






Idiomas
Páginas
Jurídico

7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 1/26
TQM 12
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 2/26
INSPECCION Y MUESTREO 1 Definición de inspección
2 Criterios de inspección y desarrollo de ensayos
3 Tipos de Inspección
4 Errores de medición.
5 Normas de calidad
6 Control de calibración
7 Factor humano en inspección.
CASO: Inspección automática en fábrica de papel
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 3/26
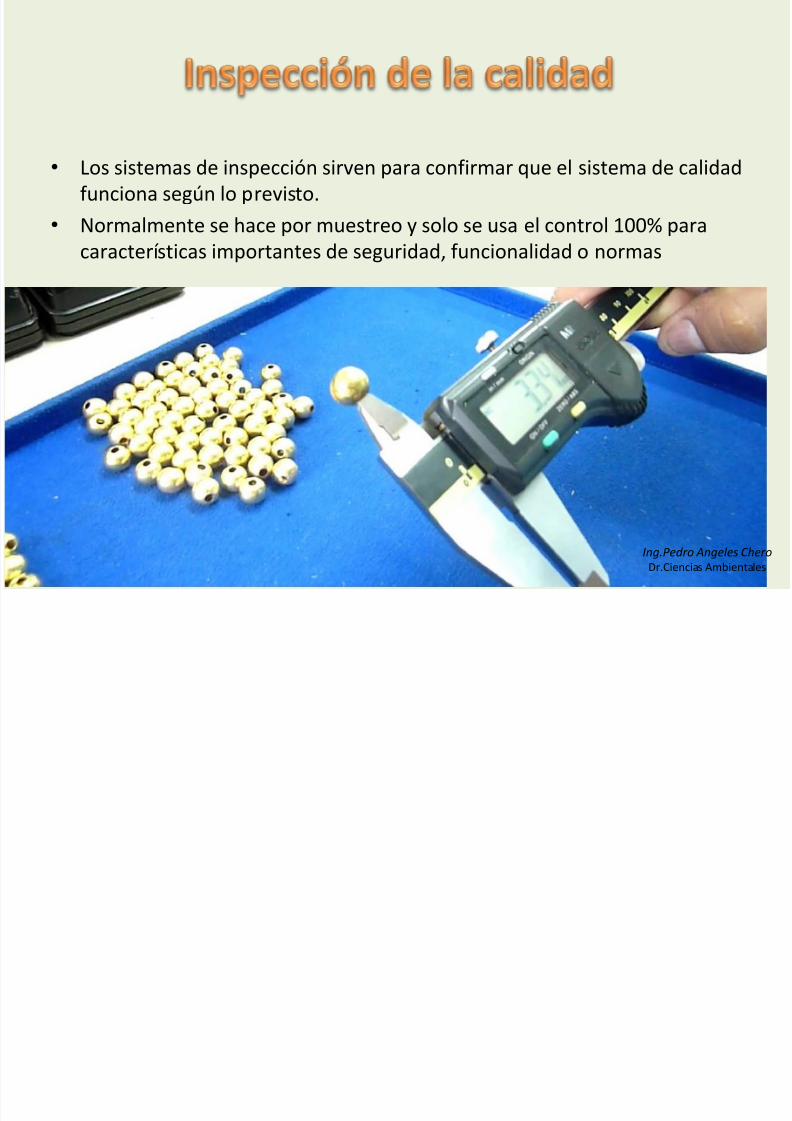
• Es examinar y medir las características de calidad de un
producto, así como sus componentes y materiales de que estáelaborado, o de un servicio o proceso determinado, utilizando
instrumentos de medición, patrones de comparación o
equipos de pruebas y ensayos, para ver si cumple o no losrequisitos especificados.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 4/26
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 5/26
Inspección 100%
• Consiste en verificar todas las unidades de un lote.
• Permite aceptar solo piezas de la calidad especificada.
• Puede hacerse de dos formas: manualmente, y
automáticamente.
