H342233-3800!05!124-0002_0 - Narrativa Control Planta Molibdeno
UNIVERSIDAD DE CHILE
FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS
DEPARTAMENTO DE INGENIERÍA MECÁNICA
SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA
DE COBRE A PARTIR DE POLVOS ALEADOS
MECÁNICAMENTE
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO
CIVIL MECÁNICO.
RODRIGO ALEJANDRO MORONI ULLOA
Profesor Guía: RODRIGO PALMA HILLERNS
Miembros de la comisión:
AQUILES SEPÚLVEDA OSSES. ALEJANDRO ZÚÑIGA PAEZ.
RODRIGO ESPINOZA GONZÁLEZ.
SANTIAGO DE CHILE JULIO 2011
UNIVERSIDAD DE CHILE
FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS
DEPARTAMENTO DE INGENIERÍA MECÁNICA
SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA
DE COBRE A PARTIR DE POLVOS ALEADOS
MECÁNICAMENTE
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO
CIVIL MECÁNICO.
RODRIGO ALEJANDRO MORONI ULLOA
Profesor Guía: RODRIGO PALMA HILLERNS
Miembros de la comisión:
AQUILES SEPÚLVEDA OSSES. ALEJANDRO ZÚÑIGA PAEZ.
RODRIGO ESPINOZA GONZÁLEZ.
SANTIAGO DE CHILE JULIO 2011
RESUMEN DE LA MEMORIA PARA OPTAR AL TITULO DE INGENIERO CIVIL MECANICO POR: RODRIGO MORONI U. FECHA: 04/07/2011 PROF. GUIA: Sr. RODRIGO PALMA H.
“SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE
POLVOS ALEADOS MECÁNICAMENTE”
La fabricación de piezas de molibdeno por el método tradicional de fundición es difícil y costosa debido a su alto punto de fusión (2563 ºC), por lo que generalmente se ocupa sinterización en fase sólida, para lo cual se necesitan temperaturas elevadas de alrededor de 1600-2000ºC; sin embargo, es posible disminuir la temperatura requerida para este proceso si la sinterización se realiza en presencia de una fase líquida, con lo que se ha logrado reducir la temperatura de procesamiento hasta cerca de 1000 ºC. Una de las etapas más importantes en la densificación con presencia de una fase líquida es el cambio de forma de las partículas sólidas, lo que es posible gracias al proceso de disolución en el líquido de los elementos que constituyen las partículas más pequeñas y su reprecipitación sobre las partículas más grandes. Para el éxito de esta etapa, se requiere que el sólido sea soluble en la fase líquida. El objetivo general del siguiente Trabajo de Titulación es estudiar el efecto de usar polvos prealeados de Mo-Cu, fuera de equilibrio, en vez de polvos elementales de Mo y Cu, sobre el proceso de sinterización del Mo con presencia de una fase líquida de Cu. Para obtener las soluciones sólidas fuera de equilibrio, una rica en Mo y otra la rica en Cu, se realizaron una serie de moliendas, secas y húmedas, de 30 horas de mezclas de polvos de Mo con distintas cantidades de cobre, 20, 30 y 40%p. Por otra parte, se mezclaron (sin moler) polvos elementales de Mo con distintos contenidos de Cu, 20, 30 y 40%p. Los polvos obtenidos tras la molienda fueron caracterizados mediante análisis químico, SEM y EDS. Los polvos se compactaron a una presión de 450 MPa y posteriormente se sinterizaron, en atmosferas neutra o reductora, a 1150ºC por 40 min. Las probetas sinterizadas fueron caracterizadas por su densidad, dureza y microestructura. Los resultados muestran que tras la molienda húmeda seguida de una sinterización en una atmosfera reductora de Ar+10%H2 se obtiene la mayor densificación, pero debido a su baja densidad en verde, la densidad tras sinterizar no fue la mayor. Tanto para polvos molidos como para los simplemente mezclados, al aumentar la cantidad de cobre en las mezclas, aumento ligeramente la densidad en verde. En el caso de las muestras sinterizadas en Ar, tanto para los polvos molidos como mezclados, la densidad y densificación de las muestras con 30 y 40% de cobre tuvieron valores similares, y mayores que con 20%Cu. Las probetas provenientes de las moliendas secas muestran una exudación de cobre hacia afuera de la matriz; este efecto inesperado podría atribuirse a variación de la tensión superficial de cobre líquido sobre molibdeno debido a contaminación por oxígeno durante la molienda. El hecho de que las muestras provenientes de molienda húmeda con hexano no mostraran exudación, podría deberse a que el carbono del hexano podría reducir el oxígeno. Las probetas obtenidas mediante aleación mecánica y sinterizado muestran grietas internas que perjudican tanto a la densificación como la densidad final, mientras que las probetas obtenidas mediante la mezcla simple no muestran defectos en la microestructura y alcanzan la mayor densidad final.
INDICE 1 Introducción ............................................... 1
1.1 Antecedentes Generales .......................................................................... 1 1.2 Motivación ................................................................................................ 2 1.3 Objetivos .................................................................................................. 2
2 Antecedentes ............................................. 3
2.1 Molibdeno ................................................................................................ 3 2.2 Cobre ....................................................................................................... 3 2.3 Sinterización en fase sólida. ..................................................................... 4 2.4 Sinterización en fase líquida..................................................................... 4 2.5 Sinterización Supersolidus (Polvos Prealeados) ...................................... 5 2.6 Solubilidad de Molibdeno en Cobre líquido .............................................. 5 2.7 Aleación Mecánica (AM) .......................................................................... 6 2.8 Molino Atritor ............................................................................................ 7 2.9 Ángulo de mojado y sinterización ............................................................. 7 2.10 Antecedentes bibliográficos...................................................................... 8 2.10.1 Solubilidad por aleación mecánica ........................................................... 8 2.10.2 Sinterización supersolidus con fase líquida .............................................. 9 2.10.3 Sinterización Clásica con Fase Líquida .................................................. 10 2.10.4 Estudio de dureza de recubrimientos Mo-Cu .......................................... 10 2.10.5 Microestructura típica de Mo sinterizado ................................................ 11
3 Objetivos .................................................. 12
3.1.1 Objetivo general ..................................................................................... 12 3.1.2 Objetivos Específicos ............................................................................. 12
4 Hipótesis................................................... 12
5 Metodología específica ........................... 13
6 Procedimiento Experimental .................. 14
6.1 Preparación y procedimiento para la molienda húmeda ......................... 14 6.2 Preparación y procedimiento para la molienda seca .............................. 15 6.3 Preparación de polvos mezclados .......................................................... 16 6.4 Compactación de polvos ........................................................................ 16 6.5 Sinterización .......................................................................................... 16 6.6 Caracterización de las muestras ............................................................ 16 6.6.1 Densidad ................................................................................................ 16 6.6.2 Densificación .......................................................................................... 17 6.6.3 Porosidad ............................................................................................... 17 6.6.4 Preparación para la obtención de la microestructura para muestras sinterizadas ....................................................................................................... 17 6.6.5 Obtención de Microdureza ..................................................................... 18 6.6.6 Obtención de morfología de polvos y análisis EDS ................................ 18
7 Resultados ............................................... 19
7.1 Caracterización de polvos de Mo ........................................................... 19 7.1.1 Análisis SEM .......................................................................................... 19 7.1.2 Análisis EDS: ......................................................................................... 20 7.2 Caracterización de polvos de Cu ............................................................ 20 7.2.1 Análisis SEM .......................................................................................... 20
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
7.2.2 Análisis EDS: ......................................................................................... 21 7.3 Contaminación debido a la molienda ...................................................... 21 7.4 Caracterización de polvos tras la molienda ............................................ 22 7.4.1 Polvos Mo-20%p Cu (AM) en húmedo. .................................................. 22 7.4.2 Polvos Mo-20%p Cu molidos por molienda seca en Argón. ................... 24 7.4.3 Polvos Mo-20%p Cu molidos por molienda seca en Nitrógeno. ............. 26 7.4.4 Polvos Mo-30%p Cu molidos por molienda seca en Nitrógeno. ............. 28 7.4.5 Polvos Mo-40%p Cu molidos por molienda seca en Nitrógeno. ............. 30 7.4.6 Composición obtenida por EDS para polvos sometidos a molienda ....... 31 7.5 Densidad ................................................................................................ 32 7.6 Densificación .......................................................................................... 34 7.7 Efectos de la sinterización sobre la forma de las probetas. .................... 35 7.8 Exudación de cobre ............................................................................... 36 7.9 Micrografía óptica ................................................................................... 38 7.9.1 Muestras sinterizadas ............................................................................ 38 7.9.2 Presencia de grietas............................................................................... 42 7.10 Microdureza ........................................................................................... 44
8 Discusión .................................................. 45
8.1 Análisis del proceso de molienda ........................................................... 45 8.2 Densidad y Densificación ....................................................................... 46 8.2.1 Densidad en verde ................................................................................. 46 8.2.2 Densidad y densificación tras sinterizar ................................................. 47 8.3 Análisis de la microestructura de las aleaciones sinterizadas. ................ 51 8.3.1 Muestras sinterizadas ............................................................................ 51 8.4 Análisis de la Microdureza de las aleaciones sinterizadas...................... 52
9 Conclusiones ........................................... 53
10 Recomendaciones ................................... 54
Bibliografía ...................................................... 55
Anexo A
Anexo B
Anexo C
Anexo D
Anexo E
Anexo F
Anexo G
Anexo H
Anexo I
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
1
1 Introducción
1.1 Antecedentes Generales
El molibdeno es un metal refractario de variados usos cuyo empleo metalúrgico frecuente es como elemento aleante de aceros, aumentando la resistencia mecánica a altas temperaturas y la resistencia al desgaste de estas aleaciones. También el molibdeno se encuentra en la fabricación de grasas y aceites debido a su capacidad de adherirse a las superficies y formar una capa resistente a la fricción. Otros sectores en donde se utiliza molibdeno son: industria metalúrgica, aeronáutica y componentes electrónicos, debido a su alto punto de fusión y a su baja dilatación térmica. El mayor problema en la fabricación de piezas de molibdeno es su alto punto de fusión (2563ºC) y alta reactividad con el oxígeno, lo que hace su manufactura extremadamente difícil y costosa por el método de fundición tradicional. Por este motivo se busca una forma alternativa para la fabricación de piezas de molibdeno. Una alternativa al método tradicional de fundición es la sinterización, que reduce la temperatura necesaria para fabricar piezas. La sinterización es el proceso de unión de los polvos del material deseado y se puede realizar en estado sólido. La temperatura de sinterización debe ser la suficiente para que los átomos difundan a los puntos de contacto entre partículas y así formen enlaces metálicos y cuellos, generando de ese modo la pieza deseada. Pero aun con el proceso de sinterización en estado sólido las temperaturas necesarias son muy elevadas (1600-2000ºC). Esto lleva a la investigación del proceso de sinterización con fase líquida que reduce la temperatura necesaria para la fabricación de piezas alrededor de 1000ºC. Este proceso consiste en que los polvos se mezclan con un componente de más bajo punto de fusión, o bien ellos vienen prealeados, de tal forma que se logre una fase líquida a menor temperatura; esta fase sirve de ruta fácil para la difusión de átomos entre granos de la fase sólida lo que conlleva a un mayor nivel de sinterización. Para que la difusión de átomos en la fase líquida sea efectiva, se necesita que suceda solución re-precipitación de la fase solida en la fase líquida, lo que significa que elementos que constituyen las partículas pequeñas de fase solida sean disueltas por el líquido y luego re-precipiten sobre partículas más grandes de fase sólida.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
2
Un candidato para la sinterización en fase líquida de Mo es el Cu, debido a su relativamente bajo punto de fusión, 1083ºC. Pero la solubilidad del Mo en el Cu líquido es muy baja (1%Mo a 1400ºC y casi nula por debajo de 1085 ºC), lo que impide que la etapa de solución-reprecipitación contribuya a la densificación. Para aumentar la solubilidad del cobre existen varios métodos y uno de ellos es el la aleación mecánica (AM) [1], proceso fuera del equilibrio, donde en estudios anteriores se ha logrado alear en forma mecánica 10%p Molibdeno en Cobre.
En este trabajo se estudia el proceso de sinterización, en fase líquida, de polvos Mo-Cu, obtenidos mediante la mezcla de polvos elementales, frente a la sinterización, en fase líquida, de polvos prealeados Mo-Cu, obtenidos mediante aleación mecánica. Lo que se espera con la AM es prealear el Mo y el Cu para que posteriormente ocurra el efecto de reprecipitación durante la sinterización y con eso obtener un cambio de forma positivo para la sinterización. Una limitación que se tiene en este tipo de experiencias es la rápida oxidación que sufre el molibdeno a temperaturas mayores de 500 ºC, por lo que todo el proceso de sinterización debe ser realizado bajo una atmosfera controlada neutra o reductora (vacío, Argón o Hidrógeno).
1.2 Motivación
Investigar una alternativa para disminuir la temperatura necesaria para la fabricación de piezas de molibdeno a través una molienda mecánica, con cobre, previa a la sinterización con fase líquida.
1.3 Objetivos
El objetivo general de este trabajo es estudiar el efecto de usar polvos prealeados de Mo-Cu, fuera del equilibrio, en vez de polvos elementales de Mo y Cu, sobre el proceso de sinterización del Mo con presencia de una fase líquida de Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
3
2 Antecedentes
2.1 Molibdeno
El molibdeno es un metal de transición, de color blanco plateado en su forma pura, tiene una masa atómica de 10,28 g/mL y se oxida, en una reacción exotérmica, a temperaturas superiores a 500 °C. El molibdeno tiene la característica de ser un material conductor de muy alto punto de fusión (2623 ºC), que corresponde al sexto punto de fusión más alto de toda la tabla periódica; para llegar a esa temperatura se necesitan hornos especiales con atmosferas controladas lo que implica un costo muy alto. Hoy en día la industria del molibdeno ofrece una gran variedad de piezas, tales como crisoles, barras, alambres, rodillos y piezas en general hechas de molibdeno o aleaciones de este.
2.2 Cobre
Se trata de un metal de transición de color rojizo y brillo metálico que gracias a su alta conductividad eléctrica, ductilidad y maleabilidad, se ha convertido en el material más utilizado para fabricar cables eléctricos y otros componentes eléctricos y electrónicos. El cobre posee un punto de fusión relativamente bajo (1084,62 °C) con un peso atómico de 8,96 g/mol. El cobre es el tercer metal más utilizado en el mundo, tras el hierro y aluminio. Las aleaciones de cobre más importantes son conocidas con el nombre de bronces y latones.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
4
2.3 Sinterización en fase sólida.
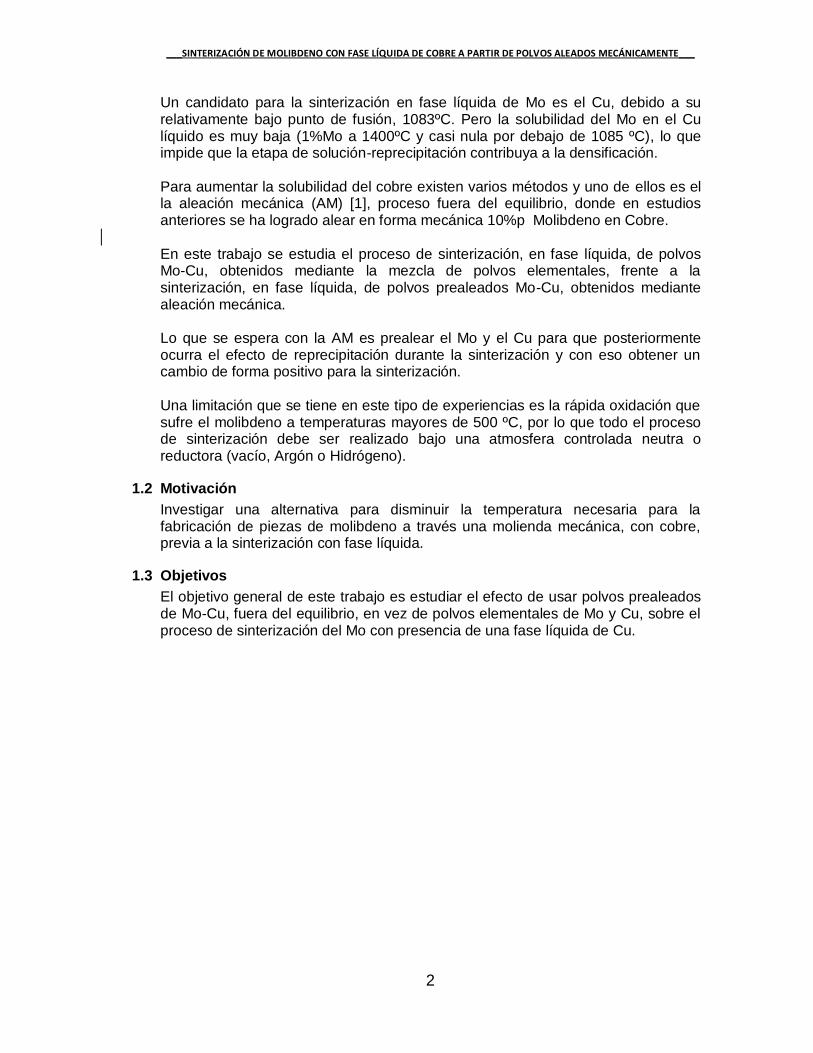
La sinterización en estado sólido es el proceso unión de polvos mediante su calentamiento hasta una temperatura cercana a su punto de fusión; esta elevada temperatura le da la energía inicial a los átomos para que difundan a través del volumen, superficie, y por evaporación y condensación. Este efecto de difusión hace que se creen cuellos entre partículas como se muestra en Fig , formando enlaces fuertes metálicos que incrementan la resistencia de la pieza. Este proceso tiene muchas ventajas sobre la fundición tradicional así por ejemplo, se pueden lograr piezas de alta complejidad con menores temperaturas de trabajo, la vida de los moldes se alarga enormemente y hay una reducción de costos.
Fig. [1]: Cuello formado por el proceso de sinterización de partículas
de 20µm de níquel [2]
2.4 Sinterización en fase líquida
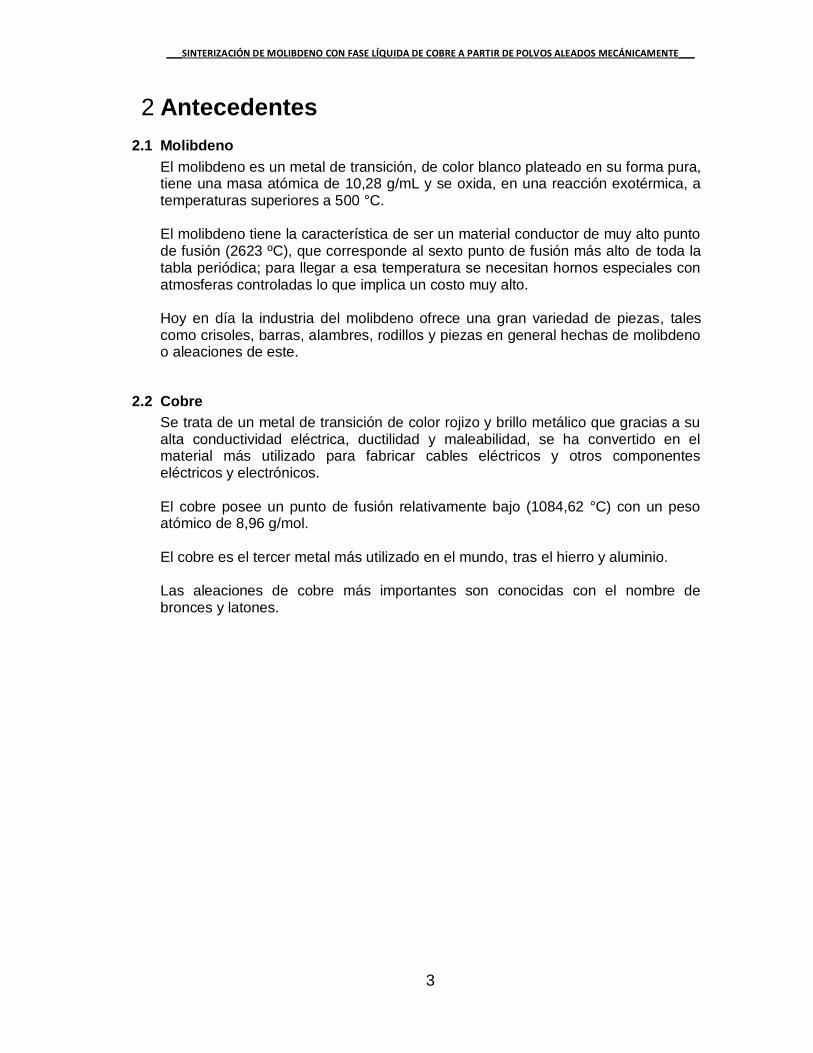
La sinterización en fase líquida, ver Fig, es un proceso similar a la sinterización clásica, con la diferencia que los polvos se mezclan con un componente que tiene menor punto de fusión. Al calentar los polvos, este último componente pasará de estado sólido a líquido, mojando así la superficie de la fase sólida (condición necesaria para la sinterización) y atrayendo mutuamente las partículas debido a la fuerza de capilaridad. Además, esta fase líquida hace de puente para la difusión de átomos entre partículas de la fase sólida y permite el proceso de solución-reprecipitación. En este proceso se produce un aumento de la densidad, debido a que las partículas más pequeñas se disuelven en la fase líquida y re-precipitan en partículas más grandes de fase sólida, cambiando la forma de las partículas sólidas para permitir un mayor empaquetamiento. A mayor cantidad de fase líquida se tendrá una mayor densificación.
Fig. [2]: Esquema de sinterización en fase líquida [2]
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
5
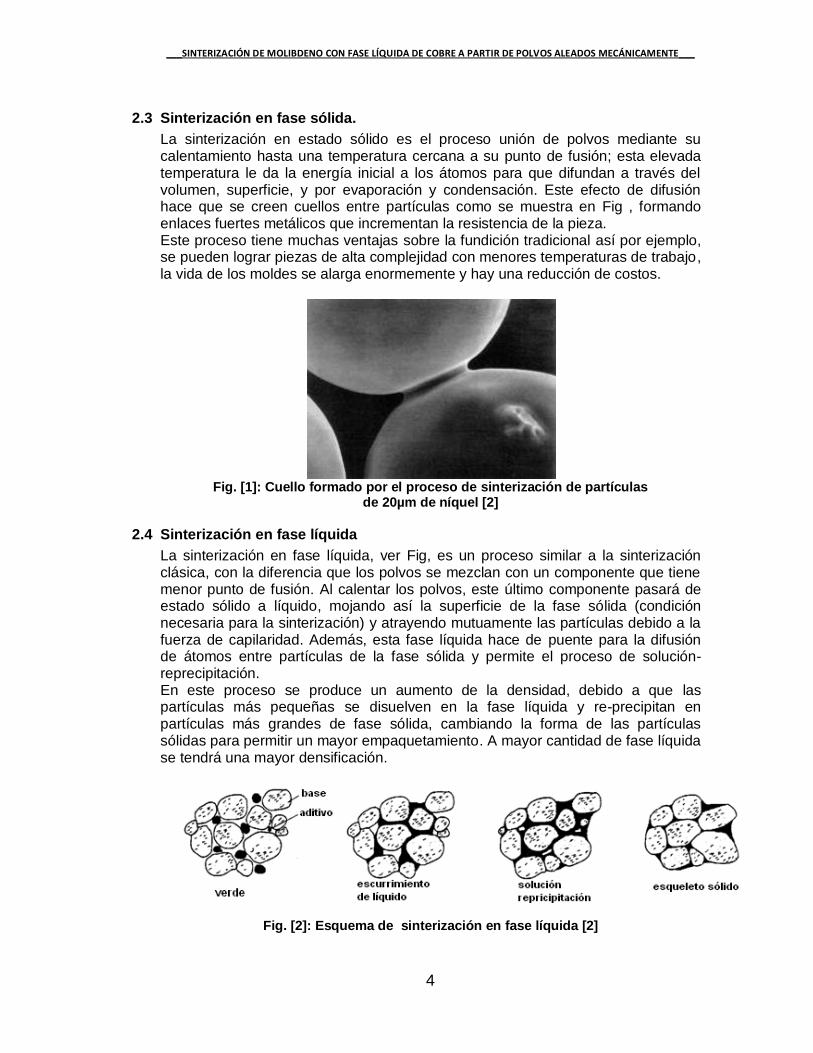
2.5 Sinterización Supersolidus (Polvos Prealeados)
En el proceso de sinterización supersolidos, ver Fig, los polvos a compactar son
prealeados, o sea cada polvo es una aleación. Al calentar los polvos, dentro de los granos y en los límites de grano de la fase sólida, aparece la fase líquida cuando se supera la temperatura solidus de la aleación. En la medida que aumenta la temperatura, aumenta la cantidad de fase líquida. A partir de ese punto, sigue el mismo camino de sinterización en fase líquida clásica.
Fig. [3]: Esquema de sinterización supersolidus [3]
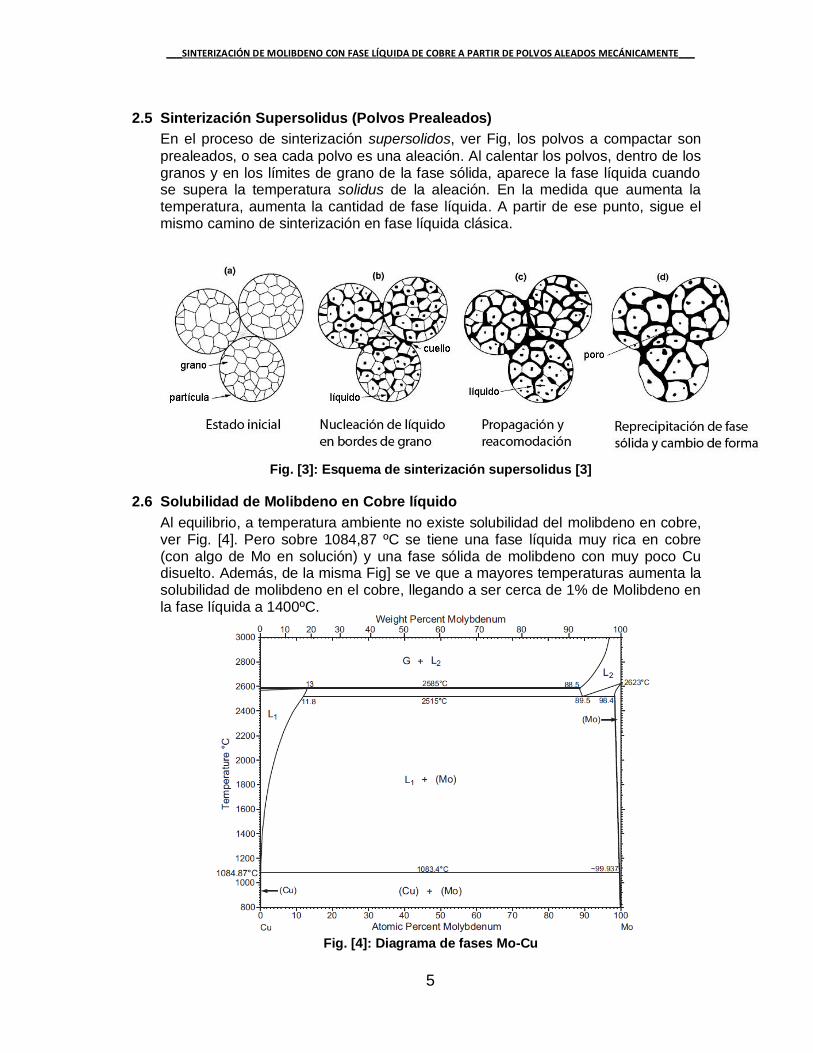
2.6 Solubilidad de Molibdeno en Cobre líquido
Al equilibrio, a temperatura ambiente no existe solubilidad del molibdeno en cobre, ver Fig. [4]. Pero sobre 1084,87 ºC se tiene una fase líquida muy rica en cobre (con algo de Mo en solución) y una fase sólida de molibdeno con muy poco Cu disuelto. Además, de la misma Fig] se ve que a mayores temperaturas aumenta la solubilidad de molibdeno en el cobre, llegando a ser cerca de 1% de Molibdeno en la fase líquida a 1400ºC.
