TECNOLÓGICO NACIONAL DE MEXICO
47
“DESARROLLAR UN PROGRAMA DE INVESTIGACION PARA LA REDUCCION DE GENERACION DE FINOS DE PELLET” OPCIÓN X MEMORIA DE RESIDENCIA PROFESIONAL QUE PARA OBTENER EL TITULO DE INGENIERO BIOQUÍMICO PRESENTA MAYRA GEORGINA CHAVEZ DE LOS SANTOS MC. OSCAR LUIS BARAJAS PASTOR VILLA DE ALVAREZ, COL., OCTUBRE DE 2014 Instituto Tecnológico de Colima TECNOLÓGICO NACIONAL DE MEXICO
Transcript of TECNOLÓGICO NACIONAL DE MEXICO
“DESARROLLAR UN PROGRAMA DE INVESTIGACION PARA LA
REDUCCION DE GENERACION DE FINOS DE PELLET”
OPCIÓN X
MEMORIA DE RESIDENCIA PROFESIONAL
QUE PARA OBTENER EL TITULO DE
INGENIERO BIOQUÍMICO
PRESENTA
MAYRA GEORGINA CHAVEZ DE LOS SANTOS
MC. OSCAR LUIS BARAJAS PASTOR
VILLA DE ALVAREZ, COL., OCTUBRE DE 2014
Instituto Tecnológico de Colima
TECNOLÓGICO NACIONAL DE MEXICO
INDICE
1. INTRODUCCION _____________________________________________________ 1
2. JUSTIFICACION ______________________________________________________ 2
3. OBJETIVOS GENERALES Y ESPECIFICOS ___________________________________ 2
3.1 OBJETIVOS GENERALES ______________________________________________ 2
3.2 OBJETIVOS ESPECIFICOS ______________________________________________ 2
4. CARACTERIZACION DEL AREA __________________________________________ 3
4.1 MISION ___________________________________________________________ 3
4.2 VISION___________________ _________________________________________ 4
4.3 POLITICA DE CALIDAD _______________________________________________ 4
4.4 SERVICIOS _________________________________________________________ 4
5. PROBLEMÁTICA A RESOLVER ___________________________________________ 5
6. ALCANCES Y LIMITACIONES ____________________________________________ 5
7. FUNDAMENTO TEORICO ______________________________________________ 5
8. PROCEDIMIENTO Y DESCRIPCION DE LAS ACTIVIDADES REALIZADAS __________ 16
8.1 Toma de muestra en Filtros de Discos __________________________________ 16
8.2 Prueba Leaf-Kit ____________________________________________________ 17
8.3 Toma de muestra en Discos Peletizadores (AG-3, BG-3, AG-7, B-G7, AG-11 Y BG11
___________________________________________________________________ 18
8.4 Prueba de boleo en disco piloto ______________________________________ 19
8.5 Determinación de Fierro total, Azufre, Fosforo y elementos de basicidad en
mineral de hierro por fluorescencia de rayos X: _____________________________ 20
8.6 DEGRADACIÓN A BAJA TEMPERATURA (DBT ____________________________ 21
9. RESULTADOS _______________________________________________________ 22
10. CONCLUSIONES Y RECOMENDACIONES _________________________________ 44
11. GLOSARIO ________________________________________________________ 44
12. REFERENCIAS BIBLIOGRÁFICAS _______________________________________ 45
1
1. INTRODUCCION
En la actualidad, las exigencias de los altos niveles de producción en lo que se
refiere proceso de reducción conllevan a mayores exigencias en la calidad de las
materias primas. Esto es tanto desde el punto de vista de las respuestas de resistencia
mecánica como de las metalúrgicas requeridas.
El movimiento de traspaso al mineral de hierro procesado (pellet) debe tener
propiedades físicas adecuadas que permitan resistencia a procesos mecánicos como
impacto y fricción en el transporte. Las propiedades químicas tienen influencia en
procesos siguientes dentro la siderurgia, tal es el caso en el proceso de reducción,
eliminación de escoria.
Para caracterizar los pellets desde el punto de vista físico, se utilizan parámetros
tales como la densidad aparente o de pila para saber la cantidad de material (densidad
a granel), la densidad de partícula (densidad individual de los pellets 5/8”, ½”, 3/8”, ¼”),
el contenido en finos y la durabilidad mecánica (resistencia de los pellets al golpeteo).
Mientras que la densidad de pila determina el volumen ocupado por los pellets a
granel, influyendo fundamentalmente en el transporte y almacenamiento.
Por otro lado, el envejecimiento mecánico da una idea de cuánto se van a
deteriorar los pellets durante su transporte y manipulación, lo cual determina la
formación de finos. Por último, el contenido en finos de los pellets está relacionado con
la formación de polvo debajo de la malla ¼”, que da lugar a pérdidas de material.
Otra caracterización física de los pellets, puede definirse como humedad,
composición y sus propiedades físico-químicas para el proceso de la piroconsolidación,
de igual manera que para las briquetas.
La calidad de los pellets depende tanto de condiciones; como lo es la formación
en discos peletizadores (entre las que se puede nombrar la compresión aplicada, la
humedad que proviene de los filtros la incorporación de aditivos).
La primera condición de optimización de los pellets es la composición química y
la segunda el adecuado control de los parámetros del proceso de fabricación de los
mismos.
2
En este trabajo se buscara la relación entre degradación y granulometría debajo
de la malla ¼”, -1/4” tomándolo como factor principal para la determinación de
generación de finos.
2. JUSTIFICACION
El presente proyecto se elaboró con el propósito de encontrar los factores que
propician la generación de finos de pellet; el cual repercute en su merma de producto
final en cantidad. Por lo tanto el estudio se realizará sobre pellets que fueron
sometidos a ensayo de degradación a baja temperatura (550°C). Ya que para la
empresa Consorcio Minero Benito Juárez Peña Colorada, es de suma importancia
contar con pellet cumpliendo con la calidad que requieren sus clientes (siderurgia), en
proceso de calidad en la mejora continua.
3. OBJETIVOS GENERALES Y ESPECIFICOS
3.1 OBJETIVOS GENERALES
Evaluar si los factores que estudiaremos, Degradación y Temperatura de la Caja
de Vientos CV-12, influyen para la optimización del proceso de Peletizado para la
reducción de generación de finos de pellet.
3.2 OBJETIVOS ESPECIFICOS
Desarrollar la Calidad del Pellet Peña Colorada para asegurar su competitividad.
Comprobar si existe relación entre degradación y -1/4”, en correlación con la
temperatura de la Caja de Vientos 12 (CV-12).
3
4. CARACTERIZACION DEL AREA
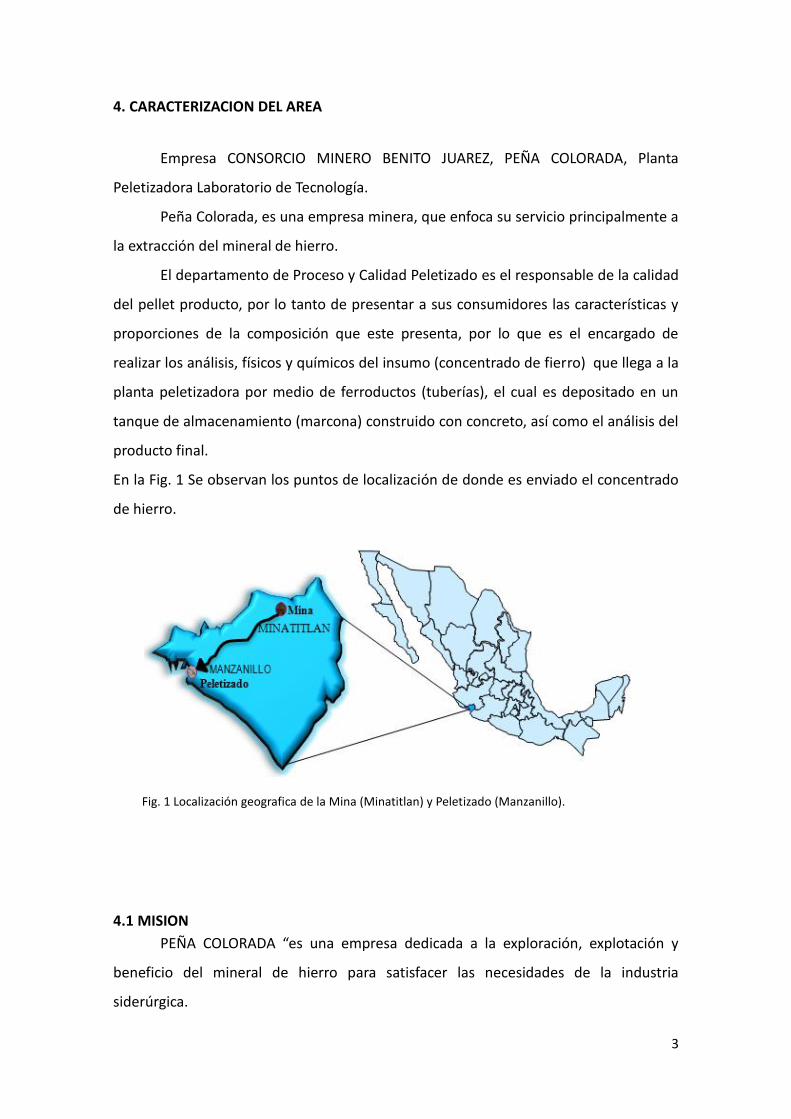
Empresa CONSORCIO MINERO BENITO JUAREZ, PEÑA COLORADA, Planta
Peletizadora Laboratorio de Tecnología.
Peña Colorada, es una empresa minera, que enfoca su servicio principalmente a
la extracción del mineral de hierro.
El departamento de Proceso y Calidad Peletizado es el responsable de la calidad
del pellet producto, por lo tanto de presentar a sus consumidores las características y
proporciones de la composición que este presenta, por lo que es el encargado de
realizar los análisis, físicos y químicos del insumo (concentrado de fierro) que llega a la
planta peletizadora por medio de ferroductos (tuberías), el cual es depositado en un
tanque de almacenamiento (marcona) construido con concreto, así como el análisis del
producto final.
En la Fig. 1 Se observan los puntos de localización de donde es enviado el concentrado
de hierro.
4.1 MISION
PEÑA COLORADA “es una empresa dedicada a la exploración, explotación y
beneficio del mineral de hierro para satisfacer las necesidades de la industria
siderúrgica.
Fig. 1 Localización geografica de la Mina (Minatitlan) y Peletizado (Manzanillo).
4
4.2 VISION
“Mantenerse como proveedor confiable de pellet para sus clientes, operando
con eficiencia, respeto a la seguridad y salud ocupacional de los trabajadores y al
medio ambiente, con responsabilidad social y comprometida con el desarrollo de su
personal y de su entorno”.
4.3 POLITICA DE CALIDAD
PEÑA COLORADA ESTA COMPROMETIDA A:
PROMOVER la participación de todos los niveles de la organización, proveedores,
contratistas y visitantes; con el fin de fortalecer la cultura en seguridad para prevenir y
controlar los riesgos de trabajo en todas sus operaciones, preservando su salud e
integridad física.
SATISFACER con oportunidad los requerimientos de calidad y volumen comprometidos
con nuestros clientes.
CUMPLIR con la legislación vigente y otros requisitos en materia ambiental y seguridad,
orientados a prevenir la contaminación y enfermedades laborales que pudieran derivar
de la administración de sus procesos, desde la exploración de sus yacimientos, hasta el
embarque del mineral de fierro.
MEJORAR consistentemente sus procesos, productos y servicios, así como la
administración de su sistema de gestión integral.
4.4 SERVICIOS
Proveedor de pellet.
5
5. PROBLEMÁTICA A RESOLVER
Disminuir la degradación, dada durante la manipulación en relación con -1/4”
como resultado del proceso. Así como ver la relación de esta con la Temperatura de la
caja de vientos 12 (CV-12).
6. ALCANCES Y LIMITACIONES
Los factores que intervienen en la generación de finos son múltiples;
enlistando: la humedad del pellet verde, contenido de azufre, aditivos, las
temperaturas y presiones del proceso, entre otros; dentro de estas variables, en el
presente trabajo solo nos enfocaremos en el parámetro de la degradación con las
condiciones de la caja de viento 12.
7. FUNDAMENTO TEORICO
Los minerales tratados son magnetita la cual tiene una formula química de
. y hematita cuya fórmula es .
En el proceso de peletización se pueden considerar como dos puntos
importantes; Formación del pellet verde y cocimiento del mismo. Esto porque los
pellets verdes deben ser cocidos de tal manera que adquieran resistencia, buscando
con esto la menor generación de finos.
La formación de pellets de minerales de hierro tiene lugar en un disco
peletizador, ya que es lo habitual. Como problema principal en el disco, puede
considerarse el porcentaje de humedad del mineral filtrado y mezclado con aditivo
aglomerante; el mineral una vez mezclado con el aglomerante se coloca dentro del
disco el cual tiene una rotación a una velocidad fija; para dar las características de un
material boleado (adhesividad y plasticidad).
La acción de rolado producida por la rotación le da crecimiento a los pequeños
aglomerados esféricos, el disco peletizador tiene 5 raspadores los cuales tienen función
6
de dirigir al mineral, el cual por fuerza centrífuga sale del disco como se observa en la
Fig. 2.
El pellet verde mayor de 13.5 mm y menor de 8.5 mm es rechazado el cual
retorna junto con el mineral filtrado continuamente. Esta mezcla es desmenuzada, las
partículas desmenuzadas son pequeños pellets los cuales crecerán, el pellet formado
es desalojado del sistema nuevamente.
Para una mezcla de material dado y una velocidad de alimentación, el tamaño
del pellet producido por el disco peletizador es una función de la velocidad y del ángulo
de inclinación del disco.
La estructura formada debe proveer a los pellets verdes de la resistencia
suficiente para soportar el transporte y carga hacia el horno de cocimiento
(endurecimiento del pellet), el transporte de pellet verde sufren 4 caídas menos de un
metro; aunque debe procurarse en la planta peletizadora minimizar el número de
caídas y la altura de éstas así como su fricción. Cuando son cargados dentro del horno,
los pellets deben soportar un rápido ascenso de temperatura sin romperse “Cracking”.
Esta propiedad es fuertemente influenciada por los aditivos como lo muestran
los estudios de Tigerschiöld, Ball y colaboradores y algunos otros autores.
Fig. 2 Desalojo de pellet en el disco por fuerza centrifuga.
7
Filtración
La filtración es la separación de una mezcla de sólidos y fluidos que incluye el
paso de la mayor parte del fluido a través de un medio poroso, que retiene la mayor
parte de las partículas solidas contenidas en la mezcla.
El liquido que pasa a través del medio filtrante se conoce como filtrado.
La filtración y los filtros se pueden clasificar de varias formas:
1.- Por la fuerza impulsora.
2.- Por el mecanismo de filtración.
3.- Por el objetivo.
4.- Por el ciclo operacional.
5.- Por la naturaleza de los sólidos.
Aunque mediante la investigación se ha desarrollado una detallada teoría, es
todavía difícil definir un sistema liquido-solido dado y es más rápido, a la vez que
seguro, el determinar las condiciones necesarias para los filtros mediante experiencias
realizadas a pequeña escala.
Factores de influencia en pruebas a pequeña escala:
Vacio o Presión.
Descarga de la torta filtrante.
Temperatura de la suspensión de alimentación.
Control de espesor de la torta.
Ciclo de filtración.
Muestras representativas.
Concentración de sólidos en la alimentación.
Pretratamiento con productos químicos.
Taponamiento (cegamiento) de la tela de filtro.
Torta homogénea.
Agitación de la muestra.
Uso de vapor o de aire caliente.
