
Residuos_3090
148
1
-
Upload
jose-luis-gomez -
Category
Documents
-
view
217 -
download
0
Transcript of Residuos_3090
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 1/148
1

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 2/148
2

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 3/148
3
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 4/148
4

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 5/148
Libro Blanco. Aplicación de pintura en carrocerías
1
Ref.15/PR2504/TEXTO.DOC
ÍNDICE
0. RESUMEN ........................................................................................................................71. INTRODUCCIÓN...........................................................................................................122. LEGISLACIÓN MEDIOAMBIENTAL EN EL SECTOR DE REPARACIÓN DECARROCERIAS ..................................................................................................................... 15
2.1 OBSERVACIONES DE CARÁCTER GENERAL ....................................................................152.2 LICENCIA DE ACTIVIDAD ..............................................................................................162.3 R ESIDUOS PELIGROSOS..................................................................................................17
2.3.1 Principales obligaciones de los talleres de carrocerías como productores deResiduos Peligrosos .........................................................................................................222.3.2 Notas Prácticas.....................................................................................................22
2.4 R ESIDUOS INERTES O INERTIZADOS ...............................................................................242.5 VERTIDOS LÍQUIDOS (AGUAS).......................................................................................25
2.5.1 Principales obligaciones....................................................................................... 262.6 ATMÓSFERA..................................................................................................................262.6.1 Gases de Combustión...........................................................................................262.6.2 Futura Directiva de VOCs ...................................................................................28
2.6.2.1 Opción 1: Cumplimiento de los límites de emisión.........................................292.6.2.2 Opción 2: Sistema de reducción ......................................................................30
2.7 R EFERENCIAS NORMATIVAS .........................................................................................323. DESCRIPCIÓN GENÉRICA DEL PROCESO ..............................................................34
3.1 OPERACIONES PREVIAS.................................................................................................343.1.1 Reparación de la Carrocería.................................................................................343.1.2 Preparación de la superficie.................................................................................36
3.1.2.1 Enmasillado .....................................................................................................363.1.2.2 Enmascarado....................................................................................................363.1.2.3 Aplicación de imprimaciones y/o aparejos......................................................37
3.2 EL PINTADO ..................................................................................................................393.2.1 Tipos de pinturas..................................................................................................39
3.2.1.1 Pinturas con alto y medio contenido en sólidos (HS y MS) ............................413.2.1.2 Pinturas al agua................................................................................................42
3.2.2 Sistemas de pintado (monocapa y bicapa)...........................................................443.2.3 Preparación de la pintura. Mezcla de color..........................................................453.2.4 Métodos de aplicación de las pinturas ................................................................. 46
3.2.4.1 Pistolas aerográficas. Fundamento...................................................................47
3.2.4.2 Pistolas aerográficas convencionales...............................................................493.2.4.3 Pistolas aerográficas de alto volumen y baja presión (HVLP) ........................ 50
3.2.5 Cabinas de pintado...............................................................................................503.2.6 Secado de la pintura .............................................................................................523.2.7 Limpieza de los equipos de aplicación de pintura ...............................................54
4. TIPOS DE RESIDUOS Y EMISIONES - FORMACIÓN, CANTIDAD Y VÍAS DEELIMINACIÓN.......................................................................................................................56
4.1 R ESIDUOS DERIVADOS DE LA SEPARACIÓN DEL PULVERIZADO SOBRANTE (OVERSPRAY)564.2 R ESIDUOS DE DISOLVENTES ORGÁNICOS DE LIMPIEZA ..................................................574.3 R ESIDUOS DE LA DESTILACIÓN......................................................................................574.4 EMISIONES DE DISOLVENTES .........................................................................................574.5 R ESTOS DE PINTURA Y RECIPIENTES MANCHADOS DE PINTURA .....................................584.6 POLVOS Y LODOS ABRASIVOS........................................................................................58
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 6/148
Índice
2
4.7 PAPEL DE ENMASCARADO............................................................................................. 584.8 R ESTOS PROCEDENTES DE LA REPARACIÓN DE LA CARROCERÍA ................................... 594.9 AGUAS DE LAVADO ...................................................................................................... 59
5. ASPECTOS DE SALUD LABORAL EN LOS TALLERES DE REPARACIÓN DECARROCERÍAS..................................................................................................................... 60
5.1 TOXICOLOGÍA............................................................................................................... 605.1.1 Aglutinantes (resinas).......................................................................................... 605.1.2 Pigmentos ............................................................................................................ 615.1.3 Colorantes............................................................................................................ 625.1.4 Cargas .................................................................................................................. 625.1.5 Disolventes .......................................................................................................... 625.1.6 Plastificantes........................................................................................................ 645.1.7 Endurecedores ..................................................................................................... 655.1.8 Catalizadores-Acelerantes ................................................................................... 655.1.9 Aditivos ............................................................................................................... 66
5.2 CONTROL MÉDICO PREVENTIVO DE LOS TRABAJADORES .............................................. 66
5.3 R ECOMENDACIONES Y MEDIDAS PREVENTIVAS ............................................................ 685.3.1 Almacenamiento.................................................................................................. 695.3.2 Etiquetado............................................................................................................ 695.3.3 Sustitución de los productos utilizados ............................................................... 695.3.4 Proceso productivo .............................................................................................. 705.3.5 Higiene individual ............................................................................................... 745.3.6 Protecciones personales....................................................................................... 74
6. MEDIDAS Y PROCEDIMIENTOS PARA PREVENIR, MINIMIZAR YVALORIZAR LOS DIFERENTES TIPOS DE RESIDUOS ................................................. 79
6.1 ¿DÓNDE QUEDA LA PINTURA CONSUMIDA? .................................................................. 796.2 OPTIMIZACIÓN DE LA EFICACIA DE APLICACIÓN ........................................................... 79
6.2.1 Comparación entre las pistolas aerográficas convencionales y las pistolasHVLP 796.2.2 Uso adecuado de las pistolas HVLP.................................................................... 836.2.3 Instalación de aire comprimido ........................................................................... 85
6.3 PREVENCIÓN DE LOS RESIDUOS DE DISOLVENTE DE LA LIMPIEZA DE LOS EQUIPOS........ 886.3.1 Máquinas lavadoras de pistolas ........................................................................... 886.3.2 Recuperación de residuos de disolvente.............................................................. 89
6.3.2.1 Lo que cuesta deshacerse de los residuos........................................................ 896.3.2.2 Recuperación in situ ........................................................................................ 90
6.4 OPTIMIZACIÓN DEL APROVECHAMIENTO DE LA PINTURA PREPARADA .......................... 91
6.4.1 Cómo mezclar la pintura ..................................................................................... 916.4.2 Depósito de gravedad frente a depósito de aspiración o copa abajo ................... 936.5 R EDUCCIÓN DE LAS EMISIONES DE DISOLVENTES EN LA APLICACIÓN ........................... 94
6.5.1 Pinturas de alto contenido en sólidos (Pinturas HS) ........................................... 956.5.2 Recubrimientos con base de agua........................................................................ 956.5.3 Cómo usar pinturas bajas en disolventes para su beneficio................................. 966.5.4 Separación de disolventes del aire de salida........................................................ 98
6.6 MODERNAS CABINAS DE PINTURA/HORNOS .................................................................. 996.7 SECADO ...................................................................................................................... 101
6.7.1 Secado por infrarrojos ....................................................................................... 1016.7.1.1 Comparación de costes de los secadores de infrarrojos y de gas .................. 102
6.7.2 Secadores por aire forzado (sistema Venturi).................................................... 104
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 7/148
Libro Blanco. Aplicación de pintura en carrocerías
3
7. METODOLOGÍA PARA LA PRIORIZACIÓN DE MEJORAS EN LOS TALLERESDE CARROCERÍA (GUÍA PRÁCTICA) .............................................................................106
7.1 OBSERVACIONES DE CARÁCTER GENERAL ..................................................................1067.2 DESARROLLO DEL MÉTODO.........................................................................................107
7.2.1 Análisis de la situación actual............................................................................ 107
7.2.2 Determinación de las prioridades medioambientales ........................................1097.2.3 Reducción del consumo de pinturas .................................................................. 1097.2.4 Reducción del consumo de disolventes ............................................................. 1117.2.5 Implantación y seguimiento de las medidas ......................................................113
8. APLICACIÓN DE LA METODOLOGÍA A 2 EMPRESAS DE LA CAPVANALIZADAS POR IHOBE................................................................................................114
8.1 SELECCIÓN DE LAS EMPRESAS Y OPERACIONES ANALIZADAS ......................................1148.2 EMPRESA A.................................................................................................................117
8.2.1 Descripción de la situación inicial .....................................................................1178.2.1.1 Empleados......................................................................................................1178.2.1.2 Edificio...........................................................................................................118
8.2.1.3 Instalaciones y distribución............................................................................1188.2.1.4 Maquinaria y utillaje ......................................................................................120
8.2.2 Desarrollo de los Trabajos .................................................................................1218.2.3 Balance de materiales (año 96) ..........................................................................1228.2.4 Medidas de prevención adoptadas por la empresa.............................................123
8.2.4.1 Cambio de pistolas aerográficas convencionales por pistolas HVLP............1238.2.4.2 Utilización de productos de bajo contenido en disolventes ...........................1258.2.4.3 Instalación de una máquina lavadora de pistolas...........................................125
8.2.5 Propuestas de mejora .........................................................................................1268.2.5.1 Utilización de las pistolas HVLP...................................................................1268.2.5.2 Utilización de pinturas de bajo contenido en disolventes..............................1278.2.5.3 Instalación de un equipo reciclador de disolventes........................................1298.2.5.4 Otras medidas de mejora................................................................................129
8.3 EMPRESA B.................................................................................................................1308.3.1 Descripción de la situación actual......................................................................130
8.3.1.1 Empleados......................................................................................................1308.3.1.2 Edificio...........................................................................................................1308.3.1.3 Instalaciones y distribución............................................................................1308.3.1.4 Maquinaria y utillaje ......................................................................................133
8.3.2 Desarrollo del trabajo.........................................................................................1348.3.3 Balance de materias (año 96).............................................................................134
