Sumario - PEDECA Presspedeca.es/wp-content/uploads/2012/02/FUNDIPRESS_06.pdf · Publicidad: Ana...
58
MAYO 2008 • Nº 6 FUNDI PRESS
Transcript of Sumario - PEDECA Presspedeca.es/wp-content/uploads/2012/02/FUNDIPRESS_06.pdf · Publicidad: Ana...

MA
YO
2008
•N
º6
FUN
DI
PRES
S


1
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración: Carolina AbuinDirector Técnico: Dr. Jordi TarteraColaboradores: Inmaculada Gómez, José Luis Enríquez,
Antonio Sorroche, Joan-Francesc Pellicer,Manuel Martínez Baena y José Expósito
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-444X - Depósito legal: M-51754-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: VILLENA
D. Manuel Gómez
D. Ignacio Sáenz de Gorbea
Asociaciones colaboradorasPor su amable y desinteresa-da colaboración en la redac-ción de este número, agrade-cemos sus informaciones,realización de reportajes y re-dacción de artículos a sus au-tores.
FUNDI PRESS se publica nue-ve veces al año (excepto ene-ro, julio y agosto).
Los autores son los únicosresponsables de las opinionesy conceptos por ellos emiti-dos.
Queda prohibida la reproduc-ción total o parcial de cual-quier texto o artículos publi-cados en FUNDI PRESS sinprevio acuerdo con la revista.
Editorial 2Noticias 4La Fundición Alemana de luto • Controladores de Temperatura Serie TZN • Nuevos equipos de chorreado con hie-lo seco: ASCOJET 1701 y 2001RX • PIROBLOC presenta sus nuevas Calderas ATEX • Nuevo software “EasyKool” •Tecnología de colada continua Rautomead para Bangalore • El grupo ACE impulsa su proceso de crecimiento.
Información
• Máquinas y productos italianos para Fundición 9• Las verdaderas necesidades de la industria - Por Confemetal 28• ESI Group anuncia el lanzamiento de la versión 2008.0 de su programa CFD-ACE+ 32• Formación de aglomerados en las arenas de moldeo en verde - Por J. Expósito 34• Sistemas eléctricos y portátiles de vacío para recogida de polvo y material granulado Norclean de Nederman 36• CLEANBLAST. Limpieza por proyección de hielo seco - Por Air Liquide 38• 50 años juntos, toda una vida - Por Fundiciones Aizpurua, S.A. 39• Reseña Bibliográfica - Materiales refractarios y cerámicos - Por Jordi Tartera 40• FUNDIGEX en EUROGUSS 2008 42• Nuestra tecnología a su alcance - Por Microsoldadura SST 43• Instalaciones para lavado y desengrase industrial - Por Bautermic 44• Acceso y control KVM a ordenadores y servidores de forma remota 45• Bühler Die Casting eNewsletter 47• NORGREN incorpora las nuevas bombas tipo PMP a su línea de lubricación, junto con otras gamas complemen-
tarias 50• Mis micrografías - Por Joan-Francesc Pellicer 51• Inventario de Fundición 52Guía de compras 53Índice de Anunciantes 56
Sumario • Mayo 2008 - Nº 6
Nue
stra
Port
ada Euro-Equip, Ingeniería y Equi-
pos para Fundición, suminis-tra todo tipo de instalaciones:carros de carga, hornos, mani-puladores, máquinas de mol-deo, simulación, granallado-ras, prensas, células de re-babado, desmoldeadoras, are-nerías, mezcladoras, filtros,espectrómetros, equipos de la-
boratorio, coladas automáti-cas, inoculadores, dosificado-ras de refractario, rompedorasde bebederos, sistemas decaptación de datos, campanasde aspiración, etc.
Para más información visitewww.euroequip.es o llame alteléfono 94 476 12 44.

Grandes atractivos para el sector destacamos en estenúmero de FUNDI Press. En este próximo mes de juniose realizarán 3 importantes eventos en el sector fundi-
ción.
Por un lado las empresas italianas proveedoras de equipos pa-ra fundición integradas en Amafond y a través del InstitutoItaliano de Comercio Exterior, promocionan su maquinaria yequipos desde este número de FUNDI Press. Su importanciatendrá nuestro mercado nacional para ellos, al promocionaren la revista sus máquinas, equipos y productos.
Con este número también estaremos presentes en el congresoTRANSAL 08, 4º Congreso Internacional sobre el Aluminio y elDesarrollo Sostenible, que se celebra en Biarritz durante losdías 22 - 25 de junio, donde pueden encontrar más informa-ción y forma de inscribirse en la contraportada 4 de la revista.
El Congreso Internacional Zinc Die Casting que se celebra enBarcelona los próximos 11 - 13 de junio y que tienen más in-formación en la página 31, es el tercer evento donde estare-mos presentes.
Estos 3 eventos importantes en un solo número de la revista.En estos momentos “durillos” pero no graves en nuestro sec-tor, la promoción es fundamental y prueba de ello son lascompañías que confían en nuestra revista para dar a conocersus productos y equipos. En este número hay buena prueba deello.
El próximo número de Junio es nuestro “Especial anual Prove-edores”, donde queremos difundir los equipos y maquinariasde las empresas proveedoras. Por ello les solicitamos que nosrespondan pronto al cuestionario que habrán recibido pormail.
Antonio Pérez de Camino
Editorial / Mayo 2008
2
Editorial


La FundiciónAlemana de lutoNos informan a través de su re-presentante en España, el Sr.Hermann-Otto Suderow, que elSr. Hans-Joachim Laempe falle-ció en un accidente aéreo.
Controladoresde TemperaturaSerie TZNEPROM apuesta por la nueva fa-milia de controladores de tem-peratura y proceso de la serieTZN para todas aquellas aplica-ciones que requieren una moni-torización de temperatura.
Los TZN ofrecen distintos forma-tos: 48 x 48 mm, 48 x 96 mm, 72 x72 mm, 96 x 48 mm y 96 x 96 mmsegún el modelo. Con un displayde alta resolución con 4 dígitos,disponen también de LED de altaluminosidad en rojo y verde. Deesta manera, permiten al usua-rio obtener una fácil visualiza-ción de los datos.
Entre otras características, se des-tacan porque:
— Son autoconfigurables, mul-tifunción y multientrada.
— Tienen control ON/OFF o PIDdual con auto-sintonización.
— Tipos de entrada: Termopar,RTD o 4/20 mA.
— Salidas de control: relé, SSRo 4 ~ 20mADC (0-10VDC).
— Comunicación RS485.— Funciones básicas: alarmas,
doble consigna, rampa, ca-lor/frío.
Nuevos equiposde chorreadocon hielo seco:ASCOJET 1701y 2001RXLa firma ASCO CARBON DIOXI-DE LTD se esfuerza permanen-temente por optimizar su tec-nología de chorreado con hieloseco ASCOJET. En este sentido,ASCO ha desarrollado ahora losnuevos equipos de chorreadocon hielo seco ASCOJET 1701 yASCOJET 2001RX.
El 1701 sustituye al modelo 1502.Para estar a la altura de las nece-sidades del mercado, ASCO hacambiado ahora a un manejablesistema de una sola manguera,desarrollándolo hasta el puntode que también en casos de su-ciedad más fuerte, alcanza resul-tados de limpieza eficientes.
El 2001RX es un diseño mejoradodel 2001RS que ha estado operan-do con éxito durante muchos a-ños. El 2001RX es el aparato dechorreado con hielo seco más po-tente de toda la gama ofrecida porASCO. Gracias a su sistema de dosmangueras proporciona al usua-rio un máximo ahorro de tiempo.
El nuevo diseño de todos losnuevos aparatos de chorreado, lanueva pistola de chorreado y o-tras muchas características nue-vas, hacen posible, además, unmanejo muy sencillo con un má-ximo rendimiento.
A continuación, algunas de lasnuevas características:
— Ligero y compacto.— Sencillo y cómodo de manio-
brar.— Pistola de chorreado potente
y manejable, con acopla-miento rápido.
Noticias / Mayo 2008
4
El Sr. Laempe dejó la empresafundada y dirigida por él en ple-no éxito y lleno de proyectos in-novativos para la fundición, ha-biendo sido el año 2007 el añode los mejores resultados de laCompañía LAEMPE.
La gerencia, el Sr. Werner Möss-ner y la Sra. Dagmar Schwarz a-sí como todo el equipo humanode LAEMPE honran su memoriasiguiendo en la misma línea dededicación.
Nosotros desde aquí, manda-mos nuestras condolencias afamilia, empresa y represen-tante en España.
Info 1
Además, permiten instalar unsoftware de adquisición de datoscompatible con Win 95, 98, 2000y XP que ofrece la posibilidad derealizar una programación total oparcial de varios equipos.
Info 2


— Acoplamientos rápidos en lamanguera de chorreado.
— Dispositivo integrado paracolgar la manguera.
— Cajas laterales para la pisto-la, boquillas y herramientas.
— Panel de control sinóptico.— Depósito de hielo seco aislado,
con una capacidad de 24 kg.— Unidad de distribución para
un chorreado sin pulsaciones.
Info 3
PIROBLOCpresentasus nuevasCalderas ATEXPIROBLOC, empresa española lí-der en la fabricación de calderasde fluido térmico de alta cali-dad, presenta sus nuevas Calde-ras ATEX, fruto de su departa-mento de I+D+i. Se trata decalderas de fluido térmico en laque sus componentes cumplenla reglamentación ATEX.
Este nuevo producto de PIRO-BLOC se dirige básicamente ainstalaciones en atmósferas conriesgo de explosión.
En principio, ya se ha puesto enmarcha una unidad en unaplanta de extracción de crudodel norte de África, que cuentacon una potencia nominal de2.000.000 kcal/h (2.500 kW).
Concretamente, dicha calderapermite optimizar el tratamien-to del crudo de petróleo en elproceso entre las etapas de se-paración de alta y media pre-sión, que se realiza en este tipode plantas.
El límite de suministro, en estecaso, ha alcanzado al cuerpo decaldera (diseñado bajo códigoASME, así como los depósitos deexpansión y recogida de fluido)acompañado de quemador, bom-ba de recirculación, cuadro eléc-trico y bomba de llenado/vacia-do, componentes todos ellos quecumplen normativa ATEX (EExII2G, EExdIICT4).
Info 4
Nuevo software“EasyKool”Si el rendimiento de un sistemade refrigeración disminuye o seregistra un error, puede ser de-bido a diversas causas: aire enel circuito, fugas de refrigerante,evaporadores y condensadoressucios, etc.
Si se registran las presiones ytemperaturas durante un largoperiodo de tiempo no resulta ne-cesario vigilar el sistema durantemuchas horas seguidas. Dichosregistros se analizan mucho másrápidamente en un PC.
Los analizadores de refrigera-ción testo 556 y testo 560 regis-
tran todas las lecturas de formafiable.
Su capacidad de memoria es de60.000 lecturas y son capaces deregistrar largas series de medi-ciones durante varios días sinningún tipo de problema.
El software “easyKool” puedegestionar los datos de los clien-tes, incluyendo la información delas instalaciones.
Los datos relativos a las repara-ciones o intervenciones en siste-mas de refrigeración se asignanfácilmente al cliente correspon-diente.
Los datos más importantes talescomo dirección, sistema, refrige-rantes y fecha se integran auto-máticamente en la tabla o la grá-fica.
El software contiene todos losrefrigerantes habituales, pu-diéndose actualizar desde la pá-gina web de Testo.
Noticias / Mayo 2008
6


Los testo 556 y 560 pueden al-macenar los datos de hasta 40refrigerantes. Se pueden trans-ferir desde el software la totali-dad o sólo los refrigerantes se-leccionados de la lista, para quecada instrumento se carge consolo los refrigerantes necesa-rios.
• Lectura y eliminación del con-tenido de la memoria del ana-lizador.
• Mediciones online.
• Gestión de refrigerantes.
• Importación de datos desde,p.ej. Excel.
Info 5
Tecnologíade coladacontinuaRautomeadpara BangaloreLa empresa especialista en tec-nología de colada continua, Rau-tomead Limited, de Escocia, va asuministrar dos coladas conti-nuas horizontales a Rapsri Engi-neering Industries Ltd., de Ban-galore, India.
Rapsri es uno de los principalesproductores de rodamientos dealeación de bronce de alta cali-dad en India, y la compra de dosmáquinas Rautomead –los mo-
delos RT 650 y RMT 200– permi-tirá a la compañía ampliar sugama de aleaciones y medidasproducidas mediante el procesode colada continua.
Info 6
El grupo ACEimpulsasu procesode crecimientoEl grupo Automotive Compo-nents Europe (ACE), Grupo prove-edor de automoción que integranla compañía vasca FUCHOSA y lapolaca EBCC, ha alcanzado un a-cuerdo para comprar la empresade fundición de hierro gris FERA-MO, ubicada en la localidad deBrno (Chequia).
El acuerdo alcanzado supone unimportante paso adelante en laestrategia de internacionaliza-ción emprendida por FUCHOSAen 2006, que tiene como claro ob-jetivo el crecimiento en el merca-do de centro y este europeo a tra-vés de la diversificación en lasáreas de producto, mercado ytecnología.
El precio de la operación ha sidode 6,4 millones de euros (160 mi-llones de coronas checas). A estacifra habrá que añadir una parti-da cercana a 9 millones de euros,importe previsto para la ejecu-ción de un importante plan de in-versiones para los años 2008 y2009, tras la toma de control.
Para el Director General del gru-po industrial José Manuel Corra-les “el futuro de Fuchosa dentrode la fundición de hierro se estáimpulsando a través de dos ejesesenciales: la mejora / innova-ción y el crecimiento. Dentro deeste segundo eje, este proyectosupone un importante paso en
la ampliación de la actividad defundición de hierro y representaun importantísimo y necesariocomplemento para la actividaddesarrollada por FUCHOSA ensus actuales instalaciones deAtxondo”. Respecto a la innova-ción, está previsto crear en bre-ve una unidad estable de I+D+i,para lo cual ha comprometidosu participación en la segundafase del AIC-Automotive Intelli-gence Center.
Actualmente, la República Checaes el segundo mayor mercadodel grupo, con una cuota de ven-tas del 25 % en el año 2007, pordetrás del mercado alemán, queacapara el 36 %.
FERAMO tiene una superficie to-tal de 39.000 metros cuadrados(19.000 de ellos construidos ac-tualmente) y una plantilla de280 personas.
Cuenta con dos líneas de moldeovertical Disamatic y una línea demoldeo horizontal Savelli, en lasque se producen actualmente15.000 toneladas de hierro gris.Sus principales clientes corres-ponden principalmente a lossectores eléctrico, de la herra-mienta y automoción.
El Grupo ACE se constituyó enfebrero de 2006, fruto de la fu-sión de FUCHOSA y EBCC (fundi-ción de aluminio y mecanizadoen Polonia) y en el que el equipodirectivo de Fuchosa ha tenidoun papel decisivo, tanto en lagestación como en el posteriordesarrollo.
Así, José Manuel Corrales, hastaese momento gerente y respon-sable de FUCHOSA, accedió alcargo de Director General de di-cho grupo.
En estos momentos ACE cotizaen la bolsa de Varsovia.
Info 7
Noticias / Mayo 2008
8