Fig. [4]: Diagrama de fases Mo-Cu
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
6
2.7 Aleación Mecánica (AM)
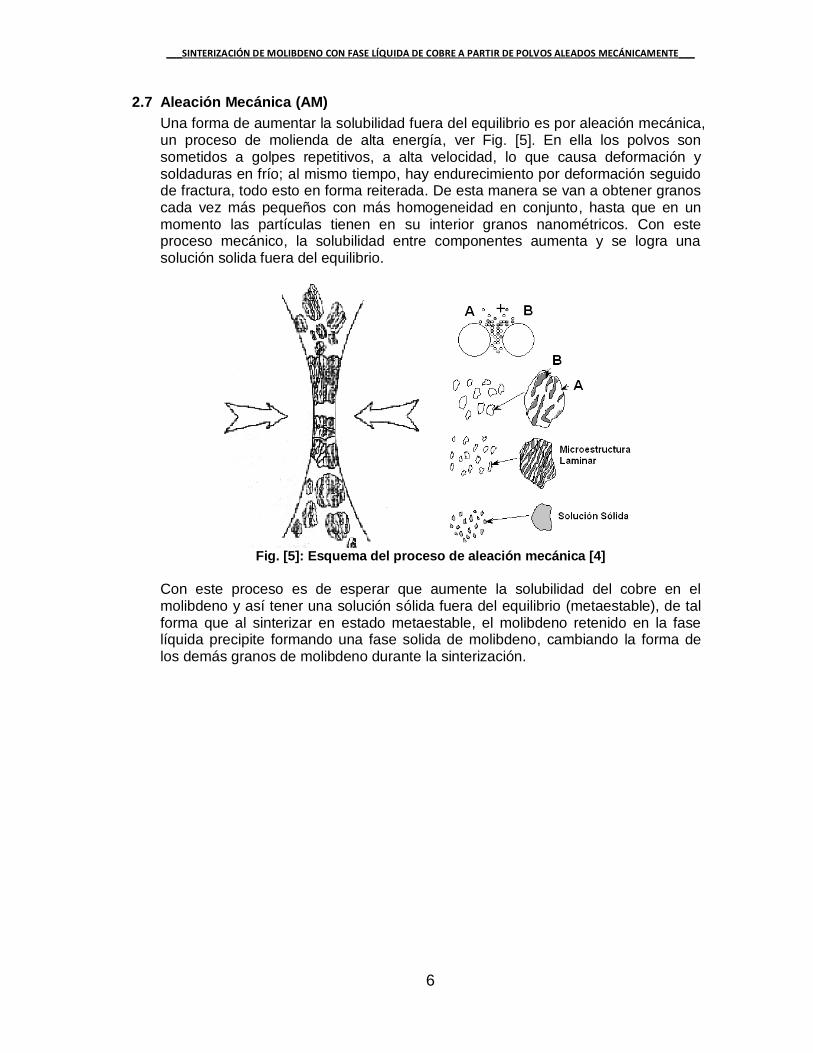
Una forma de aumentar la solubilidad fuera del equilibrio es por aleación mecánica, un proceso de molienda de alta energía, ver Fig. [5]. En ella los polvos son sometidos a golpes repetitivos, a alta velocidad, lo que causa deformación y soldaduras en frío; al mismo tiempo, hay endurecimiento por deformación seguido de fractura, todo esto en forma reiterada. De esta manera se van a obtener granos cada vez más pequeños con más homogeneidad en conjunto, hasta que en un momento las partículas tienen en su interior granos nanométricos. Con este proceso mecánico, la solubilidad entre componentes aumenta y se logra una solución solida fuera del equilibrio.
Fig. [5]: Esquema del proceso de aleación mecánica [4]
Con este proceso es de esperar que aumente la solubilidad del cobre en el molibdeno y así tener una solución sólida fuera del equilibrio (metaestable), de tal forma que al sinterizar en estado metaestable, el molibdeno retenido en la fase líquida precipite formando una fase solida de molibdeno, cambiando la forma de los demás granos de molibdeno durante la sinterización.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
7
2.8 Molino Atritor
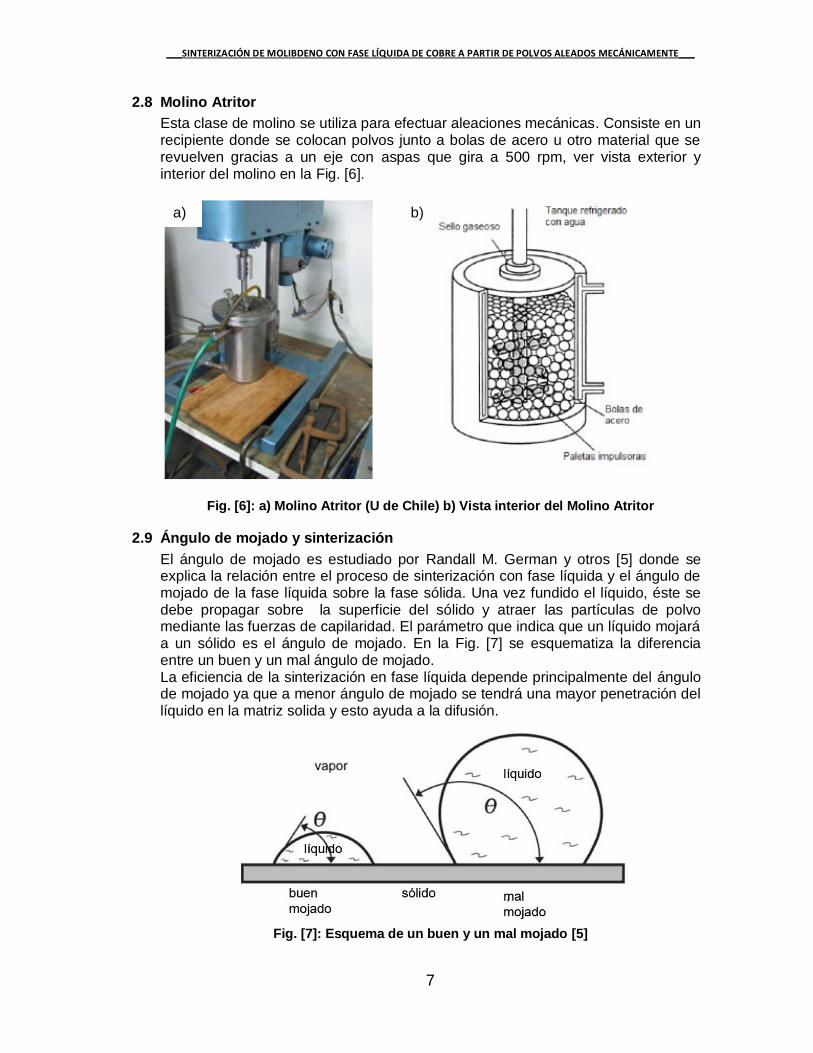
Esta clase de molino se utiliza para efectuar aleaciones mecánicas. Consiste en un recipiente donde se colocan polvos junto a bolas de acero u otro material que se revuelven gracias a un eje con aspas que gira a 500 rpm, ver vista exterior y interior del molino en la Fig. [6].
Fig. [6]: a) Molino Atritor (U de Chile) b) Vista interior del Molino Atritor
2.9 Ángulo de mojado y sinterización
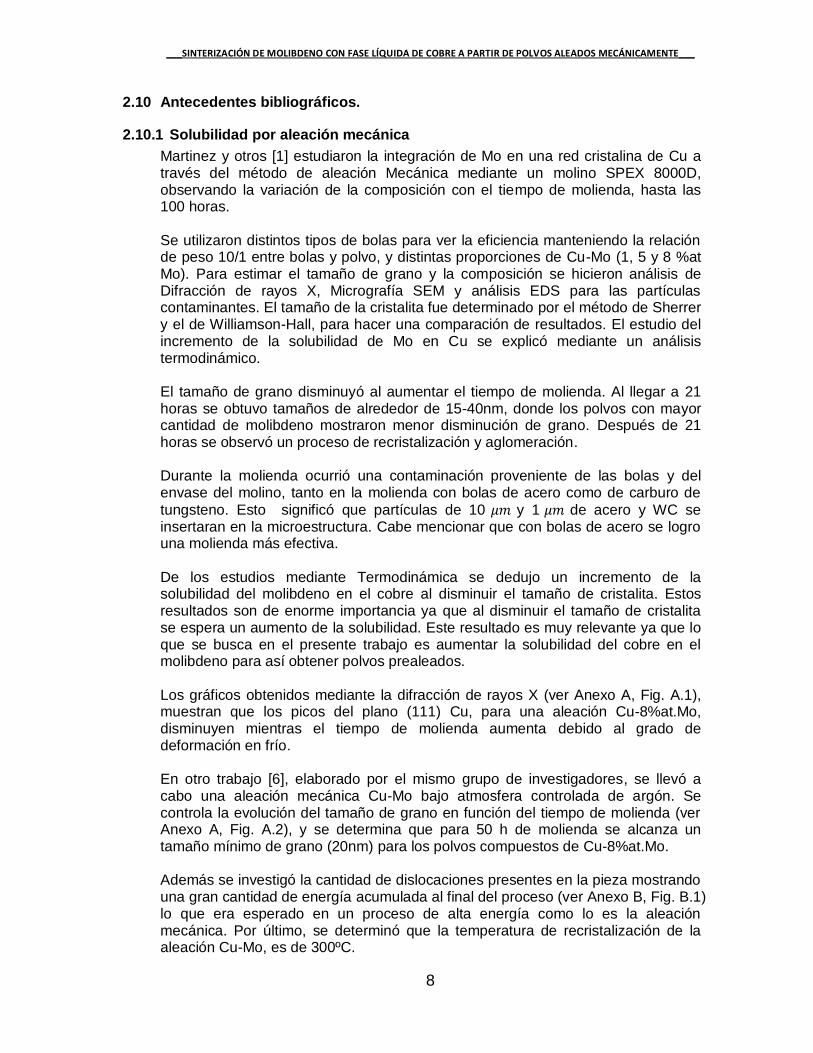
El ángulo de mojado es estudiado por Randall M. German y otros [5] donde se explica la relación entre el proceso de sinterización con fase líquida y el ángulo de mojado de la fase líquida sobre la fase sólida. Una vez fundido el líquido, éste se debe propagar sobre la superficie del sólido y atraer las partículas de polvo mediante las fuerzas de capilaridad. El parámetro que indica que un líquido mojará a un sólido es el ángulo de mojado. En la Fig. [7] se esquematiza la diferencia entre un buen y un mal ángulo de mojado. La eficiencia de la sinterización en fase líquida depende principalmente del ángulo de mojado ya que a menor ángulo de mojado se tendrá una mayor penetración del líquido en la matriz solida y esto ayuda a la difusión.
Fig. [7]: Esquema de un buen y un mal mojado [5]
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
8
2.10 Antecedentes bibliográficos.
2.10.1 Solubilidad por aleación mecánica
Martinez y otros [1] estudiaron la integración de Mo en una red cristalina de Cu a través del método de aleación Mecánica mediante un molino SPEX 8000D, observando la variación de la composición con el tiempo de molienda, hasta las 100 horas. Se utilizaron distintos tipos de bolas para ver la eficiencia manteniendo la relación de peso 10/1 entre bolas y polvo, y distintas proporciones de Cu-Mo (1, 5 y 8 %at Mo). Para estimar el tamaño de grano y la composición se hicieron análisis de Difracción de rayos X, Micrografía SEM y análisis EDS para las partículas contaminantes. El tamaño de la cristalita fue determinado por el método de Sherrer y el de Williamson-Hall, para hacer una comparación de resultados. El estudio del incremento de la solubilidad de Mo en Cu se explicó mediante un análisis termodinámico. El tamaño de grano disminuyó al aumentar el tiempo de molienda. Al llegar a 21 horas se obtuvo tamaños de alrededor de 15-40nm, donde los polvos con mayor cantidad de molibdeno mostraron menor disminución de grano. Después de 21 horas se observó un proceso de recristalización y aglomeración. Durante la molienda ocurrió una contaminación proveniente de las bolas y del envase del molino, tanto en la molienda con bolas de acero como de carburo de
tungsteno. Esto significó que partículas de 10 y 1 de acero y WC se insertaran en la microestructura. Cabe mencionar que con bolas de acero se logro una molienda más efectiva. De los estudios mediante Termodinámica se dedujo un incremento de la solubilidad del molibdeno en el cobre al disminuir el tamaño de cristalita. Estos resultados son de enorme importancia ya que al disminuir el tamaño de cristalita se espera un aumento de la solubilidad. Este resultado es muy relevante ya que lo que se busca en el presente trabajo es aumentar la solubilidad del cobre en el molibdeno para así obtener polvos prealeados. Los gráficos obtenidos mediante la difracción de rayos X (ver Anexo A, Fig. A.1), muestran que los picos del plano (111) Cu, para una aleación Cu-8%at.Mo, disminuyen mientras el tiempo de molienda aumenta debido al grado de deformación en frío. En otro trabajo [6], elaborado por el mismo grupo de investigadores, se llevó a cabo una aleación mecánica Cu-Mo bajo atmosfera controlada de argón. Se controla la evolución del tamaño de grano en función del tiempo de molienda (ver Anexo A, Fig. A.2), y se determina que para 50 h de molienda se alcanza un tamaño mínimo de grano (20nm) para los polvos compuestos de Cu-8%at.Mo. Además se investigó la cantidad de dislocaciones presentes en la pieza mostrando una gran cantidad de energía acumulada al final del proceso (ver Anexo B, Fig. B.1) lo que era esperado en un proceso de alta energía como lo es la aleación mecánica. Por último, se determinó que la temperatura de recristalización de la aleación Cu-Mo, es de 300ºC.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
9
Shengqi y otros [7] también analizaron la aleación mecánica (AM) de sistemas binarios y ternarios. De este trabajo se puede rescatar la experiencia que hicieron con una aleación Cu-10%wt.Mo. La experiencia se llevó a cabo en un molino Atritor con atmosfera controlada de Argón con una fracción de bolas y polvo de 20/1 a unas 300 rpm. Del gráfico de difracción de rayos X (ver Anexo B, Fig.B.2). Se aprecia como los picos de molibdeno van disminuyendo con el tiempo de molienda, desapareciendo cerca de 50 horas. Estos resultados [6,7] sirven de referencia para el tiempo de molienda necesario para lograr una solución sólida. Además se analizan los parámetros de espacio interplanar para el molibdeno y el cobre, resultando que el molibdeno mantiene su espacio interplanar mientras que el cobre aumenta su distancia interplanar, evidenciando una integración de molibdeno a la red cristalina del cobre. De las investigaciones anteriores [1,6,7] se concluyó que era posible disolver Mo en Cu mediante (AM) por lo que es de esperar que para mayores concentraciones de Mo (70-90%.p) se logre el mismo efecto de disolución de Mo en Cu.
2.10.2 Sinterización supersolidus con fase líquida
Jinglian y otros [8] lograron obtener polvos prealeados de Mo-18, 30, y 40%p Cu, mediante un proceso de calentar y reducir sales de Mo y sales de Cu (“sol-spray-drying”); estos polvos tenían un tamaño de 30nm para el Mo y tamaño de 28nm para el Cu. Estos polvos fueron compactados y sinterizados en fase líquida con una atmosfera controlada de hidrogeno para luego analizar la microestructura mediante análisis SEM y composición mediante EDS. Los gráficos de densidades tras sinterizar (ver Anexo C, Fig.. [C.1]), mostraron una alta densidad final de las muestras con 30%p Cu, llegando a valores cercanos a 99% de la densidad teórica. En cuanto al efecto de la cantidad de fase líquida sobre la densidad, se encontró que se llega a un máximo para una cantidad de 30%p Cu; al sobrepasar esa cantidad de Cu se tuvo una disminución en la densidad. Este fenómeno se le atribuye la alta temperatura y la volatilización de la fase rica en cobre. Se analizaron las composiciones de la fase líquida y sólida, comprobando que la fase líquida es rica en cobre con poco molibdeno en su interior y en la fase sólida es exactamente lo contrario. Entonces se obtuvo que para polvos prealeados, en fase sólida, fuera del equilibrio, al aumentar la temperatura a un punto donde aparezca una fase líquida, esta fase tenderá a dirigirse al equilibrio; esto provoca que el Mo retenido en el Cu precipite
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
10
sobre granos de fase solida provocando así la sinterización. A mayor temperatura de sinterización habrá mayor cantidad de precipitado, (ver Anexo C, Tabla C.1). Peng Song y otros [9] estudiaron el efecto de la sinterización en fase líquida de polvos prealeados de Mo-15%p Cu, estos polvos fueron elaborados a través de un proceso químico llamado “gelatification-reduction” obteniendo polvos de tamaño cercano a los 100-200 [nm]. Estos polvos son sometidos a sinterizar a tres temperaturas relativamente bajas (1050, 1100, 1150ºC) dando una densidad relativa final del 99,59% para la muestra sinterizada a 1150ºC. Además se hace una prueba de dureza Vickers para las muestras, estos valores se resumen en la tabla 1.
Tabla 1: Dureza Vickers para muestras Mo-15%Cu sinterizadas a distinta temperatura [9]
T(ºC) Dureza Vickers 1050 195,6 1100 279,73 1150 300,15
2.10.3 Sinterización Clásica con Fase Líquida
La sinterización clásica con polvos elementales de Mo-Cu fue estudiada por Nizhenko [10], donde se realiza la sinterización de Molibdeno-Cobre en fase líquida a 1200ºC variando la cantidad de cobre entre 20 a 90 %p.Se utiliza polvos elementales para sinterizar sin compactar en crisoles de grafito con una atmosfera controlada de hidrógeno. Los resultados fueron que a mayor cantidad de fase líquida hubo una mayor densificación, (ver Anexo D, Tabla D.1). Pero con mayor fase líquida lleva a una menor rigidez estructural, (ver Anexo D, Fig.D.1). Al ser una experiencia sin compactación se tiene una gran densificación producto de la enorme porosidad inicial llegando a ser del orden de 87,1% en volumen. En este estudio de sinterización, se utilizaron solamente las fuerzas de capilaridad y gravedad para lograr la densificación.
2.10.4 Estudio de dureza de recubrimientos Mo-Cu
Sang Ok Chwa y otros [11] estudiaron las propiedades mecánicas y eléctricas de una aleación de cobre y molibdeno fabricada por deposición de plasma en vació, en donde polvos de molibdeno y polvos de cobre se mezclan en el sistema de alimentación y se funden juntos, por un arco, durante la expulsión hacia la superficie a recubrir. La energía fue determinada de tal modo que el molibdeno pasase a fase líquida antes de impactar la superficie a recubrir. Luego se mide la dureza promedio resultante de la experiencia a distintas temperaturas (200ºC, 400ºC y Temperatura ambiente).
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
11
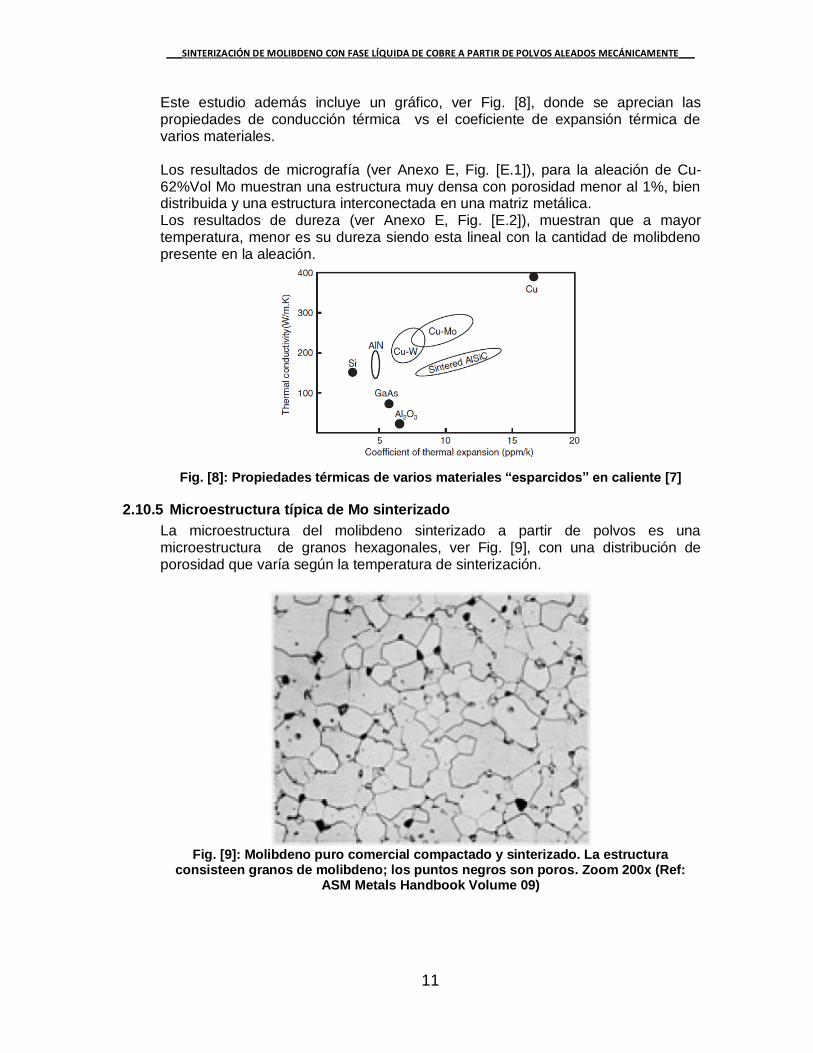
Este estudio además incluye un gráfico, ver Fig. [8], donde se aprecian las propiedades de conducción térmica vs el coeficiente de expansión térmica de varios materiales. Los resultados de micrografía (ver Anexo E, Fig. [E.1]), para la aleación de Cu- 62%Vol Mo muestran una estructura muy densa con porosidad menor al 1%, bien distribuida y una estructura interconectada en una matriz metálica. Los resultados de dureza (ver Anexo E, Fig. [E.2]), muestran que a mayor temperatura, menor es su dureza siendo esta lineal con la cantidad de molibdeno presente en la aleación.
Fig. [8]: Propiedades térmicas de varios materiales “esparcidos” en caliente [7]
2.10.5 Microestructura típica de Mo sinterizado
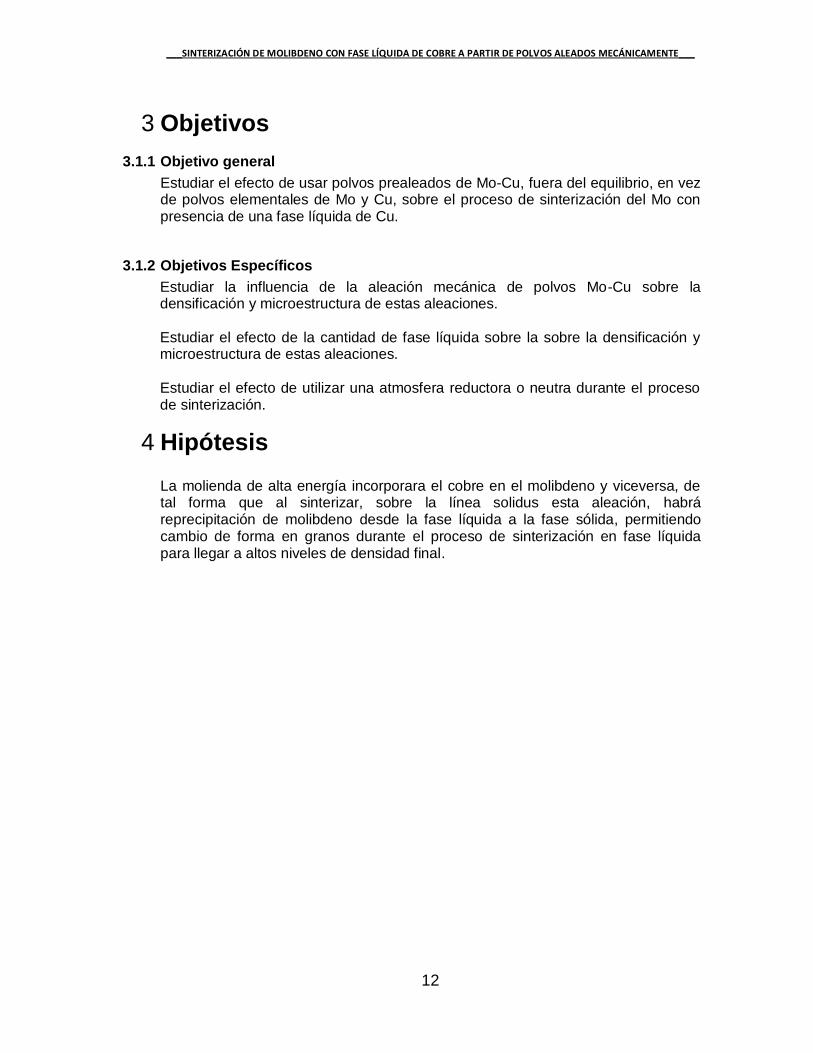
La microestructura del molibdeno sinterizado a partir de polvos es una microestructura de granos hexagonales, ver Fig. [9], con una distribución de porosidad que varía según la temperatura de sinterización.
Fig. [9]: Molibdeno puro comercial compactado y sinterizado. La estructura
consisteen granos de molibdeno; los puntos negros son poros. Zoom 200x (Ref: ASM Metals Handbook Volume 09)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
12
3 Objetivos
3.1.1 Objetivo general
Estudiar el efecto de usar polvos prealeados de Mo-Cu, fuera del equilibrio, en vez de polvos elementales de Mo y Cu, sobre el proceso de sinterización del Mo con presencia de una fase líquida de Cu.
3.1.2 Objetivos Específicos
Estudiar la influencia de la aleación mecánica de polvos Mo-Cu sobre la densificación y microestructura de estas aleaciones. Estudiar el efecto de la cantidad de fase líquida sobre la sobre la densificación y microestructura de estas aleaciones. Estudiar el efecto de utilizar una atmosfera reductora o neutra durante el proceso de sinterización.
4 Hipótesis La molienda de alta energía incorporara el cobre en el molibdeno y viceversa, de tal forma que al sinterizar, sobre la línea solidus esta aleación, habrá reprecipitación de molibdeno desde la fase líquida a la fase sólida, permitiendo cambio de forma en granos durante el proceso de sinterización en fase líquida para llegar a altos niveles de densidad final.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
13
5 Metodología específica Las variables consideradas en este trabajo son las siguientes: Para estudiar la influencia de la aleación mecánica de polvos Mo-Cu sobre la densificación de estas aleaciones, se realizaran 2 experiencias de sinterización en paralelo. Una será con polvos elementales de molibdeno y cobre y la otra será con polvos prealeados vía (AM) fabricados en un molino Atritor (sinterización supersolidus). Se comparará este efecto para aleaciones de Mo-Cu de 10, 20 y
30%p Cu. Como se desea estudiar el efecto de la cantidad de fase líquida sobre la sinterización, se variará la cantidad de cobre en las muestras, Mo-Cu: 10, 20 y 30%p Cu, tanto para la sinterización clásica con fase líquida como para la sinterización supersolidus.
