U3 Roscas y Engranes

of 51
-
Upload
daniel-oso-mendz -
Category
Documents
-
view
237 -
download
1
Transcript of U3 Roscas y Engranes
-
8/12/2019 U3 Roscas y Engranes
1/51
Medicin, verificacin de
roscas y engranes
-
8/12/2019 U3 Roscas y Engranes
2/51
Rosca
Las uniones roscadas, que comprenden un tornillo roscado
exteriormente que penetra en una tuerca roscada interiormente, son
muy empleados en construccin mecnica. Se las puede dividir en dos
categoras:
1. Las roscas de unin, cuya finalidad es hacer solidarias un cierto
nmero de piezas al roscar la tuerca al tornillo o recprocamente; esta es
la razn de ser los pernos, de los tornillos de unin.
Adems se puede distinguir: las uniones roscadas permanentes en las
que el desenroscado ser muy excepcional, por ejemplo pernos de
unin de las piezas que forman la fundacin de una mquina, y las
uniones roscadas desmontables, las cuales deben enroscarse ydesenroscarse frecuentemente.
-
8/12/2019 U3 Roscas y Engranes
3/51
2. Las roscas de movimiento, en las cuales el sistema tornillo y tuerca
se utiliza para transformar un movimiento de giro en otro de traslacin,
de direccin perpendicular al plano de giro.
Esta clase de roscas es la que exige mayor precisin en su ejecucin y
montaje; su aplicacin est muy desarrollada, particularmente en laconstruccin de mquinas-herramientas: husillo de tornos y fresadoras,
tornillos de desplazamiento de las mesas de mquinas-herramientas. En
los aparatos de medida de precisin se emplean como tornillos
micromtricos de gran precisin.
-
8/12/2019 U3 Roscas y Engranes
4/51
En una unin roscada las superficies en contacto son helicoidales
engendradas por un perfil definido, cuyo plano contiene el eje, y
obligado a describir una trayectoria helicoidal cilndrica alrededor de
este eje.
Forma geomtrica de sistemas de roscas
-
8/12/2019 U3 Roscas y Engranes
5/51
En las roscas S.I. el perfil generador es un tringulo equiltero,
truncado por dos rectas paralelas a la base trazadas respectivamente a
1/8 de la altura a partir del vrtice y de la base.
-
8/12/2019 U3 Roscas y Engranes
6/51
Rosca cuadrada (conocida tambin como Sellers) es el tipo ms
eficiente de tornillo en cuanto a friccin por deslizamiento pero
relativamente tiene ventaja mecnica baja.
-
8/12/2019 U3 Roscas y Engranes
7/51
En las roscas trapezoidales el perfil generador es un trapecio issceles
que tiene un ngulo en el vrtice de 30 y est provistos de lastruncaduras que determinan el juego del fondo del filete. Es un tipo de
rosca diseada para resistir cargas en una sola dimensin, adems, es
ms resistente que las otras formas porque el espesor de la rosca en la
raz es mas grande que las otras roscas.
-
8/12/2019 U3 Roscas y Engranes
8/51
Elementos geomtricos de una de roscas
Para la rosca S.I.:
Para la rosca trapezoidal de 30:
ncleo.del
dimetroofilete,delfondoelendimetrogeneradorperfildelalturala
demediopuntoelporpasageneratrizcuya
cilindrodeldimetroelesmedio;dimetro
ofilete,delflancoslosendiametro
fileteslosdeexterioratruncadurla
sobremedidodimetro:nominaldimetro
Tornillo
n
f
e
d
d
d
p.dd ef 64950
5.0
pdd ef
-
8/12/2019 U3 Roscas y Engranes
9/51
Elementos geomtricos de una de roscas
tuercalade
(ncleo)interiortruncadura
lasobremedidodimetro
tuercaladefiletedel
flancoslosendimetro
exterioratruncadurlasobre
medidotuerca,ladefilete
delfondoelendimetro
Tuerca
n
f
e
D
D
D
-
8/12/2019 U3 Roscas y Engranes
10/51
Estos errores se refieren a los diversos elementos geomtricos de la
rosca; de cualquier forma, debe permitir la unin de la tuerca y el
tornillo; pero no hay que pensar que la unin que parece realizarse en
las mejores condiciones, sin juego y sin rozamiento suave, es la mejor.
