Univercidad Nacional, Logucia Difusa
89
APLICACIONES DE LA LÓGICA DIFUSA EN LA PLANIFICACIÓN DE LA PRODUCCIÓN Cesar José Vergara Rodríguez Horacio Antonio Gaviria Montoya Tesis de Grado para optar al título de Ingeniero industrial Dirección: Martín Darío Arango Serna I.I., MSc, PhD. Codirección: Conrado Augusto Serna Urán I.I., MSc. UNIVERSIDAD NACIONAL DE COLOMBIA SEDE MEDELLÍN F A C U L T A D D E M I N A S ESCUELA DE INGENIERIA DE LA ORGANIZACIÓN Medellín 2009
-
Upload
camilo-parada-garcia -
Category
Documents
-
view
786 -
download
0
Transcript of Univercidad Nacional, Logucia Difusa

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 1/89
APLICACIONES DE LA LÓGICA DIFUSA EN LA PLANIFICACIÓN
DE LA PRODUCCIÓN
Cesar José Vergara Rodríguez
Horacio Antonio Gaviria Montoya
Tesis de Grado para optar al título de
Ingeniero industrial
Dirección:
Martín Darío Arango Serna
I.I., MSc, PhD.
Codirección:
Conrado Augusto Serna Urán
I.I., MSc.
UNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍN
F A C U L T A D D E M I N A S
ESCUELA DE INGENIERIA DE LA ORGANIZACIÓN
Medellín
2009

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 2/89
1
AGRADECIMIENTOS
Los autores expresan sus agradecimientos
A Martín Darío Arango Serna, I.I., MSc, PhD, Profesor de la Universidad Nacional de
Colombia y director de este trabajo de grado, por la oportunidad que nos brindo al
permitirnos trabajar en el grupo de investigación GICO y su apoyo constante a este
proyecto.
A Conrado Augusto Serna Urán, I.I., MSc. Profesor de la Universidad Nacional de
Colombia, y codirector del trabajo de tesis, por guiar el trabajo a través de su visión y su
apoyo constante
Al Grupo de Investigación en logística industrial organizacional GICO, y a todos aquellos
que hacen parte de la Escuela de la organización, por su importante trabajo y constante
colaboración.
A todas aquellas personas que de una u otra forma colaboraron en la realización de este
trabajo.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 3/89
2
TABLA DE CONTENIDO
AGRADECIMIENTOS……………………………………………………1
TABLA DE CONTENIDO………………………………………………...2
LISTADO DE FIGURAS……………………………………………….….6
LISTADO DE TABLAS…………………………………………………....6
RESUMEN………………………………………………………………….8
ABSTRACT………………………………………………………...........…9
1. INTRODUCCIÓN…………………………………………………...…. 10
2. PLANEACIÓN DE LA PRODUCCIÓN………………………………..12
2.1 LA JERARQUÍA DE PLANES DE PRODUCCIÓN………………12
2.1.1 Planificación estratégica o a largo plazo…………………...….13
2.1.2 Planeación agregada…………………………………..…….…14
2.1.2.1 Medidas para modificar la oferta……………………...15
2.1.2.2 Medidas para modificar la demanda…………………..17
2.1.3 El programa maestro de producción (MPS)…………………...18
2.1.4 Planificación de la producción a muy corto plazo…………....19
2.2 TÉCNICAS DE OPTIMIZACIÓN PARA EL ANÁLISIS,
PLANEACIÓN Y CONTROL DE LAS CAPACIDADES
PRODUCTIVAS…………………………………………..………....20
2.2.1 Programación lineal……………………………………………22
2.2.2 Programación fraccional………………………………………23
2.2.3 Programación multimeta……………………………………….252.2.4. Simulación……………………………………………….…….26
2.2.5 Determinación y administración de las restricciones para
problemas de planeación de la producción……………………..28
2.2.5.1 Restricciones de mercados……………………………..29
2.2.5.2 Restricciones de materiales e inventario……………….29
2.2.5.3 Restricciones de capacidad………………………….….30

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 4/89
3
2.2.5.4 Restricciones logísticas………………………………...30
2.2.5.5 Restricciones administrativas…………………………..312.2.5.6 Restricciones conductuales……………………………..32
3. LÓGICA DIFUSA………………………………………………………...33
3.1. CONJUNTOS DE CRISP…………………………………………….34
3.2. TEORÍA DE LOS CONJUNTOS DIFUSOS…………………...……35
3.2.1. Operaciones sobre conjuntos difusos………………………….37
3.2.1.1 Complemento…………………………………………...37
3.2.1.2 Unión……………………………………………………37
3.2.1.3 Intersección……………………………………………...38
3.2.1.4 Exponenciación……………………………………….....38
3.2.2. Aritmética con números difusos……………………………….38
3.2.3. Concepto De Número Difuso………………………………….38
3.2.4. Operaciones aritméticas con números triangulares difusos…….42
3.3. PROGRAMACIÓN LINEAL DIFUSA……………………………….43
3.3.1. Metodología de solución para problemas con coeficientes
del lado derecho de las restricciones difusos…………………….46
3.3.2. Metodología de solución para problemas donde
los coeficientes del lado derecho de las restricciones
y los coeficientes de la matriz de restricciones son
números difusos…………………………………………………48
3.3.3. Metodología de solución para problemas en donde la
función objetivo es flexible……………………………………….50
4. REVISIÓN DEL ESTADO DEL ARTE SOBRE LA APLICACIÓNDE LA LÓGICA DIFUSA A LA PLANIFICACIÓN DE LA
PRODUCCIÓN……………………………………………………………...52
4.1 SOCIEDADES Y CENTROS DE INVESTIGACIÓN MUNDIAL
EN LÓGICA DIFUSA………………………………………………….52
4.2. LÓGICA DIFUSA APLICADA A LA PLANEACIÓN
DE LA PRODUCCIÓN………………………………………………...54

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 5/89
4
4.2.1. La lógica difusa y sus aplicaciones referidas a la
cadena de suministro……………………………………………...544.2.2. La teoría de los conjuntos difusos aplicada modelos
de cantidad económica de pedido (EOQ)………………………...56
4.2.3. La teoría de los conjuntos difusos y sus aplicaciones
referidas a la planeación agregada de la producción……………...57
4.2.4. La teoría de los conjuntos difusos y sus aplicaciones
referidas a la planificación de requerimientos de
materiales (MRP)………………………………………………….58
4.2.5. La teoría de los conjuntos difusos aplicada la
planificación de recursos de la empresa (ERP)…………………….59
5. MODELO DE PROGRAMACIÓN LINEAL DETERMINISTA
PROPUESTO PARA LA PLANEACIÓN AGREGADA DE LA
PRODUCCIÓN………………………………………………………………61
5.1. DEFINICIÓN DE VARIABLES DE DECISIÓN………………………61
5.2. DEFINICIÓN DE PARÁMETROS CONSTANTES
DEL MODELO………………………………………………………….61
5.3. FUNCIÓN OBJETIVO………………………………………………….62
5.3.1 Costes mano de obra………………………………………………..62
5.3.2 Costes asociados a manejo de inventario…………………………...63
5.4. PLANTEAMIENTO DE RESTRICCIONES…………………………….65
5.4.1 Restricciones de capacidad………………………………………….65
5.4.2 Restricciones de mercado……………………………………………66
5.4.3 Restricciones de materiales e inventario…………………………….665.4.4 Restricciones administrativas………………………………………..67
5.4.4.1 Política de horas extras……………………………………….67
5.4.4.2 Políticas de contrataciones y despidos………………………..67
5.4.4.3 Políticas de máxima subcontratación…………………………68
5.4.5 Restricciones De No Negatividad……………………………………68
6. MODELO DE PROGRAMACIÓN LINEAL DIFUSA

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 6/89
5
PROPUESTO PARA LA PLANEACIÓN AGREGADA……………………..69
7. APLICACION DE LOS MODELOS PROPUESTOSA UN PROBLEMA DE PLANEACIÓN AGREGADA……………………...74
7.1 PLANTEAMIENTO DEL PROBLEMA DE PLANEACIÓN
AGREGADA……………………………………………………………….74
7.2. SUPUESTOS……………………………………………………………….76
7.3. SOLUCIÓN DEL MODELO DE PROGRAMACIÓN LINEAL………….77
7.4 APLICACIÓN DEL MODELO LINEAL DIFUSO A
UN PROBLEMA DE PLANEACIÓN AGREGADA………………………79
8. CONCLUSIONES………………………………………………………………81
9. BIBLIOGRAFÍA………………………………………………………………..84
ANEXO 1. GRUPOS DE INVESTIGACIÓN QUE
TRABAJAN CON LÓGICA DIFUSA…………………………………………….87

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 7/89
6
LISTADO DE FIGURAS
Figura 1. Planificación Jerárquica de la Producción………………………………….13
Figura 2. Clasificación de los modelos de simulación………………………………..26
Figura 3. Ejemplo de conjunto clásico (Crisp)………………………………………..35
Figura 4. Ejemplo de conjunto difuso………………………………………………....37
Figura 5. Función característica de los números mayores iguales a 5………………...39
Figura 6. Función de pertenencia, del número difuso A~
=5…………………………..40Figura 7. Concepto de número triangular difuso asimétrico: ( ) β α +−= mmma ,,~
…41
Figura 8. Número triangular difuso asimétrico 6~
= (4.5, 6, 7.3)……………………..41
Figura 9. Concepto de número trapezoidal difuso asimétrico ( ) β α ,,,~
nmb = ……….42
Figura 10. Representación de los números difusos triangulares b ya~~ ……………….42
Figura 11. Número difuso utilizado en el Caso 1……………………………………..46
Figura 12. Número difuso utilizado en el Caso 2……………………………………..48
Figura 13. Número difusoi D
~……………………………………………………........70
Figura 14. Número difuso Z ………………………………………………………….71
Figura 15. Gráfico Demanda prevista vs. Planeación Agregada……………………...78
Figura 16. Comparación de Modelos............................................................................80

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 8/89
7
LISTADO DE TABLAS
Tabla 1. Operaciones Realizadas Con Número Difusos...............................................43
Tabla 2. Demanda Prevista……………………………………………………………74
Tabla 3. Datos Operacionales…………………………………………………………75
Tabla 4. Días laborados………………………………………………………………..76
Tabla 5. Resultados evaluación del modelo determinístico…………………………...78
Tabla 6. Resultados evaluación del modelo difuso……………………………………79

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 9/89
8
RESUMEN
El presente trabajo de grado tiene como objetivo mostrar la aplicabilidad que posee la
lógica difusa para resolver problemas de planeación de la producción.
El desarrollo de un plan de producción lleva consigo la determinación de parámetros que
muchas veces poseen cierto grado de vaguedad, esto implica que el personal a cargo de
tomar dediciones tenga que manejar esta incertidumbre. La lógica difusa aparece como una
herramienta alternativa a la estocástica o tradicional para asistir procesos de toma de
decisiones en ambientes difusos.
En la primera parte de este trabajo se realiza una breve introducción acerca de la planeación
de la producción y de la lógica difusa. Para una mayor compresión de la importancia de la
lógica difusa como herramienta para resolver problemas de planificación de la producción,
se realiza un estudio del estado del arte donde se revisa bibliografía de los últimos 5 años
acerca de investigaciones que se han realizado para la solución de problemas de
planificación de la producción utilizando lógica difusa.
En el capitulo seis se propone un modelo de programación lineal difusa para solucionar un
problema de planeación agregada cuando la demanda es un parámetro que posee
incertidumbre, para esto fue necesario plantear un modelo de programación lineal para la
planeación agregada que aparece en el capitulo cinco.
Finalmente, se presentan ejemplos ilustrativos en los cuales se solucionan dos problemas de
planeación agregada, en el primero de ellos, todos los parámetros del modelo son
deterministas y en el segundo es un problema de planeación agregada donde la demanda
posee incertidumbre.Este trabajo muestra a la lógica difusa como una herramienta de apoyo en los procesos de
toma de decisiones cuando se realiza un plan de producción en el que algunos de sus
elementos no se definen de manera determinística.
Palabras Clave: lógica difusa, planeación de la producción, estudio del estado del arte,
modelo de programación lineal difusa, planeación agregada, demanda difusa.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 10/89
9
ABSTRACT
The objective of the present work is to show the applicability of fuzzy logic in production
planning problems.
The development of the production planning in companies involves the determination of
several parameters that could be uncertain. This forces the decisional personal of
companies to manage uncertainty. At this moment, the fuzzy logic appears as an
alternative tool for modeling uncertainty which differs from classical or stochastic methods
At the first part of the document, it is made a short introduction about production planning
and fuzzy logic. In order to generate a better comprehension about the fuzzy logic
importance in production planning, it is shown the review of the state of the arts of such
topics, in which is considered only the works made since 5 years before. Finally, it is
presented two models for solving the aggregated planning problem, which are the final
results of this work. In the first all the parameters of the model of planning are
deterministic. The second one is a model for solving the aggregated planning problem with
demand under uncertainty.
This paper shows a fuzzy logic as a support tool in decision making when a production plan
in which some elements are not defined so deterministic.
Keyword: fuzzy logic, production planning, the review of the state of the arts, aggregated
planning, demand under uncertainty.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 11/89
10
1. INTRODUCCIÓN
A fines del siglo XX, despertó gran interés las tecnologías que se inspiraban en
funcionalidades del ser humano. Tal es el caso de la inteligencia artificial que utiliza como
base el dominio psicológico. De este modo, tecnologías como las redes neuronales, los
algoritmos genéticos y la programación evolutiva se encuentran dentro de este contexto y
utilizan argumentos de procesos biológicos.
La lógica Difusa fue creada en 1965 por el Dr. Lofti Zadeh; esta disciplina es una lógica
alternativa a la lógica clásica que intenta introducir un nivel de incertidumbre en los
aspectos que evalúa. En la vida real nos encontramos con muchos conocimientos
imprecisos o inciertos por naturaleza; la lógica y el pensamiento del ser humano con
frecuencia nos conducen a información de este tipo, seguramente originada del mismo
razonamiento humano que basa sus decisiones en experiencias similares o datos históricos.
A primera vista la lógica difusa es un lenguaje que nos permite modelar sentencias del
lenguaje natural del ser humano como un formulismo matemático. Este modelamiento se
realiza a través de un función de membresía o pertenencia continua en el intervalo [0,1]
que califica el nivel de pertenencia de cada elemento de un conjunto. Esta teoría va en vía
contraria con la teoría clásica de conjuntos, en donde la función de pertenencia solo le
asigna dos valores a los elementos que califica; le asigna el valor de uno a los elementos
que pertenece al conjunto y cero en el caso contrario.
En un proceso de planificación de la producción se determina paralelamente los niveles de
producción, inventario y capacidad de una organización para un horizonte de planificación
conocido con el fin de minimizar los costes totales generados por el plan de producción.En un problema de planificación de la producción donde la incertidumbre de los parámetros
juega un papel importante, el modelo que ayuda a la toma de decisiones debe diseñarse de
forma que permita al usuario tomar la determinación adecuada y responder a los posibles
imprevistos que aparezcan.
El objetivo de este trabajo es presentar la aplicabilidad de la lógica difusa a problemas de
planeación de la producción; para tal fin este trabajo se inicia con una breve introducción