Inspección por muestreo
• Conocido como muestreo de aceptación o de lotes, es
un procedimiento en el que se verifica una o más
muestras del lote para determinar su calidad.
• Usado para reducir la necesidad de inspeccionar cada
artículo o producto, y reducir el tiempo y gastos deinspección.
• Tiene sus ventajas sobre la inspección 100%. La fatiga
de los inspectores por operaciones repetitivas es un
obstáculo para una buena inspección 100%. Es más
económica y requiere de menor tiempo para su
realización.Ing.Pedro Angeles Chero
Dr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 6/26
•
En la inspección por muestreo, el nivel de confianza en los proveedores, elcosto de aceptar productos defectuosos, y el riesgo del muestreo, son ventajas
• Existen dos tipos de errores con probabilidad de ocurrir.
Error tipo I: Ocurre cuando rechazamos un lote que cumple con las
especificaciones de calidad.
Error tipo II: ocurre cuando aceptamos un lote que no cumple con lasespecificaciones de calidad.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 7/26
Inspección de comprobación. Esta
es para comprobar cambios grandes
en los niveles de calidad, con
muestras pequeñísimas. En la
mayoría de los casos no se realiza
para acometer acciones con unproducto sino que se utiliza con
fines de control, junto con el control
del proceso, o para comprobar el
trabajo normal de inspección.
Inspección cero. No hace faltaninguna inspección para un proceso
que esta en estado controlado y que
todos los productos satisfacen las
normas de calidad.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 8/26
Clasificación según la etapa del flujo del
producto:
Inspección en recepción. Esta se lleva a cabo
para asegurarse que se compran los
materiales conforme a las especificaciones, y
para evitar que materiales no conformes
entren en el proceso.
Inspección intermedia. Esta se lleva a cabo
entre procesos, para decidir si un producto olote puede pasar del proceso anterior al
siguiente. También se conoce como
“inspección de proceso”
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 9/26
• Inspección previa a la entrega. Se utiliza
para decidir si en el momento del envío,
un producto cumple la calidad
especificada, y si debe enviar o no.
• Cuando se realiza separadamente la
inspección del producto, esta se centra
en los defectos críticos, los defectos
graves y las características que puedan
sufrir cambios, durante el
almacenamiento.
Inspección durante la entrega. Esta se
lleva a cabo en el momento en que un
producto se entrega al cliente.
Ing.Pedro Angeles Chero
Dr.Ciencias Ambientales

7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 10/26
• Inspección del producto almacenado.Este se lleva a cabo con el productoque ha estado almacenado durantelargos periodos de tiempo.
• Inspección de auditoria. Es lainspección para comprobar ydiagnosticar si la garantía de calidad yla inspección normal estánfuncionando normalmente.
• Inspección por terceras
partes. Ejemplo, las inspecciones paraexportación y las realizadas por elgobierno, por empresas privadas deinspección y asociaciones o gruposconsumidores.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 11/26
• el número de artículos
inspeccionados.
• la etapa del flujo del producto.
• los detalles de inspección.• el método de enjuiciamiento.
• los artículos inspeccionados
sean utilizados o no.
• que el proveedor se pueda
elegir o no libremente.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 12/26
INSPECCION DE LOS PROCESOS
Existen dos tipos de inspección para los procesos productivos.
• Inspección por “Atributos” e “Inspección por Variables”.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 13/26
Inspección por atributos
• Es el tipo de inspección de muestras
aleatorias de n unidades en el que cada
artículo o producto es clasificado de
acuerdo con ciertos atributos como
aceptable o defectuosa, es decir, consiste
en averiguar si el material cumple o no
cumple con lo especificado.
• El tamaño de las muestras y el intervalo
entre las mismas es tal que se inspecciona
aproximadamente un 5 % de la producción.
