
TALLER ORGANIZACION 2.docx
17
TALLER ORGANIZACIÓN INDUSTRIAL JHONATAN OBANDO COLONIA 1054111 ESTEFANIA GIRALDO ROJAS 1256322 PRESENTADO AL PROFESOR MAURICIO BUITRAGO SOTO ORGANIZACIÓN INDUSTRIAL
-
Upload
estefaniagiraldorojas -
Category
Documents
-
view
253 -
download
0
Transcript of TALLER ORGANIZACION 2.docx

TALLER ORGANIZACIÓN INDUSTRIAL
JHONATAN OBANDO COLONIA 1054111
ESTEFANIA GIRALDO ROJAS 1256322
PRESENTADO AL PROFESOR
MAURICIO BUITRAGO SOTO
ORGANIZACIÓN INDUSTRIAL
FACULTAD DE INGENIERIA INDUSTRIAL
UNIVERSIDAD DEL VALLE
ZARZAL VALLE

C2 71 39 35Porcentaje 49,0 26,9 24,1
% acumulado 49,0 75,9 100,0
MODELO DE PRODUCTO Z1Z2Z3
160
140
120
100
80
60
40
20
0
100
80
60
40
20
0
C2
Porc
enta
jeDEFINICION DE ZONA
R// Los dos objetivos del diagrama de Pareto es la estratificación y la hoja de verificación de un proyecto Seis Sigma (identificar prioridades y causa, ya que se ordena por orden de importancia a los diferentes problemas que se presenta en un proceso).
R// Pareto de problemas: sirve para identificar el grado de los problemas o fallas de un producto y saber que tan frecuente son esos problemas. Pareto de causa: sirve para orientarse exclusivamente hacia la búsquedas de las causas del problema de mayor impacto, se estarán localizando pistas sobre la causa más importantes a los problemas.
R// como estudiantes nosotras vemos un 100% de las materias, suponiéndose que son 5 materias, 2 de ellas son un poco más complejas por ende se les debe dedicar más tiempo de trabajo ,lo cual realizando un diagrama de Pareto encontramos cual es el problema raíz y su pronta solución.
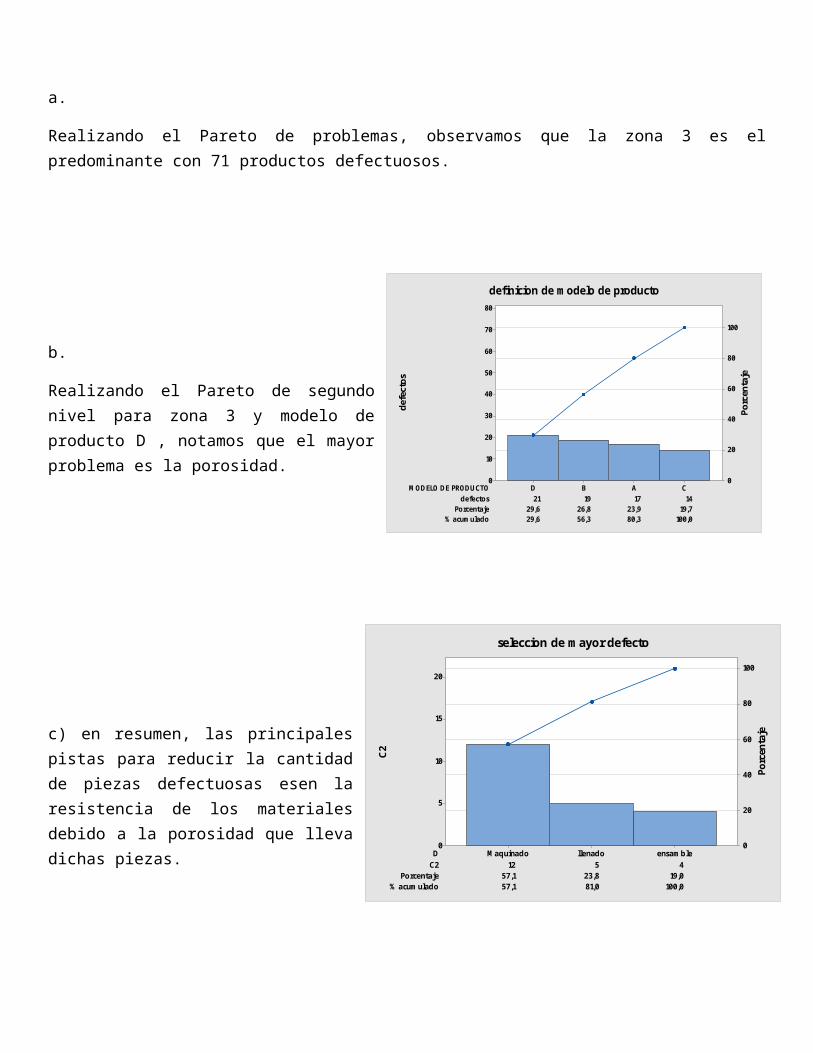
a.