En una unin roscada correcta, despus de efectuado el apriete, el
contacto debe ser perfecto en toda la extensin de un flanco y en toda la
longitud roscada, mientras que el juego se encuentra sobre el otro
flanco.
Errores en una rosca y sus consecuencias
-
8/12/2019 U3 Roscas y Engranes
11/51
Las figuras (a) y (b) representan dichas uniones, la de la figura (b) que
presenta mas juego tiene sin embargo, sensiblemente, las mismascualidades de contacto y de resistencia.
-
8/12/2019 U3 Roscas y Engranes
12/51
En la unin de la figura (c) un error de paso del tornillo (no
demasiado grande) reduce la superficie de contacto, despus delapriete a una zona estrecha dispuesta segn un lado del perfil
generador en el primer filete.
-
8/12/2019 U3 Roscas y Engranes
13/51
En figura (d) muestra que un error de ngulo o de simetra limita el
contacto a un cordn helicoidal, situado en el vrtice o en la base delos filetes, segn el sentido del error.
-
8/12/2019 U3 Roscas y Engranes
14/51
Principios de establecimiento de las tolerancias en las roscas
Las condiciones siguientes deben respetarse:
1. La intercambiabilidad, sin eleccin alguna, debe garantizarse;
2. La solidez del conjunto tornillo-tuerca no debe modificarse;
3. Los flancos del filete en contacto deben apoyarse lo mas posible
sobre toda su superficie y en toda la longitud roscada.
-
8/12/2019 U3 Roscas y Engranes
15/51
Debiendo ser siempre posible el montaje de la tuerca sobre el tornillo,
por analoga con el sistema de tolerancias del agujero base, el perfil
terico de la rosca ha sido elegido:
Para la tuerca, como perfil lmite inferior, siendo siempre positivas
las tolerancias adoptadas.
Para el tornillo, como perfil lmite superior, siendo siempre
negativas las tolerancias.
-
8/12/2019 U3 Roscas y Engranes
16/51
Medicin de roscas
Este mtodo de verificacin consiste en medir separadamente cada
uno de los elementos que definen la rosca.
Es un procedimiento aplicable nicamente en el laboratorio demetrologa y cuya precisin est subordinada a la de los aparatos y al
mtodo empleado; pero es el nico procedimiento aplicable a los
calibres de verificacin de roscas.
-
8/12/2019 U3 Roscas y Engranes
17/51
Se realiza con ayuda de topes especiales montados sobre los
palpadores de una mquina de medir o de un micrmetro. Despus
del calibrado, es fcil deducir el dimetro del ncleo dn
Medicin de roscas exteriores
Medicin del dimetro en el fondo del filete
-
8/12/2019 U3 Roscas y Engranes
18/51
Medicin del dimetro en los flancos del filete
Es una de las mediciones mas importantes en la verificacin de
roscas, ya que el dimetro en los flancos determinan el grosor de larosca.
-
8/12/2019 U3 Roscas y Engranes
19/51
Mtodo de la uve y de la entalla. El principio de este mtodo se
indica en la figura. Los topes especiales de flancos recortados, uno en
uve hembra y el otro en uve macho, se adoptan a los palpadores de
medida de un micrmetro, de una maquina de medicin o de un
amplificador. Es una de las mediciones mas importantes en laverificacin de roscas, ya que el dimetro en los flancos determinan
el grosor de la rosca.
-
8/12/2019 U3 Roscas y Engranes
20/51
Mtodo de las tres clavijas. Las clavijas son pequeas varillas de
acero tratado, perfectamente cilndricas y de dimetro conocido
(precisin garantizada: 0.5 en la conicidad para 10 mm). Se utilizan
en juegos de tres, de igual dimetro, y colocadas como lo indica la
figura; su dimetro se elige de tal forma que hagan contacto con los
filetes, aproximadamente en el medio del flanco.
