Tesis Pa Transferencia de Calor
138
Software para Estudios de Conducción de Calor Transiente en Procesos Térmicos Industriales Trabajo para optar al Título de: Ingeniero Mecánico Profesor Patrocinante: Sr. Rogelio Moreno Muñoz Ing. Civil Mecánico, M.Sc Profesor Co - Patrocinante: Sr. Jorge Morales Vilugrón Ing. (e) en Electricidad EDISON ADRIAN COLLINAO ROBLES Valdivia - Chile 2003
Transcript of Tesis Pa Transferencia de Calor
Software para Estudios de Conducción de Calor Transiente en Procesos Térmicos Industriales
Trabajo para optar al Título de:
Ingeniero Mecánico Profesor Patrocinante: Sr. Rogelio Moreno Muñoz Ing. Civil Mecánico, M.Sc Profesor Co - Patrocinante: Sr. Jorge Morales Vilugrón Ing. (e) en Electricidad
EDISON ADRIAN COLLINAO ROBLES
Valdivia - Chile
2003

Los Profesores Patrocinantes y los Profesores Informantes del trabajo de
titulación, comunican al Director de la Escuela de Mecánica de la Facultad de Ciencias
de la Ingeniería que el trabajo de titulación del Sr.:
EDISON ADRIAN COLLINAO ROBLES
Ha sido aprobado en el examen de defensa rendido el día , como
requisito para optar al titulo de Ingeniero Mecánico. Y, para que así conste para todos
los efectos firman:
Profesor Patrocinante:
Sr. Rogelio Moreno Muñoz, Ing. Civil Mecánico, M.Sc ______________
Profesor Co-Patrocinante:
Sr. Jorge Morales Vilugrón, Ing. (e) en Electricidad ______________
Profesor Informantes:
Sr. Juan Carlos Lehmann, Ing. Civil Mecánico ______________
Sr. Rolando Ríos Rodríguez, M.Sc en Ing. Mecánica ______________
V°B° Director de Escuela
Sr. Enrique Salinas A. ______________

AGRADECIMIENTOS
Doy gracias a Dios en primer lugar por su Don inefable, quien siempre
inmutablemente a estado proveyéndome de todas las cosas.
Extiendo mi aprecio sincero a Don Rogelio Moreno, por su apoyo y
colaboración prestada en el desarrollo del trabajo de titulación, por su alto espíritu
académico demostrado en todas las etapas de esté, así como en el transcurso de la
carrera.
Además, agradezco a Don Jorge Morales, por su aporte en la conformación
del programa computacional. También a los profesores de la Facultad quienes de una
u otra forma colaboraron en mi formación profesional.
Por ultimo, agradezco a la Corporación de Desarrollo Indígena CONADI y al
Ministerio de Educación MINEDUC, por las becas recibidas en todo el periodo de
mis estudios.

DEDICATORIA
En está, una de las etapas de mi vida,
dedico este logro, a mis queridos tíos Gloria y
Carlos, quienes desde el comienzo y hasta
ahora me entregan sus consejos y gran ayuda
permanente.
A mis queridas abuelas Matilde y
Silvia, tía Lucy y a todos mis otros familiares
quienes estuvieron y están siempre
apoyándome en todo.
A mis Padres, por el apoyo en todo lo
posible. En forma especial a mi Madre por su
amor incondicional, la obtención de esté título
es también su logro.

ÍNDICE DE CONTENIDOS
NOMENCLATURA iv
RESUMEN 1
SUMMARY 2
Capítulo 1 – INTRODUCCIÓN 3
1.1 Introducción 3
1.2 Objetivos 5
1.3
Metodología de Trabajo
6
Capítulo 2 – REVISIÓN BIBLIOGRÁFICA 7
2.1 Introducción 7
2.2
Descripción de algunos Procesos Térmicos de Calentamiento
y/o Enfriamiento
7
2.2.1 Proceso de Macerado 7
2.2.2 Proceso del Temple 9
2.2.3 Proceso de Escaldado e Hidroenfriado 11
2.3 Estudios Realizados y Nivel Actual 13
2.4 Métodos Numéricos 16
2.4.1 Método de Diferencias Finitas 16
2.5 Propiedades Termofísicas de las Maderas, Alimentos y Metales 23
2.5.1 Propiedades Térmicas de la Madera 23
2.5.2 Propiedades Térmicas de los Alimentos 25
2.5.3
Propiedades Térmicas de los Metales
27
Capítulo 3 – DESARROLLO DE LOS MODELOS MATEMÁTICOS 29
3.1 Introducción 29
3.2 Suposiciones del Modelo 29
3.2.1 Suposiciones Geométricas 29
3.2.1.1 Placas 30
3.2.1.2 Esferas 30

3.2.1.3 Cilindros 31
3.2.1.4 Paralelogramos 32
3.2.2
Suposiciones de las Propiedades Térmicas y del
comportamiento del material
32
3.2.2.1 Maderas 32
3.2.2.2 Alimentos 34
3.2.2.3 Metales 34
3.2.3 Suposiciones del Medio de Calentamiento y/o Enfriamiento 35
3.3 Modelo Matemático de Conducción de Calor 35
3.3.1 Modelo Matemático para una Placa Extensa 35
3.3.2 Modelo Matemático para una Esfera y un Cilindro Infinito 38
3.3.3 Modelo matemático para un Paralelogramo Infinito 40
3.3.4 Modelo matemático para un Cilindro Finito 42
3.4 Condiciones: Inicial y de Borde 45
3.4.1 Placa Extensa 45
3.4.2 Esfera y Cilindro Infinito 47
3.4.3 Cilindro Finito 51
3.4.4 Paralelogramo 62
3.5 Energía Almacenada /Removida al/del Producto 71
3.6 Condiciones de Estabilidad 72
3.6.1 Introducción 72
3.6.2 Placa Extensa 72
3.6.3 Esfera y Cilindro Infinito 73
3.6.4 Cilindro Finito 74
3.6.5 Paralelogramo
75
Capítulo 4 – IMPLEMENTACIÓN DEL SOFTWARE 76
4.1 Introducción 76
4.2 Lenguaje de Programación 76
4.3 Algoritmo de Programación 77
4.4 Interfaz de Usuario 80

4.5 Especificaciones y Alcance del Software
84
Capítulo 5 – COMPARACIÓN Y DISCUSIÓN DE LOS RESULTADOS 89
5.1 Introducción 89
5.2 Comparación de Resultados en Maderas 89
5.2.1 Resultados en el Proceso de Macerado 89
5.2.2 Resultados del Proceso de Calentamiento de Madera con Vapor 95
5.2.3 Análisis del Enfriamiento de una Placa Inclinada 97
5.3 Comparación de Resultados en Alimentos 101
5.3.1 Influencia de las Propiedades Térmicas Variables en Alimentos 104
5.3.2 Influencia del Coeficiente Convectivo en el proceso de Escaldado y
Enfriado de Alimentos Vegetales
106
5.4 Comparación de Resultados en Metales 108
5.4.1 Resultados en el Proceso del Temple 108
5.4.2 Resultados Método Gráfico versus Diferencias Finitas (MDF)
111
Capítulo 6 – CONCLUSIONES
113
REFERENCIAS 115
Referencias Bibliográficas 115
Referencias de Internet
117
ANEXOS 118
Anexo 1 119
Anexo 2 123
Anexo 3 126
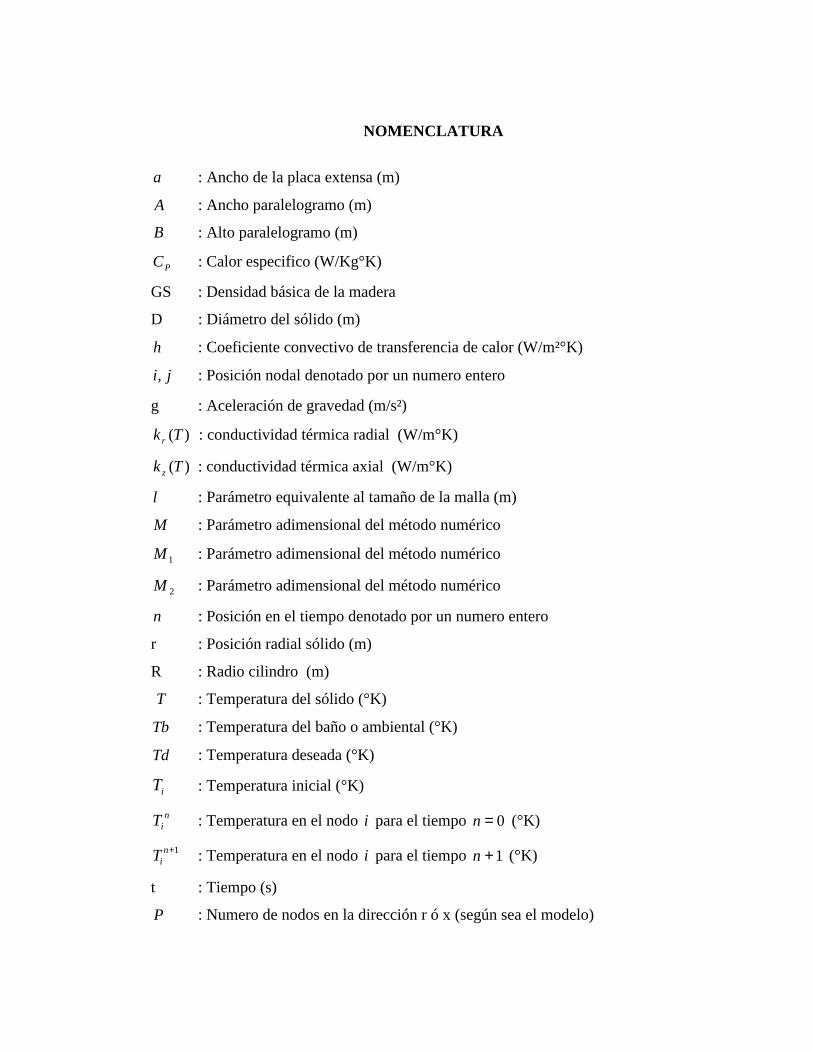
NOMENCLATURA
a : Ancho de la placa extensa (m)
A : Ancho paralelogramo (m)
B : Alto paralelogramo (m)
PC : Calor especifico (W/Kg°K)
GS : Densidad básica de la madera
D : Diámetro del sólido (m)
h : Coeficiente convectivo de transferencia de calor (W/m²°K)
ji, : Posición nodal denotado por un numero entero
g : Aceleración de gravedad (m/s²)
)(Tkr : conductividad térmica radial (W/m°K)
)(Tk z : conductividad térmica axial (W/m°K)
l : Parámetro equivalente al tamaño de la malla (m)
M : Parámetro adimensional del método numérico
1M : Parámetro adimensional del método numérico
2M : Parámetro adimensional del método numérico
n : Posición en el tiempo denotado por un numero entero
r : Posición radial sólido (m)
R : Radio cilindro (m)
T : Temperatura del sólido (°K)
Tb : Temperatura del baño o ambiental (°K)
Td : Temperatura deseada (°K)
iT : Temperatura inicial (°K)
niT : Temperatura en el nodo i para el tiempo 0=n (°K)
1+niT : Temperatura en el nodo i para el tiempo 1+n (°K)
t : Tiempo (s)
P : Numero de nodos en la dirección r ó x (según sea el modelo)

Q : Numero de nodos en el dirección z ó y (según sea el modelo)
)(tQ : Energía almacenada/removida al /del sólido (J)
Pr : Numero de Prandtl
Gr : Numero de Grashof
Bi : Numero de Biot
Nu : Numero de Nusselt
H : Contenido de humedad (%)
SÍMBOLOS GRIEGOS
)T(rα : Difusividad térmica radial (m²/s)
)T(zα : Difusividad térmica axial (m²/s)
β : Coeficiente de expansión volumétrica (1/K)
ρ : Densidad (Kg/m³)
Q∆ : Incremento de energía en el sólido (J)
r∆ : Tamaño de un nodo radial (m)
t∆ : Incremento de tiempo (s)
x∆ : Tamaño de un nodo en x (m)
y∆ : Tamaño de un nodo en y (m)
z∆ : Tamaño de un nodo axial (m)
ν : Viscosidad cinemática del fluido (m²/s)

1
RESUMEN
Existen numerosas aplicaciones de ingeniería, donde se encuentra el uso de
procesos térmicos de conducción de calor transiente. En Chile, la industria de la madera
debe tratar con el calentamiento de trozas en agua, en el caso de la producción de los
alimentos vegetales se recurre a los procesos de escaldado y enfriado y en la industria
metalmecánica a procesos como el temple.
El presente trabajo, consiste en elaborar un software con fines académicos, para
estudiar los procesos mencionados, y otros. Para ello se desarrollan modelos de
conducción de calor inestables lineales y no lineales, para predecir los tiempos de
calentamiento y/o enfriamiento y calor añadido/removido a/de productos de geometría
simple: cilindros, placas, esferas y paralelogramos. En la frontera de los sólidos, es
posible considerar y evaluar el coeficiente de transferencia de calor por convección, a
través de los mecánicos de convección natural y forzada.
Los modelos fueron resueltos a través del método de diferencias finitas en su
forma explicita, siendo implementados en un programa computacional, el cual fue
confeccionado en el lenguaje Visual Basic.
Los resultados obtenidos en las áreas de estudio (maderas, alimentos, metales),
son bastante satisfactorios al realizar las respectivas comparaciones. En maderas se
obtuvieron desviaciones alrededor del 2% con datos teórico de otro autores, un 1,2%
para el caso de alimentos vegetales expuestos al proceso de escaldado y enfriado al
comparar con datos experimentales. En el proceso del temple los resultados mejoran
considerablemente al modelar a propiedades térmicas variables y coeficiente convectivo
variable.
En términos generales, el software ofrece resolver una variedad de problemas, sin
errores significativos, si estos incluyen los efectos de todas las variables que afectan en
la estimación del tiempo de calentamiento y calor absorbido/removido al/del producto.

2
SUMMARY
There are many engineering applications where the use of thermal processes of
transient heat conduction is found. In Chile, the wood industry must deal with the
heating of logs in water. In the case of the production of vegetable food, it is appealed to
the processes of blanching and cooling and in the metal mechanic industry, to processes
like tempering.
The present work consists of elaborating a software with academic purposes, to
study the already mentioned processes and others. So, lineal and not lineal unstable
models of heat conduction are developed so as to predict the heating and cooling times
and also the added and removed heat to simple geometry products: cylinder, plates,
spheres and parallelograms. In the frontier of the solids, it is possible to consider and
evaluate the coefficient of heating transfer by convection through the mechanics of
natural and forced convection.
The models were solved through the method of finite differences in their explicit
form, being implemented in a computational program which was made in the Visual
Basic Language.
The results obtained in the areas of studies (wood, food, metals), are very
satisfactory when analyzing the corresponding comparisons. In wood, deviations were
obtained around 2% with another author’s theoretical data; a 1,2% in the case of
vegetable food exposed to the blanching and cooling processes when comparing them
with experimental data. In the tempering process, the results improve considerably
when modeling to thermal variable properties and variable convective coefficient.
In general terms, the software offers to solve a variety of problems, without
significant errors if they include the effects of all variables that affect when calculating
the heating times and the added and removed heat of the product.

3
Capítulo 1 – INTRODUCCIÓN
1.1 Introducción Una de las necesidades en la industria chilena maderera, metalmecánica,
alimentos y otros, es tratar con procesos térmicos de calentamiento y/o enfriamiento en
diversos productos o materiales, con el propósito de modificar sus distintas propiedades
y que se necesitan para obtener ciertas características de mayor calidad, vida útil, o
simplemente optimizar el proceso productivo.
Como ejemplo se tienen algunos de estos procesos contenidos en los campos
industriales ya mencionados y que son el proceso del temple, macerado, escaldado e
hidroenfriado, entre otros.
Específicamente, en el caso de la industria de contrachapado, existe el proceso de
calentamiento de trozas de madera, llamado macerado, que tiene el propósito de
ablandar la madera, adquiriéndose propiedades mecánicas apropiadas para facilitar el
siguiente proceso de corte o debobinado.
El uso adecuado de todos estos procesos y otros, obedece al hecho de plantear
ciertas interrogantes que son de carácter especifico, como por ejemplo, ¿cuál es el
tiempo optimo al que debo exponer el producto o material en el proceso?; o saber
¿cuanto es el calor absorbido por el producto?, a fin de evaluar cual es la energía que se
está consumiendo en el proceso. En consecuencia se hace evidente realizar reportes de
distribuciones de temperatura versus tiempo, y lo mismo para el calor absorbido.
Existen publicaciones de tablas para determinar tiempos de calentamiento de
trozas de madera. Sin embargo, estas no son aplicables a nuestro país ya que la
información entregada solo es valida a condiciones equivalentes a las investigaciones
realizadas en América del norte por FEIGHL (1972) y FEIGHL y GODIN (1975).

4
Por otro lado en alimentos se presentan las mismas limitantes en la información,
existen variados estudios en algunos vegetales, pero no existe evidencia en otros
(espárragos, otros).
Así el objetivo de este trabajo es entregar una solución a los problemas de
conducción de calor transitorios encontrados en los procesos térmicos en unidades de
calentamiento y/o enfriamiento de productos, de procesamiento común. Se formula un
modelo matemático que aborda problemas de geometría simple, tales como cilindros,
placas, esferas y paralelogramos utilizando el método numérico explicito de diferencias
finitas a la solución de este, considerando el comportamiento del material anisotrópico y
con las propiedades térmicas constantes y variables en el tiempo.
Además se define en la interfaz sólido – fluido la transferencia de calor por
convección, a través de los mecanismos de convección natural o forzada. Así en la
primera situación el coeficiente de transferencia de calor por convección que mide la
intensidad de este fenómeno, será variable en el tiempo, el cual se determina a través de
parámetros adimensionales como el numero de Grashoft y Prandtl. Para la segunda
situación el efecto convectivo se asume uniforme y constante en el tiempo y que puede
ser calculado por medio de correlaciones que dependen de los números de Reynolds y
Prandtl.
Se desarrolla una herramienta computacional capaz de simular el
comportamiento de los productos frente al sistema térmico, es decir generar reportes de
distribuciones de temperatura en función del tiempo y calor absorbido por el producto.
Todo para el estudio posterior de la cinética del proceso.
Finalmente se realizan comparaciones entre resultados obtenidos por el software
y los encontrados en la literatura y/o los trabajos teórico – experimentales realizados
anteriormente en la Universidad Austral de Chile.

5
1.2 Objetivos
Objetivo General:
!" Elaborar un software con fines académicos, para simular procesos térmicos
industriales en unidades de calentamiento y/o enfriamiento para productos de
geometría simple, con propiedades térmicas constantes y variables.
Objetivos Específicos:
!" Desarrollar un modelo matemático para describir el comportamiento cinético que
ocurre en los procesos térmicos de calentamiento y/o enfriamiento. Aplicar el
método numérico explicito de diferencias finitas a la solución de problemas de
conducción de calor en estado transiente.
!" Confeccionar un programa computacional capaz de simular el proceso térmico
para geometrías simples tales como cilindros, placas, esferas y paralelogramos,
que permita entregar reportes de distribución de temperatura versus tiempo y calor
añadido/removido al/del material.
!" Comparar los resultados obtenidos con el programa computacional versus los
encontrados en la literatura y/o los experimentales de investigaciones de la
Universidad Austral de Chile.

6
1.3 Metodología de Trabajo
Como uno de los objetivos primarios será aplicar el método numérico a la
solución de problemas de conducción de calor, se formularán las ecuaciones pertinentes
para cada una de las geometrías en cuestión, con sus respectivas condiciones iniciales y
de contorno, posteriormente se recogerán datos de interés, como son las propiedades
térmicas de los productos metálicos, madereros y alimenticios.
Se establecerá un diagrama de flujo o algoritmo para la solución numérica
explicita del problema de conducción de calor transitorio, con esto se desarrollara el
software en ambiente Windows, a través del lenguaje de programación de visual Basic
6.0.
Finalmente se realizará la comparación de los resultados encontrados tanto en
forma experimental y/o literatura con los obtenidos por el software, estableciendo las
respectivas conclusiones.
7
Capítulo 2 - REVISON BIBLIOGRAFICA
2.1 Introducción
El Capítulo presenta una revisión bibliográfica, que comprende una descripción
de algunos procesos térmicos, como son el macerado, temple, escaldado e hidroenfriado,
los cuales ejemplifican los procesos térmicos contenidos en las áreas de la industria de la
madera, metalmecánica, alimentos y otros.
Se revisa además los estudios realizados y el nivel actual, en relación a la
aplicación de los métodos numéricos, particularmente el método de diferencias finitas,
en el estudio de los problemas de conducción de calor transiente, la importancia de estos
en el interés que le compete a la industria.
Además se revisan los métodos numéricos mas utilizados en la solución de los
problemas de transferencia de calor, realizando una descripción de estos, las ventajas y
desventajas de su aplicación.
2.2 Descripción de algunos Procesos Térmicos de Calentamiento y/o
Enfriamiento
2.2.1 Proceso de Macerado
El proceso de macerado de trozas de madera es un proceso térmico utilizado
frecuentemente en empresas de tecnología de productos forestales y cuyo propósito es
ablandar la madera, obteniéndose propiedades mecánicas apropiadas para el
subsiguiente proceso de corte ó debobinado realizado en maquinas foliadoras.
El ablandamiento se lleva a cabo en la mayoría de las industrias nacionales en
piletas de agua caliente (ver Figura1) las cuales son de temperatura variable en el
tiempo, cabe señalar que no todos los regímenes son iguales en cuanto a valores de
8
temperatura y de tiempo de calentamiento, por lo que es conveniente desarrollar un
programa computacional que permita predecir los tiempos de calentamiento y así
obtener las temperaturas óptimas para cada especie.
El tiempo de calentamiento tiene que ser suficientemente largo para calentar la
madera hasta el rollizo residual, depende de la densidad de la especie y del diámetro del
rollizo. FEIHL (1972) establece que el tiempo de calentamiento aumenta con el
cuadrado del diámetro, en el Cuadro 1 se indican algunos tiempos para diferentes
diámetros y temperaturas para trozas con una densidad verde de 0,5.
CUADRO N° 1 Temperatura y tiempo de cocción según FEIHL (1972). Diámetro
(cm)
Temperatura de la
Pileta
Temperatura final en el
rollizo residual
Tiempo
(Horas)
35
60
60
60
65
43
65
88
60
38
60
83
13
34
36
36
FIGURA N° 1 Proceso de macerado en piletas de agua caliente.

9
En la etapa final, el proceso de macerado es mas rápido si se mantiene un
gradiente de temperatura de 5°C entre la temperatura de la pileta y la madera. Por otro
lado para un buen proceso de debobinado, es necesaria una temperatura adecuada
dependiendo de la especie (gravedad especifica).
2.2.2 Proceso del Temple
El temple es un tratamiento térmico que tiene por objeto endurecer y aumentar la
resistencia de los aceros. Para ello, se calienta en general el acero a una temperatura
ligeramente más elevada que la critica superior y se enfría luego más o menos
rápidamente (según la composición y el tamaño de la pieza) en un medio conveniente,
agua, aceite, etc.
Teóricamente, en el temple, toda la masa del acero debe encontrarse en estado
austenítico (alta temperatura) en el momento de comenzar el enfriamiento brusco. Si se
enfría con una rapidez optima, todo el acero queda con una gran dureza y con una nueva
estructura llamada martensita. Dependiendo del contenido de carbono en el acero, esta
temperatura varía desde 770 a 970 °C para un contenido de carbono entre 0,9 a 0,10 %.
Para un buen proceso de temple, se debe conseguir una temperatura más elevada
que la critica superior, para que todo el acero quede en estado austenico. El temple debe
cumplir 40° - 60 °C por encima de la temperatura critica (MARTÍNEZ y GORDON,
1990; APRAÍZ, 1974).
Los factores que interviene en el temple se pueden clasificar en dos grupos:
En el primero se encuentran los que son inherentes a la calidad del material y
determinan su velocidad critica de temple. Los mas importantes son: la composición del
producto y el tamaño del grano. El segundo grupo pertenecen los factores que
determinan la velocidad de enfriamiento de los diferentes puntos de la pieza, siendo los
10
más importantes: la forma, dimensiones de las piezas, propiedades térmicas y el medio
de enfriamiento, .
Para este trabajo se orientará el análisis, solo al segundo grupo de factores
mencionados.
(i) Influencia del Tamaño de las piezas: El volumen y espesor de las piezas tiene
gran importancia en el temple de los aceros. Si se estudia el enfriamiento en agua de un
cilindro que ha sido calentado a alta temperatura, fácilmente se comprende que la capa
exterior del acero, que está en contacto con el liquido, es la que se enfría primero y más
rápidamente. La capa siguiente no se enfría con tanta rapidez, porque el calor no se
transmite directamente al liquido sino que debe atravesar antes la capa superficial del
acero, y esta capa tiene una conductibilidad bastante limitada. Fácilmente se comprende,
también, que las velocidades de enfriamiento entre la superficie y el interior de la pieza
de acero de diversos diámetros variaran mucho de unos casos a otros. En consecuencia
se concluye que en algunos casos las capas superficiales de una pieza se endurecen
perfectamente y, en cambio, otras zonas del interior, por enfriarse a velocidades
menores, no templan.
(ii) Influencia del Medio de Enfriamiento: El medio de enfriamiento junto con el
tamaño y forma de las piezas son, factores que deciden la velocidad de enfriamiento.
Con el enfriamiento en agua salada muy agitada, se consiguen las mayores
velocidades, y enfriando las piezas dentro de un horno, se obtienen las menores. Con
enfriamientos en aceite, al aire, en sales, etc., se consiguen velocidades intermedias,
pudiendo elegirse entre todos ellos el medio que mejor cumpla las condiciones de
enfriamiento deseadas en cada caso, APRAÍZ (1974).
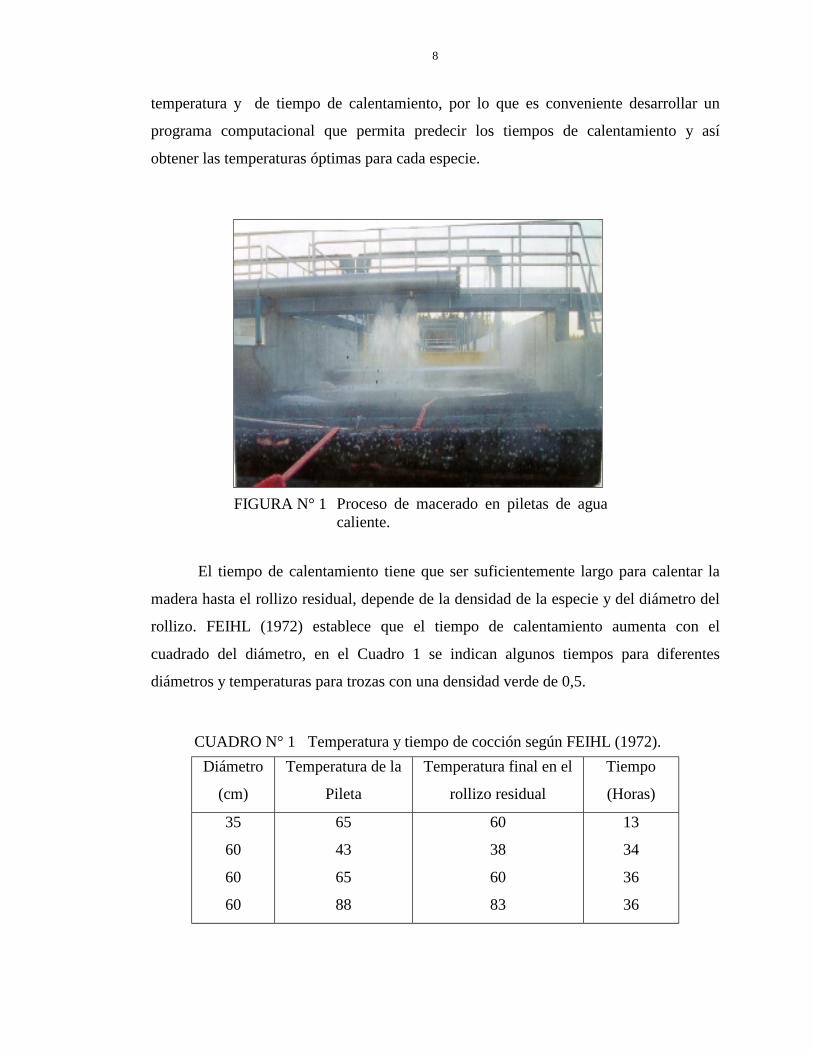
En la Figura 2 se ve el proceso de enfriamiento de varios puntos de un cilindro de
50 mm templado en agua (a la izquierda) y aceite (a la derecha).
11
FIGURA N° 2 Curvas de enfriamiento de un cilindro en agua y en
aceite.
2.2.3 Proceso de Escaldado e Hidroenfriado
El proceso de escaldado, consiste en la aplicación de alguna forma de calor,
usualmente agua caliente, seguido de un enfriamiento que constituye una operación
básica, previas al proceso de congelado, deshidratado y enlatado de diversos productos
vegetales. El objetivo principal del escaldado es la reducción de la actividad enzimática
la cual esta en directa relación con la cinética de la transferencia de calor, (LUH y
LORENZO, 1988).
El escaldado busca varios objetivos, entre los cuales se destacan:
- Reducir la actividad enzimática, por destrucción térmica de las enzimas
responsables presentes en los productos que en caso de no aplicar el tratamiento darían a
lugar a aromas, sabores, o colores extraños y que causarían la perdida de la vitamina C,
disminuyendo así su valor comercial, (LUND, 1977; BURNETTE, 1977).
- Expulsar los gases obstruidos en los espacios intercelulares de las hortalizas
(GANTHAVORN y POWERS, 1998), evitando así un aumento de la presión
desarrollada en las conservas durante el procesamiento debido a la expansión de los
gases presentes (SHAMS y THOMPSON, 1987).

12
- Mejorar el sabor y estabilizar el color verde de los vegetales (LUND, 1977;
FENNEMA, 1993).
- Mejorar la textura (FENNEMA, 1993).
Los métodos para escaldar productos vegetales son variados, la inmersión en
agua a temperaturas entre los 80°C y 100°C seguido por inmersión en agua fría es el mas
común, la otras alternativas son a través del vapor, microondas y gas caliente (las cuales
no se describirán en este trabajo). En todo caso ninguna de estas alternativas supera al
método mas común en la industria del escaldado por agua, ya sea por razones de
eficiencia del proceso (perdida de nutrientes), ahorro energético o costos de
implementación y mantenimiento, (AGUILERA, 1996).
En el caso de producciones a escala mediana, como es el caso de nuestro país, se
ocupa frecuentemente el escaldado con agua. Por otro lado, el escaldado continuo,
utilizado para la mayoría de las industrias procesadoras de productos vegetales. En estos
procesos se esta en presencia de convección forzada como tipo de transferencia de calor,
ya que existe una velocidad de flujo, ya sea del producto contra el fluido o del fluido
contra el producto, (ORDÓÑEZ, 1996).
Los tiempos de escaldado e hidroenfriado al igual que otros procesos térmicos
dependen de ciertos factores los cuales son: la temperatura del baño, coeficiente
convectivo de transferencia de calor, temperatura inicial y final del producto, tamaño y
configuración del producto y propiedades termofísicas del producto (densidad, calor
especifico y conductividad térmica).
Los tiempos y temperaturas del proceso de escaldado mencionados en la
literatura para varios productos varían en un amplio rango, el Cuadro 2 muestra algunos
ejemplos.