8
Filtro de discos
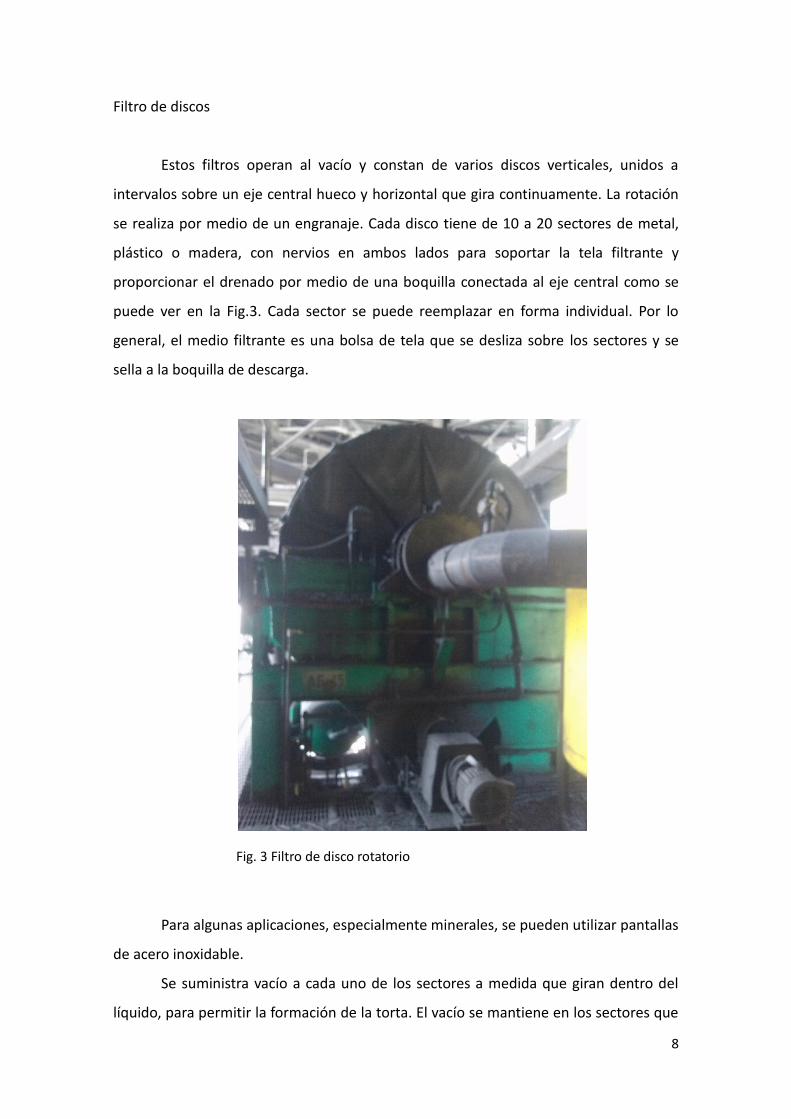
Estos filtros operan al vacío y constan de varios discos verticales, unidos a
intervalos sobre un eje central hueco y horizontal que gira continuamente. La rotación
se realiza por medio de un engranaje. Cada disco tiene de 10 a 20 sectores de metal,
plástico o madera, con nervios en ambos lados para soportar la tela filtrante y
proporcionar el drenado por medio de una boquilla conectada al eje central como se
puede ver en la Fig.3. Cada sector se puede reemplazar en forma individual. Por lo
general, el medio filtrante es una bolsa de tela que se desliza sobre los sectores y se
sella a la boquilla de descarga.
Para algunas aplicaciones, especialmente minerales, se pueden utilizar pantallas
de acero inoxidable.
Se suministra vacío a cada uno de los sectores a medida que giran dentro del
líquido, para permitir la formación de la torta. El vacío se mantiene en los sectores que
Fig. 3 Filtro de disco rotatorio
9
salen del líquido y se exponen a la atmosfera. A medida que giran los sectores hasta el
punto de descarga, se corta el vacío y se utiliza un ligero chorro de aire para aflojar la
torta.
Este filtro proporciona un área de filtración grande con un área mínima de suelo
y se utiliza principalmente en las aplicaciones de alto tonelaje para eliminar el agua,
con tamaños de hasta ( ) de área de filtración.
Cantidad y Tipo de los aditivos aglomerantes
Básicamente se busca que al aditivo confiera propiedades distintas tanto al
pellet verde, como al pellet cocido, entre las cuales destacan:
a) Mejorar la resistencia mecánica de los pellets verdes durante su transporte
desde los discos de boleo, hasta su ingreso al interior del horno; soportando en
este trayecto una operación de cribado mediante transportador de rodillos.
Mejorar la permeabilidad del lecho en el horno vía:
Pellet esférico
Humedad distribuida uniformemente
Resistencia a la carga (Compresión)
Resistencia a la deformación (Plasticidad)
Resistencia a las caídas.
Anteriormente en el peletizado se estaba utilizado como aglomerante la
bentonita, aunque en algunas operaciones con producción de pellets básicos se utilizan
el Hidróxido de Calcio (Ca (OH)₂) que además fungirá como corrector de la basicidad.
La tendencia moderna hacia reducir el contenido de silicatos en los pellets ha
favorecido la aplicación de compuestos orgánicos como aglomerantes.
La bentonita es un mineral arcilloso compuesto principalmente por
Montmorillonita (Sílico Aluminato) que tiene la propiedad de incrementar varias veces
su volumen en contacto por el agua. Esta propiedad confiere a los pellets verdes una
mayor esfericidad y alta resistencia mecánica con adiciones entre 0.3 y 0.5%.
10
Hidróxido de Calcio (Ca (OH)₂)
La calhidra es usada como aglomerante en la producción de pellets de media y
alta basicidad. La resistencia mecánica conferida a los pellets verdes no es tan buena y
tiene efectos perjudiciales durante el cocimiento.
Aglomerantes orgánicos
Las características deseables en los aglomerantes son:
a) Dispersión y desdoblamiento de las moléculas en contacto con la humedad del
mineral (torta de filtrado).
b) Alta adhesividad en soluciones con agua.
c) Incremento de la viscosidad en soluciones con agua a pH de la pulpa en uso.
d) Facilidad de disolución.
e) Formaciones de fuerzas mayores a las capilares del agua en el mineral
aglomerado (pellet verde natural).
f) Nivel de respuesta del aditivo al calor, para facilitar los cambios físico-químicos
en el interior del pellet.
g) Que su distribución durante la formación del pellet sea uniforme y no puntual;
para garantizar la formación de una red microporosa en lugar de grades poros
que debilitan su estructura.
h) Que deje el mínimo de residuos al pellet producto.
i) Que antes del ingreso a la zona de cocimiento del horno haya promovido por
calcinación la formación de una gran cantidad de microcanales, para ser
utilizados para el ingreso de los flujos de gases que promuevan un proceso
metalúrgico óptimo en todo el pellet.
j) Que evite en lo posible competir con las reacciones de desulfuración y
descarbonatación para disminuir el agrietamiento y el choque térmico del
pellet obteniendo un producto menos fracturado.
Por lo tanto, actualmente se están empleando los aglomerantes orgánicos, por
las características que ofrecen.
Variables que afectan mayormente el tiempo de permanencia de los pellets en los
discos peletizadores son:
Inclinación del disco
11
Flujo másico alimentado
Velocidad de giro
Angulo de posición de los raspadores
Altura y espesor del bordo o labio
Espesor de la cama de concentrado.
La inclinación del disco debe ser superior al ángulo de reposo de la mezcla que
será peletizada, para garantizar que esta se deslice. La mayoría de los discos se operan
entre 45 ° a 48° dependiendo de las características del mineral, el tamaño deseado del
pellet verde y el ajuste de otras variables. A mayor ángulo, menor tiempo de
permanencia.
Flujo Másico Alimentado
Generalmente, al incrementar el flujo másico alimentado al disco, el tiempo de
permanencia del pellet se reduce y su tamaño disminuye, por lo que se deben ajustar
otras variables.
Granulometría
El análisis granulométrico tiene por finalidad determinar la proporción de sus
diferentes elementos constituyentes, clasificados en función de su tamaño.
Por granulometría o análisis granulométrico de un agregado se entenderá todo
procedimiento manual o mecánico por medio del cual se pueda separar las partículas
constitutivas del agregado según tamaños, de tal manera que se puedan conocer las
cantidades en peso de cada tamaño que aporta el peso total. Para separar por tamaños
se utilizan las mallas de diferentes aberturas, como se muestra en la Fig. 4; las cuales
proporcionan el tamaño máximo de agregado en cada una de ellas.
Fig. 4 Esquema de Tamices de diferentes aberturas.
12
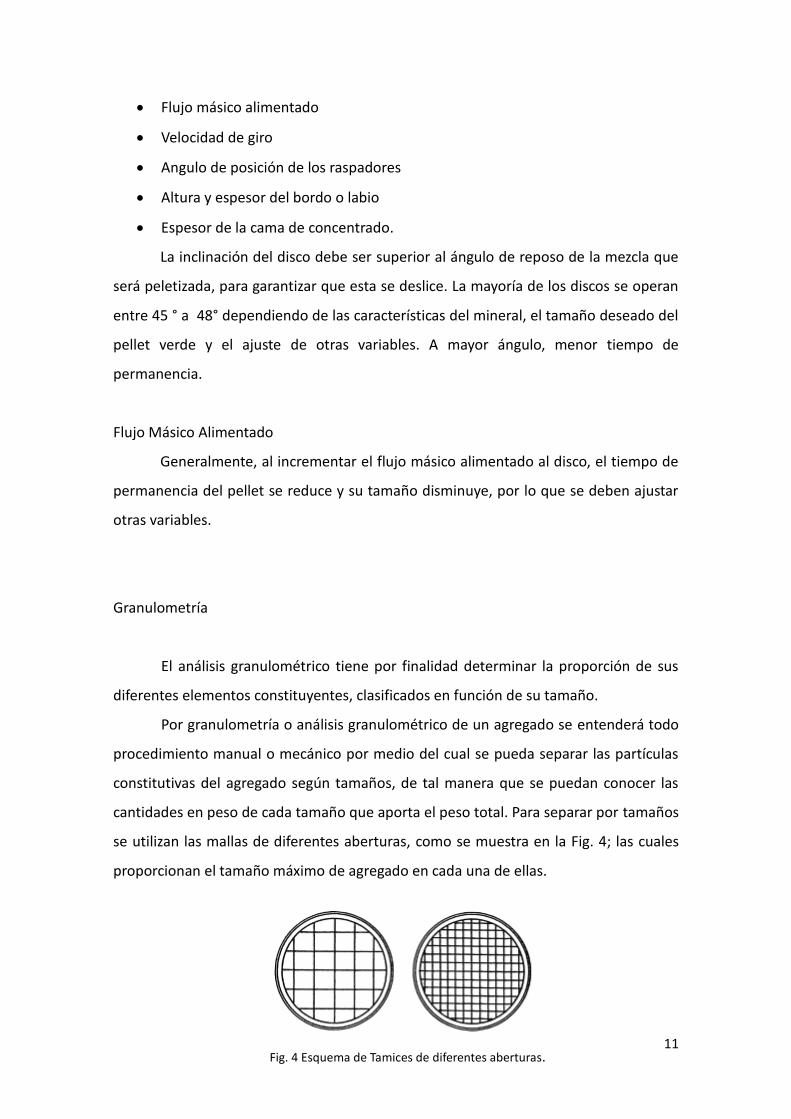
En la práctica los pesos de cada tamaño se expresan como porcentajes
retenidos en cada malla con respecto al total de la muestra.
Los tamices se denominan por números, distinguiéndose la serie “gruesa” de la
serie “fina”.
Los tamices que en cada caso se emplean se acoplan de forma que van
disminuyendo sus aberturas de arriba abajo como se puede apreciar en la Fig.5;
produciendo la separación por tamaños de las partículas de una mezcla solida.
Proceso de Peletización Peña Colorada
Formación de Pellet:
Posterior al proceso de extracción en la Mina (Cerro los Juanes), el concentrado
de hierro es enviado a la planta peletizadora, donde es recibido en un tanque de
almacenamiento (marcona), o directamente a un tanque espesador cuya función de
este equipo es acumular el contenido de sólidos entre 63 y 65% para posteriormente
enviar la pulpa a un tanque agitador para regular la densidad que se junta
directamente desde el ferroducto, mineral molido reprocesado.
Posteriormente, el concentrado es bombeado al interior de la planta
(Seccionada en módulos A y B), diseñada conforme al proceso Lurgi, hasta llegar a la
sección de filtros, discos y horno.
Fondo
Fig. 5 Esquema de acoplamiento de tamices y la distribución de partículas solidas
13
Sección de Filtros:
La filtración por medio de vacío es una de las áreas de mayor importancia en
operación de planta peletizadora.
Los filtros que están en operación constan de 10 de discos cada uno, cuyo
diámetro es de 3 metros (representan un área de filtrado de 102 metros cuadrados);
permitiendo reducir la humedad del concentrado a sólo 9.5%.
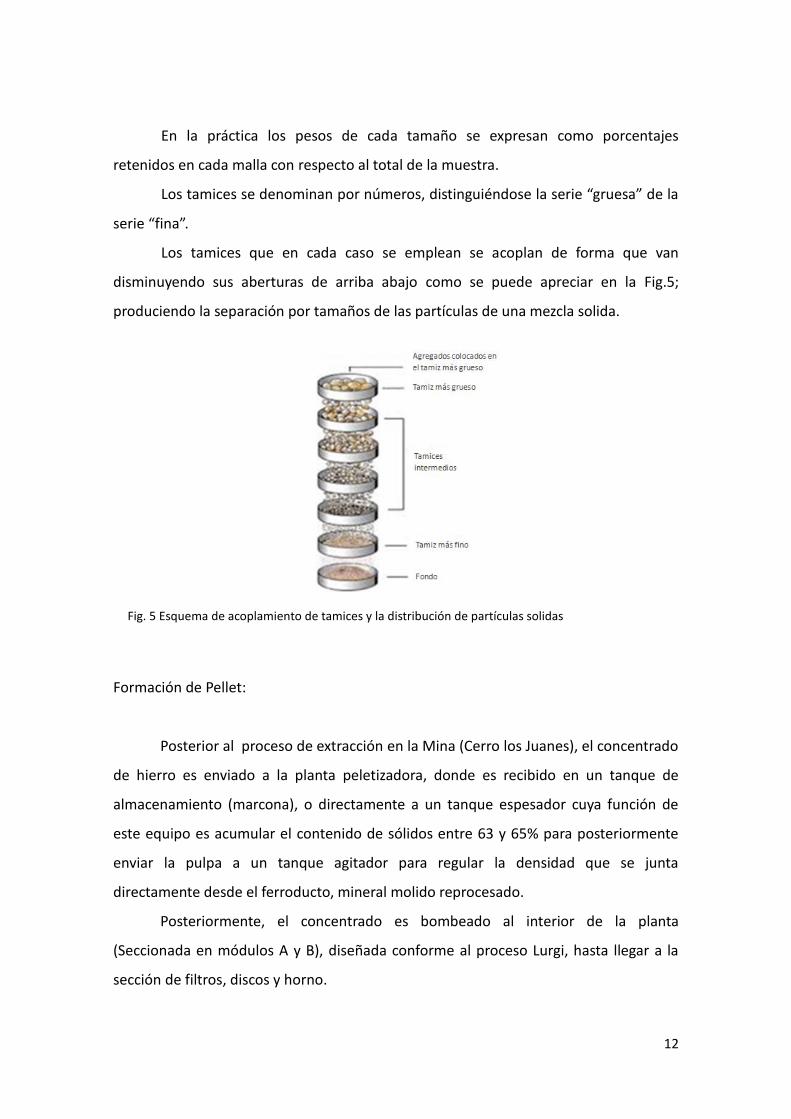
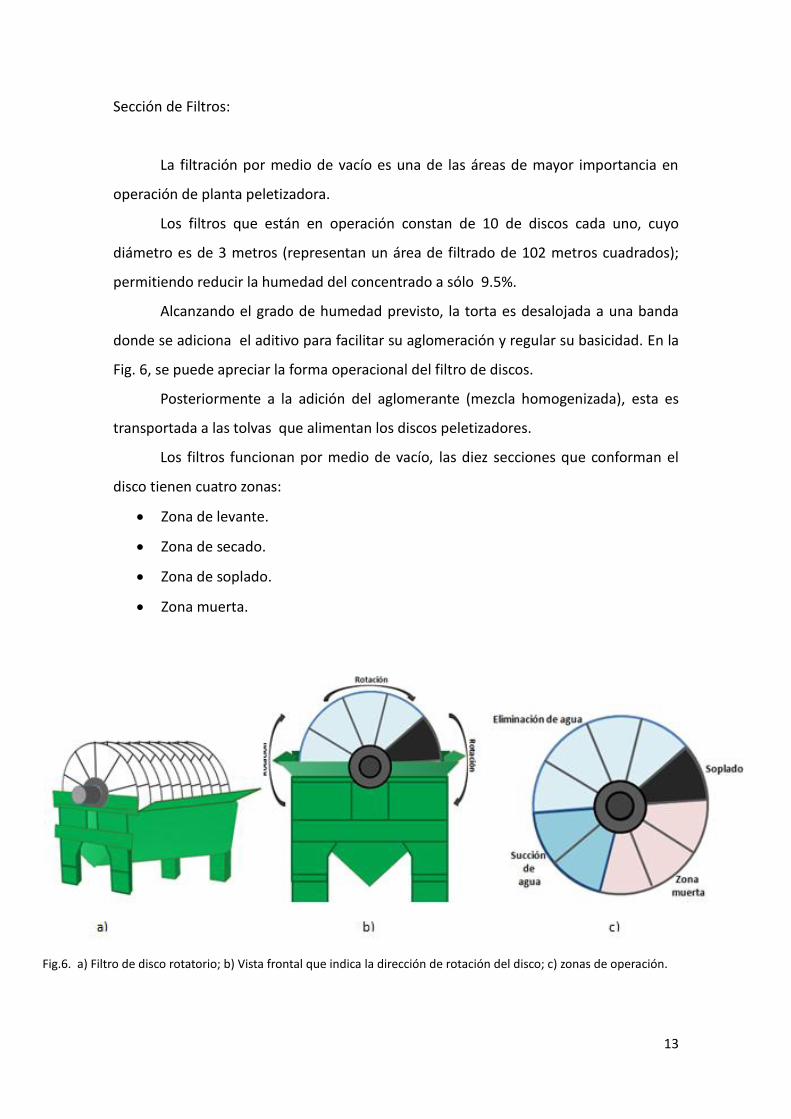
Alcanzando el grado de humedad previsto, la torta es desalojada a una banda
donde se adiciona el aditivo para facilitar su aglomeración y regular su basicidad. En la
Fig. 6, se puede apreciar la forma operacional del filtro de discos.
