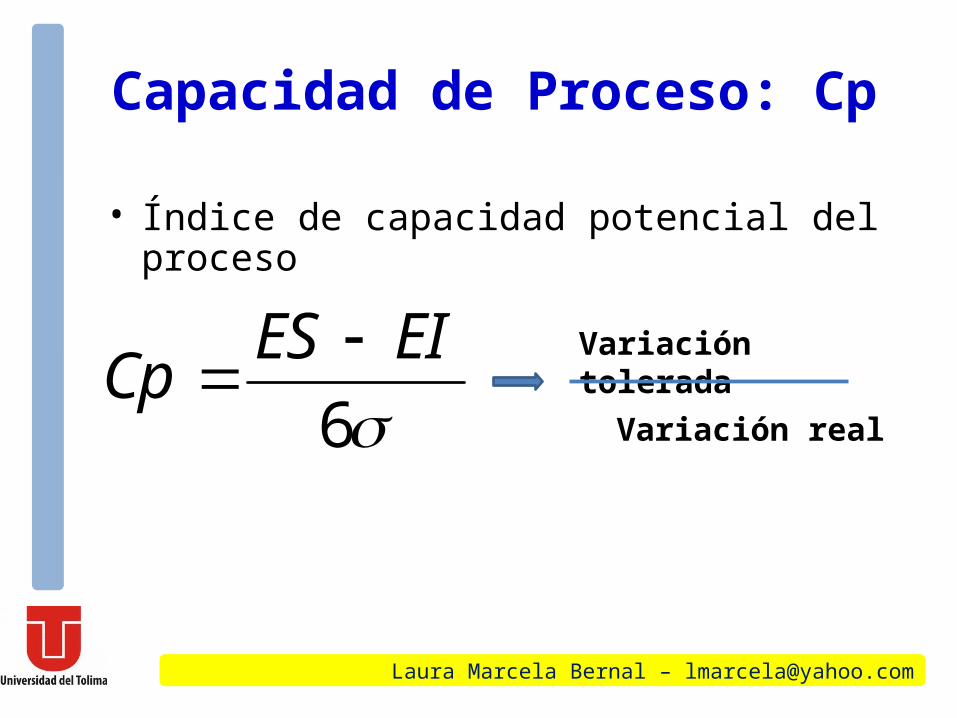
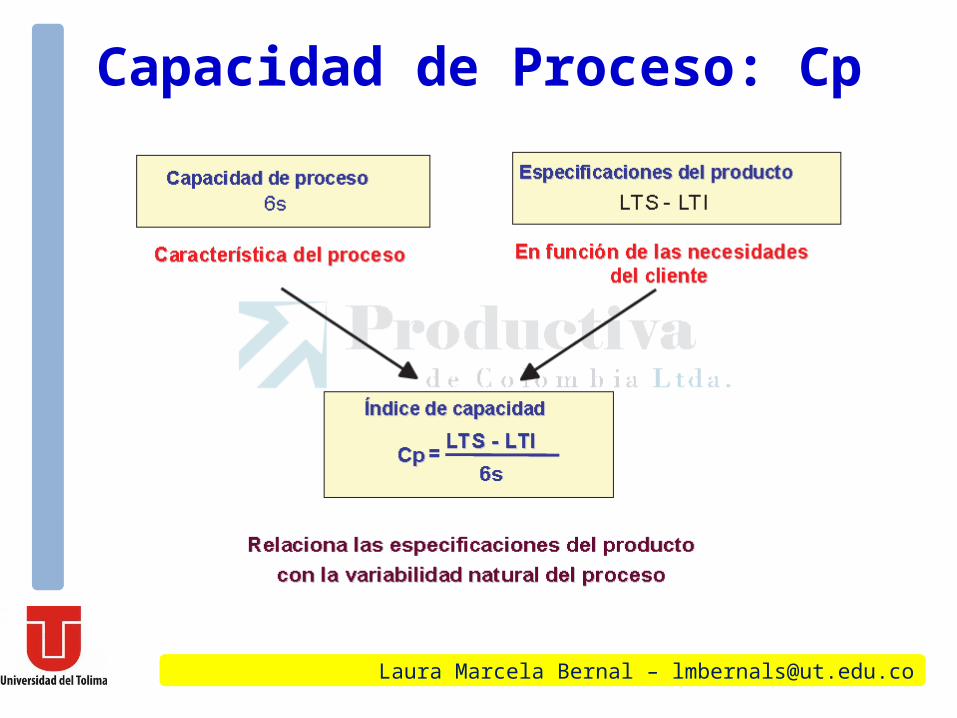
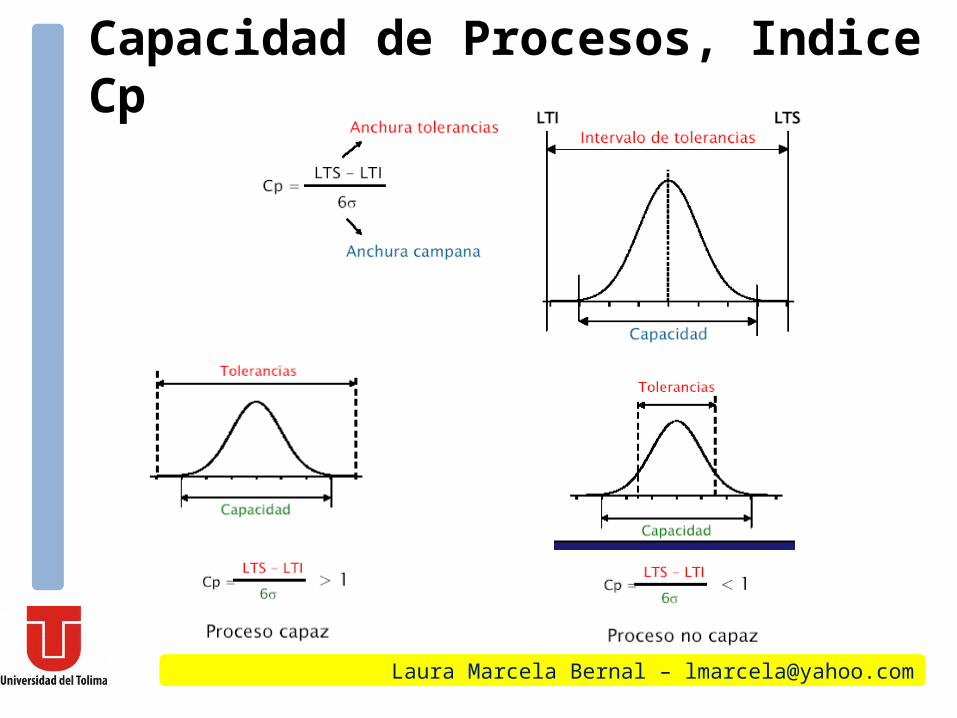
• Índice de capacidad potencial del proceso
6
EIESCp
Laura Marcela Bernal – [email protected]
Capacidad de Proceso: Cp
Variación tolerada
Variación real
Laura Marcela Bernal – [email protected]
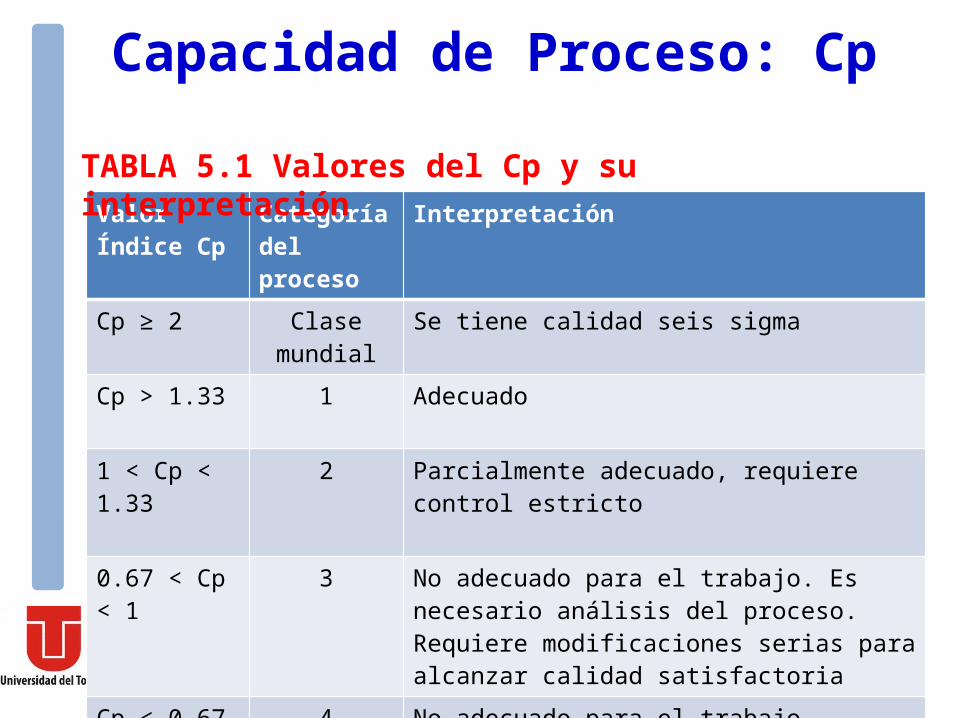
Capacidad de Proceso: Cp
Valor Índice Cp
Categoría del proceso
Interpretación
Cp ≥ 2 Clase mundial
Se tiene calidad seis sigma
Cp > 1.33 1 Adecuado
1 < Cp < 1.33 2 Parcialmente adecuado, requiere control estricto
0.67 < Cp < 1 3 No adecuado para el trabajo. Es necesario análisis del proceso. Requiere modificaciones serias para alcanzar calidad satisfactoria
Cp < 0.67 4 No adecuado para el trabajo. Requiere modificaciones muy serias
TABLA 5.1 Valores del Cp y su interpretación
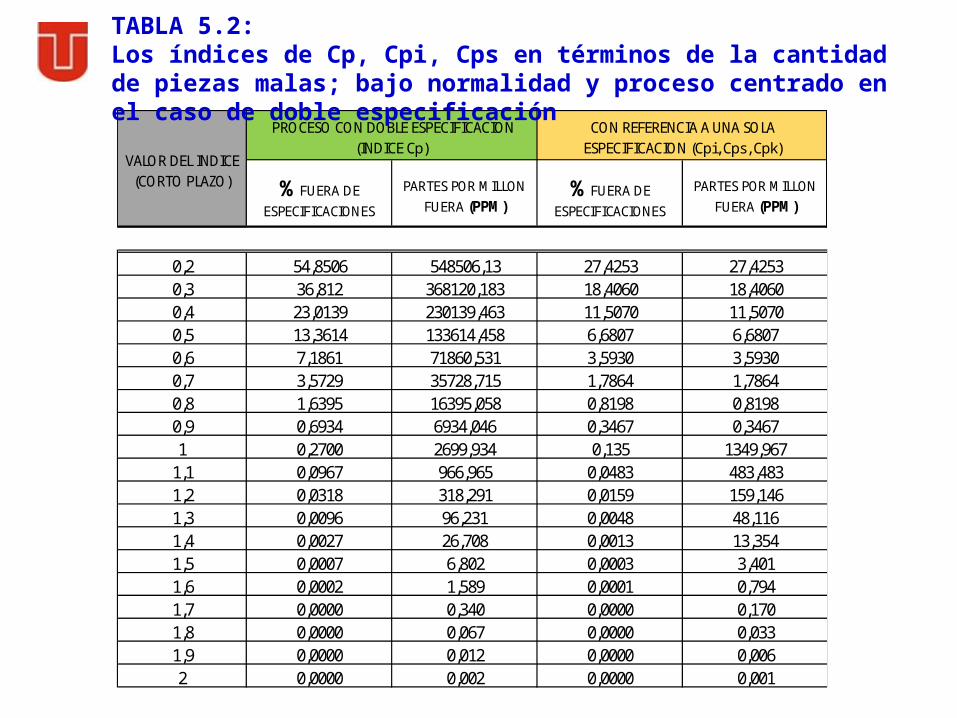
% FUERA DE ESPECIFICACIONES
PARTES POR MILLON FUERA (PPM)
% FUERA DE ESPECIFICACIONES
PARTES POR MILLON FUERA (PPM)
