
Resumen de RL
17
Resumen de Reyes Lúa Objetivo: El objetivo global es investifar si los simuladores comerciales de procesos pueden ser efectivos para automatizar el procedimiento del control de planta completa. La aplicación de este análisis es principalemente en la parte ascendente de el procedimiento de control de planta completa. Para este caso de estudio, la planta de metanol es considerada para incorporar la estructura básica de la mayoría de las plantas químicas: un reactor, un separador, y un flujo de reciclaje con purga. Resumen del control de planta completa Se describe brevemente el procedimiento de control de planta completa propuesta por Skogestad (2000), también presentada en Skogestad (2004) y Skogestad (2012). Un corto resumen de el procedimiento completo es includio, pero la descripción se enfocara sobre los primeros pasos, el cual es la principal aplicación de el análisis en este trabajo. Conceptos básicos El control de planta completa se refiera a el diseño de la estructura de control aplicado a las plantas químicas, específicamente, a la filosifia de control para la planta completa. Podria ser pensable en tratar de formular el problema matemaicamente para describir y controlar la planta completa. Sin embargo, podría ser caro e impráctico para plantas chimicas de tamaño normal, que un control aceptable pueda lograrlo con estructuras simples. La figura 2.1 muestra la típica jerarquía de control en una planta química. Descompone el problema de control global en tiempo de escalas básicos. Las etapas superiores están explícitamente realcionadas con la optimización económica. El procedimiento actual trata con las dos estapas más bajas.
-
Upload
moises-ramos -
Category
Documents
-
view
219 -
download
0
description
Plantwide
Transcript of Resumen de RL

Resumen de Reyes LúaObjetivo:El objetivo global es investifar si los simuladores comerciales de procesos pueden ser efectivos para automatizar el procedimiento del control de planta completa. La aplicación de este análisis es principalemente en la parte ascendente de el procedimiento de control de planta completa.
Para este caso de estudio, la planta de metanol es considerada para incorporar la estructura básica de la mayoría de las plantas químicas: un reactor, un separador, y un flujo de reciclaje con purga.
Resumen del control de planta completaSe describe brevemente el procedimiento de control de planta completa propuesta por Skogestad (2000), también presentada en Skogestad (2004) y Skogestad (2012). Un corto resumen de el procedimiento completo es includio, pero la descripción se enfocara sobre los primeros pasos, el cual es la principal aplicación de el análisis en este trabajo.
Conceptos básicosEl control de planta completa se refiera a el diseño de la estructura de control aplicado a las plantas químicas, específicamente, a la filosifia de control para la planta completa. Podria ser pensable en tratar de formular el problema matemaicamente para describir y controlar la planta completa. Sin embargo, podría ser caro e impráctico para plantas chimicas de tamaño normal, que un control aceptable pueda lograrlo con estructuras simples.
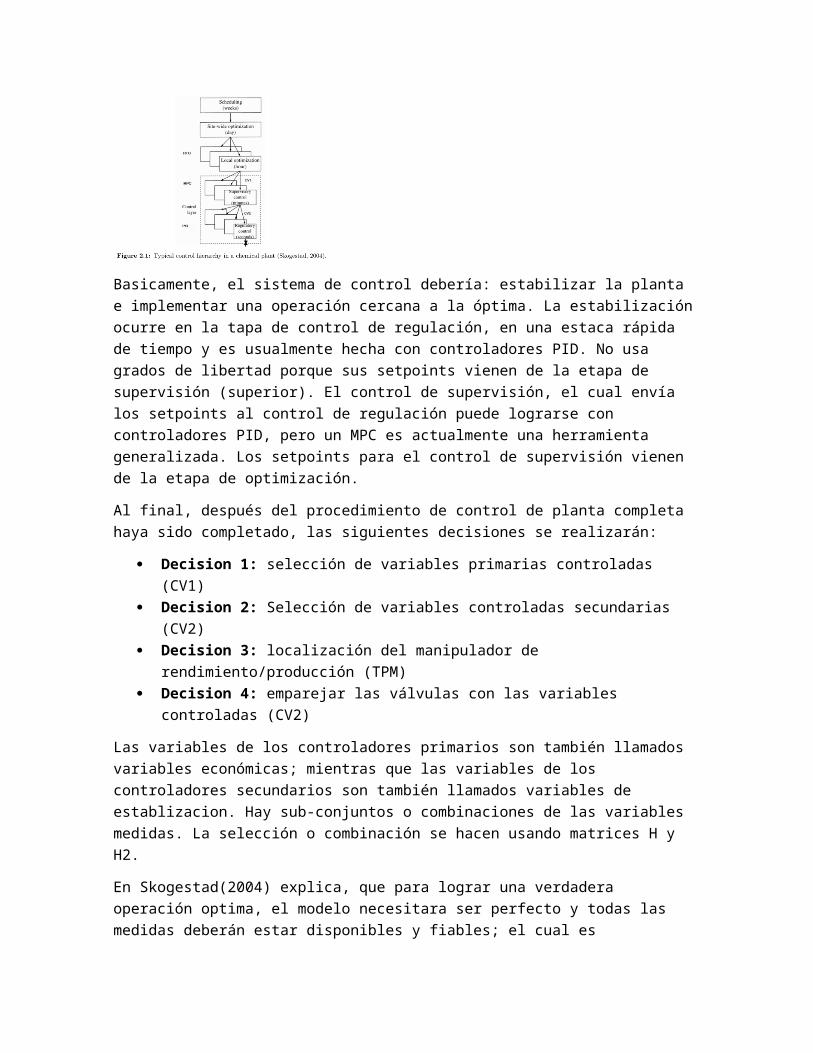
La figura 2.1 muestra la típica jerarquía de control en una planta química. Descompone el problema de control global en tiempo de escalas básicos. Las etapas superiores están explícitamente realcionadas con la optimización económica. El procedimiento actual trata con las dos estapas más bajas.