8.3.4 Medidas de minimización y valorización de residuos y emisiones ya aplicadas y propuestas ......................................................................................................................1368.3.4.1 Cambio de pistolas aerográficas convencionales por pistolas HVLP............1368.3.4.2 Cambio de productos convencionales a productos de medio contenido ensólidos. .......................................................................................................................1388.3.4.3 Introducción de pinturas bicapa base acuosa. ................................................1398.3.4.4 Instalación de un aparato de limpieza de pistolas.......................................... 1398.3.4.5 Instalación de un destilador de disolventes de limpieza................................140
ANEXO 1: REFERENCIAS BIBLIOGRÁFICAS ..............................................................141ANEXO 2: RELACIÓN DE GESTORES AUTORIZADOS EN LA CAPV.......................142ANEXO 3: COSTES APROXIMADOS DE LOS EQUIPAMIENTOS DEL TALLER DE
CARROCERÍAS PARA LA MINIMIZACIÓN DE RESIDUOS Y EMISIONES ..............144
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 8/148
Índice de Tablas
4
ÍNDICE DE TABLAS
Tabla 1: Posibilidades de minimización y valorización de residuos procedentes del pintadoen la reparación de coches ...............................................................................................9
Tabla 2: Resumen de medidas ya implantadas y propuestas y sus correspondientes ahorros para los 2 casos ejemplo analizados ..............................................................................10Tabla 3: Volumen de ventas de pinturas líquidas en el Estado Español ...............................13Tabla 4: Resumen de legislación y efectos ambientales en el sector de reparación de
carrocerías...................................................................................................................... 15Tabla 5: Resumen de Residuos Peligrosos con arreglo al apartado 4 del artículo 1 de la
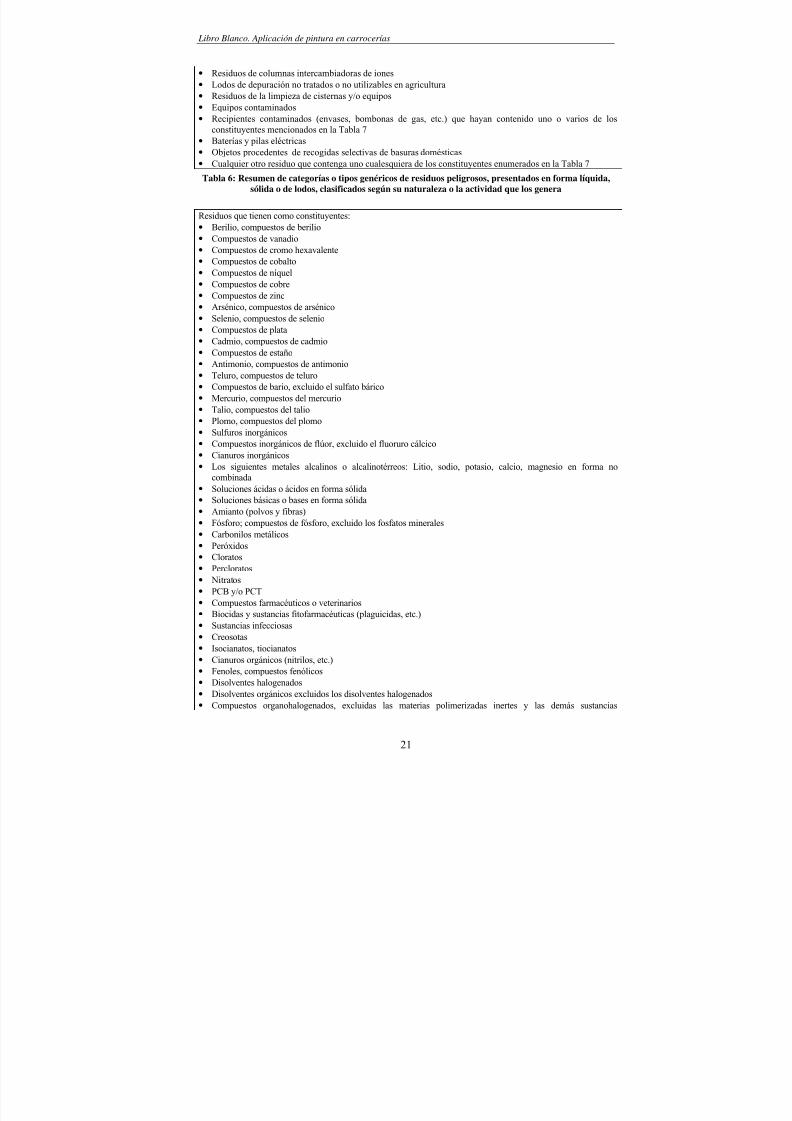
Directiva 91/689/CEE ................................................................................................... 20Tabla 6: Resumen de categorías o tipos genéricos de residuos peligrosos, presentados en
forma líquida, sólida o de lodos, clasificados según su naturaleza o la actividad que losgenera............................................................................................................................. 21
Tabla 7: Sustancias que pueden dar carácter de peligroso a un residuo................................ 22
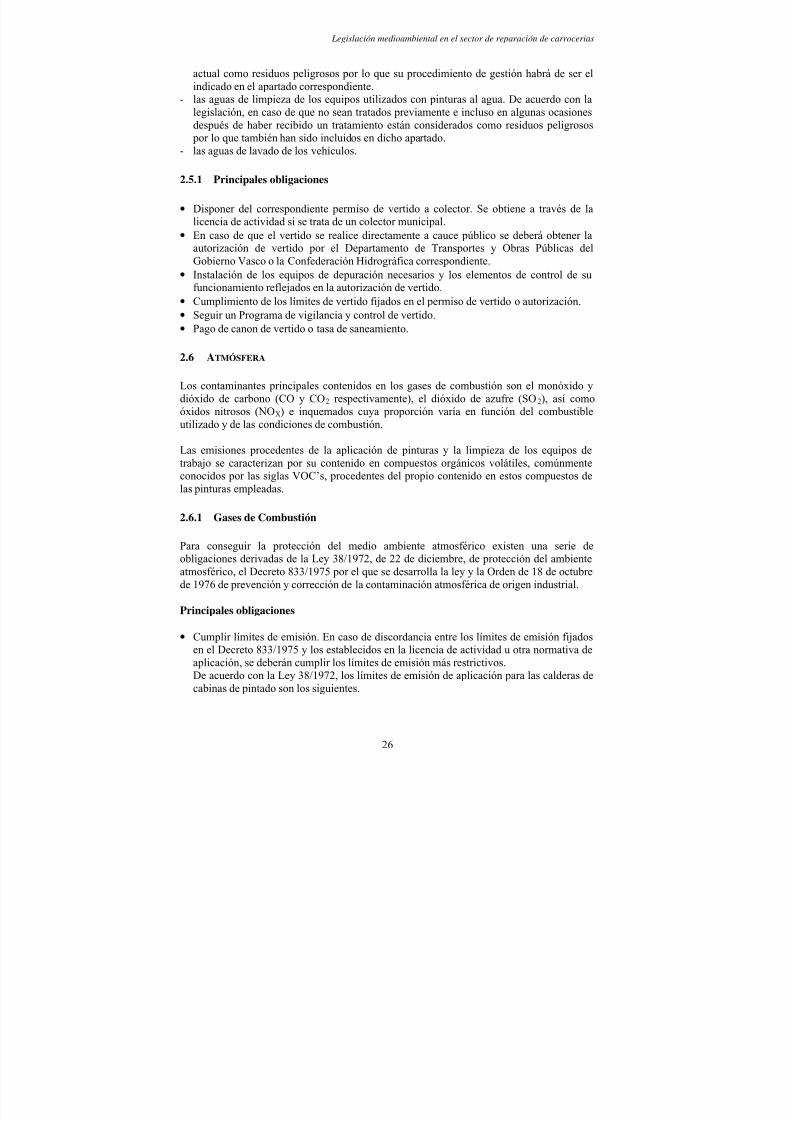
Tabla 8: Resumen de residuos Industriales Inertes ............................................................... 24Tabla 9: Límites de emisión para actividades diversas .........................................................27Tabla 10: Requisitos de la Directiva de VOC’s según la Posición Común de junio de 1998
(pendiente de aprobación definitiva) para la actividad de renovación del acabado devehículos (sector 6)........................................................................................................ 29
Tabla 11: Límites de contenidos de VOC’s para los distintos productos (ya mezclados ydiluidos y listos para el uso) propuestos por CEPE frente al contenido medio de VOC’sde dichos productos en el año 1992............................................................................... 32
Tabla 12: Proporción de cuerpo sólido de las pinturas en estado apto para su aplicación.... 42Tabla 13: Riesgos y medios preventivos para evitar o reducir afecciones derivadas de la
exposición a los contaminantes utilizados en carrocerías ............................................. 76Tabla 14: Cuadro comparativo de aplicación de las pinturas con pistolas HVLP y
convencionales ..............................................................................................................81Tabla 15: Cálculo orientativo de la recuperación simple de la inversión para las pistolas
HVLP............................................................................................................................. 82Tabla 16: Valoración de diferentes aspectos en cuanto a la utilización de pistolas
aerográficas convencionales y HVLP............................................................................ 83Tabla 17: Lista de control para el buen manejo del aire comprimido ...................................87Tabla 18: Ejemplo de desperdicio de pintura usando depósitos de aspiración o copa abajo 93Tabla 19: Grado de desarrollo actual de los distintos tipos de productos en las gamas de
altos sólidos (HS) y al agua ........................................................................................... 96
Tabla 20: Comparación de la separación en seco y por vía húmeda en el pintado dereparación de coches....................................................................................................100Tabla 21: Cálculo de la recuperación simple de la inversión para un calentador de
infrarrojos .................................................................................................................... 103Tabla 22: Descripción de la situación actual (balance de materiales)................................. 108Tabla 23: Descripción de la situación actual (equipos de aplicación).................................109Tabla 24: Sugerencias adicionales de mejora para el taller de carrocerías ......................... 113Tabla 25: Entradas al proceso de repintado de vehículos (codificación de la Figura 60) ... 116Tabla 26: Salidas del proceso de repintado de vehículos (codificación de la Figura 60).... 117Tabla 27: Equipamiento del taller A.................................................................................... 120Tabla 28: Equipamiento del taller B.................................................................................... 133
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 9/148
Libro Blanco. Aplicación de pintura en carrocerías
5
ÍNDICE DE FIGURAS
Figura 1: Distribución de los talleres de reparación de carrocerías por Territorios Históricos.......................................................................................................................................12
Figura 2: Consumo de pinturas y emisión de disolventes (Tm/años) por Territorio Histórico.......................................................................................................................................12Figura 3: Gestión de Residuos Peligrosos .............................................................................18Figura 4: Pasos a seguir por un taller de reparación de carrocerías para realizar una correcta
gestión de Residuos Peligrosos......................................................................................23Figura 5: Pasos a seguir por un taller de reparación de carrocerías para realizar una correcta
gestión de los residuos inertes........................................................................................25Figura 6: Pasos a seguir por un taller de reparación de carrocerías para el cumplimiento de
la legislación atmosférica...............................................................................................28Figura 7: Desarrollo del trabajo en el pintado de reparación.................................................35Figura 8: Enmascarado con funda plástica ............................................................................36
Figura 9: Enmascarado con film plástico...............................................................................36Figura 10: Enmascarado con papel ........................................................................................37Figura 11: Reacción de reticulación entre la resina de 2K y el endurecedor.........................40Figura 12: Productos con menor contenido en disolventes que los productos convencionales
.......................................................................................................................................42Figura 13: Productos de base acuosa .....................................................................................43Figura 14: Determinación de los contenidos de agua en la atmósfera...................................44Figura 15: Máquina de mezclas .............................................................................................46Figura 16: Preparación de un color ........................................................................................46Figura 17: Gráfico comparativo de las eficacias de transferencia de distintos métodos de
aplicación de pintura ......................................................................................................47Figura 18: Partes que constituyen el equipo de pulverización...............................................48Figura 19: Conjunto de boquilla ............................................................................................48Figura 20: Pistolas de aspiración o copa abajo ......................................................................49Figura 21: Pistolas de gravedad o copa arriba .......................................................................49Figura 22: Representación gráfica de una cabina de pulverización con separación seca......51Figura 23: Representación gráfica de una cabina de pintado con separación por vía húmeda
.......................................................................................................................................52Figura 24: Cabina en fase de pintado.....................................................................................53Figura 25: Cabina en fase de secado......................................................................................53Figura 26: Radiación infrarroja..............................................................................................53
Figura 27: Fundamento de los sistemas de secado por aire forzado (efecto Venturi) ...........54Figura 28: Partes de una lavadora de pistolas ........................................................................55Figura 29: Reconocimiento médico previo dirigido a detectar y excluir sujetos susceptibles a
la exposición de los contaminantes utilizados en carrocerías ........................................66Figura 30: Reconocimiento médico periódico dirigido a la detección precoz de las
alteraciones que puedan sufrir los trabajadores expuestos ............................................68Figura 31: Aspirador móvil....................................................................................................70Figura 32: Recogida de polvo en un aspirador móvil ............................................................70Figura 33: Extracción de aire en zona de mezclas .................................................................73Figura 34: Plano aspirante .....................................................................................................73Figura 35: Esquema de funcionamiento de un plano aspirante (aspiración e impulsión de
aire) ................................................................................................................................73Figura 36: Protección integral................................................................................................74

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 10/148
Índice de Figuras
6
Figura 37: Protección respiratoria .........................................................................................77Figura 38: Protección ocular..................................................................................................78Figura 39: Datos orientativos del destino final de la pintura consumida en la reparación de
carrocerías (por ejemplo, una puerta) ............................................................................79Figura 40: Eficacias de transferencia de las pistolas aerográficas convencionales frente las
HVLP............................................................................................................................. 80Figura 41: Reducción de la formación de niebla de pintura en las pistolas de baja presión encomparación con las pistolas de alta presión.................................................................81
Figura 42: Comprobando la presión de aire para pulverizar ................................................. 84Figura 43: Técnica correcta de pintado con las pistolas HVLP ............................................ 85Figura 44: Proceso de tratamiento de aire comprimido......................................................... 86Figura 45: Máquina lavadora de pistolas............................................................................... 88Figura 46: Típica máquina de recuperación automática de disolvente .................................91Figura 47: Mezcla de pintura informatizada..........................................................................92Figura 48: Sistema HVLP con alimentación por aspiración o copa abajo ............................ 93Figura 49: Sistema HVLP alimentado por gravedad.............................................................94
Figura 50: Contenido en disolvente de los recubrimientos típicos convencionales, altos ensólidos y en base agua ................................................................................................... 96
Figura 51: Emisiones de disolvente de recubrimientos típicos aplicados para un espesor idéntico .......................................................................................................................... 97
Figura 52: Consumos de pintura para obtener un recubrimiento de 100 g de película secautilizando pinturas convencionales o HS y pistolas convencionales o HVLP..............98
Figura 53: Depuradora de carbono activo .............................................................................99Figura 54: Endurecimiento de una pequeña área de pintura usando lámparas secadoras de
infrarrojos .................................................................................................................... 101Figura 55: Tiempos típicos de aplicación y secado para bases bicapa al agua y en base de
disolvente usando diferentes técnicas de secado .........................................................104Figura 56: Típica cabina con unidades secadoras con venturi montadas en el techo.......... 105Figura 57: Pasos de un plan de minimización de residuos y emisiones en el pintado de
carrocerías.................................................................................................................... 106Figura 58: Pasos y/o consideraciones a tener en cuenta cuando se manejan pistolas HVLP
.....................................................................................................................................110Figura 59: Pasos y/o consideraciones para la reducción del consumo de disolventes ........ 112Figura 60: Diagrama de flujo de proceso de las empresas analizadas.................................115Figura 61: Lay-Out del Taller de Reparación de Carrocerías. Ejemplo A.......................... 119Figura 62: Lay-Out del Taller de Reparación de Carrocerías. Ejemplo B .......................... 131
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 11/148
Libro Blanco. Aplicación de pintura en carrocerías
7
0. RESUMEN
El número de talleres de reparación de carrocerías existente en la actualidad en laComunidad Autónoma del País Vasco asciende a aproximadamente 850 establecimientos,siendo esta actividad una de las que presenta un mayor potencial contaminante dentro delsector servicios.
