






Idiomas
Páginas
Jurídico


Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería de Alimentos Facultad de Ingeniería
1-1-2003
Evaluación de variables y transferencia de calor en los procesos Evaluación de variables y transferencia de calor en los procesos
de cocción en inmersión y al vapor en la papa R-12, yuca blanca de cocción en inmersión y al vapor en la papa R-12, yuca blanca
chirosa y plátano hartón en sus dos estados de madurez chirosa y plátano hartón en sus dos estados de madurez
Diego Fernando Murillo Amado Universidad de La Salle, Bogotá
Oscar Andrés Alba Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos
Citación recomendada Citación recomendada Murillo Amado, D. F., & Alba, O. A. (2003). Evaluación de variables y transferencia de calor en los procesos de cocción en inmersión y al vapor en la papa R-12, yuca blanca chirosa y plátano hartón en sus dos estados de madurez. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/291
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

EVALUACIÓN DE VARIABLES Y TRANSFERENCIA DE CALOREN LOS PROCESOS DE COCCIÓN EN INMERSIÓN Y AL VAPOR
EN LA PAPA R-12, YUCA BLANCA CHIROSA Y PLATANOHARTON EN SUS DOS ESTADOS DE MADUREZ
DIEGO FERNANDO MURILLO AMADO. 43981050OSCAR ANDRES ALBA. 43961010
UNIVERSIDAD DE LA SALLEFACULTAD DE INGENIERÍA DE ALIMENTOS
COMITÉ DE ANTEPROYECTOSBOGOTÁ, D.C.
2003
EVALUACIÓN DE VARIABLES Y TRANSFERENCIA DE CALOREN LOS PROCESOS DE COCCIÓN EN INMERSIÓN Y AL VAPOR
EN LA PAPA R-12, YUCA BLANCA CHIROSA Y PLATANOHARTON EN SUS DOS ESTADOS DE MADUREZ
DIEGO FERNANDO MURILLO AMADO. 43981050OSCAR ANDRES ALBA. 43961010
TRABAJO DE GRADOPresentado como requisito para optar al titulo de
INGENIERO DE ALIMENTOS
Director:Lucila Gualdrón
Ingeniera Química..
Asesor:Luz Myriam Moncada R.
Química.
UNIVERSIDAD DE LA SALLEFACULTAD DE INGENIERÍA DE ALIMENTOS
COMITÉ DE ANTEPROYECTOSBOGOTÁ, D.C.
2003

NOTA DE ADVERTENCIA“los conceptos y opiniones emitidos en
este trabajo son responsabilidad de los autores y no comprometen en nada a la Universidad de La Salle.

AGRADECIMIENTOS
Los autores agradecen a todas las personas y/o instituciones que aportaron
económica e intelectualmente al desarrollo de esta investigación, a la Universidad
de la Salle por su apoyo económico y préstamo de instalaciones, a la doctora Luz
Myriam Moncada quien generó esta propuesta de investigación además de brindar
asesoría de manera constante y desinteresada, a la Ingeniera Lucila Gualdrón
directora de este proyecto, a la Ingeniera Blanca Useche asesora estadística, al
grupo de jóvenes del semillero de investigación y a todo el personal de la Facultad
de Ingeniería de Alimentos.
TABLA DE CONTENIDO
INTRODUCCIÓN 1
OBJETIVOS 3
1. MARCO TEÓRICO 4
1.1.PRODUCTOS 4
1.1.1 Papa 4
1.1.1.2 Variedades de papa cultivadas en Colombia. 6
1.1.1.3 Variedades para procesamiento. 7
1.1.2.PLÁTANO 9
1.1.2.1. Descripción física del fruto. 10
1.1.2.2. Clasificación botánica y taxonómica. 11
1.1.2.3 Descripción de la planta. 11
1.1.2.4 Condiciones climáticas y de cultivo. 12
1.1.2.5 Cambios durante la maduración. 12
1.1.2.6.Composición química y valor nutritivo del plátano. 14
1.1.3.YUCA 15
1.1.3.1.Anatomía de la yuca. 15
1.1.3.2 Composición química y valor nutritivo de la yuca. 17
1.2.OPERACIONES DE TRANSFERENCIA DE CALOR Y BALANCE
DE MASA 18
1.2.1 TRANSFERENCIA DE CALOR 18
1.2.1.1.Convección 19
1.2.1.2.Conducción 22
1.3.Balance de masa 25
1.4.COCCIÓN DE LOS ALIMENTOS 26
1.4.1. COCCION POR INMERSIÓN 27
1.4.2.COCCIÓN POR VAPOR. 27
1.4.3.TIEMPOS DE COCCIÓN 29
1.5.TEXTURA 30
1.5.1. INSTRUMENTOS DE MEDICIÓN POR FUERZA 31
2. MATERIALES Y MÉTODOS 34
2.1 PREPARACIÓN DE LAS MUESTRAS 34
2.2 PREPARACION DE LOS FLUIDOS 37
2.3 DISEÑO EXPERIMENTAL 38
2.4 DESARROLLO EXPERIMENTAL 40
2.5 HERRAMIENTA ESTADÍSTICA 41
3. RESULTADOS Y ANÁLISIS DE RESULTADOS 42
3.1 TRANSFERENCIA DE CALOR 42
3.1.1 Determinación matemática del tiempo óptimo en inmersión. 43
3.1.2 Determinación matemática del tiempo óptimo de cocción al vapor. 44
3.2 Balances de masa 49
3.3 TEXTURA 53
3.4 RESULTADOS ESTADÍSTICOS 58
4. CONCLUSIONES 65
5. RECOMENDACIONES 67
6. REFERENCIAS BIBLIOGRAFICAS 68

LISTADO DE TABLAS
Tabla 1. Composición papa sin cáscara 5
Tabla 2. Composición papa con cáscara 5
Tabla 3. Principales minerales del tubérculo en mg/100 g de materia seca 6
Tabla 4. Composición plátano hartón verde 14
Tabla 5. Composición plátano hartón maduro 14
Tabla 6. Valor nutritivo del plátano 15
Tabla 7. Composición de la yuca blanca chirosa 17
Tabla 8. Valor nutritivo de la yuca 18
Tabla 9. Dimensión característica 24
Tabla 10. Especificaciones de los texturómetros de Punzón 33
Tabla 11. Pruebas experimentales 38
Tabla 12. Propiedades físicas del alimento a la temperatura inicial 42
Tabla 13. Propiedades físicas del fluido a la temperatura de película 43
Tabla 14. Tiempos óptimos en los procesos de inmersión y vapor 46
Tabla 15. Resultados del balance de masa para todos los productos 52
Tabla 16. Porcentajes de pérdida o ganancia de peso a diferentes tiempos. 60
Tabla 17. Valores estadísticos para plátano y yuca 61
Tabla 18. Valores estadísticos de la papa 62
Tabla 19. P-valor. 62
Tabla 20. Prueba de Tukey para papa pelada en inmersión 63

LISTADO DE FIGURAS
Figura 1. Papa Diacol Capiro 8
Figura 2. Plátano verde 11
Figura 3. Plátano maduro 12
Figura 4. Yuca blanca chirosa 16
Figura 5. Texturómetro de punzón 32
Figura 6. Papa lista para el proceso 35
Figura 7. Yuca pelada y troceada. 35
Figura 8. Plátano listo para proceso. 36
Figura 9. Cocción al vapor 40
Figura 10. Secuencia de gelificación del almidón en cocción por inmersión
47
Figura 11. Secuencia de gelificación del almidón en cocción al vapor 48
Figura 12. Gráficas de comportamiento de la papa cruda y cocida 53
Figura 13. Gráfica de comportamiento de la yuca cruda y cocida 55
Figura 14. Gráfica del comportamiento del plátano verde y cocido 56
Figura 15. Gráfica del porcentaje de perdida de peso contra tiempo en papa en
inmersión. 59.
LISTADO DE ANEXOS
Anexo 1. Propiedades del agua ( líquido saturado ) 71
Anexo 2. Propiedades del vapor de agua 72
Anexo 3. Carta de Heissler para esferas 73
Anexo 4. Carta de Heissler para cilindros 74
Anexo 5. Tratamiento estadísticos de datos para tiempos óptimos 75
Anexo 6. Tablas de p-valor 83
1
INTRODUCCIÓN
El presente estudio es una aplicación de los conocimientos adquiridos a lo largo
de toda la carrera, en particular la transferencia de calor y balances de masa,
aplicados, en dos procesos aparentemente sencillos (COCCIÓN POR
INMERSIÓN EN AGUA Y COCCIÓN POR MEDIO DE VAPOR DE AGUA) y que
de una u otra manera son desarrollados a diario en la mayoría de los hogares.
En su desarrollo intervienen conceptos de: química, bioquímica de alimentos,
análisis de alimentos, termodinámica, transferencia de calor, estadística (entre
otras), que proporcionan las bases teóricas para lograr entender, definir y
caracterizar estos procesos.
A demás, se ve la necesidad e importancia de conocer y estudiar las propiedades
de los alimentos (y demás sustancias involucradas), que son claves para el diseño
y operación de equipos dentro un proceso industrial.
En el desarrollo del trabajo, se evalúan los efectos de dichos procesos en los
productos , se analizan las mejores condiciones de trabajo y se determina el
tiempo óptimo de cocción en dichos procesos, aplicando métodos ingenieriles.
Considerando que con la cocción se pretende modificar algunas características del
producto en crudo, se realizaron pruebas experimentales en PAPA R12, YUCA
ARMENIA Y PLÁTANO HARTÓN (maduro y verde), Con el fin de encontrar los
mejores tiempos, obteniendo los cambios deseados para evitar la migración
excesiva de sus componentes y obtener los mejores rendimientos.
2
La papa, yuca y plátano son los productos bases del estudio, ya que son
consumidos en mas del 90% de los hogares colombianos en su ingesta diaria.
Este trabajo surge como la primera etapa del proyecto de investigación
¨Evaluación de la pérdida de nutrientes por cocción, freído y horneado en tres
alimentos de consumo frecuente en la población colombiana¨, que busca conocer
la cantidad de nutrientes que la población Colombiana ingiere después de
procesar los alimentos.
La mayoría de los procesos de cocción ocasionan pérdida de sólidos en los
alimentos (ya sea por evaporación o por migración hacia el fluido de cocción), que
se ven representados (en gran porcentajes), en sustancias nutritivas. Es aquí
donde radica la importancia de conocer a profundidad los procesos (para nuestro
caso COCCIÓN POR INMERSIÓN EN AGUA Y COCCIÓN POR MEDIO DE
VAPOR DE AGUA), evaluando sus variables más significativas, estandarizando y
caracterizando los mismos.
El principal objetivo como INGENIEROS DE ALIMENTOS, consiste en mejorar y
aprovechar los recursos y productos agroindustriales y la producción eficiente de
alimentos para satisfacer al consumidor. La tarea de proveer alimentos sanos y
nutritivos, es una responsabilidad de la industria, para cuyo cumplimiento se
requieren los conocimientos y habilidades de los Ingenieros de alimentos; es allí
donde radica la importancia de esta investigación.
Los resultados obtenidos en el presente estudio, proporcionarán las condiciones
bajo las cuales deben ser desarrollados estos procesos para lograr el mejor
aprovechamiento de los productos; además, serán el punto de partida para futuras
investigaciones.
3
OBJETIVOS
OBJETIVO GENERAL
Determinar las variables que intervienen en los procesos de cocción por inmersión
y al vapor aplicados a la papa( Solanum tuberosum) Diacol caprino ó ( R-12), yuca
blanca chirosa (Manihot esculenta crantz ) y plátano Hartón (Musa Paradisiaca
L.) en sus dos estados, y evaluar el tiempo de cocción de los alimentos mediante
la transferencia de calor.
OBJETIVOS ESPECÍFICOS
v Identificar las variables más representativas y condiciones que influyen de
manera directa en los procesos.
v Establecer la mejor combinación de las variables termodinámicas como la
temperatura y tiempo.
v Evaluar los efectos del proceso en las características físicas de los
productos.
v Establecer las condiciones adecuadas del proceso, usando indicadores
como la textura y migración de sólidos.
4
1. MARCO TEÓRICO
1.1 PRODUCTOS
Para el desarrollo de este trabajo, es importante, conocer las composiciones,
variedades y clasificaciones de los productos bases del estudio, por ello, a
continuación se describen las generalidades de cada uno de los alimentos.
1.1.1 Papa
NOMBRE CIENTÍFICO: Solanum tuberosum .L.
La papa es un tubérculo de forma redondeada o alargada, con ojos de diferentes
profundidades, piel de color crema a púrpura y pulpa de color blanco a amarillo
claro, la papa es una fuente de vitaminas, el 40% de vitamina C y también
contiene vitaminas del complejo B, es de baja densidad energética lo que nos
indica que una toma diaria de papa de 150 – 300 g proporciona solo 4 – 8 % de
las calorías requeridas por un adulto y es rápidamente digerible. (Astiasaran)
1.1.1.1 Composición de la papa. A continuación se muestra la composición de la
papa con y sin cáscara, tablas 1 y 2. Cabe anotar que dicha composición es del
producto fresco crudo.(ICBF 2001 Tablas de composición de alimentos)
5
Tabla 1. Composición papa sin cáscara (valores en porcentaje, por cada
100g de producto)
Componente (g) Porcentaje %
Agua 75.4
Proteína 1.9
Carbohidratos 21.1
Grasa 0.1
Ceniza 1.0
Fuente: Tabla de composición de alimentos colombianos. ICBF 2001.
Tabla 2. Composición papa con cáscara (valores en porcentaje, por cada
100 g de producto)
Componente Porcentaje
Agua 76.7
Proteína 1.9
Carbohidratos 19.3
Grasa 0.1
Ceniza 1.0
Fuente: Tabla de composición de alimentos colombianos. ICBF 2001.
La papa es rica en algunos minerales como el potasio, fuente de fenoles,
virtualmente libre de grasa y azucares solubles, Tabla 3.
6
Tabla 3. Principales minerales del tubérculo en mg/100 g de materia seca
Elementos minerales Contenido mg
Potasio 2000
Fósforo 235.6
Cloro 155.55
Azufre 128.9
Magnesio 119.95
Calcio 62.2
Sodio 13.3
Hierro 3.55
Manganeso 0.75
Cobre 0.71
Yodo 0.13
Cobalto 0.04
Fuente: www.qro.itesm.mx/agronomia2/extensivos/CPapaindicedecultivo.htm#papa)
1.1.1.2 Variedades de papa cultivadas en Colombia. Existe un amplio número
de materiales mejorados en Colombia, ya que se han producido alrededor de 32
variedades durante los últimos 50 años. Además existen variedades nativas
(regionales) que se adaptan a los diversos pisos térmicos del país; todos estos
materiales pertenecen a las especies cultivadas Solanum tuberosum spp.
andigena o híbridos entre esta subespecie y Solanum tuberosum spp.
tuberosum, mejor adaptados a los días neutros y a las temperaturas más frías de
las alturas andinas colombianas. Así mismo existen otras especies cultivadas
como Solanum phureja y Solanum chaucha, comúnmente conocidas como
papas criollas o papas amarillas.
De las variedades existentes únicamente se ha generalizado el empleo de cuatro
variedades de las llamadas “de año”: Parda Pastusa, Diacol Capiro, ICA Puracé,
ICA Nariño y la yema de huevo o papa criolla, situación que ha incrementado la

7
presencia de enfermedades como la gota (Phytophthora infestans) y de plagas
como el gusano blanco (Premnotripes vorax) y las polillas (Pthorimea
operculella, Tecia solanivora).1
1.1.1.3 Variedades para procesamiento. La mayor limitación que enfrenta la
industria procesadora de papa en el país, es la baja disponibilidad de variedades
mejoradas que satisfagan los requerimientos físicos y de calidad para
procesamiento, exigidos por ésta. Variedades como Diacol Monserrate, ICA
Guantiva, ICA Puracé, Parda Pastusa, ICA Chitagá, ICA San Jorge, ICA Huila ,
ICA Unica, ICA Zipa y Diacol Capiro (R-12 Negra) han sido probadas por la
industria con relativo éxito. Actualmente, la demanda se ha concentrado en un
70% en la variedad Diacol Capiro y 30% en las variedades Diacol Monserrate e
ICA Unica; el resto de las variedades mencionadas presentan características no
adecuadas para el procesamiento. (web:<http://redepapa.org.co.jpg)
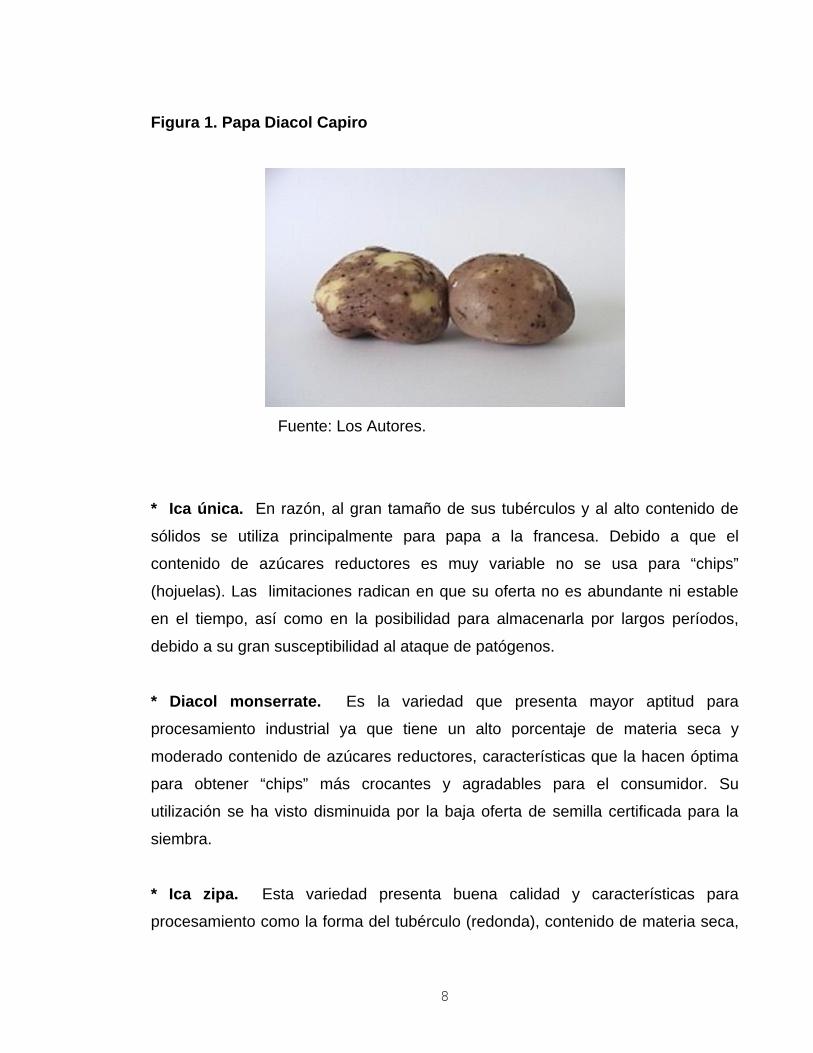
* Diacol Capiro. Esta variedad se lanzó en Antioquia en donde se cultivó como
principal variedad por más de 20 años hasta que se observó su buen
comportamiento para procesamiento y a partir de 1983 se empezó a difundir a
otros departamentos. Es la variedad de mayor uso, favorecida por una buena
oferta durante una gran parte del año, y por un excelente comportamiento en
almacenamiento, transporte y tolerancia al manipuleo. La producción se localiza
generalmente en áreas cercanas a las plantas de procesamiento. Sus desventajas
radican en el alto desperdicio y tiempo de pelado, debido al grosor de la piel y a la
profundidad de los ojos, aspectos que afectan el rendimiento y la presentación del
producto terminado. Igualmente la variación del contenido de azúcares reductores
y de materia seca limitan su rendimiento en línea. A pesar de lo anterior es la
variedad más empleada por la industria en todo el país. Figura 1.
1 Moreno Juan. Ingeniero agrónomo Ph. D. Investigador Asociado. Programa Regional de InvestigaciónAgrícola, Regional uno, CORPOICA; C:I: Tibaitatá. E-mail:[email protected] [email protected]
8
Figura 1. Papa Diacol Capiro
Fuente: Los Autores.
* Ica única. En razón, al gran tamaño de sus tubérculos y al alto contenido de
sólidos se utiliza principalmente para papa a la francesa. Debido a que el
contenido de azúcares reductores es muy variable no se usa para “chips”
(hojuelas). Las limitaciones radican en que su oferta no es abundante ni estable
en el tiempo, así como en la posibilidad para almacenarla por largos períodos,
debido a su gran susceptibilidad al ataque de patógenos.
* Diacol monserrate. Es la variedad que presenta mayor aptitud para
procesamiento industrial ya que tiene un alto porcentaje de materia seca y
moderado contenido de azúcares reductores, características que la hacen óptima
para obtener “chips” más crocantes y agradables para el consumidor. Su
utilización se ha visto disminuida por la baja oferta de semilla certificada para la
siembra.
* Ica zipa. Esta variedad presenta buena calidad y características para
procesamiento como la forma del tubérculo (redonda), contenido de materia seca,
9
color de carne (blanca) y facilidad de pelado. Sin embargo debido a su alto
contenido de azúcares reductores es poco utilizada por la industria para la
fabricación de “chips”. Su imposibilidad de almacenamiento prolongado y la
presencia de “corazón hueco”, en tubérculos grandes, limita su uso en la
elaboración de papa a la francesa. (web:<http://redepapa.org.co.jpg)
1.1.2 PLÁTANO
Según Ochse y Soule2. Los plátanos se cultivan desde hace siglos en los trópicos
Asiáticos y desde el descubrimiento del continente Americano, en países que
tienen las condiciones, que éste requiere para su desarrollo. Se cree que el
plátano tuvo su origen en el Meridional.
Los principales centros productores de plátano en el hemisferio occidental son
Brasil, Costa Rica, Jamaica, Guatemala, Honduras, México, Panamá, Colombia Y
Ecuador; y en el hemisferio oriental: Cambodia, Taiwán, India, Filipinas, Malaya, El
Camerún, Africa Occidental, Australia y España.
En Colombia fue introducido por los conquistadores Españoles junto con el
banano, procedente de las plantaciones de las Antillas. Inicialmente se cultivó en
la zona Atlántica y de allí se difundió a las zonas de clima templado y caliente del
territorio Nacional; siendo sus máximos productores los departamentos del
Quindío, Meta, Tolima, Antioquia, Caldas, Arauca y Valle.
Desde el año 1971, el plátano se abrió camino en el mercado externo, siendo
exportado desde Urabá por la unión de bananeros de Urabá (UNIBAN) hacia el
2 OCHSE. J. Cultivo y mejoramiento de plantas tropicales y subtropicales. México, 1965p. 435 – 463.
10
sur de Estados Unidos y por la frutera de Sevilla (UNITED FRUTI COMPANY),
hacia el sur de Europa (Italia y Grecia)3.
1.1.2.1 Descripción física del fruto. Las raíces de la mata de plátano tienen de
5 a 8 mm de diámetro y 2 o más metros de longitud. Las raíces secundarias son
muy numerosas, pero son débiles y con poco poder de penetración. Por eso el
plátano no se desarrolla bien en suelos pedregosos y arcillosos. El tallo crece
dentro del suelo, el cual de llama rizoma, éste nace en las yaguas o vainas de las
hojas, las yaguas nacen juntas para formar el tronco o pseudo tallo. Cuando la
planta se ha desarrollado totalmente, aparece la bellota o flor por el centro del
pseudo tallo y en la parte superior, entre las hojas. La flor se presenta en grupos
de dos hileras llamados manos, cubiertas por una bractea de color rojizo. Las
inflorescencias comprende varias de estas manos de flores femeninas.
Este racimo tiene varias manos o gajos según la variedad y condiciones de cultivo.
Cada mano tiene de 8 a 15 dedos o plátanos; el racimo está desarrollado
totalmente de los 60 a 90 días después de aparecer la flor, cuando la planta
produce su racimo termina su vida. Por eso es necesario cortar su tronco y picarlo
en pedazos para dejarlo en el suelo y así destinarlo para el uso de abono
orgánico.
El fruto es grueso en forma curva, con pedúnculo largo y aristas un poco
pronunciadas, termina suavemente en un pico suave y grueso4. Figura 2.
3 Ibid. P 53.4 Federación Nacional de cafeteros Cultive bien el plátano. No 49 p 10
11
Figura 2. Plátano verde
Fuente: Los Autores
1.1.2.2 Clasificación botánica y taxonómica. Su nombre científico es: Musa
Paradisiaca L. División: Embriophita. Subdivisión: Angiospermae. Clase:
Monocotilidonae. Orden: Zingberales o Escitaminales. Familia: Musaceae. Género:
Musa L. Grupo: Paradisíaca, Maqueño, Negro, Truncho (Dominico, largo), Madre
del plantar, Liberal (Horn plantain), Hartón (Hartón de castilla, hartón real,
Dominico Hartón plátano macho).
1.1.2.3 Descripción de la planta. Por su pseudotallo y hojas no se diferencian
del Dominico-Hartón. El eje de la inflorescencia no tiene bracteas persistentes. Al
madurar el primer fruto, la bellota ha desaparecido. El racimo es de pocas manos
y con los frutos en distintas direcciones. Las primeras manos tienen frutos
numerosos colocados en 2 filas. Las manos siguientes tienen menos frutos
colocados en una fila.
Los frutos son muy grandes y distanciados entren sí. Son gruesos y de forma
curva con pedúnculo largo y aristas un poco pronunciadas.
12
Se cultiva principalmente en los Llanos Orientales y la Costa Atlántica. Su
afluencia al mercado es especialmente fuerte durante los meses de Octubre hasta
Abril.
1.1.2.4 Condiciones climáticas y de cultivo.
- Temperatura: 24 º C a 27º C.
- Precipitaciones: 1500 – 2000mm / año.
- Altitud: 0 a 800 msnm.
- Textura del suelo: Franco arenoso y franco limoso.
- pH del suelo: 5.5 – 6.0.
- Pendiente: Plana y ondulada.
1.1.2.5 Cambios durante la maduración. De acuerdo a los parámetros
organolépticos del plátano la Norma Técnica Colombiana 1190, los clasifica
según el grado de madurez así:
- Verde: Aquel que presenta la totalidad de la superficie de color verde.
- Pintón: Aquel que presenta solamente las puntas de color verde.
- Maduro: Aquel que presenta la totalidad de su superficie de color amarillo o
rojizo, según la variedad. Figura 3.
Figura 3. Plátano maduro
Fuente: Los Autores
13
Atendiendo a los grados de calidad, los clasifica así:
- Calidad extra: Deben estar bien formados, presentar coloración uniforme según
su grado de madurez y pedúnculo bien cortados (no pueden ser arrancados ni
retorcidos). La longitud del dedo para el plátano Hartón no podrá ser inferior a
25 cm.
- Calidad primera: Sólo podrá presentar daños superficiales y no deberán
presentar manchas entre las aristas.
- Calidad segunda: Podrán presentar daños superficiales, pero no podrán
presentar manchas en más de una tercera parte de la superficie total.
- Grado muestra: Comprende los plátanos de cualquier variedad que no cumplan
los requisitos de las calidades anteriores o que sean muy pequeños,
totalmente deformes, quebrados y que presenten daños biológicos apreciables.
En la maduración, el plátano sufre cambios físicos y químicos; las principales
variaciones en ese proceso metabólico son:
- Hidrólisis de almidón: La maduración se inicia y progresa cuando por actividad
enzimática los almidones se transforman en azúcares simples.
- Aumento en la relación pulpa – cáscara: La pulpa aumenta de peso por
absorción de agua de la cáscara y probablemente del vástago.
- Humedad de la pulpa: Aumenta no solo por el agua proveniente de la cáscara
sino de la originada en la degradación de los carbohidratos durante el
metabolismo.
- Acidez: Aumenta poco a poco durante la mayor parte del periodo de
maduración hasta darle un sabor ácido típico y definido al producto.
- Pigmentos: La cáscara cambia de color verde al amarillo y luego se oscurece
al café; el color verde se pierde por disminución de la clorofila, mientras que la
xantofila y los carotenos se mantiene casi constante.