-
8/12/2019 U3 Roscas y Engranes
21/51
2122
2
1
1 kk
a
ctg
p
sendLdf
clavijas.lasdeelsticandeformacilaadebidacorreccin
eje;alrespectoclavijaslasdeoblicuidadlaadebidacorreccinpaso
flancos;losdesemingulo2
clavijas;lasdedimetro
clavijaslassobretomadacota
filetedelflancoslosendimetro
2
1
k
kp
d
L
df
-
8/12/2019 U3 Roscas y Engranes
22/51
La medicin del ngulo de la rosca es insuficiente por s sola; debe
siempre acompaarse de la verificacin de la simetra del perfil, la
que permite determinar los errores sobre
Medicin del ngulo de la rosca
2
Mtodo de las clavijas. Este mtodo precisa dos juegos de clavijas dedimetros distintos d1y d2y permite deducir el valor de , segn las
mediciones as efectuadas de L1y L2, por la frmula
1212
12
2 ddLL
ddsen
-
8/12/2019 U3 Roscas y Engranes
23/51
Errores que pueden encontrarse en el paso de un tornillo
Estos son de tres tipos:
a) Error sistemtico, que es una desviacin constante entre el paso
obtenido y el deseado; en un tornillo roscado a torno, por ejemplo,
este error proviene de no haber podido encontrar una combinacin de
engranajes que permitan obtener el paso exacto.
b) Errores peridicos, que resultan de las imperfecciones mecnicasde los rganos de transmisin de movimiento. Estos pueden ser:
errores propios del husillo que conduce la herramienta de roscar,
errores de divisin y de excentricidad de los engranajes que unen el
usillo principal del torno con el usillo de roscar
c) Errores accidentales, debidos a causas diversas, que provienen ya
sea del corte del metal como corte de una herramienta mal afilada,
zonas duras en las piezas, variacin de temperatura de la pieza.
-
8/12/2019 U3 Roscas y Engranes
24/51
Procedimiento mecnico. Se utilizan dos palpadores esfricos que
toman cada uno contacto con los flancos de la rosca a la que se
requiere verificar el paso.Uno de los palpadores es fijo y el otro es mvil y unido a un
amplificador; el aparato se ajusta en primer lugar a cero, de tal
manera que la distancia entre los centros de los palpadores
corresponda a una longitud mltiplo del paso.
-
8/12/2019 U3 Roscas y Engranes
25/51
Procedimiento ptico. Es aplicable bien sea con la ayuda de unmicroscopio medidor o de una mquina de medir.
Se hacen dos apuntados sucesivos sobre los flancos del filete,
preferentemente mediante palpadores biselados, bien sea desplazando
el tornillo o el microscopio paralelamente al eje del tornillo. Si les la
distancia medida entre los dos apuntados, n el numero de filetescorrespondientes, el paso vale
n
l
-
8/12/2019 U3 Roscas y Engranes
26/51
Consiste en realizar un molde de la rosca interior a verificar. A este
fin, se emplea una amalgama de cobre muy fusible y fluida que toma
perfectamente la forma interior de la tuerca y que al enfriar no tiene
contraccin apreciable.
Cuando la tuerca puede ser sacrificada un corte axial pulido permitiraplicar los procedimientos pticos utilizados para los tornillos.
Medicin de roscas interiores
Mediciones por mtodo indirecto
-
8/12/2019 U3 Roscas y Engranes
27/51
En cuanto al dimetro en los flancos su medicin puede efectuarse
tambin directamente, a partir de 18 mm aproximadamente,
utilizando palpadores esfricos adaptados a palpadores para medidas
de interiores en las mquinas de medir o en comparadores
micromtricos.
Mediciones por mtodo directo
-
8/12/2019 U3 Roscas y Engranes
28/51
Micrmetros para roscas interiores. Este tipo de micrmetro tiene tres
palpadores y se perfilan segn la rosca a verificar y segn el elemento
que se desee medir. Puede tener tres tipos de palpadores: palpadores
de perfil completo, para verificacin de conjunto de la rosca;
palpadores truncados de contacto central, para la medicin del
dimetro en los flancos y palpadores de fondo de filete.
-
8/12/2019 U3 Roscas y Engranes
29/51
Engranes
Un engrane se puede considerar como una rueda dentada que cuando se
acopla con otra rueda dentada de dimetro ms pequeo (el pin),
transmitir rotacin de un eje a otro. La funcin principal de un engrane
es transferir potencia de un eje a otro, manteniendo una razn definida
entre las velocidades rotacionales de los ejes. Los engranes son los
transmisores de par de torsin mas fuertes y resistentes que se conocen.
Su eficiencia de transmisin de potencia puede ser tan alta como de
98%. Por otro lado, usualmente los engranes son mas costosos que
otros transmisores de par de torsin, tales como los de transmisin por
cadena y por banda.