Posteriormente a la adición del aglomerante (mezcla homogenizada), esta es
transportada a las tolvas que alimentan los discos peletizadores.
Los filtros funcionan por medio de vacío, las diez secciones que conforman el
disco tienen cuatro zonas:
Zona de levante.
Zona de secado.
Zona de soplado.
Zona muerta.
Fig.6. a) Filtro de disco rotatorio; b) Vista frontal que indica la dirección de rotación del disco; c) zonas de operación.
14
Sección de Discos Peletizadores:
Una vez que son alimentados los discos peletizadores, el material se aglomera
por rodamiento mediante el principio de bola de nieve de tal forma que al alcanzar un
rango entre los 9 y 15 mm de diámetro los pellets verdes son lanzados fuera del disco,
depositados en una banda que los transfiere a una banda oscilatoria la cual los deja
caer a una criba de rodillos donde separa al pellet por tamaño, dirigiéndolos al horno.
El horno consiste en una parrilla viajera de 189 metros cuadrados de área de
reacción que se divide en las siguientes partes:
Zona de secado ascendente.
Zona de secado descendente.
Zona de precalentamiento.
Zona de enfriamiento primario.
Zona de enfriamiento secundario.
El producto final que cumple con el tamaño deseado se sitúa en un almacén
con una capacidad de 200,000 toneladas para conducirse después a la torre de
embarques, la cual está equipada con básculas electrónicas que permiten un ritmo de
carga hasta de 18,000 toneladas por día.
El proceso de Peletización implica la aplicación de diversas operaciones
unitarias, que se resumen en un pequeño aglomerado conocido como pellet.
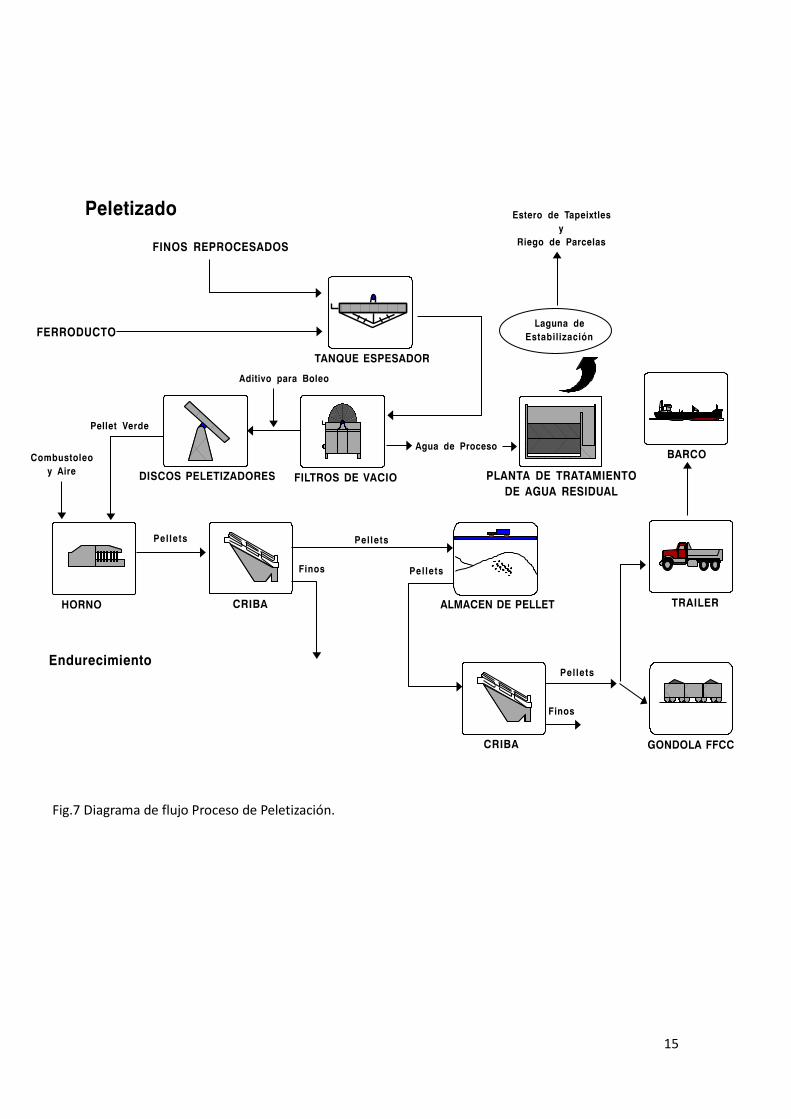
A continuación en la Fig. 7 se observa una representación esquemática a
grandes rasgos del proceso de Peletización Peña Colorada.
15
Fig.7 Diagrama de flujo Proceso de Peletización.
16
8. PROCEDIMIENTO Y DESCRIPCION DE LAS ACTIVIDADES REALIZADAS
Como todo proceso que pretende obtener un producto con la más alta calidad
posible, se deben realizar prácticas que permitan corregir los posibles inconvenientes
que impidan la calidad esperada. El objetivo es evaluar los siguientes parámetros:
Velocidad de giro de los discos de los filtros, espesor de torta, presión de
soplado y presión de vació.
Velocidad de giro de los discos peletizadores, granulometría de pellet verde
como indicador principal y análisis complementario como son compresiones y
caídas.
Análisis de CV-12 en relación a la degradación -1/4
8.1 Toma de muestra en Filtros de Discos
La toma de muestra realizada en los filtros tiene como propósito determinar si
el espesor de la torta y la humedad contenida en dicha torta, son las adecuadas.
La humedad que debe contener la torta no debe ser mayor a 10% por lo que
se debe encontrar entre 9.5 a 10 %.
Conjuntamente se tiene que ver la velocidad de rotación a la que se encuentra,
durante el proceso, así como las presiones de vacío y soplado.
-Determinación de humedad; Prueba de medios filtrantes (Sacas): Filtros ABF-30, A/BF-
35, A/BF-40, A/BF-45):
1.- Se tomaron muestras en cada una las secciones donde se encontraban las sacas de
prueba, así como en las secciones en las que permanecían los medios filtrantes
comúnmente usados por la empresa, esto con el fin de comparar el rendimiento de las
dos clases de medios filtrantes.
2.- Se tomaron las presiones de soplado y de vacío.
3.- Se determinó la humedad:
- Se homogenizó la muestra, y se tomaron entre 6 y 7 gr de muestra, para que el
equipo pudiese leerla y así poder determinar la humedad.
17
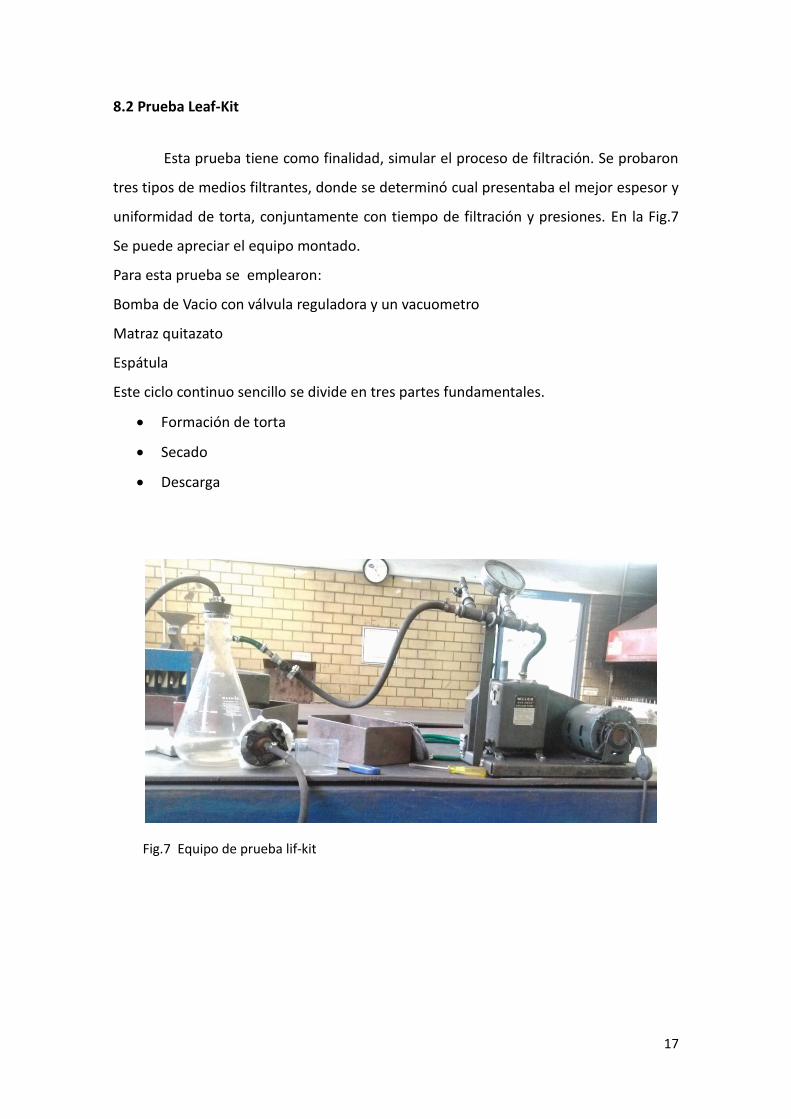
8.2 Prueba Leaf-Kit
Esta prueba tiene como finalidad, simular el proceso de filtración. Se probaron
tres tipos de medios filtrantes, donde se determinó cual presentaba el mejor espesor y
uniformidad de torta, conjuntamente con tiempo de filtración y presiones. En la Fig.7
Se puede apreciar el equipo montado.
Para esta prueba se emplearon:
Bomba de Vacio con válvula reguladora y un vacuometro
Matraz quitazato
Espátula
Este ciclo continuo sencillo se divide en tres partes fundamentales.
Formación de torta
Secado
Descarga
Fig.7 Equipo de prueba lif-kit
18
8.3 Toma de muestra en Discos Peletizadores (AG-3, BG-3, AG-7, B-G7, AG-11 Y BG11)
Una vez que los pellets verdes son formados en el disco peletizador (3 discos por
modulo), estos son expulsados hacia un transportador oscilatorio, el cual los distribuye
en otro transportador quien es el responsable de descargar a la criba de rodillos, donde
son cribados para eliminar finos (-1/4”, ¼”) y sobredimensión (5/8”).
1.- La muestra fue tomada en los tres puntos de muestreo justo a la caída de la
primera banda de cada disco (AG-3, AG-7, AG-11, BG-3, BG-7 y BG-11) del respectivo
modulo. Esto se puede apreciar en la fig.8.
2.- A la muestra tomada se le hacen pruebas de granulometría, la muestra se deposita
en el tamiz superior y el conjunto de cedazos se somete a la acción de agitado,
produciéndose la separación de los distintos tamaños de partícula, que quedaran
retenidos en las diferentes mallas; determinando el rango de tamaño y peso de la
muestra, el muestro es realizado en ciclos de 5 minutos por cada disco. Las mallas
empleadas son 5/8”, ½”, 3/8”, ¼”, dejando como finos el resto que es -1/4”.
Fig. 8 Caída de pellet verde
19
8.4 Prueba de boleo en disco piloto
1.- Para esta prueba se usó concentrado de hierro, el cual era alimentado por medio de
una tolva conectada al disco.
2.- Se pesaron 3 tipos de aglomerantes, cada uno de ellos en diferentes proporciones
para la realización de la prueba de boleo.
3.- Se dejó caer el concentrado y se agrego el aglomerante a la vez adicionando agua
con una pizeta para mantener la humedad en el mineral y que se fuera formando el
pellet. En la Fig. 9 se puede observar la formación de los pequeños aglomerados en el
disco piloto.
4.- Al pellet verde obtenido se le hizo granulometría y compresiones.
Fig. 9 Formación de pellet en disco piloto.
20
8.5 Determinación de Fierro total, Azufre, Fosforo y elementos de basicidad en
mineral de hierro por fluorescencia de rayos X:
Para la determinación de los elementos presentes en el mineral, se analizan las
muestras dependiendo de donde esta fue tomada, por lo tanto en el laboratorio se
divide en Pellet y Concentrado:
Procedimiento
1. La muestra que se analizara previamente “cuarteada” pasa a triturarse,
“cuarteando” nuevamente; hasta que quede aproximadamente 60g (para prueba
de concentrado se debe secar), posteriormente pasa al pulverizador.
2. Para pellet se deben pesar 9.0g de muestra pulverizada y 2.0g de cera, para
concentrado pesar 10.0g de muestra y 1.0g de cera. La mezcla homogenizada para
ambas debe tener un peso de 11g.
3. Homogenizar y agregar a los recipientes (contienen esferas de titanio) del minimill;
agitar durante 7 minutos.
4. Descargar en una malla de ¼” para limpiar las esferas, dejando caer las partículas
solidas a otra malla M30”, limpiando los restos de muestra del recipiente con una
brocha, hacer lo mismo con las esferas.