Para estudiar el efecto de utilizar una atmosfera reductora o neutra durante el proceso de sinterización, las muestras se sinterizarán bajo 2 atmósferas distintas, una neutra y otra reductora, con el fin de obtener muestras sin desoxidar y muestras desoxidadas Los polvos se compactarán a una presión de 450 MPa para luego sinterizar en un horno, bajo una atmosfera de Argón y 10% Hidrogeno balanceado en Argón, durante 40 min, con un flujo aproximado de 1 l/min. Las respuestas de las experiencias se medirán de la siguiente manera: La densidad se evaluará mediante masado y medición de dimensiones. La microestructura se caracterizará por las fases presentes (tipo y distribución) mediante la utilización de un microscopio óptico. Para ver la morfología de los polvos (AM) se usó un microscopio electrónico de barrido con sistema EDS (siglas en inglés de “espectroscopia de dispersión de energía”). Se harán pruebas de dureza mediante micro indentación.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
14
6 Procedimiento Experimental Para obtener las aleaciones Mo-20, 30, 40%p Cu se trabaja en forma secuencial con tal de obtener la menor cantidad de contaminación en el proceso.
6.1 Preparación y procedimiento para la molienda húmeda
Se asegura la limpieza interior del molino y bolas que se utilizan durante la molienda, con el fin de retirar los óxidos e impurezas de moliendas anteriores. Para ello se coloca al interior del contenedor la cantidad de bolas que se utilizara en la molienda, luego se vierte un litro de Etanol al interior del contenedor. Se hace funcionar el molino durante una hora en forma continua. Enseguida el líquido y las bolas son retirados del contendedor para su posterior secado. Se pesan 160gr de polvos manteniendo las proporciones deseadas de Mo-Cu. Luego se llena nuevamente el contenedor con las bolas de molienda. Se agregan los polvos para moler al interior del contenedor Se agrega un litro de líquido de molienda (Hexano) al interior del contenedor. El contenedor se sella mediante pernos y se coloca en la posición correcta para moler Se abre la llave de paso del nitrógeno hasta llegar a 8 L/min y se espera 1 minuto antes de pasar al siguiente paso Se hace una disminución del flujo hasta obtener 1 L/min. Se enciende la bomba de agua para la refrigeración Finalmente se enciende el molino. Nota: Cada 8 horas (promedio) se para el molino por poco tiempo para verter 500ml de Hexano y así impedir que la molienda se seque. Al terminar el tiempo de molienda se corta el suministro de Nitrógeno y se retira la tapa y para luego vaciar el contenido de este a un recipiente a través de un colador con tal de asegurar que las bolas de molienda se separen del polvo. Los polvos recuperados son secados bajo una luz alógena. Este proceso debe repetirse en su totalidad para composición distinta de Mo-Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
15
6.2 Preparación y procedimiento para la molienda seca
Se asegura la limpieza interior del molino y bolas que se utilizan durante la molienda, con el fin de retirar los óxidos e impurezas de moliendas anteriores. Para ello se coloca al interior del contenedor la cantidad de bolas que se utilizara en la molienda, luego se vierte un litro de Etanol al interior del contenedor. Se hace funcionar el molino durante una hora en forma continua. Enseguida el líquido y las bolas son retirados del contendedor para su posterior secado. Se pesan 160gr de polvos manteniendo las proporciones deseadas de Mo-Cu. Luego se llena nuevamente el contenedor con las bolas de molienda. Se agregan los polvos para moler al interior del contenedor El contenedor se sella mediante pernos y se coloca en la posición correcta para moler Se abre la llave de paso del nitrógeno o Argón hasta llegar a 8 L/min y se espera 1 minuto antes de pasar al siguiente paso Se hace una disminución del flujo hasta obtener 1 L/min. Se enciende la bomba de agua para la refrigeración Finalmente se enciende el molino. Al terminar el tiempo de molienda se agrega un litro de Hexano y se hace una molienda corta de 15 minutos. Luego se procede a cortar el suministro de gas y se retira la tapa y para luego vaciar el contenido de este a un recipiente a través de un colador con tal de asegurar que las bolas de molienda se separen del polvo. Los polvos recuperados son secados bajo una luz alógena. Este proceso debe repetirse en su totalidad para composición distinta de Mo-Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
16
6.3 Preparación de polvos mezclados
Para asegurar que los polvos Mo-Cu queden mezclados en forma homogénea estos son mezclados mediante un frasco y un torno en donde el frasco se hace girar, en un ángulo de 45 grados con respecto al eje de giro, por una hora. Ver Fig. [10].
Fig. [10]: Esquema de la posición de giro
durante la mezcla de polvos
6.4 Compactación de polvos
Los compactos se elaboraron vertiendo una cantidad cercana a 1,5gr en una matriz de 1,185[mm] de diámetro a una presión de 450[MPa]. Para cada tipo de polvo, se preparan 2 probetas las que se sinterizan bajo condiciones distintas.
6.5 Sinterización
La sinterización se llevó a cabo en un horno, perteneciente al Departamento de Ingeniería Mecánica (ubicado en el Taller de Fluidos de la Universidad de Chile), con 2 atmósferas distintas, Argón extra puro y 10% Hidrogenó balanceado en Argón, a 1150ºC por 40min para luego y se dejan enfriar a temperatura ambiente. Para Las experiencias se utiliza una tasa de calentamiento de 10ºC/min (aprox) y un flujo de gas pequeño (una burbuja por segundo medido en un burbujómetro).
6.6 Caracterización de las muestras
6.6.1 Densidad
La densidad se obtiene mediante el masado, en una balanza electrónica, y la medición de las muestras, que se hace mediante un micrómetro. De esta forma se obtienen las dimensiones de las piezas tanto en verde. Tras sinterizar se utiliza el método de Arquímedes para obtener la densidad de las muestras mediante el masado de las muestras sumergidas en agua. Este proceso consiste en: Sumergir la muestra en vaselina derretida, a 150ºC, para luego sacarla y dejarla enfriar Retirar el exceso de vaselina mediante papel absorbente
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
17
Sujetar la muestra mediante un hilo muy delgado de tal forma que esta quede colgando de forma vertical. Sumergir la muestra en un recipiente con agua, que a su vez está sobre una pesa electrónica programada en cero, con tal de obtener solo la fuerza de empuje que genera la muestra. Procurar que la muestra esté totalmente sumergida y no toque el fondo ni los lados del recipiente. Anotar la medida correspondiente al peso de empuje. El proceso es repetido 5 veces desde el comienzo para cada muestra con tal de obtener un promedio representativo.
6.6.2 Densificación
El concepto de densificación consiste en una medición, de tipo porcentual, de la densidad lograda con respecto a la densidad necesaria teórica, para obtener 100% de densidad final. Se calcula utilizando la siguiente ecuación (1):
Donde
Densidad final después de sinterizar
Densidad en verde
Máxima densidad teórica
6.6.3 Porosidad
La porosidad se determinara como la diferencia porcentual entre la densidad final lograda y la densidad máxima teórica como se muestra en la ecuación (2).
Donde
Corresponde a la porosidad porcentual
6.6.4 Preparación para la obtención de la microestructura para muestras sinterizadas
Las muestras son cortadas de forma transversal y luego son montadas en baquelita ver Fig. [11]. Estas luego son lijadas y pulidas hasta obtener una superficie sin rayas. Luego las muestras son sometidas a un ataque electrolítico, para atacar el molibdeno y un ataque químico para atacar al cobre. Para el ataque electrolítico se utilizaron los siguientes implementos: 5 mL HF (Acido Fluorhídrico 40%) 10 mL H2SO4 (Acido Sulfúrico)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
18
100mL etanol Fuente de poder de corriente continúa Cátodo de acero inoxidable Con estos componentes se arma una celda electrolítica y se ataca la superficie de la muestra por instante muy corto de tiempo. Para el ataque químico se utilizan los siguientes implementos: Cloruro Férrico Algodón Pinzas Con estos componentes se coloca una fina capa de cloruro férrico sobre la superficie de la muestra y se espera alrededor de 4 segundos y luego limpiar con abundante agua
Fig. [11]: Muestras montadas en baquelita
listas para micrografía
6.6.5 Obtención de Microdureza
La microdureza se hace mediante una maquina de micro-indentación Vickers de marca Struers. Los parámetros a utilizar son una carga de 1900 mN por 10 segundos. Para cada probeta se realiza un total de 6 micro-indentaciónes que se toman a lo largo de la pieza con tal de obtener un promedio representativo.
6.6.6 Obtención de morfología de polvos y análisis EDS
La morfología de los polvos y los análisis EDS presentados en este informe se obtuvieron mediante el microscopio electrónico de barrido ubicado en las instalaciones del departamento de física de la Universidad Católica.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
19
7 Resultados
7.1 Caracterización de polvos de Mo
7.1.1 Análisis SEM
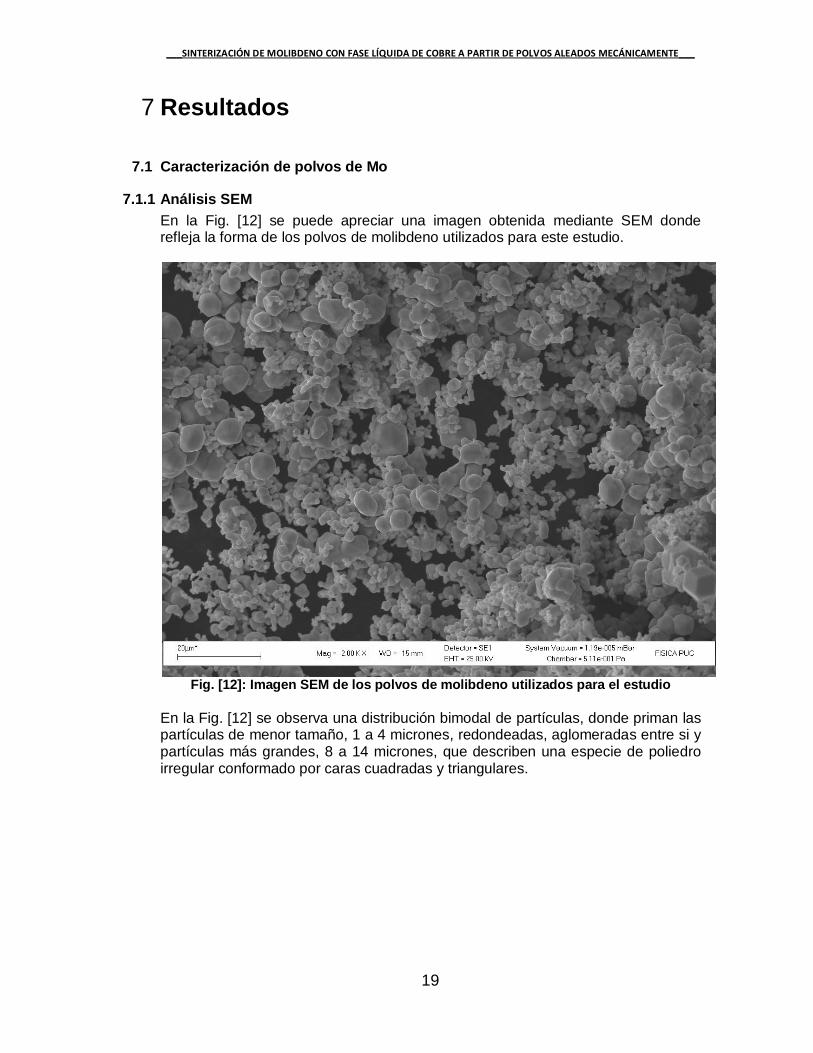
En la Fig. [12] se puede apreciar una imagen obtenida mediante SEM donde refleja la forma de los polvos de molibdeno utilizados para este estudio.
Fig. [12]: Imagen SEM de los polvos de molibdeno utilizados para el estudio
En la Fig. [12] se observa una distribución bimodal de partículas, donde priman las partículas de menor tamaño, 1 a 4 micrones, redondeadas, aglomeradas entre si y partículas más grandes, 8 a 14 micrones, que describen una especie de poliedro irregular conformado por caras cuadradas y triangulares.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
20
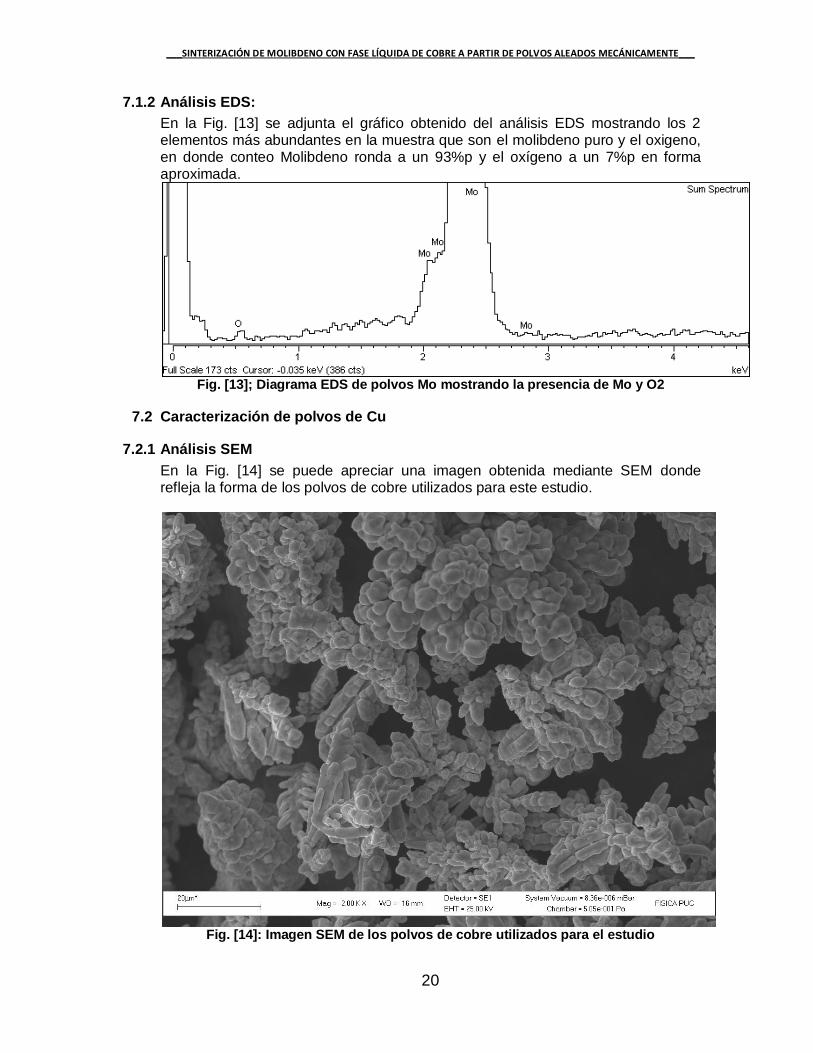
7.1.2 Análisis EDS:
En la Fig. [13] se adjunta el gráfico obtenido del análisis EDS mostrando los 2 elementos más abundantes en la muestra que son el molibdeno puro y el oxigeno, en donde conteo Molibdeno ronda a un 93%p y el oxígeno a un 7%p en forma aproximada.
Fig. [13]; Diagrama EDS de polvos Mo mostrando la presencia de Mo y O2
7.2 Caracterización de polvos de Cu
7.2.1 Análisis SEM
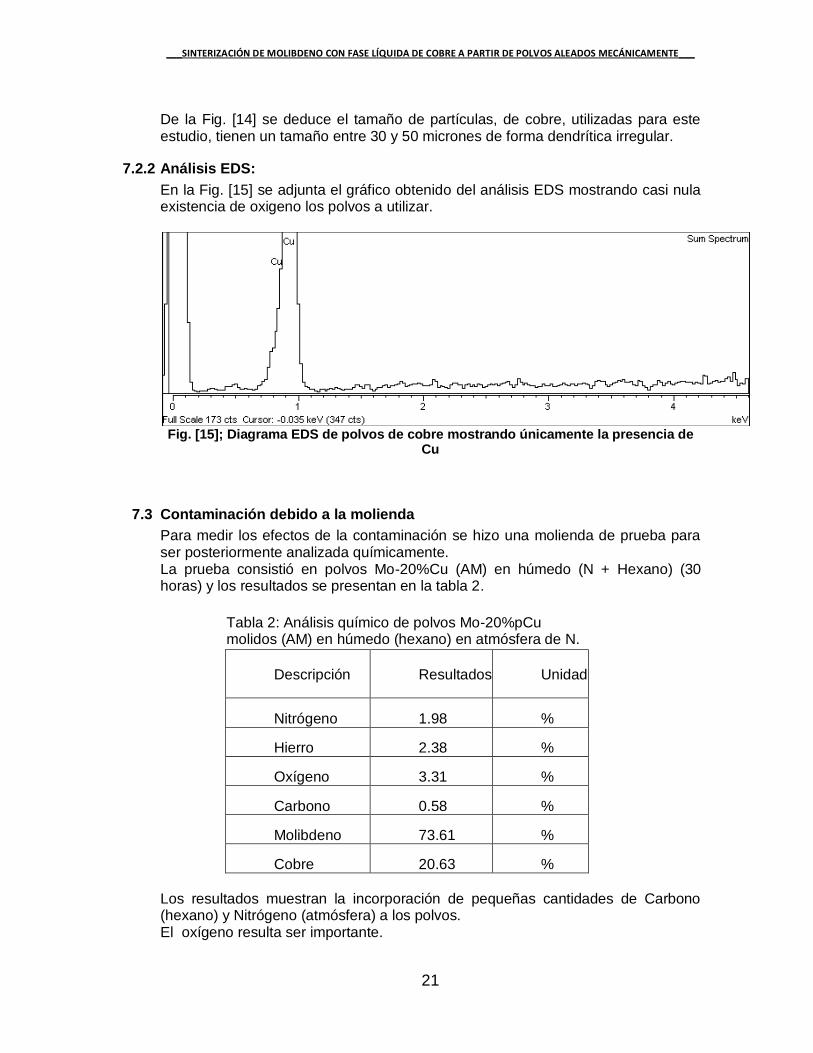
En la Fig. [14] se puede apreciar una imagen obtenida mediante SEM donde refleja la forma de los polvos de cobre utilizados para este estudio.
Fig. [14]: Imagen SEM de los polvos de cobre utilizados para el estudio
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
21
De la Fig. [14] se deduce el tamaño de partículas, de cobre, utilizadas para este estudio, tienen un tamaño entre 30 y 50 micrones de forma dendrítica irregular.
7.2.2 Análisis EDS:
En la Fig. [15] se adjunta el gráfico obtenido del análisis EDS mostrando casi nula existencia de oxigeno los polvos a utilizar.
Fig. [15]; Diagrama EDS de polvos de cobre mostrando únicamente la presencia de
Cu
7.3 Contaminación debido a la molienda
Para medir los efectos de la contaminación se hizo una molienda de prueba para ser posteriormente analizada químicamente. La prueba consistió en polvos Mo-20%Cu (AM) en húmedo (N + Hexano) (30 horas) y los resultados se presentan en la tabla 2.
Tabla 2: Análisis químico de polvos Mo-20%pCu molidos (AM) en húmedo (hexano) en atmósfera de N.
Descripción Resultados Unidad
Nitrógeno 1.98 %
Hierro 2.38 %
Oxígeno 3.31 %
Carbono 0.58 %
Molibdeno 73.61 %
Cobre 20.63 %
Los resultados muestran la incorporación de pequeñas cantidades de Carbono (hexano) y Nitrógeno (atmósfera) a los polvos. El oxígeno resulta ser importante.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
22
7.4 Caracterización de polvos tras la molienda
7.4.1 Polvos Mo-20%p Cu (AM) en húmedo.
7.4.1.1 Análisis SEM
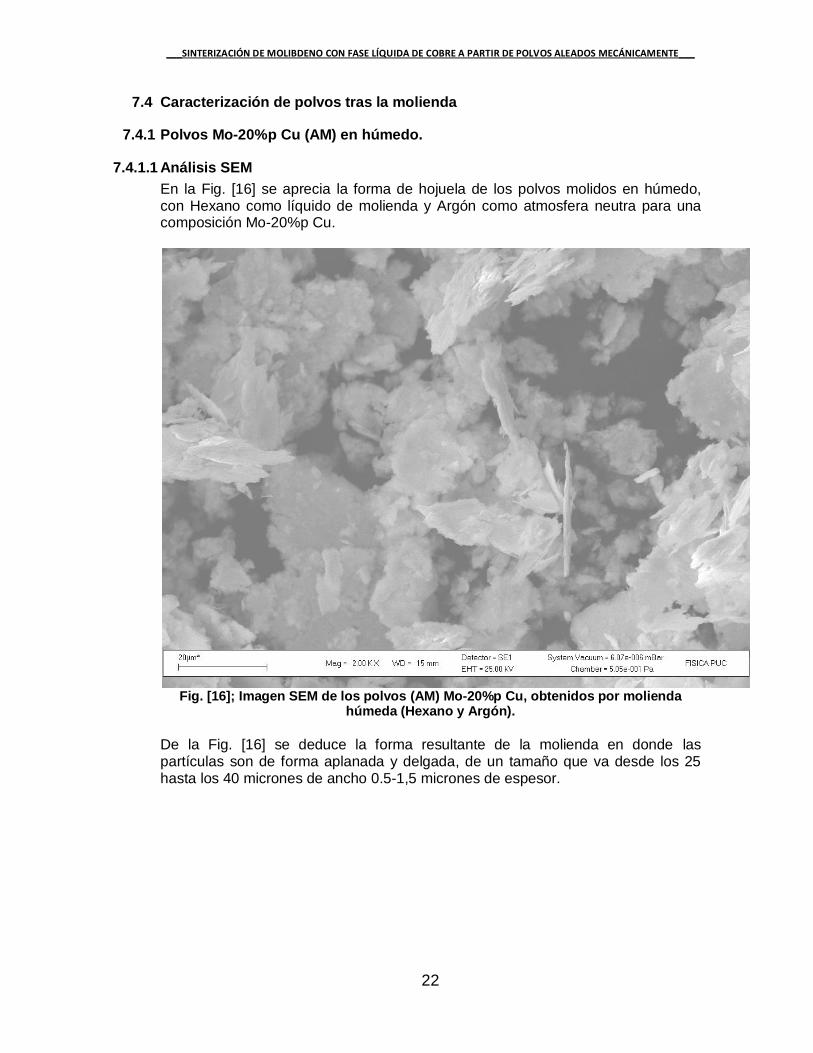
En la Fig. [16] se aprecia la forma de hojuela de los polvos molidos en húmedo, con Hexano como líquido de molienda y Argón como atmosfera neutra para una composición Mo-20%p Cu.
Fig. [16]; Imagen SEM de los polvos (AM) Mo-20%p Cu, obtenidos por molienda húmeda (Hexano y Argón).
De la Fig. [16] se deduce la forma resultante de la molienda en donde las partículas son de forma aplanada y delgada, de un tamaño que va desde los 25 hasta los 40 micrones de ancho 0.5-1,5 micrones de espesor.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
23
7.4.1.2 Análisis EDS
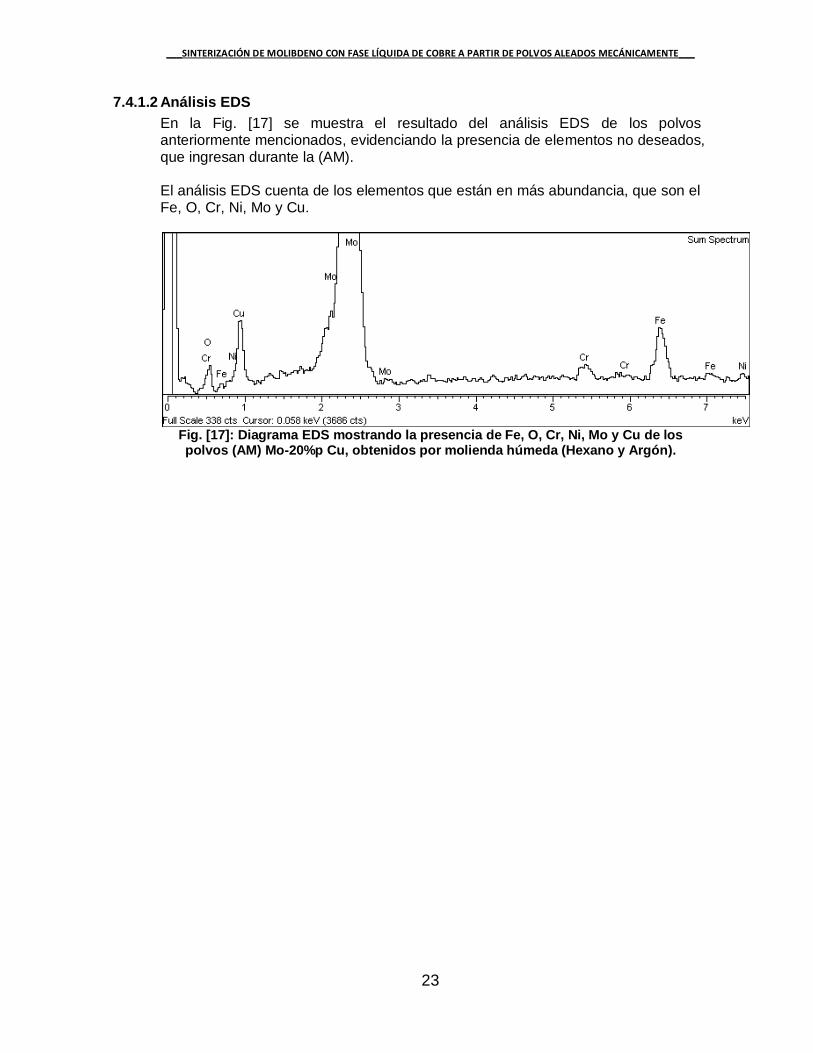
En la Fig. [17] se muestra el resultado del análisis EDS de los polvos anteriormente mencionados, evidenciando la presencia de elementos no deseados, que ingresan durante la (AM). El análisis EDS cuenta de los elementos que están en más abundancia, que son el Fe, O, Cr, Ni, Mo y Cu.
Fig. [17]: Diagrama EDS mostrando la presencia de Fe, O, Cr, Ni, Mo y Cu de los polvos (AM) Mo-20%p Cu, obtenidos por molienda húmeda (Hexano y Argón).