0,2 54,8506 548506,13 27,4253 27,42530,3 36,812 368120,183 18,4060 18,40600,4 23,0139 230139,463 11,5070 11,50700,5 13,3614 133614,458 6,6807 6,68070,6 7,1861 71860,531 3,5930 3,59300,7 3,5729 35728,715 1,7864 1,78640,8 1,6395 16395,058 0,8198 0,81980,9 0,6934 6934,046 0,3467 0,34671 0,2700 2699,934 0,135 1349,967
1,1 0,0967 966,965 0,0483 483,4831,2 0,0318 318,291 0,0159 159,1461,3 0,0096 96,231 0,0048 48,1161,4 0,0027 26,708 0,0013 13,3541,5 0,0007 6,802 0,0003 3,4011,6 0,0002 1,589 0,0001 0,7941,7 0,0000 0,340 0,0000 0,1701,8 0,0000 0,067 0,0000 0,0331,9 0,0000 0,012 0,0000 0,0062 0,0000 0,002 0,0000 0,001
VALOR DEL INDICE (CORTO PLAZO)
PROCESO CON DOBLE ESPECIFICACION (INDICE Cp)
CON REFERENCIA A UNA SOLA ESPECIFICACION (Cpi, Cps, Cpk)
TABLA 5.2: Los índices de Cp, Cpi, Cps en términos de la cantidad de piezas malas; bajo normalidad y proceso centrado en el caso de doble especificación
Distribución normal
Simetría respecto
al promedio
El promedio es igual a
la mediana y la moda
