00-Cubierta F-Dic.07 nº2 - PEDECA Presspedeca.es/wp-content/uploads/2012/02/FUNDIPRESS_21.pdf ·...
58
FEBRERO 2010 • Nº 21 FUNDI PRESS
-
Upload
phungquynh -
Category
Documents
-
view
219 -
download
0
Transcript of 00-Cubierta F-Dic.07 nº2 - PEDECA Presspedeca.es/wp-content/uploads/2012/02/FUNDIPRESS_21.pdf ·...

FEB
RER
O20
10•
Nº
21FU
ND
IPR
ESS


1
Director: Antonio Pérez de CaminoPublicidad: Ana Tocino
Carolina AbuinDirector Técnico: Dr. Jordi TarteraColaboradores: Inmaculada Gómez, José Luis Enríquez,
Antonio Sorroche, Joan Francesc Pellicer,Manuel Martínez Baena y José Expósito
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-444X - Depósito legal: M-51754-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
D. Manuel Gómez
D. Ignacio Sáenz de Gorbea
Asociaciones colaboradorasPor su amable y desinte-resada colaboración en laredacción de este núme-ro, agradecemos sus in-formaciones, realizaciónde reportajes y redacciónde artículos a sus autores.
FUNDI PRESS se publicanueve veces al año (excep-to enero, julio y agosto).
Los autores son los úni-cos responsables de lasopiniones y conceptospor ellos emitidos.
Queda prohibida la repro-ducción total o parcial decualquier texto o artícu-los publicados en FUNDIPRESS sin previo acuerdocon la revista.
Editorial 2Noticias 4Nuevo libro “Aceros especiales” • ESI GROUP lanza su nuevo logotipo GET IT RIGHT • Hormesa y FornosJung • Segula Technologies estrena imagen corporativa • Medición de partículas en ambiente laboral • A-cuerdo entre PTC y Sener • El nuevo sensor de visión de alto rendimiento • Monografías de José Luis Enrí-quez • El Grupo Soler siempre apuesta por los retos.
Información
• La producción española de acero se recupera en el cuarto trimestre de 2009 10• Ventajas de la recuperadora térmica de arenas de fundición G.T.I. - Por M.A.F. 12• 25 aniversario de FUNDIGEX - Por Rafael de la Peña 14• Tec-Bond® Hotmelt para fundiciones, especialmente en moldes de arena - Por Emba Grap, S.A. 16• Software de fundición FLOW-3D - Por Simulaciones y Proyectos, S.L. 18• Feria de Sao Paulo (FENAF) - Por Jon Basurko 20• Boletín Técnico F.E.A.F. 22• Innovación y Mercados. VI Congreso de la Fundición Ibérica - Por Jordi Tartera 26• HANNOVER MESSE 2010 (19 a 23 de abil) 37• VI Fórum Técnico Internacional de Fundición - Por Instituto de Fundición Tabira 40• Pátinas inducidas sobre bronces industriales para aplicación en fundición escultórica. Análisis cromático
mediante espectrofotometría (y Parte I) - Por Jorge A. Durán Suárez, Antonio Sorroche Cruz, Cristina MorenoPabón, Rafael Peralbo Cano, Carmen Bellido Márquez, Jesús Montoya Herrera, Isabel Lozano Rodríguez y A-sunción Dumont Botella 45
• Inventario de Fundición - Por Jordi Tartera 50Guía de compras 52Índice de Anunciantes 56
Sumario • FEBRERO 2010 - Nº 21
Nue
stra
Port
ada
Asociaciónde Amigos
de la Metalurgia
A lo largo de los años Foseco se ha adaptado a las nuevas necesidadesde la fundición, invirtiendo en recursos humanos y últimas tecnologías,con el único fin de estar cerca de las fundiciones, ayudando a solucionarlos problemas del día a día. Por esta razón, nos sentimos orgullososde presentar la nueva planta de Investigación y Desarrollo.
Seguimos con fuerzaPor más trabas que nos pongan, seguimos con más fuerza sicabe. Para empezar este buen número, el fantástico repor-taje del VI Congreso de Fundición en Oporto realizado pornuestro Director Técnico, el Dr. Jordi Tartera. Congreso alque asistimos como revista oficial del evento y por si no pu-dieron acudir, que sepan de buena mano lo que se habló.
También, el resumen del VI Fórum realizado por Tabira yAzterlan a finales de año, junto con el reciente aniversariode los 25 años de FUNDIGEX, suponen una información decalidad añadida.
Otro boletín de F.E.A.F. (Federación Española de Asociacio-nes de Fundidores) que publicamos en exclusiva en nuestrarevista y que muestran las excelentes relaciones que man-tenemos.
Para terminar y aunque nunca he escrito, ni me ha gustadoescribir sobre el tema, dar mi “empujón” para que esta si-tuación económica cambie de una vez, que se tomen medi-das desde el Gobierno, que son los que pueden y deben to-marlas. De acuerdo que la situación mundial es mala, peroaquí sin medidas estamos perdidos.
Antonio Pérez de Camino
Editorial / Febrero 2010
2
Editorial


miento térmico del acero paraherramientas - El revenido de losaceros para herramientas y rápi-dos - El rectificado de los acerosespeciales - Recubrimientos su-perficiales en los aceros - Herra-mientas de forja - Cálculos parala presión radial (P) - La fatigatérmica en los aceros para traba-jo en caliente - Soldabilidad delos aceros.
Info 1
ESI GROUPlanza su nuevologotipoGET IT RIGHT®
ESI Group, pionero y líder mun-dial de la simulación numéricade prototipos y procedimientosde fabricación industriales, haanunciado el lanzamiento de sunuevo logotipo con el lema: “getit right®”.
Desde la creación del grupo enFrancia en 1973, ESI cuenta conuna larga trayectoria como prove-edor de softwares de simulación.En 1985 tuvo lugar el lanzamientode su producto estrella PAM-CRASH, y su salida a bolsa en elNuevo Mercado de París en 2000,que le permitió llevar a cabo va-rias adquisiciones. Con el paso delos años, ESI cuenta con más de750 especialistas de alto nivel y deprocedencia mundial. Así pues,para ESI ha llegado el momentode renovar su imagen de marcacon el objeto de ilustrar lo que lasociedad representa hoy en día.
El innovador logotipo de ESI a-compañado del lema “get itright®” (“consíguelo a la prime-ra”) son el resultado lógico de suestrategia, la de fomentar el pro-totipado virtual de principio a finpara que sus clientes puedan re-
Noticias / Febrero 2010
4
Nuevo libro“Acerosespeciales”Este nuevo libro ha sido editadopor Manuel Rivas, de la empresaErasteel. Es ingeniero metalúrgi-co graduado por la Universidadde Gotemburgo (Suecia), comodirector gerente para España yPortugal.
El libro contiene 495 páginas enformato 24 x 16 cm. Consta de 18capítulos; "Cambios estructura-les en los procesos térmicos delacero - Mecanismos de endureci-miento de los metales - La Mar-tensita, objetivo del temple - In-fluencia de los elementos dealeación en el acero - Introduc-ción al proceso de fisuración yrotura - Diagramas TTT y CCT.Aspectos teóricos y prácticos -Las inclusiones no metálicas - ElProceso ESR - El acero rápido y sutratamiento térmico - Aceros rá-pidos de pulvimetalurgia - Trata-
ducir el ciclo de desarrollo y cos-tes utilizando menos prototiposfísicos.
Efectivamente, los diseñadorese ingenieros comprueban la fa-bricación y el rendimiento deun producto sobre el propio pro-totipo virtual. Al ofrecer la posi-bilidad de crear, probar y validarsus prototipos virtuales, ESI per-mite a los profesionales entre-gar con éxito, y a la primera, unprototipo físico perfecto.
Info 2
Hormesay Fornos JungLa firma Hormesa ha firmado unacuerdo de Asociación con la fir-ma de gran prestigio en BrasilFornos Jung para la creación deuna empresa conjunta para fa-bricación en Brasil de los pro-ductos Hormesa para este granmercado. Este acuerdo de socie-dad, al 50/50, ha sido cerrado re-cientemente tras varios encuen-tros entre ambas empresas y verlas grandes sinergias de colabo-ración.
Hormesa pretende con esteacuerdo poder afianzarse confuerza en el mercado de Brasil,con sus equipos y solucionespara el sector, fabricando a cos-tes locales y pudiendo así tenerun acceso más directo con per-sonal y medios locales.
Jung, por su parte, podrá afian-zarse dentro del negocio de hor-nos y equipos para fundición,

principalmente en el aluminio,donde ya venía ofreciendo hor-nos de crisol eléctricos y a gas,ampliando así su gama al restode hornos disponibles, y usandosu potencial de fabricación yventa."
Info 3
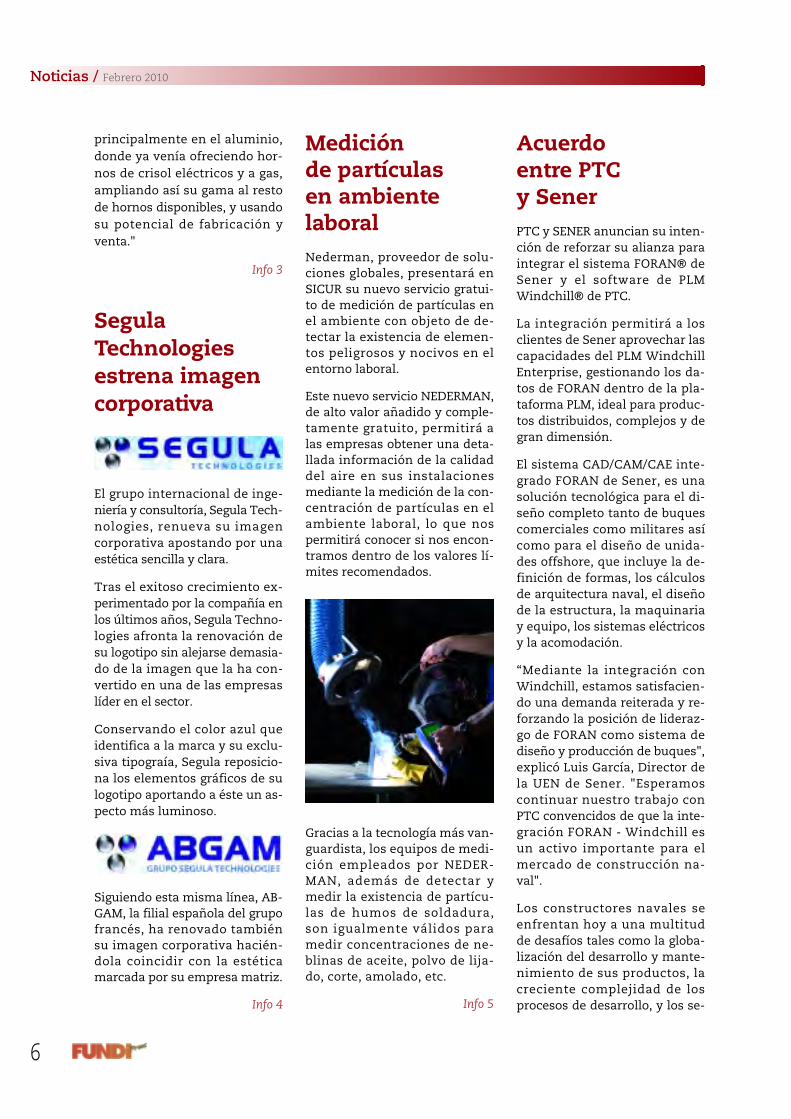
SegulaTechnologiesestrena imagencorporativa
Mediciónde partículasen ambientelaboralNederman, proveedor de solu-ciones globales, presentará enSICUR su nuevo servicio gratui-to de medición de partículas enel ambiente con objeto de de-tectar la existencia de elemen-tos peligrosos y nocivos en elentorno laboral.
Este nuevo servicio NEDERMAN,de alto valor añadido y comple-tamente gratuito, permitirá alas empresas obtener una deta-llada información de la calidaddel aire en sus instalacionesmediante la medición de la con-centración de partículas en elambiente laboral, lo que nospermitirá conocer si nos encon-tramos dentro de los valores lí-mites recomendados.
Acuerdoentre PTCy Sener PTC y SENER anuncian su inten-ción de reforzar su alianza paraintegrar el sistema FORAN® deSener y el software de PLMWindchill® de PTC.
La integración permitirá a losclientes de Sener aprovechar lascapacidades del PLM WindchillEnterprise, gestionando los da-tos de FORAN dentro de la pla-taforma PLM, ideal para produc-tos distribuidos, complejos y degran dimensión.
El sistema CAD/CAM/CAE inte-grado FORAN de Sener, es unasolución tecnológica para el di-seño completo tanto de buquescomerciales como militares asícomo para el diseño de unida-des offshore, que incluye la de-finición de formas, los cálculosde arquitectura naval, el diseñode la estructura, la maquinariay equipo, los sistemas eléctricosy la acomodación.
“Mediante la integración conWindchill, estamos satisfacien-do una demanda reiterada y re-forzando la posición de lideraz-go de FORAN como sistema dediseño y producción de buques",explicó Luis García, Director dela UEN de Sener. "Esperamoscontinuar nuestro trabajo conPTC convencidos de que la inte-gración FORAN - Windchill esun activo importante para elmercado de construcción na-val".
Los constructores navales seenfrentan hoy a una multitudde desafíos tales como la globa-lización del desarrollo y mante-nimiento de sus productos, lacreciente complejidad de losprocesos de desarrollo, y los se-
Noticias / Febrero 2010
6
El grupo internacional de inge-niería y consultoría, Segula Tech-nologies, renueva su imagencorporativa apostando por unaestética sencilla y clara.
Tras el exitoso crecimiento ex-perimentado por la compañía enlos últimos años, Segula Techno-logies afronta la renovación desu logotipo sin alejarse demasia-do de la imagen que la ha con-vertido en una de las empresaslíder en el sector.
Conservando el color azul queidentifica a la marca y su exclu-siva tipograía, Segula reposicio-na los elementos gráficos de sulogotipo aportando a éste un as-pecto más luminoso.
Gracias a la tecnología más van-guardista, los equipos de medi-ción empleados por NEDER-MAN, además de detectar ymedir la existencia de partícu-las de humos de soldadura,son igualmente válidos paramedir concentraciones de ne-blinas de aceite, polvo de lija-do, corte, amolado, etc.
Info 5
Siguiendo esta misma línea, AB-GAM, la filial española del grupofrancés, ha renovado tambiénsu imagen corporativa hacién-dola coincidir con la estéticamarcada por su empresa matriz.
Info 4


veros requisitos de seguridadcomo ITAR y el Control de ex-portaciones.
Info 6
El nuevo sensorde visión de altorendimientoEl nuevo I40 es el tercer miem-bro de la familia Inspector. Ofre-ce la misma sencillez de usoque el I10 con la flexibilidad delI20. Además de ofrecer las ca-racterísticas ya conocidas, el I40es capaz de realizar una inspec-ción con la máxima garantía decontrol sobre toda la cadena deproducción, lo que lo convierteen el mejor aliado para la ins-pección de piezas.
En las plantas de producción agran escala, donde es necesariodar respuesta a varias tareas deinspección con multitud de con-figuraciones diferentes, es vitalcontar con una solución flexiblejunto con un sistema integral decontrol centralizado de la pro-
ducción. Normalmente, un sen-sor de visión no es capaz de to-do ello, por lo que los clientes seven resignados a optar por solu-ciones más complejas y costo-sas. El I40 permite inspeccionarlas piezas bajo un concepto si-milar al de una cámara inteli-gente.
De este modo se consigue unainspección de alta fiabilidad, u-na configuración flexible y lacapacidad de controlar la totali-dad de la producción sin queaumente la complejidad ni elcoste.
Info 7
Monografíasde José LuisEnríquezUn equipo de la Escuela de Mi-nas de Madrid, coordinado pornuestro colaborador el profesorJosé Luis Enríquez ha acometi-do la elaboración y publicaciónde una serie de monografías so-bre temas prácticos de Siderur-gia y Fundición.
En estos días han completadouna serie que abarca la fabrica-ción del acero (hornos eléctri-cos, metalurgia secundaria, co-lada y laminación).
Ha sido un trabajo lo más com-pleto posible, acompañado dedibujos y gráficos, que se en-cuentra colgado en el Reposito-rio (archivo digital) de la Univer-sidad politécnica de Madrid(UPM).
El mismo equipo está preparan-do otra publicación sobre la fa-bricación de piezas cilíndricas(camisas de motor, rodillos delaminación, cilindros de moli-nos, tubos …), que verá la luz enel plazo más corto posible.
Los cuatro capítulos de Aceríapueden descargarse gratuita-mente en:
http://oa.upm.es/1000/
http://oa.upm.es/1669/
http://oa.upm.es/2074/
http://oa.upm.es/1929/
Info 8
El Grupo Solersiempre apuestapor los retosIES, fabricante de resistencias yrecientemente distribuidor desirenas para señalización de ve-hículos de emergencia y servi-cios, ha sido el principal patro-cinador de nuestro campeónJoan Pedrero en la edición delDakar Argentina-Chile 2010.
Noticias / Febrero 2010
8
El joven piloto de Canet de Mar(Barcelona) este año ha sido lagran revelación motorística de-mostrando ser el mejor en sucategoría.
Ha sido el primer español y ca-talán clasificado en la Generalde Motos, consiguiendo formarparte del Top Ten de su catego-ría. Gran hazaña la que ha lo-grado, Pedrero nos ha hechodisfrutar durante todos los díasde la competición y nos ha dadouna buena lección de que conesfuerzo, constancia y pasión sellega al éxito.
Info 9