14
- Sólidos solubles: El contenido de los sólidos solubles aumente proporcional a
la concentración de azucares totales. (Norma Técnica Colombiana 1190)
1.1.2.6 Composición química y valor nutritivo del plátano. En las tablas 4 y 5
se muestra la composición del plátano en los dos estados de madures más
consumidos en la dieta alimenticia de los Colombianos y objeto de este estudio.
Cabe anotar que dicha composición es del producto fresco crudo. (Tabla de
Composición de Alimentos Colombianos ICBF 2001).
Tabla 4. Composición plátano hartón verde (valores en porcentaje)
Componente Porcentaje
Agua 59.4
Proteína 1.2
Carbohidratos 37.8
Grasa 0.2
Ceniza 0.9
Fuente: Tabla de composición de alimentos colombianos. ICBF 2001.
Tabla 5. Composición plátano hartón maduro (valores en porcentaje)
Componente Porcentaje
Agua 60.8
Proteína 1.1
Carbohidratos 36.3
Grasa 0.2
Ceniza 1.0
Fuente: Tabla de composición de alimentos colombianos. ICBF 2001.
En la tabla 6, se muestra la cantidad de nutrientes en 100 gramos de muestra y el
porcentaje de la dosis diaria recomendada.
15
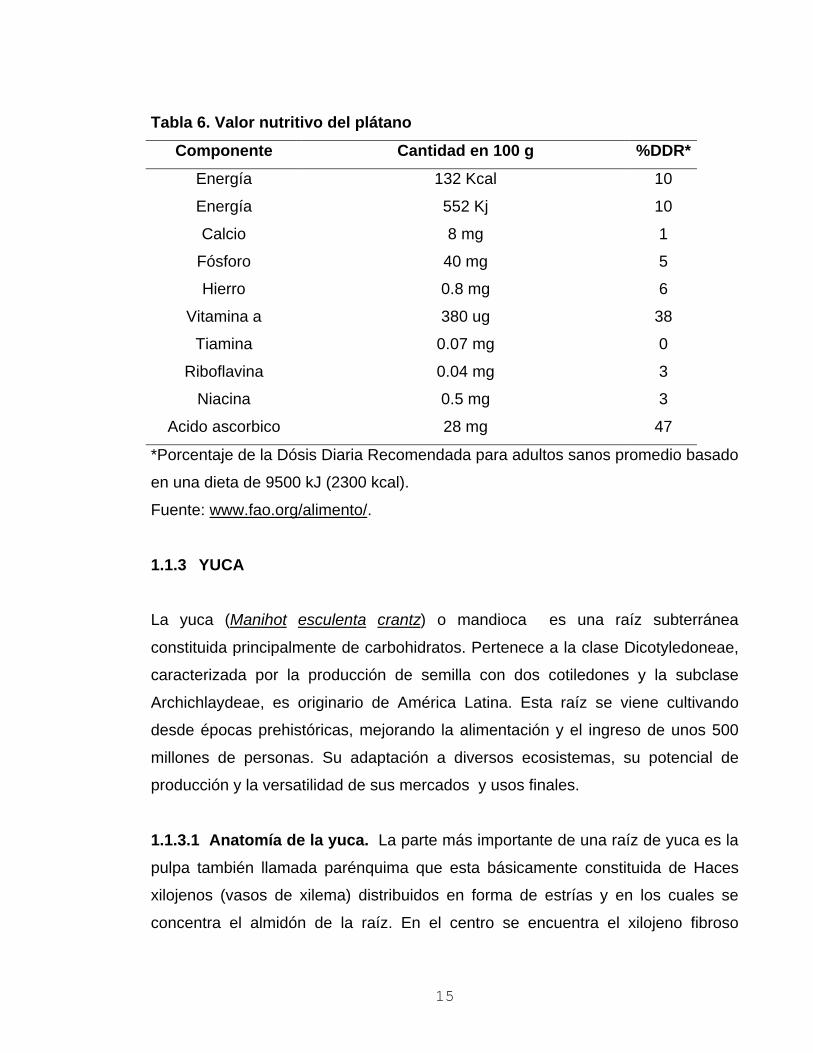
Tabla 6. Valor nutritivo del plátano
Componente Cantidad en 100 g %DDR*
Energía 132 Kcal 10
Energía 552 Kj 10
Calcio 8 mg 1
Fósforo 40 mg 5
Hierro 0.8 mg 6
Vitamina a 380 ug 38
Tiamina 0.07 mg 0
Riboflavina 0.04 mg 3
Niacina 0.5 mg 3
Acido ascorbico 28 mg 47
*Porcentaje de la Dósis Diaria Recomendada para adultos sanos promedio basado
en una dieta de 9500 kJ (2300 kcal).
Fuente: www.fao.org/alimento/.
1.1.3 YUCA
La yuca (Manihot esculenta crantz) o mandioca es una raíz subterránea
constituida principalmente de carbohidratos. Pertenece a la clase Dicotyledoneae,
caracterizada por la producción de semilla con dos cotiledones y la subclase
Archichlaydeae, es originario de América Latina. Esta raíz se viene cultivando
desde épocas prehistóricas, mejorando la alimentación y el ingreso de unos 500
millones de personas. Su adaptación a diversos ecosistemas, su potencial de
producción y la versatilidad de sus mercados y usos finales.
1.1.3.1 Anatomía de la yuca. La parte más importante de una raíz de yuca es la
pulpa también llamada parénquima que esta básicamente constituida de Haces
xilojenos (vasos de xilema) distribuidos en forma de estrías y en los cuales se
concentra el almidón de la raíz. En el centro se encuentra el xilojeno fibroso
16
central, mientras en la periferia de la raíz se localiza la corteza o cáscara
constituida de capas superpuestas de tejidos corchozos, fibra
esclerenquimatosas5. Figura 4.
Figura 4. Yuca blanca chirosa
Fuente: Los Autores
Existen muchas variedades de yuca, 160 o más, divididas en amargas y dulces.
Las yucas amargas están caracterizadas por tallos rectos, hojas rojas y alta
productividad, razón por la cual sus raíces son utilizadas en la industria del
almidón; no pueden ser consumidas directamente después de ser cocidas ya que
contienen ácido cianhídrico (HCN).
Las yucas dulces, llamadas no venenosas o mansas, son empleadas en la
alimentación humana y de animales.
5 Boletín corporación colombiana internacional, perfil de la yuca. 1999
17
Las yucas deben cosecharse cuidadosamente y haber alcanzado un grado
adecuado de desarrollo fisiológico, de acuerdo con los criterios apropiados para la
variedad y la zona en que se producen.
Las principales ventajas de la yuca son: su mayor eficiencia en la producción de
carbohidratos en relación con los cereales y su alto porcentaje de almidón
contenido en la materia seca.
Adicionalmente, es un cultivo cuya producción se adapta a diferentes ecosistemas,
pudiéndose producir bajo condiciones adversas y climáticas marginales.
1.1.3.2 Composición química y valor nutritivo de la yuca. A continuación se
muestra la composición de la yuca blanca chirosa, Tabla 7, Cabe anotar que
dicha composición es del producto fresco crudo. (Tabla de Composición de
Alimentos Colombianos ICBF 2001).
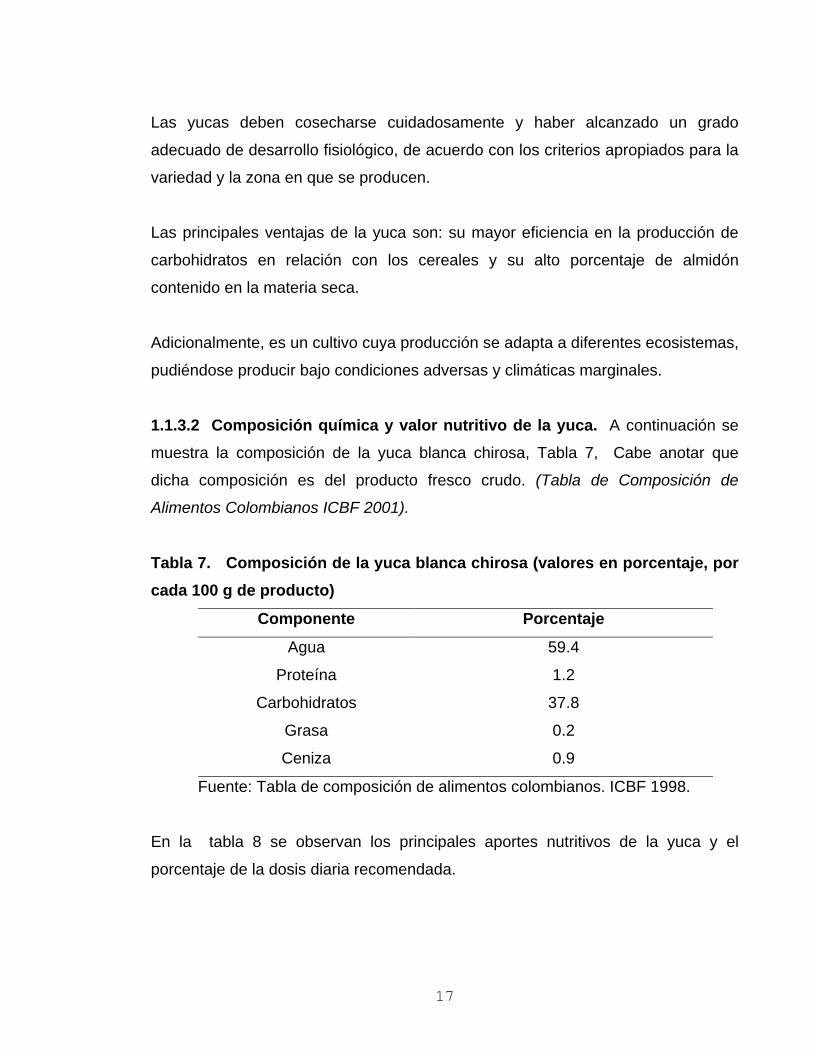
Tabla 7. Composición de la yuca blanca chirosa (valores en porcentaje, por
cada 100 g de producto)
Componente Porcentaje
Agua 59.4
Proteína 1.2
Carbohidratos 37.8
Grasa 0.2
Ceniza 0.9
Fuente: Tabla de composición de alimentos colombianos. ICBF 1998.
En la tabla 8 se observan los principales aportes nutritivos de la yuca y el
porcentaje de la dosis diaria recomendada.

18
Tabla 8. Valor nutritivo de la yuca
Componente Cantidad en 100 g %DDR*
Energía 148 Kcal 6
Energía 618 Kj 6
Fibra 1 g 4
Calcio 36 mg 5
Fósforo 48 mg 6
Hierro 1.1 mg 8
Vitamina a 5 ug 1
Tiamina 0.06 mg 0
Riboflavina 0.04 mg 3
Niacina 0.5 mg 3
Acido ascórbico 40 mg 67
*Porcentaje de la Dósis Diaria Recomendada para adultos sanos promedio basado
en una dieta de 9500 kJ (2300 kcal)
Fuente: www.fao.org/alimento/
1.2 OPERACIONES DE TRANSFERENCIA DE CALOR Y BALANCE DE MASA
1.2.1 TRANSFERENCIA DE CALOR
Debido a la importancia que cumple la transferencia térmica en los procesos de
cocción es importante mencionar que en el proceso se encuentran unas
resistencias a la transmisión de calor. Si un fluido esta a una temperatura diferente
de la temperatura inicial del sólido, la temperatura en el interior de esté aumentará
o disminuirá hasta alcanzar un valor en equilibrio con la temperatura del fluido.
Durante el período de calentamiento en estado no estacionario la temperatura en
el interior del sólido variará con la posición y el tiempo. Considerando el centro del
sólido como el punto de interés, el flujo desde el fluido hacia este punto encontrará
dos resistencias en serie: Resistencia al flujo de calor por convección en la capa
19
de fluido que rodea el sólido en sus inmediaciones y resistencia al flujo de calor
por conducción en el interior del sólido. (Singh Paul)
1.2.1.1 Convección. La convección ocurre siempre que una superficie esta en
contacto con un fluido que tiene temperatura diferente a la superficie en cuestión.
considérese un sólido caliente en contacto con un fluido muy frío. Con el
transcurso del tiempo , el fluido en contacto directo con el material se calienta por
conducción, provocando que el fluido se haga menos denso. Debido a la
diferencia de densidad, se obtiene una fuerza de flotación resultante, provocando
que el fluido más ligero se eleve y lo reemplace otra cantidad del fluido más frío,
repitiéndose continuamente este proceso. (Singh Paul)
* Convección natural. Este tipo de convección es en el que el movimiento del
fluido queda establecido por fuerzas naturales, y esta exento de la influencia de
fuerzas externas, este tipo de convección se llama convección libre o natural.
(Singh Paul)
* Relaciones empíricas para la convección natural. A través de los años se ha
encontrado que los coeficientes medios para la transferencia de calor por
convección natural pueden presentarse, para diversas situaciones, en la forma
funcional siguiente:
Nuf = C(Grf Prf)m Ec. 1
Donde el subíndice f indica que las propiedades en los grupos adimensionales se
evalúan a la temperatura de película
Tf =(T + Tp) / 2 Ec. 2
20
Tf es la temperatura de película, T, es la temperatura inicial del fluido y Tp es la
temperatura inicial del producto.
El producto del número de Grashof por el número de Prandtl se denomina número
de Rayleigh: (J.P Holman)
Ra = GrPr Ec. 3
TK
CpgGrRa ∆== **Pr 3
2
φµ
βρ Ec. 4
Donde g es la gravedad, β es el coeficiente de dilatación volumétrica y se
determina con el inverso de la temperatura de película en grados Kelvin, Cp es la
capacidad calorífica del fluido a temperatura de película, ρ es la densidad del
fluido a temperatura de película, µ es la viscosidad del fluido y K es la
conductividad térmica del fluido a la temperatura de película, φ es el diámetro
promedio de los alimentos y el ∆T es la diferencia entre la temperatura inicial del
fluido y la temperatura inicial del producto.
* Convección natural desde cilindros horizontales. En este caso el número de
Nusselt se halla con la siguiente ecuación:
Nu1/2=0.60+0.387 ( )[ ]
6/1
9/1616/9Pr/559.01
Pr
+
Grpara 10-5 < GrPr < 1012 Ec. 5
21
Se dispone de otra ecuación más simple pero que esta restringida al intervalo
laminar de 10-6 < GrPr < 109 :
Nud = 0.53 + ( GrPr )1/4 Ec. 6
Las propiedades de las anteriores ecuaciones se evalúan a la temperatura de
película. (J.P Holman)
* Convección natural en esferas. Según Amato y Tien para la convección
natural de esferas en agua, para intervalos mayores del número de Rayleigh,
sugieren la siguiente correlación
Nuf = 2 + 0.43 (Grf Prf)1/4 Ec. 7
Para 3*105 < GrPr < 8*108
Y Churchil propone una fórmula más general para esferas, aplicable en un
intervalo más amplio de números de Rayleigh
Nu = 2 + [ ] 9/416/9
4/1
Pr)/469.0(1
589.0
+dRa
Ec.8 Para Rad < 1011 y P > 0.5
* Convección natural en placas planas. Según J.P Holman, se propone la
siguiente correlación para la convección natural en placa plana.
Nu f = 0.54 ( Gr *Pr ) 1/4 Ec.9

22
1.2.1.2 Conducción. Los primeros adelantos acerca de la conducción de calor se
deben, en gran parte, a los esfuerzos matemáticos del francés Fourier, que
propuso la ley que hoy se conoce como la ley de Fourier. Esta ley es una
generalización de la información empírica. Dicha ley predice cómo se conduce el
calor a través de un medio, partiendo de una región de alta temperatura a una
región de baja temperatura. (Singh Paul 1998)
En la mayoría de casos de conducción ocurre que la temperatura varía
únicamente con respecto a las coordenadas en el espacio. Sin embargo, en
muchos problemas de ingeniería, la temperatura puede variar también con el
tiempo . De hecho, siempre que se cambian las temperaturas impuestas en la
frontera, ocurre una situación de estado no estacionario, siendo la temperatura
función del tiempo, así como de la posición. El periodo durante el cual varía la
temperatura como función del tiempo , se conoce con frecuencia como el periodo
transitorio , es decir, aquel periodo que se requiere para alcanzar condiciones de
estado estacionario. (Singh Paul 1998)
Para estos casos se introduce un número sin dimensiones, llamado número de
Biot. El número de Biot es la razón entre la resistencia interna y la externa . En
consecuencia un número de Biot pequeño indica un valor bajo de resistencia
interna en relación con la resistencia externa
khDN Bi /= Ec. 10
Siendo D la dimensión característica. Para números de Biot mayores de 40 la
resistencia superficial a la transmisión de calor, es despreciable, en otras palabras,
el valor de h es considerablemente mayor que el de k. Para números de Biot
menores de 0.1 es despreciable la resistencia interior a la transmisión de calor,
23
quiere decir, k es mucho mayor que h. Para valores del número de Biot entre 0.1 y
40 hay que considerar ambas resistencias, interior y exterior, a la transmisión de
calor. Si está condensado vapor de agua sobre un tallo de brócoli, la resistencia
exterior a la transmisión de calor será despreciable; al contrario, en una lata que
contiene zumo de tomate caliente enfriándose en una corriente de aire frío habrá
que considerar las resistencias interior y exterior a la transmisión de calor. (Singh
Paul 1998)
h = Nu K / φ Ec.11
Para solucionar los problemas en que la resistencia superficial a la transmisión de
calor, es despreciable, se utilizan los diagramas de temperatura tiempo mostrados
en los apéndices 3 y 4, dependiendo de la geometría del sólido involucrado.
Aquí aparece un nuevo número adimensional, el número de Fourier (NFo)siendo
este:
2DN Fo
ατ= Ec. 12
donde;
τ es el tiempo medido en seg. D es el radio para esferas y cilindros infinitos,
mientras que para láminas infinitas es la mitad del espesor y α es igual a:
CpK
ρα = Ec. 13
Para un determinado elemento de volumen, el número de Fourier es una medida
del flujo del calor por conducción por unidad de flujo de calor almacenado. Así un
valor alto de Fo. significa alta penetración del calor en el sólido durante en un
intervalo de tiempo dado. (Paul Singh)
24
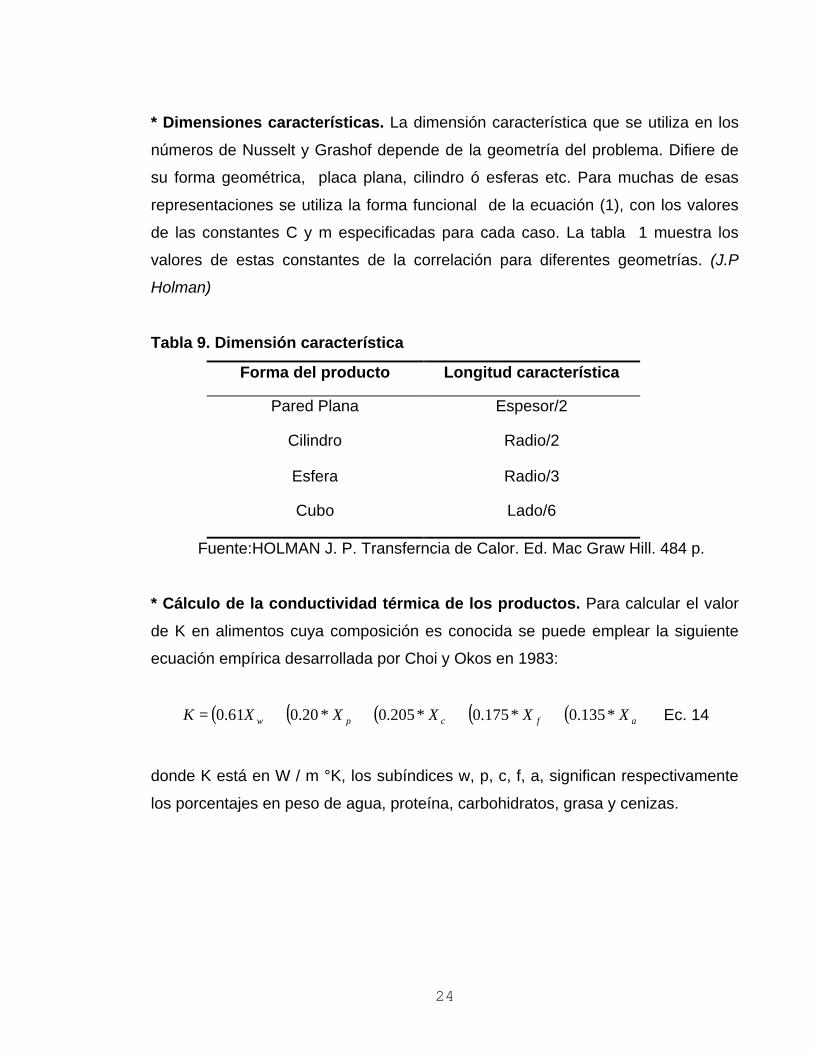
* Dimensiones características. La dimensión característica que se utiliza en los
números de Nusselt y Grashof depende de la geometría del problema. Difiere de
su forma geométrica, placa plana, cilindro ó esferas etc. Para muchas de esas
representaciones se utiliza la forma funcional de la ecuación (1), con los valores
de las constantes C y m especificadas para cada caso. La tabla 1 muestra los
valores de estas constantes de la correlación para diferentes geometrías. (J.P
Holman)
Tabla 9. Dimensión característica
Forma del producto Longitud característica
Pared Plana Espesor/2
Cilindro Radio/2
Esfera Radio/3
Cubo Lado/6
Fuente:HOLMAN J. P. Transferncia de Calor. Ed. Mac Graw Hill. 484 p.
* Cálculo de la conductividad térmica de los productos. Para calcular el valor
de K en alimentos cuya composición es conocida se puede emplear la siguiente
ecuación empírica desarrollada por Choi y Okos en 1983:
( ) ( ) ( ) ( ) ( )afcpw XXXXXK *135.0*175.0*205.0*20.061.0 ++++= Ec. 14
donde K está en W / m °K, los subíndices w, p, c, f, a, significan respectivamente
los porcentajes en peso de agua, proteína, carbohidratos, grasa y cenizas.
25
1.3 Balance de masa
Los balances de masa permiten conocer los flujos de masa y las composiciones
de todas las corrientes de un sistema. En un proceso en el que tienen lugar
cambios, el balance de materia informa sobre el estado inicial y final del sistema.
Los balances se plantean alrededor de un entorno, una determinada región del
espacio perfectamente delimitada.
En un sistema en régimen no estacionario las variables físicas, químicas,
mecánicas y termodinámicas del sistema no permanecen constantes con el
tiempo.
La ley de conservación puede aplicarse a la masa total del sistema o a la de
cualquier componente individual que pertenezca a éste. Partiendo de la ley de
conservación:
En la industria alimentaria se llevan a cabo procesos físicos y procesos químicos.
En los primeros se realizan las transformaciones de los materiales sin cambio en
la estructura molecular de los mismos, es decir se conservan las propiedades de
los materiales originales que ingresan al proceso.
En los segundos se produce reacción química que corresponde a un consumo de
reactivos para generar productos con una nueva estructura molecular y diferentes
propiedades con respecto a los materiales originales.
Para realizar el Balance de Materia de los procesos físicos se aplica la siguiente
ecuación:
MATERIALES QUE ENTRAN = MATERIALES QUE SALEN
A UN PROCESO DEL PROCESO
26
El Balance de materia es:
M1+M2=M3
* Balance total de materia expresado en masa.
El balance de materia se expresa como:
m mdMdt2 1 0− + =∑∑ donde Ec. 15
m2: masa a la salida (Kg/s).
m1: masa de entrada (Kg/s).
M: cantidad de materia total (Kg).
1.4 COCCIÓN DE LOS ALIMENTOS
La cocción de los alimentos se realiza para lograr su esterilización, aumentar su
palatabilidad, obtener una predigestión y así aumentar su digestibilidad, etc.
Produciendo cambios que dependen de la intensidad y tipo de cocción, siendo
algunos: cambios de color, pérdida o ganancia de peso, contracción en el volumen
y cambios en el tejido graso en carnes, cambios en las proteínas estructurales,
cambios en sabor y olor, etc.
Ningún modo de cocción es intrínsecamente superior a los demás. Esto no
significa que la elección entre uno u otro sea indiferente. Se debe introducir en
este punto los conceptos de "seco" y "húmedo". Rápidamente las distintas formas
de cocción pueden dividirse en dos categorías:
27
1) Cocciones en medio húmedo (cocción con agua y al vapor): Que corresponden
a las cocciones por inmersión en agua y al vapor de agua. Estas hacen que las
verduras conserven toda el agua, e incluso, a veces, las enriquecen de agua.
Tienen un efecto dilatador.
2) Cocciones secas (al horno, bajo las brasas, etc): Estas cocciones, encogen los
alimentos y eliminan parte del agua que contienen
.(Web:<http:/www.ecohabito.com/)
1.4.1 COCCION POR INMERSIÓN.
La cocción por inmersión es una técnica de cocción húmeda, por la cual se logra
la cocción de cualquier alimento calentándolo en las corrientes de convección
producidas dentro del agua en un recipiente. Por eso, la temperatura máxima
alcanzable es la de 100 °C. Si bien, por distintos motivos no se produce el dorado
de los alimentos ( por no tener la temperatura suficiente y por la presencia de
agua), es un método de cocción altamente eficiente, ya que la superficie completa
del alimento está en contacto con el medio de cocción el cual es suficientemente
denso y turbulento para que las moléculas de agua impartan continuamente su
energía a los alimentos.
Cuando en un fluido se produce un cambio de temperatura, las variaciones que
ello provoca en su densidad desencadenan corrientes de convección natural y la
agitación provoca velocidades de transferencia de calor y una distribución más
rápida de la temperatura. .(Web:<http:/www.ecohabito.com/)
1.4.2 COCCIÓN POR VAPOR.
La cocción al vapor de los alimentos se lleva a cabo, por el contacto directo de
estos con el vapor. El vapor, por su parte, es menos denso que el agua y por lo
tanto sus moléculas hacen contacto menos frecuentemente con los alimentos. Sin
embargo, esta pérdida de eficiencia se compensa con una ganancia en la energía,
28
pues las moléculas de vapor de agua poseen un poco más de energía interna que
las líquidas. El uso de un recipiente tapado aumenta también un poco la
temperatura dentro del recipiente. Ambos métodos gozan del control automático
ofrecido por la naturaleza en cuanto a temperaturas: a diferencia del aceite, el
agua no sigue acumulando energía más allá de su temperatura de vaporización,
según la presión a que se encuentre. Toda la energía sobrante se gasta en
vaporizar las moléculas de superficie, por lo que la temperatura se mantiene
constante. Este tipo de cocción no agrega calorías y preserva la frescura, el
aroma, el color y la textura de los alimentos.
Como regla general, el secreto de hervir al vapor reside en no apiñar muchos
alimentos por vez, sino acomodarlos con prolijidad y permitir la circulación del
vapor entre ellos. De ese modo, al retirarlos lucirán cocidos pero enteros sin
deteriorar. Tampoco se debe permitir que el calor se escape, razón por la cual,
una vez que el agua comenzó a borbotear en el recipiente inferior no se debe
destapar el recipiente superior.
Los objetivos de este método son varios: facilitar la digestión, proporcionar una
textura más agradable y comestible, minimizar la pérdida de nutrientes. La textura
varía según la estructura del alimento, el tipo de vapor y el grado de vapor
aplicado.
Entre sus ventajas cabe citar:
-Conserva las propiedades de los alimentos.
-Los alimentos pierden menos sustancias nutritivas: vitaminas hidrosolubles y
minerales se mantiene en el mismo alimento ya que no se pierde casi nada en el
agua de cocción.
29
-El sabor, el olor y el color de los ingredientes frescos se mantienen.
-Pueden cocerse varios productos al mismo tiempo.
-Reduce el riesgo de cocción excesiva.
-Permite que algunos alimentos resulten más ligeros y fáciles de digerir.
.(Web:<http:/www.ecohabito.com/)
1.4.3 TIEMPOS DE COCCIÓN.
Los tiempos de cocción varían de acuerdo a la temperatura del alimento crudo,
pero además, según su punto de madurez y el tamaño de la porción. Se debe
tener en cuenta que los alimentos conservan calor durante un tiempo una vez
finalizada la cocción y continúan cocinándose un poco más, de ahí que muchas
veces, para cortar la cocción se los sumerge rápidamente en agua fría o helada.
Para la cocción por hervido en agua, es mucho más importante tener en cuenta la
curva de aumento de temperatura que la temperatura de cocción en sí. En general
(especialmente en el caso de los vegetales), lo mejor consiste en arrancar la
ebullición a llama viva y después mantenerla a fuego lento. Cuando se haya
alcanzado la temperatura normal de cocción, cocinar a llama viva entraña un gasto
inútil de energía y mayores posibilidades de quemar los alimentos. Para hervir las
verduras lo mejor es añadirlas cuando el agua ya está hirviendo, ya que así las
enzimas se desactivan casi al instante.
Efecto del hervido sobre los alimentos: La cantidad de calor que el alimento recibe
altera inevitablemente su valor nutritivo y características organolépticas, debido al
efecto del lavado, a la destrucción de nutrientes por la temperatura y, en menor
grado, a la oxidación. Algo a tener muy en cuenta con la cocción por hervido es
que cuanto más se prolonga en el tiempo, las vitaminas y los minerales se
desprenden del alimento y pasan al agua. Si se descarta el caldo, entonces
30
estaremos descartando todas las vitaminas y minerales, de manera que se lo debe
utilizar junto con los alimentos o como sopa. El efecto del hervido sobre los
vegetales son: gelatinización del almidón, alteración de las membranas
citoplasmáticas, ligera alteración de la pared celular, modificación de las pectinas,
desnaturalización de las proteínas nucleares y citoplasmáticas y distorsión de los
cloroplastos y los cromoplastos.(Web:< http:/www.ecohabito.com/)
1.5 TEXTURA
Éste es un termino difícil de definir y varia subsecuentemente a lo diferentes
autores que definen este termino.
La textura son aquellas percepciones que constituyen la evaluación de las
características físicas por la piel o el músculo de un alimento determinada por la
cavidad bucal, con excepción de las sensaciones de temperatura o dolor.
(Bourne.1982)
Aunque no se tiene una definición concreta de textura, se puede decir con un alto
grado de certeza que la textura en alimentos tiene las siguientes características :
1. Es un grupo de propiedades físicas que derivan de la estructura de los
alimentos.
2. Pertenece bajo el subtitulo de mecánica o reología de propiedades físicas.
Las propiedades ópticas, propiedades eléctricas y magnéticas, y
propiedades térmicas son propiedades físicas que se excluyen de la
definición de la textura.
3. Consiste en un grupo de propiedades, no una sola propiedad.
4. La textura se siente por medio del sentido del tacto, normalmente en la
boca, pero otras partes del cuerpo pueden estar involucradas
(frecuentemente las manos).
5. No se relaciona al sentido químico del sabor u olor.

