Tutorial Galgas Montaje
248
T ech Note TN-501-2 MICRO-MEASUREMENTS Noise Control in Strain Gage Measurements T E C O T E Strain Gages and Instruments For technical support, contact [email protected] www.micro-measurements.com 1 Document Number: 11051 Revision: 01-Nov-2010 Introduction Strain measurements must often be made in the presence of electric and/or magnetic fields which can superimpose electrical noise on the measurement signals. If not controlled, the noise can lead to inaccurate results and incorrect interpretation of the strain signals; and, in severe cases, can obscure the strain signals altogether. In order to control the noise level, and maximize the signal-to-noise ratio, it is necessary first to understand the types and characteristics of electrical noise, as well as the sources of such noise. With this understanding, it is then possible to apply the most effective noise-reduction measures to any particular i nstrumentation problem. This technical note identifies some of the more common noise sources, and describes the routes by which the noise is induced into strain gage circuits. It should be noted that the treatment here is limited to noise from external electrical and magnetic sources. This note does not cover effects from nuclear or thermal sources, nor does it consider the effects of variable wiring or contact resistance caused by slip rings, connectors, switches, etc. Fo llowing the discussion of noise sources, specific methods are given, varying w ith the noise-coupling mechanism, for noise avoidance. The information in this technical note is equally applicable to both analog and digital systems employing dc amplifiers. It also applies to systems using carrier excitation and carrier amplifiers. Noise Sources and Pickup Media Virtually every electrical device that generates, consumes, or transmits power is a potential source for causing noise in strain gage circuits. And, i n general, the higher the voltage or current level, and the closer the strain gage circuit to the electrical device, the greater will be t he induced noise. Fo llowing is a list of common electrical noise sources: • ac power lines • arc welders • motors and motor starters • vibrators • transformers • uorescent lamps • relays • radio transmitters • generators • electrical storms • rotating and • soldering irons reciprocating machinery Electrical noise from these sources can be categorized into two basic types: electrostatic and magnetic. The two types of noise are fundamentally different, and thus require different noise-reduction measures. Unfortunately, most of the common noise sources listed produce combinatio ns of the two noise types, which can complicate the noise- reduction problem. Electrostatic fields are generated by the presence of voltage—with, or without current flow. Alternating electrical fields inject noise into strain gage systems through the phenomenon of capacitive coupling , by which charges of correspondingly alternating sign are developed on any electrical conductors subjected to the field (Figure 1). Fluorescent lighti ng is one of the more common sources of electrostatic noise. Magnetic fields are ordinarily created either by the ow of electric current or by the presence of permanent magnetism. Motors and transformers are examples of the former, and the earth’s magnetic field is an instance of the latter. In order for noise voltage (emf) to be developed in a conductor, magnetic lines of flux must be “cut” by the conductor. Electric generators function on this basic principle. In the presence of an alternating field, such as that surrounding a 50/60-Hz power line, voltage will be induced into any stationary conductor as the magnetic field expands and collapses (Figure 2). Similarly, a conductor moving through the earth’s magnetic field has a noise voltage generated in it as it cuts the lines of ux. Figure 1. Electrostatic noise coupling.
-
Upload
diego-fernado-avendano -
Category
Documents
-
view
228 -
download
0
Transcript of Tutorial Galgas Montaje
-
8/12/2019 Tutorial Galgas Montaje
1/247
Tech Note TN-501-2
MICRO-MEASUREMENTS
Noise Control in Strain Gage Measurements
Strain Gages and Instruments
For technical support, [email protected]
www.micro-measurements.com1
Document Number: 11051Revision: 01-Nov-2010
Introduction
Strain measurements must often be made in the presenceof electric and/or magnetic fields which can superimposeelectrical noise on the measurement signals. If notcontrolled, the noise can lead to inaccurate results andincorrect interpretation of the strain signals; and, in severe
cases, can obscure the strain signals altogether. In order tocontrol the noise level, and maximize the signal-to-noiseratio, it is necessary first to understand the types andcharacteristics of electrical noise, as well as the sources ofsuch noise. With this understanding, it is then possible toapply the most effective noise-reduction measures to anyparticular instrumentation problem.
This technical note identifies some of the more commonnoise sources, and describes the routes by which thenoise is induced into strain gage circuits. It should benoted that the treatment here is limited to noise fromexternal electrical and magnetic sources. This note doesnot cover effects from nuclear or thermal sources, nor
does it consider the effects of variable wiring or contactresistance caused by slip rings, connectors, switches, etc.Following the discussion of noise sources, specific methodsare given, varying with the noise-coupling mechanism, fornoise avoidance. The information in this technical noteis equally applicable to both analog and digital systemsemploying dc amplifiers. It also applies to systems usingcarrier excitation and carrier amplifiers.
Noise Sources and Pickup Media
Virtually every electrical device that generates, consumes,or transmits power is a potential source for causing noise in
strain gage circuits. And, in general, the higher the voltageor current level, and the closer the strain gage circuit tothe electrical device, the greater will be the induced noise.Following is a list of common electrical noise sources:
ac power lines arc welders
motors and motor starters vibrators
transformers uorescent lamps
relays radio transmitters
generators electrical storms
rotating and soldering ironsreciprocating machinery
Electrical noise from these sources can be categorized intotwo basic types: electrostatic and magnetic. The two typesof noise are fundamentally different, and thus requiredifferent noise-reduction measures. Unfortunately, mostof the common noise sources listed produce combinationsof the two noise types, which can complicate the noise-reduction problem.
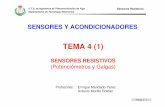
Electrostatic fields are generated by the presence ofvoltagewith, or without current flow. Alternatingelectrical fields inject noise into strain gage systemsthrough the phenomenon of capacitive coupling, by whichcharges of correspondingly alternating sign are developedon any electrical conductors subjected to the field(Figure 1). Fluorescent lighting is one of the more commonsources of electrostatic noise.
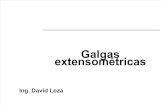
Magnetic fields are ordinarily created either by theow of electric current or by the presence of permanentmagnetism. Motors and transformers are examples of theformer, and the earths magnetic field is an instance of thelatter. In order for noise voltage (emf) to be developedin a conductor, magnetic lines of flux must be cutby the conductor. Electric generators function on thisbasic principle. In the presence of an alternating field,such as that surrounding a 50/60-Hz power line, voltagewill be induced into any stationary conductor as themagnetic field expands and collapses (Figure 2). Similarly,a conductor moving through the earths magnetic field hasa noise voltage generated in it as it cuts the lines of ux.
Figure 1. Electrostatic noise coupling.
mailto:micro-measurements%40vishaypg.com?subject=mailto:micro-measurements%40vishaypg.com?subject= -
8/12/2019 Tutorial Galgas Montaje
2/247
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11051Revision: 01 Nov 2010
www.micro-measurements.com2
Noise Control in Strain Gage Measurements
Since most irons and steels are ferro-magnetic, movingmachine members redirect existing lines of ux, and maycause them to be cut by adjacent sensitive conductors. Asa result, signal conductors in the vicinity of moving orrotating machinery are generally subject to noise voltagesfrom this source.
Detecting and Troubleshooting
In order to effectively assess the presence and magnitudeof noise, the strain gage instrument selected foruse should incorporate a simple, but very significant
featureprovision for removing the excitation from theWheatstone bridge. With such a control, the instrumentoutput can be easily checked for noise, independently ofany strain signal. This represents a very powerful tool forevaluating the effectiveness of shields and grounding, andfor experimentally modifying these methods to minimizethe effects of noise. All Micro-Measurements strain gageinstruments and data systems are equipped with thisimportant feature.
The following procedure can be used to troubleshoot asystem for noise:
1. If not already known, determine the tolerable levels ofnoise in output units (millivolts, inches of deection,
etc.) as observed on a readout such as an osci lloscope ordata system display.
2. Consideration should be given first to noise sourcesaffecting the measurement system, isolated from allexternal circuits. For this purpose, disconnect anystrain gage leads, and terminate the S+/S amplifierinputs with about the same input impedance that theamplifier normally senses (typically between 120 and1000 ohms). If excessive noise exists:
a) Check for ground loops (more than one connectionof the system to ground).
b) Check for line- (mains-) radiated noise.
c) If feasible, reduce amplifier gain and compensate byincreasing bridge voltage.
3. Having eliminated or satisfactorily minimized noisepickup by the instrument, turn next to the externalcircuitry. With the excitation set to off, connect thegage or transducer circuit (including leadwires) tothe instrument, and observe noise. Of course, anyadditional noise picked up in this step is attributed toleadwire and/or gage pickup. If the output changeswhen the instrument chassis is touched with a finger,this is an indication of a poor ground and/or radio-frequency interference.
4. Apply a load to the part under test (with excitation stilloff). If additional noise is observed, the noise is due tosomething associated with the loading system such asa motor creating a magnetic field, or the motion of thegage or wiring (generating emf).
5. If possible, remove the load from the test part and applyexcitation voltage to the bridge circuit. After balancingthe bridge, any subsequent change in output, if gradual,is zero-shift, not noise. This may be due to gage self-heating effects (see Tech Note TN-502, Strain GageExcitation Levels)or other time-dependent resistancechanges.
The following sections of this Tech Note give recommendednoise-reduction procedures for electrostatic noise, and formagnetic noise.