MÁQUINASY PRODUCTOSITALIANOSPARAFUNDICIÓN
Mayo 2008 / Especial proveedores italianos
9
AMAFONDASOCIACIÓN ITALIANA
DE MAQUINARIA Y PRODUCTOSPARA FUNDICIÓN
MÁQUINASY PRODUCTOSITALIANOSPARAFUNDICIÓN

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
10
LA MEJOR TECNOLOGÍA ITALIANA AL SERVICIO DE LA FUNDICIÓN
La fundición es uno de los sectores industriales de tradición más antigua que, gracias a la e-volución basada en nuevos materiales y tecnologías, no ha perdido, ni perderá su carácterestratégico.
La industria italiana de productos y máquinas para la fundición contribuye con sus empresasal desarrollo internacional del sector.
Las principales características de las instalaciones y productos italianos de fundición son:
• Elevado nivel tecnológico.• Versatilidad y flexibilidad de producción.• Excelente relación calidad precio.• Fiabilidad y facilidad de gestión.• Relación estrecha y continua con las fundiciones que utilizan sus servicios y productos.
Además, se investiga continuamente sobre los problemas relacionados con la calidad, la se-guridad y el medio ambiente con el fin de proponer soluciones adecuadas a las exigencias denuestro tiempo.
La mayor parte de las 150 empresas italianas que operan en este sector son pequeñas o me-dianas empresas que han sabido afianzarse en todo el mundo gracias a su flexibilidad y ca-pacidad para responder a las necesidades del sector.
Facturación: 1.400 millones de euros (+ 8%)Exportaciones: 900 millones de euros (+ 10%)
Estos son los datos de 2007 de los fabricantes italianos de máquinas y productos para el sec-tor de la fundición, elaborados por Amafond - Asociación Italiana de Máquinas y Productospara Fundición.
En estos primeros meses de 2008, la industriaitaliana del sector ha confirmado los óptimosresultados de 2007 y reafirma el liderazgo delos fabricantes italianos a nivel internacional.
Las máquinas y productos para el sector de lafundición por inyección y a baja presión sonlos que han demostrado mayor dinamismo,con un incremento del 16% sobre el año an-terior. También han obtenido excelentes re-sultados los constructores de líneas de mol-deo con arenas verdes y tratamientosquímicos, con un crecimiento del 11%.
Se aprecian asimismo señales positivas en la ca-tegoría comercial de las máquinas de acabadode piezas de fundición y rebarbado. El 44% delas exportaciones se han dirigido a la Unión Europea, con resultados excelentes en España, A-lemania y Francia. Asia ha recibido el 22% de la exportación, con magníficos resultados en Chi-na, Japón y la India. El país que ha experimentado un crecimiento mayor ha sido Rusia, con unincremento del 40% de las exportaciones procedentes de Italia durante 2007.
El crecimiento de la industria italiana de la fundición obedece a varios factores. Destaca lainversión en investigación, un profundo “know-how” y una gran experiencia resultado delintercambio sinérgico entre empresas y fundiciones locales que ha servido de estímulo cons-tante para la mejora de los productos auxiliares y la maquinaria.
Italia es actualmente el primer productor mundial de equipos para el sector de la fundición,tanto férrea como no férrea, y su nivel tecnológico responde, como reconocen incluso suscompetidores, a un estándar más elevado.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
11
AMAFONDAsociación italiana de Maquinaria
y Productos para Fundición
C.so Venezia, 51 20121 Milano – ITALIATel +39 02 7750219 – Fax +39 02 7750470
e-mail [email protected] – www.amafond.com
AMAFOND es la Asociación italiana de las empresas que fabrican máquinas, equipos, hor-nos y productos para fundición. Fue fundada en 1946, por iniciativa de un grupo de in-dustriales del sector, y reúne en la actualidad a las más importantes empresas especializa-das en:
• Equipos para fundición.
• Máquinas para fundición.
• Hornos de fusión e industriales.
• Productos para fundición.
Las empresas asociadas representan gran parte de la producción italiana, conocida por su al-ta calidad resultado de la investigación y la experiencia. Esta producción se distribuye en Eu-ropa y en todo el mundo.
Toda la información sobre las empresas asociadas a Amafond está disponible en el sitio webde la Asociación: www.amafond.com
Instituto italiano para el Comercio ExteriorPaseo de la Castellana, 95 - Torre Europa, planta 29
28046 MADRIDTel: 91 597 47 37 - Fax: 91 556 81 46
E-mail: [email protected]
Sede central: Via Liszt, 21 - 00144 ROMA - ITALIA
El INSTITUTO ITALIANO PARA EL COMERCIO EXTERIOR es un organismo gubernamental dedi-cado a la promoción y el desarrollo del comercio, las inversiones, las oportunidades de negocioy la cooperación industrial entre Italia y el resto del mundo. Su sede central está en Roma ycuenta con 16 oficinas regionales en Italia y más de 100 repartidas en 80 países.
El ICE a través de su Programa Promocional, que incluye participación en ferias internacio-nales, misiones comerciales, acciones de comunicación y otras actividades, contribuye a di-fundir el conocimiento de la tecnología y la producción italiana y favorece su introducciónen los principales mercados exteriores.
Las oficinas ICE en el extranjero ofrecen a las empresas italianas soluciones personalizadasen la búsqueda de distribuidores y socios comerciales e industriales, información sobre elmercado y la normativa local.
De igual forma estas oficinas son un punto de referencia para las firmas extranjeras intere-sadas en establecer relaciones comerciales y de colaboración con Italia.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
12
AGRATI, situada a laspuertas de Bérgamo,proyecta y produce des-de hace más de treintaaños máquinas de cajafría y caliente para lafundición por inyecciónde aluminio, zamak ymagnesio que se some-ten a rigurosos contro-les para que respondanen todos sus aspectos alas exigencias del mercado.
Además, AGRATI está especializada en la fabricación directa de periféricos como engrasado-res, matrices y cargadores automáticos de metal.
Su experiencia y profesionali-dad, demostradas por más de2.000 instalaciones situadas entodas las partes del mundo, per-miten la realización de módulosde trabajo completos llave enmano adaptados a las necesida-des específicas del cliente.
El servicio pre y posventa es es-pecializado, rápido y eficaz ycomprende la ayuda en la elec-ción del modelo de máquina, la
organización de seminarios de uso,la prueba de las máquinas produci-das y el envío de técnicos a las insta-laciones del cliente.
Para que nuestro servicio sea aun me-jor, estamos buscando representantesen Alemania y España para ofrecer anuestros clientes un contacto local.
Nuestro personal está siempre dis-puesto a satisfacer sus demandas y aofrecer una respuesta para la ejecu-ción de instalaciones completas.
AGRATI AEE S.R.L.C.so Europa, 3924040 ZINGONIA (BG) ITALIATel: +39 035 885756Fax: +39 035 884352E-mail: [email protected]: www.agrati.it
Contacto:Sr. Stefano NerviJefe de ventas - Departamento de comercio exteriorTel. +39 035 885756Móvil : +39 3358754225E-mail : [email protected]
CF600
MÁQUINA AGRATI DE FUNDICIÓN POR INYECCIÓN CON CAJA FRÍA.MOD. CF600
CZ125
MÁQUINA AGRATIDE FUNDICIÓN POR
INYECCIÓN CONCAJA CALIENTE.
MOD. CZ125

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
13
La firma BOSELLO HT srl fabrica equipos para radioscopia industrial destinados al control decalidad de productos mediante rayos X en distintos sectores, tales como automoción, aero-náutica o alimentación. Fabrica asimismo equipos (generadores de alta tensión) destinadostambién a los sectores médico y de seguridad.Todos los productos se proyectan y realizan íntegramente en las instalaciones de BHT, desdelos componentes mecánicos hasta los complejos programas especiales de software para eldiagnóstico mediante la imagen con las tecnologías más avanzadas. Gracias al apoyo de unaeficaz red de ventas, representación y asistencia técnica, Bosello HT srl está presente en casitodos los países europeos y también en los extra europeos más industrializados: EstadosUnidos, Brasil, Argentina, México, Sudáfrica, Rusia, China, India, Japón, etc.
Programa de producción
• Equipos estándar para el control radioscópi-co de fundiciones en aleaciones ligeras y pe-sadas.
• Equipos radioscópicos para aplicaciones es-peciales.
• Generadores de alta tensión para el controlde fuentes de rayos X.
• Sistemas radiográficos completos hasta 450kV.
• Software para la obtención y el archivo de i-mágenes radioscópicas.
• Software de análisis e identificación auto-mática de no conformidades de productos(defectos).
Bosello High Technology srlVia Confalonieri 1921013 GALLARATE (VA) ITALIATel.: +39 0331 776109Fax: +39 0331 772622E-mail: [email protected]: www.bosello.it
W.R.E. THUNDER 3WHEELS RADIOSCOPIC EQUIPMENT
Instalación de gran productividad para la radioscopiade llantas de aleación ligera
SRE M@XSPECIAL RADIOSCOPIC EQUIPMENTInstalación para radioscopia de diversas fundiciones

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
14
EUROMAC está presente en elsector de la fundición desde hace45 años; inició sus actividades en1963 con el nombre CPF.Construimos equipos de moldeo,máquinas y equipos de machería,equipos de transporte y trata-miento de metales, instalacionesde tratamiento de arenas, máqui-nas moldeadoras y aplicaciones especiales.Entre nuestros numerosos clientes, podemos mencionar a los siguientes: Teksid, Nemak enMéxico, China y Polonia; las fundiciones SCM y Augusta en Italia; Bradken en Gran Bretaña.Euromac también está presente en el mercado español como proveedor de algunos clientesimportantes.En el departamento técnico, el diseño, íntegramente informatizado, se cuida en todos losdetalles en estrecha colaboración con los técnicos del cliente para encontrar la solución quemejor se adapte a sus necesidades de producción en el campo de la fundición.La atención a los detalles y a las necesidades especiales es el rasgo que caracteriza la políticaempresarial de EUROMAC.Dar respuesta a las exigencias más diversas, incluso en las situaciones de producción más re-ducidas, es nuestro empeño diario.
PROGRAMA DE PRODUCCIÓN• Equipos automáticos de moldeo y movimiento de cajas.• Máquinas e instalaciones de producción de machos (moldeo en cáscara, croning, caja fría y
caliente), gaseadores.• Equipos y máquinas para la preparación y distribución de arena para la producción de machos.• Máquinas para la formación de cáscaras y encoladoras.• Equipos de depuración de amina.• Máquinas para el moldeo hidráulico.• Líneas de moldeo mecanizadas y se-
miautomáticas.• Máquinas y equipos para la prepara-
ción y elaboración de arenas.• Desarenado automático de machos.• Equipos de transporte y tratamiento
de metales.• Estaciones de tratamiento para la no-
dulización del hierro con hilo.
Instalación automática de moldeo; dimensionesde la caja, 1820 x 805 x 400 + 400 mm
EUROMAC S.R.L.Via dell’Industria, 6236035 MARANO VICENTINO (VICENZA) - ITALIATel.: +39 0445 637629 - 637254Fax: +39 0445 639057E-mail: [email protected]: www.euromac-srl.it
Disparadora de machos de cajafría con dos estaciones de
moldeo, capacidad de 150 l

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
15
FOUNDEQUIP S.r.l.Via A. Volta, 17 – Zona Ind. Sud31027 SPRESIANO (TREVISO) - ITALIATel.: +39 0422 880831Fax: +39 0422 881824E-mail: [email protected]: www.foundequip.com
Persona de contacto: Paola Morando
Máquina de moldeo de varios pistones
FOUNDEQUIP Srl, fundada hace más de 35 a-ños gracias a la iniciativa del Sr. Morando, esuno de los líderes en diseño y fabricación de e-quipamiento e instalaciones de fundición. Laempresa mantiene además una continua evo-lución gracias a la nueva generación de profe-sionales cualificados, activos y dinámicos. FOUNDEQUIP Srl no es sólo una empresa denúmeros, sino sobre todo una empresa de per-sonas que consigue instaurar con sus Clientesuna relación de colaboración y confianza recí-procas, basada en la profesionalidad y capaci-dad de su personal.
Gracias a su organización la empresa es altamentecompetitiva, garantizando una gran flexibilidad y di-namismo, cualidades indispensables para asegurar alCliente asistencia y asesoramiento rápidos y continuos.FOUNDEQUIP ofrece un producto personalizado y decalidad, resultado de la larga experiencia de sus profe-sionales, la colaboración con empresas especializadas yel elevado nivel de tecnología y “Know how” aplicados.FOUNDEQUIP siempre ha demostrado su profundo co-nocimiento de las exigencias reales de las fundicionestanto grandes como pequeñas, desarrollando solucio-nes adecuadas a las necesidades de cada Cliente.
PROGRAMA DE PRODUCCIÓN Máquinas de matricería, equipos de fundición, equi-pos de preparación de arenas, mezcladoras-tritura-doras, control automático de arenas de fundición,sistemas de dosificación y pesada, mesas vibradoras,sistemas de transporte neumático, desmoldeadoras,tambores de desarenado, hornos rotativos de oxi-combustión, equipos de carga de hornos, crisoles yequipos de colada, equipos de aspiración y deposi-ción de polvo, dispositivos automáticos de colada.
Encontrará más información en nuestra páginade Internet
www.foundequip.com
Instalación de moldeo