La mayor frecuencia se
encuentra en el centro
de la distribución
La desviación estándar define la
posición de la curva
Laura Marcela Bernal – [email protected]
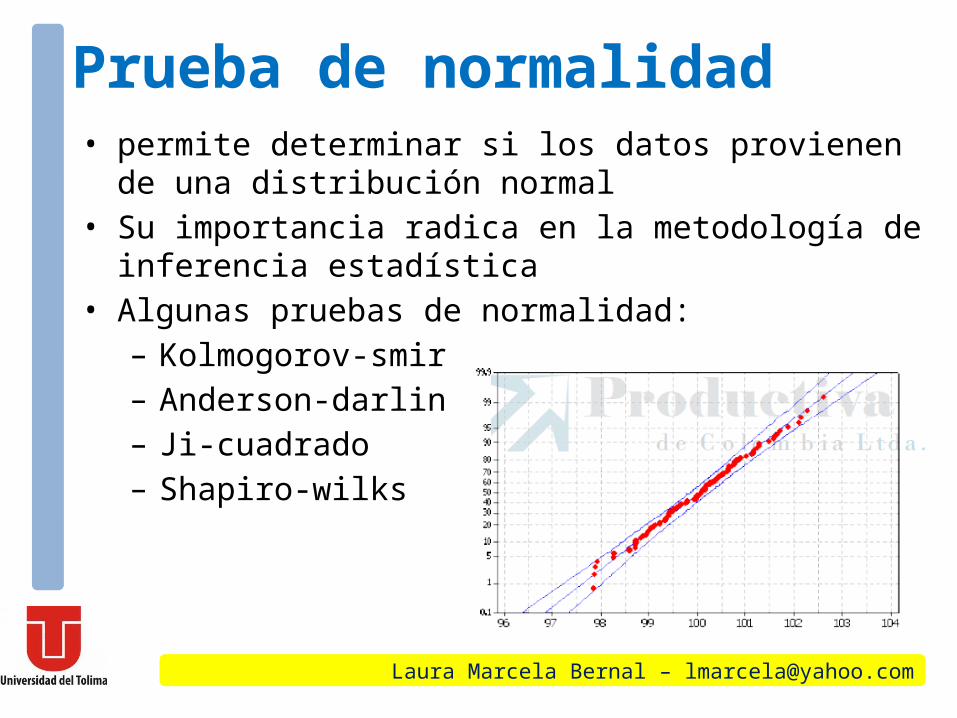
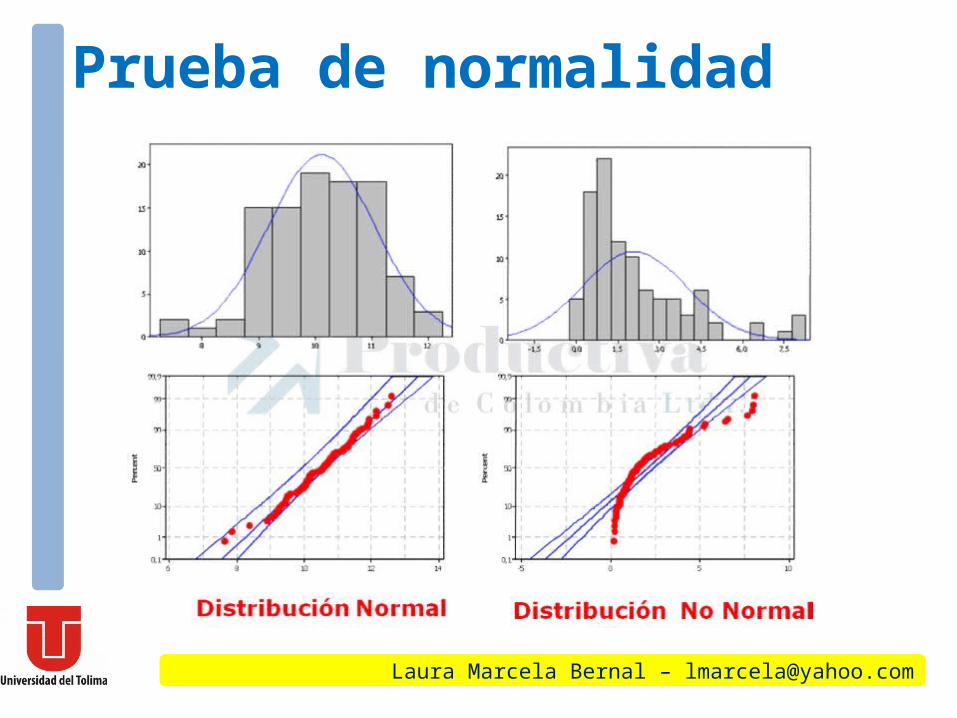
Prueba de normalidad• permite determinar si los datos provienen de una distribución
normal• Su importancia radica en la metodología de inferencia
estadística• Algunas pruebas de normalidad:
– Kolmogorov-smirnov– Anderson-darling– Ji-cuadrado– Shapiro-wilks
Laura Marcela Bernal – [email protected]
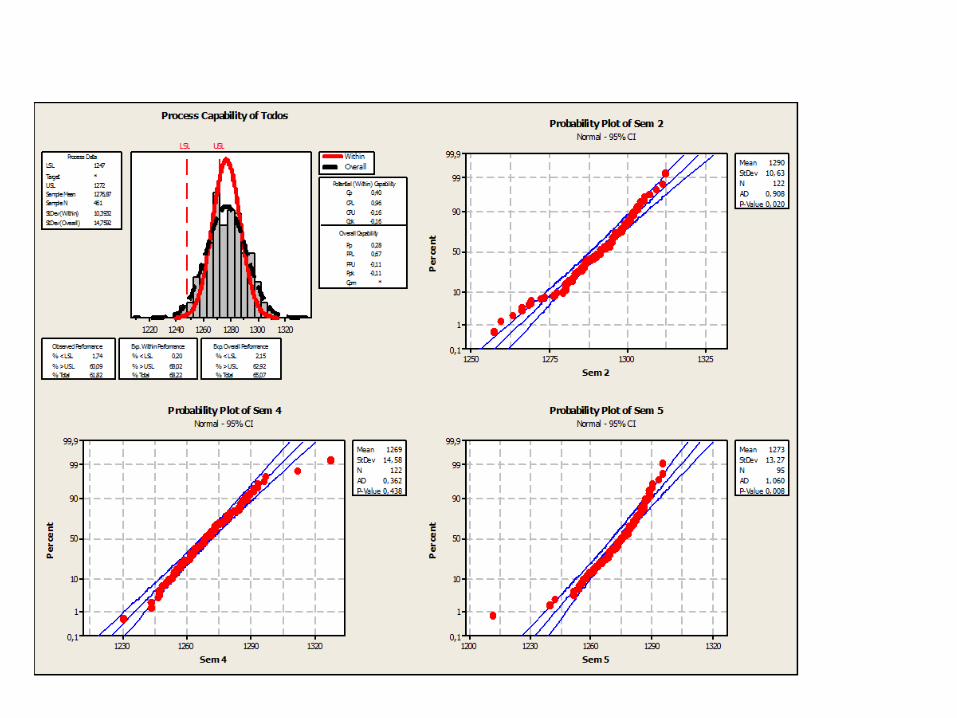
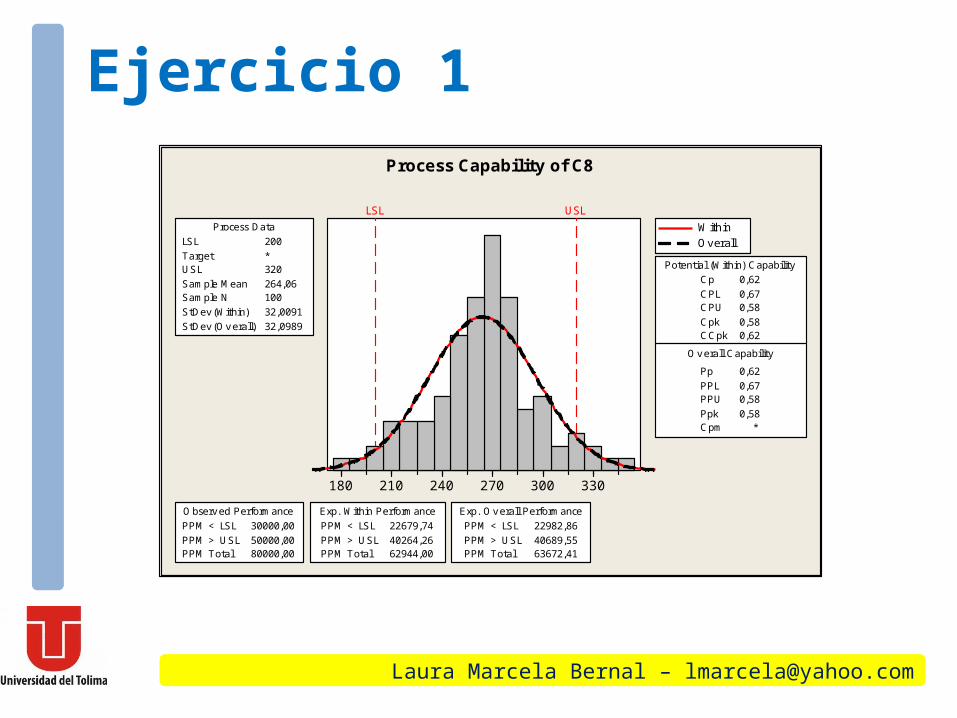
El éxito en la manufactura del vidrio radica en controlar la temperatura del proceso, para regular las fuerzas internas que lo hacen quebradizo. Dentro de las propiedades térmicas a evaluar se definen el punto de deformación (donde el vidrio es un sólido rígido y puede enfriarse rápidamente sin introducir ningún tipo de tensiones externas) cuyo valor de referencia esta entre 200 y 320.