Electrostatic Noise Reduction
The simplest and most effective barrier against electrostaticnoise pickup is a conductive shield, sometimes referred toas a Faraday cage. It functions by capturing the charges thatwould otherwise reach the signal wiring. Once collected,these charges must be drained off to a satisfactoryground (or reference potential). If not provided with alow-resistance drainage path, the charges can be coupledinto the signal conductors through the shield-to-cable
capacitance (Figure 3).
Figure 2. Electromagnetic noise coupling.
Figure 3. Electrostatic shielding.
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
3/247For technical questions, contact
micro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11051Revision: 01 Nov 2010
www.micro-measurements.com3
Noise Control in Strain Gage Measurements
The two most popular types of cable shields are braided
wire and conductive foil. The braided-shield constructionprovides about 95 percent coverage of the cable, and ischaracteristically low in resistance. Although commonlyhigher in resistance, foil shields give 100 percent cablecoverage, and are also easier to terminate. Followingare commercially available examples of the two types ofshielded cable:
braided: Micro-Measurements Type 430-FST(four conductors, twisted)
foil: Micro-Measurements Type 422-DSV
When long reaches of multiple conductors are run adjacent
to each other, problems with crosstalk between conductorscan be encountered. With runs of 50 feet [15 m] or more,significant levels of noise can be induced into sensitiveconductors through both magnetic and electrostaticcoupling. Even though bridge-excitation conductors maycarry only a millivolt of noise, there can be significantcoupling to signal conductors to produce potentiallytroublesome microvolt-level noise in those conductors.The noise transfer can be minimized by employing aninstrumentation cable composed of individually shieldedpairsone pair for excitation, and one pair for thesignal. This type of construction is embodied in Micro-Measurements Type 422-DSV cable. When using suchcable (those having separate shields), both shields should
be grounded at the same, usually instrument, end of thecable. Electromagnetic coupling between excitation andsignal pairs can be reduced somewhat by using a cable thathas its conductor pairs twisted on separate axes. BeldenNo. 8730 cable has the conductor pairs separately twisted,including one pair shielded with foil.
The shield-to-conductor capacitance can also becomesignificant for long runs, since the capacitance isproportional to the cable length. Therefore, a significantportion of the residual noise can be coupled from evena well-grounded shield to the sensitive conductors. Tominimize this effect, some strain gage instruments (forexample, Micro-Measurements 2300 System) incorporatea feature called a driven guard. A driven guard (alsoknown as a driven shield) functions by maintaining theshield at a voltage equal to the average signal, or common-mode voltage. Since, with this arrangement, the voltagedifference between the conductors and shield is essentiallyzero, the effective capacitance is decreased, and there isminimal noise transfer. The result is a very quiet shield. Itis important to note that, for proper operation, the drivenshield is connected at only one end to the driven-guard pinon the instrument input connector. The driven shield isordinarily surrounded by a second shield, which should begrounded at one end.
In a fully guarded amplifier system (for example, Micro-
Measurements Model 2200 System), the common-modevoltage of the bridge excitation supply and the signalinput terminals oat to the level on the guard shield.Connecting the shield to the test structure or source ofcommon-mode voltage at the gage installation site canprovide very effective noise reduction since the voltagebetween signal conductors and the shield is minimized.
Another often-overlooked source of noise is leakageto ground through the strain gage and/or the cabling.If excessive, this leakage can cause noise transfer fromthe specimen to the gage circuit, since even supposedlywell-grounded specimens may carry some noise. It is notuncommon to have strain gages installed on nominally
grounded test objects that, in fact, have noise levelsexpressible in volts. And, of course, any strain gageinstallation on a conductive specimen forms a classiccapacitor which can couple noise from the specimen to thegage. In light of these considerations, it is always a goodpractice to make certain that the specimen is properlygrounded and that leakage between the gage circuit andthe specimen is well within bounds.
Prior to connecting leadwires to the strain gage, theinsulation resistance from the gage to the specimen shouldbe measured with a megohm meter such as the Micro-Measurements Model 1300 Gage Installation Tester.A reading of 10 000 megohms is normally considered a
minimum for satisfactory system operation. Readingsbelow this level are indicative of a possibly troublesomegage installation which can deteriorate with time andstrain. It should also be kept in mind, for gage instal lationswhich will operate at elevated temperatures, that leakageresistance tends to decrease as the temperature increases.
After cable placement and connection at the gage-end ofthe cable, the following resistance measurements shouldbe made, preferably from the instrument-end of the cable:conductor-to-ground, shield-to-ground, and conductor-to-shield. Because of distributed leakage, these resistances maybe somewhat lower than the gage-to-specimen resistance;but cables with significantly lower resistances should be
investigated, and the excessive leakage eliminated to avoidpotential noise problems.
Electromagnetic Noise Reduction
The most effective approach to minimizing magneticallyinduced noise is not to attempt magnetic shielding of thesensitive conductors; but, instead, to ensure that noisevoltages are induced equally in both sides of the amplifierinput (Figure 4). When analyzed, all conventional straingage bridge arrangementsquarter bridge (two- orthree-leadwire), half bridge, and full bridgereduce to
-
8/12/2019 Tutorial Galgas Montaje
4/247
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11051Revision: 01 Nov 2010
www.micro-measurements.com4
Noise Control in Strain Gage Measurements
the same basic circuit shown in Figure 4. This is also true
for systems that employ the rotated or nonsymmetricalbridge circuit. Achievement of noise cancellation by themethod shown in Figure 4 requires that the amplifierexhibit good common-mode rejection characteristics.Attention must also be given, however, to the strain gagewiring, and to the effects of nearby power lines. Forexample, it is evident from Figure 2 that a gradient inmagnetic field intensity exists with respect to distance fromthe current-carrying power line. The series noise voltages(V1and V2) induced in the signal wires will therefore dependgreatly upon their distances from the current-carryingconductors. Twisting the signal conductors together tendsto make the distances equal, on the average, therebyinducing equal noise voltages which wil l cancel each other.
Correspondingly effective, the magnetic field strengthsradiated by power lines can be reduced by twisting thepower conductors.
In theory, at least, the more twists per unit conductorlength, the better. Standard twisted-conductor cables,such as Belden No. 8771, have sufficient twisting formost applications. How ever, in environments with highmagnetic field gradients, such as those found close tomotors, generators, and transformers, tighter twistingmay be required. For particularly severe applications,conventional twisting may be inadequate, and it may benecessary to use a special woven cable as described later.
When attaching leadwires to a strain gage for operation ina magnetic field, connections should be made directly to
the solder tabs on the gage, rather than through auxiliaryterminals. Micro-Measurements CEA-Series gages, withcopper-coated solder tabs, are particularly suited tothis type of application. As shown in Figure 5, the gageselection and the wiring arrangements can greatly affectthe sensitivity to magnetic pickup. It will be noticed thatthe preferred arrangement minimizes the susceptible looparea between the wires. For the same reason, at ribboncable is very prone to noise pickup, and its use in magneticfields should be avoided. When necessary to use thistype of cable, optimal conductor allocation, as shown inFigure 6, can help reduce the pickup. In addition, excess
lengths of input cable should be eliminated; and under
no circumstances should the extra length be disposedof by winding into a coil as illustrated in Figure 7a. Ifexcess cable length cannot be avoided, it should be foldedin half and coiled as indicated in Figure 7b so that eachclockwise current loop is intimately accompanied by acounterclockwise loop. The same cabling considerationsapply to both the excitation leads and the signal leads, andto power cables.
Figure 5. Gage selection and wiring technique.
Figure 6. Cable comparison.
Figure 7. Handling excess cable.
Figure 4. Noise cancellation by
amplifier common-mode rejection.
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
5/247For technical questions, contact
micro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11051Revision: 01 Nov 2010
www.micro-measurements.com5
Noise Control in Strain Gage Measurements
Unlike the case for electrostatic noise, a simple, grounded
conductive shield does not function as a barrier to magneticnoise. Magnetic shields operate on a different principle,and serve to bend or shunt the magnetic field around theconductor rather than eliminate it. Magnetic shields aremade from high-permeability materials such as iron andother ferro-magnetic metals. At the relatively low 50/60-Hzpower line frequencies often encountered in magneticnoise problems, shield thicknesses (using common iron forexample) on the order of 0.1 in [2.5 mm] are needed beforesignificant noise reduction is achieved. Heavy-walled ironconduit can also be used to provide some reduction inmagnetic noise pickup. However, there are special high-permeability alloys (mu-metal, for instance) that have beendeveloped specifically for magnetic shielding purposes.
These are effective in much thinner shields than with iron.When faced with the apparent necessity for magneticshielding, attention should always be given to reducingthe noise at its source. As an example, transformers canreadily be designed to minimize the leakage ux.
Severe Noise Environments
The preceding two sections have treated the standardmethods of noise reduction applicable to the majorityof instrumentation problems. This section describestechniques that may become necessary when very highnoise levels are anticipated or experienced.
Electrostatic Fields
Generally, when shielding against audio-frequencyelectrostatic noise (below 20 kHz), it is not good practiceto ground the shield at more than one point. The reason forthis is that the ground points may be at different voltagelevels, causing current to ow through the shield. Currentow in such ground loopscan induce noise in the signal-carrying conductors through the same phenomenon thatoccurs in a transformer.