Información / Febrero 2010
10
La producción española de acerose recupera en el cuarto trimestrede 2009
Con un aumento del 30% respecto del últimotrimestre de 2008 y después de un drásticorecorte en los primeros meses del año, la
producción española de acero bruto se recupera enel cuarto trimestre de 2009.
La producción española de acero bruto fue de 14,4millones de toneladas en el año 2009, lo que supo-ne una disminución del 22,9% respecto del año an-terior.
Después de un drástico recorte en los primerosmeses del año, la producción se recuperó en elcuarto trimestre, con un aumento del 30% respec-to del último trimes-tre de 2008 y tan sóloun 8% inferior a lamedia de los años2005-2007, antes delcomienzo de la crisiseconómica y finan-ciera.
La disminución de laproducción de aceroha estado motivadapor la debilidad de to-dos los sectores consu-midores (construcción,automóvil, bienes deequipo, electrodomés-ticos, etc.), sin que elimportante esfuerzoexportador de las em-presas españolas (las
exportaciones a países terceros han aumentado el42% en volumen hasta el mes de octubre) hayapodido compensar la caída de la demanda inter-na.
Los datos disponibles de comercio exterior (hastael mes de octubre de 2009) indican una reduccióndel consumo aparente del 56%. UNESID estima queesta reducción del consumo aparente se moderarácuando se hagan públicos los datos de comercioexterior hasta el mes de diciembre.
Se adjunta gráfico de producción trimestral de ace-ro bruto del 2005 al 2009.

La recuperación térmica de arenas utilizadas enprocesos químicos se ha convertido en unaherramienta esencial para ayudar a las fundi-
ciones a reducir notablemente la compra de arena,así como los volúmenes/costes de depósito en ver-tederos. En Norteamérica, THERMFIRE ha dominadoel mercado con su diseño y desarrollo exclusivo.
La máquina THERMFIRE dispone de la calcinación,recuperación de calor y las camas de enfriamientoconstruidos en un solo equipo, lo que hace un diseño
absolutamente compacto. La máquina indicada enla fotografía pertenece a un modelo de 100 toneladaspor días y ocupa muy poco espacio. Otras ventajasen su diseño son los dos recuperadores de calorconstruidos dentro de cada máquina para garantizarla máxima eficiencia en el consumo de fuel.
La combustion única de THERMFIRE clasifica y se-para el polvo total de la arena, colocando más del40% del aire a través de la arena que los diseñosconvencionales. Una vez eliminado este polvo sepueden fabricar moldes y machos más duros y re-sistentes y con menos cantidad de resinas. Esto re-duce también la generación de gases y defectos pa-ra fabricar mejores piezas.
G.T.I. diseña sistemas y líneas completas llave enmano de recuperación de arenas y los integra den-tro de su planta de fundición existente.
Información / Febrero 2010
12
Ventajas de la recuperadoratérmica de arenas de fundición G.T.I.PPoorr MM..AA..FF ((RReepprreesseennttaannttee ppaarraa llaa ppeenníínnssuullaa IIbbéérriiccaa ddee GG..TT..II..))


Este año y en este mismodía conmemoramos el25 aniversario de la cre-
ación de ésta nuestra asocia-ción FUNDIGEX. Asociaciónque aunó los esfuerzos de u-nos cuantos fundidores con elobjeto de dar los primeros pa-sos en el exterior y en el forta-lecimiento de nuestras expor-taciones y así comenzar unalarga y estable andadura a lolargo de estos 25 años trascu-rridos desde entonces.
Algunas de nuestras empre-sas habían comenzado unospocos años antes a caminar fuera de nuestras fron-teras buscando nuevos mercados, nuevas activida-des, nuevas experiencias empresariales en los
mercados Centroeuropeos.Fueron arduos las primerasrelaciones con los mercadosAlemanes, Franceses o Nórdi-cos.
Se aprendía viajando, mes ames, año a año y viendo em-presas envidiables de aquellosmomentos, que se tomabancomo referencia para nuestraspropias empresas y comporta-mientos (hoy benchmarking).Aprendíamos sus costumbres,nos adaptábamos a ellas, co-menzábamos a conocer nue-vos mundos, nuevos merca-
dos, salíamos de nuestro pequeño entorno.
Una gran distancia nos separaba de estos países.Lejanía cultural y lejanía empresarial, que hoyno existen, eran fronteras naturales de muycompleja superación. Barreras idiomáticas, ba-rreras en nuestras comunicaciones, barreras e-conómicas… hacían difícil el acceso todos estosmercados.
La dispersión y solitario comienzo de unas cuantasfundiciones y la difícil accesibilidad a estos merca-dos por pequeñas y medianas fundiciones dio co-mo fruto el nacimiento de Fundigex aquel 28 de E-nero de 1985.
Aquellos solitarios y difíciles comienzos empeza-ron a ser compartidos y generalizados. Fundigex
Información / Febrero 2010
14
25 aniversariode FUNDIGEXPPoorr RRaaffaaeell ddee llaa PPeeññaa.. PPrreessiiddeennttee ddee FFuunnddiiggeexx

En cuanto a la situación por sectores, salvo honro-sas excepciones todos muestran cifras negativas,incuso por debajo de la situación obtenida en mar-zo 2009 (última encuesta). Como decimos, tan soloferrocarril, ingeniería civil y vehículo especialmuestran datos positivos, y de estos, tan sólo el úl-timo mejora la previsión respecto a la última en-cuesta (marzo 2009). El resto de sectores muestranuna mala situación, incluso peor en general.
Estos datos confirman la estrategia de exportacióncomo la mejor manera de ganar competitividad ysalir de la crisis. La diversificación de sectores ymercados es la mejor manera de diversificar ries-gos.
Por último, las fundiciones hacen un llamamientoa la administración pública para poder sentir su a-poyo en estos difíciles momentos. No se entiendenalgunas de las acciones de política industrial toma-das recientemente, como por ejemplo el incremen-to de la tarifa eléctrica, que nos resta competitivi-dad frente al resto de Europa.
comenzó a liderar y apoyar el fortalecimiento detodo aquello que tuviese relación con el exterior.Comenzó a promocionar nuestros productos ynuestras empresas, comenzó a divulgar que losFundidores Españoles, que los Fundidores Vascoslo hacíamos muy bien, que la lejanía no era tal, queestábamos cerca y que las barreras no existían. Au-nó nuestros intereses, busco ayudas entre la Cá-mara de Comercio, del Gobierno Vasco, del Minis-terio de Comercio – ICEX … sin las cuales eldesarrollo de todas nuestras relaciones hubiese si-do mucho mas lento o incluso inexistente.
Se formó un grupo de profesionales jóvenes, ycon mucha más ilusión que medios económicos,que recorrieron el mundo entero. Primero fue Eu-ropa, después América, más tarde los países O-rientales… miles de viajes, cientos y cientos deferias, cientos y cientos de visitas extranjeras anuestras empresas.
Las empresas del exterior y sus profesionales co-menzaron a conocer nuestra cultura, a compartirnuestras inquietudes empresariales, a conocer loschipirones y las angulas, y lo que era más impor-tante, a darse cuenta que éramos muy buenos,mucho mejor de lo imaginado.
Esto es Fundigex en el año 2010, una organizaciónempresarial corporativa cuya misión y función esla promoción y el apoyo a nuestras empresas en elexterior de nuestras fronteras.
Sin este apoyo, sin estas personas ilusionadas a lasque quiero agradecerles desde aquí todo su tiem-po, todos sus fines de semana y todas sus horas,este proyecto de generación de riqueza neta, comoes la exportación, sería inviable.
Resumen de la Junta
Tras la junta, las fundiciones asociadas han cons-tatado la mala situación actual.
Según sus estimaciones, la facturación en el pri-mer semestre del 2009 sufrirá un descenso (8,7%)respecto al segundo semestre de 2009. Sin embar-go, se espera un cambio de tendencia, que se va ahacer palpable en la segunda mitad del año, con u-nas expectativas de crecimiento de la facturacióndel 2,17%.
Las exportaciones muestran una mejor dinámica,con un crecimiento esperado del 6% en la segundamitad del año.
Febrero 2010 / Información
15

Las fundiciones fabrican bastidores de variosmetales vertiendo o bombeando metal fundi-do en un molde de arena de acero desecha-
ble. El bastidor queda formado una vez que el me-tal se ha solidificado. En las fundiciones, losmoldes de arena se utilizan para fabricar la estruc-tura interna del bastidor, por ejemplo el conductodel aceite, culata o bloques.
El Hormelt puede utilizarse cuando deban unirsemoldes de arena para crear piezas compactas.
Ensamblaje de moldes de arena
Ventajas frente a otros sistemas de fijación, colasacuosas, tornillos y otras fijaciones tradicionales:
• Encolado instantáneo.
• Elimina el tiempo de espera.
• Aumenta rentabilidad.
• Aumenta eficacia.
• Aumenta productividad.
• Reduce almacenaje y lugares de secado.
• No tóxico.
Al principio, puede parecer extraño que hotmelt,que funde a alrededor de 100 ºC puede ser utilizadopara el metal que puede verterse a temperaturasde 1.400 ºC, sin embargo, las propiedades de ais-lantes de la arena junto con la naturaleza de rápi-do moldeado del metal y la fácil adaptación al mol-de, permiten un ensamblaje perfecto para que elmetal pueda solidificar correctamente.
Aunque el proceso básico para fabricar un bastidorque contenga una cavidad tiene muchas semejan-zas, hay varias variaciones del proceso que requie-ren el empleo de formulaciones diferentes de hot-melt. La información sin embargo, debería ayudarlea escoger la formulación correcta.
Los moldes pueden fabricarse mediante un proce-so frío o caliente. Los procesos fríos conocidos co-mo Coldbox, Alfa Set & Beta Set permiten el enco-lado del molde, directamente con hotmelt. Losprocesos de fabricación en caliente, conocidos co-mo Hotbox, Wam Box y Shell, deben enfriarse an-tes del ensamblaje con hotmelt.
En algunos casos, los moldes de arena que formancavidades tienen una capa acuosa aplicada para
Información / Febrero 2010
16
Tec-Bond® Hotmeltpara fundiciones, especialmenteen moldes de arenaPPoorr EEmmbbaa GGrraapp,, SS..AA..

104 y el TEC 701, para microondas la Fundición-TEC 7901.
Consejos generales de aplicación
Los moldes de arena sólo pueden ser utilizadosuna vez por bastidor producido. La mayoría de fun-diciones prefieren los aplicadores 43 mm por sermás resistentes. Para grandes ensamblajes, nor-malmente se utiliza una combinación de ambos ti-po de adhesivo: hotmelt y colas acuosas.
Ello permite mover el molde para sumergirlo en eladhesivo acuoso que permite una gran resistenciaa altas temperaturas. El hotmelt no afecta a la recu-peración de arena. Cuando el metal entra en con-tacto con el hotmelt sale un poco de gas que, en sumayoría, se quema. Aplicadores recomendados:Tec 3200 y Tec 6100 (neumática).
mejorar la superficie final del bastidor. En ese caso,el molde debe secarse en un horno antes de verterel metal. Las temperatura del horno y el tiempo depermanencia en el interior del mismo, son varia-bles. Incluso, en algunos casos, puede utilizarsepara esta fundición un horno microondas.
A veces, la temperatura de horno es innecesaria-mente muy alta para intentar mejorar el rendi-miento. Por ello, la temperatura del horno debe te-nerse muy presente en el momento de escoger lafomulación de hotmelt a aplicar.
Para fundición de moldes de arena normales, losadhesivos Fundición TEC 301 y 501, funcionan per-fectamente (501 encolados de poco grosor y 302 pa-ra encolador más gruesos o espesos).
Para obtener una mayor resistencia de calor dehorno utilizaremos los adhesivos Fundición-TEC
Febrero 2010 / Información

Irrumpe en el mercado español FLOW-3D®, unsoftware de fundición que lleva 30 años en de-sarrollo y que cuenta en todo el mundo con im-
portantes usuarios en el mundo de la fundiciónmetálica. Es un software avanzado para la simula-ción computacional de procesos de fundición. Hasido desarrollado por la empresa ubicada en NuevoMéjico (EE.UU.) Flow Science Inc.
FLOW-3D® acerca la simulación a las empresas defundición dado que permite al usuario a través deun entorno sencillo y fácilmente customizable, lasimulación de prácticamente cualquier proceso defundición y formación de machos (HPDC, Thixo-casting, Rheocasting, Gravity casting, CentrifugalCasting, Lost Foam, Squeeze, Investment, CounterPressure, Continous, etc.).
Es posible a través del software realizar la predic-
ción de defectos en la fundición permitiendo de es-ta manera eliminar el costoso proceso, en tiempo ydinero, del sistema prueba-error. FLOW-3D® per-mite predecir defectos como rechupe, microporo-sidad, sopladura de machos, tensiones residuales,elongaciones, etc.
Sus ventajas fundamentales son:
• Interfaz FLOW-3D CAST® en castellano.
• Simplicidad de manejo gracias al mallado senci-llo de tipo estructurado.
• Programa de estructura “abierta” fácilmente cus-tomizable por el usuario.
• Simplicidad de manejo gracias al mallado senci-llo de tipo estructurado.
• Potente y sencilla simulación de sólidos en movi-miento (cucharas, pistones,etc,).
Información / Febrero 2010
18
Software de fundición FLOW-3DPPoorr SSiimmuullaacciioonneess yy PPrrooyyeeccttooss,, SS..LL..
Estudio de temperaturas de llenado en una fundición HPDC.
Vertido de materialpor gravedad me-
diante una cuchara.

sión 9.3.2 que permite emplear hasta 32 núcleos enparalelo en un Cluster de ordenadores. Se alcanzande esta manera mejoras en la velocidad de proce-sado de hasta 16 veces.
FLOW-3D® cuenta con importantes usuarios en elmundo de la fundición principalmente del sectorde la automoción y la fundición de precisión. Dis-pone de distribución y soporte técnico en España através de Simulaciones y Proyectos, S.L.
• Aplicable para estudio de otros procesos que invo-lucren fluidos (no exclusivamente fundición) de-bido al carácter de CFD general.
Se distribuye tanto en versiones comerciales comoeducacionales para investigación y docencia, enentorno Windows y Linux de 32 y 64 bits.
El pasado octubre de 2009 fue lanzada la versiónFLOW-3D® 9.4 en la que se ha incorporado un mo-delo único en el mercado para simular la forma-ción de sopladuras en el macho por la evaporaciónde los aglomerantes (Core Gas model). En esta ver-sión el solver puede funcionar en modo SMP (Sha-red Memory) empleando núcleos de procesado enparalelo.
Como mejora importante, el pasado 24 de Noviem-bre de 2009 Flow Science Inc. ha lanzado al merca-do la versión FLOW-3D/MP v4.0 basada en la ver-
Febrero 2010 / Información
19
Estudio de laformación de gas
en el macho.
Este es el sencillo método de mallado de FLOW-3D®.