A continuación se presentan datos recogidos de la resistencia al estallamiento de 100 botellas de vidrio para refresco de 1 litro.
Analizar el proceso de acuerdo a:a. Límites realesb. Indices de capacidad Cp, Cpk, Cps, Cpi, K, Cpmc. Interprete los resultados obtenidosd. Se considera el proceso capaz?
Laura Marcela Bernal – [email protected]
Ejercicio 1

Laura Marcela Bernal – [email protected]
Ejercicio 1
265 197 346 280 265 200 221 265 261 278205 286 317 242 254 235 176 262 248 250263 274 242 260 281 246 248 271 260 265307 243 258 321 294 328 263 245 274 270220 231 276 228 223 296 231 301 337 298268 267 300 250 260 276 334 280 250 257260 281 208 299 308 264 280 274 278 210234 265 187 258 235 269 265 253 254 280299 214 264 267 283 235 272 287 274 269215 318 271 293 277 290 283 258 275 251

EIESCr
6
Laura Marcela Bernal – [email protected]
Índice Cr: Razón de capacidad potencial
• Representa la proporción de la banda de especificaciones que es cubierta por el proceso
• Ej: Cr: 0.90 indica que la variación del proceso potencialmente cubre el 90% de la banda del especificaciones
3
3
ESC
EIC
ps
pi
Índice Cpi, Cps: Índice de capacidad para la especificación inferior y superior
Laura Marcela Bernal – [email protected]
• Estos índices a diferencia de Cp y Cr si toman en cuenta el centrado del proceso.
• Para interpretar estos índices se usa la tabla 5.1; no obstante para considerar que el proceso es adecuado el valor de Cpi y Cps debe ser mayor de 1.25 en lugar de 1.33
3
,3
ESEIMinC pk
Laura Marcela Bernal – [email protected]
Índice Cpk: Índice de capacidad real del proceso
• Es considerada una versión corregida de Cp• Toma en cuenta el centrado del proceso• Si Cpk es < 1 el proceso no cumple con por lo menos una de las
especificaciones• Cpk > 1,25 es satisfactorio
Índice Cpk: interpretación
A •El índice Cpk siempre va a ser menor o igual que el índice Cp.
B •Cuando Cp y Cpk son muy proximos indica que la media del proceso esta muy cerca del punto medio de las especificaciones
C •Si el valor de Cpk es mucho mas pequeño que el Cp, nos indica que la media del proceso esta alejada del centro de las especificaciones
D •En un proceso ya existente Cpk: 1,25 sera satisfactorio, mientras que para procesos nuevos se pide que Cpk > 1,45
E •Valores negativos o ceros, indica que la media del proceso esta fuera de las especificaciones
Laura Marcela Bernal – [email protected]
Ejercicio 1
330300270240210180
LSL USLProcess Data
Sample N 100StDev(Within) 32,0091StDev(Overall) 32,0989
LSL 200Target *USL 320Sample Mean 264,06
Potential (Within) Capability
CCpk 0,62
Overall Capability
Pp 0,62PPL 0,67PPU 0,58Ppk
Cp
0,58Cpm *
0,62CPL 0,67CPU 0,58Cpk 0,58
Observed PerformancePPM < LSL 30000,00PPM > USL 50000,00PPM Total 80000,00
Exp. Within PerformancePPM < LSL 22679,74PPM > USL 40264,26PPM Total 62944,00
Exp. Overall PerformancePPM < LSL 22982,86PPM > USL 40689,55PPM Total 63672,41
WithinOverall
Process Capability of C8

25
Capacidad de Proceso Promedio Aceptable Desviación estándar aceptable. Cpk > 1 Promedio aun aceptable Desviación estándar aceptable. Cpk = 1 Promedio muy alto Desviación estándar potencialmente aceptable Cpk = Cpu < 1
Medidas
Medidas
Medidas Fre
cuen
cias
F
recu
enci
as
Fre
cuen
cias
c.
b.
a.