La reparación y el pintado de desperfectos de los vehículos se realiza en talleres dereparación de carrocerías de un modo artesanal. Tanto los fabricantes de coches como losclientes, exigen una calidad muy alta a la pintura en los talleres de carrocería. Este pintadodebe ser idéntico en su aspecto (p.ej. tono, efecto, brillo) y en sus propiedades mecánicas(p.ej. dureza, resistencia a las inclemencias del tiempo) al pintado original. Estas exigenciasdeterminan en gran medida la elección de los materiales y los métodos de aplicación.
Son precisamente estas exigencias las que influyen en el impacto medioambiental de laactividad. Así, hoy por hoy solamente los procedimientos de pulverización satisfacen lasexigencias de calidad de acabado del sector, y dentro de ellos únicamente el sistema de
pulverización a alta presión (pistolas convencionales) y el sistema de pulverización a altovolumen y baja presión (pistolas HVLP-High Volumen Low Pressure).
Del mismo modo, en la reparación de carrocerías solamente se pueden utilizar productoslíquidos de pintado puesto que las pinturas en polvo exigen temperaturas de horneado(>140ºC) que dañarían determinados componentes del vehículo y además tampoco permitenajustes del tono de color. El pintado en la reparación de carrocerías se efectúa casiexclusivamente con pinturas de dos componentes en base disolvente, excepto las bases
bicapa en las que se utilizan pinturas de un componente.
Teniendo en cuenta las condiciones marco del pintado en la reparación de coches (80ºC detemperatura máxima de secado; breve tiempo de secado a ser posible) los productos de 2componentes poseen la ventaja sobre los productos de 1 componente de una mayor resistencia mecánica (p.ej. golpes de piedras) y química (sal común, derramada contra laformación de hielo en la carretera, influencias atmosféricas). Las pinturas de doscomponentes se caracterizan además por una mayor resistencia a la intemperie (en loreferente al brillo, agrietamiento, coloración) en comparación con los productos de 1componente. Las únicas pinturas que actualmente son cualitativamente comparables con las
pinturas empleadas en el pintado en serie de vehículos (p.ej. pinturas al fuego de 1 y 2
componentes con temperaturas de horneado entre 120 y 150ºC) son las pinturas dereparación de 2 componentes con disolvente. Por esta razón, las bases bicapa (de 1componente) han de ser recubiertas con un barniz transparente (de 2 componentes).
Los esfuerzos realizados por los fabricantes de pinturas en el desarrollo de productos demenor contenido en disolventes han dado como resultado productos de 2 componentes decada vez mayor concentración de sólidos (pinturas LS, MS, HS y recientemente UHS). Enel caso de las pinturas de 1 componente, la evolución de los productos a tendido hacia
productos en base acuosa.
La secuencia de operaciones que se siguen en la reparación de carrocerías es prácticamenteidéntica en todos los talleres.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 12/148
Resumen
8
Actualmente la aplicación de productos de pintado se realiza mayoritariamente mediante pistolas convencionales. A pesar de que la eficacia de transferencia de cualquier método de pulverización depende del operario, de la geometría de la pieza y de las pinturas empleadas,se pueden decir que las pistolas convencionales ofrecen un rendimiento medio en los talleresde carrocería del 35%, cifra que se eleva hasta el 65% en el caso de las pistolas HVLP.
Igualmente, hoy por hoy, la mayoría de los talleres de la CAPV utiliza pinturas LS (LowSolids) o MS (Medium Solids), aunque en menor medida que la anterior, en el caso de
productos de 2 componentes y LS en el caso de productos de 1 componente.
La baja eficacia de transferencia de los métodos de aplicación junto con el elevadocontenido de disolventes de los productos empleados, son determinantes en el impactomedioambiental de la actividad. Se estima que el consumo global de pinturas en larenovación del acabado de vehículos asciende en la CAPV a 600 toneladas anuales, queequivalen a una emisión de disolventes de 420 Tm/año.
Por estos motivos, y por el alto potencial de minimización de residuos y emisiones existenteen este sector, el Departamento de Ordenación del Territorio, Vivienda y Medio Ambiente,a través de su Sociedad Pública de Gestión Ambiental IHOBE, S.A. ha elaborado el
presente “Libro Blanco para la minimización de residuos y emisiones en la Aplicación de pintura en carrocería”. Este libro recoge las técnicas y tecnologías de minimizaciónexistentes en la actualidad, así como dos ejemplos concretos de talleres de carrocería de laComunidad Autónoma en los que se analizan las mejoras medioambientales adoptadas y seincluyen propuestas de mejora adicionales.
El pintado en la reparación de vehículos se divide básicamente en cuatro fases de trabajo: lareparación de la carrocería (enderezamiento, desabollado, soldadura, etc.), la preparación dela superficie (limpieza, enmascarado, aplicación de masilla, lijado, imprimación yaplicación de aparejo), el pintado de acabado (aplicación de una, dos o tres capas de pinturay secado) y la posterior limpieza del instrumental de trabajo.
Los tipos de residuos y emisiones más importantes generados durante este proceso son losresiduos procedentes del exceso de pulverización (restos de partículas de pintura que searrastran con la corriente de aire de la cabina y que dan lugar a filtros saturados o bien lodosy/o aguas conteniendo pintura), disolventes de limpieza sucios, lodos de destilación en elcaso de que se destilen los disolventes de limpieza en el taller, restos de pintura, recipientesde pintura y naturalmente emisiones de disolventes (VOC’s) a la atmósfera provenientes de
los productos utilizados.Adicionalmente, también se generan residuos de la reparación de carrocería (piezas decarrocería y materiales de embalaje).
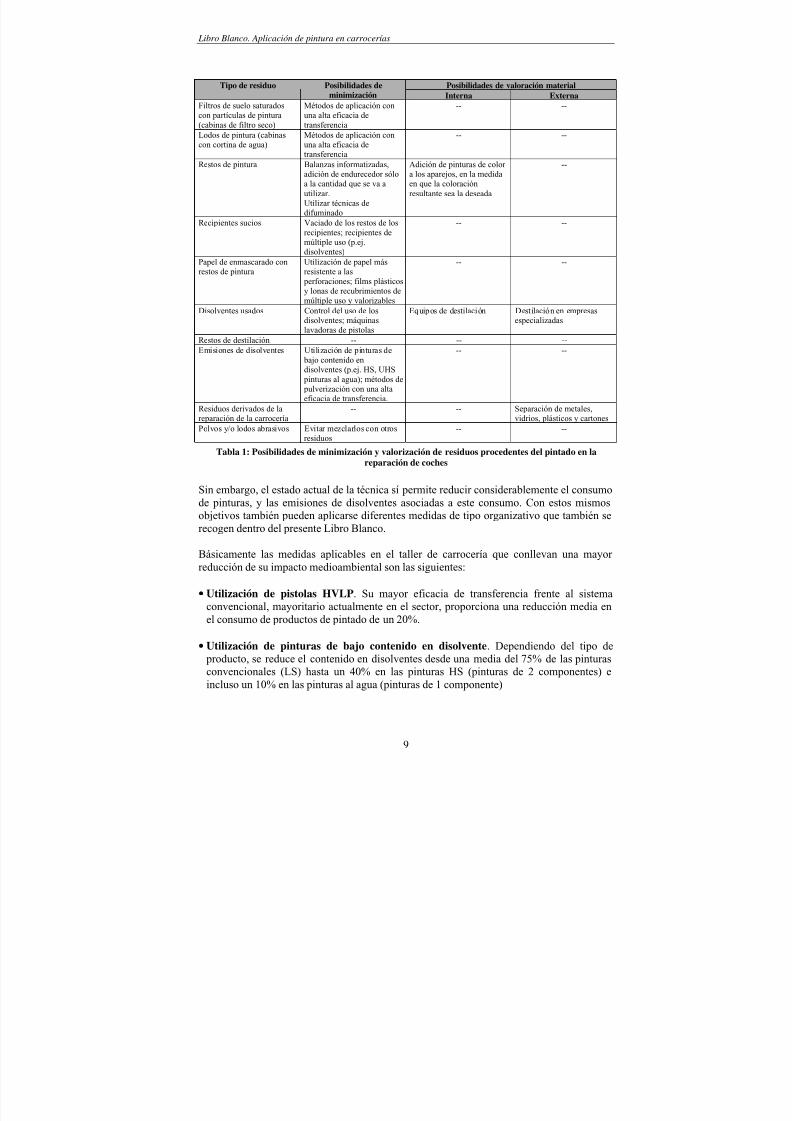
Los tipos de residuos mencionados no pueden evitarse totalmente ni todos ellos sonreciclables en la actualidad. En la Tabla 1 se recogen las posibilidades de minimización yvalorización actualmente disponibles y aplicables.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 13/148
Libro Blanco. Aplicación de pintura en carrocerías
9
Posibilidades de valoración materialTipo de residuo Posibilidades deminimización Interna Externa
Filtros de suelo saturadoscon partículas de pintura(cabinas de filtro seco)
Métodos de aplicación conuna alta eficacia detransferencia
-- --
Lodos de pintura (cabinascon cortina de agua) Métodos de aplicación conuna alta eficacia detransferencia
-- --
Restos de pintura Balanzas informatizadas,adición de endurecedor sóloa la cantidad que se va autilizar.Utilizar técnicas dedifuminado
Adición de pinturas de color a los aparejos, en la medidaen que la coloraciónresultante sea la deseada
--
Recipientes sucios Vaciado de los restos de losrecipientes; recipientes demúltiple uso (p.ej.disolventes)
-- --
Papel de enmascarado conrestos de pintura
Utilización de papel másresistente a las perforaciones; films plásticosy lonas de recubrimientos demúltiple uso y valorizables
-- --
Disolventes usados Control del uso de losdisolventes; máquinaslavadoras de pistolas
Equipos de destilación Destilación en empresasespecializadas
Restos de destilación -- -- --Emisiones de disolventes Utilización de pinturas de
bajo contenido endisolventes (p.ej. HS, UHS pinturas al agua); métodos de pulverización con una altaeficacia de transferencia.
-- --
Residuos derivados de la
reparación de la carrocería
-- -- Separación de metales,
vidrios, plásticos y cartonesPolvos y/o lodos abrasivos Evitar mezclarlos con otros
residuos-- --
Tabla 1: Posibilidades de minimización y valorización de residuos procedentes del pintado en lareparación de coches
Sin embargo, el estado actual de la técnica sí permite reducir considerablemente el consumode pinturas, y las emisiones de disolventes asociadas a este consumo. Con estos mismosobjetivos también pueden aplicarse diferentes medidas de tipo organizativo que también serecogen dentro del presente Libro Blanco.
Básicamente las medidas aplicables en el taller de carrocería que conllevan una mayor reducción de su impacto medioambiental son las siguientes:
• Utilización de pistolas HVLP. Su mayor eficacia de transferencia frente al sistemaconvencional, mayoritario actualmente en el sector, proporciona una reducción media enel consumo de productos de pintado de un 20%.