Hemos asistido por sexta vez consecutiva aldesarrollo de este evento, FENAF 2009, 13ªFeria Latino Americana, así como al 14º
Congreso de Fundición en Sao Paulo (Brasil), la fe-ria más importante de América del Sur para todoslos temas relacionados con el mundo de la Fundi-ción. Feria en la que están presentes tanto pro-ductores como proveedores de equipos y servi-cios.
Brasil, como es conocido, ocupa el 7º puesto en laproducción de hierros fundidos con una produc-ción de cerca de 2 millones de toneladas anuales.
En lo que a escenario económico se refiere, de losdenominados BRIC´s, Brasil es el único país occi-dental con costumbres, idioma, sistema jurídico,
semejante a países europeos. Por otro lado, el mer-cado interno es atractivo y Brasil figura como la 8ªeconomía mundial. La mano de obra brasileirabien entrenada alcanza altos índices de productivi-dad, comparables con los países más avanzados.
Brasil ha sido, es y será un país atractivo para in-vertir con perspectiva de largo plazo. En definitiva,Brasil, desde nuestro punto de vista, determinaráel futuro económico, político y geoestratégico deLatinoamérica.
En su tejido industrial están presentes práctica-mente todos los fabricantes de automóviles, así co-mo de camiones y tractores, sin olvidar la máquinaherramienta. Es interesante destacar la política, yaen implementación, del incremento de las líneas
ferroviarias tanto de mercancías como de pa-sajeros. Es conocido el comienzo de la cons-trucción del tren de alta velocidad entre SaoPaulo (Campinas) y Río de Janeiro, cuya termi-nación está prevista para los próximos cam-peonatos mundiales de fútbol.
Todo ello demandará suministros adecuadospara estas implantaciones tanto en calidadcomo en cantidad, de productos adecuadospara estos proyectos. Oportunidades existi-rán en la medida que las empresas puedan a-provecharlas en coherencia con su estrategia.
Actualmente viene realizándose la implanta-ción de CAF, fabricante de equipos y serviciospara el sector ferroviario, oportunidad que aligual que otras existentes, puedan resultar
Información / Febrero 2010
20
Feria de Sao Paulo (FENAF)PPoorr JJoonn BBaassuurrkkoo

con importantes bases de datos para suministrarlas informaciones necesarias para realizar este ti-po de ayuda.
A pesar de la crisis, el éxito de la feria viene avala-do por los siguientes indicadores:
— Visitantes registrados . . . . 33.300
— Area total ocupada . . . . . . 11.852 m2
— Crecimiento sobre la ante-rior Feria de 2007 . . . . . . 10,2%
— Países presentes . . . . . . . . 42
— Periodistas implicados . . . 7.389 profesionales
— Reportajes publicados . . . 106 materias
Finalmente indicar que la próxima Feria se cele-brará en Sao Paulo en el 2011, Feria en la que habi-da cuenta de las experiencias habidas con empre-sas españolas, la organización CONAF pretendeincrementar la participación de nuestras empresasen dicho evento. Por lo tanto, animo a las empre-sas con vocación de expansión, a acudir a esta Fe-ria para realizar contactos y tener una visión cer-cana de las posibilidades que sin duda, ofrece estePaís.
exitosas en la medida que exista una visión y unaanticipación real.
También hemos visto la presencia de Empresas delPaís Vasco implantadas en Brasil, así como fabri-cantes de equipos de fundición y de materiales au-xiliares que actualmente desarrollan negocios conempresas brasileñas. Hay que señalar que la parti-cipación de nuestras empresas ha contado con elapoyo de FUNDIGEX (sección maquinaria de fundi-ción) y Gobierno Vasco, tanto para los que acudie-ron a conocer la feria, como al encuentro brasileñode Fundición.
Una vez analizada la posibilidad de una potencialimplantación y vistos los puntos fuertes, tanto tec-nológicos como de gestión, existen importantesposibilidades bien mediante alianzas con socios lo-cales o en solitario. Además conviene analizar:
• La proximidad del cliente.
• El suministro de materias primas.
• Las infraestructuras y la logística adecuada.
Conocemos algunas empresas con notable éxito ensu estrategia de internacionalización.
— Una buena referencia a contactar es la Asocia-ción Brasileña de Fundición (ABIFA) que cuenta
Febrero 2010 / Información

PLAN ESTRATÉGICO DEL SECTORDE FUNDICIÓN VASCO
La Asociación de Fundidores del País Vasco y Na-varra ha conseguido que el Departamento de In-dustria, Innovación, Comercio y Turismo del Go-bierno Vasco le considere como una AsociaciónPre-Cluster para el periodo 2008-2010.
Una vez transcurrido este periodo se establecerásu acreditación como Cluster prioritario de laCAPV, siempre y cuando se cumplan los requisitosde mejora de la competitividad en el Sector.
Cara a poder establecer los Convenios de Colabo-ración correspondientes a este periodo, ha sidonecesario la realización de un Plan Estratégico del
Información / Febrero 2010
22
Boletín Técnico F.E.A.F.Noticias publicadas en el Boletín Técnico de la FEAF -Federación Española de Asociaciones de Fundidoresdel mes de diciembre 2009

de nuestras fundiciones en dicho trabajo:
• Numerosas fundiciones han participado en la fa-se de Análisis de Campo
• Muchos de los miembros de la Junta Directivahan participado en el Comité Estratégico de laAFV.
Sector de Fundición Vasco para el periodo 2009-2012.
Dicho Plan Estratégico se ha elaborado con la cola-boración de EUROPRAXIS.
Desde AFV queremos agradecer la participación
Febrero 2010 / Información
23

PIEZAS DE FUNDICIÓN NODULARDE ALTA TENACIDADPARA AEROGENERADORES:HISTORIA DE ÉXITODE UN PROYECTO I+D+i
FEAF junto con TS FUNDICIONES, FUNDICIONESURBINA e Inasmet-TECNALIA desarrollaron duran-te los años 2005-2008 un proyecto de I+D+i que con-sistió en la mejora del proceso y los materiales quecomponen los aerogeneradores, más concretamen-te las piezas fundidas de calidad EN GJS 400 18 LT.
El proyecto fue auspiciado por la propia FEAF quienactuó como nexo de unión entre dos de sus asocia-dos y un centro tecnológico especializado del sector.El subsector de la energía eólica es un sector emer-gente a escala mundial y las fundiciones españolasasociadas se encuentran en calidad y capacidadproductiva entre las primeras de Europa, que es co-mo decir del mundo.
A lo largo de estos tres años se ha revisado el proce-so de fabricación de este especial tipo de hierro no-dular, base de estas piezas, se ha caracterizado elmaterial llevándolo hasta el límite de sus posibili-dades, tanto en ensayos a impacto como a fatiga ypor último, se ha ensayado a escala de laboratorioun material al que se le aplicaron todas las mejorasobtenidas en el proyecto y cuyas prestaciones,comprobadas también con los mismos métodos,han resultado altamente satisfactorias.
Un fabricante de aerogeneradores de primera filadotó al proyecto de los datos suficientes para reali-zar un cálculo mecánico del comportamiento de unapieza clave en el conjunto fundido, el bastidor. Apartir del ajuste con el diseño existente y basado enlas prestaciones del nuevo material se realizó en I-nasmet-TECNALIA la reingeniería de la pieza basadaen la redistribución y reducción de las masas y en lamejora de las citadas prestaciones del material.
El resultado fue que con el mismo mapa de tensio-nes de la pieza antigua y, por tanto, segura, la nue-va pieza pudo reducir su peso en un 11%. De esteporcentaje el 3% fue consecuencia de la reducciónde masas y el 8% restante por las mejoras del ma-terial. En consecuencia, se podría aplicar con ven-taja también a los diseños existentes.
En el primer semestre de 2009, continuando conlos esperanzadores resultados obtenidos en el pro-yecto y teniendo en cuenta la creciente tendencia aescala global de los lugares de nueva instalación deeste tipo de equipamientos, el consorcio decidiócontinuar con pruebas análogas a temperaturasbajas extremas. Los resultados obtenidos han sidonuevamente espectaculares.
Actualmente el consorcio del proyecto está deba-tiendo, a pesar de la mala situación económicaexistente, la posibilidad de continuar con la indus-trialización del logro, previa protección legal delmaterial nuevo.
PROYECTO EUROPEO LEONARDOE-DECOM
III Encuentro Transnacional en Atenas,Grecia
Los días 5 y 6 de noviembre tuvo lugar en Atenas eltercer encuentro transnacional delProyecto E-DECOM cuyo objetivoes desarrollar contenidos innova-dores en E-learning, que sirvan deapoyo para impartir formación enel entorno de las empresas del Sec-tor de Fundición.
El proyecto, financiado por la Comisión Europea enel Marco de Transferencia de Innovación del Pro-grama Leonardo Da Vinci para la Formación Profe-sional, está liderado por la Asociación de Fundido-res del País Vasco y Navarra de forma coordinadaentre España, Grecia, Lituania y Rumania, y se de-sarrollará a lo largo de los años 2008 – 2010.
Superada la primera fase del proyecto, que con-sistió en Identificar las Tendencias de Cambiomás importantes e influyentes que afectan y a-fectarán al sector de fundición, así como en laElaboración del Mapa de Procesos de fundición, seprocedió a Identificar y seleccionar, con la colabo-ración de Pymes y expertos del sector, los proce-sos clave así como las actividades asociadas a di-chos procesos.
Información / Febrero 2010
24

gación, las fundiciones europeas han dado un pasoimportantísimo al decidir comparar sus equiposcon este importante límite cada vez más asumido.En el proyecto DIOFUR se ha hecho un barrido de to-da la información sobre la situación actual en cuan-to a emisiones de dioxinas en todos aquellos hornosque según la IPPC son más susceptibles de producir-las, de modo que se ha focalizado en cubilotes, hor-nos rotativos y de arco eléctrico. Para ello se ha es-tudiado la influencia de los parámetros de procesoasí como la necesidad de disponer sistemas de cap-tura de dioxinas ‘aguas abajo’ allí donde las técnicas‘aguas arriba’ en cada tipo de horno estudiado nosean suficientes para cumplir con el objetivo fijado.
Como resultado del proyecto se ha publicado unaGUÍA DE BUENAS PRÁCTICAS en seis idiomas (in-glés, francés, alemán, polaco, español y euskera)cuyo objeto es ofrecer a las fundiciones unas direc-trices sobre la aplicación práctica del conocimientopara minimizar y/o eliminar el nivel de dioxinas e-xistente en las fundiciones. En paralelo se ha pu-blicado una guía de “autotraining” (auto-guía), eningles y castellano, en formato power point.
El proyecto DIOFUR ha contado con un volumen de2,8 millones de euros y en él han participado un to-tal de 13 empresas de seis países diferentes de la U-nión Europea, incluidos cuatro Centros Tecnológi-cos (VITO-Bélgica, CTIF-Francia, PFRI-Polonia eINASMET-Tecnalia-España), tres Asociaciones deFundidores a escala estatal (OIG-Polonia, BDG-Ale-mania y FEAF-España), así como una serie de com-pañías participantes entre las que se encuentranseis fundiciones, de las cuales tres son españolas(Fundiciones Infiesta, Fumbarri y Guivisa), dos fran-cesas (SEA y FIDAY Gestión) y una polaca (POMET), yun fabricante italiano de hornos (Sider-Progetti).
Este proyecto es objeto de gran expectación, tal ycomo lo demuestra la gran cantidad de interven-ciones y publicaciones presentadas en diferentescongresos entre los que destacan el congreso cele-brado en la GIFA 2007, el Congreso del Cubilote Ibé-rico 2007, el Congreso franco-alemán de cubilotes2008, las jornadas ‘Reach’ de la Federación Españo-la de Asociaciones de Fundidores (FEAF) o las po-nencias concretas en las Comisiones del CAEF, poracción directa del actual Secretario General, unode los partner del proyecto (VDG-Alemania). La ul-tima exposición ha tenido lugar en el Congreso I-bérico de Fundición 2009, de la mano del líder delProyecto, D. Antón Meléndez, de Tecnalia-INAS-MET, quien presentó en Oporto, los resultados yconclusiones deL proyecto DIOFUR.
Procesos Clave:
• Fusión.• Arenas y Moldes. Reconstrucción de las Formas.• Mecanizado.
Una vez identificados los tres procesos clave, se for-malizaron las competencias asociadas a cada uno deellos, estableciéndose un criterio de desarrollo de re-ferentes en base a los Sistemas Nacionales de Cuali-ficaciones Profesionales de los países participantes.
Próximo Encuentro Transnacional: 7 de mayo de2010 en Vilna, Lituania.
DIOFUR. Fin del Proyecto
Este proyecto, ha permitido establecer, tras 3 añosde plazo, el protocolo más adecuado de medida-ca-racterización-minimización de dioxinas en funciónde las mejores técnicas disponibles. Los resultadosse han obtenido a partir del análisis del contenido endioxinas atrapado dentro de las partículas de polvoemitidas y de la captura de la parte contenida en losgases mediante técnicas de adsorción-desorción.
La operativa de desarrollo del proyecto se ha orga-nizado en cinco áreas de actividad y resultadosprácticos: intercambio de información con las PY-MEs, influencia de los parámetros de proceso, de-sarrollo de nuevas técnicas de eliminación, forma-ción y difusión del conocimiento generado,resultados y evaluación.
El límite de emisión de dioxinas de 0.1 ng I-TEQ/Nm3
de la Directiva de Incineradoras está siendo cadavez más asumido como límite a adoptar en otrosprocesos susceptibles de formar dioxinas. En estesentido y a pesar de que el documento BREF redac-tado por la EIPPCB no establece el límite como obli-
Febrero 2010 / Información
25