Especificaciones
Especificaciones
Especificaciones
Laura Marcela Bernal – [email protected]
100
21
XEIES
NK
Índice K: Índice de centrado de proceso
Indicador de que tan centrada está la distribución de un proceso con respecto alas especificaciones de una característica dada
Indica el grado porcentual de desviación
Si el signo de K es positivo significa que la media del proceso es mayor que el valor nominal
Valores de K menores a 20% en términos absolutos se consideran como aceptables
El valor N es la calidad objetivo y óptima, cualquier desviación respecto a este valor lleva a un detrimento de la calidad
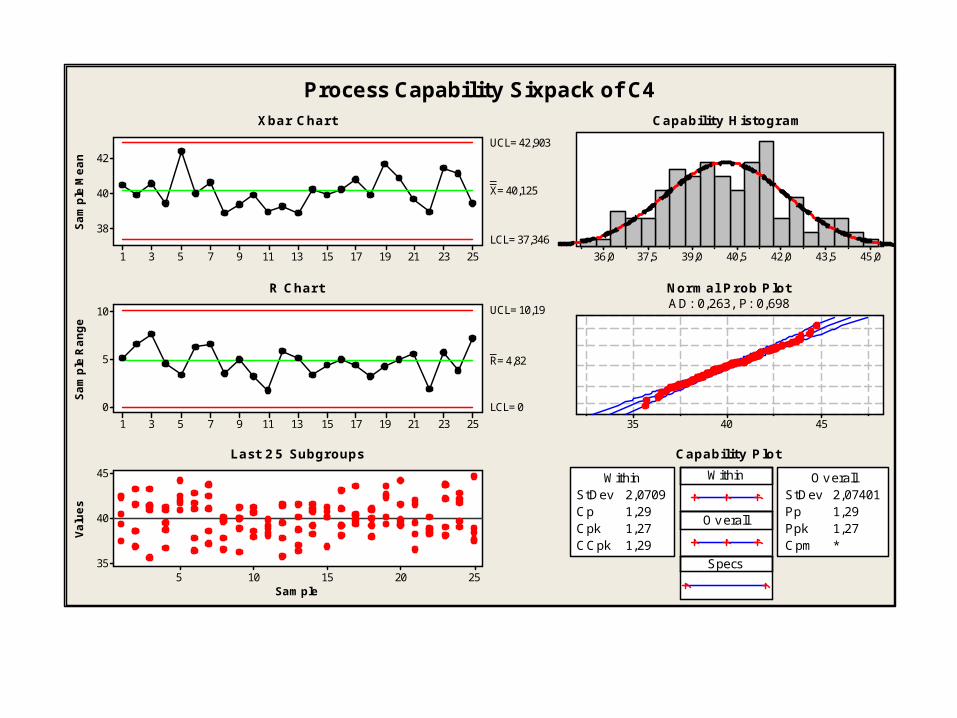
Sam
ple
Mean
252321191715131197531
42
40
38
__X=40,125
UCL=42,903
LCL=37,346
Sam
ple
Range
252321191715131197531
10
5
0
_R=4,82
UCL=10,19
LCL=0
Sample
Valu
es
252015105
45
40
35
45,043,542,040,539,037,536,0
454035
Within
Overall
Specs
WithinStDev 2,0709Cp 1,29Cpk 1,27CCpk 1,29
OverallStDev 2,07401Pp 1,29Ppk 1,27Cpm *
Process Capability Sixpack of C4Xbar Chart
R Chart
Last 25 Subgroups
Capability Histogram
Normal Prob PlotAD: 0,263, P: 0,698
Capability Plot
La mejora de un proceso debe orientarse a reducir su variabilidad alrededor del valor N y no solo a cumplir con las especificaciones
Cpm < 1: el proceso no cumple especificaciones ya sea por centrado o variabilidad
Cpm > 1: el proceso cumple especificaciones y la media del proceso esta dentro de la tercera parte central de la banda de especificaciones
Cpm > 1.33: el proceso cumple especificaciones pero ademas la media del proceso esta dentro de la quinta parte del rango central de especificaciones
22 )(
6
N
EIESC pm
Índice Cpm: Índice de Taguchi
Laura Marcela Bernal – [email protected]
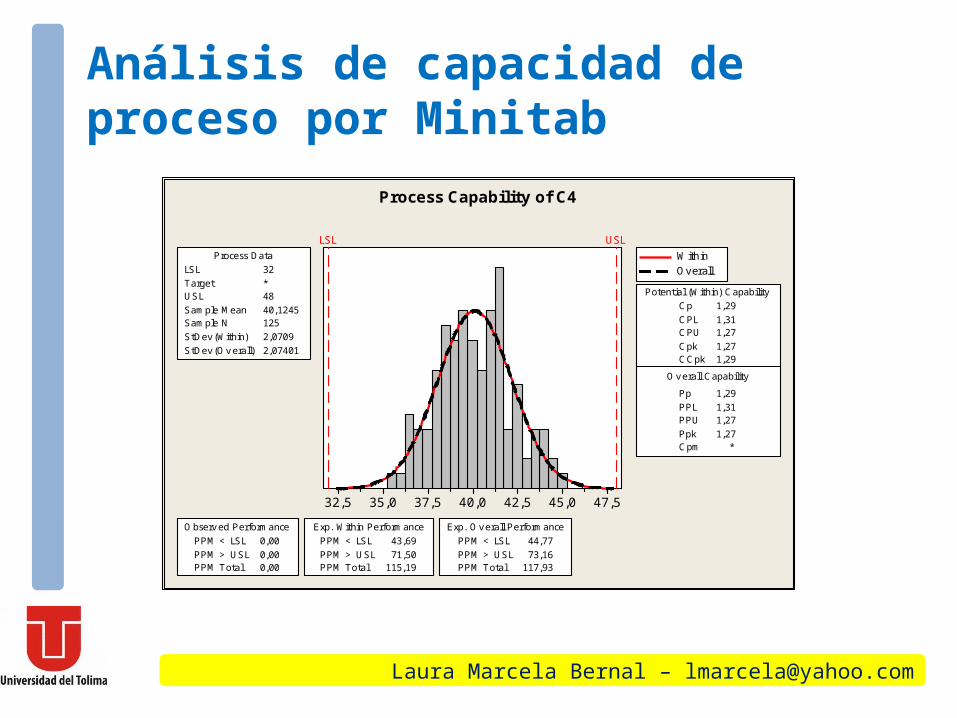
Análisis de capacidad de proceso por Minitab
Laura Marcela Bernal – [email protected]
47,545,042,540,037,535,032,5
LSL USLProcess Data
Sample N 125
StDev(Within) 2,0709StDev(Overall) 2,07401
LSL 32
Target *USL 48Sample Mean 40,1245
Potential (Within) Capability
CCpk 1,29
Overall Capability
Pp 1,29
PPL 1,31PPU 1,27
Ppk
Cp
1,27Cpm *
1,29
CPL 1,31CPU 1,27
Cpk 1,27
Observed Performance
PPM < LSL 0,00PPM > USL 0,00PPM Total 0,00
Exp. Within Performance
PPM < LSL 43,69PPM > USL 71,50PPM Total 115,19
Exp. Overall Performance
PPM < LSL 44,77PPM > USL 73,16PPM Total 117,93
WithinOverall
Process Capability of C4

En las plantas de tratamiento de aguas residuales una forma de medir la eficacia del tratamiento biológico aerobio de clarificación secundaria y de la filtración, es mediante los sólidos suspendidos totales SST.
En una planta en particular, se tiene que los SST no deben ser mayores a ES=30 para considerar que el proceso fue satisfactorio.Por lo tanto, esta variable es de tipo “entre mas pequeña, mejor”
De acuerdo con datos históricos se tiene que la media y la desviación estándar de SST son 10.2 y 5.1 respectivamente.
Se considera que el proceso es capaz?
Laura Marcela Bernal – [email protected]
Ejercicio 2
Respuesta:En este caso no es posible calcular el indice Cp ya que solo se cuenta con la especificacion superior. Por lo tanto se hace el calculo para determinar Cps
Cps = 1.29
De acuerdo con la tabla 5.2 tiene un porcentaje fuera de especificaciones cercano a 0,0048% que se considera adecuado a menos que se tenga una exigencia aun mayor.