Basicamente, el sistema de control debería: estabilizar la planta e implementar una operación cercana a la óptima. La estabilización ocurre en la tapa de control de regulación, en una estaca rápida de tiempo y es usualmente hecha con controladores PID. No usa grados de libertad porque sus setpoints vienen de la etapa de supervisión (superior). El control de supervisión, el cual envía los setpoints al control de regulación puede lograrse con controladores PID, pero un MPC es actualmente una herramienta generalizada. Los setpoints para el control de supervisión vienen de la etapa de optimización.
Al final, después del procedimiento de control de planta completa haya sido completado, las siguientes decisiones se realizarán:
Decision 1: selección de variables primarias controladas (CV1) Decision 2: Selección de variables controladas secundarias (CV2) Decision 3: localización del manipulador de rendimiento/producción (TPM) Decision 4: emparejar las válvulas con las variables controladas (CV2)
Las variables de los controladores primarios son también llamados variables económicas; mientras que las variables de los controladores secundarios son también llamados variables de establizacion. Hay sub-conjuntos o combinaciones de las variables medidas. La selección o combinación se hacen usando matrices H y H2.
En Skogestad(2004) explica, que para lograr una verdadera operación optima, el modelo necesitara ser perfecto y todas las medidas deberán estar disponibles y fiables; el cual es inrealista. Luego, el concepto de perdida (L) es es introudce como “ la diferencia entre el valor actual de la función costo obtenica con una estrategia de control especifica, y el verdadero valor optimo de la función costo”. Este concepto brinda la idea de encontrar las variables controladas las cuales, mantengan los setpoints contrantes para obtener una perdida aceptable; aun con perturbaciones.
De esta manera, no necesitaremos reoptimizar constantemente cada vez que ocurre una perturbación. Esto es llamada “control de la optimización de las variables controladas”.
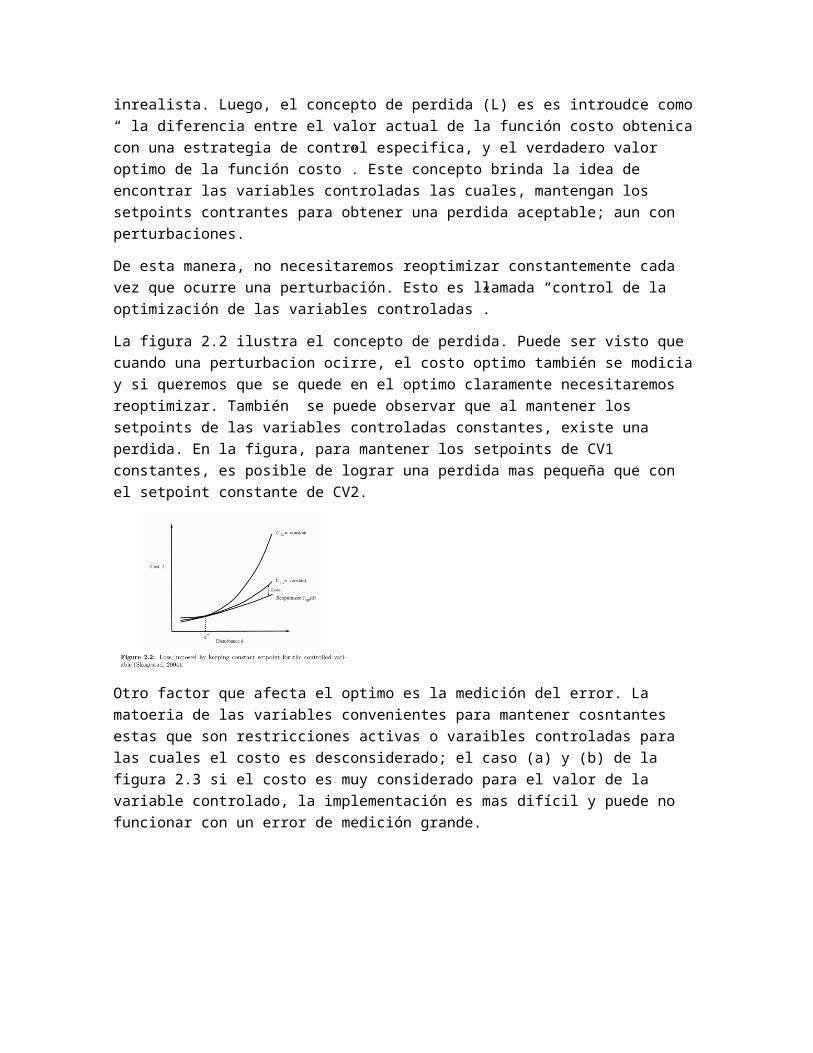
La figura 2.2 ilustra el concepto de perdida. Puede ser visto que cuando una perturbacion ocirre, el costo optimo también se modicia y si queremos que se quede en el optimo claramente necesitaremos reoptimizar. También se puede observar que al mantener los setpoints de las variables controladas constantes, existe una perdida. En la figura, para mantener los setpoints de CV1 constantes, es posible de lograr una perdida mas pequeña que con el setpoint constante de CV2.