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
24
7.4.2 Polvos Mo-20%p Cu molidos por molienda seca en Argón.
7.4.2.1 Análisis SEM
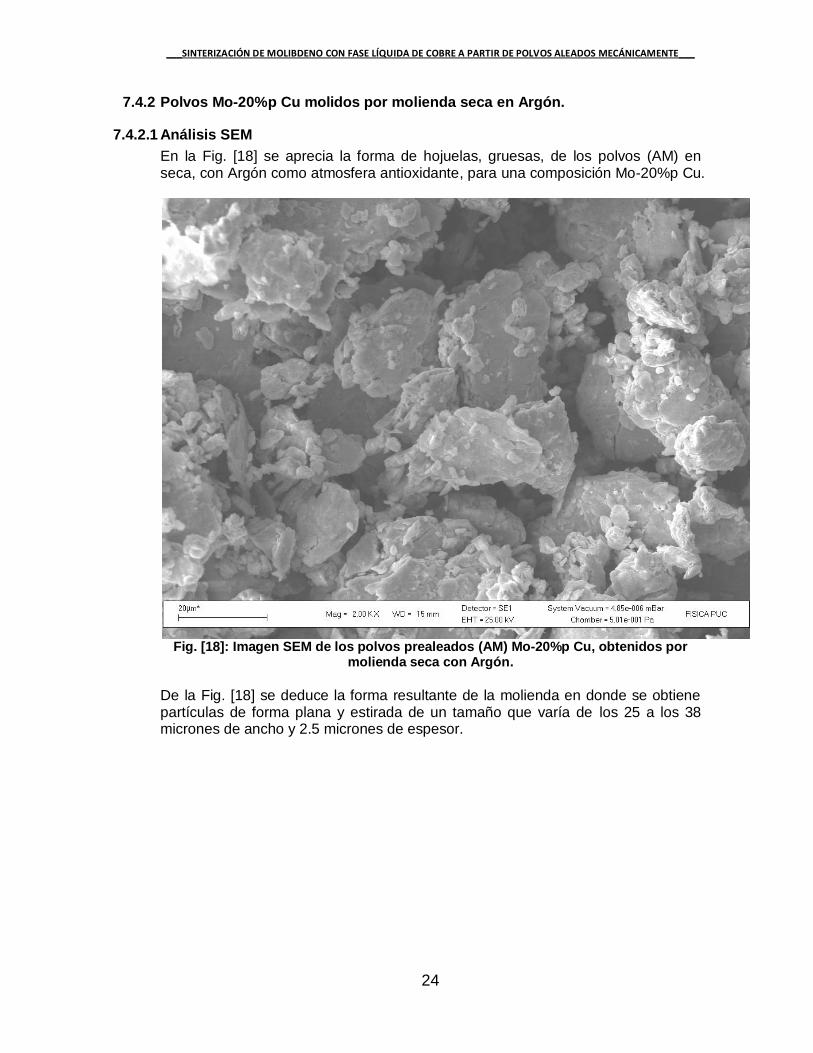
En la Fig. [18] se aprecia la forma de hojuelas, gruesas, de los polvos (AM) en seca, con Argón como atmosfera antioxidante, para una composición Mo-20%p Cu.
Fig. [18]: Imagen SEM de los polvos prealeados (AM) Mo-20%p Cu, obtenidos por
molienda seca con Argón.
De la Fig. [18] se deduce la forma resultante de la molienda en donde se obtiene partículas de forma plana y estirada de un tamaño que varía de los 25 a los 38 micrones de ancho y 2.5 micrones de espesor.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
25
7.4.2.2 Análisis EDS
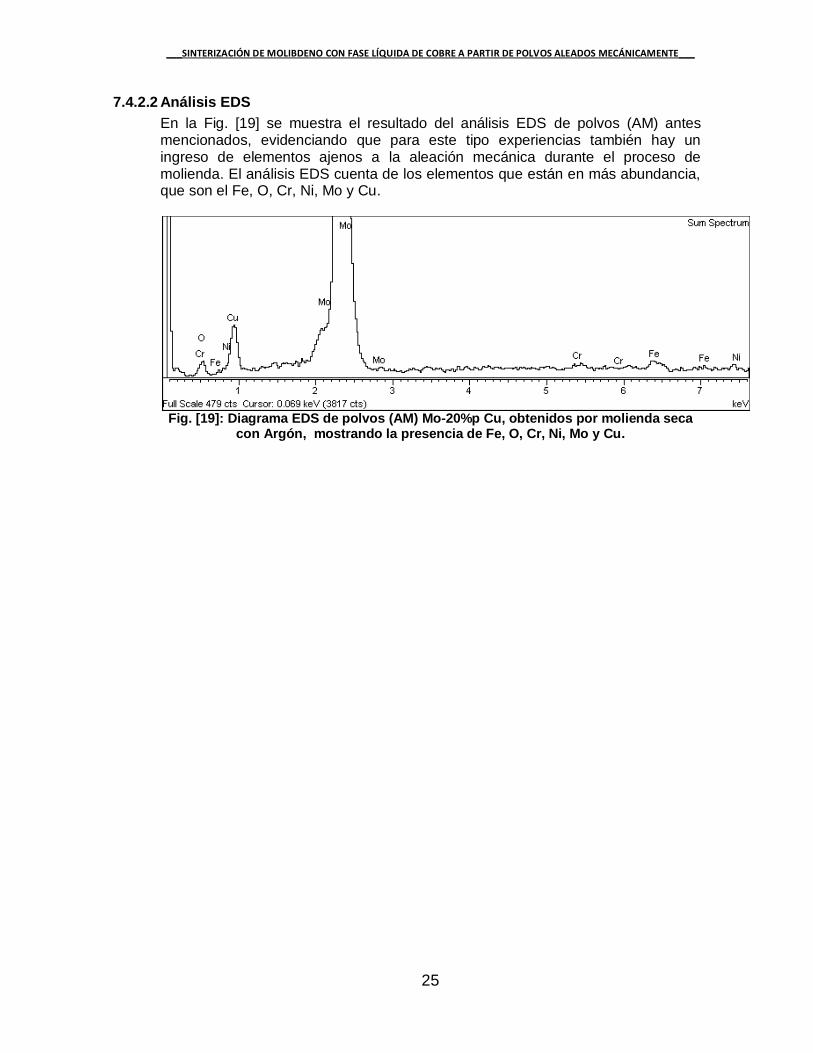
En la Fig. [19] se muestra el resultado del análisis EDS de polvos (AM) antes mencionados, evidenciando que para este tipo experiencias también hay un ingreso de elementos ajenos a la aleación mecánica durante el proceso de molienda. El análisis EDS cuenta de los elementos que están en más abundancia, que son el Fe, O, Cr, Ni, Mo y Cu.
Fig. [19]: Diagrama EDS de polvos (AM) Mo-20%p Cu, obtenidos por molienda seca
con Argón, mostrando la presencia de Fe, O, Cr, Ni, Mo y Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
26
7.4.3 Polvos Mo-20%p Cu molidos por molienda seca en Nitrógeno.
7.4.3.1 Análisis SEM
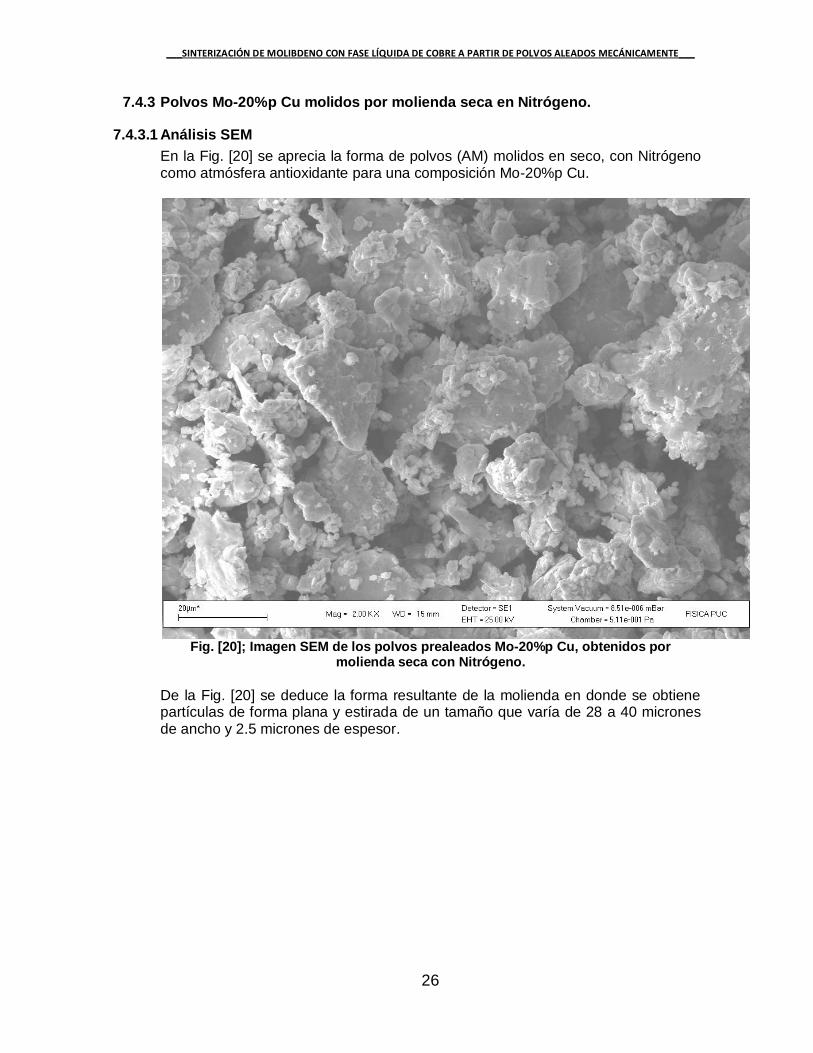
En la Fig. [20] se aprecia la forma de polvos (AM) molidos en seco, con Nitrógeno como atmósfera antioxidante para una composición Mo-20%p Cu.
Fig. [20]; Imagen SEM de los polvos prealeados Mo-20%p Cu, obtenidos por
molienda seca con Nitrógeno.
De la Fig. [20] se deduce la forma resultante de la molienda en donde se obtiene partículas de forma plana y estirada de un tamaño que varía de 28 a 40 micrones de ancho y 2.5 micrones de espesor.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
27
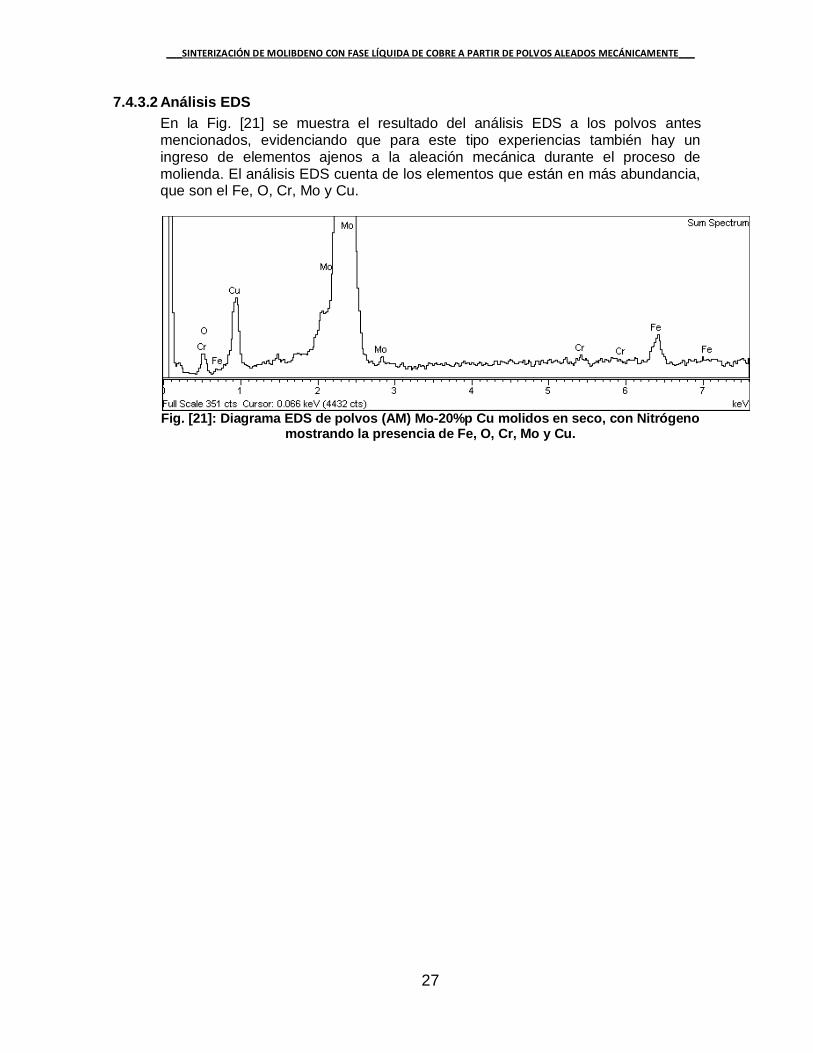
7.4.3.2 Análisis EDS
En la Fig. [21] se muestra el resultado del análisis EDS a los polvos antes mencionados, evidenciando que para este tipo experiencias también hay un ingreso de elementos ajenos a la aleación mecánica durante el proceso de molienda. El análisis EDS cuenta de los elementos que están en más abundancia, que son el Fe, O, Cr, Mo y Cu.
Fig. [21]: Diagrama EDS de polvos (AM) Mo-20%p Cu molidos en seco, con Nitrógeno
mostrando la presencia de Fe, O, Cr, Mo y Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
28
7.4.4 Polvos Mo-30%p Cu molidos por molienda seca en Nitrógeno.
7.4.4.1 Análisis SEM
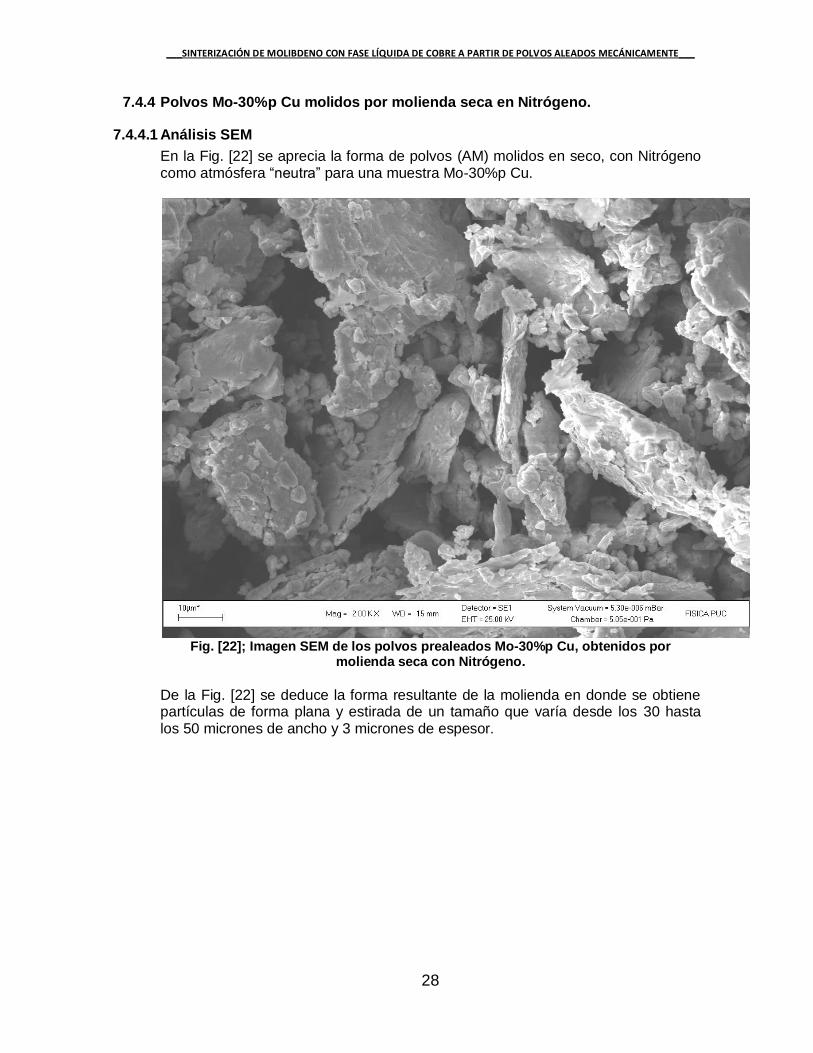
En la Fig. [22] se aprecia la forma de polvos (AM) molidos en seco, con Nitrógeno como atmósfera “neutra” para una muestra Mo-30%p Cu.
Fig. [22]; Imagen SEM de los polvos prealeados Mo-30%p Cu, obtenidos por
molienda seca con Nitrógeno.
De la Fig. [22] se deduce la forma resultante de la molienda en donde se obtiene partículas de forma plana y estirada de un tamaño que varía desde los 30 hasta los 50 micrones de ancho y 3 micrones de espesor.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
29
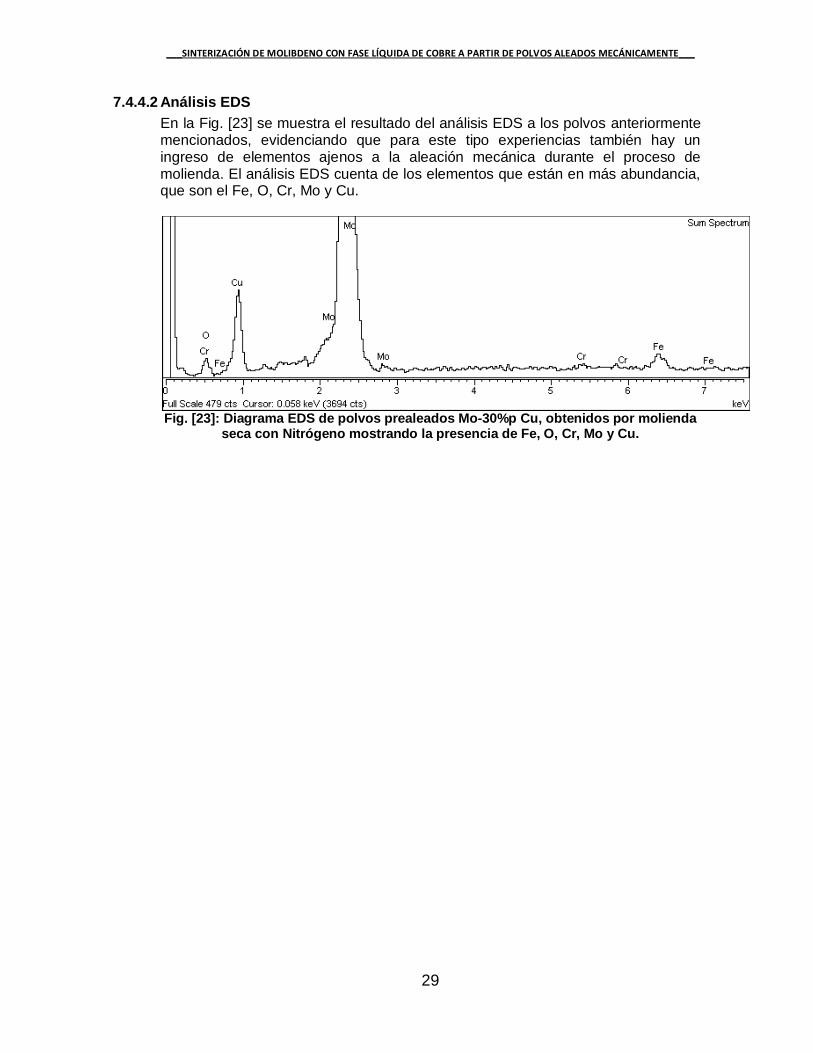
7.4.4.2 Análisis EDS
En la Fig. [23] se muestra el resultado del análisis EDS a los polvos anteriormente mencionados, evidenciando que para este tipo experiencias también hay un ingreso de elementos ajenos a la aleación mecánica durante el proceso de molienda. El análisis EDS cuenta de los elementos que están en más abundancia, que son el Fe, O, Cr, Mo y Cu.
Fig. [23]: Diagrama EDS de polvos prealeados Mo-30%p Cu, obtenidos por molienda
seca con Nitrógeno mostrando la presencia de Fe, O, Cr, Mo y Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
30
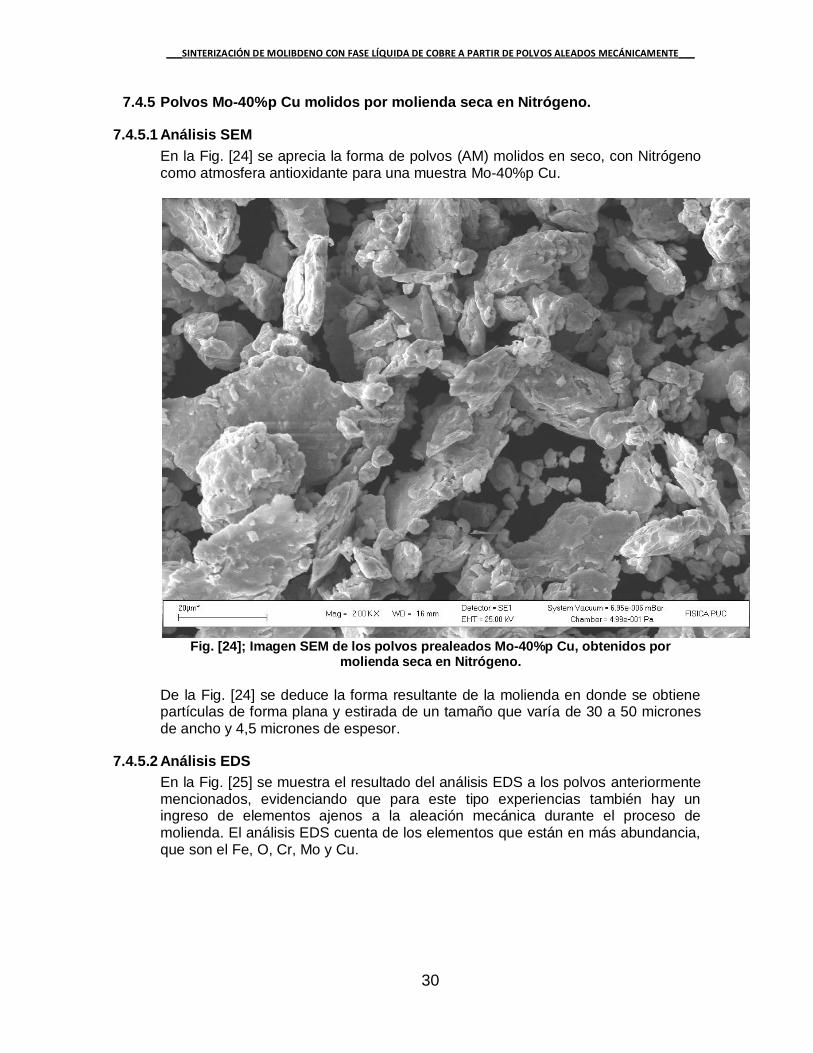
7.4.5 Polvos Mo-40%p Cu molidos por molienda seca en Nitrógeno.
7.4.5.1 Análisis SEM
En la Fig. [24] se aprecia la forma de polvos (AM) molidos en seco, con Nitrógeno como atmosfera antioxidante para una muestra Mo-40%p Cu.
Fig. [24]; Imagen SEM de los polvos prealeados Mo-40%p Cu, obtenidos por
molienda seca en Nitrógeno.
De la Fig. [24] se deduce la forma resultante de la molienda en donde se obtiene partículas de forma plana y estirada de un tamaño que varía de 30 a 50 micrones de ancho y 4,5 micrones de espesor.
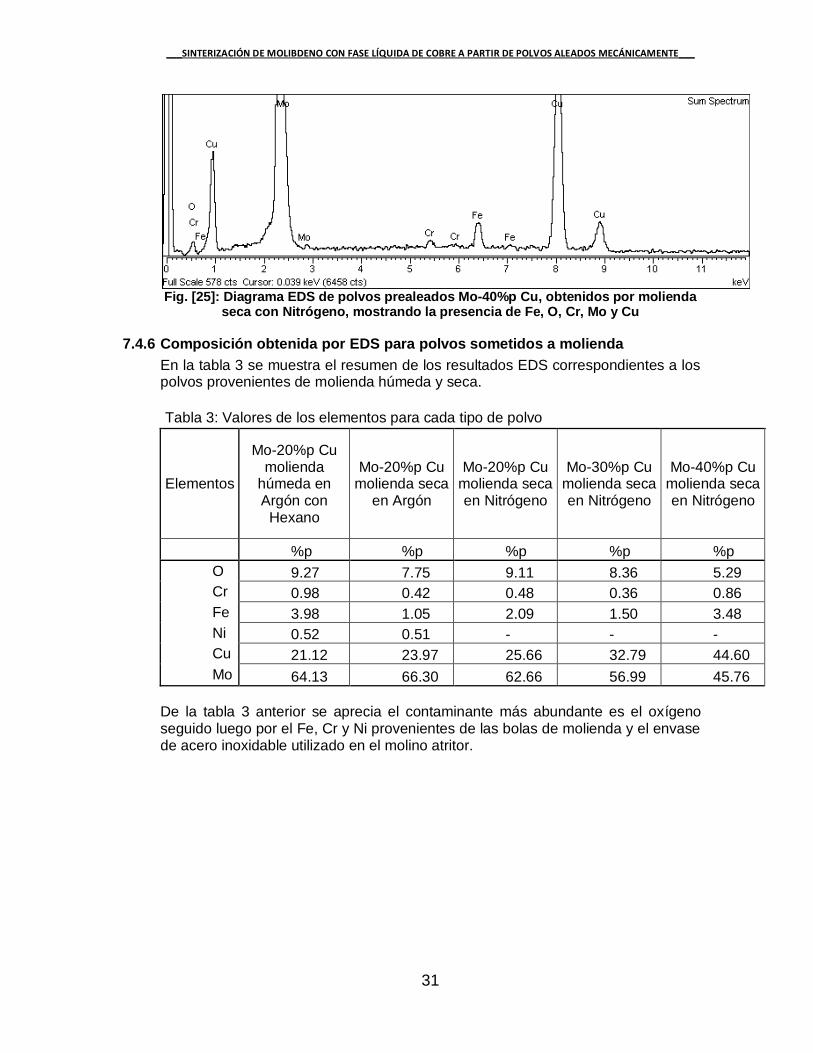
7.4.5.2 Análisis EDS
En la Fig. [25] se muestra el resultado del análisis EDS a los polvos anteriormente mencionados, evidenciando que para este tipo experiencias también hay un ingreso de elementos ajenos a la aleación mecánica durante el proceso de molienda. El análisis EDS cuenta de los elementos que están en más abundancia, que son el Fe, O, Cr, Mo y Cu.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
31
Fig. [25]: Diagrama EDS de polvos prealeados Mo-40%p Cu, obtenidos por molienda
seca con Nitrógeno, mostrando la presencia de Fe, O, Cr, Mo y Cu
7.4.6 Composición obtenida por EDS para polvos sometidos a molienda
En la tabla 3 se muestra el resumen de los resultados EDS correspondientes a los polvos provenientes de molienda húmeda y seca.