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 12/89
11
en los capítulos dos y tres a la planificación de la producción y a la lógica difusa.
Seguidamente en un esfuerzo por alcanzar un mejor entendimiento del uso de la lógicadifusa en problemas de planificación de la producción y proporcionar una base para
investigaciones futuras, en el capitulo cuatro se realizo un estudio de la literatura existente
sobre aplicaciones de la lógica difusa a problemas de planificación de la producción.
En los capítulos cinco y seis se ilustran de manera ordenada los procedimientos para la
formulación de los modelos de programación lineal y programación lineal difusa
propuestos para problemas de planeación agregada. En el modelo de programación lineal
difusa se considerara únicamente ambigüedad en la demanda; los coeficientes de coste y de
la matriz de restricciones se consideraran deterministas.
En este trabajo se le da solución a dos problemas propuestos de planeación agregada en el
capitulo siete, en el primer problema se busca minimizar los costes totales generados por el
plan agregado y para solucionarlo se utiliza el modelo propuesto de programación lineal
para la planeación de la producción, la formulación de este problema es necesaria para el
desarrollo del trabajo y a la vez sirve como ambientación para luego abordar el problema
difuso. El segundo problema tiene como objetivo maximizar el grado de satisfacción del
decisor, cuando la demanda posee incertidumbre, luego para solucionarlo se utiliza el
modelo de programación lineal difusa propuesto en este trabajo.
Las conclusiones obtenidas del trabajo, así como las referencias bibliográficas utilizadas en
la elaboración del mismo, se muestran en los capítulos ocho y nueve.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 13/89
12
2. PLANEACIÓN DE LA PRODUCCIÓN.
A fin de que estén disponibles los recursos para complementar su misión, una organización
debe planear la producción antes de poder llevarla a acabo. Sin la planeación de producción
es probable que una empresa no pueda producir lo suficiente para lograr un incremento en
la demanda futura. Quizás la capacidad no este disponible en ese momento y se pierdan las
ventas. Con la planeación de la producción la demanda futura se puede producir con
anticipación. Los procesos de planeación de la producción determinan el plan de
producción para cubrir las demandas y suministran la producción que pueden utilizar los
proveedores con el fin de proporcionar los insumos necesarios en el momento y lugar
adecuados [Narasimham, 1996].
2.1 LA JERARQUÍA DE PLANES DE PRODUCCIÓN.
La jerarquía de planes de la función productiva comienza con la planificación estratégica o
a largo plazo con un horizonte temporal superior a un año. En este nivel se determina la
capacidad instalada que se convierte en restricción para los planes de nivel inferior. El
siguiente nivel lo constituye la planificación agregada o a mediano plazo, que con un
horizonte temporal de entre 6 a 18 meses, determina la mano de obra necesaria, el nivel de
inventario, contratos de suministro a medio plazo; en la planeación a corto plazo, aparece
el plan maestro de producción, que partiendo de las restricciones establecidas en el plan
agregado, determina la cantidad a fabricar de cada artículo, así como el plazo en el que se
debe iniciar dicha producción. La jerarquía de planes finaliza con la planificación y controlde la producción a muy corto plazo o gestión de talleres, en la que se procede a signar la
producción planificada a cada centro de trabajo, controlando el correcto cumplimiento de
los plazos de entrega.
Toda esta jerarquía de planes de producción aparece evidentemente enmarcada dentro de
los objetivos fijados en la planificación estratégica de la organización, tal y como aparece
en la figura 1 [Miranda, 2005].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 14/89
13
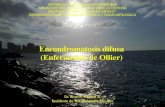
Figura 1. Planificación jerárquica de la producción.
2.1.1 Planificación estratégica o a largo plazo. La determinación de la capacidad
productiva es una decisión que lleva asociada una importante inversión de capital y que va
a determinar en gran medida las posibilidades de éxito de la organización. Por ello, es una
decisión que debe analizarse de forma detenida, tratando de optimizar la utilización de los
recursos financieros.
Si la capacidad de la empresa es insuficiente para satisfacer la demanda, se perderán
clientes y la imagen de la empresa se vera perjudicada, mientras que, por el contrario, un
exceso de capacidad puede tener importantes repercusiones sobre la estructura de costes de
la organización.
Podemos definir la capacidad como la máxima cantidad de bienes o servicios que pueden
obtenerse en una unidad productiva en condiciones normales de funcionamiento en un periodo de tiempo determinado. En el caso de las empresas de servicio y las empresas
industriales que producen una amplia gama de productos heterogéneos, la medida de la
capacidad presenta especiales dificultades, recurriéndose habitualmente a las medidas
basadas en los input y no en los output. En estos casos se define la capacidad como la
cantidad de recursos disponibles durante un periodo de tiempo [Miranda, 2005].
Horizonte de Planeación Unidad de Planeación
Varios Años Líneas de Productos
Planificación deCapacidad aLargo Plazo
De 6 a 18 Meses Familias de ProductosPlaneaciónAgregada
Varias Semanas o PocosMeses
Modelos Específicos delProducto
PlanificaciónMaestra de laProducción
Recursos Necesarios paraFabricar cada Modelo
PlanificaciónA muy Corto Plazo

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 15/89
14
2.1.2 Planeación agregada. Los planes agregados o mediano plazo abarcan un horizonte
de planeación entre 6 y 18 meses e incluyen actividades relativas a la planificación deventas, creación de presupuestos, gestión de personal, selección de proveedores, planes de
producción, etc. La finalidad principal de la planificación agregada es determinar la
combinación de ritmos de producción, mano de obra y niveles de existencia, que minimiza
costes y logra satisfacer la demanda prevista. Para ello se debe conseguir los siguientes
objetivos:
• Minimizar el coste y maximizar los beneficios.
• Maximizar el servicio al cliente.
• Minimizar la inversión en inventario.
• Minimizar los cambios en el ritmo de producción.
• Minimizar las variaciones en la plantilla.
• Maximizar la utilización de la capacidad instalada.
El inicio del proceso de planificación agregada es la estimación de las necesidades futuras
de productos finales, a partir de los pedidos realizados ya por nuestros clientes o de la
predicción de la demanda realizada por el departamento de marketing, basándose en
información obtenida por las investigaciones de mercado realizadas. Dicha demanda es
agregada, es decir, no se refiere a cada artículo en forma individual, sino que las agrupa en
familias de productos. A partir de esta estimación se determinaran las necesidades de
recurso materiales, mano de obra horas maquina, etc.
La elaboración del plan agregado se complica especialmente en las empresas que fabrican
varios tipos de productos, dado que para determinar la demanda agregada será necesariosumar cantidades heterogéneas, por lo que habrá que recurrir a una medida homogénea de
las mismas, que suele ser las horas de trabajo necesarias para su obtención.
La empresa desearía establecer un plan agregado estable con un ritmo de producción
estable en todos los periodos. Sin embargo, la demanda no es generalmente estable, sino
que presenta importantes altibajos, con periodos de elevada demanda seguidos de descensos
importantes de la misma. Por ello, un plan agregado bien elaborado debe lograr adaptar la

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 16/89
15
producción a las oscilaciones de la demanda o tratar de reducir la intensidad de dichas
oscilaciones, a la vez que conseguir una eficiente utilización de la capacidad productiva dela empresa (mano de obra, maquinaria, etc.).
Para logra esta adaptación del ritmo de producción a las oscilaciones de la demanda existen
dos opciones alternativas: modificar la capacidad productiva para adaptarla a las
variaciones de la demanda o modificar la demanda para adaptarla a la capacidad productiva
[Miranda, 2005].
2.1.2.1 Medidas para modificar la oferta. Para lograr modificar la capacidad productiva a
mediano plazo, es decir, dentro del horizonte del plan agregado, habitualmente no es
posible incrementar la capacidad instalada adquiriendo nuevas maquinarias o ampliando las
instalaciones existentes, por lo que la empresa debe recurrir a otras alternativas entre las
que podemos señalar las siguientes [Miranda, 2005]:
• Contrataciones y despidos: Las necesidades de mano de obra se calculan en función
del tiempo empleado para completar cada unidad del producto por lo que, si la
demanda desciende, hay demasiados trabajadores para completar la producción
necesaria y la empresa comenzaría a despedir empleados. Sin embargo la facilidad
para despedir un empleado no son las mismas para todos los países, lo que obliga a
que en algunos casos esta opción no resulte recomendable debido a su elevado
coste y a las precisiones de las organizaciones sindicales. Además, el despido de
trabajadores tiene una repercusión directa sobre la moral de los trabajadores y puede
provocar un descenso en la productividad. De modo similar, la contratación denuevos trabajadores también implica una serie de costes, entre los que cabe
destacar: la publicidad, el proceso de selección, la formación inicial de los
trabajadores, etc. Especialmente importantes es el coste de que los trabajadores no
conozcan el trabajo que van a realizar [Miranda, 2005].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 17/89
16
• Horas extraordinarias: En situaciones excepcionales se puede solicitar a los
trabajadores la realización de horas extras. Pero esta solución solo es valida a corto plazo, dado que a largo plazo la productividad de los trabajadores se reciente y,
además, suele existir limitaciones legales en relación al número máximo de horas
extras a realizar. Otro inconveniente es que las horas extras tienen un coste muy
superior a las realizadas en jornada regular [Miranda, 2005].
• Trabajadores temporales: La contratación de trabajadores temporales puede ser una
solución cuando se produce aumentos en la demanda que no pueden ser cubiertos
con la mano de obra disponible [Miranda, 2005].
• Trabajador a tiempo parcial: Este tipo de trabajadores, que tienen una jornada
inferior a la normal, pueden solventar problemas de exceso de demanda
incrementando su jornada de trabajo de forma puntual a petición de la empresa. Al
ser trabajadores que conocen le empresa, su productividad es muy superior que si se
recurriese a trabajadores temporales [Miranda, 2005].
• Nivel de inventario: Cuando se produce un descenso en la demanda, puede
mantenerse el ritmo de la producción establecido acumulando exceso de productos
en nuestros almacenes. Dichas cantidades de artículos almacenados nos permitirán
satisfacer un exceso de demanda que pueda presentarse en el futuro sin modificar
nuestro ritmo de producción. Evidentemente acumular inventario tiene un coste
considerable, por lo que no se puede abusar de esta opción [Miranda, 2005].
• Subcontratación: Si la capacidad de la empresa no es suficiente para satisfacer la
demanda, podemos recurrir a subcontratar ese exceso de demanda a una tercera
empresa. Esta opción permite incrementar de forma considerable la flexibilidad en
nuestras organizaciones, aunque también implica una serie de inconvenientes entre
los que podemos señalar la perdida de control sobre el tiempo de entrega y la

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 18/89
17
calidad del producto, así como la necesidad con el subcontratista nuestro Know-how
[Miranda, 2005].
2.1.2.2 Medidas para modificar la demanda. La segunda opción es mantener el ritmo de
producción y tratar de modificar la demanda para amortiguar sus oscilaciones.
Evidentemente esta opción no cuenta con tantas posibilidades de éxito, dado que en la
demanda influyen muchos factores que se encuentran fuera de control de la organización.
Aun así la empresa puede tratar de modificar la demanda mediante [Miranda, 2005]:
• Modificación de precio: En los periodos de baja demanda la empresa puede reducir
el precio de sus productos con el objeto de solventar los problemas que puede
ocasionar la existencia de capacidad ociosa [Miranda, 2005].
• Modificar la política de comunicación: La publicidad es uno de los principales
medios para lograr incrementar la demanda de un determinado producto. Sin
embargo los efectos de la publicidad varían de forma notable en función del tipo de
producto/servicio y del mercado a que esta dirigida [Miranda, 2005].
• Retener pedidos: La empresa puede indicar a su cliente que su pedido no va a ser
servido de inmediato, si no cuando cuente con la capacidad suficiente [Miranda,
2005].
• Crear nueva demanda: Para evitar la infrautilización de la capacidad instalada en periodos de baja demanda, muchas empresas tratan de crear nueva demanda para
sus productos en esas épocas de baja demanda [Miranda, 2005].
• Productos de ciclo inverso: Las empresas que cuentan con productos de gran
estacionalidad tratan de completar su gama de productos con otros que tengan una
estacionalidad inversa [Miranda, 2005].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 19/89
18
Entre las estrategias alternativas que el director de operaciones debe elegir a la hora deconfeccionar el plan agregado de producción podemos señalar las tres siguientes [Miranda,
2005]:
• Estrategia de producción constante: En esta opción el ritmo de producción se
considera fijo en el tiempo, con lo cual se consigue reducir los costes de
contratación y despido, se simplifica el proceso de planeación de recursos, se
incrementa la calidad del producto, se simplifica el cumplimiento del cronograma
de producción y se reduce el coste de mano de obra y materiales al evitar las
paradas en le proceso productivo. Evidentemente en esta opción los inventarios
juegan un papel fundamental para adaptar el ritmo de producción uniforme a las
oscilaciones de la demanda, junto a la acumulación de pedidos y la perdida de venta
[Miranda, 2005].
• Estrategia de seguimiento de la demanda: En este caso el ritmo de producción se
adapta en cada periodo a la demanda existente, por lo que el nivel de inventario es
prácticamente inexistente. Para lograrlo es necesario contar con una enorme
flexibilidad que nos permita variar el número de trabajadores, capacidad instalada y
materiales de forma rápida y económica [Miranda, 2005].
• Estrategias mixtas: Se trata de una mezcla de las opciones anteriores, en la cual la
empresa establece un nivel base de producción constante que adapta a la demanda
empleando horas extras, trabajadores temporales, subcontratación, acumulación de pedidos, etc.[Miranda, 2005].
2.1.3 El programa maestro de producción (MPS). Un programa maestro de producción
(MPS) representa un plan para la fabricación. Este plan proporciona los requerimientos de

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 20/89
19
insumos del nivel superior y desarrolla las cantidades y fechas que se deben explotar a fin
de generar los requerimientos por periodo para componentes, piezas y materias primas.El MPS no es una proyección de ventas, sino un plan de fabricación factible. También
sirve como sistema de acumulación de pedidos de los clientes. Toma en cuenta los cambio
en la capacidad o las cargas, los cambios en el inventario de bienes terminados y las
fluctuaciones en la demanda. Un MPS detallado también determina la economía de la
producción mediante el agrupamiento de diversas demandas y la elaboración de tamaños de
lotes. De esta manera, el MPS conserva la integridad de las acumulaciones del sistema
total, las acumulaciones anticipadas y los requerimientos de componentes de nivel inferior.
El MPS debe ser consistente con el plan de producción agregada (APP), del cual se deriva.
Debe considerar, con detalle, la unidad de medida, como libras de acero o cantidad de
llamadas telefónicas por periodo, la eficiencia y los factores de uso del sistema. En el MPS
el APP existen diferentes horizontes de tiempo, niveles de conjunto y grupos de tiempo. El
APP proporciona una base par la toma de decisiones respecto a las fechas de producción
específicas, la capacidad disponible, la demanda total, el tiempo de entrega o las
restricciones de inventario que no se pueden adaptar a los objetivos de la política de la
compañía. A pesar de que esta información es necesaria, no es suficiente para el
funcionamiento adecuado de una empresa.
Lo que se requiere es un plan que se establezca en términos de los productos específicos
que se producirán en determinadas cantidades para ciertas fechas. Es importante reconocer
que el MPS no es una técnica de control ni un sistema. En vez de ello, es una
representación lógica de la información para la toma de decisiones. El MPS subraya los
conflictos que solo las personas pueden resolver. Si el MPS se lleva a cabo de manera
apropiada, el resto del sistema se puede aprovechar para alcanzar los objetivos de lagerencia [Miranda, 2005].
2.1.4 Planificación de la producción a muy corto plazo. El plan de producción a corto
plazo tiene un horizonte de planeación inferior a tres meses e incluye una serie de
actividades relativas a la planificación de los programas de producción, la asignación de

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 21/89
20
trabajos a los distintos puestos, y la organización de la entrega de materiales y de los
pedidos de producto terminado. A esta planificación a corto plazo se la conoce en lasempresas industriales como gestión de talleres y se encarga de programar, controlar y
evaluar las operaciones de producción a muy corto plazo, para lograr el cumplimiento del
plan maestro con la capacidad disponible y con la mayor eficiencia posible.
Entre las principales funciones que realiza en dicha gestión de talleres cabe señalar las
siguientes [Miranda, 2005]:
• Evaluar y controlar los pedidos a fabricar.
• Establecer las prioridades entre los pedidos o trabajos a realizar, ordenándolos por
centro de trabajo y asignándoselos a cada uno de ellos.
• Rastrear la evolución de los pedidos en curso.
• Controlar el desarrollo de las operaciones.
• Controlar la capacidad de cada centro de trabajo.
• Proporcionar realimentación al sistema de planificación y control de capacidad.
2.2 TÉCNICAS DE OPTIMIZACIÓN PARA EL ANÁLISIS, PLANEACIÓN Y
CONTROL DE LAS CAPACIDADES PRODUCTIVAS.
El objetivo de las técnicas cuantitativas para la toma de decisiones en el análisis,
planeación, programación y control de las capacidades productivas es la aplicación de los
principios científicos a las tareas relacionadas con la investigación del funcionamiento del
sistema organizacional. El conjunto de ellas permite la implementación y desarrollo de los
sistemas de gestión de la producción, de administración y del proceso de trabajo en general.
La optimización de los programas de producción comprende también, poder hallar aquelconjunto de tipos de productos (mezclas) y sus volúmenes individuales que garanticen el
valor de una o varias funciones objetivo o criterios de optimización; en el caso de la
producción de una amplia gama de productos en pequeños volúmenes, con anterioridad se
debe determinar la parte básica del programa de producción; es decir, limitar la gama de
productos, estableciendo prioridades para después buscara la solución optima con base en
el nuevo análisis.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 22/89
21
Para determinar la cantidad de productos que realmente pueden ser fabricados en el
horizonte de producción considerado (por ejemplo, un año), deben calcularse lasmagnitudes de capacidad necesaria y disponible, de tal forma que se logre el equilibrio mas
racional entre la utilización de la capacidad y los objetivos que se fije la empresa (por
ejemplo; mínimos costos, ingresos máximos, máxima utilización de la capacidad
disponible, etc.) [Radovic, 1996].
Para determinar la capacidad optima y la gama de productos a fabricar, pueden planearse,
en función de las necesidades y prioridades de la empresa, diferentes objetivos, utilizando
los modelos de programación lineal, de programación fraccional y de toma de decisiones
multicriterio, tratados por separado por varios autores en la literatura especializada. Los
modelos de decisiones multicriterio resultan apropiados para casos en los que el decidor
desee arribar a la mejor decisión global. En general, los modelos de criterios múltiples
proporcionan una solución que “satisface” los objetivos múltiples, en lugar de una solución
que optimice todos los objetivos.
La capacidad de los medios de trabajo se puede calcular estáticamente; es decir, para un
solo periodo de tiempo o dinámicamente para varios. Igualmente los grados de utilización
de la capacidad se pueden calcular estáticamente y dinámicamente.
Si se analizan las capacidades en varios periodos de tiempo se puede observar, monitorear y
analizar su dinámica de utilización por medio de las técnicas de simulación.
En los últimos años la simulación es la técnica cuantitativa que cada vez cobra mayor
importancia para suministrar la información necesaria en la planeación, programación y
control de las capacidades productivas, constituyendo un potente soporte para los procesos
de toma de decisiones en la gestión y en la actividad gerencial.
Debido a que en la función de operaciones (producción mas servicios) se presenta unamayor confluencia de variables (insumos, procesos, productos, servicios e interacciones,
etc.), el contexto de análisis se ha enfocado a la utilización de la simulación como
“herramienta” para la gestión del sistema productivo. A su vez, cuando se habla de
simulación, es necesario referirse al concepto de modelación, ya que la simulación es una
técnica experimental que utiliza un modelo representativo de un sistema real para observar
su comportamiento en un periodo de tiempo determinado.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 23/89
22
Así, la simulación es la representación del comportamiento dinámico del sistema, el cual se
mueve a través de los estados, por medio de reglas operacionales claramente definidas.La Aplicación de la simulación, como técnica experimental, se utiliza para resolver
determinados problemas, en donde la solución por otros métodos seria muy difícil y
generaría problemas de carácter esporádico, donde existen la incertidumbre y en donde las
decisiones derivadas de un análisis casuístico, podría involucrar riesgos, si las etapas de
simulación no reflejan el sistema real [Pérez, 1993].
2.2.1 Programación lineal La programación lineal puede considerarse como uno de los
grandes avances científicos habidos durante la primera mitad del siglo XX y sin duda es
una de las herramientas cuantitativas más extendidas, siendo habitual su uso en empresa y
organizaciones de todo el mundo.
La programación lineal estudia los problemas relativos a la asignación óptima de recursos
limitados entre actividades competitivas. Para ello, la Programación Lineal emplea un
modelo matemático que describe el problema a tratar. El adjetivo lineal indica que todas las
relaciones funcionales matemáticas del modelo deben ser de carácter lineal. En cuanto al
termino programación, tiene el sentido de la planificación, de formulación de un plan o
programa que debe realizarse de manera optima [Miranda, 2005].
Cualquier modelo de optimización lineal se puede representar de la siguiente forma:
( ) ( ) ∑=
=n
j
j j xc x z ó1
minmax
∑=
=≤n
j
i jij mib xa
aSujeto
1
,...,1,:
n j N j x ∈≥ ,0
Donde la función que se minimiza (o maximiza) es llamada Función Objetivo; y se denota
por la letra ; los números jc son llamados Coeficientes de Coste y el vector