Tras el último Congreso Ibérico de Fundicióncelebrado en Sevilla en 1992 y de nuevo or-ganizado conjuntamente por la APF (Asocia-
ción Portuguesa de Fundición) y por la FEAF (Fede-ración Española de Asociaciones de Fundidores),nos reunimos los pasados 25, 26 y 27 de noviembrecasi 150 fundidores peninsulares que, pese a la cri-sis, consideramos que para hablar de “Innovacióny Mercados”, lema del VI Congreso, merecía la pe-na desplazarnos a la bella ciudad de Oporto y conlas 11 conferencias y 5 paneles y mesas redondasdemostrarnos que seguimos vivos e ilusionadoscon nuestra profesión.
El Comité Ejecutivo estaba formado por D. ManuelBotelho Chaves y D. Carlos Silva Ribeiro de APF, y
por D. Ignacio Sáenz de Gorbea y D. Marcial AlzagaOchoteco de FEAF. El modelo de organización delCongreso fue a través de paneles, mesas redondasy ponencias técnicas.
La Dirección de APF justificó la celebración delCongreso ya que en estos momentos de tanta difi-cultad e incertidumbre, la posibilidad de compartirinformación entre industrias, técnicos, proveedo-res y legisladores, toma elevada relevancia. La in-dustria de fundición europea y en particular la ibé-rica, tienen capacidad, ingenio y posibilidad dedesafiar a sus competidores del mercado global.Para que eso ocurra, necesitamos innovar perma-nentemente, constituyendo el espacio del Congre-so, una excelente oportunidad de compartir infor-
Información / Febrero 2010
26
Innovación y Mercados.VI Congreso de la Fundición IbéricaPPoorr JJoorrddii TTaarrtteerraa

principio se consideró cosa de brujos para conver-tirse gradualmente en un arte, luego una tecnolo-gía y sólo recientemente una ciencia. Muchos pro-cesos de fundición son todavía empíricos, perocada vez son más profundas sus raíces matemáti-cas. En cualquier caso, la fundición es una activi-dad fundamental en el mundo que hoy conoce-mos: Las piezas moldeadas se utilizan en más del90% de todos los bienes manufacturados.
mación. Un congreso Ibérico en este tiempo de cri-sis, fue particularmente apropiado.
Por su parte, la Dirección de FEAF consideró que, lasituación que se está viviendo en el sector de fun-dición, tanto español como portugués, es probable-mente la más compleja de los últimos tiempos. Larecuperación se presenta complicada y más ralen-tizada de lo que se podía esperar en un principio.Siendo el sector de fundición un sector clave en eldesarrollo de la industria, en estos momentos hayque aunar todas las fuerzas y compartir el conoci-miento, experiencias e innovaciones, que puedenayudarnos a salir de esta situación con mayor rapi-dez.
Los temas que trató el Congreso, fueron diseñadoscon el objetivo de que permitan prepararnos mejorpara abordar los mercados y para gestionar nues-tras empresas de manera más eficiente.
El día 25 Noviembre se realizó la Sesión Inaugural acargo de Luís Filipe Villas-Boas presidente de laAPF y Rafael de la Peña Bengoechea presidente dela FEAF.
Para la Conferencia inaugural tuvimos la suerte decontar con mi buen amigo Doru Stefanescu de laUniversidad de Ohio quien nos habló sobre “Uni-versidades y competitividad de la Fundición enEstados Unidos”.
Comenzó recordando que la fundición aparece enlos albores de la civilización que no hubiera sidoposible sin las aportaciones de los fundidores. Al
Febrero 2010 / Información
27
Como en muchas otras ramas industriales, el con-junto de los conocimientos sobre fundición se do-bla cada diez años gracias a la innovación fruto dela investigación. Para ello se necesitan técnicos ca-lificados y un trabajo dinámico de I+D+i. Como queentre las varias misiones de la universidad está lageneración y transmisión de conocimiento las uni-versidades americanas y la industria de la fundi-ción hace años que apostaron por ello.
Las universidades de Alabama en Tuscaloosa y Bir-mingham, las de Wisconsin en Platteville y Madi-son, de Saginaw, Ohio, Missouri, Pensilvania y CaseWestern Reserve son las más activas en fundición,pero hay acreditadas 15 más. Las relaciones univer-sidad-industria se concretan en la Fundación parala Educación en Fundición (FEF) creada en 1947 gra-cias a los esfuerzos de la industria, las sociedadesprofesionales y responsables académicos para for-talecer la industria del sector apoyando la asocia-ción entre estudiantes, docentes e industriales, a finde conseguir que los alumnos de hoy sean los líde-res de la fundición del mañana.
Por otra parte, la AFS establece contratos sobretemas específicos con las universidades. El cursopasado fueron 13 proyectos entre los que desta-can el efecto de la piel de las piezas en la fatiga, elcontrol del rechupe en fundición de grafito com-pacto, la eliminación de óxidos en el metal líqui-do, la modelización de la solidificación en fundi-ción dúctil, las propiedades de aleaciones dealuminio, la maquinabilidad de las fundicionesno férreas, los materiales compuestos de matrizmetálica de aleaciones de Al y Mg aleaciones re-forzados con nano-partículas, los revestimientosrefractarios o los componentes de Mg para auto-móvil, el ahorro energético en la fusión, la reduc-ción del consumo de coque en cubilotes y el con-trol por ultrasonidos.
Comparando con lo que sucede en la península i-bérica, no es de extrañar que para los que hemostrabajado en la industria y la universidad, la confe-rencia de Doru nos pusiera los dientes largos deenvidia.
Cuando un fundidor se retira suele echar la vista a-trás para recordar cómo ha evolucionado la fundi-ción desde el día en que empezó este apasionanteoficio hasta su retirada. Sin embargo, como los vie-jos fundidores al igual que los viejos roqueros nun-ca mueren, preferí aventurar cómo será la fundi-ción en los próximos años y titulé mi charla“Prospectiva de la fundición”.
Tras recordar el por qué utilizamos piezas fundi-das, lo que es y debe saber un fundidor se aborda-ron los retos del futuro: la energía, los residuos, lasmaterias primas, la necesidad de modificar nues-tras aleaciones para aumentar su rendimiento y laapuesta por la formación, y se examinaron las dis-tintas aleaciones fundidas, sus ventajas e inconve-nientes y cómo evolucionarían las mismas.
La fusión es la operación que más energía consu-me en la fundición pero son pocas las posibilida-des de reducir el consumo energético. Para los queamamos el cubilote, una mala noticia, acabará de-sapareciendo. El horno de inducción lo tiene mejorpero se sofisticará con la aplicación del plasma,tanto para depurar el metal como para mantenerla temperatura en la piquera, como nos mostraronel día siguiente nuestros amigos de Inasmet. La fu-sión al vacío o en crisol frío ganará adeptos.
Información / Febrero 2010
28
En moldeo destructible la colada contra gravedadpara evitar los defectos de las turbulencias, comopreconiza John Campbell, se generalizará. Por elcontrario, si la química no avanza tampoco lo haráel moldeo químico. Procesos como el moldeo al va-cío, la fundición con modelos perdidos (lost-foam),el Post-Filled Formed, la colada en coquilla a pre-sión ajustable, tendrán suerte diversa.
Los grandes desarrollos aparecerán en semisólidocon el Thixomolding para magnesio, el proceso SE-ED o el Continuous Rheoconversion se aplicarándebido a las mejores propiedades que confieren a
peración térmica, lo que significa una reducción deconsumo de energía del 79%.
Los resultados obtenidos son prometedores, tantodesde el punto de vista económico como de ca-racterísticas de la arena preparada. Con todo, ten-go mis dudas sobre el efecto de la atrición sobre lasuperficie del grano cuando se trata de arena enverde.
las piezas. Lo mismo puede decirse de los compo-sites de matriz metálica obtenidos por fundición.
La simulación de la marcha de los hornos, del mol-deo, tanto en arena como por inyección, el llenadoy la alimentación y las propiedades mecánicas nosevitará el “trial and error” especialmente si sabe-mos aplicar la redes neurales. En definitiva, la fun-dición, con 60 siglos a cuestas seguirá siendo unatecnología imprescindible para el desarrollo hu-mano. Si alguno de estos vaticinios se cumple es-pero que tengan un recuerdo para este viejo fundi-dor. Si no, deseo me lo perdonen.
“Alta eficacia de la recuperación de arena por me-dio de fricción secundaria” fue la ponencia dePaul Fein de Fundipor.
La recuperación de arenas es cada vez más necesa-ria, no sólo por cuestiones puramente económicas,sino especialmente debido a aspectos ecológicos.Los factores que limitan la recuperación mecánicason la relación arena/metal, distinta para cada tipode aleación, el proceso de aglomeración, orgánicoo inorgánico y el tipo de arena. Los parámetros ide-ales para recuperar son un buen ratio arena-metal,fundición férrea, aglomerantes orgánicos y bajosporcentajes de aglomerante. En estos casos, lasfundiciones pueden conseguir un elevado nivel derecuperación y mantener buenas características dela arena.
La recuperación térmica tiene las desventajas deun alto coste de capital inicial, elevado consumode energía, no puede recuperar aglomerantes inor-gánicos y requiere controles de emisiones regular-mente para asegurarse de que se cumplen las nor-mas ambientales, agravado por la necesidad dereducir las emisiones de CO2. Una alternativa es lafricción secundaria que tiene como objetivo elimi-nar el aglomerante por medios mecánicos sin da-ñar el tamaño del grano.
La recuperación secundaria se basa en la atriciónque proporcionan unos rodillos que giran contraun tambor que constituye el cuerpo del equipo. Elefecto limpiador depende de la presión sobre losrodillos, el grosor del anillo, la velocidad del tam-bor y el número de pasadas. Las ventajas son el ba-jo coste de capital y de funcionamiento al evitar u-tilizar quemadores, no hay emisiones de CO2, sirvetanto para sistemas orgánicos como inorgánicos,puede utilizarse cualquier arena base y el coste demantenimiento es bajo. La atrición secundariaconsume 37 kW/t frente a los 179 kW/t de la recu-
Febrero 2010 / Información
29
Mi buen amigo Jaime Prat de Iberia Ashland pro-fundizó sobre los “últimos desarrollos en produc-ción de moldes para fabricación de piezas eóli-cas”.
El gran desarrollo que se ha llevado a cabo en laimplantación de generación de energía eólica, hadado lugar a un desarrollo paralelo en la industriade la fundición, para la producción de piezas paradicho sector. Uno de los aspectos fundamentalesen las instalaciones eólicas es la necesidad demantener la sanidad de las piezas, durante largosperiodos de tiempo, pues una turbina tendrá, demedia, una duración de 175.000 horas, que seríanequivalentes a las de un bloque de automoción deun coche que recorriera 6.125.000 Km., a una me-dia de 70 Km. a la hora.
Una de las causas de fallo es el grafito degeneradoen la superficie que, con el tiempo, da lugar a grie-tas que ocasionaran el fallo de la turbina. Por estemotivo, se introdujo como norma limitar la degra-dación a un máximo de 0,5 mm de profundidad. Ya

en el año 2005 Iberia Ashland presentó los estudiosrealizados para definir las variables que influíanen la degradación grafítica de las piezas por la in-fluencia de los consumibles utilizados en la pro-ducción del molde: La arena recuperada, el tipo deresinas y de recubrimientos, y los manguitos exo-térmicos.
Las arenas químicas utilizadas actualmente suelenaglomerarse con resinas furánicas o fenólico-alcali-nas. Las primeras son de alto contenido en alcoholfurfurílico que necesitan de catalizador bajo en a-zufre para conseguir arenas recuperadas con pocoS a fin de evitar la degradación grafítica, combinadocon recubrimientos al agua o al alcohol. Las resinasfuránicas tienen una buena recuperación mecánicay térmica, lo que minimizan la cantidad de arenaque debe ir a la escombrera. En los moldes produci-dos con resinas fenólico-alcalinas se usan paracontacto arenas recuperadas térmicamente con unaditivo y arena de relleno recuperada mecánica-mente, para mantener bajos el Na y la K, y así evitarpenetraciones.
Por otra parte, los recubrimientos de base acuosason adecuados, si bien existe la dificultad de secarmoldes grandes. Para asegurar un buen secado sehan desarrollado revestimientos que cambian decolor cuando el molde está seco. En las mazarotasse recomienda evitar la presencia de flúor y emple-ar microesferas de silicato de aluminio.
Finalmente, abordó las nuevas normativas en se-guridad e higiene, REACH y SEVESO para las mate-rias primas utilizadas en el moldeo de piezas paraeólica, que propiciarán el desarrollo de nuevas re-sinas para adaptarse a dicha legislación.
Tras la pausa café, tuvo lugar el primer panel sobreRecursos Humanos moderado por Helena Oliveiradel Centro de Formação Profissional, con la partici-
pación de Carlos Diaz de Cruz Martins & Wahl, Ro-gério Lopes de MDF Tramagal, Jorge Henriques deTeam Work y Gonçalo Macedo del Sonafi.
Para los que conocimos las épocas del paternalis-mo y del ordeno y mando, lo de las relaciones hu-manas nos suena a música celestial. Es evidenteque son necesarios cambios en la organización. Siestos cambios proceden del exterior y el personaladopta una actitud pasiva están condenados al fra-caso, pero si la actitud es reactiva significará unareorganización de las relaciones. Si desde el exte-rior se ha previsto el cambio y la actitud es pre-ac-tiva habrá renovación. Lo mejor es que exista unaactitud proactiva que dará lugar a una reinvenciónde las relaciones.
Hay que apostar por la formación, tener claro el li-derazgo y exigir una buena comunicación quenunca es excesiva y crea un clima de confianza.Ante cualquier crisis debe examinarse cómo se ac-tuó y reforzar las ideas de cambio en la organiza-ción.
Información / Febrero 2010
30
La Energía fue el tema del segundo panel que pre-sidió Carlos Silva Ribeiro de la APF interviniendo E-vélio Silva de EDP, A. Machado e Cunha de SakthiPortugal, Ramón López de Energía y Gestión, yMarcial Alzaga de la FEAF.
Las fundiciones son grandes consumidoras de e-nergía, especialmente en la fusión, por lo que redu-cir su consumo es primordial. Para ahorrar energía,mejorar el funcionamiento y el mantenimiento loprimero es conocer los consumos, para lo que exis-ten protocolos internacionales de medida. Hay quetener en cuenta todos los tipos de energía utiliza-dos, electricidad, gas, agua, etc. tanto para la canti-dad de piezas como la de metal fundido.
Las mediciones deben ser completas, conservado-ras, consistentes, precisas, relevantes y transpa-

de los objetivos de esta Mesa Redonda fue identifi-car nuevas oportunidades y proyectos en los secto-res del automóvil, petróleo, gas y eólico, así comolos deseos de las industrias de fundición para po-ner en marcha nuevos proyectos y alianzas.
Las fundiciones portuguesas exportan el 85% de suproducción, porcentaje del que pueden presumirpocos países, han diversificado su producción aun-que siguen los nubarrones negros en lontananza.En cuanto a España, por costes, calidad y serviciono somos los primeros pero estamos situados muyarriba. Si la capacidad técnica se mide por la rela-ción fundición dúctil-fundición gris, ocupamosuno de los primeros lugares.
La Cena de Gala, como no podía ser de otro modo, secelebró en las Caves de Vinho do Porto Taylor’s. Trasuna visita a las Caves que, por cierto, huelen mejorque la fundición, dimos cuenta de una buena cenaen la que reinó la camaradería y el buen humor.
La sesión del día siguiente, 26 Noviembre, comen-zó con “Reducción de costes por materias primasen la fundición de hierro” presentado por ColinPowell de Foseco Portugal.
Las materias primas usadas en la producción dehierro fundido representan un porcentaje signifi-cativo del coste de la pieza. Para optimizar el costede la carga, Foseco ha diseñado el FurnaceCal, unprograma de ordenado que asegura un ahorro del5%. Consta de una base de datos con la composi-ción y coste de materias primas, las especificacio-nes de análisis y un módulo de cálculo con el algo-ritmo para calcular la carga más económica.
rentes. Las opciones pueden ir desde la mediciónaislada de puntos clave como la iluminación, o elconsumo total de todos los equipos durante un pe-ríodo determinado. Hay que prever los errores deestimación de los consumos.
Dada la situación tarifaria en España, una buenanegociación de los contratos de suministro ya seanindividuales o mancomunados, como hace la FEAFa base de subastas para comprar en las mejorescondiciones, no ahorra energía pero sí euros.
Febrero 2010 / Información
31
A continuación se realizó una mesa redonda sobre“Mercados” con A. de Almeida Júnior como mode-rador y Carlos Martins de Martifer, Moreira da Silvade Galp Energia, António Campos de Autoeuropa,Miguel Canto de Gamesa, Villas-Boas de SchmidtLight Metal, Pedro Crespo de Cruz Martins e Wahl,Aitor Guerra de Fundigex y Rafael de la Peña deGuivisa.
El sector de fundición ibérico tiene un parque tec-nológico moderno con la suficiente flexibilidad pa-ra adaptarse a nuevos proyectos y mercados. Uno