31
6. La medida es objetiva , únicamente en función de la masa, distancia, y
tiempo; por ejemplo, la fuerza tiene las dimensiones MLT-2, el trabajo tiene
las dimensiones ML2T-2, y el flujo tiene las dimensiones L3T-1.
Como se conoce que la textura consiste en varias sensaciones físicas diferentes,
es preferible hablar sobre ¨propiedades de textura¨ ya que se refiere a un grupo
de propiedades relacionadas, en lugar de ¨textura¨ que infiere un solo parámetro.
Hay todavía muchas personas que hablan sobre la textura de un alimento como si
fuera una sola propiedad como el pH. Es importante comprender que la textura es
un grupo multifacético de la propiedades de un alimento. (Bourne.1982)
1.5.1 INSTRUMENTOS DE MEDICIÓN POR FUERZA
Los instrumentos de medición de fuerza son los más comunes dentro de los
instrumentos de medición de la textura. La fuerza tiene las dimensiones, masa *
longitud * tiempo-2. La fuerza tiene como unidad estandarte el Newton (N). Debido
a su multiplicidad se tiene la siguiente clasificación de instrumentos de para medir
la textura :
- De perforación o punzón.
- Compresión-expulsión
- De esquila,
- De compresión
- Tensor,
- De torsión,
- Doblado y rompimiento.
32
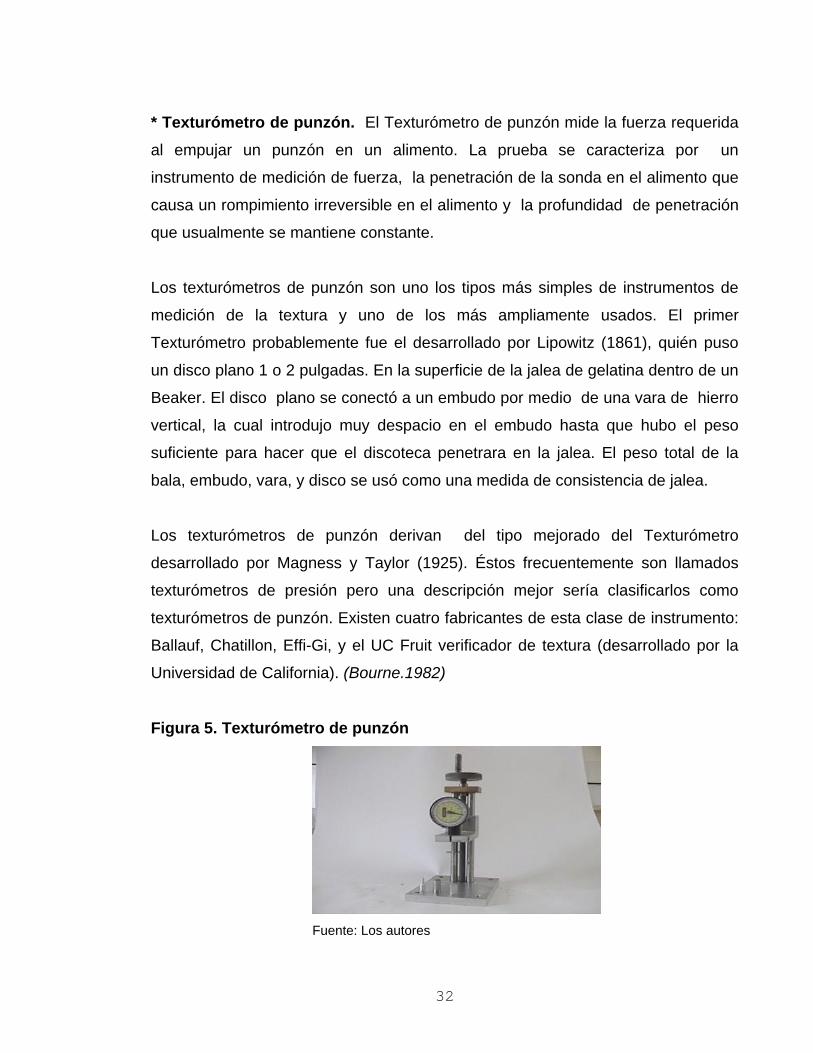
* Texturómetro de punzón. El Texturómetro de punzón mide la fuerza requerida
al empujar un punzón en un alimento. La prueba se caracteriza por un
instrumento de medición de fuerza, la penetración de la sonda en el alimento que
causa un rompimiento irreversible en el alimento y la profundidad de penetración
que usualmente se mantiene constante.
Los texturómetros de punzón son uno los tipos más simples de instrumentos de
medición de la textura y uno de los más ampliamente usados. El primer
Texturómetro probablemente fue el desarrollado por Lipowitz (1861), quién puso
un disco plano 1 o 2 pulgadas. En la superficie de la jalea de gelatina dentro de un
Beaker. El disco plano se conectó a un embudo por medio de una vara de hierro
vertical, la cual introdujo muy despacio en el embudo hasta que hubo el peso
suficiente para hacer que el discoteca penetrara en la jalea. El peso total de la
bala, embudo, vara, y disco se usó como una medida de consistencia de jalea.
Los texturómetros de punzón derivan del tipo mejorado del Texturómetro
desarrollado por Magness y Taylor (1925). Éstos frecuentemente son llamados
texturómetros de presión pero una descripción mejor sería clasificarlos como
texturómetros de punzón. Existen cuatro fabricantes de esta clase de instrumento:
Ballauf, Chatillon, Effi-Gi, y el UC Fruit verificador de textura (desarrollado por la
Universidad de California). (Bourne.1982)
Figura 5. Texturómetro de punzón
Fuente: Los autores

33
El instrumento que hizo parte de este estudio fue un Effi-Gi que es el más
pequeño y liviano y el de uso más fácil. Se ilustra en la figura 5. Tiene una medida
de fuerza de dial y puede usar diferentes tipos de punzón y su escala puede ir
desde 5 kg hasta 12 Kg.
La siguiente tabla nos muestra las especificaciones de los cuatro texturómetros de
punzón mas comunes en la industria de alimentos.
Tabla 10. Especificaciones de los texturómetros de Punzón
Fabricante
Escala
de
fuerza
Escala de
penetración
(cm)
Punzón
Diámetro Superficie
(in) .
Instrumento
Longitud
Peso
(cm) (g)
Ballauf Co 30*1 lb 13 7/16,
5/16
Redonda 52 700
Chatillon
516-1000
1000*10
g
10 0.026,
0.032,
0.046,
0.058,
Plana 44 180
Effi-Gi 12*1/4
Kg
5*0.1 Kg
2
2
7/16,5/16 Redonda 13 170
UC tester 30*1/4
lb
10*0.1
lb
2
2
7/16,
5/16
Redonda 13 180
Fuente: (Bourne.1982)

34
2. MATERIALES Y MÉTODOS
La elección de la papa, yuca y plátano como productos bases del estudio, se
realizó teniendo en cuenta la Encuesta Nacional de Ingresos y Gastos realizada
por el Departamento Administrativo Nacional de Estadísticas (DANE) entre 1994 y
1995, donde se advierte que más del 90% de los hogares Colombianos incluyen
en su dieta diaria estos por lo menos uno de los tres alimentos.
Los productos utilizados en el estudio fueron:
• Papa R12.
• Yuca Blanca Chirosa.
• Plátano Dominico Hartón (Verde y Maduro).
2.1 PREPARACIÓN DE LAS MUESTRAS
Los diferentes productos fueron adquiridos en las instalaciones de CODABAS
(Corporación de Abastos situada en la ciudad de Bogotá), garantizando su
frescura y perfecto estado, así como un grado de madurez bastante similar para
cada uno de los ensayos.
Para obtener el peso de los diferentes productos (y muestras) en la planta se
utilizó una balanza analítica Ohaus.
La papa fue seleccionada dentro de un intervalo de peso entre 140 y 190 g.(cada
una), posteriormente cada muestra fue lavada para desechar los sólidos extraños
y para los ensayos con producto pelado se procedió a retirar la cáscara utilizando
un instrumento que garantizó el mismo espesor de cáscara retirada, esto con el fin
de no alterar la textura del producto. Figura 6.
35
Figura 6. Papa lista para el proceso
Fuente: Los Autores
La yuca después de ser lavada y pelada fue seleccionada y partida en trozos de
peso similar a los de la papa (en la investigación estos trozos representarán la
forma entera de este producto), dentro de un intervalo de peso entre 140 y 190 g.
aproximadamente cada trozo (Figura 7).
36
El plátano (en sus dos estados de madures) fue pelado y al igual que la yuca fue
partido en trozos (en la investigación estos trozos representarán la forma entera
de este producto) dentro de un intervalo de peso entre 100 y 150 g.
aproximadamente (cada trozo). Se ilustra en la figura 8.
Figura 8. Plátano listo para proceso.
Fuente: Los Autores
Se tomaron aleatoriamente muestras de cada producto y fueron sometidas a
medición de textura (en un penetrómetro de vástagos con una escala de 0.5 a 13
Kgf, distancia de penetración de 1.70 mm por vuelta y punzones 4, 8, y 11.4 mm
de diámetro, que fueron empleados dependiendo el grado de ablandamiento o
madures de cada muestra) con el fin de posteriormente poder generar las curvas
de ablandamiento para cada producto. Esto se obtuvo comparando dichos
resultados con los obtenidos de las muestras tratadas. Además, los datos
obtenidos de la medición de textura actuaron como indicador del tiempo óptimo de
cocción.

37
2.2 PREPARACION DE LOS FLUIDOS
Una vez determinado el peso total de las cinco muestras a participar en cada
ensayo se procedió a pesar el agua en una proporción de dos a uno en peso (dos
gramos de agua por uno de producto), con el fin de que el producto quedara
totalmente cubierto, para el proceso de cocción por inmersión en agua. Para el
proceso de cocción por vapor de agua se tomó un volumen constante de 2.000 ml
de agua, con el fin de garantizar que al final de cada ensayo quedara una cantidad
suficiente para ser enviada a análisis al laboratorio.
Se realizaron ensayos preliminares con el fin de determinar el comportamiento de
los diferentes productos y sus presentaciones (o formas de estudio) en los
procesos a través del tiempo.
Fueron sometidos a dos procesos (cocción por inmersión en agua y cocción por
vapor de agua) para determinar las condiciones de temperatura, presión, volumen
de fluido, peso de cada muestra, número de repeticiones y tiempo optimo de
cocción.
Para facilitar el trabajo en la planta y lograr una correcta manipulación de los datos
y de las muestras enviadas a laboratorio, se creo un código para representar cada
uno de los diferentes ensayos, productos y formas. El código consistió en:
- Un número que representaba si el producto era sometido a análisis, pelado o
sin pelar (1) para producto pelado y (2) para producto con corteza .
- Tres letras consecutivas que representaban en su orden: el proceso, I para
inmersión y V para vapor, el producto P para papa, Y para yuca, V para
plátano verde y M para plátano maduro y la forma E para entero.
38
- Dos números separados por un guión que representaban el tiempo seguido del
número de ensayo (respectivamente).
Así el código 1IPE 10-1 representaría el primer ensayo a diez minutos de papa
entera pelada en inmersión.
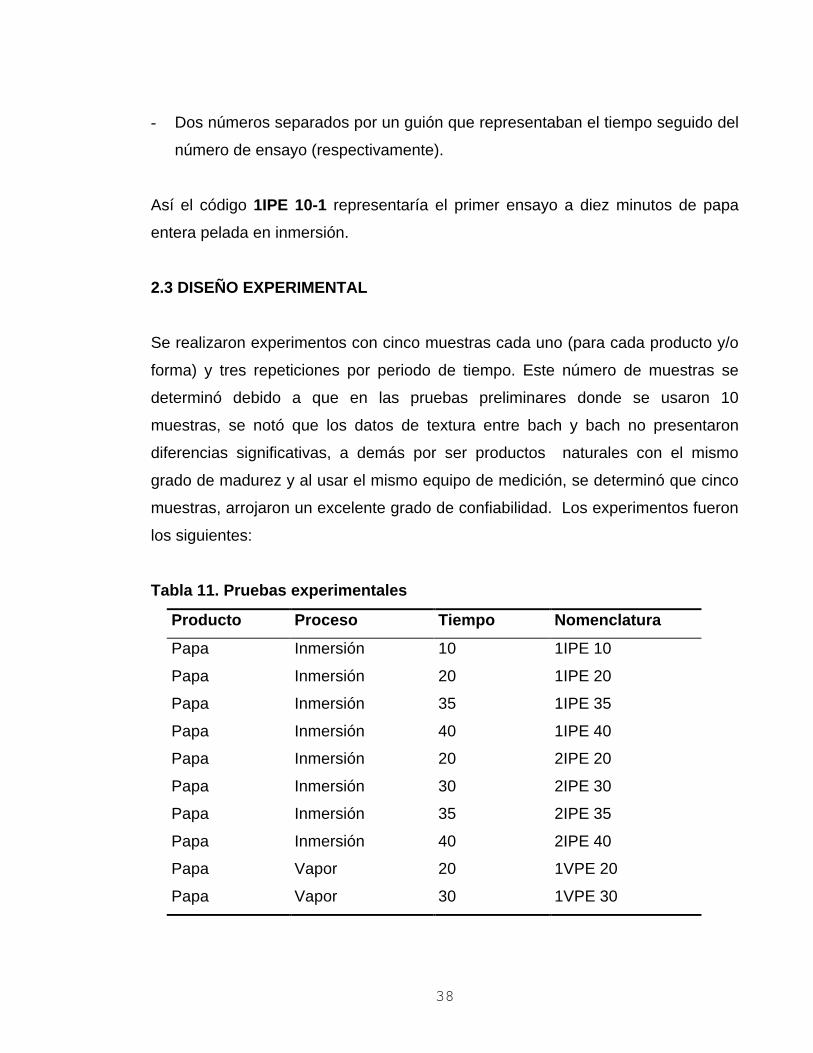
2.3 DISEÑO EXPERIMENTAL
Se realizaron experimentos con cinco muestras cada uno (para cada producto y/o
forma) y tres repeticiones por periodo de tiempo. Este número de muestras se
determinó debido a que en las pruebas preliminares donde se usaron 10
muestras, se notó que los datos de textura entre bach y bach no presentaron
diferencias significativas, a demás por ser productos naturales con el mismo
grado de madurez y al usar el mismo equipo de medición, se determinó que cinco
muestras, arrojaron un excelente grado de confiabilidad. Los experimentos fueron
los siguientes:
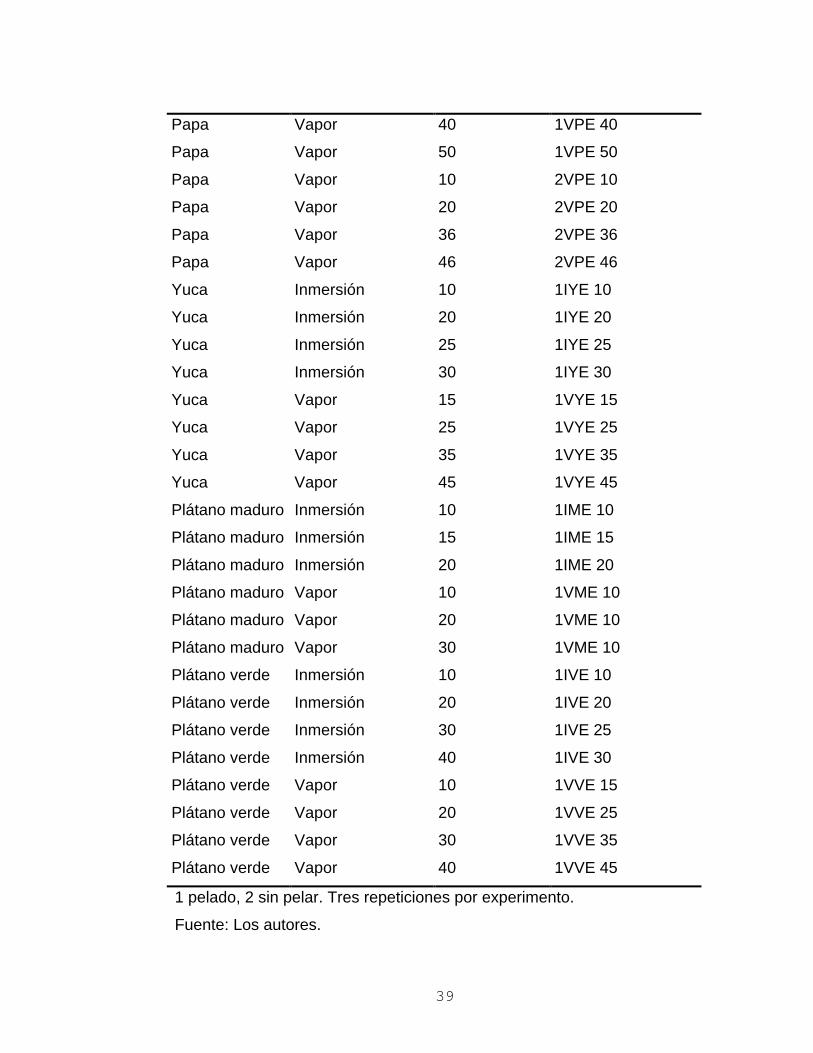
Tabla 11. Pruebas experimentales
Producto Proceso Tiempo Nomenclatura
Papa Inmersión 10 1IPE 10
Papa Inmersión 20 1IPE 20
Papa Inmersión 35 1IPE 35
Papa Inmersión 40 1IPE 40
Papa Inmersión 20 2IPE 20
Papa Inmersión 30 2IPE 30
Papa Inmersión 35 2IPE 35
Papa Inmersión 40 2IPE 40
Papa Vapor 20 1VPE 20
Papa Vapor 30 1VPE 30
39
Papa Vapor 40 1VPE 40
Papa Vapor 50 1VPE 50
Papa Vapor 10 2VPE 10
Papa Vapor 20 2VPE 20
Papa Vapor 36 2VPE 36
Papa Vapor 46 2VPE 46
Yuca Inmersión 10 1IYE 10
Yuca Inmersión 20 1IYE 20
Yuca Inmersión 25 1IYE 25
Yuca Inmersión 30 1IYE 30
Yuca Vapor 15 1VYE 15
Yuca Vapor 25 1VYE 25
Yuca Vapor 35 1VYE 35
Yuca Vapor 45 1VYE 45
Plátano maduro Inmersión 10 1IME 10
Plátano maduro Inmersión 15 1IME 15
Plátano maduro Inmersión 20 1IME 20
Plátano maduro Vapor 10 1VME 10
Plátano maduro Vapor 20 1VME 10
Plátano maduro Vapor 30 1VME 10
Plátano verde Inmersión 10 1IVE 10
Plátano verde Inmersión 20 1IVE 20
Plátano verde Inmersión 30 1IVE 25
Plátano verde Inmersión 40 1IVE 30
Plátano verde Vapor 10 1VVE 15
Plátano verde Vapor 20 1VVE 25
Plátano verde Vapor 30 1VVE 35
Plátano verde Vapor 40 1VVE 45
1 pelado, 2 sin pelar. Tres repeticiones por experimento.
Fuente: Los autores.
40
2.4 DESARROLLO EXPERIMENTAL
Para el desarrollo de cada experimento se utilizaron recipientes cilíndricos con
diámetro de 22 cm y altura de 30 cm. En el interior de estos se depositó el fluido
correspondiente (medido en probetas aforadas Pirex) y luego fueron calentados en
estufas eléctricas General Electric. Cuando el fluido alcanzó su punto de ebullición
se agregaron las muestras (cinco por cada ensayo) y al cabo del tiempo (medido
en cronómetros Casio Inc.) correspondiente se tomaron las mediciones de
temperatura (externa e interna) de cada muestra y del fluido.
Se colocaron las muestras sobre mesones de acero inoxidable durante 3 horas,
aproximadamente, asegurando de este modo el enfriamiento, hasta alcanzar la
temperatura ambiente, de alrededor de 20 °C. Luego se procedió a pesar cada
una y posteriormente se realizó la medición de textura (texturómetro de punzón,
marca Effi-Gi).
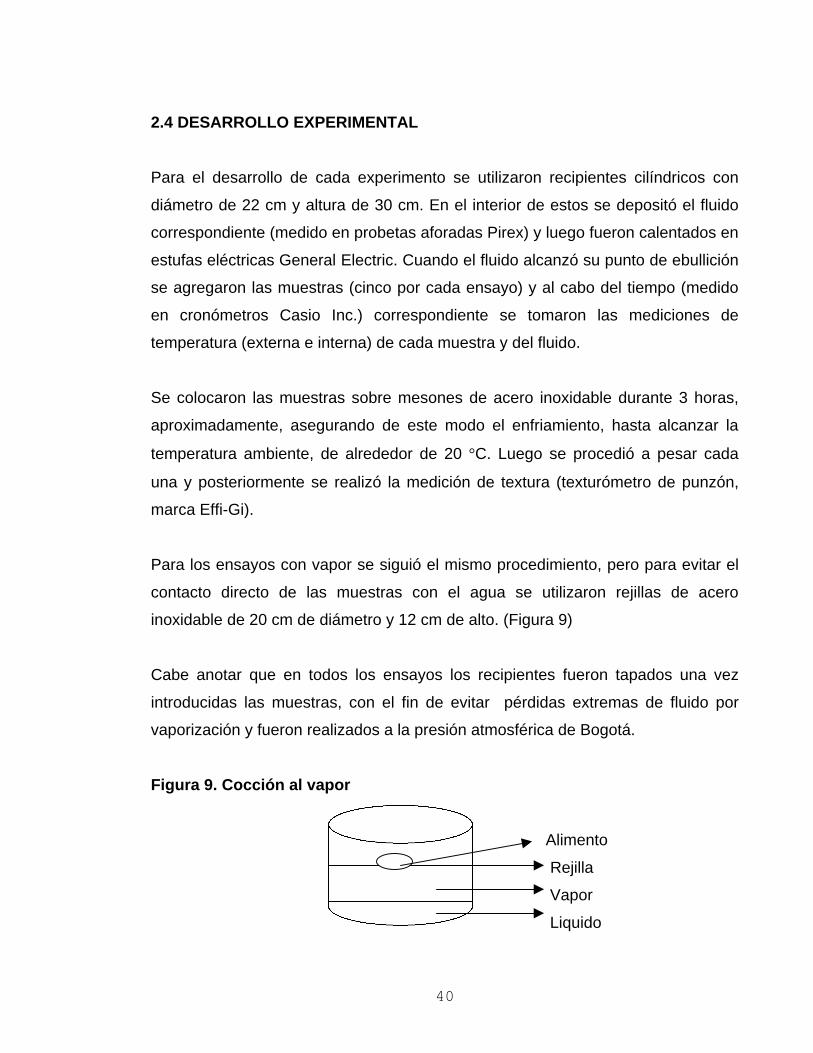
Para los ensayos con vapor se siguió el mismo procedimiento, pero para evitar el
contacto directo de las muestras con el agua se utilizaron rejillas de acero
inoxidable de 20 cm de diámetro y 12 cm de alto. (Figura 9)
Cabe anotar que en todos los ensayos los recipientes fueron tapados una vez
introducidas las muestras, con el fin de evitar pérdidas extremas de fluido por
vaporización y fueron realizados a la presión atmosférica de Bogotá.
Figura 9. Cocción al vapor
Alimento
Rejilla
Vapor
Liquido