Tabla 3: Valores de los elementos para cada tipo de polvo
Elementos
Mo-20%p Cu molienda
húmeda en Argón con
Hexano
Mo-20%p Cu molienda seca
en Argón
Mo-20%p Cu molienda seca en Nitrógeno
Mo-30%p Cu molienda seca en Nitrógeno
Mo-40%p Cu molienda seca en Nitrógeno
%p %p %p %p %p
O 9.27 7.75 9.11 8.36 5.29
Cr 0.98 0.42 0.48 0.36 0.86
Fe 3.98 1.05 2.09 1.50 3.48
Ni 0.52 0.51 - - -
Cu 21.12 23.97 25.66 32.79 44.60
Mo 64.13 66.30 62.66 56.99 45.76
De la tabla 3 anterior se aprecia el contaminante más abundante es el oxígeno seguido luego por el Fe, Cr y Ni provenientes de las bolas de molienda y el envase de acero inoxidable utilizado en el molino atritor.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
32
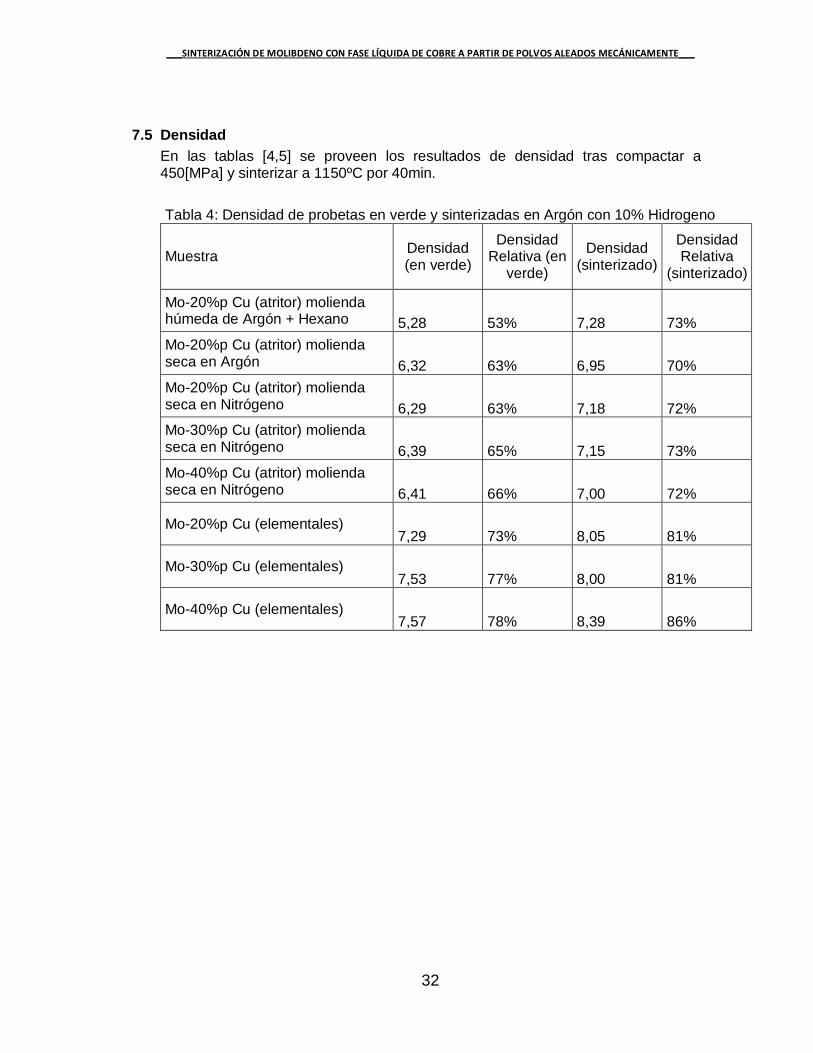
7.5 Densidad
En las tablas [4,5] se proveen los resultados de densidad tras compactar a 450[MPa] y sinterizar a 1150ºC por 40min.
Tabla 4: Densidad de probetas en verde y sinterizadas en Argón con 10% Hidrogeno
Muestra Densidad (en verde)
Densidad Relativa (en
verde)
Densidad (sinterizado)
Densidad Relativa
(sinterizado)
Mo-20%p Cu (atritor) molienda húmeda de Argón + Hexano 5,28 53% 7,28 73%
Mo-20%p Cu (atritor) molienda seca en Argón 6,32 63% 6,95 70%
Mo-20%p Cu (atritor) molienda seca en Nitrógeno 6,29 63% 7,18 72%
Mo-30%p Cu (atritor) molienda seca en Nitrógeno 6,39 65% 7,15 73%
Mo-40%p Cu (atritor) molienda seca en Nitrógeno 6,41 66% 7,00 72%
Mo-20%p Cu (elementales) 7,29 73% 8,05 81%
Mo-30%p Cu (elementales) 7,53 77% 8,00 81%
Mo-40%p Cu (elementales) 7,57 78% 8,39 86%
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
33
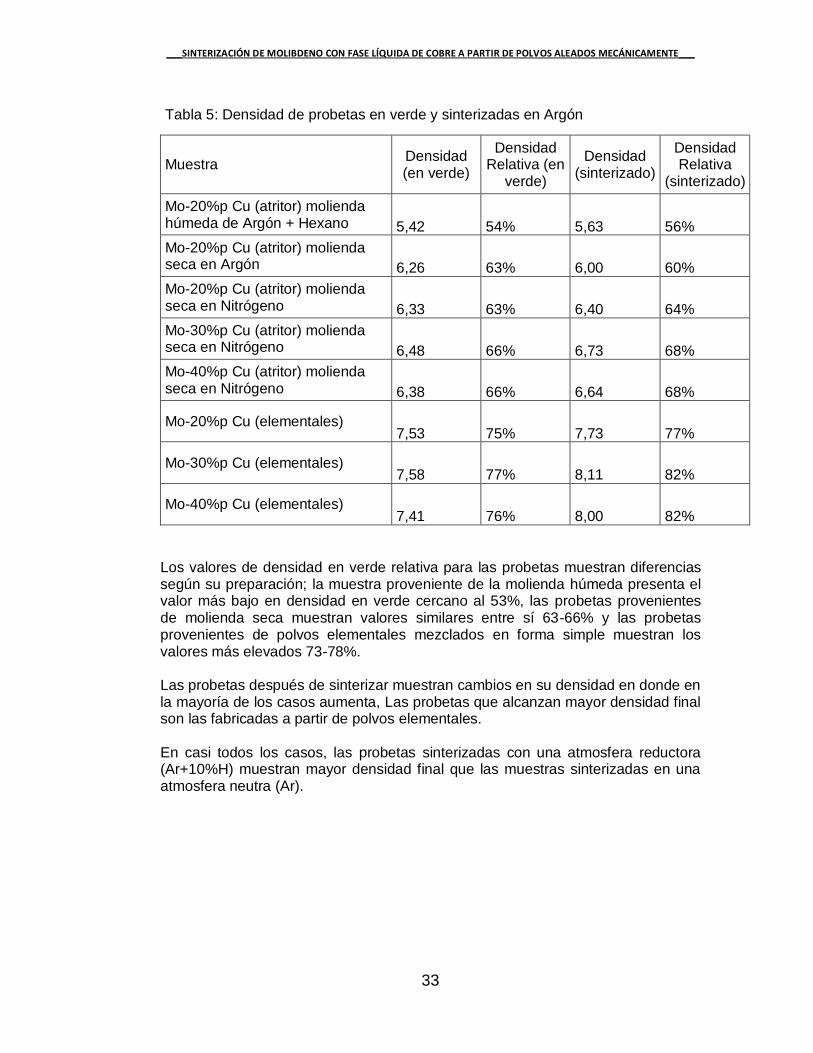
Tabla 5: Densidad de probetas en verde y sinterizadas en Argón
Muestra Densidad (en verde)
Densidad Relativa (en
verde)
Densidad (sinterizado)
Densidad Relativa
(sinterizado)
Mo-20%p Cu (atritor) molienda húmeda de Argón + Hexano 5,42 54% 5,63 56%
Mo-20%p Cu (atritor) molienda seca en Argón 6,26 63% 6,00 60%
Mo-20%p Cu (atritor) molienda seca en Nitrógeno 6,33 63% 6,40 64%
Mo-30%p Cu (atritor) molienda seca en Nitrógeno 6,48 66% 6,73 68%
Mo-40%p Cu (atritor) molienda seca en Nitrógeno 6,38 66% 6,64 68%
Mo-20%p Cu (elementales) 7,53 75% 7,73 77%
Mo-30%p Cu (elementales) 7,58 77% 8,11 82%
Mo-40%p Cu (elementales) 7,41 76% 8,00 82%
Los valores de densidad en verde relativa para las probetas muestran diferencias según su preparación; la muestra proveniente de la molienda húmeda presenta el valor más bajo en densidad en verde cercano al 53%, las probetas provenientes de molienda seca muestran valores similares entre sí 63-66% y las probetas provenientes de polvos elementales mezclados en forma simple muestran los valores más elevados 73-78%. Las probetas después de sinterizar muestran cambios en su densidad en donde en la mayoría de los casos aumenta, Las probetas que alcanzan mayor densidad final son las fabricadas a partir de polvos elementales. En casi todos los casos, las probetas sinterizadas con una atmosfera reductora (Ar+10%H) muestran mayor densidad final que las muestras sinterizadas en una atmosfera neutra (Ar).
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
34
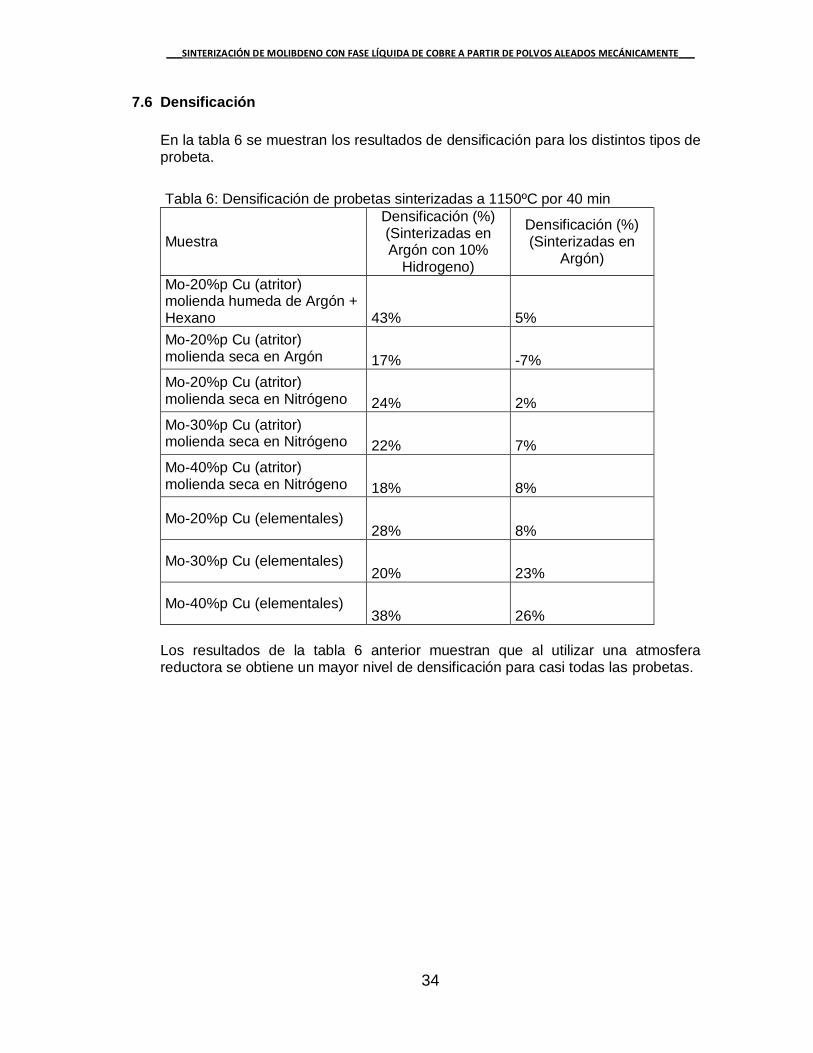
7.6 Densificación
En la tabla 6 se muestran los resultados de densificación para los distintos tipos de probeta.
Tabla 6: Densificación de probetas sinterizadas a 1150ºC por 40 min
Muestra
Densificación (%) (Sinterizadas en Argón con 10%
Hidrogeno)
Densificación (%) (Sinterizadas en
Argón)
Mo-20%p Cu (atritor) molienda humeda de Argón + Hexano 43% 5%
Mo-20%p Cu (atritor) molienda seca en Argón 17% -7%
Mo-20%p Cu (atritor) molienda seca en Nitrógeno 24% 2%
Mo-30%p Cu (atritor) molienda seca en Nitrógeno 22% 7%
Mo-40%p Cu (atritor) molienda seca en Nitrógeno 18% 8%
Mo-20%p Cu (elementales) 28% 8%
Mo-30%p Cu (elementales) 20% 23%
Mo-40%p Cu (elementales) 38% 26%
Los resultados de la tabla 6 anterior muestran que al utilizar una atmosfera reductora se obtiene un mayor nivel de densificación para casi todas las probetas.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
35
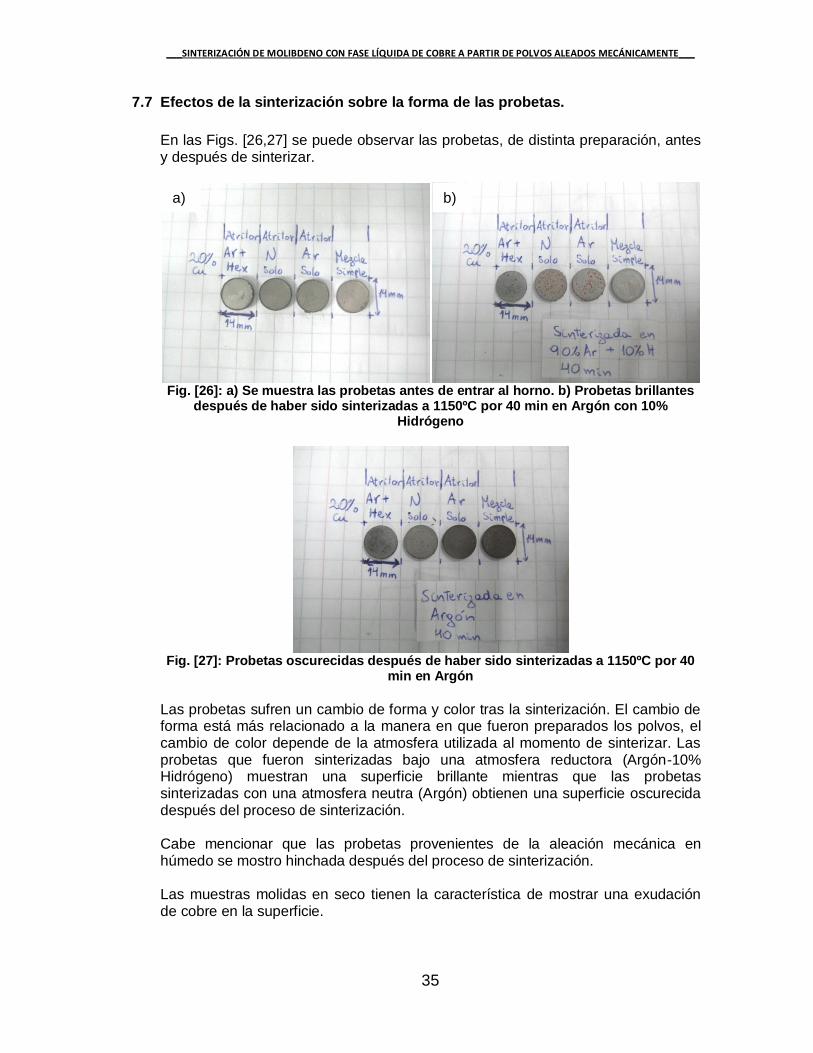
7.7 Efectos de la sinterización sobre la forma de las probetas.
En las Figs. [26,27] se puede observar las probetas, de distinta preparación, antes y después de sinterizar.
Fig. [26]: a) Se muestra las probetas antes de entrar al horno. b) Probetas brillantes
después de haber sido sinterizadas a 1150ºC por 40 min en Argón con 10% Hidrógeno
Fig. [27]: Probetas oscurecidas después de haber sido sinterizadas a 1150ºC por 40
min en Argón
Las probetas sufren un cambio de forma y color tras la sinterización. El cambio de forma está más relacionado a la manera en que fueron preparados los polvos, el cambio de color depende de la atmosfera utilizada al momento de sinterizar. Las probetas que fueron sinterizadas bajo una atmosfera reductora (Argón-10% Hidrógeno) muestran una superficie brillante mientras que las probetas sinterizadas con una atmosfera neutra (Argón) obtienen una superficie oscurecida después del proceso de sinterización. Cabe mencionar que las probetas provenientes de la aleación mecánica en húmedo se mostro hinchada después del proceso de sinterización. Las muestras molidas en seco tienen la característica de mostrar una exudación de cobre en la superficie.
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
36
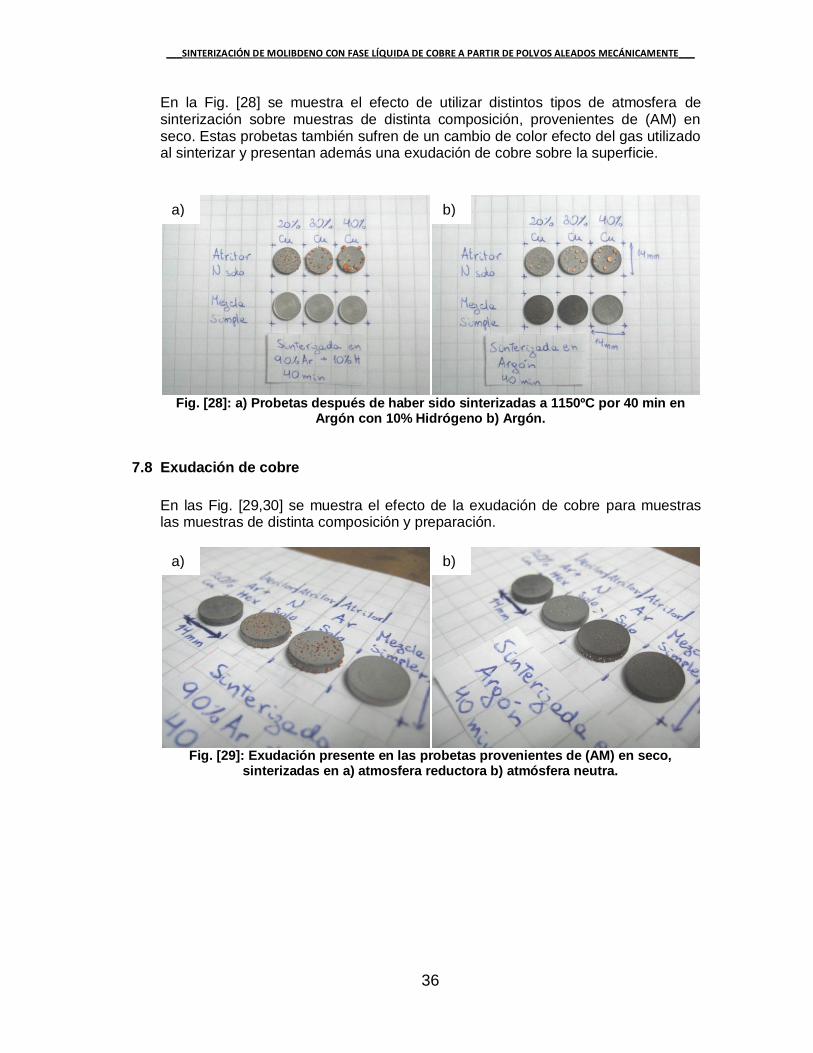
En la Fig. [28] se muestra el efecto de utilizar distintos tipos de atmosfera de sinterización sobre muestras de distinta composición, provenientes de (AM) en seco. Estas probetas también sufren de un cambio de color efecto del gas utilizado al sinterizar y presentan además una exudación de cobre sobre la superficie.
Fig. [28]: a) Probetas después de haber sido sinterizadas a 1150ºC por 40 min en
Argón con 10% Hidrógeno b) Argón.
7.8 Exudación de cobre
En las Fig. [29,30] se muestra el efecto de la exudación de cobre para muestras las muestras de distinta composición y preparación.
Fig. [29]: Exudación presente en las probetas provenientes de (AM) en seco,
sinterizadas en a) atmosfera reductora b) atmósfera neutra.
a) b)
a) b)

___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
37
Fig. [30]: Efecto de la concentración de cobre sobre la exudación para polvos (AM)
en seco, sinterizadas en a) atmosfera reductora b) atmósfera neutra
En las Figs. [29-30] se puede apreciar como una fase anaranjada (cobre) sobresale sobre la superficie con una forma de semi-esferas; este efecto está presenta tanto para las muestras sinterizadas con atmosfera reductora como para con la neutra. La concentración de cobre tiene un efecto directo sobre la exudación, en donde a mayor cantidad de cobre se obtiene un mayor tamaño de semiesferas sobre la superficie.
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
38
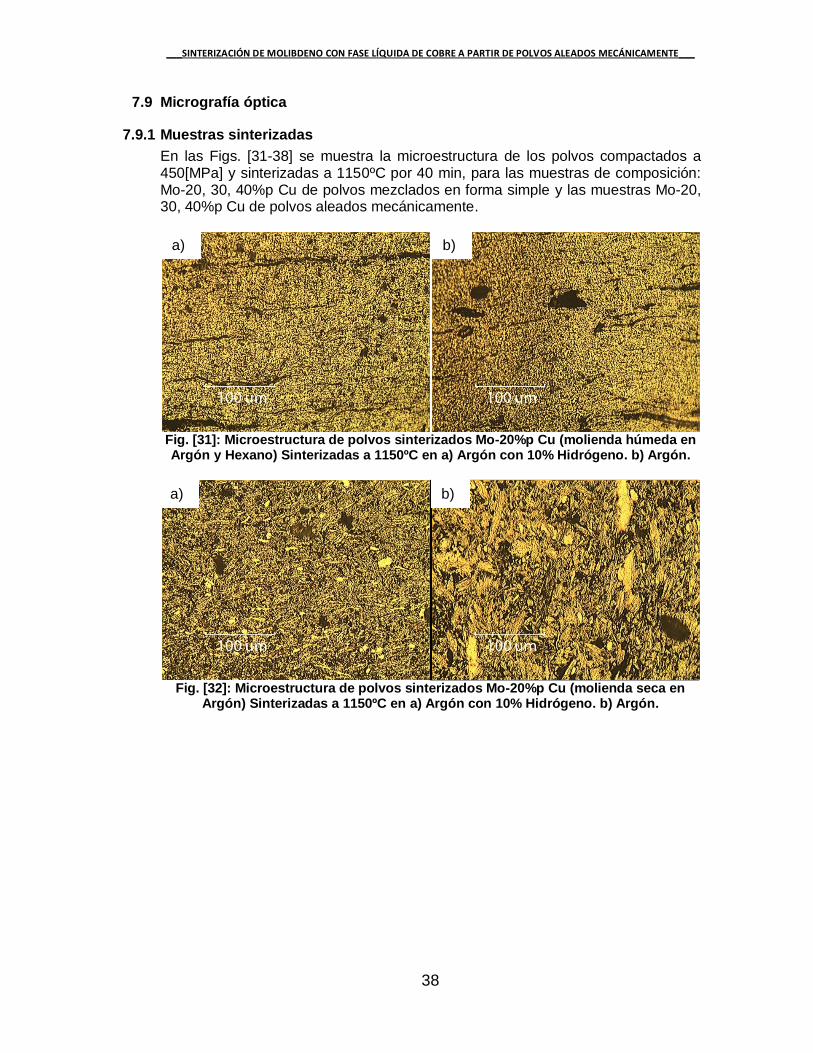
7.9 Micrografía óptica
7.9.1 Muestras sinterizadas
En las Figs. [31-38] se muestra la microestructura de los polvos compactados a 450[MPa] y sinterizadas a 1150ºC por 40 min, para las muestras de composición: Mo-20, 30, 40%p Cu de polvos mezclados en forma simple y las muestras Mo-20, 30, 40%p Cu de polvos aleados mecánicamente.
Fig. [31]: Microestructura de polvos sinterizados Mo-20%p Cu (molienda húmeda en Argón y Hexano) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno. b) Argón.
Fig. [32]: Microestructura de polvos sinterizados Mo-20%p Cu (molienda seca en
Argón) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno. b) Argón.
a) b)
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
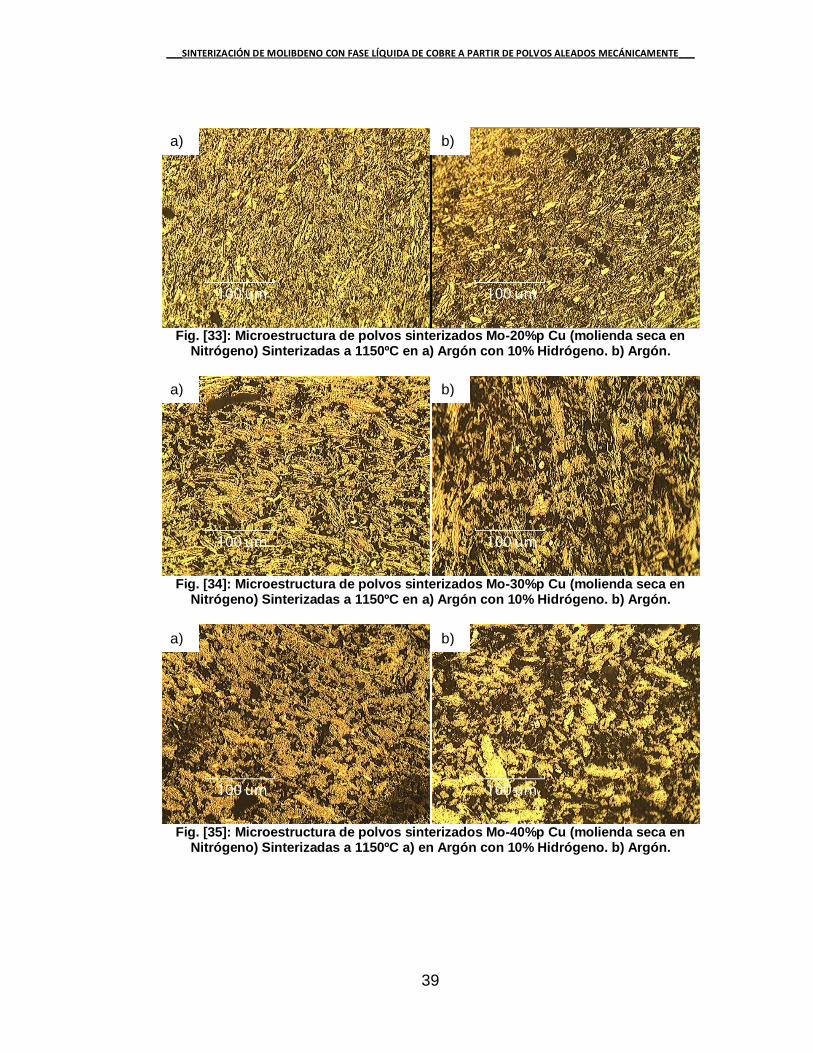
39
Fig. [33]: Microestructura de polvos sinterizados Mo-20%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno. b) Argón.
Fig. [34]: Microestructura de polvos sinterizados Mo-30%p Cu (molienda seca en Nitrógeno) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno. b) Argón.