However, for long cables in severe noise environments, theshield impedance from one end to the other can become
significant, particularly with high-frequency noise sources.When this occurs, the noise charges captured by the shieldno longer find a low-resistance drain to ground, and theresult is a noisy shield. Improved shield performanceunder such circumstances can often be obtained bygrounding the shield at both ends, and/or at intermediatepointspreferably at points near any localized sourcesof electrostatic noise. Multiple-point ground connectionsmay also be necessary when radio-frequency interference(RFI) problems are encountered. At these frequenciesthe shield, or segments of the shield between grounded
points, can display antenna behavior. By experimentally
grounding the shield at numerous points along its length,the optimum grounding scheme can be determined.
Although the leadwires are ordinarily the dominantmedium for noise induction in a strain gage circuit, noisepickup can also occur in the gage itself. When needed, asimple electrostatic shield can be fabricated by formingan aluminum-foil box over the gage and the unshieldedleadwire terminations. If the gaged specimen is small andelectrically conductive, aluminum tape with conductiveadhesive should be used to connect the cable shield, thegage shield, and the specimen together. Conductive epoxycompounds can also be used for this purpose.
On the other hand, when gages are installed on machinery
or other large, conductive test objects, care must beexercised to prevent the occurrence of ground currentloops in the shield. In such cases, the foil should beelectrically insulated from the machine. But the machineshould be grounded with a heavy-gauge copper wire (atleast 14 gauge or heavier depending upon application)connected to the single-point ground near the instrument.Care must also be taken to make certain that the shielddoes not form a short circuit to the gage wiring. If thecable has two shields, then, ideally at least, a double-foilshield should be used over the strain gage. The two shieldsshould be connected together only at the instrument endof the cable.
A word about ground connections is in order. It is importantto remember that all conductors are characterized byresistance, inductance, and shunt capacitance. As a result,attention should always be given to the quality of theground connections. To be effective, a connection toground should be made with heavy-gauge copper wire,and should be as short as practicable. If the nearest earthground is too remote, a 6-ft [2-m] copper rod can be driveninto the earth to establish a local ground.
Electromagnetic Fields
As with electrostatic noise pickup, the leadwires commonly
represent the principal source of magnetic noise inductionin strain gage circuits. In intense electromagnetic fieldswith steep gradients (near motors, generators, and similarequipment), ordinary wire-twisting techniques may proveinadequate. An end view of a conventionally twistedpair can reveal the reason for pickup. As indicated inFigure 4, even if the induced noise were precisely equalin both wires, the amplifier noise output would be zeroonly if the amplifier had infinite common-mode rejectioncharacteristicsan impossibility. In order to minimizecommon-mode noise voltages, a special, woven, four-wire cable has been designed that, as seen from the wireAllegheny Ludlum Steel Co.
-
8/12/2019 Tutorial Galgas Montaje
6/247
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11051Revision: 01 Nov 2010
www.micro-measurements.com6
Noise Control in Strain Gage Measurements
end, eliminates the spiral inductive loops (Figure 8). For
maximum cancellation of electrostatic fields, pairs of wires(composed of one wire from each plane) are connected inparallel. Referring to the figure, wires 1 and 2 are paralleledto form one conductor; and wires 3 and 4 to form the other.So connected, this type of cable is largely insensitive tomagnetic field gradients, both parallel and perpendicularto the cable length. The cable is known as Inter-8 Weave,and is available from: Magnetic Shield Corp., 740 N.Thomas Drive, Bensensvi lle, Illinois 60106.
Even though the strain gage is much less frequently thesignificant medium for magnetic noise induction than
the leadwires, different gage patterns have differingsensitivities to noise pickup. For instance, if the gage hasboth solder tabs at one end, the net noise pickup is less thanfor a gage with one tab at each end. As shown in Figure 5,the difference in noise sensitivity results from the relativesize of the inductive loop area in each case. It is also worthnoting that smaller gages, with more closely spaced gridlines, are intrinsically quieter than large gages.
In severe magnetic fields, especially those with steepgradients in field intensity, additional measures may berequired. For this purpose, Micro-Measurements hasdeveloped a special gage configuration, the H-Series,consisting of two identical grids, with one stacked directlyabove, and insulated from, the other. By connecting theupper and lower gage elements in series so that the current
ows in opposite directions through the two grids, the noise
induced in the assembly tends to be self-cancelling. Thisarrangement is particularly effective against magnetic fieldgradients and their components parallel to the test surface.The dual-element gage is intended to function as one armof a Wheatstone bridge circuit; and the bridge is usuallycompleted with another gage of the same type, or with afixed precision resistor. Standard practices are followedwhen installing the gages; but the Micro-MeasurementsM-Bond 600/610 adhesive system is recommended forbonding, since this will result in the thinnest glueline,and placement of the grids as close as possible to thespecimen surface. Available from Micro-Measurementsare two types of dual-element, noninductive stackedgageslinear H06A-AC1-125-700 and a three-gage rosette
H06A-AD3-125-700. See our Precision Strain Gages DataBook for details.
In addition to the strain gage size and pattern, the selectionof the gage grid alloy should be given careful consideration.If the grid alloy is magnetic, it will be subject to extraneousphysical forces in a magnetic field; and, if magnetoresistive,will undergo spurious resistance changes. Similarly, ifthe alloy is magnetostrictive, the grid will try to changelength in the magnetic field. Isoelastic alloy, for example,should not be used in magnetic fields, since it is bothstrongly magnetoresistive and magnetostrictive. Stemmingfrom their comparative freedom from magnetic effects,constantan and Karma-type alloys are usually selected
for such applications. Constantan, however, at cryogenictemperatures and in high magnetic fields (7-70 Tesla)becomes severely magnetoresistive. The Karma-type al loyis ordinarily preferred for cryogenic service because of itsgenerally superior performance in magnetic fields at verylow temperatures.
When necessary, strain gages can also be shielded fromelectromagnetic fields to some degree with a magneticshielding material such as mu-metal. Two or more layersof the shielding material may be required to effect anoticeable improvement. Of course, even this will beineffective if the source of the magnetic field is beneath thestrain gage. When high-frequency fields are encountered,be sure that the material is suitable (high permeability) atthe anticipated frequency.
Suggested Additional Reading
Coffee, M.B., Common-mode Rejection Techniques forLow-Level Data Acquisition. Instrumentation Technology24, No. 7: 45-49 (1977).
Ficchi, R.F., Practical Design for Electromagnetic Com-patibility. New York: Hayden Book Company, 1971.
Freynik, H.S., et. al., Nickel-Chromium Strain Gages forCryogenic Stress Analysis of Super-Conducting Structures
Figure 8. Woven cable to reduce severe electromagnetic
radiation and pickup.
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
7/247For technical questions, contact
micro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11051Revision: 01 Nov 2010
www.micro-measurements.com7
Noise Control in Strain Gage Measurements
in High Magnetic Fields. Proceedings of the Seventh
Symposium on Engineering Problems of Fusion Research,October, 1977.
Hayt, W.H., Jr., Engineering Electromagnetics. New York:McGraw-Hill Book Company, 1967.
Klipec, B.E., How to Avoid Noise Pickup on Wire andCable. Instruments & Control Systems50, No. 12: 27-30(1977).
Krigman, Alan, Sound and Fury: The Persistent Problemof Electrical Noise. In-Tech 32 , No. 1: 9-20 (1985).(Extensive bibliography).
McDermott, Jim, EMI Shielding and ProtectiveComponents. EDN24, No. 16: 165-176 (1979).
Morrison, Ralph, Grounding and Shielding Techniques inInstrumentation, 2nd Ed. New York: John Wiley & Sons,Inc., 1977.
Severinsen, J., Gaskets that Block EMI. Machine Design47, No. 19: 74-77 (1975).
Sitter, R.P., RFI What It Is and How to Control It, Part
II: Reduction of Interference. Instrumentation Technology25, No. 10: 59-65 (1978).
*Stein, Peter K., Spurious Signals Generated in StrainGages, Thermocouples and Leads. Lf/MSE PublicationNo. 69, April 1977.
*Stein, Peter K., The Response of Transducers to TheirEnvironment, The Problem of Signal and Noise. Lf/MSEPublication No. 17, October 1969.
Strain Gages Operate in 50 000-Gauss Magnetic Fields ForFusion Research. Epsilonics(published by MeasurementsGroup, Inc.) II, No. 3: 4 (1982).
White, D.R.J., Electromagnetic Interference andCompatibility, Vol. 3, Germantown, Maryland: Don WhiteConsultants, 1973.
*Available from: Stein Engineering Services, 5602 E.Monte Rosa, Phoenix, Arizona 85018.
-
8/12/2019 Tutorial Galgas Montaje
8/247
-
8/12/2019 Tutorial Galgas Montaje
9/247
Introduction
A common request in strain gage work is to obtain therecommended value of bridge excitation voltage for aparticular size and type of gage. A simple, definitive answerto this question is not possible, unfortunately, becausefactors other than gage type are involved. The problem is
particularly difficult when the maximum excitation level isdesired.
This Tech Note is intended to outline the most significantconsiderations that apply, and to suggest specific approachesto optimizing excitation levels for various strain gageapplications.
It is important to realize that strain gages are seldomdamaged by excitation voltages considerably in excess ofproper values. The usual result is performance degradation,rather than gage failure; and the problem therefore becomesone of meeting the total requirements of each particularinstallation.