Realizando el Pareto de problemas, observamos que la zona 3 es el predominante con 71 productos defectuosos.
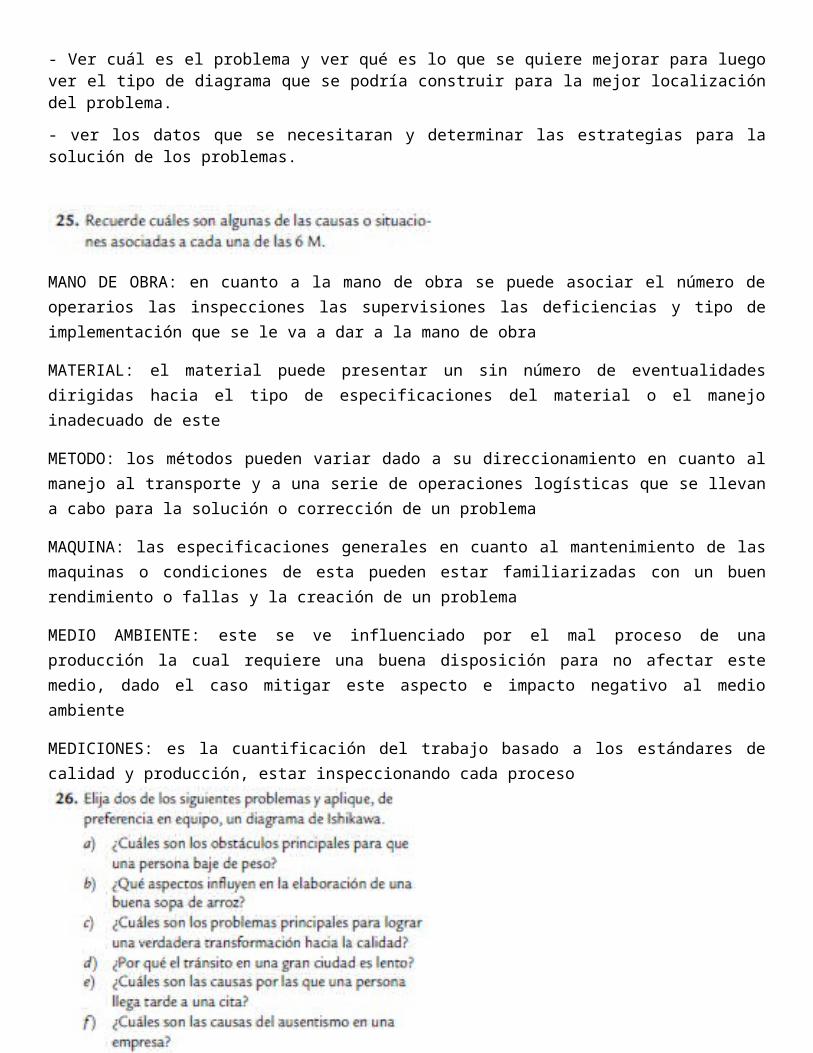
defectos 21 19 17 14Porcentaje 29,6 26,8 23,9 19,7
% acumulado 29,6 56,3 80,3 100,0
MODELO DE PRODUCTO CABD
80
70
60
50
40
30
20
10
0
100
80
60
40
20
0
defe
ctos
Porc
enta
je
definicion de modelo de producto
b.
Realizando el Pareto de segundo nivel para zona 3 y modelo de producto D , notamos que el mayor problema es la porosidad.
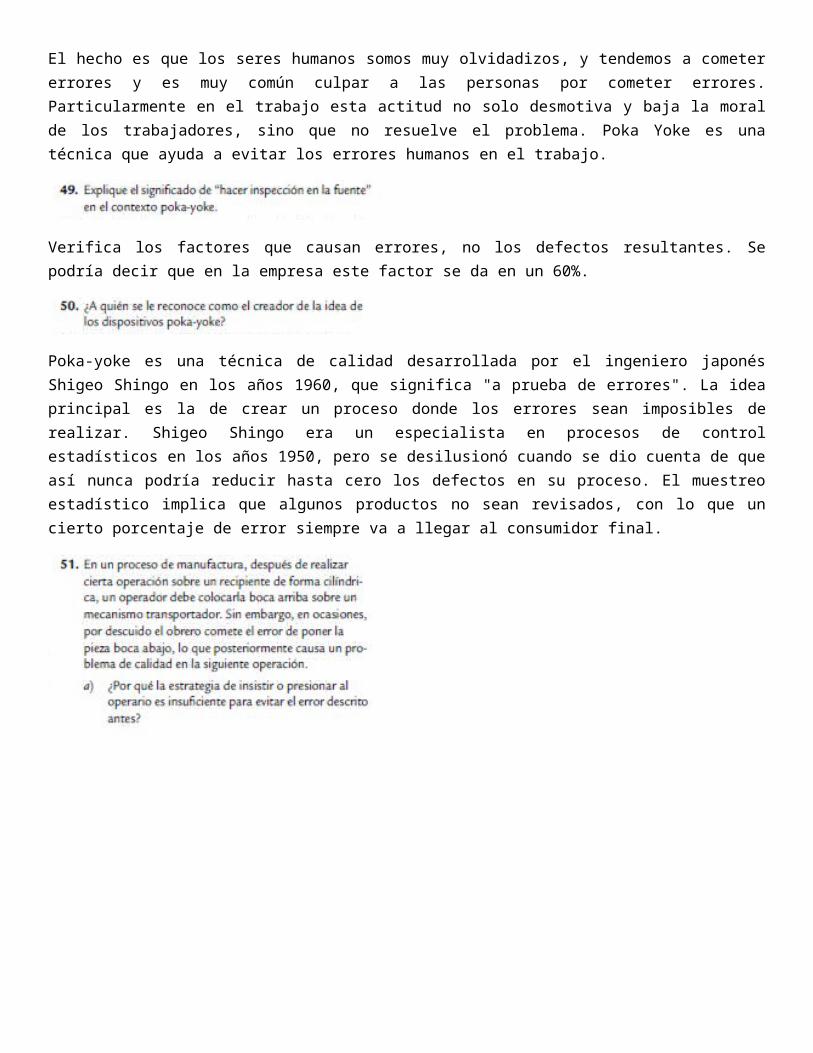
c) en resumen, las principales pistas para reducir la cantidad de piezas defectuosas esen la resistencia de los materiales debido a la porosidad que lleva dichas piezas.
C2 12 5 4Porcentaje 57,1 23,8 19,0
% acumulado 57,1 81,0 100,0
D ensamblellenadoMaquinado
20
15
10
5
0
100
80
60
40
20
0
C2
Porc
enta
je
seleccion de mayor defecto