13
CUADRO N° 2 Tiempos de escaldado en agua a 95°C, fuente: LUH y LORENZO (1998).
Producto Tiempo (min.) Apio
Alcachofas
Brócolis
Coles de Bruselas
Espárragos
Espinacas
Zanahorias
Mazorca de Maíz
2
5-9
2-3
4-5
2-5
2
2-5
6-11
2.3 Estudios Realizados y Nivel Actual
La solución de los problemas de conducción de calor transiente con condiciones de
borde o propiedades térmicas variables solo puede ser resuelta a través de los métodos
numéricos.
Trabajos realizados en las ultimas décadas por investigadores chilenos han dado
excelentes resultados en la utilización de los métodos numéricos.
Los investigadores MORENO et al (1992) desarrollaron un modelo para simular el
proceso de calentamiento de trozas de madera llamado macerado, que tiene el propósito
de ablandar la madera para el siguiente proceso de corte ó debobinado y que es utilizado
frecuentemente en industrias de contrachapados, (ver Sección 2.2.1).
El modelo se basa en la ecuación de difusión de calor, asumiendo las propiedades
termofísicas constantes y considerando la conducción de calor axial dos veces más
rápida que la radial, como resultado del comportamiento anisotropico del material. La
solución del modelo matemático pudo realizarse a través del método numérico de
diferencias finitas en su forma explicita, posteriormente se elaboró un programa
14
computacional en lenguaje programación Fortran, que fue capaz de entregar reportes de
temperatura / tiempo, así también de la energía almacenada por la troza.
Finalmente se validó el modelo propuesto, realizando una comparación entre los
resultados obtenidos por el programa y las mediciones en terreno, en ambos se tomaron
cinco especies diferentes de trozos de madera y a diferentes condiciones de operación.
Se concluyó de esto que las desviaciones de los resultados se aceptan en la practica,
además a juicio de los autores no es justificable para una mayor precisión del modelo
considerar las propiedades físicas variables excepto si se conoce previamente el la
distribución del contenido de humedad en el interior de la troza de madera.
Otros estudios realizados en el extranjero por STEINHAGEN et al (1980) muestran
excelentes resultados en la aplicación del método numérico de diferencias finitas en la
determinación de cartas de tiempos de calentamiento para trozas de madera congelados
y no congelados, los tiempos de calentamientos estimados fueron satisfactorios en
comparación con los datos experimentales, existiendo una discrepancia de menos del
10% y que se debió al considerar las propiedades térmicas constantes y además de no
tomar en cuenta el efecto de los gradientes de humedad. Además se señala que para
mayor precisión en la determinación de las relación temperatura – tiempo es posible
utilizar las propiedades variables con ayuda de herramientas computacionales.
SIMPSON (2001) presenta un trabajo reciente que refleja la importancia de
contar con una herramienta que permita predecir el comportamiento de la troza en un
tratamiento térmico dado, se busco generar en tablas, tiempos de calentamiento para
trozas de madera de sección circular y rectangular sometidas a un proceso térmico de
calentamiento en un medio como el vapor, con el fin de conseguir una esterilización de
la madera, es decir eliminar los insectos o patógenos encontrados en ella, todo como
cumplimiento de normas sanitarias en la exportación de estos productos, el método
utilizado.
15
En el área de la metalmecánica MORAGA y SÁNCHEZ (1994) desarrollaron un
modelo mediante la formulación de resistencias y capacitancias térmicas de diferencias
finitas y su comparación con valores experimentales, para la distribución de
temperaturas y velocidades de enfriamiento de una placa y un cubo de acero SAE 1045,
sometidos a un proceso térmico de temple en agua. El método numérico se utilizó para
la solución de problemas de conducción de calor en una, dos y tres dimensiones,
transientes, con propiedades térmicas variables con la temperatura y considerando la
variación en función del tiempo del coeficiente convectivo de transferencia de calor.
ROJAS (2001) desarrolló un modelo a través de la formulación de diferencias
finitas, para simular el proceso de escaldado y enfriado de alimentos vegetales
(zanahorias, espárragos, etc.) basándose en el trabajo de titulación de AGUILERA
(1996) quien a su vez trabajo en un modelo matemático, mediante métodos analíticos
para simular el proceso de transferencia de calor y a través de técnicas numéricas, para
describir la cinética del proceso de escaldado e hidroenfriado. En ambos trabajos, los
modelos siguen la tendencia de las curvas experimentales del proceso.
Otros estudios realizados en el país se han llevado a cabo en el campo de los
alimentos, tienen como común denominador el de determinar las relaciones entre las
condiciones del proceso (temperatura – tiempo) y los cambios de calidad del producto, y
que los investigadores MORAGA et al. (1996, 1997) han utilizado satisfactoriamente el
método de diferencias finitas, validando los resultados con valores experimentales.
Por otro lado a nivel internacional se han realzado diversos trabajos en este
campo, siendo uno de los más interesantes el propuesto por Q. TUAN PHAM (2002), el
cual a generando cálculos en base a los métodos numéricos de diferencia finitas,
elementos finitos y CFD (Dinámica de Fluidos Computacional) para determinar los
tiempos y carga de calor durante el proceso de refrigeración de alimentos, todo con el
objetivo de dimensionar en forma optima los equipos en los procesos de enfriamiento y
congelado (compresores, condensadores). En dicho trabajo se concluye que para la
mayoría de los casos, es una buena practica el uso de las diferencias finitas o elementos
16
finitos en el interior del producto, combinado con el coeficiente de transferencia de calor
obtenido desde ecuaciones empíricas ó simulaciones por CFD.
2.4 Métodos Numéricos
En los últimos años, con el incremento de la velocidad y capacidad
computacional, el interés por el uso de los métodos numéricos a cobrado gran
importancia en la solución de problemas gobernados por ecuaciones diferenciales.
Principalmente para problemas complicados en ingeniería, los cuales con estas
herramientas pueden ser resueltos a un menor costo y tiempo.
En transferencia de calor en la práctica se encuentran problemas que implican
geometrías y condiciones de borde complejas, o propiedades variables, que no es posible
resolver de manera analítica, pero si con la aplicación de los métodos numéricos, además
resulta mas ventajosa en términos del tiempo necesario para llegar a una solución rápida,
también se facilita el cambio de los parámetros del proceso, permitiendo al ingeniero
determinar el comportamiento del sistema térmico con mucha mayor facilidad, KREITH
y BHON (2001).
El análisis numérico se basa en proporcionar una solución solamente para puntos
discretos dentro de la región del problema, ofreciendo así una buena aproximación a la
solución exacta, simplificándose la solución, al resolver ahora un grupo de ecuaciones
recursivas.
2.4.1 Método de Diferencias Finitas
El método de diferencias finitas (MDF) tiene por objetivo resolver ecuaciones
diferenciales parciales, que gobiernan un problema físico en un dominio dado, a través
del proceso de discretización, es decir remplazar en forma aproximada una ecuación
diferencial parcial en una ecuación recursiva para un determinado numero de puntos

17
nodales de una región. Para tal efecto se recurre al uso (i) de la expansión de series de
Taylor, y (ii) a la aproximación del volumen de control
(i) Expansión de Series de Taylor: La idea de la representación de diferencia
finita de una derivada puede ser introducida por el empleo de su definición, una base
formal para el desarrollo de derivadas a la aproximación de diferencias finitas es a
través de la expansión de series de Taylor. Se considera la expansión de una función
( )xf sobre un ponto x , en las direcciones adelanta y atrasada, respectivamente, vea la
Figura 3.
( ) ( ) ( ) ( ) ( ) ...!3!2
32
+′′′+′′+′+=+ xfhxfhxfhxfhxf (2.1)
( ) ( ) ( ) ( ) ( ) ...!3!2
32
+′′′−′′+′−=− xfhxfhxfhxfhxf (2.2)
FIGURA N° 3 Representación esquemática de las
series de Taylor.
Despejando de las ecuaciones (2.1) y (2.2) se obtienen las primeras derivadas de
la aproximación de diferencia finita adelantada y atrasada, respectivamente.
( ) ( ) ( ) )(0 hh
xfhxfxf +−+=′ Adelantada (2.3)

18
( ) ( ) ( ) )(0 hh
hxfxfxf +−−=′ Atrasada (2.4)
Donde la notación )(0 h caracteriza el error de truncamiento asociado a la
aproximación de diferencia finita y que representa la diferencia entre la derivada y la
representación de diferencia finita.
Ahora restando la ecuación (2.2) a la (2.1), se obtiene la aproximación de la
diferencia central, quedando:
( ) ( ) ( ) 2)(02
hh
hxfhxfxf +−−+=′ Centrada (2.5)
Como se ve la aproximación de diferencia es de segundo orden 2)(0 h en h, por
lo que la aproximación central resulta más exacta que las diferencias adelantada y
atrasada.
Ahora si se introduce la siguiente notación:
ihx = , ( )hihx 1+=+ , ( )hihx 1−=−
( ) ifxf = , ( ) 1+=+ ifhxf , ( ) 1−=− ifhxf
Las segundas derivadas se obtienen de la misma forma que las primeras con
excepción de la aproximación central que se determina sumando las ecuaciones (2.1) y
(2.2).
En resumen, se presenta a continuación el Cuadro 3 con las primaras derivadas y
segundas ya sea en su forma adelantada, atrasada y central, para problemas transientes,
útiles en el reemplazo de las ecuaciones diferenciales parciales que gobiernan el proceso
de conducción de calor por diferencias finitas que para este trabajo son en su forma
central.

19
(ii) Aproximación de Volumen de Control: Anteriormente se menciono que a
partir de una ecuación diferencial parcial apropiada para un problema gobernado por
leyes físicas, se pueden utilizar las series de Taylor como un procedimiento puramente
matico para desarrollar la aproximación de diferencia finita.
En la alternativa de la aproximación de volumen de control, la ecuación de
diferencia finita se desarrolla por la restricción de la ecuación diferencial parcial a un
volumen de control y conservar la cantidad física tal como masa, momentum o energía
sobre el volumen de control. El concepto básico es análogo al escribir un balance
térmico sobre un pequeño volumen alrededor de un punto de una malla (ÖZISIK, 1994).
Ahora bien se disponen varios esquemas de representar las derivadas como son el
método explicito, implícito, Crank-Nicolson, Combinado, siendo el utilizado en este
trabajo el esquema explicito. Sin embargo a continuación se explicaran las ideas básicas
de algunos para un mejor entendimiento, para ello se considera un problema
unidireccional de conducción de calor transiente.
CUADRO N° 3
Primeras y segundas derivadas en aproximaciones de diferencia finita.
Aproximación Primeras Derivadas
Atrasada h
fff iii
1−−=′
Adelantada h
fff iii
−=′ +1
Central h
fff iii 2
11 −+ −=′
Aproximación Segundas Derivadas
Atrasada 212'' 2
hfff
f iiii
+−= −−
Adelantada 221'' 2
hfff
f iiii
−+ +−=
Central 211'' 2
hfff
f iiiii
+− +−=
20
Sea:
( ) ( )2
2 ,,x
txTt
txT∂
∂=∂
∂ α Lx ≤≤0 , t<0 (2.6)
Para una región Lx ≤≤0 dividida en M partes iguales de una malla:
MLx =∆
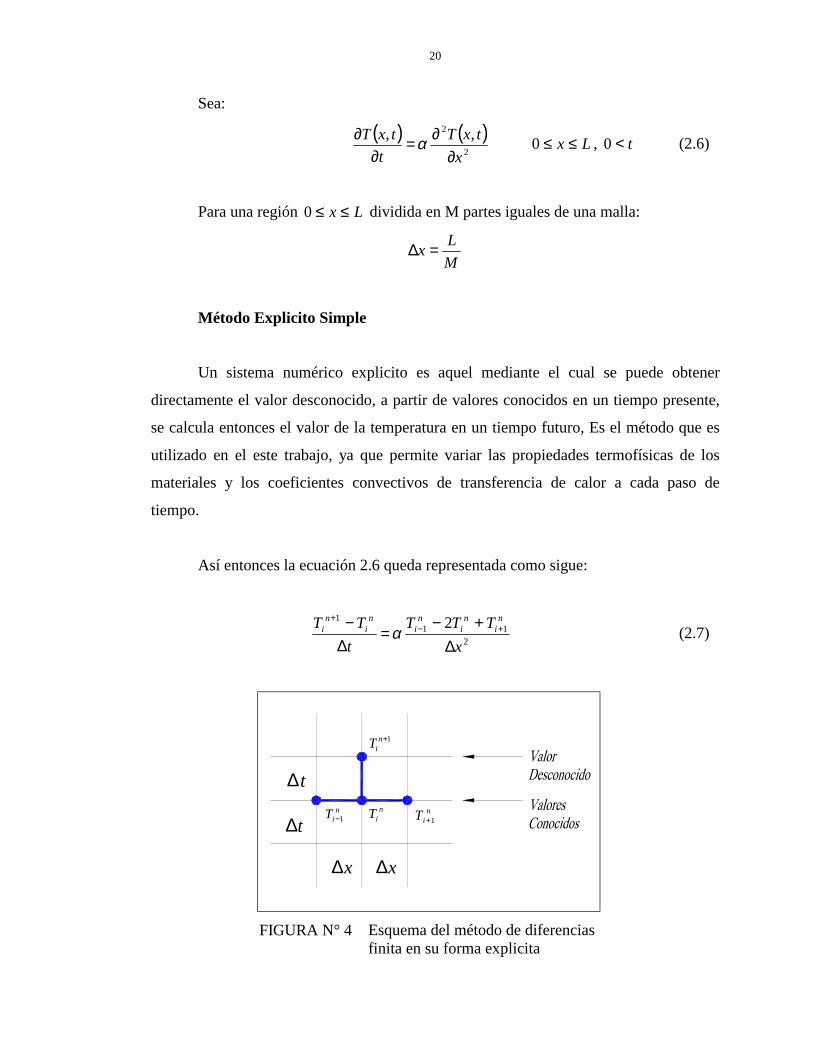
Método Explicito Simple
Un sistema numérico explicito es aquel mediante el cual se puede obtener
directamente el valor desconocido, a partir de valores conocidos en un tiempo presente,
se calcula entonces el valor de la temperatura en un tiempo futuro, Es el método que es
utilizado en el este trabajo, ya que permite variar las propiedades termofísicas de los
materiales y los coeficientes convectivos de transferencia de calor a cada paso de
tiempo.
Así entonces la ecuación 2.6 queda representada como sigue:
211
1 2x
TTTt
TT ni
ni
ni
ni
ni
∆+−
=∆− +−
+
α (2.7)
niT
1+niT
niT 1+
niT 1−
t∆
t∆
x∆ x∆
FIGURA N° 4 Esquema del método de diferencias
finita en su forma explicita
21
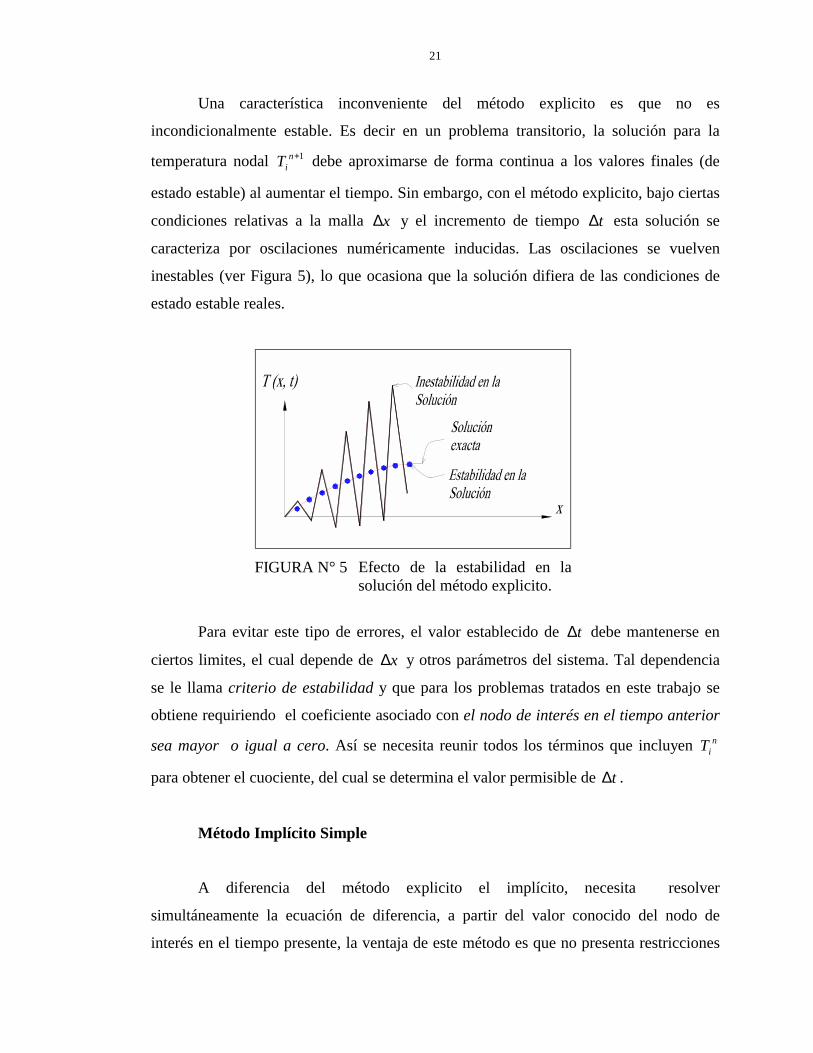
Una característica inconveniente del método explicito es que no es
incondicionalmente estable. Es decir en un problema transitorio, la solución para la
temperatura nodal 1+niT debe aproximarse de forma continua a los valores finales (de
estado estable) al aumentar el tiempo. Sin embargo, con el método explicito, bajo ciertas
condiciones relativas a la malla x∆ y el incremento de tiempo t∆ esta solución se
caracteriza por oscilaciones numéricamente inducidas. Las oscilaciones se vuelven
inestables (ver Figura 5), lo que ocasiona que la solución difiera de las condiciones de
estado estable reales.
FIGURA N° 5 Efecto de la estabilidad en la
solución del método explicito.
Para evitar este tipo de errores, el valor establecido de t∆ debe mantenerse en
ciertos limites, el cual depende de x∆ y otros parámetros del sistema. Tal dependencia
se le llama criterio de estabilidad y que para los problemas tratados en este trabajo se
obtiene requiriendo el coeficiente asociado con el nodo de interés en el tiempo anterior
sea mayor o igual a cero. Así se necesita reunir todos los términos que incluyen niT
para obtener el cuociente, del cual se determina el valor permisible de t∆ .
Método Implícito Simple
A diferencia del método explicito el implícito, necesita resolver
simultáneamente la ecuación de diferencia, a partir del valor conocido del nodo de
interés en el tiempo presente, la ventaja de este método es que no presenta restricciones
22
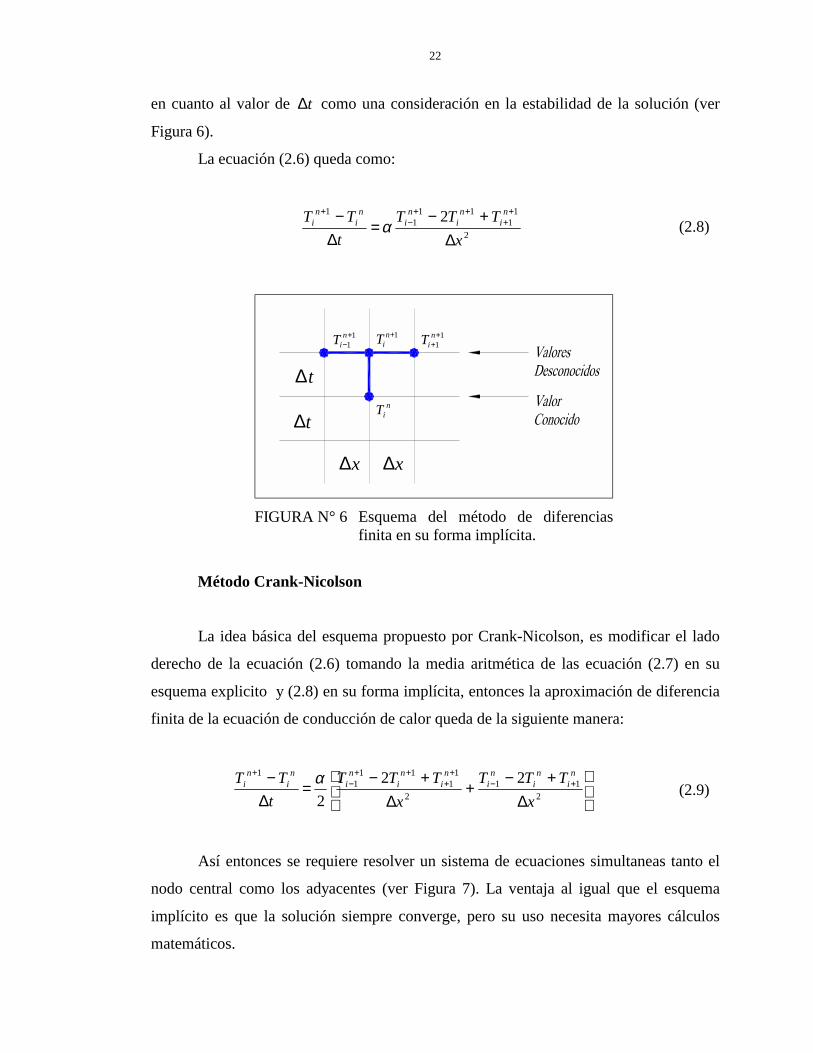
en cuanto al valor de t∆ como una consideración en la estabilidad de la solución (ver
Figura 6).
La ecuación (2.6) queda como:
2
11
111
1 2x
TTTt
TT ni
ni
ni
ni
ni
∆+−
=∆− +
+++
−+
α (2.8)
niT
1+niT 1
1+
+n
iT11+
−n
iT
t∆
t∆
x∆ x∆
FIGURA N° 6 Esquema del método de diferencias finita en su forma implícita.
Método Crank-Nicolson
La idea básica del esquema propuesto por Crank-Nicolson, es modificar el lado
derecho de la ecuación (2.6) tomando la media aritmética de las ecuación (2.7) en su
esquema explicito y (2.8) en su forma implícita, entonces la aproximación de diferencia
finita de la ecuación de conducción de calor queda de la siguiente manera:
∆
+−+
∆+−
=∆− +−
++
++−
+
211
2
11
111
1 222 x
TTTx
TTTt
TT ni
ni
ni
ni
ni
ni
ni
ni α (2.9)
Así entonces se requiere resolver un sistema de ecuaciones simultaneas tanto el
nodo central como los adyacentes (ver Figura 7). La ventaja al igual que el esquema
implícito es que la solución siempre converge, pero su uso necesita mayores cálculos
matemáticos.

23
niT
1+niT 1
1+
+n
iT11+
−n
iT
t∆
t∆
x∆ x∆
niT 1+
niT 1−
FIGURA N° 7 Esquema del método de diferencias
finita en su forma Crank - Nicolson.
2.5 Propiedades Termofísicas de las Maderas, Alimentos y Metales
Resulta imprescindible conocer con precisión las propiedades tales como la
densidad, conductividad térmica y calor especifico cuando se quiere realizar un análisis
térmico, sobre todo si los productos están frente a un proceso de transferencia de calor
transiente, donde la temperatura cambia con el tiempo y por consiguiente las
propiedades mencionadas también. A continuación se revisaran tales parámetros en
cada una de las áreas industriales que contempla este trabajo.
2.5.1 Propiedades Térmicas de la Madera
Los datos de la conductividad térmica y el calor específico dependen de varios
factores. La conductividad térmica de la madera esta afectada por un numero básico de
factores: densidad, contenido de humedad, dirección del grano (radial, tangencial,
longitudinal), estructuras irregulares y temperatura (SIMPSON, 1993; STEINHAGEN,
1977).
La conductividad térmica en la dirección radial es casi igual a la tangencial, en
tanto que la conductividad en la dirección longitudinal se reporta que es entre 1,5 a 3
veces mayor que la conductividad radial, el valor de esta ultima se puede obtener a

24
través de los datos compilados por (STEINHAGEN, 1977) y que se muestran en las
siguientes figuras.
Por otro lado, el calor especifico de la madera depende de la temperatura y el
contenido de humedad, pero es, prácticamente independiente de la densidad o tipo de
especie (Pino, Robles, Tepa,...). Al igual que la conductividad térmica STEINHAGEN
(1977) presenta valores compilados en las figuras 8, 9 y 10.
FIGURA N° 8 Conductividad térmica en la
dirección radial, versus temperatura con el contenido de humedad.
FIGURA N° 9 Factor de corrección
Ak, versus gravedad especifica. línea1 valido para un contenido de humedad < 40%, línea 2 para > 40%.
25
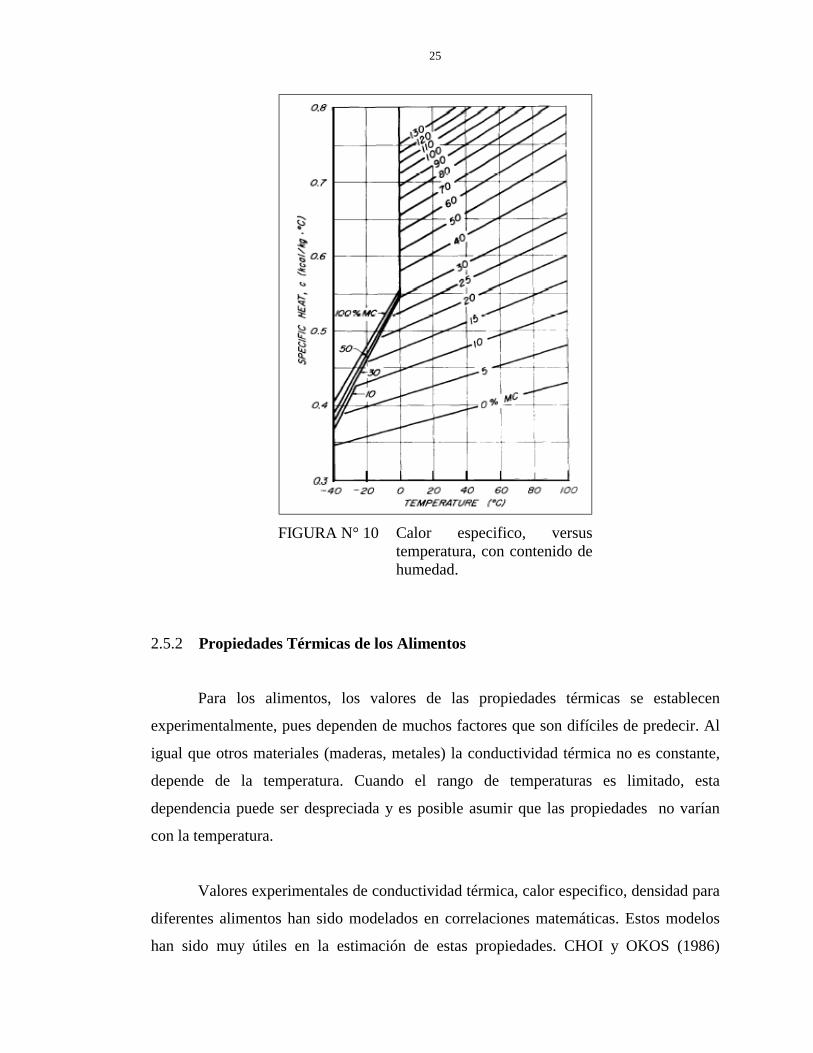
FIGURA N° 10 Calor especifico, versus
temperatura, con contenido de humedad.
2.5.2 Propiedades Térmicas de los Alimentos
Para los alimentos, los valores de las propiedades térmicas se establecen
experimentalmente, pues dependen de muchos factores que son difíciles de predecir. Al
igual que otros materiales (maderas, metales) la conductividad térmica no es constante,
depende de la temperatura. Cuando el rango de temperaturas es limitado, esta
dependencia puede ser despreciada y es posible asumir que las propiedades no varían
con la temperatura.
Valores experimentales de conductividad térmica, calor especifico, densidad para
diferentes alimentos han sido modelados en correlaciones matemáticas. Estos modelos
han sido muy útiles en la estimación de estas propiedades. CHOI y OKOS (1986)

26
desarrollaron y presentaron modelos matemáticos para predecir dichas propiedades y
son las que se muestran en los Cuadros 4 y 5.
El valor de éstas puede ser hallado como una función de los mayores
constituyentes básicos (proteína, grasa, carbohidrato, fibra, minerales y agua)
encontrados en el alimento y de la temperatura.
La conductividad y difusividad térmica dependen de la estructura espacial del
material. Consecuentemente el modelo utiliza una fracción de volumen iφ que estima el
valor de la propiedad para la composición del material y que equivale a:
∑=
i
i
i
i
i w
w
ρ
ρφ (2.6)
Donde:
iw : Fracción de masa para cada constituyente.
iρ : Densidad intrínseca para cada constituyente.
CUADRO N° 4 Modelo matemático para la predicción de las propiedades termofísicas de alimentos de alto contenido de humedad, según CHOI y OKOS (1986).
Propiedad Modelo
ρ ( )∑ iiw ρ1
pC ( )∑ ipi wC
Normal al Flujo de Calor Paralelo al Flujo de Calor
k ( )∑ iik φ ∑
i
i
kφ
1
α ( )∑ ii wα

27
2.5.3 Propiedades Térmicas de los Metales
La selección de datos confiables de las propiedades es una parte integral de
cualquier análisis cuidadoso de ingeniería, ha de evitarse el uso ocasional de valores de
publicaciones o manuales que no hayan sido bien caracterizados o evaluados
CUADRO N° 5 Propiedades térmicas según la mayor componente de los alimentos como función de la temperatura.
Propiedad Componente Ecuación
Carbohidratos 263 103312.4103874.120141.0 TTk −− ⋅−⋅+= Minerales 263 109069.2104011.132962.0 TTk −− ⋅−⋅+=
Fibra 263 101683.3102497.118331.0 TTk −− ⋅−⋅+= Grasa 274 107749.1107604.218071.0 TTk −− ⋅−⋅+=
Proteína 263 107178.2101958.117881.0 TTk −− ⋅−⋅+=
( )KmWk °/
Agua 263 107036.6107625.157109.0 TTk −− ⋅−⋅+= Carbohidratos 263 109399.5109625.15488.1 TTC p
−− ⋅−⋅+=
Minerales 263 106817.3108896.10926.1 TTC p−− ⋅−⋅+=
Fibra 263 106509.4108306.18459.1 TTC p−− ⋅−⋅+=
Grasa 263 108008.4104733.19842.1 TTC p−− ⋅−⋅+=
Proteína 263 103129.1102089.10082.2 TTC p−− ⋅−⋅+=
( )CkgkJC p °/
Agua 265 104731.5100864.91762.4 TTC p−− ⋅−⋅−=
Carbohidratos T⋅−⋅= 31046.0105991.1 3ρ
Minerales T⋅−⋅= 28063.0104238.2 3ρ
Fibra T⋅−⋅= 36589.0103115.1 3ρ
Grasa T⋅−⋅= 41757.0102559.9 2ρ
Proteína T⋅−⋅= 51840.0103299.1 3ρ
( )3/ mkgρ
Agua 233 107574.3101439.318.997 TT −− ⋅−⋅+=ρ Carbohidratos 2642 103218.2103052.5100842.8 TT −−− ⋅−⋅+⋅=α
Minerales 2641 102244.1107321.3102461.1 TT −−− ⋅−⋅+⋅=α Fibra 2642 102202.2101902.5103976.7 TT −−− ⋅−⋅+⋅=α Grasa 2842 108286.3102569.1108777.9 TT −−− ⋅−⋅+⋅=α
Proteína 2642 104646.1107578.4108714.6 TT −−− ⋅−⋅+⋅=α
( ) 62 10/ ×smα
Agua 264 104022.2102477.61317.0 TT −− ⋅−⋅+=α

28
(INCOPRENA y DEWITT, 1999). Al igual que los otros materiales ya revisados las
propiedades térmicas de los metales dependen de la composición misma del sólido y por
supuesto de la temperatura , tales valores pueden ser obtenidos de diferentes autores, por
ejemplo la dependencia de la temperatura de las propiedades térmicas (conductividad
térmica, calor especifico) del acero SAE 1045, de densidad igual a 7844 3/ mKg , según
SÁNCHEZ (1994) equivalen a:
519412
342542
107603.1109212.110354.5101334.8107464.2101572.5)(
TTTTTTk
××+××+××+××−××+×=
−−
−−−
( )KmW °/
(2.1)
51148
35242
10582.4101869.6100021.2100682.71676.1109552.3)(
TTTTTTCp
××+××+××−××−×+×=
−−
−−
( )KKgJ °/
(2.2)
Para otros metales INCROPENA y DEWITT (1999) presentan diferentes valores
en tablas, de propiedades en función de la temperatura, por otro lado la pagina web
www.matweb.com provee más de 27500 datos de propiedades de diversos materiales.
29
Capítulo 3 – DESARROLLO DE LOS MODELOS MATEMÁTICOS
3.1 Introducción
Como el modelamiento de los procesos térmicos de calentamiento y/o
enfriamiento es un problema complejo, que depende de factores de forma, tamaño,
propiedades del material y características del medio, se necesita desarrollar un modelo
matemático que permita describir los factores antes señalados, es decir, idealizar lo más
posible la situación real del proceso.
Así entonces, se establecerán primeramente las hipótesis o suposiciones en
relación al modelo geométrico del producto, su comportamiento y propiedades térmicas,
además de las características del medio al cual se exponen los productos. Todo con el fin
de plantear posteriormente las ecuaciones de transferencia de calor, a cada geometría en
particular.
La solución al problema del modelado matemático será resuelto a través del
método numérico de diferencias finitas en su forma explícita.
3.2 Suposiciones del Modelo
Antes de formular y desarrollar los modelos matemáticos de conducción de calor
se establecerán las suposiciones del modelo y que involucran el factor geometría del
producto, propiedades térmicas, comportamiento del material y medio circundante, todo
con el objetivo de acotar el problema complejo de simular un producto en un proceso de
calentamiento y/o enfriamiento.
3.2.1 Suposiciones Geométricas
Se consideran cuatro geometrías que comprenden, formas de procesamiento
común, existentes en diversos procesos térmicos encontrados en la industria alimenticia,

30
maderera, metalmecánica y que son las siguientes: placas, esferas, cilindros, y
paralelogramos.
La conducción de calor para cada una de ellas se supondrá de la siguiente forma:
3.2.1.1 Placas
Se considera una placa extensa, de espesor a , inicialmente a una temperatura
igual y uniforme en toda su distribución espacial, expuesta a un flujo de calor cuya
mayor incidencia está en la dirección normal a la placa, ya que la rapidez con que
alcanza la temperatura de tratamiento en el centro de ella es mucho mayor que en las
otras direcciones, o sea ( )tzT , (ver Figura 11):
FIGURA N° 11 Modelo geométrico para
una placa extensa.
3.2.1.2 Esferas:
Se tiene una esfera expuesta a flujos de calor en la dirección radial,
produciéndose en ella líneas de igual temperaturas llamadas isotermas, por lo que se
considera el flujo de calor en una dirección, es decir ( )trT , , (ver Figura 12):
31
FIGURA N° 12 Modelo geométrico para
una esfera.
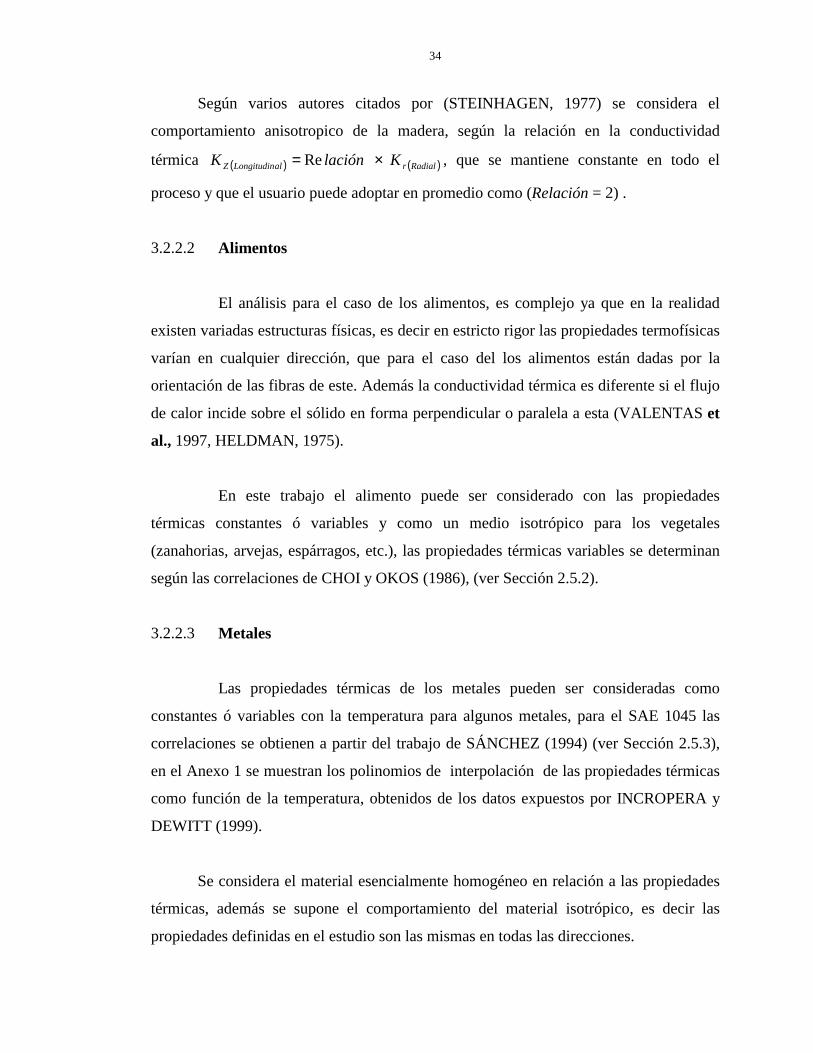
3.2.1.3 Cilindros
Es posible realizar la simulación en dos tipos de cilindros que se diferencian
según la relación existente entre el largo y el radio, es decir se supondrán cilindros
infinitos y finitos. La conducción de calor para los cilindros infinitos se considera
solamente en la dirección radial, ( )trT , , en tanto que en el caso de los cilindros finitos
se considera radial y axial, ( )tzrT ,, (vea la Figura 13), además se supone que
inicialmente el cuerpo está a una temperatura igual y uniforme en todos los puntos.
Z
L
r
R
Qr
QzL
R
r
Qr
a) Cilindro Infinito b) Cilindro Finito FIGURA N° 13 Modelo geométrico para un cilindro infinito y finito.