Thermal Considerations
The voltage applied to a strain gage bridge creates a powerloss in each arm, all of which must be dissipated in theform of heat. Only a negligible fraction of the power inputis available in the output circuit. This causes the sensinggrid of every strain gage to operate at a higher temperaturethan the substrate to which it is bonded. With exceptions,which are discussed later, it can be considered that theheat generated within a strain gage must be transferred byconduction to the mounting surface. The heat flow throughthe specimen causes a temperature rise in the substrate,which is a function of its heat-sink capacity and the gagepower level.
Consequently, both sensing grid and substrate operate attemperatures higher than ambient. When the temperaturerise is excessive, gage performance will be affected asfollows:
1. A loss of self-temperature-compensation (S-T-C) occurswhen the grid temperature is considerably above thespecimen temperature. All manufacturers data onS-T-C are necessarily obtained at low excitation levels.
2. Hysteresis and creep effects are magnified, since theseare dependent on backing and glueline temperatures.
A gage backing normally rated at +250F [+120C] intransducer service might have to be derated by 20 to50F [10 to 30C] under high-excitation conditions.
3. Zero (no-load) stability is strongly affected by excessiveexcitation. This is particularly true in strain gages withhigh thermal output characteristics, and when inherenthalf-bridge or full-bridge compensation is relied uponto meet a low zero-shift vs. temperature specification.The zero-shift occurs because of variation in heat-sinkconditions between gages in the bridge circuit.
Another point should be emphasized. Any tendency forlocalized areas of the grid to operate at higher temperaturesthan the rest of the grid will restrict the allowable excitationlevels. Creep and instability are particularly susceptible tothese hot-spot effects, which are usually due to voids orbubbles in the glueline or discontinuities in the substrate.Imperfections in the gage itself can cause hot spots todevelop, and only gages of the highest quality should beconsidered for high-excitation applications.
When other factors are constant, the power-dissipationcapability of a strain gage varies approximately with thearea of the grid (active gage length x active grid width). Theamount or type of waterproofing compound or encapsulantis relatively unimportant. Open-face gages mounted onmetal show only 10 to 15% less power-handling capacitythan fully encapsulated gages with the same grid area. Note,however, that proper waterproofing materials must alwaysbe applied to open-face gages to prevent loss of performancethrough grid corrosion.
It is sometimes stated that gage adhesives of high thermalconductivity can considerably improve the power-handlingcapability of strain gage installations. Generally, this is not
correct. These adhesives incorporate high-conductivity fillerssuch as aluminum oxide and metal powders. This producesan adhesive of high viscosity, resulting in excessively thickgluelines and a longer thermal path from gage to substrate.Any net gain in thermal conductivity is more than offset bythe performance degradation due to thicker gluelines. It ismuch better, for high gage excitation as well as normal gageapplications, to use high-functionality adhesives that permitthin, void-free gluelines. On smooth mounting surfaces,ideal glueline thicknesses range from 0.0001 to 0.0003 in[0.0025 to 0.0075 mm].
Tech Note TN-502
MICRO-MEASUREMENTS
Optimizing Strain Gage Excitation Levels
Strain Gages and Instruments
For technical support, [email protected]
www.micro-measurements.com11
Document Number: 11052Revision: 01-Nov-2010
mailto:micro-measurements%40vishaypg.com?subject=mailto:micro-measurements%40vishaypg.com?subject= -
8/12/2019 Tutorial Galgas Montaje
10/247
Factors Affecting Optimum Excitation
Following are factors of primary importance in determiningthe optimum excitation level for any strain gageapplication:
1. Strain gage grid area(active gage length x active gridwidth).
2. Gage resistance. High resistances permit higher voltagesfor a given power level.
3. Heat-sink properties of the mounting surface. Heavysections of high-thermal-conductivity metals, such ascopper or aluminum, are excellent heat sinks. Thinsections of low-thermal-conductivity metals, such asstainless steel or titanium, are poor heat sinks. Also, theshape of the gaged part may create thermal stresses inportions of the structure due to gage self-heating. Longwarm-up times and apparent gage instability can result.The situation often arises in low-force transducers,where thin sections and intricate machining are fairlycommon.
Strain measurement on plastic requires specialconsideration. Most plastics act as thermal insulatorsrather than heat sinks. Extremely low values ofexcitation are required to avoid serious self-heatingeffects. The modulus of elasticity of the commonplastics drops rapidly as temperature rises, increasingviscoelastic effects. This can significantly affect the
material properties in the area under the strain gage.Plastics that are heavily loaded with inorganic fillersin powder or fibrous form present a lesser problem,because such fillers reduce expansion coefficients,increase the elastic modulus, and improve thermalconductivity.
4. Environmental operating temperature range of the gageinstallation. Creep in the gage backing and adhesivewill occur at lower ambient temperatures when gridand substrate temperatures are raised by self-heatingeffects. Thermal output due to temperature will alsobe altered when grid and substrate temperatures aresignificantly different.
5. Required operational specifications. Gages for normalstress analysis can be excited at a higher level thanunder transducer conditions, where the utmost instability, accuracy, and repeatability are needed.
A significant distinction exists between gages usedin dynamic strain measurement and those used instatic measurement applications. All the variousperformance losses due to gage self-heating affectstatic characteristics of the gage much more seriouslythan the dynamic response. Therefore, it is practicalto drive the dynamic installations much harder, andthus take advantage of the higher signal-to-noise ratiothat results.
6. Installation and wiring technique. If the gage is damaged
during installation, if solder tabs are partially unbondeddue to soldering heat, or if any discontinuities areformed in the glueline, high levels of excitation willcreate serious problems. Proper technique is essentialin obtaining consistent performance in all straingage work, but particularly under high-excitationconditions.
In addition to the preceding, secondary factors can affectmaximum permissible excitation levels. Poor grid design,such as improper line-to-space ratio, will reduce the heattransfer effectiveness. The type of gage matrix, in terms ofresin and filler, determines the thermal conductivity of thebacking. The backing is usually more important than theadhesive selected because the adhesive layer is thinner thanthe backing in proper installations.
Stacked Rosette Gages
These represent a special case, because the thermal pathlength is much greater from the upper grid to the substrate,and because the temperature rise of the lower grids addsdirectly to those above. For a three-element stacked rosettein which the three grids are completely superimposed, thetop grid will have six times the temperature rise of a similarsingle gage, if all grids receive the same input power. To keepthe temperature rise of the top grid equal to that of a similarsingle gage, the three rosette sections should each receive 1/6of the power applied to the single gage. This corresponds toa reduction factor of 2.5 for bridge excitation voltage, sincepower varies as the square of the applied voltage. For two-element stacked rosettes, the comparable derating factor is 3for power, and 1.7 for bridge voltage.
This discussion is based on rosettes of square grid geometry,where each grid covers essentially all of the grid(s) in theassembly. When substantial areas of the grids are notsuperimposed, the derating factors mentioned above will besomewhat conservative.
Cryogenic Gage Applications
Many strain gage measurements are made under direct
submersion in liquefied gases such as nitrogen, hydrogen, andhelium. Since these liquids are electrically nonconductive,open-face gages have been used occasionally without aprotective or waterproofing coating. An interesting effecthas been reported under these conditions. If excitationvoltages are not kept sufficiently low, grid self-heatingwill cause gas bubbles to form on the gridlines, and thuspartially insulate the grid from the cold liquid. Largerbubbles are then created by increased grid temperatures,and bubbles periodically break loose and rise toward thesurface. The relative motion of these insulating bubbles withrespect to the gridlines produces local temperature changes,which appear in the output signal as noise. Grid alloys that
display very high values of thermal output at cryogenicTEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-502
Micro-Measurements
Document Number: 11052Revision: 01 Nov 2010
www.micro-measurements.com12
Optimizing Strain Gage Excitation Levels
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
11/247
temperatures (most constantan alloys, for example) are
particularly susceptible to this effect. The remedy is to utilizevery low excitation levels, and/or to use protective coatingsover the grid to prevent direct liquid contact. Such coatingsmust necessarily retain sufficient flexibility at cryogenictemperatures to prevent cracking of the protective layer.
Experimental Determination ofMaximum Gage Excitation
To be certain that the excitation level chosen for a givenstrain gage application is not excessive, it is necessary torun performance tests at the maximum environmentaltemperature. In many cases, however, this rather complicatedprocedure can be greatly simplified by gradually increasing
the bridge excitation under zero-load conditions until adefinite zero instability is observed. The excitation shouldthen be reduced until the zero reading becomes stableagain, without a significant offset from the low-excitationzero reading. For most applications in experimental stressanalysis, this value of bridge voltage is the highest that canbe used safely without significant performance degradation.Conducting this test at the maximum operating temperatureinstead of room temperature will increase the likelihood thatthe maximum safe bridge voltage has been established.
The rigid operating requirements for precision transducersmake the above procedure useful primarily as a firstapproximation; and further verification is usually required.
The performance tests most sensitive to excessive excitationvoltage are: (1) zero-shift vs. temperature and (2) stabilityunder load at the maximum operating temperature.
Excitation Levels forResistance Temperature Sensors
It has become increasingly common to measure specimentemperatures in strain gage work by the use of bondablenickel-grid temperature sensors such as the ETG-50 andWTG-50. These sensors are fabricated in the same manneras strain gages, and consequently experience environmentaltemperature changes in the same way. By eliminatingmany of the measurement errors often encountered with
thermocouples, temperature sensors are ideal for correctingstrain gage data under rapidly changing temperatureconditions.