Fig. [35]: Microestructura de polvos sinterizados Mo-40%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC a) en Argón con 10% Hidrógeno. b) Argón.
a) b)
a) b)
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
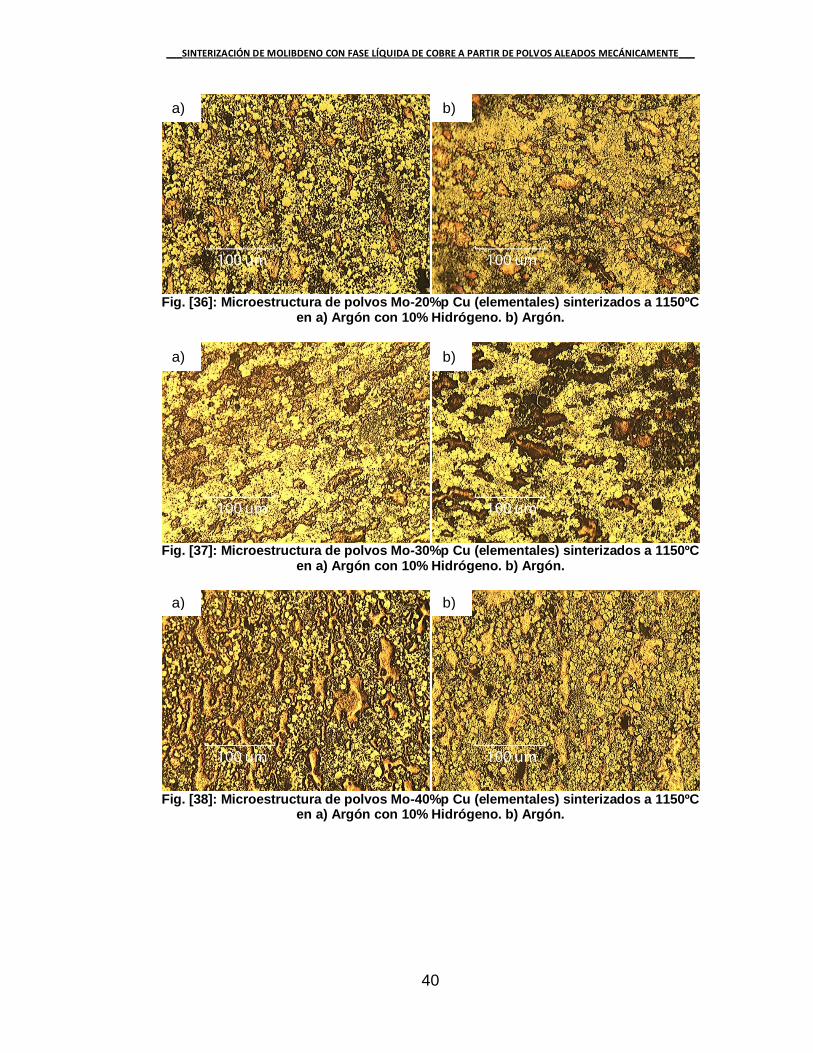
40
Fig. [36]: Microestructura de polvos Mo-20%p Cu (elementales) sinterizados a 1150ºC
en a) Argón con 10% Hidrógeno. b) Argón.
Fig. [37]: Microestructura de polvos Mo-30%p Cu (elementales) sinterizados a 1150ºC
en a) Argón con 10% Hidrógeno. b) Argón.
Fig. [38]: Microestructura de polvos Mo-40%p Cu (elementales) sinterizados a 1150ºC
en a) Argón con 10% Hidrógeno. b) Argón.
a) b)
a) b)
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
41
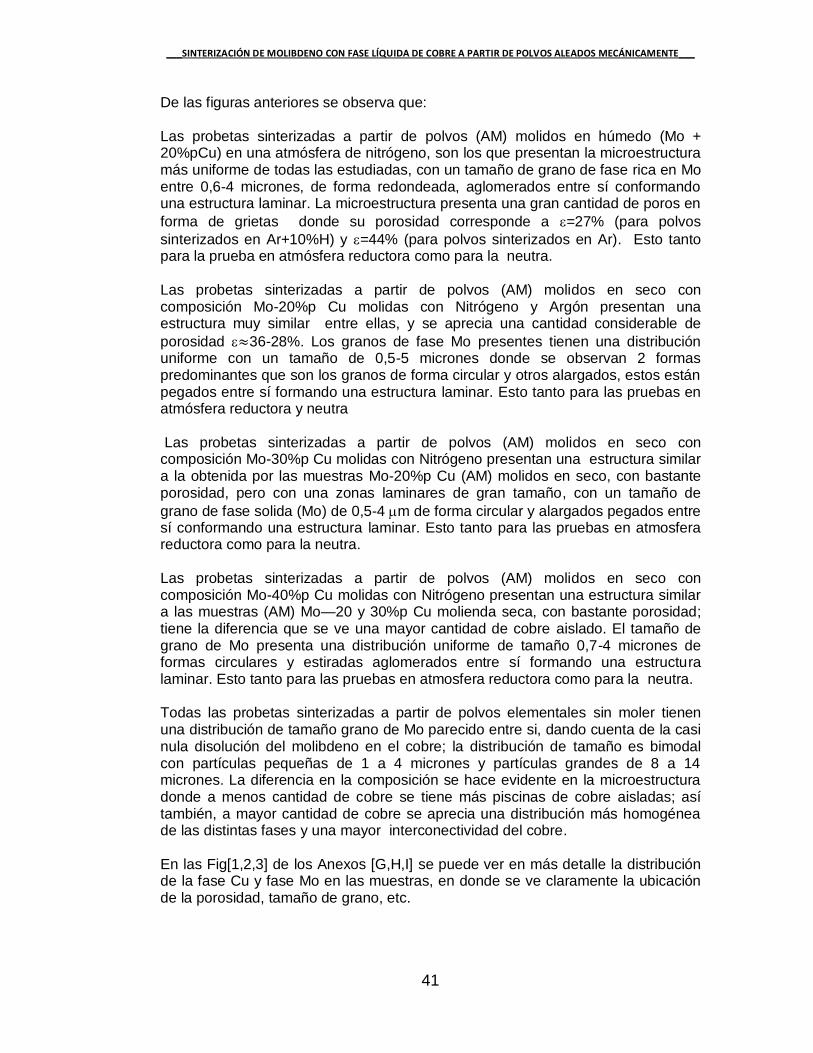
De las figuras anteriores se observa que: Las probetas sinterizadas a partir de polvos (AM) molidos en húmedo (Mo + 20%pCu) en una atmósfera de nitrógeno, son los que presentan la microestructura más uniforme de todas las estudiadas, con un tamaño de grano de fase rica en Mo entre 0,6-4 micrones, de forma redondeada, aglomerados entre sí conformando una estructura laminar. La microestructura presenta una gran cantidad de poros en
forma de grietas donde su porosidad corresponde a =27% (para polvos
sinterizados en Ar+10%H) y =44% (para polvos sinterizados en Ar). Esto tanto para la prueba en atmósfera reductora como para la neutra. Las probetas sinterizadas a partir de polvos (AM) molidos en seco con composición Mo-20%p Cu molidas con Nitrógeno y Argón presentan una estructura muy similar entre ellas, y se aprecia una cantidad considerable de
porosidad 36-28%. Los granos de fase Mo presentes tienen una distribución uniforme con un tamaño de 0,5-5 micrones donde se observan 2 formas predominantes que son los granos de forma circular y otros alargados, estos están pegados entre sí formando una estructura laminar. Esto tanto para las pruebas en atmósfera reductora y neutra Las probetas sinterizadas a partir de polvos (AM) molidos en seco con composición Mo-30%p Cu molidas con Nitrógeno presentan una estructura similar a la obtenida por las muestras Mo-20%p Cu (AM) molidos en seco, con bastante porosidad, pero con una zonas laminares de gran tamaño, con un tamaño de
grano de fase solida (Mo) de 0,5-4 m de forma circular y alargados pegados entre sí conformando una estructura laminar. Esto tanto para las pruebas en atmosfera reductora como para la neutra. Las probetas sinterizadas a partir de polvos (AM) molidos en seco con composición Mo-40%p Cu molidas con Nitrógeno presentan una estructura similar a las muestras (AM) Mo—20 y 30%p Cu molienda seca, con bastante porosidad; tiene la diferencia que se ve una mayor cantidad de cobre aislado. El tamaño de grano de Mo presenta una distribución uniforme de tamaño 0,7-4 micrones de formas circulares y estiradas aglomerados entre sí formando una estructura laminar. Esto tanto para las pruebas en atmosfera reductora como para la neutra. Todas las probetas sinterizadas a partir de polvos elementales sin moler tienen una distribución de tamaño grano de Mo parecido entre si, dando cuenta de la casi nula disolución del molibdeno en el cobre; la distribución de tamaño es bimodal con partículas pequeñas de 1 a 4 micrones y partículas grandes de 8 a 14 micrones. La diferencia en la composición se hace evidente en la microestructura donde a menos cantidad de cobre se tiene más piscinas de cobre aisladas; así también, a mayor cantidad de cobre se aprecia una distribución más homogénea de las distintas fases y una mayor interconectividad del cobre. En las Fig[1,2,3] de los Anexos [G,H,I] se puede ver en más detalle la distribución de la fase Cu y fase Mo en las muestras, en donde se ve claramente la ubicación de la porosidad, tamaño de grano, etc.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
42
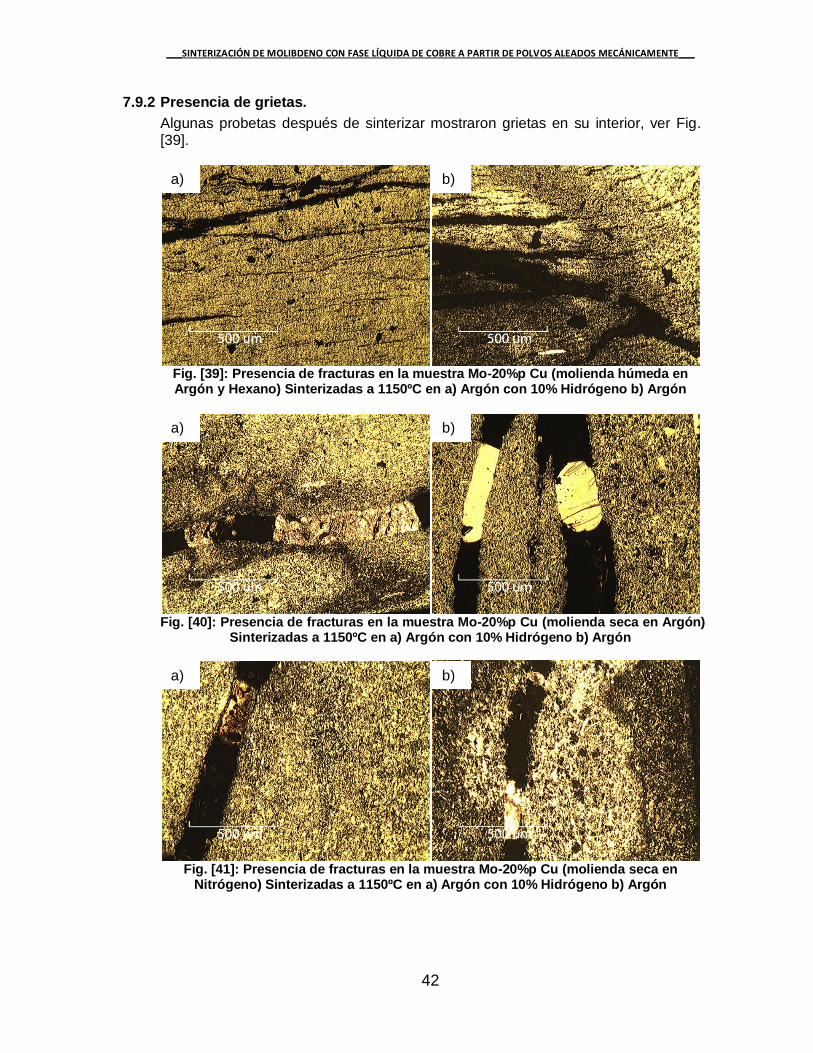
7.9.2 Presencia de grietas.
Algunas probetas después de sinterizar mostraron grietas en su interior, ver Fig. [39].
Fig. [39]: Presencia de fracturas en la muestra Mo-20%p Cu (molienda húmeda en Argón y Hexano) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
Fig. [40]: Presencia de fracturas en la muestra Mo-20%p Cu (molienda seca en Argón)
Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
Fig. [41]: Presencia de fracturas en la muestra Mo-20%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
a) b)
a) b)
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
43
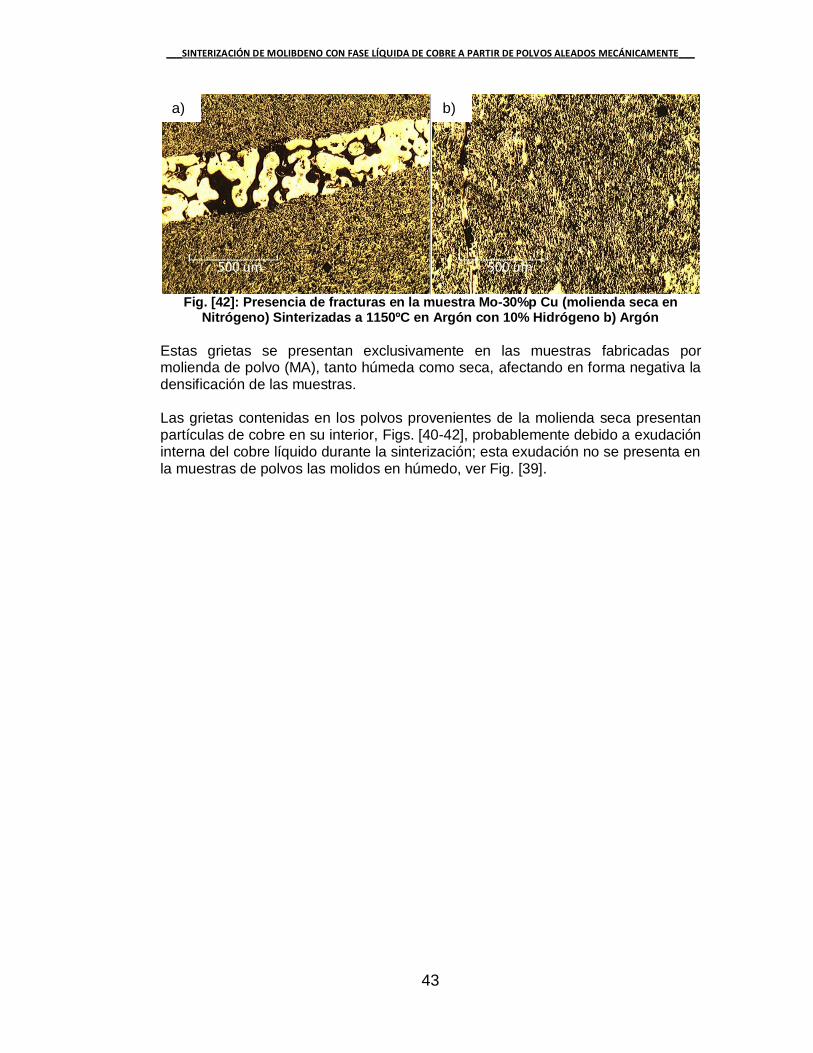
Fig. [42]: Presencia de fracturas en la muestra Mo-30%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC en Argón con 10% Hidrógeno b) Argón
Estas grietas se presentan exclusivamente en las muestras fabricadas por molienda de polvo (MA), tanto húmeda como seca, afectando en forma negativa la densificación de las muestras. Las grietas contenidas en los polvos provenientes de la molienda seca presentan partículas de cobre en su interior, Figs. [40-42], probablemente debido a exudación interna del cobre líquido durante la sinterización; esta exudación no se presenta en la muestras de polvos las molidos en húmedo, ver Fig. [39].
a) b)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
44
7.10 Microdureza
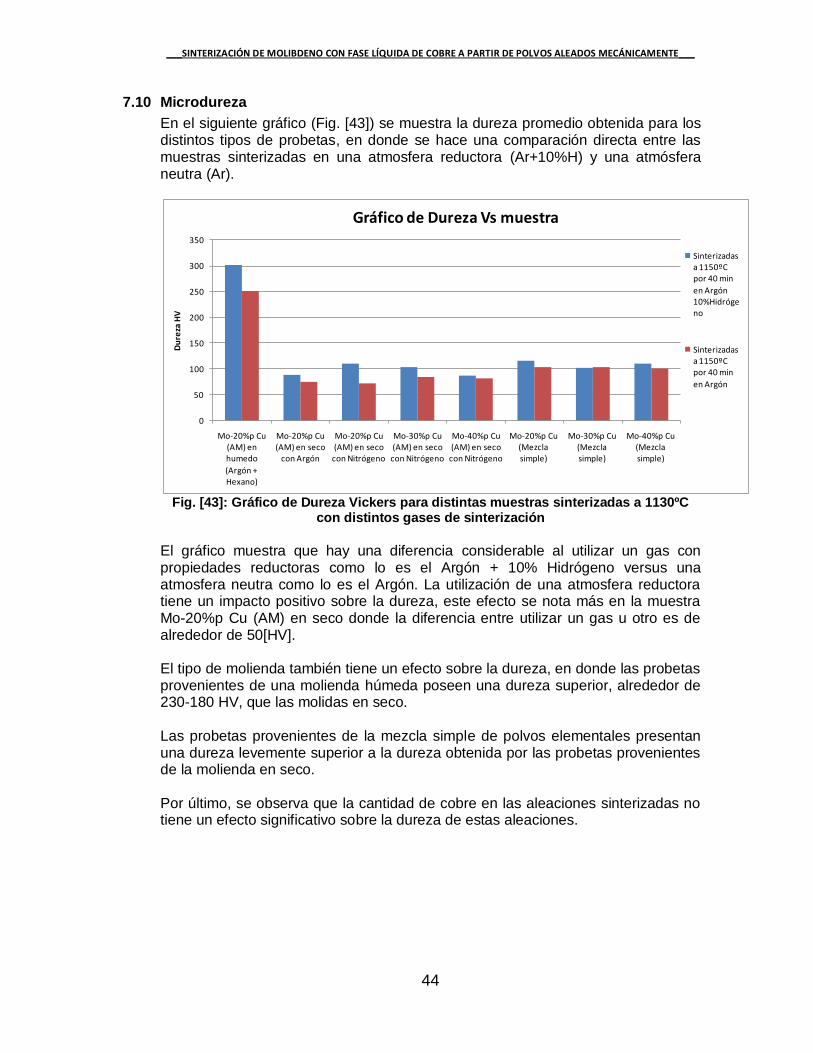
En el siguiente gráfico (Fig. [43]) se muestra la dureza promedio obtenida para los distintos tipos de probetas, en donde se hace una comparación directa entre las muestras sinterizadas en una atmosfera reductora (Ar+10%H) y una atmósfera neutra (Ar).
Fig. [43]: Gráfico de Dureza Vickers para distintas muestras sinterizadas a 1130ºC
con distintos gases de sinterización
El gráfico muestra que hay una diferencia considerable al utilizar un gas con propiedades reductoras como lo es el Argón + 10% Hidrógeno versus una atmosfera neutra como lo es el Argón. La utilización de una atmosfera reductora tiene un impacto positivo sobre la dureza, este efecto se nota más en la muestra Mo-20%p Cu (AM) en seco donde la diferencia entre utilizar un gas u otro es de alrededor de 50[HV]. El tipo de molienda también tiene un efecto sobre la dureza, en donde las probetas provenientes de una molienda húmeda poseen una dureza superior, alrededor de 230-180 HV, que las molidas en seco. Las probetas provenientes de la mezcla simple de polvos elementales presentan una dureza levemente superior a la dureza obtenida por las probetas provenientes de la molienda en seco. Por último, se observa que la cantidad de cobre en las aleaciones sinterizadas no tiene un efecto significativo sobre la dureza de estas aleaciones.
0
50
100
150
200
250
300
350
Mo-20%p Cu (AM) en humedo
(Argón + Hexano)
Mo-20%p Cu (AM) en seco
con Argón
Mo-20%p Cu (AM) en seco
con Nitrógeno
Mo-30%p Cu (AM) en seco
con Nitrógeno
Mo-40%p Cu (AM) en seco
con Nitrógeno
Mo-20%p Cu (Mezcla simple)
Mo-30%p Cu (Mezcla simple)
Mo-40%p Cu (Mezcla simple)
Du
reza
HV
Gráfico de Dureza Vs muestra
Sinterizadas a 1150ºC por 40 min
en Argón 10%Hidrógeno
Sinterizadas a 1150ºC por 40 min
en Argón
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
45
8 Discusión
8.1 Análisis del proceso de molienda
El tamaño de las partículas de molibdeno es menor en comparación a las partículas de cobre utilizadas para este estudio, la forma irregular de los polvos de cobre son un factor muy positivo para una adecuada compactación. La forma, de las partículas de polvo resultante de la molienda, es aplanada y alargada, similar a los “corn flakes”, debido al incesante golpeteo de las bolas de acero durante la molienda. Comparación molienda seca – molienda húmeda. Hay una diferencia de
espesor y tamaño dependiendo si la molienda se realiza con líquido o sin líquido, donde una molienda con líquido será más eficiencia y dará como resultado partículas de tamaño más pequeño. Este efecto se debe a que el líquido limita la soldadura en frío. Esto se hace evidente al ver las Figs. [16-24] en donde las partículas resultantes muestran mayor espesor y forma más irregular cuando son molidas en seco. Efecto de la cantidad de cobre. La proporción de polvos elementales también
afectan la forma final de los polvos en donde a mayor cantidad de cobre se obtiene partículas de mayor espesor y largo, debido a que el cobre es deformable y soporta mayor cambio de forma sin fracturarse. Efecto de la atmósfera de molienda. No se observaron diferencias de tamaño y forma en los polvos molidos en seco bajo atmósfera de Ar comparados con los molidos en seco bajo N. Contaminación. Todas las muestras provenientes de la molienda mecánica tienen
un nivel de contaminación, como revela el análisis químico y EDS; estos elementos solo pueden provenir de la atmosfera de molienda, el desgaste de las bolas y envase de acero utilizados en la molienda, por lo que no es de extrañar que los elementos más abundantes sean el Fe Cr Ni después del oxígeno, donde este último parece estar en mayor cantidad en polvos con mayor contenido de Mo. La contaminación por metales es inevitable en este tipo de experiencias y ha sido reportada varias veces en investigaciones anteriores [1]. Los efectos de la contaminación proveniente de la atmosfera de molienda es muy difícil de impedir, pero ha alternativas para mitigar sus efectos, una alternativa sería moler dentro de un sistema totalmente controlado, por ejemplo moliendo directamente dentro de una cámara de guantes. En algunos casos la contaminación con Cr puede tener un efecto positivo sobre la solubilidad del Mo en el Cu durante la aleación mecánica [7] por lo que podría ser un componente positivo para la experiencia.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
46
8.2 Densidad y Densificación
8.2.1 Densidad en verde
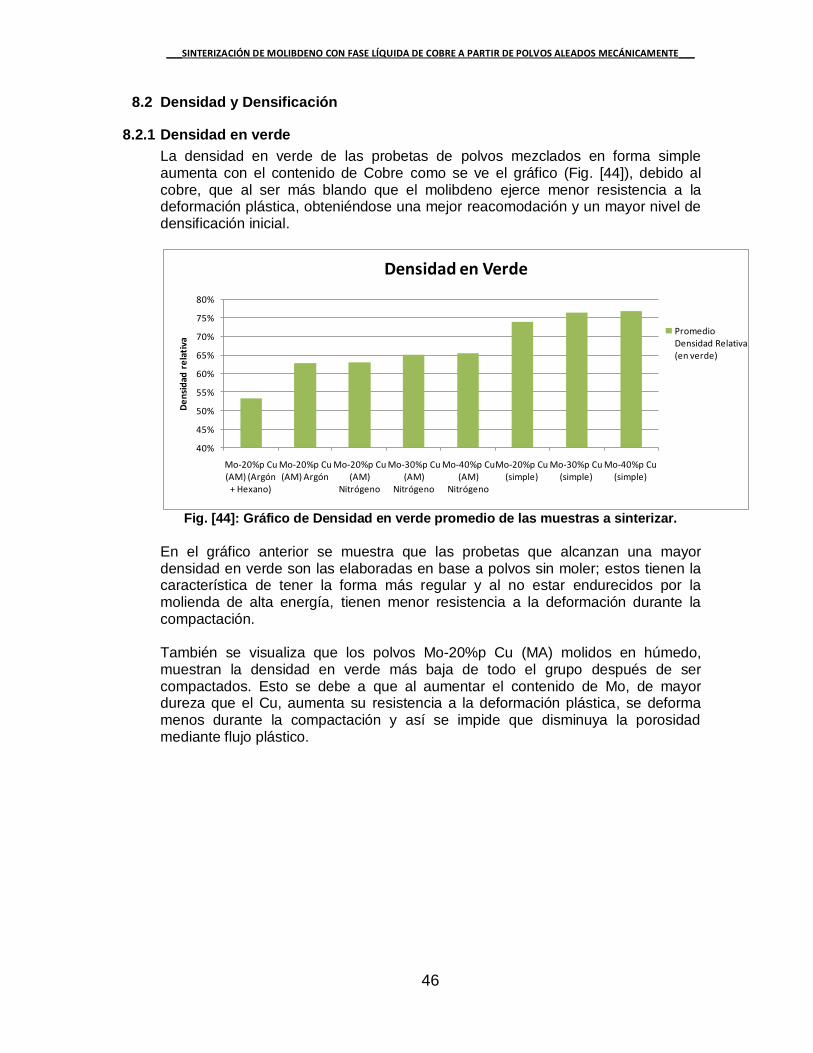
La densidad en verde de las probetas de polvos mezclados en forma simple aumenta con el contenido de Cobre como se ve el gráfico (Fig. [44]), debido al cobre, que al ser más blando que el molibdeno ejerce menor resistencia a la deformación plástica, obteniéndose una mejor reacomodación y un mayor nivel de densificación inicial.
Fig. [44]: Gráfico de Densidad en verde promedio de las muestras a sinterizar.
En el gráfico anterior se muestra que las probetas que alcanzan una mayor densidad en verde son las elaboradas en base a polvos sin moler; estos tienen la característica de tener la forma más regular y al no estar endurecidos por la molienda de alta energía, tienen menor resistencia a la deformación durante la compactación. También se visualiza que los polvos Mo-20%p Cu (MA) molidos en húmedo, muestran la densidad en verde más baja de todo el grupo después de ser compactados. Esto se debe a que al aumentar el contenido de Mo, de mayor dureza que el Cu, aumenta su resistencia a la deformación plástica, se deforma menos durante la compactación y así se impide que disminuya la porosidad mediante flujo plástico.