• Utilización de pinturas de bajo contenido en disolvente. Dependiendo del tipo de producto, se reduce el contenido en disolventes desde una media del 75% de las pinturasconvencionales (LS) hasta un 40% en las pinturas HS (pinturas de 2 componentes) eincluso un 10% en las pinturas al agua (pinturas de 1 componente)
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 14/148
Resumen
10
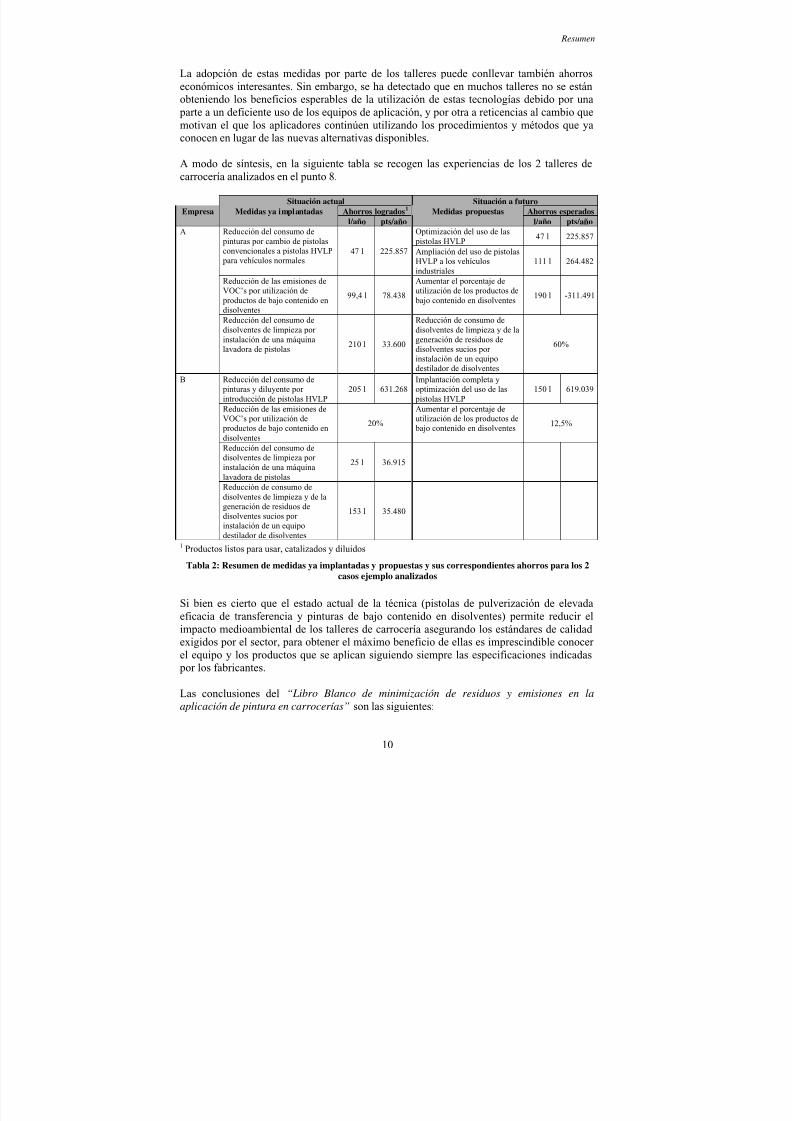
La adopción de estas medidas por parte de los talleres puede conllevar también ahorroseconómicos interesantes. Sin embargo, se ha detectado que en muchos talleres no se estánobteniendo los beneficios esperables de la utilización de estas tecnologías debido por una
parte a un deficiente uso de los equipos de aplicación, y por otra a reticencias al cambio quemotivan el que los aplicadores continúen utilizando los procedimientos y métodos que ya
conocen en lugar de las nuevas alternativas disponibles.
A modo de síntesis, en la siguiente tabla se recogen las experiencias de los 2 talleres decarrocería analizados en el punto 8.
Situación actual Situación a futuroAhorros logrados1 Ahorros esperadosEmpresa Medidas ya implantadas
l/año pts/añoMedidas propuestas
l/año pts/añoOptimización del uso de las pistolas HVLP
47 l 225.857A Reducción del consumo de
pinturas por cambio de pistolasconvencionales a pistolas HVLP para vehículos normales
47 l 225.857 Ampliación del uso de pistolasHVLP a los vehículosindustriales
111 l 264.482
Reducción de las emisiones deVOC’s por utilización de productos de bajo contenido endisolventes
99,4 l 78.438
Aumentar el porcentaje deutilización de los productos de bajo contenido en disolventes
190 l -311.491
Reducción del consumo dedisolventes de limpieza por instalación de una máquinalavadora de pistolas
210 l 33.600
Reducción de consumo dedisolventes de limpieza y de lageneración de residuos dedisolventes sucios por instalación de un equipodestilador de disolventes
60%
B Reducción del consumo de pinturas y diluyente por introducción de pistolas HVLP
205 l 631.268Implantación completa yoptimización del uso de las pistolas HVLP
150 l 619.039
Reducción de las emisiones deVOC’s por utilización de productos de bajo contenido endisolventes
20%
Aumentar el porcentaje deutilización de los productos de bajo contenido en disolventes
12,5%
Reducción del consumo dedisolventes de limpieza por instalación de una máquinalavadora de pistolas
25 l 36.915
Reducción de consumo dedisolventes de limpieza y de lageneración de residuos dedisolventes sucios por instalación de un equipodestilador de disolventes
153 l 35.480
1 Productos listos para usar, catalizados y diluidos
Tabla 2: Resumen de medidas ya implantadas y propuestas y sus correspondientes ahorros para los 2casos ejemplo analizados
Si bien es cierto que el estado actual de la técnica (pistolas de pulverización de elevadaeficacia de transferencia y pinturas de bajo contenido en disolventes) permite reducir elimpacto medioambiental de los talleres de carrocería asegurando los estándares de calidadexigidos por el sector, para obtener el máximo beneficio de ellas es imprescindible conocer el equipo y los productos que se aplican siguiendo siempre las especificaciones indicadas
por los fabricantes.
Las conclusiones del “Libro Blanco de minimización de residuos y emisiones en laaplicación de pintura en carrocerías” son las siguientes:

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 15/148
Libro Blanco. Aplicación de pintura en carrocerías
11
• La minimización en origen es técnicamente viable y económicamente muy interesante enlas empresas estudiadas. Se considera que ambas son representativas de la globalidad delsector en la CAPV, por lo que la aplicación de medidas similares en otras empresas tienealtas probabilidades de éxito.
• La aplicación de estas medidas de reducción del impacto ambiental requiere que losaplicadores adquieran los conocimientos al respecto y se habitúen a su utilización paraobtener los máximos beneficios de ellas.
• La aplicación de estas medidas supone un camino nuevo y factible hacia el cumplimientode los objetivos del Plan de Gestión de Residuos Especiales aprobado por el ParlamentoVasco para reducir el consumo y emisión de disolventes no halogenados.
En definitiva, el “Libro Blanco de minimización de residuos y emisiones en la aplicación de pintura en carrocerías” proporciona una serie de criterios para la toma de decisiones en eltaller que les permitirá reducir su impacto medioambiental progresivamente, y de este modoalcanzar los límites de emisión que previsiblemente exigirá la futura Directiva de VOC’s yque son ya una realidad en otros países europeos.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 16/148
Introducción
12
1. INTRODUCCIÓN
Dentro del sector servicios, una de las actividades que representa un mayor potencialcontaminante es la reparación de carrocerías.
Las carrocerías de los coches, dañadas en accidentes o por otras causas, se reparan con lafinalidad de restablecer el aspecto original del vehículo. Las altas exigencias en cuanto aaspecto y propiedades mecánicas del recubrimiento determinan decisivamente la eleccióntanto de los materiales a aplicar como de los procedimientos de aplicación en el taller decarrocerías.
La toxicidad de un gran número de estos materiales empleados es la causante también de losefectos ambientales derivados de esta actividad.
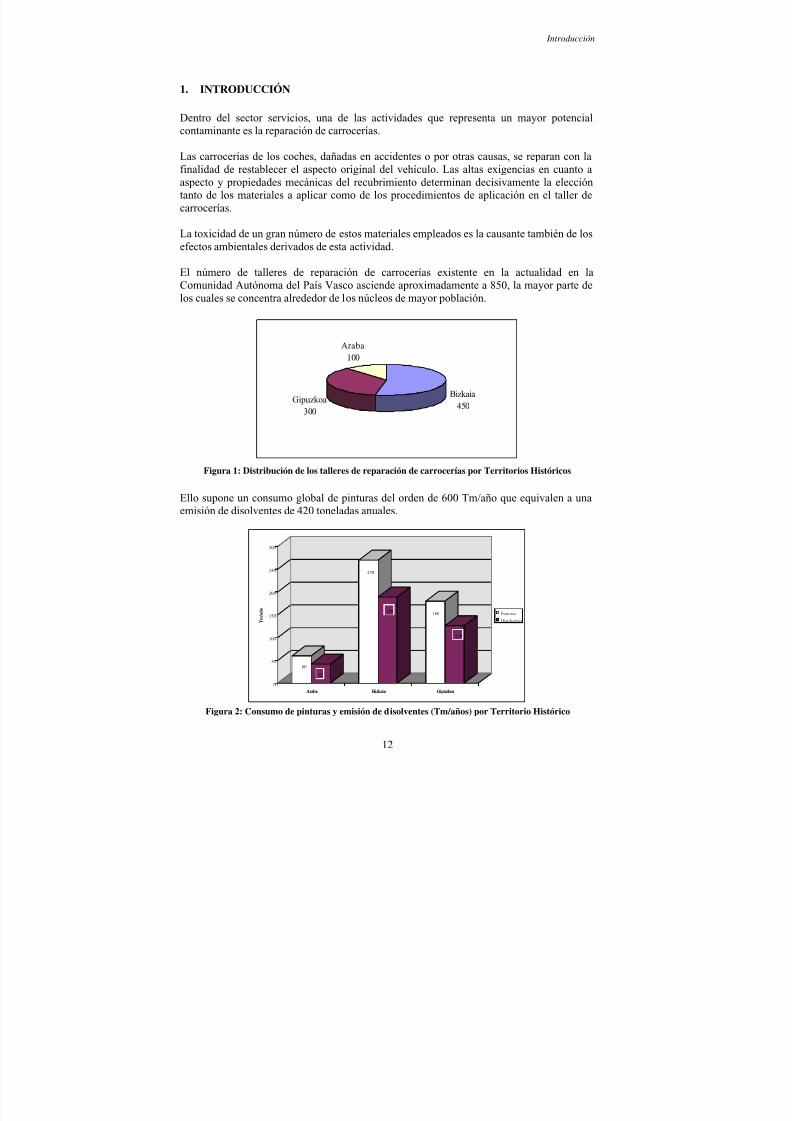
El número de talleres de reparación de carrocerías existente en la actualidad en laComunidad Autónoma del País Vasco asciende aproximadamente a 850, la mayor parte delos cuales se concentra alrededor de los núcleos de mayor población.
Gipuzkoa
300
Bizkaia450
Araba100
Figura 1: Distribución de los talleres de reparación de carrocerías por Territorios Históricos
Ello supone un consumo global de pinturas del orden de 600 Tm/año que equivalen a unaemisión de disolventes de 420 toneladas anuales.
Araba Bizkaia Gipuzkoa
60
42
270
189 180
126
0
50
100
150
200
250
300
T m / a ñ o
Araba Bizkaia Gipuzkoa
Pinturas
Disolventes
Figura 2: Consumo de pinturas y emisión de disolventes (Tm/años) por Territorio Histórico

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 17/148
Libro Blanco. Aplicación de pintura en carrocerías
13
A pesar de que el consumo de pintura en la renovación del acabado de los vehículosconstituye únicamente un 1,7% ( ver Tabla 3) del consumo total de pinturas líquidas a niveldel Estado, la homogeneidad de los métodos de aplicación y la existencia de alternativas que
permiten reducir el impacto medioambiental de esta actividad, mejorando a la vez las
condiciones de salubridad de los trabajos, multiplica el interés de promover la adaptacióntecnológica del sector.