FRECUCENCIA 0,35 0,30 0,15 0,12 0,08Porcentaje 35,0 30,0 15,0 12,0 8,0
% acumulado 35,0 65,0 80,0 92,0 100,0
DEFECTOS
1,0
0,8
0,6
0,4
0,2
0,0
100
80
60
40
20
0
FREC
UCEN
CIA
Porc
enta
je
Diagrama de Pareto de DEFECTOS
R// Control Estadístico Diagrama de Pareto de defectos100 80% 80 80Porcentaje100frec60 4060 40VITALES20 020 0defectos frec Porcentaje % acumulado fuera tono 35 35.0 35.0manchas fuera registro mal corte código barras 30 15 12 8 30.0 15.0 12.0 8.0 65.0 80.0 92.0 100.0De acuerdo al principio de Pareto si se puede afirmar que el problema Vital, desde el punto de vista estadístico, es fuera de tono con el 35%. Además del defecto por manchas y fuera de registro.
De acuerdo al principio de Pareto al día me dedico un 33.33% a trabajar y 20.83% a estudiar.

Grado de molestia 8 8 6 4 4 2Porcentaje 25,0 25,0 18,8 12,5 12,5 6,3
% acumulado 25,0 50,0 68,8 81,3 93,8 100,0
TIPO DE QUEJA CEADFB
35
30
25
20
15
10
5
0
100
80
60
40
20
0
Gra
do d
e m
oles
tia
Porc
enta
je
Diagrama de Pareto de TIPO DE QUEJA
Frecuencia de ocurrencia 40,00 25,00 10,00 8,00 5,00 0,12Porcentaje 45,4 28,4 11,3 9,1 5,7 0,1
% acumulado 45,4 73,8 85,1 94,2 99,9 100,0
TIPO DE QUEJA OtroBFEDC
90
80
70
60
50
40
30
20
10
0
100
80
60
40
20
0
Frec
uenc
ia d
e oc
urre
ncia
Porc
enta
je
frecuencia de ocurrencia

Frecuencia de ocurrencia 1823 916 804 742 715 102Porcentaje 35,7 18,0 15,8 14,5 14,0 2,0
% acumulado 35,7 53,7 69,4 84,0 98,0 100,0
DEFECTO
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
Frec
uenc
ia d
e oc
urre
ncia
Porc
enta
je
Diagrama de Pareto de DEFECTO
Realizando el Pareto para problemas de embazado de tequila, notamos que en el trabajo de etiquetado es el primero que comete más errores con un 35.73%, mientras que el segundo con mas errores es la botella sin vigusa con un 17.95%.

a) Realizando el Pareto para problemas y detecto el problema con mayor nivel que es falla al vacio con 38320 de paquetes defectuosos.
b) Realizando Pareto de segundo nivel para las máquinas, notamos que la maquina C realiza 16720 paquetes defectuosos de falta de vacio.
frecuencia 17620 10600 10100Porcentaje 46,0 27,7 26,4
% acumulado 46,0 73,6 100,0
maquina empacadora bac
40000
30000
20000
10000
0
100
80
60
40
20
0
frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de maquina empacadora
Frecuencia 38320 4005 2839Porcentaje 84,8 8,9 6,3
% acumulado 84,8 93,7 100,0
problemas manchas amarillasmanchas verdesfalta de vacio
50000
40000
30000
20000
10000
0
100
80
60
40
20
0
Frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de problemas
frecuencia 9120 8500Porcentaje 51,8 48,2
% acumulado 51,8 100,0
turno 12
20000
15000
10000
5000
0
100
80
60
40
20
0
frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de turno