Como datos de entrada -no me gusta emplear in-puts- son necesarios el coste de materias primas,su composición química, el tamaño del horno y laspérdidas al fuego. Como datos de salida se obtie-nen el peso y distribución de los materiales de car-ga, la composición química esperada, el coste totalde la carga y el coste por tonelada y la desviacióndel presupuesto.
El programa puede ser instalado directamente enun ordenador, un servidor central o en la red. Entresus funciones está la de almacenar los datos, el aná-lisis histórico y cualquier otro cálculo de Excel. Sedispone de versiones en alemán, español, francés,inglés y portugués. Personalmente creo que ese pro-grama llega un poco tarde, hace más de 30 años yadesarrollamos uno similar en nuestra empresa.
ja de machos, mayor estabilidad térmica, menorconsumo de amina y reducción de las emisionesde compuestos volátiles y, en consecuencia, meno-res olores.
Las pruebas de laboratorio e industriales han permi-tido constatar una reducción del consumo de resi-nas y amina debido a la mayor reactividad de las re-sinas biodiesel, manteniendo la misma resistenciade los machos y una reducción del 25% de las emi-siones de olores y gases tóxicos. Con todo, tengomis dudas sobre la bondad del sistema, son muchoslos procesos magníficos que han quedado en nada.
Información / Febrero 2010
32
A continuación Pedro Vilhena de Fundipor nos o-freció el “Proceso para caja fría con resinas siste-ma biodiesel – caso práctico”.
La aparición del proceso de caja fría representó unnotable avance en la fabricación de machos debidoa la elevada resistencia mecánica, excelente colap-sabilidad, gran precisión dimensional, notable flui-dez que permite una baja presión de compactado yalta productividad, que han facilitado la fabrica-ción de machos de formas complejas utilizables in-mediatamente. Sin embargo, requiere el empleo dearenas de alta calidad, unas resinas y catalizadorescaros, es sensible a los cambios de temperatura dela arena, los machos son higroscópicos y es nece-saria una buena ventilación.
Se ha desarrollado un nuevo proceso basado en re-sinas biodiesel que utiliza disolventes alifáticosfrente a los aromáticos del proceso clásico que,aunque son más caros, presenta las ventajas de u-na mayor resistencia, reducida adherencia a la ca-
El “Calentamiento por plasma en hornos de cola-da” fue presentada por Luis Cobos de TecnaliaFundición, en colaboración con Olivier Delme deSert Metal.
El sistema de calentamiento por plasma térmicoconsiste en aprovechar el calor de un arco de plasmaque se produce como consecuencia de la ionizacióndel gas plasmágeno entre un electrodo de grafito y elbaño metálico. La corriente eléctrica atraviesa el gasionizándolo, alcanzándose en el núcleo del arcotemperaturas superiores a los 10.000 ºC.
En un horno de colada o una cuchara con inductorse produce el calentamiento de toda la masa congrandes inercias térmicas que incrementan el con-sumo de mantenimiento del inductor. Además e-xiste la dificultad del cambio de aleación y la de-gradación de la calidad metalúrgica. La aplicaciónde una antorcha de plasma permite el calenta-

petitiva del sector de fundición y que también a-puestan por la creación de clústeres estratégicosen el país. Siguiendo estas ideas, la Asociación deFundidores del País Vasco y Navarra (AFV) ha rea-lizado en el primer semestre de 2009 el Plan Estra-tégico del Sector Fundición para el periodo2009/2012 en el que han participado activamentenumerosas fundiciones asociadas y cuyas conclu-siones son válidas para el conjunto de fundicio-nes de la FEAF.
La fundición es un sector muy expuesto a la globa-lización, fuertemente dependiente del automóvil,de baja rentabilidad, muy sensible a las variacio-nes de precios de las materias primas y que, dadala escasa dimensión de las empresas, es débil fren-te a la clientela. Para sobrevivir se crea el clúster defundición con el objetivo de desarrollar el mercadoincrementando el valor añadido entregando con-juntos más que piezas, acompañar a los clientes enel diseño, y desarrollar productos propios y nuevasaleaciones.
miento exclusivo del metal necesario hasta alcan-zar la temperatura adecuada (±5 ºC) justo en el mo-mento de la colada y sin degradación metalúrgica.Además, los electrodos de grafito cristalino actúancomo inoculante.
Febrero 2010 / Información
33
En base a esto Sert Metal ha desarrollado un nuevosistema experto que permite obtener un controldel proceso sin precedentes. La utilización de sen-sores ópticos digitales, para la medida de los prin-cipales parámetros físicos del proceso: temperatu-ra, nivel de cuchara de colada, cantidad de caldopor molde, cantidad de inoculante, combinado conel sistema de aporte de calor y enriquecimientometalúrgico por plasma gracias a la tecnología pa-tentada por Inasmet-Tecnalia.
Con este sistema se consiguen eliminar las pérdi-das de hierro al poder disminuir el tamaño delembudo de colada, asegurar una temperaturaconstante, ahorro de inoculante, evitar los desbor-damientos de metal o la colada incompleta, lo quese traduce en una disminución de rechazos y unmejor rendimiento de placa. En definitiva, una i-dea brillante que debe ayudarnos a reducir las va-riables de la colada.
El “Plan estratégico 2009/2012 de la AFV/FEAF”fue presentado por Marcial Alzaga de la FEAFquien, con su rigor habitual, desgranó este intere-sante plan de actuación.
La fundición es un sector clave para los paísesque apuestan por la industria como motor de cre-cimiento económico. En lo que llevamos de siglo,la fundición ha crecido un 28% en términos de vo-lumen de producción pasando de 65 Mt en 2000 a83 MT en 2007. Los países industrializados de me-dia-alta tecnología cuentan con fuertes organis-mos e instituciones que impulsan la mejora com-
Para reducir costes se debe ir a las compras man-comunadas, evitar las guerras de precios mediantela contención de costes y un sistema avanzado degestión. Deberá potenciarse la I+D+i para la mejorade procesos, reducir rechazos, lograr productos i-nocuos y valorizar residuos. La cooperación seráimprescindible para mejorar la competitividad,impulsar la eficiencia, aumentar el prestigio delsector y reforzar el posicionamiento global de lafundición.
Vitor Anjos de OCC, una estrella emergente de lafundición como pude constatar en el Simposio CarlLoper, nos introdujo en el “Software´s para el con-trol de producción de hierro fundido nodular ycompacto con aplicación de las técnicas de análi-sis térmico”.

Para una producción eficiente de hierro fundido dúc-til o compacto, es necesario el control simultáneo demúltiples variables del proceso con influencia direc-ta en el producto final. El análisis térmico, una de lasherramientas más útiles en fundición, tiene la ven-taja de ser sensible a características del baño fundi-do tales como el estado de nodulización o de inocu-lación, que no son deducibles del análisis químico.
OCC ha desarrollado un programa que permite elcontrol global del proceso de producción, analizan-do conjuntamente la información proveniente delas etapas de preparación del metal base, el trata-miento y la colada. Para ello se emplean unos car-tuchos con dos cámaras para comparar las curvascon y sin inoculación o nodulización. El programacomputa los datos del análisis químico, de las cur-vas del análisis térmico, de las temperaturas deprocesamiento y de las adiciones.
El modelo matemático establece dos índices, uno demagnesio y el otro de inoculación que permiten de-cidir las adiciones. La posibilidad de cruzar los datosdel proceso con las curvas de análisis térmico, me-jora la eficiencia del control del proceso de produc-ción. Quizá me equivoque, pero creo que este pro-grama supera a muchos de los que corren por aquí.
Para acceder con garantías a los mercados la fundi-ción necesita imaginación para innovar. Los condi-cionantes habituales, relación precio-calidad, la re-ducción de plazos de entrega, el riesgo de embarcarseen nuevos proyectos, la cualificación del personal, elexceso de capacidad, la competencia y la mala ima-gen en temas medioambientales deben contrarres-tarse con el análisis y dimensionamiento de las nece-sidades, implantación de sistemas informáticos,formación del personal y la creación de servicios deinnovación, desarrollo y optimización.
Para ello es recomendable recurrir a asesorías es-pecializadas que realicen un estudio de viabilidad,para el desarrollo del producto basado en la opti-mización y mejora de los procesos. Sin embargo, laaplicación de los consejos de los asesores topa conel rechazo al cambio y la desconfianza, debido a lamala experiencia de acudir al asesor sólo cuandohay problemas.
Un buen asesoramiento debe conseguir el ajuste yseguridad en la oferta, un buen control y mejora delproceso para la reducción de errores, ahorro de cos-tes de materiales y de tiempos en desarrollo de pro-ceso. Para ello, la simulación es una buena herra-mienta si no se cae en los errores de creer que losoluciona todo, aplicarla sólo cuando hay proble-mas, es decir, al final del proceso, no vale para na-da o para muy poco, ya que al final hay que ensayaro controlar igual. Por el contrario, hay que creer enla aplicación de la tecnología de simulación con latecnología que vinculamos y fidelizamos al clienteal tiempo que afianzamos al equipo humano, claveen el éxito de la empresa.
Información / Febrero 2010
34
En la pausa siguiente mantuvimos una interesantey provechosa discusión con Vitor Anjos y Doru Ste-fanescu sobre el tema que nos sirvió para contras-tar opiniones y aclarar conceptos. Como les dije alos alumnos de Carlos Silva Ribeiro que, inteligen-temente había invitado al congreso, habéis asisti-do a una lección de alto nivel, por lo que dijeronDoru y Vitor.
El “Nuevo papel de la fundición en el ciclo de de-sarrollo de producto” fue el tema que presentóMario Díaz de Análisis y Simulación.

Andrade de Cotec Portugal, José Fonseca de Fal, Pa-tricia Caballero de Tecnalia y Andrés Rubio de Fun-diciones Urbina.
La gestión de la innovación no debe ser privativade las grandes empresas ni hace falta un departa-mento específico para ello. Las Pymes tienen laventaja de la agilidad ni están constreñidas por lainmediatez. La innovación consiste en transformarconocimiento en valor para la empresa. Un ejem-plo lo dio José Fonseca al describir el proceso queadoptó Fal para sinterizar el revestimiento de unhorno de crisol, aprovechando el aumento de tem-peratura de un bloque de hierro durante el iniciode fusión.
Se enfatizó sobre la labor de los Centros de Investi-gación mediante la creación de grupos de apoyo ala productividad basándose en la aplicación de latecnología. También los proveedores juegan un pa-pel importante con sus informaciones y consejosen la innovación en las fundiciones.
La última conferencia corrió a cargo de Joâo CarlosCosta del Instituto de Soldadura e Qualidade, autorjunto a Aristides José Chaves del Laboratorio deRuido y Vibraciones de dicho Instituto y mi buen a-migo Carlos Silva Ribeiro de la Universidad de O-porto. Joâo Costa nos habló de la “Exposición pro-fesional a vibraciones mecánicas – caso de laindustria de fundición portuguesa en 2009”.
Esta comunicación presenta el estado actual de unproyecto en curso en la industria de la fundiciónportuguesa, en una muestra en 10 empresas, queestudia la exposición profesional a vibracionesmecánicas producidas en el desarrollo de activida-des profesionales típicas. Tras revisar la legislaciónpertinente se estableció un ambicioso programa decaracterización del sector y recogida de datos to-mados en las secciones de fusión, moldeo, rebar-bado y en la utilización de equipos de transporte oactividades auxiliares como la limpieza. Se esta-blecieron dos metodologías de ensayo en funciónde si es la parte del cuerpo en contacto con el equi-po o si es la de soporte.
La metodología adoptada siguió estrictamente elenfoque de la Gestión de Riesgos, demostrable. Lasmediciones pusieron de relieve que dependiendodel tipo de trabajo y de las herramientas utilizadasen algunos casos estaban por encima de los valo-res límite. Todo ello obligará a acciones conjuntasentre las fundiciones y los organismos oficiales deSeguridad e Higiene en el Trabajo.
Febrero 2010 / Información
35
Después de la comida se realizaron otros 2 pane-les, el primero sobre I+D/ Innovación contó conMachado Cunha de Sakthi como moderador y Nina
El segundo panel trato sobre Medio Ambiente ySeguridad y Salud en el Trabajo moderado porAntton Meléndez y la participación de Jesús Aran-zábal de Ecofond, Luís Lopes de Autoridade para asCondições de Trabalho, Concepción Pascual deInstituto Nacional de Seguridad e Higiene en elTrabajo, João Costa del Instituto de Soldadura yCarlos Silva Ribero de la APF. Tuve la agradablesorpresa de volver a encontrarme con ConcepciónPascual y recordar cuando coincidimos los dos enla Junta de Residuos de Catalunya.
La fundición es una industria de riesgo. Todavíacontabilizamos 4.000 accidentes laborales por100.000 trabajadores, aunque se ha conseguido u-na reducción anual del 4-10% desde el año 2000 ci-fras que pueden ser engañosas, ya que hay menoscarga de trabajo y temporalidad. La nueva regla-

mentación Risc y la reducción de los valores límiteobligará a estar más pendiente de estos temas. A-fortunadamente se subvencionan instrumentos decontrol y equipos de trabajo.
En lo tocante a Medio Ambiente tenemos mala fa-ma, pero los fundidores somos recicladores y valo-rizadores como nos mostró Jesús Aranzábal descri-biendo la planta de recuperación de arenas deSalvatierra. No obstante, seguiremos teniendo pro-blemas con el CO2, el formaldehido, el alcohol fur-furílico y las dioxinas.
Pusieron punto final al Congreso los presidentes deambas asociaciones felicitando a los ponentes yparticipantes, y con la esperanza de que el próxi-mo Congreso de la Fundición Ibérica no se demoretanto.
Información / Febrero 2010
36
Al día siguiente, los fundidores tuvieron la opor-tunidad de visitar las fundiciones programadas:Fundiven, Cinfu, Sakthi Portugal, Funfrap, Feresfey Fundiçao do Alto da Lixa.

Febrero 2010 / Información
37
Bajo el lema “Más eficiente – Más innovadora –Más persistente”, HANNOVER MESSE muestradel 19 al 23 de abril de 2010 innovaciones, de-
sarrollos y tecnologías, así como nuevos materialesdel mundo de la industria. Con los temas centrales“Energía”, “Movilidad”, “Automatización” y “Sub-contratación Industrial”, patentiza las tendenciascentrales de la industria.
“El año que viene estrenamos dos nuevas ferias cla-ve y volvemos a corroborar la fuerza innovadora y lapotencia de HANNOVER MESSE. Con ‘MobiliTec’ po-tenciamos la electromovilidad como tema de devanguardia en el marco de la feria “Energy”. Por suparte, “CoilTechnica” viene a redondear la oferta enel sector de la subcontratación. Para 2010 espera-mos de nuevo una exhaustiva y potente exposiciónsectorial internacional de la industria”, dice el Dr.Wolfram von Fritsch, presidente de la Junta Directi-va de Deutsche Messe. “Un evento tan internacionalcomo HANNOVER MESSE puede ser un valioso com-ponente para el incipiente auge económico”.
Igualmente significativos que las innovaciones sonla aplicación y el intercambio de los conocimientosya existentes. Un programa variado de foros, con-gresos y talleres de trabajo garantiza la transferen-cia de información entre la ciencia y la industria.
El año que viene será Italia el País Asociado de HAN-NOVER MESSE. Desde hace muchos años, Italia figuraentre los mayores países expositores y presta unacontribución decisiva al éxito internacional de la feria.Sobre todo en las energías renovables y la automati-zación industrial, pero también en las tecnologías
motrices y la electrotécnica, Italia ocupa posicionesdestacadas en el marco de la competencia mundial.
Nueve ferias clave internacionales
Las nueve ferias clave internacionales de HANNO-VER MESSE son un espejo que refleja las tendenciastecnológicas mundiales en la producción y el desa-rrollo industriales. El tema de la eficiencia energéti-ca se extiende como un hilo rojo por todas las feriasclave y presentaciones especiales. Se presentannuevas soluciones sobre temas como las solucionesmóviles de automatización, procesamiento de mi-cromateriales o tecnologías de construcción ligera.
“Industrial Supply” (antes “Subcontratación”) se o-frece en 2010 bajo un nuevo nombre e impulsa eltema “La construcción ligera en la subcontrataciónindustrial”. Las soluciones de construcción ligerason cada vez más importantes en los productos y
HANNOVER MESSE 2010(19 a 23 de abril)