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
16
FOUNDRY ECOCER S.r.l.
Sede comercial:Viale Certosa, 5520010 - ARLUNO (MI) - ITALIATel: +39 02 90379405Fax: +39 02 90378645 E-mail: [email protected]
Preformados cerámicos
Fundentes para el tratamiento de metales
FOUNDRY ECOCER produce y suministra materiales, equipos y tecnologías, sobre todo parael mercado de los metales no férreos.
• Productos para el tratamiento metalúrgico de aleaciones no férreas: fundentes para el tra-tamiento de metales, pastillas, ligantes, equipos de desgasificación de coladas, etc.
• Equipos de desgasificación en línea para fundición de productos semielaborados: colada deenfriamiento directo, colada continua, equipos de inoculación, caja filtrante caliente, etc.
• Preformados cerámicos: boquillas, flotadores, casquillos, canales, etc.
• Barnices y colorantes protectores refractarios para moldes metálicos y refractarios.
• Productos químicos: lubricantes, separadores y auxiliares de fundición, refrigerantes lubri-ficantes para mecanización, corte y perforación de aleaciones ligeras de aluminio.
• Productos para la alimentación: manoplas aislantes, cierres para hornos.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
17
Impianti Macchine Fonderia SrlVia Turati 110/121016 LUINO (VA) ITALIATel.: +39 0332 542424Fax: +39 0332 542626E-mail: [email protected]: www.imf.it
Agente en España:
MAINFUSA S.L.U.Calixto Diez 8 - 6°48012 BILBAO Tel.: 94 6732112 (6732162)Fax.: 94 6733454E-mail: [email protected]
Vista de un manipulador para recubrimiento ydesmoldeo de cajas
Mezcladora móvil de 60 t/h
Actualmente, IMF se presenta antelas fundiciones de todo el mundo co-mo empresa líder en su propio sector,capaz de suministrar tanto máquinasindividuales como plantas integradaspara el moldeo químico más avanza-do o las tecnologías de producciónmás modernas.
NO BAKE = IMF; esta ecuación es per-fectamente conocida por los especia-listas de este sector que, con máqui-nas y plantas completas IMF, puedencomprobar que la experiencia adqui-rida en estos años por la firma es si-nónimo de garantía de resultadosóptimos.
IMF es uno de los mayores cons-tructores del mundo de equipospara colada sin aplicación de calor(“no-bake”) y trabaja en el campodel moldeo químico desde 1972.Dedicada inicialmente a la cons-trucción de máquinas individuales,IMF ha ido ampliando su catálogoy ha contribuido a la evolucióntecnológica de los sistemas “no-bake”, gracias a las continuas in-novaciones técnicas introducidasen sus propias máquinas.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
18
ITALPRESSE INDUSTRIEVia Trento, 17825020 CAPRIANO DEL COLLE (BRESCIA) ITALIATel.: +39 030 9749300Fax: +39 030 974 82 13E-mail: [email protected]: www.italpresse.it
Italpresse nació en 1969 gracias alvaliente espíritu emprendedor de loshermanos Francesco y Sergio Saleri yal apoyo financiero de “Industrie Sa-leri Italo”, una empresa dirigida porsu familia que actuó como compañíamatriz y que todavía controla y ges-tiona su crecimiento y desarrollo.
Italpresse fue la primera empresa encomprender que la maquinaria nobastaba para satisfacer todas las ne-cesidades del usuario y la demandacreciente de soluciones nuevas y flexi-bles.
Durante los últimos treinta años, Ital-presse ha estado realizando soluciones llave en mano conocidas como “células automáticasde moldeo por inyección” que integran perfectamente los procesos individuales de fabrica-ción.
Actualmente, Italpresse tiene trescientos empleados y factura 85 millones de euros. Ital-presse cuenta con el apoyo de los servicios de Gauss, una empresa líder que diseña y cons-truye equipos de automatización para moldeo por inyección y por gravedad. Italpresse tam-bién controla numerosas filiales en otros países que suministran rápidamente piezas derepuesto y prestan uneficaz servicio técnico.
Las instalaciones deItalpresse ocupan unasuperficie de más de50.000 metros cuadra-dos, de los que 25.000están cubiertos. Laproducción mensualmedia es de 10 a 15máquinas. Hasta la fe-cha, Italpresse ha en-tregado en todo elmundo más de 2.500máquinas y más de5.000 sistemas auxilia-res de automatiza-ción.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
19
LPM S.r.l.Via Egidio Berto, 24 35024 BOVOLENTA (PD) ITALIATel.: +39 049 9545262Fax: +39 049 9545263E-mail: [email protected]: www.lpm-it.com
LPM es una empresa especializada en el diseño y fabricación de má-quinas de colada a baja presión y de equipamiento para los distintosprocesos de fundición a baja presión y por gravedad, así como de
maquinaria para la automatización periférica del proceso.La empresa ha seguido una impresionante trayectoria de cre-cimiento constante en la producción de máquinas y equipos
para la colada de aluminio y magnesio.Una visión ambiciosa y la investigación continua han
permitido a LPM acumular una gran experiencia de di-seño, estudio y mejora de soluciones innovadoraspara la automatización periférica del proceso, laproducción de llantas de aleación ligera y, en gene-ral, para toda clase de componentes fundidos a ba-ja presión, desarrollando materiales nuevos y mejo-rados para hornos y tubos montantes.Una vanguardista tecnología de procesos, el cono-
cimiento exhaustivo de los materiales que utili-za, la investigación y el compromiso con la in-novación, junto con la continua investigacióndel mercado, han permitido a LPM alcanzarun liderazgo destacado en los sectores y mer-cados especializados en los que opera.Actualmente, LPM dispone de la gama másamplia de máquinas en el mercado de la baja
presión, lo que demuestra la gran impor-tancia que atribuye a las variadas necesi-
dades del cliente.LPM presentó en su stand de Foundeq2008 (feria italiana de maquinaria y e-quipamiento para el sector de la fun-dición) una máquina de moldeo a baja
presión Mod BPS-650 diseñada parala fabricación flexible de distin-tos componentes. Es una má-quina racional, compacta yergonómica construida a lamedida de las necesidades de
la fundición moderna encuanto a flexibilidad y fa-cilidad de manejo y acceso.Al mismo tiempo, esta má-
quina se ha diseñado para facilitar la automatización del proceso eincorpora las características que tanta popularidad han dado a lasmáquinas de baja presión de LPM.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
20
MAUS SpaVia Caltana, 2835011 CAMPODARSEGO (PD) ITALIATel.: +39 049 9299311Fax: +39 049 9290911E-mail: [email protected]: www.maus.it
MAUS: REBARBADO AUTOMÁTICO A UN COSTE COMPETITIVO
MAUS se fundó en 1986 como unidad autónoma dentro del grupo Carraro. La empresapronto se distinguió por su capacidad para seguir la evolución de la tecnología industrial enel campo de la mecanización e incluso para adelantarse a ella.
La flexibilidad en el diseño, la experiencia práctica en tecnología y los avanzados servicios de a-poyo la convierten en la empresa dereferencia para la producción de má-quinas rebarbadoras y tornos vertica-les desarrollados para responder a lasnecesidades especiales de cada cliente.
MAUS manifiesta su potencial tecnoló-gico y su experiencia en los sectores deaplicación más diversos. Fiabilidad,productividad y flexibilidad garantizanla rápida recuperación de la inversiónde los equipos MAUS en todos suscampos de aplicación: fundición, re-barbado y corte, automoción y aplica-ciones especiales.
MAUS ofrece una gama completa de máquinas de rebarbado adecuadas para el rebarbadoy el corte de piezas de 1 kg a 5.000 kg de peso: Sam 300, Sam 600, Sam 1200-L, Sam 1200_U,Sam 2000_U, Sam 3000.
En Foundeq (feria italiana del sector), MAUS presentó el modelo Sam 300, la máquina de re-barbado más pequeña de la gama, adecuada para acabar piezas de hasta 30 kg y que pre-senta las siguientes características:
• Relación precio/prestaciones extraordinariamente competitiva.• Ciclo medio de rebarbado de 30 segundos.• Elevada flexibilidad de producción, puede rebarbar dos piezas distintas en un mismo ciclo.• Hasta cuatro herramientas para el rebarbado completo de la pieza fundida.• Calidad de rebarbado constante garantizada por la gran estabilidad, por el láser de detec-
ción automática de la posición de la pieza (opcional) y por las muelas de diamante.• Programación de piezas sin interrumpir el ciclo de producción.• Operaciones complementarias, como puntos de calibrado y corte de mazarotas.• Plug & Play: la máquina Sam 300 puede entrar en producción en sólo 1 día.
¡Nuestras máquinas le harán aun más competitivo!
Máquinas rebarbadoras automáticas – Serie Sam
Piezas que se pueden acoplar a lasmáquinas Maus – de 1 kg a 5000 k

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
21
MEC IND S.r.l.
Sede comercial y administrativa:Via Roveda, 4/D41011 - CAMPOGALLIANO (MO) - ITALIATel.: +39 059 525253Fax: +39 059 525303E-mail: [email protected]: www.mec-ind.com
Resp. comercial BORGHI MONICA
MEC-IND Srl se fundó en Rubiera en 1957 con elnombre de F.lli BORGHI; la construcción de má-quinas para moldeo en cáscara ha ocupado siem-pre la parte principal de nuestro trabajo y nues-tra experiencia es hoy la más amplia del sector.
Las máquinas de producción de machos (discosventilados, distribuidores y motores en general)son imbatibles, tanto desde el punto de vista tec-nológico como desde la perspectiva de la calidadmecánica y de los aspectos comerciales.
Nuestro departamento técnico está dotado desistemas CAD y tridimensionales capaces de sa-tisfacer a los clientes más exigentes, tanto por laadaptación a sus necesidades operativas particu-lares como por dimensiones. La colaboracióncon el cliente presenta ventajas notables para elbuen resultado de todo proyecto nuevo y por esoes la base de nuestra política empresarial.
La red internacional de ventas se caracteriza porla asistencia garantizada en las 24 horas siguien-tes a la llamada en Europa y en las 48 horas si-guientes (en función de la disponibilidad de vue-los) en el resto del mundo; además, undispositivo especial montado en las máquinaspermite una primera asistencia inmediata paralocalizar la causa del problema.
Recientemente hemos suministrado una máqui-na a NOYOS CINTA, cerca de Barcelona.
PROGRAMA DE PRODUCCIÓN
Nuestro programa de producción abarca toda lagama de máquinas para moldeo en cáscara e ins-talaciones de construcción de moldes: la clásicaMI SB con disparo desde abajo (para distribuido-res y machos macizos o huecos en general), la MISAR con opción de inversión de la caja para dis-
parar desde cualquier punto situado entre los ex-tremos inferior y superior (para motores máscomplejos o machos huecos que, en general, sonmás complicados), la MI SA con disparo desde a-rriba (para machos macizos) y la MI SL con dispa-ro lateral (para discos ventilados, bombas o ma-chos con disparo en el centro de la caja).Construimos por encargo máquinas con unacombinación de dos disparos, como las MI SBL oMI SAL. Todas estas máquinas admiten el monta-je de cajas con divisiones verticales y acciona-miento horizontal. Para cajas divididas horizon-talmente disponemos de los modelos MI SAV yMI SBV.
En cuanto a dimensiones, van desde la MI SAB1AC 250 para las cajas más pequeñas hasta la MISAR 1AC 1200 para las más grandes; natural-mente, podemos construir por encargo máqui-nas especiales o mayores. En el campo de la pre-paración de moldes, nuestra producción va desdela máquina más sencilla con horquilla y, en su ca-so, encoladora (que exige más trabajo manual)hasta las instalaciones automáticas completasprovistas de mesa giratoria que presta servicio ala máquina y que entrega un molde acabado, ce-rrado y listo para la colada.
La última novedad al servicio del usuario es undispositivo que agiliza el cambio de caja y permi-te eliminar una de las barras de desplazamientode la caja durante la preparación.
Máquina de moldeoen cáscara con disparodesde abajo
Instalación de moldeo en cáscara

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
22
La industria de la fundición siempre se ha esforza-do por mejorar la calidad y la precisión de sus pro-pios productos y por reducir continuamente loscostes. La calidad de los machos es de importanciafundamental para alcanzar estos objetivos.
La empresa PRIMAFOND, siempre a la búsquedade soluciones más sencillas y funcionales, constru-ye instalaciones, máquinas y equipos para fundi-ción, en particular para machería. La larga expe-riencia adquirida en el diseño y la producción deuna amplia gama de máquinas y equipos garanti-za su calidad y duración, además de nuestra capa-cidad de asesoramiento especializado y solucio-nes personalizadas.
Gracias a la fiabilidad de la producción, a la flexibilidad con que responde a las especificacionessolicitadas y a la rápida asistencia que presta al cliente, Primafond se ha ganado la confianza demuchas macherías y fundiciones de toda Italia, confirmada además por los numerosos clientes delos mercados de Europa y del resto del mundo.
Nuestra larga experienciagarantiza hoy la mejor calidad
PROGRAMA DE PRODUCCIÓNInstalaciones de preparación y distribu-ción de arena para todos los procesosde producción de machos.Máquinas de fabricación de machos encaja fría y para moldeo en cáscara dedistintos tipos y dimensiones.Máquinas especiales por encargo.Gaseadores automáticos para todos losprocesos.Mezcladores de hélice rasante.Trituradores para la recuperación de are-nas.Impulsores neumáticos.Depuradoras de lavado para filtrar lasemisiones de todos los procesos de pre-paración de machos.Vasos de mezcla de recubrimientos pa-ra machos.Instalaciones de secado de machos re-cubiertos.Máquinas de cuña para el desmazaro-tado de coladas de fundición esferoidaly de acero al manganeso.Revisión, modificación y entrega demáquinas e instalaciones usadas.Proyecto y asesoramiento.Mantenimiento y asistencia técnica.
PRIMAFOND SRLViale del Lavoro, 36/3836016 THIENE (VI) – ITALIATel.: +39 0445 361759Fax: +39 0445 381522E-mail [email protected]: www.primafond.it
Agente en España:
EUSKATFUND S.L.Sr. Juan MedinaPol. Industrial Gojain C/San Blas Nº 11 - Pabellón 27 01170 LEGUTIANO (ÁLAVA)Tel.: 945 465581Fax: 945 465953 E-mail: [email protected]
Disparador de machos en caja fría con equipo de preparación y dis-tribución de arena
Máquinas disparadoras de machos para moldeo en cáscara

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
23
PROGELTA s.r.l.Via Pitagora, 2235030 RUBANO (PADOVA) ITALIATel.: +39 049 8975705Fax: +39 049 8975714E-mail: [email protected]: www.progelta.com
Contacto: Mario Grigoletto
Estación de nodulización mediante hilo con cabina
Estación de nodulización con hilo
PROGELTA, empresa con alta espe-cialización y capacidad técnica, dise-ña, suministra e instala, en cualquierparte del mundo, equipos y automa-tismos industriales informatizadosespecialmente para el sector de lafundición.
El éxito de PROGELTA se basa en en-contrar las soluciones mejores y másinnovadoras para procesos en uso onuevos prestando la mayor atencióna la instalación en la planta del clien-te, a la puesta en funcionamiento, ala formación del personal y a la asis-tencia posventa.
Todos los equipos de PROGELTA sediseñan y construyen en base a las es-pecíficas exigencias del cliente. Todaslas instalaciones responden a las nor-mas de calidad más estrictas, tantopor los materiales empleados comopor los sistemas de control.
• Instalaciones automáticas de nodu-lización e inoculación.
• Sistemas automáticos de colada yhornos de inducción.
• Equipos electrónicos de dosifica-ción y pesada.
• Instalaciones de carga para hornosde fusión, volteadores y carros detransporte de cucharas.
• Desarrollo de software especializa-do y de sistemas de supervisión.