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 24/89
23
ncccc ,...,, 21= es el Vector de Costes; la matriz ija A = se denomina Matriz de
Restricciones; el vector T
mbbbb ,...,, 21= es llamado Vector del Lado Derecho y el vector
T
n x x x X ,...,, 21= es el Vector de Variables de Decisión .
2.2.2 Programación fraccional. Los desarrollos de la programación lineal han contribuido
a desarrollar la programación fraccional como técnica bicriterial, en donde se pretende el
logro de dos objetivos en diferentes direcciones. Los primeros trabajos sobre esta técnica
han sido desarrollados por Charnes & Cooper [1962] y otros como Shaible & Ziemba
[1981], formulan el problema general de la programación fraccional mediante una función
objetivo de siguiente forma:
( ) ( ) ( ) x f x f x f Optimizar 21 /: = .
Los problemas de la programación fraccional surgen, por ejemplo, cuando se maximiza la
razón de producción entre las horas/hombres empleadas realmente respecto a las planeadas
(productividad) o la ganancia entre el capital invertido (tasa de rendimiento) o el valor
esperado entre la desviación estándar de alguna medida de desempeño para una cartera de
inversiones (rendimiento de riesgo) [Hiller & Lieberman, 1997]. Se han formulado algunos
procedimientos de solución especiales para ciertas formas de ( ) ( ) x f x f 21 , .
Para hacer más fácil la solución de un problema de programación fraccional, es conveniente
transformarlo a un problema equivalente de algún tipo estándar que disponga de un
procedimiento de solución eficiente. Es por esta razón que, para el problema del análisis,
planeación, programación y control de las capacidades productivas, se utiliza la formula de
programación fraccional como se muestra en la expresión siguiente:
( ) ( ) ( )0/0 d dX ccX x f ++= .

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 25/89
24
También es importante suponer que las funciones de restricciones ( ) x gi son lineales; es
decir, las restricciones, en forma matricial son: 0; ≥≤ X b Ax
Con algunas suposiciones adicionales, el problema se puede transformar en uno
equivalente, haciendo:
( )0/ d dx X Y += Y ( )0/1 d dX t += ;
De manera que:
t Y X /=
Donde:
c: Vector fila numerador.
d: Vector fila denominador.
b: Vector lado derecho.
O: Vector cero.
t: Variable de decisión que expresa la relación 1 sobre el denominador.
Y: Vector de variables de decisión en problema lineal.
X: Vector columna.
cO: Escalar.
d0: Escalar.
Este resultado conduce a:
Cot CY F Optimizar +=:
Sujeto a:
Restricciones del sistema:
0≤− bt AY

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 26/89
25
Restricciones del denominador:
1=+ dot dy
Restricciones de no negatividad:
0;0 ≤≥ t Y
El problema así planteado (equivalente) se puede resolver por el método Simplex
[Kalenatic, 1997].
2.2.3 Programación multimeta. Los sistemas de producción, por lo general, se encuentran
restringidos por la capacidad de los medios de trabajo y de la disponibilidad de recursos;
dichos sistemas están sometidos a condiciones regulares por los “sentidos” de la empresa y
afectados por las condiciones del mercado. Por esta razón, se presentan criterios múltiples
que pueden variar las decisiones, dependiendo de las necesidades de la organización.
Estos objetivos son priorizados o evaluados en condiciones equitativas, permitiendo
soluciones siempre factibles, hacia el logro de los objetivos estratégicos de las empresas o
compañías.
La solución de problemas de capacidades productivas se puede analizar utilizando un solo
criterio de los problemas clásicos de optimización; sin embargo, existen problemas en la
práctica que precisan de objetivos múltiples, como lo son: la maximización simultanea de
utilidades, la maximización de la participación en el mercado, la minimización de costos, la
maximización de la calidad de los productos y la maximización de la satisfacción de losclientes, por solo mencionar algunos.
Con mucha frecuencia estos objetivos múltiples presentan dimensiones distintas y entran en
conflicto dimensional. En los sistemas reales, los administradores deben considerar y ser
capaces de tomar decisiones, partiendo de la evaluación de problemas multicriterio, como
“herramientas” de gestión. Estos modelos de criterio múltiple difieren, en lo fundamental,
de los que tienen un solo objetivo, en lo referido a los procedimientos de solución utilizados

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 27/89
26
y a los resultados obtenidos; en general, los modelos de criterios múltiples proporcionan
una solución que “satisface” los objetivos múltiples, en lugar de obtener una solución queoptimice todos los objetivos [Kalenatic, 2001].
2.2.4. Simulación. Con frecuencia, se ha encontrado que la mejor manera para llevar a
cabo estudios e investigaciones de sistemas es a través de la simulación de los mismos. Los
métodos y mecanismos para lograr estos propósitos son variados. Unos son más apropiados
que otros dependiendo de los problemas o intereses que conciernen a los observadores y de
las características de los mismos sistemas o procesos. Algunos de los métodos y
mecanismos, conocidos por muchos años, siguen utilizándose ampliamente, mientras que
otros, más recientes, sólo empiezan a popularizarse.
En particular, la simulación a pesar de ser reconocida como una herramienta útil en una
gama amplia de disciplinas, en ocasiones ha sido relegada, más por el tiempo que ella
tradicionalmente ha requerido para su implementación que por su dificultad. Es por esta
razón que en el mercado se ofrecen variedad de paquetes para computadores que facilitan la
simulación de sistemas.
Los modelos de simulación pueden clasificarse en deterministas y estocásticos; ambos, a la
vez, pueden ser estáticos y dinámicos. Esquemáticamente se muestra en la Figura 2.
Figura 2. Clasificación de los modelos de simulación
coscoscos
cos
coscosmin
Dinami Estati Estocasti
Dinami
Estatiisti Deter
Modelos
Los modelos deterministas, a diferencia de los estocásticos, no contienen variables
aleatorias; y los estáticos, a diferencia de los dinámicos, no requieren emplear de manera
explicita la variable tiempo. Seguidamente en esta sección desarrollaremos principalmente

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 28/89
27
modelos estocásticos y dinámicos (y nos referiremos a las simulaciones que efectuemos con
ellos como simulaciones discretas o simulaciones de eventos discretos).Los elementos principales a tener en cuenta en la elaboración de los modelos de simulación
discreta son:
• Componentes del sistema: Son los procesos, subprocesos, subsistemas. Ellas
delimitan el sistema.
• Variables: Existen diferentes tipos de variables, estas pueden ser:
-Exógenas: Son independientes o de entrada al modelo y son predeterminadas.
-Estado: Describen el estado del sistema en el tiempo.
-Endógenas: Son dependientes y generadas por la interacción entre las variables
exógenas, endógenas y de estado.
-Parámetros: Pueden ser variables exógenas, y en este caso deben ser estimadas
para la operación de un modelo específico.
- Relaciones funcionales: Relacionan las distintas variables del modelo.
Es importante señalar que la simulación discreta, a pesar de ser reconocida como una
aproximación útil en una gama amplia de circunstancias, ha sido relegada por su
desconocimiento y por el tiempo que puede tardar en desarrollar experiencia y
conocimiento. Esto se constituye en una razón adicional para su estudio con profundidad,
de manera que se puedan desarrollar habilidades y destrezas que faciliten la construcción y
ejecución de modelos de simulación en forma ágil y efectiva. Existen o razones importantes
que justifican la simulación discreta:• Encontrar soluciones a problemas matemáticos o de sistemas, deterministas o
estocásticos, para los cuales no se conoce solución analítica.
• Resolver problemas de sistemas, deterministas o estocásticos, para los cuales su
experimentación es costosa.
• Entender el comportamiento de sistemas naturales en donde se presentan procesos
estocásticos complejos.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 29/89
28
• En la planeación de sistemas socio-económicos, para apoyar la formulación de
políticas estrategias administrativas y operativas.
En la simulación de eventos discretos requiere frecuentemente la utilización de variables
estocásticas, por ejemplo las llegadas a la cola de un banco, el tiempo de servicio en una
actividad comercial o la atención en una central telefónica [Peña, 2004].
Un factor que interviene de manera principal en el modelamiento lineal de problemas en la
industria es la incapacidad de la administración para determinar y controlar adecuadamente
las restricciones que hay en toda la empresa. Para poder establecer un enfoque lógico es
necesario determinar el grado al cual puede funcionar el sistema; este se determina por el
grupo de restricciones que tiene el sistema [Umble, 1995].
2.2.5 Determinación y administración de las restricciones para problemas de planeación
de la producción. Hay una creciente conciencia entre los administradores de la
producción, acerca de la necesidad de lograr un flujo rápido y sin tropiezos de los
materiales en las operaciones de manufactura, de acuerdo con la demanda del mercado.
Pero pocas empresas han logrado avances en esta meta. La razón principal para la carencia
en avances no ha sido la falta de esfuerzo. En realidad, casi todas las empresas han gastado
grandes cantidades de tiempo y dinero para implementar diversos programas destinados a
mejorar la productividad en su trabajo. No obstante, la mayoría de los administradores se
encuentran desilusionados con los resultados.
Una de las labores de los administradores de la producción es tratar de limitar los efectos
perjudiciales de las restricciones en la productividad y rentabilidad de la empresa. Antes decomenzar a determinar las restricciones en un problema de planeación de la producción es
necesario entender los diversos tipos de restricciones inherentes a los sistemas de
manufactura [Umble, 1995].
Existen diferentes formas de clasificar las restricciones; la clasificación que utilizaremos
será la que propone Michael Umble en su obra Manufactura Sincrónica [1995], este

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 30/89
29
clasifica las restricciones como de mercados, capacidad, materiales, logísticas,
administrativas y conductuales.
2.2.5.1 Restricciones de mercados: El factor crítico que impulsa a cualquier planta
manufacturera es la demanda del mercado, que determina los límites del rendimiento
específico dentro de los cuales debe funcionar la empresa. El tipo de producto por el cual
hay demanda, lo determina el mercado.
Hay ciertas consideraciones adicionales, como limites de cantidad, necesidades de tiempo
de espera, precios de competencia y normas de calidad que por lo general no son
establecidas por la empresa, sino por el mercado [Umble, 1995].
2.2.5.2 Restricciones de materiales e inventario: Si no se cuenta con los insumos
necesarios, se debe cerrar el proceso de manufactura. Los administradores han conocido
este principio desde que empezaron los trabajos de producción. La necesidad de tener
suficiente materia prima y producción en proceso para sostener la marcha del proceso de
producción ha dado origen, de hecho, a una gran cantidad de sistemas de control de
materiales, muchos de los cuales están pensados para garantizar una súper abundancia de
los mismos.
Se puede considerar que las restricciones de materiales son a corto plazo o a largo plazo.
Las restricciones a corte plazo a menudo ocurren cuando un proveedor no entrega en la
fecha programada, o el material esta defectuoso. Las restricciones típicas de materiales a
largo plazo son el resultado de escasez de materiales en el mercado [Umble, 1995].Las restricciones de inventario mantiene el balance del inventario, así, el inventario al final
de un período no es mas que el inventario al principio del período más la producción
fabricada dentro del período y descontando las entregas del período concerniente. Hasta
aquí las restricciones necesarias para encontrar una solución factible. Ahora, se pueden
plantear otro tipo de restricciones que limitan los recursos, ya sean políticas o imposiciones
del sistema.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 31/89
30
Otro aspecto que tiene en cuenta las restricciones de inventario son los límites de inventario
por período; esta restricción se encuentra cuando hay limitaciones para mantener un nivelde inventario inferior al tope, usualmente por razones de espacio en bodega, además puede
haber stock de seguridad, el cual debe de asegurar que exista ese nivel mínimo de
inventario al final del período [Correa, 2003].
2.2.5.3 Restricciones de capacidad: Existen dos factores muy importantes que influyen
directamente en la capacidad de una planta para mantener el flujo de producción deseado en
una forma uniforme y oportuna. Uno de ellos es la disponibilidad de materiales, ya
comentada. El otro es la disponibilidad de capacidad. Se dice que hay una restricción de
capacidad cuando la capacidad disponible en un recurso puede ser insuficiente para
responder a la carga de trabajo necesaria para apoyar el rendimiento específico deseado. El
resultado es una posible alteración en el flujo de los productos.
Cuando se pide a los administradores señalar las restricciones en su proceso de producción,
las restricciones de capacidad son las primeras que se mencionan. Es decir, hay ciertos
recursos que, debido a la aparente carencia de capacidad disponible, ocasionan alteraciones
en el movimiento uniforme de los productos en toda la planta. Cuando se puede determinar
cuales son estos recursos suelen recibir atención especial de los administradores.
Identificar la diferencia entre recursos cuello de botella y los que no lo son es de gran
importancia para formular este tipo de restricciones. Un recurso que no es cuello de botella
se define como aquel que tiene una capacidad mayor que la demanda que se le aplica,
contrario a un recurso cuello de botella. Si hay cuello de botella en la operación de la
planta, entonces el flujo real de productos va hacer menor que el deseado, a menos que se pueda aumentar la capacidad de los recursos que son cuellos de botella [Umble, 1995].
2.2.5.4 Restricciones logísticas: Cualquier restricción inherente al sistema de planeación y
control de la manufactura utilizado en la empresa, se cataloga como una restricción
logística. El efecto primario de este tipo de restricción es que actúa como un impedimento