soluciones de software para procesos de produc-ción integrales. Como punto de encuentro sectorialde los fabricantes de software internacionales yempresas de servicios de la cadena de procesos in-dustriales, “Digital Factory” enlaza la fábrica realcon la digital. “Research & Technology” es el merca-do de innovaciones para las entidades de investiga-ción, Universidades y escuelas superiores.
Numerosas presentaciones especiales, congresos, fo-ros de debate, seminarios y talleres de trabajo con e-quipos de alto nivel convierten a HANNOVER MESSEen un evento tecnológico internacional sin parangón.Los científicos y ejecutivos de la economía, la políticay la industria se sirven de las numerosas plataformaspara intercambiar conceptos, nuevos resultados deinvestigaciones y experiencias en las aplicacionesprácticas. Modélico es el “WORLD ENERGY DIALO-GUE” en el que expertos internacionales presentan ydiscuten conceptos centrales de sostenibilidad ycombinabilidad con los sectores de oferta ferial “E-nergías Renovables” y “Eficiencia Energética”.
Fascinación por la tecnología: “TectoYou”entusiasma a los futuros profesionales
“Sólo con un personal cualificado son posibles nues-tros logros en el sector tecnológico. Alemania depen-de de un relevo profesional con una excelente forma-ción para poder mantenerse frente a la competenciainternacional”, dice Dietmar Harting, presidente delcomité ferial de HANNOVER MESSE y director geren-te HARTING KGaA, Espelkamp, que ofrece su apoyocomo colaborador a la iniciativa TectoYou.
Ya por cuarta vez en HANNOVER MESSE, la iniciati-va TectoYou se dirige a chicos y chicas de los últi-mos cursos escolares para promover la formaciónprofesional y los estudios universitarios técnicos.Las visitas guiadas por HANNOVER MESSE, las con-versaciones con expertos versados en la praxis y lasexperiencias profesionales despiertan el entusias-mo de los jóvenes y les muestran las posibilidadesque les ofrecerá el mercado laboral del futuro.
El premio HERMES AWARD galardonalas tecnologías de vanguardia
El HERMES AWARD es uno de los más codiciadospremios industriales internacionales. Se entregatodos los años en la ceremonia de inauguración deHANNOVER MESSE, dotado con un total de 100.000euros. Se premia una aplicación industrial innova-dora ya acreditada en la práctica.
procesos. En 2010 el tema de la construcción ligerase mostrará en toda HANNOVER MESSE en diferen-tes formas de aplicación. Como punto de reunióncentral, “Industrial Supply” es una plataforma depresentación de este tema en el Pabellón 6. Los fa-bricantes exigen productos subcontratados más e-ficientes y estas exigencias desempeñan un desta-cado papel en el sector en el este sector.
La nueva feria clave “MobiliTec” centraliza en el Pa-bellón 27 todas las tecnologías relevantes para lamovilidad de cara al futuro. Esta feria clave interna-cional de tecnologías motrices híbridas y eléctricas,acumuladores de energía móviles y tecnologías demovilidad alternativas se halla en inmediata proxi-midad a los sectores de oferta ferial “Hidrógeno” y“Pilas de Combustible”, así como de las energías re-novables en el marco de la feria clave “Energy”.
La feria clave “Energy” presenta la mezcla de ener-gías apta para el futuro. Tanto las tecnologías ener-géticas convencionales como también las renova-bles son mostradas en el marco de toda la cadenade creación de valores energéticos industriales,desde la producción, suministro, transporte y dis-tribución hasta la transformación y la acumulaciónde la energía. A partir de 2010, “CoilTechnica”, nue-va feria clave del sector de fabricación de bobinas,transformadores y electromotores, será integradaen ciclo bienal en HANNOVER MESSE.
“MicroNanoTec”, feria clave de nanotecnologías, mi-crotecnologías y tecnologías láser, amplía su progra-ma en 2010. Sobre todo la combinación de nanoma-teriales y tecnologías de microsistemas permite eldesarrollo de nuevos sistemas y emite impulsos deci-sivos para la industria. Para acentuar el significadode estas dos tecnologías relevantes para el futuro secambió en nombre de la feria de “MicroTechnology” a“MicroNanoTec”. Es la única feria monográfica inde-pendiente del sector y goza por tanto de alta valora-ción entre los desarrolladores, ejecutivos y usuarios.
“Industrial Automation”, feria clave internacionaldel sector de automatización de fabricación y pro-cesos, muestra todo el ancho de banda de las tec-nologías de automatización. Un tema central en2010 es “Industrial Embedded”. El sector de ofertaferial “Automatización de Procesos” refleja loscampos de la robótica móvil y de la comunicacióninalámbrica industrial.
“Digital Factory”, feria clave internacional de proce-sos integrados y soluciones TI, presenta temas cen-trales en los sectores de visualización 3D, así como
38
Información / Febrero 2010


La difícil situación actual y los constantes re-tos a los que tiene que hacer frente la indus-tria de fundición requieren de una serie de
estrategias que le permitan maximizar su nivel decompetitividad. En definitiva “una forma diferentede pensar y de hacer las cosas”, ante un escenarioincierto y desconocido hasta la fecha.
Desde el I. F. TABIRA hemos considerado oportunomantener el esfuerzo de organización de este e-vento, siendo muy conscientes de las dificultades
actuales por las que atraviesa la industria en gene-ral, y la industria de fundición en particular, peroconvencidos de la importancia y la necesidad de a-vanzar en el conocimiento y el desarrollo tecnoló-gico, como elementos clave para la mejora compe-titiva de las empresas y para superar la delicadasituación actual.
La propuesta de trabajo planteada por el Institutode Fundición TABIRA y por el Centro de Investiga-ción Metalúrgica AZTERLAN es una clara apuesta
Información / Febrero 2010
40
VI Fórum Técnico Internacionalde Fundición “Claves de innovación y competitividaden la Industria de Fundición”
PPoorr IInnssttiittuuttoo ddee FFuunnddiicciióónn TTaabbiirraa
VI International Foundry Technical Forum.

CIALES DE VALLADOLID S.A. y AZTERLAN), que die-ron a conocer trabajos y desarrollos técnicos avan-zados en distintas áreas del proceso de fundición.
Sin duda alguna, uno de los elementos determinan-tes para el éxito del evento ha sido la implicación yel trabajo conjunto de todas las realidades que for-man parte del Sector de Fundición. En este sentido,destacar la elevada participación, con la asistenciade 124 profesionales y técnicos pertenecientes a 49empresas, universidades y centros tecnológicos, nosólo de España, sino de países como Alemania,Francia, Reino Unido, Noruega, Suecia y Canadá.
A continuación se detallan los contenidos del Fó-
por el desarrollo del conocimiento y la tecnologíadentro del VI Fórum Técnico Internacional de Fun-dición: “Claves de innovación y competitividad dela Industria de Fundición”.
Destacar el completo programa de trabajo, para elcual se seleccionaron espacios de conocimiento demáxima actualidad, contando para su desarrollocon la participación de reconocidos especialistasnacionales e internacionales pertenecientes a em-presas líderes en el sector (IBERIA ASHLAND CHE-MICAL S.A., ILARDUYA S.L.U., HÜTTENES ALBER-TUS GmbH, FOSECO ESPAÑOLA S.A., ANÁLISIS YSIMULACIÓN S.L., ELKEM IBERIA S.L., ESFEMETALS.L., RIO TINTO IRON & TITANIUM, LINGOTES ESPE-
Febrero 2010 / Información
41
Sr. Jaime Prat. IBERIA ASHLAND CHEMICAL S.A.
Mr. Amine Serghini. ILARDUYA – HUTTENES ALBERTUS.
Mr. Emmanuel Berthelet. FOSECO.

rum, con un destacado interés técnico a lo largo delas distintas sesiones de trabajo.
El encuentro comenzó con una serie de reflexionesprevias por parte del Sr. Juan José Leceta, antiguopresidente de la Ejecutiva de la Organización Mun-dial de Fundidores y moderador de las sesiones detrabajo, centradas en la necesidad de adaptarse aun entorno constantemente cambiante, apostarpor el conocimiento, la innovación y el desarrollotecnológico como herramientas clave para la su-pervivencia de las empresas, y aprovechar la exce-lente oportunidad de compartir conocimientos yexperiencias técnicas en Fundición con especialis-tas del más alto nivel dentro de este importantemarco de trabajo internacional.
La presentación del Sr. Jaime Prat (Director Generalde IBERIA ASHLAND CHEMICAL S.A.) estuvo enfo-cada en algunos de los desarrollos de esta impor-tante empresa multinacional para aportar solucio-nes ante las crecientes exigencias técnicas, desalud laboral y requisitos medioambientales en el
moldeo de componentes para el sector eólico. En laprimera parte de su presentación, el Sr. Prat dio aconocer experiencias con diferentes sistemas aglo-merantes (arenas furánicas y fenólico-alcalinas),destacando la importancia de recubrimientos es-pecíficos para reforzar el control del azufre en elmolde. La segunda parte de su intervención estuvoenfocada a los tres principales retos medioambien-tales a los que se enfrenta la industria de fundiciónen los próximos años: evitar materiales inflama-bles y compuestos orgánicos volátiles en el proce-so de pintado de los moldes, el nuevo reglamentodel Parlamento Europeo y del Consejo relativo alregistro, la evaluación, la autorización y la restric-ción de las sustancias y preparados químicos (RE-ACH), y la nueva clasificación medioambiental y desalud laboral para el Alcohol Furfurílico.
El Sr. Amine Serghini (Cold Box Product Managerde HUTTENES ALBERTUS GmbH) realizó una exce-lente presentación sobre las nuevas tendencias enla industria de automoción y su impacto en los sis-temas de aglomeración. La tendencia a reducir elpeso de los vehículos, las correspondientes emisio-nes de CO2 y demás elementos nocivos en la com-bustión (NOx, CO, HC, partículas), muestran unaclara oportunidad en el sistema motor, redimen-sionando tamaños, reduciendo pesos y mejorandolas potencias específicas de los motores. Esto im-plica la necesidad de dar respuesta a nuevos retostecnológicos para la fundición, directamente rela-cionados con la necesidad de fabricar piezas de es-pesores más delgados, geometrías más complejas,tolerancias dimensionales más precisas, propieda-des mecánicas mejoradas y costos más reducidos.El Sr. Serghini presentó los avances y resultadosobtenidos tras la introducción de pinturas modifi-cadas, aglomerantes avanzados y el uso de arenasde nueva generación para evitar la aparición de de-fectos de gases (pinholes, atrapes de gas, piel de
Información / Febrero 2010
42
Mr. Carsten Wehling. SUPERIOR GRAPHITE EUROPE.
Sr. Igor Pérez. ANALYSIS Y SIMULACIÓN. Sr. Julián Izaga. AZTERLAN.

TERLAN.) y del Sr. Urko Uribe (Coordinador del Á-rea de Propiedades Mecánicas de AZERLAN). Su po-nencia se centró en la importancia de la vida a fati-ga de componentes fundidos de gran tamaño,cuyas aplicaciones están directamente orientadasal sector eólico. Las propiedades dinámicas de di-chos materiales y su comportamiento a fatiga sonelementos clave a tener en consideración, desde lapropia fase de diseño de los componentes, hasta lafabricación de los mismos. Los ensayos dinámicosse orientan hacia la definición de las curvas S-N ydeben complementarse con los correspondientesestudios de mecánica de fractura y análisis por ele-mentos finitos.
De igual forma, se visualiza la necesidad de avan-zar en la mejora de las propiedades mecánicas y enla calidad superficial de los componentes fundi-dos, dadas las solicitudes cíclicas (tensiones axia-les y multi-axiales) a las que se ven sometidos di-chos componentes estructurales en servicio.
La siguiente ponencia a cargo del Sr. Chris Ecob(Customer Service de la empresa ELKEM AS), dio a
naranja, ... etc), defectos de expansión (veining, pe-netración, ... etc) y afinar la precisión dimensionaly el acabado de leste tipo de componentes fundi-dos orientados fundamentalmente al sector de au-tomoción.
La siguiente comunicación la realizó el Sr. Emma-nuel Berthelet (European Product Manager FerrousMetal Shop de FOSECO), dando a conocer uno delos últimos desarrollos para la producción de grafi-to compacto y nodular, a través de un novedososistema convertidor.
El Sr. Berthelet destacó la potencialidad del sis-tema global de control desarrollado por esta im-portante empresa, que cubre el conjunto de ope-raciones relacionadas con la producción decomponentes fundidos, y que permite obtener im-portantes ahorros de costos, a la vez que se con-trola la calidad metalúrgica del metal a lo largo detodo el proceso.
El Sr. Carsten Wehling (Presidente de SUPERIORGRAPHITE EUROPE) centró su presentación en el po-tencial nucleante e inoculador de determinados ma-teriales carbonosos cristalinos. Dicha presentaciónvino acompañada de tres casos prácticos de aplica-ción en importantes fundiciones europeas (FritzWinter Eisengiesserei GmbH & Co KG , Lingotes Es-peciales de Valladolid, S.A., y Man), con sus corres-pondientes mejoras en propiedades de las piezas:dos de ellas dedicadas a la producción de discos defreno de vehículos en fundición gris (coches y vehí-culos industriales), y una tercera, dedicada a la pro-ducción de bloques motor en grafito compacto (CGI).
La siguiente conferencia corrió a cargo de los Sres.Mario Díaz (Director adjunto de Análisis y Simula-ción S.L.), e Igor Pérez (Responsable de Simulaciónde Procesos), que realizaron una interesante exposi-ción sobre las últimas aplicaciones en simulaciónde fundición esferoidal, centradas en la importanciade la expansión grafítica y de la rigidez del moldecomo factores clave para contrarrestar la tendenciaal rechupe en la fase de solidificación del metal.
El Sr. Pérez introdujo a los asistentes los distintosavances y desarrollos realizados en los módulos depredicción, que permiten predecir de una formamás exacta y precisa la porosidad, acoplando cál-culos térmicos, cálculos de microestructura, basesde datos termodinámicas, fracción de cada fase, ri-gidez del molde, así como la inoculación.
La sesión de la tarde comenzó con la exposicióndel Sr. Julián Izaga (Director de Tecnología de AZ-
Febrero 2010 / Información
43
Mr. Chris Ecob. ELKEM AS.
Mrs. Chantal Labrecque. RIO TINTO IRON & TITANIUM.

conocer la importancia del uso del pre-acondicio-nado y del análisis térmico para el control del me-tal base, como herramientas avanzadas y funda-mentales de cara a asegurar la calidad de loscomponentes fundidos. El Sr. Ecob comenzó supresentación destacando la importancia de la nu-cleación, dando a conocer sus mecanismos de for-mación y los factores que afectan directa o indirec-tamente a una correcta nucleación del metal (tantopara la fundición esferoidal, como laminar). La se-gunda parte de su ponencia estuvo orientada apresentar los resultados de tres casos prácticos yde aplicación del pre-acondicionado en la produc-ción de componentes fundidos (algunos de ellos
bajo condiciones de largos tiempos de espera), conresultados sorprendentes.
La Sra. Chantal Labrecque (Research Engineer deRIO TINTO IRON&TITANIUM) hizo un interesanterepaso al estado actual de la tecnología de fundi-ción para componentes de espesores delgados,destacando las diferentes posibilidades de procesoy composiciones químicas que permiten alcanzarpiezas de espesores delgados libres de carburos ycon una extraordinaria densidad grafítica, de entre500-6.000 nódulos por mm2. Se obtienen propieda-des mecánicas de acuerdo a las especificaciones, ylas propiedades a fatiga son equivalentes a las decomponentes de fundición nodular de espesoresmás gruesos, siendo la calidad superficial un ele-mento determinante en dichas propiedades.
La Sra. Labrecque concluyó su presentación dandoa conocer casos de producción de componentesfundidos de espesores delgados en materiales ADI(brazo de suspensión), SiMo y NiResist (colectores).
La última conferencia del Fórum la realizó el Sr. Ai-tor Loizaga (Ingeniero de Diseño del Área de Fundi-ción de AZTERLAN) en colaboración con Dª UjuéMuruzábal (Directora de I+D de LINGOTES ESPE-CIALES DE VALLADOLID S.A.), dando a conocer lainfluencia del Carbono sobre las características delas piezas fundidas. La primera parte de esta inte-resante presentación estuvo enfocada a dar a co-nocer los distintos defectos asociados al Carbono:malformaciones grafíticas, decarburación superfi-cial (pérdidas de C en la superficie debido a atmós-feras oxidantes), flotación de grafito, etc.
La ponencia concluyó con la presentación de unaexperiencia práctica de control del contenido de C alo largo del proceso de fabricación de discos de fre-no de alto carbono, en la que se han analizado laspérdidas a lo largo del proceso (plataforma fusora,transvases del metal y unidad de colada), para pos-teriormente establecer medidas que permitan opti-mizar el control de este elemento en tiempo real.
La oportunidad de intercambiar conocimientos yexperiencias técnicas a lo largo del Fórum ha su-puesto, sin duda alguna, un importante paso haciadelante en la mejora competitiva de nuestra indus-tria de fundición.
Nos gustaría aprovechar de igual forma la oportuni-dad para agradecer a los técnicos especialistas y alas empresas colaboradoras que han participado enel Fórum, por su implicación y el importante esfuer-zo dedicado en este importante marco de trabajo.
Información / Febrero 2010
44
Sr. Aitor Loizaga. AZTERLAN.
Empresas y entidades colaboradoras.