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
24
SAVELLI S.p.A. Via Cacciamali, 425125 BRESCIA - ITALIATel.: +39 030 3533345Fax: +39 030 3534113E-mail: [email protected]: www.savelli.it
Representantes y filiales en otros países –visite nuestro sitio Web (sección: Contacts/ Agents and Partners)
Línea de cierre de cajas de 1.400 x 800 x 200 / 350mm
SAVELLI S.p.a., empresa de propiedad familiar ylíder internacional en el sector de la fundición, fuefundada en 1842.
La empresa dispone de dos unidades industrialesen Brescia (Italia) y Belo Horizonte (Brasil), y de unaunidad comercial en Suiza.
Programa de producción
Las actividades del Grupo Savelli incluyen máqui-nas, instalaciones y servicios para la industria de lafundición de acero, hierro, aluminio y bronce entierra verde.
Además, Savelli mantiene su producción tradicio-nal de estructuras electro soldadas medio pesadaspara la industria de máquina herramienta y pren-sas.
Máquina de moldeo F1 con caja de 1.400 x 800 x 200 /350 mm

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITALIA
NO
SPA
RA
FUN
DIC
IÓN
Mayo 2008 / Especial proveedores italianos
25
SOGEMI ENGINEERING S.r.l.Via Gallarate 20920151 MILÁN - ITALIATel.: +39 02 38002400Fax: +39 02 33403860E-mail: [email protected]: www.sogemieng.itIng. Carlo Cozzi
Agente en España:
FUNDITEC XXI SLPolígono Ibai-Ondo 18B20120 HERNANI - GUIPÚZCOATel.: 943 370331Fax: 943 360788E-mail: [email protected]
Instalación de recuperación mecánica de arenas“no-bake”
Desde hace más de treinta años, la empresa Sogemi pro-yecta y construye máquinas e instalaciones para fundi-ción de segunda fusión de acero, hierro y metales no fé-rreos.
La producción, orientada a la mejora de procesos y técni-cas, con especial respeto a los aspectos ecológicos, se divi-de en:
• Máquinas e instalaciones para moldeo “no-bake”(mezcladoras, volteadoras, manipuladores, etc.) y la re-cuperación mecánica y térmica de las arenas.
• Hornos de fusión rotativos (hasta 30 toneladas de capa-cidad) para la fusión de hierro utilizando la combustiónde oxígeno y gas natural.
Línea de moldeo sin caja y con caja para el proceso “no-bake”

MÁ
QU
INA
SY
PR
OD
UC
TOS
ITA
LIA
NO
SPA
RA
FUN
DIC
IÓN
Especial proveedores italianos / Mayo 2008
26
SPACE SrlVia S. Anna, 1621010 TORNAVENTO DI LONATE POZZOLO (VA) ITALIATel.: +39 0331 301508Fax: +39 0331 301460E-mail: [email protected]: www.space-srl.com
Agente en España:
IALONSOVicente Jove, 3433212 GIJÓN – ASTURIASTel: 985 313152Fax: 985 314451www.ialonso.com Línea de preparación de arenas
Producción: 120 t/h
VR 6070 MezcladoraProducción: 140 t/h
Space S.r.l., empresa especializada en el diseño y fabricación de instalaciones para el en-friamiento y la preparación de arenas verdes, se constituyó en 1979 por iniciativa de un gru-po de técnicos con más de veinte años de experiencia acumulada en una importante firmasuministradora de máquinas e instalaciones para fundición.En los últimos años, los innumerables éxitos cosechados en los mercados europeos y orienta-les han confirmado la validez de las opciones tecnológicas elegidas. Entre los principalesclientes hay numerosas empresas de fundición del sector de la automoción que, como es sa-bido, es uno de los más exigentes en cuanto a calidad y fiabilidad de las instalaciones. Lacontinua evolución de los productos se ve estimulada por las necesidades particulares y porlas sugerencias de los fundidores, con los que siempre se mantiene una relación de colabo-ración, no un mero vínculo proveedor-cliente. Un grupo de técnicos muy cualificados desa-rrolla los proyectos en función de las necesidades de cada cliente y el servicio postventa estásiempre garantizado, tanto directamente desde la central de la empresa como por medio delos representantes situados en los distintos países.
PROGRAMA DE PRODUCCIÓN: instalaciones completas para la preparación de arenas ver-des, instalaciones de reacondicionamiento y enfriamiento de arenas en lecho fluido, mezcla-doras intensivas de turbina y cuba giratoria, mezcladoras homogeneizadoras en continuo dedoble árbol horizontal, tamices gira-torios poligonales, transportadoresde cinta, de canal oscilante y vibra-dor, elevadores de cucharas, fondosvibradores, aireadores disgregadorespara arenas de retorno y de moldeo,transportadores neumáticos, equiposde control y regulación automáticade las características de las arenas demoldeo y de dosificación de arenas yaditivos, diseño y construcción de es-tructuras y carpintería metálica.


Amediados del pasado mes de julio, laConfederación Española de Organizacio-nes Empresariales (CEOE), dio a conocer
su documento “La importancia de la industria enla economía española: problemas y soluciones”elaborado con la colaboración de todas las orga-nizaciones implicadas en la actividad industrialy muy significativamente con la de CONFEME-TAL.
El documento es una llamada de atención al con-junto de la sociedad española y a las distintas ad-ministraciones sobre la necesidad de mantener eimpulsar una industria sólida, moderna y competi-tiva, como garantía de prosperidad en el actualcontexto de globalización.
La industria es el gran motor de nuestra actividadexportadora –casi el 90 por ciento de las exporta-ciones corresponde a productos industriales– ycontribuye decisivamente al desarrollo de otrossectores económicos – por cada euro en que se in-crementa la producción industrial, 72 céntimos sedestinan a compras en el tejido productivo y cadaincremento en la demanda final del sector manu-facturero por valor de un euro supone un aumentoen el valor de la producción del conjunto de la eco-nomía por valor de 2,89 euros.
La industria que es el segundo sector de la econo-mía española con mayor peso porcentual en el PIB,tan sólo por detrás del sector servicios y por delan-te de lo que representan el turismo o la construc-ción, emplea a mas de tres millones de trabajado-res un 16 por ciento del empleo total- y registra un
alto grado de estabilidad en el empleo, muy por en-cima de la media de la economía española.
Pero al margen de esta posición central en la eco-nomía, la industria española se enfrenta a una se-rie de importantes retos derivados, por una parte,de la globalización y dela fuerte competencia inter-nacional y, por otra, de las exigencias impuestaspor la legislación española y comunitaria. Ante to-do ello la salud del sector industrial resulta clavepara el crecimiento de la economía y el bienestarde la sociedad.
Por ello, es necesario establecer un marco favorablepara mejorar su competitividad, con el objetivo deque España sea un lugar atractivo para la inversiónindustrial y la creación de empleo, papel que debedesempeñar la política industrial a través del apoyoa la innovación y al conocimiento, el impulso de lainversión en infraestructuras, el compromiso con eldesarrollo sostenible y el aseguramiento de un su-ministro de energía a precios competitivos.
Pero el Sector Industrial, amplio y heterogéneo ypor ello muy complejo, está también significativa-mente condicionado por otras políticas no indus-triales como la laboral, la educativa, la fiscal, lamedioambiental o la de competencia, entre otras;que deberían considerar también las necesidadesde nuestro sector industrial, de manera que la polí-tica industrial debería desarrollar instrumentos decoordinación entre todas ellas.
Tampoco la política industrial debe caer en medi-das intervencionistas selectivas que entorpezcan y
Información / Mayo 2008
28
Las verdaderas necesidadesde la industriaPPoorr CCoonnffeemmeettaall

limiten la actividad de la industria y el funciona-miento de los mercados.
Así, cuestiones como las normas de competencia,la regulación de las inversiones, los derechos depropiedad intelectual y las disposiciones fiscales ylaborales son aspectos clave para incentivar o no laatracción de capitales. En este sentido, resulta ne-cesario señalar la importancia de la unidad demercado para el adecuado funcionamiento de lasactividades empresariales.
En el ámbito regulatorio, es necesario simplificar ydotar de estabilidad a la legislación para no que-brantar el principio de seguridad jurídica que de-ben tener las empresas a la hora de acometer unproyecto. Los grandes proyectos industriales re-quieren de un periodo mínimo de cinco años desdeque se realiza la fase de análisis hasta que final-mente se realiza su puesta en marcha.
Por lo tanto, si la legislación no tiene la suficienteestabilidad y su validez es corta, no sólo se compli-ca el proceso de puesta en marcha de los proyec-
Mayo 2008 / Información
tos, sino que tampoco se puede realizar una plani-ficación a largo plazo. Asimismo, los plazos de a-mortización de cualquier inversión requieren demayor estabilidad normativa.
Estos obstáculos son todavía mayores cuando se apli-can a cualquier normativa medioambiental, terrenoen el que es fundamental evitar solapamientos entrenormativas, e incluso contradicciones , para lo que esnecesario contar con una legislación simplificada yclara. El gran número de competencias transferidas alas Comunidades Autónomas, impone la necesidadde contar con una transposición a escla nacional efi-caz para disponer rápidamente de una legislación bá-sica del Estado que permita unificar las distintas polí-ticas ambientales de las Comunidades Autónomas.
Además, la complejidad y heterogeneidad del sec-tor industrial, determina la necesidad de adaptarlas medida a las circunstancias especificas de cadarama de actividad, de modo que, la política indus-trial se estructure sobre una base horizontal y conaplicaciones sectoriales.

Se debe, asimismo, adoptar las medidas necesariaspara adecuar la investigación que se lleva a caboen la Universidad y en los Centros Tecnológicos alas necesidades del tejido industrial, de cara a ren-tabilizar la inversión en I+D, priorizando por ejem-plo, las ayudas a los proyectos de investigación conparticipación empresarial o destinados a fines em-presariales o incentivando la incorporación de loscientíficos y doctores universitarios en las empre-sas. Se debe también establecer los mecanismos demotivación para que los investigadores más desta-cados permanezcan en España, consiguiendo, si-multáneamente, la recuperación de los investiga-dores que se han desplazado al extranjero paraejercer su actividad y hacer atractivo nuestro paíspara las empresas de investigación extranjeras.
España se encuentra todavía alejada de la mediade la Unión Europea respecto a distintos paráme-tros que reflejan la implantación de la sociedad dela información en nuestro país, por ello es necesa-rio un esfuerzo adicional para la efectiva implanta-ción de las nuevas tecnologías en las diferentes ad-ministraciones, en el tejido empresarial y en elconjunto de la sociedad.
El despliegue efectivo de las necesarias infraes-tructura de telecomunicaciones, la mejora de losservicios y de los contenidos, y, en general, el apro-vechamiento de las ventajas que proporciona lasociedad de la información, coadyuvará al desarro-llo del tejido industrial español, incrementando sunivel competitivo.
PATENTES
Al hilo de las necesidades den I+D+i, se ha de in-centivar la generación de patentes en España, in-troduciendo desgravaciones fiscales adicionalespara los gastos derivados de la gestión del depósitoy extensión internacional de las patentes, incre-mentando la importancia de dicho parámetro parala concesión de ayudas a proyectos de I+D empre-sariales.
Sería también acertado que el gasto realizado poruna empresa española para patentar en el extran-jero fuera considerado como una inversión enI+D+i, pudiendo acogerse a las deducciones fisclescorrespondientes y debería mejorarse el grado deconocimiento que tiene las empresas industrialessobre las posibilidades de protección de las inven-ciones, así como del funcionamiento y actividadesde la propia Oficina Española de Patentes y Marcas.
Información / Mayo 2008
30
Al margen de este marco general que deberíatransmitir dinamismo y competitividad al sectorindustrial, en terrenos concretos son muchos y va-riados los problemas y las necesidades de la Indus-tria cuya solución será la mejor garantía de futuropara el Sector, en un momento en el que algunosde los motores recientes de nuestro desarrollo es-tán mostrando síntomas claros de debilidad.
ENERGÍA
La creación de un Mercado Único de la Energía enla Unión Europea y la mejora de las interconexio-nes energéticas –con Europa y con África–, dada lasituación geográfica de nuestro país, y su depen-dencia energética, son imprescindibles para garan-tizar la seguridad del abastecimiento energético.
Además es imprescindible apostar decididamentepor las nuevas tecnologías y conformar un mix e-nergético adecuado. En ese sentido el imprescindi-ble incremento del nivel de autoabastecimiento denuestro país pasa por mantener e incluso incre-mentar la aportación de la energía nuclear.
Por último, la competitividad de nuestro tejido pro-ductivo, necesita que las tarifas eléctricas para la in-dustria no se incrementen por encima de las tarifasde los usuarios domésticos.
INVESTIGACIÓN, DESARROLLOE INNOVACIÓN
La Industria necesita que el actual sistema de de-ducciones fiscales para las actividades de I+Di, semantengan más allá del año 2011, por su eficaciapara incentivar las actividades de I+D, por su ca-rácter horizontal y por su absoluta neutralidad res-pecto de las decisiones tomadas fuera del ámbitoempresarial. Además, habría que incrementar laimportancia de la innovación, tanto en las políticasde fomento de la I+D+i, como en las deduccionesfiscales, ampliando el catálogo de actividades deinnovación que dan derecho a una deducción fis-cal y reduciendo las restricciones.
También es necesario aprovechar mejor los fondosdestinados a potenciar la I+D en el seno de la U-nión Europea cuyo efecto multiplicador sobre el ni-vel de gasto de estas actividades en España, es im-prescindible. Para ello hay que incrementar laparticipación española en los Programs de I+D eu-ropeos, con especial incidencia el el VII ProgramaMarco de I+D.