Like strain gages, temperature sensors are adverselyaffected by excessive excitation levels. Variation in heat-sinkconditions and accuracy requirements make universallyapplicable excitation recommendations impossible, but asimple test procedure is available. The excitation level shouldbe increased until the readout device indicates an excessivegrid temperature rise; it should then be reduced as necessary.Since the readout in this case shows temperature measurementerror directly, the determination is straightforward.
Since temperature sensors are most often used with
linearization networks of the LST type, it is not normallynecessary to check for errors due to excitation level. Thesenetworks greatly attenuate the input bridge voltage, and thesensors are therefore operated at very low power levels.
Typical Strain Gage Excitation Values
The data curves on pages 15-17 represent generalrecommendations or starting points for determining optimumexcitation levels. These curves are plots of bridge excitationvoltage vs. grid area (active gage length x grid width) forconstant power-density levels in watts/in2 [or kilowatts/m2].A large number of standard Micro-Measurements single-element gage patterns are listed at the various grid areas they
represent. Separate plots are provided for gage resistances of120, 350, and 1000 ohms. For other grid areas and/or othergage resistances, calculations can be made according to thefollowing formulas for recommended power-density levels:
Power Dissipated in Grid (watts) = =E
RP
B
G
G
2
4
Power Density in Grid (watts/in2or kW/m2) = = P
AP
G
G
G
where: RG = Gage resistance in ohmsAG = Grid area (active gage length x grid width)EB = Bridge excitation in volts
Note that bridge voltage (EB) is based on an equal-arm bridge arrangement, where the voltage acrossthe active arm is one-half the bridge voltage.
When grid area (AG), gage resistance (RG), and grid powerdensity (P'G) are known:
E R P AB G G G= 2 x x
Grid Power-Density Curves
Selecting the most appropriate power-density lines on thefollowing charts depends, primarily, on two considerations:degree of measurement accuracy required, and substrateheat-sink capacity. A series of general recommendationsfollows, but should be verified by the procedures previouslydescribed for critical applications.
Typical Power-Density Levels in Watts/in2[kW/m2]
It is of interest that some commercial strain measurement/instrumentation utilizes constant excitation voltage of 3to 5 volts. The power densities created in gages of varioussizes and resistances by these bridge voltages can be takendirectly from the charts and compared with Table 1. For very
For technical questions, contactmicro measurements@vishaypg com
TN-502
Micro-Measurements
Document Number: 11052Revision: 01 Nov 2010
www.micro-measurements.com13
Optimizing Strain Gage Excitation Levels
-
8/12/2019 Tutorial Galgas Montaje
12/247
E
R A
R
R RPB
G G
G
G DG
2 2
4
+
= (desired)
R E R
A PRD
B G
G G
G= =
219 5. ohms
Table 1 Heat-Sink Conditions
watts/in2[kilowatts/m2]
R R
RD G
G+ = + =
19 5 120
1201 16
..
small gages, it is evident that commercial instruments may
require voltage reduction for proper results. A simple circuitmodification, which can be utilized when the instrumentvoltage is not adjustable, involves the insertion of deadresistance in the form on high-precision resistors of VPGtype in series with the active and dummy gages in the bridgecircuit. Power density is then reduced by (multiplied by) thefactor [RG/(RD + RG)]
2, where RD is the inactive seriesresistance in ohms, and RG is the active gage resistance inohms. Note that the adjacent bridge arm must be increasedby the same RD to maintain bridge balance under theseconditions. The sensitivity of the bridge will be decreasedby this procedure, and the readings must be multiplied bythe ratio (RD+ RG)/RGto correct for this desensitization.Alternately, a shunt calibration resistor can be connected
directly across the dummy gage, and the instrument gagefactor setting adjusted to display the proper calibrationlevel.
Examples of Chart Use
Case 1:What excitation level can safely be applied to anEA-09-125AD-120 strain gage, mounted on a 1/2 x 1/16 x 6in [12.5 x 1.5 x 150 mm] stainless-steel bar, for a static stressanalysis test with moderate accuracy (3 to 5%)?
From Table 1, determine the typical power-density level, 1 to2 W/in2[1.6 to 3.1 kW/m2], corresponding to fair heat-sinkcondition in stainless steel. Refer to Chart 1:
Enter on the horizontal axis at the arrowhead for the125AD gage 0.0156 in2[10.06 mm2].
Mark the intersection of the vertical line with the 1 and2 W/in2[1.6 and 3.1 kW/m2] sloped lines.
Read horizontally to the left ordinate for BridgeExcitation of 2.7 and 3.8 volts, respectively. A strainindicator with a maximum bridge excitation of 3.8 voltscan be used.
Case 2:Can an instrument with a fixed 4.5V excitation be
used? If not, what correction of data points must be made?To determine the power density in a 125AD gage at a givenexcitation level, refer to Chart 1:
Enter the left ordinate at 4.5 volts until intersecting theabscissa value equivalent to the 125AD gage. The powerdensity is 2.7 W/in2[4.2 kW/m2], which is in excess of themaximum power determined in Case 1. If low accuracy(i.e., 5 to 10% data) is acceptable, the higher P'Gcan beused. If greater accuracy must be maintained, severalalternatives are available: (1) select a higher resistancegage, (2) select a gage with a larger area, or (3) reducethe bridge voltage with an inactive series resistor, RD.
The inactive resistor (RD) required to reduce the powerdensity to the desired 2 W/in2 (3.1 kW/m2), with a givenEB, can be determined from the following relationship:
E
R A
R
R RPB
G G
G
G DG
2 2
4
+
= (desired)
For a desired P'Gof 2 W/in2(3.1 kW/m2)
R E R
A PRD
B G
G G
G= =
219 5. ohms
Select the nearest precision resistor value greater than
19.5 ohms for RD.
For actual strain values, accounting for the insertedinactive resistor, all indicated strain readings must bemultiplied by:
R R
R
D G
G
+=
+=
19 5 120
1201 16
..
Accuracy
Requirements
EXCELLENTHeavy Aluminum
orCopper Specimen
GOOD
Thick Steel
FAIRThin
Stainless Steelor Titanium
POORFilled Plastic
such asFiberglass/Epoxy
VERY POORUnfilled Plastic
such as Acrylicor Polystyrene
High 25
[3.17.8]12
[1.63.1]0.51
[0.781.6]0.10.2
[0.160.31]0.010.02
[0.0160.031]
Moderate 510
[7.816]25
[3.17.8]12
[1.63.1]0.20.5
[0.310.78]0.020.05
[0.0310.078]
Low 1020
[1631]510
[7.816]25
[3.17.8]0.51
[0.781.6]0.050.1
[0.0780.16]
High 510
[7.816]510
[7.816]25
[3.17.8]0.51
[0.781.6]0.010.05
[0.0160.078]
Moderate 1020
[1631]1020[1631]
510[7.816]
12[1.63.1]
0.050.2[0.0780.31]
Low 2050
[3178]2050[3178]
1020[1631]
25[3.17.8]
0.20.5[0.310.78]
STATIC
DYNAMIC
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-502
Micro-Measurements
Document Number: 11052Revision: 01 Nov 2010
www.micro-measurements.com14
Optimizing Strain Gage Excitation Levels
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
13/247For technical questions, contact
micro measurements@vishaypg com
TN-502
Micro-Measurements
Document Number: 11052Revision: 01 Nov 2010
www.micro-measurements.com15
Optimizing Strain Gage Excitation Levels
-
8/12/2019 Tutorial Galgas Montaje
14/247
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-502
Micro-Measurements
Document Number: 11052Revision: 01 Nov 2010
www.micro-measurements.com16
Optimizing Strain Gage Excitation Levels
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
15/247For technical questions, contact
micro measurements@vishaypg com
TN-502
Micro-Measurements
Document Number: 11052Revision: 01 Nov 2010
www.micro-measurements.com17
Optimizing Strain Gage Excitation Levels
-
8/12/2019 Tutorial Galgas Montaje
16/247
-
8/12/2019 Tutorial Galgas Montaje
17/247
I. Residual Stresses and Their Measurement
Residual (locked-in) stresses in a structural material orcomponent are those stresses that exist in the object without(and usually prior to) the application of any service orother external loads. Manufacturing processes are themost common causes of residual stress. Virtually all
manufacturing and fabricating processes casting, welding,machining, molding, heat treatment, etc. introduceresidual stresses into the manufactured object. Anothercommon cause of residual stress is in-service repair ormodification. In some instances, stress may also be inducedlater in the life of the structure by installation or assemblyprocedures, by occasional overloads, by ground settlementeffects on underground structures, or by dead loads whichmay ultimately become an integral part of the structure.
The effects of residual stress may be either beneficialor detrimental, depending upon the magnitude, sign,and distribution of the stress with respect to the load-induced stresses. Very commonly, the residual stresses are
detrimental, and there are many documented cases in whichthese stresses were the predominant factor contributingto fatigue and other structural failures when the servicestresses were superimposed on the already present residualstresses. The particularly insidious aspect of residual stressis that its presence generally goes unrecognized until aftermalfunction or failure occurs.