32
3.2.1.4 Paralelogramos:
Se simulará paralelogramos de longitud infinita ( 25 medioDL ≥ ) que implica la
conducción de calor en las direcciones x e y, ( )tyxT ,, como se ilustra en la Figura 14,
además la temperatura inicial es igual y uniforme en todos los puntos.
L
FIGURA N° 14 Modelo geométrico para un
paralelogramo.
3.2.2 Suposiciones de las Propiedades Térmicas y del comportamiento del
material
A continuación se realizaran las suposiciones que permitan describir las
propiedades térmicas y el comportamiento de los materiales madereros, alimenticios y
metálicos, frente a los procesos de calentamiento y/o enfriamiento de manera de poder
simular cada uno de ellos en forma, lo más real posible.
3.2.2.1 Maderas
Se considera el material totalmente homogéneo, o sea no existen
discontinuidades dentro de la madera, la humedad es constante en todo el material a

33
estudiar y tiene un mismo valor durante el proceso, además la conductividad térmica y el
calor especifico pueden ser considerados constantes o variables por el usuario. El valor
de estas propiedades en función del contenido de humedad, temperatura y densidad
básica, se obtienen a partir de las siguientes ecuaciones, basadas en los datos compilados
por (STEINHAGEN, 1977).
!"Conductividad Térmica:
( )[ ] AkTmkkkr ×−×+= 2730 ( )KmW °/ (3.1)
1478.010866.210376.810042.3 326380 +××+××−××= −−− HHHk (3.2)
4
528311
10555.210184.110949.110757.6
−
−−−
×+××+××+××−= HHHmk (3.3)
( )[ ]3.07662.162.0 −×+= GSAk (3.4)
!"Calor Especifico:
( )[ ]2730 −×+= TmCpCpCp ( )KKgJ °/ (3.5)
158055.292352.010849.7 2340 +×+×−××= − HHHCp (3.6)
63.20666.01016.3 24 +×+××−= − HHmCp (3.7)
Donde:
H : Contenido de humedad de la madera (%)
mk : Pendiente ecuación (3.3) dependiente de la temperatura ( )KmW °/
Ak : Factor de corrección en términos de GS
34
Según varios autores citados por (STEINHAGEN, 1977) se considera el
comportamiento anisotropico de la madera, según la relación en la conductividad
térmica ( ) ( )RadialralLongitudinZ KlaciónK Re ×= , que se mantiene constante en todo el
proceso y que el usuario puede adoptar en promedio como (Relación = 2) .
3.2.2.2 Alimentos
El análisis para el caso de los alimentos, es complejo ya que en la realidad
existen variadas estructuras físicas, es decir en estricto rigor las propiedades termofísicas
varían en cualquier dirección, que para el caso del los alimentos están dadas por la
orientación de las fibras de este. Además la conductividad térmica es diferente si el flujo
de calor incide sobre el sólido en forma perpendicular o paralela a esta (VALENTAS et
al., 1997, HELDMAN, 1975).
En este trabajo el alimento puede ser considerado con las propiedades
térmicas constantes ó variables y como un medio isotrópico para los vegetales
(zanahorias, arvejas, espárragos, etc.), las propiedades térmicas variables se determinan
según las correlaciones de CHOI y OKOS (1986), (ver Sección 2.5.2).
3.2.2.3 Metales
Las propiedades térmicas de los metales pueden ser consideradas como
constantes ó variables con la temperatura para algunos metales, para el SAE 1045 las
correlaciones se obtienen a partir del trabajo de SÁNCHEZ (1994) (ver Sección 2.5.3),
en el Anexo 1 se muestran los polinomios de interpolación de las propiedades térmicas
como función de la temperatura, obtenidos de los datos expuestos por INCROPERA y
DEWITT (1999).
Se considera el material esencialmente homogéneo en relación a las propiedades
térmicas, además se supone el comportamiento del material isotrópico, es decir las
propiedades definidas en el estudio son las mismas en todas las direcciones.
35
3.2.3 Suposiciones del Medio de Calentamiento y/o Enfriamiento
Como los productos van a ser sometidos a un sistema térmico, en unidades de
calentamiento y/o enfriamiento, se definirán las características del medio circundante
con el fin de evaluar la transferencia de calor por convección en la interfase sólido –
fluido. Para tales efectos, se realizan ciertas suposiciones que trataran de tomar un
amplio espectro de condiciones de operación posibles durante los procesos.
- La condición en la frontera del sólido será del tipo tercera clase ) ,( ∞Th .
- Se supondrá como medio de enfriamiento líquidos o gases.
- Se desprecia el mecanismo de transferencia de calor por radiación en el interior del
sólido. Es decir se supondrá un sólido no transparente.
- El modo de transferencia de calor por convección la definirá el usuario, como
resultado de un gradiente de densidad (convección natural) o un gradiente de presión
(convección forzada).
- El efecto de convección es uniforme en todo el contorno del sólido en cualquier
instante de tiempo.
- El valor del coeficiente de convección puede ser definido por el usuario como
variable o constante en el tiempo.
3.3 Modelo Matemático de Conducción de Calor
A Continuación y para cada geometría y considerando las suposiciones
realizadas, se desarrollarán los modelos matemáticos basados en la ecuación de difusión
térmica, sin generación interna de calor, en coordenadas cartesianas y cilíndricas para el
caso que corresponda.
3.3.1 Modelo Matemático para una Placa Extensa
Se realiza una modelación matemática formulada por la ecuación de conducción
de calor de Fourier con propiedades térmicas variables, ver ecuación (3.1),

36
presentándola posteriormente en coordenadas cartesianas, como se muestra en la Figura
11 de la Sección 3.2.1.1.
[ ]T)T(ktTC p ∇∇=
∂∂ρ (3.1)
La ecuación (3.1) en coordenadas cartesianas 1D ( )t,zT , se escribe como:
∂∂
∂∂=
∂∂
ZT)T(k
ztTC pρ (3.2)
La ecuación diferencial de conducción de calor (3.2), que tiene la conductividad
térmica dependiente de la temperatura, es una ecuación no lineal cuya solución es
compleja, por lo que puede ser resuelta, utilizando el método de aproximación sucesiva,
que consiste en transformar la ecuación no lineal (3.2) en una ecuación lineal integral,
asumiendo la conductividad térmica constante del material, para un periodo de tiempo
anterior, es decir se determinará la temperatura en la primera aproximación de manera
de usarla para el cáculo de la conductividad térmica en la segunda aproximación.
Por lo tanto la ecuación (3.2) queda de la siguiente manera:
2
2
)(ZTTk
tTC p ∂
∂=∂∂ρ (3.3)
Discretizando la ecuación (3.3) en un dominio Ω como se muestra en la Figura
15. Se tiene una placa de espesor = a y se considera por simetría la mitad de la placa en
la discretización.

37
FIGURA N° 15 Discretización modelo placa
extensa
El dominio )t,z( se divide en intervalos t,z ∆∆ tal que:
( )tnt
ziz∆=
∆−= 1 ...3,2,1,0n
1P,...3,2i=
−=
La distribución de temperaturas para cualquier nodo i del dominio Ω y en
cualquier instante 1n + , se obtiene reemplazando la ecuación diferencial (3.3) que
gobierna el proceso, por una ecuación recursiva, utilizando el método de diferencias
finitas en su forma explicita, teniendo los gradientes de temperaturas presentados en la
Sección 2.4, se escribe como.
( )
∆
+−=
∆− +−
+
211
1 2z
TTTTk
tTT
Cn
in
in
in
in
ipρ (3.4)
)2/z(0 1 ,...3,2 aPi <<−=∀
Si lz =∆ , y luego despejando 1niT + :
( )n1i
n1i
ni
1ni TT
M1
M21TT +−
+ ++
−= (3.5)
)2/z(0 1 ,...3,2 aPi <<−=∀

38
Donde:
tlMz
2
∆=
α, con
pz C
)T(kρ
α =
3.3.2 Modelo Matemático para una Esfera y un Cilindro Infinito
A continuación se desarrollará la modelación matemática conjuntamente para
una esfera y un cilindro infinito, que permita describir la distribución de temperaturas en
el interior del sólido. Según la Figura 12 de la Sección 3.2.1.2 y Figura 13 a) de la
Sección 3.2.1.3, la ecuación (3.1) se puede escribir en coordenadas cilíndricas y
esféricas, ( )t,rT :
∂∂+
∂∂
∂∂=
∂∂
rTTk
rb
rTTk
rtTC p )()(ρ (3.6)
Donde:
1 → Cilindro b =
2 → Esfera
La solución de la ecuación (3.6) se efectúa ídem a la ecuación (3.2) del modelo
de conducción de calor de una placa extensa. Es decir la ecuación (3.6) queda de la
siguiente manera:
∂∂+
∂∂=
∂∂
rT
rb
rTTk
tTC p 2
2
)(ρ (3.7)
Discretizando la ecuación (3.7) en el dominio Ω , para una esfera y un cilindro
infinito de radio R, como se muestra en la Figura 16.

39
∆r
Ω R
i+1ii-1
PP-1
1
FIGURA N° 16 Discretización modelo
esfera y cilindro infinito
El dominio )t,r( se divide en intervalos tr ∆∆ , tal que:
( )tnt
zir∆=
∆−= 1 ...3,2,1,0n
1P,...3,2i=
−=
La distribución de temperaturas para cualquier nodo i del Ω y en cualquier
instante 1n + , se obtiene reemplazando la ecuación diferencial (3.6) que gobierna el
proceso; por un sistema de ecuaciones algebraicas, utilizando el método de diferencias
finitas en su forma explicita, teniendo los gradientes de temperaturas presentados en la
Sección 2.4, se escribe como:
( )
∆−
∆−+
∆+−
=
∆− −++−
+
rTT
rib
rTTT
Tkt
TTC
ni
ni
ni
ni
ni
ni
ni
p 212
)( 112
111
ρ (3.8)
)r(0 1 ,...3,2 RPi <<−=∀
Si lr =∆ , y luego despejando 1niT + :
( )
+
−+−+
−= +−+−
+ ni
ni
ni
ni
ni
ni TT
ibTT
MMTT 1111
1
)1(2121 (3.9)
)r(0 1 ,...3,2 RPi <<−=∀

40
Donde:
tlMr ∆
=α
2
, con ( )p
r CTk
ρα =
3.3.3 Modelo matemático para un Paralelogramo Infinito
Se utiliza una modelación matemática formulada por la ecuación de conducción
de calor de Fourier con propiedades térmicas variables, según la Figura 14 de la Sección
3.2.1.4 la ecuación (3.1) en coordenadas cartesianas ( )t,y,xT , se escribe como:
( ) ( )
∂∂
∂∂+
∂∂
∂∂=
∂∂
yTTk
yxTTk
xtTC yxpρ (3.10)
La solución de la ecuación (3.10) se efectúa ídem a la ecuación (3.2) del modelo
de conducción de calor de una placa extensa. Es decir la ecuación (3.10) queda de la
siguiente manera:
( ) ( ) 2
2
2
2
yTTk
xTTk
tTC yxp ∂
∂+∂∂=
∂∂ρ (3.11)
Discretizando la ecuación (3.11) del dominio Ω de un paralelogramo infinito
como se muestra en la Figura 17, el dominio espacial y temporal )t,z( se divide en
intervalos t,z ∆∆ tal que:
( )( )
tntzjyzix
∆=−=
∆−=1
1
( )( )
...3,2,1,0nb/2y0 1Q,...3,2ja/2x0 1P,...3,2i
=<<−=<<−=

41
∆ y
∆x
1,1
Q-1
Q
i,j-1
PP-1
i,j+1
i,ji-1,j i+1,j
y
x
Ω
a
b
FIGURA N° 17 Discretización modelo paralelogramo infinito
La distribución de temperaturas para cualquier nodo j,i del Ω y en cualquier
instante 1n + , se obtiene reemplazando la ecuación diferencial (3.11) que gobierna el
proceso; por una ecuación recursiva, utilizando el método de diferencias finitas en su
forma explicita, teniendo los gradientes de temperaturas presentados en la Sección 2.4,
se escribe como:
( ) ( )
∆+−
+
∆+−
=
∆− +−+−
+
21,,1,
2,1,,1
1 22y
TTTTk
xTTT
Tkt
TTCnji
nji
nji
y
nji
nji
nji
x
ni
ni
pρ (3.12)
( )( )b/2y0 1-2,3,...Qj
2/ax0 1P ,...3,2i <<=<<−=∀
Si lyx =∆=∆ , y despejando 1nj,iT + se tiene:
( ) ( )n1j,i
n1j,i
2
n1i
nj,1i
121
nj,i
1nj,i TT
M1TT
M1
M2
M21TT +−+−
+ ++++
−−= (3.13)
( )( )b/2y0 1-2,3,...Qj
2/ax0 1P ,...3,2i <<=<<−=∀

42
Donde:
tlMx
2
1 ∆=
α, con ( )
px C
Tkρ
α =
tlMy
2
2 ∆=
α, con ( )
py C
Tkρ
α =
3.3.4 Modelo matemático para un Cilindro Finito
Se utiliza una modelación matemática basada en la ecuación de conducción de
calor de Fourier con propiedades térmicas variables, según la Figura 13 b) de la Sección
3.2.1.3 la ecuación (3.1) en coordenadas cilíndricas ( )t,z,rT , se escribe de la siguiente
forma:
( ) ( )
∂∂
∂∂+
∂∂
∂∂=
∂∂
rTTk
zrTrTk
rr1
tTC zrpρ (3.14)
La solución de la ecuación (3.14) se efectúa igual a la ecuación (3.2) del modelo
de conducción de calor de una placa extensa. Por lo tanto la ecuación (3.14) queda de la
siguiente manera para ser resuelta por el método de diferencias finitas.
( ) ( ) 2
1zTTk
rTr
rrTk
tTC zrp ∂
∂+
∂∂
∂∂=
∂∂ρ (3.15)
Discretizando la ecuación (3.15) del dominio Ω de un cilindro finito como se
muestra en la Figura 18, el dominio espacial y temporal )t,z,r( se divide en intervalos
t,z,r ∆∆∆ tal que:
( )( )
tntzjz
rir
∆=∆−=∆−=
11
...3,2,1,0n
)2/Lz0( 1Q,...3,2j)Rr0( 1P,...3,2i
=<<−=
<<−=
43
i,j+1
i,j
i,j-1
i+1,j Ω i+1,j
Z
r
∆r
∆ z
Q
Q-1
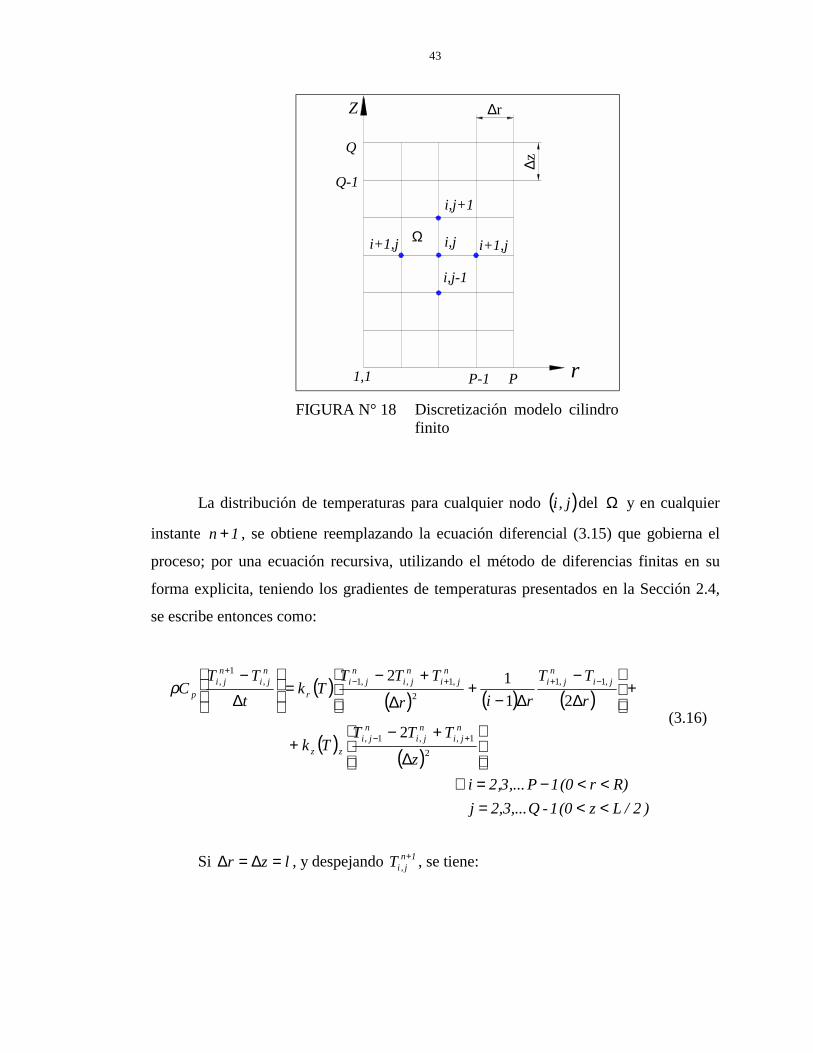
P-1 P1,1 FIGURA N° 18 Discretización modelo cilindro
finito
La distribución de temperaturas para cualquier nodo ( )j,i del Ω y en cualquier
instante 1n + , se obtiene reemplazando la ecuación diferencial (3.15) que gobierna el
proceso; por una ecuación recursiva, utilizando el método de diferencias finitas en su
forma explicita, teniendo los gradientes de temperaturas presentados en la Sección 2.4,
se escribe entonces como:
( )( ) ( ) ( )
( )( )
∆
+−+
+
∆−
∆−+
∆
+−=
∆−
+−
−++−+
21,,1,
,1,12
,1,,1,1
,
2
2112
z
TTTTk
rTT
rir
TTTTk
tTT
C
nji
nji
nji
zz
jin
jin
jinji
nji
r
nji
nji
pρ
(3.16)
)2/Lz(0 1-Q 2,3,...j R)r(0 1P ,...3,2i
<<=<<−=∀
Si lzr =∆=∆ , y despejando 1nj,iT + , se tiene:

44
( )
( )nji
nji
nji
nji
nji
njin
jinji
TTM
TTi
TTMMM
TT
1,1,2
,1,1,1,1
221,
1,
1
121221
+−
+−−++
++
+
++
−−
+
−−=
(3.17)
)2/Lz(0 1-Q 2,3,...j R)r(0 1P ,...3,2i
<<=<<−=∀
Donde:
tlMr ∆
=α
2
1 , con ( )p
rr C
Tkρ
α =
tlMz ∆
=α
2
2 , con ( )
p
zz C
Tkρ
α =
45
3.4 Condiciones: Inicial y de Borde
A continuación se desarrollan las correspondientes ecuaciones algebraicas
basadas en las condiciones limitantes del problema, las cuales consideran
3.4.1 Placa Extensa
• Condición Inicial:
Para calentamiento la condición inicial equivale a:
in
i TT = ∀ 0n i =
Para enfriamiento la condición inicial equivale a: n
in
i TT ≅ ∀ nni =
Para el caso del Temple se considera como condición inicial en todas las
geometrías: n
in
i TT ≅ ∀ 0 =ni
• Condiciones de Borde:
- Nodo i sobre el borde adiabático:
Se considera un nodo i en el borde aislado que coincide con el eje X , en donde
se tiene la condición de borde adiabático, es decir 0zT
0z=
∂∂
=. Como se muestra en la
Figura 19, existe un nodo imaginario 1−i que es espejo del nodo 1+i , lo que implica
una condición de simetría, o sea n1i
n1i TT −+ = . Así aplicando esta condición a la ecuación
(3.5) se tiene la expresión que describe la temperatura en un tiempo 1+n , en el centro
de la placa, y que se escribe de la siguiente manera:

46
n1i
ni
1ni T
M2
M21TT +
+ +
−= (3.18)
1i =∀
FIGURA N° 19 Condición de borde placa extensa nodo
central.
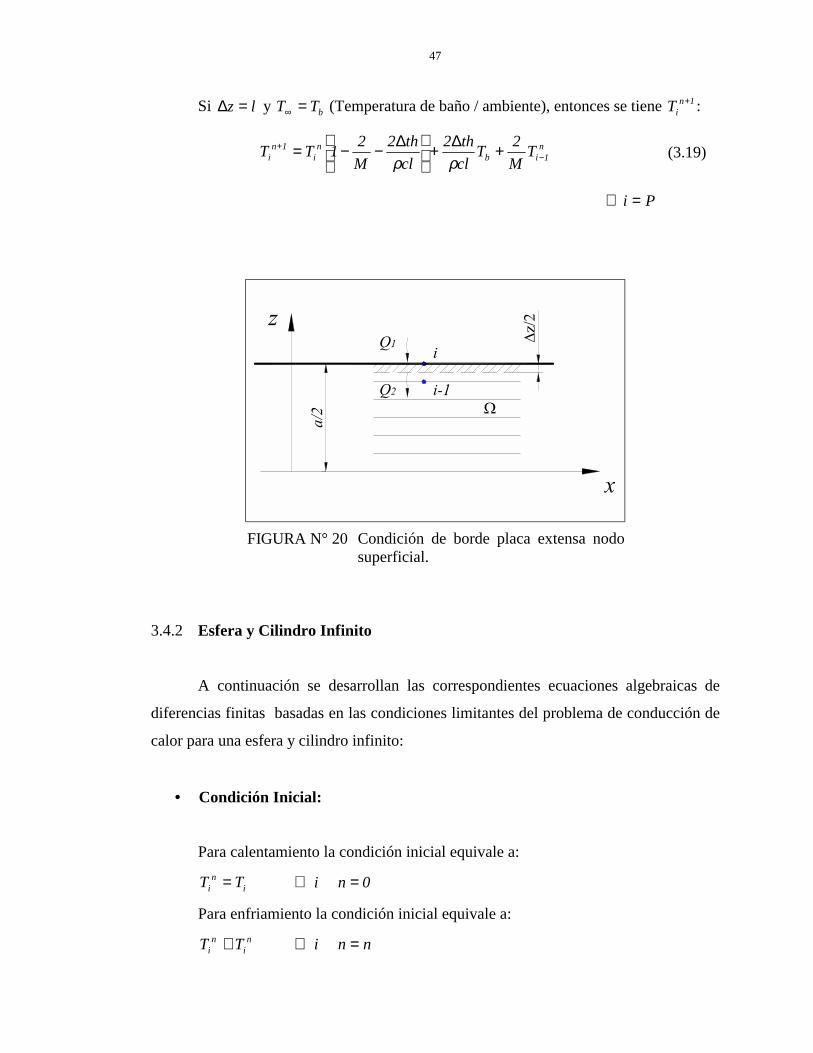
- Nodo i sobre el Borde Superficial
Se considera un nodo i en el borde superficial paralelo al eje X , en donde se
supone la transferencia de calor por convección desde un fluido contiguo con
almacenamiento de energía como se muestra en la Figura 20. Se aplica el método de
balance de energía para derivar la ecuación de diferencia finita. Por el principio de
conservación de la energía, se tiene:
saliente Energíaentrante Energíaenergía de Incremento −=
21 QQQ −=∆
zTATKTThA
tTcV zi ∂
∂−−=∂∂
∞ )()(ρ
∆−
−−=∂∂∆ −
zTT
TKTThtTzc
ni
ni
zib1)()(
2ρ
47
Si lz =∆ y bTT =∞ (Temperatura de baño / ambiente), entonces se tiene 1niT + :
n1ib
ni
1ni T
M2T
clth2
clth2
M21TT −
+ +∆+
∆−−=ρρ
(3.19)
Pi =∀
FIGURA N° 20 Condición de borde placa extensa nodo
superficial.
3.4.2 Esfera y Cilindro Infinito
A continuación se desarrollan las correspondientes ecuaciones algebraicas de
diferencias finitas basadas en las condiciones limitantes del problema de conducción de
calor para una esfera y cilindro infinito:
• Condición Inicial:
Para calentamiento la condición inicial equivale a:
in
i TT = ∀ 0n i =
Para enfriamiento la condición inicial equivale a: n
in
i TT ≅ ∀ nni =

48
• Condiciones de Borde:
- Nodo i sobre el centro adiabático de la esfera y el cilindro infinito:
Se considera en 0r = para una esfera y un cilindro infinito la condición de
segunda clase donde ( 0rT
0r=
∂∂
=) de centro adiabático como se muestra en la Figura 21.
Al introducir esta restricción a la ecuación (3.7), esta queda indeterminada 00 por lo que
aplicando L’Hopital’s se tiene:
( )2
2
0r rT
rdrd
rT
drd
rT
r1
∂∂=
∂∂
=
∂∂
=
Reemplazando en la ecuación (3.7), se escribe:
( ) 0r, rTb1)T(k
tTC 2
2
p =∂∂+=
∂∂ρ (3.20)
Discretizando la ecuación (3.20) anterior, se tiene:
( )
∆
+−+=
∆− +−
+
2
n1i
ni
n1i
ni
1ni
p rTT2Tb1)T(k
tTTCρ (3.21)
Por condición de simetría n1i
n1i TT −+ = , además si lr =∆ , y luego despejando 1n
iT + ,
tenemos la ecuación que describe la temperatura en un tiempo 1+n para una esfera y un
cilindro infinito:
( ) ( ) n1i
ni
1ni T
Mb12
Mb121TT +
+ ++
+−= (3.22)
1i =∀

49
R
∆r
Ω
i
i+1
PP-1
i-1
FIGURA N° 21 Condición de borde esfera y
cilindro infinito – nodo central.
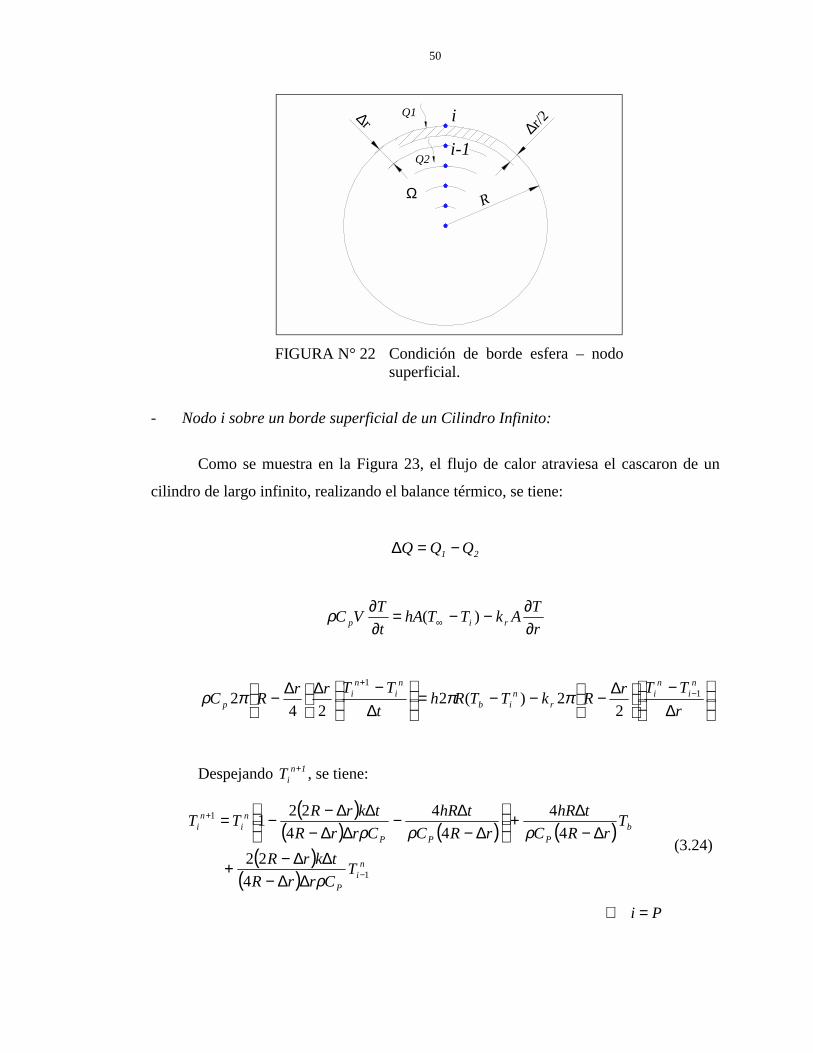
- Nodo i sobre el Borde Superficial de una esfera:
Como se muestra en la Figura 22, el flujo de calor atraviesa el cascaron de la esfera,
por lo que realizando el balance térmico, se tiene:
21 QQQ −=∆
rTAkTThA
tTVC rip ∂
∂−−=∂∂
∞ )(ρ
∆−
∆−−−=
∆−
∆− −
+
rTT
2rR4k)TT(R4h
tTT
2rR
34C
n1i
ni
2
rn
ib2
ni
1ni
3
p πππρ
Despejando 1niT + , se tiene:
( ) ( ) ( )
( )n
i
bpP
ni
ni
TrRr
t
TrRC
thRrRr
trRC
thRTT
1
3
2
3
21
26
224
26
2241
−
+
∆−∆∆+
+∆−
∆+
∆−∆
∆−∆−
∆−=
αρ
αρ (3.23)
Pi =∀
50
R
i
i-1
∆r
Ω
∆r/2
Q2
Q1
FIGURA N° 22 Condición de borde esfera – nodo
superficial.
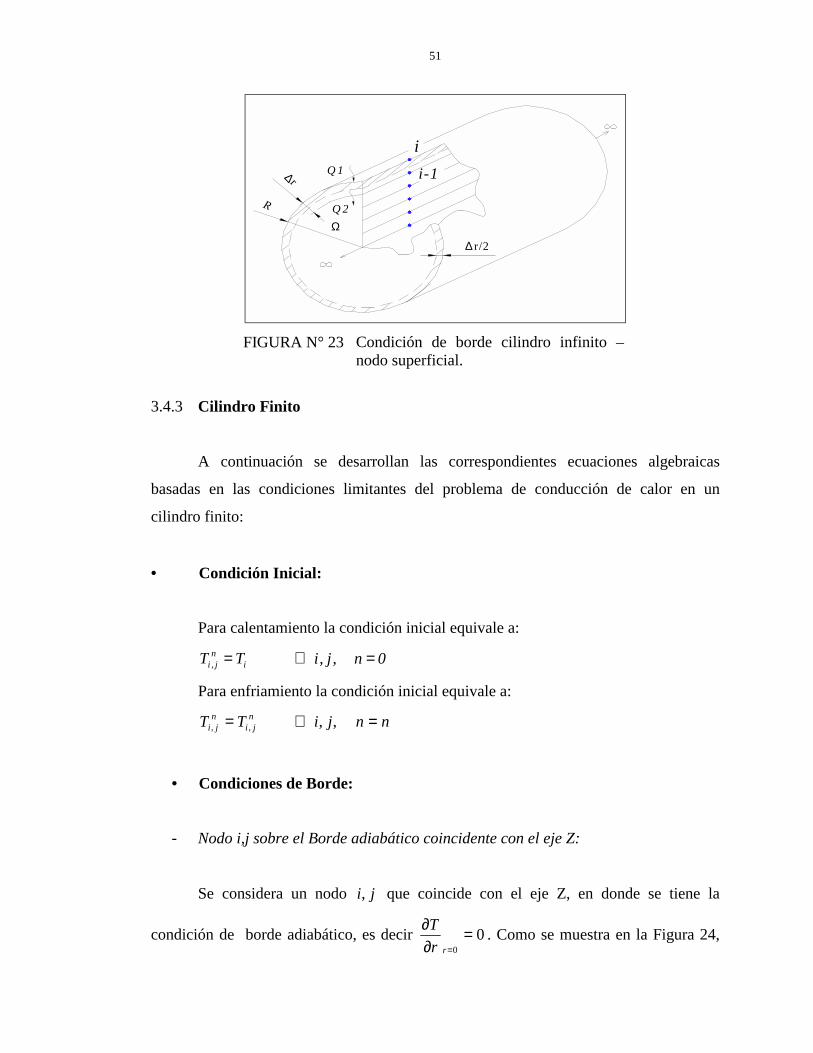
- Nodo i sobre un borde superficial de un Cilindro Infinito:
Como se muestra en la Figura 23, el flujo de calor atraviesa el cascaron de un
cilindro de largo infinito, realizando el balance térmico, se tiene:
21 QQQ −=∆
rTAkTThA
tTVC rip ∂
∂−−=∂∂
∞ )(ρ
∆−
∆−−−=
∆−∆
∆− −
+
rTTrRkTTRh
tTTrrRC
ni
ni
rn
ib
ni
ni
p1
1
22)(2
242 πππρ
Despejando 1niT + , se tiene:
( )( ) ( ) ( )
( )( )
ni
P
bPPP
ni
ni
TCrrRtkrR
TrRC
thRrRC
thRCrrRtkrRTT
1
1
422
44
44
4221
−
+
∆∆−∆∆−+
∆−∆+
∆−
∆−∆∆−
∆∆−−=
ρ
ρρρ (3.24)
Pi =∀
51
ΩQ 2
Q 1∆ r
R
∆ r/2
ii-1
FIGURA N° 23 Condición de borde cilindro infinito –
nodo superficial.
3.4.3 Cilindro Finito
A continuación se desarrollan las correspondientes ecuaciones algebraicas
basadas en las condiciones limitantes del problema de conducción de calor en un
cilindro finito:
• Condición Inicial:
Para calentamiento la condición inicial equivale a:
inj,i TT = ∀ 0n ,j,i =
Para enfriamiento la condición inicial equivale a: nji
nji TT ,, = ∀ nnji = ,,
• Condiciones de Borde:
- Nodo i,j sobre el Borde adiabático coincidente con el eje Z:
Se considera un nodo ji, que coincide con el eje Z, en donde se tiene la
condición de borde adiabático, es decir 00
=∂∂
=rrT . Como se muestra en la Figura 24,

52
existe un nodo imaginario ji ,1− que es espejo del nodo ji ,1+ , lo que implica una
condición de simetría, o sea nji
nji TT ,1,1 −+ = . Así aplicando esta condición a la ecuación
(3.15) se genera una relación indeterminada 00 , por lo que se requiere aplicar
L’Hospital’s. Entonces la ecuación, queda de la siguiente forma:
( ) ( ) 22 zTTk
rTTk
tTC zrp ∂
∂+∂∂=
∂∂ρ (3.25)
Discretizando la ecuación (3.25) se tiene:
( )( )
( )( )
∆
+−+
∆
+−=
∆− +−+−
+
21,,1,
2,1,,1,
1, 22
zTTT
Tkr
TTTTk
tTT
Cnji
nji
nji
z
nji
nji
nji
r
nji
nji
pρ (3.26)
Luego si lzr =∆=∆ y despejando 1,
+njiT :
[ ]n1j,i
n1j,i
2
nj,1i
121
nj,i
1nj,i TT
M1T
M4
M2
M41TT +−+
+ +++
−−= (3.27)
)2/Lz(0 1-2,3,...Q j 1i
<<==∀
Donde: 1M y 2M se definen en la pagina 42.