Laura Marcela Bernal – [email protected]
Ejercicio 2
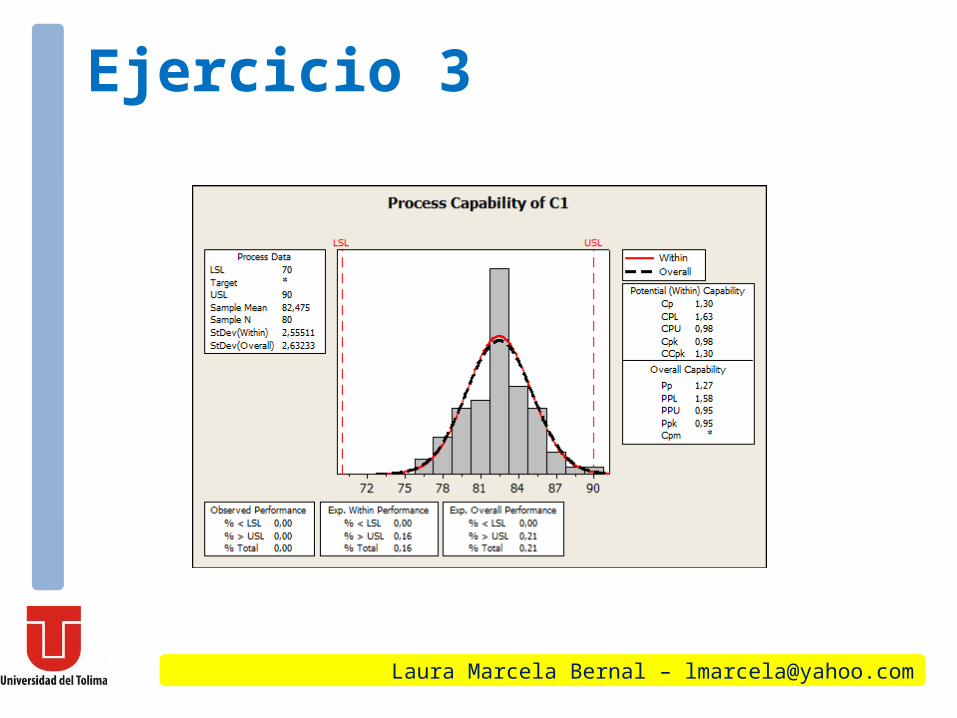
Los siguientes datos representan la especificación de peso de una muestra de 4 chorizos calibre pequeño en la etapa de embutido. El objetivo es un peso de 80 ± 10 g.
Los datos se adjuntan en Excel
Laura Marcela Bernal – [email protected]
Ejercicio 3
a. Construya una grafica de capacidad de este proceso (histograma con tolerancias) y de una primera opinión sobre su capacidad
b. Calcule la media y desviación estándar y estime los indices de Cp, Cpk, Cpm y K e interpretelos.
c. Con base en la tabla 5.2 estime el porcentaje fuera de especificaciones
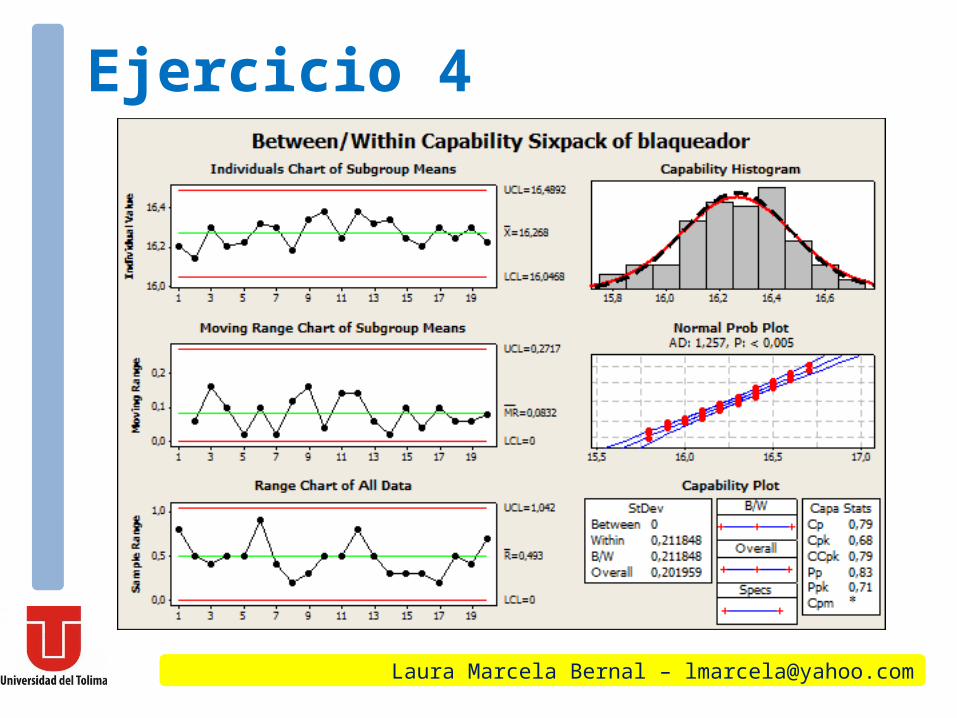
El peso neto (onzas) de un producto blanqueador en polvo va a monitorearse con cartas de control X-R utilizando un tamaño de muestra n=5 Los datos de 20 muestras preliminares se adjuntan en archivo de excel
a. Establecer las cartas de control X-R usando los datos adjuntos. El proceso manifiesta control estadistico?
b. El peso de llenado parece seguir una distribucion normal?
c. Si las especificaciones son 16.2 ± 0.5 que conclusiones saca de la capacidad del proceso?
Laura Marcela Bernal – [email protected]
Ejercicio 4
1. Recoger una muestra representativa de al menos 50 unidades (seguidas
para estudios a corto plazo y espaciadas para estudios a largo plazo)
2. Chequear que los datos no evidencien un proceso o máquina fuera de control estadístico
3. Chequear que los datos no evidencien una distribución no normal
4. Realizar el estudio
Capacidad de Procesos, Etapas
Laura Marcela Bernal – [email protected]

37
LIE LSE
Laura Marcela Bernal – [email protected]
Nivel sigma y desviación estándar
Como se puede observar, el proceso de la izquierda tiene un nivel sigma de 3 debido a que caben 3 desviaciones estándar entre la media y los límites de especificación, y en el proceso de la derecha caben 6 desviaciones estándar entre los límites de especificación dándole un nivel de 6 sigma.

Ejemplos de defectos según el nivel Sigma
Laura Marcela Bernal – [email protected]
5.000 cirugías sin éxito en la semana.