• En procesos muy masivos el valor se
reduce a < 5 % donde se recomienda que
debe existir como mínimo 25 defectuosos
en cada muestra para lograr establecer un
comportamiento adecuado del proceso.Ing.Pedro Angeles Chero
Dr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 14/26
Inspección por variables
•Consiste en medir y registrar una unidad de medida en la que una característicaespecífica de calidad es medida con una escala continua para posteriormente ser
anotada, como podría ser kilogramos, centímetros, metros por segundo, etc…
• Los métodos estadísticos aplicables a la inspección por variables se basan sobre
el supuesto de una distribución normal.
• Para los métodos aplicables, y con las mediciones obtenidas, se calculará un
estadístico (media y desviación estándar muestral) . y dependiendo del valor al
compararlo con un valor permisible, se aceptará o rechazará todo el lote.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 15/26
Ventajas del muestreo por variables
• Puede obtener la curva característica de operacióncon un tamaño muestral menor que lo requerido
por un plan de muestreo por atributos.
• Al utilizar pruebas destructivas, este muestreo es
útil para bajar los costos de inspección, y los datos
de mediciones proporcionan más informaciónsobre el lote que los datos de atributos.
• En la inspección del proceso por variables el
tamaño de la muestra más usado es entre 1 y 25 u.
• Las muestras de 2 o 3 u son poco empleadas por
su baja sensibilidad, empleándose sólo cuando elcosto de las mediciones es muy alto.
• Para una mayor sensibilidad en el gráfico, los
tamaños de muestras deberán ser mayores.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 16/26
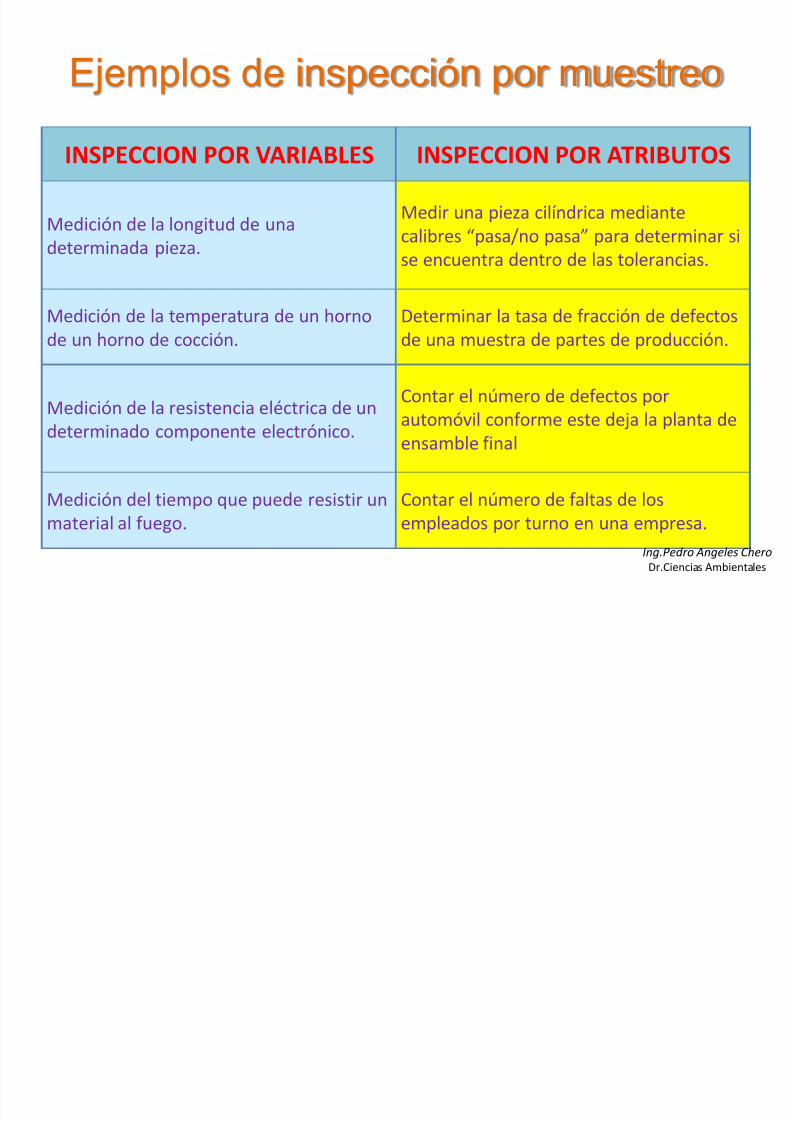
Ejemplos de inspección por muestreo
INSPECCION POR VARIABLES INSPECCION POR ATRIBUTOS
Medición de la longitud de una
determinada pieza.