41
2.5 HERRAMIENTA ESTADÍSTICA
Para el procesamiento y análisis de los datos se utilizo un diseño estadístico
básico con variables independientes. Se realizo análisis de varianza que muestra
gráficamente el máximo y mínimo valor así como la dispersión de los datos para la
depuración de la información, además se formularon hipótesis que determinan la
similitud o diferencia del comportamiento de los alimentos en los tiempos
analizados.
También se usó el test de Tukey para las pruebas de papa donde hubo más de 10
datos, este test muestra la semejanza de parejas de tiempo donde el
comportamiento del alimentos fue el mismo, en este caso se usó para determinar
si la ganancia o pérdida de peso cambia con respecto al tiempo.
A demás se determinó el p-valor, para un nivel de significancia del 5%, este valor
muestra la distancia de los datos por encima o por debajo del valor de la mediana,
determinando las regiones de aceptación y rechazo para la elección de las
hipótesis.
42
3. RESULTADOS Y ANÁLISIS DE RESULTADOS
3.1 TRANSFERENCIA DE CALOR
Para los cálculos del tiempo óptimo de cocción según la transferencia de calor, se
usó el método de las cartas de Heissler por conducción en estado inestable, se
tomó en cuenta la temperatura interna de los alimentos cuando comienza a
estabilizarse, en este tiempo la temperatura pasa a ser uniforme en todo el cuerpo
de los alimentos y se concluye que estos ya están cocidos.
Dependiendo de la forma del producto y el método de cocción se determinó el
tiempo óptimo de cocción.
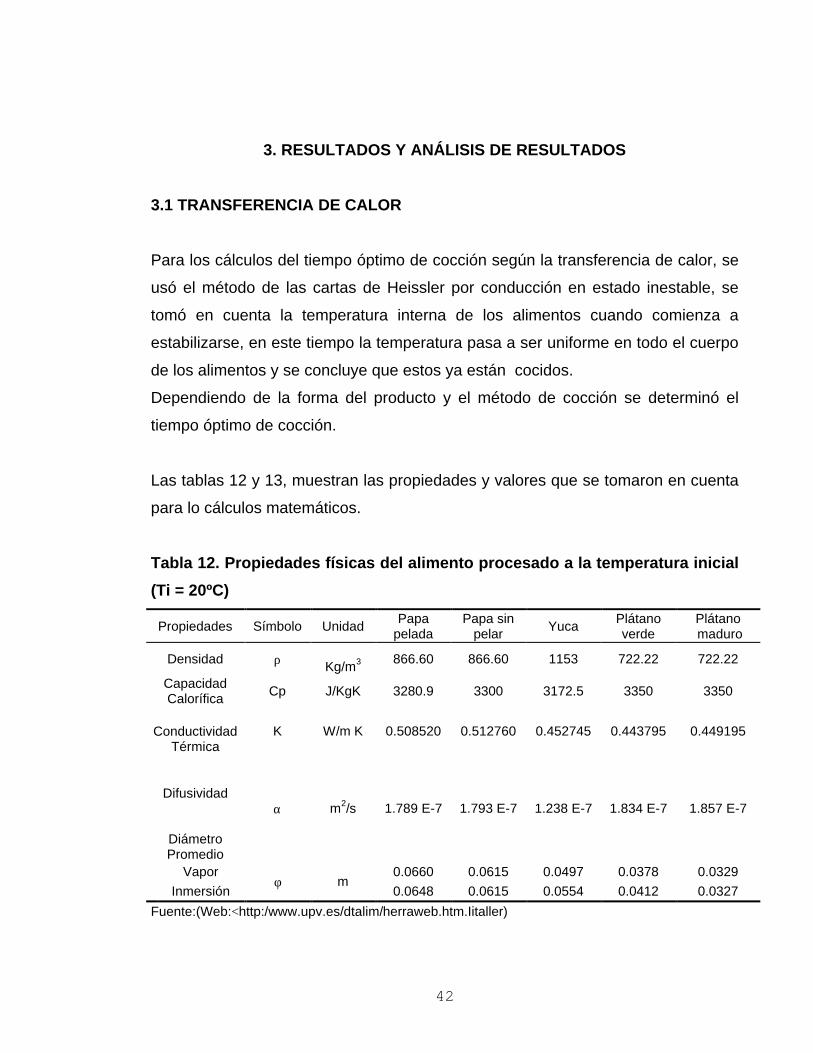
Las tablas 12 y 13, muestran las propiedades y valores que se tomaron en cuenta
para lo cálculos matemáticos.
Tabla 12. Propiedades físicas del alimento procesado a la temperatura inicial
(Ti = 20ºC)
Propiedades Símbolo UnidadPapa
peladaPapa sin
pelarYuca
Plátanoverde
Plátano maduro
Densidad ρ Kg/m3 866.60 866.60 1153 722.22 722.22
CapacidadCalorífica
Cp J/KgK 3280.9 3300 3172.5 3350 3350
ConductividadTérmica
K W/m K 0.508520 0.512760 0.452745 0.443795 0.449195
Difusividad
DiámetroPromedio
α m2/s 1.789 E-7 1.793 E-7 1.238 E-7 1.834 E-7 1.857 E-7
Vapor 0.0660 0.0615 0.0497 0.0378 0.0329
Inmersiónφ m
0.0648 0.0615 0.0554 0.0412 0.0327
Fuente:(Web:<http:/www.upv.es/dtalim/herraweb.htm.Iitaller)
43
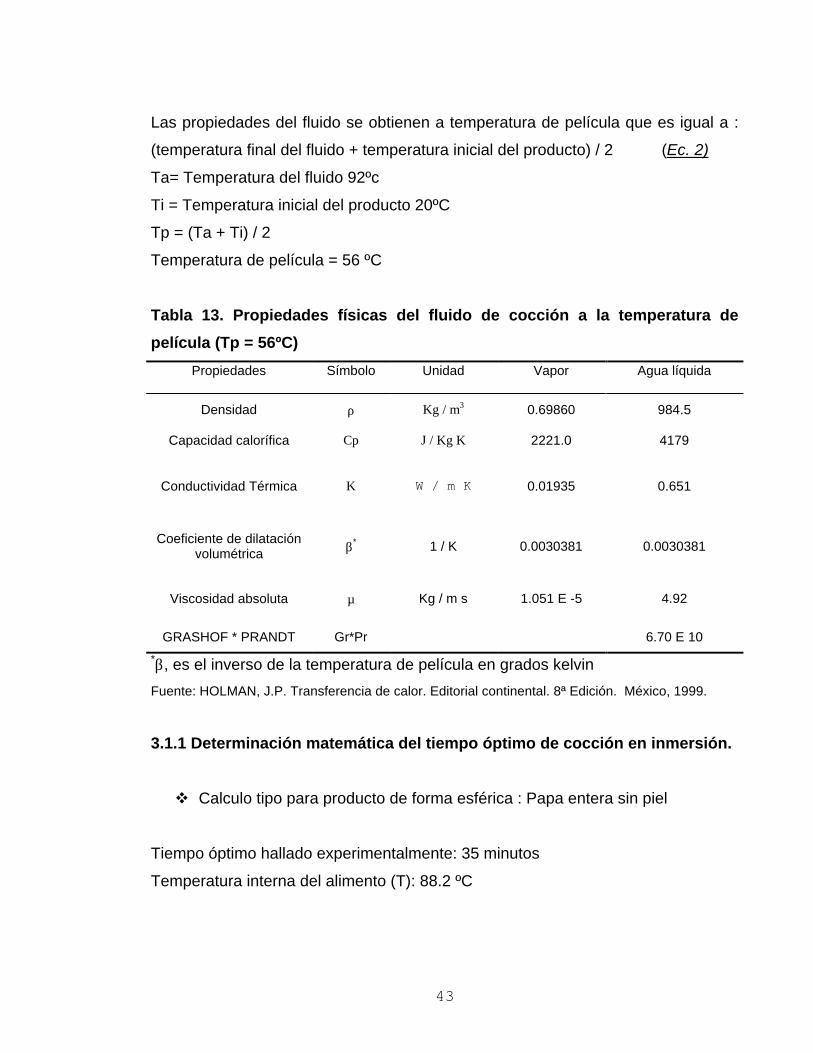
Las propiedades del fluido se obtienen a temperatura de película que es igual a :
(temperatura final del fluido + temperatura inicial del producto) / 2 (Ec. 2)
Ta= Temperatura del fluido 92ºc
Ti = Temperatura inicial del producto 20ºC
Tp = (Ta + Ti) / 2
Temperatura de película = 56 ºC
Tabla 13. Propiedades físicas del fluido de cocción a la temperatura de
película (Tp = 56ºC)
Propiedades Símbolo Unidad Vapor Agua líquida
Densidad ρ Kg / m3 0.69860 984.5
Capacidad calorífica Cp J / Kg K 2221.0 4179
Conductividad Térmica K W / m K 0.01935 0.651
Coeficiente de dilataciónvolumétrica β* 1 / K 0.0030381 0.0030381
Viscosidad absoluta µ Kg / m s 1.051 E -5 4.92
GRASHOF * PRANDT Gr*Pr 6.70 E 10
*β, es el inverso de la temperatura de película en grados kelvin
Fuente: HOLMAN, J.P. Transferencia de calor. Editorial continental. 8ª Edición. México, 1999.
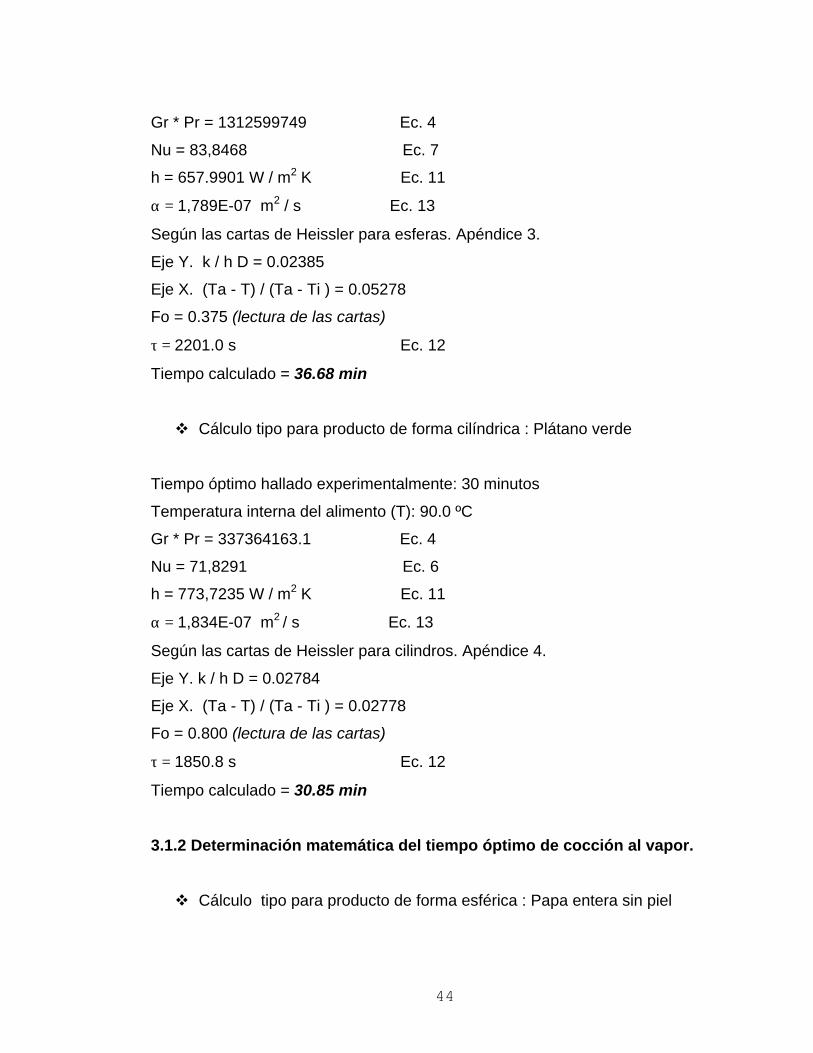
3.1.1 Determinación matemática del tiempo óptimo de cocción en inmersión.
v Calculo tipo para producto de forma esférica : Papa entera sin piel
Tiempo óptimo hallado experimentalmente: 35 minutos
Temperatura interna del alimento (T): 88.2 ºC
44
Gr * Pr = 1312599749 Ec. 4
Nu = 83,8468 Ec. 7
h = 657.9901 W / m2 K Ec. 11
α = 1,789E-07 m2 / s Ec. 13
Según las cartas de Heissler para esferas. Apéndice 3.
Eje Y. k / h D = 0.02385
Eje X. (Ta - T) / (Ta - Ti ) = 0.05278
Fo = 0.375 (lectura de las cartas)
τ = 2201.0 s Ec. 12
Tiempo calculado = 36.68 min
v Cálculo tipo para producto de forma cilíndrica : Plátano verde
Tiempo óptimo hallado experimentalmente: 30 minutos
Temperatura interna del alimento (T): 90.0 ºC
Gr * Pr = 337364163.1 Ec. 4
Nu = 71,8291 Ec. 6
h = 773,7235 W / m2 K Ec. 11
α = 1,834E-07 m2 / s Ec. 13
Según las cartas de Heissler para cilindros. Apéndice 4.
Eje Y. k / h D = 0.02784
Eje X. (Ta - T) / (Ta - Ti ) = 0.02778
Fo = 0.800 (lectura de las cartas)
τ = 1850.8 s Ec. 12
Tiempo calculado = 30.85 min
3.1.2 Determinación matemática del tiempo óptimo de cocción al vapor.
v Cálculo tipo para producto de forma esférica : Papa entera sin piel
45
Gr * Pr = 3284872.8 Ec. 4
Nu = 20.3062 Ec. 7
h = 156.4562 W / m2 K Ec. 11
α = 1.789 *10-07 m2 / s Ec. 13
Según las cartas de Heissler para esferas. Apéndice 3.
Eje Y. k / h D = 0.09849
Eje X. (Ta - T) / (Ta - Ti ) = 0.06528
Fo = 0.400 (lectura de las cartas)
τ = 2435.5 s Ec. 12
Tiempo calculado = 40.59 min
v Cálculo tipo para producto de forma cilíndrica : Plátano maduro
Tiempo óptimo hallado experimentalmente: 20 minutos
Temperatura interna del alimento (T): 90.5 ºC
Gr * Pr = 406887,6 Ec. 4
Nu = 13,3858 Ec. 7
h = 182,7610 W / m2 K Ec. 11
α = 1,857E-07 m2 / s Ec. 13
Según las cartas de Heissler para cilindros. Apéndice 4.
Eje Y. k / h D = 0,14941
Eje X. (Ta - T) / (Ta - Ti ) = 0,02083
Fo = 0,950 (lectura de las cartas)
τ = 1384,6 s Ec. 12
Tiempo calculado = 23,08min
En la tabla 14. Se encuentran los tiempos óptimos hallados en la práctica bajo los
parámetros de temperatura interna y textura, a demás, se describen los tiempos
óptimos hallados mediante cálculos matemáticos.
46
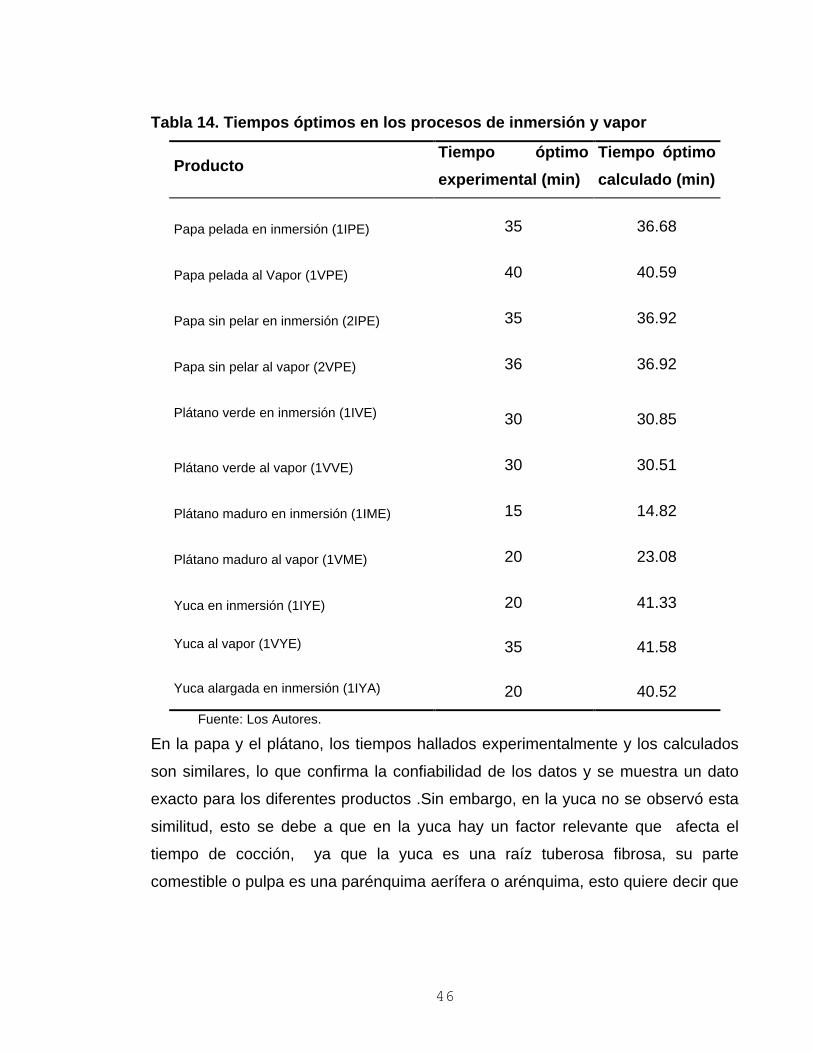
Tabla 14. Tiempos óptimos en los procesos de inmersión y vapor
ProductoTiempo óptimo
experimental (min)
Tiempo óptimo
calculado (min)
Papa pelada en inmersión (1IPE) 35 36.68
Papa pelada al Vapor (1VPE) 40 40.59
Papa sin pelar en inmersión (2IPE) 35 36.92
Papa sin pelar al vapor (2VPE) 36 36.92
Plátano verde en inmersión (1IVE) 30 30.85
Plátano verde al vapor (1VVE) 30 30.51
Plátano maduro en inmersión (1IME) 15 14.82
Plátano maduro al vapor (1VME) 20 23.08
Yuca en inmersión (1IYE) 20 41.33
Yuca al vapor (1VYE) 35 41.58
Yuca alargada en inmersión (1IYA) 20 40.52
Fuente: Los Autores.
En la papa y el plátano, los tiempos hallados experimentalmente y los calculados
son similares, lo que confirma la confiabilidad de los datos y se muestra un dato
exacto para los diferentes productos .Sin embargo, en la yuca no se observó esta
similitud, esto se debe a que en la yuca hay un factor relevante que afecta el
tiempo de cocción, ya que la yuca es una raíz tuberosa fibrosa, su parte
comestible o pulpa es una parénquima aerífera o arénquima, esto quiere decir que
47
es un tejido formado por células flojas que dejan entre sí espacios de aire.
(http:/www.miniedu.pe/proyectos/world/csrfg/june.htm)
En consecuencia, el fluido penetra más rápidamente que en los otros alimentos,
modificando su estructura física activando la gelificación del almidón. Debido a que
la formación celular del alimento no se toma en cuenta en la transferencia de
calor el resultado no es el esperado.
Para observar la gelificación del almidón en los tres productos, se uso la prueba
colorimétrica con el Lugol, el cual es una solución de I2 y de K, la coloración que
se presenta en los polisacáridos con el lugol , se debe a que el I2 ocupa espacios
vacíos en las hélices de la cadena de unidades de glucosa, formando un
compuesto de inclusión que altera las propiedades físicas del polisacárido,
especialmente la absorción lumínica. Esta unión del I2 a la cadena es reversible, y
por calentamiento desaparece el color, que al enfriarse reaparece. El lugol da con
el almidón color azul y con el glucógeno color rojo caoba.
(http://www.geocities.com/laboratorio_de_quimica_2000/reaccion1.htm)
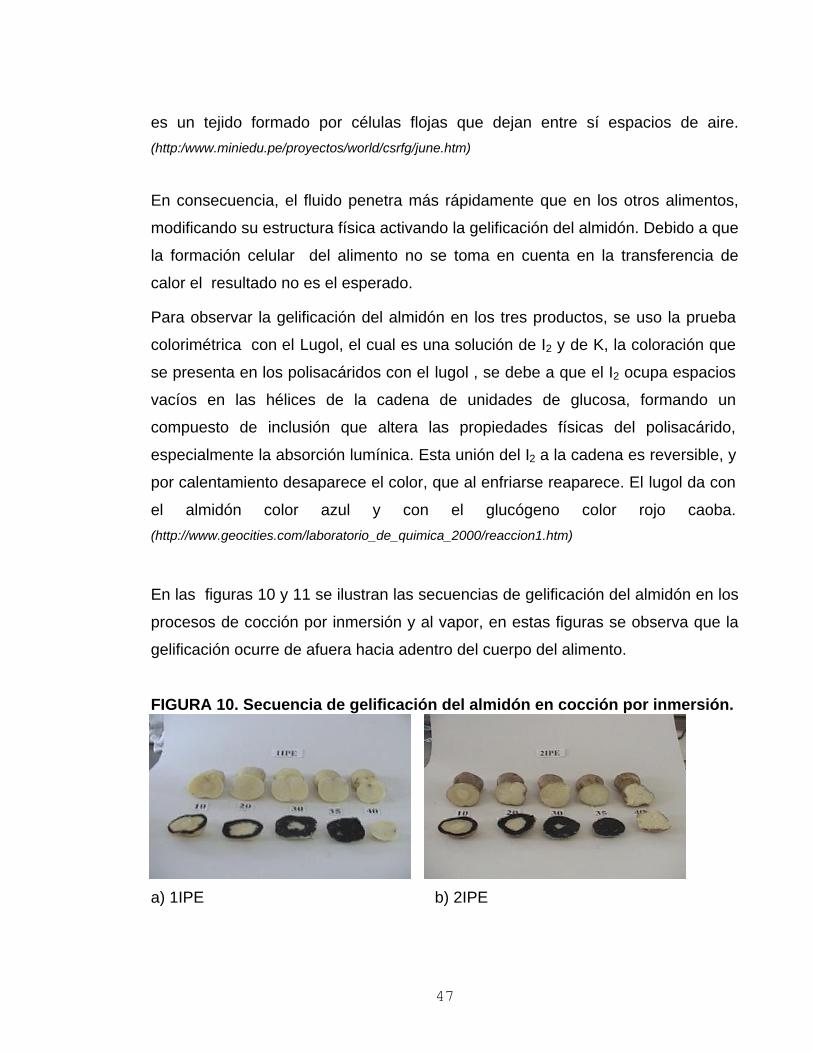
En las figuras 10 y 11 se ilustran las secuencias de gelificación del almidón en los
procesos de cocción por inmersión y al vapor, en estas figuras se observa que la
gelificación ocurre de afuera hacia adentro del cuerpo del alimento.
FIGURA 10. Secuencia de gelificación del almidón en cocción por inmersión.
a) 1IPE b) 2IPE