FRECUENCIA 10 8 6Porcentaje 41,7 33,3 25,0
% acumulado 41,7 75,0 100,0
PROBLEMA Falta de vacíomancha amarillamancha verde
25
20
15
10
5
0
100
80
60
40
20
0
FREC
UEN
CIA
Porcen
taje
Problema y numero de paquetes defectuosos

frecuencias 61 37 32 31 24Porcentaje 33,0 20,0 17,3 16,8 13,0
% acumulado 33,0 53,0 70,3 87,0 100,0
Dias de la semana vierneslunesmartesjuevesmiercoles
200
150
100
50
0
100
80
60
40
20
0
frec
uenc
ias
Porc
enta
je
Diagrama de Pareto de Dias de la semana
frecuencia 20 18 13 10Porcentaje 32,8 29,5 21,3 16,4
% acumulado 32,8 62,3 83,6 100,0
Maquina DCAB
60
50
40
30
20
10
0
100
80
60
40
20
0
frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de Maquina (miercoles)
frecuencia 10 10Porcentaje 50,0 50,0
% acumulado 50,0 100,0
Jornada PmAm
20
15
10
5
0
100
80
60
40
20
0
frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de Jornada
Frecuencia 8 1 1 0Porcentaje 80,0 10,0 10,0 0,0
% acumulado 80,0 90,0 100,0 100,0
Probremas Otrorupturasincompletasrasguños superficiales
10
8
6
4
2
0
100
80
60
40
20
0
Frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de Probremas (miercoles - AM - maquina B)
Frecuencia 8 2 0Porcentaje 80,0 20,0 0,0
% acumulado 80,0 100,0 100,0
Probremas Otrorupturasrasguños superficiales
10
8
6
4
2
0
100
80
60
40
20
0
Frec
uenc
ia
Porc
enta
je
Diagrama de Pareto de Probremas (miercoles - PM - maquina B)

Pareto de ProblemasEl problema de rasguños superficiales y las rupturas cusan el 82% de los problemas, de los cuales el primero constituye el 62% y ese es el problema que debe tener prioridad para ser erradicado.
Pareto de Maquinas: Las máquinas B, A y C generan el 82% de los problemas que surgen en el proceso, ya sea por averías o fallas. De ellas la que produce mayor cantidad de problemas es la B, donde debería de hacerse un estudio y determinar si las fallas son de origen humano o tecnológico.
Pareto de Día: Los días en los que se hacen presentan la mayor cantidad de fallas son el miércoles, jueves, martes y viernes. Es en esos días donde se producen 82% de los problemas que hay en el proceso.
Pareto de Turno: El turno en el que se dan la mayor cantidad de problemas es el turno I, donde se generan el 55% de los problemas y es en el que se tiene que investigar la causas por las cuales se originan dichas fallas.
Durante los cinco meses los mayores problemas de las tintas se debe a la boca de la tinta ovalada que genero 1200 productos defectuosos siguiendo después las perforaciones deformes que generan 400 productos defectuosos.
El diagrama de Pareto se realiza con el propósito del mejoramiento de la calidad para identificar y separar en forma crítica los pocos proyectos que provocan la mayor parte de los problemas de calidad.

- Ver cuál es el problema y ver qué es lo que se quiere mejorar para luego ver el tipo de diagrama que se podría construir para la mejor localización del problema.
- ver los datos que se necesitaran y determinar las estrategias para la solución de los problemas.
MANO DE OBRA: en cuanto a la mano de obra se puede asociar el número de operarios las inspecciones las supervisiones las deficiencias y tipo de implementación que se le va a dar a la mano de obra
MATERIAL: el material puede presentar un sin número de eventualidades dirigidas hacia el tipo de especificaciones del material o el manejo inadecuado de este
METODO: los métodos pueden variar dado a su direccionamiento en cuanto al manejo al transporte y a una serie de operaciones logísticas que se llevan a cabo para la solución o corrección de un problema
MAQUINA: las especificaciones generales en cuanto al mantenimiento de las maquinas o condiciones de esta pueden estar familiarizadas con un buen rendimiento o fallas y la creación de un problema
MEDIO AMBIENTE: este se ve influenciado por el mal proceso de una producción la cual requiere una buena disposición para no afectar este medio, dado el caso mitigar este aspecto e impacto negativo al medio ambiente
MEDICIONES: es la cuantificación del trabajo basado a los estándares de calidad y producción, estar inspeccionando cada proceso
Entorno
Mediciones
Métodos
Material
Máquinas
Personal
deprecion
ejercicio
de
Falta
alimentacion
Mala
alimenticios
habitos
Malos
constante
es
se
no
adecuados
espacios
hay
no
Diagrama de causa y efecto
OBESIDAD
LENTOTRANSITO
Entorno
Mediciones
Métodos
Material
Máquinas
Personal
CULTURA
ESTADO
MAL
EN
AUTOMOVILES
ESTADO
MA
EN
CALLES
SEMAFOROS
DE
SISTEMA
SEMAFOR
DE
TIEMPO
SOBREPOBLACION
Diagrama de causa y efecto