5. Colocar la muestra en una charolita de aluminio, colocando dentro de un cilindro
de aluminio en la prensa.
6. La prensa se tapa con pieza de compresión, se gira la base fijadora y se aprieta el
tornillo superior, presionar el botón de inicio para aplicar una presión 21 seg. Una
vez terminado el ciclo, destapar la muestra para descargar la pastilla.
7. Posteriormente poner la pastilla en el porta muestra y se coloca en la posición de
lectura del espectro.
8. Abrir aplicación que se desea utilizar, por ejemplo pellet, y llenar los datos que se te
piden.
21
8.6 DEGRADACIÓN A BAJA TEMPERATURA (DBT)
1. Cuartear las muestras de pellet, posteriormente cribar en mallas de 5/8”, ½”, 3/8,
separando la muestra de la malla 5/8” y -3/8” quedándose con malla ½ y 3/8.
2. Se pesan 800g y se quita el pellet agrietado y quebrado, si falta completar 600g,
para caso de embarque se debe secar la muestra.
3. Se pesan 1000g +/- 100g de cada malla para almacenarse.
4. Pesar 1000g +/- 0.5 de muestra de pellet obtenida bajo el procedimiento de
preparación 500g -5/8”+1/2” primero con tolerancia de -/+ 0.5 y completar hasta
1000 -/+1/2+3/8” sobre la misma charola. Terminando de eliminar los agrietados y
quebrados en segunda vuelta revisión.
5. Colocar la muestra en el reactor rotatorio, asegurando que toda la muestra quede
en el cuerpo del reactor.
6. Colocar el reactor dentro del horno previamente calentado a 500°C e introducir el
termopar dentro del reactor. La punta del termopar debe estar entre la entrada de
zona de reacción y diámetro máximo.
7. La muestra dentro del reactor; este a su vez dentro del horno: el reactor debe
alcanzar la temperatura de 500° C +/- 10°C durante el calentamiento debe fluir
nitrógeno con el fin de desplazar el aire que se encuentre dentro del reactor.
22
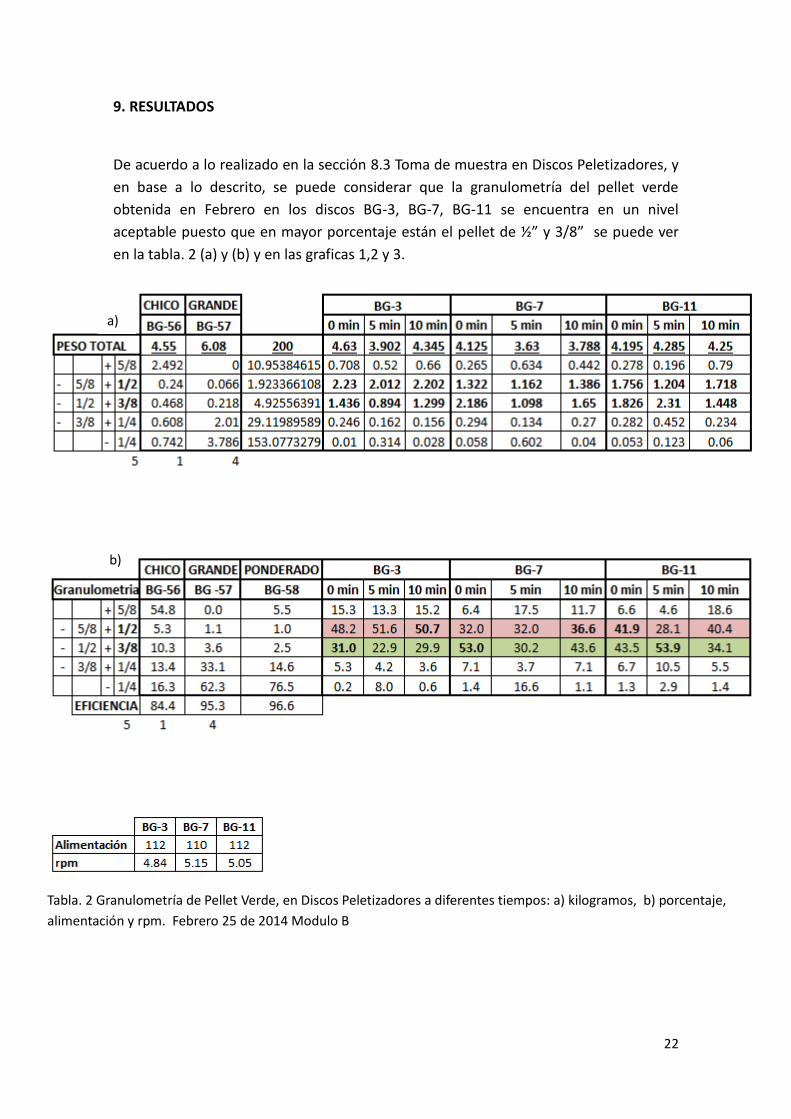
9. RESULTADOS
De acuerdo a lo realizado en la sección 8.3 Toma de muestra en Discos Peletizadores, y
en base a lo descrito, se puede considerar que la granulometría del pellet verde
obtenida en Febrero en los discos BG-3, BG-7, BG-11 se encuentra en un nivel
aceptable puesto que en mayor porcentaje están el pellet de ½” y 3/8” se puede ver
en la tabla. 2 (a) y (b) y en las graficas 1,2 y 3.
Tabla. 2 Granulometría de Pellet Verde, en Discos Peletizadores a diferentes tiempos: a) kilogramos, b) porcentaje,
alimentación y rpm. Febrero 25 de 2014 Modulo B
a)
b)
23
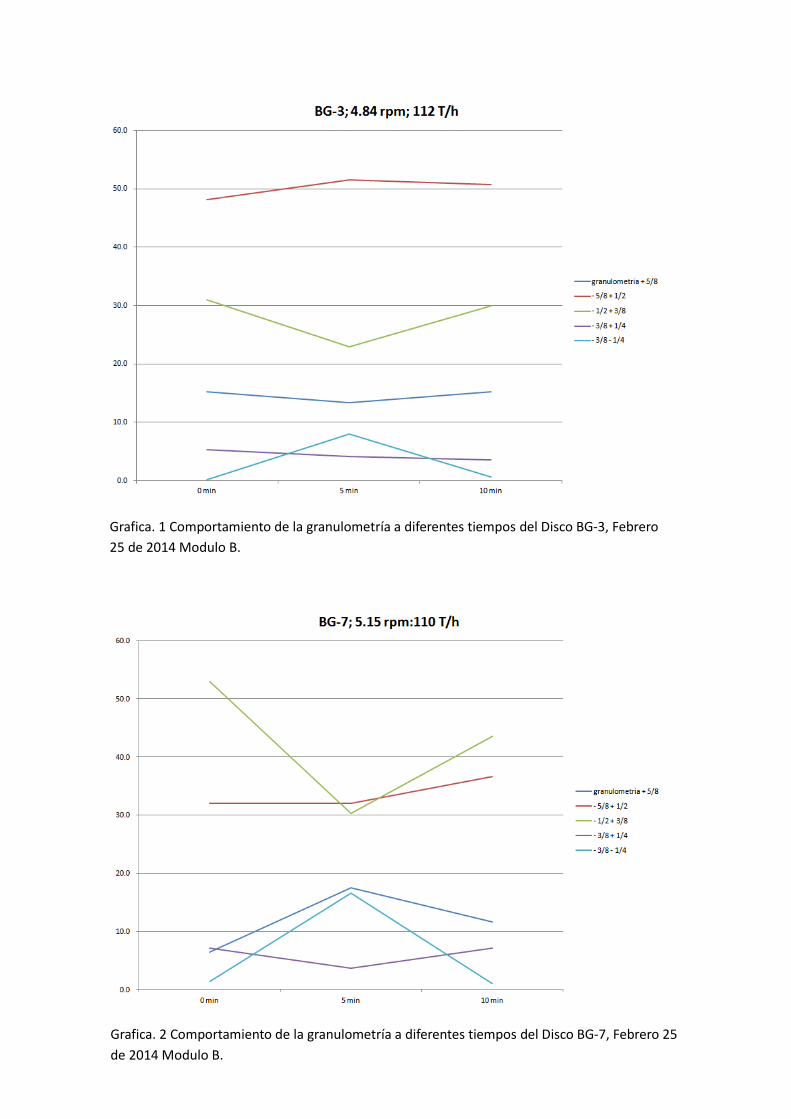
Grafica. 1 Comportamiento de la granulometría a diferentes tiempos del Disco BG-3, Febrero
25 de 2014 Modulo B.
Grafica. 2 Comportamiento de la granulometría a diferentes tiempos del Disco BG-7, Febrero 25
de 2014 Modulo B.
24
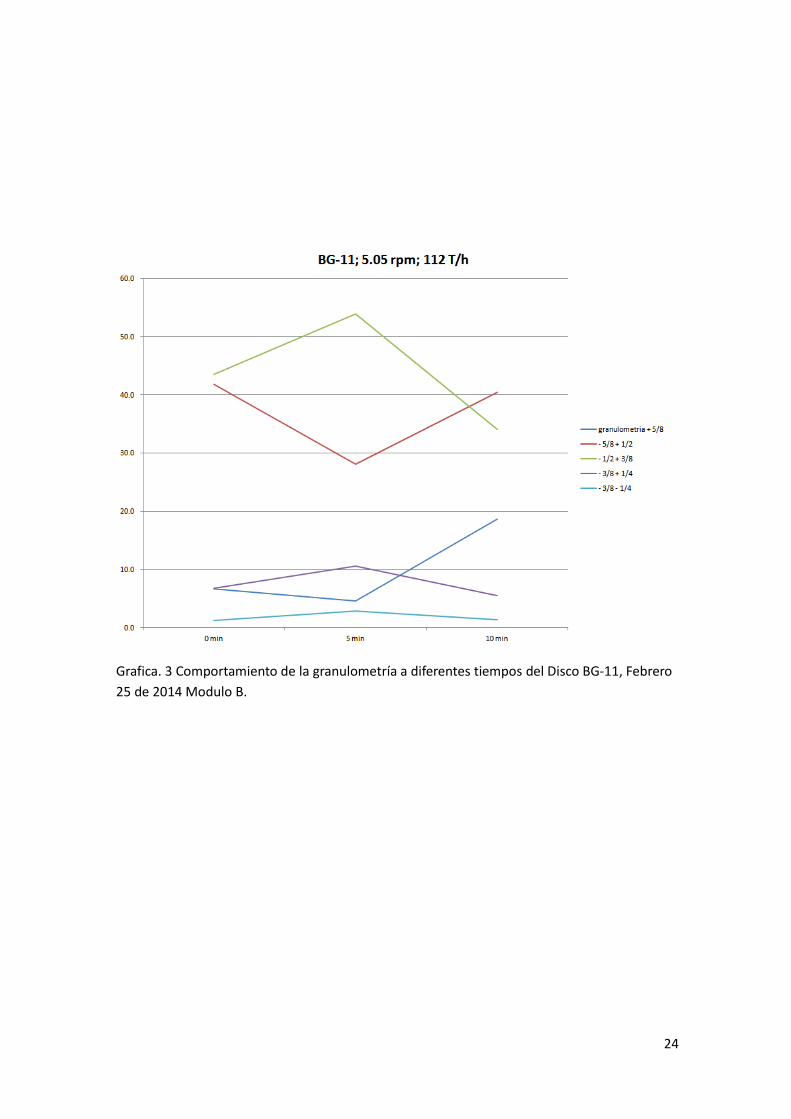
Grafica. 3 Comportamiento de la granulometría a diferentes tiempos del Disco BG-11, Febrero
25 de 2014 Modulo B.