48
c) 1IME d) 1IVEFuente: Los autores
FIGURA 10. Secuencia de gelificación del almidón en cocción al vapor.
a) 1VPE b) 2VPE
c) 1VME d) 1VVE
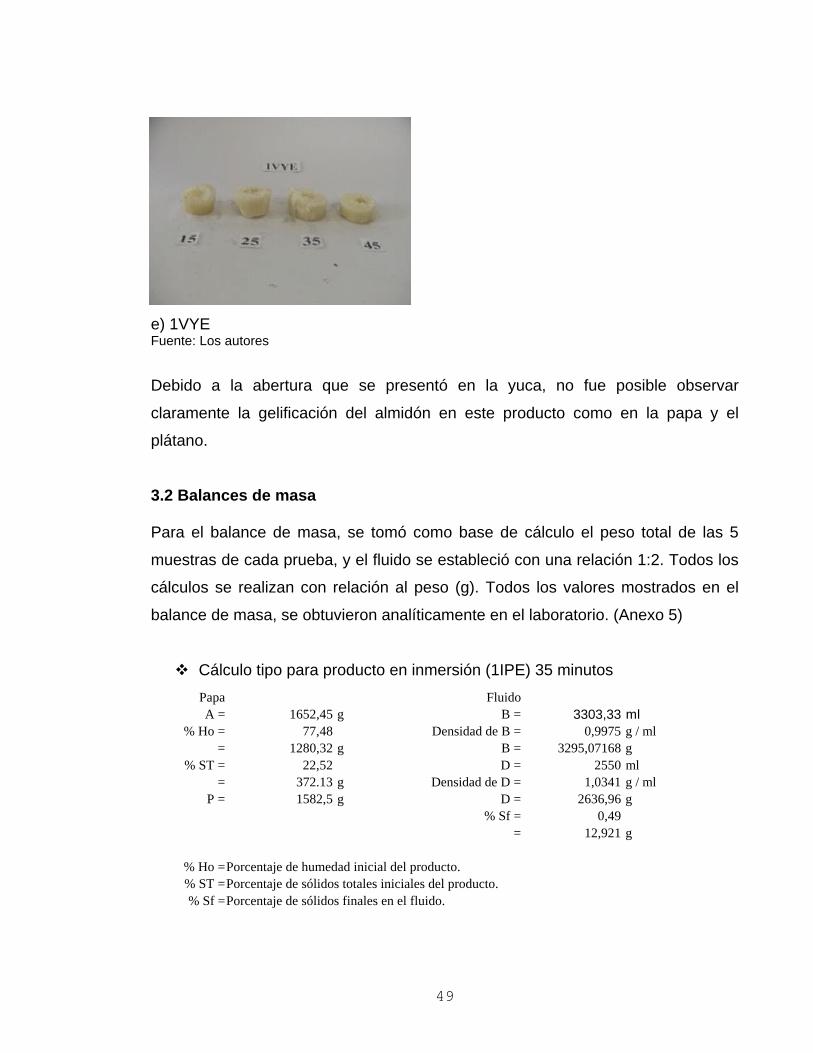
49
e) 1VYEFuente: Los autores
Debido a la abertura que se presentó en la yuca, no fue posible observar
claramente la gelificación del almidón en este producto como en la papa y el
plátano.
3.2 Balances de masa
Para el balance de masa, se tomó como base de cálculo el peso total de las 5
muestras de cada prueba, y el fluido se estableció con una relación 1:2. Todos los
cálculos se realizan con relación al peso (g). Todos los valores mostrados en el
balance de masa, se obtuvieron analíticamente en el laboratorio. (Anexo 5)
v Cálculo tipo para producto en inmersión (1IPE) 35 minutos
Papa FluidoA = 1652,45 g B = 3303,33 ml
% Ho = 77,48 Densidad de B = 0,9975 g / ml= 1280,32 g B = 3295,07168 g
% ST = 22,52 D = 2550 ml= 372.13 g Densidad de D = 1,0341 g / ml
P = 1582,5 g D = 2636,96 g% Sf = 0,49
= 12,921 g
% Ho =Porcentaje de humedad inicial del producto.% ST =Porcentaje de sólidos totales iniciales del producto.% Sf =Porcentaje de sólidos finales en el fluido.

50
A P
DC
B
A = Papa al comienzo del proceso. g.B = Cantidad de fluido al comienzo del proceso. g.C = Cantidad de fluido evaporado. g.D = Cantidad de fluido en el recipiente al final del proceso. g.P = Producto después del proceso. g.
Balance General: A + B = C + D + P
Balance para sólidos
AXSA = DXS
D + PXSP
XSP =
0,22698936
% de Sólidos en el producto final = 22,69893589Peso de Sólidos Iniciales = 372,13174 g
Peso de Sólidos Finales = 359,2106605 gPérdida de Sólidos = 12,9210795 g
% de pérdida de sólidos = 3,472178831 %
C = 728,07 g
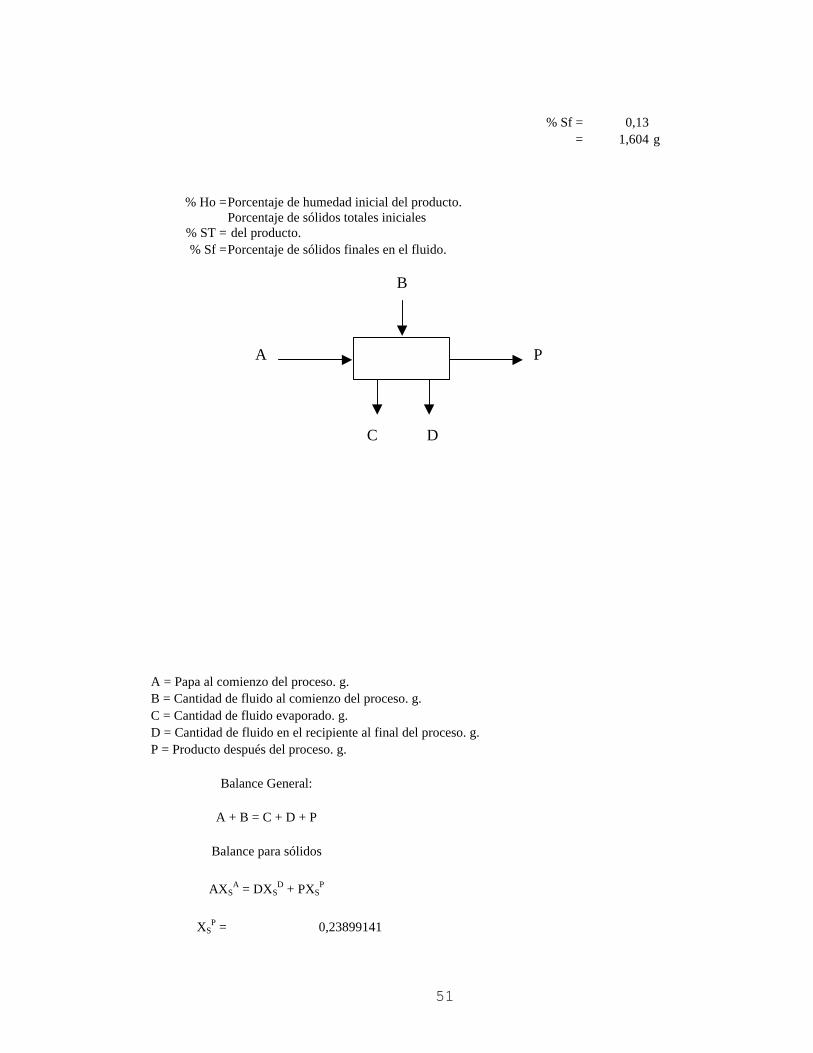
v Cálculo tipo para producto en cocción al vapor (1VPE) 40 minutos
Papa FluidoA = 865,53 g B = 2000 ml
% Ho = 74,63 Densidad de B = 0,9975 g / ml= 670,61 g B = 1995 g
% ST = 22,52 D = 1203,33 ml= 194,92 g Densidad de D = 1,0256 g / ml
P = 808,87 g D = 1234,14 g
51
% Sf = 0,13= 1,604 g
% Ho =Porcentaje de humedad inicial del producto.
% ST =Porcentaje de sólidos totales iniciales del producto.
% Sf =Porcentaje de sólidos finales en el fluido.
A = Papa al comienzo del proceso. g.B = Cantidad de fluido al comienzo del proceso. g.C = Cantidad de fluido evaporado. g.D = Cantidad de fluido en el recipiente al final del proceso. g.P = Producto después del proceso. g.
Balance General:
A + B = C + D + P
Balance para sólidos
AXSA = DXS
D + PXSP
XSP = 0,23899141
A P
DC
B

52
% de Sólidos en el producto final = 23,8991408Peso de Sólidos Iniciales = 194,917356 g
Peso de Sólidos Finales = 193,3129802 gPérdida de Sólidos = 1,604375822 g
% de pérdida de sólidos = 0,823105677 %
C = 817,52 gr
Tabla 15. Resultados del balance de masa para todos los productos.
PESO A.(g)
SÓLIDOS (g)
AGUA (g)
PESO P.(g)
SÓLIDOS (g)
AGUA (g)PESO B.(g)
SÓLIDOS (g)
AGUA (g)
PESO D.(g)
SÓLIDOS (g)
AGUA (g)
FLUIDO EVAPORADO C. (g)
1VPE 40 865,53 194,92 670,61 808,87 193,31 615,56 1995 0 1995 1234,14 1,60 1232,53 817,52
2VPE 36 829,33 186,77 642,56 808,87 187,09 621,78 1995 0 1995 1078,16 -0,32 1078,48 927,84
1IPE 35 1652,45 372,13 1280,32 1582,5 359,21 1223,29 3295,07 0 3295,07 2636,96 12,92 2624,03 728,07
2IPE 35 1663,73 374,67 1289,06 1582,5 371,67 1210,83 3162,08 0 3162,08 2502,41 3,00 2499,41 692,95
1VM 15 613,90 255,44 358,46 636,77 254,06 382,71 1226,93 0 1226,93 855,52 1,39 854,13 348,54
1IM 15 613,90 255,44 358,46 636,77 240,66 396,11 1226,93 0 1226,93 864,39 14,78 849,61 339,66
1VV 30 607,53 246,84 360,69 610,87 246,57 364,30 1995 0 1995 1370,89 0,27 1370,61 620,77
1IV 30 608,3 247,15 361,15 610,87 244,23 366,64 1216,95 0 1216,95 649,54 2,92 646,62 519,11
1VY 35 885,03 355,52 529,51 788,27 353,82 434,45 1995 0 1995 1302,34 1,69 1300,65 789,42
1IY 25 838,47 336,81 501,66 788,27 327,75 460,52 1659,17 0 1659,17 1258,56 9,06 1249,49 336,26
INICIAL FINAL
TIEMPOPRODUCTO
CRUDO COCIDO

53
Min-Max
25%-75%
Median value
Box & Whisker Plot
0
0.04
0.08
0.12
0.16
0.2
V08 V17 V26 V34 V43 V51 V60 V68 V77 V85 V94 V102
3.3 TEXTURA
3.3.1 Curvas de textura para los productos crudos. La textura se usó como
indicador de ablandamiento y determinación de cocción, se realizaron graficas de
la distancia de penetración contra la fuerza de penetración, mostrando el
comportamiento de los alimentos crudos y seguidamente se comparó contra los
alimentos cocidos.
Figura 12.Gráficas de comportamiento de la papa cruda y cocida.
a) Papa entera cruda
Fuente: Los Autores Distancia de penetración (mm)
Esf
uer
zo d
e p
enet
raci
ón
(Kg
/mm
2 )

54
b) Papa en cocción por inmersión con piel a 35 minutos
Fuente: Los Autores Distancia de penetración (mm)
c) Papa en cocción al vapor sin piel a 40 minutos
Fuente: Los Autores Distancia de penetración (mm)
Esf
uer
zo d
e p
enet
raci
ón
(Kg
/mm
2 )E
sfu
erzo
de
pen
etra
ció
n(K
g/m
m2 )
Min-Max
25%-75%
Median value
Box & Whisker Plot
0.005
0.015
0.025
0.035
0.045
0.055
0.065
V08 V17 V26 V34 V43 V51 V60 V68
Min-Max
25%-75%
Median value
Box & Whisker Plot
0.002
0.006
0.01
0.014
0.018
0.022
0.026
V08 V17 V26 V34 V43 V51 V60 V68

55
Min-Max
25%-75%
Median value
Box & Whisker Plot
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
V08 V17 V26 V34 V43 V51 V60 V68 V77 V85 V94
Figura 13. Gráficas de comportamiento de la yuca cruda y cocida.
a) Yuca entera cruda
Fuente: Los Autores Distancia de penetración (mm)
b) Yuca entera en cocción por inmersión a 20 minutos
Fuente: Los Autores Distancia de penetración (mm)
Esf
uer
zo d
e p
enet
raci
ón
(Kg
/mm
2 )E
sfu
erzo
de
pen
etra
ció
n(K
g/m
m2 )
Min-Max
25%-75%
Median value
Box & Whisker Plot
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
V08 V17 V26 V34 V43 V51 V60 V68 V77
56
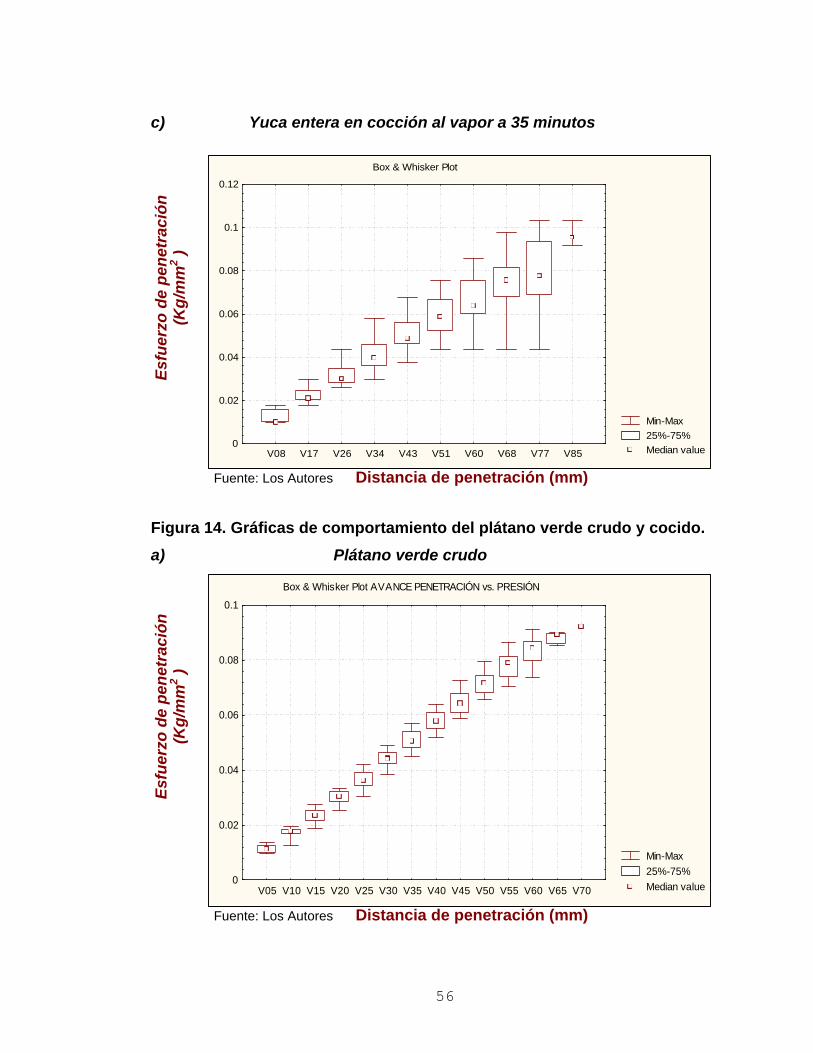
c) Yuca entera en cocción al vapor a 35 minutos
Fuente: Los Autores Distancia de penetración (mm)
Figura 14. Gráficas de comportamiento del plátano verde crudo y cocido.
a) Plátano verde crudo
Fuente: Los Autores Distancia de penetración (mm)
Esf
uer
zo d
e p
enet
raci
ón
(Kg
/mm
2 )E
sfu
erzo
de
pen
etra
ció
n(K
g/m
m2 )
Min-Max
25%-75%
Median value
Box & Whisker Plot
0
0.02
0.04
0.06
0.08
0.1
0.12
V08 V17 V26 V34 V43 V51 V60 V68 V77 V85
Min-Max
25%-75%
Median value
Box & Whisker Plot AVANCE PENETRACIÓN vs. PRESIÓN
0
0.02
0.04
0.06
0.08
0.1
V05 V10 V15 V20 V25 V30 V35 V40 V45 V50 V55 V60 V65 V70
57
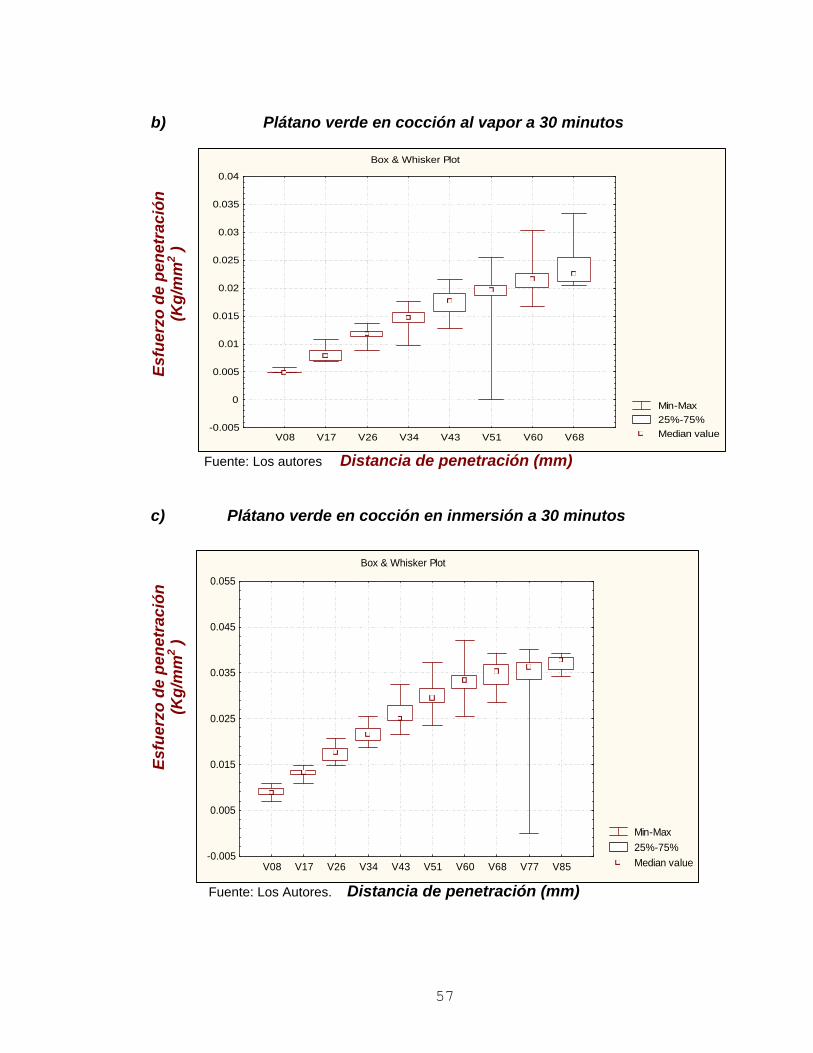
b) Plátano verde en cocción al vapor a 30 minutos
Fuente: Los autores Distancia de penetración (mm)
c) Plátano verde en cocción en inmersión a 30 minutos
Fuente: Los Autores. Distancia de penetración (mm)
Esf
uer
zo d
e p
enet
raci
ón
(Kg
/mm
2 )E
sfu
erzo
de
pen
etra
ció
n(K
g/m
m2 )
Min-Max
25%-75%
Median value
Box & Whisker Plot
-0.005
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
V08 V17 V26 V34 V43 V51 V60 V68
Min-Max
25%-75%
Median value
Box & Whisker Plot
-0.005
0.005
0.015
0.025
0.035
0.045
0.055
V08 V17 V26 V34 V43 V51 V60 V68 V77 V85
58
El comportamiento en el plátano verde crudo, fue similar al de la papa y yuca,
mientras que para el plátano maduro no fue posible medir la textura ya que no se
contó con un vástago de diámetro adecuado ó con un Texturómetro de escala
menor.
La textura se usó como indicador de ablandamiento del alimento y así determinar
el tiempo de cocción, en las gráficas se puede notar que en el alimento crudo la
tendencia es casi una línea recta, mientras que en los tiempos óptimos se
observa una variación en la línea, presentando un declive, que señala un
comportamiento estable al final. Este cambio muestra el grado de ablandamiento
que sufre el producto, esto confirma que el alimento esta cocido en su totalidad, a
demás se puede apreciar que a medida que pasa el tiempo el esfuerzo de
penetración es menor.
La prueba con el Texturómetro arrojó que la papa en el proceso de cocción al
vapor se encuentra apta para el consumo a un tiempo de 40 minutos, este es el
tiempo requerido por el vapor para llegar al centro del alimento, es un poco más
lenta que la cocción en inmersión debida a la transferencia de calor por
convección.
La textura es un buen indicador de cocción, para estos productos, pero hay
alimentos en los cuales no se puede evaluar la textura debido a su forma y a su
poca homogeneidad.
3.4 RESULTADOS ESTADISTICOS
A continuación se describen los resultados obtenidos en los análisis estadísticos,
para la determinación y comprobación del tiempo óptimo de los alimentos hallado
en la parte experimental.
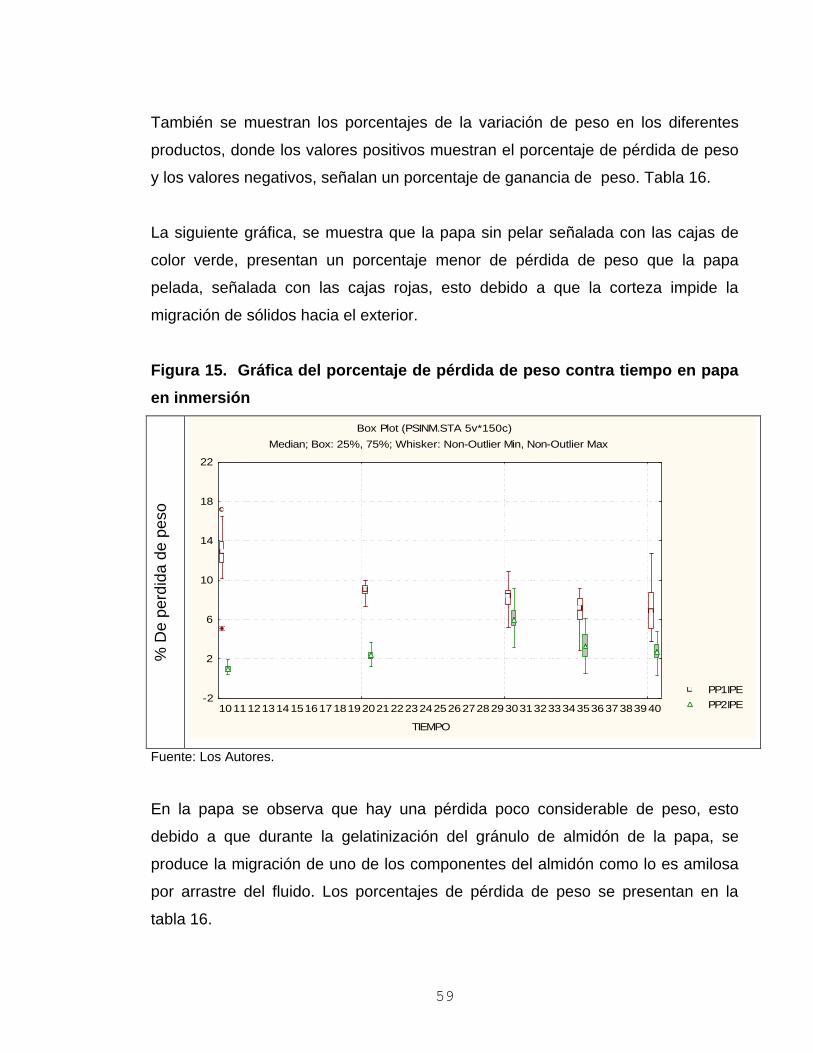
59
También se muestran los porcentajes de la variación de peso en los diferentes
productos, donde los valores positivos muestran el porcentaje de pérdida de peso
y los valores negativos, señalan un porcentaje de ganancia de peso. Tabla 16.
La siguiente gráfica, se muestra que la papa sin pelar señalada con las cajas de
color verde, presentan un porcentaje menor de pérdida de peso que la papa
pelada, señalada con las cajas rojas, esto debido a que la corteza impide la
migración de sólidos hacia el exterior.
Figura 15. Gráfica del porcentaje de pérdida de peso contra tiempo en papa
en inmersión
% D
e pe
rdid
a de
pes
o
PP1IPE
PP2IPE
Box Plot (PSINM.STA 5v*150c)
Median; Box: 25%, 75%; Whisker: Non-Outlier Min, Non-Outlier Max
TIEMPO
-2
2
6
10
14
18
22
10111213141516171819202122232425262728293031323334353637383940
Fuente: Los Autores.
En la papa se observa que hay una pérdida poco considerable de peso, esto
debido a que durante la gelatinización del gránulo de almidón de la papa, se
produce la migración de uno de los componentes del almidón como lo es amilosa
por arrastre del fluido. Los porcentajes de pérdida de peso se presentan en la
tabla 16.
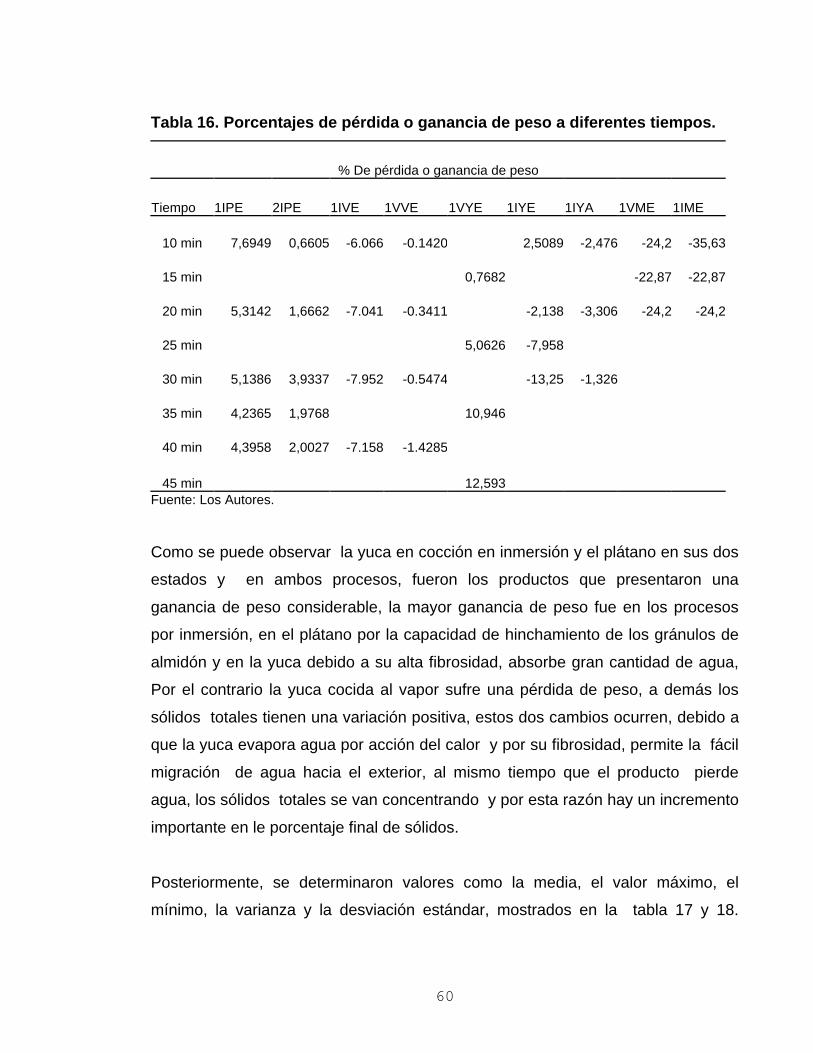
60
Tabla 16. Porcentajes de pérdida o ganancia de peso a diferentes tiempos.
% De pérdida o ganancia de peso
Tiempo 1IPE 2IPE 1IVE 1VVE 1VYE 1IYE 1IYA 1VME 1IME
10 min 7,6949 0,6605 -6.066 -0.1420 2,5089 -2,476 -24,2 -35,63
15 min 0,7682 -22,87 -22,87
20 min 5,3142 1,6662 -7.041 -0.3411 -2,138 -3,306 -24,2 -24,2
25 min 5,0626 -7,958
30 min 5,1386 3,9337 -7.952 -0.5474 -13,25 -1,326
35 min 4,2365 1,9768 10,946
40 min 4,3958 2,0027 -7.158 -1.4285
45 min 12,593 Fuente: Los Autores.
Como se puede observar la yuca en cocción en inmersión y el plátano en sus dos
estados y en ambos procesos, fueron los productos que presentaron una
ganancia de peso considerable, la mayor ganancia de peso fue en los procesos
por inmersión, en el plátano por la capacidad de hinchamiento de los gránulos de
almidón y en la yuca debido a su alta fibrosidad, absorbe gran cantidad de agua,
Por el contrario la yuca cocida al vapor sufre una pérdida de peso, a demás los
sólidos totales tienen una variación positiva, estos dos cambios ocurren, debido a
que la yuca evapora agua por acción del calor y por su fibrosidad, permite la fácil
migración de agua hacia el exterior, al mismo tiempo que el producto pierde
agua, los sólidos totales se van concentrando y por esta razón hay un incremento
importante en le porcentaje final de sólidos.
Posteriormente, se determinaron valores como la media, el valor máximo, el
mínimo, la varianza y la desviación estándar, mostrados en la tabla 17 y 18.