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 32/89
31
para el flujo uniforme de los artículos a través del sistema. Estas restricciones suelen ser
integradas al sistema de manufactura y pueden ser difíciles de cambiar. En la práctica,algunos administradores no suelen reconocer las restricciones logísticas como factores o
parámetros que se pueden manejar. Pero si las restricciones impuestas por el sistema de
planeación y control son muy serias, entonces hay que modificar o cambiar el sistema.
Un ejemplo de restricciones logísticas se aprecia en los sistemas de controles de materiales
en que se emplean intervalos de tiempo mensuales. Con el empleo de intervalos o
programas para un mes, en vez de una semana o un día, se pierden de vista las fechas
exactas de entrega de los pedidos. Esto significa que si todos los pedidos se van a entregar
en la fecha prometidas, entonces algunos pueden quedar terminados, a veces hasta con
cuatro semanas de anticipación. Además, el tiempo de solicitud será excesivo. La cantidad
total en que se aumenta innecesariamente el tiempo de solicitud total o de procesamiento
del pedido por el cliente, depende del sistema real de manufactura. Este caso es de un
sistema de control de materiales con prolongados intervalos de tiempo; esto, por supuesto,
tiene un efecto adverso en la capacidad que tiene una empresa para trabajar [Umble, 1995].
2.2.5.5 Restricciones administrativas: Las restricciones administrativa son las estrategias y
políticas de la empresa implantadas por la gerencia, y que perjudican todas las decisiones
relacionadas con la manufacturas, en muchos casos, las restricciones administrativas son el
resultado de una falta de compresión de los factores que mejoran o dañan un proceso de
manufactura. Las restricciones administrativas pueden influir en el sistema en dos formas
básicas. Pueden producir situaciones que lleven a la sub-optimización del sistema o
pueden agravar el efecto de otras restricciones ya presente en el mismo. Las restricciones administrativas pueden tener el efecto de amplificar los problemas
ocasionados en el sistema por las otras restricciones. Un ejemplo es la política para
determinar los tamaños de los lotes con el empleo de la cantidad económica para pedido
(EOQ). Ya se ha establecido que el método de EOQ no es el adecuado para tomar
decisiones acerca del tamaño de los lotes en una empresa manufacturera [Umble, 1995].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 33/89
32
2.2.5.6 Restricciones conductuales. Hasta cierto grado, las empresas se pueden caracterizar por las actitudes y conductas de su fuerza de trabajo. En el momento en el cual se ejerciten
conductas que vayan en contra de los procesos de manufactura, estas conductas se vuelven
una restricción para el sistema. Las restricciones conductuales pueden surgir por los
hábitos, métodos y actitudes de los administradores o de los trabajadores. Estas actitudes
reflejan a menudo costumbres y cultura de toda la empresa en casi todas las industrias
manufactureras, los patrones conductuales surgen como resultado del estilo de
administración aplicado en conjunción con las evaluaciones de comportamiento y
estructuras de recompensas que lo respaldan por lo tanto, la administración puede ser,
cuando menos en parte, la causante de muchas de la restricciones conductuales en la
empresa.
Un ejemplo de restricción conductual es la actitud de “mantenerse ocupado”, que a menudo
emplean los supervisores y los trabajadores. Esta actitud se puede generar por el temor de
que si la administración no puede mantener ocupado los trabajadores, puede despedirlos, y
los trabajadores captan esto con rapidez [Umble, 1995].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 34/89
33
3. LÓGICA DIFUSA.
La lógica difusa, como su nombre indica, es una lógica alternativa a la lógica clásica que
pretende introducir un grado de vaguedad en las cosas que califica. En el mundo real existe
mucho conocimiento poco realista, es decir, conocimiento vago, impreciso, incierto,
ambiguo, inexacto, o probabilístico por naturaleza. El razonamiento y pensamiento humano
frecuentemente conlleva información de este tipo, probablemente originada de la
inexactitud inherente de los conceptos humanos y del razonamiento basado en experiencias
similares.
El problema principal surge de la poca capacidad de expresión de la lógica clásica,
supongamos por ejemplo que tenemos un conjunto de personas que intentamos agrupar
según su altura, clasificándolas en altas o bajas. La solución que presenta la lógica clásica
es definir un umbral de pertenencia (por ejemplo, un valor que todo el mundo considera que
de ser alcanzado o superado, la persona en cuestión puede llamarse alta). Si dicho umbral
es 1.80 m, todas las personas que midan 1.80 m o más serán altas, mientras que las otras
serán bajas. Según esta manera de pensar, alguien que mida 1.79 m será tratado igual que
otro que mida 1.50 m, ya que ambos han merecido el calificativo de bajas. Sin embargo, si
dispusiéramos de una herramienta para caracterizar las alturas de forma que las transiciones
fueran suaves, estaríamos reproduciendo la realidad mucho más fielmente. Asimismo, no
hay un valor cuantitativo que defina el término joven. Para alguna gente, 25 años es joven,
mientras que para otros, 35 es joven. Incluso el concepto puede ser relativo al contexto. Un
presidente de gobierno o de 35 años es joven, mientras que un futbolista no lo es. Hay sin
embargo cosas que están claras: una persona de 1 año es joven, mientras que una de 100años no lo es. Pero una persona de 35 años tiene algunas posibilidades de ser joven (que
normalmente dependen del contexto).
El origen del interés actual por la teoría de conjuntos difusos se debe a un artículo
publicado por Lofti Zadeh en 1.965. En la actualidad es un campo de investigación muy
importante, tanto por sus implicaciones matemáticas o teóricas como por sus aplicaciones
prácticas. Prueba de esta importancia es el gran número de revistas internacionales (Fuzzy

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 35/89
34
Sets and Systems, IEEE Transactions on Fuzzy Systems.) congresos (Fuzz-Ieee, Ipmu,
Eusflat, Estylf) y libros (Kruse, 1994), (McNeill, 1994), (Pedrycz, 1993) dedicados al tema<En línea>.
3.1. CONJUNTOS DE CRISP.
El objetivo de este capitulo es presentar los principales componentes de la teoría de
conjuntos difusos y algunas de sus aplicaciones. Para distinguir entre conjuntos difusos y
los conjuntos clásicos, nos referimos a este último como conjuntos de Crisp. Este nombre
es ahora aceptado en la literatura técnica. [Klir, 1995]
En nuestro trabajo, asumimos que el lector está familiarizado con los fundamentos de la
teoría de conjuntos de Crisp. Incluimos esta sección en el trabajo por que este conocimiento
es necesario para nuestra discusión sobre conjuntos difusos.
La lógica Difusa fue iniciada en 1965 por Lotfi Zadeh, profesor de ciencias de computación
de la universidad de California en Berkley. En contraste con la matemática clásica, en la
que se está familiarizado con los conjuntos Crisp, Zadeh propone el uso de elementos más
básicos, es el conjunto (o subconjunto) difuso [Correa, 2004].
A continuación ilustraremos los conjuntos de Crisp con un ejemplo.
Ejemplo 1
Considérese un conjunto X de números reales entre 0 y 10, que se llama el Universo del
Discurso. Ahora, al definir un subconjunto A de X, de todos los números reales en el rango
entre 5 y 8:
[ ]8,5= A
Se puede distinguir el subconjunto A, por medio de su función característica, mediante la
asignación de un número 1 ó un 0 a cada elemento en X, dependiendo de si el elemento
pertenece al subconjunto A o no pertenece al subconjunto A.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 36/89
35
En la Figura 3 se puede observar el conjunto clásico Crisp. Se pueden interpretar los
elementos que se les ha asignado el número de 1, como los elementos que pertenecen alsubconjunto A, y los elementos que se les asigna el número 0, como los elementos que no
están en el subconjunto A.
Figura 3. Ejemplo de conjunto clásico (Crisp).
3.2. TEORÍA DE LOS CONJUNTOS DIFUSOS.
Tal y como se define en la sección anterior, la función característica de un conjunto de
Crisp asigna un valor de 1 o 0 a cada individuo en el conjunto universal; 1 a los que son
miembros de la relación y 0 a los que no. Esta función puede ser generalizada de tal manera
que los valores asignados a los elementos del conjunto universal estén dentro de un rango,
especificando con este el grado de adhesión de estos elementos en el conjunto en cuestión.
Los valores más altos indican un mayor grado de afiliación. Esa función se llama una
función de pertenencia, y el conjunto definido por un conjunto difuso. [Klir, 1995]
El lenguaje humano es un ejemplo de la manera como se propaga la vaguedad e
incertidumbre. La imprecisión en la información tiene que ver con el entorno humano
puede ser del tipo estadístico o no estadístico. Precisamente es a este último tipo de
incertidumbre a la que se hace referencia como difusa. Por ejemplo, si se define el conjuntode objetos que están “cercanos a 7”, entonces no será posible definir dicho conjunto
empleando valores convencionales, con objetos que satisfagan propiedades precisas para el
grado de pertenencia. Zadeh propuso la representación de dicho elemento mediante
funciones de pertenencia, que mapean los números en el intervalo unitario [0, 1], los cuales
contienen un grado de pertenencia. Usando esta representación, se puede definir un
conjunto de números que sean cercanos a 7. En dicho caso, si el grado de pertenencia es

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 37/89
36
0.98, entonces se puede inferir que se trata de un elemento con un valor casi igual a 7
[Correa, 2004].Zimmermann [1996], define formalmente los conjuntos difuso como: ( ){ } X x x x A A ∈= ,,
~µ
donde ( ) x Aµ se denomina la función de pertenencia (o grado de pertenencia) de en A~
, y
M X A →:µ es una función de X en un espacio denominado espacio de pertenencia.
Cuando el espacio de pertenecía sólo contiene los dos puntos 0 y 1, A~
no es difusa y
( ) x Aµ es idéntica a la función característica de un conjunto no difuso. ( ) x Aµ Es una
función cuyo rango es un subconjunto de los números reales no negativos y que tiene la
propiedad de que el supremo de este conjunto es finito. Así, la presunción básica es que un
conjunto difuso A~
, a pesar de la imprecisión de sus límites, se puede representar con
precisión asociándole a cada punto x un número entre dos límites inferior y superior, por
ejemplo 0 y 1, que representan su grado de pertenencia en A~
[Mula, 2004].
Para el mejor entendimiento de los conjuntos difusos seguidamente se presentara un
ejemplo.
Ejemplo 2
Se desea describir el conjunto de la gente joven.
{ } joven gentedeConjunto B =
[ ]20,0= B
El límite inferior puede ser 0, pero el límite superior es más difícil de definir.
• ¿Cómo se define el límite superior en 20, para una persona joven?
• ¿Una persona de 21 años o entre 20 y 21, ya no es joven?
La Figura 4 muestra una forma de definir el conjunto de personas jóvenes, asignándole una
función de pertenencia entre 0 y 1.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 38/89
37
Figura 4. Ejemplo de conjunto difuso.
3.2.1. Operaciones sobre conjuntos difusos. Los operadores difusos constituyen una
importante componente en la comprensión de las aplicaciones de los conjuntos difusos.
Dentro de las operaciones más importantes en los conjuntos difusos, se destacan la unión,
intersección, negación y exponenciación las cuales se explican a continuación [Correa,
2004].
3.2.1.1 Complemento. Teniendo en cuenta que sabemos cómo caracterizar un conjuntodifuso A, entonces su complemento se puede denotar como A’ , y corresponde a la operación
[Correa, 2004]:
( ) ( ) x x A Aµ µ −= 1,
3.2.1.2 Unión. La operación de unión en los conjuntos difusos A y B definidos sobre el
universo X , genera un conjunto difuso C , proveniente de la analogía con la operación
B AC ∪= ( ) ( ) ( )[ ] x xMax x B AC µ µ µ ,=
Por esta razón, se podría pensar en una analogía a la idea Booleanas, con el vocablo OR
[Correa, 2004].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 39/89
38
3.2.1.3 Intersección. La operación de intersección en los conjuntos difusos A y B definidos
sobre el universo X , genera un conjunto difuso D, proveniente de la analogía con laoperación B A D ∩=
( ) ( ) ( )[ ] x xMin x B A D µ µ µ ,=
Lo anterior tiene analogía con la idea Booleanas del vocablo AND [Correa, 2004].
3.2.1.4 Exponenciación. Sea A un conjunto difuso sobre el universo X y sea α un valor
escalar. En todos los casos, se considera que α ≥ 0. El elevar un conjunto difuso A, a la
potencia α, se denota por α A E = [Correa, 2004].
( ) [ ]α µ µ A E x =
3.2.2. Aritmética con números difusos. Una vez reconocidas las operaciones más
importantes que se realizan con conjuntos difusos, es posible entonces ampliar el concepto
que se tiene respecto a la aritmética tradicional que se efectúa con números concretos (I.e.
Números Reales), al mundo de los números difusos. Para el efecto, se ilustrarán la
naturaleza de las operaciones aritméticas básicas que se efectúan con números difusos
[Correa, 2004].
3.2.3. Concepto De Número Difuso. Los números difusos constituyen un concepto muy
apropiado para abarcar vaguedad e incertidumbre en la definición de un valor. Es posible
ampliar el concepto de conjuntos difusos aplicado a la definición de números difusos. Se
define el número difuso A~
, como el conjunto cuya función de pertenencia, Aµ toma el
valor de 1, en el punto x = A [Correa, 2004].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 40/89
39
Ejemplo 3
Sea U la línea de los números reales R, un conjunto clásico que representa “Números realesmayores o iguales a 5”.
( )( ){ }U X x x A A ∈= /,µ
La función característica se expresa como:
( )
≥
<=
51
50
x
x x Aµ
Y se representa según la Figura 5. También es posible expresar mediante un conjunto
difuso, A~
a los “Números reales cercanos a 5”:
( )( ){ }U x x x A A
∈= /,~
~µ
Donde la función de pertenencia puede estar dada por:
( )( )2
~
5101
1
−+=
x x
Aµ
Figura 5. Función característica de los números mayores iguales a 5.
Gráficamente los números cercanos a 5 pueden ilustrarse como lo muestra la Figura 6.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 41/89
40
Figura 6. Función de pertenencia, del número difuso A~
=5
Este conjunto se puede representar como:
( ) ( ) ( )[ ] 12~~ 5101/,
~ −−+== x x x x A
A Aµ µ
La función de pertenencia muestra que la asignación de una función de pertenencia de un
conjunto difuso es de naturaleza subjetiva, sin embargo no se puede asignar arbitrariamente
[Correa, 2004].
A continuación se indica la definición y notación que se empleará en el resto del trabajo.
Definición de número difuso: Un número difuso A~
corresponde a un subconjunto
normal y convexo de un universo de discurso X . Normalmente ( ) 1) =∈∀ x y R x Aµ .
Dicha convexidad implica: [ ]1,0,, 21 ∈∈∀∈∀ α X x X x , de conformidad con
( )( ) ( ) ( )( )2121 ,min1 x x x x A A A µ µ α α µ ≥⋅−+⋅ [Correa, 2004].
• Número Triangular Difuso: Si A~
es un número difuso, entonces se considera que
es triangular si su convexidad es lineal a tramos. Con la finalidad de simplificar las
operaciones con los números difusos, generalmente se simplifica su notación, de
manera lineal. Desde este punto de vista, un número difuso triangular asimétrico se
denota como sigue: ( ) β α +−= mmma ,,~ [Correa, 2004].
Y gráficamente se ilustra como se muestra en la Figura 7.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 42/89
41
Figura 7. Concepto de número triangular difuso asimétrico: ( ) β α +−= mmma ,,~
Nótese que corresponde a una notación simple, como una representación de 3
números concretos, donde el número del centro representa el punto donde µA = 1.
Ejemplo 4
Un número cercano a 6, (Representado en la Figura 8), puede denotarse como 6~
=
(4.5, 6, 7.3)
Figura 8. Número triangular difuso asimétrico 6~
= (4.5, 6, 7.3)
Una extensión de la representación de los números difusos, puede realizarse
tomando funciones de pertenencia trapezoidales. Se obtiene así un número difuso
trapezoidal, como se denota a continuación: ( ) β α ,,,~
nmb = . La representación
gráfica del número expresado en la ecuación anterior se observa en la Figura 9.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 43/89
42
Figura 9. Concepto de número trapezoidal difuso asimétrico ( ) β α ,,,~
nmb = .
Aunque este tipo de números pueden abarcar una gran componente de
incertidumbre, requieren tratamientos matemáticos de orden más complejo que el delos números triangulares [Correa, 2004].
3.2.4. Operaciones aritméticas con números triangulares difusos. Las operaciones
aritméticas se realizan normalmente, con los valores donde la función de pertenencia sea
igual a 1. Después se deben sumar los rangos de los dos números difusos y luego se divide
por dos (Esto se hace sin importar la clase de operación). Este número obtenido se le resta ysuma a la base, y el resultado es el límite inferior y superior respectivamente [Correa,
2004].
Ejemplo 5
Dados los siguientes números difusos: a~ = (-6, 8, 9); b~
= (-3, 4, 9), su representación
gráfica se muestra en la Figura 10.
Figura 10. Representación de los números difusos triangulares b ya~~

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 44/89
43
La Tabla 1 ilustra las operaciones aritméticas fundamentales que se realizan con dichos
números.
Tabla 1. Operaciones Realizadas Con Número Difusos.
Conjuntos Crisp Cojuntos Difusosa = 8 a = (-6, 8 , 9)
b = 4 b = (-3 , 4 , 9)a + b = 12 (-6, 8 , 9) + (-3 , 4 , 9) = (-1.5, 12, 25.5)a – b = 4 (-6, 8 , 9) – (-3 , 4 , 9) = (-9.5, 4, 17.5)
a × b = 32 (-6, 8 , 9) × (-3 , 4 , 9) = (18.5, 32, 28.5)a ÷ b = 2 (-6, 8 , 9) ÷ (-3 , 4 , 9) = (-11.5; 2; 15.5)
De esta manera es posible efectuar operaciones en los que se considere la existencia de
incertidumbre en la definición de un elemento determinado.
3.3. PROGRAMACIÓN LINEAL DIFUSA
De forma general, la programación matemática difusa se clasifica en dos clases:
programación matemática difusa cuando hay flexibilidad en las metas de la funciónobjetivo y restricciones, a este tipo se denomina Programación Flexible; y programación
matemática difusa cuando hay incertidumbre en los coeficientes de coste de la función
objetivo y en los coeficientes de la matriz de restricciones, a este tipo se le llama
Programación Probabilística. En los modelos de Programación Flexible, las metas difusas
de la función objetivo y las restricciones difusas generalmente son determinadas
subjetivamente [Torabi, 2007]; un modelo de programación flexible se escribe de la forma:
( ) ( ) ∑=
=n
j
j j xc x z ó1
~minmax
∑=
=≤n
j
i jij mib xa
aSujeto
1
,...,1,~
:
n j N j x ∈≥ ,0

