Rodamientos, Toleranicas y Roscas
33
INSTITUTO POLITECNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y TECNOLOGÍAS AVANZADAS Trabajo de Investigación Franco Cuahutle Jorge Luis Lara Bernal Ángel Mejía Martínez Ana Karen Reyes Contreras Luis David Vazquez Pacheco Adan Ariel Manufactura de Elemento Biomiméticos 4BV2
-
Upload
luisda-reycon -
Category
Documents
-
view
234 -
download
4
description
Definición y uso de rodamientos y Roscas especificando las tolerancias de ambos.
Transcript of Rodamientos, Toleranicas y Roscas
INSTITUTO POLITECNICO NACIONALUNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERA Y TECNOLOGAS AVANZADAS
Trabajo de Investigacin
Franco Cuahutle Jorge LuisLara Bernal ngelMeja Martnez Ana KarenReyes Contreras Luis DavidVazquez Pacheco Adan Ariel
Manufactura de Elemento Biomimticos4BV2
26 de Septiembre del 2014
ndiceRodamientos 1.1 Definicin.1.2 Aplicaciones de rodamientos de una hilera de bolas.1.3 Medidas Comerciales.1.4 Tolerancias en ejes.
Tolerancias ISO2.1 Definiciones.2.2 Tabla de ajustes ISO.
Tipos de Roscas (Cuerdas) 3.1 Tipos.3.2 Clculos.3.3 Tabla de Machuelos.
Acabados Superficiales4.1 Definicin.4.2 Tablas.
Acotaciones piezas cilndricas5.1 Piezas Cilndricas.5.2 Chaflanes, moleteado y diedro.5.3Piezas con roscas mtricas y estndar.
1.- RodamientosLos rodamientos se disean para permitir el giro relativo entre dos piezas y para soportar cargas puramente radiales, puramente axiales o combinaciones de ambas. Cada tipo de rodamiento presenta unas propiedades que lo hacen ms o menos adecuado para una aplicacin determinada. Los rodamientos son unos cojinetes en los que se intercala entre el rbol y el soporte, una serie de bolas o rodillos que sustituye el rozamiento por friccin por el de rodadura que es mucho menor. Las ventajas, aparte de esta ltima comentada, son el calentamiento y el desgaste son pequeos, admite mayores presiones tanto radiales como axiales y permite mayores velocidades contribuyendo a la unificacin de medidas debido a la normalizacin.Rodamientos de una hilera de bolasLosrodamientos de bolas con contacto angularestn disponibles en configuraciones de una hilera y dos hileras. Muy apropiados para cargas radiales y axiales Apropiados para operaciones de alta velocidad Disponibles las versiones abierta y obturada Muy rgidos Norma: DIN 616/DIN628 Series: una hilera: 7200, 7300 dos hileras: 3200, 3300, 5200, 5300Aplicaciones Cajas de engranajes de reduccin. maquinaria agrcolas Engranajes Bombas y compresores Ventiladores Mquinas-herramienta Mquinas textiles
2.- Tolerancias ISOLa inevitable imprecisin de los procedimientos de mecanizacin hace que una pieza no pueda ser obtenida exactamente de acuerdo con las dimensiones fijadas previamente. Ha sido necesario tolerar que la dimensin real obtenida se halle comprendida entre dos medidas lmite, compatibles con un funcionamiento correcto de la pieza. La diferencia entre estas dos dimensiones se le llama tolerancia.
Sistema ISOEste sistema define un conjunto de tolerancias a aplicar a las medidas de las piezas lisas. En piezas cilndricas se hace referencia a la seccin circular. En particular los trminos agujero y eje se utilizan igualmente para designar el espacio continente o espacio contenido, comprendido entre dos caras paralelas de una pieza cualquiera: ancho de la ranura, grueso de la chaveta, etc.Principio Se asigna una medida nominal y se define cada una de las dos dimensiones lmites por su desviacin en relacin a esta dimensin nominal. Esta desviacin se obtiene en valor absoluto y en signo restante la dimensin nominal de la dimensin limite considerada.
Designacin de ToleranciasPara cada dimensin nominal se ha previsto una gama de tolerancias. La importancia de estas tolerancias se simboliza por un nmero llamado calidad. Existen 18 calidades cada una de las cuales corresponden a una de las tolerancias fundamentales.La posicin de estas tolerancias con relacin a la lnea de desviacin nula o se designa por media de una o dos letras.