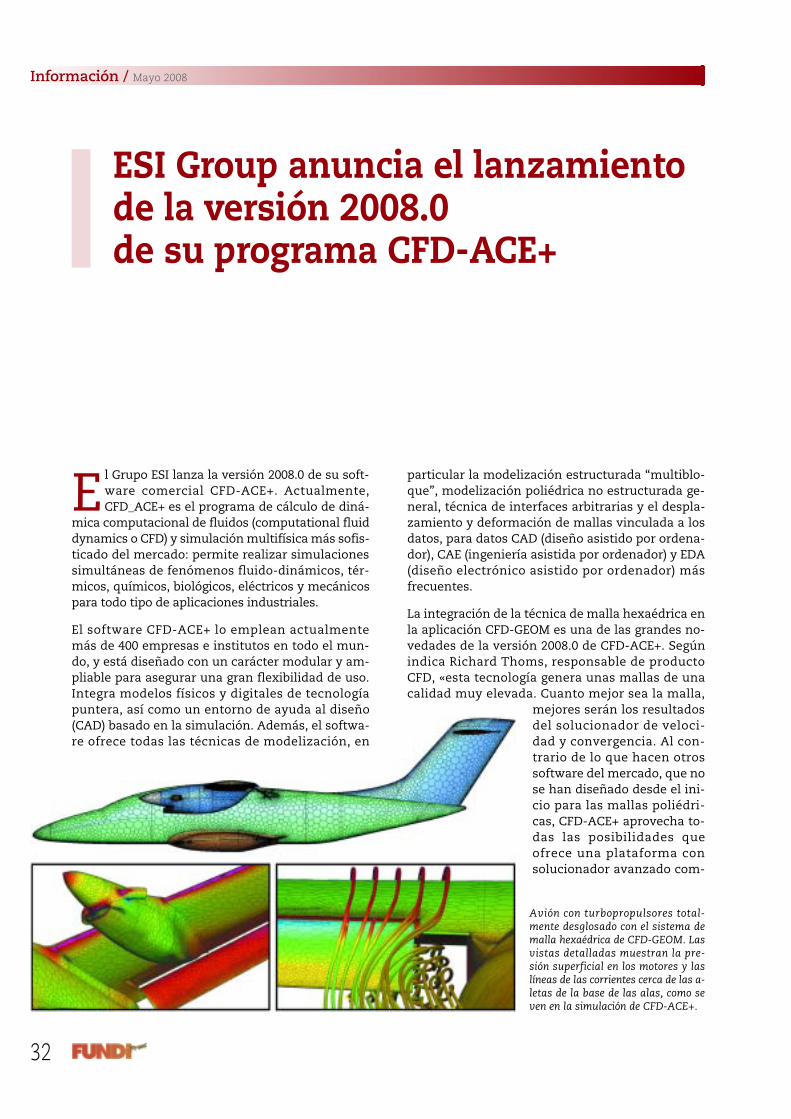
particular la modelización estructurada “multiblo-que”, modelización poliédrica no estructurada ge-neral, técnica de interfaces arbitrarias y el despla-zamiento y deformación de mallas vinculada a losdatos, para datos CAD (diseño asistido por ordena-dor), CAE (ingeniería asistida por ordenador) y EDA(diseño electrónico asistido por ordenador) másfrecuentes.
La integración de la técnica de malla hexaédrica enla aplicación CFD-GEOM es una de las grandes no-vedades de la versión 2008.0 de CFD-ACE+. Segúnindica Richard Thoms, responsable de productoCFD, «esta tecnología genera unas mallas de unacalidad muy elevada. Cuanto mejor sea la malla,
mejores serán los resultadosdel solucionador de veloci-dad y convergencia. Al con-trario de lo que hacen otrossoftware del mercado, que nose han diseñado desde el ini-cio para las mallas poliédri-cas, CFD-ACE+ aprovecha to-das las posibilidades queofrece una plataforma consolucionador avanzado com-
Información / Mayo 2008
32
ESI Group anuncia el lanzamientode la versión 2008.0de su programa CFD-ACE+
El Grupo ESI lanza la versión 2008.0 de su soft-ware comercial CFD-ACE+. Actualmente,CFD_ACE+ es el programa de cálculo de diná-
mica computacional de fluidos (computational fluiddynamics o CFD) y simulación multifísica más sofis-ticado del mercado: permite realizar simulacionessimultáneas de fenómenos fluido-dinámicos, tér-micos, químicos, biológicos, eléctricos y mecánicospara todo tipo de aplicaciones industriales.
El software CFD-ACE+ lo emplean actualmentemás de 400 empresas e institutos en todo el mun-do, y está diseñado con un carácter modular y am-pliable para asegurar una gran flexibilidad de uso.Integra modelos físicos y digitales de tecnologíapuntera, así como un entorno de ayuda al diseño(CAD) basado en la simulación. Además, el softwa-re ofrece todas las técnicas de modelización, en
Avión con turbopropulsores total-mente desglosado con el sistema demalla hexaédrica de CFD-GEOM. Lasvistas detalladas muestran la pre-sión superficial en los motores y laslíneas de las corrientes cerca de las a-letas de la base de las alas, como seven en la simulación de CFD-ACE+.

• Una nueva opción de malla de las capas lími-tes, que permite crear capas prismáticas muyestiradas o hexaédricas cerca de las superficiesdeseadas antes de generar la malla tetraédrica.Este procedimiento permite minimizar el nú-mero de mallas y obtener la resolución deseadapara el estudio del comportamiento cerca delas paredes en las aplicaciones donde se re-quiere una gran exactitud y precisión, como enel cálculo de la resistencia aerodinámica o elestudio de transferencias térmicas al nivel delas paredes.
binado con las tecnologías de malla más sofistica-das, para proponer soluciones mucho más precisasy rápidas.
“Estamos encaminados a convertirnos en los me-jores proveedores de esta nueva tecnología paratodo aquél que desee simular geometrías 3D com-plejas, como las de las corrientes externas sobre a-viones o automóviles o las corrientes internascomplejas que hay, por ejemplo, en los equipos deproducción o de control”.
Las principales mejoras de la versión 2008.0 deCFD-ACE+ son:
• Una nueva malla de ni-do de abeja para las ge-ometrías 3D complejas,que permite transfor-mar todos los sistemasde desglose tetraédricoen corte hexaédrico dealta calidad. Un des-glose como éste, conmenos mallas y mejorconvergencia, permitemejorar la calidad ge-neral final de las ma-llas.
• Se ha añadido una e-lectroquímica “multie-tápica” para la modeli-zación de pilas de com-bustible basada en laforma completa de la e-cuación de Butler-Vol-mer, una primicia en elsector. Los diseñadoresde pilas de combustiblepueden, desde ahora,utilizar unas simula-ciones para modelizarcon precisión los efec-tos de una reducciónde combustible o de ai-re y optimizar el diseñode las pilas para evitarla corrosión del carbo-no y la degradación delos conjuntos membra-na-electrolito (mem-brane electrolyte as-semblies o MEA) de laspilas de combustible.
Mayo 2008 / Información

Se describe aquí un método de ensayo intere-sante de realizar, ya que el mismo da la posibi-lidad de poder observar y regular un aumento
de las aglomeraciones de granos que pueden favore-cer los defectos de mal acabado superficial, penetra-ciones metálicas y arrastres de arena.
La finura y distribución de la arena base que entra alsistema de arenas, bien como arena nueva, arena demachos o una mezcla de ambas, no tiene necesaria-mente que tener la finura y distribución de la quetiene la arena de moldeo empleada en la fabricaciónde los moldes. Esta arena de moldeo debido a la a-glomeración de los granos de pequeño tamaño so-bre los de otros de mayor tamaño, hacen que estosúltimos sean significativamente más gruesos quelos contenidos en la arena base adquirida.
No obstante, alguna cantidad de aglomeración delas diferentes partículas es inherente al propio pro-cesado de la arena en verde.
Una formación de aglomerados muy alta, hace quela estructura de estos aglomerados sea “abierta” yden en consecuencia como resultado el favorecerlos problemas de piezas arriba mencionados.
Estas partículas aglomeradas, hacen disminuir elIndice de Finura AFS y variar la distribución granu-lométrica de la arena de moldeo, lo cual hace au-mentar la Permeabilidad de dicha arena, cuando secompara con la arena base, y de aquí la consecuen-cia del aumento de la rugosidad superficial de laspiezas, penetraciones metálicas e inclusiones de a-renas por arrastres, puesto que los granos aglome-
rados se pueden romper y se separan cuando con-tactan con el metal fundido.
Por ello se sugiere el realizar el ensayo que a conti-nuación se detalla, junto con el % de Bentonita Ac-tiva por Azul de Metileno, Arcilla AFS y Pérdidaspor Calcinación, al objeto de seguir el comporta-miento de la aglomeración.
Este ensayo se recomienda realizarlo con una pe-riodicidad de un ensayo por mes, siguiendo el pro-cedimiento siguiente :
1. Dejar secar al aire la muestra de moldeo, hasta quealcance la misma un % de Compactabilidad < al20%. Esto dará una muy alta fluencia de la arena.
2. Pesar 50 gramos de la arena seca del punto an-terior.
3. Agitar en el agitador de Laboratorio durante 2minutos y 30 segundos.
4. Realizar el ensayo de distribución granulomé-trica y calcular el Índice de Finura AFS.
5. Empleando la misma muestra anterior, realizarel ensayo de Bentonita Activa por Azul de Meti-leno, Arcilla AFS y Pérdida por Calcinación.
6. Una vez eliminada la Arcilla AFS y sobre la mismamuestra realizar de nuevo el ensayo de distribu-ción granulométrica e Índice de Finura AFS, conlos mismos tiempos y amplitud de agitación em-pleados para el control de la arena base adquirida.
La comparación entre las dos distribuciones de lostamaños de las partículas y el número de finuraAFS, darán una guía para indicar el nivel de aglo-meración desarrollado en la arena de moldeo.
Información / Mayo 2008
34
Formación de aglomeradosen las arenas de moldeo en verdeJJ.. EExxppóóssiittoo.. EExx DDiirreeccttoorr TTééccnniiccoo jjuubbiillaaddoo ddee LLaavviioossaa -- PPrroommaassaa

Mayo 2008 / Información
En las arenas base típicas de 55 a 75 de Índice de Fi-nura AFS, empleadas para el moldeo en verde, lareducción normal en este rango de finuras es del15 al 20% respecto a la finura de la arena base,siendo el mayor porcentaje de reducción los de lasarenas con un mayor Indice de Finura AFS.
Ejemplos de distribuciones granulométricas e Índi-ce de Finura AFS.
A = Arena de moldeo sin lavar < 20% de Compactabilidad.B = Arena de moldeo eliminada la arcilla AFS.
La diferencia entre ambos Índices de Finura AFS,aumenta con:
1. El aumento en el contenido en Bentonita ActivaAzul de Metileno, Arcilla AFS y del contenido enPérdida por Calcinación.
2. Aumento de la Resistencia a la Compresión enVerde y en Seco.
3. Alto contenido en Humedad/Compactabilidad.4. Baja adición de arena nueva y/o de machos5. Aumento del contenido de partículas < a 0,090
mm en las arenas base.
Un aumento del porcentaje de arena de moldeo rete-nida en los tamices de: 0,500, 0,355 y 0,250 mm deluz de malla, indican la presencia de agrupacionesde múltiples granos o incluso bolas de Bentonita.
BIBLIOGRAFÍA
— A.L. Graham, L.J. Pedicini “Aplicación Práctica del Ordenador yEnsayos de Arena de Moldeo en Diseños de sistemas”. AFSTransactions, 1986.
— D.F. Hoyt “If It´s Black, Why Do They Call It Green Sand?” AFSTransactions, 1995.
— M.D. Rothwell, T. A. Dorn, R.W. Heine “Understanding Agglo-meratión Behavior in Green Sand”. Modern Casting, Septiem-bre, 1999.