Medir una pieza cilíndrica mediante
calibres “pasa/no pasa” para determinar si
se encuentra dentro de las tolerancias.
Medición de la temperatura de un horno
de un horno de cocción.
Determinar la tasa de fracción de defectos
de una muestra de partes de producción.
Medición de la resistencia eléctrica de undeterminado componente electrónico.
Contar el número de defectos por
automóvil conforme este deja la planta deensamble final
Medición del tiempo que puede resistir un
material al fuego.
Contar el número de faltas de los
empleados por turno en una empresa.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 17/26
Procedimiento de inspección
Las operaciones a ejecutar en la inspección son:
• Interpretación de la especificación requerida.
• Muestreo de los lotes.
• Medición de la característica de calidad.
• Comparación de lo interpretado con lo medido.
• Enjuiciamiento de la conformidad.
• Registro de los datos obtenidos.
• Para el registro de los datos, se implantarán un
conjunto de modelos según el fin que tenga la
inspección. Si el fin es preventivo -gráficos de
control y si el fin es de aceptación -plan de
muestreo a utilizar. Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 18/26
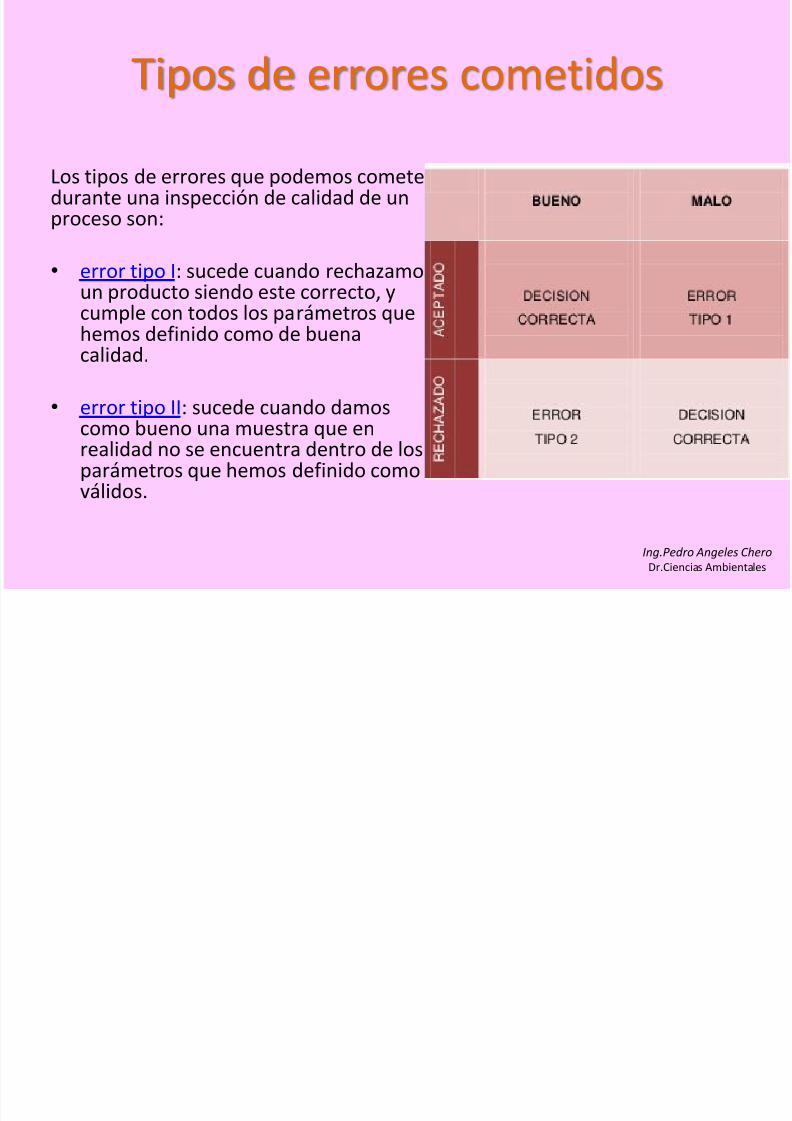
Tipos de errores cometidos
Los tipos de errores que podemos cometerdurante una inspección de calidad de unproceso son:
•
error tipo I: sucede cuando rechazamosun producto siendo este correcto, ycumple con todos los parámetros quehemos definido como de buenacalidad.