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 45/89
44
Donde la notación =~ , ≤~ indica que existe cierto grado de flexibilidad tanto en la igualdad
como en la desigualdad. De forma contraria en el caso de los modelos de ProgramaciónProbabilística la vaguedad se maneja con distribuciones de probabilidad o se determina
objetivamente basándose en datos históricos [Torabi, 2007]; un modelo de programación
flexible se escribe de la forma:
( ) ( ) ∑=
=n
j
j j xc x z ó1
~minmax
∑=
=≤n
j
i jij mib xa
aSujeto
1
,...,1,~~
:
n j N j x ∈≥ ,0
El clásico problema de Programación Lineal es encontrar los valores máximos o mínimos
de una función lineal representada por las limitaciones en virtud de las desigualdades o
ecuaciones lineales. En muchas situaciones prácticas, cuando se modelan problemas con
programación lineal, no es prudente especificar las restricciones o la función objetivo de
forma precisa. En tales situaciones, es conveniente utilizar algún tipo de programación
lineal difusa. Desde lo difuso se puede apuntar a un problema de programación lineal, en
muchos aspectos (por ejemplo, las desigualdades y las metas pueden ser difusas o los
coeficientes de la función objetivo y de la matriz de restricciones pueden ser valores
difusos); la definición de los problemas de programación lineal difusa no es única [Klir,
1995].
Las próximas secciones tienen como objetivo estudiar casos especiales de problemas de programación lineal difusa y la metodología encontrada en la bibliografía para su
transformación en un modelo de programación lineal y su posterior solución. Los dos
primeros casos son los siguientes:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 46/89
45
Caso 1. Problemas de programación lineal difusa en el que sólo los coeficientes del lado
derecho de las restricciones ( ib ) son números difusos. [Klir, 1995] Un modelo de este tipose escribe de la siguiente forma:
( ) ∑=
=n
j
j j xc x z 1
max
∑=
=≤n
j
i jij mib xa
aSujeto
1
,...,1,~
:
n j
N j x ∈≥ ,0
Caso 2. Problemas de programación lineal difusa en el que tanto los coeficientes del lado
derecho de las restricciones ( ib ) como los coeficientes de la matriz de restricciones jia son
números difusos [Klir, 1995]. Un modelo de este tipo se escribe de la siguiente forma:
( ) ∑=
=n
j
j j xc x z 1
max
∑=
=≤n
j
i jij mib xa
aSujeto
1
,...,1,~~
:
n j N j x ∈≥ ,0
En general, los problemas de programación lineal difusa se convierten primero en
problemas lineales o no lineales equivalentes, que son resueltos por métodos estándar. Los
resultados finales de un problema de programación lineal difusa son números reales [Klir,
1995].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 47/89
46
3.3.1. Metodología de solución para problemas con coeficientes del lado derecho de las
restricciones difusos. Vamos a abordar ahora el problema de programación lineal difusadel caso 1. En este caso, números difusos ib ( m N i ∈ ) suelen tener la forma:
( )
≤+
+<<−+
≤
=
x pbcuando
pb xbcuando p
x pb
b xcuando
x B
ii
iii
i
ii
i
i
0
1
Donde R x ∈ (Figura 11).
Figura 11. Número difuso utilizado en el Caso 1.
Para cada vector n x x x X ,....,, 21= , primero calculamos los grados ( ) x Di a los que X
satisface las esimasi restricciones con la formula: ( )
= ∑
=
n
j
jijii xa B x D1
.
Estos grados son conjuntos difusos de n R , y su intersección Im
i
i D1=
es un conjunto difuso
factible. A continuación, determinaremos los valores óptimos de los conjuntos difusos.
Esto se realiza mediante el cálculo de los límites inferior y superior de los valoresconsiderados óptimos. El límite inferior de los valores óptimos,
l Z , se obtiene
solucionando el problema de programación lineal estándar:
ib ii pb +0
1
R

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 48/89
47
( ) ∑=
=n
j
j j xc x z
1
max
∑=
=≤n
j
i jij mib xa
aSujeto
1
,...,1,
:
n j N j x ∈≥ ,0
El límite superior de los valores óptimos,u
Z , es obtenido solucionando un problema de
programación lineal similar al anterior, donde los ib son reemplazados por ii pb + .
( ) ∑=
=n
j
j j xc x z 1
,max
∑=
=+≤n
j
ii jij mi pb xa
aSujeto
1
,...,1,
:
n j N j x ∈≥ ,0
A continuación, de valores óptimos del conjunto difuso , G, que es un subconjunto difuso de
n R , se define por:
( )
≤
≤≤−
−
≤
=
l j j
u j jl
l u
l j j
j ju
Z xccuando
Z xc Z cuando Z Z
Z xc
xc Z cuando
xG
0
1
Ahora, el problema de programación lineal difusa con coeficientes del lado derecho de las
restricciones difusos se convierte en el clásico problema de optimización siguiente:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 49/89
48
( )
( )
0,
,
max
1
≥
∈+≤+
−≤−−
∑=
j
m
n
j
ii jiji
l j jl u
x
N i pb xa p
Z xc Z Z aSujeto
λ
λ
λ
λ
El problema anterior es en realidad un problema de encontrar n R x ∈ tal que
( ) xG Dm
i
i
=
II1
alcance su valor máximo, es decir, el problema es encontrar un punto que cumpla las
limitaciones y el objetivo con el máximo grado. Esta idea se debe de Bellman y Zadeh
[1970]. El método empleado aquí se llama un método simétrico (es decir, las limitaciones
y el objetivo son tratados simétricamente). También hay métodos no simétricos [Klir,
1995].
3.3.2. Metodología de solución para problemas donde los coeficientes del lado derecho
de las restricciones y los coeficientes de la matriz de restricciones son números difusos.Veamos ahora el problema de programación lineal difusa del caso 2 de una manera más
general. En este caso, suponemos que los todos los números difusos presentes en el modelo
se modelan como números triangulares difusos. Cualquier número triangular difuso se
representa por tres números reales s, l, r cuyo significado se define en la figura 12.
Figura 12. Número difuso utilizado en el Caso 2.
s
1
s - l s+ r
lr
R
r l s A ,,=

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 50/89
49
Usando esta representación podemos reescribir el Problemas De Programación Lineal
Difusa del caso 2 como:
( ) ∑=
=n
j
j j xc x z 1
max
∑=
=≤n
j
iiiijijijij mivut xr l s
aSujeto
1
,...,1,,,,,
:
n jN j x ∈≥ ,0
Donde =ijaijijij r l s ,, y =ib iii vut ,, son números difusos. El problema puede ser
reescrito como:
( ) ∑=
=n
j
j j xc x z 1
max
( )
( ) ( )m
n
j
ii jijij
n
j
ii jijij
n
j
i jij
N ivt xr s
ut xl s
t x s
aSujeto
∈+≤+
−≤−
≤
∑
∑
∑
=
=
=
,
:
1
1
1
n jN j x ∈≥ ,0
Sin embargo, dado que todos los números en cuestión son los números reales, se trata de un
clásico problema de programación lineal [Klir, 1995].En muchos modelos de optimización, la solución obtenida puede no ser satisfactoria para
quien toma decisiones, y por eso se hace necesario generar nuevos modelos, con el objetivo
de alcanzar las diversas metas trazadas. Esto se puede lograr aumentando la capacidad de
producción o inventario de algún artículo o producto, incrementando o disminuyendo la
demanda, elevando la capacidad de carga o transporte, entre otros. Por otro lado, cuando se
realiza la modelación matemática en el sector industrial por medio de optimización, debido

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 51/89
50
a la cantidad de parámetros y restricciones, en muchos casos no es posible encontrar una
solución factible. Por lo expuesto anteriormente, se presenta en la siguiente sección unametodología encontrada en la bibliografía analizada de optimización flexible u
optimización con restricciones difusas que permite dar solución a dichos problemas a través
de la “flexibilización” de las restricciones. Para tal efecto, se hace la descripción de un
método usual de optimización difusa que convierte el problema original en un modelo de
optimización paramétrica [López, 2008].
3.3.3. Metodología de solución para problemas en donde la función objetivo es flexible.
Esta sección está basada en lo expresado por Jaroslav [2001].Cuando la función objetivo es
flexible o difusa, se supone que existe un valor de aspiración para la función objetivo.
Dicho valor se notará Rd ∈0 . Es decir, se espera encontrar un X x ∈* tal que ( ) 0* d x Z ≥ .
En muchos casos no es posible encontrar un punto factible que satisfaga esta condición, por
lo cual se permite que la función objetivo pueda alcanzar valores menores a 0d . Para esto,
se fija un valor 0
p que define el grado mínimo de cumplimiento o pertenencia al nivel de
aspiración. De esta forma, si ( ) 00 pd x Z −≤ , se dice que tiene un grado de cumplimiento
de 0. Si ( ) 0d x Z ≥ . , el grado de cumplimiento o nivel de pertenencia es 1. Además, si
( ) 000 d x Z pd ≤≤− , entonces el grado o porcentaje de cumplimiento esta dado por
( )
0
01 p
x Z d −− . Lo descrito anteriormente se puede expresar por medio de la siguiente
función de pertenecía trapezoidal para la función objetivo Z:
( )
≤
≤≤−−
−
≥
=
0
0000
0
0
0
1
1
pt si
d t pd si p
t d
d t si
t z µ
Luego, el problema de optimización lineal con función objetivo flexible es equivalente a:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 52/89
51
[ ]1,0,
:
1
∈∈
≥
∑=
λ
λ µ
λ
X x
xc
aSujeto
Max
n
i
ii Z
Como puede verse en Jaroslav (2001), el problema anterior es equivalente al siguiente
problema de optimización paramétrica:
( )
[ ]1,0,
1
.
00
∈∈
−−≥∑λ
λ
λ
X x
pd xC
aSujeto
AX
n
i
ii

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 53/89
52
4. REVISIÓN DEL ESTADO DEL ARTE SOBRE LA APLICACIÓN DE LA LÓGICA
DIFUSA A LA PLANIFICACIÓN DE LA PRODUCCIÓN.
En un esfuerzo por obtener una mejor comprensión del uso de la teoría de conjuntos difusos
en ingeniería industrial y proporcionar una base para futuras investigaciones, en esta
sección se hace una revisión de la literatura de la teoría de conjuntos difusos en ingeniería
industrial.
4.1 SOCIEDADES Y CENTROS DE INVESTIGACIÓN MUNDIAL EN LÓGICA
DIFUSA.
La teoría de conjuntos difusos, fundada por Zadeh (1965), se ha convertido en una poderosa
forma de representar y manipular cuantitativamente la imprecisión en problemas de toma
de decisiones. Los Conjuntos borrosos o números difusos representan adecuadamente
parámetros imprecisos que pueden ser manipulados a través de diferentes operaciones y
técnicas desarrolladas por Zadeh y otros autores.
A lo largo de los años han habido exitosas aplicaciones e implementaciones de los
conjuntos difusos en la ingeniería industrial, en este aspecto la teoría de conjuntos difusos
es cada vez más reconocida como una importante técnica para el modelado y solución de
problemas industriales debido a su capacidad de representar cuantitativa y cualitativamente
la información imprecisa o vaga inherente a los problemas sobre los cuales se desea decidir.
Hay muchas asociaciones internacionales que apoyan el desarrollo de la teoría de conjuntos
difusos. La International Fuzzy Systems Association (IFSA) es una organización mundialdedicada al apoyo, desarrollo y promoción de aspectos fundamentales de la lógica difusa
relacionados con las teorías de (a) conjuntos, (b) lógica, (c) relaciones, (d)lenguajes
naturales, (e) la formación de conceptos, (f) modelado lingüístico, (g) vaguedad, etc. y sus
aplicaciones en (1) modelado de sistemas, (2) sistema de análisis, (3) diagnóstico, (4)
predicciones (5) el control en sistemas de apoyo de toma de decisiones en la gestión y
administración de organizaciones así como sistemas electromecánicos en la industria

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 54/89
53
manufacturera y de procesos industrias. IFSA organiza congresos donde fomenta la
participación en sesiones de debates abiertos sobre las orientaciones futuras y lareestructuración de la teoría de la lógica difusa. Además, la Asociación publica la
International Journal of Fuzzy Sets and Systems y patrocinan talleres y conferencias sobre
lógica difusa.
En Japón, la Sociedad para la Teoría y Sistemas Difusos (SOFT) fue creada en 1989. SOFT
tiene 1.670 miembros individuales y 74 empresas, publica una revista bimensual oficial y
organiza simposios de sistemas difusos; actualmente posee ocho grupos de investigación.
Sociedad Norteamericana para el tratamiento de la información difusa, se creó en 1981
como la principal sociedad de América del Norte en lógica difusa. Su propósito es ayudar a
orientar y fomentar el desarrollo de conjuntos difusos y técnicas similares para el beneficio
de la humanidad.
El programa Berkeley Initiative in Soft Computing (BISC), es el centro mundial para la
investigaciones básicas y aplicadas en software. Los principales componentes de la Soft
Computing son la lógica difusa, redes neuronales y la teoría de probabilidad. Algunos de
los logros más notables del Programa BISC son: razonamiento difuso (conjunto y lógica
difusa), nuevos algoritmos para la inteligencia artificial, análisis de incertidumbre, análisis
de decisiones basadas en percepciones de sistemas de apoyo para el análisis de riesgos y la
gestión, teoría de la percepción, entre otros.
La Asociación Española de Tecnologías y Lógica Fuzzy, promueve y difunde los métodos,
técnicas y la evolución de la Lógica Difusa y las Tecnologías; Establecer relaciones con
otras asociaciones nacionales o internacionales con similares objetivos; Organiza
seminarios sobre Tecnologías y Lógica Fuzzy.
La European Society for Fuzzy Logic and Technology(EUSFLAT) se estableció en 1998.El objetivo principal de EUSFLAT es representar a la comunidad Europea de IFSA.
EUROFUSE Working Group on Fuzzy Sets of EURO fue establecida en 1975, su propósito
es comunicar y promover el conocimiento de la teoría de los conjuntos difusos y áreas
relacionadas además de sus aplicaciones. En 1985, paso a ser parte de IFSA.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 55/89
54
La EUropean Network on Intelligent TEchnologies for Smart Adaptive Systems (EUNITE),
Fue creada en 2001, financiada por el programa Information Society Technologies (IST)dentro del quinto programa marco RDT de la Unión Europea.
4.2. LÓGICA DIFUSA APLICADA A LA PLANEACIÓN DE LA PRODUCCIÓN.
La Lógica Difusa ha sido largamente estudiada en los últimos 30 años; el modelamiento de
sistemas complejos con precisión, es uno de las ventajas que nos ofrece la Lógica Difusa,
esta incorpora vaguedad e imparcialidad en la representación y resolución de los modelos
[Klir, 1995].
El estudio del arte que realizamos está enfocado a la aplicabilidad de la Lógica Difusa
sobre problemas en la planificación de la producción; desarrollar una Planificación de la
Producción conlleva a la especificación paralela de los niveles de producción, inventario y
capacidad sobre un horizonte de planificación determinado con el propósito de disminuir
los costes totales producidos por el plan de producción [Narasimhan, 1996].
4.2.1. La lógica difusa y sus aplicaciones referidas a la cadena de suministro. La
siguiente descripción abarca la Lógica Difusa y sus aplicaciones referidas a la cadena de
suministro; el objetivo vital de la gestión de la cadena de suministro es el control de flujo
de materiales entre proveedores, industrias, almacenes y usuarios de forma eficaz y al
menor coste [Thomas, 1996].
El artículo elaborado por Torabi y Hassini [2008] fue orientado a la creación de un modelo
que integra los distintos niveles de la cadena de suministros considerando múltiples proveedores, un fabricante y diversos centros de distribución; teniendo en cuenta que la
demanda del mercado, coste/periodo y niveles de capacidad son variables imprecisas; esta
incertidumbre en el artículo se manejo utilizando números difusos triangulares para
representar la vaguedad en cada parámetro.
Los escritores del articulo consideraron dos objetivos significativos y contrarios en su
modelo de gestión de la cadena de suministros: Minimizar el Coste Total de la Logística