Measurement of residual stress in opaque objects cannot beaccomplished by conventional procedures for experimentalstress analysis, since the strain sensor (strain gage,photoelastic coating, etc.) is totally insensitive to the historyof the part, and measures only changes in strain afterinstallation of the sensor. In order to measure residual stress
with these standard sensors, the locked-in stress must berelieved in some fashion (with the sensor present) so that thesensor can register the change in strain caused by removal ofthe stress. This was usually done destructively in the past by cutting and sectioning the part, by removal of successivesurface layers, or by trepanning and coring.
With strain sensors judiciously placed before dissecting thepart, the sensors respond to the deformation produced byrelaxation of the stress with material removal. The initialresidual stress can then be inferred from the measuredstrains by elasticity considerations. Most of these techniquesare limited to laboratory applications on flat or cylindrical
specimens, and are not readily adaptable to real test objectsof arbitrary size and shape.
X-ray diffraction strain measurement, which does notrequire stress relaxation, offers a nondestructive alternativeto the foregoing methods, but has its own severe limitations.Aside from the usual bulk and complexity of the equipment,
which can preclude field application, the technique is limitedto strain measurements in only very shallow surface layers.Although other nondestructive techniques (e.g., ultrasonic,electromagnetic) have been developed for the same purposes,these have yet to achieve wide acceptance as standardizedmethods of residual stress analysis.
The Hole-Drilling Method
The most widely used modern technique for measuringresidual stress is the hole-drilling strain-gage method ofstress relaxation, illustrated in Figure 1.
Briefly summarized, the measurement procedure involvessix basic steps:
A special three- (or six-) element strain gage rosette isinstalled on the test part at the point where residualstresses are to be determined.
The gage grids are wired and connected to a multi-channel static strain indicator, such as the Micro-Measurements Model P3 (three-element gage), orSystem 5000 (six-element gage).
Figure 1. Hole-Drilling Strain Gage Method
Strain GageRosette
Drilled Hole
* Drilling implies all methods of introducing the hole (i.e., drilling,
milling, air abrasion, etc).
Tech Note TN-503
MICRO-MEASUREMENTS
Measurement of Residual Stressesby the Hole-Drilling* Strain Gage Method
Strain Gages and Instruments
For technical support, [email protected]
www.micro-measurements.com19
Document Number: 11053Revision: 01-Nov-2010
mailto:micro-measurements%40vishaypg.com?subject=mailto:micro-measurements%40vishaypg.com?subject= -
8/12/2019 Tutorial Galgas Montaje
18/247
A precision milling guide (Model RS-200, shown inFigure 1) is attached to the test part and accurately
centered over a drilling target on the rosette.
After zero-balancing the gage circuits, a small, shallowhole is drilled through the geometric center of therosette.
Readings are made of the relaxed strains, correspondingto the initial residual stress.
Using special data-reduction relationships, theprincipal residual stresses and their angular orientationare calculated from the measured strains.
The foregoing procedure is relatively simple, and has beenstandardized in ASTM Standard Test Method E 837.1Using commercially available equipment and supplies, and
adhering to the recommendations in the ASTM standard,the hole-drilling method can be applied routinely byany qualified stress analysis technician, since no specialexpertise is required for making the measurements. Themethod is also very versatile, and can be performed ineither the laboratory or the field, on test objects rangingwidely in size and shape. It is often referred to as a semi-destructive technique, since the small hole will not, in manycases, significantly impair the structural integrity of thepart being tested (the hole is typically 132 to 316 in [0.8 to4.8 mm] in both diameter and depth). With large test objects,it is sometimes feasible to remove the hole after testing iscompleted, by gently blending and smoothing the surfacewith a small hand-held grinder. This must be done verycarefully, of course, to avoid introducing residual stresses inthe process of grinding.
NOTE 1: In its current state of development, the hole-drilling method is intended primarily for applications inwhich the residual stresses are uniform throughout thedrilling depth, or essentially so. While the procedures fordata acquisition and reduction in such cases are well-established and straightforward, seasoned engineeringjudgment is generally required to verify stress uniformity andother criteria for the validity of the calculated stresses. ThisTech Note contains the basic information for understandinghow the method operates, but cannot, of course, encompass
the full background needed for its proper application in allcases. An extensive list of technical references is provided inthe Bibliography as a further aid to users of the method.
NOTE 2:Manual calculation of residual stresses from themeasured relaxed strains can be quite burdensome, but thereis available a specialized computer program, H-DRILL, thatcompletely eliminates the computational labor.
II. Principle and Theory of theHole-Drilling Strain Gage Method
The introduction of a hole (even of very small diameter)into a residually stressed body relaxes the stresses at that
location. This occurs because every perpendicular to afree surface (the hole surface, in this case) is necessarily a
principal axis on which the shear and normal stresses arezero. The elimination of these stresses on the hole surfacechanges the stress in the immediately surrounding region,causing the local strains on the surface of the test object tochange correspondingly. This principle is the foundation forthe hole-drilling method of residual stress measurement,first proposed by Mathar.2
In most practical applications of the method, the drilledhole is blind, with a depth which is: (a) about equal toits diameter, and (b) small compared to the thickness ofthe test object. Unfortunately, the blind-hole geometry issufficiently complex that no closed-form solution is availablefrom the theory of elasticity for direct calculation of the
residual stresses from the measured strains except bythe introduction of empirical coefficients. A solution canbe obtained, however, for the simpler case of a hole drilledcompletely through a thin plate in which the residual stressis uniformly distributed through the plate thickness. Becauseof this, the theoretical basis for the hole-drilling methodwill first be developed for the through-hole geometry, andsubsequently extended for application to blind holes.
Through-Hole Analysis
Depicted in Figure 2a (following) is a local area within a thinplate which is subject to a uniform residual stress,x. Theinitial stress state at any point P (R, )can be expressed in
polar coordinates by:
= +( )
= ( )
=
rx
x
r
x
21 2
21 2
22
cos
cos
sin
Figure 2b represents the same area of the plate after asmall hole has been drilled through it. The stresses inthe vicinity of the hole are now quite different, since rand
r
must be zero everywhere on the hole surface. Asolution for this case was obtained by G. Kirsch in 1898, andyields the following expressions for the stresses at the pointP (R, ):3
=
+ +
= +
+
r
x x
x x
r r r
r r
21
1
21
3 42
21
1
21
32
2 4 2
2 4
cos
cos
= +
r
x
r r2
13 2
24 2
sin
(1a)
(1b)
(1c)
(2a)
(2b)
(2c)TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-503-6
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com20
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
19/247
where:
( )=
=
=
o
o
o
r R
RR R
R
R
hole radius
arbitrary radius from hole centerarbitrary radius from hole center
Subtracting the initial stresses from the final (after drilling)stresses gives the change in stress, or stress relaxationat pointP (R, )due to drilling the hole. That is:
r r r
r r r
=
=
=
Substituting Equations (1) and (2) into Equations (3) yieldsthe full expressions for the relaxed (or relieved) stresses. Ifthe material of the plate is homogeneous and isotropic in itsmechanical properties, and linear-elastic in its stress/strainbehavior, these equations can then be substituted into thebiaxial Hookes law to solve for the relieved normal strains atthe point P(R, ). The resulting expressions are as follows:
rx
E r r r
= +
+
+( )
( )1
2
1 32
4
1
22 4 2
cos cos
= +
+ +( )
( )
x
E r r r
1
2
1 32
4
12 4 2cos coss2
The preceding equations can be written in a simplerform, demonstrating that along a circle at any radiusR(R Ro) the relieved radial and tangential strains vary in asinusoidal manner:
Comparison of Equations (5) with Equations (4)
demonstrates that coefficients A, B, and Chave the followingdefinitions:
Thus, the relieved strains also vary, in a complex way, withdistance from the hole surface. This variation is illustrated inFigure 3 on page 22, where the strains are plotted alongthe principal axes, at = 0 and = 90. As shownby the figure, the relieved strains generally decrease asdistance from the hole increases. Because of this, it isdesirable to measure the strains close to the edge of thehole in order to maximize the strain gage output signalOn the other hand, parasitic effects also increase in theimmediate vicinity of the hole. These considerations, alongwith practical aspects of strain gage design and applicationnecessitate a compromise in selecting the optimum radius(R) for gage location. Analytical and experimental studieshave established a practical range of 0.3 < r< 0.45 wherer= Ro /Rand R is the radius to the longitudinal center of
the gage.
It can be noticed from Figure 3 that for = 0 (along theaxis of the major principal stress) the relieved radial strain,r, is considerably greater than the tangential strain, , inthe specified region of measurement. As a result, commerciastrain gage rosettes for residual stress analysis are normallydesigned with radially oriented grids to measure the relievedradial strain, r. This being the case, only Equation (5a) isdirectly relevant for further consideration in this summaryIt is also evident from the figure that the relieved radialstrain along the major principal axis is opposite in sign tothe initial residual stress. This occurs because the coefficient
Z
RP(R,)
Y
x
x
r
r
R
P(R, )
Y
x
x
X
Ro
X
(a)
(b)
Figure 2. Stress states at P (R, a),
before and after the introduction of a hole.