Todos los sistemas eléctricos de vacío de Nor-clean comercializados por NEDERMAN tie-nen capacidad para recoger polvo y material
granulado, así como productos húmedos y líqui-dos. Además incluyen sistemas de refrigeración demotor separados de las turbinas protegiendo asílas partes eléctricas de la humedad y los líquidos.Tanto los sistemas pequeños como los grandes es-tán diseñados bajo los estándares de calidad deNorclean.
Bb420
Es un eficiente equipo de 230V construido sobre unrobusto armazón con ruedas que facilita su trans-
porte y que está dotado de un silo preseparador querecoge el material en una bolsa de plástico, cuyocontenedor se puede inclinar para facilitar su va-ciado. Dispone de filtro de cartuchos de tipo NVF ycabezal monofásico instalado en la segunda etapa.
El caudal máximo de aire es de 460 m3/hora y el va-cío máximo de –215 mbar.
Cb111
Es un equipo de vacío diseñado para la recogida
Información / Mayo 2008
36
Sistemas eléctricos y portátilesde vacío para recogida de polvoy material granulado Norcleande Nederman

de granalla en cuartos de granallado. Existe dis-ponibilidad de varios tipos de ciclones y separa-dores de granalla/polvo, así como sistemas de si-los.
Se completa con caja de control para la limpiezaautomática del filtro.
Según cada necesidad, éstos equipos se puedensuministrar con diferentes voltajes.
El caudal máximo es de 1.098 m3/hora y el vacíomáximo de –300 mbar.
Cb120
Son sistemas de aspiración estándar para trabajospesados con una potencia de motor de hasta 45kW, caudal máximo de aire de 2.550 m3/hora y va-cío máximo de –500 mbar.
Hay disponibilidad de una amplia gama de siste-mas de filtros y preseparadores.
Se pueden suministrar sistemas diseñados con lacapacidad que se desee según las necesidades decada cliente.
Mayo 2008 / Información
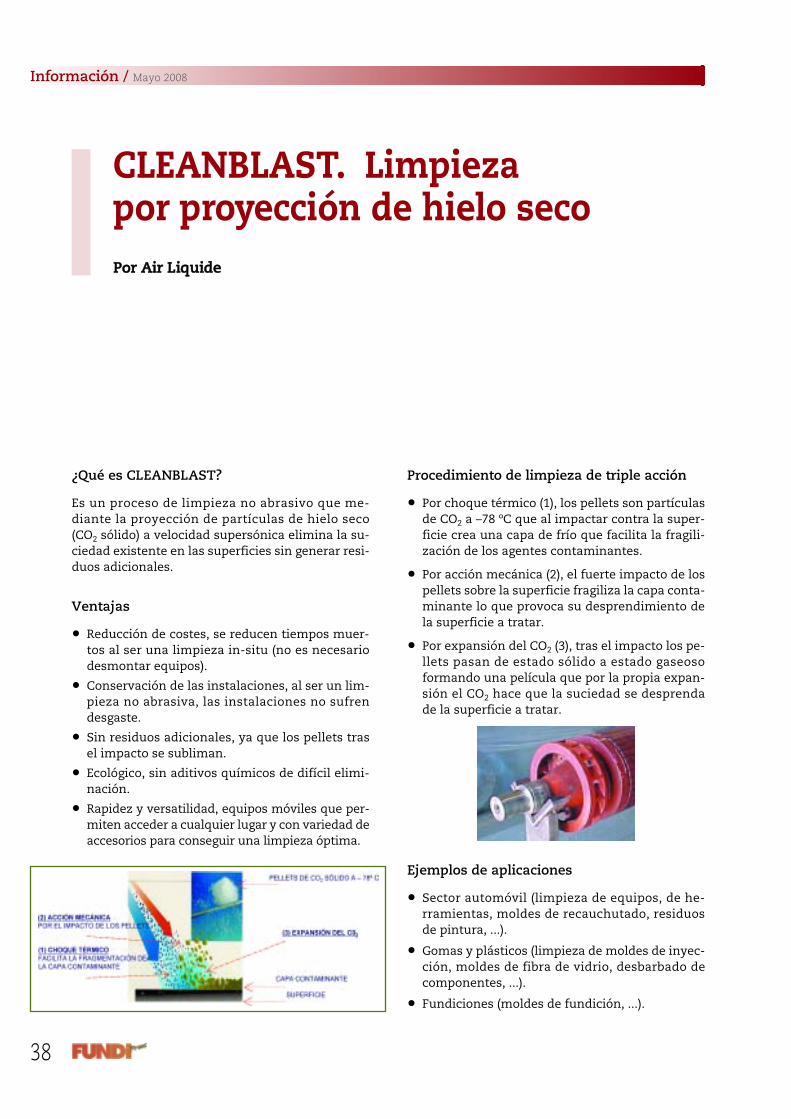
¿Qué es CLEANBLAST?
Es un proceso de limpieza no abrasivo que me-diante la proyección de partículas de hielo seco(CO2 sólido) a velocidad supersónica elimina la su-ciedad existente en las superficies sin generar resi-duos adicionales.
Ventajas
• Reducción de costes, se reducen tiempos muer-tos al ser una limpieza in-situ (no es necesariodesmontar equipos).
• Conservación de las instalaciones, al ser un lim-pieza no abrasiva, las instalaciones no sufrendesgaste.
• Sin residuos adicionales, ya que los pellets trasel impacto se subliman.
• Ecológico, sin aditivos químicos de difícil elimi-nación.
• Rapidez y versatilidad, equipos móviles que per-miten acceder a cualquier lugar y con variedad deaccesorios para conseguir una limpieza óptima.
Procedimiento de limpieza de triple acción
• Por choque térmico (1), los pellets son partículasde CO2 a –78 ºC que al impactar contra la super-ficie crea una capa de frío que facilita la fragili-zación de los agentes contaminantes.
• Por acción mecánica (2), el fuerte impacto de lospellets sobre la superficie fragiliza la capa conta-minante lo que provoca su desprendimiento dela superficie a tratar.
• Por expansión del CO2 (3), tras el impacto los pe-llets pasan de estado sólido a estado gaseosoformando una película que por la propia expan-sión el CO2 hace que la suciedad se desprendade la superficie a tratar.
Ejemplos de aplicaciones
• Sector automóvil (limpieza de equipos, de he-rramientas, moldes de recauchutado, residuosde pintura, ...).
• Gomas y plásticos (limpieza de moldes de inyec-ción, moldes de fibra de vidrio, desbarbado decomponentes, ...).
• Fundiciones (moldes de fundición, ...).
Información / Mayo 2008
38
CLEANBLAST. Limpiezapor proyección de hielo secoPPoorr AAiirr LLiiqquuiiddee

Mayo 2008 / Información
39
Han pasado 50 años desde 1958, año en elque esta empresa, con agrado, asumió uncompromiso. Como resultado de ello, se ha
participado en Ferias, Congresos, Presentacionesen empresas y se han organizado mesas redondas,teniendo como objetivo final el tender un puenteentre los clientes y proveedores de las últimas tec-nologías y desarrollos.
Las tecnologías han avanzado a pasos agiganta-dos, los procesos son más capaces y más produc-tivos. No obstante, no es en estos campos dondeesta empresa ha conseguido el cambio más es-pectacular. Al respecto, es preciso destacar la ges-tión. Calidad total, trabajo en equipo, manteni-miento preventivo, certificación de calidad,autocontrol, gestión visual… son los conceptosresponsables de la elevada competitividad deFundiciones Aizpurua, S.A.
No obstante, hay que destacar dos factores básicosy permanentes de esta empresa, como lo son antetodo nuestro compromiso por la Calidad y el espí-
ritu innovador y em-prendedor que nosmovía entonces y quenos sigue impulsandoahora.
El espectacular desa-rrollo conseguido porFundiciones Aizpu-rua, S.A. y los elogiosa que puedan dar lu-gar, los brinda a susclientes y proveedo-res, los verdaderos protagonistas.
Junto a este brindis, la empresa y su personal ex-presan el agradecimiento a todos por la confianzadepositada, quedando como garantía de que secumplirán otros 50 años más.
Muchas gracias
50 años juntos, toda una vidaPPoorr FFuunnddiicciioonneess AAiizzppuurruuaa,, SS..AA..

Los fundidores presumimos, erróneamente,de nuestros conocimientos de metalurgia yde moldeo, pero reconocemos que sabemos
poco de refractarios. ¿A quién no se le ha perforadoalguna vez un horno o una cuchara o se ha quema-do al explotar un revestimiento mal secado? Nor-malmente nos fiamos de los suministradores yconsideramos un mal necesario el tener que em-plear refractarios.
Afortunadamente, acaba de aparecer un extraordina-rio libro que satisface la necesidad de un texto en len-gua española sobre ciencia y tecnología de materialesestructurales no metálicos como son los refractarios,los materiales cerámicos y los vidrios, que recoge laexperiencia de unos especialistas como son mi buenamigo Luis Felipe Verdeja, a quien agradezco la dedi-catoria, junto con José Sancho y Antonio Ballester. Losdos primeros, catedráticos de la Universidad de Ovie-do y el último de la Complutense, todos con ampliaexperiencia científica y técnica en este campo.
El libro se estructura en 14 capítulos. Los ocho prime-ros sientan las bases científicas y técnicas de los ma-teriales estructurales no metálicos, mientras que losseis restantes cubren los tipos y las aplicaciones másimportantes de refractarios, cerámicos, vidrios y ce-mentos. Además, para dar validez numérica a losconceptos teóricos que se desarrollan en cada capítu-lo, se proponen 126 ejercicios, que ya soy demasiadoviejo para resolver pero que completan el texto.
El primer capítulo centra el papel de los refractarios ycerámicos en Ciencia de los Materiales y los clasificapor su composición química, propiedades ácido-ba-se, características físicas del producto acabado, poro-
sidad y proceso de fabricación utilizado. El segundocapítulo aborda las relaciones entre enlace químico yestructura y enfatiza la importancia del tamaño degrano y de la densidad en las propiedades.
El estudio de las transformaciones en estado sólidoes el objeto del capítulo tercero. En él se describenlas transformaciones por difusión y por desplaza-miento, haciendo hincapié en la formación y propa-gación de grietas. Aunque para mí hablar de cerámi-cas tenaces es un oxímoron, hay que reconocer que,a pesar de que la fragilidad sigue siendo la asignatu-ra pendiente de los refractarios y cerámicos, se haavanzado mucho mediante el refuerzo con fibras opor la distribución adecuada de segundas fases.
Al partir de constituyentes dispersos para fabricarlos productos cerámicos, la aglomeración es unode los pasos más importantes en la obtención delas piezas. Por ello, el cuarto capítulo está dedicadoa los mecanismos de aglomeración, que puede serhidráulica mediante compuestos tipo aluminatode cal, orgánica empleando productos termoplásti-cos como los alquitranes o termoendurecibles, oquímica con adición de productos inorgánicos co-mo el vidrio soluble. En cualquier caso debe seguirun proceso de sinterización cerámica para conse-guir las propiedades deseadas.
Para los usuarios, el conocer y comprender las pro-piedades físico-químicas es de vital importancia ya ello va dedicado el capítulo cinco. Estoy comple-tamente de acuerdo con los autores de que la com-posición química no proporciona ningún tipo deinformación sobre las fases existentes en el mate-rial, por lo que debe recurrirse a técnicas como la
Información / Mayo 2008
40
RESEÑA BIBLIOGRÁFICA
Materiales refractariosy cerámicosLLuuiiss FFeelliippee VVeerrddeejjaa,, JJoosséé PP.. SSaanncchhoo yy AAnnttoonniioo BBaalllleesstteerrEEddiittoorriiaall SSíínntteessiiss,, MMaaddrriidd 22000088 -- 336633 ppáággiinnaass
PPoorr JJoorrddii TTaarrtteerraa

capítulo décimo son imprescindibles en la fabrica-ción de acero. Los de magnesita calcinada o electro-fundida han permitido pasar de 800 a 4.000 coladasde acero gracias a la formación de una costra protec-tora por parte de la escoria básica. Los de dolomía,más baratos y resistentes a la penetración, tienen elinconveniente de la hidratación que puede paliarsecon alquitranado, o empleando dolomía sinterizadao mezclas de dolomía-carbón-magnesita.
Confieso que nunca se me hubiese ocurrido quelas espinelas merecieran todo un capítulo, el undé-cimo, pero los refractarios de magnesita-cromohan sido fundamentales para revestimientos encontacto con materiales fundidos de gran fluidez.Sin embargo, para evitar los problemas medioam-bientales de los residuos de Cr han aparecido losrefractarios de alúmina-magnesio, los más ade-cuados para la pirometalurgia del cobre.
Si no fuera porque en contacto con oxígeno el car-bono arde, sería el mejor refractario y a él va dedi-cado el capítulo doce. El grafito natural o artificial,la antracita desgasificada, el coque de hulla o depetróleo y los aglomerantes orgánicos son la basede los refractarios de carbono-grafito y de carbono-diamante. Otros campos interesantes como loscomposites de matriz cerámica y los nanomateria-les son tratados en este capítulo.
En el treceavo aunque el título del capítulo sea ma-teriales base silicio se tratan los refractarios de car-buro de silicio, la base de las llamadas cerámicastécnicas que requieren materias primas de alta pu-reza. También se incluyen las cerámicas de nitrurode silicio y los carburos metálicos. El capítulo secierra con una explicación de la estadística de Wei-bull, instrumento estadístico de gran utilidad parael diseño de componentes estructurales.
El último capítulo se ocupa de los materiales base cir-conio, ya sean silicios u óxidos que constituyen las ce-rámicas de mayor factor crítico de intensidad de ten-siones. Su aplicación como barreras térmicas en laproyección térmica de alta velocidad, en el depósitopor láser pulsado o en el CVD va en aumento. Tambiéncomo biomateriales inertes de alta resistencia a la co-rrosión y al desgaste tienen un futuro prometedor.
El libro se cierra con un índice de materias muycompleto que confirma tanto el carácter docente,lógico en profesores de universidad, como la facetade aplicación técnica tan necesaria para los quehan de luchar con los problemas que cada día nospresenta la industria. En resumen, los autores hansabido cubrir con rigor un campo difícil que suslectores agradecemos por su claridad.
difracción o la microscopía electrónica. Más im-portantes son la densidad, la porosidad y la perme-abilidad, la dilatación lineal, el calor específico y laconductividad térmica, como ponen de manifiestolos ejercicios de este capítulo.
El capítulo sexto trata de las propiedades mecánicas.Los materiales cerámicos y refractarios resisten biena compresión y presentan ciertas propiedades elásti-cas, aunque debe distinguirse entre el módulo deYoung intrínseco y el dinámico. Quizá la propiedadmás interesante es la refractariedad en la que jueganun papel importante las fases líquidas que puedenformarse a altas temperaturas. Por este motivo, losensayos a alta temperatura y al choque térmico sontan necesarios como los ensayos de resistencia me-cánica, todos ellos bien descritos en el capítulo, conespecial énfasis en la tenacidad a la fractura.
En el capítulo séptimo se definen los criterios parael diseño con materiales cerámicos. Los criteriosserán distintos si los materiales han de trabajarpor encima o por debajo de la mitad de la tempera-tura homóloga. Dado que la fragilidad de las cerá-micas se debe a la facilidad de propagación de grie-tas, deben considerarse los esfuerzos de fatiga, nosólo la cíclica sino también la estática y el compor-tamiento viscoelástico.
El título del octavo capítulo, corrosión de refracta-rios y cerámicos, no me gusta porque, pese a abor-dar los aspectos termodinámicos y la cinética deldeterioro, prefiero reservar el término corrosiónpara los metales. Llamémoslo como queramos, elataque que sufren refractarios y cerámicos, espe-cialmente a alta temperatura, es un tema impor-tante que aquí se trata con rigor. El modelo de des-gaste nodal ayuda a comprender la complejidaddel fenómeno. El avance espectacular de las últi-mas décadas ha estado de alguna forma determi-nado por el diseño y la construcción de los revesti-mientos que contactan con fluidos corrosivos.
La importancia de los materiales sílico-aluminososqueda reflejada en el capítulo nueve que, en 76 pá-ginas y 32 ejercicios pasa revista a los refractariosde sílice, los sílico-aluminosos, los aluminosos ylos de corindón. Se explican el estado vítreo y losvidrios de sílice para seguir con los más emplea-dos, los sílico-aluminosos, para cuya comprensiónes necesario conocer la reología de las arcillas. Losaluminosos y los de corindón son cada vez más a-preciados por sus excelentes características.
Si los refractarios básicos tuvieran la estabilidad tér-mica suficiente serían los más empleados en fundi-ción. Pese a este inconveniente, como nos explica el
Mayo 2008 / Información
41