Otro factor que afecta el optimo es la medición del error. La matoeria de las variables convenientes para mantener cosntantes estas que son restricciones activas o varaibles controladas para las cuales el costo es desconsiderado; el caso (a) y (b) de la figura 2.3 si el costo es muy considerado para el valor de la variable controlado, la implementación es mas difícil y puede no funcionar con un error de medición grande.
Procedimiento para el control de planta completaEl procedimiento es separado en dos partes principales: descendente y ascendente. La parte descendente se concentra sobre la operación optima en estado estable y la economía. La parte ascendente se enfoca en la etapa de la estructura de control y, a pesar de las consideraciones en estado estable son relevantes, un modelo dinamico es requerido.
El procedimiento es como sigue:
1. Descendentea. Paso 1: define los objetivos operacionales (economía) y restriccionesb. Paso 2: Identifica los grados de libertad en estado estable y determina las
condiciones de operación en estado establec. Paso 3: Identifica las mediciones candidatas y y selecciona CV1=Hy.d. Paso 4: Selecciona el lugar de el manipulador de rendimiento.
2. Ascendentea. Paso 5: Selecciona la estructura de la etapa de control de regulación: CV2= H2y y
emparejalos con CV2.b. Paso 6: Selecciona la estructura de la etapa de control de supervisiónc. Paso 7: Selecciona la estructura de la etapa de optimización (RTO) –si se requiere.
Pasos del procedimiento
Paso 1: Define los objetivos operacionales
El objetivo operacional es definido como una función de costo escalar J($/s) que deberá ser minimizada. Típicamente:
J=costo dealimentacion+costo deutilidades−valor de productos
Las restricciones son restricciones operacionales las cuales tienen un flujo, una temperatura y una presión minima y máxima. Las especificaciones de calidad, seguridad y requisitos ambientales deberán ser incluidos. También, el problema de optimización se mira como:
min J (u , x ,d )s . t .Ecuaciones delmodelo f (u , x ,d )=0Restriccionesoperacionales g (u , x , d )≤0
Donde u son los grados de libertad para la operación; estos están “ para la operación” porque el equpo es fijo. Es el numero de u’s que es importante porque realmente no importa que variables esten incluidas en u tan grande como ellos forman una combinación independiente. Las

perturbaciones d puden cambian en el flujo de alimentación y composición, los cambios en especificaciones, cambios en precios, entre otras. Las variables internas (estados) son denotados por la x.
Paso 2: Determinar la operación optima en estado estable.
El problema de optimización en estado estable fue definido en el paso 1. El modelo del proceso puede ser desarrollado explícitamente o pude ser proveído indirectamente por algún simulador de proceso. El reto de usar los simuladores de procese es que el resultado del modelo es un equipo de ecuaciones no lineales con propiedades numéricas pobres para la optimización (Skogestad,2012).
El modo de operación es elegido en este paso. Puede ser:
Modo 1: Maximizar la eficiencia dado un rendimiento- esto resulta en una compensación entre el valor del producto recobrado y la energía consumida.
Modo 2: maximizar la producción – cuando los precios del producto son altos comparados a la energía y los precios de la materia prima. En este caso, el flujo de alimentación es un grado de libertad.
Para determinar la operación optima en estado estable: debemos identificar los grados de libertad, las perturbaciones importantes, y la operación deberá ser optimizaco, también para las perturbaciones. Al final, las regiones restringidas (regiones de operación con la mismas restricciones activas) deberan ser encontradas. En resumen, en el paso 2 lo siguiente deberá ser realizado:
Identificar los grados de libertad en estado estable
Aquí es importan diferenciar entre los grados de libertad físicos y los grados de libertad en estado estable u. los grados de libertad físicos corresponden a las válvulas mientras que los grados de libertad en estado estable son aquellos que afectan la función costo J. Los primeros son los únicos que se necesitan para la optimización. Pueden ser identificados ambos contando las válvulas o usando el método potencial de grados de libertad, descrito en Skogestad (2012).