53
∆z
i,j+1
∆r/2
∆ z i,j
i,j-1
PP-1
i+1,j
QT/ r = 0
Q-1
z ∆r
r1,1 FIGURA N° 24 Condición de borde cilindro finito nodo (i,j)
sobre el borde adiabático eje z.
- Nodo i,j sobre el Borde adiabático coincidente con el eje r:
Se considera un nodo ji, que coincide con el eje r , en donde se tiene la
condición de borde adiabático, es decir 00
=∂∂
=zzT . Como se muestra en la Figura 25,
existe un nodo imaginario 1, −ji que es espejo del nodo 1, +ji , lo que implica una
condición de simetría, o sea nji
nji TT 1,1, −+ = . Así aplicar esta condición a la ecuación (3.17)
se genera la ecuación que describe la temperatura en el borde adiabático radial r, queda
se escribe de la siguiente manera:
( )nji
nji
nji
nji
njin
jinji T
MTT
iTT
MMMTT 1,
2,1,1
,1,1
121,
1,
212
1221 ++−−++ +
++
−−
+
−−= (3.28)
1j R)r(0 1 ,...3,2
=<<−=∀ Pi

54
∆ z/2
∆ z
∆r
Q
T/ z = 0
Q-1
∆r
i,j+1
i-1,j i,j i+1,j P
z
r1,1
FIGURA N° 25 Condición de borde cilindro finito nodo (i,j)
sobre el borde adiabático eje r.
- Nodo i,j en la intersección de los Bordes Adiabáticos:
Se considera un nodo ji, en la intersección de dos bordes adiabáticos como se
ilustra en la Figura 26, donde se considera la existencia de dos nodos imaginarios 1, −ji
y ji ,1− que son espejos de los nodos 1, +ji y ji ,1+ , lo que implica una condición de
simetría, es decir nj,1i
nj,1i
n1j,i
n1j,i TT ; TT −+−+ == y que aplicando estas igualdades a la
ecuación (3.17), se obtiene la ecuación que describe la temperatura en la intersección de
los bordes, la cual se escribe de la siguiente manera:
nji
nji
nji
nji T
MT
MMMTT 1,
2,1
121,
1,
22221 +++ ++
−−= (3.29)
1j 1
==∀ i

55
Q
∆r/2
i,j+1∆ z
/2
Q-1
z
ri,j
T/ z = 0
∆ z
∆r
i+1,j P-1 P
T/ r = 0
FIGURA N° 26 Condición de borde cilindro finito nodo (1,1)
en la intersección de los dos bordes adiabáticos.
- Nodo i,j sobre el Borde superficial
Como se muestra en la Figura 27, el flujo de calor atraviesa el cascaron de un
cilindro finito, realizando el balance térmico, se tiene:
4321 QQQQQ −−−=∆
zTATK
rTATkTThA
tTcV zri ∂
∂−∂∂−−=
∂∂
∞ )()()(ρ
( )
( )
∆−
+∆−∆
∆−−
∆−
∆
∆−−−∆=
∆−∆∆
∆−
−+
−+
zTT
zTT
2r
4rR2TK
rTT
z2rR2Tk)TT(zR2h
tTT
2rz
4rR2c
n1j,i
nj,i
n1j,i
nj,i
z
nj,1i
nj,i
rnj,ib
nj,i
1nj,i
π
πππρ
Si consideramos la malla con lzr =∆=∆ y posteriormente despejando 1nj,iT + se
tiene:

56
( )( ) ( ) ( )
( )( ) ( )n
jinji
nji
bpp
nji
nji
TTM
TlRlR
M
TlRlC
thRlRlC
thRMlR
lRM
TT
1,1,2
,11
21,
1,
1424
48
482
4241
−+−
+
++−−+
+−
∆+
−
∆−−−−−=
ρρ (3.30)
1Q,...3,2j Pi
−==∀
i,jQ2
∆r/2
P-1 P
Q4i,j-1Q1
r
i-1,j
Q-1
Q
z
i,j+1Q3
1,1
∆ z
∆r
∆ z
FIGURA N° 27 Condición de borde cilindro finito nodo
(i,j) sobre el borde convectivo.
- Nodo i,j sobre el Borde lateral
Como se muestra en la Figura 28, el flujo de calor atraviesa la parte lateral de un
cilindro finito, realizando el balance térmico, se tiene:
4321 QQQQQ −−−=∆
zTATK
rTATkTThA
tTcV zri ∂
∂−∂∂−−=
∂∂
∞ )()()(ρ

57
( ) ( )
( ) ( )
( )
∆−
∆∆−−
∆−∆
∆+∆−−
∆−∆
∆−∆−−
−−∆∆−=
∆−
∆∆∆−
−
+−
+
zTT
rr1i2)T(K
rTT
2z
2rr1i2)T(k
rTT
2z
2rr1i2)T(k
)TT(rr1i2htTT
r2zr1i2c
n1j,i
nj,i
z
nj,1i
nj,i
r
nj,1i
nj,i
r
nj,ib
nJ,I
1nj,i
π
ππ
ππρ
Q3Q2
i,j-1
1,1
Q-1 Q4
P-1 P r
i-1,j
z
QQ1 i,j i+1,j
∆z∆ z
/2
∆r
FIGURA N° 28 Condición de borde cilindro finito nodo (i,j)
sobre el borde convectivo.
Si consideramos la malla con lzr =∆=∆ y posteriormente despejando 1nj,iT + se
tiene:
( )( )
( )( )
nji
nji
njib
nji
nji
TM
TiiT
ii
MT
clth
clth
MMTT
1,2
,1,1121
,1
,
22212
2232122221
−
+−+
+
+
−−+
−−+∆+
∆−−−=ρρ (3.31)
Qj 1P ,...3,2i
=−=∀

58
- Nodo i,j en la intersección de los bordes lateral y superficial:
Como se muestra en la Figura 29, el nodo ji, se ve afectado por la transferencia
de calor por convección tanto en la parte lateral como superficial de un cilindro finito.
Realizando el balance térmico, se tiene:
4321 QQQQQ −−+=∆
∆z/2
Q3 Q2
P-1
Q-1 Q4
rP
∆z
i,j-1
∆r/2∆r
Q
zi-1,j Q1 i,j
1,1 FIGURA N° 29 Condición de borde cilindro finito nodo
(P,Q) intersección bordes convectivos.
zTATK
rTATkTThA
tTVC zrip ∂
∂−∂∂−−=
∂∂
∞ )()()(ρ
( ) ( )
( ) ( )
∆−∆
∆−−
∆−∆
∆−−
−−∆+−∆
∆−=
∆−∆∆
∆−
−−
+
zTT
2r
4rR2TK
rTT
2z
2rR2Tk
TT2zR2hTT
2r
4rR2h
tTT
2r
2z
4rR2C
n1j,i
nj,i
z
nj,1i
nj,i
r
nj,ib
nj,ib
nJ,I
1nj,i
p
ππ
πππρ
Si consideramos la malla con lzr =∆=∆ y posteriormente despejando 1nj,iT + se
tiene:

59
( )( ) ( ) ( )
( )( )
n1j,i
2
nj,1i
1
b21
nj,i
1nj,i
TM2T
M4
lR4lR2
TlR4
R41clth2
lR4R41
clth2
M2
M4
lR4lR21TT
−−
+
+−−+
+
−
+∆+
−
+∆−−−−−=
ρρ (3.32)
Qj Pi
==∀
- Nodo i,j en la Intersección de los Bordes Adiabático – Convectivo (P,1):
Como se muestra en la Figura 30, el nodo ji, se ve afectado por la transferencia
de calor por convección solamente en la parte superficial de un cilindro finito,
realizando el balance térmico, se tiene:
321 QQQQ −−=∆
zTATK
rTATkTThA
tTVC zrip ∂
∂−∂∂−−=
∂∂
∞ )()()(ρ
( )
( ) ( )
∆−∆
∆−−
∆−∆
∆−−
−−∆=
∆−∆∆
∆−
+−
+
zTT
2r
4rR2TK
rTT
2z
2rR2Tk
TT2zR2h
tTT
2r
2z
4rR2C
n1j,i
nj,i
z
nj,1i
nj,i
r
nj,ib
nj,i
1nj,i
p
ππ
ππρ
si consideramos la malla con lzr =∆=∆ y posteriormente despejando 1nj,iT + se
tiene:
( )( ) ( ) ( )
( )( )
nji
nji
bpp
nji
nji
TM
TMlR
lR
TlRlC
thRlRlC
thRMMlR
lRTT
1,2
,11
21,
1,
2442
48
4824
421
+−
+
+−−+
+−
∆+
−
∆−−−−−=
ρρ (3.33)
1j Pi
==∀

60
∆r/2
Q3
∆ z/2
Q2
i-1,j
i,j+1
i,j
Q1
r
∆r
Q-1
Q
z
∆ z
1,1
FIGURA N° 30 Condición de borde cilindro finito nodo (P,1)
intersección borde convectivo y borde adiabático.
- Nodo i,j en la Intersección de los Bordes Adiabático – Convectivo (1,Q):
Como se muestra en la Figura 31, el nodo ji, se ve afectado por la transferencia
de calor por convección solamente en la parte lateral de un cilindro finito. Realizando el
balance térmico, se tiene:
321 QQQQ −−=∆
zTATK
rTATkTThA
tTVC zrip ∂
∂−∂∂−−=
∂∂
∞ )()()(ρ
( ) ( )
( )
∆−∆∆−
−
∆−∆∆−−∆∆=
∆−∆∆∆
−
++
zTT
2r
4r2TK
rTT
2z
2r2TkTT
2z
4r2h
tTT
2r
2z
4r2C
n1j,i
nj,i
z
nj,1i
nj,i
rnj,ib
nj,i
1nj,i
p
π
πππρ

61
Si consideramos la malla con lzr =∆=∆ y posteriormente despejando 1nj,iT + se
tiene:
nji
njib
pp
nji
nji T
MT
MT
lCth
lCth
MMTT 1,
2,1
121,
1,
2422241 −++ ++∆+
∆−−−=ρρ
(3.34)
Qi==∀
j 1
∆z/2
Q2 ∆z
1,1 P-1 P r
∆r/2
Q3i,j-1
Q1
i,j
zi-1,j
∆r
FIGURA N° 31 Condición de borde cilindro finito nodo (1,Q)
intersección borde convectivo y borde adiabático.

62
3.4.4 Paralelogramo
A continuación se desarrollaran las correspondientes ecuaciones algebraicas
basadas en las condiciones limitantes del problema:
• Condición Inicial:
Para calentamiento la condición inicial equivale a:
inj,i TT = ∀ 0n ,j,i =
Para enfriamiento la condición inicial equivale a: nji
nji TT ,, = ∀ nnji = ,,
• Condiciones de Borde:
- Nodo i,j sobre Borde Adiabático coincidente con el eje y:
Se considera un nodo ji, que coincide con el eje y, en donde se tiene la
condición de borde adiabático, es decir 0xT
0x=
∂∂
=. Como se muestra en la Figura 32,
existe un nodo imaginario ji ,1− que es espejo del nodo ji ,1+ , lo que implica una
condición de simetría, o sea nji
nji TT ,1,1 −+ = . Así aplicando esta condición a la ecuación
(3.13) se obtiene la ecuación que permite calcular la temperatura en un tiempo 1+n en
el borde adiabático, la que se escribe de la siguiente forma:
( )n1j,i
n1j,i
2
nj,1i
121
ni
1nj,i TT
M1T
M2
M2
M21TT +−+
+ +++
−−= (3.35)
( )b/2y0 1Q,...,3,2j 1i
<<−==∀
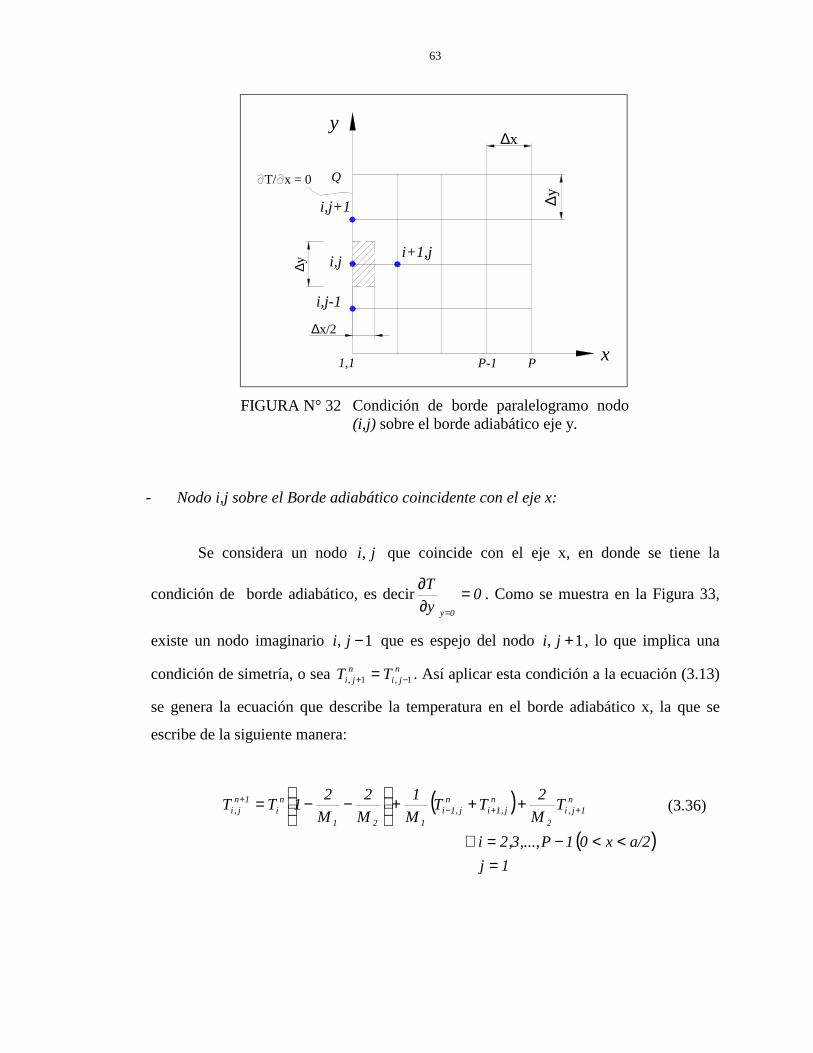
63
xP-1 P
i,j+1
∆x/2
∆yi,j-1
i,j i+1,j
y
Q
∆ y
∆x
1,1
T/ x = 0
FIGURA N° 32 Condición de borde paralelogramo nodo
(i,j) sobre el borde adiabático eje y.
- Nodo i,j sobre el Borde adiabático coincidente con el eje x:
Se considera un nodo ji, que coincide con el eje x, en donde se tiene la
condición de borde adiabático, es decir 0yT
0y
=∂∂
=
. Como se muestra en la Figura 33,
existe un nodo imaginario 1, −ji que es espejo del nodo 1, +ji , lo que implica una
condición de simetría, o sea nji
nji TT 1,1, −+ = . Así aplicar esta condición a la ecuación (3.13)
se genera la ecuación que describe la temperatura en el borde adiabático x, la que se
escribe de la siguiente manera:
( ) n1j,i
2
nj,1i
nj,1i
121
ni
1nj,i T
M2TT
M1
M2
M21TT ++−
+ +++
−−= (3.36)
( )1j
a/2x0 1P,...,3,2i =
<<−=∀
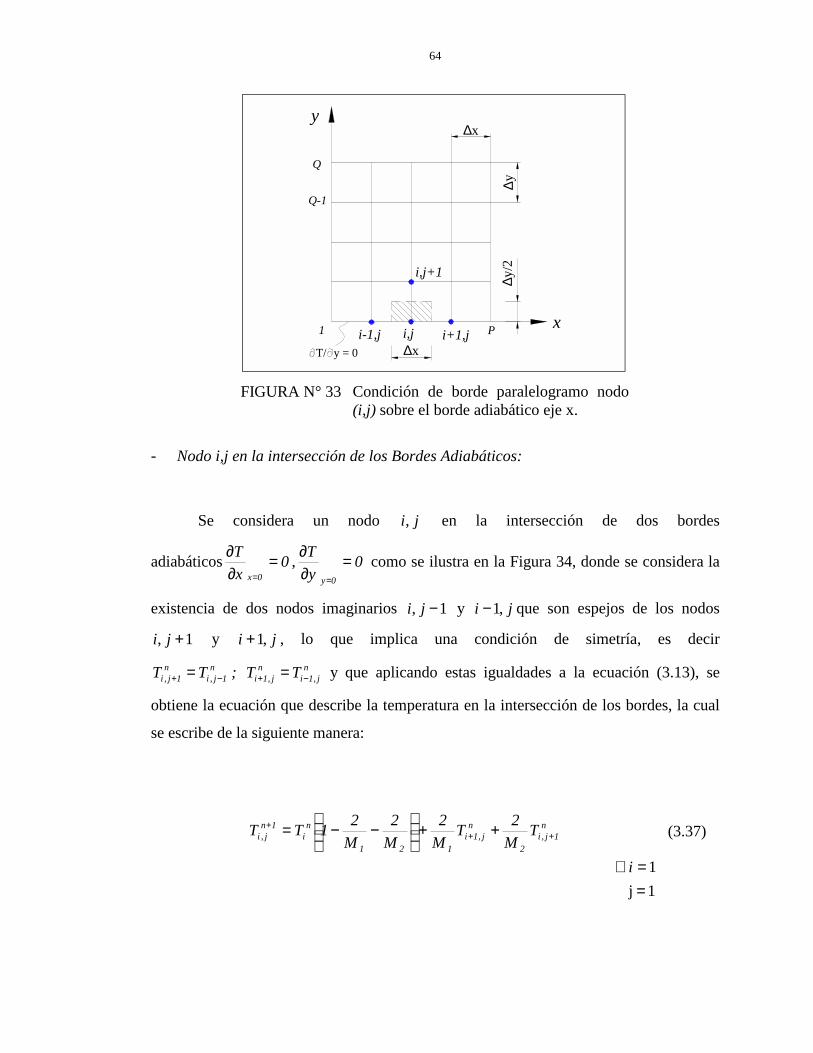
64
xi+1,j1 i-1,j i,j P
Q-1
i,j+1
y
Q
∆y
∆x
∆x
∆y/2
T/ y = 0
FIGURA N° 33 Condición de borde paralelogramo nodo (i,j) sobre el borde adiabático eje x.
- Nodo i,j en la intersección de los Bordes Adiabáticos:
Se considera un nodo ji, en la intersección de dos bordes
adiabáticos 0xT
0x=
∂∂
=, 0
yT
0y
=∂∂
=
como se ilustra en la Figura 34, donde se considera la
existencia de dos nodos imaginarios 1, −ji y ji ,1− que son espejos de los nodos
1, +ji y ji ,1+ , lo que implica una condición de simetría, es decir
nj,1i
nj,1i
n1j,i
n1j,i TT ; TT −+−+ == y que aplicando estas igualdades a la ecuación (3.13), se
obtiene la ecuación que describe la temperatura en la intersección de los bordes, la cual
se escribe de la siguiente manera:
n1j,i
2
nj,1i
121
ni
1nj,i T
M2T
M2
M2
M21TT ++
+ ++
−−= (3.37)
1j 1
==∀ i

65
T/ x = 0
T/ y = 0
i+1,j
∆ y/2 ∆x/2
i,j
i,j+1
P-1 P x
∆ y
∆x
Q-1
Q
y
FIGURA N° 34 Condición de borde paralelogramo nodo (1,1) en
la intersección de los dos bordes adiabáticos.
- Nodo i,j sobre el Borde lateral derecho:
Como se muestra en la Figura 35, el flujo de calor atraviesa el área lateral
derecha del paralelogramo infinito. Realizando el balance térmico, se tiene:
4321 QQQQQ −−−=∆
( )yTAk
xTAkTThA
tTVC yxip ∂
∂−∂∂−−=
∂∂
∞ρ
( )
∆−
+∆−∆−
−
∆−
∆−−∆=
∆−∆∆
−+
−+
yTT
yTT
2xk
xTT
ykTTyhtTT
2xyC
n1j,i
nj,i
n1j,i
nj,i
y
nj,1i
nj,i
xnj,ib
nj,i
1nj,i
pρ
Si consideramos una malla con lyx =∆=∆ , posteriormente despejamos 1nj,iT + , se
tiene:
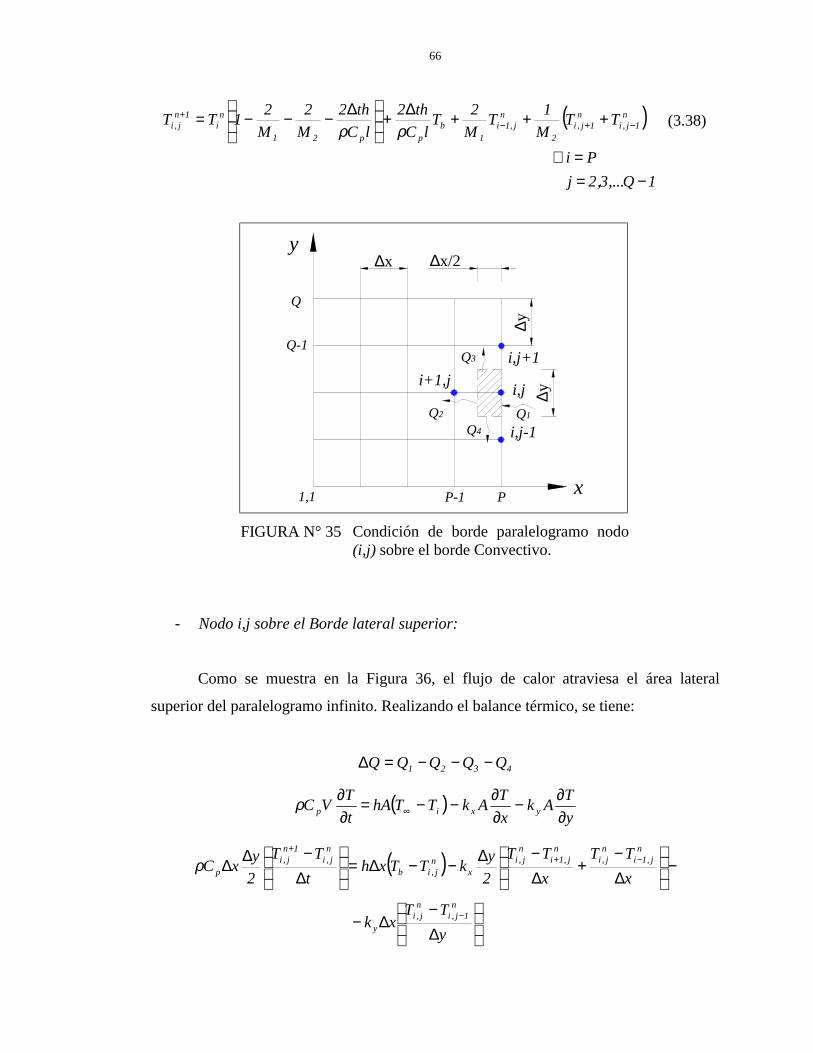
66
( )n1j,i
n1j,i
2
nj,1i
1b
pp21
ni
1nj,i TT
M1T
M2T
lCth2
lCth2
M2
M21TT −+−
+ +++∆+
∆−−−=ρρ
(3.38)
1Q,...3,2j Pi
−==∀
∆ y
Q
i,j+1
i,j-1
P-1 P
Q-1
i+1,j
Q4
Q2
i,j
Q3
x
Q1
y∆x ∆x/2
∆ y
1,1
FIGURA N° 35 Condición de borde paralelogramo nodo (i,j) sobre el borde Convectivo.
- Nodo i,j sobre el Borde lateral superior:
Como se muestra en la Figura 36, el flujo de calor atraviesa el área lateral
superior del paralelogramo infinito. Realizando el balance térmico, se tiene:
4321 QQQQQ −−−=∆
( )yTAk
xTAkTThA
tTVC yxip ∂
∂−∂∂−−=
∂∂
∞ρ
( )
∆−
∆−
−
∆−
+∆−∆−−∆=
∆−∆∆
−
−++
yTT
xk
xTT
xTT
2ykTTxh
tTT
2yxC
n1j,i
nj,i
y
nj,1i
nj,i
nj,1i
nj,i
xnj,ib
nj,i
1nj,i
pρ

67
Si consideramos una malla con lyx =∆=∆ , posteriormente despejamos 1nj,iT + , se
tiene:
( ) n1j,i
1
nj,1i
nj,1i
1b
pp21
ni
1nj,i T
M2TT
M1T
lCth2
lCth2
M2
M21TT −−+
+ +++∆+
∆−−−=ρρ
(3.39)
Qj 1P,...,3,2i
=−=∀
Q
P-1 P
Q3
Q-1 i,j-1
Q4
Q2
x
y
i-1,j i,j i+1,jQ1 ∆ y
/2
∆x
∆y
1,1 FIGURA N° 36 Condición de borde paralelogramo nodo
(i,j) sobre el borde convectivo.
- Nodo i,j en la intersección de los bordes laterales:
Como se muestra en la Figura 37, el nodo ji, se ve afectado por la transferencia
de calor por convección tanto en la parte lateral superior como derecha. Realizando el
balance térmico, se tiene:
4321 QQQQQ −−+=∆
( )yTAk
xTAkTThA
tTVC yxip ∂
∂−∂∂−−=
∂∂
∞ρ
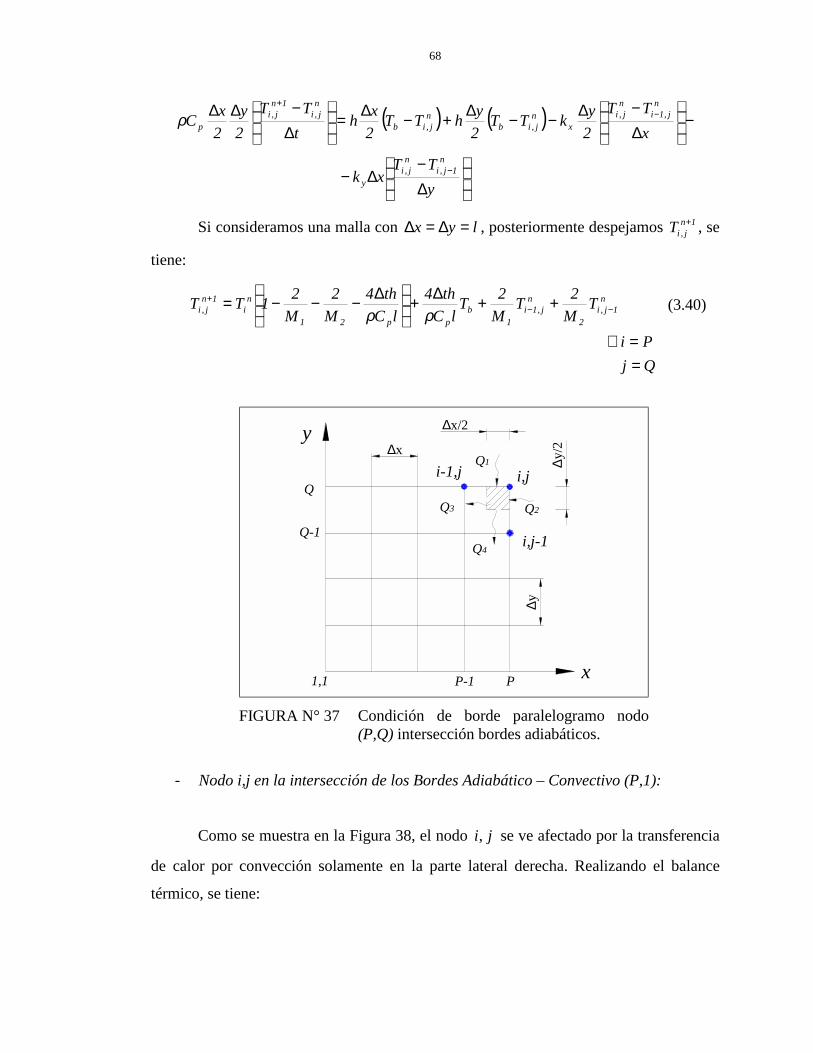
68
( ) ( )
∆−
∆−
−
∆−∆−−∆+−∆=
∆−∆∆
−
−+
yTT
xk
xTT
2ykTT
2yhTT
2xh
tTT
2y
2xC
n1j,i
nj,i
y
nj,1i
nj,i
xnj,ib
nj,ib
nj,i
1nj,i
pρ
Si consideramos una malla con lyx =∆=∆ , posteriormente despejamos 1nj,iT + , se
tiene:
n1j,i
2
nj,1i
1b
pp21
ni
1nj,i T
M2T
M2T
lCth4
lCth4
M2
M21TT −−
+ ++∆+
∆−−−=ρρ
(3.40)
Qj Pi
==∀
Q
P-1
Q-1Q4
Q3
P x
i,j-1
Q2
Q1
y
i-1,j i,j
1,1
∆x
∆x/2
∆y/2
∆y
FIGURA N° 37 Condición de borde paralelogramo nodo
(P,Q) intersección bordes adiabáticos.
- Nodo i,j en la intersección de los Bordes Adiabático – Convectivo (P,1):
Como se muestra en la Figura 38, el nodo ji, se ve afectado por la transferencia
de calor por convección solamente en la parte lateral derecha. Realizando el balance
térmico, se tiene:

69
∆ y
Q
∆x/2
∆ y/2
i-1,j
Q2
Q3
i,j
Q1
x
i,j+1
∆x y
1,1
Q-1
FIGURA N° 38 Condición de borde paralelogramo nodo (P,1)
intersección borde convectivo y borde adiabático.
321 QQQQ −−=∆
( )yTAk
xTAkTThA
tTVC yxp ∂
∂−∂∂−−=
∂∂
∞ρ
( )
∆−∆−
−
∆−∆−−∆=
∆−∆∆
+
−+
yTT
2xk
xTT
2ykTT
2yh
tTT
2y
2xC
n1j,i
nj,i
y
nj,1i
nj,i
xnj,ib
nj,i
1nj,i
pρ
Si consideramos una malla con lyx =∆=∆ , posteriormente despejamos 1nj,iT + , se
tiene:
n1j,i
2
nj,1i
1b
pp21
ni
1nj,i T
M2T
M2T
lCth2
lCth2
M2
M21TT +−
+ ++∆+
∆−−−=ρρ
(3.41)
1j Pi
==∀

70
- Nodo i,j en la intersección de los Borde Adiabático - Convectivo (1,Q):
Como se muestra en la Figura 39, el nodo ji, se ve afectado por la transferencia
de calor por convección solamente en la parte superior. Realizando el balance térmico,
se tiene:
321 QQQQ −−=∆
( )yTAk
xTAkTThA
tTVC yxip ∂
∂−∂∂−−=
∂∂
∞ρ
( )
∆−∆−
−
∆−∆−−∆=
∆−∆∆
−
++
yTT
2xk
xTT
2ykTT
2yh
tTT
2y
2xC
n1j,i
nj,i
y
nj,1i
nj,i
xnj,ib
nj,i
1nj,i
pρ
Si consideramos una malla con lyx =∆=∆ , posteriormente despejamos 1nj,iT + , se
tiene:
n1j,i
2
nj,1i
1b
pp21
ni
1nj,i T
M2T
M2T
lCth2
lCth2
M2
M21TT −+
+ ++∆+
∆−−−=ρρ
(3.42)
Qi==∀
j 1
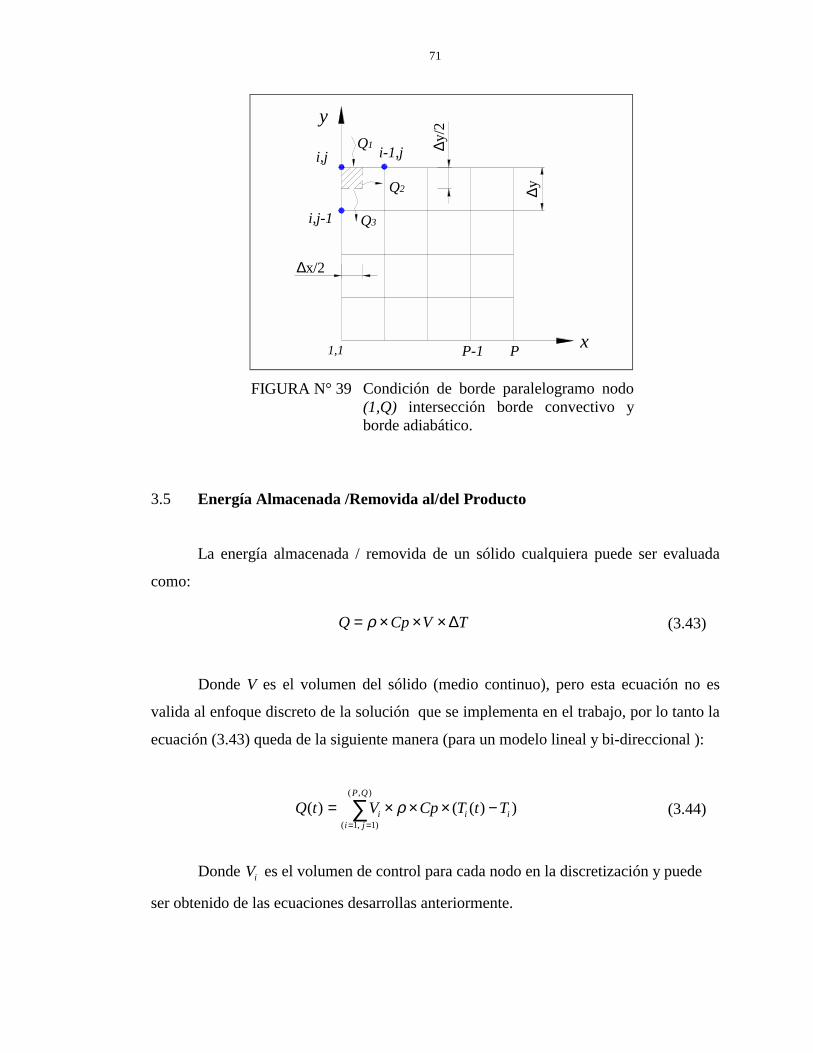
71
∆ y
∆x/2
PP-1
i,j-1
i,j
y
∆ y/2
Q3
Q2
i-1,jQ1
x1,1
FIGURA N° 39 Condición de borde paralelogramo nodo (1,Q) intersección borde convectivo y borde adiabático.
3.5 Energía Almacenada /Removida al/del Producto
La energía almacenada / removida de un sólido cualquiera puede ser evaluada
como:
TVCpQ ∆×××= ρ (3.43)
Donde V es el volumen del sólido (medio continuo), pero esta ecuación no es
valida al enfoque discreto de la solución que se implementa en el trabajo, por lo tanto la
ecuación (3.43) queda de la siguiente manera (para un modelo lineal y bi-direccional ):
))(()(),(
)1,1(ii
QP
jii TtTCpVtQ −×××= ∑
==
ρ (3.44)
Donde iV es el volumen de control para cada nodo en la discretización y puede
ser obtenido de las ecuaciones desarrollas anteriormente.
72
3.6 Condiciones de Estabilidad
3.6.1 Introducción
Al utilizar el método numérico de diferencias finitas en su forma explicita, a la
solución de problemas de conducción de calor transitorios, se necesita asegurar la
estabilidad de la solución, ya que es una de las característica de este método, la que se
explica en detalle en el Capítulo 2, Sección 2.4.
Para los problemas que trata el presente trabajo, la condición de estabilidad se
determina agrupando el cuociente asociado al nodo de interés en el tiempo anterior y que
esté sea mayor o igual a cero. En general esto se realiza reuniendo todos los términos
que incluyen niT o n
jiT , , según sea el caso.
Como se requiere que el t∆ se mantenga en ciertos limites, este depende del
tamaño de la malla y otros parámetros como las propiedades térmicas y el coeficiente de
transferencia de calor por convección, tales valores se consideran constantes ó variables
en el tiempo lo que implica encontrar la o las expresión(es) de t∆ en la situación más
desfavorable o restrictiva. A continuación se presentan dichas ecuaciones, para los
diferentes modelos geométricos.
3.6.2 Placa Extensa
De la ecuación 3.5 se obtiene el primer cuociente que acompaña a niT , para una
placa extensa.
Donde:
−≤
M210
Despejando t∆ , se tiene:
73
α2
2lt ≤∆ (3.45)
La otra situación desfavorable se obtiene de la ecuación 3.19, por lo que se tiene
lo siguiente:
∆−∆−≤lC
thl
t
pρα 2210 2
Despejando t∆ , se obtiene:
+
≤∆
lCh
l
t
Pρα 22
1
2
(3.46)
3.6.3 Esfera y Cilindro Infinito
De la ecuación 3.22 se obtiene el primer cuociente que acompaña a niT , tanto
para la esfera como para cilindro infinito.
Donde:
( )
+−≤
Mb1210
Despejando t∆ , se tiene:
( )blt
+≤∆
12
2
α (3.47)
De las ecuaciones 3.23 y 3.24 se obtienen respectivamente las segundas
expresiones posiblemente desfavorables en el criterio de estabilidad de una:
- Esfera:
( ) ( )
∆−∆
∆−∆−
∆−≤rRr
trRC
thR
P 26
22410 3
2 αρ

74
Despejando t∆ , se tiene:
( ) ( )
∆−∆
+∆−
≤∆
rRrrRChR
tr
P 26
224
1
3
2 αρ
(3.48)
- Cilindro Infinito
( )( ) ( )
∆−
∆−∆∆−
∆∆−−≤
rRlCtRh
rrRtrR
P
r
48
424
10 2 ρα
Despejando t∆ , se tiene:
( )( ) ( )
∆−
+∆∆−
∆−≤∆
rRlCRh
rrRrR
t
P
r
48
424
1
2 ρα
(3.49)
3.6.4 Cilindro Finito
De la ecuación 3.32 se obtiene el cuociente que acompaña a njiT , , para un
cilindro finito.
−∆−
+∆
+−
∆−−≤
)4()8(22
)4()2(4
1022 lRlC
tlRhl
tllR
tlR
P
zr
ραα
Despejando t∆ , se tiene:
−
−++
−−
≤∆
)4()8(
)4()2(2
2
1
22 lRlClRh
lllRlR
t
P
zr
ραα
(3.50)
Además de la ecuación 3.34 como otra ecuación desfavorable se obtiene el
cuociente que acompaña a njiT , , para un cilindro finito.

75
∆−∆
−∆
−≤lC
thl
tl
t
p
zr
ραα 224
10 22
Despejando t∆ , se tiene:
++
≤∆
lCh
ll
t
p
zr
ραα
22
22
1 (3.51)
3.6.5 Paralelogramo
De las ecuaciones 3.13, 3.35, 3.36 o 3.37, se obtiene el cuociente que acompaña a njiT , , para un paralelogramo.
−−≤
21
2210MM
Despejando t∆ , se tiene:
( )zr
ltαα +
≤∆2
2
(3.52)
También de la ecuación 3.40 como otra ecuación desfavorable se obtiene el
cuociente que acompaña a njiT , , para un paralelogramo.
∆−∆
−∆
−≤lC
thl
tl
t
p
rr
ραα 422
10 22
Despejando t∆ , se tiene:
+
+≤∆
lCh
l
t
p
zr
ραα 22
1
2
(3.53)
76
Capítulo 4 – IMPLEMENTACIÓN DEL SOFTWARE
4.1 Introducción
El presente capítulo tiene por objetivo entregar los antecedentes de la
implementación de los modelos matemáticos desarrollados en el Capítulo 3 en un
programa computacional, elaborado con la finalidad de describir adecuadamente la
cinética de los procesos de conducción de calor transiente. Se darán las pautas
necesarias para la adecuada comprensión del funcionamiento y alcance de este,
empezando por el algoritmo de programación, utilizado para la posterior conformación
de la interfaz de usuario y rutinas de cálculo.
4.2 Lenguaje de Programación
Los modelos desarrollados, así como las correlaciones matemáticas para la
predicción de las propiedades térmicas de los productos, fueron implementados en un
programa computacional, escrito en Visual Basic versión 6.0, ejecutable en cualquier
plataforma de operación Windows®. La herramienta utilizada esta basada en objetos
(Visual) con propiedades y métodos, los cuales se usan para crear la interfaz gráfica de
usuario (GUI). En lugar de escribir numerosas líneas de código para describir la
apariencia y la ubicación de los elementos de la interfaz, simplemente se pueden
arrastrar y colocar objetos prefabricados en su lugar dentro de la pantalla.
Por otro lado, La palabra “Basic” hace referencia al lenguaje BASIC (Beginners
All-Purpose Symbolic Instruction Code), un lenguaje original creado en 1963,
utilizado por más programadores que ningún otro lenguaje en la historia de la
informática o computación. Visual Basic ha evolucionado a partir del lenguaje BASIC
original y ahora contiene centenares de instrucciones, funciones y palabras clave,
muchas de las cuales están directamente relacionadas con la interfaz gráfica de
Windows.

77
4.3 Algoritmo de Programación
Antes de elaborar cualquier aplicación computacional se hace recomendable
elaborar un diagrama de flujo o algoritmo de programación, con el fin de establecer los
lineamientos en la conformación de la interfaz de usuario y de la posterior escritura de
los códigos de programación. Al respecto, en las figuras siguientes se muestran los
diagramas correspondientes al software desarrollado y que tiene por nombre “Procesos
CCT”.
Inicio
Selección de Estudio
Estudios en AlimentosEstudios en Maderas Estudios en Metales
Selección del Modelo Geométrico:
PlacaCilindro Infinito Cilindro FinitoParalelogramo
1
Ingreso de Datos Fijos:Dimensiones Geometría Seleccionada [m]
Tamaño de la Malla según sea la Geometría Temperatura Inicial (Ti, [°K])
Condición de Termino (Tdes, [°K])Selección del Tipo de Proceso:
Calentamiento y/o Enfriamiento
Selección del Modelo Geométrico:
PlacaCilindro Infinito Cilindro Finito
Esfera Paralelogramo
Selección del Modelo Geométrico:
PlacaCilindro Infinito Cilindro Finito
Esfera Paralelogramo
FIGURA N° 40 Diagrama de flujo “Procesos CCT” (a).
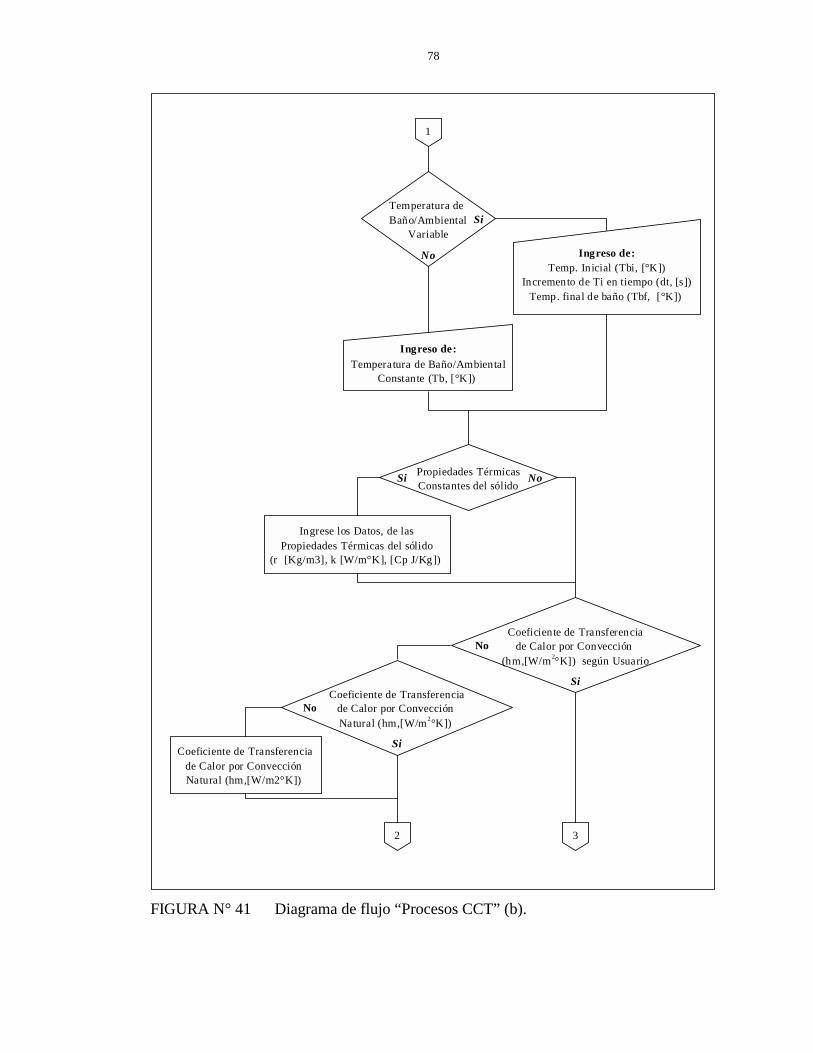
78
Temperatura de Baño/Ambiental
VariableSi
No
Ingreso de:Temperatura de Baño/Ambiental
Constante (Tb, [°K])
Ingreso de:Temp. Inicial (Tbi, [°K])
Incremento de Ti en tiempo (dt, [s])Temp. final de baño (Tbf, [°K])
1
Ingrese los Datos, de lasPropiedades Térmicas del sólido
(r [Kg/m3], k [W/m°K], [Cp J/Kg])
Coeficiente de Transferenciade Calor por Convección Natural (hm,[W/m2°K])
Coeficiente de Transferenciade Calor por Convección Natural (hm,[W/m2°K])
Si
No
Coeficiente de Transferenciade Calor por Convección
(hm,[W/m2°K]) según Usuario
Si
No
Propiedades TérmicasConstantes del sólido
NoSi
2 3
FIGURA N° 41 Diagrama de flujo “Procesos CCT” (b).
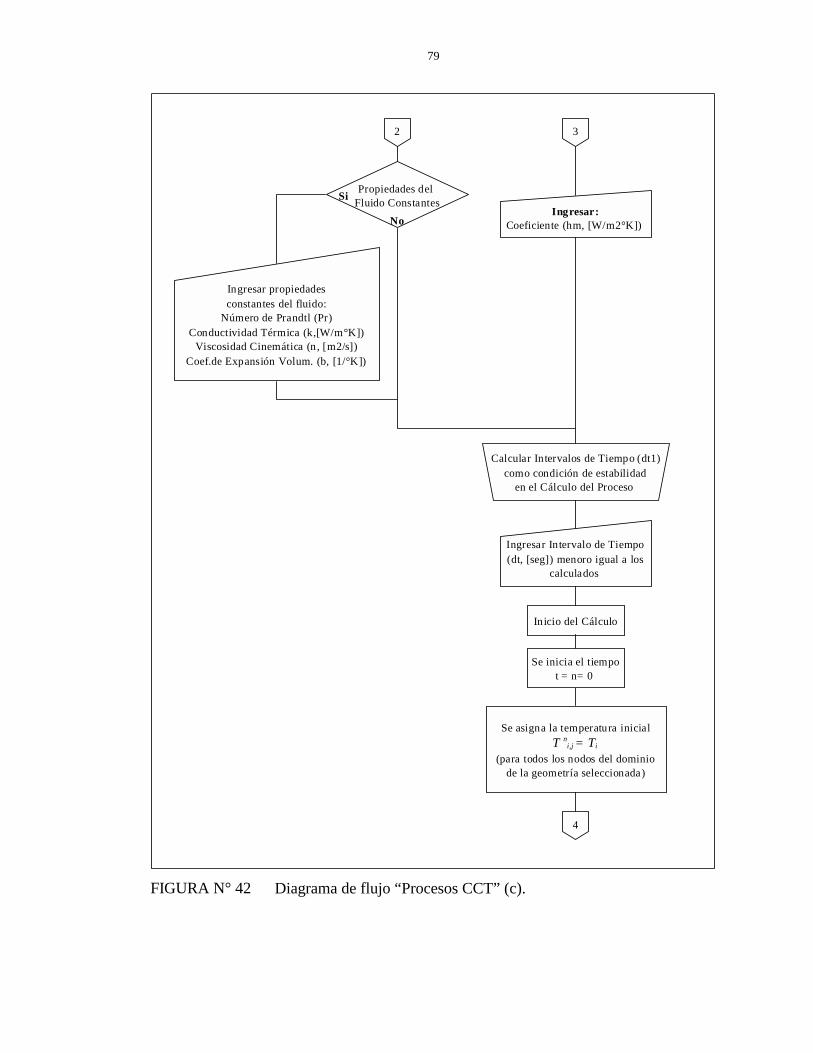
79
Inicio del Cálculo
Se asigna la temperatura inicialT n
i,j = Ti
(para todos los nodos del dominiode la geometría seleccionada)
Se inicia el tiempot = n= 0
Ingresar Intervalo de Tiempo(dt, [seg]) menoro igual a los
calculados
Ingresar:Coeficiente (hm, [W/m2°K])
Propiedades del Fluido Constantes
No
Si
Calcular Intervalos de Tiempo (dt1)como condición de estabilidad
en el Cálculo del Proceso
Ingresar propiedadesconstantes del fluido:
Número de Prandtl (Pr)Conductividad Térmica (k,[W/m°K])
Viscosidad Cinemática (n, [m2/s])Coef.de Expansión Volum. (b, [1/°K])
2 3
4
FIGURA N° 42 Diagrama de flujo “Procesos CCT” (c).

80
Se incrementa el tiempot = t + dt
Se calcula la nueva distribuciónde temperatura con las ecuacionescorrespondientes a cada punto de
la geometria seleccionadaT n+1
i,j = f(h, k, Cp, Tni,j,...)
Condición de Término T n
i,j <Tdeseada (Calentami ento)
T ni,j >Tdeseada (Enfriamiento)
Si
No
Actualización de la distribuciónde temperaturas en n = 0
T ni,j =T n+1
i ,j
Termino
Cálculo de todos los parámetrosconsiderados variables en el procesoes decir: Propiedades Térmicas y/o
Coeficiente de Transferencia de Calor.
4
FIGURA N° 43 Diagrama de flujo “Procesos CCT” (d).
4.4 Interfaz de Usuario
La interfaz es simple y tiene la misma apariencia que diversas aplicaciones de
Windows, el estilo utilizado para este software es el de interfaz de documentos múltiples
(MDI), como se muestra en la Figura 43, contiene: menús de operación y una barra de
herramientas.

81
FIGURA N° 44 Ventana principal “Procesos CCT”
Si se hace un Clic en el botón “Continuar” se despliega la ventana o el módulo
de “Estudios en Maderas”
FIGURA N° 45 Ventana de “Estudios en Maderas”
Como se aprecia en la Figura 44, la ventana que muestra a la izquierda tres
fichas (Características del Producto, Variables del Proceso y Condiciones de Termino y
Estabilidad) destinadas a la configuración de todos los parámetros que interviene en el
calculo del proceso a estudiar. A la derecha se pueden apreciar dos imágenes (Modelo
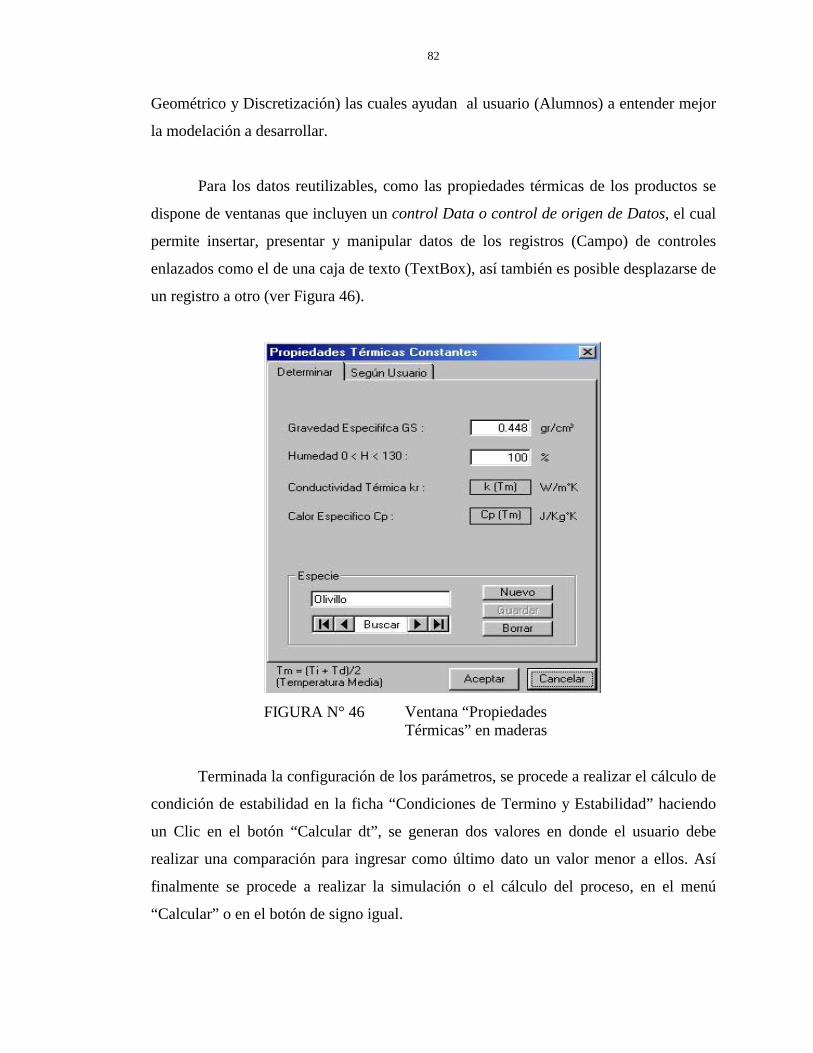
82
Geométrico y Discretización) las cuales ayudan al usuario (Alumnos) a entender mejor
la modelación a desarrollar.
Para los datos reutilizables, como las propiedades térmicas de los productos se
dispone de ventanas que incluyen un control Data o control de origen de Datos, el cual
permite insertar, presentar y manipular datos de los registros (Campo) de controles
enlazados como el de una caja de texto (TextBox), así también es posible desplazarse de
un registro a otro (ver Figura 46).
FIGURA N° 46 Ventana “Propiedades
Térmicas” en maderas
Terminada la configuración de los parámetros, se procede a realizar el cálculo de
condición de estabilidad en la ficha “Condiciones de Termino y Estabilidad” haciendo
un Clic en el botón “Calcular dt”, se generan dos valores en donde el usuario debe
realizar una comparación para ingresar como último dato un valor menor a ellos. Así
finalmente se procede a realizar la simulación o el cálculo del proceso, en el menú
“Calcular” o en el botón de signo igual.

83
Inmediatamente aparece una ventana llamada “Calculando el Proceso” que
muestra la evolución del proceso (ver Figura 46) en términos de la temperatura vs
tiempo en diferentes puntos.
FIGURA N° 47 Ventana “Calculando el Proceso”
Finalizado el cálculo el usuario puede acceder a las graficas para realizar el
análisis pertinente, haciendo un clic en el menú “Resultados”.
FIGURA N° 48 Ventana “Resultados”

84
4.5 Especificaciones y Alcance del Software
El software “Procesos CCT” elaborado para el presente trabajo de titulación,
tiene los siguientes requerimientos de sistema:
CUADRO N° 6 Requerimientos de “Procesos CCT”
Disco Duro Se requiere de un mínimo de 100 MB
Memoria RAM 32 MB mínimo Sistema Operativo Windows 95 o mayor
CPU AMD, Pentium 266 MHz
Desde el punto de vista del alcance del programa, este puede realizar lo
siguiente:
!"Análisis de Transferencia de Calor, aplicado a productos de geometría simple de
procesamiento común, como son: Placas, Cilindros, Esferas y Paralelogramos,
en estado transiente o inestable.
!"Trabajar con materiales anisotrópicos o isotrópicos, considerando sus
propiedades térmicas Constantes o Variables.
!"Trabajar en la interfaz sólido – fluido con condiciones de Convección Natural o
Forzada, además de poder establecer la temperatura de baño o ambiental
variable en el tiempo.
!"Determinar los perfiles de temperatura versus tiempos en los procesos de
calentamiento y/o enfriamiento en diferentes puntos del sólido, además del calor
absorbido/removido al/del producto.
85
!"Presenta reportes gráficos de la tendencia de la temperatura en el tiempo, calor
almacenado y del coeficiente de transferencia de calor por convección en el
tiempo.
!"Genera un archivo de Microsoft Excel en la dirección “C:\Modelación.xls”, para
el posterior análisis detallado de los perfiles de temperatura, calor, propiedades
térmicas y coeficiente de transferencia de calor por convección.

86
Capítulo 5 – COMPARACIÓN Y DISCUSIÓN DE LOS RESULTADOS
5.1 Introducción
El presente Capítulo tiene por objetivo analizar y discutir la comparación de los
resultados obtenidos por el programa computacional elaborado versus los encontrados
en la literatura y/o los experimentales de investigaciones de la Universidad Austral de
Chile.
Por otro lado se busca generar confiabilidad tanto en los modelos desarrollados
en el Capítulo 3, como en la escritura de los códigos de programación, es decir la
implementación del software.
Para ello se abordan por separado las comparaciones en los estudios realizados
en maderas, alimentos y metales.
5.2 Comparación de Resultados en Maderas
Las comparaciones en esta área se realizan, tomando como base los resultados
encontrados, en primer lugar, en el proceso de macerado de trozas de madera en agua
caliente, y en segundo lugar el proceso de calentamiento de maderas de sección circular
y rectangular, sometidas a vapor.
5.2.1 Resultados en el Proceso de Macerado
La comparación de este proceso se lleva a cabo con base un análisis teórico del
proceso de macerado, que fue estudiado por MORENO y DEVLIEGER (1990). En tal
trabajo se expone una modelación lineal de conducción de calor transiente para predecir
tiempos de calentamiento de rollizos de madera hasta una temperatura deseada para el
debobinado.