Información / Mayo 2008
42
De muy exitosa se puede calificar esta edi-ción de la feria Euroguss. Con 403 exposito-res (un 24% más que en la edición anterior),
y 7.023 visitantes (un 9% más), esta feria se reafir-ma como principal referente mundial de tecnologí-as de la fundición de aluminio inyectado.
FUNDIGEX, Asociación Española de Exportadoresde Fundición, ha organizado por primera vez laparticipación española, que si bien fue modesta, seespera se incremente notablemente en la próximaedición, reflejando la verdadera importancia delsector en nuestro país.
Tanto Expositores como visitantes destacaron susatisfacción con los resultados obtenidos, tanto enla feria como en el congreso paralelo.
FUNDIGEX contó con un stand informativo dondese captaron 24 consultas de fundición.
Esta actividad se enmarca en el Plan de Apoyo espe-cífico para Fundición No Férrica, que para el 2008 in-cluye también la participación en la feria ALUMI-NIUM ESSEN (23 – 25 Septiembre 2008) en la quecontamos con un grupo de 8 empresas expositoras.
FUNDIGEX en EUROGUSS 2008

Mayo 2008 / Información
43
El objetivo es obtener siempre una fusión per-fecta, en el menor tiempo posible. Por eso, ca-da máquina dispone de controles de tiempo y
de intensidad digitales. Lo que da a cada soldadurauna precisión y una finura en los ajustes sin igual.
Las recargas técnicas delos útiles de producciónen soplado, inyección(plástico, caucho, alu-
minio, zamak...), es-tampación y corte,mediante nuestros
equipos, garantizanun seguimiento rápido
y fiable de su cadencia de pro-ducción. Gracias a nuestras má-quinas portátiles, esas recargasse efectúan in situ, sin despla-
zamiento de sus moldes o matricespesados y con un uso simplificado.
Con una máquina adaptada a suactividad, está dotando a su em-
presa de la solución al servicio dela máxima calidad: paradas deproducción y rechazos en calidad
instantáneamente reducidos.
Constantemente en la búsqueda deinnovaciones, MICROSOLDADURASST les presenta su último procesode soldadura: el arco tirado “La-
se’1”. Capaz de soldar cualquier ma-terial, su alta potencia les dará un punto
de tamaño y calidadláser, con una fuen-te eléctrica.
Soldadura láser,por punto, microplasma, Spot’TIG,arco tirado, todasnuestras tecnolo-gías se comple-mentan y se pue-den integrarsegún sus apli-caciones, o lasde sus clientes.
Gracias al tras-lado de la sedeal centro de in-novación LASERIS 1 (LeBarp, Francia), donde se ubica el lá-ser más potente del mundo, “el láser MegaJulios”,
MICROSOLDADURASST les propone a-hora una sala de ex-posición, de forma-ción y sobre todovarias solucionespara dar respuestaa sus problemáti-cas. Nuestro equipotécnico les asesora-rá mediante conse-
jos, ensayos, servicio de pruebas in situ y subcon-trataciones puntuales.
Nuestra tecnología a su alcancePPoorr MMIICCRROOSSOOLLDDAADDUURRAA SSSSTT

MÁQUINAS QUE LIMPIAN CON AGUATODO TIPO DE PIEZAS, SIN EMPLEARDISOLVENTES, NI CONTAMINAREL MEDIO AMBIENTE
La tecnología de BAUTERMIC permite garantizar u-na óptima calidad en la limpieza y desengrase detodo tipo de piezas evitando los residuos contami-nantes, debido a que todas las máquinas están fa-bricadas teniendo en cuenta una serie de factoresmuy importantes como son:
PRESIONES Y CAUDALES DE LAVADO ADECUADOS.Se consiguen a través de las bombas de recirculaciónampliamente dimensionadas, junto con las tuberíasde distribución, los tanques de almacenamiento ylas boquillas pulverizadoras de gran impacto.
TEMPERATURA ÓPTIMA. Esta se consigue con unperfecto aislamiento térmico de todas las superfi-cies exteriores, con lo que a la vez bajamos el con-sumo energético.
FILTRACIÓN Y MICROFILTRACIÓN. Para eliminar todasla impurezas extraídas durante el proceso de lavado.
SEPARADORES DE ACEITE. Que garantizan cons-tantemente la pureza del agua de lavado.
EFICAZ SISTEMA DE ESCURRIDO Y SECADO FINAL.Que elimina la posible oxidación y evita que se de-positen restos calcáreos en las superficies trata-das.
CUADROS DE MANIOBRA AUTOMATIZADOS CONTODO TIPO DE SEGURIDADES. Para mantener efi-cazmente los niveles de las cubas, la aspiración delos vapores, los dosificadores y funciones tan im-portantes como los movimientos de traslación,carga, posicionado, secado, etc.
Un buen DISEÑO CONSTRUCTIVO que optimice lasfunciones básicas de cada máquina y garantice u-na gran ROBUSTEZ en todos sus componentes.
Estas máquinas pueden ser Automáticas – Conti-nuas – Estáticas – Rotativas – De Tambor – Tipo Tú-nel – Tipo Carrusel. Con depósitos y cestas por in-mersión o aspersión, con sistemas cargadores,volteadores, posicionadores, transfers robotizados,etc… Todo ello adaptado al tipo de piezas y grado delimpieza que precise cada cliente.
Información / Mayo 2008
44
Instalaciones para lavadoy desengrase industrialPPoorr BBaauutteerrmmiicc

Mayo 2008 / Información
45
Soluciones Tecnológicas Integradas S.L. hapresentado recientemente en España el IPCONTROL y el KVMS EXTENDER, dos solucio-
nes de última tecnología para acceder a ordenado-res de forma remota. Estos dos productos cuentancon el respaldo y la garantía de la prestigiosa firmainternacional Minicom, de la cual Soluciones Tec-nológicas Integradas S.L. es distribuidora exclusivapara toda la península ibérica.
IP CONTROL
Acceso KVM compacto y remotoa ordenadores y servidores
IP CONTROL es un asequible dispositivo IP de altorendimiento para el acceso KVM (Keyboard-Video-Mouse, siglas en inglés de teclado, monitor y ratón)remoto y fuera de banda a servidores y dispositi-vos de red. Puede habilitar fácilmente un accesoremoto a servidores mediante los conmutadoresKVM existentes por tan solo una parte de lo quecostaría sustituirlos y volverlos a configurar.
El puerto serie integrado permite la gestión remotade dispositivos de serie, como routers, servidoresdesatendidos y dispositivos de gestión de alimen-tación.
Compatibilidad con KVM de terceros
IP CONTROL se ha diseñado para que resulte com-patible con la base KVM instalada. Puede integrar-lo en prácticamente cualquier conmutador o servi-dor. Incluye definiciones de configuración paratodos los conmutadores KVM Minicom y la mayo-ría de los conmutadores KVM de terceros.
Mejor experiencia para los usuarios
Los algoritmos de compresión de vídeo patentadosy la sincronización del ratón en tiempo real ofre-cen una experiencia de usuario local en redes LAN,WAN e Internet. El mayor rendimiento de vídeo y
Acceso y control KVMa ordenadores y servidoresde forma remota

También dispone de una amplia gama de ajustes yopciones de configuración para maximizar la fun-cionalidad del usuario.
Comunicación Serie
Las señales RS-232 bidireccionales permiten unaconexión completa punto a punto y en tiempo realpara controlar aplicaciones de ordenadores remo-tos, realizar encendidos o apagados, consultar elestado de una pantalla remota, etc..
Características del KVMS Extender
• Control KVM y de serie mediante un único cableCAT5.
• Vídeo de alta resolución: 1.600 x 1.200 @ 75 Hz.
• Función de usuario dual que permite otorgar elcontrol a un usuario local o remoto.
• Transmisión de datos RS-232 full-duplex.
• Compensación RGB para una sincronización devídeo sencilla.
Existen también en el mercado otros tipos de solu-ciones para diferentes necesidades y presupues-tos. Algunos de ellos son: USB Extender, RS-232 Ex-tender, Smart CAT5 KVM Extender y Mini KVMExtender.
del ratón proporcionan unaspecto de uso local aun-que se envíe mediante unaconexión TCP/IP.
Características del IPControl
• Acceso KVM y control deservidores desde cual-quier ubicación.
• Acceso KVM remoto a losservidores en el nivel dela BIOS.
• Vídeo de alto rendimien-to y sincronización delratón en tiempo real.
• Compatible con la mayo-ría de conmutadores KVM.
• Cifrado de datos seguroSSL de 128 bits.
• Control remoto y de serie de conmutadores de a-limentación, routers y otros dispositivos.
KVMS EXTENDER
Entorno informático controlado
El extensor KVMS combina el control y la exten-sión de KVM y Serio. Proporciona una excelente ca-lidad de video y un control serie total a grandesdistancias. Resulta una magnifica solución paragrandes empresas que deben mantener sus orde-nadores en una ubicación segura o con control am-biental.
Mayor calidad de vídeo
El potente extensor KVMS permite controlar laconsola KVM a distancias de hasta 300 metros des-de el ordenador, gracias al cable CAT5 UTP/FTP,flexible y de fácil instalación. Emplea tecnología decompensación RGB de vídeo patentada para conse-guir calidad de vídeo en grandes distancias y unadistribución de imagen en tiempo real.
Control Dual
El KVMS EXTENDER permite a dos usuarios contro-lar un mismo ordenador, uno local y otro remoto.
46
Información / Mayo 2008

Mayo 2008 / Información
47
Publicamos la primera edición de ‘DieCas-ting News’ 2008. Con esta información, queaparece tres veces al año, queremos resu-
mir una serie de temas seleccionados sobre la co-lada a presión. De este modo, a intervalos regula-res se publican novedades sobre productos,procesos y puede profundizar en ellos con nues-tro personal de ventas y de servicio. En esta edi-ción 01/2008 informamos sobre las novedades deproducto en máquinas y procesos de dosificacióny presentamos otra innovación en el campo delmando.
En la feria GIFA de junio de 2007 presentamos laserie Carat con la nueva tecnología de máquinasde colar a presión de 2 placas, que actualmentedesde enero de 2008 se vende libremente con elprograma de máquinas completo. Se trata de má-quinas en la magnitud de 1.050 hasta 4.400 t defuerza de cierre, que se caracterizan especial-mente por un diseño mucho más corto y muchasventajas de producción y de proceso importantes.Para las máquinas grandes de >1.000 t de fuerzade cierre, partimos de la base de que las nuevasmáquinas hidráulicas pueden imponerse con re-lativa rapidez respecto a las nuevas máquinasconvencionales, de enclavamiento mecánico, de 3placas.
Junto a estas ventajas, le presentamos una atracti-va innovación del proceso para la máquina, que yaaplican con éxito los talleres de fundición. Por me-dio de un mecanismo de cierre especial, el tiempode dosificación pasa de ser el tiempo principal a
ser un tiempo secundario. De este modo – bajo de-terminados requisitos - el tiempo de dosificaciónpuede ahorrarse totalmente en el tiempo de cicloexistente hasta ahora. Las ventajas de costes pue-den calcularse fácilmente en hasta un 15% del po-tencial de ahorro.
En el campo del mando, trabajamos permanenteen soluciones cómodas para el usuario, consisten-tes y adecuadas para la producción. Como nove-dad, ofrecemos para ello un asistente de manejoen el mando, que guía al fundidor fácilmente y o-rientado al objetivo para obtener unos buenos re-sultados. Teniendo en cuenta que este proceso decolada a presión es relativamente complejo, ac-tualmente un mando inteligente debe ser capaz dereducir la complejidad para el usuario y garantizarun alto grado de seguridad.
Autorización para la venta de las máquinasCarat
Bühler apuesta en las máquinas grandes por lanueva tecnología de dos placas. Ésta reemplaza elconcepto de máquinas de 3 placas con sistema depalanca articulada prevalente durante muchos a-ños. En el nuevo sistema, la fuerza de cierre se ge-nera con cilindros de sujeción en las cuatro colum-nas.
Desde el 1 de enero de 2008, toda la serie de má-quinas Carat está autorizada para la venta. Desdemarzo de 2007 se utiliza industrialmente la prime-ra máquina con fuerza de cierre de 13.000 kN, hay
Bühler Die Casting eNewsletter