Identificar las perturbaciones importantes y sus respectivos rangos
La “importancia” de una perturbacion es proporcionala la sensibilidad de la función costo a esa perturbacion. Las perturbaciones comunes importantes están en el flujo de alimentación y en la composición de la alimentación. Otras perturbaciones puden ser cambios en la especificación del producto y en las restricciones activas, cambios en los parámetros ( constantes de equilibrio, eficiencias), y variaciones en los precios.
Identificar las regiones restringidas activas
una vez que las perturbaciones y sus rangos son especificados, la función es optimizada a lo largo del espacio de la perturbacion. Finalmente, las regiones restrictivas activas están encontradas.

Paso 3: Seleccionar las variables controladas primarias (economía)
Cada grado de libertad en estado estable necesita ser emparejada con una variable controlada primaria. Skogestad(2012) menciona dos reglas para la selección de las variables controladas primarias:
1. Regla 1: Control de las restricciones activas2. Regla 2: Para los grados de libertad sin restricciones restantes controlar las variables de
optimización primarias.
En otras paralabras, para cada región restringida activa, las restricciones activas puden ser vistas como variables candidatas primarias porque al valor optimo están son constantes. Pueden ser entradas o salidas. Las restricciones de entrada activas son una valvula que esta completamente cerrada o abierta. Las restricciones de salida activas pueden requerir un controlador. Asi los controladores requerirán algo de tiempo para ajustarse después a las perturbaciones y existirán algunos errores de medición, el setpoint no será exactamente un valor restringido; un back-off es requerido.
Despues de emparejar las restricciones activas, las variables controladas candidatas primarias para los grados de libertad restantes deberán ser identificadas. Primero, candidatas medibles (y) y sus posibles errores deberán ser identificados. Luego, las variables controladas primarias serán seleccionadas. Lo que es deseado es encontrar las variables para los cuales los setpoints son constantes dando una perdida pequeña (economía) cuando ocurre una perturbacion, y a pesar de la implementación de errores. La selección de CVs primarias (c) es realizada usando una selección o matriz de combinaciones H, donde H= cy. Algunos requisitos cualitativos mencionados en Skogestad (2000) para la selección de variables son:
El valor optimo de el CV deberá ser insensible a las perturbaciones. EL CV deberá ser fasil de medir y controlar El CV deberá ser insensible a las variasiones de las variables manipuladas. Si hay dos o mas CVs, no deberán de estar relacionadas cercanamente.
Downs and Skogestad (2011); Skogestad (2012); Minasidis et al. (2013) discute algunas estrategias cuantitativas para definir estas variables; ampliamente clasificadas como la “ estrategia de fuerza bruta”, y “estrategias locales”. Una simple estrategia local es el método de espacio nulo, explicado por Alstad y Skogestad (2007). Este método asume que no hay ruido, y el set point optimo constante es definido como en la ecuación siguiente:
∆ copt=H ∆ yopt
La sensibilidad de la matriz F puede ser definida como
∆ y opt=F ∆d
Combinando las ecuaciones anteriores, se obtiene:

∆ copt=HF∆d
Si el numedo de mediciones (ny) es igual o mas grande que el numero de entradas (un) y el numero de perturbaciones (nd), y F es evaluado con una combinación restringida activa constante, es decir en una región restringida activa, luego H puede ser seleccionada en el espacio nulo izquierdo F; H pertenece a N(F^T). luego se obtiene la siguiente ecuación. En otras palabras, si tenemos suficientes mediciones, tenemos suficiente información para definir H como el espacio nulo de F, para una región restringida activa y asumiendo que no hay ruido.
HF=0
Si observamos la ecuación anterior, llega a ser evidente que si HF es siempre cero, a pesar de todas las perturbaciones (∆d), ∆ copt siempre será cero, debido a que el valor óptimo de las variables controladas permanece constante.
Después de la selección de las variables primarias controladas, es posible estimar la perdida, ilustrada en la figura 2.2, usando la ecuación siguiente. Como se explico antes, deberá ser visco con una penalizacion en los beneficios, cuando no se optimizacuando ocurre una perturbacion y se usan los setpoints constantes en lugar de las variables seleccionadas.
Loss=J (u ;d )−Jopt (d)
Paso 4: Selección del lugar del manipulador de rendimiento/producción
Un grado de libertad es especificado como manipulador de rendimiento/producción (TPM); se define la masa que se mueve en la planta. Deberá ser situado en cualquier lugar dentro de la planta, pero el lugar afectara la economía y la estructura del sistema de regulación. Esta es la decisión que vincula la parte ascendente y descendente de la metodología. El TPM es mas discutido en Aske y Skogestad (2009) y Skogestad (2012).