Toneladas (Año 1997) Porcentaje sobre el totalPinturas para la Industria 254.934 35,4Automóvil (primer pintado + accesorios) 44.050 6,1Automóvil (repintado) 12.500 1,7Metalgráfico 12.000 1,7Coil Coatings 3.950 0,5Madera 77.250 10,7Marina 7.400 1,0Anticorrosión 12.350 1,7
Industria General 85.434 11,9Pinturas para decoración y construcción 465.000 64,6Pinturas al agua 390.000 54,2Pinturas al disolvente 75.000 10,4Total 719.934 100Fuente: ASEFAPI
Tabla 3: Volumen de ventas de pinturas líquidas en el Estado Español
Por otra parte, la creciente preocupación por la conservación del Medio Ambiente se traduceen esfuerzos normativos por parte de los Gobiernos. Así, la Unión Europea tiene previstodictar una Directiva con la finalidad de reducir las emisiones de disolventes en diversas
actividades e instalaciones entre las que se cuentan los talleres de reparación de carrocerías.En Austria entró en vigor en 1991 una regulación de los disolventes que pretende reducir sus emisiones fundamentalmente limitando los contenidos en disolventes de las pinturas y lalegislación británica exige a los talleres la utilización de equipos que garanticen un 65% deeficacia de transferencia en la aplicación de pintura.
Estos mismos motivos condujeron al Gobierno Vasco a la aprobación del “Plan de Gestiónde Residuos Especiales”, en el que se fijaba como uno de los objetivos globales lareducción en un 21-22% tanto de las emisiones como de los consumos de disolventes nohalogenados.
El Departamento de Ordenación del Territorio, Vivienda y Medio Ambiente, encomendó asu Sociedad Pública IHOBE, S.A. la elaboración del presente Libro Blanco ante lanecesidad de facilitar a los profesionales del sector, criterios técnicos que permitan laimplantación de mejores prácticas encaminadas a minimizar la generación de residuos yemisiones. El Libro Blanco de Minimización de residuos y emisiones en la aplicación de
pinturas en carrocerías es una guía práctica que facilita a las empresas la adopción demedidas para la reducción del consumo de pinturas y de la emisión de disolventes.
Este Libro Blanco incluye en primer lugar una recopilación práctica de la legislaciónmedioambiental que afecta a los talleres de carrocerías. Posteriormente se realiza unadescripción del proceso de pintado, analizando las principales vías de generación y
eliminación de residuos. En los siguientes capítulos se recogen los aspectos de salud laboral

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 18/148
Introducción
14
relacionados con la aplicación de pinturas y se analizan las posibles medidas deminimización de residuos y emisiones en el sector de reparación de carrocerías.
Sin embargo, el valor añadido de esta guía técnica se centra en la presentación de un método práctico para el ahorro de materias primas y reducción de residuos por parte del propio taller
y sobre todo en los dos ejemplos de talleres de la CAPV que se desarrollan al final de la presente publicación con la correspondiente evaluación técnico-ambiental y económica.
La aplicación de este método posibilitará la búsqueda de soluciones técnicas yeconómicamente viables a los problemas ambientales de los talleres de reparación decarrocerías.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 19/148
Libro Blanco. Aplicación de pintura en carrocerías
15
2. LEGISLACIÓN MEDIOAMBIENTAL EN EL SECTOR DE REPARACIÓN DECARROCERIAS
2.1 OBSERVACIONES DE CARÁCTER GENERAL
En este capítulo se reflejan los aspectos legales más relevantes que afectan a los talleres decarrocería. El capítulo se divide en varios apartados, en función de la problemática asociaday de la legislación que la regula. Los apartados son:
• Licencia de Actividad clasificada Toda actividad necesita para su funcionamiento contar con las debidas licencias y
autorizaciones administrativas.
• Residuos Peligrosos (RP)
Debido a la utilización de pinturas y disolventes, los talleres de carrocería generan unimportante número de diferentes tipos de residuos que pueden estar clasificados comoResiduos Peligrosos.
• Residuos Inertes En los talleres de carrocería, la mayor parte de los residuos industriales inertes se generanen las operaciones de reparación de la carrocería.
• Vertidos líquidosA pesar de su naturaleza acuosa algunos tipos de desechos líquidos que se puedengenerar en los talleres de carrocerías están considerados por la legislación actual como
residuos peligrosos y se tratarán en el apartado correspondiente.
• Atmósfera Las emisiones a la atmósfera se producen principalmente en dos puntos:- la combustión de fuel, gasóleo o gas natural para el funcionamiento de las cabinas-
horno de pintado y secado, y- la aplicación de pinturas y las consiguientes operaciones de evaporación y secado de
los disolventes contenidos en las mismas, así como la limpieza de los equiposutilizados.
Legislación Principales procesos afectados Principales residuos y emisiones Licencia de actividadclasificada
• Todos los talleres
Residuos peligrosos • Aplicación de pinturas ylimpieza de equipos deaplicación de pinturas
• Residuos de disolventes (y residuos acuosos notratados) de la limpieza de los equipos, restos de pinturas, lodos de destilación de disolventes,lodos y aguas de las cabinas de pintado, papel y plásticos de enmascarado.
Residuos inertes • Lijado y reparación decarrocería
• Polvo de lijado, lijas y abrasivos, parachoques,chatarras, neumáticos.
Agua (Vertidos líquidos) • Limpieza de equipos cuando sehan aplicado pinturas al agua.
• Lavado de los vehículos.
• Aguas de la limpieza de los equipos cuando sehan utilizado pinturas al agua si estos han sidodebidamente tratados y
• Aguas del lavado de vehículos Atmósfera
• Empleo de combustibles• Aplicación de pintura • Partículas, CO2, SO2, etc.• VOCs
Tabla 4: Resumen de legislación y efectos ambientales en el sector de reparación de carrocerías

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 20/148
Legislación medioambiental en el sector de reparación de carrocerias
16
En los siguientes apartados se resumen en una serie de fichas prácticas las principalesobligaciones en relación con los procedimientos administrativos. En el texto, y entre
paréntesis, se hará alusión a las normas específicas de aplicación cuya referencia aparece enel apartado 2.7.
2.2 LICENCIA DE ACTIVIDAD
Toda actividad necesita para su funcionamiento contar con las debidas autorizaciones ylicencias administrativas. De entre ellas las Licencias de Actividad Clasificada (1) yApertura son de aplicación a los talleres de reparación de carrocerías.
Las licencias de actividad y apertura las concede el Ayuntamiento donde está radicada laactividad. Dichas licencias deben incluir las medidas correctoras necesarias para el correctofuncionamiento de la actividad, parte de las cuales se recogen en el Decreto 171/1985, de 11
de Junio, por el que se aprueban las normas técnicas, de carácter general, de aplicación a lasactividades molestas, insalubres, nocivas y peligrosas y en el Real Decreto 1457/1986, de 10de enero, por el que se regulan la actividad industrial y la prestación de servicios en lostalleres de reparación de vehículos automóviles, de sus equipos y componentes.
Principales obligaciones
1. Inscribirse en el Registro Especial de Talleres de Reparación de Vehículos Automóvilesdel Departamento de Industria del Gobierno Vasco. (2)
2. Solicitar las Licencias de Actividad clasificada y Apertura mediante la presentación dela memoria y proyecto técnico al Ayuntamiento donde se ubique la actividad. El
Ayuntamiento lo tramitará ante el resto de organismos competentes.3. El proyecto deberá incluir como mínimoa) el siguiente equipamiento (2):
a.1) Carrocerías• Equipo completo para reparación de chapa (estirados, bancada, con utillaje
auxiliar).• Equipo para soldadura eléctrica.• Equipo para soldadura autógena.• Equipo para soldadura por puntos.• Electromuela.• Pistola para aplicación de pasta dura.• Juego de útiles, herramientas manuales, material complementario.a.2) Pintura• Equipo de pintura a pistola.• Cabina o recinto acondicionado para pintar.• Lijadora.• Pistola para aplicación de pastas duras.• Juego de útiles de pintura, espátulas y material complementario.
b) Medidas correctoras(3) b.1) Ventilación:• La ventilación del local no deberá producir molestias de olores, sonidos o
vibraciones al vecindario.• No se producierán molestias por ruidos o vibraciones.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 21/148
Libro Blanco. Aplicación de pintura en carrocerías
17
• El pintado de vehículos se efectuará en cámara cerrada con aspiración ydepuración de gases que serán conducidos al exterior a una altura de dos metros
por encima de alero de la edificación. En caso de que el filtrado se realice concortina de agua, la ventilación del local se efectuará a dos metros del alero.
b.2) Vertidos
• En caso de poseer desagües o aportes de aguas diferentes de los servicios oaseos, se dispondrá de un sistema de retención de sólidos y grasas antes deldesagüe de las aguas residuales.
• Cuando exista engrase o cambio de aceite, los aceites usados deberán ser recogidos en recipientes, no permiténdose su vertido.
b.3) Ruidos y vibraciones• Los anclajes de la maquinaria se efectuarán con elementos antivibratorios
evitándose la transmisión de vibraciones a la estructura del edificio, locales yviviendas próximas.
• En cualquier caso no se superarán los 40 dB (A) hasta las 22 horas y los 30 dB(A) hasta las ocho de la mañana en nivel equivalente Leq. En un minuto, ni los45 y 35 dB (A) en valores máximos en los dormitorios, cocinas y salas de estar a
partir de las ocho y 22 horas, respectivamente sin perjuicio de la normativamunicipal específica existente.
b.4) Queda prohibido realizar cualquier tipo de trabajo en el exterior del local, asícomo el estacionar vehículos en reparación en la vía pública.
Notas Prácticas
• Para las nuevas actividades es conveniente realizar una consulta previa al Ayuntamientosobre la idoneidad de la ubicación de la actividad.
• Antes de redactar la Memoria y Proyecto para solicitar la Licencia de Actividadclasificada, es conveniente ponerse en contacto con el Ayuntamiento para conocer elcontenido a desarrollar en los mismos. En caso de que no exista un índice para estosdocumentos, es conveniente presentar uno al Ayuntamiento para su aprobación, que deberecoger al menos los siguientes apartados: Descripción de las nuevas instalaciones,descripción de las obras y/o nuevos equipos, planos, presupuesto, calendario deactuaciones.
• El Ayuntamiento tiene un plazo de 6 meses para resolver.• No hay que confundir la Licencia de Actividad clasificada con las Licencia de Obra, ni
con otras autorizaciones, p.ej. con las actas de puesta en marcha, concedidas por elDepartamento de Industria del Gobierno Vasco.
• Si la nueva actividad va a implantarse en un solar donde han tenido lugar en el pasadootras actividades conviene consultar en el Ayuntamiento el Inventario de SuelosPotencialmente Contaminados.
2.3 RESIDUOS PELIGROSOS
Los talleres de carrocería generan en el desarrollo de su actividad una serie de residuos que por sus constituyentes y características pueden estar clasificados como Residuos Peligrosos(RPs). (Ver Figura 3).
Estos residuos son los que se especifican a continuación:

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 22/148
Legislación medioambiental en el sector de reparación de carrocerias
18
• Residuos de disolventes procedentes de la limpieza de los equipos.• Residuos acuosos procedentes de la limpieza de los equipos.• Residuos de pintura (pinturas preparadas y no usadas o caducadas).• Residuos de envases de pintura y disolventes.• Lodos de destilación de disolventes.• Filtros secos de cabinas de pintado/secado.• Lodos y aguas de las cabinas de pintado por vía húmeda.• Papel y plásticos de enmascarado.• Aceites usados, líquidos de frenos, baterías, sistemas de activación de airbag. Residuos
estos últimos que aunque no proceden directamente de la actividad de reparación decarrocerías se generan en un gran número de talleres que además realizan trabajosmecánicos. En la Figura 3 se facilita una lista de chequeo para determinar si un residuoespecífico está clasificado por la legislación vigente como Residuo Peligroso (RP).
¿Su residuoestá incluido en la
Lista Europea?(Ver Tabla 5)
¿Presentacaracterísticas de
toxicidad y/o peligrosidad?
(Ver Nota)
¿Está incluidoen la parte B de la
Tabla 6?
¿Contienesustancias de la
Tabla 7?
¿Presentacaracterísticas de
toxicidad y/o peligrosidad?
(Ver Nota )
¿Está incluidoen la parte A de la
Tabla 6?