2 aterrizajes forzosos al día en los principales aeropuertos
200.000 recetas medicas erradas al año
Nivel 3 sigma
1,7 cirugías sin éxito a la semana
1 aterrizaje forzoso cada 5 años
68 recetas erradas al año
Nivel 6 sigma

Laura Marcela Bernal – [email protected]
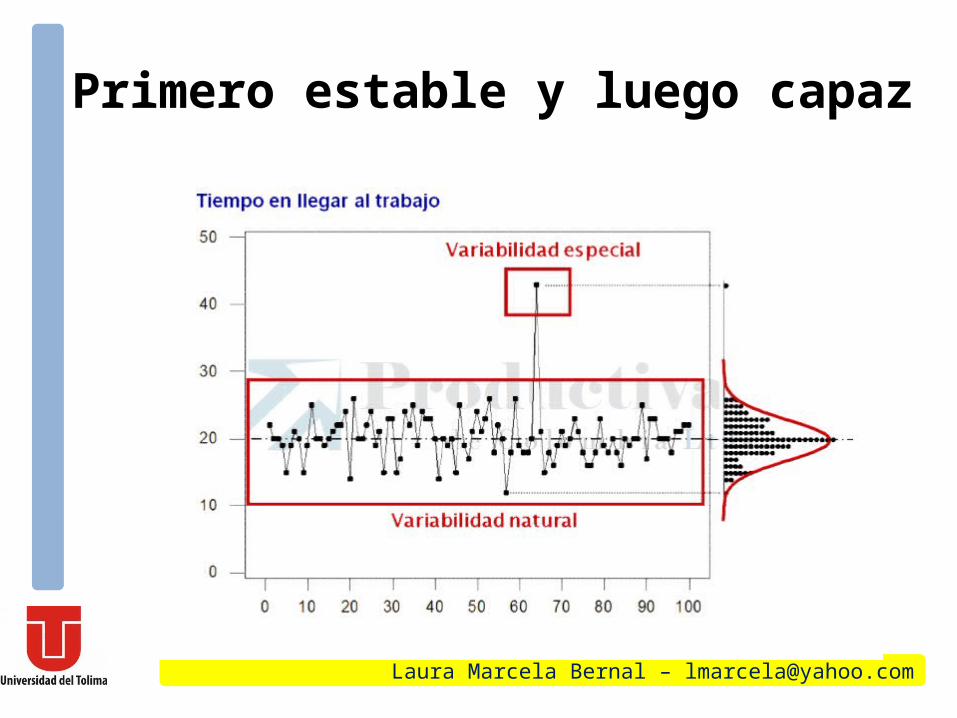
Estado de un proceso: Capacidad y estabilidad
Proceso capaz
Proceso que cumple con especificaciones de tal forma que el
nivel de disconformidades es suficientemente bajo para garantizar que no habrá esfuerzos inmediatos
para tratar de ajustarlas

Laura Marcela Bernal – [email protected]
Estado de un proceso: Capacidad y estabilidad
Capacidad para
cumplir
especificacio
nes Cpk
2,5
A B2
1,5
1
C D
0,5
0
-0,5
-10 3 6 9 12 15 18 21
Estabilidad de la variabilidad a traves del tiempo St

Laura Marcela Bernal – [email protected]
Estado de un proceso: Capacidad y estabilidad
El proceso es estable? Herramientas:
Cartas de control e indice de inestabilidad
SI NO
El proceso es capaz? Herramientas: estudios de capacidad e indices Cp y Cpk
SI A B
estable y capaz capaz pero inestable
NO C D
estable y incapaz incapaze inestable
Laura Marcela Bernal – [email protected]
Estado de un proceso: Capacidad y estabilidad
1. Delimitar datos históricos Recoger datos que reflejen la realidad del proceso, en lapso de tiempo
considerable donde no se hayan realizado grandes modificaciones al proceso procesos masivos: 3-4 semanas- 300 a 500 puntos procesos lentos: 100 a 200 puntos 2. Analizar estabilidad analizar los datos históricos: comportamiento de los puntos patrones
especiales de variación, y calcular St. Si da S alto (ej >10% ) alta inestabilidad. Si St=1-3 Proceso estable
3. Estudiar la capacidad Con los datos históricos hacer análisis de SCP incluye Cp Cpk histograma
identifica si hay problemas de capacidad por centrado y/o exceso de variación
Laura Marcela Bernal – [email protected]
Capacidad y estabilidad Proceso tipo D (inestable e incapaz)
• Detectar y eliminar las causas de inestabilidad• Identificar los patrones que sigue la inestabilidad• Se deduce que es un proceso pobremente estandarizado
Acciones
• Revisar el sistema de monitoreo del proceso para mejorarlo• Revisar diseño y operación de los GC: objetivo, seleccionar la carta adecuada,
el muestreo, interpretación etcMejorar el uso de los GC
• En paralelo al mejoramiento de los GC analizar los datos históricos para identificar el tipo de inestabilidad existente en el proceso
• Localizado el patrón de inestabilidad listar las variables que causan la inestabilidad, monitorear y analizar
Eliminar causas de inestabilidad
Volver e evaluar el estado del proceso
Laura Marcela Bernal – [email protected]
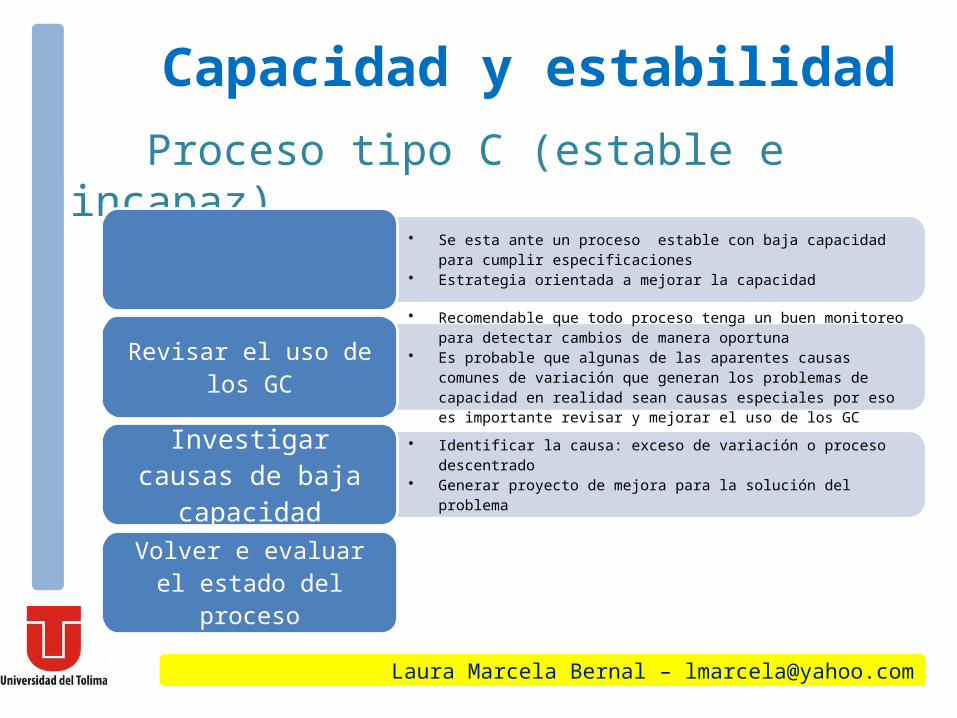
Capacidad y estabilidad Proceso tipo C (estable e incapaz)
• Se esta ante un proceso estable con baja capacidad para cumplir especificaciones