•
error tipo II: sucede cuando damoscomo bueno una muestra que enrealidad no se encuentra dentro de losparámetros que hemos definido comoválidos.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 19/26
Inspección manual
• Se suele utilizar cuando se realiza una
inspección por muestreo de un proceso.
• Las inspecciones manuales suelen ser
llevadas a cabo después de finalizado la
cadena productiva.
• No todas las partes y componentes de base
tecnológica de un proceso pueden
inspeccionarse de manera automatizada, de
ahí la todavía relevancia de la inspección
manual en algunos procesos.
• La interpretación y procesamiento mental
humano sigue siendo insustituible.
• Con errores humanos, con inspección
manual al 100% no nos aseguramos que la
calidad de los productos sea también al
100%.Ing.Pedro Angeles Chero
Dr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 20/26
Inspección automatizada
• La inspección automatizada facilita
la inspección del 100% de los
productos confeccionados.
• Evita demoras al poderse efectuar
de manera más directa, localizada
y adecuadamente, reduciendo así
posibles aumentos en los costes de
fabricación de un producto gracias
a la detección a tiempo de posibles
defectos en el mismo.
• Si bien es cierto este tipo de
inspección no se encuentra exenta
de ciertas desventajas que en
ocasiones nos pueden impedir una
correcta supervisión, como pueden
ser: Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 21/26
• Insuficiente resolución y precisiónde los sensores de detección dedefectos. Mala calibración de lasmáquinas que introduzca erroresno deseados en la clasificación.
• Averías en dichas máquinas que
nos hagan detener la producciónhasta ser subsanados.
• No disponer de reemplazabilidadde ciertas máquinas debido a suelevado coste.
• Errores informáticos en la
transmisión, el tratamiento yalmacenamiento de los datosnecesarios en la comunicación delas máquinas destinadas a lainspección.
Desventajas de la Inspección
automatizada
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 22/26
NORMAS DE CALIDAD
• Una norma de calidad es unvalor que se proporciona conuna serie de reglas,directrices o característicaspara evaluar la calidad con el
fin de conseguir un gradoóptimo en el contexto de lacalidad.
• Las principal organizacióninternacional de normas decalidad es la: ISO (Organización
Internacional de Estándares)
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 23/26
FACTOR DE ERRORES EN LA PRODUCCION
1.- Una no correcta y/o incompleta/insuficiente
elección de las características a inspeccionar.
2.- Una inadecuada ubicación lugares de los puntos
de inspección.
3.- Inapropiada determinación de la forma y
tipología de inspección según cada punto de
inspección previamente determinado.
• A la hora de determinar la forma de inspección se
suele proceder por: atributos o variables. Es muy
importante seleccionar la más idónea.
4.- Elección inadecuada de la composición del
tamaño de la muestra a tomar en la inspección.
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 24/26
5.- Determinación de la composición de las unidades
que conforman la muestra a tomar.
El tamaño de muestra más empleado son=25 u, dando
por bueno un 5% de defectos en la producción y hasta
un 10% si se trata de un proceso con constantes
variaciones.