87
Un posterior trabajo de MORENO et al (1992), consistió en simular un modelo
para el proceso macerado, incorporando la evaluación del consumo de energía de la
troza. Se realiza una validación con resultados experimentales a escala 1:1, llevada a
cabo en la industria, es decir, en condiciones no optimas como son las de un laboratorio.
En base a esto, se empieza a simular el calentamiento de trozas de maderas a
través de un modelo unidireccional de conducción de calor radial, estableciendo las
hipótesis del trabajo de MORENO y DEVLIEGER (1990), que consisten en considerar
las propiedades térmicas de la madera constante para valores medios de temperatura y
contenido de humedad de las trozas durante el proceso. La temperatura inicial de la troza
es uniforme y superior a 0°C, y temperatura de baño constante.
Como podemos apreciar en los siguientes cuadros, se presentan tiempos de
macerado para diferentes temperatura inicial y contenidos de humedad de la troza con
las respectivas comparaciones entre el modelo desarrollado por MORENO y
DEVLIEGER (1990) y el software elaborado en el presente trabajo.
Se considera un Coeficiente Convectivo h = 250 W/m2°K, y una malla de 40
nodos.
CUADRO N° 7 Tiempos de macerado para diferentes temperaturas iniciales. Características Moreno (1990) Procesos CCT
GS = 0,429 (Pino) Ti (°C) Tiempo (h) Tiempo (h) Desviación % D = 0,4 m 5 35,0 34,9 0,3 H = 60 % 10 33,4 33,3 0,0 Tb = 326°K (53 °C) 15 31,7 31,6 0,3 Td = 321°K (48 °C) 20 29,7 29,6 0,3
CUADRO N° 8 Tiempos de macerado para diferentes contenidos de humedad. Características Moreno (1990) Procesos CCT
GS = 0,429 (Pino) H % Tiempo (h) Tiempo (h) Desviación % D = 0,4 m 60 33,4 33,3 0,3 Ti = 283°K (10 °C) 80 34,9 34,5 1,1 Tb = 326°K (53 °C) 100 35,9 35,8 0,3 Td = 321°K (48 °C) 120 37,5 36,8 2,0
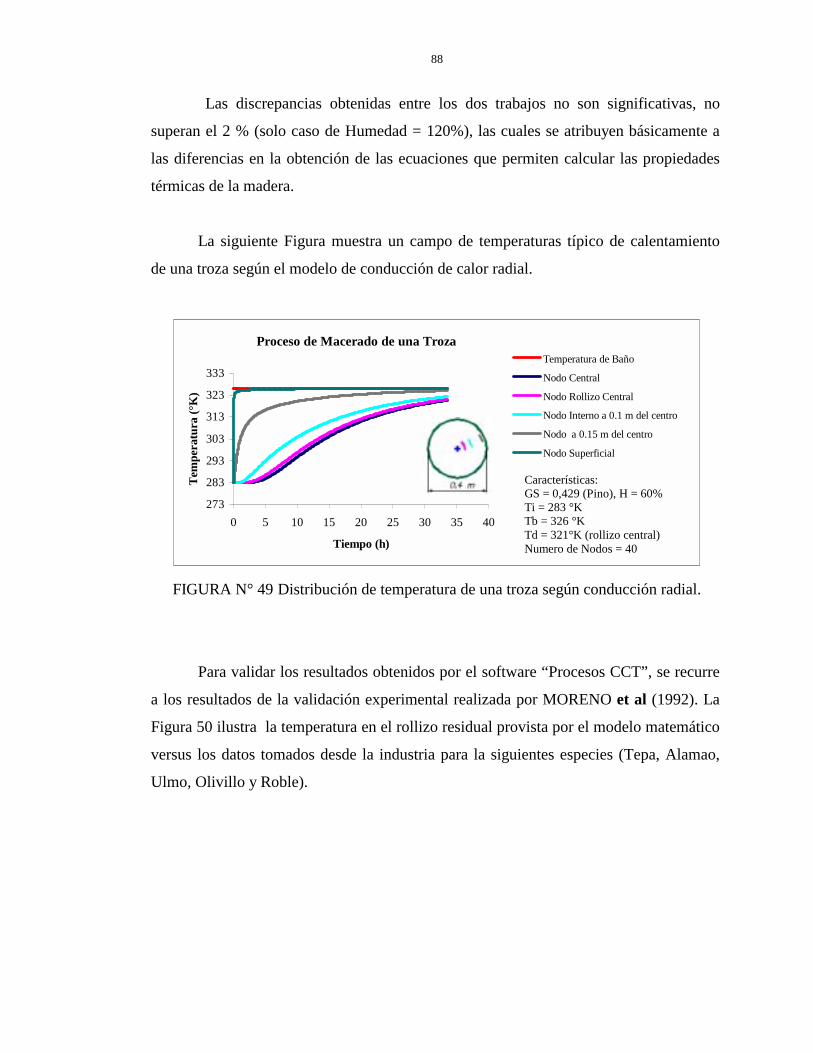
88
Las discrepancias obtenidas entre los dos trabajos no son significativas, no
superan el 2 % (solo caso de Humedad = 120%), las cuales se atribuyen básicamente a
las diferencias en la obtención de las ecuaciones que permiten calcular las propiedades
térmicas de la madera.
La siguiente Figura muestra un campo de temperaturas típico de calentamiento
de una troza según el modelo de conducción de calor radial.
Proceso de Macerado de una Troza
273
283
293
303
313
323
333
0 5 10 15 20 25 30 35 40
Tiempo (h)
Tem
pera
tura
(°K
)
Temperatura de Baño
Nodo Central
Nodo Rollizo Central
Nodo Interno a 0.1 m del centro
Nodo a 0.15 m del centro
Nodo Superficial
FIGURA N° 49 Distribución de temperatura de una troza según conducción radial.
Para validar los resultados obtenidos por el software “Procesos CCT”, se recurre
a los resultados de la validación experimental realizada por MORENO et al (1992). La
Figura 50 ilustra la temperatura en el rollizo residual provista por el modelo matemático
versus los datos tomados desde la industria para la siguientes especies (Tepa, Alamao,
Ulmo, Olivillo y Roble).
Características: GS = 0,429 (Pino), H = 60% Ti = 283 °K Tb = 326 °K Td = 321°K (rollizo central) Numero de Nodos = 40

89
FIGURA N° 50 Comparaciones de temperaturas teóricas y reales en una (Tepa, Alamo, Ulmo, Olivillo y Roble), por Moreno (1992).
Como se puede observar existen desviaciones, las que se atribuyen a las
diferencias entre el contenido de humedad real y el asumido por el modelo. El contenido
de humedad es un parámetro altamente variable desde una troza a otra y también desde
un punto a otro en el interior de ella MORENO et al (1992).
Sin embargo, se debe tener presente que las temperaturas optimas para el proceso
de corte varían en un amplio rango según LUTZ, J. F. (1972), las cuales, se muestran en
el Cuadro 9. En consecuencia se puede decir que las diferencias entre los modelos no
son groseras a nivel industrial.
CUADRO N° 9 Temperaturas optimas para debobinado, según LUTZ, J.F. (1972).
Especie GS Temperatura de debobinado
Tepa 0,418 310 – 326 Alamo 0,331 281 – 300 Ulmo 0,537 340 – 356
Olivillo 0,448 318 – 334 Roble 0,492 330 – 346 Pino 0,429 315 - 331
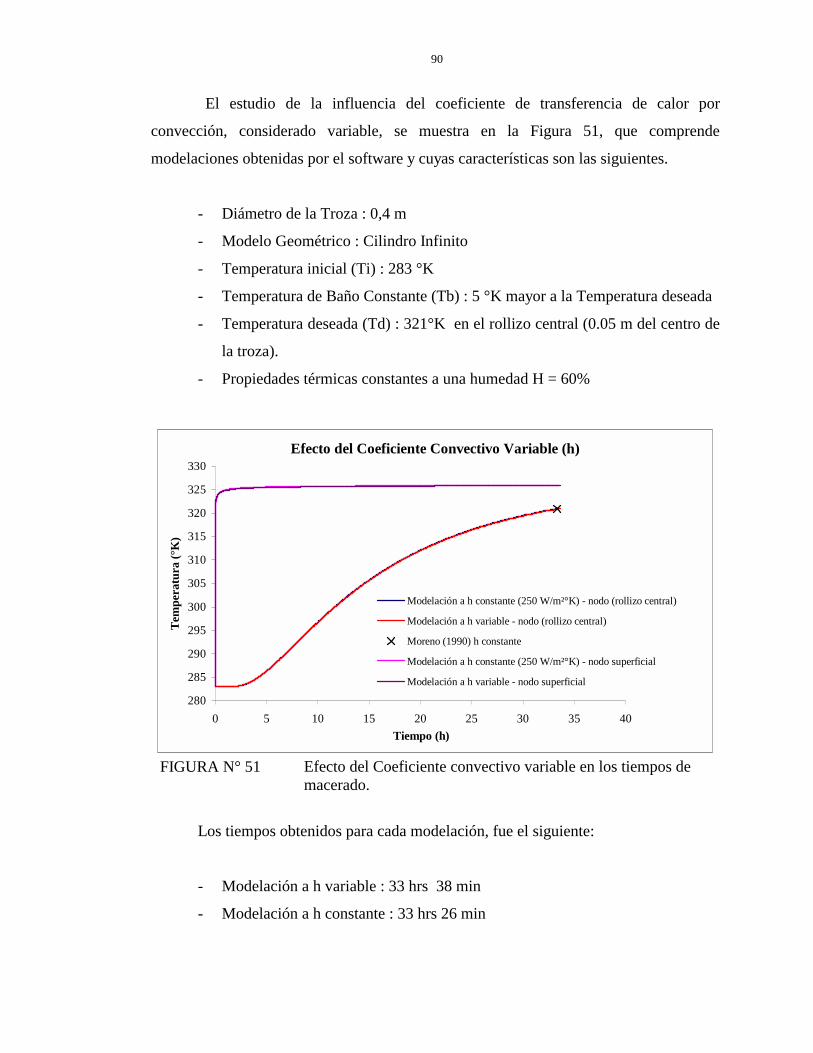
90
El estudio de la influencia del coeficiente de transferencia de calor por
convección, considerado variable, se muestra en la Figura 51, que comprende
modelaciones obtenidas por el software y cuyas características son las siguientes.
- Diámetro de la Troza : 0,4 m
- Modelo Geométrico : Cilindro Infinito
- Temperatura inicial (Ti) : 283 °K
- Temperatura de Baño Constante (Tb) : 5 °K mayor a la Temperatura deseada
- Temperatura deseada (Td) : 321°K en el rollizo central (0.05 m del centro de
la troza).
- Propiedades térmicas constantes a una humedad H = 60%
Efecto del Coeficiente Convectivo Variable (h)
280
285
290
295
300
305
310
315
320
325
330
0 5 10 15 20 25 30 35 40Tiempo (h)
Tem
pera
tura
(°K
)
Modelación a h constante (250 W/m²°K) - nodo (rollizo central)
Modelación a h variable - nodo (rollizo central)
Moreno (1990) h constante
Modelación a h constante (250 W/m²°K) - nodo superficial
Modelación a h variable - nodo superficial
FIGURA N° 51 Efecto del Coeficiente convectivo variable en los tiempos de
macerado.
Los tiempos obtenidos para cada modelación, fue el siguiente:
- Modelación a h variable : 33 hrs 38 min
- Modelación a h constante : 33 hrs 26 min
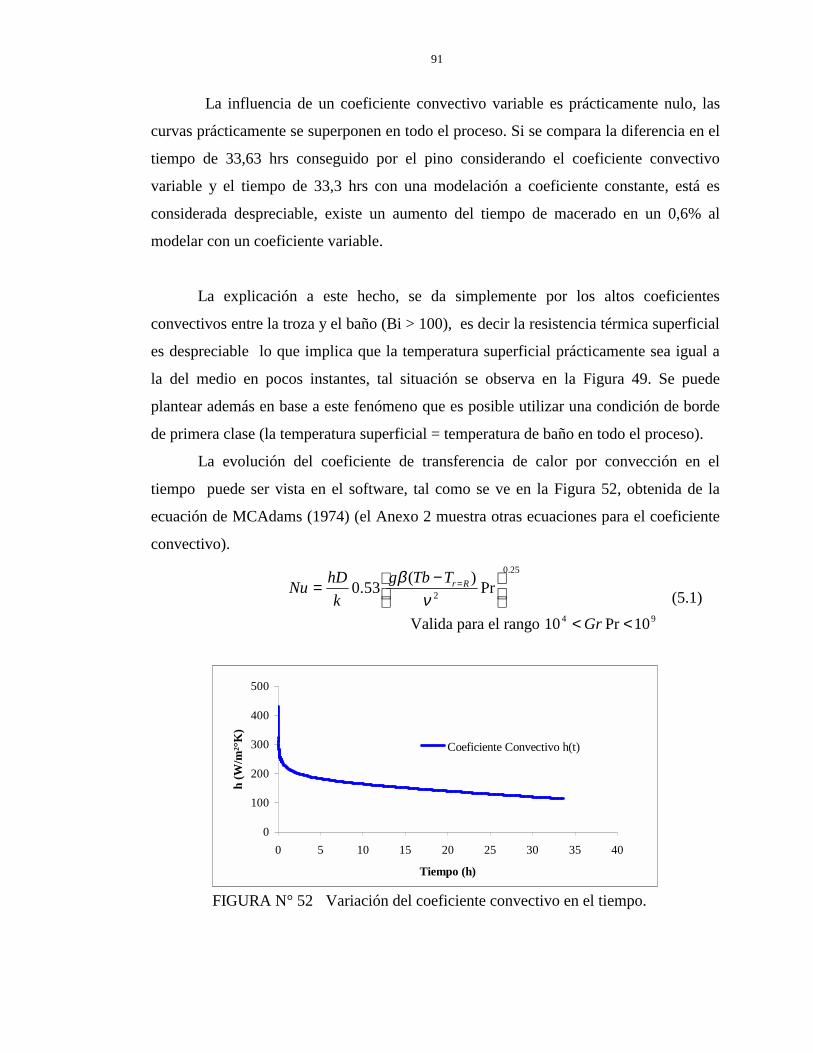
91
La influencia de un coeficiente convectivo variable es prácticamente nulo, las
curvas prácticamente se superponen en todo el proceso. Si se compara la diferencia en el
tiempo de 33,63 hrs conseguido por el pino considerando el coeficiente convectivo
variable y el tiempo de 33,3 hrs con una modelación a coeficiente constante, está es
considerada despreciable, existe un aumento del tiempo de macerado en un 0,6% al
modelar con un coeficiente variable.
La explicación a este hecho, se da simplemente por los altos coeficientes
convectivos entre la troza y el baño (Bi > 100), es decir la resistencia térmica superficial
es despreciable lo que implica que la temperatura superficial prácticamente sea igual a
la del medio en pocos instantes, tal situación se observa en la Figura 49. Se puede
plantear además en base a este fenómeno que es posible utilizar una condición de borde
de primera clase (la temperatura superficial = temperatura de baño en todo el proceso).
La evolución del coeficiente de transferencia de calor por convección en el
tiempo puede ser vista en el software, tal como se ve en la Figura 52, obtenida de la
ecuación de MCAdams (1974) (el Anexo 2 muestra otras ecuaciones para el coeficiente
convectivo). 25.0
2 Pr)(53.0
−= =
νβ RrTTbg
khDNu
Valida para el rango 94 10Pr10 << Gr
(5.1)
0
100
200
300
400
500
0 5 10 15 20 25 30 35 40
Tiempo (h)
h (W
/m²°
K)
Coeficiente Convectivo h(t)
FIGURA N° 52 Variación del coeficiente convectivo en el tiempo.
92
La influencia de las propiedades térmicas de la madera, también puede ser
estudiada realizando diferentes modelaciones, a propiedades constantes y variables. los
resultados se describen como sigue, en el Cuadro 10:
CUADRO N° 10 Resultados de modelaciones con diferentes especies.
“Procesos CCT” Moreno (1990) Modelación 1 Modelación 2 Modelación 3
Especie Tiempo (h) Tiempo (h) Tiempo (h) Tiempo (h) Ulmo 38,9 38,3 37,9 38,5 Roble 38,4 38,0 37,6 38,2 Tepa 37,6 37,5 37,1 37,7
Alamo 36,8 36,6 36,2 36,8
Donde las modelaciones 1,2 y 3 consideran lo siguiente:
!" Modelación 1: propiedades térmicas de la madera constantes y propiedades
termofísicas del fluido variables.
!" Modelación 2: propiedades térmicas de la madera variables y propiedades
termofísicas del fluido variables.
!" Modelación 3: propiedades térmicas de la madera constantes y propiedades
termofísicas del fluido constantes.
Las desviaciones entre los modelos 1 y 2 que consideran las propiedades
térmicas de la madera constantes y variables respectivamente no son grandes. Se
determina una disminución en un 1% en el tiempo de macerado a propiedades variables,
lo cual se esperaba ya que la difusividad térmica de la madera aumenta con la
temperatura (ver Figuras 8, 9 y 10 sección 2.5.1), lo que implica una razón de cambio de
la temperatura en la troza mayor que al considerar propiedades térmicas constantes, la
difusividad térmica es menor en tal caso ya que se evalúa a una temperatura media
(media aritmética entre la temperatura inicial y la deseada).
Por lo tanto es posible decir que no es justificable modelar el problema a
propiedades variables, a razón de otros autores además, (MORENO et al , 1992;
SIMPSON, 2001).

93
Considerar las propiedades termofísicas del agua variables resulta no
influyente, las diferencias pueden despreciarse como se ve en le Cuadro 10. Al comparar
los tiempos, la modelación 3 considera la variación de estos parámetros y los tiempos
obtenidos son mayores en un 0,5% a la modelación 1 de igual condición pero que
considera constante tales propiedades. La explicación a tal aumento está dada por un
disminución en la viscosidad cinemática y aumento en el coeficiente de expansión
térmica del agua.
Pero desde el punto de vista práctico la incorporación de esta alternativa de
modelar a propiedades termofísicas del medio variables, resulta más rápido para el
usuario, al no consultar en tablas los datos disponibles en la literatura.
La influencia de la anisotropía de la madera, es estudiada a través del consumo
de energía, según los modelos bi-direccional (cilindro finito) y unidireccional (cilindro
infinito) versus la relación largo / diámetro de la troza, para tales efectos se considera la
siguiente relación de anisotropía rz αα 2= (recomendada por STEINHAGEN (1977)).
Calor Absorbido vs Relación (L/D)
05
1015202530354045
1 2 3 4 5 6Relación L/D
Q (1
0^3
KJ) Modelo Bidireccional
(Cilindro Finito)
Modelo Unidireccional(Cilindro Infinito)
FIGURA N° 53 Energía almacenada vs L/D, L es fijo.
Las diferencias entre los dos modelos se observan en el siguiente Cuadro. Se
comete un error del -0,4% al emplear un modelo unidireccional para una relación
GS = 0,418 (Tepa) Ti = 283 °K, H = 60% Tb = 323 °K Td = 318 °K L = 1,2 m Anisotropía kz/kr = 2

94
2 /arg ≥DiametrooL , por lo tanto se concluye que no es justificable utilizar el modelo
bi-direccional para una relación 2 /arg ≥DiametrooL si la relación de anisotropía
equivale a (kz/kr =2).
CUADRO N° 11 Diferencias entre los modelos bi-direccional y unidireccional.
Cilindro Finito Cilindro Infinito L/D Q (10^3 KJ) Q (10^3 KJ) Desviación (%) 1,5 37,181 38,997 -4,88 2 21,806 21,902 -0,44 3 9,735 9,714 0,22 4 5,454 5,433 0,39 5 3,462 3,446 0,46
Otra condición de operación que el software es capaz de resolver en el proceso
de macerado, es el calentamiento a temperatura de baño variable. La Figura 54 ilustra el
efecto en la cantidad de energía almacenada por la troza de madera cuando éste se
expone a condiciones de baños de agua caliente a temperatura: constante y variable en
el tiempo.
Energía Almacenada vs Tiempo
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35 40Tiempo (h)
Q (1
0^3
KJ)
273
283
293
303
313
323
333
Tem
pera
tura
(°K
)
Calor Almacenado a Tb Variable
Calor Almacenado a Tb Constante
Temperatura de baño (Tb) Variable
Temperatura (Tb) Constante
FIGURA N° 54 Evolución de la energia almacenada en una troza de madera en un
baño de agua caliente a temperatura variable y constante.
Tepa (0,418) H = 100% D = 0,4 m Ti = 283 °K Td = 318 °K (rollizo central)

95
Se aprecia en la figura, la curva de calor almacenado a temperatura de baño
constante se comporta como creciente exponencial, en cambio con una condición de
temperatura de baño variable la curva de energía almacenada presenta un
comportamiento lineal hasta el cambio de régimen (tb constante) y enseguida toma un
rápido crecimiento, terminando como una exponencial.
Como se ha podido comprobar los resultados obtenidos por el software son
bastante aceptables para ser usados a nivel práctico.
Es posible afirmar que no es justificable modelar con un coeficiente convectivo
de transferencia de calor troza – agua variable. Es más, resulta perjudicial al aumentar el
tiempo de cálculo, inicialmente el coeficiente convectivo variable alcanza su valor
máximo (ver Figura 52) lo que provoca una disminución en el intervalo de tiempo t∆ a
incrementar en el cálculo (ver ecuación 3.49).
Por otro lado la influencia de las propiedades térmicas variables generan una
disminución de 1% en el tiempo de calentamiento, lo que es despreciable en la practica.
Sin embargo, queda planteada la interrogante de determinar cual es el mejor modelo que
se ajusta a resultados experimentales. Como se explico anteriormente la validación
experimental de MORENO et al (1992) fue realizada en condiciones desfavorables, se
sugiere entonces realizar un estudio experimental a nivel de laboratorio.
5.2.2 Resultados del Proceso de Calentamiento de Madera con Vapor
Para dar mayor confiabilidad en los resultados obtenidos por el software, se
realiza otra comparación en base al trabajo desarrollado por SIMPSON (2001), quien
elaboró tablas con tiempos de calentamiento para diferentes especies de madera de
sección circular y rectangular, sometidas a vapor.
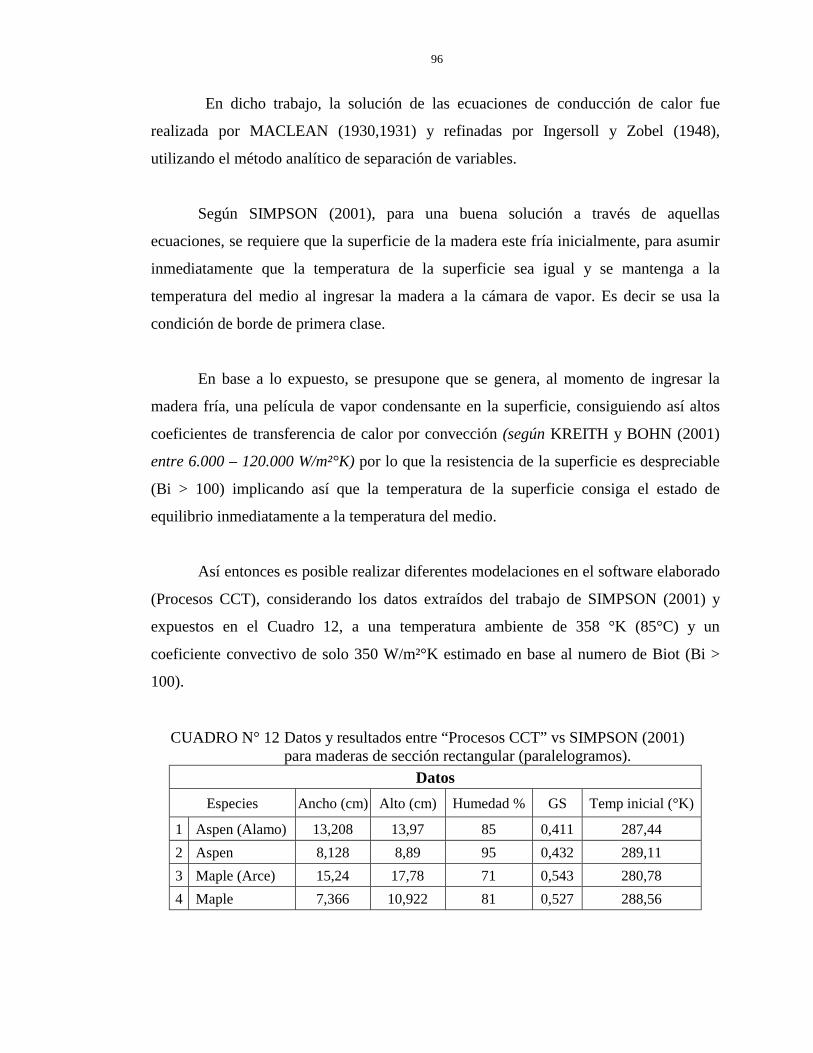
96
En dicho trabajo, la solución de las ecuaciones de conducción de calor fue
realizada por MACLEAN (1930,1931) y refinadas por Ingersoll y Zobel (1948),
utilizando el método analítico de separación de variables.
Según SIMPSON (2001), para una buena solución a través de aquellas
ecuaciones, se requiere que la superficie de la madera este fría inicialmente, para asumir
inmediatamente que la temperatura de la superficie sea igual y se mantenga a la
temperatura del medio al ingresar la madera a la cámara de vapor. Es decir se usa la
condición de borde de primera clase.
En base a lo expuesto, se presupone que se genera, al momento de ingresar la
madera fría, una película de vapor condensante en la superficie, consiguiendo así altos
coeficientes de transferencia de calor por convección (según KREITH y BOHN (2001)
entre 6.000 – 120.000 W/m²°K) por lo que la resistencia de la superficie es despreciable
(Bi > 100) implicando así que la temperatura de la superficie consiga el estado de
equilibrio inmediatamente a la temperatura del medio.
Así entonces es posible realizar diferentes modelaciones en el software elaborado
(Procesos CCT), considerando los datos extraídos del trabajo de SIMPSON (2001) y
expuestos en el Cuadro 12, a una temperatura ambiente de 358 °K (85°C) y un
coeficiente convectivo de solo 350 W/m²°K estimado en base al numero de Biot (Bi >
100).
CUADRO N° 12 Datos y resultados entre “Procesos CCT” vs SIMPSON (2001) para maderas de sección rectangular (paralelogramos).
Datos Especies Ancho (cm) Alto (cm) Humedad % GS Temp inicial (°K)
1 Aspen (Alamo) 13,208 13,97 85 0,411 287,44 2 Aspen 8,128 8,89 95 0,432 289,11 3 Maple (Arce) 15,24 17,78 71 0,543 280,78 4 Maple 7,366 10,922 81 0,527 288,56
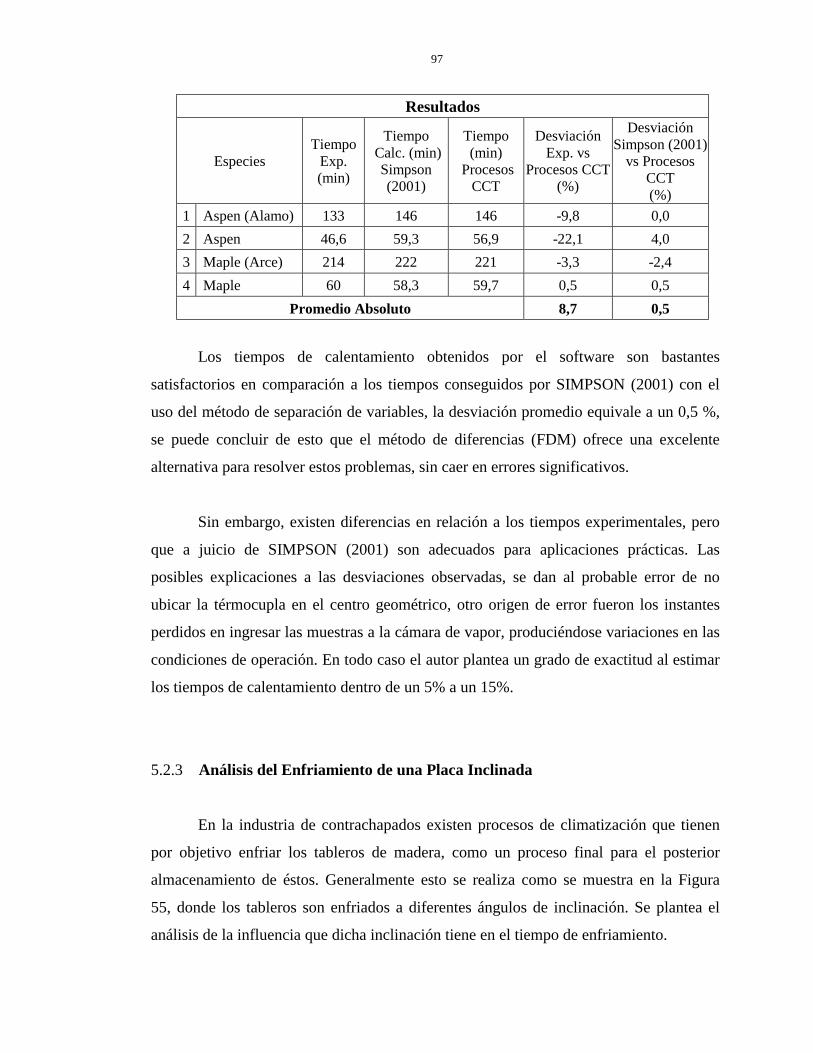
97
Resultados
Especies Tiempo
Exp. (min)
Tiempo Calc. (min)
Simpson (2001)
Tiempo (min)
Procesos CCT
Desviación Exp. vs
Procesos CCT (%)
Desviación Simpson (2001)
vs Procesos CCT (%)
1 Aspen (Alamo) 133 146 146 -9,8 0,0 2 Aspen 46,6 59,3 56,9 -22,1 4,0 3 Maple (Arce) 214 222 221 -3,3 -2,4 4 Maple 60 58,3 59,7 0,5 0,5
Promedio Absoluto 8,7 0,5
Los tiempos de calentamiento obtenidos por el software son bastantes
satisfactorios en comparación a los tiempos conseguidos por SIMPSON (2001) con el
uso del método de separación de variables, la desviación promedio equivale a un 0,5 %,
se puede concluir de esto que el método de diferencias (FDM) ofrece una excelente
alternativa para resolver estos problemas, sin caer en errores significativos.
Sin embargo, existen diferencias en relación a los tiempos experimentales, pero
que a juicio de SIMPSON (2001) son adecuados para aplicaciones prácticas. Las
posibles explicaciones a las desviaciones observadas, se dan al probable error de no
ubicar la térmocupla en el centro geométrico, otro origen de error fueron los instantes
perdidos en ingresar las muestras a la cámara de vapor, produciéndose variaciones en las
condiciones de operación. En todo caso el autor plantea un grado de exactitud al estimar
los tiempos de calentamiento dentro de un 5% a un 15%.
5.2.3 Análisis del Enfriamiento de una Placa Inclinada
En la industria de contrachapados existen procesos de climatización que tienen
por objetivo enfriar los tableros de madera, como un proceso final para el posterior
almacenamiento de éstos. Generalmente esto se realiza como se muestra en la Figura
55, donde los tableros son enfriados a diferentes ángulos de inclinación. Se plantea el
análisis de la influencia que dicha inclinación tiene en el tiempo de enfriamiento.
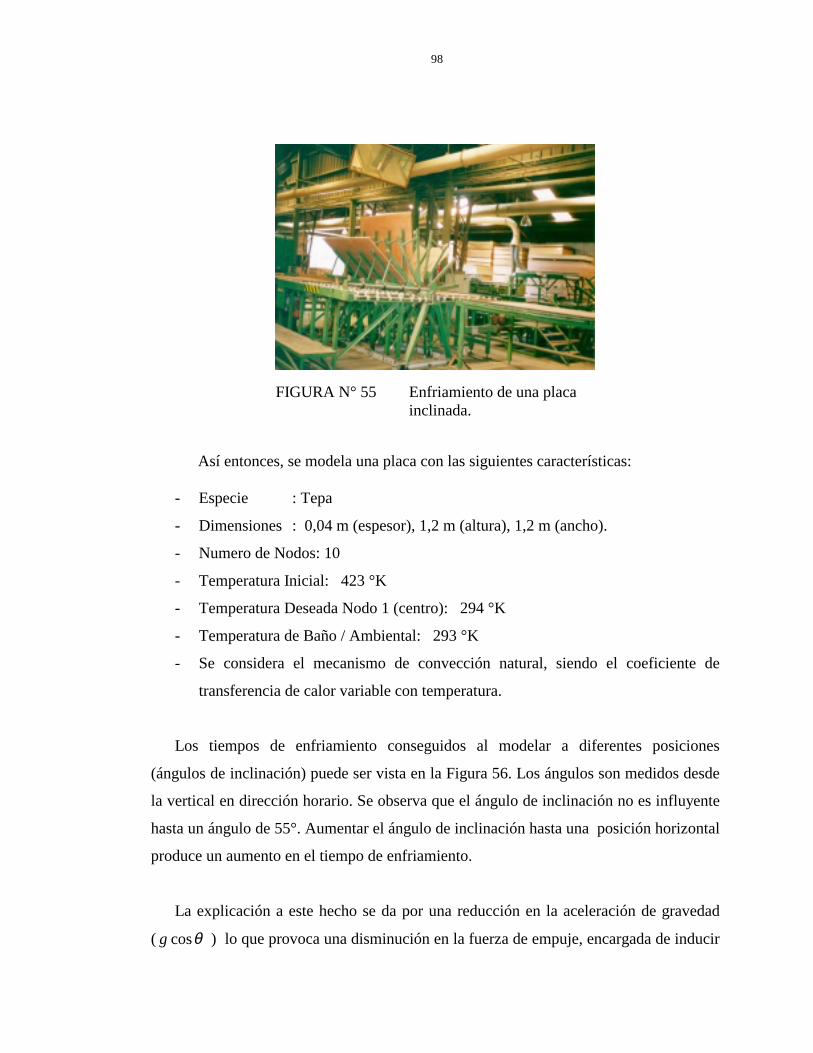
98
Así entonces, se modela una placa con las siguientes características:
- Especie : Tepa
- Dimensiones : 0,04 m (espesor), 1,2 m (altura), 1,2 m (ancho).
- Numero de Nodos: 10
- Temperatura Inicial: 423 °K
- Temperatura Deseada Nodo 1 (centro): 294 °K
- Temperatura de Baño / Ambiental: 293 °K
- Se considera el mecanismo de convección natural, siendo el coeficiente de
transferencia de calor variable con temperatura.
Los tiempos de enfriamiento conseguidos al modelar a diferentes posiciones
(ángulos de inclinación) puede ser vista en la Figura 56. Los ángulos son medidos desde
la vertical en dirección horario. Se observa que el ángulo de inclinación no es influyente
hasta un ángulo de 55°. Aumentar el ángulo de inclinación hasta una posición horizontal
produce un aumento en el tiempo de enfriamiento.
La explicación a este hecho se da por una reducción en la aceleración de gravedad
( θcosg ) lo que provoca una disminución en la fuerza de empuje, encargada de inducir
FIGURA N° 55 Enfriamiento de una placa inclinada.

99
el movimiento del fluido, que para el caso de una placa vertical actúa exclusivamente
en la dirección ascendente (o descendente – calentamiento de una placa). Si la placa esta
inclinada con respecto a la gravedad, la fuerza de empuje tiene una componente normal
y paralela a la superficie, hay una reducción en las velocidades del fluido a lo largo de la
placa lo que implica una reducción en la transferencia de calor por convección.
Influencia del Angulo Inclinación
0,00
5,00
10,00
15,00
20,00
25,00
0 15 30 45 60 75 90
Angulo (Grados)
Tiem
po (h
)
Tiempo vs Inclinación de una Placa
FIGURA N° 56 Influencia del ángulo de inclinación en el enfriamiento de una placa.
La reducción del coeficiente convectivo variable en el tiempo a medida que
aumenta en el ángulo de inclinación, se ilustra en la Figura 57, donde se aprecia una
reducción del coeficiente de transferencia de calor por convección, a partir de la curva
que consideran un ángulo de 60°. La correlación utilizada e incorporada en el software
es obtenida de Fujji e Imura (extraida de KREITH y BOHN (2001)).
4/1)cosPr(56.0 θLL GruN = (5.2)
Valida para °≤≤<<
89010cosPr10 115
θθLGr

100
Coeficiente convectivo variable (h) vs Tiempo
00,5
11,5
22,5
33,5
44,5
55,5
0 5 10 15 20 25
Tiempo (h)
h (W
/m²K
)
0° de Inclinación
15° de Inclinación
30° de Inclinación
45° de Inclinación
60° de Inclinación
75° de Inclinación
85° de Inclinación
FIGURA N° 57 Variación del coeficiente convectivo en el tiempo a diferentes
ángulos de inclinación.
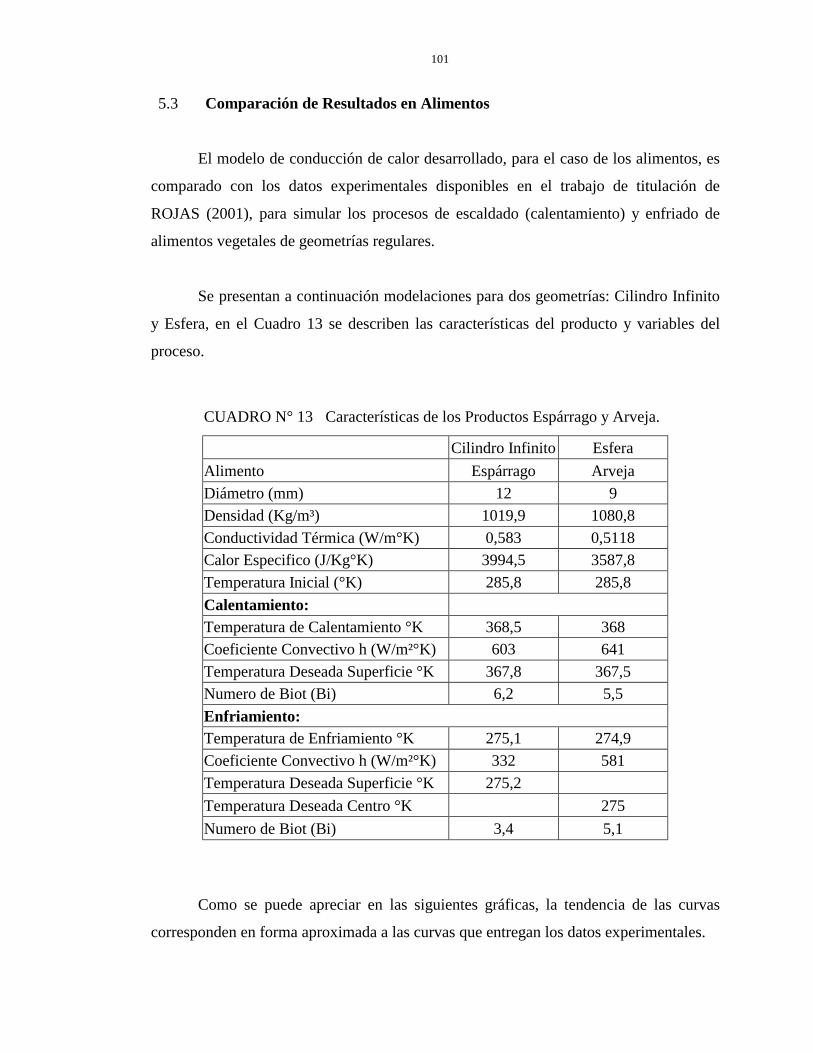
101
5.3 Comparación de Resultados en Alimentos
El modelo de conducción de calor desarrollado, para el caso de los alimentos, es
comparado con los datos experimentales disponibles en el trabajo de titulación de
ROJAS (2001), para simular los procesos de escaldado (calentamiento) y enfriado de
alimentos vegetales de geometrías regulares.
Se presentan a continuación modelaciones para dos geometrías: Cilindro Infinito
y Esfera, en el Cuadro 13 se describen las características del producto y variables del
proceso.
CUADRO N° 13 Características de los Productos Espárrago y Arveja.
Cilindro Infinito Esfera Alimento Espárrago Arveja Diámetro (mm) 12 9 Densidad (Kg/m³) 1019,9 1080,8 Conductividad Térmica (W/m°K) 0,583 0,5118 Calor Especifico (J/Kg°K) 3994,5 3587,8 Temperatura Inicial (°K) 285,8 285,8 Calentamiento: Temperatura de Calentamiento °K 368,5 368 Coeficiente Convectivo h (W/m²°K) 603 641 Temperatura Deseada Superficie °K 367,8 367,5 Numero de Biot (Bi) 6,2 5,5 Enfriamiento: Temperatura de Enfriamiento °K 275,1 274,9 Coeficiente Convectivo h (W/m²°K) 332 581 Temperatura Deseada Superficie °K 275,2 Temperatura Deseada Centro °K 275 Numero de Biot (Bi) 3,4 5,1
Como se puede apreciar en las siguientes gráficas, la tendencia de las curvas
corresponden en forma aproximada a las curvas que entregan los datos experimentales.