-
8/12/2019 U3 Roscas y Engranes
30/51
Tipos de engranes
Engranes de eje paralelo
Los engranes de eje paralelo son el tipo de engrane ms simple y
popular. Estos engranes conectan ejes paralelos y pueden transferirgrandes cantidades de potencia con alta eficiencia. En esta clasificacin
los engranes rectos y los helicoidales son dos de los principales tipos de
engranes.
-
8/12/2019 U3 Roscas y Engranes
31/51
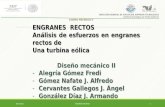
Engranes rectos. En la figura se observa una transmisin por engranesrectos con los dientes en el exterior de un cilindro y paralelos al eje del
mismo. Los engranes rectos son los ms simples y el tipo ms comn.
-
8/12/2019 U3 Roscas y Engranes
32/51
Engranes helicoidales. En la figura se observa una transmisin por
engranaje helicoidal, con los dientes del engrane cortados en una espiral
que se envuelve alrededor de un cilindro. Los dientes helicoidales
entran a la zona de acoplamiento progresivamente , por lo tanto, tienen
una accin mas suave que los dientes de los engranes rectos.
-
8/12/2019 U3 Roscas y Engranes
33/51
Engranes no paralelos coplanares
Son engranes que tienen ejes no paralelos (contrarios a los engranes
rectos y helicoidales, los cuales tienen ejes paralelos) y que son
coplanares (como engranes rectos y helicoidales) los engranes cnicos
se encuentran en este tipo. Los caracterstica comn de esta clase es la
reexpedicin de la potencia alrededor de una esquina, como se podra
requerir.
-
8/12/2019 U3 Roscas y Engranes
34/51
Engranes no paralelos no coplanares
Dentro de este tipo de engrane se considera una transmisin por tornillo
sin fin con dientes cilndricos. Note que los ejes no son paralelos ni
coplanares. Estos engranes proporcionan relaciones de reduccin
considerablemente ms alta y su capacidad de soporte de carga es baja,
su presin de contacto es bastante alta y su tasa de desgaste es elevada.
-
8/12/2019 U3 Roscas y Engranes
35/51
Los nombres de algunas de las partes ms importantes de los dientes de
un engrane cilndrico
-
8/12/2019 U3 Roscas y Engranes
36/51
Independientemente del control de calidad del material empleado, la
verificacin de las ruedas dentadas se realizan sobre los elementos
siguientes:
1. Perfil
2. Divisin
3. Espesor y ancho del espacio4. Excentricidad
5. Distorsin
6. Estado de superficie del engranaje
-
8/12/2019 U3 Roscas y Engranes
37/51
Verificacin del perfil de los dientes
El perfil de los dientes de una rueda de engranaje est definido, en las
ruedas cilndricas con dientes rectos, helicoidales y en los tornillos sinfin de helicoide desarrollable, por la interseccin de un plano normal al
eje con la superficie activa de los dientes
-
8/12/2019 U3 Roscas y Engranes
38/51
En los engranes cnicos, por la interseccin de la superficie activa delos dientes con el cono complementario.
-
8/12/2019 U3 Roscas y Engranes
39/51
Los perfiles empleados en los engranajes tallados son evolventes de
circunferencia. El perfil generalmente coincide con la evolvente terica;
sin embargo, para mejorar el funcionamiento de los engranajes y la
resistencia de los dientes, algunos constructores dan a la superficie
activa de los dientes un rebaje en la parte superior que asegura una
toma de contacto progresivo de los perfiles.
-
8/12/2019 U3 Roscas y Engranes
40/51
El error de perfil pes la diferencia, positiva o negativa, que existe entre
el perfil efectivo realizado y el perfil terico deseado, tomndose comocero de origen la interseccin del perfil y de la circunferencia primitiva.
-
8/12/2019 U3 Roscas y Engranes
41/51
Aparato Maag FPV
La rueda R, cuyo perfil se requiere controlar, est perfectamente
centrada en un eje que gira sobre bolas y en el que se fija tambinconcntricamente el disco G rectificado al dimetro de la circunferencia
de base de la evolvente a controlar, sobre una gua se desplaza una
corredera C que lleva una regla rectificada, paralela a la gua, y sobre la
cual se apoya el disco G mediante la presin de fuertes muelles, una
palanca L montada sobre la corredera C que lleva en un extremo un
palpador P que se apoya sobre el perfil a verificar en el plano de la
regla rectificada, el otro extremo de la palanca acta sobre una guja
registradora que traza en una banda de papel la grfica de los errores
del perfil.