25
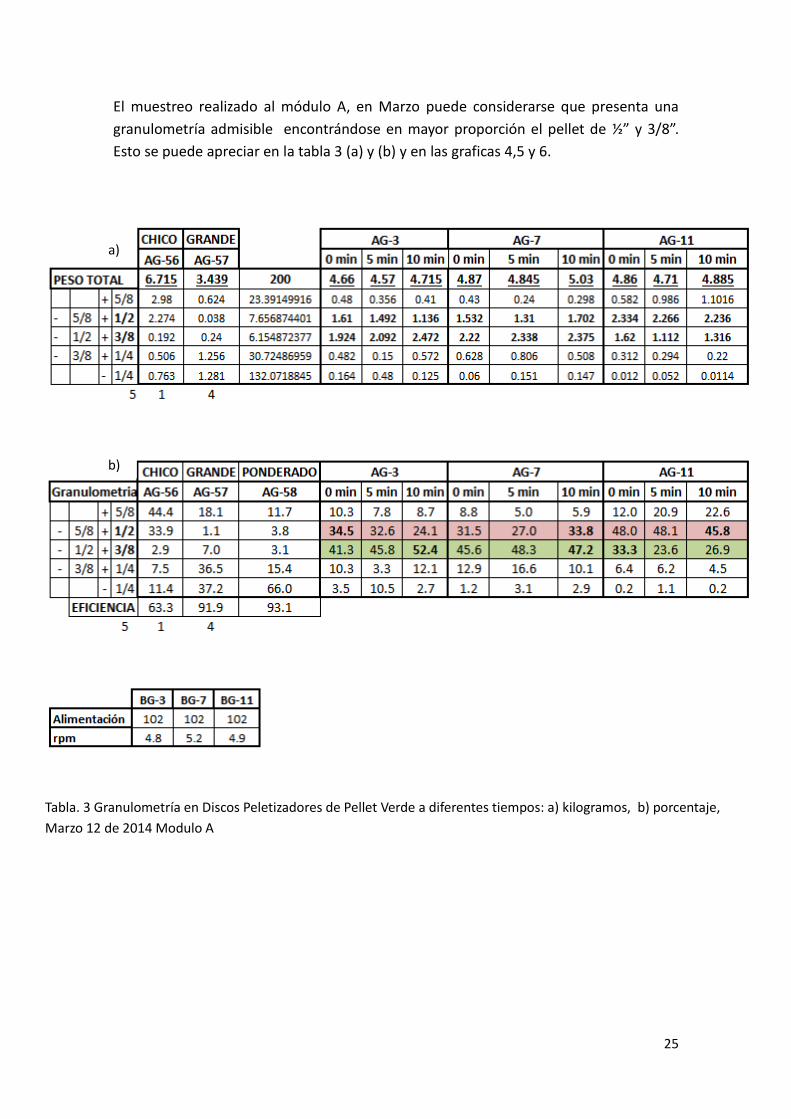
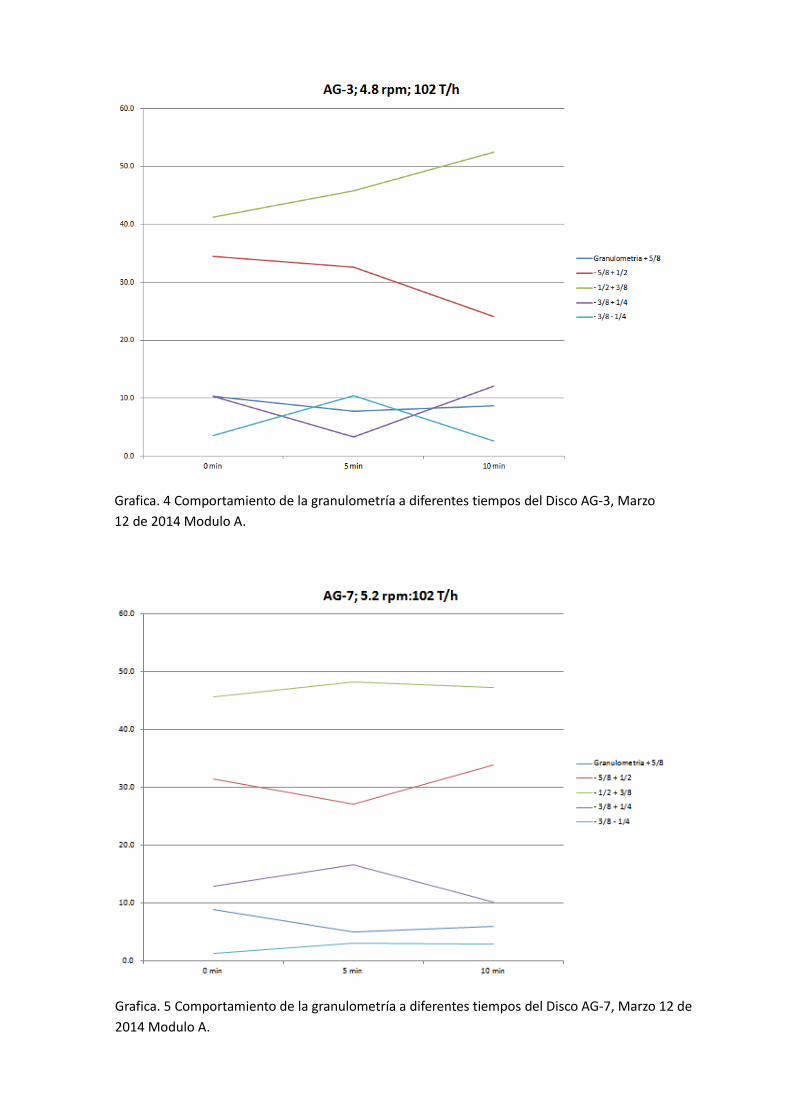
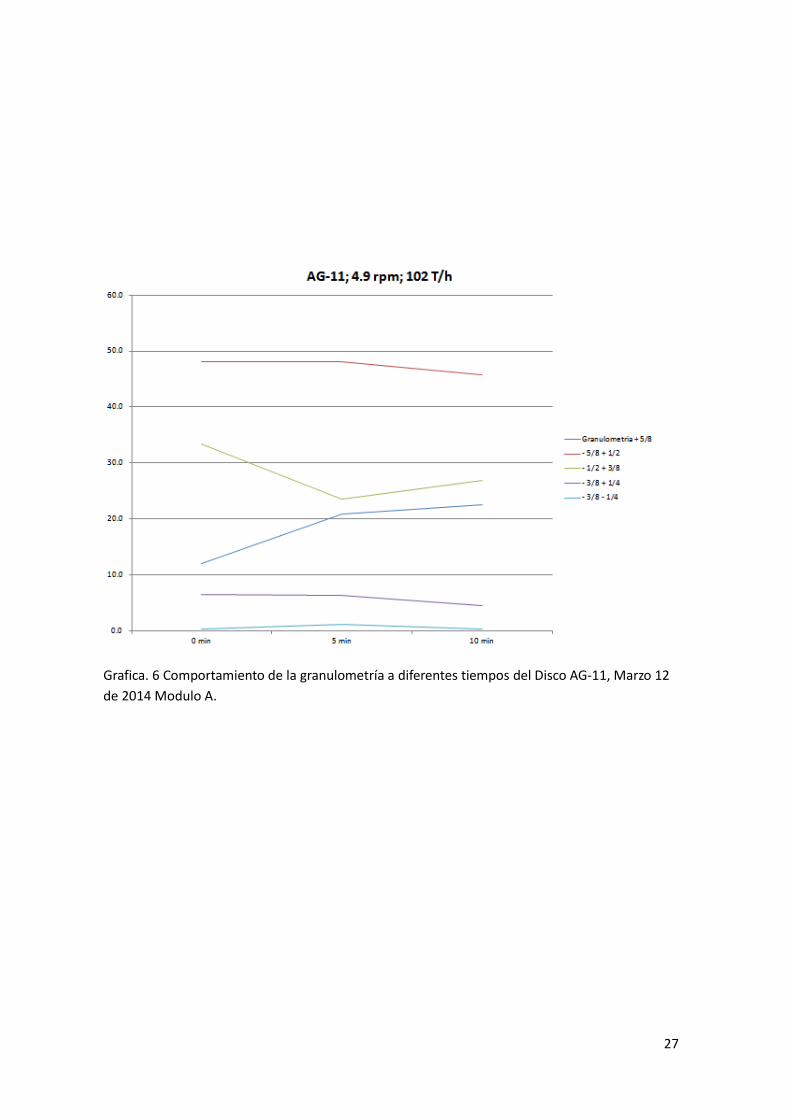
El muestreo realizado al módulo A, en Marzo puede considerarse que presenta una
granulometría admisible encontrándose en mayor proporción el pellet de ½” y 3/8”.
Esto se puede apreciar en la tabla 3 (a) y (b) y en las graficas 4,5 y 6.
Tabla. 3 Granulometría en Discos Peletizadores de Pellet Verde a diferentes tiempos: a) kilogramos, b) porcentaje,
Marzo 12 de 2014 Modulo A
La primer tabla; datos recabados al obtener la muestra de los discos y cribar, La segunda tabla datos en porcentaje.
a)
b)
26
Grafica. 4 Comportamiento de la granulometría a diferentes tiempos del Disco AG-3, Marzo
12 de 2014 Modulo A.
Grafica. 5 Comportamiento de la granulometría a diferentes tiempos del Disco AG-7, Marzo 12 de
2014 Modulo A.
27
Grafica. 6 Comportamiento de la granulometría a diferentes tiempos del Disco AG-11, Marzo 12
de 2014 Modulo A.
28
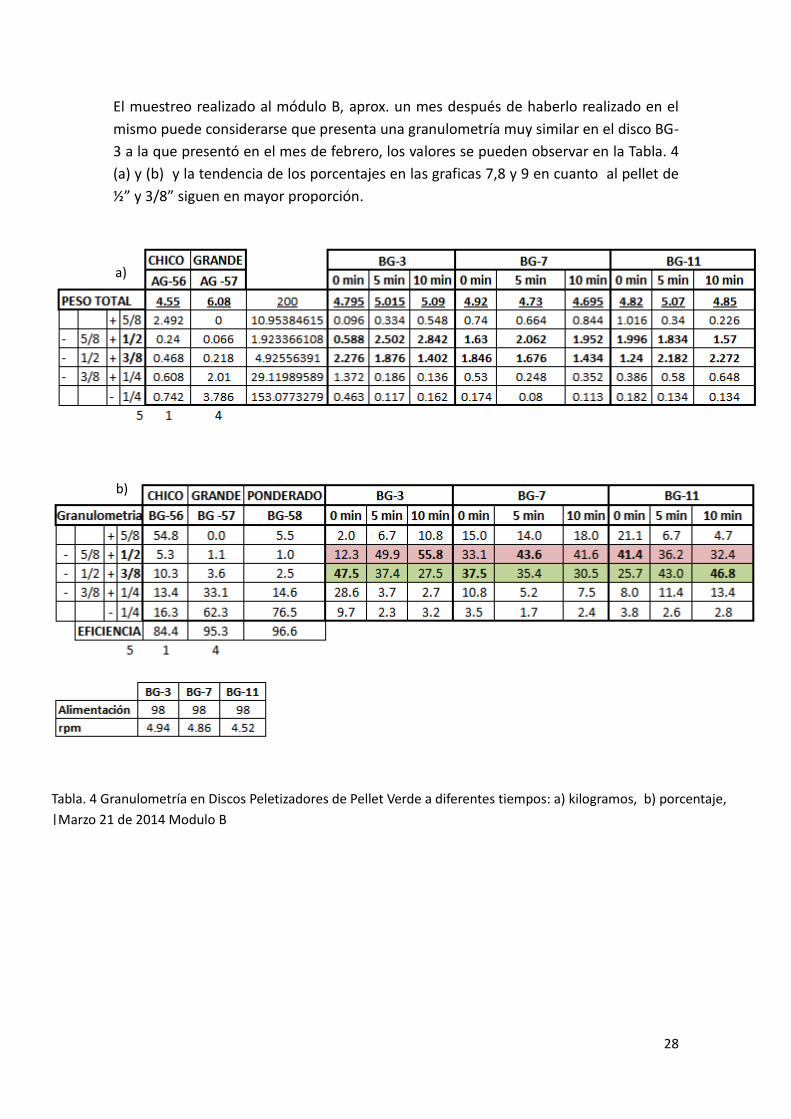
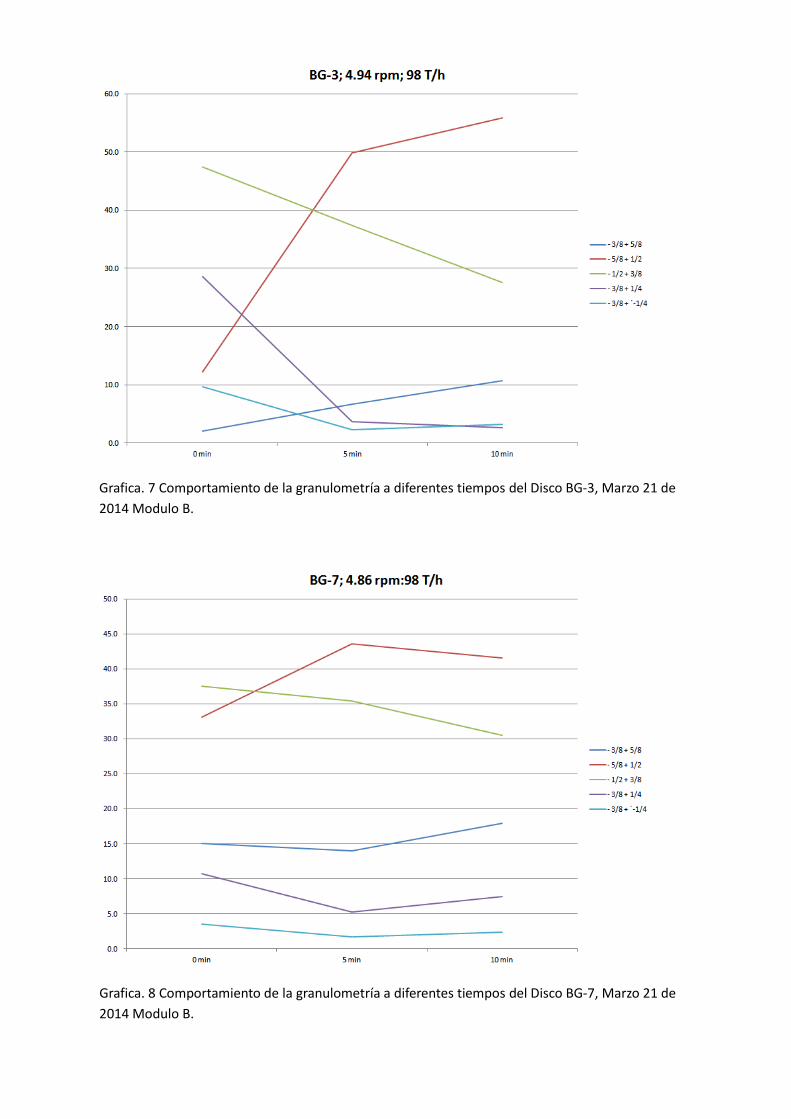
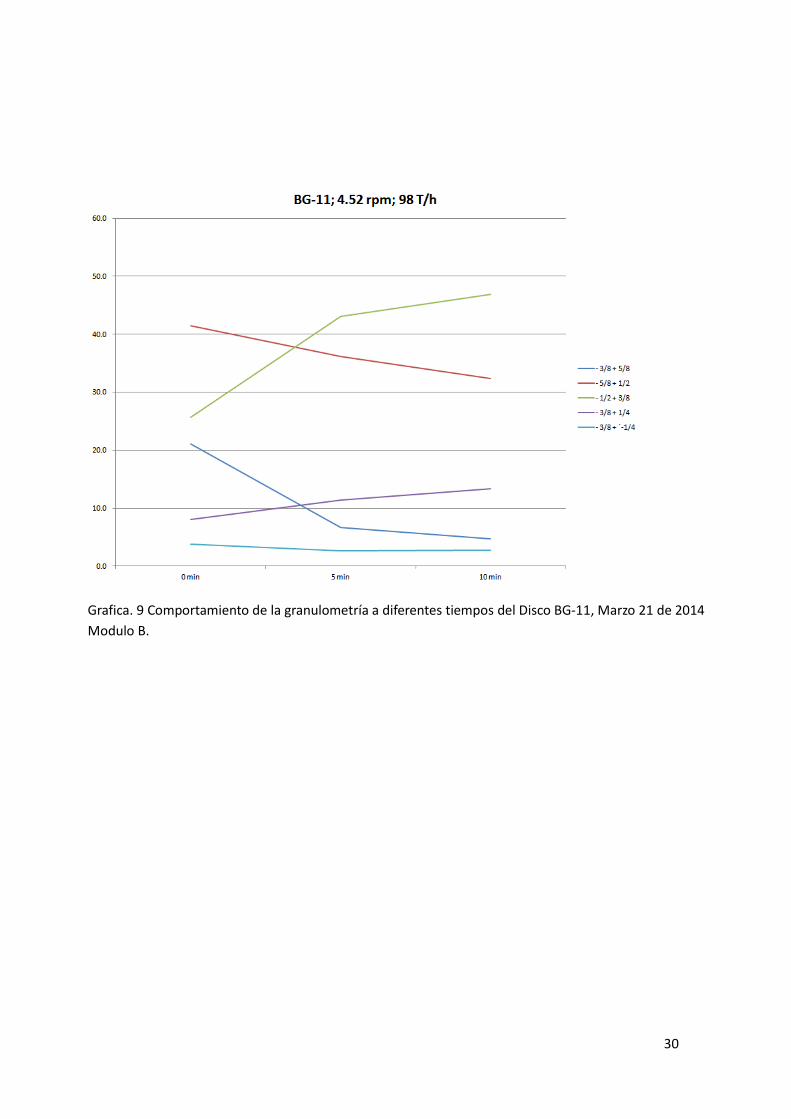
El muestreo realizado al módulo B, aprox. un mes después de haberlo realizado en el
mismo puede considerarse que presenta una granulometría muy similar en el disco BG-
3 a la que presentó en el mes de febrero, los valores se pueden observar en la Tabla. 4
(a) y (b) y la tendencia de los porcentajes en las graficas 7,8 y 9 en cuanto al pellet de
½” y 3/8” siguen en mayor proporción.
Tabla. 4 Granulometría en Discos Peletizadores de Pellet Verde a diferentes tiempos: a) kilogramos, b) porcentaje,
|Marzo 21 de 2014 Modulo B
a)
b)
29
Grafica. 7 Comportamiento de la granulometría a diferentes tiempos del Disco BG-3, Marzo 21 de
2014 Modulo B.
Grafica. 8 Comportamiento de la granulometría a diferentes tiempos del Disco BG-7, Marzo 21 de
2014 Modulo B.
30
Grafica. 9 Comportamiento de la granulometría a diferentes tiempos del Disco BG-11, Marzo 21 de 2014
Modulo B.