INICIO SI
SI
NO
NO
NO
SI
NO
NO
SI
SI
SI
NO
Es RP
Es RP
Es RP
No es RP
No es RP
No es RP
No es RP
Nota.- Los parámetros a analizar para determinar latoxicidad y/o peligrosidad se deberían contrastar
con la Viceconsejería de Medio Ambiente delGobierno Vasco. (Tfno.: 945-18.80.00)
Figura 3: Gestión de Residuos Peligrosos

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 23/148
Libro Blanco. Aplicación de pintura en carrocerías
19
Código CER Descripción08 RESIDUOS DE LA FORMULACIÓN, FABRICACIÓN, DISTRIBUCIÓN Y UTILIZACIÓN (FFDU) DE
REVESTIMIENTOS (PINTURAS, BARNICES Y ESMALTES VÍTREOS), PEGAMENTOS, SELLANTES Y
TINTAS DE IMPRESIÓN
0801 Residuos de la FFDU de pintura y barniz
080101 Residuos de pinturas y barnices que contienen disolventes halogenados080102 Residuos de pinturas y barnices que no contienen disolventes halogenados080106 Lodos de la eliminación de pinturas y barnices que contienen disolventes halogenados080107 Lodos de eliminación de pinturas y barnices que no contienen disolventes halogenados0804 Residuos de la FFDU de pegamentos, sellantes (incluidos productos de impermeabilización)080401 Residuos de pegamentos y sellantes que contienen disolventes halogenados080402 Residuos de pegamentos y sellantes que no contienen disolventes halogenados080405 Lodos de pegamentos y sellantes que contienen disolventes halogenados080406 Lodos de pegamentos y sellantes que no contienen disolventes halogenados13 ACEITES USADOS (EXCEPTO ACEITES COMESTIBLES 050000 Y 120000)1301 Aceites hidráulicos y líquidos de freno usados130101 Aceites hidráulicos que contienen PCB o PCT130102 Otros aceites hidráulicos clorados (no emulsionados)
130103 Aceites hidráulicos no clorados (no emulsionados)130104 Otros aceites hidráulicos clorados emulsionados130105 Otros aceites hidráulicos no clorados emulsionados130106 Aceites hidráulicos que contienen sólo aceite mineral130107 Otros aceites hidráulicos130108 Líquidos de freno1302 Aceites lubricantes usados de motores y engranajes130201 Aceites lubricantes clorados de motores y engranajes130202 Aceites lubricantes no clorados de motores y engranajes130203 Otros aceites lubricantes de motores y engranajes1303 Aceites y otros líquidos de aislamiento y transmisión de calor usados130301 Aceites y otros líquidos de aislamiento y transmisión de calor que contienen PCB o PCT130302 Otros aceites y otros líquidos clorados de aislamiento y transmisión de calor 130303 Aceites y otros líquidos no clorados de aislamiento y transmisión de calor 130304 Aceites y otros líquidos sintéticos de aislamiento y transmisión de calor 130305 Aceites minerales de aislamiento y transmisión de calor 1305 Restos de separadores de agua/aceite130501 Sólidos de separadores agua/aceite130502 Lodos de separadores agua/aceite130503 Lodos de interceptores130504 Lodos o emulsiones de desalación130505 Otras emulsiones1306 Aceites usados no especificados en otra categoría130601 Aceites usados no especificados en otra categoría14 RESIDUOS DE SUSTANCIAS ORGÁNICAS UTILIZADAS COMO DISOLVENTES (EXCEPTO 070000 Y
080000)1401 Residuos del desengrasado de metales y mantenimiento de maquinaria140101 Clorofluorocarbonos140102 Otros disolventes y mezclas de disolventes halogenados140103 Otros disolventes y mezclas de disolventes140104 Mezclas acuosas de disolventes que contienen halógenos140105 Mezclas acuosas de disolventes sin halógenos140106 Lodos o residuos sólidos que contienen disolventes halogenados140107 Lodos o residuos sólidos que no contienen disolventes halogenados1404 Residuos de refrigerantes y propelentes de aerosoles y espumas140401 Clorofluorocarbonos140402 Otros disolventes y mezclas de disolventes halogenados140403 Otros disolventes y mezclas de disolventes140404 Lodos o residuos sólidos que contienen disolventes halogenados140405 Lodos o residuos sólidos que contienen otros disolventes1405 Residuos de la recuperación de disolventes y refrigerantes (residuos de destilación)
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 24/148
Legislación medioambiental en el sector de reparación de carrocerias
20
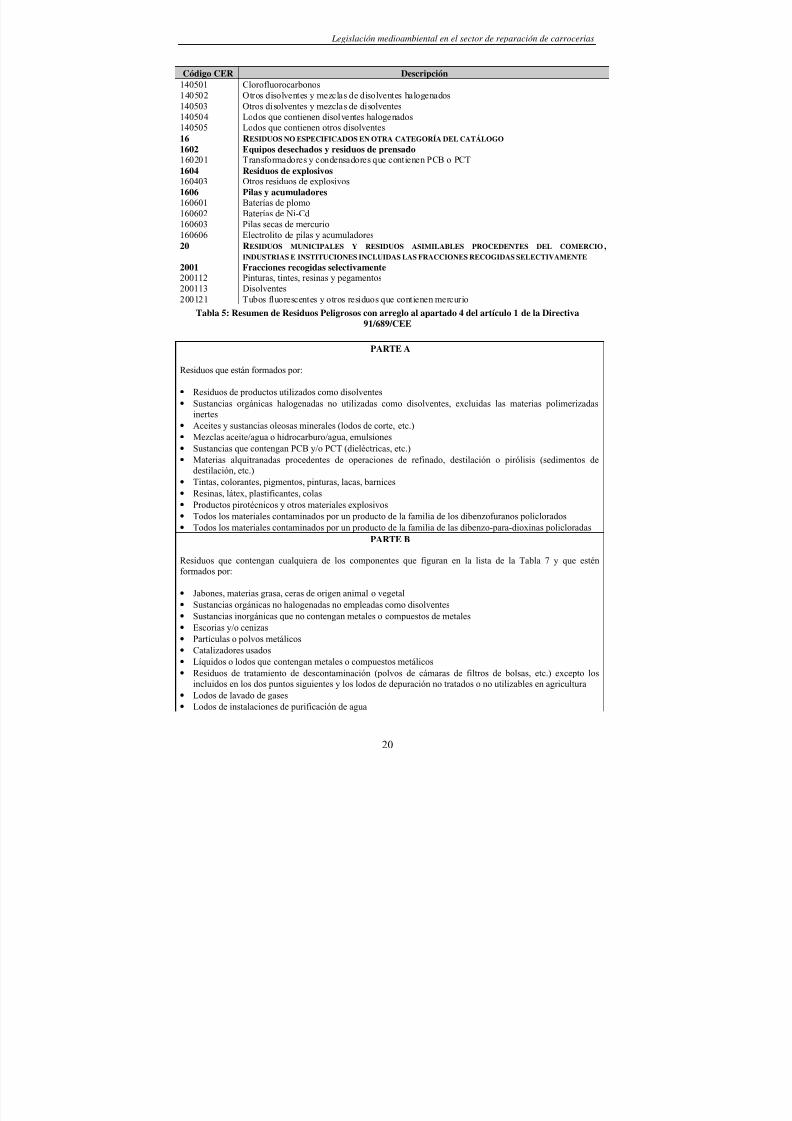
Código CER Descripción140501 Clorofluorocarbonos140502 Otros disolventes y mezclas de disolventes halogenados140503 Otros disolventes y mezclas de disolventes140504 Lodos que contienen disolventes halogenados140505 Lodos que contienen otros disolventes
16 RESIDUOS NO ESPECIFICADOS EN OTRA CATEGORÍA DEL CATÁLOGO1602 Equipos desechados y residuos de prensado160201 Transformadores y condensadores que contienen PCB o PCT1604 Residuos de explosivos160403 Otros residuos de explosivos1606 Pilas y acumuladores160601 Baterías de plomo160602 Baterías de Ni-Cd160603 Pilas secas de mercurio160606 Electrolito de pilas y acumuladores20 RESIDUOS MUNICIPALES Y RESIDUOS ASIMILABLES PROCEDENTES DEL COMERCIO,
INDUSTRIAS E INSTITUCIONES INCLUIDAS LAS FRACCIONES RECOGIDAS SELECTIVAMENTE
2001 Fracciones recogidas selectivamente
200112 Pinturas, tintes, resinas y pegamentos200113 Disolventes200121 Tubos fluorescentes y otros residuos que contienen mercurio
Tabla 5: Resumen de Residuos Peligrosos con arreglo al apartado 4 del artículo 1 de la Directiva91/689/CEE
PARTE A
Residuos que están formados por:
• Residuos de productos utilizados como disolventes• Sustancias orgánicas halogenadas no utilizadas como disolventes, excluidas las materias polimerizadas
inertes• Aceites y sustancias oleosas minerales (lodos de corte, etc.)• Mezclas aceite/agua o hidrocarburo/agua, emulsiones• Sustancias que contengan PCB y/o PCT (dieléctricas, etc.)• Materias alquitranadas procedentes de operaciones de refinado, destilación o pirólisis (sedimentos de
destilación, etc.)• Tintas, colorantes, pigmentos, pinturas, lacas, barnices• Resinas, látex, plastificantes, colas• Productos pirotécnicos y otros materiales explosivos• Todos los materiales contaminados por un producto de la familia de los dibenzofuranos policlorados• Todos los materiales contaminados por un producto de la familia de las dibenzo-para-dioxinas policloradas
PARTE B
Residuos que contengan cualquiera de los componentes que figuran en la lista de la Tabla 7 y que esténformados por:
• Jabones, materias grasa, ceras de origen animal o vegetal• Sustancias orgánicas no halogenadas no empleadas como disolventes• Sustancias inorgánicas que no contengan metales o compuestos de metales• Escorias y/o cenizas• Partículas o polvos metálicos• Catalizadores usados• Líquidos o lodos que contengan metales o compuestos metálicos• Residuos de tratamiento de descontaminación (polvos de cámaras de filtros de bolsas, etc.) excepto los
incluidos en los dos puntos siguientes y los lodos de depuración no tratados o no utilizables en agricultura• Lodos de lavado de gases• Lodos de instalaciones de purificación de agua
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 25/148
Libro Blanco. Aplicación de pintura en carrocerías
21
• Residuos de columnas intercambiadoras de iones• Lodos de depuración no tratados o no utilizables en agricultura• Residuos de la limpieza de cisternas y/o equipos• Equipos contaminados• Recipientes contaminados (envases, bombonas de gas, etc.) que hayan contenido uno o varios de los
constituyentes mencionados en la Tabla 7• Baterías y pilas eléctricas• Objetos procedentes de recogidas selectivas de basuras domésticas• Cualquier otro residuo que contenga uno cualesquiera de los constituyentes enumerados en la Tabla 7
Tabla 6: Resumen de categorías o tipos genéricos de residuos peligrosos, presentados en forma líquida,sólida o de lodos, clasificados según su naturaleza o la actividad que los genera
Residuos que tienen como constituyentes:• Berilio, compuestos de berilio• Compuestos de vanadio• Compuestos de cromo hexavalente• Compuestos de cobalto