Si el perfil a verificar coincide con la evolvente de la circunferencia de
base, no se produce ninguna oscilacin del palpador y la aguja traza
una recta paralela a OX en la hoja del diagrama, que permanece fija, si
hay una desviacin se revela por las oscilaciones de la aguja.
-
8/12/2019 U3 Roscas y Engranes
42/51
-
8/12/2019 U3 Roscas y Engranes
43/51
En una rueda dentada, la divisin, es decir el espaciado de los dientes
debe ser constante; sta es una de las cualidades ms importantes.
Esta divisin tiene como consecuencia la existencia de diferentes pasos.
Verificacin de la divisin
-
8/12/2019 U3 Roscas y Engranes
44/51
La rueda se centra perfectamente y el perfil de un diente se pone en
contacto con un tope, en las proximidades de la circunferencia
primitiva; el tope debe apoyarse sobre un solo perfil. Un palpador
unido a un comparador se pone en contacto con el perfil homlogo
diametralmente opuesto, tambin cerca de la circunferencia primitiva.
El comparador se pone A cero al empezar las mediciones y se anotan
sus indicaciones a medida que los perfiles homlogos sucesivos toman
contacto con el tope. La diferencia entre las indicaciones mxima y
mnima de comparador se toma como medida del error total de
divisin D
-
8/12/2019 U3 Roscas y Engranes
45/51
-
8/12/2019 U3 Roscas y Engranes
46/51
En un engranaje, el diente de una rueda debe alojarse en el entrediente
de la rueda asociada y que, como consecuencia, hay una relacindeterminada entre el valor de espesor de un diente y el del intervalo
(entrediente) para que el funcionamiento sea correcto.
Espesor terico e: longitud del arco de la circunferencia primitiva (o
de la recta primitiva) comprendido entre los dos flancos de un diente,calculado sin tener en cuenta el juego.
Espesor efectivo e: longitud del arco de la circunferencia primitiva (o
de la recta primitiva) comprendido entre los dos flancos de un diente,
tal como debe realizarse en la practica.
Ancho del espacio terico i: longitud del arco de la circunferenciaprimitiva comprendida entre los dos flancos del entrediente, calculado
sin tener en cuenta el juego.
Verificacin del espesor y ancho del espacio
-
8/12/2019 U3 Roscas y Engranes
47/51
-
8/12/2019 U3 Roscas y Engranes
48/51
Este aparato comprende dos graduaciones ortogonales: una dispuestaen el sentido horizontal, forma parte de una especie de pie de rey y
mide el valor de cuerda del diente; la otra, dispuesta verticalmente,
indica el valor de la flecha del diente por medio de un nonio solidario
a una regla deslizante.
Medicin del espesor de los dientes
-
8/12/2019 U3 Roscas y Engranes
49/51
La excentricidad en una rueda de engranajes es la distancia entre el eje
de giro de esta rueda y el eje del cilindro primitivo de su dentado.
La excentricidad es un defecto difcil de evitar, incomodo de medir y
particularmente perjudicial en el sentido que su efecto se deja sentir en
el control de los dems elementos.
Esta excentricidad puede provenir de distintas causas:
De un defecto de centrado de la pieza a tallar
De un centrado defectuoso de la herramienta de tallar
De las deformaciones de la pieza debidas a calentamientos locales o
tensiones internas
Verificacin de la excentricidad
-
8/12/2019 U3 Roscas y Engranes
50/51
Mtodo del rodillo
Un rodillo cilndrico rectificado apoyndose en los flancos de los
dientes en la proximidad del cilindro primitivo, se introduce
sucesivamente en el ancho del espacio, girando la rueda a controlar
alrededor de un eje fijo, sobre el que est perfectamente centrada. Uncomparador palpando sobre la generatriz del rodillo mas alejada del
centro indica las variaciones de la distancia con respecto al eje de giro.
Mtodo de verificacin de la excentricidad
-
8/12/2019 U3 Roscas y Engranes
51/51
Hay distorsin cuando la inclinacin de los dientes con relacin al ejede la rueda no es exacta.
En una rueda cilndrica con dientes rectos, la distorsin se origina por
el no paralelismo de los dientes con el eje; en un engranaje cilndrico
helicoidal, se debe a que la inclinacin de la hlice primitiva es
defectuosa.
Verificacin de la distorsin