Paso 5: Selección de la estrutura de la etapa de control de regulación
En esta etapa las variables del control de regulación CV2=H2y son seleccionadas; luego, las entradas y emparejamientos para las CV2 son seleccionas. No hay grados de libertad porque los setpoints para los CV2 son ahora las variables manipuladas de la etapa del control de supervisión. La selección deberá ser realizada tomando en cuenta que para controlar las CV2, los efectos de las perturbaciones sobre Cv1 deberan ser pequeños ( rechazo a perturbaciones locales) y que el efecto de las perturbaciones en las variables internas x deberán ser pequeñas.
Paso 6: Selección de la estructura de la etapa de control de supervisión
Hay dos alternativas para esta etapa: lazos de control simples avanzados (control PID con algunos aditamentos) o MPC. Esta etapa no deberá solo controlar las variables controladas primarias CV1 sino también supervisar el desempeño de la etapa de regulación y cambiar las varaibles controldas si es necesario.
Paso 7: selección de la estructura de la etapa de optimización
La etapa de optimización en tiempo real envía los setpoints para las variables controladas primarias y los actualiza si hay cambios en la región restringida activa. Si las variables primarias son escogidas, es probable que el beneficio del RTO no sea alto.
Descripción del proceso
Como un planta química común, consideramos un proceso que contiene un flujo de reacción, de separación y de reciclado con purga. La planta del metanol fue seleccionada porque incorpora esta estructura básica.
4.1 descripción del proceso del metanol
Un gas sintetico (syngas) compuesto por hidrogeno y monóxido de carbono es la materia prima para la produccion de metanol. Típicamente, el syngas es producido desde el gas natural, como se muestra en la figura 4.1. el syngas con algo de dióxido de carbono es alimentado a la sección de prodcuccion de metanol. El metano crudo (contiene agua) es enviado a la sección de purificación para producir un metanol mas puro (>=95%) (Zhanf et al., 2013).
El propósito de este análisis, la produccion de syngas y la purificación del metanol no esta incluido y solo la sección delimitada en la figura 4.1 sera considerada. El syngas es considerado como la alimentación (y perturbacion) para el proceso y el metanol crudo es considerado como el producto. Las capacidades de una planta típica tiene un rango de 150 a 6000 t/d (Moulijin et. Al., 2013).
De 1830 a 1923 ca., el metanol fue producido por la destilación en seco de la madera. Fue por primera vez sintetizado industrialmente en 1923 del syngas. Para alcanzar conversiones aceptables, una alta presión (230-350 bar) y temperaturas de 320-450 °C son requeridas. En los 1960’s, la habilidad para producir sulfuro libre de syngas y los nuevos calizadores (Cu/ZnO) permitieron la produccion del metanol a condiciones leves, especialmente sobre la presión. “plantas de baja presión” operaban a 50-100 bar y 200-300 °C, el limite superior de temperatura es alto porque a mayores temperaturas ocurre la sinterizacion (Lange,2001;Speight,2002;Fiedler et al., 2005; Moulijn et al., 2013).
Diagrama de flujo del proceso
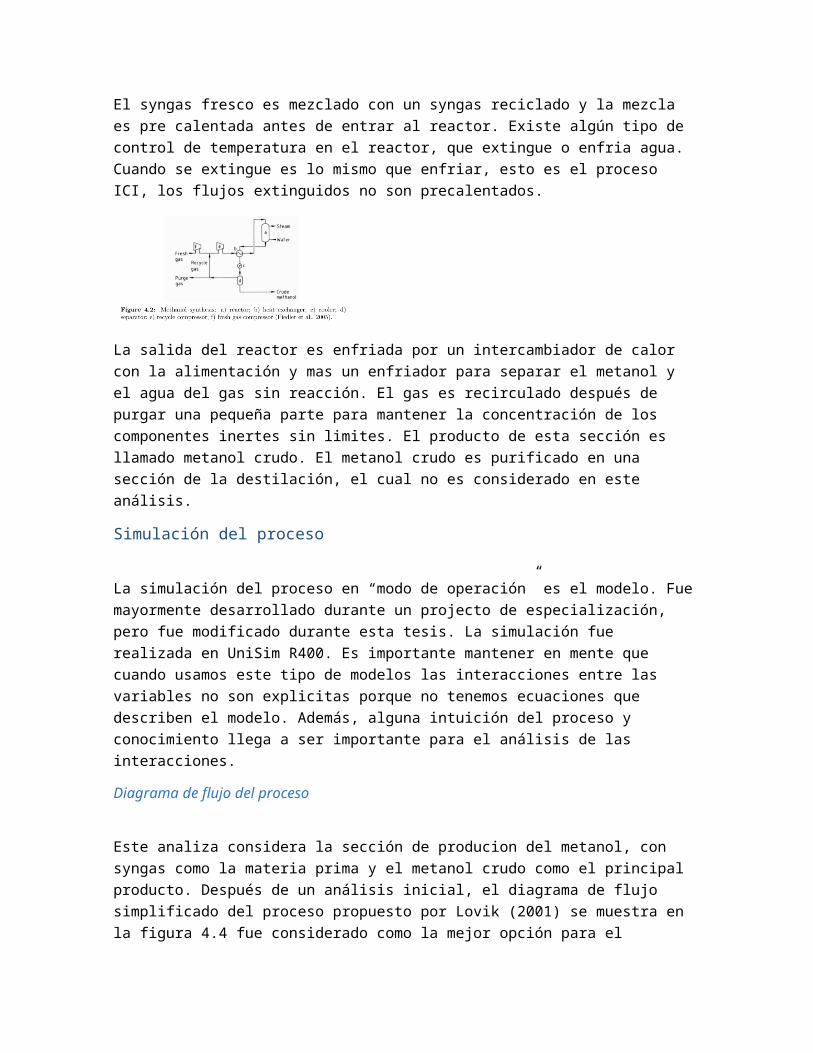
Los diagramas de flujo del proceso para la produccion de metanol industriales son similares y la diferencia mas importante es el reactor. Un esquema general es presentado en la siguiente figura. El syngas fresco es mezclado con un syngas reciclado y la mezcla es pre calentada antes de entrar al reactor. Existe algún tipo de control de temperatura en el reactor, que extingue o enfria agua.