• Compuestos de níquel• Compuestos de cobre• Compuestos de zinc• Arsénico, compuestos de arsénico• Selenio, compuestos de selenio• Compuestos de plata• Cadmio, compuestos de cadmio• Compuestos de estaño• Antimonio, compuestos de antimonio• Teluro, compuestos de teluro• Compuestos de bario, excluido el sulfato bárico• Mercurio, compuestos del mercurio• Talio, compuestos del talio• Plomo, compuestos del plomo• Sulfuros inorgánicos• Compuestos inorgánicos de flúor, excluido el fluoruro cálcico• Cianuros inorgánicos• Los siguientes metales alcalinos o alcalinotérreos: Litio, sodio, potasio, calcio, magnesio en forma no
combinada• Soluciones ácidas o ácidos en forma sólida• Soluciones básicas o bases en forma sólida• Amianto (polvos y fibras)• Fósforo; compuestos de fósforo, excluido los fosfatos minerales• Carbonilos metálicos• Peróxidos• Cloratos• Percloratos• Nitratos• PCB y/o PCT• Compuestos farmacéuticos o veterinarios• Biocidas y sustancias fitofarmacéuticas (plaguicidas, etc.)• Sustancias infecciosas• Creosotas• Isocianatos, tiocianatos• Cianuros orgánicos (nitrilos, etc.)• Fenoles, compuestos fenólicos• Disolventes halogenados
• Disolventes orgánicos excluidos los disolventes halogenados• Compuestos organohalogenados, excluidas las materias polimerizadas inertes y las demás sustancias
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 26/148
Legislación medioambiental en el sector de reparación de carrocerias
22
Residuos que tienen como constituyentes:mencionadas en esta tabla
• Compuestos aromáticos, compuestos orgánicos policíclicos y heterocíclicos• Aminas alifáticas• Aminas aromáticas• Éteres• Sustancias de carácter explosivo, excluidas las ya mencionadas en la presente tabla• Compuestos orgánicos de azufre• Todo producto de la familia de los dibenzofuranos policlorados• Todo producto de la familia de las dibenzo-para-dioxinas policloradas• Hidrocarburos y sus compuestos oxigenados, nitrogenados y/o sulfurados no incluidos en la presente tabla
Tabla 7: Sustancias que pueden dar carácter de peligroso a un residuo
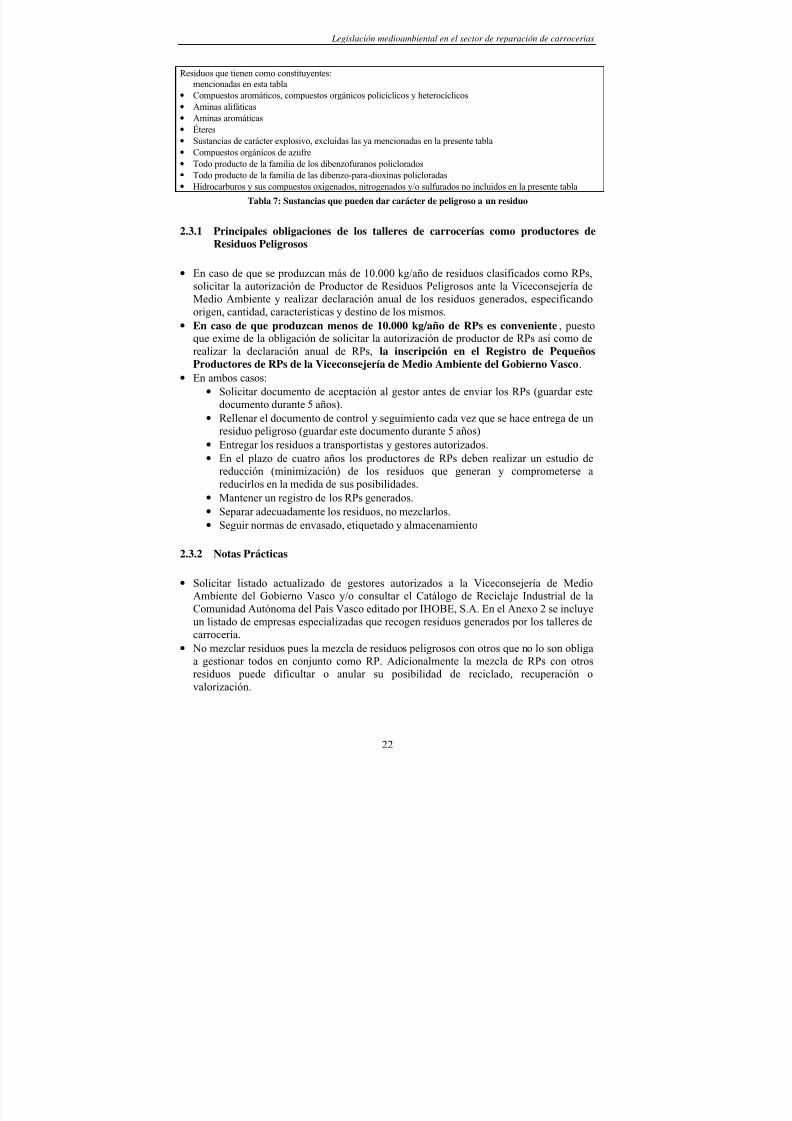
2.3.1 Principales obligaciones de los talleres de carrocerías como productores deResiduos Peligrosos
• En caso de que se produzcan más de 10.000 kg/año de residuos clasificados como RPs,solicitar la autorización de Productor de Residuos Peligrosos ante la Viceconsejería deMedio Ambiente y realizar declaración anual de los residuos generados, especificandoorigen, cantidad, características y destino de los mismos.
• En caso de que produzcan menos de 10.000 kg/año de RPs es conveniente , puestoque exime de la obligación de solicitar la autorización de productor de RPs así como derealizar la declaración anual de RPs, la inscripción en el Registro de PequeñosProductores de RPs de la Viceconsejería de Medio Ambiente del Gobierno Vasco.
• En ambos casos:• Solicitar documento de aceptación al gestor antes de enviar los RPs (guardar este
documento durante 5 años).• Rellenar el documento de control y seguimiento cada vez que se hace entrega de un
residuo peligroso (guardar este documento durante 5 años)• Entregar los residuos a transportistas y gestores autorizados.• En el plazo de cuatro años los productores de RPs deben realizar un estudio de
reducción (minimización) de los residuos que generan y comprometerse areducirlos en la medida de sus posibilidades.
• Mantener un registro de los RPs generados.• Separar adecuadamente los residuos, no mezclarlos.• Seguir normas de envasado, etiquetado y almacenamiento
2.3.2 Notas Prácticas
• Solicitar listado actualizado de gestores autorizados a la Viceconsejería de MedioAmbiente del Gobierno Vasco y/o consultar el Catálogo de Reciclaje Industrial de laComunidad Autónoma del País Vasco editado por IHOBE, S.A. En el Anexo 2 se incluyeun listado de empresas especializadas que recogen residuos generados por los talleres decarrocería.
• No mezclar residuos pues la mezcla de residuos peligrosos con otros que no lo son obligaa gestionar todos en conjunto como RP. Adicionalmente la mezcla de RPs con otrosresiduos puede dificultar o anular su posibilidad de reciclado, recuperación ovalorización.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 27/148
Libro Blanco. Aplicación de pintura en carrocerías
23
Los envases que hayan contenido RPs son también RPs. Asimismo el serrín, utilizado paracontener derrames, trapos, etc. son RPs y deben ser enviados a empresa autorizada a talefecto.
¿Genera la industriaResiduos Peligrosos?
¿La cantidad generada de RPs es
inferior a 10.000kg/año?
INICIO NO
SI
SI
NO
FIN
ResiduosDirección de Calidad AmbientalMedio Ambiente - Gobierno VascoTelf: (945) 18.80.00
REGISTRO
REGISTRO
REGISTRO
REGISTRO
REGISTRO
REGISTRO
SOLICITAR AUTORIZACION de Productor de RPs en
la Viceconsejería de Medio Ambiente (Ver Nota)
Inscripción REGISTRO PequeñosProductores de RPs en la Viceconsejería de
Medio Ambiente (Ver Nota)
Seguir CONDICIONES OPERATIVASContenidas en la autorización relativas a separación,
envasado, normas de seguridad, almacenamiento,dispositivos de toma de muestras, etc.
CONTACTAR CON UN GESTOR AUTORIZADO
Solicitar DOCUMENTO DE ACEPTACION del Gestor para cada residuo. Archivo 5 años
NOTIFICAR EL TRASLADO a la Viceconsejería deMedio Ambiente con diez días de antelación
ENTREGAR a TRANSPORTISTA AUTORIZADO
Cumplimentar DOCUMENTO DE CONTROL YSEGUIMIENTO de cada entrega
REALIZAR LA DECLARACION ANUAL de
Productor de RPs (Ver Nota)
Realizar ESTUDIO DE MINIMIZACIÓN de RPs yremitirlo a la Administración. (cada 4 años)
Nota.- La inscripción en el Registro de Pequeños Productores de RPs esvoluntaria. Esta inscripción exime al industrial de la Solicitud de
Autorización de Productor de RPs, así como de la realización de la Declaración Anual de los mismos.
REGISTRO
LEYENDA
Registrar información
Solicitar permisos,licencias, etc.
Elaborar proyectos,memorias, etc.
Administración Competente
Figura 4: Pasos a seguir por un taller de reparación de carrocerías para realizar una correcta gestión deResiduos Peligrosos
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 28/148
Legislación medioambiental en el sector de reparación de carrocerias
24
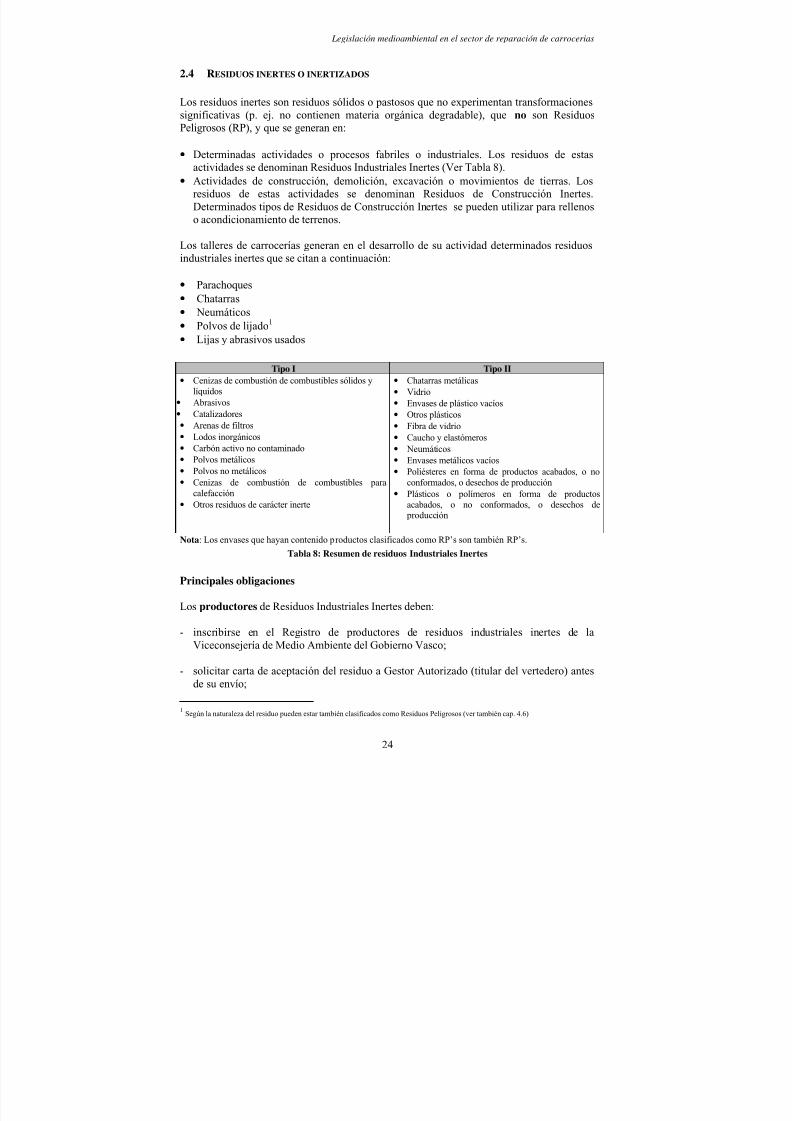
2.4 RESIDUOS INERTES O INERTIZADOS
Los residuos inertes son residuos sólidos o pastosos que no experimentan transformacionessignificativas (p. ej. no contienen materia orgánica degradable), que no son ResiduosPeligrosos (RP), y que se generan en:
• Determinadas actividades o procesos fabriles o industriales. Los residuos de estasactividades se denominan Residuos Industriales Inertes (Ver Tabla 8).
• Actividades de construcción, demolición, excavación o movimientos de tierras. Losresiduos de estas actividades se denominan Residuos de Construcción Inertes.Determinados tipos de Residuos de Construcción Inertes se pueden utilizar para rellenoso acondicionamiento de terrenos.
Los talleres de carrocerías generan en el desarrollo de su actividad determinados residuosindustriales inertes que se citan a continuación:
• Parachoques• Chatarras• Neumáticos• Polvos de lijado1
• Lijas y abrasivos usados
Tipo I Tipo II• Cenizas de combustión de combustibles sólidos y
líquidos• Abrasivos
• Catalizadores• Arenas de filtros• Lodos inorgánicos• Carbón activo no contaminado• Polvos metálicos• Polvos no metálicos• Cenizas de combustión de combustibles para
calefacción• Otros residuos de carácter inerte
• Chatarras metálicas• Vidrio• Envases de plástico vacíos
• Otros plásticos• Fibra de vidrio• Caucho y elastómeros• Neumáticos• Envases metálicos vacíos• Poliésteres en forma de productos acabados, o no
conformados, o desechos de producción• Plásticos o polímeros en forma de productos
acabados, o no conformados, o desechos de producción
Nota: Los envases que hayan contenido productos clasificados como RP’s son también RP’s.