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 56/89
55
( C T ~
) y Maximizar los Coste Total de la Compra ( TVP ); la propuesta que los autores
plantean para resolver un problema en la Gestión de la Cadena de Suministros (SCMP) seresume en los siguientes pasos:
Paso 1: Se determinan las distribuciones triangulares de probabilidad para la imprecisión
de los parámetros y la formulación del modelo de Programación Lineal Multi-Objetivo
Probabilística Entera Mixta (MOPMILP) para el problema SCMP; estas distribuciones
triangulares de probabilidad estarían determinadas por un valor pesimista, uno optimista y
uno medio.
Paso 2: Se trasforma la Función Objetivo en tres Funciones Objetivos equivalentes; la
metodología que se utilizan para minimiza la función objetivo C T ~
es reemplazar los
valores medios de la distribución triangular por los valores difusos de la función objetivo
original y minimiza la nueva función objetivo; luego toma los valores medios de las
distribuciones triangulares de probabilidad y se les resta los valores pesimistas y maximiza
esta nueva función objetivo; después toma los valores optimistas de las distribuciones de
probabilidad triangulares y les resta los valores medios de la distribución de probabilidad
triangular y minimiza esta última función objetivo.
Paso 3: Se determina el peso mínimo aceptable de probabilidad para los parámetros
imprecisos β , se trasforman las restricciones difusas en sus correspondientes valores y
formular el modelo auxiliar MOMILP (Programación Lineal Multi-Objetivo Entera Mixta).
Paso 4: Se determinar la solución ideal positiva (PIS) y la solución ideal negativa (NEI) de
cada función objetivo y resolver el correspondiente modelo MILP (Programación Lineal
Mixta Entera).
Paso 5: Se especifican los miembros de cada función objetivo.
Paso 6: Se convierte el modelo auxiliar MOMILP en su equivalente MILP.
Paso 7: Se resuelve el modelo propuesto en el paso anterior; en caso de encontrar una
solución no satisfactoria, se revisan los pesos que le fueron asignados a los parámetros y se
entrega una nueva solución satisfactoria.
El planteamiento de los autores tiene gran aplicabilidad en sectores en el que los tiempos de
procesamiento (Leed-Time) en la cadena es común depender de descuentos.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 57/89
56
4.2.2. La teoría de los conjuntos difusos aplicada modelos de cantidad económica de
pedido (EOQ). La cantidad económica de pedido busca encontrar la cantidad de pedidoque minimice el costo total del inventario de la compañía. Un modelo de cantidad
económica de pedido simple parte de una situación en que tanto la demanda como los
tiempos de suministros y los costes unitarios se conocen con certeza; los modelos EOQ se
basan en una política de revisión continua del inventario y se asume que este puede ser
supervisado en cualquier instante en el tiempo. [Kaj, 2008].
Kaj-Mikael Björk, escribe en 2008 un artículo en el cual plantea un modelo para la
determinación de la cantidad económica de pedido utilizando Backorder (pedidos
diferidos); en él la demanda y los Leed Times son parámetros difusos; estas incertidumbres
se manejan con números triangulares difusos; una aplicación concreta que inspiró al autor
de este articulo para realizar esta investigación se encuentra en la penalización que existe en
las cadenas de suministro de papel fino en los países nórdicos. Los propósitos del trabajo
hecho por el investigador son tres: demostrar que el modelo EOQ con Backorder, demanda
y Leed Times difusos es convexo en virtud de un supuesto razonable; resolver el problema
de optimización y las contribuciones de Björk y Carlsson (2005); y por último, la solución
de este nuevo enfoque se compara con trabajos anteriores mediante un ejemplo aplicado a
la industria de la producción de papel fino en los países nórdicos. Como resultado de las
comparaciones con trabajos anteriores, la solución por Lógica Difusa es coherente con los
trabajos anteriores en este campo. Por último en el caso práctico que se manejo en el
artículo, se concluye que las incertidumbres en los Leed Times y la demanda afecta el
tamaño de la orden, ya que estas deben ser un 6% mayor que las que arroja el modelo
clásico de EOQ.
Ahora entraremos a analizar el articulo escrito por T. Vijayan, M. Kumaran en 2008. Losautores consideran que en un modelo de inventarios, es muy difícil que algunas
componentes sean constantes, razón por la cual son consideradas como imprecisas y por lo
tanto se le da un tratamiento difuso a este modelo con el objetivo de tomar decisiones más
realistas. Se trataron dos modelos; el primero es conocido como Modelo EOT con todas las
componentes difusas y es representado por medio de números difusos trapezoidales. El
segundo modelo es conocido como Modelo de lógica difusa con tiempo fijo, este modelo es

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 58/89
57
tratado por medio de números triangulares difusos. Los autores también, hacen una
simulación donde comparan los diferentes parámetros, para llegar a la siguiente conclusión:se comparo dos soluciones, la solución del modelo EOT con todas las componentes difusas
y la solución del modelo de lógica difusa con tiempo fijo y se pudo observar que son
iguales, razón por la cual se concluyo que lo difuso en el periodo optimo no tiene mucha
importancia.
4.2.3. La teoría de los conjuntos difusos y sus aplicaciones referidas a la planeación
agregada de la producción. La Planeación agregada de la producción (APP), establece la
mejor manera de satisfacer la demanda prevista a un mediano plazo, a menudo de 3 a 18
meses, mediante la determinación de horas extraordinarias, capacidad de producción,
niveles de inventario, cantidad de mano de obra, la subcontratación, niveles de
backordering o pedidos retrasados, y otras variables controlables [Shi, 1996].
El artículo que desarrollaron Wang y Liang [2004] presenta un novedoso e interactivo
modelo de programación lineal probabilística (PLP) para solucionar un problema de
planeación agregada (APP) Multi-Producto con incertidumbre en la demanda prevista,
gastos de funcionamiento y capacidad; la propuesta de los investigadores es tratar de
minimizar los costes totales relacionados con los niveles de inventario, mano de obra, horas
extras, subcontratación, retrasos de pedidos, equipo y capacidad de almacenaje; el
desarrollo del articulo se centra en determinar un modelo de planeación agregada de la
producción que satisfaga la demanda prevista ajustando la cantidad de horas extras, la
capacidad de producción, los niveles de inventario, la cantidad de mano de obra, la
subcontratación, los niveles de back-ordering y otra variables controlables.El planteamiento de los autores utiliza un modelo de coste totales de la planificación
agregada de la producción como la función objetivo. Los costes totales los establecieron
como la suma de los costes de producción más los costes de los cambios en los niveles de
mano de obra durante el horizonte de planificación; el modelo propuesto está sujeto a
restricciones de manejo de inventario, capacidad de producción, Restricciones en la

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 59/89
58
capacidad de la máquina y el espacio de almacén y de no negatividad para las variables
decisión.Para el modelado de la imprecisión de los parámetros difusos, los investigadores utilizaron
una distribución de probabilidad triangular, esta se construyo en base a tres valores
prominentes, el más pesimista de coordenadas (Z p, 0), la coordenada vertical significa que
este tiene una baja probabilidad de pertenecer al conjunto de valores de la función de
pertenencia; el más optimista de coordenadas (Zo, 0) y el mas probable, con la mayor
posibilidad de pertenecer a la serie de valores de la función objetivo, este tiene coordenadas
(Zm, 1). Los objetivos imprecisos pueden minimizarse empujando los tres puntos señalados
hacia la izquierda, por consiguiente, la solución del modelo difuso requiere minimizar Z P;
Zm, y paralelamente Zo. El enfoque que desarrollaron minimiza Zm, maximiza (Zm-Z p) y
minimiza (Zo-Zm), es decir, el enfoque propuesto reduce al mínimo el valor más probable
de los costes totales, Zm; aumenta al máximo la posibilidad de obtener los costos totales
más bajos, (Zm-Z p), y minimizar el riesgo de obtener los costos totales más altos, (Zo - Zm);
dando como resultado del análisis 3 funciones objetivo nuevas.
La compañía Daya Technologies Corporation fue utilizada para demostrar la practicidad de
la metodología planteada por Wang y Liang; esta compañía aplico el estudio realizado por
los investigadores para la planificación agregada de dos de sus referencias de ballscrew
(dispositivo mecánico por traducir el movimiento rotatorio al movimiento lineal)
reduciendo sus coste de funcionamiento para un horizonte de planeación de 4 meses en su
planta.
4.2.4. La teoría de los conjuntos difusos y sus aplicaciones referidas a la planificación derequerimientos de materiales (MRP). El MRP es una técnica computarizada de gestión
stocks y de programación de la producción que, partiendo del Programa Maestro de
Producción (PMP), deduce la cantidad requerida de las diferentes materias primas y
componentes necesarios en cada semana del horizonte de planeación. [Miranda, 2005].
Mula, Poler y García a través de su artículo escrito en 2005, demuestran la utilidad e
importancia del modelamiento de MRP con restricciones flexibles; la principal contribución

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 60/89
59
de los investigadores fue en el terreno de la investigación y aplicación práctica de un
modelo programación flexible, acompañada de experimentos con datos reales. Lametodología que siguieron los investigadores al elaborar este artículo fue la siguiente:
primero proponen un modelo de programación matemática, llamado MRP Det para la
planificación de la producción con restricciones de capacidad en un sistema MRP, este
sigue una estructura deterministica; seguidamente este modelo se amplía en tres modelos de
programación difusa para la planificación de la producción con restricciones difusas; luego
de esto evalúan el comportamiento de los modelos propuesto , utilizando datos reales
proporcionados por un fabricante de asientos para automóviles.
Es de importancia aclarar que el objetivo de los investigadores al diseñar los modelos de
lógica difusa para la planificación de la producción en este articulo, no es sustituir a los
modelos deterministas, sino por el contrario, proporcionar una sólida y eficaz alternativa
para la aplicación en entornos con condiciones de incertidumbre en los que el uso de
modelos deterministas no es muy realista.
4.2.5. La teoría de los conjuntos difusos aplicada la planificación de recursos de la
empresa (ERP). Las soluciones ERP tratan de llevar a cabo la racionalización y la
integración entre procesos operativos y flujo de información dentro de la empresa, con el
objetivo de obtener sinergias entre los recursos que forman parte de la misma [Miranda,
2005].
P.J. Sánchez en su articulo publicado en 2009, afirman la importancia de una planificación
de recursos empresariales (ERP) en las organizaciones para poder integrar adecuadamente
la información de los diferentes departamentos de la organización, teniendo presente que elERP no es igual de efectivo en todas las empresas porque depende de las características
propias de cada organización. El objetivo de estos autores fue presentar un modelo de
evaluación difusa que gestione los diferentes parámetros de una empresa para tomar una
decisión acerca de si es conveniente instalar un sistema ERP, para esto propusieron lo
siguiente:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 61/89
60
• Un sistema de evaluación para estudiar la idoneidad de un sistema ERP basado en un
proceso experto de toma de decisiones. Aquí se presenta un esquema en el cual seevalúa la situación problemática para instalar el sistema ERP, donde los expertos
muestran sus opiniones y preferencias acerca de los parámetros que influyen en la
aplicación de dicho sistema, teniendo en cuenta que la información que se tiene a
cerca de estos parámetros es incierta.
• Un modelo de lógica difusa para la evaluación de la idoneidad de un sistema ERP.
Aquí los expertos proporcionan sus conocimientos acerca de los parámetros que
intervienen en el estudio de la idoneidad de un sistema ERP.
Sánchez con su artículo ha contribuido con un modelo difuso para diagnosticar si es
conveniente la instalación de un modelo ERP en una organización, donde se evalúan una
serie de características propias de la organización, dando como resultado la aprobación o no
de dicho sistema ERP.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 62/89
61
5. MODELO DE PROGRAMACIÓN LINEAL DETERMINISTA PROPUESTO PARA
LA PLANEACIÓN AGREGADA DE LA PRODUCCIÓN .
Una de las tareas en que los administradores de producción han invertido más tiempo y
recurso es en la planeación agregada. A lo largo del tiempo se han desarrollado muchos
modelos utilizando programación lineal y estos han tratado de alcanzar los principales
objetivos que busca una planeación agregada [Correa, 2003]. Una de las ventajas que
ofrece la programación lineal es que todas las variables y sus coste se pueden expresar de
manera explicita [Narasimhan, 1996].
La notación que se definirá de aquí en adelante es la que se utilizara a lo largo de este
trabajo. Seguidamente se definirán las variables de decisión y parámetros que conforman el
modelo de programación lineal.
5.1. DEFINICIÓN DE VARIABLES DE DECISIÓN.
.i periodoel enempleadosdeCantidad CE i =
.Pr i Periodoel en Extras HorasenoducidaCantidad CHE i =
.Pr i Periodoel enadasSubcontrat oducciondeCantidad CUS i =
.i Periodoel en sContratado EmpleadosdeCantidad CEC i =
.i Periodoel en Despedidos EmpleadosdeCantidad CEDi =
.RePr i Periodoel en gular Jornadaoduccion PJRi =
5.2. DEFINICIÓN DE PARÁMETROS CONSTANTES DEL MODELO.
.Pr i Periodoel enevista Demanda Di =
.i Periodoel en LaborablesdiasdeCantidad CDLi =
( )adoTer oductoabolaenMaximaCapacidaCMB minPr deg=

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 63/89
62
.tan familialadeunidad por dar Estrabajode HorasCantidad CHTEU =.tan diaempleado por dar EshorasdeCantidad CHEED =
EmpleadosdeimaCapacidad CME max=
. Extras Horas Limite Politica PHE =
. Periodo por onesContratacide Limite Politica PCE =
. Periodo por Despidosde Limite Politica PDE =
. periodo por adasSubcontrat Unidades Limite Politica PUS =
.Re gular horadeCosteCostHR =
.adaSubcontrat Unidad por CosteCostUS =
. EmpleadounContratar deCosteCostC =
. Empleadounde DespidodeCosteCostD =
A continuación, presentamos la función objetivo y las restricciones del modelo lineal.
5.3. FUNCIÓN OBJETIVOAunque existen diversas metas que alcanzar a la hora de crear un plan agregado, para el
modelo de programación lineal propuesto solo nos centramos en un objetivo, Minimizar los
Costes Asociados al Plan Agregado de Producción. En este sentido, para minimizar los
costes asociados a un plan agregado de producción, planteamos una función objetivo que
esta conformada por unos costes de mano de obra y otros de manejo de inventario en el
horizonte de planeación. A continuación se define en que consiste cada uno de estos costes:
5.3.1 Costes mano de obra. Este tipo de costes hace referencia a los ocasionados por el
incremento de la producción, no son costes fijos, es decir, son costes asociados a la
manufactura de productos en horas regulares, extraordinarias y costos de unidades
subcontratadas. Este tipo de costes también tiene en cuenta los costes de contratación y
despido de personal con el fin de alcanzar la demanda prevista. El coste de entrenamiento
. Extra HoradeCosteCostHE =

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 64/89
63
de un nuevo empleado y el despido de un empleado con experiencia son decisiones que el
administrador de la producción debe tener en cuenta, dado que estas decisiones afectan lacapacidad productiva [Correa, 2003]. El modelo de estos costes es el siguiente:
( ) ( ) ( )
( ) ( )∑∑
∑ ∑ ∑
==
= = =
×+×+
×+××+×××=
12
1
12
1
12
1
12
1
12
1
i
i
i
i
i i i
iiii
CostDCEDCostC CEC
CostUS CUS CostHE CHTEU CHE CostHRCHEEDCE CDLCMO
Donde:
. Planeacionde Horizonteel enObrademanoCosteCMO =
.i Periodoel en LaborablesdiasdeCantidad CDLi
=
.i periodoel enempleadosdeCantidad CE i =
.tan diaempleado por dar EshorasdeCantidad CHEED =
.Re gular horadeCosteCostHR =
.Pr i Periodoel en Extras HorasenoducidaCantidad CHE i =
.tan familialadeunidad por dar Estrabajode HorasCantidad CHTEU =
. Extra HoradeCosteCostHE =
.Pr i Periodoel enadasSubcontrat oducciondeCantidad CUS i =
.adaSubcontrat Unidad por CosteCostUS =
.i Periodoel en sContratado EmpleadosdeCantidad CEC i =
. EmpleadounContratar deCosteCostC =
.i Periodoel en Despedidos EmpleadosdeCantidad CEDi =
. Empleadounde DespidodeCosteCostD =
5.3.2 Costes asociados a manejo de inventario. Cuando se produce un descenso de la
demanda puede mantenerse el ritmo de producción establecido acumulando en exceso de
producción en nuestros almacenes. Dicha cantidad de artículos almacenados nos permitirán
satisfacer un exceso de demanda que pueda producirse en un futuro sin necesidad de

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 65/89
64
modificar nuestro ritmo de producción. Evidentemente la acumulación de inventarios tiene
un coste importante, por lo que no se puede abusar de esta opción [Miranda, 2005].Los costes que se tendrán en cuenta para el manejo de inventario son: el coste de por
unidad almacena por periodo y el coste de ruptura de stock no se tendrá en cuenta ya que
divido a la estrategia de alcance de la demanda empleamos en el modelo no hay unidades
faltantes. El modelo de estos costes es el siguiente:
( )∑=
− ×=12
11
i
i CostUI NUI CMI
Donde:
. Planeacionde Horizonteel en InventariodeManejoCosteCMI =
.i Periodoel en InventarioenUnidadesde Numero NUI i =
. InventarioenUnidad deCostoCostUI =
Después de definir los costes de mano de obra y manejo de inventario nos disponemos a
platear nuestra función objetivo como sigue:
CMI CMOCAPAMin +=
Donde:
. Planeacionde Horizonteel en Agregado Plandel AplicaciondeCosteCAPA =
. Planeacionde Horizonteel en InventariodeManejoCosteCMI =
. Planeacionde Horizonteel enObrademanoCosteCMO =
Para luego llegar a una versión sin contracción de la función objetivo:
( ) ( )
( ) ( ) ( ) ( )∑∑∑∑
∑ ∑
=−
===
= =
×+×+×+×
+××+×××=
12
11
12
1
12
1
12
1
12
1
12
1
i
i
i
i
i
i
i
i
i i
iii
CostUI NUI CostDCEDCostC CEC CostUS CUS
CostHE CHTEU CHE CostHRCHEEDCE CDLCAPAMin