(3a)
(3b)
(3c)
(4a)
(4b)
r x
x
A B
A C
= +( )
= +( )
cos
cos
2
2
(5a)
(5b)
AE r
BE r r
= +
= +
+
1
2
1
1
2
4
1
1 3
2
2 4
= +
+
+
CE r r
1
2
4
1
1 32 4
(6a)
(6b)
(6c)
For technical questions, contactmicro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com21
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
-
8/12/2019 Tutorial Galgas Montaje
20/247
A and B in Equation (5a) are always negative, and (for
= 0) cos 2= +1.The preceding treatment considered only the simplest case,uniaxial residual stress. In practice, however, residual stressesare more often biaxial, with two nonzero principal stresses.This condition can readily be incorporated in the analysis byemploying the superposition principle, which is applicable tolinear-elastic material behavior. Referring to Figure 2 again,it is apparent that had the uniaxial residual stress been alongonly the Y axis instead of the X axis, Equations (1) and (2)would still apply, with cos 2replaced by cos 2(+ 90), orby the equivalent, cos 2. Thus, the relieved radial strain atthe point P(R, ) due to uniaxial residual stress in only theY direction can be written as:
And, employing the corresponding notation, Equation (5a)becomes:
When both residual stresses are present simultaneously,the superposition principle permits algebraic addition ofEquations (7) and (8), so that the general expression for therelieved radial strain due to a plane biaxial residual stressstate is:
Or, in a slightly different form,
Equations (9) represent the basic relationship underlyingthe hole-drilling method of residual stress analysis. Thisrelationship must be inverted, of course, to solve for the twoprincipal stresses and the angle a in terms of the measuredstrains that accompany stress relaxation. Since there arethree unknown quantities, three independent measurementsof the radial strain are required for a complete solution.These three measurements can be substituted successivelyinto Equation (9a) or Equation (9b) to yield three equationswhich are then solved simultaneously for the magnitudesand directions of the principal stresses.
The common procedure for measuring the relieved strains isto mount three resistance strain gages in the form of a rosettearound the site of the hole before drilling. Such a rosette isshown schematically in Figure 4, where three radially orientedstrain gages are located with their centers at the radius R fromthe center of the hole site. Although the angles between gagescan be arbitrary (but must be known), a 45-degree angularincrement leads to the simplest analytical expressions, andthus has become the standard for commercial residual stressrosettes. As indicated in Figure 4, 1is the acute angle fromthe nearer principal axis to gage no. 1, while2=1+45 and3= 1+ 90, with positive angles measured in the directionof gage numbering. It should be noted that the direction of
gage numbering for the rosette type sketched in Figure 4 isclockwise, since gage no. 2, although physically at position2a, is effectively at position 2b for gage numbering purposes.Equations (9) can be used to verify that both locations for
Figure 3. Variation of relieved radial and tangential
strains with distance (along the principal axes) from the
center of the drilled hole uniaxial residual stress.
Ro
r
1 2 3 4 5
= 0= 90R/R
o
r
5
4
3
2
1
+1 0 1
R /Ro
+1
0
1
ry
y A B= ( )cos2 (7)
(8) rx
x A B= +( )cos2
r x yA B A B = +( )+ ( )cos cos2 2 (9a)
r x y xA B= +( )+ ( ) y cos2 (9b)
x
Y
+
1
R
45
Ro
1
2b
2a
3
45
Figure 4. Strain gage rosette arrangement
for determining residual stress.
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-503-6
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com22
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
21/247
-
8/12/2019 Tutorial Galgas Montaje
22/247
sensitivity. Kabiri4, for example, has shown that the errordue to ignoring transverse sensitivity (in the case of uniaxial
residual stress) is negligible compared to the remaininguncertainties in the measurement and data-reductionprocedures.
Blind-Hole Analysis
The theoretical background for the hole-drilling methodwas developed in the preceding treatment on the basis of asmall hole drilled completely through a thin, wide, flat platesubjected to uniform plane stress. Such a configuration is farfrom typical of practical test objects, however, since ordinarymachine parts and structural members requiring residualstress analysis may be of any size or shape, and are rarelythin or flat. Because of this, a shallow blind hole is used in
most applications of the hole-drilling method.
The introduction of a blind hole into a field of plane stressproduces a very complex local stress state, for which no exactsolution is yet available from the theory of elasticity. Fortu-nately, however, it has been demonstrated by Rendler andVigness5 that this case closely parallels the through-holecondition in the general nature of the stress distribution.Thus, the relieved strains due to drilling the blind hole stillvary sinusoidally along a circle concentric with the hole, inthe manner described by Equations (9). It follows, then, thatthese equations, as well as the data-reduction relationshipsin Equations (11), are equally applicable to the blind-holeimplementation of the method when appropriate blind-hole
coefficients Aand Bare employed. Since these coefficientscannot be calculated directly from theoretical considerations,they must be obtained by empirical means; that is, byexperimental calibration or by numerical procedures such asfinite-element analysis.
Several different investigators [e.g., (20)(23)] have publishedfinite-element studies of blind-hole residual stress analysis.The most recently developed coefficients by Schajer areincorporated in ASTM standard E 837, and are showngraphically for the case of uniform stress in Figure 8 of thisTech Note. The computer program H-DRILL uses thesecoefficients.
Compared to the through-hole procedure, blind-holeanalysis involves one additional independent variable;namely, the dimensionless hole depth, Z/D (see Figure 5).Thus, in a generalized functional form, the coefficients canbe expressed as:
A = fA(E, , r, Z/D) (12a)
B = fB(E, , r, Z/D) (12b)
For any given initial state of residual stress, and a fixedhole diameter, the relieved strains generally increase (ata decreasing rate) as the hole depth is increased. Therefore,in order to maximize the strain signals, the hole is normallydrilled to a depth corresponding to at least Z/D= 0.4 (ASTM
E 837 specifies Z/D= 0.4 for the maximum hole depth).
The general variation of relieved strain with depth is illustratedin Figure 5, where the strains have been normalized, in thiscase, to 100% at Z/D= 0.4. The data include experimentalresults from two different investigators demonstrating themanner in which the relieved-strain function is affected by the
ratio of hole diameter to gage circle diameter (Do/D). Bothcases involve uniform uniaxial (plane) stress, in specimensthat are thick compared to the maximum hole depth. Thecurves plotted in the figure are considered representativeof the response to be expected when the residual stress isuniform throughout the hole depth.
An important contribution of the Rendler and Vignesswork is the demonstration that, for any given set of materialproperties, E and , coefficients A and B are simplygeometric functions, and thus constants for all geometricallysimilar cases. This means that once the coefficients havebeen determined for a particular rosette configuration, therosette size can be scaled upward or downward and the same
coefficients will still apply when the hole diameter and depthare similarly scaled (assuming, of course, the same material).Several different approaches have been taken in attemptingto remove the material dependency from Aand B, leavingonly the geometric dependence. One of these, proposed bySchajer,7 is adopted in this Tech Note. Schajer introducedtwo new coefficients, denoted here as aand b, and definedas follows:
(13a)
(13b)
Z/D
100
80
60
40
20
00 0.1 0.2 0.3 0.4
GAGE #1
Do/D
PERCENTSTRAIN
RELIEVED
120
0.40K
els
ey(Ref
.6)
0.29R
endle
r&
Vig
ness
(Ref
.5)
Do
Gage
Z
D
3
1
2
Figure 5. Relieved strain versus ratio of hole depth to gage circle
diameter (strains normalized to 100% at Z/D = 0.4).
aEA
b EB
= +
=
2
1
2
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-503-6
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com24
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
23/247
By comparison with Equations (6), it can be seen thatfor the through hole, at least a is material-independent,
and bdepends only weakly on Poissons ratio. Schajerhas determined from finite-element calculations that forblind holes, aand bvary by less than 2% for the range ofPoissons ratio from 0.25 to 0.35.
III. Determining Coefficients Aand B
Whether the residual stress analysis application involvesthrough-hole or blind-hole drilling, the coefficients A andB(or aand b) must be determined to calculate the stressesfrom the relieved strains. In the case of the through hole,reasonably accurate values of the coefficients can be obtainedfor any particular case by analytical means, if desired. Thisis done by integrating, over the area of the gage grid, thecomponent of strain parallel to the primary strain-sensingaxis of the gage. Given the details of the grid geometry(line width and spacing, number of lines, etc.), Slightlygreater accuracy may be obtained by integrating along theindividual grid lines. This method cannot be applied toblind-hole analysis because closed-form expressions relatingthe relieved strains to the residual stress, in terms of holedepth, are not available.
Experimental Calibration
The needed coefficients for either through-hole or blind-hole analysis can always be determined by experimentalcalibration. This procedure is particularly attractive since it
automatically accounts for the mechanical properties of thetest material, strain gage rosette geometry, hole depth anddiameter, and the strain-averaging effect of the strain gagegrid. When performed correctly, with sufficient attentionto detail, it is potentially the most accurate means fordetermining the coefficients. Its principal disadvantage isthat the calibration must be repeated each time a different setof geometric parameters is involved.
Calibration for A and B is accomplished by installing aresidual stress strain gage rosette on a uniaxially stressedtensile specimen made from the same material as the testpart. The rosette should be oriented to align grid no. 1parallel to the loading direction, placing grid no. 3 alongthe transverse axis of the specimen. Care must be taken thatthe tensile stress is uniform over the cross section of the testspecimen; i.e., that bending stress is negligible. To minimizeedge and end effects, the specimen width should be at leastten times the hole diameter, and the length between machinegrips, at least five times the width. When determining Aand Bfor blind-hole applications, a specimen thickness offive or more times the hole diameter is recommended. Forthrough-hole calibration, the thickness of the calibrationspecimen is preferably the same as that of the test part. Itis also important that the maximum applied stress duringcalibration not exceed one-half of the proportional limitstress for the test material. In any case, the applied stress plus
the initial residual stress must be low enough to avoid therisk of local yielding due to the stress-concentrating effect
of the hole.