31
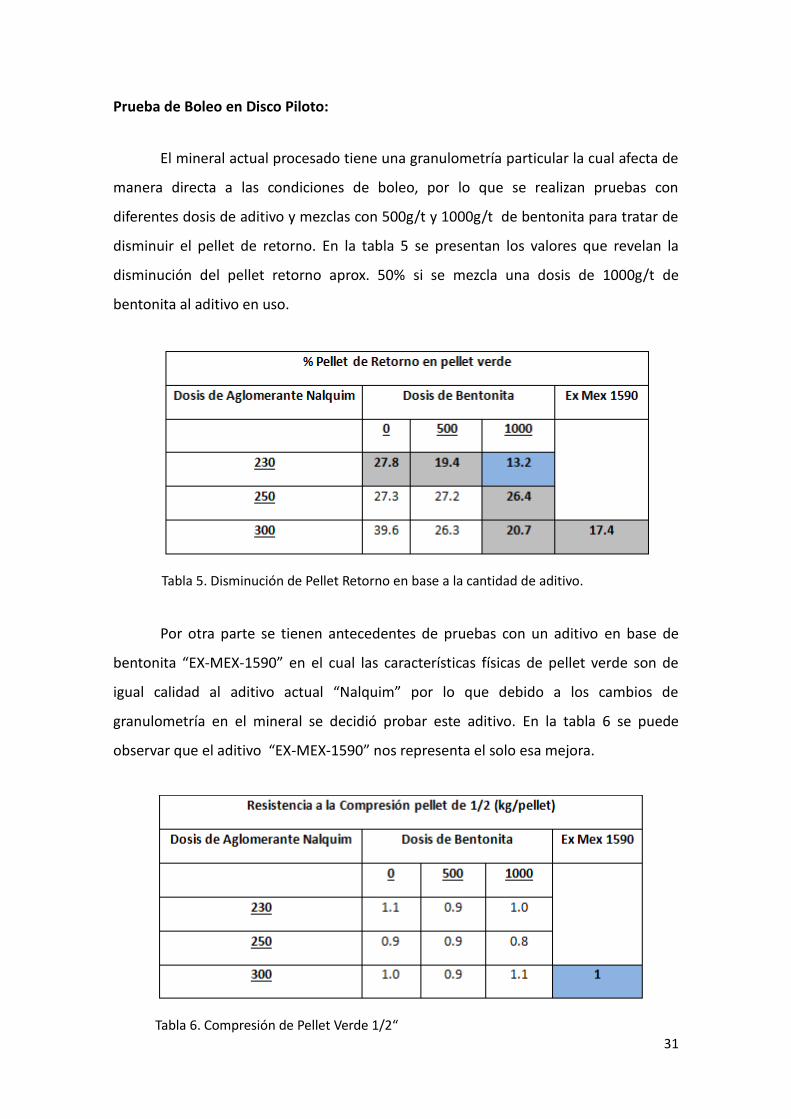
Prueba de Boleo en Disco Piloto:
El mineral actual procesado tiene una granulometría particular la cual afecta de
manera directa a las condiciones de boleo, por lo que se realizan pruebas con
diferentes dosis de aditivo y mezclas con 500g/t y 1000g/t de bentonita para tratar de
disminuir el pellet de retorno. En la tabla 5 se presentan los valores que revelan la
disminución del pellet retorno aprox. 50% si se mezcla una dosis de 1000g/t de
bentonita al aditivo en uso.
Por otra parte se tienen antecedentes de pruebas con un aditivo en base de
bentonita “EX-MEX-1590” en el cual las características físicas de pellet verde son de
igual calidad al aditivo actual “Nalquim” por lo que debido a los cambios de
granulometría en el mineral se decidió probar este aditivo. En la tabla 6 se puede
observar que el aditivo “EX-MEX-1590” nos representa el solo esa mejora.
Tabla 5. Disminución de Pellet Retorno en base a la cantidad de aditivo.
Tabla 6. Compresión de Pellet Verde 1/2“
32
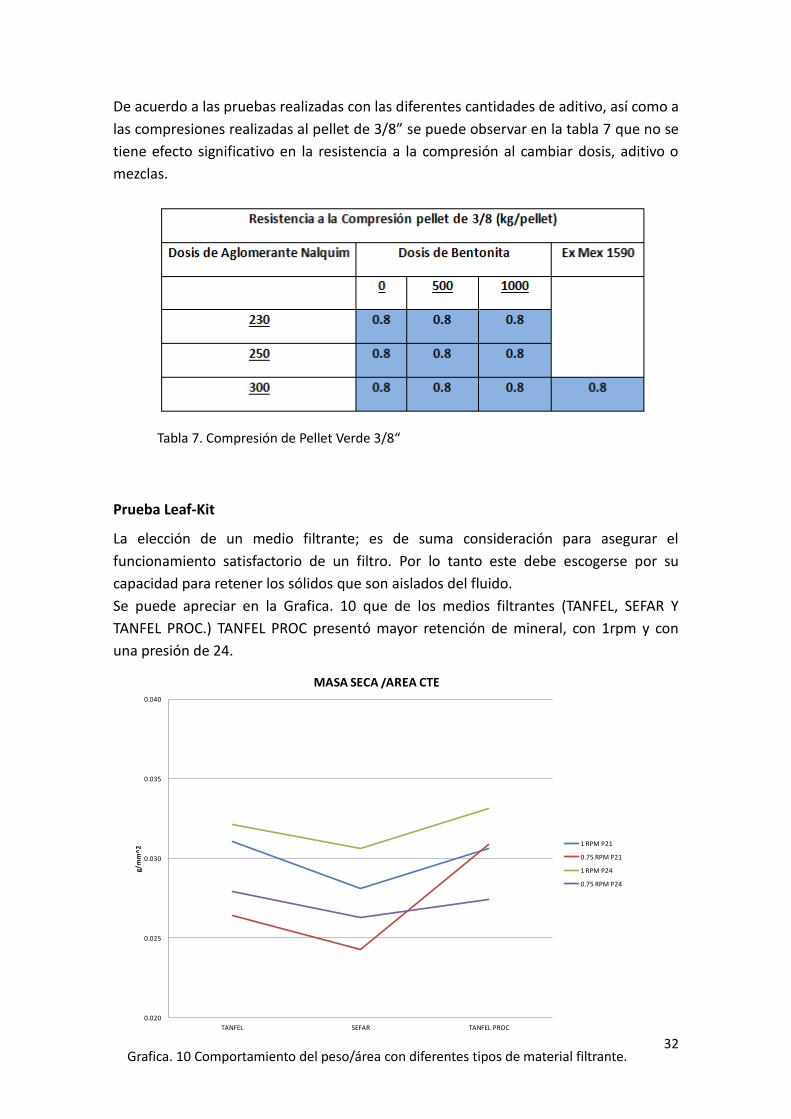
De acuerdo a las pruebas realizadas con las diferentes cantidades de aditivo, así como a
las compresiones realizadas al pellet de 3/8” se puede observar en la tabla 7 que no se
tiene efecto significativo en la resistencia a la compresión al cambiar dosis, aditivo o
mezclas.
Prueba Leaf-Kit
La elección de un medio filtrante; es de suma consideración para asegurar el
funcionamiento satisfactorio de un filtro. Por lo tanto este debe escogerse por su
capacidad para retener los sólidos que son aislados del fluido.
Se puede apreciar en la Grafica. 10 que de los medios filtrantes (TANFEL, SEFAR Y
TANFEL PROC.) TANFEL PROC presentó mayor retención de mineral, con 1rpm y con
una presión de 24.
Grafica. 10 Comportamiento del peso/área con diferentes tipos de material filtrante.
0.020
0.025
0.030
0.035
0.040
TANFEL SEFAR TANFEL PROC
g/m
m^
2
MASA SECA /AREA CTE
1 RPM P21
0.75 RPM P21
1 RPM P24
0.75 RPM P24
Tabla 7. Compresión de Pellet Verde 3/8“
33
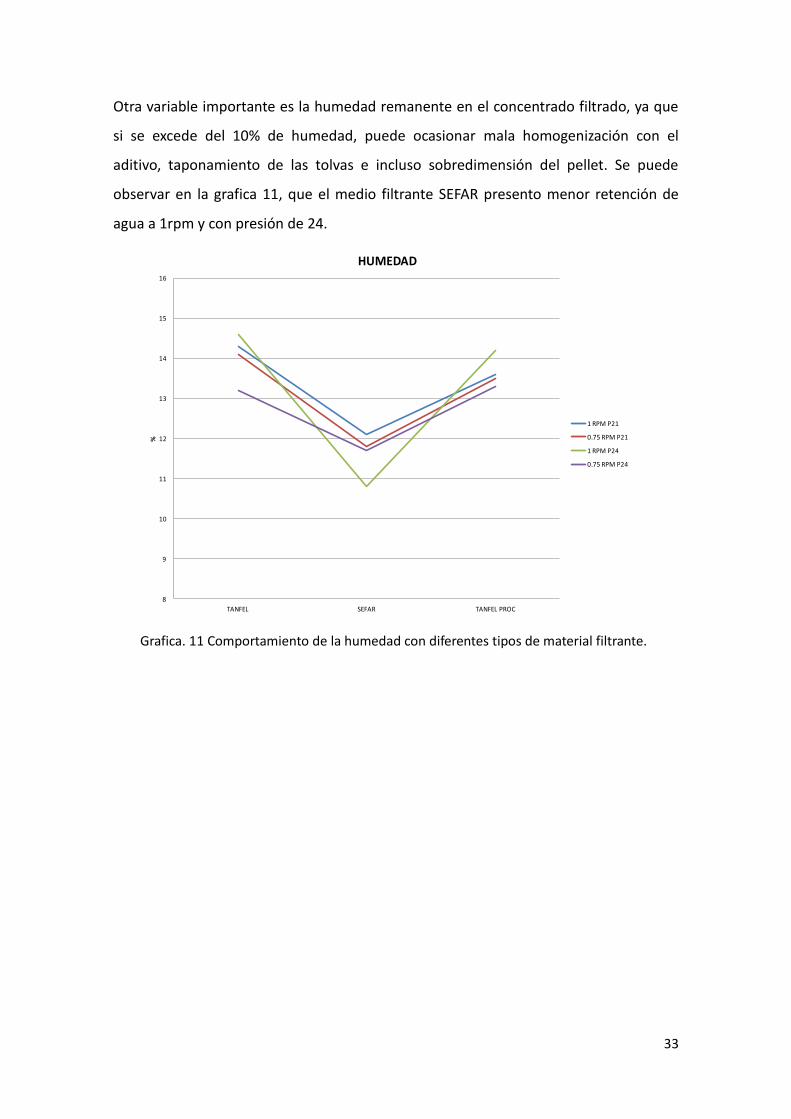
Otra variable importante es la humedad remanente en el concentrado filtrado, ya que
si se excede del 10% de humedad, puede ocasionar mala homogenización con el
aditivo, taponamiento de las tolvas e incluso sobredimensión del pellet. Se puede
observar en la grafica 11, que el medio filtrante SEFAR presento menor retención de
agua a 1rpm y con presión de 24.
Grafica. 11 Comportamiento de la humedad con diferentes tipos de material filtrante.
8
9
10
11
12
13
14
15
16
TANFEL SEFAR TANFEL PROC
%
HUMEDAD
1 RPM P21
0.75 RPM P21
1 RPM P24
0.75 RPM P24
34
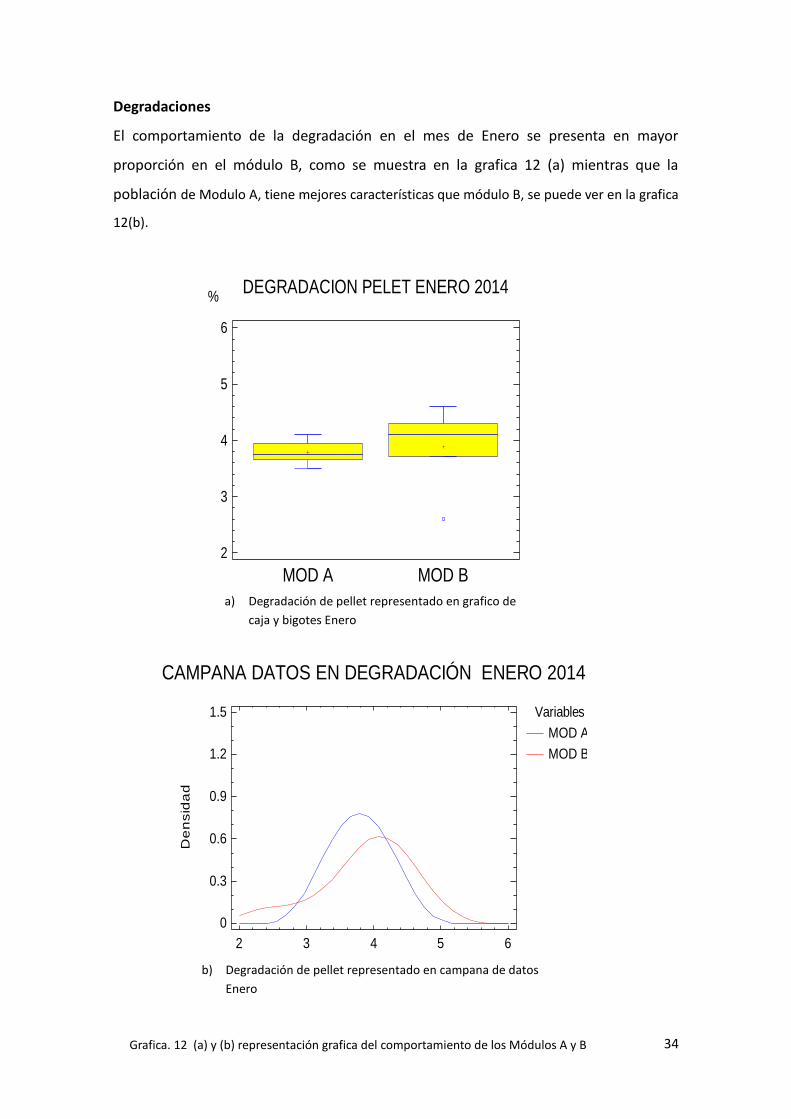
Degradaciones
El comportamiento de la degradación en el mes de Enero se presenta en mayor
proporción en el módulo B, como se muestra en la grafica 12 (a) mientras que la
población de Modulo A, tiene mejores características que módulo B, se puede ver en la grafica
12(b).
Grafica. 12 (a) y (b) representación grafica del comportamiento de los Módulos A y B
en la degradación. Enero
DEGRADACION PELET ENERO 2014%
MOD A MOD B
2
3
4
5
6
Variables
MOD A
MOD B
CAMPANA DATOS EN DEGRADACIÓN ENERO 2014
De
nsid
ad
2 3 4 5 6
0
0.3
0.6
0.9
1.2
1.5
a) Degradación de pellet representado en grafico de
caja y bigotes Enero
b) Degradación de pellet representado en campana de datos
Enero
35
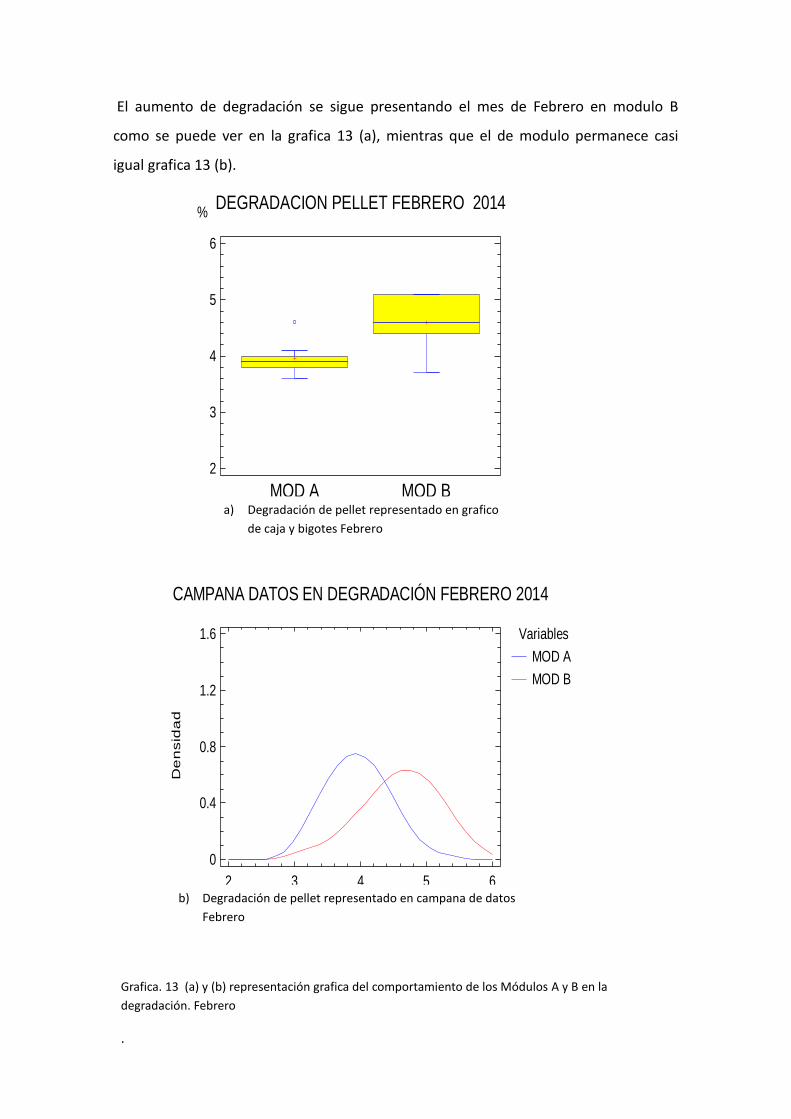
El aumento de degradación se sigue presentando el mes de Febrero en modulo B
como se puede ver en la grafica 13 (a), mientras que el de modulo permanece casi
igual grafica 13 (b).