• Estrategia orientada a mejorar la capacidad
• Recomendable que todo proceso tenga un buen monitoreo para detectar cambios de manera oportuna
• Es probable que algunas de las aparentes causas comunes de variación que generan los problemas de capacidad en realidad sean causas especiales por eso es importante revisar y mejorar el uso de los GC
Revisar el uso de los GC
• Identificar la causa: exceso de variación o proceso descentrado• Generar proyecto de mejora para la solución del problema
Investigar causas de baja capacidad
Volver e evaluar el estado del proceso
Laura Marcela Bernal – [email protected]
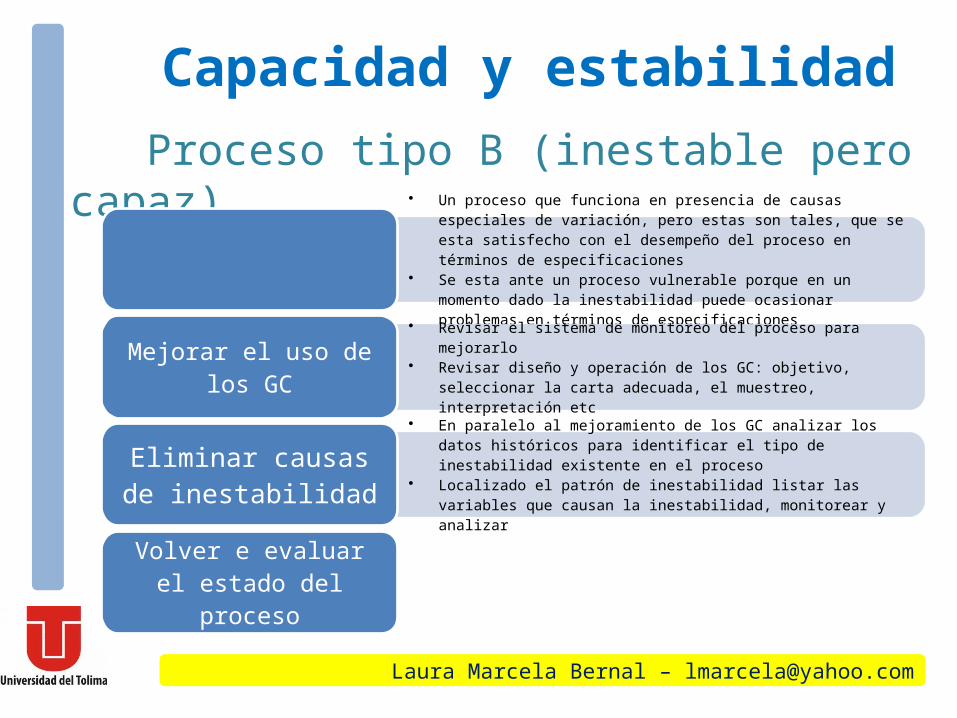
Capacidad y estabilidad Proceso tipo B (inestable pero capaz)
• Un proceso que funciona en presencia de causas especiales de variación, pero estas son tales, que se esta satisfecho con el desempeño del proceso en términos de especificaciones
• Se esta ante un proceso vulnerable porque en un momento dado la inestabilidad puede ocasionar problemas en términos de especificaciones
• Revisar el sistema de monitoreo del proceso para mejorarlo• Revisar diseño y operación de los GC: objetivo, seleccionar la carta adecuada,
el muestreo, interpretación etcMejorar el uso de los GC
• En paralelo al mejoramiento de los GC analizar los datos históricos para identificar el tipo de inestabilidad existente en el proceso
• Localizado el patrón de inestabilidad listar las variables que causan la inestabilidad, monitorear y analizar
Eliminar causas de inestabilidad
Volver e evaluar el estado del proceso
En una referencia de tocineta se tiene que la longitud de lonja debe ser de 550 mm con una tolerancia de ± 8 mm. Para detectar la posible presencia de causas especiales de variación y en general para monitorear el correcto funcionamiento del proceso de corte, cada hora, se toman 5 lonjas y se miden.
Laura Marcela Bernal – [email protected]
Ejercicio 5
a. Cual es el comportamiento de la tendencia central y variabilidad de los datos?
b. Establecer si el proceso manifiesta control estadístico?
c. Cuales son los limites reales del proceso?
d. Que conclusiones saca de la capacidad del proceso?
Laura Marcela Bernal – [email protected]
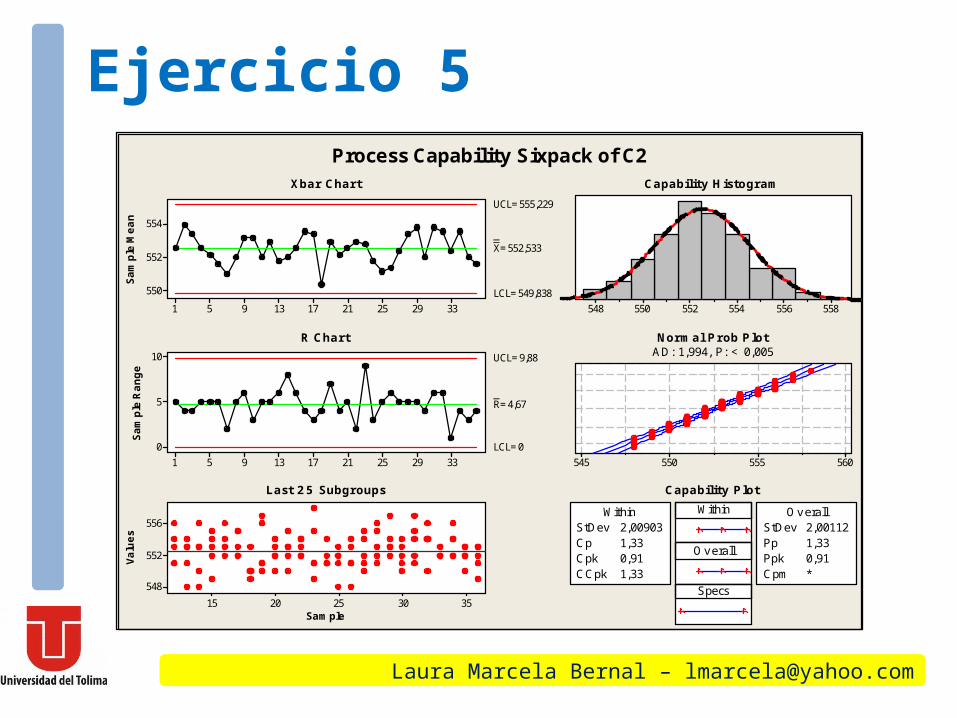
Ejercicio 5Sam
ple
Mean
332925211713951
554
552
550
__X=552,533
UCL=555,229
LCL=549,838
Sam
ple
Range
332925211713951
10
5
0
_R=4,67
UCL=9,88
LCL=0
Sample
Valu
es
3530252015
556
552
548
558556554552550548
560555550545
Within
Overall
Specs
WithinStDev 2,00903Cp 1,33Cpk 0,91CCpk 1,33
OverallStDev 2,00112Pp 1,33Ppk 0,91Cpm *
Process Capability Sixpack of C2Xbar Chart
R Chart
Last 25 Subgroups
Capability Histogram
Normal Prob PlotAD: 1,994, P: < 0,005
Capability Plot
















![TI Analisis Capacidad Diferencias JIT MRP]](https://static.fdocuments.ec/doc/165x107/563db935550346aa9a9b18b8/ti-analisis-capacidad-diferencias-jit-mrp.jpg)