61
Simultáneamente se halló el p-valor (tabla 19), que determina mediante el uso de
hipótesis, las diferencias significativas entre los tiempos, para esto se
establecieron dos hipótesis, una nula (Ho) y otra alternativa (Ha).
Ho= El porcentaje de pérdida o ganancia de peso es igual en todos los tiempos
Ha= Por lo menos una pareja de tiempos se comportó diferente de las demás.
Tabla 17. Valores estadísticos para plátano y yuca.
Valid N Mean Minimum Maximum Std.Dev.
%1PPVME 9 -23,7555556 -27,5 -18,9 2,42595915
%1SSTVME 9 42,8799174 40,0756982 45,0577213 1,57076423
%1PPIME 9 -27,5666667 -42,5 -21,8 6,9007246
%1SSTIME 9 22,0800795 12,7554328 34,1948065 8,65070279
%1PPIVE 12 -7,05474267 -8,61260054 -4,53674121 1,25823618
%1SSTIVE 12 41,3946722 37,6538389 52,2188917 3,88019221
%1PPVVE 12 -0,61478523 -1,60456409 -0,0973236 0,52121773
%1SSTVVE 12 40,5613389 37,6538389 45,2687895 1,92583123
%1PPVYE 12 7,34238973 0,6940428 12,9135295 4,99219145
%1SSTVYE 12 44,7700384 41,1070286 49,3649173 2,68142689
%1PPIYE 12 -5,2086181 -14,93782 2,95865633 6,55823738
%SSTIYE 12 37,4901643 31,5984102 41,2245257 3,25113052
%1PPIYA 9 -2,36926878 -3,9098561 -0,91079561 1,02157387
%1SSTIYA 9 43,9206237 42,6264064 45,5873365 0,92315145Fuente: Los Autores.
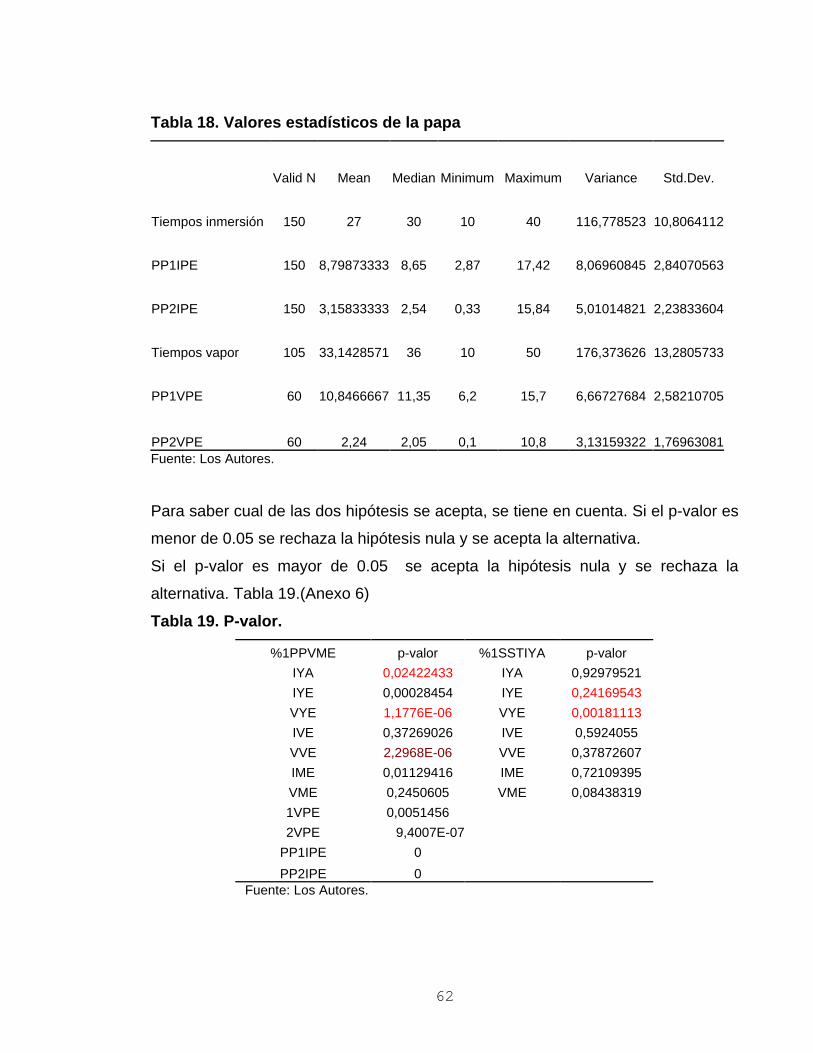
62
Tabla 18. Valores estadísticos de la papa
Valid N Mean Median Minimum Maximum Variance Std.Dev.
Tiempos inmersión 150 27 30 10 40 116,778523 10,8064112
PP1IPE 150 8,79873333 8,65 2,87 17,42 8,06960845 2,84070563
PP2IPE 150 3,15833333 2,54 0,33 15,84 5,01014821 2,23833604
Tiempos vapor 105 33,1428571 36 10 50 176,373626 13,2805733
PP1VPE 60 10,8466667 11,35 6,2 15,7 6,66727684 2,58210705
PP2VPE 60 2,24 2,05 0,1 10,8 3,13159322 1,76963081Fuente: Los Autores.
Para saber cual de las dos hipótesis se acepta, se tiene en cuenta. Si el p-valor es
menor de 0.05 se rechaza la hipótesis nula y se acepta la alternativa.
Si el p-valor es mayor de 0.05 se acepta la hipótesis nula y se rechaza la
alternativa. Tabla 19.(Anexo 6)
Tabla 19. P-valor.
%1PPVME p-valor %1SSTIYA p-valor
IYA 0,02422433 IYA 0,92979521
IYE 0,00028454 IYE 0,24169543
VYE 1,1776E-06 VYE 0,00181113
IVE 0,37269026 IVE 0,5924055
VVE 2,2968E-06 VVE 0,37872607
IME 0,01129416 IME 0,72109395
VME 0,2450605 VME 0,08438319
1VPE 0,0051456
2VPE 9,4007E-07
PP1IPE 0
PP2IPE 0 Fuente: Los Autores.
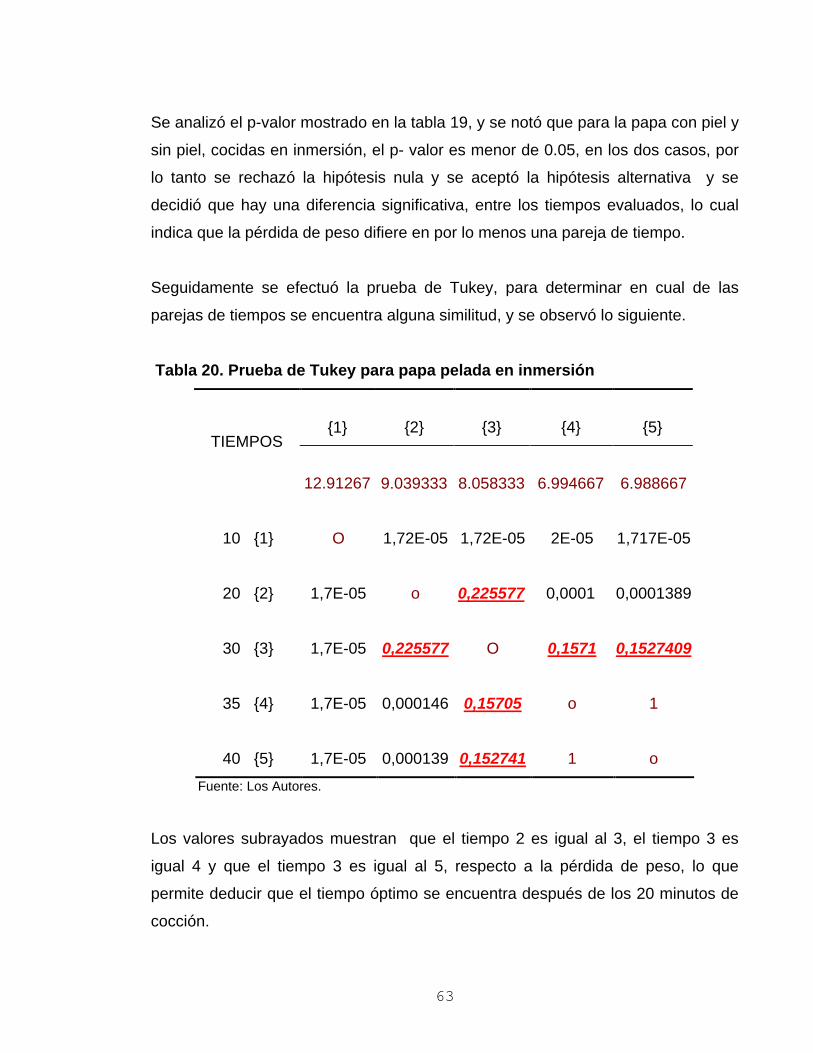
63
Se analizó el p-valor mostrado en la tabla 19, y se notó que para la papa con piel y
sin piel, cocidas en inmersión, el p- valor es menor de 0.05, en los dos casos, por
lo tanto se rechazó la hipótesis nula y se aceptó la hipótesis alternativa y se
decidió que hay una diferencia significativa, entre los tiempos evaluados, lo cual
indica que la pérdida de peso difiere en por lo menos una pareja de tiempo.
Seguidamente se efectuó la prueba de Tukey, para determinar en cual de las
parejas de tiempos se encuentra alguna similitud, y se observó lo siguiente.
Tabla 20. Prueba de Tukey para papa pelada en inmersión
{1} {2} {3} {4} {5}TIEMPOS
12.91267 9.039333 8.058333 6.994667 6.988667
10 {1} O 1,72E-05 1,72E-05 2E-05 1,717E-05
20 {2} 1,7E-05 o 0,225577 0,0001 0,0001389
30 {3} 1,7E-05 0,225577 O 0,1571 0,1527409
35 {4} 1,7E-05 0,000146 0,15705 o 1
40 {5} 1,7E-05 0,000139 0,152741 1 o
Fuente: Los Autores.
Los valores subrayados muestran que el tiempo 2 es igual al 3, el tiempo 3 es
igual 4 y que el tiempo 3 es igual al 5, respecto a la pérdida de peso, lo que
permite deducir que el tiempo óptimo se encuentra después de los 20 minutos de
cocción.
64
En la papa pelada y sin pelar, en cocción al vapor, se nota que en los tiempos
evaluados, por lo menos una pareja es igual.
En el plátano maduro en inmersión, hay diferencia significativa entre las muestras,
y se nota que la ganancia de peso es gradual con respecto al avance de tiempo.
Mientras que en la cocción al vapor la ganancia de peso es equitativa en todos los
tiempos.
En el plátano verde en cocción por inmersión, se observa, que la ganancia de
peso es constante en todas la pruebas, mientras que en la cocción al vapor la
ganancia es directamente proporcional al tiempo.
La yuca cocida en inmersión presenta una ganancia de peso que varía con
respecto al tiempo, al igual, en la cocción al vapor la pérdida de peso es
directamente proporcional al tiempo.
65
4. CONCLUSIONES
1. Se determinó que la temperatura interna de los productos y el tiempo, son
las variables con mayor incidencia en la cocción de los alimentos ya que
por medio de estas dos variables se puede establecer si el producto se
encuentra totalmente cocido .
2. Se estableció que la textura es un indicador importante en la determinación
del tiempo óptimo de cocción, ya que por medio de la prueba de textura con
el penetrómetro se puede percibir el grado de ablandamiento del alimento y
así determinar el grado de cocción del alimento.
3. Se notó que la migración de sólidos de la papa hacia el exterior, fue menor
en la papa con corteza, debido a que esta sirve de barrera para que los
sólidos no migren hacia el fluido y queden suspendidos en este.
4. En el proceso de inmersión, los productos tienen una cocción un poco más
rápida que en el proceso de cocción al vapor, ya que la transferencia de
calor en los gases es más lenta que en los líquidos.
5. Se evidenció que los gránulos de almidón son los responsables de la
ganancia de peso en los productos, debido a su capacidad de absorción de
agua y retención de la misma.
66
6. Se confirmó que existen herramientas matemáticas propias de la ingeniería,
para calcular tiempos óptimos de cocción de los alimentos y así establecer
que los procesos de cocción por inmersión y al vapor, son procedimientos
de carácter ingenieril.
7. La yuca mostró un comportamiento diferente, en los dos procesos de
cocción, ya que en la cocción al vapor, perdió gran cantidad de agua,
disminuyendo su peso y concentrando los sólidos, mientras en la cocción
por inmersión gano peso, manteniendo los sólidos estables.
8. Se notó que la yuca, pese a la dureza que presenta en su estado natural,
mostró ablandamiento rápido y excelente capacidad de absorber agua,
debido a que esta se encapsula entre las fibras del alimento.
9. Se observó que debido a la fibrosidad y formación celular de la yuca, el
resultado del tiempo calculado no coincidió con el práctico.

67
5. RECOMENDACIONES.
• Estudiar la transferencia de masa en estos procesos, diseñando
experimentos en los cuales se logren medir variables como la difusividad,
flujo másico por unidad de área, concentración por unidad de volumen,
e.t.c.
• Estructurar los experimentos utilizando equipos que proporcionen
mediciones exactas de variables termodinámicas como presión,
temperatura, ... con el fin de conocer con más exactitud los fenómenos
ocurridos dentro de los procesos.
• Realizar estudios similares con otros productos de consumo diario, con el
fin de dar a conocer las condiciones óptimas de cada proceso, buscando el
máximo provecho de los alimentos involucrados.
68
6. REFERENCIAS BIBLIOGRAFICAS
Acuerdo de competitividad de la cadena agroalimentaria de la papa. Serie 14IICA
Colombia, 1999. Pág 40 y 41.
AGUILERA, José Miguel. Temas en tecnología de alimentos. Volumen 1. Instituto
politécnico nacional. México,1997.
ASTIASARAN. Alimentos, Composición y Propiedades. Editorial McGraw Hill.
Mexico, 2000
Boletín Corporación Colombia Internacional. Perfil de Producto de Plátano; 1999
Boletín Corporación Colombia Internacional: Perfil de Producto de la yuca. No. 6.
Octubre -diciembre 1999
Boletín Mensual SIPSA. No. 47. Abril-Mayo del 2002
COSTELL, Elvira. Evaluación sensorial de la textura de los alimentos.
Departamento de Conservación y Calidad de los Alimentos IATA. CSIC. Valencia,
2000
FEDEPAPA. Revista papa No. 22, julio de 2001. Pág 12, 17.
HOLMAN, J.P. Transferencia de calor. Editorial continental. 8ª Edición. México,
1999.
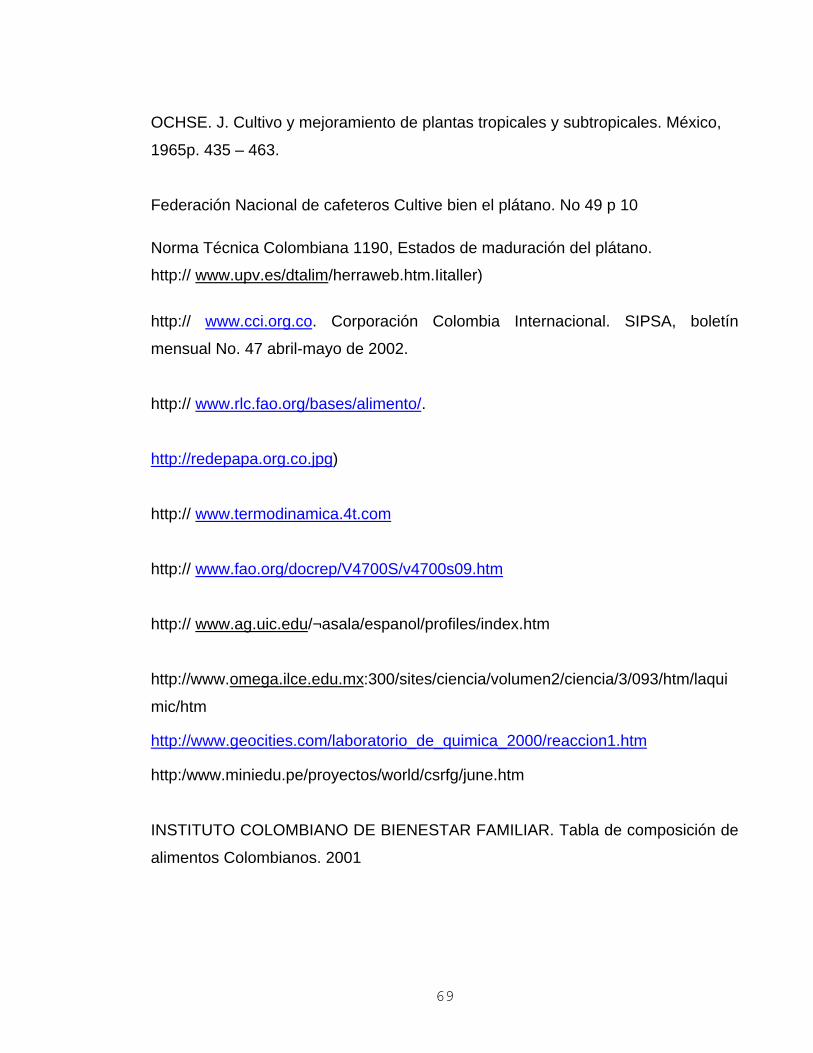
69
OCHSE. J. Cultivo y mejoramiento de plantas tropicales y subtropicales. México,
1965p. 435 – 463.
Federación Nacional de cafeteros Cultive bien el plátano. No 49 p 10
Norma Técnica Colombiana 1190, Estados de maduración del plátano.
http:// www.upv.es/dtalim/herraweb.htm.Iitaller)
http:// www.cci.org.co. Corporación Colombia Internacional. SIPSA, boletín
mensual No. 47 abril-mayo de 2002.
http:// www.rlc.fao.org/bases/alimento/.
http://redepapa.org.co.jpg)
http:// www.termodinamica.4t.com
http:// www.fao.org/docrep/V4700S/v4700s09.htm
http:// www.ag.uic.edu/¬asala/espanol/profiles/index.htm
http://www.omega.ilce.edu.mx:300/sites/ciencia/volumen2/ciencia/3/093/htm/laqui
mic/htm
http://www.geocities.com/laboratorio_de_quimica_2000/reaccion1.htm
http:/www.miniedu.pe/proyectos/world/csrfg/june.htm
INSTITUTO COLOMBIANO DE BIENESTAR FAMILIAR. Tabla de composición de
alimentos Colombianos. 2001
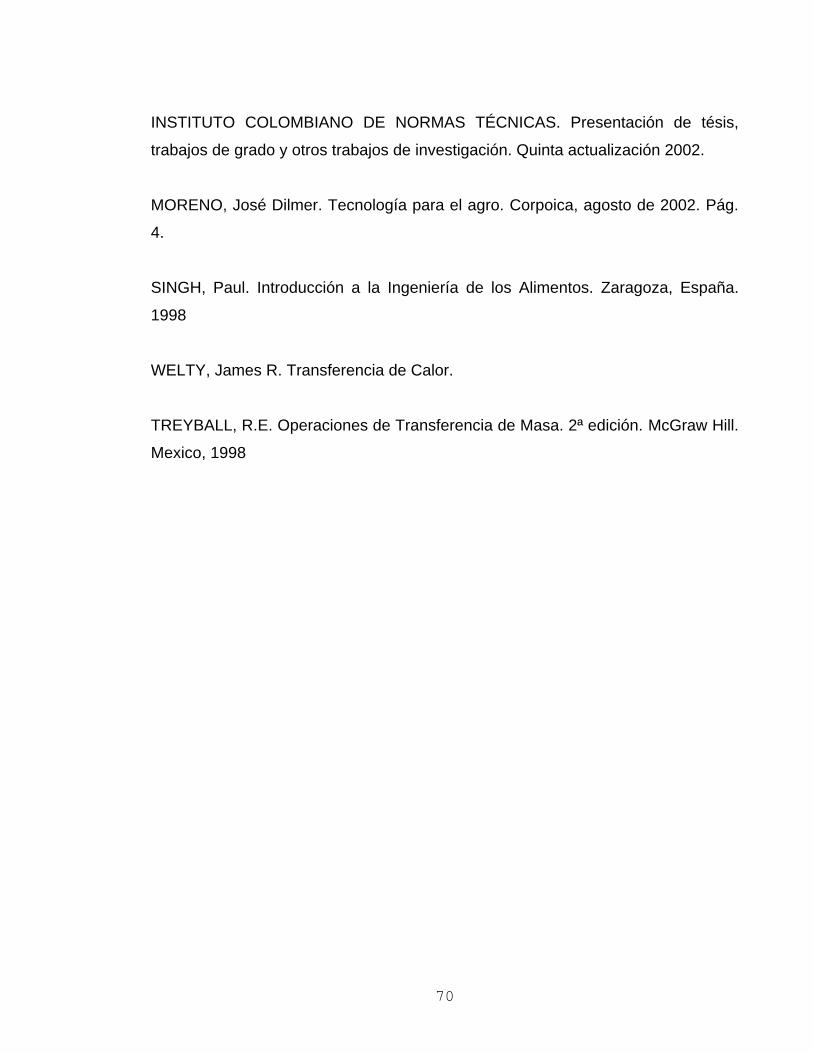
70
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Presentación de tésis,
trabajos de grado y otros trabajos de investigación. Quinta actualización 2002.
MORENO, José Dilmer. Tecnología para el agro. Corpoica, agosto de 2002. Pág.
4.
SINGH, Paul. Introducción a la Ingeniería de los Alimentos. Zaragoza, España.
1998
WELTY, James R. Transferencia de Calor.
TREYBALL, R.E. Operaciones de Transferencia de Masa. 2ª edición. McGraw Hill.
Mexico, 1998
ÁNEXO 4. Temperatura en el eje de un cilindro infinito de radio ro.
ÁNEXO 3. Temperatura en el centro de una esfera de radio ro.