40%
45%
50%
55%
60%
65%
70%
75%
80%
Mo-20%p Cu (AM) (Argón
+ Hexano)
Mo-20%p Cu (AM) Argón
Mo-20%p Cu (AM)
Nitrógeno
Mo-30%p Cu (AM)
Nitrógeno
Mo-40%p Cu (AM)
Nitrógeno
Mo-20%p Cu (simple)
Mo-30%p Cu (simple)
Mo-40%p Cu (simple)
De
nsi
dad
re
lati
va
Densidad en Verde
Promedio Densidad Relativa (en verde)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
47
8.2.2 Densidad y densificación tras sinterizar
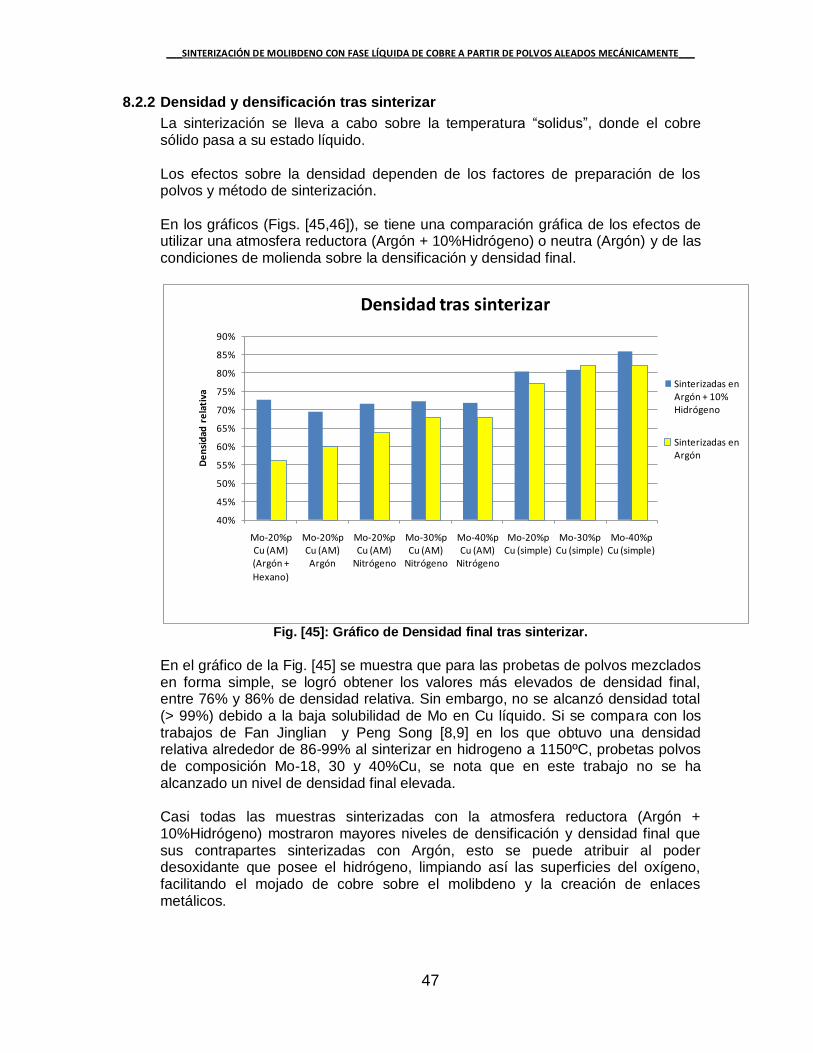
La sinterización se lleva a cabo sobre la temperatura “solidus”, donde el cobre sólido pasa a su estado líquido. Los efectos sobre la densidad dependen de los factores de preparación de los polvos y método de sinterización. En los gráficos (Figs. [45,46]), se tiene una comparación gráfica de los efectos de utilizar una atmosfera reductora (Argón + 10%Hidrógeno) o neutra (Argón) y de las condiciones de molienda sobre la densificación y densidad final.
Fig. [45]: Gráfico de Densidad final tras sinterizar.
En el gráfico de la Fig. [45] se muestra que para las probetas de polvos mezclados en forma simple, se logró obtener los valores más elevados de densidad final, entre 76% y 86% de densidad relativa. Sin embargo, no se alcanzó densidad total (> 99%) debido a la baja solubilidad de Mo en Cu líquido. Si se compara con los trabajos de Fan Jinglian y Peng Song [8,9] en los que obtuvo una densidad relativa alrededor de 86-99% al sinterizar en hidrogeno a 1150ºC, probetas polvos de composición Mo-18, 30 y 40%Cu, se nota que en este trabajo no se ha alcanzado un nivel de densidad final elevada. Casi todas las muestras sinterizadas con la atmosfera reductora (Argón + 10%Hidrógeno) mostraron mayores niveles de densificación y densidad final que sus contrapartes sinterizadas con Argón, esto se puede atribuir al poder desoxidante que posee el hidrógeno, limpiando así las superficies del oxígeno, facilitando el mojado de cobre sobre el molibdeno y la creación de enlaces metálicos.
40%
45%
50%
55%
60%
65%
70%
75%
80%
85%
90%
Mo-20%p Cu (AM) (Argón +
Hexano)
Mo-20%p Cu (AM) Argón
Mo-20%p Cu (AM)
Nitrógeno
Mo-30%p Cu (AM)
Nitrógeno
Mo-40%p Cu (AM)
Nitrógeno
Mo-20%p Cu (simple)
Mo-30%p Cu (simple)
Mo-40%p Cu (simple)
De
nsi
dad
re
lati
va
Densidad tras sinterizar
Sinterizadas en Argón + 10% Hidrógeno
Sinterizadas en Argón
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
48
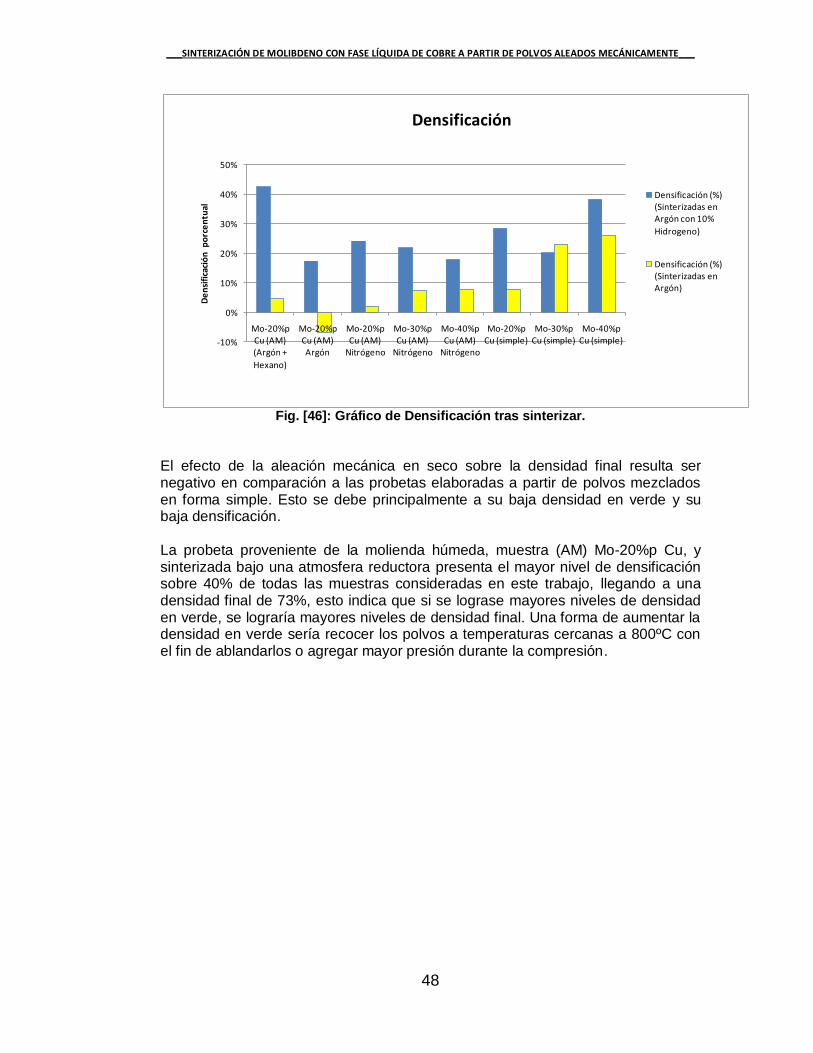
Fig. [46]: Gráfico de Densificación tras sinterizar.
El efecto de la aleación mecánica en seco sobre la densidad final resulta ser negativo en comparación a las probetas elaboradas a partir de polvos mezclados en forma simple. Esto se debe principalmente a su baja densidad en verde y su baja densificación. La probeta proveniente de la molienda húmeda, muestra (AM) Mo-20%p Cu, y sinterizada bajo una atmosfera reductora presenta el mayor nivel de densificación sobre 40% de todas las muestras consideradas en este trabajo, llegando a una densidad final de 73%, esto indica que si se lograse mayores niveles de densidad en verde, se lograría mayores niveles de densidad final. Una forma de aumentar la densidad en verde sería recocer los polvos a temperaturas cercanas a 800ºC con el fin de ablandarlos o agregar mayor presión durante la compresión.
-10%
0%
10%
20%
30%
40%
50%
Mo-20%p Cu (AM) (Argón +
Hexano)
Mo-20%p Cu (AM) Argón
Mo-20%p Cu (AM)
Nitrógeno
Mo-30%p Cu (AM)
Nitrógeno
Mo-40%p Cu (AM)
Nitrógeno
Mo-20%p Cu (simple)
Mo-30%p Cu (simple)
Mo-40%p Cu (simple)
De
nsi
fica
ció
n p
orc
en
tual
Densificación
Densificación (%) (Sinterizadas en Argón con 10%
Hidrogeno)
Densificación (%) (Sinterizadas en Argón)
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
49
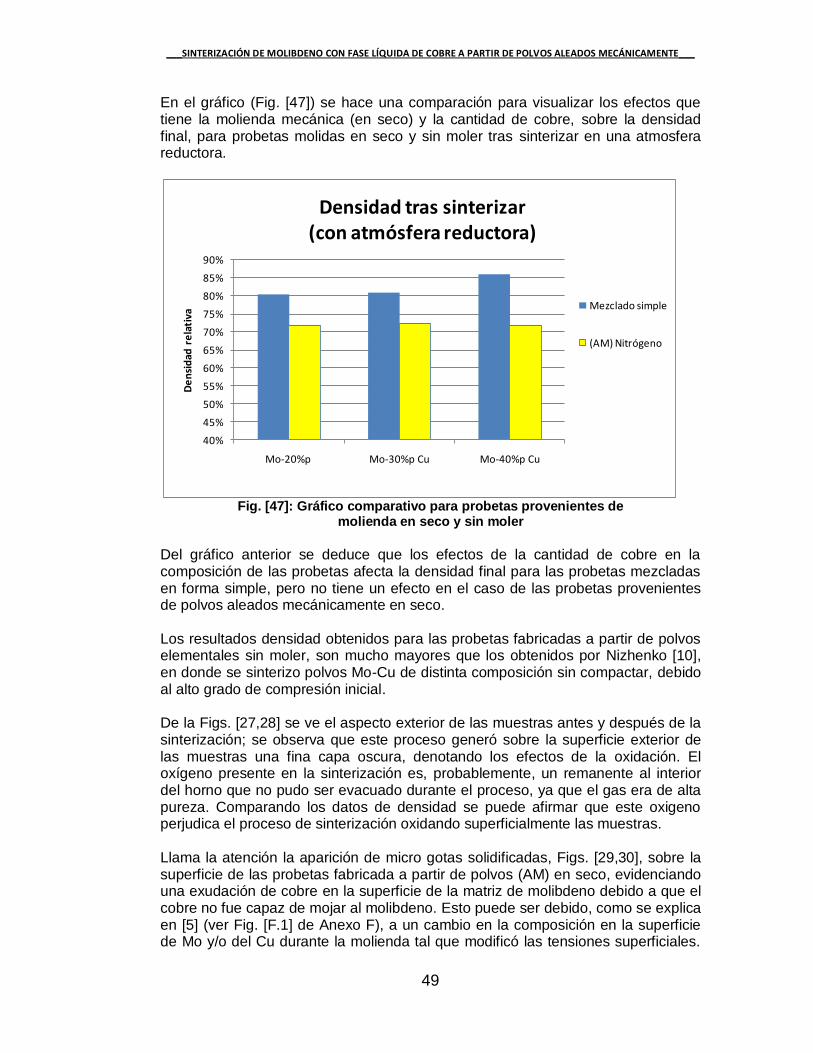
En el gráfico (Fig. [47]) se hace una comparación para visualizar los efectos que tiene la molienda mecánica (en seco) y la cantidad de cobre, sobre la densidad final, para probetas molidas en seco y sin moler tras sinterizar en una atmosfera reductora.
Fig. [47]: Gráfico comparativo para probetas provenientes de
molienda en seco y sin moler
Del gráfico anterior se deduce que los efectos de la cantidad de cobre en la composición de las probetas afecta la densidad final para las probetas mezcladas en forma simple, pero no tiene un efecto en el caso de las probetas provenientes de polvos aleados mecánicamente en seco. Los resultados densidad obtenidos para las probetas fabricadas a partir de polvos elementales sin moler, son mucho mayores que los obtenidos por Nizhenko [10], en donde se sinterizo polvos Mo-Cu de distinta composición sin compactar, debido al alto grado de compresión inicial. De la Figs. [27,28] se ve el aspecto exterior de las muestras antes y después de la sinterización; se observa que este proceso generó sobre la superficie exterior de las muestras una fina capa oscura, denotando los efectos de la oxidación. El oxígeno presente en la sinterización es, probablemente, un remanente al interior del horno que no pudo ser evacuado durante el proceso, ya que el gas era de alta pureza. Comparando los datos de densidad se puede afirmar que este oxigeno perjudica el proceso de sinterización oxidando superficialmente las muestras. Llama la atención la aparición de micro gotas solidificadas, Figs. [29,30], sobre la superficie de las probetas fabricada a partir de polvos (AM) en seco, evidenciando una exudación de cobre en la superficie de la matriz de molibdeno debido a que el cobre no fue capaz de mojar al molibdeno. Esto puede ser debido, como se explica en [5] (ver Fig. [F.1] de Anexo F), a un cambio en la composición en la superficie de Mo y/o del Cu durante la molienda tal que modificó las tensiones superficiales.
40%
45%
50%
55%
60%
65%
70%
75%
80%
85%
90%
Mo-20%p Mo-30%p Cu Mo-40%p Cu
De
nsi
dad
re
lati
va
Densidad tras sinterizar (con atmósfera reductora)
Mezclado simple
(AM) Nitrógeno
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
50
Este cambio de composición puede haber ocurrido por a) incorporación de O; b) desde elementos del acero del molino atritor (Fe, Cr, Ni); y producto de la misma molienda que produce incorporación de Cu en Mo y vice versa. En estudios realizados anteriormente [12-15] aparece el Ni y el Fe son precursores de la sinterización de Mo-Cu teniendo un efecto positivo sobre la densidad, pero también se sabe por los trabajos de Freeman [16], que estos elementos tienen un efecto en la tensión superficial del cobre del cobre que depende de la temperatura. De la misma forma, la incorporación de contaminantes al molibdeno, como el oxigeno, perjudica el mojado del cobre en el molibdeno como se menciona el trabajo de Chernyshev [14]. Estos tipos de cambios en la composición serían los causantes más probables de efecto de exudación. El efecto de exudación de cobre es proporcional a la cantidad de cobre en la composición dando como resultados que con mayor cantidad de cobre se tendrá esferas más grandes sobre la superficie perjudicando así el proceso deseado. La cantidad de cobre en la composición de las muestras preparadas (AM) en seco con Nitrógeno no tiene mayores efectos sobre la densificación, ya que todas llegan a un nivel de densidad similar. Las probetas de mezcla simple mostraron muy buen comportamiento al sinterizar, manteniendo la forma tras sinterizar y no mostraron exudación de cobre al exterior de la matriz. La cantidad de cobre en la composición afecta directamente la densificación de las muestras de tal modo que a mayor cantidad de cobre en la composición se obtendrá mayores niveles de densificación y mayor densidad relativa final.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
51
8.3 Análisis de la microestructura de las aleaciones sinterizadas.
8.3.1 Muestras sinterizadas
La microestructura de las probetas sinterizadas provenientes de polvos (AM) en húmedo es distinta a la de las provenientes de la (AM) en seco; la diferencia principal es la cantidad de porosidad, tipos de fractura y el fenómeno de exudación de cobre. La probetas sinterizadas provenientes de polvos (AM) en húmedo muestran una distribución de grano uniforme debido a la eficiencia en la molienda se tiene un tamaño de grano reducido como se ve en la Fig. [31]. Esto contribuye en la obtención de una microestructura homogenizada. En estas muestras se ve que le cobre moja bien al molibdeno rodeándolo y mojándolo. Las grietas presentes en la microestructura de las probetas, provenientes de polvos (AM) en húmedo, parecen deberse a una expansión del hexano retenido en las muestras, el cual no pudo ser evacuado mediante el método de secado utilizado. Las probetas sinterizadas provenientes de (AM) en seco muestran un microestructura con bastante porosidad demostrando el poco nivel de densidad alcanzado. Se nota que el cobre moja en algunas ocasiones al molibdeno formándose en forma local una especie de disposición laminar lo que puede corresponder a una partícula de polvo (AM) que al pasar de temperatura supersolidus se haya separado el cobre y molibdeno en forma instantánea. La microestructura de las probetas de polvos (AM) en seco, no sufre mayores cambios con el aumento de cobre; si parte del cobre es exudado, menos cobre queda disponible para producir la densificación. Esta exudación se deposita tanto en la superficie de las muestras como en las grietas interiores, en donde la tensión superficial del líquido puede contribuir a agrandar las grietas y disminuir la densidad total. Hay que notar la diferencia entre ambos tipos de molienda (seca y húmeda) en donde en húmedo se logra buen mojado del molibdeno y en seco ocurre una exudación de fase líquida de la matriz. Este fenómeno se puede explicar con dos teorías: Al moler en húmedo, carbono proveniente del hexano forma carburos de Molibdeno en la superficie y eso puede favorecer el mojado. El carbono del hexano reduce el oxigeno, formando CO2, durante el calentamiento, obteniéndose una superficie fresca que favorezca el mojado del Cobre sobre la superficie El efecto de una mayor cantidad de cobre en la composición de las probetas provenientes de mezclado simple, se hace notar en la distribución de este, para menores cantidades de cobre en la mezcla se obtiene acumulaciones de cobre aisladas dentro de la matriz las cuales pueden ser llamadas como “islas” de cobre rodeadas de molibdeno; en cambio a mayor cantidad de cobre en la muestra estas acumulaciones empiezan a contactarse entre sí y formar una red interior. En todas las muestras la porosidad está presente en la intersección de bordes de grano de la fase sólida, que es en donde la fase rica en cobre no alcanza a penetrar por el
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
52
alto ángulo de mojado. Además ve una formación de cuellos entre partículas de molibdeno indicando que se está en un nivel de sinterización inicial de sinterización en fase sólida.
8.4 Análisis de la Microdureza de las aleaciones sinterizadas.
Si se compara la dureza obtenida por los compactos sinterizados de polvos mezclados en forma simple y compactos sinterizados de polvos provenientes de (AM) en seco, se observa que la dureza de estos últimos es inferior debido al bajo nivel de densificación, esto es, abundante porosidad presente en la muestra. Si se compara la dureza obtenida por los compactos sinterizados de polvos mezclados en forma simple y compactos sinterizados de polvos provenientes de (AM) en húmedo, se encuentra que la dureza de estos últimos es mucho mayor (250-300 HV), esto se ha investigado previamente por Martínez [6] y se atribuye a la eficiencia del proceso de molienda en donde se logra refinar y endurecer el grano mediante deformación y fractura provocadas durante la molienda; este efecto de deformación persiste incluso después de sinterizar a 1150ºC en donde, gracias a los estudios realizados por S. Primig [17], se sabe que la fase sólida de molibdeno aun no alcanza a recristalizar (ver la Fig. [F.2] de Anexo F). Estos resultados si se comparan con los obtenidos por Peng Song, Sang Ok Chwa [9, 11] se deduce que en el presente trabajo se obtiene una aleación de igual o mayor dureza con la diferencia que esta aleación contiene un mayor contenido de cobre, esta deferencia se debe al endurecimiento por deformación y refinamiento de grano durante la molienda. No se ve efecto del contenido de cobre en la aleación sobre la dureza, para los compactos provenientes de (AM) en seco; esto podría deberse a que el cobre es exudado y parece participar muy poco en el proceso de sinterización La cantidad de cobre en la composición de las probetas de polvos mezclados en forma simple no muestra una influencia relevante en su propiedad de dureza. El efecto de utilizar una atmosfera reductora, como lo es Argón + 10%Hidrógeno, es claramente positivo para los resultados de densificación y dureza, la propiedad desoxidante de este gas permitiría elimina el oxigeno de la superficie dejándose así libre para crear enlaces metálicos fuertes.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
53
9 Conclusiones La aleación mecánica en húmedo y en seco disminuye la densidad en verde y tras sinterizar de las aleaciones Mo-Cu, en comparación a las mezcladas en forma simple. La aleación mecánica en húmedo produce refinamiento de grano en comparación a las simplemente mezcladas; y un buen mojado, en comparación a las molidas en seco, donde el cobre es exudado. La aleación mecánica en seco tiene un efecto negativo en la densidad en verde y densidad final debido a endurecimiento de los granos y una inesperada exudación de cobre al interior y exterior de la matriz, todo ello en comparación a las muestras simplemente mezcladas. La presencia de C detectada en las muestras, podría contribuir a reducir los óxidos contenidos en las muestras durante la sinterización y evita la exudación de cobre. La variación de la cantidad de cobre en las muestras aleadas mecánicamente no muestran mayor incidencia sobre la sinterización ya que este es exudado al exterior y interior de la matriz. El aumento de la cantidad de cobre en las probetas mezcladas en forma simple, aumenta la densificación y densidad final, pero no tiene mayor incidencia en la dureza. El aumento de la cantidad de cobre en las probetas mezcladas en forma simple produce una mayor interconexión de la fase rica en cobre (que fue líquida a alta temperatura) al interior de la matriz en las muestras sinterizadas El utilizar una atmosfera reductora tiene un efecto positivo sobre la densificación y densidad debido a la capacidad de eliminar los óxidos superficiales de los polvos de Mo y Cu. La mayor densificación se obtiene en la muestra aleada mecánicamente en hexano y sinterizada en atmósfera de Ar+10%H2, lo que valida la hipótesis principal de este trabajo.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
54
10 Recomendaciones En este último capítulo se quiere dejar recomendaciones para futuros investigadores que quieran trabajar con polvos Mo-Cu tratados con aleación mecánica. El proceso de molienda tiene un problema que es la contaminación. De querer hacer una molienda en seco se recomienda neutralizar el sector donde se va a moler incluyendo el molino, ya que a muy pocas concentraciones de oxigeno este aun posee las capacidades de oxidar la superficie y interior de las muestras. Esto se puede lograr en una habitación con atmosfera controlada o moler al interior de una cámara de guantes con atmosfera neutra o vacío. La molienda en húmedo (en hexano) posee la característica de proteger las muestras de la atmosfera pero conlleva otro problema que al parecer el hexano queda muy unido a las muestras por lo que se recomienda calentar los polvos, tras la molienda, para eliminar el remanente de hexano. Otra alternativa es calentar a una tasa de calentamiento pequeña o precalentar y mantener a una temperatura inferior a la de sinterización por un tiempo considerable, con tal de evaporar el hexano.
___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
55
Bibliografía [1] V. de P. Martínez, C. Aguilar, J. Marín. Materials Letters 61 (Febrero 2007): 929-933 [2] Randall M. German, Poder metallurgy science, second edition, (1994) Editoral MPIF [3] Randall M. German, METALLURGICAL AND MATERIALS TRANSACTIONS A Volume 28, Number 7, 1553-1567 [4]http://www.ifw-dresden.de/institutes/imw/sections/22/conductors/cunb/mechanical-alloying-of-cu-nb [5] Randall M. German, Pavan Suri, Seong Jin Park. JOURNAL OF MATERIALS SCIENCE, Volume 44, Number 1, 1-39 [6] V. de P. Martínez, C. Aguilar, J. Marín. Materials Science and Engineering: A 464 (Agosto 2007): 288-294 [7] Shengqi Xi, Kesheng Zuo, Xiaogang Li. Acta Materialia 56 (Diciembre 2008): 6050-6060 [8] Fan Jinglian, Chen Yubo, Liu Tao. Rare Metal Materials and Engineering 38 (Octobre 2009): 1693-1697 [9] Peng Song, Jigui Cheng, LeiWan. Journal of Alloys and Compounds, Volumen 476, 12 Mayo 2009, Paginas 226-230 [10] V. I. Nizhenko, V. Ya. Petrishchev y V. V. Skorokhod. Powder Metallurgy and Metal Ceramics 47 (Marzo de 2008): Nos.3-4 [11] Sang Ok Chwa, Didier Klein, Hanlin Liao. Surface and Coatings Technology, Volumen 200, (22 Mayo 2006), Paginas 5682-5686 [12] K.S. Hwang, H.S. Huang. International Journal of Refractory Metals and Hard Materials, Volume 22, Issues 4-5, July-September 2004, Pages 185-191 [13] K. S. Hwang, H. S. Huang. Materials Chemistry and Physics, Volume 67, Issues 1-3, 15 January 2001, Pages 92-100 [14] L. I. Chernyshev. Powder Metallurgy and Metal Ceramics, Vol. 38, Nos.11-12. 1999 [15] Xian-liang Zhou, Ying-hu Dong, Xiao-zhen Hua. Materials & Design, Volume 31, Issue 3, March 2010, Pages 1603-1606 [16] R.F.A. Freeman. Annual Report INCRA Proyect No. 175C. (11 Enero 1975)

___SINTERIZACIÓN DE MOLIBDENO CON FASE LÍQUIDA DE COBRE A PARTIR DE POLVOS ALEADOS MECÁNICAMENTE___
56
[17] S. Primig, H. Leitner, H. Clemens. International Journal of Refractory Metals and Hard Materials, Volume 28, Issue 6, November 2010, Pages 703-708.
Anexo A
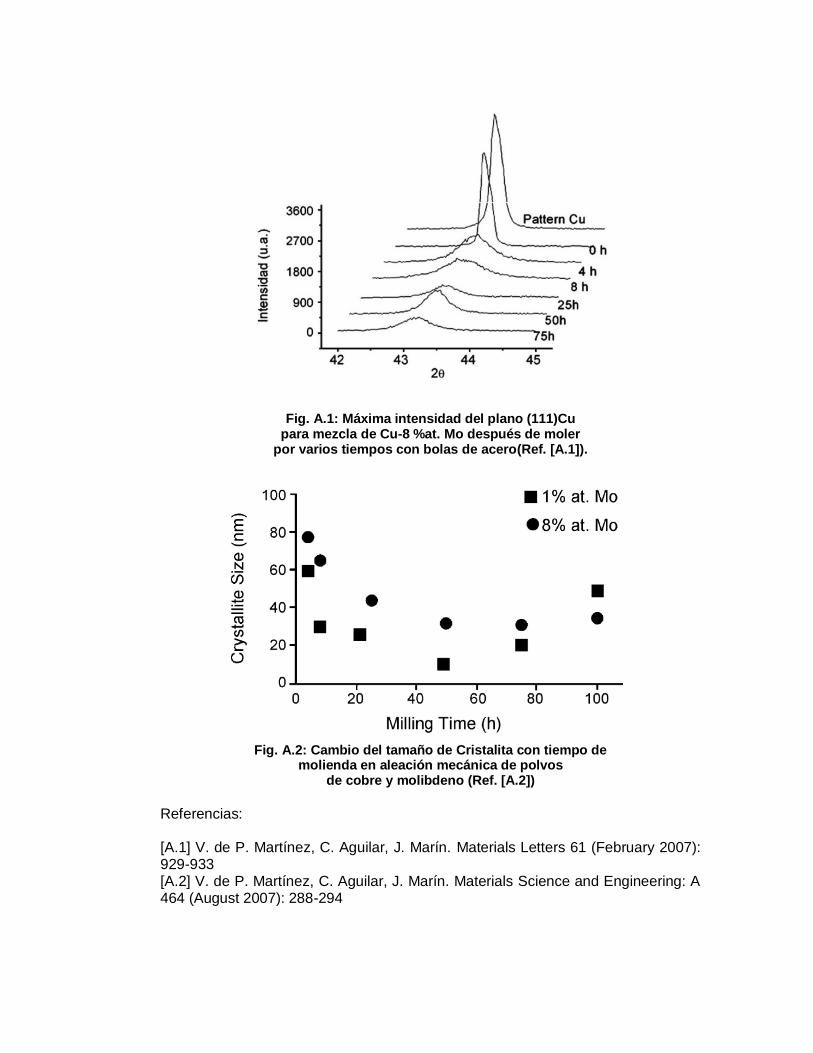
Fig. A.1: Máxima intensidad del plano (111)Cu para mezcla de Cu-8 %at. Mo después de moler
por varios tiempos con bolas de acero(Ref. [A.1]).