Cuando se extingue es lo mismo que enfriar, esto es el proceso ICI, los flujos extinguidos no son precalentados.
La salida del reactor es enfriada por un intercambiador de calor con la alimentación y mas un enfriador para separar el metanol y el agua del gas sin reacción. El gas es recirculado después de purgar una pequeña parte para mantener la concentración de los componentes inertes sin limites. El producto de esta sección es llamado metanol crudo. El metanol crudo es purificado en una sección de la destilación, el cual no es considerado en este análisis.
Simulación del proceso
La simulación del proceso en “modo de operación” es el modelo. Fue mayormente desarrollado durante un projecto de especialización, pero fue modificado durante esta tesis. La simulación fue realizada en UniSim R400. Es importante mantener en mente que cuando usamos este tipo de modelos las interacciones entre las variables no son explicitas porque no tenemos ecuaciones que describen el modelo. Además, alguna intuición del proceso y conocimiento llega a ser importante para el análisis de las interacciones.
Diagrama de flujo del proceso
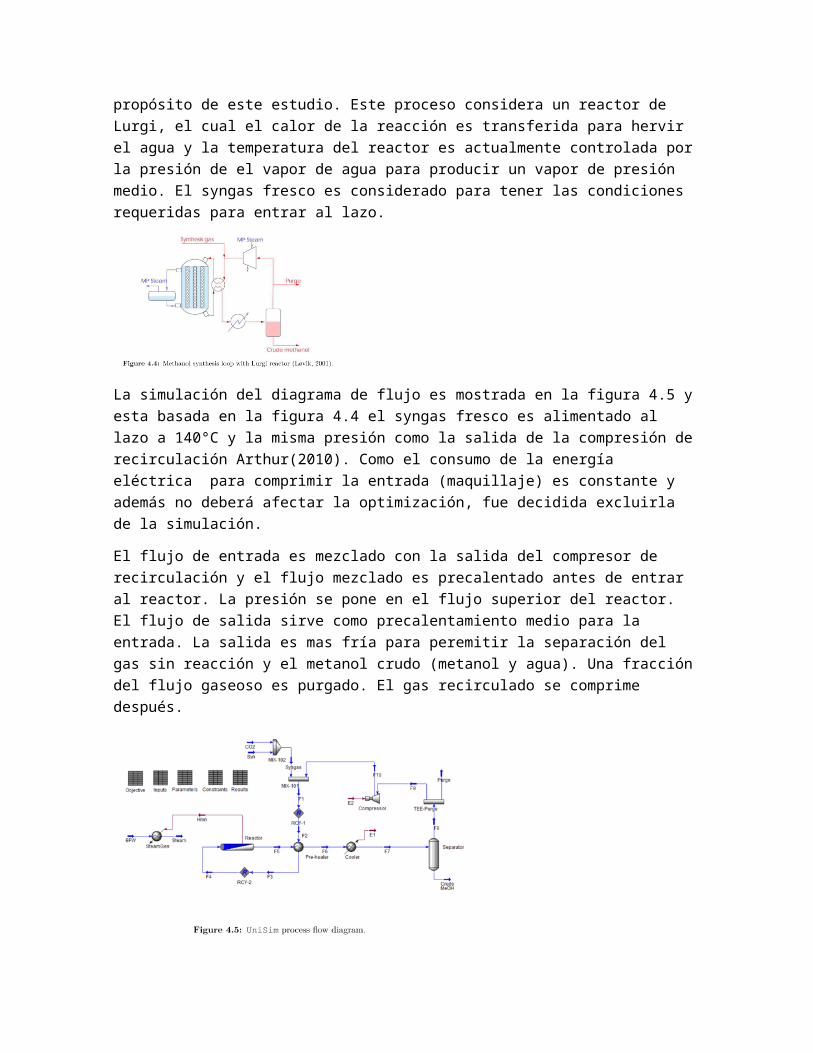
Este analiza considera la sección de producion del metanol, con syngas como la materia prima y el metanol crudo como el principal producto. Después de un análisis inicial, el diagrama de flujo simplificado del proceso propuesto por Lovik (2001) se muestra en la figura 4.4 fue considerado como la mejor opción para el propósito de este estudio. Este proceso considera un reactor de Lurgi, el cual el calor de la reacción es transferida para hervir el agua y la temperatura del reactor es actualmente controlada por la presión de el vapor de agua para producir un vapor de presión medio. El syngas fresco es considerado para tener las condiciones requeridas para entrar al lazo.