Este término ofendía a muchos trabajadores, Sigeo Shingo desarrollo el término Poka Yoke. Traducido como “fail-proofing” o “fail-safing” (a prueba de errores). El significado literal es: Evitar errores sin intención. La idea de esta técnica Poka – Yoke es respetar la inteligencia de los trabajadores. Un poka-yoke (literalmente a prueba de errores) es un dispositivo generalmente destinado a evitar errores; algunos autores manejan el poka-yoke como un sistema anti-tonto el cual garantiza la seguridad de la maquinaria ante los usuarios, proceso o procedimiento, en el cual se encuentren relacionados, de esta manera, no provocando accidentes de cualquier tipo; originalmente que piezas mal fabricadas siguieran en proceso con el consiguiente costo.
- Dispositivos preventivos que nunca permitan el error- Dispositivo detector el cual manda una señal posible de error
Ejemplo: Hecho real: Un ejemplo de millones de dólares perdidos por un error evitable por el poka Yoke lo ha ofrecido la NASA. Debido a la colocación al revés de un interruptor, la sonda génesis no abrió su paracaídas al volver a la tierra y se estrelló. Si el interruptor estuviese diseñado de forma que fuera imposible de encajar al revés, no se hubiera producido este accidente. Otro caso real y reciente es el de la administración de papilla a un bebé neonato través de una vía dirigida al torrente sanguíneo en lugar de mediante la vía al estómago: las conexiones eran iguales. La entrada de alimentos directamente en sangre causó la muerte por fallo multiorgánico al bebé. Si las conexiones hubieran sido incompatibles, el fallo humano no habría sido posible. Instituto Tecnológico Superior de Lerdo.
Sí. Podemos determinarlo por el siguiente lema. “Las personas somos animales que olvidan. Busque aprender más de lo que olvida” El hecho es que los seres humanos somos muy olvidadizos, y tendemos a cometer errores y es muy común culpar a las personas por cometer errores. Particularmente en el trabajo esta actitud no solo desmotiva y baja la moral de los trabajadores, sino que no resuelve el problema. Poka Yoke es una técnica que ayuda a evitar los errores humanos en el trabajo.
Verifica los factores que causan errores, no los defectos resultantes. Se podría decir que en la empresa este factor se da en un 60%.

Poka-yoke es una técnica de calidad desarrollada por el ingeniero japonés Shigeo Shingo en los años 1960, que significa "a prueba de errores". La idea principal es la de crear un proceso donde los errores sean imposibles de realizar. Shigeo Shingo era un especialista en procesos de control estadísticos en los años 1950, pero se desilusionó cuando se dio cuenta de que así nunca podría reducir hasta cero los defectos en su proceso. El muestreo estadístico implica que algunos productos no sean revisados, con lo que un cierto porcentaje de error siempre va a llegar al consumidor final.
a. Porque el trabajo debe ser organizado y estandarizado para minimizar los tiempos y el error al momento de ensamblar y/o acoplar una pieza que hace parte del todo, con esto logramos ser más eficientes y mejorar cada día
b. No contar con un sistema poka-yoke, el trabajo no se adapte al trabajador, distracciones del operario o cuando el trabajo se vuelve muy mecánico se puede caer en el error y accidente de trabajo porque este se realiza con el subconsciente
c. Tener una dispensadora de etiqueta que se las de en posición correcta para que no cometa errores


