Febrero 2010 / Información
45
Pátina azul
Las probetas han sido calentadas entre 40 y 50 ºC. Aligual que para la pátina verde, ha sido usado nitratocúprico al 20%, pero en una cantidad superior: 2,97m/l2 repartido en 4 manos. Con las probetas a 90-100ºC, la solución ha sido pulverizada; a continuaciónla temperatura de las probetas ha sido aumentadahasta que ha comenzado a aparecer el color azul(110 ºC). Ha sido quemada cada una de las manos dereactivo para fijar la pátina (entre 190 ºC y 300 ºC)excepto la última. Después de cada mano de reacti-vo, ha sido enfriada y lavada con agua destilada.
Pátina parda
Las probetas han sido calentadas entre 40 y 50 ºC.Primero con pincel y después con pulverizador, hasido aplicado un total de 1,19 l/m2 de nitrato férricoal 20% sobre las piezas cuando éstas han alcanza-do los 80-90 ºC, llegando a 180-200 ºC para que elcolor permanezca bien fijado; posteriormente latemperatura ha sido aumentada hasta quemar elcolor las probetas de ensayo a 250 ºC. El proceso hasido repetido cuatro veces una vez que las piezashan sido lavadas con agua destilada. En la últimamano, las muestras no han sido quemadas, per-maneciendo la temperatura entre 180-200 ºC, ha-biendo sido aplicado el reactivo con pincel.
Pátina negra
Las probetas han sido calentadas entre 40 y 50 ºC.Para obtener la pátina negra, ha sido usado nitra-
to cúprico en una concentración del 20%, siendopulverizado un total de 1,68 l/m2 sobre las probe-tas a 80 ºC. Han sido alcanzados los 200 ºC paraobtener el color adecuado. Las piezas, en los pro-cesos intermedios, han sido quemadas a una tem-peratura de 300 ºC. Durante las distintas manoshan sido observados tonos azules y violáceos, pe-ro tras haber enfriado, lavado y repetido el proce-so un total de 4 veces ha sido obtenido un colornegro intenso.
Resultados-discusión
Los datos de color obtenidos en cada caso se mues-tran gráficamente de la siguiente manera, un gráfi-co para los valores de cromaticidad y otro de lumi-nosidad, tanto en el caso de las muestras sin pátina(círculos blancos y línea negra) como las patinadas(círculos y línea roja).
Los resultados se presentan para cada pátina decolor sobre todas las aleaciones industriales (alea-ción de tipo A, B, C, D, E y H).
Pátina blanca
En el plano de cromaticidad se observa cierta hete-rogeneidad en las muestras sin patinar. Globalmen-te todas se sitúan en el cuadrante amarillo-rojo concierta tendencia al tono naranja. No obstante, haymuestras que presentan matices amarillos puros yotros matices amarillo-verdosos. La saturación me-dia es aceptable. Las muestras patinadas indicanque aunque la pátina es blanca, el resultado es poco
Pátinas inducidas sobre broncesindustriales para aplicación enfundición escultórica. Análisis cromáticomediante espectrofotometría (y Parte II)
PPoorr JJoorrggee AA.. DDuurráánn SSuuáárreezz,, AAnnttoonniioo SSoorrrroocchhee CCrruuzz,, CCrriissttiinnaa MMoorreennoo PPaabbóónn,, RRaaffaaeellPPeerraallbboo CCaannoo,, CCaarrmmeenn BBeelllliiddoo MMáárrqquueezz,, JJeessúúss MMoonnttooyyaa HHeerrrreerraa,, IIssaabbeell LLoozzaannooRRooddrríígguueezz yy AAssuunncciióónn DDuummoonntt BBootteellllaa..DDeeppaarrttaammeennttoo ddee EEssccuullttuurraa.. UUnniivveerrssiiddaadd ddee GGrraannaaddaa..

Información / Febrero 2010
46
57%. En general, el color de estas muestras es un a-naranjado muy claro, debido a la baja incidencia dela pátina sobre el soporte (figura 2).
Pátina ocre
En las muestras sin patinar, en el apartado de cro-maticidad, se observa cierta heterogeneidad situán-dose globalmente en el cuadrante amarillo-rojo, concierta tendencia al tono naranja, aunque algunas
saturado y con tendencia al anaranjado. Se puedeconcluir que hay una relativa homogeneización cro-mática incidida por la propia pátina reactiva. Conrespecto a la luminosidad es curioso cómo lasmuestras patinadas globalmente aumentan de luz,acercándose a valores más próximos al blanco, aun-que hay cierta heterogeneidad en sus valores. Se de-duce que poseen una luminosidad alta, estando lamayoría de ellas por encima del 60%, alcanzando al-gunas el 80% y muy pocas muestras por debajo del
Figura 1. Distintos colo-res de pátina sobre bron-ces industriales, con lasiguiente corresponden-cia: A pátina blanca, Bpátina ocre, C pátina ro-ja, D pátina verde, E pá-tina azul, F pátina par-da, G pátina negra.

muestras se sitúen en el sector amarillo-verdoso yotras en el eje del amarillo puro. Las muestras pati-nadas se sitúan todas sin excepción en el sector a-marillo-rojo, con tendencia al naranja. En la partesuperior de este sector se ubican aproximadamenteel 60% de los puntos, con una cromaticidad de ele-vada proporción de amarillo. El otro 40% está másdisperso, con menor saturación de color y mayorheterogeneidad entre los puntos. No obstante, sepuede concluir que la pátina ocre posee una satura-ción muy aceptable. Por otro lado, la luminosidaddesciende considerablemente en las muestras pati-nadas con respecto a las sin pátina, manteniéndoseglobalmente en unos valores medios, a pesar decierta heterogeneidad en las muestras. En general,el color de estas muestras en un naranja-amarillen-to de luminosidad media (figura 2).
Pátina roja
Los valores en las muestras sin pátina, en el planode cromaticidad, se sitúan la mayor parte de en elsector amarillo-rojo, con tendencia al naranja, aun-que hay muestras con matices amarillo puro y otracon matices amarillo-verdoso. Los valores de lasmuestras patinadas están situados todos en el sec-tor amarillo-rojo, encontrándose la mayoría por en-cima de la diagonal del naranja puro, con mayortendencia al amarillo, estando únicamente cuatromuestras por debajo de dicha diagonal, tendiendoal rojo. En torno al 80% de las probetas de ensayo semuestran más agrupadas y homogéneas en la par-te central, mientras que el 20% restante de lasmuestras se dispersa algo más. Globalmente, el co-lor resultante es un naranja amarillento saturado,aunque en el extremo inferior de la línea hay mues-tras mucho más rojas, pero con escasa saturación.En lo que concierne a la luminosidad, se aprecia unimportante descenso de la misma en las muestraspatinadas con respecto a las sin pátina, situándosela mayoría por debajo del 40%, con valores medio-bajos. En general, las muestras con pátina roja ad-quieren colores naranja oscuros (figura 2).
Pátina color negro
Como en otras muestras sin pátina se observa, en elplano de cromaticidad, cierta heterogeneidad, si-tuándose en su mayoría en el cuadrante amarillo-ro-jo, habiendo no obstante muestras con tonalidadesamarillo puro y otras amarillo-verdoso. Las muestrapatinadas presentan una homogeneidad notable,tendiendo al valor 0. Aproximadamente el 60% estánsituadas en el cuadrante amarillo-rojo por encima
de la diagonal roja-amarilla, resultando pátinas ne-gras con un pequeño matiz amarillo-naranja. El res-tante 40% esta en el cuadrante verde-amarillo resul-tando negros ligeramente verdosos-amarillentos.Solamente tres muestras de la pátina negra tienenun ligero matiz azulado. No obstante, se puede ha-blar de una pátina bastante homogénea. Además, seobserva, en el gráfico de luminosidad, un gran des-censo en las muestras patinadas con respecto a lassin patinar con valores bastante bajos (a pesar decierta heterogeneidad). La pátina resultante está,globalmente, próxima al negro puro, aunque hayamuestras con matices gris oscuro (figura 2).
Pátina verde
La heterogeneidad preside los valores, en el apar-tado de cromaticidad, en las muestras sin patinar,situándose el grueso en el sector amarillo-rojo,aunque hay valores con matices amarillo puro y o-tros con matices amarillo-verdosos. Las muestraspatinadas no presentan gran heterogeneidad, en-cuadrándose todas dentro del sector verde-amari-llo, con el 85% de los puntos concentrados en laparte inferior derecha del cuadrante, cerca del ejedel color verde. El 15% restante de las muestrasson más amarillas que verdes, sobrepasando ladiagonal verde-amarilla. Globalmente, es una páti-na muy cubriente. La luminosidad desciende enlas muestras patinadas con respecto a las sin pati-nar, resultando bastante heterogénea, con valorescomprendidos entre un 39% y un 63%. En generalla pátina tiene una luminosidad media, aunque noes absorbida del mismo modo por las distintas ale-aciones. Globalmente, el color obtenido es un ver-de más o menos luminoso (figura 3).
Pátina azul
En el plano de cromaticidad se observa una fuerteheterogeneidad en las muestras sin patinar situán-dose, aunque dispersas, un número elevado de lasmismas en el cuadrante amarillo-rojo; no obstante,hay muestras que presentan matices de amarillopuro y otras con matices amarillo-verdoso. En lasmuestras patinadas destaca cierta homogeneidad,ubicándose el 90% dentro del cuadrante verde-azuly un 10% en el cuadrante amarillo-verde. El color re-sultante es, globalmente, un azul verdoso, aunqueun 10% tienda más al verde. Por otra parte, en lo querefiere a la luminosidad, se observa cierto descensode la misma en las muestras patinadas con respectoa las sin patinar, con una gran heterogeneidad enlos valores, oscilando entre 37% y un 60%. Global-
Febrero 2010 / Información
47

Información / Febrero 2010
48
mente, se deduce que poseen u-na luminosidad media, aunque elreactivo no es absorbido del mis-mo modo por las distintas alea-ciones (figura 3).
Pátina color pardo
En las muestras sin patinar, enel plano de cromaticidad, unmayor número de valores seconcentran en el sector amari-llo-rojo, aunque también hay va-lores con matices amarillos pu-ros y otros amarillo-verdosos.Las muestras patinadas se en-cuadran todas dentro del sectoramarillo-rojo, con una satura-ción bastante aceptable. El 10%se encuentra por debajo de ladiagonal naranja, siendo más ro-jas que amarillas (tonos naranja-rojizos). El otro 90% se ubican so-bre la diagonal naranja, con untono naranja amarillento. En elplano de luminosidad se observaun importante descenso de lamisma en las muestras patina-das en referencia a las sin pati-nar. Pese a tener valores hetero-géneos, se puede hablar engeneral de una luminosidad ba-ja. Globalmente, el color obteni-do con esta pátina es un naranjaamarillento oscuro (figura 3).
Referencias
Durán Suárez, J.A., Moreno Pabón,C., Peralbo Cano, R., Sáez Pérez,M.P., Bellido Márquez, C. y Sorro-che Cruz, A. (2008): “Catalogacióncromática de bronces para fundi-ción escultórica. Evaluación de supátina natural mediante espec-trofotometría”, en FUNDI Press Nº11, diciembre 2008, Madrid.
Figura 2. Diagrama de cromaticidad y lumi-nosidad de los siete colores de pátina sobrebronces industriales donde se observan losvalores de las muestras antes de la patina-ción (puntos blancos y línea gris) y las mues-tras patinadas (puntos y línea roja).