102
Los errores relativos entre la curva obtenida por el software “Procesos CCT” y
los datos experimentales se presentan en detalle en el siguiente cuadro.
CUADRO N° 14 Resultados de “Procesos CCT" vs datos experimentales espárrago.
Tiempo (s) Error Exp. 1 % Error Exp. 2 % Error Exp. 3 % Error Exp. 4 % Error Medio % 0 -0,2 0,1 -0,2 0,0 -0,1
32 -1,2 0,4 -0,1 1,8 0,2 64 -1,7 -1,4 -1,7 0,2 -1,2 96 -1,7 -1,5 -1,7 -1,1 -1,5
128 -1,7 -1,5 -1,8 -1,4 -1,6 160 -1,3 -1,5 -1,3 -1,6 -1,4 180 -1,1 -1,2 -1,6 -1,0 -1,2 192 -0,8 -0,8 -1,6 -1,4 -1,2 224 2,4 1,2 -1,3 0,9 0,8 256 1,1 0,7 -0,3 1,1 0,6 288 1,0 0,8 0,7 1,7 1,0 320 1,1 1,3 1,3 1,9 1,4 352 1,3 1,6 1,7 2,1 1,7 384 1,3 1,6 1,8 2,0 1,7 416 1,1 1,7 1,7 1,8 1,6 448 1,2 1,5 1,5 1,8 1,5 480 1,0 1,5 1,3 1,6 1,3 512 0,8 1,2 1,0 1,5 1,1 540 0,7 1,0 0,8 1,3 0,9
Promedio Absoluto 1,2
Procesos de Escaldado e Hidroenfriado en"Espárragos"
273283293303313323333343353363373
0 100 200 300 400 500 600
Tiempo (s)
Tem
pera
tura
(°K
) Experimental 1Experimental 2Experimental 3Experimental 4Procesos CCT
FIGURA N ° 58 Perfil temperatura vs tiempo nodo central – cilindro infinito.
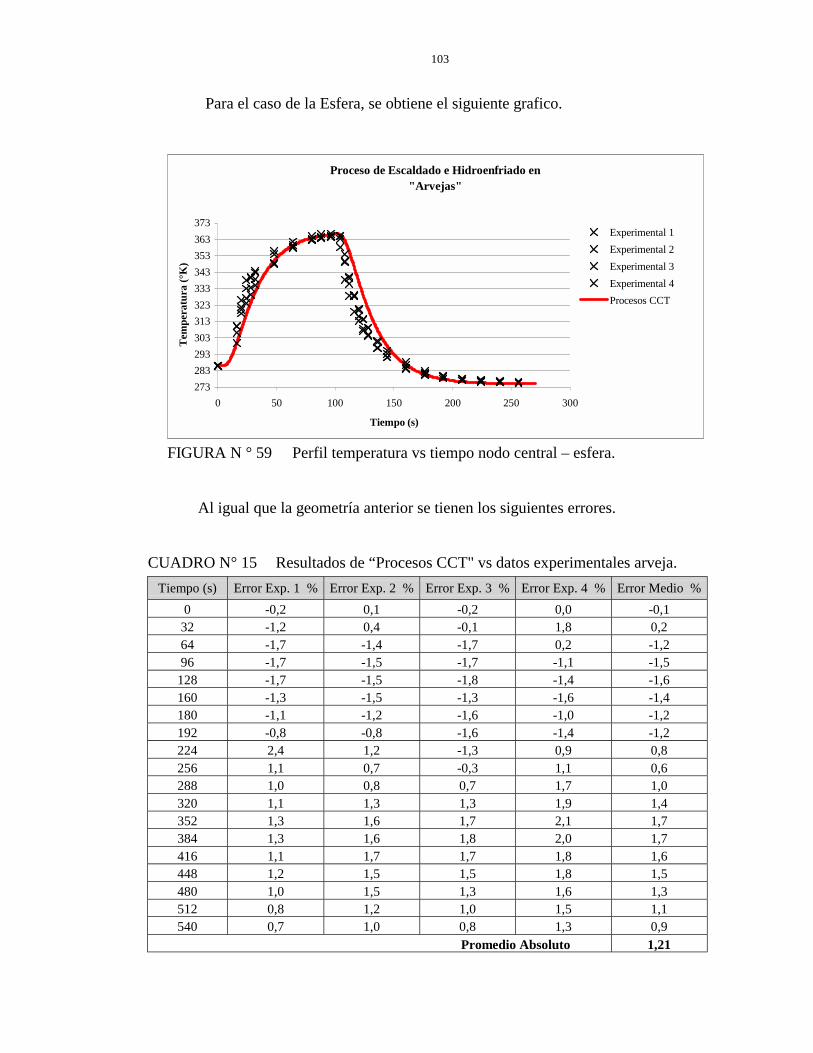
103
Para el caso de la Esfera, se obtiene el siguiente grafico.
Proceso de Escaldado e Hidroenfriado en"Arvejas"
273283293303313323333343353363373
0 50 100 150 200 250 300
Tiempo (s)
Tem
pera
tura
(°K
)
Experimental 1Experimental 2Experimental 3Experimental 4Procesos CCT
FIGURA N ° 59 Perfil temperatura vs tiempo nodo central – esfera.
Al igual que la geometría anterior se tienen los siguientes errores.
CUADRO N° 15 Resultados de “Procesos CCT" vs datos experimentales arveja. Tiempo (s) Error Exp. 1 % Error Exp. 2 % Error Exp. 3 % Error Exp. 4 % Error Medio %
0 -0,2 0,1 -0,2 0,0 -0,1 32 -1,2 0,4 -0,1 1,8 0,2 64 -1,7 -1,4 -1,7 0,2 -1,2 96 -1,7 -1,5 -1,7 -1,1 -1,5
128 -1,7 -1,5 -1,8 -1,4 -1,6 160 -1,3 -1,5 -1,3 -1,6 -1,4 180 -1,1 -1,2 -1,6 -1,0 -1,2 192 -0,8 -0,8 -1,6 -1,4 -1,2 224 2,4 1,2 -1,3 0,9 0,8 256 1,1 0,7 -0,3 1,1 0,6 288 1,0 0,8 0,7 1,7 1,0 320 1,1 1,3 1,3 1,9 1,4 352 1,3 1,6 1,7 2,1 1,7 384 1,3 1,6 1,8 2,0 1,7 416 1,1 1,7 1,7 1,8 1,6 448 1,2 1,5 1,5 1,8 1,5 480 1,0 1,5 1,3 1,6 1,3 512 0,8 1,2 1,0 1,5 1,1 540 0,7 1,0 0,8 1,3 0,9
Promedio Absoluto 1,21
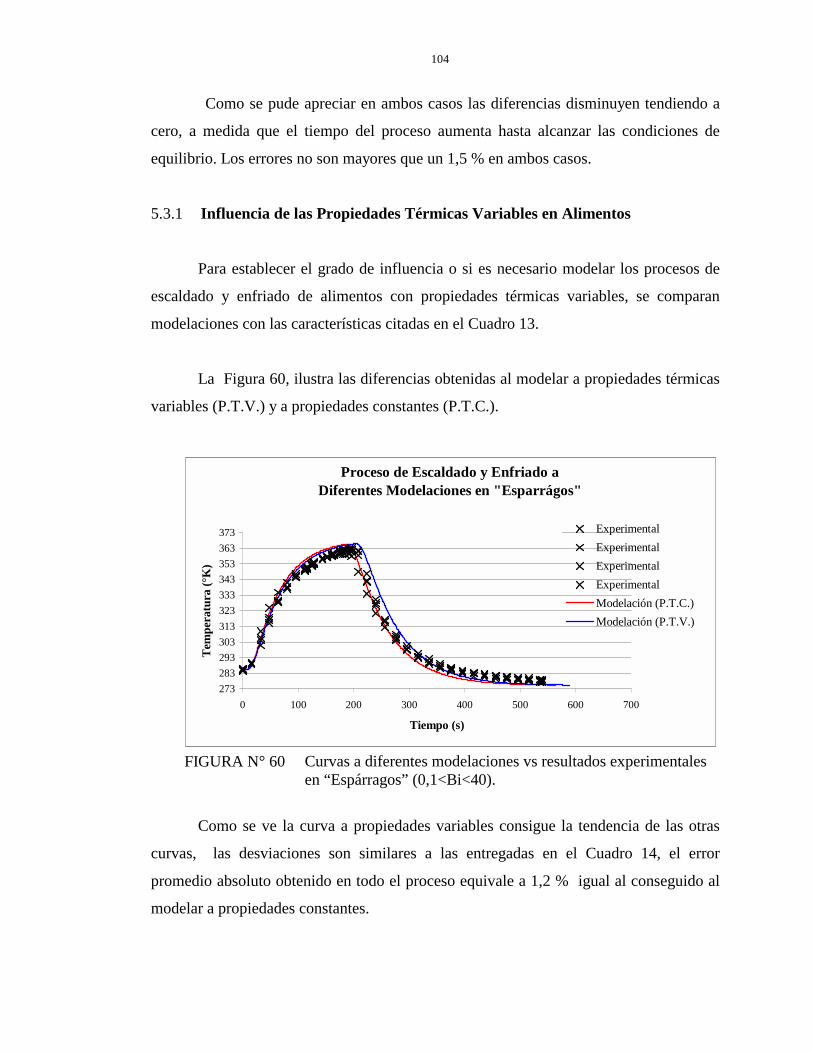
104
Como se pude apreciar en ambos casos las diferencias disminuyen tendiendo a
cero, a medida que el tiempo del proceso aumenta hasta alcanzar las condiciones de
equilibrio. Los errores no son mayores que un 1,5 % en ambos casos.
5.3.1 Influencia de las Propiedades Térmicas Variables en Alimentos
Para establecer el grado de influencia o si es necesario modelar los procesos de
escaldado y enfriado de alimentos con propiedades térmicas variables, se comparan
modelaciones con las características citadas en el Cuadro 13.
La Figura 60, ilustra las diferencias obtenidas al modelar a propiedades térmicas
variables (P.T.V.) y a propiedades constantes (P.T.C.).
Proceso de Escaldado y Enfriado a Diferentes Modelaciones en "Esparrágos"
273283293303313323333343353363373
0 100 200 300 400 500 600 700
Tiempo (s)
Tem
pera
tura
(°K
)
ExperimentalExperimentalExperimentalExperimentalModelación (P.T.C.)Modelación (P.T.V.)
FIGURA N° 60 Curvas a diferentes modelaciones vs resultados experimentales
en “Espárragos” (0,1<Bi<40).
Como se ve la curva a propiedades variables consigue la tendencia de las otras
curvas, las desviaciones son similares a las entregadas en el Cuadro 14, el error
promedio absoluto obtenido en todo el proceso equivale a 1,2 % igual al conseguido al
modelar a propiedades constantes.
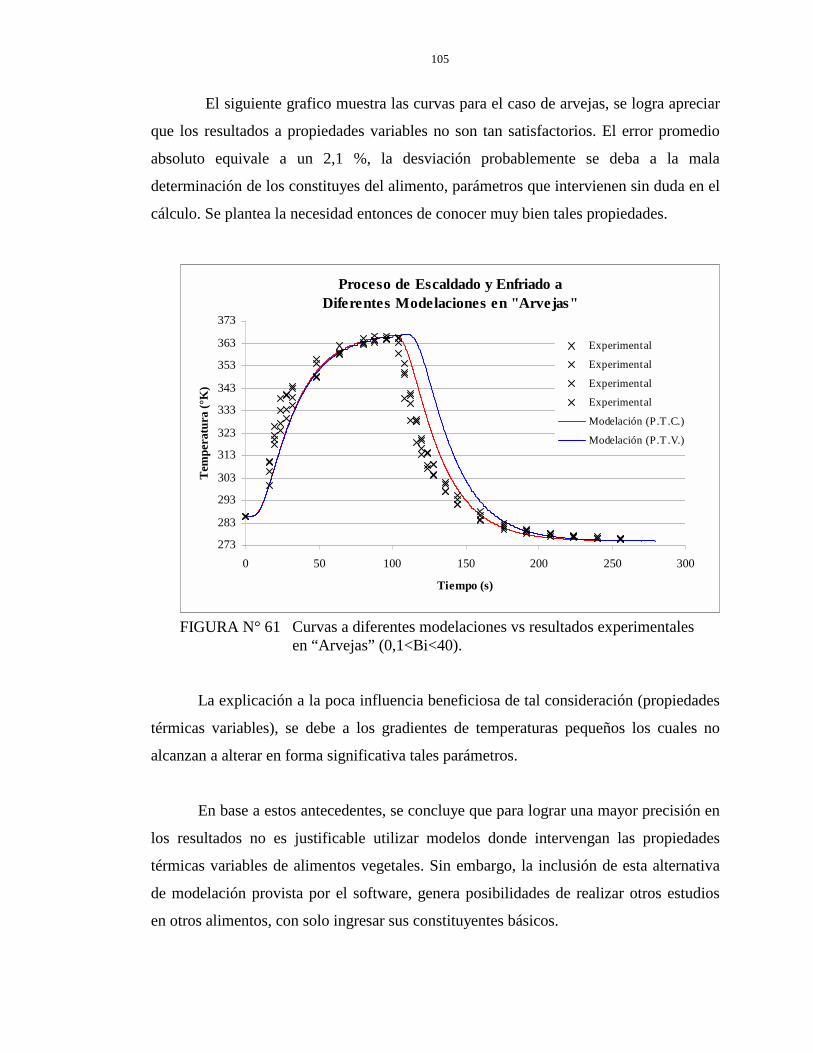
105
El siguiente grafico muestra las curvas para el caso de arvejas, se logra apreciar
que los resultados a propiedades variables no son tan satisfactorios. El error promedio
absoluto equivale a un 2,1 %, la desviación probablemente se deba a la mala
determinación de los constituyes del alimento, parámetros que intervienen sin duda en el
cálculo. Se plantea la necesidad entonces de conocer muy bien tales propiedades.
Proceso de Escaldado y Enfriado a Diferentes Modelaciones en "Arvejas"
273
283
293
303
313
323
333
343
353
363
373
0 50 100 150 200 250 300
Tiempo (s)
Tem
pera
tura
(°K
)
Experimental
Experimental
Experimental
Experimental
Modelación (P.T .C.)
Modelación (P.T .V.)
FIGURA N° 61 Curvas a diferentes modelaciones vs resultados experimentales
en “Arvejas” (0,1<Bi<40).
La explicación a la poca influencia beneficiosa de tal consideración (propiedades
térmicas variables), se debe a los gradientes de temperaturas pequeños los cuales no
alcanzan a alterar en forma significativa tales parámetros.
En base a estos antecedentes, se concluye que para lograr una mayor precisión en
los resultados no es justificable utilizar modelos donde intervengan las propiedades
térmicas variables de alimentos vegetales. Sin embargo, la inclusión de esta alternativa
de modelación provista por el software, genera posibilidades de realizar otros estudios
en otros alimentos, con solo ingresar sus constituyentes básicos.

106
5.3.2 Influencia del Coeficiente Convectivo en el proceso de Escaldado y
Enfriado de Alimentos Vegetales.
El mecanismo de transferencia de calor por convección en el proceso de
escaldado y enfriado de alimentos vegetales, corresponde al de convección forzada, en la
mayoría de los casos como se menciono en la Sección 2.2.3. Existe una velocidad de
flujo del fluido adyacente al sólido o del sólido al fluido y tal parámetro es altamente
influyente en la determinación de coeficiente convectivo y por ende en los tiempos de
escaldado y enfriado, por otro lado permite diseñar y evaluar los equipos a utilizar,
específicamente determinar en forma optima la rapidez y el largo de la cinta
transportadora.
En base a estos antecedentes, el software incorpora el ingreso de los parámetros
que intervienen en la determinación del coeficiente convectivo.
El Cuadro 16, muestra los coeficientes convectivos obtenidos por ORDÓÑEZ
(1996) en forma experimental, para un cilindro infinito tanto para el calentamiento como
para el enfriamiento de productos vegetales. los datos son comparados con la correlación
de Churchill y Berstein(*) incluida en el software .
CUADRO N° 16 Valores del coeficiente convectivo (h) a diferentescondiciones de operación vs correlación de Churchill.
Coeficientes convectivos (h) experimentales (W/m²°K) Diámetro
(mm) Temperatura medio (°K)
Velocidad de flujo
(m/s) 1 2 3 Promedio
(h) según Correlación Churchill (*)
10 353 0,22 4191 4185 3815 4064 3772 16 353 0,18 3328 3450 3641 3473 2096 22 353 0,11 2849 2693 2780 2774 1804 10 293 0,11 2707 2751 2751 2736 2627 16 293 0,20 3691 3343 3192 3409 2877 22 293 0,11 2308 2189 2188 2240 1803
(*) Obtenida de INCROPENA y DEWITT (1999).
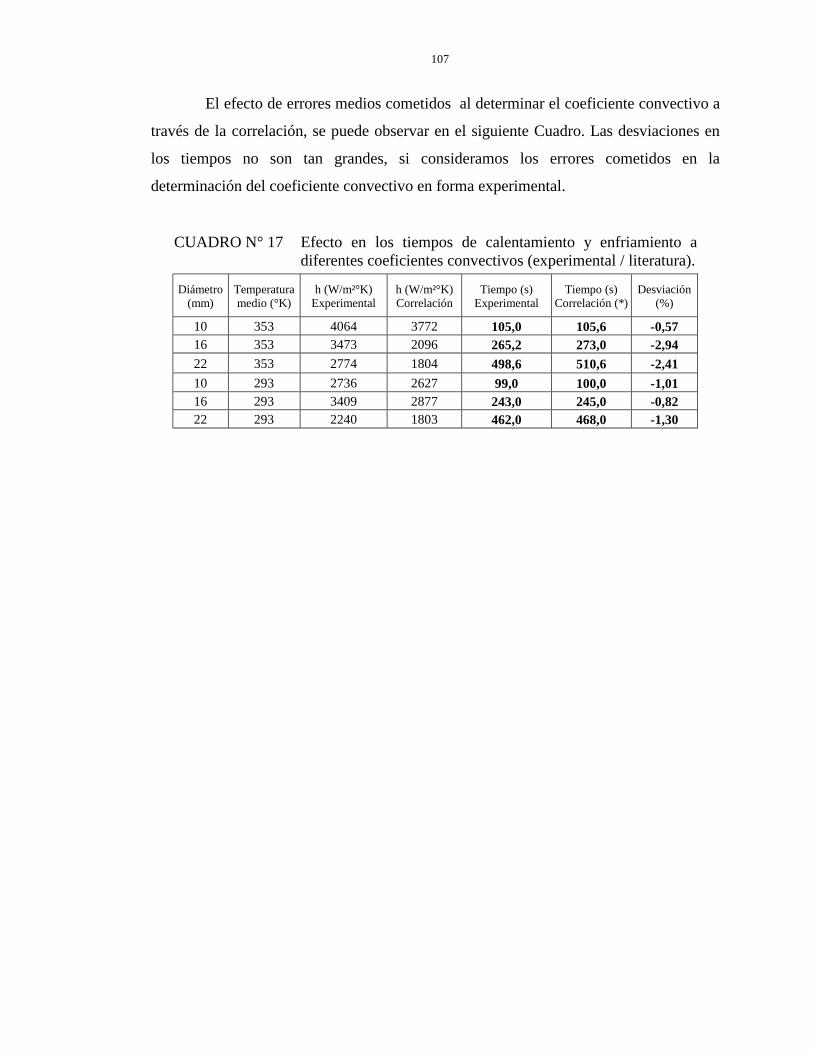
107
El efecto de errores medios cometidos al determinar el coeficiente convectivo a
través de la correlación, se puede observar en el siguiente Cuadro. Las desviaciones en
los tiempos no son tan grandes, si consideramos los errores cometidos en la
determinación del coeficiente convectivo en forma experimental.
CUADRO N° 17 Efecto en los tiempos de calentamiento y enfriamiento adiferentes coeficientes convectivos (experimental / literatura).
Diámetro (mm)
Temperatura medio (°K)
h (W/m²°K) Experimental
h (W/m²°K) Correlación
Tiempo (s) Experimental
Tiempo (s) Correlación (*)
Desviación (%)
10 353 4064 3772 105,0 105,6 -0,57 16 353 3473 2096 265,2 273,0 -2,94 22 353 2774 1804 498,6 510,6 -2,41 10 293 2736 2627 99,0 100,0 -1,01 16 293 3409 2877 243,0 245,0 -0,82 22 293 2240 1803 462,0 468,0 -1,30

108
5.4 Comparación de Resultados en Metales
En esta área, la Universidad Austral de Chile, no cuenta con estudios realizados a
nivel experimental, por lo que la comparación se lleva a cabo primeramente en base a
los resultados numérico – experimental de MORAGA y SÁNCHEZ (1994) del proceso
del temple en agua. Como segundo punto se comparan los resultados obtenidos por el
método gráfico y el desarrollado en el presente trabajo.
5.4.1 Resultados en el Proceso del Temple
Los autores antes mencionados, modelaron el proceso del temple en agua para
una placa de acero SAE 1045, considerando el cambio de las propiedades térmicas con
la temperatura. Las ecuaciones están escritas en la Sección 2.5.3.
Además se definieron condiciones de borde convectivas que consideran la
variación del coeficiente convectivo en función del tiempo y una condición inicial que
establece una temperatura con una distribución espacial uniforme. Sobre el coeficiente
convectivo variable, los autores presentan la ecuación que logra representar el fenómeno
de enfriamiento en las tres fases características (Conducción y radiación a través de la
capa gaseosa, transporte de vapor, conducción y convección del liquido). La ecuación
obtenida del trabajo mencionado, para fines de incorporarla en software, es la siguiente:
)/)((,903,59210873061227,0103231
100953102753102941)(
2
233
4659612
KmWThK)T(T + , - T + T,-
T, + T, - T,Th-
---
°°××××
××××××= (5.3)
La modelación de este proceso que a continuación se desarrolla, tiene los
siguientes atributos:
- Placa de Acero SAE 1045, 6,3 mm de espesor
- Temperatura inicial: 1050 °K
- Temperatura deseada nodo central: 293.3 °K
- Temperatura del agua: 293 °K
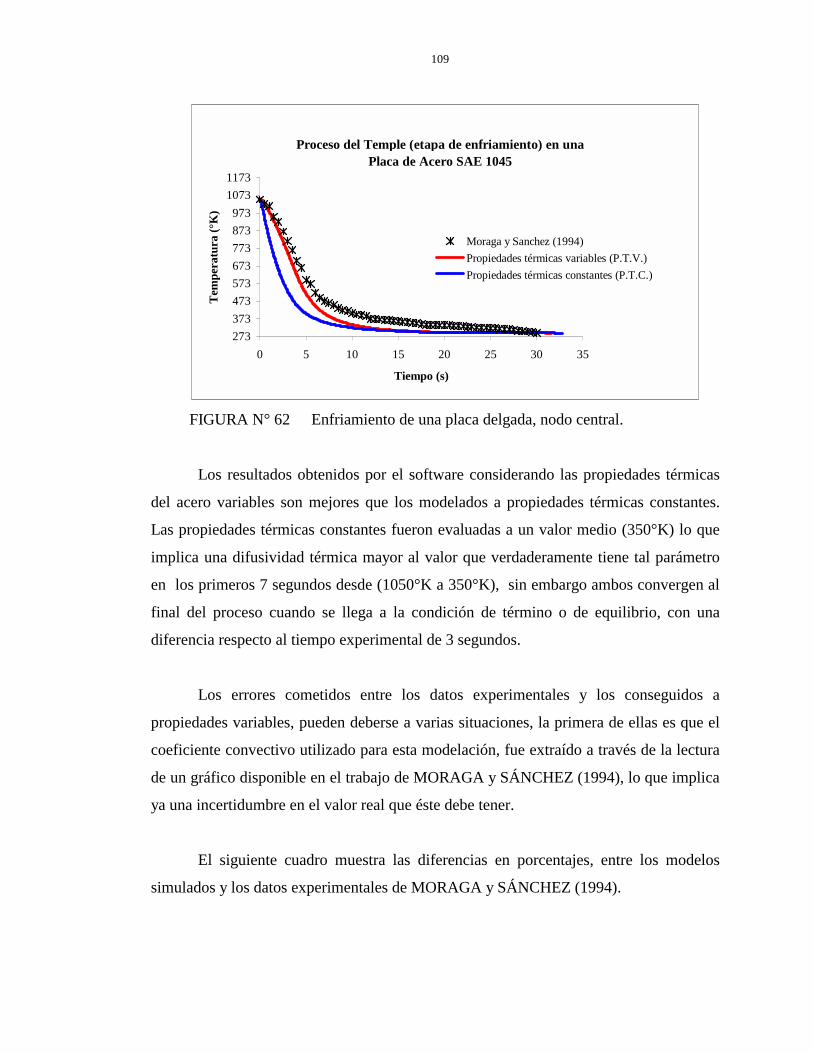
109
Proceso del Temple (etapa de enfriamiento) en una Placa de Acero SAE 1045
273373473573673773873973
10731173
0 5 10 15 20 25 30 35
Tiempo (s)
Tem
pera
tura
(°K
)
Moraga y Sanchez (1994)Propiedades térmicas variables (P.T.V.)Propiedades térmicas constantes (P.T.C.)
FIGURA N° 62 Enfriamiento de una placa delgada, nodo central.
Los resultados obtenidos por el software considerando las propiedades térmicas
del acero variables son mejores que los modelados a propiedades térmicas constantes.
Las propiedades térmicas constantes fueron evaluadas a un valor medio (350°K) lo que
implica una difusividad térmica mayor al valor que verdaderamente tiene tal parámetro
en los primeros 7 segundos desde (1050°K a 350°K), sin embargo ambos convergen al
final del proceso cuando se llega a la condición de término o de equilibrio, con una
diferencia respecto al tiempo experimental de 3 segundos.
Los errores cometidos entre los datos experimentales y los conseguidos a
propiedades variables, pueden deberse a varias situaciones, la primera de ellas es que el
coeficiente convectivo utilizado para esta modelación, fue extraído a través de la lectura
de un gráfico disponible en el trabajo de MORAGA y SÁNCHEZ (1994), lo que implica
ya una incertidumbre en el valor real que éste debe tener.
El siguiente cuadro muestra las diferencias en porcentajes, entre los modelos
simulados y los datos experimentales de MORAGA y SÁNCHEZ (1994).

110
CUADRO N° 18 Errores en los resultados del temple.
Tiempo (s) Error con (P.T.C.) (%)
Error con (P.T.V.) (%)
0 0 0 2 29,18 5,56 4 35,74 11,43 6 28,05 13,82 8 24,52 16,97
10 20,15 15,84 12 16,32 13,82 14 16,28 14,90 16 14,63 13,88 18 12,44 12,05 20 11,95 11,77 22 10,72 10,65 24 8,77 8,75 26 7,21 7,23 28 3,05 3,07 30 -0,18 -0,15
Promedio Absoluto 14,9 9,9
El siguiente gráfico, muestra claramente la inconveniencia de considerar un valor
medio como coeficiente convectivo constante.
Proceso del Temple (etapa enfriamiento) en una Placa de Acero SAE 1045
273373473573673773873973
10731173
0 10 20 30 40 50
Tiempo (s)
Tem
pera
tura
(°K
)
Moraga y Sanchez (1994)
Modelación h Constante (2500 W/m²°K)
Modelación (h Variable)
FIGURA N° 63 Enfriamiento de una placa a diferentes modelaciones
(h constante y h variable).
111
5.4.2 Resultados Método Gráfico versus Diferencias Finitas (MDF)
La segunda comparación en esta área se realiza con el interés de poder observar
las diferencias entre el método gráfico y el método numérico de diferencias finitas
empleado en el software. Para ello se plantea un ejercicio obtenido de la pagina 143 de
la publicación “Principios de Transferencia de Calor” por KREITH y BOHN (2001).
El ejercicio dice lo siguiente:
“En un proceso de fabricación, se fabrican piezas de acero en caliente y luego se
enfrían en agua. Considere un cilindro de acero de 2 m de largo y 0.2 m de diámetro (k =
40 W/m°K, α = 1.0 x 10-5 m²/s), con una temperatura inicial de 673 °K, que de pronto
se enfría en agua a 323 °K. Si el coeficiente de transferencia de calor es de 200 W/m²°K,
calcule lo siguiente 20 minutos después de la inmersión.
1.- la temperatura en el centro
2.- la temperatura superficial
3.- el calor transferido al agua durante los 20 minutos iniciales”
El desarrollo del presente ejercicio se muestra en el Anexo 3. Los resultados son
los siguientes, según método gráfico:
1.- temperatura en el centro = 445.5 °K
2.- temperatura superficial = 421 °K
3.- calor transferido al agua Q(t) = 14.9 kWhr
En base a estos datos se realiza la simulación, considerando como condición de
término la temperatura en el nodo central igual al resultado obtenido por el método
gráfico y que es igual a 445.5 °K, se calcula entonces el tiempo para alcanzar dicho
valor.
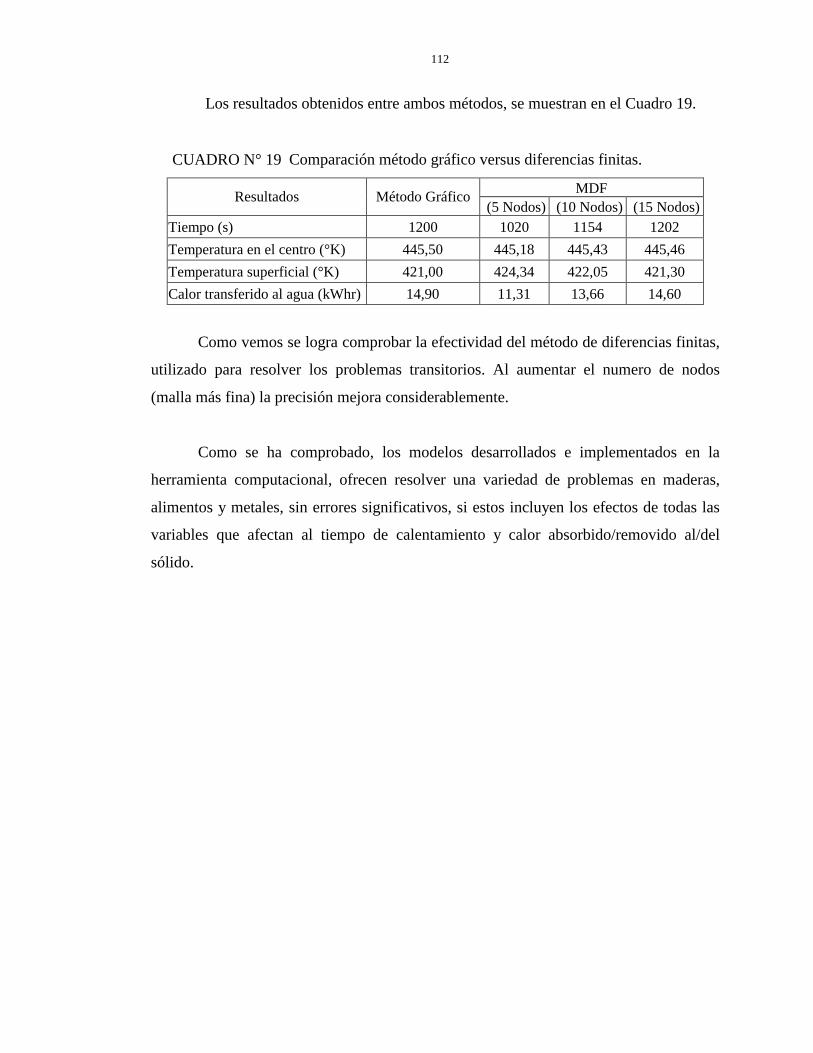
112
Los resultados obtenidos entre ambos métodos, se muestran en el Cuadro 19.
CUADRO N° 19 Comparación método gráfico versus diferencias finitas.
MDF Resultados Método Gráfico (5 Nodos) (10 Nodos) (15 Nodos)
Tiempo (s) 1200 1020 1154 1202 Temperatura en el centro (°K) 445,50 445,18 445,43 445,46 Temperatura superficial (°K) 421,00 424,34 422,05 421,30 Calor transferido al agua (kWhr) 14,90 11,31 13,66 14,60
Como vemos se logra comprobar la efectividad del método de diferencias finitas,
utilizado para resolver los problemas transitorios. Al aumentar el numero de nodos
(malla más fina) la precisión mejora considerablemente.
Como se ha comprobado, los modelos desarrollados e implementados en la
herramienta computacional, ofrecen resolver una variedad de problemas en maderas,
alimentos y metales, sin errores significativos, si estos incluyen los efectos de todas las
variables que afectan al tiempo de calentamiento y calor absorbido/removido al/del
sólido.