ÁNEXO 1. Propiedades del Agua (líquido saturado).

ÁNEXO 2. Propiedades del vapor de agua.
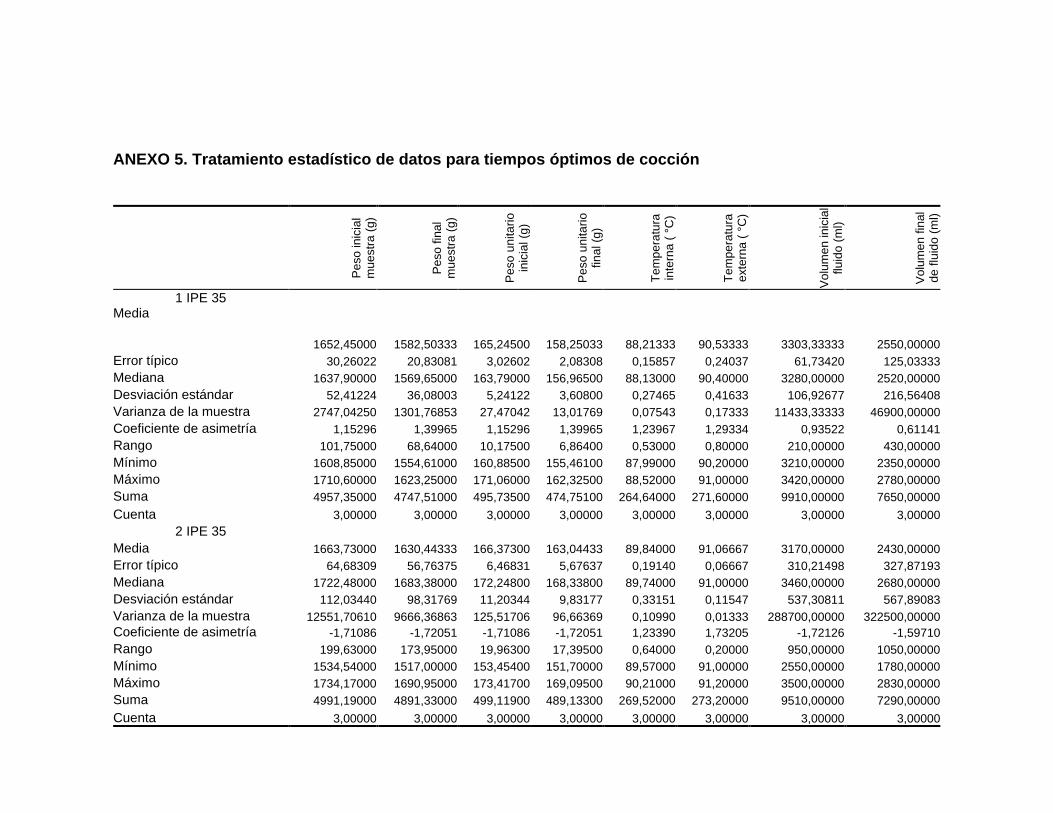
ANEXO 5. Tratamiento estadístico de datos para tiempos óptimos de cocción
Pes
o in
icia
lm
uest
ra (
g)
Pes
o fin
alm
uest
ra (
g)
Pes
o un
itario
inic
ial (
g)
Pes
o un
itario
final
(g)
Tem
pera
tura
inte
rna
( °C
)
Tem
pera
tura
exte
rna
( °C
)
Vol
umen
inic
ial
fluid
o (m
l)
Vol
umen
fina
lde
flui
do (
ml)
1 IPE 35Media
1652,45000 1582,50333 165,24500 158,25033 88,21333 90,53333 3303,33333 2550,00000Error típico 30,26022 20,83081 3,02602 2,08308 0,15857 0,24037 61,73420 125,03333Mediana 1637,90000 1569,65000 163,79000 156,96500 88,13000 90,40000 3280,00000 2520,00000Desviación estándar 52,41224 36,08003 5,24122 3,60800 0,27465 0,41633 106,92677 216,56408Varianza de la muestra 2747,04250 1301,76853 27,47042 13,01769 0,07543 0,17333 11433,33333 46900,00000Coeficiente de asimetría 1,15296 1,39965 1,15296 1,39965 1,23967 1,29334 0,93522 0,61141Rango 101,75000 68,64000 10,17500 6,86400 0,53000 0,80000 210,00000 430,00000Mínimo 1608,85000 1554,61000 160,88500 155,46100 87,99000 90,20000 3210,00000 2350,00000Máximo 1710,60000 1623,25000 171,06000 162,32500 88,52000 91,00000 3420,00000 2780,00000Suma 4957,35000 4747,51000 495,73500 474,75100 264,64000 271,60000 9910,00000 7650,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,000002 IPE 35
Media 1663,73000 1630,44333 166,37300 163,04433 89,84000 91,06667 3170,00000 2430,00000Error típico 64,68309 56,76375 6,46831 5,67637 0,19140 0,06667 310,21498 327,87193Mediana 1722,48000 1683,38000 172,24800 168,33800 89,74000 91,00000 3460,00000 2680,00000Desviación estándar 112,03440 98,31769 11,20344 9,83177 0,33151 0,11547 537,30811 567,89083Varianza de la muestra 12551,70610 9666,36863 125,51706 96,66369 0,10990 0,01333 288700,00000 322500,00000Coeficiente de asimetría -1,71086 -1,72051 -1,71086 -1,72051 1,23390 1,73205 -1,72126 -1,59710Rango 199,63000 173,95000 19,96300 17,39500 0,64000 0,20000 950,00000 1050,00000Mínimo 1534,54000 1517,00000 153,45400 151,70000 89,57000 91,00000 2550,00000 1780,00000Máximo 1734,17000 1690,95000 173,41700 169,09500 90,21000 91,20000 3500,00000 2830,00000Suma 4991,19000 4891,33000 499,11900 489,13300 269,52000 273,20000 9510,00000 7290,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000
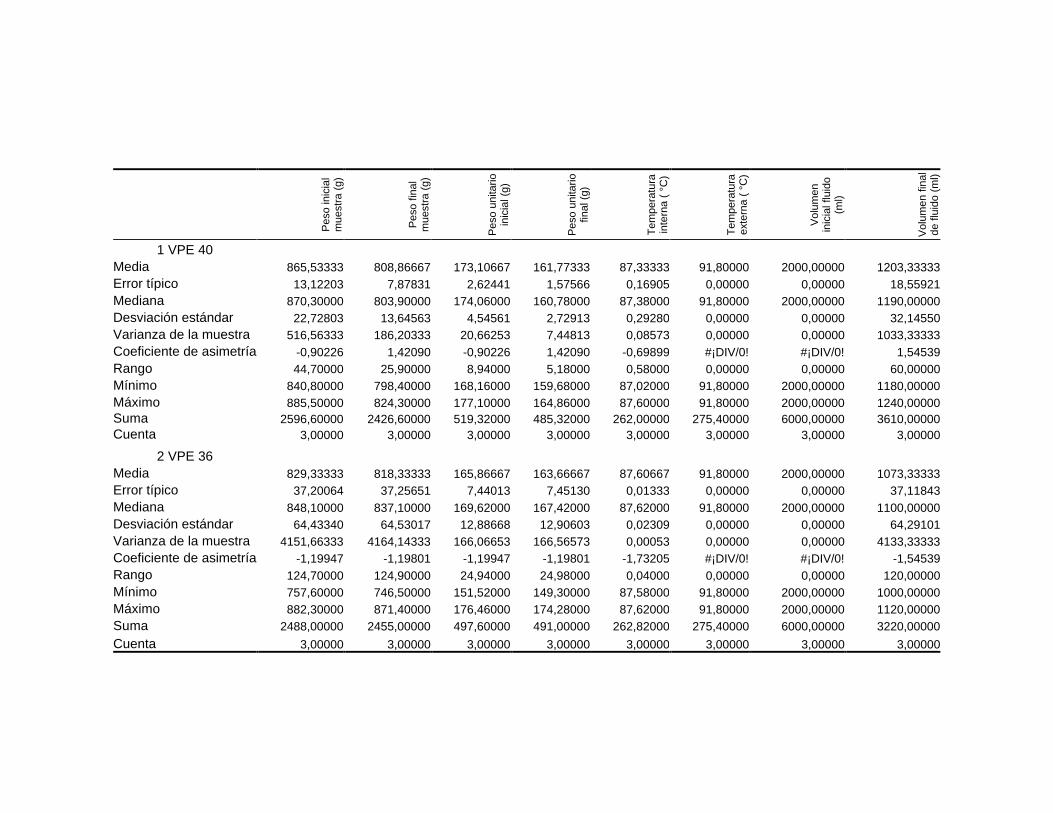
Pes
o in
icia
lm
uest
ra (
g)
Pes
o fin
alm
uest
ra (
g)
Pes
o un
itario
inic
ial (
g)
Pes
o un
itario
final
(g)
Tem
pera
tura
inte
rna
( °C
)
Tem
pera
tura
exte
rna
( °C
)
Vol
umen
inic
ial f
luid
o(m
l)
Vol
umen
fina
lde
flui
do (
ml)
1 VPE 40Media 865,53333 808,86667 173,10667 161,77333 87,33333 91,80000 2000,00000 1203,33333Error típico 13,12203 7,87831 2,62441 1,57566 0,16905 0,00000 0,00000 18,55921Mediana 870,30000 803,90000 174,06000 160,78000 87,38000 91,80000 2000,00000 1190,00000Desviación estándar 22,72803 13,64563 4,54561 2,72913 0,29280 0,00000 0,00000 32,14550Varianza de la muestra 516,56333 186,20333 20,66253 7,44813 0,08573 0,00000 0,00000 1033,33333Coeficiente de asimetría -0,90226 1,42090 -0,90226 1,42090 -0,69899 #¡DIV/0! #¡DIV/0! 1,54539Rango 44,70000 25,90000 8,94000 5,18000 0,58000 0,00000 0,00000 60,00000Mínimo 840,80000 798,40000 168,16000 159,68000 87,02000 91,80000 2000,00000 1180,00000Máximo 885,50000 824,30000 177,10000 164,86000 87,60000 91,80000 2000,00000 1240,00000Suma 2596,60000 2426,60000 519,32000 485,32000 262,00000 275,40000 6000,00000 3610,00000Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000
2 VPE 36Media 829,33333 818,33333 165,86667 163,66667 87,60667 91,80000 2000,00000 1073,33333Error típico 37,20064 37,25651 7,44013 7,45130 0,01333 0,00000 0,00000 37,11843Mediana 848,10000 837,10000 169,62000 167,42000 87,62000 91,80000 2000,00000 1100,00000Desviación estándar 64,43340 64,53017 12,88668 12,90603 0,02309 0,00000 0,00000 64,29101Varianza de la muestra 4151,66333 4164,14333 166,06653 166,56573 0,00053 0,00000 0,00000 4133,33333Coeficiente de asimetría -1,19947 -1,19801 -1,19947 -1,19801 -1,73205 #¡DIV/0! #¡DIV/0! -1,54539Rango 124,70000 124,90000 24,94000 24,98000 0,04000 0,00000 0,00000 120,00000Mínimo 757,60000 746,50000 151,52000 149,30000 87,58000 91,80000 2000,00000 1000,00000Máximo 882,30000 871,40000 176,46000 174,28000 87,62000 91,80000 2000,00000 1120,00000Suma 2488,00000 2455,00000 497,60000 491,00000 262,82000 275,40000 6000,00000 3220,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000
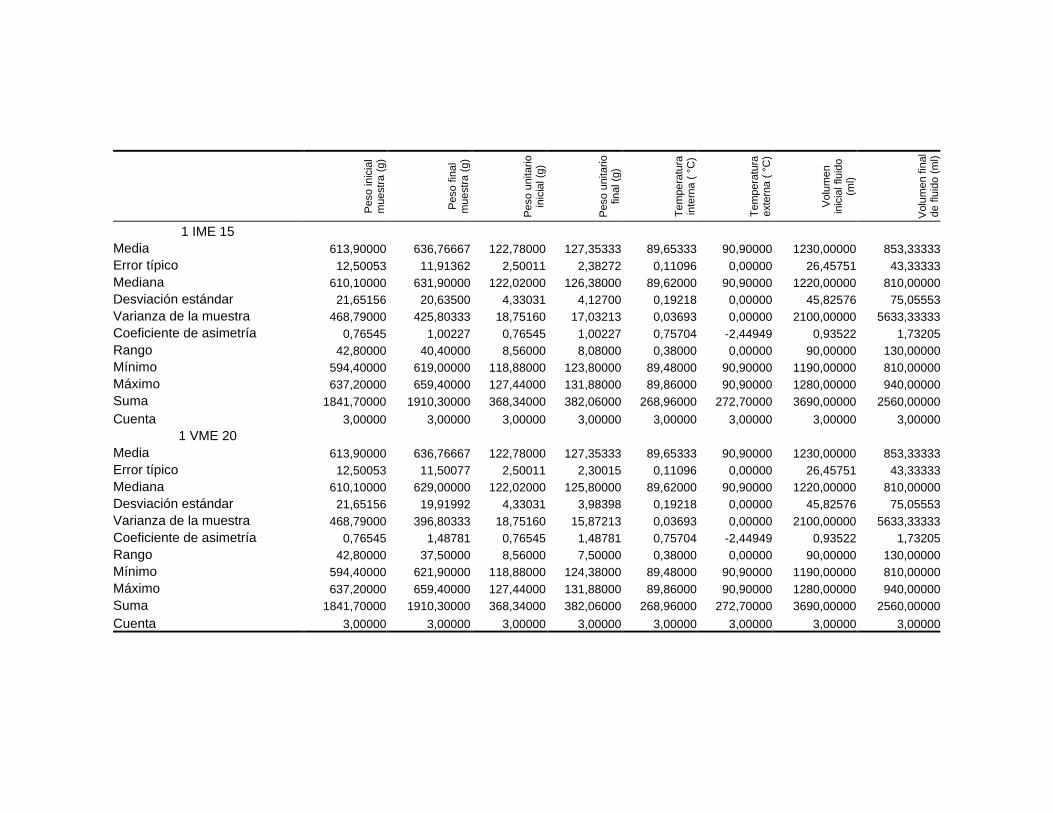
Pes
o in
icia
lm
uest
ra (
g)
Pes
o fin
alm
uest
ra (
g)
Pes
o un
itario
inic
ial (
g)
Pes
o un
itario
final
(g)
Tem
pera
tura
inte
rna
( °C
)
Tem
pera
tura
exte
rna
( °C
)
Vol
umen
inic
ial f
luid
o(m
l)
Vol
umen
fina
lde
flui
do (
ml)
1 IME 15Media 613,90000 636,76667 122,78000 127,35333 89,65333 90,90000 1230,00000 853,33333Error típico 12,50053 11,91362 2,50011 2,38272 0,11096 0,00000 26,45751 43,33333Mediana 610,10000 631,90000 122,02000 126,38000 89,62000 90,90000 1220,00000 810,00000Desviación estándar 21,65156 20,63500 4,33031 4,12700 0,19218 0,00000 45,82576 75,05553Varianza de la muestra 468,79000 425,80333 18,75160 17,03213 0,03693 0,00000 2100,00000 5633,33333Coeficiente de asimetría 0,76545 1,00227 0,76545 1,00227 0,75704 -2,44949 0,93522 1,73205Rango 42,80000 40,40000 8,56000 8,08000 0,38000 0,00000 90,00000 130,00000Mínimo 594,40000 619,00000 118,88000 123,80000 89,48000 90,90000 1190,00000 810,00000Máximo 637,20000 659,40000 127,44000 131,88000 89,86000 90,90000 1280,00000 940,00000Suma 1841,70000 1910,30000 368,34000 382,06000 268,96000 272,70000 3690,00000 2560,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,000001 VME 20
Media 613,90000 636,76667 122,78000 127,35333 89,65333 90,90000 1230,00000 853,33333Error típico 12,50053 11,50077 2,50011 2,30015 0,11096 0,00000 26,45751 43,33333Mediana 610,10000 629,00000 122,02000 125,80000 89,62000 90,90000 1220,00000 810,00000Desviación estándar 21,65156 19,91992 4,33031 3,98398 0,19218 0,00000 45,82576 75,05553Varianza de la muestra 468,79000 396,80333 18,75160 15,87213 0,03693 0,00000 2100,00000 5633,33333Coeficiente de asimetría 0,76545 1,48781 0,76545 1,48781 0,75704 -2,44949 0,93522 1,73205Rango 42,80000 37,50000 8,56000 7,50000 0,38000 0,00000 90,00000 130,00000Mínimo 594,40000 621,90000 118,88000 124,38000 89,48000 90,90000 1190,00000 810,00000Máximo 637,20000 659,40000 127,44000 131,88000 89,86000 90,90000 1280,00000 940,00000Suma 1841,70000 1910,30000 368,34000 382,06000 268,96000 272,70000 3690,00000 2560,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000
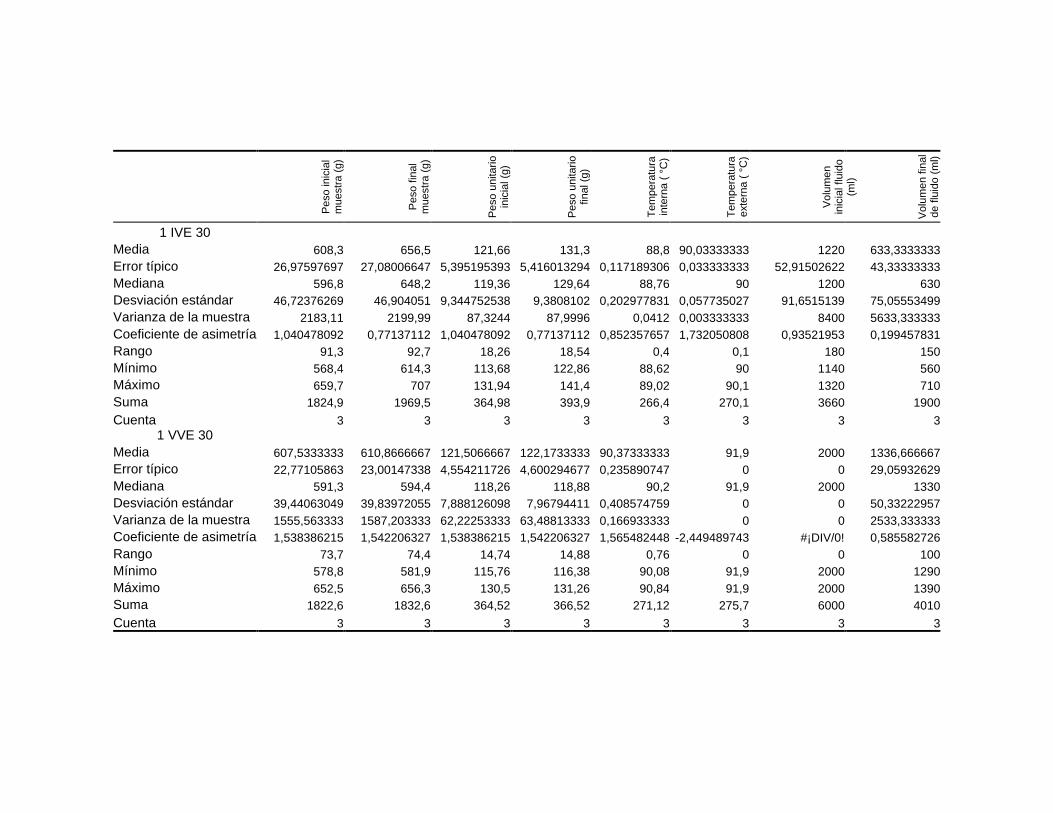
Pes
o in
icia
lm
uest
ra (
g)
Pes
o fin
alm
uest
ra (
g)
Pes
o un
itario
inic
ial (
g)
Pes
o un
itario
final
(g)
Tem
pera
tura
inte
rna
( °C
)
Tem
pera
tura
exte
rna
( °C
)
Vol
umen
inic
ial f
luid
o(m
l)
Vol
umen
fina
lde
flui
do (
ml)
1 IVE 30Media 608,3 656,5 121,66 131,3 88,8 90,03333333 1220 633,3333333Error típico 26,97597697 27,08006647 5,395195393 5,416013294 0,117189306 0,033333333 52,91502622 43,33333333Mediana 596,8 648,2 119,36 129,64 88,76 90 1200 630Desviación estándar 46,72376269 46,904051 9,344752538 9,3808102 0,202977831 0,057735027 91,6515139 75,05553499Varianza de la muestra 2183,11 2199,99 87,3244 87,9996 0,0412 0,003333333 8400 5633,333333Coeficiente de asimetría 1,040478092 0,77137112 1,040478092 0,77137112 0,852357657 1,732050808 0,93521953 0,199457831Rango 91,3 92,7 18,26 18,54 0,4 0,1 180 150Mínimo 568,4 614,3 113,68 122,86 88,62 90 1140 560Máximo 659,7 707 131,94 141,4 89,02 90,1 1320 710Suma 1824,9 1969,5 364,98 393,9 266,4 270,1 3660 1900
Cuenta 3 3 3 3 3 3 3 31 VVE 30
Media 607,5333333 610,8666667 121,5066667 122,1733333 90,37333333 91,9 2000 1336,666667Error típico 22,77105863 23,00147338 4,554211726 4,600294677 0,235890747 0 0 29,05932629Mediana 591,3 594,4 118,26 118,88 90,2 91,9 2000 1330Desviación estándar 39,44063049 39,83972055 7,888126098 7,96794411 0,408574759 0 0 50,33222957Varianza de la muestra 1555,563333 1587,203333 62,22253333 63,48813333 0,166933333 0 0 2533,333333Coeficiente de asimetría 1,538386215 1,542206327 1,538386215 1,542206327 1,565482448 -2,449489743 #¡DIV/0! 0,585582726Rango 73,7 74,4 14,74 14,88 0,76 0 0 100Mínimo 578,8 581,9 115,76 116,38 90,08 91,9 2000 1290Máximo 652,5 656,3 130,5 131,26 90,84 91,9 2000 1390Suma 1822,6 1832,6 364,52 366,52 271,12 275,7 6000 4010
Cuenta 3 3 3 3 3 3 3 3
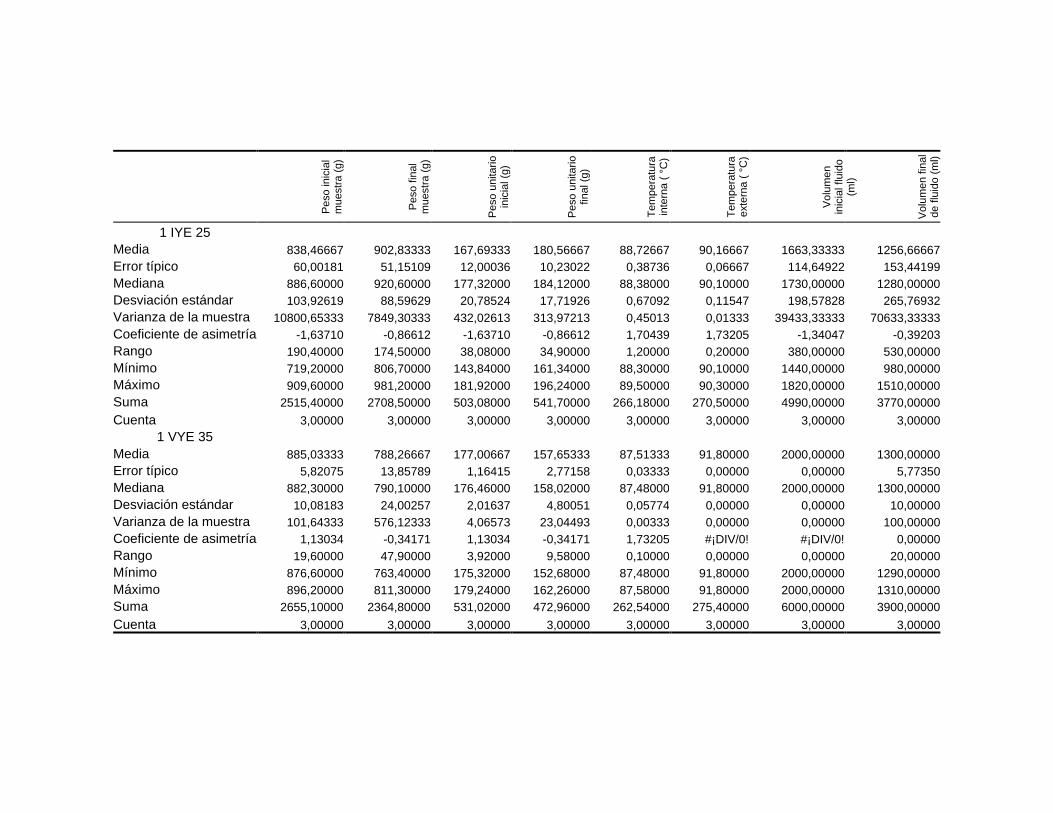
Pes
o in
icia
lm
uest
ra (
g)
Pes
o fin
alm
uest
ra (
g)
Pes
o un
itario
inic
ial (
g)
Pes
o un
itario
final
(g)
Tem
pera
tura
inte
rna
( °C
)
Tem
pera
tura
exte
rna
( °C
)
Vol
umen
inic
ial f
luid
o(m
l)
Vol
umen
fina
lde
flui
do (
ml)
1 IYE 25Media 838,46667 902,83333 167,69333 180,56667 88,72667 90,16667 1663,33333 1256,66667Error típico 60,00181 51,15109 12,00036 10,23022 0,38736 0,06667 114,64922 153,44199Mediana 886,60000 920,60000 177,32000 184,12000 88,38000 90,10000 1730,00000 1280,00000Desviación estándar 103,92619 88,59629 20,78524 17,71926 0,67092 0,11547 198,57828 265,76932Varianza de la muestra 10800,65333 7849,30333 432,02613 313,97213 0,45013 0,01333 39433,33333 70633,33333Coeficiente de asimetría -1,63710 -0,86612 -1,63710 -0,86612 1,70439 1,73205 -1,34047 -0,39203Rango 190,40000 174,50000 38,08000 34,90000 1,20000 0,20000 380,00000 530,00000Mínimo 719,20000 806,70000 143,84000 161,34000 88,30000 90,10000 1440,00000 980,00000Máximo 909,60000 981,20000 181,92000 196,24000 89,50000 90,30000 1820,00000 1510,00000Suma 2515,40000 2708,50000 503,08000 541,70000 266,18000 270,50000 4990,00000 3770,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,000001 VYE 35
Media 885,03333 788,26667 177,00667 157,65333 87,51333 91,80000 2000,00000 1300,00000Error típico 5,82075 13,85789 1,16415 2,77158 0,03333 0,00000 0,00000 5,77350Mediana 882,30000 790,10000 176,46000 158,02000 87,48000 91,80000 2000,00000 1300,00000Desviación estándar 10,08183 24,00257 2,01637 4,80051 0,05774 0,00000 0,00000 10,00000Varianza de la muestra 101,64333 576,12333 4,06573 23,04493 0,00333 0,00000 0,00000 100,00000Coeficiente de asimetría 1,13034 -0,34171 1,13034 -0,34171 1,73205 #¡DIV/0! #¡DIV/0! 0,00000Rango 19,60000 47,90000 3,92000 9,58000 0,10000 0,00000 0,00000 20,00000Mínimo 876,60000 763,40000 175,32000 152,68000 87,48000 91,80000 2000,00000 1290,00000Máximo 896,20000 811,30000 179,24000 162,26000 87,58000 91,80000 2000,00000 1310,00000Suma 2655,10000 2364,80000 531,02000 472,96000 262,54000 275,40000 6000,00000 3900,00000
Cuenta 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000 3,00000