Fig. A.2: Cambio del tamaño de Cristalita con tiempo de
molienda en aleación mecánica de polvos de cobre y molibdeno (Ref. [A.2])
Referencias: [A.1] V. de P. Martínez, C. Aguilar, J. Marín. Materials Letters 61 (February 2007): 929-933 [A.2] V. de P. Martínez, C. Aguilar, J. Marín. Materials Science and Engineering: A 464 (August 2007): 288-294
Anexo B
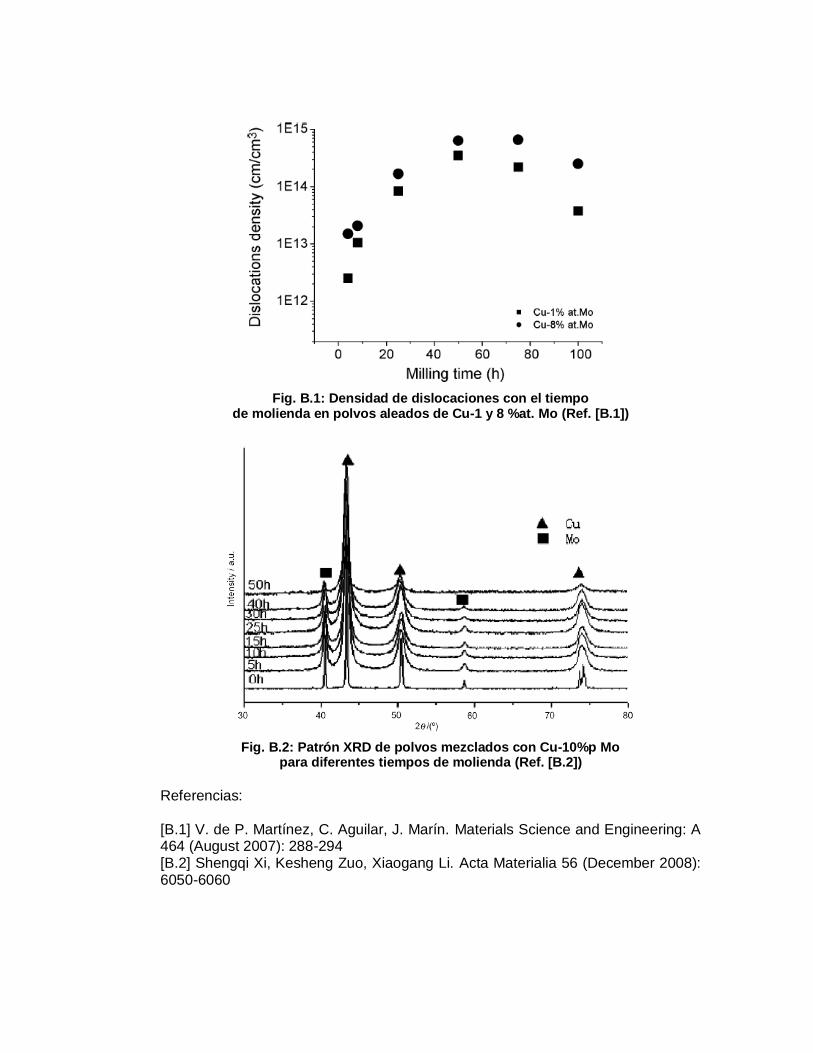
Fig. B.1: Densidad de dislocaciones con el tiempo
de molienda en polvos aleados de Cu-1 y 8 %at. Mo (Ref. [B.1])
Fig. B.2: Patrón XRD de polvos mezclados con Cu-10%p Mo
para diferentes tiempos de molienda (Ref. [B.2])
Referencias: [B.1] V. de P. Martínez, C. Aguilar, J. Marín. Materials Science and Engineering: A 464 (August 2007): 288-294 [B.2] Shengqi Xi, Kesheng Zuo, Xiaogang Li. Acta Materialia 56 (December 2008): 6050-6060
Anexo C
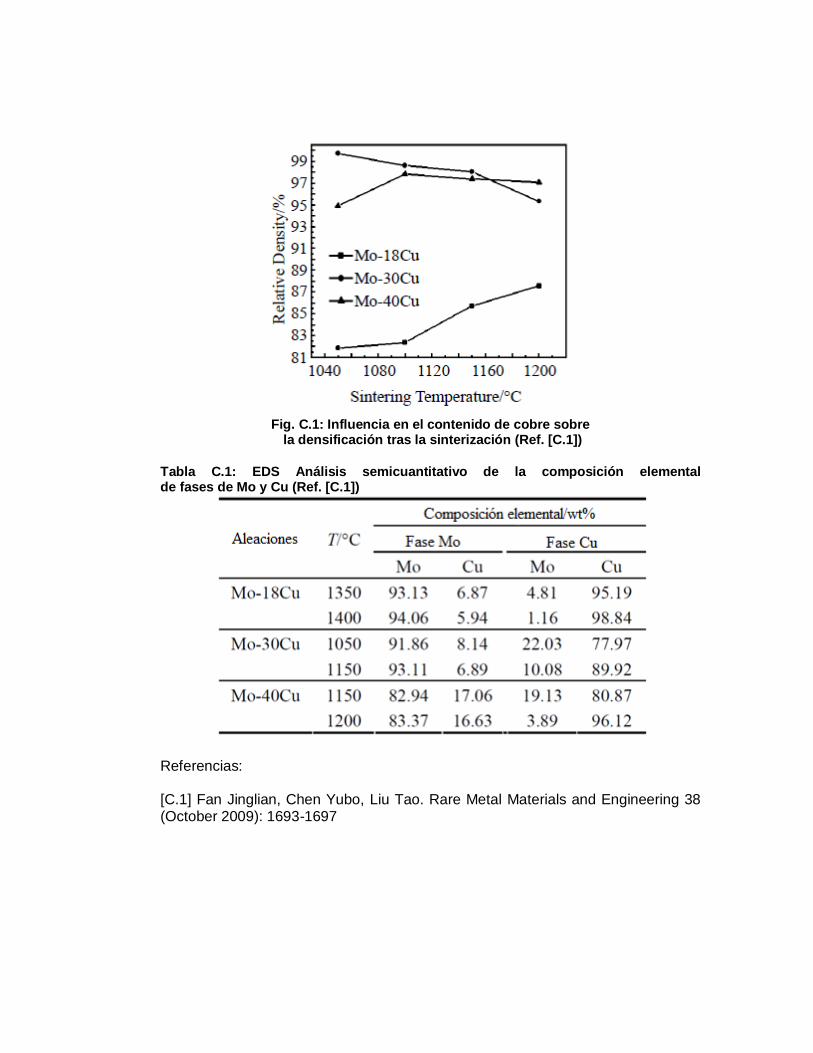
Fig. C.1: Influencia en el contenido de cobre sobre
la densificación tras la sinterización (Ref. [C.1])
Tabla C.1: EDS Análisis semicuantitativo de la composición elemental de fases de Mo y Cu (Ref. [C.1])
Referencias: [C.1] Fan Jinglian, Chen Yubo, Liu Tao. Rare Metal Materials and Engineering 38 (October 2009): 1693-1697
Anexo D
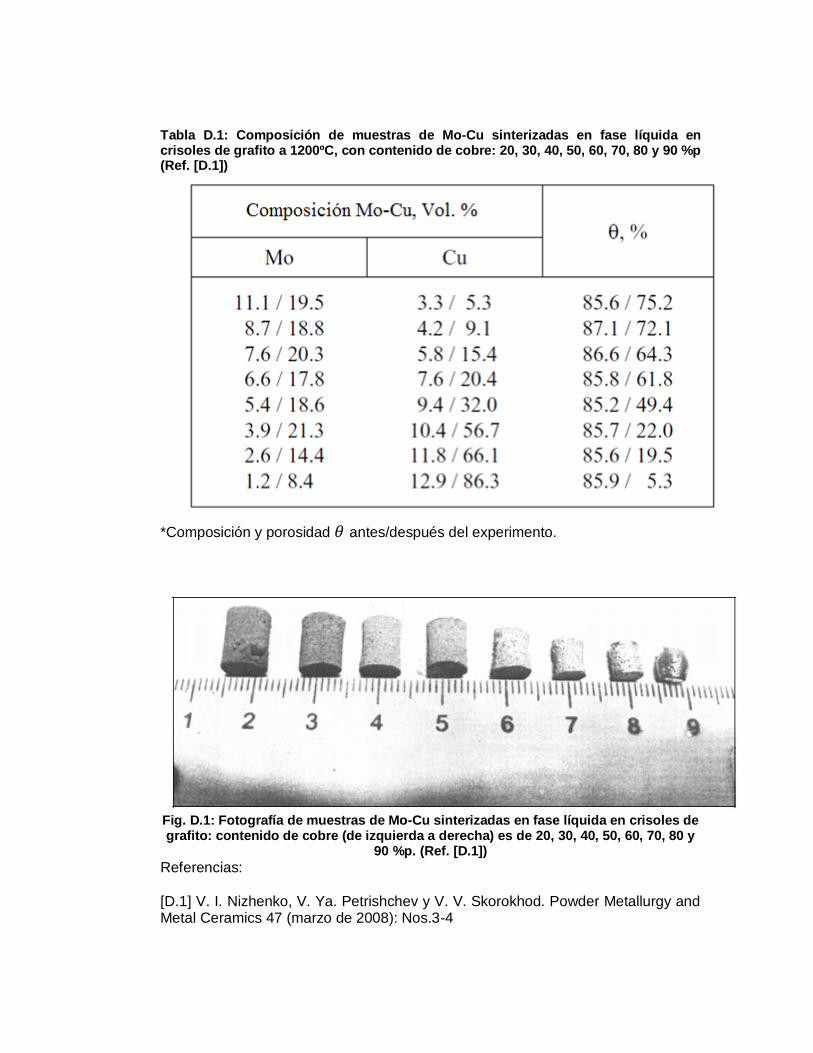
Tabla D.1: Composición de muestras de Mo-Cu sinterizadas en fase líquida en crisoles de grafito a 1200ºC, con contenido de cobre: 20, 30, 40, 50, 60, 70, 80 y 90 %p (Ref. [D.1])
*Composición y porosidad antes/después del experimento.
Fig. D.1: Fotografía de muestras de Mo-Cu sinterizadas en fase líquida en crisoles de grafito: contenido de cobre (de izquierda a derecha) es de 20, 30, 40, 50, 60, 70, 80 y
90 %p. (Ref. [D.1])
Referencias: [D.1] V. I. Nizhenko, V. Ya. Petrishchev y V. V. Skorokhod. Powder Metallurgy and Metal Ceramics 47 (marzo de 2008): Nos.3-4
Anexo E
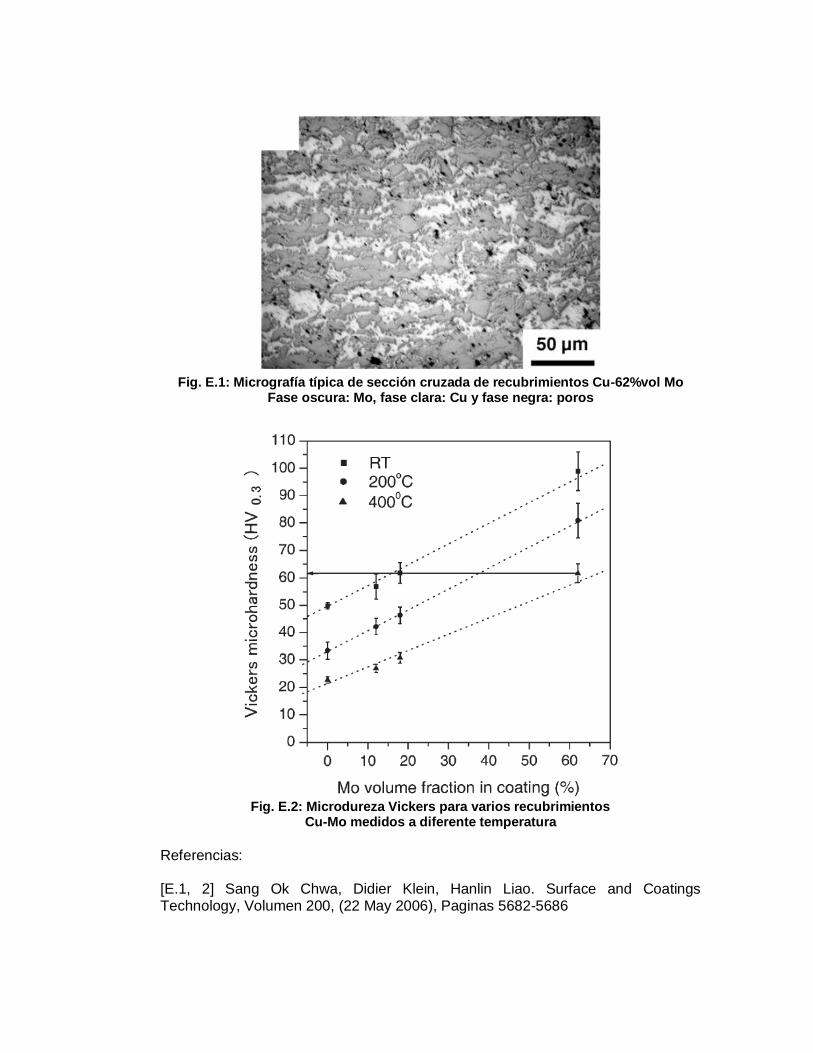
Fig. E.1: Micrografía típica de sección cruzada de recubrimientos Cu-62%vol Mo
Fase oscura: Mo, fase clara: Cu y fase negra: poros
Fig. E.2: Microdureza Vickers para varios recubrimientos
Cu-Mo medidos a diferente temperatura
Referencias: [E.1, 2] Sang Ok Chwa, Didier Klein, Hanlin Liao. Surface and Coatings Technology, Volumen 200, (22 May 2006), Paginas 5682-5686
Anexo F
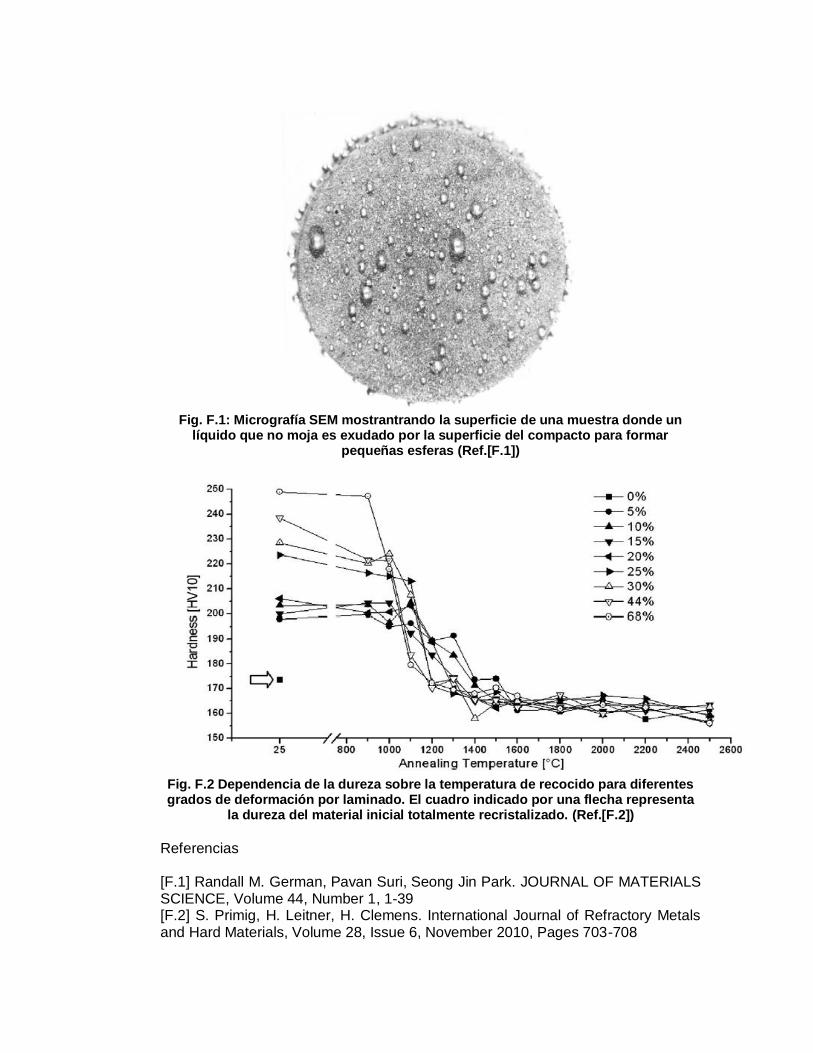
Fig. F.1: Micrografía SEM mostrantrando la superficie de una muestra donde un
líquido que no moja es exudado por la superficie del compacto para formar pequeñas esferas (Ref.[F.1])
Fig. F.2 Dependencia de la dureza sobre la temperatura de recocido para diferentes grados de deformación por laminado. El cuadro indicado por una flecha representa
la dureza del material inicial totalmente recristalizado. (Ref.[F.2])
Referencias [F.1] Randall M. German, Pavan Suri, Seong Jin Park. JOURNAL OF MATERIALS SCIENCE, Volume 44, Number 1, 1-39 [F.2] S. Primig, H. Leitner, H. Clemens. International Journal of Refractory Metals and Hard Materials, Volume 28, Issue 6, November 2010, Pages 703-708
Anexo G
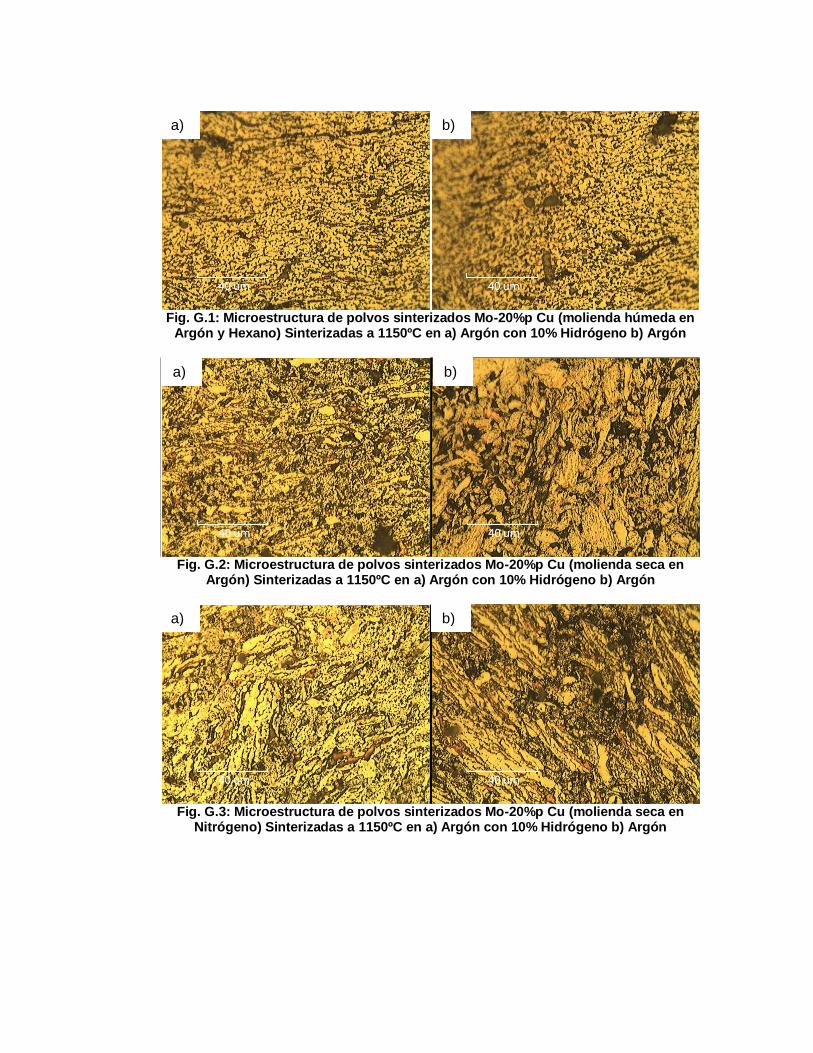
Fig. G.1: Microestructura de polvos sinterizados Mo-20%p Cu (molienda húmeda en
Argón y Hexano) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
Fig. G.2: Microestructura de polvos sinterizados Mo-20%p Cu (molienda seca en
Argón) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
Fig. G.3: Microestructura de polvos sinterizados Mo-20%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
a) b)
a) b)
a) b)
Anexo H
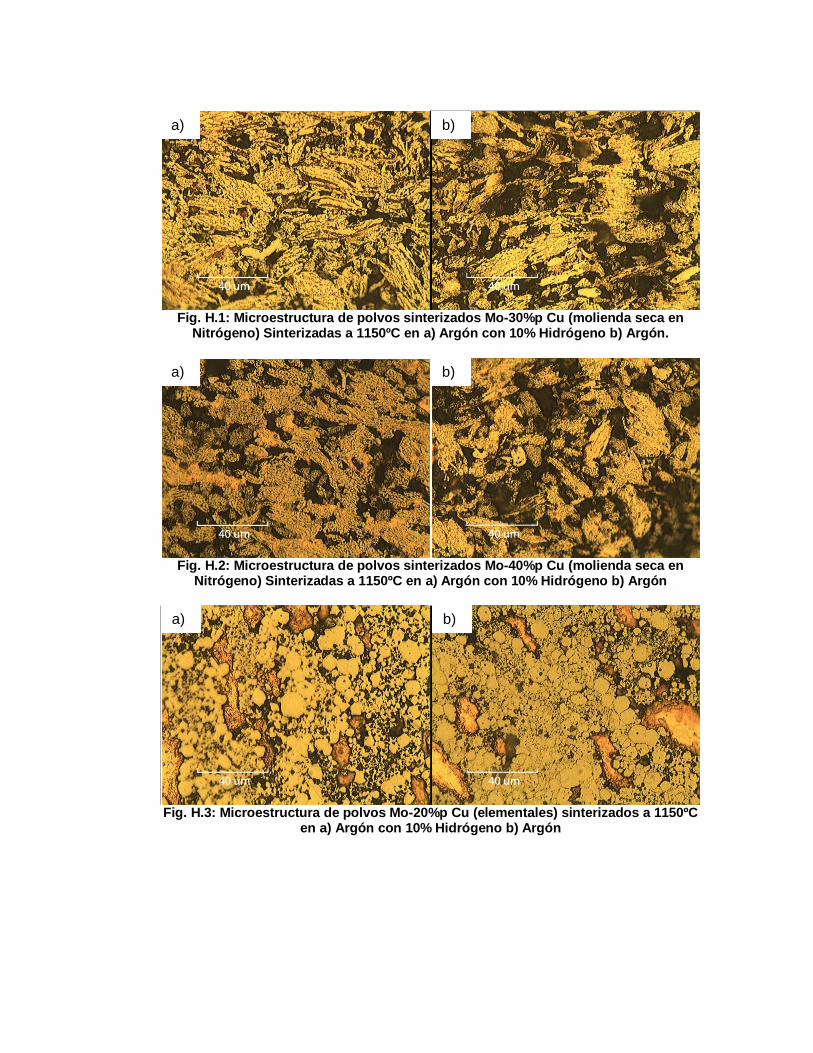
Fig. H.1: Microestructura de polvos sinterizados Mo-30%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón.
Fig. H.2: Microestructura de polvos sinterizados Mo-40%p Cu (molienda seca en
Nitrógeno) Sinterizadas a 1150ºC en a) Argón con 10% Hidrógeno b) Argón
Fig. H.3: Microestructura de polvos Mo-20%p Cu (elementales) sinterizados a 1150ºC
en a) Argón con 10% Hidrógeno b) Argón
a) b)
a) b)
a) b)

Anexo I
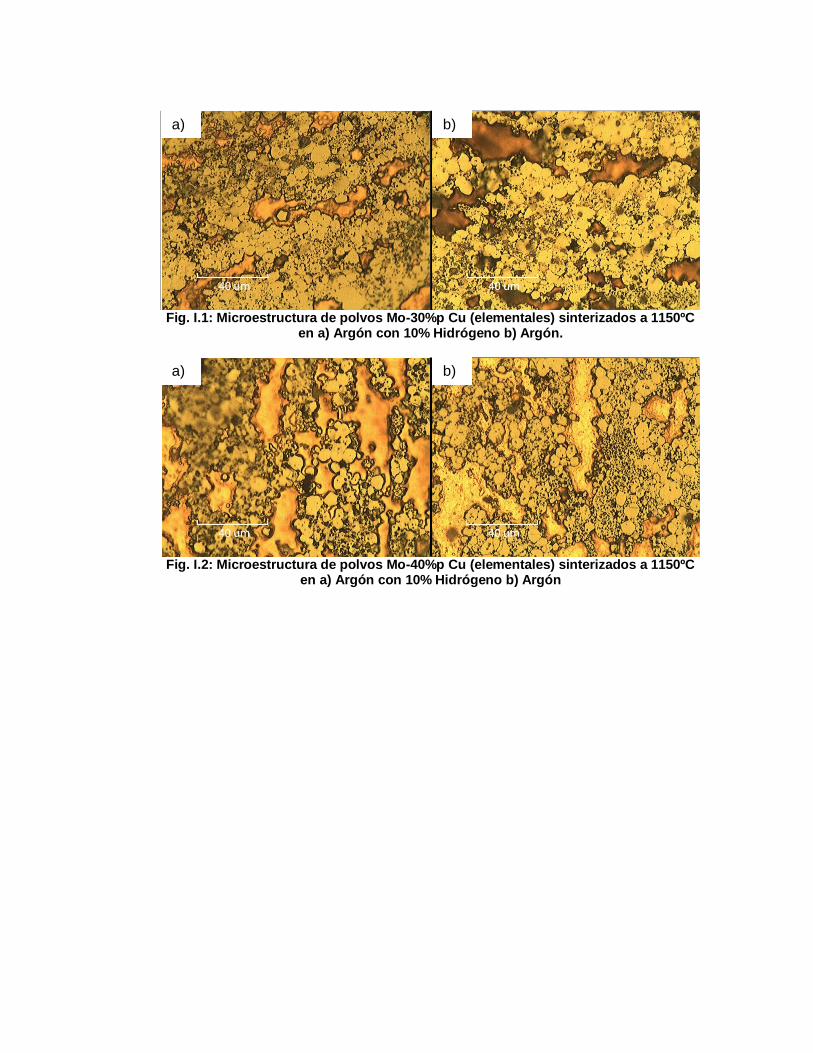
Fig. I.1: Microestructura de polvos Mo-30%p Cu (elementales) sinterizados a 1150ºC
en a) Argón con 10% Hidrógeno b) Argón.
Fig. I.2: Microestructura de polvos Mo-40%p Cu (elementales) sinterizados a 1150ºC
en a) Argón con 10% Hidrógeno b) Argón
a) b)
a) b)