AjustesUn ajuste est constituido por el ensamble de dos piezas de la misma dimensin nominal. Se designa por esta dimensin seguida de los smbolos correspondientes a cada pieza, empezando por el agujero.La posicin relativa de las tolerancias determina: Un ajuste con juego Un ajuste indeterminado, es decir que lo mismo puede representar un juego que un aprieto. Un ajuste con aprieto.Para reducir el nmero de ajustes se ajusta solamente uno de los dos sistemas siguientes.Sistema de eje nico La posicin de tolerancia para los ejes est dada por h (desviacin superior nula) El ajuste se hace variando la tolerancia del agujero Solo para aplicaciones complejasSistema de agujero nico La posicin de tolerancia para los agujeros est dada por H (desviacin inferior nula) El ajuste se hace variando la tolerancia del eje Es el preferentemente ocupado
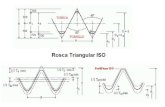
3.- Tipos de Roscas (Cuerdas)Perfiles de rosca normalizados en la industria.
Clculos Deduccin del radio de fondo de la rosca de un tornillo (r).
4.- Acabados SuperficialesLas superficies de las piezas al definir la separacin del cuerpo del medio exterior o ser la parte por la que se unen a otras requieren un estudio cuidadoso ya que de su estado puede depender tanto el funcionamiento, como el rendimiento de una mquina o mecanismo, la duracin, e incluso sus posibilidades de venta, al presentar un aspecto mas o menos atractivo. Como consecuencia de lo anterior es necesario establecer en los planos de proyecto y fabricacin los requerimientos tecnolgicos a aplicar sobre las superficies para hacer que el producto que se est diseando o construyendo responda a las condiciones de funcionamiento y duracin esperadas, todo ello dentro de un precio competitivo. Representando el acabado superficial una parte importante del costo de produccin de una pieza, la eleccin de los procedimientos adecuados para la satisfaccin de los requerimientos funcionales adquiere una gran importancia y se hace necesario para el proyectista tener conocimiento de los sistemas de acabados y de los mtodos empleados, para satisfacer cada una de las necesidades a cubrir. Los objetivos funcionales a cumplir por una superficie se pueden clasificar en:Protectores Resistencia a la oxidacin y corrosin Resistencia a la absorcin Decorativos Mejora del aspecto Tecnolgicos Disminucin o aumento del rozamiento Resistencia al desgaste, con los consiguientes beneficios de: Mantenimiento de juegos Facilidad de intercambiabilidad Resistencia a la fatiga Reflectividad Prevencin de gripado Mejorar la soldabilidad Conductividad o aislamiento elctrico Para dar satisfaccin a estos aspectos funcionales se acta bajo el punto de vista de la superficie en dos sentidos, definiendo: a) el acabado (rugosidad superficial); b) los tratamientos y recubrimientos a aplicar sobre ellas, siendo por tanto la secuencia de trabajo, la realizacin de: 1- Produccin de la superficie 2- Limpieza y preparacin 3- Recubrimientos Mtodos de produccin de superficies La creacin de las superficies en las piezas se consigue utilizando distintos medios de produccin entre los que distinguimos: Moldeo Forja Estampacin Laminado Extruido Mquinas herramientas de arranque de viruta Mquinas herramientas sin arranque de virutas Mquinas herramientas que utilizan abrasivos Bruido Chorro de arena Barrilado Chorro de perdigones (Shot Penning) Procedimientos Manuales
5.- Acotaciones de piezas cilndricasPiezas Cilndricas
Chaflanes, Moleteado y DiedroChaflanesSe usan en azoteas y sobre los muros de pretiles o bardas, con el objeto de proteger los mismos. En consecuencia la funcin especial de un chaflan es la de servir de tapajuntas. Los chaflanes en general, son de seccin triangular y pueden ser de 10 x 10 de 15 x 15 de 10 x 15 cm. Se construyen con pedacera de tabique, o de ladrillo rojo, asentado con mortero calhidra, Arena en proporcin 1:5. El acabado final de los chaflanes consiste en pulir la superficie con el mismo mortero que se utiliza para el asentado. Estos chaflanes tambin pueden ser pulidos con cemento. El procedimiento ser igual que el de la especificacin anterior, nicamente que el acabado final se dar con una lechada de cemento y dejando la superficie pulida.
Acotaciones del Chaflan
MoleteadoEs un proceso de conformado en fro del material mediante unas moletas que presionan la pieza mientras da vueltas. Dicha deformacin genera un incremento del dimetro inicial de la pieza. El moleteado se realiza en piezas que se tengan que manipular a mano para evitar el resbalamiento que tuviesen en caso de ser lisa. El moleteado se realiza en los tornos con moletas de diferentes pasos y patrones. Para que el moleteado quede exacto se debe llevarlo primero al cabezal del torno para que quede paralelo.Existen los siguientes tipos de moleteado por deformacin: Radialmente, cuando la longitud moleteada en la pieza coincide con el espesor de la moleta a utilizar. Longitudinalmente, cuando la longitud excede al espesor de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos.
DiedrosEs la regin del espacio comprendida entre dos semiplanos que tienen en comn la recta que los determina.
Piezas con roscas mtricas y estndar