La simulación del diagrama de flujo es mostrada en la figura 4.5 y esta basada en la figura 4.4 el syngas fresco es alimentado al lazo a 140°C y la misma presión como la salida de la compresión de recirculación Arthur(2010). Como el consumo de la energía eléctrica para comprimir la entrada

(maquillaje) es constante y además no deberá afectar la optimización, fue decidida excluirla de la simulación.
El flujo de entrada es mezclado con la salida del compresor de recirculación y el flujo mezclado es precalentado antes de entrar al reactor. La presión se pone en el flujo superior del reactor. El flujo de salida sirve como precalentamiento medio para la entrada. La salida es mas fría para peremitir la separación del gas sin reacción y el metanol crudo (metanol y agua). Una fracción del flujo gaseoso es purgado. El gas recirculado se comprime después.
La típica temperatura de operación y la presión son reportados en Lovik (2001) y Arthur (2010) para los reactores Lurgi son mostrados en la tabla 4.1. El syngas fresco fue puesto a 6000 t/d. la composición nominal del syngas fresco es mostrado en la tabla 4.2. El metano es considerado como inerte.
Problema de optimización
El problema puede ser visto como un problema de optimización, formulado como:
Donde u se refiere a las entraas o variables de decisión, d son las perturbaciones, y x se refiere a las variables internas tanto el modelo termodinamico y el modelo cinético.
Cuando no se usa simuladores, las ecuaciones del modelo son un conjunto de restricciones; sin embargo, cuando usamos los simuladores de proceso, las ecuaciones del modelo no son requeridas a ser definidas explícitamente. Luego, las restricciones son operacionales o son restricciones cualitativas. El mode de operación es Modo 1; el rendimiento esta dado y las variaciones del flujo de alimentación son considerados como perturbaciones.
Función objetiva

Se maximiza el objetivo de operación dado para maximizar los beneficios, definimos una ecuación. Como el problema de optimización es sugerido como un problema de minimización, la función objetiva considera como positivos los costos de enfriamiento, electricida, syngas, mientras que el costo del metanol crudo (producto), la purga, y el vapor producido son puestas como negativas.
Costos para la función objetiva
EL costo de la matrira prima y el precio del metanol crudo usados para la optimización son mostrados en la tabla. Pellegrini et. al. (2011) reportan el precio del metanol crudo, el cual, como se espera, es mas bajo que el precio del metanol mas puro reportado por Zhang et al. (2013) y Methanex (2013).
La purga es requerida para mantener la concentración del metano inerte dentro de los limites aceptables, considera que el tamaño de el equipo es dado. Como la purga tiene algun contenido de energía, el costo de la purga es calculado en la simulación, como se explica en la sección 4.2.5, usando la ecuación 4.3, cual considera el LHV15°C de el syngas y el precio del syngas. A las condiciones nominales de operación, el precio de la purga es 0.10 $/kg.
El costo para el enfriamiento y el vapor es mostrado en la tabla. El enfriamiento es considerado un servicio barato. El vapor es producido usando el calor de la reacción. El precio del vapor esta reportado por Noureldin er al. (2013) con $/kg.
El costo de la energía eléctrica es calculado en la simulación, como se explica en la sección 4.2.6, usando la ecuación 4.4. a condiciones nominales, el precio es 0.054$/kWh.
Restricciones
Las restricciones son puestas de acuerdo a la planta física. UniSim es un programa de diseño. Si las restricciones físicas no son puestas, cada simulación se dimensionaran los equipos de acuerdo a los flujos de masa y energía. Además, hay dos principales fuetes para las restricciones: aquellas que pertenecen a los valores típicos de operación para el proceso y aquellos que vienen de la capacidad y limitaciones de la planta específica.
Para ejemplicar esto, cualquier reactor del metanol tiene una operación similar máxima de temperatura, la cual es entre 240-260 °C de acuerdo a Aasberg (2011). Esto es debido a que cada reactor de metanol usa un tipo de catalizador similar que sintetiza sobre una cierta temperatura (sobre 280-300 °C). sin embargo , las áreas del intercambiador de calor de cada planta de metanol no son necesariamente las mismas entre las plantas y los limites de la ventana de operación de casa planta es especifica.