Grafica. 13 (a) y (b) representación grafica del comportamiento de los Módulos A y B en la
degradación. Febrero
.
DEGRADACION PELLET FEBRERO 2014%
MOD A MOD B
2
3
4
5
6
Variables
MOD A
MOD B
CAMPANA DATOS EN DEGRADACIÓN FEBRERO 2014
De
nsid
ad
2 3 4 5 6
0
0.4
0.8
1.2
1.6
a) Degradación de pellet representado en grafico
de caja y bigotes Febrero
b) Degradación de pellet representado en campana de datos
Febrero
36
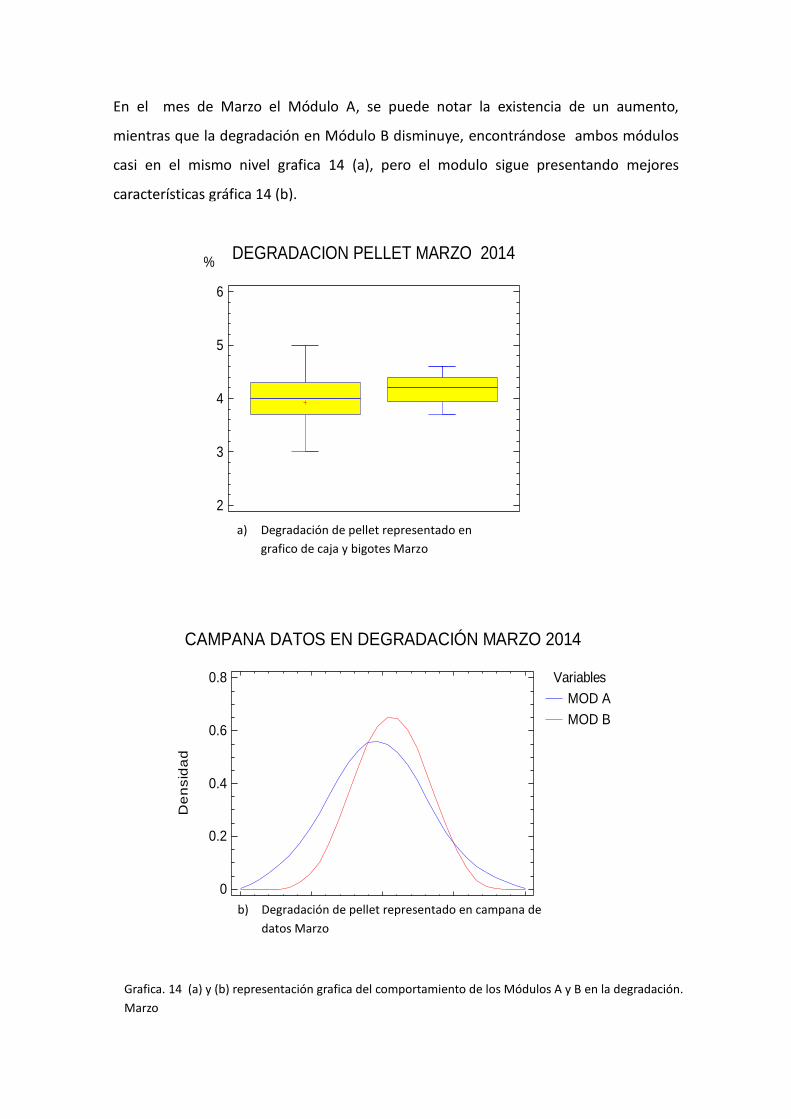
En el mes de Marzo el Módulo A, se puede notar la existencia de un aumento,
mientras que la degradación en Módulo B disminuye, encontrándose ambos módulos
casi en el mismo nivel grafica 14 (a), pero el modulo sigue presentando mejores
características gráfica 14 (b).
Grafica. 14 (a) y (b) representación grafica del comportamiento de los Módulos A y B en la degradación.
Marzo
DEGRADACION PELLET MARZO 2014%
MOD A MOD B
2
3
4
5
6
Variables
MOD A
MOD B
CAMPANA DATOS EN DEGRADACIÓN MARZO 2014
De
nsid
ad
2 3 4 5 6
0
0.2
0.4
0.6
0.8
a) Degradación de pellet representado en
grafico de caja y bigotes Marzo
b) Degradación de pellet representado en campana de
datos Marzo
37
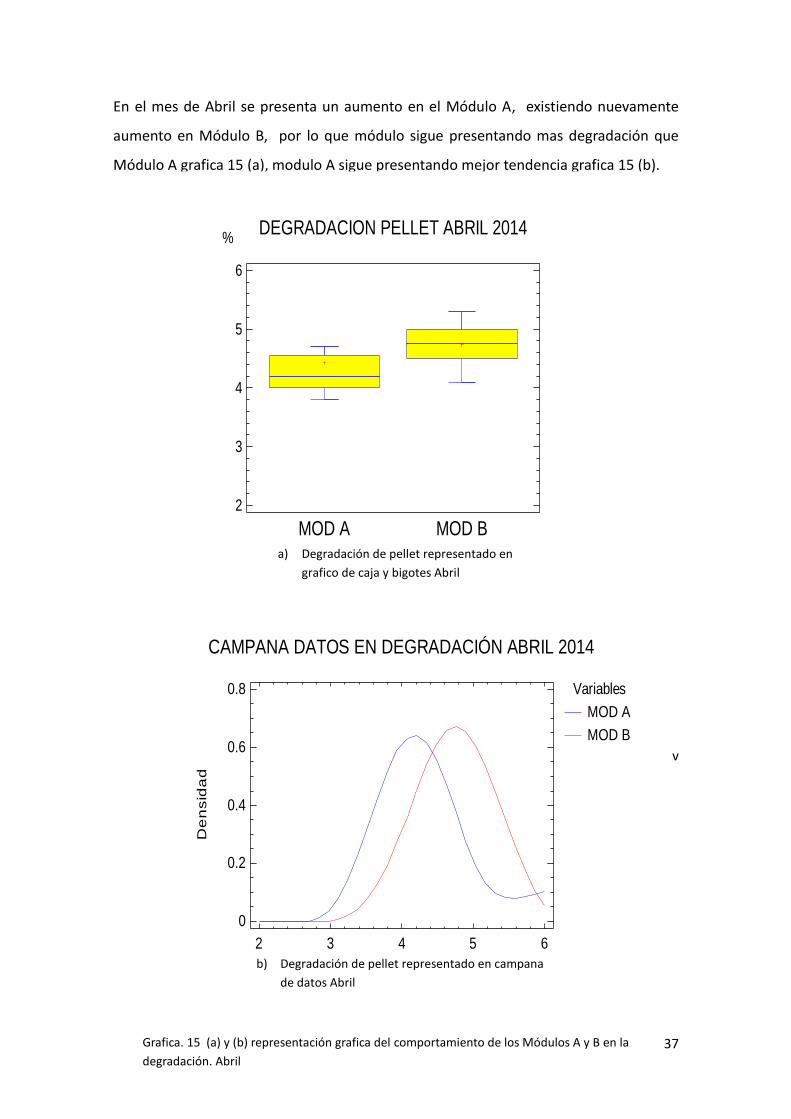
En el mes de Abril se presenta un aumento en el Módulo A, existiendo nuevamente
aumento en Módulo B, por lo que módulo sigue presentando mas degradación que
Módulo A grafica 15 (a), modulo A sigue presentando mejor tendencia grafica 15 (b).
v
Grafica. 15 (a) y (b) representación grafica del comportamiento de los Módulos A y B en la
degradación. Abril
DEGRADACION PELLET ABRIL 2014%
MOD A MOD B
2
3
4
5
6
Variables
MOD A
MOD B
CAMPANA DATOS EN DEGRADACIÓN ABRIL 2014
De
nsid
ad
2 3 4 5 6
0
0.2
0.4
0.6
0.8
a) Degradación de pellet representado en
grafico de caja y bigotes Abril
b) Degradación de pellet representado en campana
de datos Abril
38
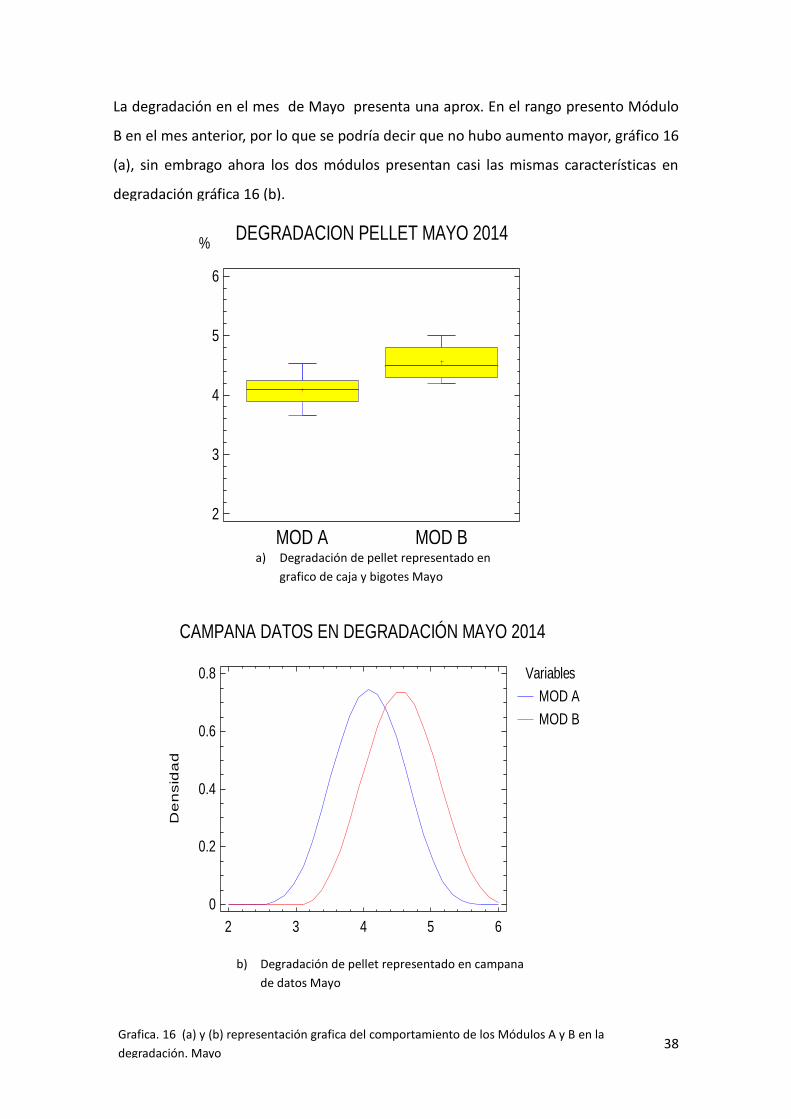
La degradación en el mes de Mayo presenta una aprox. En el rango presento Módulo
B en el mes anterior, por lo que se podría decir que no hubo aumento mayor, gráfico 16
(a), sin embrago ahora los dos módulos presentan casi las mismas características en
degradación gráfica 16 (b).
Grafica. 16 (a) y (b) representación grafica del comportamiento de los Módulos A y B en la
degradación. Mayo
DEGRADACION PELLET MAYO 2014%
MOD A MOD B
2
3
4
5
6
Variables
MOD A
MOD B
CAMPANA DATOS EN DEGRADACIÓN MAYO 2014
De
nsid
ad
2 3 4 5 6
0
0.2
0.4
0.6
0.8
a) Degradación de pellet representado en
grafico de caja y bigotes Mayo
b) Degradación de pellet representado en campana
de datos Mayo
39
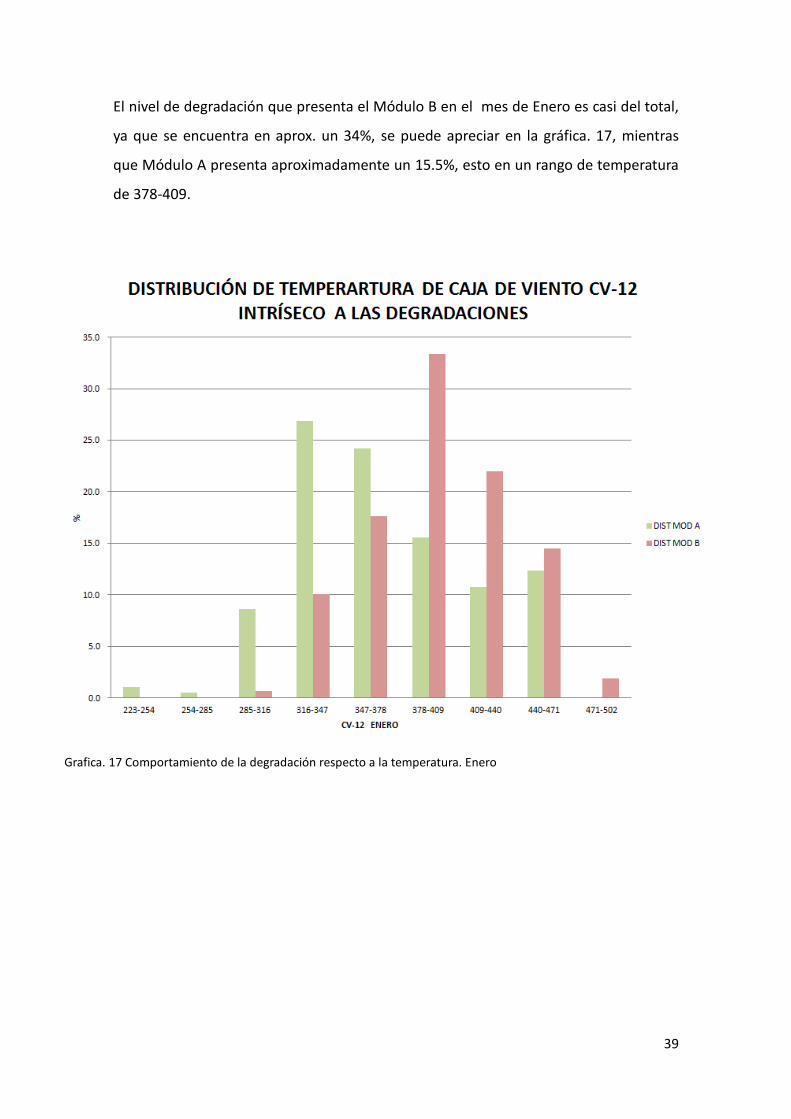
El nivel de degradación que presenta el Módulo B en el mes de Enero es casi del total,
ya que se encuentra en aprox. un 34%, se puede apreciar en la gráfica. 17, mientras
que Módulo A presenta aproximadamente un 15.5%, esto en un rango de temperatura
de 378-409.