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 66/89
65
5.4. PLANTEAMIENTO DE RESTRICCIONES
Exciten diversas categorías de restricciones en la industria manufacturera, como son: demercado, de materiales e inventario, de capacidad, logística, administrativas y
conductuales. Los requisitos y necesidades de mercado definen los límites de rendimiento
específico de la empresa. Los problemas de materiales, inventario y capacidad le saltan a la
vista al administrador de la producción, por lo tanto, es posible que estas reciban gran
atención. En las industrias manufactureras también hay restricciones logísticas,
administrativas y conductuales. El modelo de programación lineal que proponemos para
una planeación agregada tiene en cuenta limitaciones de capacidad, mercado, materiales e
inventario, administrativas y de no negatividad [Umble, 1995].
5.4.1 Restricciones de capacidad. Las horas regulares disponibles, están sujetas a la
cantidad de empleados por periodo y dicha producción por período esta sujeta a la cantidad
de horas regulares útiles.
iii PJRCHTEU
CHEEDCE CDL =
××× 1
Reemplazando parámetros constantes y unidades de las variables de decisión tenemos:
[ ] [ ][ ]
[ ][ ]unidad PJR
unidad
horadiaempleado
horaempleadoCE diaCDL
iii =
×
⋅××
2
18
Otro tipo de restricción de capacidad tiene que ver con el límite de empleados que esta
puede albergar.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 67/89
66
iiii
iii
CEDCEC CE CE
CME CEDCEC CE
−+=
≤−+
−
−
1
1
5.4.2 Restricciones de mercado. Esta restricciones existen divido a la estrategia de
Alcance De La Demanda Prevista que se utiliza para la planeación agregada, la cual adapta
el ritmo de la producción en cada periodo a la demanda existente. A Continuación se
muestra el modelo de la restricción de mercado que se utilizara para el modelo.
iiiii
D NUI CUS CHE PJR ≥+++−1
Reemplazando parámetros constantes y unidades de las variables de decisión tenemos:
[ ] [ ][ ]
[ ]
[ ] [ ] [ ] [ ]unidad Dunidad NUI unidad CUS unidad CHE
unidad
horadiaempleado
horaempleadoCE diaCDL
iiii
ii
≥++
+
×
⋅××
−1
2
18
Donde .Pr i Periodoel enevista Demanda Di =
5.4.3 Restricciones de materiales e inventario. El modelo no tiene consideraciones ni
limitaciones acerca del manejo de materias primas. Para modelar las restricciones de
inventario, se tiene que el inventario al final de un período debe ser igual al inventario del período anterior sumada la producción del período menos la demanda del este periodo.
iiiiiiDCUS CHE PJR NUI NUI −+++= −1
Reemplazando parámetros constantes y unidades de las variables de decisión tenemos:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 68/89
67
[ ] [ ] [ ] [ ] [ ] [ ]unidad Dunidad CUS unidad CHE unidad PJRunidad NUI unidad NUI iiiiii −+++= −1
Los niveles máximos y mínimos de inventario están condicionados a la capacidad que se
tiene en la bodega para almacenar producto terminado.
CMB NUI i ≤
Este tipo de restricciones costa de una estructura muy simple, por lo cual no necesita la
descripción de las unidades de los parámetros que la conforman.
5.4.4 Restricciones administrativas. Estas restricciones tienen que ver con las diferentes
políticas que la gerencia ha impuesto en la empresa. Seguidamente se expondrán y
detallaran estas políticas y las restricciones que estas conllevan.
5.4.4.1 Política de horas extras. En la mayoría de los casos cuando se tienen políticas de
horas extras, estas se calculan como un porcentaje de la producción en tiempo regular. Para
Colombia, por ley, se tiene estipulado un máximo de producción en horas extras
equivalente a un 10% de la producción en jornada regular [Correa, 2003].
ii PJR PHE CHE ×≤
5.4.4.2 Políticas de contrataciones y despidos. Esta política empresarial trata de nocontratar o despedir más de un número de empleados en un solo período.
PCE CEC i ≤
PDE CEDi ≤

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 69/89
68
5.4.4.3 Políticas de máxima subcontratación. Esta restricción limita el número de unidades
de producción que es conveniente delegar a otra empresa.
PUS CUS i ≤
5.4.5 Restricciones De No Negatividad: Esta restricción implica que ninguna de las
variables de decisión en el modelo deber ser negativa.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 70/89
69
6. MODELO DE PROGRAMACIÓN LINEAL DIFUSA PROPUESTO PARA LA
PLANEACIÓN AGREGADA.
En esta parte del trabajo se considera un problema de programación lineal en el que algunos
de los coeficientes del sistema de inecuaciones lineales, que definen el conjunto de
restricciones, están dados en forma imprecisa o vaga.
Un caso particular de la programación lineal difusa es cuando los coeficientes del lado
derecho de las restriccionesib son cantidades con cierto grado de incertidumbre.
Uno de los parámetros que presentan mayor incertidumbre a la hora de elaborar un plan de
producción es la determinación de la demanda; el pronóstico de demanda no puede ser visto
como un asunto trivial, debido a sus implicaciones en la empresa y a las dificultades
inherentes a un buen pronóstico. La tarea de ingeniero es adelantarse a los cambios en la
demanda y mantenerse al tanto del entorno del mercado de las herramientas de análisis que
surgen cada día [Miranda, 2005].
Para nuestro modelo de programación lineal difusa asumimos que los valores de la
demanda están definidos en el intervalo de valores [ ]iii p D D +, para cada periodo, donde
i D es la demanda predicha para el periodo i y pi es componente difuso;i p se define por
métodos cualitativos para pronósticos de demanda para cada periodo; estos se basa en las
percepciones y juicios de valor que se construyen a partir del entorno, en los factores que
determinan la demanda y en la presencia futura de estos [Miranda, 2005].
De acuerdo a esta suposición se define el modelo de programación lineal difusa, en el cual
se desea Minimizar el coste de la implementación de un plan agregado de producción
cuando la demanda es un parámetro difuso dentro del modelo [Serna, 2008].
La primera suposición que realizamos para nuestro modelo lineal difuso es que i D~
es un
número difuso de la forma:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 71/89
70
≤
+<<−
+≥
=
i
iii
i
i
ii
i
Dax
p Dax D si p
Dax
p Dax si
x D
0
1
)(~
La representación grafica de )(~
x Di se aprecia en la figura 13.
Figura 13. Número difusoi D
~
Ahora, para determinar el conjunto difuso de valores óptimos, se calculan los límites
inferior y superior entre los cuales se encontrarían dichos valores. Para hallar el límite
inferior de los valores óptimos ( −CAPA ) y el límite superior ( +CAPA ) del mismo conjunto,
se solucionan siguientes problemas de programación lineal estándar, donde solo se le
sumara i p a los valores de la demanda predicha que es nuestro parámetro difuso [Serna,
2008]:
)(0
)(.1
1
n j
mii
n
j
j ji
n
j
j j
N j x
N i pb xaaS
xcCAPAMin
∈≥
∈+≥
=
∑
∑
=
=
+
)(0
)(.1
1
n j
mi
n
j
j ji
n
j
j j
N j x
N ib xaaS
xcCAPAMin
∈≥
∈≥
=
∑
∑
=
=
−
i D ii p D +
1

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 72/89
71
Luego el conjunto difuso de valores óptimos (U ), el cual es un subconjunto difuso de n R
(Klir, 1995), esta definido por:
≥
<<−
−≤
=+
+−−+
+
−
CAPA x
CAPA xCAPA siCAPACAPA
xCAPACAPA x si
xU
0
1
)(
En este caso el grado de satisfacción del decisor ( )λ aumenta en la medida en que la
respuesta obtenida se acerca a − Z como lo muestra la figura 14.
Figura 14. Número difuso Z
Luego la solución más eficiente se encuentra resolviendo el siguiente modelo de
programación lineal [Serna, 2008]:
λ Max
S.A.
Restricciones De Capacidad:
iii PJRCHTEU
CHEEDCE CDL =
×××1
CME CEDCEC CE iii≤−+−1
1
− Z + Z
λ

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 73/89
72
Restricciones De Mercado (Difusas):
( )
( ) ( ) ( )( ) ( )
ii
n
j
iiii
ii
iii
n
j
ii
D p NUI CUS CHE PJR
CAPACostUI NUI CostDCED
CostC CEC CostUS CUS CostHE CHTEU CHE
CostHRCHEEDCE CDLCAPACAPA
≥−+++
≤×+×
+×+×+××
+×××+−
∑
∑
=−
+−
=
−+
λ
λ
11
1
1
)(
Restricciones De Materiales e Inventario:
( ) iiiiiii D P CUS CHE PJR NUI NUI −=−+++− − λ 1
CMB NUI i ≤
Restricciones Administrativas:
Política De Horas Extras:
ii PJR PHE CHE ×≤
Política De Contrataciones Y Despidos:
PCE CEC i ≤
PDE CEDi ≤
Políticas De Máxima Subcontratación:
PUS CUS i ≤
Y Restricciones De No Negatividad

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 74/89
73
Donde λ es el nivel que como mínimo tienen que alcanzar todas las funciones de
pertenencia. Lo anterior se interpretará como el nivel de aspiración o de satisfacción de undecisor [Correa, 2004].

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 75/89
74
7. APLICACION DE LOS MODELOS PROPUESTOS A UN PROBLEMA DE
PLANEACIÓN AGREGADA
Este capitulo tiene como objetivo evaluar los modelos antes planteados, aplicándolos a un
caso particular de planeación agregada de la producción, el problema que se abordara en el
desarrollo de este trabajo fue extraído del Manual de Dirección de Operaciones [Miranda.
2005] y adaptado para cumplir con las necesidades de este trabajo.
En el desarrollo de este capitulo primero se plantea un problema de planeación agregada el
cual se soluciona por el método de programación lineal, seguidamente se plantea un
problema de planeación agregada en el cual la demanda predicha posee incertidumbre, este
problema es resuelto con el modelo lineal difuso propuesto en este trabajo.
7.1 PLANTEAMIENTO DEL PROBLEMA DE PLANEACIÓN AGREGADA.
Una empresa que se dedica a la fabricación y venta de electrodomésticos, que venden con
marca blanca en una importante cadena comercial, las previsiones de demanda para el
próximo año aparecen reflejadas en la tabla 2, mientras que en la tablas 3 muestra otra serie
de datos operativos de la empresa.
Tabla 2. Demanda Prevista
Enero 2500Febrero 3200Marzo 3800
Abril 2300Mayo 1800Junio 2500Julio 4000
Agosto 3200Septiembre 3800
Octubre 2600
Noviembre 2100Diciembre 1800
Demanda Prevista

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 76/89
75
Tabla 3. Datos Operacionales
Inventario final de Diciembre del presente año (Unidades)
500
Producción mes de diciembre del presente año (Unidades)
2000
Coste unitario de ruptura de stock 25 €
Coste unitario de almacenamientomensual.
12 €
Coste de contratación por trabajador 400 €
Coste de despido por trabajador 500 €
Coste de cada hora de mano de obra 9 €
Coste de horas extraordinarias 15 €
Coste de subcontratación (por unidad) 50 €
Limite de horas extras mensuales5% de la Producción en
Jornada Regular
Horas de trabajo por unidad 2
Datos Operacionales de Lucitania, S.A.
Teniendo en cuenta que en diciembre del presente año la producción es de 2000 unidades;
se busca minimizar los costes asociados a la puesta en marcha de una planeación agregada
utilizando una Estrategia de Alcance de la demanda prevista en un horizonte de planeación
de un año [Miranda, 2005].
Para propósitos de ilustración, iniciaremos el análisis del problema con una lista desuposiciones usuales, para después, presentar el planteamiento del modelo de programación
lineal y seguidamente su evaluación y solución.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 77/89
76
7.2. SUPUESTOS
1. La demanda i D es conocida. Se supone que la demanda prevista determinara todoslos periodos futuros.
2. Se supone que los costes que se manejaran, se comportaran de manera constante a
lo largo del horizonte de planeación.
3. Se supone que la cantidad de días laborables durante el horizonte de planeación son
los siguientes (Tabla 4):
Tabla 4. Días laborados.
Enero 20Febrero 20Marzo 21Abril 20Mayo 19Junio 19Julio 21
Agosto 19
Septiembre 22Octubre 21 Noviembre 19Diciembre 21
Días Laborados
4. La planta de empleados de Lucitania S.A. al inicio de la planeación agregada cuenta con
25 empleados.
5. La empresa trabaja 5 días a la semana, un turno al día, comenzando labores a las 8 A.M. y
terminándolas a las 5 P.M. Con una hora de almuerzo a las 12M. 6. Suponemos que la capacidad de producción en horas regulares, extras se mantiene
constante a lo largo del horizonte de planeación.
7. Para determinar la cantidad de horas estándar por día por trabajador, se toma la
suposición que es la misma cantidad de horas laborables por día.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 78/89
77
8. Suponemos que la cantidad de horas estándar por unidad de la familia es igual las
horas de trabajo por unidad ( )Unidad h /2 .9. Suponemos que el espacios destinado para almacenaje de producto terminado en la
bodega de Lucitania S.A. es para máximo 500 unidades.
10. Suponemos que la empresa tiene una política de producción en horas extras de no
superar 10% del total de producción en jornada regular.
11. Suponemos que la empresa Lucitania S.A. tiene una política de no superar la
contratación o despido de mas de 10 empleados por periodo.
12. Suponemos que la empresa utiliza una política la cual tiene como limite máximo de
unidades subcontratadas por periodo de 500 unidades.
13. Suponemos que la empresa puede tener una cantidad de empleados máxima de 50.
7.3. SOLUCIÓN DEL MODELO DE PROGRAMACIÓN LINEAL.
Para el modelamiento de este problema emplearemos el método de programación lineal, y
buscamos con este una solución para cada variable de decisión que minimiza el costo total
del programa de planeación agregada.Para solucionar el problema de la empresa utilizamos el modelo deterministico propuesto
en este trabajo; el cual fue solucionado utilizando el software GAMS; este es un lenguaje
de modelización, más que un programa para resolver problemas de optimización. La
ventaja que presenta este programa GAMS, es que junto al módulo de modelización (base)
incorpora diferentes solver (algoritmos de resolución de problemas) tanto de programación
no lineal, como lineal y entera.
En la siguiente tabla se enseñan los resultados de las variables de decisión, obtenidos alsolucionar el problema de programación lineal:

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 79/89
78
Tabla 5. Resultados evaluación del modelo determinístico.
PeriodoDemanda prevista
Cantidad deempleados
Producción enhora regular
Producción enHoras extras
Cantidad deunidades
Subcontratadas
Cantidad deempleadoscontratados
Cantidad deempleadosdespedidos
Numero deunidades eninventario
Producción total
1 2500 28 2250 0 0 3 0 250 2250
2 3200 38 3050 25 0 10 0 125 3075
3 3800 38 3222 322 193 0 0 63 3737
4 2300 28 2268 0 0 0 10 31 2268
5 1800 23 1784 0 0 0 4 16 1784
6 2500 33 2516 0 0 10 0 32 2516
7 4000 43 3621 362 0 10 0 16 3983
8 3200 41 3192 0 0 0 1 8 3192
9 3800 40 3560 235 0 0 2 4 3795
10 2600 30 2597 0 0 0 10 2 259711 2100 27 2098 0 0 0 3 1 2098
12 1800 21 1799 0 0 0 6 0 1799
Resultados evaluación del modelo deterministico
El coste óptimo de la puesta en marcha del plan agregado es CAPA = $ 1.887.366.690
Luego de evaluar el problema de la empresa con el modelo determinístico propuesto por
este trabajo para la planeación agregada, obtuvimos las siguientes conclusiones:
1. El modelo desde el primer periodo busca alcanzar la demanda predicha utilizando y
optimizado la producción en jornada regular, producción en horas extras, contrataciones y
despidos de personal y en menor medida la subcontratación; el resultado de la estrategia de
caza propuesta en el modelo se puede apresar en la figura 15 en donde se grafica la
demanda predicha versus el resultado propuesto por el modelo para el plan agregado.
Figura 15. Grafico Demanda prevista vs. Planeación Agregada.
Demanda Predicha vs. Producción Total
0
1000
2000
3000
4000
5000
0 1 2 3 4 5 6 7 8 9 10 11 12 13
Periodos
U n i d a d e s
Demanda Predicha Produccion Total