6.- Marcar la frecuencia con la que se debe extraer la
muestra a inspeccionar en cada uno de los puntos de
inspección.
7.- Apropiado métodos de: medición, ensayo, análisis
y diagnóstico para hacer una correcta comprobación
de las características de calidad .
8.- Determinación formas registro y procesamiento
información resultante según los diversos puntos de
inspección asignados.
FACTOR DE ERRORES EN LA PRODUCCION
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 25/26
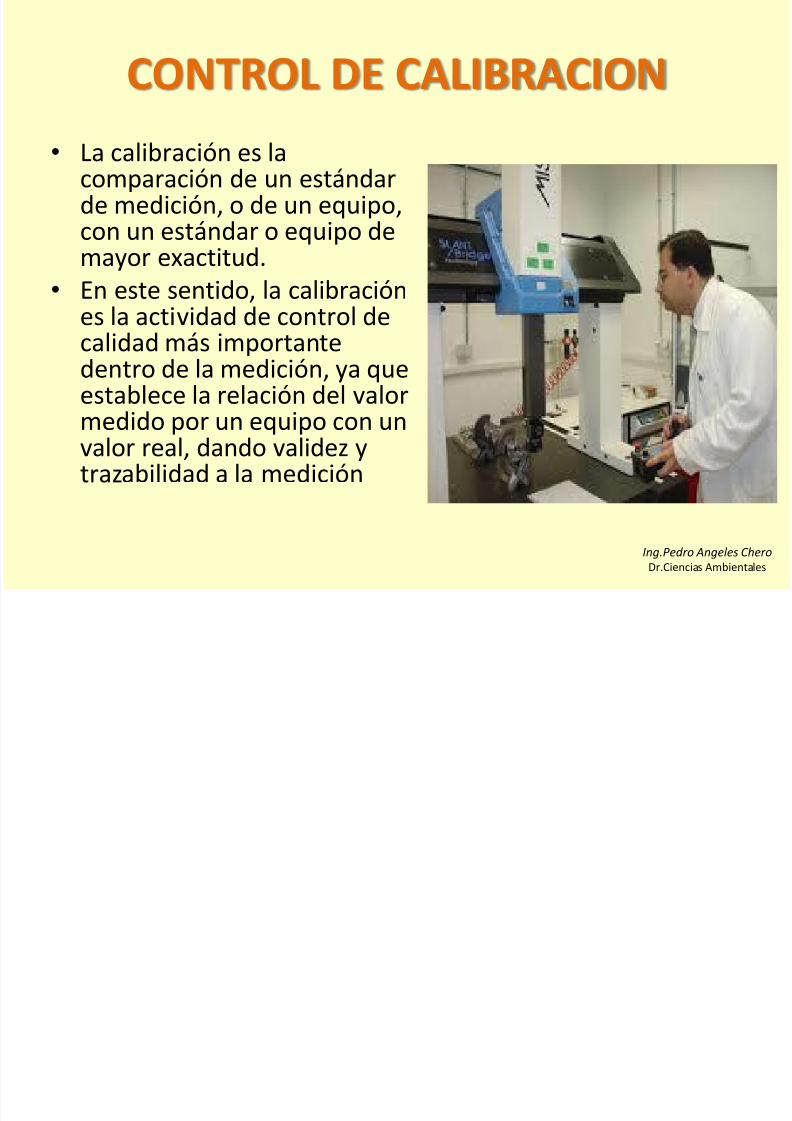
CONTROL DE CALIBRACION
• La calibración es lacomparación de un estándarde medición, o de un equipo,con un estándar o equipo demayor exactitud.
• En este sentido, la calibraciónes la actividad de control decalidad más importantedentro de la medición, ya queestablece la relación del valor
medido por un equipo con unvalor real, dando validez ytrazabilidad a la medición
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
7/21/2019 TQM Semana 12
http://slidepdf.com/reader/full/tqm-semana-12 26/26
TQM 12
Ing.Pedro Angeles CheroDr.Ciencias Ambientales
Top Related