Grafica. 17 Comportamiento de la degradación respecto a la temperatura. Enero
40
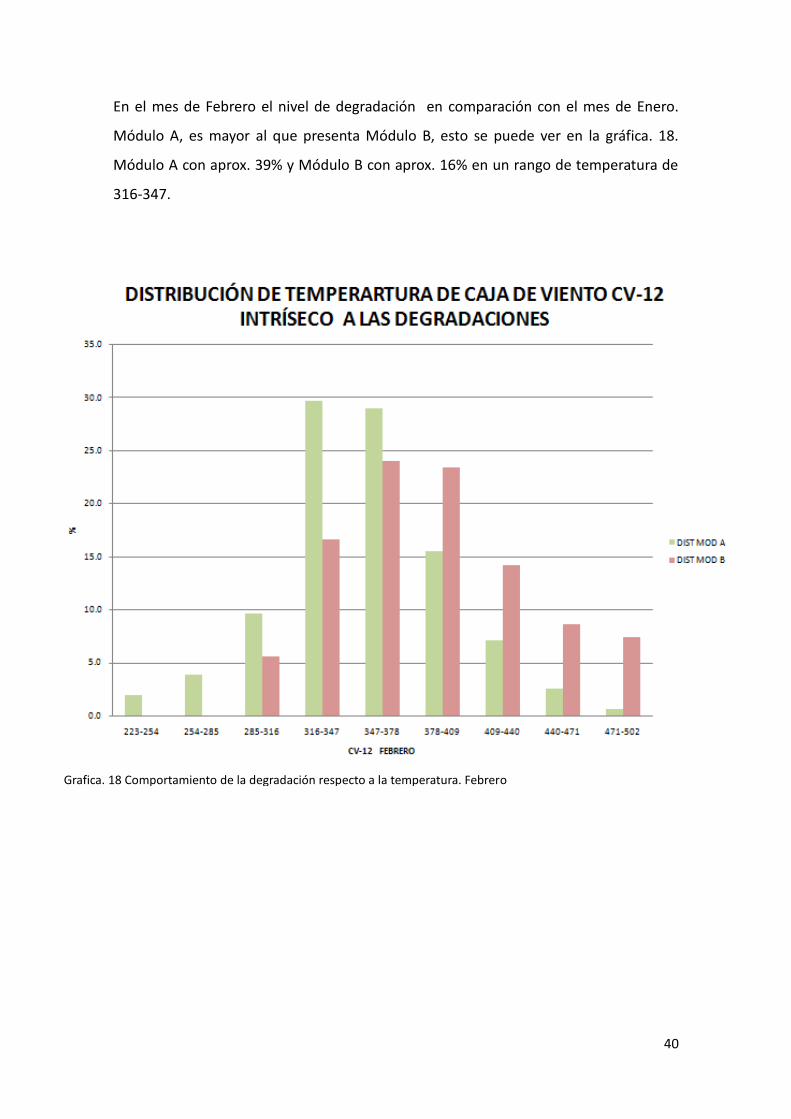
En el mes de Febrero el nivel de degradación en comparación con el mes de Enero.
Módulo A, es mayor al que presenta Módulo B, esto se puede ver en la gráfica. 18.
Módulo A con aprox. 39% y Módulo B con aprox. 16% en un rango de temperatura de
316-347.
Grafica. 18 Comportamiento de la degradación respecto a la temperatura. Febrero
41
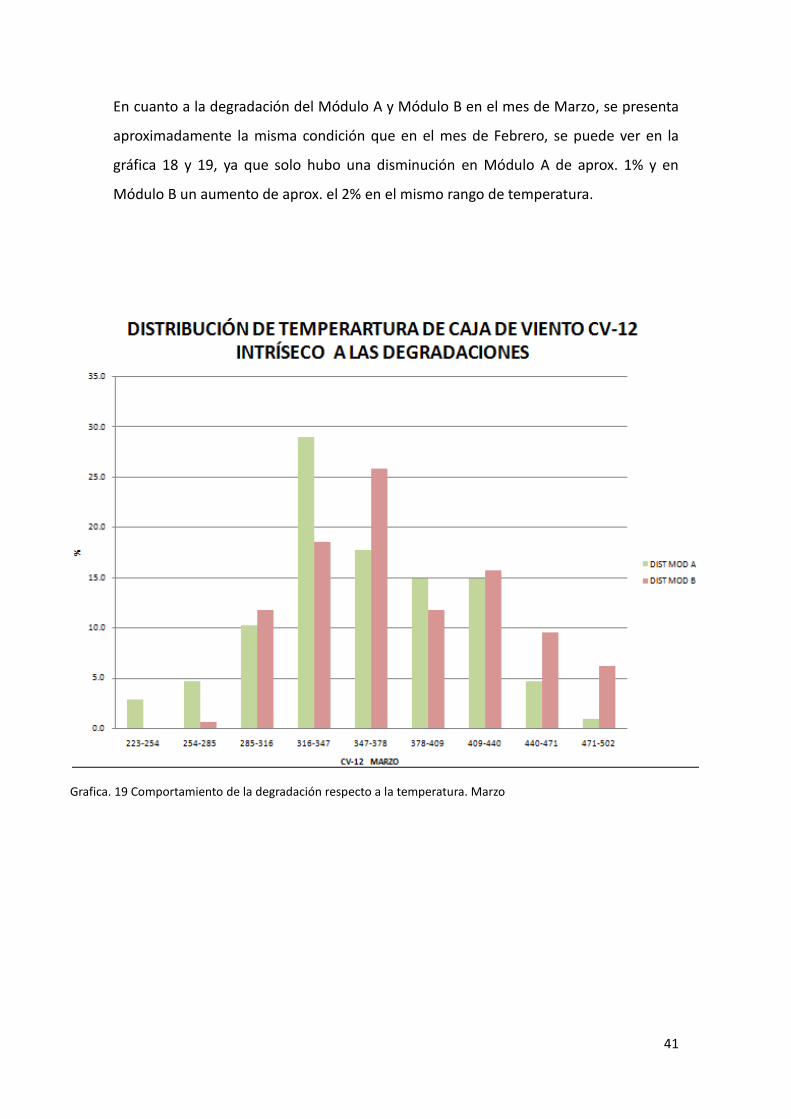
En cuanto a la degradación del Módulo A y Módulo B en el mes de Marzo, se presenta
aproximadamente la misma condición que en el mes de Febrero, se puede ver en la
gráfica 18 y 19, ya que solo hubo una disminución en Módulo A de aprox. 1% y en
Módulo B un aumento de aprox. el 2% en el mismo rango de temperatura.
Grafica. 19 Comportamiento de la degradación respecto a la temperatura. Marzo
42
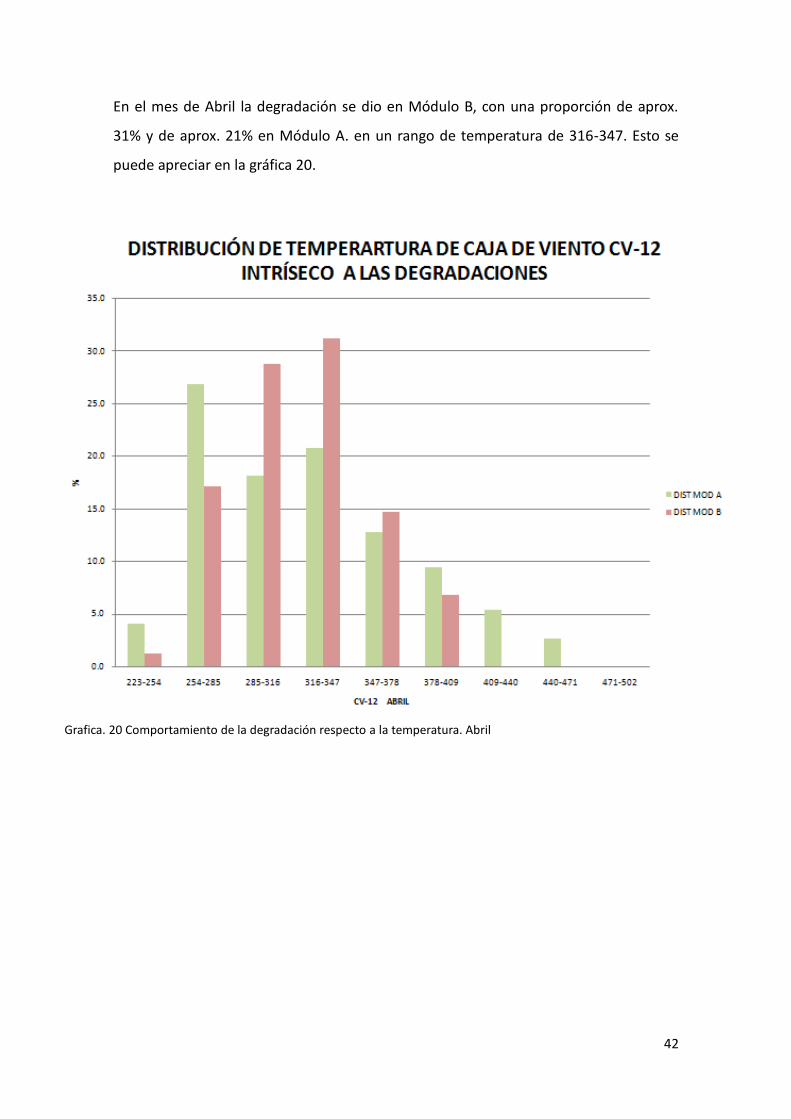
En el mes de Abril la degradación se dio en Módulo B, con una proporción de aprox.
31% y de aprox. 21% en Módulo A. en un rango de temperatura de 316-347. Esto se
puede apreciar en la gráfica 20.
Grafica. 20 Comportamiento de la degradación respecto a la temperatura. Abril
43
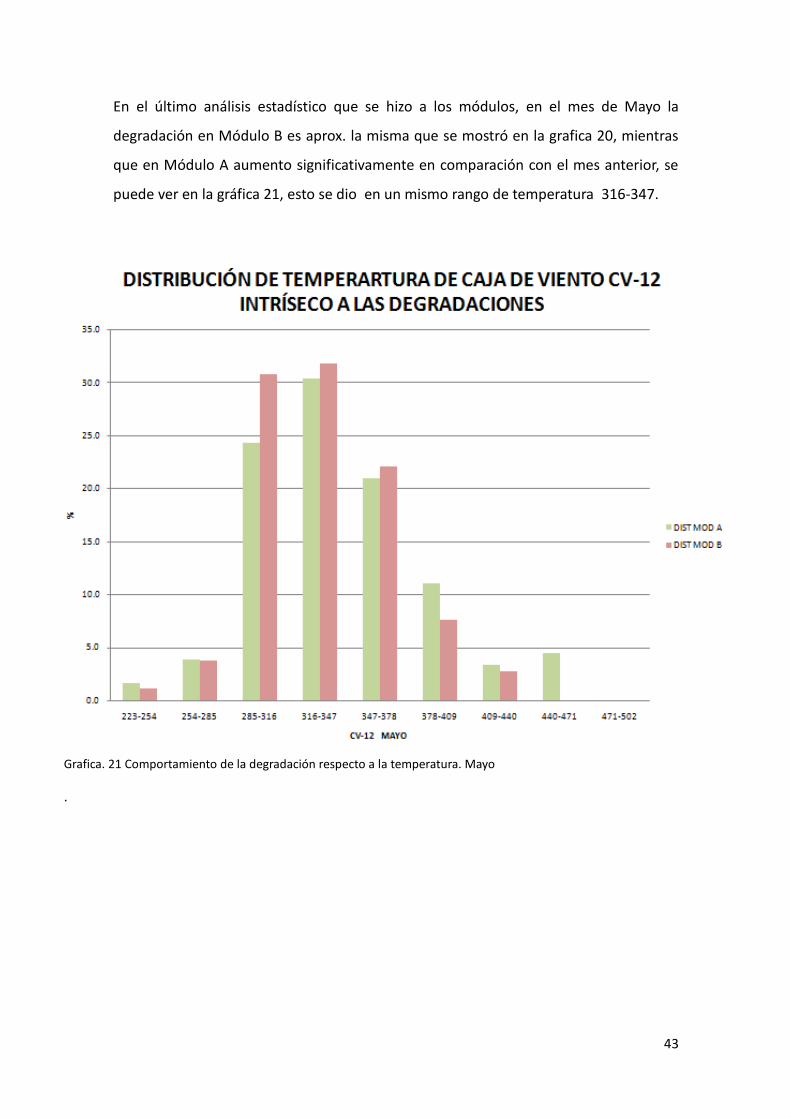
En el último análisis estadístico que se hizo a los módulos, en el mes de Mayo la
degradación en Módulo B es aprox. la misma que se mostró en la grafica 20, mientras
que en Módulo A aumento significativamente en comparación con el mes anterior, se
puede ver en la gráfica 21, esto se dio en un mismo rango de temperatura 316-347.
Grafica. 21 Comportamiento de la degradación respecto a la temperatura. Mayo
.
44
10. CONCLUSIONES Y RECOMENDACIONES
Se puede apreciar por medio del análisis de variables estadístico, se considera
la degradación en referencia a la temperatura de la caja de viento 12 (CV-12) de los
Módulos “A” y “B” es independiente entre sí.
Esto indica que el factor temperatura no está relacionado con la generación de finos,
debido a que aún existiendo aumento en las temperaturas del “Modulo A” su
degradación no aumenta, lo mismo con modulo “Modulo B” aun con temperaturas
menores sigue generando degradaciones altas.
11. GLOSARIO
Bentonita: Arena de moldeo para la industria metalúrgica. Proporciona cohesión y
plasticidad, facilitando su moldeo.
Granulometría:
Pellets: Finos de mineral de hierro de alta ley aglomerados en forma de nódulos
resistentes de tamaño comprendidos entre 5 y 16 milímetros.
Finos: Trozos de mineral de hierro menor a 6 milímetros.
Ganga: Material rocoso inútil que acompaña a un mineral.
Filtro: Equipo de las operaciones unitarias por medio del cual se realiza la filtración.
Medio filtrante: Barrera que permite que pase el líquido mientras retiene la mayor
parte de los sólidos.
Aglomerante: Materiales que tienen la propiedad de adherirse, pegarse y unirse a
otros, empleándose para unir materiales generalmente pétreos, como son las gravas,
arenas, para formar mezclas plásticas (pastas, morteros y hormigones), que después de
endurecer adquieren un estado sólido. En general, se presentan en estado sólido y a
veces semilíquido, pero sobre todo en polvo. Entre los aglomerantes se encuentran
todos los materiales que mediante procesos “físicos” de secado, de evaporación de un
disolvente, produce un endurecimiento que aglutina a los elementos y une
cohesionando “pegando” a los mismos; pero su composición química permanece
inalterable.
45
12. Referencias Bibliográficas
1. Nogués, F., García, D., y Rezeau, A. (2010). Energía de la Biomasa. España:
Universitarias de Zaragoza.
2. Altamira Muratalla Gerardo. Febrero 2010. Teoría del Boleo, Peletización de
Minerales de Hierro.
3. Dal-Ré T. R. (2001) Caminos Rurales. Proyecto y Construcción. España: Mundi-
Prensa.
4. Perry, R. H y Green, D.W (2010). Manual del Ingeniero Químico. España:
McGraw-Hill.
5. Millán Augusto. (1999). Historia de la minería del hierro en chile. Chile:
Universitaria.
6. Gutiérrez Ramírez R.A. (1998). Influencia de la Basicidad en la Microestructura
de los Pellets y su comportamiento Metalúrgico en los Procesos de Reducción
Directa. Tesis de Maestría en Ciencias Con especialidad en Metalurgia.
7. Manual W.S TYLER. Los Tamices de Laboratorio y sus Usos.