110
Capítulo 6 – CONCLUSIONES
Desde el punto de vista de los objetivos planteados, se logró dar cumplimiento a
cada uno de ellos. El software elaborado con fines académicos, posibilita realizar
análisis de conducción de calor transiente lineal y no lineal en las áreas de la industria
maderera, alimenticia y metalmecánica, además con mecanismos de convención natural
o forzada en la frontera del sólido.
El método numérico de diferencias finitas (MDF) en su forma explicita ha
permitido modelar en forma exitosa el comportamiento cinético que ocurre en los
procesos térmicos de calentamiento y/o enfriamiento.
Se validaron los resultados obtenidos por el software versus los encontrados en la
literatura y los teóricos – experimentales obtenidos en estudios previos de la Universidad
Austral de Chile, consiguiendo las siguientes afirmaciones:
Las discrepancias obtenidas entre el software y los trabajos teóricos y
experimentales de macerado no son significativas, no superan el 2 %, las cuales se
atribuyen básicamente a las diferencias en la obtención de las ecuaciones que permiten
calcular las propiedades térmicas de la madera.
La diferencia en los tiempos de macerado, considerando el coeficiente
convectivo variable y los con una modelación a coeficiente convectivo constante es
despreciable, debido a la situación de un Bi > 100. Por tanto, se puede plantear el uso
de una condición de borde de primera clase.
Elevados coeficientes convectivos, generados al ingresar madera fría a una
cámara de vapor, permiten determinar tiempos de calentamiento, también con una
incertidumbre aceptable en la practica.
111
Las desviaciones entre los modelos que consideran las propiedades térmicas de
la madera constantes y variables respectivamente no son considerables y se estima una
disminución en un 1% en el tiempo de macerado a propiedades variables. Por lo tanto es
posible decir que no es justificable modelar a propiedades variables a razón de otros
autores además (MORENO et al , 1992; SIMPSON, 2001).
Considerar las propiedades termofísicas del agua variables resulta no influyente,
se obtienen diferencias de un 0,5% al comparar los tiempos, que consideran constantes
tales propiedades.
Se comete un error del -0,4% al emplear un modelo unidireccional, por lo tanto
se concluye que no es justificable utilizar el modelo bi-direccional para una relación
2/arg ≥DiámetrooL si la relación de anisotropía equivale a 2/ =krkz .
Los errores cometidos al modelar alimentos vegetales no son mayores que un 1,5
% con respecto a resultados experimentales, lo que se considera aceptable. Para lograr
una mayor precisión en los resultados no es justificable utilizar modelos donde
intervengan las propiedades térmicas variables de alimentos vegetales. Sin embargo la
inclusión de esta alternativa de modelación provista por el software, genera
posibilidades de realizar otros estudios en otros alimentos, con solo ingresar sus
constituyentes básicos de este.
Se comparó el proceso del temple con diferentes modelaciones, siendo la que
más se ajusta a los valores experimentales, la que modela a propiedades térmicas
variables y con un coeficiente de transferencia de calor por convección variable.
El desempeño del método de diferencias finitas explicito, resultó bastante
eficiente en comparación a otros métodos (analítico, método grafico). Por lo que ofrece
resolver una variedad de problemas en maderas, alimentos y metales, sin errores
significativos, si estos incluyen los efectos de todas las variables que afectan al tiempo
de calentamiento y calor absorbido/removido al/del sólido.

115
REFERENCIAS
Referencias Bibliográficas
- AGUILERA F., “Simulación del proceso global de escaldado – hidroenfriado de
productos vegetales”, Tesis de Ingeniería en Alimentos, Universidad Austral de
Chile, 1996.
- APRAIZ B. J. "Tratamientos térmicos de los aceros". Editorial: Dossat, 1974.
- BURNETTE, F.S., “Peroxidase and its relationship to food flavor and quality: a
review, J.Food Sc, 1977.
- DÍAZ C., “Análisis teórico experimental del coeficiente de transferencia de calor
durante los procesos de hidrocalentamiento – hidroenfriamiento de alimentos”,
Tesis de Ingeniería en Alimentos, Universidad Austral de Chile, 2001.
- FEIHL, O. “Heating frozen and nofrozen veneer logs”, Forest Product Journal,
22(10): 41-50, 1972.
- FEIHL, O.; GODIN, V., “Heating veneer logs : a practical guide”, Can Dept. Env.,
Eastern Forest Prod. Lab., Otawa, Ontario, Canadá, Forestry Tech. Report 9.19
pp., 1975
- CHOI, Y. And OKOS, M.R., “Effects of temperature and composition on the
thermal properties of food, In: Food engineering and process application. Vol I,
Transport phenomena, Le Maguer, M. and Jelen, P. (eds), Elsiever Apllied
Sciencie Co., New York, 1986.
- FENNEMA, O., “Química de los alimentos, Acribia s.a., Zaragoza, España, 1993.
- GANTHAVORN, C and POWERS, J.R., “Changes in peroxidase activity,
hexanal, ascorbic acid and free sulfhydril in blanched asparagus during frozen
storage”, J Food Sc 53: 1403-1405, 1988.
- HELDMAN, D.R., “Food process engineering”, Ed. Avi publishing company,
USA, 1975.
- INCROPERA, F.P. y DEWITT D.P., “Fundamentos de transferencia de calor”, 4ª
Ed. Prentice Hall, México, 1999.
- KREITH F. & BOHN M., “Principios de Transferencia de Calor”, Ed. Thomson
Learning, Mexico, 2001.
116
- LUH, B.S. and LORENZO, M.C., “Freezing of vegetables in: commercial
vegetable processing”, Luh, B.S. and Woodroof, J.G (eds), Van Nostrand
Reinhold, New York, 1988.
- LUND, D.B., “Design of thermal process for maximizing nutrient retention.”,
Food Technol, 31(2):71-78,1977.
- McAdams, W. H., “Heat Transmission”, 3d ed., McGraw-Hill Book Company,
New York, 1954.
- MARTINEZ y GORDON, “Teoría y Tecnología del Tratamiento Térmico”, Ed.
Pueblo y Educación, Ciudad de la Habana, Cuba, 1985.
- MORAGA N. y MURILLO H., “Transferencia de calor en congelación de
alimentos cárneos con métodos de elementos y de diferencias finitas”, III
Congreso iberoamericano de ingeniería mecánica, CIDIM, 1997.
- MORAGA N. y SÁNCHEZ L., “Predicción de temperaturas y velocidades de
enfriamiento para temple de placas y cubos de acero en agua”, XII Jornadas de
transferencia de calor y materia, Universidad de Santiago de Chile, Chile, 1994.
- MORAGA N., FORTUNY P. y PAVICEVIC Y., “Modelación térmica y
validación experimental para descongelación de esfera de carne”, II Encuentro de
modelos físicos y matemáticos en ingeniería, Universidad de Santiago de Chile,
1997.
- MORAGA N., MEDINA E. y MENESES A., “Análisis de transferencia
simultanea de calor y materia en congelación de esferas de carne”, XIV Jornadas
de transferencia de calor y materia, Universidad Católica de Valparaíso, Chile,
1996.
- MORENO R., DEVLIEGER F. and INZUNZA L. – “Finite Difference Simulation
for Heat Conduction Applied to Heating Veneer Logs”, Methods numerical in
engineering and applied sciences, Edit. Cimne, Barcelona, España, 1992.
- Q. TUAN PHAM, “Calculation of processing time and heat load during food
refrigeration”, “Food for Thought – Cool” AIRAH Conference, Sydney, Australia,
2002.
- ÖZISIK M. N., “Basic Heat Transfer”, Ed. Mc GrawHill Kogakusha, Ltd., Tokio,
1977.
117
- ÖZISIK M. N., “Heat Conduction”, Ed. John Wiley & Sons, Inc., New York,
1980.
- ÖZISIK M. N., “Finite difference methods in heat transfer”, Ed. CRC Press., USA,
1994.
- ROJAS J., “Modelamiento, simulación y optimización del proceso de escaldado y
enfriado de alimentos vegetales”, Tesis de Ingeniería Civil en Informática,
Universidad Austral de Chile, 2000.
- SHAMS, M.A. and THOMPSON, D.R., “Quantitative determination of pea losses
as affected by conventional water blanching, J. Food Sc. 52:1006-1009,1987.
- SIMPSON, W.T., “Specific gravity, moisture content, and density relationships for
wood”, Gen Tech Rep FPL-GTR-76 Madison, WI: U.S. Department of
Agriculture, Forest Service, Forest Products Laboratory, 13p.
- SIMPSON, W. T., “Heating times round and rectangular cross sections of wood in
steam”, USDA Forest Service, Forest Prod. Lab. Madison, Wis., Gen. Tech. Rep.
FPL – GTR – 130, 130 pp. 2001.
- STEINHAGEN, H. P., “Thermal conductive properties of wood, green or dry from
– 40°C to + 100°C: a literature review. USDA Forest Serv., Forest Prod. Lab.,
Madison, Wis General Tech. Report FPL-9 10PP.
- STEINHAGEN, H. P., Meyers G., Kubler H., “Heating time charts for frozen and
nonfrozen veneer logs”, Forest Products Journal, FPJ Technical Note, 27 – 37 pp.,
USA, 1980.
- VALENTAS K.J., ROSTEIN E. and SING. R.P., “Handbook of Food
Engieneering Practice”, CRC Press LLc, USA, 1997.
Referencias de Internet
- www.matweb.com , Pagina web que dispone más de 27500 datos de
propiedades de diversos materiales.
- www.fs.fed.us/publications/ , Pagina web de servicio forestal, del
departamento de agricultura de los Estados Unidos, dispone de una gran
variedad de publicaciones en el área de la madera, se bajaron las
publicaciones de: STEINHAGEN, H. P, SIMPSON, W. T, entre otros.

118
ANEXOS
Anexo 1: Propiedades térmicas variables de algunos metales y del aire.
Anexo 2: Correlaciones para transferencia de calor por convección
natural y forzada.
Anexo 3: Solución ejercicio planteado en Sección 5.4.2
____________________________________________________
Se incluye 1 CD-ROM con los siguientes archivos:
!"Instalador
!"Ejecutable Software “Procesos CCT”
!"Código Fuente
!"Trabajo Titulación en formato PDF (Acrobat Reader)
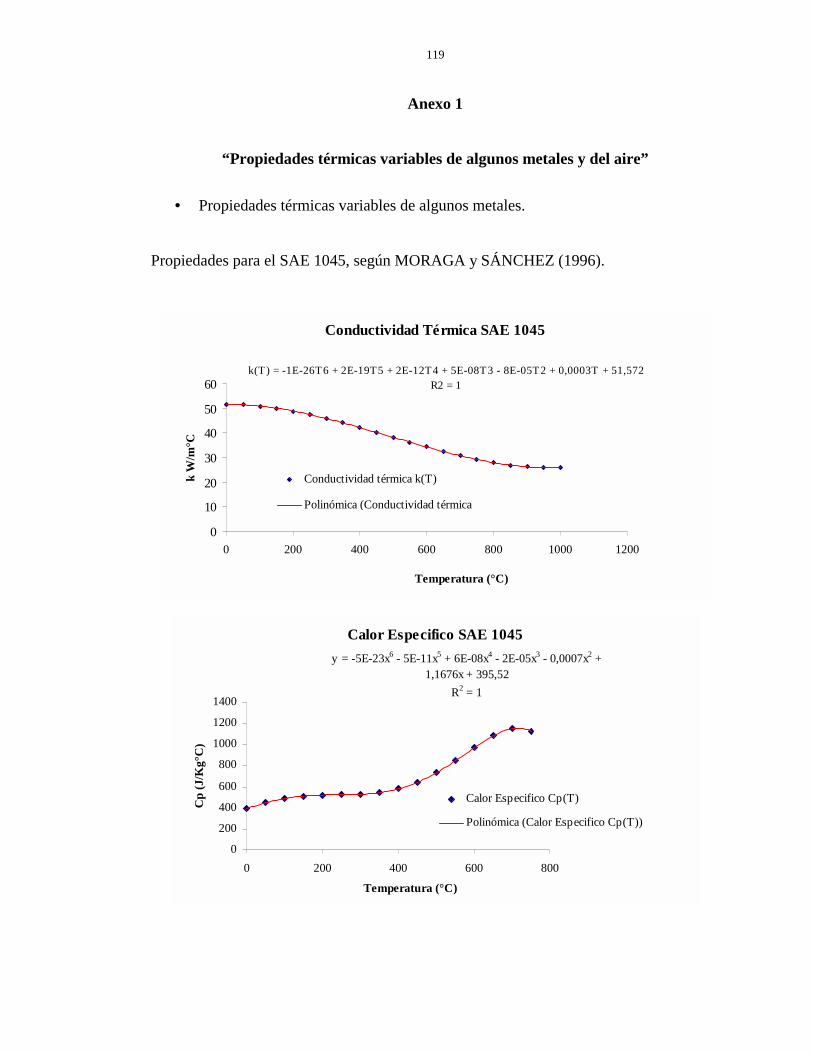
119
Anexo 1
“Propiedades térmicas variables de algunos metales y del aire”
• Propiedades térmicas variables de algunos metales.
Propiedades para el SAE 1045, según MORAGA y SÁNCHEZ (1996).
Conductividad Térmica SAE 1045
k(T) = -1E-26T6 + 2E-19T5 + 2E-12T4 + 5E-08T3 - 8E-05T2 + 0,0003T + 51,572R2 = 1
0
10
20
30
40
50
60
0 200 400 600 800 1000 1200
Temperatura (°C)
k W
/m°C
Conductividad térmica k(T)
Polinómica (Conductividad térmica
Calor Especifico SAE 1045y = -5E-23x6 - 5E-11x5 + 6E-08x4 - 2E-05x3 - 0,0007x2 +
1,1676x + 395,52R2 = 1
0
200
400
600
800
1000
1200
1400
0 200 400 600 800
Temperatura (°C)
Cp
(J/K
g°C
)
Calor Especifico Cp(T)
Polinómica (Calor Especifico Cp(T))

120
Propiedades para el SAE 1008, según www.matweb.com
Conductividad Térmica SAE 1008
k(T) = 3,464E-08*T3 - 5,655E-05*T2 - 2,124E-02*T + 74,27R2 = 0,999
0
10
20
30
40
50
60
70
0 250 500 750 1000 1250 1500
Temperatura (°K)
k (W
/m°K
)
Conductividad Térmica k(T)
Polinómica (Conductividad Térmica k(T))
Calor Especifico SAE 1008 Cp(T) = -2,432E-13*T6 + 9,743E-10*T5 - 1,578E-06*T4 + 1,321E-03*T3 - 6,021E-
01*T2 + 1,418E+02*T - 1,301E+04R2 = 0,95
0
200
400
600
800
1000
1200
0 200 400 600 800 1000 1200Temperatura (°K)
Cp
(J/k
g°K
)
Calor Especifico
Polinómica (Calor Especifico)
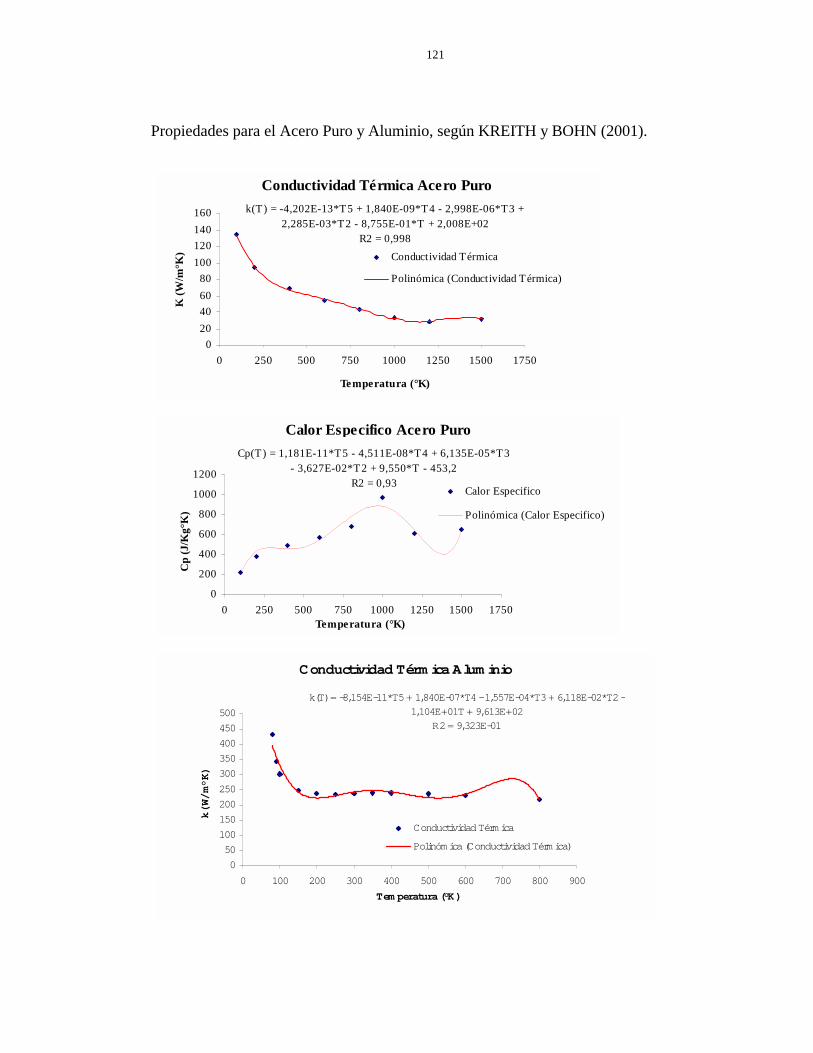
121
Propiedades para el Acero Puro y Aluminio, según KREITH y BOHN (2001).
Conductividad Térmica Acero Puro k(T) = -4,202E-13*T5 + 1,840E-09*T4 - 2,998E-06*T3 +
2,285E-03*T2 - 8,755E-01*T + 2,008E+02R2 = 0,998
020406080
100120140160
0 250 500 750 1000 1250 1500 1750
Temperatura (°K)
K (W
/m°K
) Conductividad Térmica
Polinómica (Conductividad Térmica)
Calor Especifico Acero Puro Cp(T) = 1,181E-11*T5 - 4,511E-08*T4 + 6,135E-05*T3
- 3,627E-02*T2 + 9,550*T - 453,2R2 = 0,93
0
200
400
600
800
1000
1200
0 250 500 750 1000 1250 1500 1750Temperatura (°K)
Cp
(J/K
g°K
)
Calor Especifico
Polinómica (Calor Especifico)
Conductividad Térm ica Alum inio
k(T) = -8,154E-11*T5 + 1,840E-07*T4 - 1,557E-04*T3 + 6,118E-02*T2 -
1,104E+01T + 9,613E+02R2 = 9,323E-01
0
50
100
150
200
250
300
350
400
450
500
0 100 200 300 400 500 600 700 800 900
Tem peratura (°K)
k(W/m°K)
Conductividad Térmica
Polinómica (Conductividad Térmica)

122
Calor Especifico AluminioCp(T) = 3,786E-11*T5 - 9,715E-08*T4 + 9,788E-05*T3 -
4,840E-02*T2 + 1,217E+01*T - 3,393E+02R2 = 1
0
200
400
600
800
1000
1200
1400
0 200 400 600 800 1000
Temperatura (°K)
Cp
(J/K
g°K
) Calor Especifico
Polinómica (Calor Especifico)
• Propiedades Térmicas del Aire en función de la Temperatura
Según Ecket y Drake, (1959)
Densidad (Kg/m³) 1353 −×T Viscosidad Dinamica (Kg/m s) 623.0710623.5 T×× − Calor Especifico (J/Kg°K) 156.0387 T× Conductividad Térmica (W/m°K) 717.0410772.4 T×× −
123
Anexo 2
“Correlaciones de Transferencia de Calor por Convección Natural”
• Correlaciones - Convección Natural
Geometría Ecuación de correlación Restricciones
laminar) (flujo 4/159.0
10Pr10 94
==
<<
nc
GrL
Placa Vertical o
Cilindro vertical
nLL GrcuN Pr)(=
McAdams (1974)
o) turbulent(flujo 3/11.0
10Pr10 139
==
<<
nc
GrL
Placa Vertical o inclinada con
la superficie caliente hacia
abajo.
4/1)cosPr(56.0 θLL GruN =
Fujji e Imura (*) )laminar flujo(890
10cosPr10 115
°≤≤<<
θθLGr
Placas Horizontales
laminar) (flujo 4/154.0
102Pr10 75
==
×<<
nc
GrL
Superficie caliente
arriba o fría abajo
nLL GrcuN Pr)(=
McAdams (1974)
o) turbulent(flujo 3/114.0
102Pr10 75
==
×<<
nc
GrL
Superficie fría arriba o
caliente abajo
nLL GrcuN Pr)(=
McAdams (1974)
laminar) (flujo 4/1
27.0103Pr103 105
==
×<<×
nc
GrL

124
laminar) (flujo 4/153.0
10Pr10 94
==
<<
nc
GrL
Cilindro horizontal largo
único
nDD GrcuN Pr)(=
McAdams (1974)
o) turbulent(flujo 3/113.0
10Pr10 129
==
<<
nc
GrL
Esferas [ ] 9/416/9
4/1
Pr)/469.0(1Pr)(589.02
++= D
DGruN
Churchill (*)
7.0Pr10Pr 11
≥<DGr
Nota: Las correlaciones del coeficiente convectivo natura para los Paralelogramo, equivalen a las de un cilindro. Las propiedades térmicas deben ser evaluadas a temperatura pelicular media
2/)( ∞+= TTT im . (*) Obtenida de INCROPERA y DEWITT (1999).
• Correlaciones - Convección Forzada.
Geometría Ecuación de correlación Restricciones
33.05.0 PrRe664.0 LLuN = laminar) (flujo 5.0Pr
105Re 5
>×<L
Superficie Horizontal [ ]23200RePr036.0 8.033.0 −= LLuN o) turbulent(flujo
5.0Pr105Re 5
>×>L
125
Placa alargada plana
Con ancho D,
perpendicular
al flujo en un gas
3/2Re2.0 LLuN = laminar) (flujo
104Re1 5×<< L
Cilindro largo
perpendicular al flujo [ ]
5/48/5
4/13/2
3/15.0
282000Re1
Pr)/4.0(1PrRe62.03.0
+
++= DD
LuN
Churchill y Berstein (*)
2.0PrRe >D
0.092675.0
10Re500 5
==
<<
nc
Cilindro de sección no
circular en flujo cruzado
de un gas (sección
cuadrada paralelogramo)
nL cuN Re=
Jakob (**) 0.16
699.08000Re2500
==
<<
nc
Esfera en un Gas
flujo perpendicular
al sólido
nD cuN Re=
MCAdams (1958) 0.6037
70000Re17
==
<<
nc
D
Esfera en un Liquido
flujo perpendicular
al sólido
[ ] 3.05.0 Pr)Re68.0(97.0 +=DuN Kramers (1958)
2000Re1 << D
(*) Obtenida de INCROPERA y DEWITT (1999). (**) Obtenida de ÖZISIK M. N. (1977)
Nota: El software incorpora otras correlaciones desarrolladas en la Uach, para los
procesos de hidrocalentamiento y/o hidroenfriamiento de alimentos vegetales, bajo los
mecanismos de convección natural y forzada, tales ecuaciones pueden ser revisadas en el
trabajo de titulación de Díaz (2001).

126
Anexo 3
“Solución por Método Grafico al Problema Planteado en la Sección 5.4.2”
Solución: Como la longitud del cilindro es 10 veces su diámetro, se puede omitir los
efectos en los extremos. Para determinar si la resistencia interna es insignificante,
primero se calcula el numero de Biot.
5.0 W/mK40
m) 1 W/m²K)(0.200(0 ==×
=k
rhBi
Puesto que el numero de Biot es mayor que 0.1, la resistencia interna es
significativa y no se puede usar el método de capacitancia. Para utilizar la solución
gráfica se calculan los parámetros adimensionales apropiados, de acuerdo con siguiente
expresión (numero de Fourier):
2.11.0
s/min) m)(60 m²/s)(20101(22
5
20
=×=×=−
mrtFo α
y
3.0)2.1)(5.0( 22 ==× FoBi
La cantidad de energía interna almacenada en el cilindro por unidad de longitud es:
mWsmsm
mKW
TTrkTTrCpQ iii
/ 104.4K) 350)(1.0)((/ 101
/ 40
)()(
72225-
20
2
×=×
=
−
=−=′ ∞∞
π
πα
ρπ
De acuerdo con la siguiente Figura 1, la temperatura adimensional en el centro
que corresponde a 1/Bi = 2.0 y Fo = 1.2 es:
35.0),0(
=−
−
∞
∞
TTTtT
i

127
En vista de que ∞− TTi se especifica como 350°C
CtTCT °=+=°=∞ 5.17250)350)(35.0(),0(,50
La temperatura superficial con 0.1/ 0 =rr y t = 1200 s se obtiene de la Figura 2
en función de la temperatura en el centro:
8.0),0(),( 0 =−−
∞
∞
TtTTtrT
.
Por lo tanto, la razón de la temperatura superficial es:
28.0)35.0)(8.0(),0(
8.0),( 0 ==
−−
=−
−
∞
∞
∞
∞
TTTtT
TTTtrT
ii
y la temperatura superficial después de 20 minutos es:
CtrT °=+= 14850)350)(28.0(),( 0
Entonces, es posible determinar la cantidad de calor transferida de la varilla de
acero a partir de la Figura 2 (b). Como 61.0/)´( =′′ iQtQ , resulta:
kWhr 9.14s/hr 3600
)/ 104.4)( 2()61.0()(7
=×= mWsmtQ
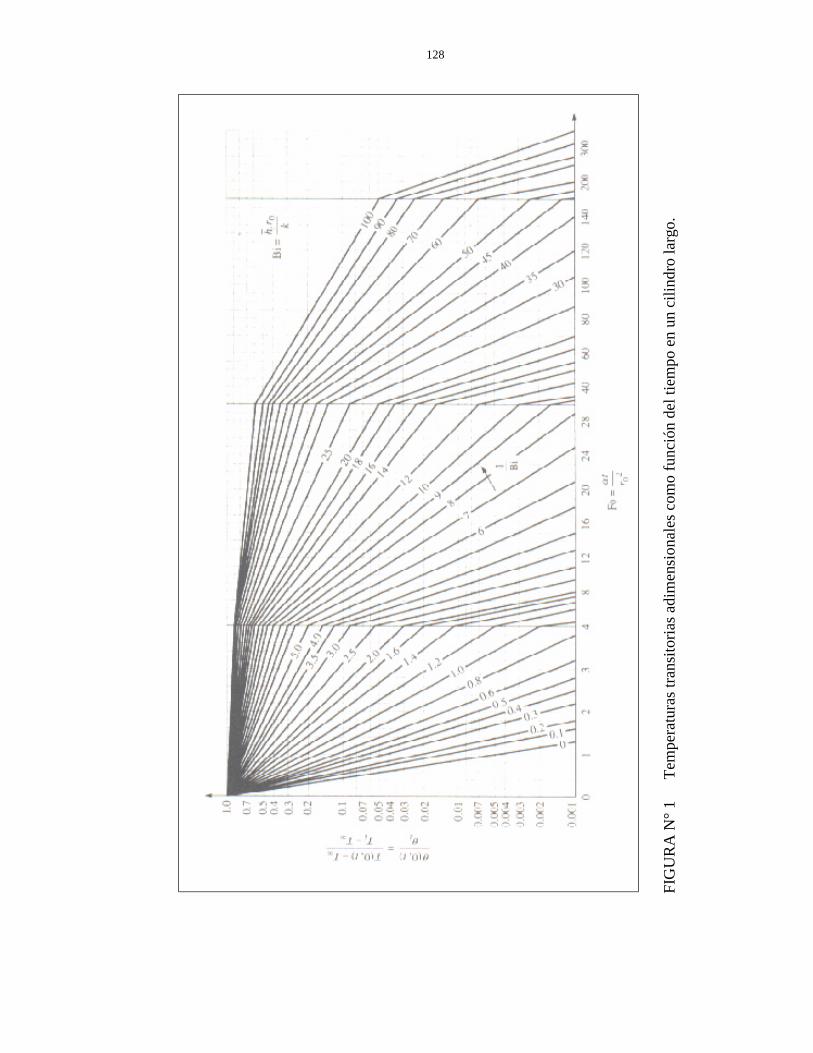
128
Tem
pera
tura
s tra
nsito
rias a
dim
ensi
onal
es c
omo
func
ión
del t
iem
po e
n un
cili
ndro
larg
o.
FIG
UR
A N
° 1
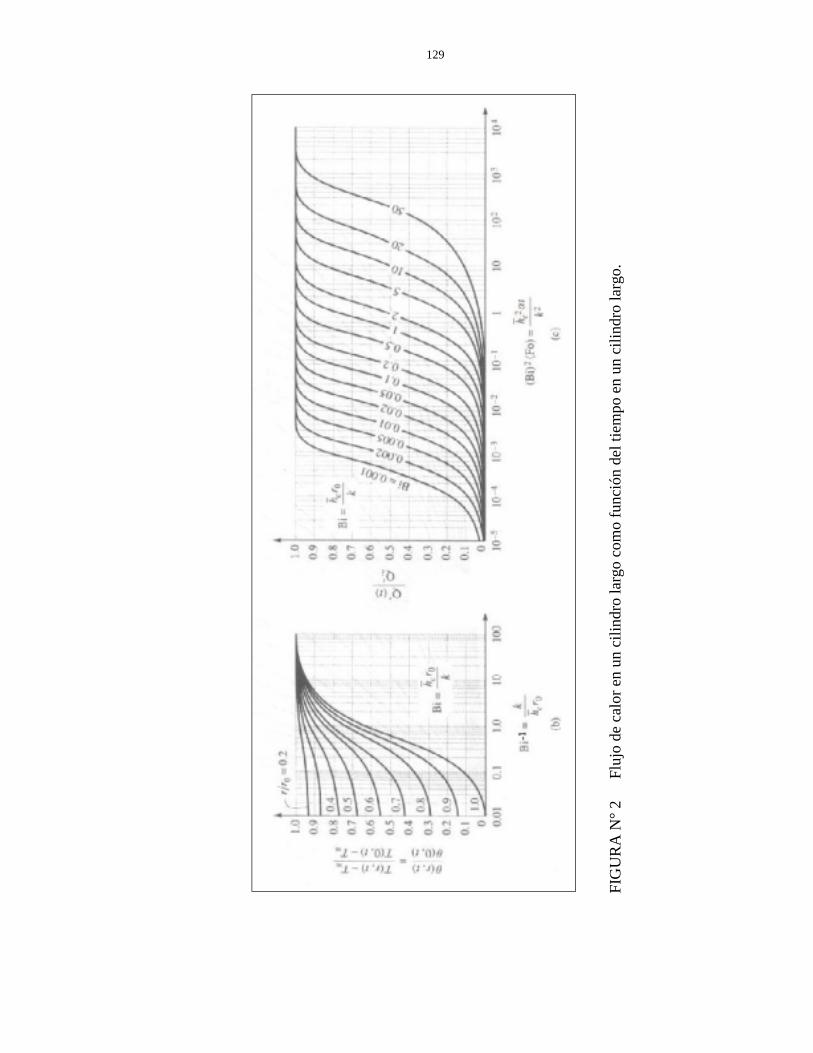
129
Fluj
o de
cal
or e
n un
cili
ndro
larg
o co
mo
func
ión
del t
iem
po e
n un
cili
ndro
larg
o.
FIG
UR
A N
° 2