Información / Mayo 2008
48
• Disponibilidad superior: Gracias a la construc-ción robusta, la adaptación automática de la al-tura del molde y la accesibilidad optimizada de-trás de la placa de fijación móvil se aumenta lavida útil efectiva de la máquina.
• Exactitud de medidas superior de los elementos:La fuerza de cierre aplicada uniformemente y laconstrucción rígida de la unidad de cierre reducelas oscilaciones al mínimo.
• Tiempos de ciclo más cortos: Aproveche las posi-bilidades de los movimientos hidráulicos parale-los.
Enorme reducción del tiempo de ciclo con elproceso Bühler SPEEDiall
Teniendo en cuenta que los fundidores de moldeoa presión buscan nuevas soluciones para aumen-tar la productividad, Bühler ha analizado la optimi-zación del tiempo de ciclo del proceso de colada apresión normal, existente, junto a algunas optimi-zaciones de la técnica de mando, ha desarrollado ypatentado también una nueva solución de proceso.
El resultado es el nuevo proceso SPEEDiall (Speedincreased alloy die casting), que fue presentadopúblicamente por primera vez en la feria especiali-zada de la fundición (Gifa 07). Por medio de un cie-rre mecánico (cuerpo de corredera) en la mitad fijadel molde es posible una dosificación prematuradel metal con el molde todavía abierto. De estemodo, el tiempo de dosificación pasa de ser untiempo principal de proceso a ser un tiempo se-cundario de proceso y con ello puede reducirse eltiempo de ciclo total, como mínimo en el tiempode dosificación.
Transformación rápida y fácil
SPEEDiall puede montarse posteriormente de ma-nera relativamente fácil en las máquinas Bühler e-xistentes con mandos de las generaciones Dataspe-ed y Datanet. El montaje posterior en la máquinaincluye una actualización de software, el montaje a-dicional de un acumulador y extractor de noyos enla placa de fijación estacionaria (si no está ya pre-sente).
En la mitad fija del molde tiene que montarse uncuerpo de corredera, que se encarga del cierre de lacámara de inyección con el molde abierto. Si lo de-sea, el concepto del molde puede realizarlo com-pletamente Bühler, o bien por propia cuenta.
instaladas cuatro máquinas adicionales y se havendido otra cantidad de máquinas más.
La serie cubre un rango de fuerza de cierre desde10.500 hasta 44.000 kN por medio de 13 tamañosescalonados. Cada grupo de cierre puede combi-narse con tres piezas de inyección diferentes. Deeste modo pueden satisfacerse los deseos más va-riados de los clientes. ‘Lean, compact und exten-ded’ son las denominaciones de las piezas de in-yección. De este modo expresan el campo de uso –‘lean’ para piezas de fundición finas, ‘compact’ pa-ra el campo de uso variado (normal) en la colada apresión y ‘extended’ principalmente para el campode las piezas grandes espesas.
Las máquinas se caracterizan por un espacio re-querido muy bajo – también en la extracción de co-lumnas. La rigidez muy superior del sistema ha de-mostrado producir menor oscilación y con ello unamejor exactitud de medidas de los elementos. Losdefectos de paralelismo del molde pueden com-pensarse hasta una cierta medida. La altura deconstrucción del molde puede ajustarse al cambiarde producción sin problemas y mucho más rápida-mente. Éstas son sólo algunas, entre otras muchasventajas del nuevo sistema, que ayudan a nuestrosclientes a mejorar la disponibilidad y la productivi-dad.
Plazo de suministro adecuado. Cada primer sumi-nistro de uno de los 13 tamaños de grupo de cierrediferentes requiere un tiempo de producción pro-longado, ya que sometemos la mecánica y la elec-trónica a comprobaciones complementarias am-plias. Las máquinas siguientes tienen plazos desuministro como los tamaños comparables de lasmáquinas de palanca articulada convencionales.
Su beneficio al comprar una máquina Carat es:
• Espacio requerido reducido: Reemplace la má-quina antigua por una mayor ocupando el mis-mo espacio.
El beneficio de la optimización con SPEEDiall puedeapreciarse inmediatamente. Después de un par defundiciones de aprendizaje, que el mando de la má-quina necesita para calcular el momento óptimo pa-ra la autorizaciónde la dosifica-ción, el fundidorpuede cambiar al‘modo síncrono’y puede ejecutarel tiempo de cicloreducido.
En los proyectosde clientes ya re-alizados pudie-ron lograrse op-timizaciones detiempo de ciclodel 12 al 15%.
Cast Assitant - El asistente de mando parauna programación eficiente de la máquina
Desde comienzos de 2008, Bühler ofrece una nuevaopción de mando ‘Cast Assistant’ que permite pro-gramar programas de molde rápidos y orientadosal objetivo en el mando Datanet de la máquina decolar a presión y con ello también producir piezasbuenas más rápidamente.
Se guía al usuario paso a paso a través de la pro-gramación y por medio de un juego pregunta/ res-puesta confecciona automáticamente el progra-ma de molde. Así, el Cast Assistant pregunta, porejemplo, el tipo de herramienta y el orden de no-yo y confecciona de este modo el programa de no-yos.
Además se pregunta, por ejemplo, los datos tecno-lógicos como la aleación a verter (aluminio, mag-nesio o cinc), geometría de corte y de elemento ydatos de calidad, que se utilizan a su vez para con-feccionar el diagrama de colada.
El programa de molde confeccionado de este modosirve como base para la optimización precisa delproceso de fundición.
Resumiendo, el Cast Assistant ofrece al usuario elbeneficio siguiente:
— Menos necesidad de tiempo para la programa-ción del molde - una contribución a la disponi-bilidad de la instalación.
— Logro más rápido de piezas buenas - una contri-bución a la productividad y calidad.
Fig. 1. Izquierda: Molde abierto con corredera introducida - Pre-parada para dosificación. Derecha: Molde cerrado - Bebederosobre el cuerpo de la corredera.
Fig. 2. Página de programador Datanet de SPEEDiall.
Mayo 2008 / Información
49

Información / Mayo 2008
50
La bomba PMP es la solución más efectivapara la lubricación automática de insta-laciones de engrase que requieran un
control de funcionamiento y una seguridad enla operación de lubricado de todos los puntos.La unidad incorpora probadas tecnologías enel campo de la lubricación, control electrónicode función, programación sencilla, entrada decontrol de lubricado a distancia, control de lu-bricante y llenado frontal. Esto permite al o-presor de la máquina la posibilidad de contro-lar el nivel de lubricante según necesidades dela máquina, en momentos de alta producción.
Este conjunto de características convierte a es-ta nueva gama de bombas en un equipo simpleque, por su construcción y diseño, son resisten-tes a los golpes y a la intemperie. Un sistemadiseñado con la mayor parte de los componen-tes integrados en un solo alojamiento, dan co-mo resultado una rápida y limpia instalación.
La bomba PMP es la mejor alternativa a los lu-bricadores de punto por punto y sistemas desimple línea. Ideal para un grupo limitado depuntos en aplicaciones tales como, máquinaherramienta, robots, grúas, pórticos, compac-tadores de desechos, etc.
En definitiva, grupos de sistemas de lubricacióncon necesidades de lubricación automática ydonde se necesite un control del funcionamien-to de la maquinaria sin paros innecesarios. Elresultado inmediato es la reducción de costes yun aumento de la productividad de la máquina.
NORGREN incorpora las nuevasbombas tipo PMPa su línea de lubricación, juntocon otras gamas complementarias

Mayo 2008 / Información
51
Mis micrografíasPPoorr JJooaann--FFrraanncceesscc PPeelllliicceerr
Continuamos esta sección que pretende publicar aquellas micrografías que a lo largo denuestra vida profesional nos han parecido más interesantes o curiosas. No pretendenser ninguna novedad técnica o científica y por ello pocas explicaciones acompañarán las fotos.
Como muchos fundidores e investigadores también han efectuado micros tanto o más interesantes, desde aquíles invitamos a que nos las envíen y las publicaremos con el nombre y foto del autor o autores.
FGE-1_100x. FGE-1_500x.
FGE-2_100x. FGE-2_500x.
Las micrografías son de dos secciones distintas (1 y2) a 100 y a 500 aumentos de una misma pieza defundición de grafito esferoidal ferrítico-perlíticaobtenida directamente de cubilote por el métododel hilo metálico nodulizante.
El resultado es un hierro de elevadas caracterís-ticas mecánicas (tan sorprendentes, que con Jor-di nos llevó a publicar un trabajo sobre este te-ma):
Resistencia a la tracción (MPa): Máxima 923Promedio 802Mínima 728
Límite elástico (MPa): Máximo 636Promedio 587Mínimo 552
Alargamiento (%): Máximo 19,4Promedio 14,2Mínimo 12,0

Información / Mayo 2008
52
DEFECTOS
Herramientas avanzadas de predicción, control deprocesos de fundición y gestión del conocimientoen fundición de hierro
Zabala Uriarte, A., R. Suárez Creo y J. Izaga Maguregui.En inglés. 5 pág.
Es para mí un placer reseñar este artículo de mis amigos deAzterlan que fue galardonado como el mejor trabajo pre-sentado al Congreso Mundial de Fundición de la India esteaño. Desde que se instituyeron estos premios, es la prime-ra vez que lo consigue un trabajo español. Antes existíanlos diplomas de reconocimiento, que yo también recibí. Lacomplejidad de los procesos de fundición hace que lo siste-mas convencionales de control sean inadecuados dada lamultitud de parámetros a controlar. Se propone un mode-lo predictivo basado en el análisis Bayesiano para identifi-car la incidencia de un defecto, analizar los parámetrosmás importantes que intervienen, establecer una red decausas probables, eliminar las que no influyen en el defec-to registra automáticamente la información relevante. Sedescribe la aplicación del sistema a la obtención de piezasde seguridad que presentaban porosidad subcutánea. Al a-plicar el método propuesto se constató la influencia del di-seño de la pieza al ponerse de manifiesto por simulación lapropensión al microrrechupe solventable mediante unamodificación de diseño. El análisis térmico permitió deter-minar la calidad metalúrgica en la que son factores deter-minantes el Mg residual, la temperatura eutéctica mínimay la recalescencia, por lo que el proceso de acondiciona-miento del caldo es fundamental. La resistencia del molde,el rango de temperaturas de colada y el sistema de llenadoy alimentación también deben ser tenidos en cuenta. Contodo ello es posible predecir los resultados y mejorar la ca-lidad de las piezas. Sólo me queda emplazar a sus autores aque publiquen sus trabajos en Fundi Press.
Foundry Trade Journal 181nº 3653 Abril 2008 p. 102-06
MAGNESIO
Potencial de utilización del magnesio en la indus-tria del automóvil
Klein, F. En francés. 8 pág.
En este artículo se repasa el papel del magnesio en laautomoción, desde las primeas aplicaciones, ¡en1909!, hasta el potencial actual. Fue la sociedad Adlerquien utilizó un cárter de cigüeñal colado en magne-sio y pistones de Elecktron, el actual AZ91, con nomuy buen resultado ya que duraban apenas 1.000km. La menor conductividad térmica del magnesiocontribuyó a estos fracasos ya que requerían una me-jor refrigeración del motor. Hoy en día el Mg tiene unbuen futuro tanto en la carrocería como en el grupomotor y en el habitáculo. Puertas y techo retráctil, re-trovisores, alojamientos de faros y armaduras de laspuertas pueden fabricarse en Mg siempre y cuando lapintura sea suficientemente resistente a la intempe-rie. El ahorro de peso puede cifrarse entre 28 y 46 kg.Para el motor, la tapa de culata, el colector de admi-sión, el cárter del cigüeñal, el de la caja de cambios yel de distribución, así como las piezas que no alcan-cen temperaturas elevadas son elementos adecua-dos para ser fundidos en aleaciones de magnesio. Detodos modos, como el Mg conduce el calor pero queel aluminio, las exigencias de refrigeración son ma-yores. Las llantas de magnesio, pero exigen un reves-timiento resistente al ambiente. La reducción de pesose estima entre 32 y 45 kg. En el habitáculo el tablerode mandos, las armaduras de los asientos, los peda-les, el volante y la columna de dirección se puedenfabricar de Mg con una reducción de peso entre 20 y32 kg. En conjunto, las aleaciones de magnesio pue-den aligerar entre 80 y 125 kg el peso del automóvil.
Hommes et Fonderie nº 384, abril 2008 p. 24-31
Inventario de Fundición
PPoorr JJoorrddii TTaarrtteerraa
Siguiendo el camino emprendido en la revista Fundición y continuado en Fundidores, vuelvo a ofrecer a los lec-tores de FUNDI PRESS el "Inventario de Fundición" en el cual pretendo reseñar los artículos más interesantes,desde mi punto de vista, que aparecen en las publicaciones internacionales que recibo o a las que tengo acceso.

53
Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO

54
OJOCOLOR
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.

55

Información / Mayo 2008
56
ABRASIVOS Y MAQUINARIA . . . . 5AGRATI . . . . . . . . . . . . . . . . . . . . . . 12AMAFOND . . . . . . . . . . . . . . . . . . . 11BAUTERMIC . . . . . . . . . . . . . . . . . . 37BOSELLO HIGH TECHNOLOGY . . 13EURO-EQUIP . . . . . . . . . . . . . . . . . . PORTADAEUROMAC . . . . . . . . . . . . . . . . . . . . 14EUSKATFUND . . . . . . . . . . . . . . . . 35FOUNDEQUIP . . . . . . . . . . . . . . . . . 15FOUNDRY ECOCER . . . . . . . . . . . . 16IBERIA ASHLAND CHEMICAL . . . Contraportada 2IMPIANTI MACCHINE
FONDERIA . . . . . . . . . . . . . . . . . 17INSTITUTO ITALIANOCOMERCIO EXTERIOR . . . . . . . . . . 11INTERNATIONAL ZINC
DIECASTING CONFERENCE . . . 31ITALPRESSE INDUSTRIE . . . . . . . . 18LIBRO DE TRATAMIENTOS
TÉRMICOS . . . . . . . . . . . . . . . . . 27
LPM . . . . . . . . . . . . . . . . . . . . . . . . . 19
MARINA TEXTIL . . . . . . . . . . . . . . 33
MAUS . . . . . . . . . . . . . . . . . . . . . . . 20
MEC IND . . . . . . . . . . . . . . . . . . . . . 21
MODELOS VIAL . . . . . . . . . . . . . . . 29
PRIMAFOND . . . . . . . . . . . . . . . . . . 22
PROGELTA . . . . . . . . . . . . . . . . . . . 23
QUANTECH ATZ . . . . . . . . . . . . . . 7
SAVELLI . . . . . . . . . . . . . . . . . . . . . 24
SOGEMI ENGINEERING . . . . . . . . . 25
SPACE . . . . . . . . . . . . . . . . . . . . . . . 26
SPECTRO . . . . . . . . . . . . . . . . . . . . . 31
SUSCRIPCIÓN FUNDI Press . . . . . Contraportada 3
TALLERES ALJU . . . . . . . . . . . . . . . 3
TALLERES DE PLENCIA . . . . . . . . . 5
TRANSAL 08 . . . . . . . . . . . . . . . . . . Contraportada 4
URBAR INGENIEROS . . . . . . . . . . . 7
JUNIO
Nº Especial PROVEEDORES.
Próximo número
INDICE de ANUNCIANTES