Basically, the calibration procedure involves measuring therosette strains under the same applied load or calibrationstress, c, both before and after drilling the hole. Such aprocedure is necessary in order to eliminate the effect ofthe strain relief that may occur due to the relaxation ofany initial residual stress in the calibration specimen. Withthis technique, the observed strain difference (before andafter hole drilling) is caused only by the applied calibrationstress, and is uniquely related to that stress. The steps in thecalibration procedure can be summarized briefly as follows,noting that the strains in only grid no. 1 and grid no. 3 needto be measured, since these grids are known to be aligned
with the principal axes of the specimen.
1. Zero-balance the strain gage circuits.
2. Apply a load, P, to the specimen to develop the desiredcalibration stress, c.
3. Measure strains 1and 3(before drilling).
4. Unload the specimen, and remove it from the testingmachine.
5. Drill the hole, as described in Section V, ExperimentalTechniques.
6. Replace the specimen in the testing machine, re-zerothe strain gage circuits, and then reapply exactly the
same load, P.
7. Measure strains 1 and 3 (after drilling).
The calibration strains corresponding to the load, P, and thestress, c, are then:
c1= 1 1
c3= 3 3
Calibration reliability can ordinarily be improved by loadingthe specimen incrementally and making strain measurementsat each load level, both before and after drilling the holeThis permits plotting a graph of cversus c1and c3, so thatbest-fit straight lines can be constructed through the data
points to minimize the effect of random errors. It will alsohelp identify the presence of yielding, if that should occur.The resulting relationship between the applied stress andthe relieved strain is usually more representative than thatobtained by a single-point determination.
Since the calibration is performed with only one nonzeroprincipal stress, Equation (5a) can be used to developexpressions for the calibrated values of Aand B. Successivelysubstituting = 0 (for grid no. 1) and = 90 (for grid no.3) into Equation (5a):
c1= c[A+ Bcos (0)] = c(A+ B)
c3= c[A+ Bcos (2 x 90)] = c(A B)
For technical questions, contactmicro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com25
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
-
8/12/2019 Tutorial Galgas Montaje
24/247
-
8/12/2019 Tutorial Galgas Montaje
25/247
3.25 times the active gage length. The 062RE rosette, forexample, has a gage-circle diameter of 0.202 in [5.13 mm].
Because of this similitude, the same material-independentcoefficients a and b apply to all sizes of the RE rosette,and to the UL rosette, for geometrically similar holes (i.e.,for the same Do/D and Z/D ratios). The 062UM rosetteconfiguration has the same ratio of gage circle to grid length,but the grids are narrower to permit their close grouping onone side of the hole. As a result, the sensitivity of the gage tothe relieved strains is slightly greater, and coefficients specificto the 062UM are required for data reduction.
The 030RR rosette is fundamentally different from the otherrosettes illustrated in Figure 7. To begin with, this rosetteincludes both radially and circumferentially oriented gridswhich are to be connected as half-bridge pairs. The 030RR
rosette incorporates a number of features that contributeto its greater output and higher accuracy compared toconventional three-element rosettes: (a) the individualgridlines in the radial elements are purely radial, insteadof being simply parallel to the central gridline as in theother rosettes; (b) for a given maximum hole diameter,the outermost radius of the grids is considerably less thanfor the corresponding conventional rosettes, and thus thegrids sense slightly greater average released strains; and (c)since the radial and circumferential grids get connected ina half-bridge configuration, the bridge output is augmentedcorrespondingly, and the circuit is intrinsically self-temperature compensating. As a result of these features, the
030RR rosette yields about twice the output of the three-element rosettes for a given state of residual stress, whiledisplaying better stability and accuracy.
Since the sign of the residual stress is of primary importancein determining its effect on the structural integrity of anymechanical component, the user of the six-element rosette(030RR) must exercise care in connecting the rosette gridsinto Wheatstone bridge circuits. To obtain the correct signin the instrument output signal, the radially oriented gridsshould always be connected between the positive excitationand the negative signal terminals, while the tangentiallyoriented grids are to be connected between the negativesignal and negative excitation terminals.
The a and bcoefficients for Micro-Measurements residualstress rosettes are provided graphically in Figure 8 on page28, where the solid lines apply to full-depth blind holes andthe dashed lines to through holes assuming, in both cases,that the initial residual stress is uniform with depth. Boththe through-hole and full-depth blind-hole coefficientsplotted in Figure 8 were determined by a combination offinite-element analysis and experimental verification. Thesecoefficients are also supplied numerically in tabular form inASTM E 837-99, where RE/UL rosettes are designated asType A, UM rosettes as Type B, and RR rosettes as TypeC. For the blind-hole coefficients in the ASTM standard,full depth corresponds to a value of 0.40 for the depth to
rosette-mean-diameter-ratio, Z/D.
IV. Measuring Nonuniform Residual Stresses
The coefficients given in this Tech Note and in ASTME 837-99 are strictly applicable only to situations in whichthe residual stresses do not vary in magnitude or directionwith depth from the test-part surface. In reality, however,residual stresses may often vary significantly with depth,due, for example, to different manufacturing processes suchas casting, forging, heat treatment, shot peening, grinding,etc.
Numerous finite-element studies have been made in attemptsto treat this situation [see, for instance, references (20)through (23)]. The results of the nite element work bySchajer have been incorporated in a computer program,H-DRILL, for handling stress variation with depth. When
the measured strains from hole drilling do not fit thereference curves in Figure 10, or when there is any otherbasis for suspecting significant nonuniformity, the programH-DRILL or some other finite-element-based programis necessary to accurately determine the stresses from themeasured relaxed strains.
V. Experimental Techniques
As in all experimental methods, proper materials, applicationprocedures, and instrumentation are essential if accurateresults are to be obtained. The accuracy of the hole-drillingmethod is dependent chiefly upon the following technique-related factors:
strain gage selection and installation.
hole alignment and boring.
strain-indicating instrumentation.
understanding the mechanical properties of the testmaterial.
Strain Gage Selection and Installation
Installing three individual strain gages, accurately spacedand oriented on a small circle, is neither easy to do noradvisable, since small errors in gage location or orientationcan produce large errors in calculated residual stresses. The
rosette configurations shown in Figure 7 have been designedand developed by Micro-Measurements specifically forresidual stress measurement. The rosette designs incorporatecentering marks for aligning the boring tool precisely at thecenter of the gage circle, since this is critical to the accuracyof the method.9,10,11 All configurations are available in arange of temperature compensations for use on commonstructural metals. However, only the RE design is offeredin different sizes (031RE, 062RE, and 125RE), where thethree-digit prefix represents the gage length in mils (0.001 in[0.0254 mm]). The RE design is available either open-facedor with Option SE (solder dots and encapsulation).
For technical questions, contactmicro measurements@vishaypg com
TN-501-2
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com27
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
-
8/12/2019 Tutorial Galgas Montaje
26/247
COEFFICIENTSAND1.2
1.1
1.
0
0.9
0.8
0.7
0.5
0.4
0.3 0
.40
0.
45
0.
50
0.
55
0.
60
(c)RR
ROSETTE
Do/D
a
b a0.6
blindhole
throughho
le
1.3
SUGGESTED
LIMITS
b
D0.
4D
Do
SUGGESTED
LIMITS
COEFFICIENTSAND0.
8
0.
7
0.
6
0.
5
0.
4
0.
3
0.
20.
1 0 0.
30
0.
35
0.
40
0.4
5
0.
50
(a)REAND
ULROSETT
ES
Do/D
blindhole
th
roughhole
11
1
D
Do
2
0.
4D
3
b a
b a
0.
8
0.
70.
6
0.
5
0.
4
0.
3
0.
20.
1 0 0.
30
0.
35
0.
40
0.
45
0.
50
(b)UM
ROSETTE
Do/D
11
b a
COEFFICIENTSANDb a
blindhole
throughhole
SUGGESTED
LIMITS
1
DDo
2
0.4
D
3
Figure
8.
Fu
ll-
dep
thda
ta-re
duc
tioncoe
ffic
ien
tsa
an
d
b
versus
dimens
ion
less
ho
lediame
ter
(typ
ica
l)for
Micro-
Measuremen
tsres
idua
ls
tress
rose
ttes,
inaccordancew
ithASTM
E83
7.
TEC
H
N
O
TE
For technical questions, contactmicro measurements@vishaypg com
TN-503-6
Micro-Measurements
Document Number: 11053Revision: 01 Nov 2010
www.micro-measurements.com28
Measurement of Residual Stresses by the Hole-Drilling Strain Gage Method
http://www.micro-measurements.com/http://www.micro-measurements.com/ -
8/12/2019 Tutorial Galgas Montaje
27/247
The UL and UM configurations are supplied in 116 in[1.6 mm] gage length, and both types are fully encapsulated.
Both configurations have integral, copper-coatedsolder tabs, and offer all advantages of the popularC-Feature strain gage series. These residual stress rosettesare constructed with self-temperature-compensatedconstantan foil, mounted on a flexible polyimide carrier.Gage resistance is 120 ohms 0.4%. The 030RR six-element rosette incorporates self-temperature-compensatedK-alloy (modified Karma) foil on a laminated polyimidefilm backing. Solder tabs are duplex copper plated forease in making