Figura 3. Diagrama de cromaticidad y luminosidad de los siete colores de pátina sobre bronces industriales donde se observan los va-lores de las muestras antes de la patinación (puntos blancos y línea gris) y las muestras patinadas (puntos y línea roja).
ción MAT 2006-00308 “Conservación del Patrimo-nio Nacional: Restauración, Técnica y Color. Dise-ño y Evaluación de Morteros de Restauración delPatrimonio Histórico Monumental y otros usos téc-nicos”, siendo financiada por el Ministerio de Cien-cia e Innovación. Además cuenta con financiacióndel Grupo de Investigación HUM 629 de la Junta deAndalucía.
Wyszecky, G. y Stiles, W. S., (1982): “Colour Scien-ce. Concepts and methods, quantitative data andformulae. 2ª ed. Wiley and Sons. New York.
Agradecimientos
Los resultados de investigación presentados en es-te artículo forman parte del Proyecto de Investiga-
Febrero 2010 / Información
49
Información / Febrero 2010
50
Inventario de FundiciónPPoorr JJoorrddii TTaarrtteerraa
Siguiendo el camino emprendido en la revista Fundición y continuado en Fundidores, vuelvo a ofrecer a los lec-tores de FUNDI PRESS el "Inventario de Fundición" en el cual pretendo reseñar los artículos más interesantes,desde mi punto de vista, que aparecen en las publicaciones internacionales que recibo o a las que tengo acceso.
El International Journal of Cast Metals Research Vol. 21 (2008) nº 1-4 o-frece gratis por internet las 65 conferencias presentadas en 2008 en el10º Congreso Asiático de Fundición celebrado en Nagoya (Japón) sobre“Ciencia e Ingeniería de Metales Fundidos, Solidificación y Procesos deFundición”. Todas las conferencias están en inglés.
Pueden descargarse en www.ingentaconnect.com/content/maney
HIERRO FUNDIDO Y ACERO MOLDEADO
Efecto de la temperatura de colada, la composición, la resistencia delmolde y la resistencia al flujo del metal en el rechupe del hierro fundi-do con grafito esferoidalKanno, T. p. 2-6
Influencia de la inoculación en la solidificación del hierro fundidoNakae, H. p. 7-10
Mecanismo y estimación de los defectos de porosidad en la fundicióndúctilOhnaka, I., A. Sato, A. Sugiyama y F. Kinoshita p. 11-16
Curva de enfriamiento y morfología del grafito en aleaciones Ni-CTatsuzawa, Y., S. Jung y H. Nakae p. 17-22
Nucleación del grafito en hierro fundido líquido dependiendo delmanganeso, azufre y oxígenoSommerfield, A. y B. Tonn p. 23-26
Control de la formación de grafito en la solidificación del hierro blancoSergio, V., S. Ishikawa, K. Yamamoto, H. Miyahaara, K. Ogi y K. Kamimi-yada p. 27-30
Características mecánicas de la fundición de grafito esferoidal conte-niendo Ni y Mn con estructura mixta de ferrita y bainitaNobuki, T., M. Hatate y T. Shiota p. 21-38
Control de la nucleación del grafito en la fundición grisChisamera, M., I. Riposan, S.Stan, D. White y G. Grasmo p.39-44
Efecto del proceso de fundición semisólida con la técnica de la placaenfriadora en la microestructura y propiedades del acero rápido conaltos contenidos de vanadio y carbonoShirasaki, K., M. Takita y H. Nomura p. 45-48
Desarrollo de un nuevo aditivo para el afino de grano en aceros inoxi-dables austeníticosMizumoto, M., S. Sasaki, T. Ohgai y A.Kagawa p. 49-55
Mecanismo de la generación de pinholes durante la soldadura de hie-rro fundido con grafito laminar y efectos de la composición del metalMizuki, T., T. Kanno, H. Horie, S. Hiratsuka y T. Hareyama p. 56-61
Influencia del tratamiento térmico en la estructura de la matriz en elhierro fundidoZhao, B,-R., S. Ueno, S. Yamada, K.Sugita y H. Nakae p. 62-66
Desarrollo de hierro blanco con boroLi, Y.X., L.Liu y X. Chen p. 67-70
Condiciones óptimas del tratamiento térmico y propiedades de losmartillos bimetálicos (hierro fundido alto en Cr/acero aleado)Pan, Y.-N., W.-S Chang y R.-M. Chang p. 71-75
Influencia de la morfología del grafito en la resistencia al desgate pordeslizamiento en hierro fundido con grafito laminarTsujikawa, M., K. Nagamine, A. Ikenaga y M. Hino p. 76-80
Efecto del bismuto en el afino del grafito de la fundición dúctil de pa-redes delgadas Takeda, H., K. Asano y H. Yoneda p. 81-85
Producción de vidrios metálicos base Fe utilizando la vibración mag-néticaTamura, T., D. Kamikihara y K. Miwa p. 86-89
Microestructura y propiedades de la fundición dúctil austemplada connódulos de grafito afinadosOsafune, Y. y M. Yuyama p. 90-95
NO FÉRREOS
Influencia de las adiciones de Sr y Zn en el comportamiento a corro-sión de las aleaciones Mg-6Sn-5al-2SiPark, K.C., B.H. Kim, J.J. Jeon, B.G. Park, Y.H. Park e I.M. Park p. 96-99
Influencia de los niveles de hidrógeno en la porosidad y las propieda-des mecánicas de las aleaciones de Mg fundidasWu, S.S., S.X. Xu, P. An, Y. Fukuda y H. Nakae p. 100-105
Fundición continua semisólida de la aleación de magnesio AS41B uti-lizando la placa de enfriamiento inclinadaKido, F. y T. Motegi p. 105-108
Modificación microestructural de las aleaciones de Mg fundidas por elproceso de fricción por agitación Morishige, T., T. Tsujikawa, M. Hino, T. Hirata, S. Oki y K. Higashi p.109-13
Cambio en la microestructura de las aleaciones Al-Si-Cu fundidas du-rante el tratamiento de solución a alta temperaturaNishimura, T., H. Toda, M.Kobayashi, T.Kobayashi, K. Uesugi e Y. Suzu-ki p. 114-19
Microestructura de las aleaciones de alta resistencia Al-10Zn-2,5Mg-2,3Cu-0,14Zr coladas en coquilla con agitación electromagnética directaKaekwan,K., T Pramote, S.Mawin, H. Nagaumi y T. Umeda p. 119-24
Observación In situ de la nucleación, fragmentación y evolución de lamicroestructura de las aleaciones Sn-Bi y Al-CuYasuda, H., Y. Yamamoto, N. Nakatsuka, T. Nagira, M. Yoshiya, A. Sugi-yama, I.Ohnaka, K. Umetani y K. Uesugi p. 125-28
Efecto del tratamiento ultrasónico del metal líquido en la estructura dela aleación de aluminio fundido A356 Khalifa, W., Y. Tsunekawa y M.Okumiya p. 129-34
Efectos del proceso sónico en la microestructura y propiedades mecá-nicas de la aleación de aluminio A356Youn, J.I., B.I. Kang, D.G. Ko e Y.J. Kim p. 135-38
Squeeza casting de aleaciones de aluminio de alta conformabilidad enforja en fríoTong, K.K., B.W. Chua, T. Muramatsu, A. Danno y M.S. Yong p. 139-43
Evaluación de la calidad del metal líquido de aleaciones de cobre fun-dido sin plomo utilizando la curva de enfriamiento

MOLDEO
Aplicación del llenado de arena por aireación, control equilibrado depresión y desmodelado sincronizado al moldeo en motasHirata, M., S. Takasu y H. Makino p. 246-50
Estudio experimental del proceso de llenado por aireación y compactadoa alta presión de una máquina de moldeo en motasLi, H., T.Y. Yuang, J.J. Wu, U.W. Kang y H. Makino p. 251-55
Ensayos de compresión de moldes de bolitas de acero al carbono parafundiciónYamada, M., y M. Hashimura p. 256-59
Efecto de la adición de sílice coloidal en la resistencia a la compresiónde moldes criogénicosTada, S., T. Nishio y K. Kobayashi p. 260-64
Combustión y descomposición de VOC de moldes de cáscara por rege-neración térmica oxidante Nakayama, K., S. Fujita, S. Iijima, I. Nishimura, H. Shimota y T. Katagirip. 265-68
INSTALACIONES
Control secuencial de la velocidad de prensado en el moldeo por pre-sión utilizando moldes de arena en verdeTasaki, R., Y. Noda, K. Terashima y K. Hashimoto p. 269-74
Desarrollo de la realidad virtual para operarios de fundición basada enel aprendizaje y los recursos humanosWatakuni, K.P.275-80
Desarrollo del sistema de suspensión por cable y su aplicación al en-samblado de moldesMiyaasita, Y., T.Miyoshi, K. Terashima y K. Hashimoto p. 281-86
Control de la colada con predicción de la cantidad de metal en los sis-temas automáticos de coladaNoda, Y., K. Yamamoto y K. Terashima p. 287-92
Modelo y sistema de control en 3D de la transferencia de cucharas conpuente grúa considerando la suspensión y la vibración del metal líquidoKaneshige, A., N. Kaneshige, S. Hasegawa, T. Miyoshi y K. Terashima p. 293-98
TRANSFERENCIA DE CALOR Y MODELIZACIÓN
Simulación del flujo de metal líquido en vacío, inyección y baja presiónYoon, J.M., S.B. Kim, Y.H. Kim y J.Y, Park p. 299-303
Simulación de la deformación en palas de turbina fundidas de grandimensiónZhang, J.F., J.W. Wang, B.C. Liu, Y. Wu, J.S. Zhang, Z.C. Rong y C.C. Zhangp. 204-307
Simulación de la solidificación direccional de un álabe de turbina mo-nocristalino fundidoPan, D., Q.Y. Xu, B.C. Liu, J.R. Li, H.L. Yuan y H.P. Jin p. 308-12
Formación de porosidad en la zona columnar de piezas de Al-4,5Si so-lidificadas unidireccionalmenteZhao, H.D., C.Z. Wu e Y.Y. Li p. 313-18
Análisis estructural considerando los defectos de contracción en pie-zas fundidasKwak, S.Y., J. Cheng, J.T. Kim y J.K. Choi p. 319-23
Progreso en el análisis de las tensiones térmicas en piezas fundidasKhang, J., J. Zhang, B. Liu y T. Huang p. 324-29
Influencia de los parámetros de inyección en la colabilidad de aloja-mientos en aluminio de pared delgadaChoi, S.W., Y.C. Kim, J.I. Cho y C.S. Kang p. 339-33
Simulación del llenado del molde mediante celdas de corte en un sis-tema de malla cartesianaChoi, Y.S., J.-Hong, H.-Y Hwang y J.K.-Choi p. 334-37
Okane, T., S. Mawin, S. Wantanee, P. Suvanchai, T. Fujii, T. Ozasa, H. Ko-bayashi, T. Tanaka y T. Umeda p.144-47
Cristalización por laser de vidrios metálicos base ZrIkumoto, R., M. Tsujikawa,M. Hino, H. Kimura, K. Yubuta y A. Inoue p. 148-51
Control de la estructura de solidificación de la aleación Sn-10Pb me-diante corriente alterna impuesta Iwai, K., J.Wan,N. Toyoda e Y. Murata p. 152-55
Fusión y solidificación de aleaciones TiNi por el método de levitaciónen crisol frío y evaluación de sus característicasMatsugi, K., H. Mamiya, Y.-B. Choi, G. Sasaki, O. Yanagisawa y H. Kura-moto p. 156-61
Efecto de las uniones frías en las propiedades de las aleaciones de a-luminio inyectadasAhamed, A.K.M.A. y H. Kato p. 162-67
Efecto de las condiciones de homogeneización en las microestructuras se-misólidas de las aleaciones Al-Mg-Si-Mn producidas por el proceso D-SSFEidhed, W., H. Tezuka y T. Sato p. 168-73
Control de las microestructuras semisólidas y propiedades mecánicasde la aleación Al-Mg-Si-Mn forjada producida por el proceso D-SSF T. Yoshida, W. Eidhed, H. Tezuka y T. Sato p. 174-79
Evaluación del módulo de Young de aleaciones de aluminio inyectadode alta rigidez mediante la técnica de nanoidentaciónYabushita, M., T. Goda, Y. Ono, H. Tezuka, T. Sato, K. Oda y M. Shioa p. 180-85
Caracterización microestructural y propiedades mecánicas de las ale-aciones Mg-xSn-5Al-1ZnKim. B.H., J.J. Jeon, K.C. Park, B.G. Park, Y.H. Park e I.M. Park p. 186-92
Efecto de la microestructura en las propiedades mecánicas de la alea-ción A356 fundidaJeong, C.Y., C.-S.Kang, J.-I.Cho, I.-H. Oh e I.-C. Kim p. 193-97
Afino del grano primario de Si en las aleaciones Al-Si hipereutécticasde colada continua por vibración electromagnéticaAnuradee, T., S. MAwin, T.Umeda, H. Nagaumi, K. Qin y J.Z. Cui p. 198-202
COMPOSITES FUNDIDOS
Aumento de la mojabilidad del SiC en los composites semisólidos dematriz de aluminio A356Poolthong, N., K. Poolsawat, H. Nomura y J.T. Pearce p. 203-208
Fabricación del composite de fundición dúctil con partículas de SiC dis-persas mediante fusión al vacío y su microestructuraAsano, K. y H. Yoneda p. 209-13
Colada centrífuga de componentes de composites funcionales de ma-triz de aluminio Rajan, T.P.D., R.M.Pillai y B.C. Pai p. 214-18
Tendencias en la tecnología de composites fundidos y tecnología deunión para piezas fundidas en JapónNoguchi, T., K. Asano, S. Hiratsuka y H. Miyahara p. 219-25
Síntesis de composites de TiC mediante sales y afino de grano de ale-aciones de aluminioSharma, A. p. 226-30
Microestructura y propiedades mecánicas del composite de matrizmetálica híbrido Alborex+SiCp/AS52Yang, J.S., Y.H. Park, B.G. Park, I.M. Park, e Y.H. Park p.231-34
Propiedades de fatiga de las aleaciones Al-Si fundidas con revesti-miento de Al/SiC proyectado en fríoJeong, C.Y., y S. Ha p. 235-38
Desarrollo de un composite híbrido con resistencia a alta temperaturade aleaciones de magnesio reforzadas con fibras cortas de alúmina ypartículas formadas in-situ de Mg2Si Asano, K., y H. Yoneda p. 239-45
Febrero 2010 / Información
51

52
SE BUSCAArena Negra para Moldear Aluminio.
Arena fina que parece arena de Mar, añadenalguna sustancia química que la hace negra
y cuando la secas se queda dura.
Móvil: 660 747 [email protected]
Se Vende Máquinade colado en vacío
MCP 4/01 de 2ª manojunto con
EstufaVGO 200
DIMENSIONES EXTERNAS:Alto 799, largo 1.034, ancho 745 mm.
ALIMENTACIÓN ELÉCTRICA:220 V- 50 Hz – Monofásica
CAPACIDAD DE CALEFACCIÓN:1,95 kW
REGULACIÓN DE TEMPERATURA:hasta 300 ºC
Contacto:[email protected]
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC• Laboratorio de ensayo de materiales : análisis químicos, ensayos mecánicos,
metalográficos de materiales metálicos y sus uniones soldadas.• Solución a problemas relacionados con fallos y roturas de piezas o compo-
nentes metálicos en producción o servicio : calidad de suministro, transfor-mación, conformado, tratamientos térmico, termoquímico, galvánico, u-niones soldadas etc.
• Puesta a punto de equipos automáticos de soldadura y robótica, y templesuperficial por inducción de aceros.
• Cursos de fundición inyectada de aluminio y zamak con práctica real de tra-bajo en la empresa.
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
53

54
Vendemosfundición completa
Hornos inducción 600 kg/h.Moldeado Pepset.
Mezcladora, carrusel, recuperadora de arena,desmoldeadora, horno de recocido, spectrómetro, etc.
Toda o por partes.
Teléfs.: 949 214 288, 660 324 139y [email protected]

BERG, S.L.U.Pol. Ind. Can Carner, 57
c/ Terra Alta, 5708211 Castellar del Valles (Barcelona)
Telf. 937 473 636 - Fax. 937 473 [email protected]
BERG, S.L.U.Artículos para inyectado:• Gránulos lubricantes para pistón.• Desmoldeantes.• Barras y pistones de cobre berilio.• Pistones de acero de larga duración.• Evacuadores de aire para moldes “Chill-vent”.• Calentadores de gas para moldes.
Y otros artículos para fundición:• Aditivos de arena.• Aglomerante inorgánico GEOPOL A.• Arena preparada PETROBOND. www.bergsl.com
55

Información / Febrero 2010
56
ABRASIVOS Y MAQUINARIA . . . . . . . 54
ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . 53
BAUTERMIC . . . . . . . . . . . . . . . . . . . . . 21
BIEMH . . . . . . . . . . . . . . . . . . . . . . . . . . 13
BRUKER . . . . . . . . . . . . . . . . . . . . . . . . . 53
CONIEX . . . . . . . . . . . . . . . . . . . . . . . . . 55
DEUTSCHE MESSE . . . . . . . . . . . . . . . . 17
EURO-EQUIP . . . . . . . . . . . . . . . . . . . . . 5
FAT . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
FOSECO . . . . . . . . . . . . . . . . . . . . . . . . . PORTADA
FOUNDRY & DIECASTING . . . . . . . . . 7
HORNOS ALFERIEFF . . . . . . . . . . . . . . 3
IBERIA ASHLAND CHEMICAL . . . . . . Contraportada 2
INDUSTRIE . . . . . . . . . . . . . . . . . . . . . . 13
INSERTEC . . . . . . . . . . . . . . . . . . . . . . . 54
INTERBIL . . . . . . . . . . . . . . . . . . . . . . . . 54
INTERNACIONAL ALONSO . . . . . . . . 53
LIBRO TRATAMIENTOS TÉRMICOS . . 39
M.IGLESIAS . . . . . . . . . . . . . . . . . . . . . . 53
METALOGRÁFICA DE LEVANTE . . . . 53
MODELOS VIAL . . . . . . . . . . . . . . . . . . 11
REVISTAS TECNICAS . . . . . . . . . . . . . Contraportada 3
RÖSLER . . . . . . . . . . . . . . . . . . . . . . . . . 55
SEFATEC . . . . . . . . . . . . . . . . . . . . . . . . 55
SMAGUA . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
SPECTRO . . . . . . . . . . . . . . . . . . . . . . . . 9
TALLER DE MODELOS Y TROQUELES . 54
TALLERES ALJU . . . . . . . . . . . . . . . . . . 11
TARNOS . . . . . . . . . . . . . . . . . . . . . . . . 55
THERMO FISHER . . . . . . . . . . . . . . . . . 55
MARZO
Nº Especial METEF-FOUNDEQ. Granalladoras y granallas. Shot Peening. Tratamiento superficial. Abrasivos. Muelas.Acabado. Rebarbado. Gases y atmósferas. Lubricantes, fluidos, aceite. Moldeo. Arenas.
Próximo número
INDICE de ANUNCIANTES