Tabla de datos primarios para balance de masa
Código nPeso inicialmuestra (g)
Peso finalmuestra(g)
Pesounitarioinicial (g)
Pesounitariofinal (g)
Temp.interna (°C)
Temp.externa( °C)
Volumeninicialfluido (ml)
Volumenfinal defluido (ml)
1IPE10-1 10 1709,87 1583,84 170,99 158,38 51,62 90,10 3760,00 3330,00
1IPE10-2 10 1751,59 1598,52 175,16 159,85 51,62 90,20 3500,00 3240,00
1IPE10-3 10 1605,16 1496,88 160,52 149,69 51,62 90,20 3170,00 2860,00
1IPE20-1 10 1696,26 1602,54 169,63 160,25 73,82 90,80 3390,00 2770,00
1IPE20-2 10 1678,56 1593,86 167,86 159,39 72,31 90,80 3360,00 2860,00
1IPE20-3 10 1720,95 1628,19 172,10 162,82 73,73 90,10 3440,00 3110,00
1IPE30-1 10 1367,33 1291,76 136,73 129,18 86,93 90,20 2750,00 2000,00
1IPE30-2 10 1662,69 1586,11 166,27 158,61 87,56 90,00 3320,00 2740,00
1IPE30-3 10 1704,89 1615,29 170,49 161,53 87,10 90,70 3410,00 2450,00
1IPE35-1 10 1637,90 1554,61 163,79 155,46 87,99 91,00 3280,00 2520,00
1IPE35-2 10 1608,85 1569,65 160,89 156,97 88,13 90,20 3210,00 2350,00
1IPE35-3 10 1710,60 1623,25 171,06 162,33 88,52 90,40 3420,00 2780,00
1IPE40-1 10 1416,59 1357,05 141,66 135,71 90,16 91,00 2830,00 2110,00
1IPE40-2 10 1625,65 1529,22 162,57 152,92 89,46 90,10 3250,00 2480,00
1IPE40-3 10 1729,89 1676,20 172,99 167,62 89,86 91,00 3460,00 2530,00
2IPE10-1 10 1604,82 1593,70 160,48 159,37 67,75 90,00 3200,00 3030,00
2IPE10-2 10 1450,89 1443,66 145,09 144,37 64,28 90,00 2900,00 2480,00
2IPE10-3 10 1485,67 1473,98 148,57 147,40 65,74 90,00 2970,00 2740,00
2IPE20-1 10 1516,78 1490,09 151,68 149,01 76,61 90,60 3000,00 2516,00
2IPE20-2 10 1384,43 1367,59 138,44 136,76 76,51 90,60 2780,00 2400,00
2IPE20-3 10 1509,29 1478,35 150,93 147,84 76,69 90,60 3000,00 2660,00
2IPE30-1 10 1491,32 1426,11 149,13 142,61 86,59 90,70 2980,00 2040,00
2IPE30-2 10 1729,08 1660,48 172,91 166,05 84,29 90,20 3450,00 2900,00
2IPE30-3 10 1575,95 1521,36 157,60 152,14 85,20 90,60 3150,00 2440,00
2IPE35-1 10 1534,54 1517,00 153,45 151,70 90,21 91,20 2550,00 1780,00
2IPE35-2 10 1722,48 1683,38 172,25 168,34 89,57 91,00 3500,00 2680,00
2IPE35-3 10 1734,17 1690,95 173,42 169,10 89,74 91,00 3460,00 2830,00
2IPE40-1 10 1389,22 1357,94 138,92 135,79 90,70 91,00 2780,00 1760,00
2IPE40-2 10 1303,50 1277,18 130,35 127,72 90,78 91,00 2600,00 1780,00
2IPE40-3 10 1343,36 1319,98 134,34 132,00 90,29 91,00 2690,00 1820,00
1VPE20-1 5 858,70 816,90 171,74 163,38 71,20 91,80 2000,00 1450,00
1VPE20-2 5 813,80 778,60 162,76 155,72 71,68 91,80 2000,00 1580,00
1VPE20-3 5 838,10 801,20 167,62 160,24 71,28 91,80 2000,00 1480,00
1VPE30-1 5 899,20 828,50 179,84 165,70 84,14 91,80 2000,00 1350,00
1VPE30-2 5 884,10 820,70 176,82 164,14 82,18 91,80 2000,00 1380,00
1VPE30-3 5 866,50 802,00 173,30 160,40 82,96 91,80 2000,00 1320,00
1VPE40-1 5 870,30 803,90 174,06 160,78 87,02 91,80 2000,00 1240,00
1VPE40-2 5 840,80 798,40 168,16 159,68 87,60 91,80 2000,00 1180,00
1VPE40-3 5 885,50 824,30 177,10 164,86 87,38 91,80 2000,00 1190,00
1VPE50-1 5 908,30 849,90 181,66 169,98 90,48 91,80 2000,00 560,00
1VPE50-2 5 849,50 791,00 169,90 158,20 90,20 91,80 2000,00 490,00
1VPE50-3 5 877,40 826,00 175,48 165,20 90,34 91,80 2000,00 520,00
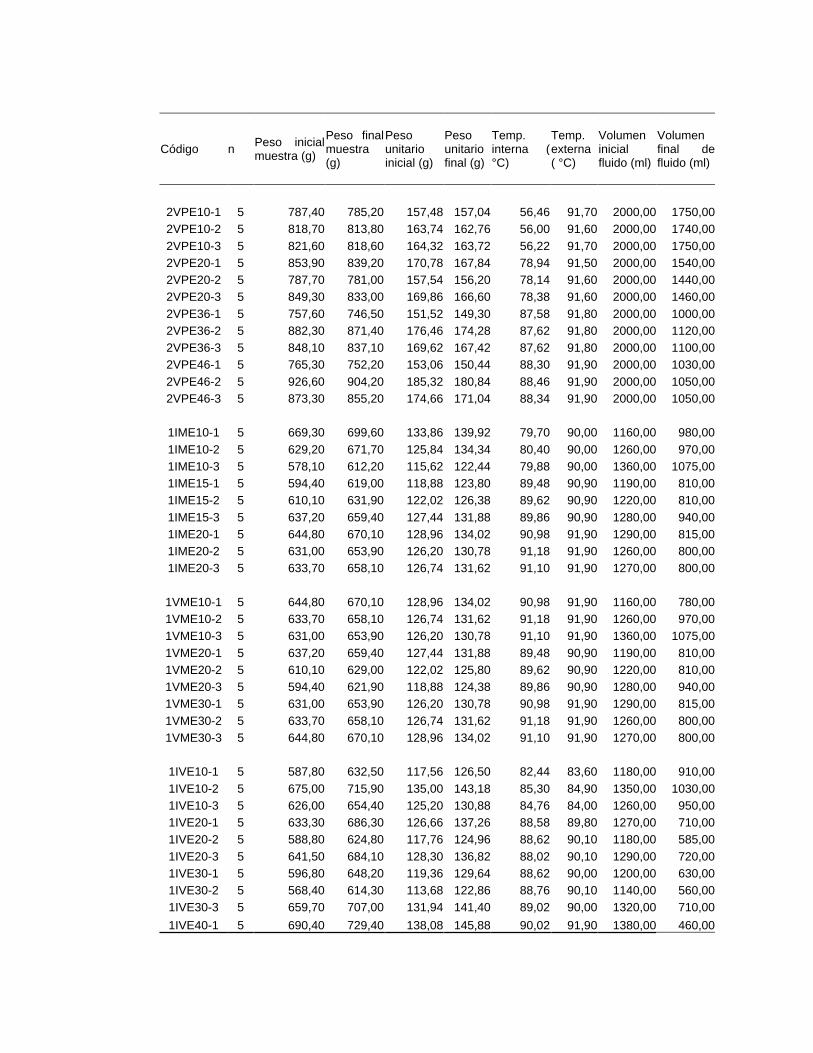
Código nPeso inicialmuestra (g)
Peso finalmuestra(g)
Pesounitarioinicial (g)
Pesounitariofinal (g)
Temp.interna (°C)
Temp.externa( °C)
Volumeninicialfluido (ml)
Volumenfinal defluido (ml)
2VPE10-1 5 787,40 785,20 157,48 157,04 56,46 91,70 2000,00 1750,00
2VPE10-2 5 818,70 813,80 163,74 162,76 56,00 91,60 2000,00 1740,00
2VPE10-3 5 821,60 818,60 164,32 163,72 56,22 91,70 2000,00 1750,00
2VPE20-1 5 853,90 839,20 170,78 167,84 78,94 91,50 2000,00 1540,00
2VPE20-2 5 787,70 781,00 157,54 156,20 78,14 91,60 2000,00 1440,00
2VPE20-3 5 849,30 833,00 169,86 166,60 78,38 91,60 2000,00 1460,00
2VPE36-1 5 757,60 746,50 151,52 149,30 87,58 91,80 2000,00 1000,00
2VPE36-2 5 882,30 871,40 176,46 174,28 87,62 91,80 2000,00 1120,00
2VPE36-3 5 848,10 837,10 169,62 167,42 87,62 91,80 2000,00 1100,00
2VPE46-1 5 765,30 752,20 153,06 150,44 88,30 91,90 2000,00 1030,00
2VPE46-2 5 926,60 904,20 185,32 180,84 88,46 91,90 2000,00 1050,00
2VPE46-3 5 873,30 855,20 174,66 171,04 88,34 91,90 2000,00 1050,00
1IME10-1 5 669,30 699,60 133,86 139,92 79,70 90,00 1160,00 980,00
1IME10-2 5 629,20 671,70 125,84 134,34 80,40 90,00 1260,00 970,00
1IME10-3 5 578,10 612,20 115,62 122,44 79,88 90,00 1360,00 1075,00
1IME15-1 5 594,40 619,00 118,88 123,80 89,48 90,90 1190,00 810,00
1IME15-2 5 610,10 631,90 122,02 126,38 89,62 90,90 1220,00 810,00
1IME15-3 5 637,20 659,40 127,44 131,88 89,86 90,90 1280,00 940,00
1IME20-1 5 644,80 670,10 128,96 134,02 90,98 91,90 1290,00 815,00
1IME20-2 5 631,00 653,90 126,20 130,78 91,18 91,90 1260,00 800,00
1IME20-3 5 633,70 658,10 126,74 131,62 91,10 91,90 1270,00 800,00
1VME10-1 5 644,80 670,10 128,96 134,02 90,98 91,90 1160,00 780,00
1VME10-2 5 633,70 658,10 126,74 131,62 91,18 91,90 1260,00 970,00
1VME10-3 5 631,00 653,90 126,20 130,78 91,10 91,90 1360,00 1075,00
1VME20-1 5 637,20 659,40 127,44 131,88 89,48 90,90 1190,00 810,00
1VME20-2 5 610,10 629,00 122,02 125,80 89,62 90,90 1220,00 810,00
1VME20-3 5 594,40 621,90 118,88 124,38 89,86 90,90 1280,00 940,00
1VME30-1 5 631,00 653,90 126,20 130,78 90,98 91,90 1290,00 815,00
1VME30-2 5 633,70 658,10 126,74 131,62 91,18 91,90 1260,00 800,00
1VME30-3 5 644,80 670,10 128,96 134,02 91,10 91,90 1270,00 800,00
1IVE10-1 5 587,80 632,50 117,56 126,50 82,44 83,60 1180,00 910,00
1IVE10-2 5 675,00 715,90 135,00 143,18 85,30 84,90 1350,00 1030,00
1IVE10-3 5 626,00 654,40 125,20 130,88 84,76 84,00 1260,00 950,00
1IVE20-1 5 633,30 686,30 126,66 137,26 88,58 89,80 1270,00 710,00
1IVE20-2 5 588,80 624,80 117,76 124,96 88,62 90,10 1180,00 585,00
1IVE20-3 5 641,50 684,10 128,30 136,82 88,02 90,10 1290,00 720,00
1IVE30-1 5 596,80 648,20 119,36 129,64 88,62 90,00 1200,00 630,00
1IVE30-2 5 568,40 614,30 113,68 122,86 88,76 90,10 1140,00 560,00
1IVE30-3 5 659,70 707,00 131,94 141,40 89,02 90,00 1320,00 710,00
1IVE40-1 5 690,40 729,40 138,08 145,88 90,02 91,90 1380,00 460,00
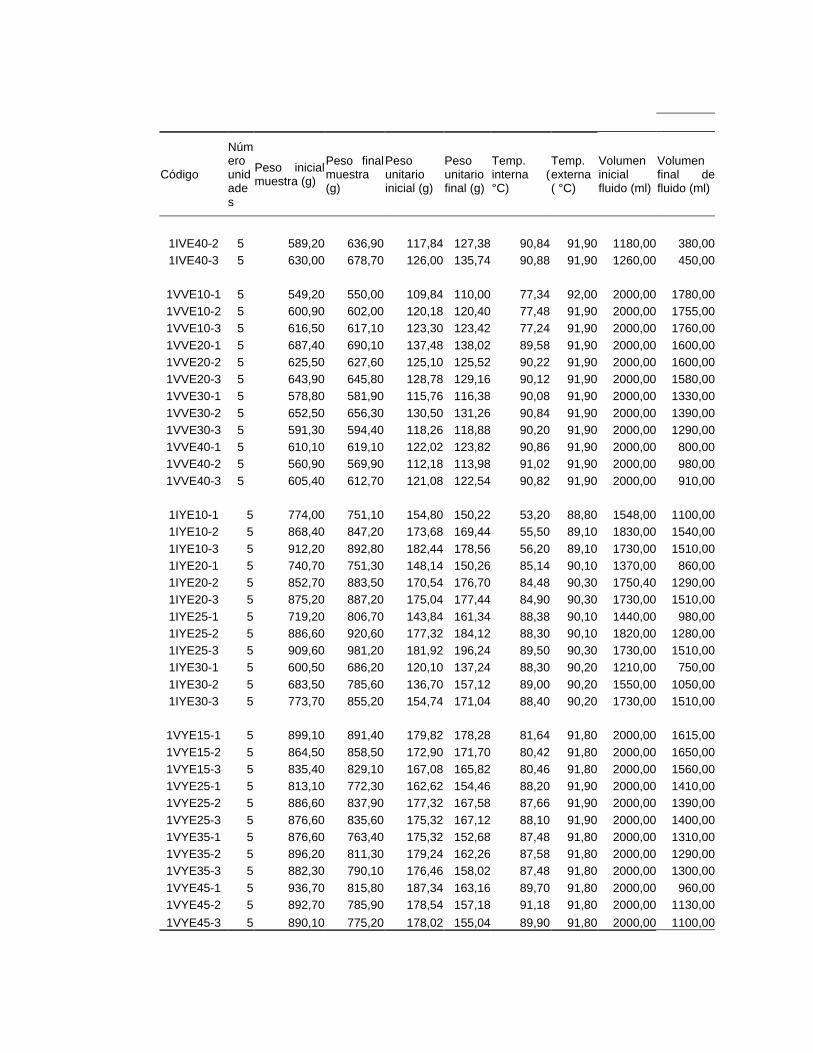
Código
Númerounidades
Peso inicialmuestra (g)
Peso finalmuestra(g)
Pesounitarioinicial (g)
Pesounitariofinal (g)
Temp.interna (°C)
Temp.externa( °C)
Volumeninicialfluido (ml)
Volumenfinal defluido (ml)
1IVE40-2 5 589,20 636,90 117,84 127,38 90,84 91,90 1180,00 380,00
1IVE40-3 5 630,00 678,70 126,00 135,74 90,88 91,90 1260,00 450,00
1VVE10-1 5 549,20 550,00 109,84 110,00 77,34 92,00 2000,00 1780,00
1VVE10-2 5 600,90 602,00 120,18 120,40 77,48 91,90 2000,00 1755,00
1VVE10-3 5 616,50 617,10 123,30 123,42 77,24 91,90 2000,00 1760,00
1VVE20-1 5 687,40 690,10 137,48 138,02 89,58 91,90 2000,00 1600,00
1VVE20-2 5 625,50 627,60 125,10 125,52 90,22 91,90 2000,00 1600,00
1VVE20-3 5 643,90 645,80 128,78 129,16 90,12 91,90 2000,00 1580,00
1VVE30-1 5 578,80 581,90 115,76 116,38 90,08 91,90 2000,00 1330,00
1VVE30-2 5 652,50 656,30 130,50 131,26 90,84 91,90 2000,00 1390,00
1VVE30-3 5 591,30 594,40 118,26 118,88 90,20 91,90 2000,00 1290,00
1VVE40-1 5 610,10 619,10 122,02 123,82 90,86 91,90 2000,00 800,00
1VVE40-2 5 560,90 569,90 112,18 113,98 91,02 91,90 2000,00 980,00
1VVE40-3 5 605,40 612,70 121,08 122,54 90,82 91,90 2000,00 910,00
1IYE10-1 5 774,00 751,10 154,80 150,22 53,20 88,80 1548,00 1100,00
1IYE10-2 5 868,40 847,20 173,68 169,44 55,50 89,10 1830,00 1540,00
1IYE10-3 5 912,20 892,80 182,44 178,56 56,20 89,10 1730,00 1510,00
1IYE20-1 5 740,70 751,30 148,14 150,26 85,14 90,10 1370,00 860,00
1IYE20-2 5 852,70 883,50 170,54 176,70 84,48 90,30 1750,40 1290,00
1IYE20-3 5 875,20 887,20 175,04 177,44 84,90 90,30 1730,00 1510,00
1IYE25-1 5 719,20 806,70 143,84 161,34 88,38 90,10 1440,00 980,00
1IYE25-2 5 886,60 920,60 177,32 184,12 88,30 90,10 1820,00 1280,00
1IYE25-3 5 909,60 981,20 181,92 196,24 89,50 90,30 1730,00 1510,00
1IYE30-1 5 600,50 686,20 120,10 137,24 88,30 90,20 1210,00 750,00
1IYE30-2 5 683,50 785,60 136,70 157,12 89,00 90,20 1550,00 1050,00
1IYE30-3 5 773,70 855,20 154,74 171,04 88,40 90,20 1730,00 1510,00
1VYE15-1 5 899,10 891,40 179,82 178,28 81,64 91,80 2000,00 1615,00
1VYE15-2 5 864,50 858,50 172,90 171,70 80,42 91,80 2000,00 1650,00
1VYE15-3 5 835,40 829,10 167,08 165,82 80,46 91,80 2000,00 1560,00
1VYE25-1 5 813,10 772,30 162,62 154,46 88,20 91,90 2000,00 1410,00
1VYE25-2 5 886,60 837,90 177,32 167,58 87,66 91,90 2000,00 1390,00
1VYE25-3 5 876,60 835,60 175,32 167,12 88,10 91,90 2000,00 1400,00
1VYE35-1 5 876,60 763,40 175,32 152,68 87,48 91,80 2000,00 1310,00
1VYE35-2 5 896,20 811,30 179,24 162,26 87,58 91,80 2000,00 1290,00
1VYE35-3 5 882,30 790,10 176,46 158,02 87,48 91,80 2000,00 1300,00
1VYE45-1 5 936,70 815,80 187,34 163,16 89,70 91,80 2000,00 960,00
1VYE45-2 5 892,70 785,90 178,54 157,18 91,18 91,80 2000,00 1130,00
1VYE45-3 5 890,10 775,20 178,02 155,04 89,90 91,80 2000,00 1100,00
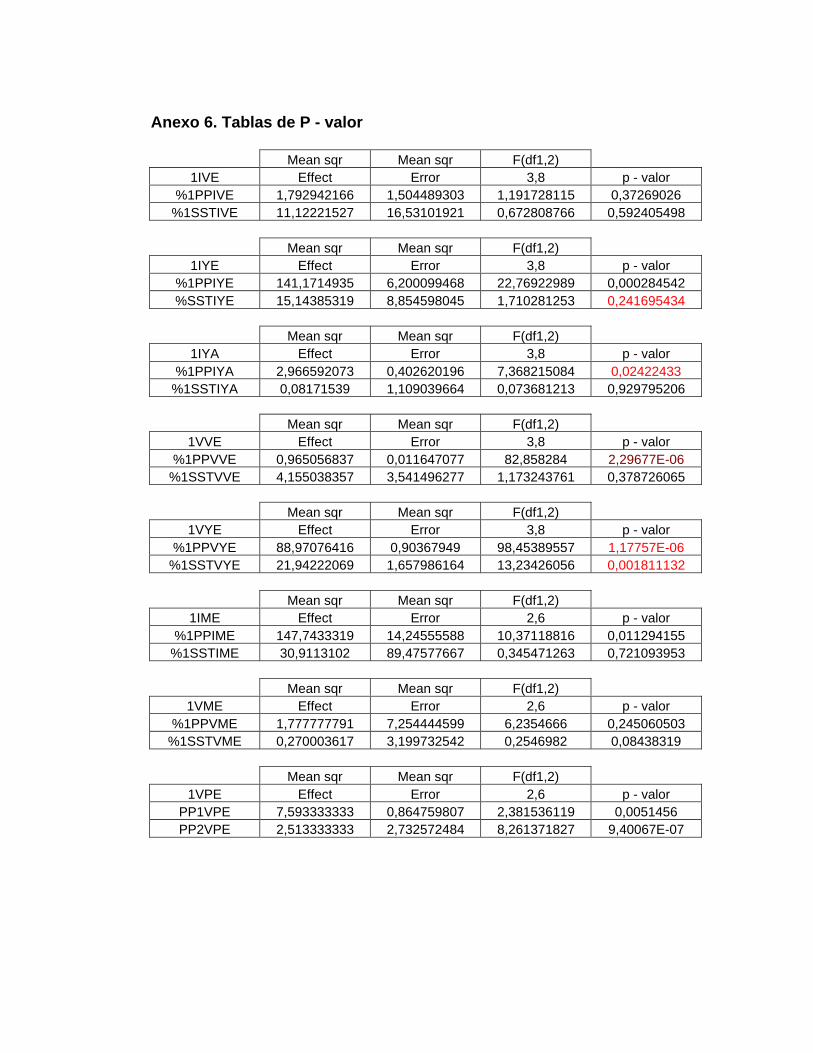
Anexo 6. Tablas de P - valor
Mean sqr Mean sqr F(df1,2)1IVE Effect Error 3,8 p - valor
%1PPIVE 1,792942166 1,504489303 1,191728115 0,37269026%1SSTIVE 11,12221527 16,53101921 0,672808766 0,592405498
Mean sqr Mean sqr F(df1,2)1IYE Effect Error 3,8 p - valor
%1PPIYE 141,1714935 6,200099468 22,76922989 0,000284542%SSTIYE 15,14385319 8,854598045 1,710281253 0,241695434
Mean sqr Mean sqr F(df1,2)1IYA Effect Error 3,8 p - valor
%1PPIYA 2,966592073 0,402620196 7,368215084 0,02422433%1SSTIYA 0,08171539 1,109039664 0,073681213 0,929795206
Mean sqr Mean sqr F(df1,2)1VVE Effect Error 3,8 p - valor
%1PPVVE 0,965056837 0,011647077 82,858284 2,29677E-06%1SSTVVE 4,155038357 3,541496277 1,173243761 0,378726065
Mean sqr Mean sqr F(df1,2)1VYE Effect Error 3,8 p - valor
%1PPVYE 88,97076416 0,90367949 98,45389557 1,17757E-06%1SSTVYE 21,94222069 1,657986164 13,23426056 0,001811132
Mean sqr Mean sqr F(df1,2)1IME Effect Error 2,6 p - valor
%1PPIME 147,7433319 14,24555588 10,37118816 0,011294155%1SSTIME 30,9113102 89,47577667 0,345471263 0,721093953
Mean sqr Mean sqr F(df1,2)1VME Effect Error 2,6 p - valor
%1PPVME 1,777777791 7,254444599 6,2354666 0,245060503%1SSTVME 0,270003617 3,199732542 0,2546982 0,08438319
Mean sqr Mean sqr F(df1,2)1VPE Effect Error 2,6 p - valor
PP1VPE 7,593333333 0,864759807 2,381536119 0,0051456PP2VPE 2,513333333 2,732572484 8,261371827 9,40067E-07