El tamaño de las características físicas del equipo de la planta es una fuente para las restricciones que pueden ser observadas:
Compresor y lazo de capacidad de recirculación Enfriador Pre enfriamiento del intercambiador de calor.
…
Supongamos que el diseño y el dimensionamiento de la planta esta dado, las variables de operación pueden ser vistas como entradas (variables de decisión) para la optimización. Estas pueden ser variantes con ciertos limites, dados en la tabla 5.3. Estas son restricciones en la forma lb<=u<=ub.
Hay 4 grados de libertad.
Para algunas entradas, como la temperatura del reactor, los limites superior e inferior pueden ser definidos basándose en el conocimiento del proceso. Sin embargo, como el comportamiento del proceso no es lineal, puede ser la causa que los limites para algunas entradas no sean tan evidentes. Si los limites de la entrada no son definidos correctamente, algunas combinaciones de entradas podrán violar los principios físicos.
Diseño de la estructura de control
En esta sección los primeros pasos del procedimiento de control de planta completa son desarrollados sistemáticamente usando las herramientas desarrollados en los capítulos anteriores.
La meta de este análisis es establecer las bases para usar un simulador de procesos como UniSim para aplicar sistemáticamente el procedimiento de control de planta completa. Los primeros tres pasos de el procedimiento de control de planta completa presentados en Skogestad (2012) son aplicados: la definición de los objetivos operacionales, la optimización en estado estable, y la identificación de las candidatas medibles. Para cumplir con la optimización en estado estable en el paso 2, un modelo fiable en estado estable deberá estar disponible. La simulación describe en la sección 4.2 y el código y modificaciones descritas en el capitulo 6 son usadas para resoler el problema de optimización en el capitulo 5.
Paso 1: Define los objetivos operacionales
El capitulo 5 describe la definición de el problema de optimización. La ecuación 5.2 define la función objetiva, la ecuación 5.3 define las inegualidades de las restricciones para las salidas y la
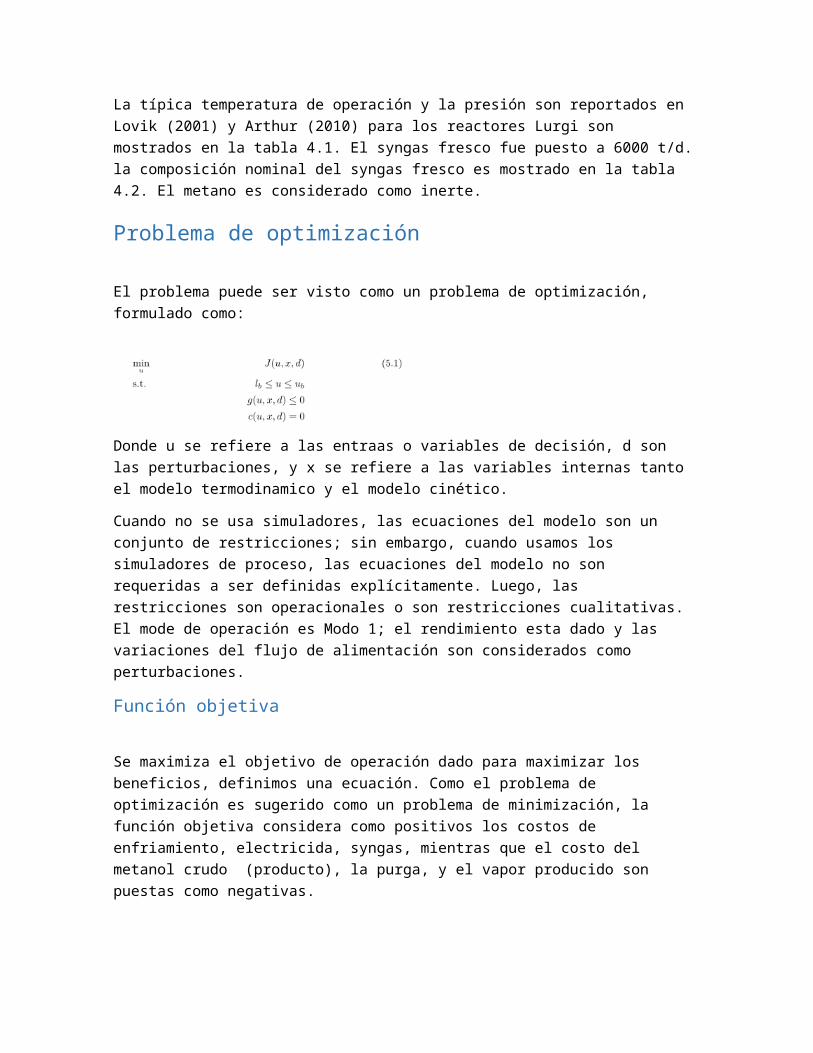
tabla 5.3 detalla los limites superiores e inferiores para las entradas. La meta es para minimizar el costo (maximizar el beneficio) para satisfacer las restricciones operacionales.


