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 80/89
79
2. El modelo entrega un coste de aplicación del plan agregado de $ 1.887.366.690 muy parecido a la solución óptima que presenta el texto de donde se extrajo el ejercicio; la
explicación que se encuentra para esta discrepancia es que el problema que se manejo en
este trabajo se le añadieron supuestos que el problema del libro no manejaba.
7.4 APLICACIÓN DEL MODELO LINEAL DIFUSO A UN PROBLEMA DE
PLANEACIÓN AGREGADA.
A pesar que en muchas ocasiones se cuente con datos históricos o patrones establecidos,
siempre existe el riesgo de nuevos acontecimientos que pueden distorsionar los patrones de
demanda establecidos [Miranda, 2005].
El problema que abordaremos en esta sección es el mismo que venimos tratando a lo largo
de las secciones anteriores con la diferencia que la demanda para este caso es un parámetro
difuso dentro del modelo. Después de estas consideraciones modelados el problema en
GAMS obteniendo los siguientes resultados que se muestran en la tabla 6:
Tabla 6. Resultados evaluación del modelo difuso.
PeriodoDemanda
prevista
Producción
Total Modelo
Deterministico
Cantidad de
empleados
Producción
en hora
regular
Producción
en Horas
extras
Cantidad de
unidades
Subcontratadas
Cantidad de
empleados
contratados
Cantidad de
empleados
despedidos
Numero de
unidades en
inventario
Producción
Total
Modelo
Difuso
1 2500 2.250 28 2250 0 0 3 0 394 2.250
2 3200 3.075 38 3003 0 0 9 0 341 3.003
3 3800 3.737 38 3153 315 161 0 0 314 3.629
4 2300 2.268 28 2203 0 0 0 10 361 2.203
5 1800 1.784 21 1623 0 0 0 6 329 1.623
6 2500 2.516 31 2384 0 0 10 0 356 2.384
7 4000 3.983 41 3474 347 0 10 0 322 3.821
8 3200 3.192 40 3039 0 0 0 1 305 3.039
9 3800 3.795 39 3449 199 0 0 1 296 3.648
10 2600 2.597 29 2452 0 0 0 10 292 2.452
11 2100 2.098 26 1954 0 0 0 3 290 1.954
12 1800 1.799 20 1655 0 0 0 6 289 1.655
Resultado evaluación del modelo difuso
Para el segundo caso se considero la incertidumbre en la demanda obteniendo que los
valores de +CAPA y −CAPA son $ 2.016.682.272 y $ 1.887.366.690 respectivamente los
cuales denotan los limites de la función objetivo; seguidamente se encontró que el valor de

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 81/89
80
la función objetivo es λ= 0.7195, cifra que se considerada como nivel de satisfacción del
decisor.En la figura 16 podemos apreciar la producción resultante de los modelo difusos,
deterministas y la demanda predicha.
Figura 16. Comparación de Modelos.
Comparcion de Modelos Propuestos vs. Demanda Predicha
1000
1500
2000
2500
30003500
4000
4500
0 1 2 3 4 5 6 7 8 9 10 11 12 13
Periodos
U n i d a d e s
Demanda Previs ta Modelo Determinis tico Modelo Difuso

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 82/89
81
8. CONCLUSIONES
La lógica difusa fue fundada por Lotfi Asker Zadeh matemático azerbaijano y profesor de
la Universidad de Berkeley en 1965, desde entonces este conocimiento aparece como una
herramienta de apoyo para la toma de decisiones. Una de las ventajas que ofrece la lógica
difusa, es la capacidad de trabajar tanto con información cuantitativa como con opiniones
subjetivas de personas; esta última propiedad permite un tratamiento matemático de la
vaguedad que poseen algunos parámetros. Es necesario aclarar que la lógica difusa no
elimina la incertidumbre, sino que plantea un método para su manejo, es decir, no pasa por alto la incertidumbre del problema, la utiliza para generar soluciones a este.
En la planificación de la producción los beneficios que ofrece la lógica difusa se concentran
en el modelamiento de la incertidumbre inherente de algunos parámetros utilizando
técnicas desarrolladas por su fundador y otros autores.
En la actualidad existen importantes desarrollos e implementaciones de la lógica difusa en
la planificación de la producción, logrando con esto reconocimiento como una técnica
efectiva para modelar y solucionar problemas de planificación de la producción gracias a su
capacidad de representar cuantitativa y cualitativamente la información imprecisa o vaga
propia a los problemas sobre los cuales se desea decidir.
Numerosos investigadores de diferentes partes del mundo centran sus esfuerzos en el
constante diseño y aplicación de modelos difusos para optimizar la toma de decisiones en la
planificación de la producción en sus diferentes niveles. En la bibliografía revisada
encontramos aplicaciones de lógica difusa para:
La creación de un modelo que integra los distintos niveles de la cadena de
suministros considerando múltiples proveedores, un fabricante y diversos centros de
distribución teniendo en cuenta que la demanda del mercado, coste/periodo y
niveles de capacidad son variables imprecisas.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 83/89
82
El planteamiento de un modelo para la determinación de la cantidad económica de
pedido utilizando backorder (pedidos diferidos) en donde la demanda y los leedtimes son parámetros difusos.
Solucionar un problema de planeación agregada Multi-Producto con incertidumbre
en la demanda prevista, gastos de funcionamiento y capacidad.
Demostrar la utilidad e importancia del modelamiento de MRP con restricciones
flexibles.
Presentar un modelo de evaluación difusa que gestione los diferentes parámetros de
una empresa para tomar una decisión acerca de si es conveniente instalar un
sistema ERP.
En este trabajo se plantearon dos modelos para la planificación de la producción, el primero
modelo busca minimizar los costes de aplicación de la planeación agregada utilizando una
estrategia de alcance de la demanda prevista. Este modelo de programación lineal entrega
como resultado las decisiones que se deben tomar en cuanto a cantidad de producción que
se debe realizar en jornada regular, extra, subcontratada, numero de contrataciones y
despidos por periodo en un horizonte de planificación conocido.
El segundo modelo propuesto tiene por objetivo maximizar la satisfacción del decisor al
intentar conseguir dos metas simultáneamente, una de ellas es alcanzar la demanda
predicha y la otra es bajar los costes de implementación de un plan agregado cuando la
demanda es un parámetro que posee incertidumbre. Este modelo de programación linealdifusa, utiliza números triangulares para representar el componente difuso, ya que ellos
permiten involucrar directamente dentro del número, la incertidumbre presente en la
demanda
Los modelos propuestos en este trabajo son utilizados para solucionar dos problemas de
planeación agregada extraídos de un texto y modificados para el desarrollo de este trabajo.
El modelo de programación lineal entrega como solución una estrategia de alcance de la

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 84/89
83
demanda, optimizando la producción en jornada regular, extra, subcontrataciones y costes
de despido y contratación de personal en un horizonte de planificación de un año.El modelo lineal difuso se utiliza para solucionar un problema de planeación agregada
donde la demanda posee incertidumbre. La solución que entrega el modelo para este
problema alcanza un nivel de satisfacción en el decisor de 72% aproximadamente, este
resultado es aceptable dentro del conjunto de modelos diseñados para la planeación de la
producción en donde los mejores alcanzan un nivel de satisfacción del 78%.
Los modelos que se propone en este trabajo y las investigaciones citadas son sólo un
ejemplo de las diferentes aplicaciones que puede tener la lógica difusa para facilitar la toma
de decisiones a la hora de planificar la producción.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 85/89
84
9. BIBLIOGRAFÍA
1. Bellman, R. E. and L. A. Zadeh [1970], Decisionmaking in a fuzzy environment.
Management Science, 17(4), pp. 141-164
2. Correa. A (2003). Un enfoque de análisis multiobjetivo parta la planeación agregada
de la producción. Universidad nacional de colombia. Medellín.
3. Correa, J. Aproximaciones Metodológicas Para la Toma de Decisiones, Apoyadas
en Modelos Difusos, tesis presentada a la Universidad Nacional de Colombia, para
optar al grado de Magíster en Ingeniería de Sistemas. 2004.
4. Chang, P., Liao, T. Combining SOM and Fuzzy Rule Base for Flow Time
Prediction in Semiconductor Manufacturing Factory, Applied Soft Computing, Vol
6, Nº 2, enero, 2006, pp 198-206.
5. Charnes, A. (1962). Programing With lineal Fractional functional. Revista Naval
research Logistic Cuartely.
6. Di Nola, A., W. Pedrycz and S. Sessa (1993), Models of matching of fuzzy sets.
Kybernetes, 22(3), pp. 41-46.
7. Hiller, Frederick. (1997). Introducción a la investigación de operaciones. Editorial
Mc Graw Hill. Mexico DF.
8. Jaroslav, R., Soft Computing: Overview and Recent Developments in Fuzzy
Optimization., Ostravská univerzita. Listopad, 2001.
9. Kaj-Mikael Björk, 2008. . “An analytical solution to a fuzzy economic order
quantity problem”. Department of Technology, Akademi University,
Joukahaisenkatu 3-5A, FI-20520, Turku, Finland.10. Kalenatic, D. (1997). Trabajo Problemas sociales de la ciencia y la tecnología.
Santafe de Bogota DC.
11. Klir, G.J y Yuan, B. Fuzzy Sets end Fuzzy Logic,Theory and Applications. Vol. 1,
New Jersey: Prentice Hall PTR 1995, pp. 390- 417.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 86/89
85
12. K-M. Björk, C. Carlsson, outcome of imprecise lead times on the distributors, in:
Proceedings of the 38th Annual Hawaii International Conference on SystemSciences (HICSS’05), Track 3, HICSS, 2005, pp. 81–90.
13. Kruse, Rolf, (1994). Foundations of fuzzy systems.
14. Lopez, A. (2008). Programación lineal flexible con restricciones difusas. Revista
Ingeniería E Investigación Vol. 28 No. 1, Abril De 2008 (162-168).
15. McNeill, F. M., & Thro E. (1994) Fuzzy Logic: A Practical Approach. AP
Professional.
16. Miranda, F. (2005). Manual de dirección de operaciones. Vol. 2, Madrid, PP. 411-
443.
17. Mula, J. et al. (2004). Aplicaciones de la Teoría de los Conjuntos Difusos en la
Planificación de la Producción: Un Estudio de la Literatura. Memorias VIII
Congreso de Ingeniería de Organización. Leganés, septiembre. pp. 101-110.
18. Narasimhan, Seetharama L., MCLEAVEY, Dennis W. y BILLINGTON, Meter.
(1996). Planeación de la producción y control de inventarios. 2 ed. México: Prentice
Hall. 716 p.
19. Pedrycz, “Fuzzy Control and Fuzzy Systems”. Research Studies Press/J.
Wiley, New York, 1993.
20. Perez, J. (1993). “Investment in new production capaciti Under Uncertain market
condition. Editorial Industrial Enginiering.
21. P.J. Sanchez, (2009). “A fuzzy model to evaluate the suitability of installing an
enterprise resource planning system”. Dept. of Computer Science, University of
Jaén, Spain.
22. Peña. G. (2004). Modelamiento para la simulación de sistema socios económicos ynaturales. Universidad nacional de colombia. Medellín.
23. Radovic, M. (1996). “Organizacia procesa Proizvodnje”. Editorial Privredni.
Beograd.
24. Reay-Chen Wang, (2005). “Applying possibilistic linear programming to aggregate
production planning”. Department of Industrial Management, Tung Nan Institute of
Technology, 152 Pei Shen Rd., Sec. 3, Taipei 222, Taiwán.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 87/89
86
25. Rubio, E. (2009). Introducción a la Lógica Difusa. Apartado 7.3: Teoría de
conjuntos difusos y lógica difusa. Consultado el 23 de Junio de 2009. Disponible en<http://www.lcc.uma.es/~eva/aic/apuntes/fuzzy.pdf.>
26. Serna, C. Arango, D. y Pérez, G. (2008). Aplicaciones de lógica difusa a las cadenas
de suministro. Avance en Sistemas e Informática, Vol. 5, Nº 3, diciembre, pp. 17-
23.
27. Shaible, S. (1981). A survey of fraccional programing, generalized concavity in
optimation and economics, editorial Academic press. New York.
28. Shi, Y., Haase, C. (1996). Optimal trade-offs of aggregate production planning with
multi-objective and multi-capacity- demand levels. International Journal of
Operations and Quantitative Management 2 (2), 127–143.
29. T. Vijayan. (2008). “Fuzzy economic order time models with random demand”.
Department of Statistics, Nehru Arts and Science College, Kanhangad, Kerala
671328, India.
30. T. Vijayan. (2008). Inventory models with a mixture of backorders and lost sales
under fuzzy cost, European Journal of Operational Research 189 105–119.
31. Thomas. D. (1996). Coordinated supply Chain management. School of industrial
and systems engineering, Georgia institute of technologic Atlanta.
32. Torabi, S (2007). “An interactive possibilistic programming approach for multiple
objective supply chain master planning”. Department of Industrial Engineering,
Faculty of Engineering, University of Tehran, Tehran, Iran.
33. Umble, Michael. (1995). Manufactura Sincrónica. Vol. 1, México. p.p. 60-97.
34. Wang, R. (2004). Aggregate production planning with multiple fuzzy goals.
International Journal of Advance Manufacturing Technology, in press.35. Zadeh, L. A. (1965), "From circuit theory to systems theory." IRE Proc, 50, pp.
856-865.
36. Zadeh, L.A. (1975). Fuzzy Sets and Their Applications to Cognitive and Decision
Processes. London, Academic Press Inc. pp 2-79.
37. H.J. Zimmermann. (1996). Fuzzy Set Theory and its Application, third ed., Kluwer
Academic Publishers.

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 88/89
87
ANEXO 1. GRUPOS DE INVESTIGACIÓN QUE TRABAJAN CON LÓGICA
DIFUSA.
En la actualidad muchas organizaciones e investigadores están investigando problemas que
involucran mucha incertidumbre, razón por la cual le dan un enfoque difuso al
planteamiento como tal. Trabajar con este tipo de herramienta es muy importante ya que
los resultados a los que se llegan por medio de esta están mucho mas cerca de la realidad,
comparada con los métodos tradicionales que se trabajaban inicialmente asignándole
distribuciones de probabilidad a los parámetros, después con la aparición de estas
poderosas herramientas se empezaron a tratar estos parámetros de forma difusa y se
observo que los resultados obtenidos eran mucho mas cercanos a la realidad, razón por la
cual los investigadores, universidades Colombianas y en el mundo le están dando mucha
importancia a este tema, algunas universidades y grupos de investigación que están
trabajando temas son:
• El departamento de gestión industrial de La universidad Tungnan University de
Taiwán y Departamento de Gestión Industrial, Instituto de Tecnología de Taiwán.
• El departamento de ingeniería industrial, de la universidad de Tehran en Iran y la
escuela de negocios de la Universidad McMaster de Canadá.
• Uncertainty Decision-Making Laboratory, School of Business and Administration,
Sichuan University en china.
• Department of Chemical Engineering, National Taiwan University.
En las universidades Colombianas el estudio de la incertidumbre a través de la Lógica
Difusa está tomando importancia, algunas universidades y grupos de investigación que seencuentran trabajando con Lógica Difusa son:
• El grupo de Investigación y Desarrollo en Inteligencia Artificial GIDIA esta adscrito
a la escuela de sistemas de la Universidad Nacional de Colombia sede Medellín,
uno de sus objetivos es: Profundizar en los fundamentos, técnicos y modelamiento
de sistemas de inferencia difusa para la solución de problemas caracterizados por el
manejo de valores multivaluados, propios del pensamiento humano. Sus áreas de

5/11/2018 Univercidad Nacional, Logucia Difusa - slidepdf.com
http://slidepdf.com/reader/full/univercidad-nacional-logucia-difusa 89/89
88
investigación son: Sistemas de Inferencia Difusa Tipo Mandami, Sistemas de
Inferencia Difusa Tipo Relacional O Pedrycz, Sistemas de Inferencia Difusa TipoTakagi-Sugeno, Control Inteligente de Procesos.
• El grupo de investigación GPS ( Grupo de Investigación en procesos de Señales
Digitales) pertenece a la Universidad de Investigación y Desarrollo (UDI) que está
comprometida con la educación del pueblo Santandereano en Colombia. Dentro de
las líneas de investigación que maneja el grupo se encuentra, Inteligencia Artificial,
redes neuronales, algoritmos genéticos, lógica difusa. Algunos trabajos de pregrado
desarrollados y en desarrollo son: Implementación de un sistema de control de
temperatura mediante lógica difusa, implementado en un sistema microcontrolado.
Implementación de un sistema de identificación de rostros usando un modelo
híbrido entre algoritmos genéticos y un sistema neuro – difuso; implementación de
un sistema neuro - difuso para el control de procesos mediante microcontroladores;
Sistema de control de humedad y temperatura mediante un controlador difuso;
Monitoreo y control automático de un sistema de inyección electrónica de
combustible mediante lógica difusa.
• El grupo de investigación GICO Logística Industrial Organizacional pertenece a la
Universidad Nacional de Colombia, Sede Medellín. GICO Apoya el desarrollo de
las organizaciones empresariales tanto públicas como privadas, desarrollando
capacitación, asesoría y consultoría con los mayores fundamentos investigativos,
científicos y técnicos; Las líneas de investigación que maneja GICO son: Dirección
de Operaciones, Gestión de la Cadena Logística, Modelización Empresarial e
Industrial, Educación Virtual Empresarial, Responsabilidad Social de la Empresa,
La Gerencia de las Organizaciones no Gubernamentales en la Sociedad de laInformación, Trazabilidad industrial y del Producto: Identificación y Autenticación
de productos. Algunos trabajos de maestría y pregrado que se están adelantando en
el grupo GICO son: Desarrollo de modelos de programación matemático fuzzy para la
planificación de la producción en contextos de incertidumbre (Trabajo de Maestría),
Aplicaciones de la Teoría de los Conjuntos Difusos en la Planificación de la
Producción (Trabajo de Pregrado).