Tabla 8: Resumen de residuos Industriales Inertes
Principales obligaciones
Los productores de Residuos Industriales Inertes deben:
- inscribirse en el Registro de productores de residuos industriales inertes de laViceconsejería de Medio Ambiente del Gobierno Vasco;
- solicitar carta de aceptación del residuo a Gestor Autorizado (titular del vertedero) antesde su envío;
1 Según la naturaleza del residuo pueden estar también clasificados como Residuos Peligrosos (ver también cap. 4.6)
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 29/148
Libro Blanco. Aplicación de pintura en carrocerías
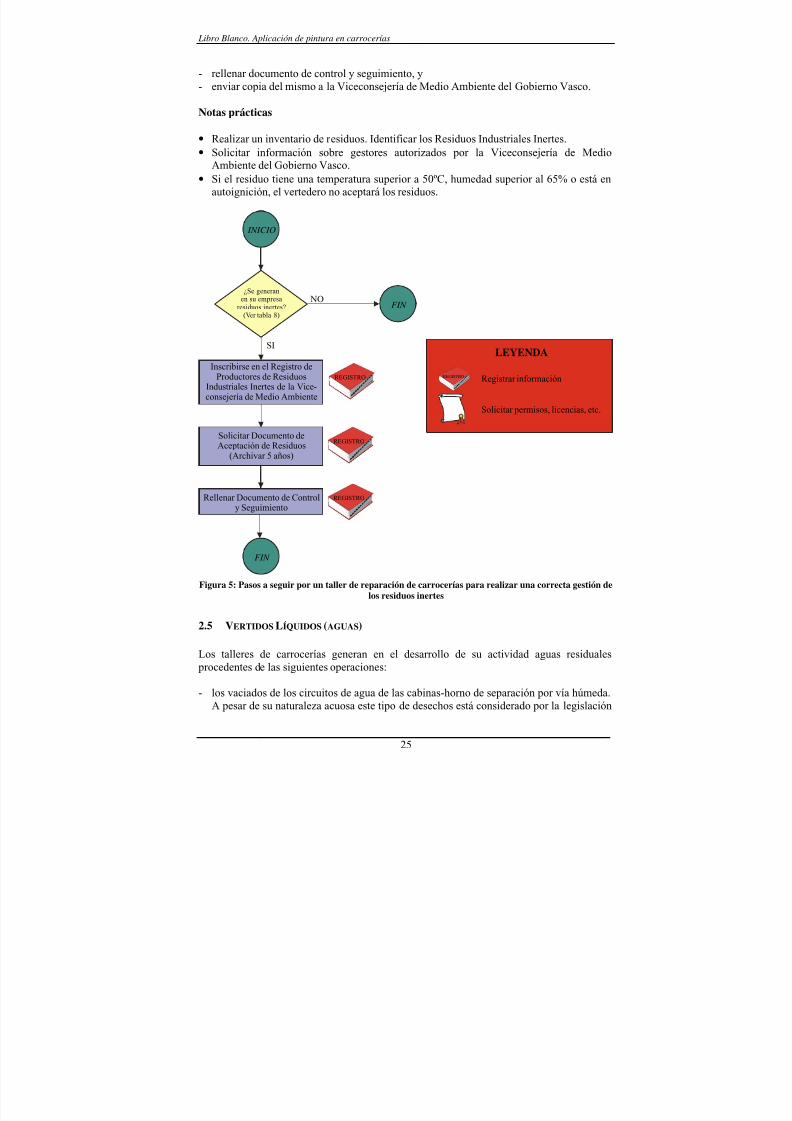
25
- rellenar documento de control y seguimiento, y- enviar copia del mismo a la Viceconsejería de Medio Ambiente del Gobierno Vasco.
Notas prácticas
• Realizar un inventario de residuos. Identificar los Residuos Industriales Inertes.• Solicitar información sobre gestores autorizados por la Viceconsejería de Medio
Ambiente del Gobierno Vasco.• Si el residuo tiene una temperatura superior a 50ºC, humedad superior al 65% o está en
autoignición, el vertedero no aceptará los residuos.
¿Se generanen su empresa
residuos inertes?(Ver tabla 8)
INICIO
NO
SI
REGISTRO
REGISTRO
REGISTRO
Solicitar Documento deAceptación de Residuos
(Archivar 5 años)
Rellenar Documento de Controly Seguimiento
Inscribirse en el Registro deProductores de Residuos
Industriales Inertes de la Vice-consejería de Medio Ambiente
REGISTRO
LEYENDA
Registrar información
Solicitar permisos, licencias, etc.
FIN
FIN
Figura 5: Pasos a seguir por un taller de reparación de carrocerías para realizar una correcta gestión delos residuos inertes
2.5 VERTIDOS LÍQUIDOS (AGUAS)
Los talleres de carrocerías generan en el desarrollo de su actividad aguas residuales procedentes de las siguientes operaciones:
- los vaciados de los circuitos de agua de las cabinas-horno de separación por vía húmeda.A pesar de su naturaleza acuosa este tipo de desechos está considerado por la legislación
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 30/148
Legislación medioambiental en el sector de reparación de carrocerias
26
actual como residuos peligrosos por lo que su procedimiento de gestión habrá de ser elindicado en el apartado correspondiente.
- las aguas de limpieza de los equipos utilizados con pinturas al agua. De acuerdo con lalegislación, en caso de que no sean tratados previamente e incluso en algunas ocasionesdespués de haber recibido un tratamiento están considerados como residuos peligrosos
por lo que también han sido incluidos en dicho apartado.- las aguas de lavado de los vehículos.
2.5.1 Principales obligaciones
• Disponer del correspondiente permiso de vertido a colector. Se obtiene a través de lalicencia de actividad si se trata de un colector municipal.
• En caso de que el vertido se realice directamente a cauce público se deberá obtener laautorización de vertido por el Departamento de Transportes y Obras Públicas delGobierno Vasco o la Confederación Hidrográfica correspondiente.
• Instalación de los equipos de depuración necesarios y los elementos de control de sufuncionamiento reflejados en la autorización de vertido.• Cumplimiento de los límites de vertido fijados en el permiso de vertido o autorización.• Seguir un Programa de vigilancia y control de vertido.• Pago de canon de vertido o tasa de saneamiento.
2.6 ATMÓSFERA
Los contaminantes principales contenidos en los gases de combustión son el monóxido ydióxido de carbono (CO y CO2 respectivamente), el dióxido de azufre (SO2), así como
óxidos nitrosos (NOX) e inquemados cuya proporción varía en función del combustibleutilizado y de las condiciones de combustión.
Las emisiones procedentes de la aplicación de pinturas y la limpieza de los equipos detrabajo se caracterizan por su contenido en compuestos orgánicos volátiles, comúnmenteconocidos por las siglas VOC’s, procedentes del propio contenido en estos compuestos delas pinturas empleadas.
2.6.1 Gases de Combustión
Para conseguir la protección del medio ambiente atmosférico existen una serie deobligaciones derivadas de la Ley 38/1972, de 22 de diciembre, de protección del ambienteatmosférico, el Decreto 833/1975 por el que se desarrolla la ley y la Orden de 18 de octubrede 1976 de prevención y corrección de la contaminación atmosférica de origen industrial.
Principales obligaciones
• Cumplir límites de emisión. En caso de discordancia entre los límites de emisión fijadosen el Decreto 833/1975 y los establecidos en la licencia de actividad u otra normativa deaplicación, se deberán cumplir los límites de emisión más restrictivos.De acuerdo con la Ley 38/1972, los límites de emisión de aplicación para las calderas de
cabinas de pintado son los siguientes.
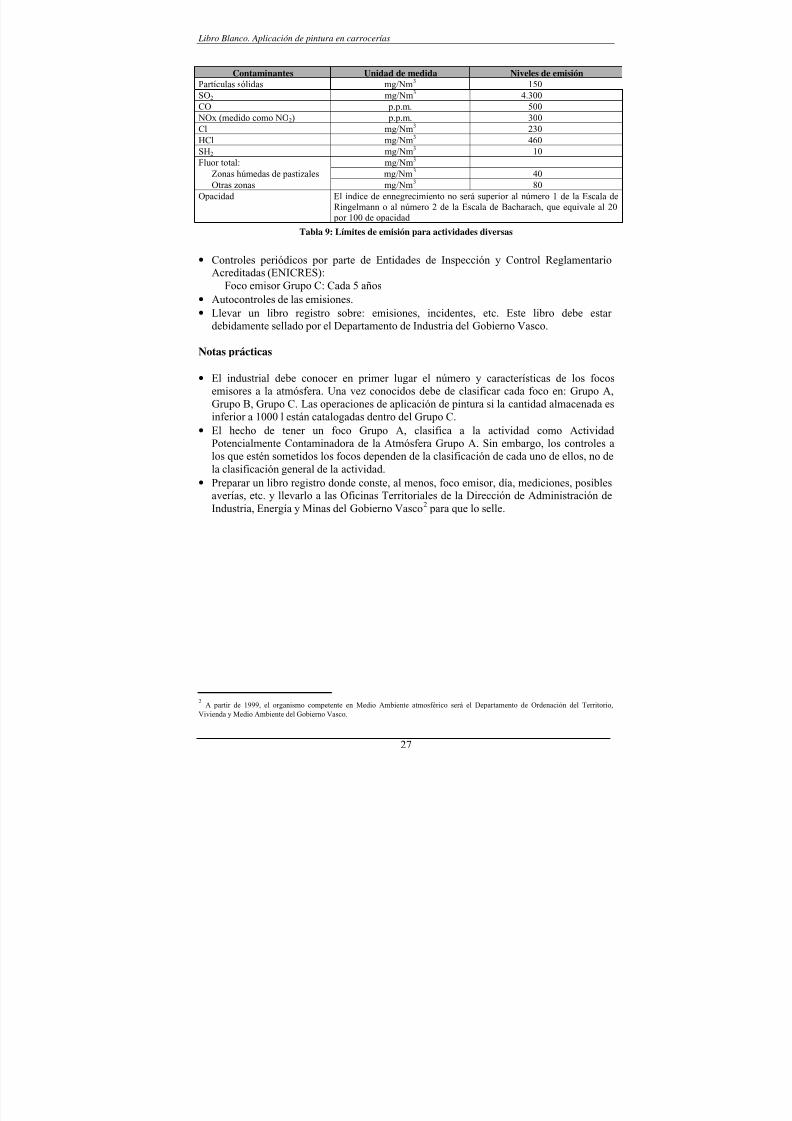
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 31/148
Libro Blanco. Aplicación de pintura en carrocerías
27
Contaminantes Unidad de medida Niveles de emisiónPartículas sólidas mg/Nm3 150SO2 mg/Nm3 4.300CO p.p.m. 500
NOx (medido como NO2) p.p.m. 300Cl mg/Nm3 230
HCl mg/Nm3 460SH2 mg/Nm3 10Fluor total: mg/Nm3
Zonas húmedas de pastizales mg/Nm3 40Otras zonas mg/Nm3 80
Opacidad El índice de ennegrecimiento no será superior al número 1 de la Escala deRingelmann o al número 2 de la Escala de Bacharach, que equivale al 20
por 100 de opacidad
Tabla 9: Límites de emisión para actividades diversas
• Controles periódicos por parte de Entidades de Inspección y Control Reglamentario
Acreditadas (ENICRES): Foco emisor Grupo C: Cada 5 años• Autocontroles de las emisiones.• Llevar un libro registro sobre: emisiones, incidentes, etc. Este libro debe estar
debidamente sellado por el Departamento de Industria del Gobierno Vasco.
Notas prácticas
• El industrial debe conocer en primer lugar el número y características de los focosemisores a la atmósfera. Una vez conocidos debe de clasificar cada foco en: Grupo A,Grupo B, Grupo C. Las operaciones de aplicación de pintura si la cantidad almacenada es
inferior a 1000 l están catalogadas dentro del Grupo C.• El hecho de tener un foco Grupo A, clasifica a la actividad como Actividad
Potencialmente Contaminadora de la Atmósfera Grupo A. Sin embargo, los controles alos que estén sometidos los focos dependen de la clasificación de cada uno de ellos, no dela clasificación general de la actividad.
• Preparar un libro registro donde conste, al menos, foco emisor, día, mediciones, posiblesaverías, etc. y llevarlo a las Oficinas Territoriales de la Dirección de Administración deIndustria, Energía y Minas del Gobierno Vasco2 para que lo selle.
2 A partir de 1999, el organismo competente en Medio Ambiente atmosférico será el Departamento de Ordenación del Territorio,Vivienda y Medio Ambiente del Gobierno Vasco.
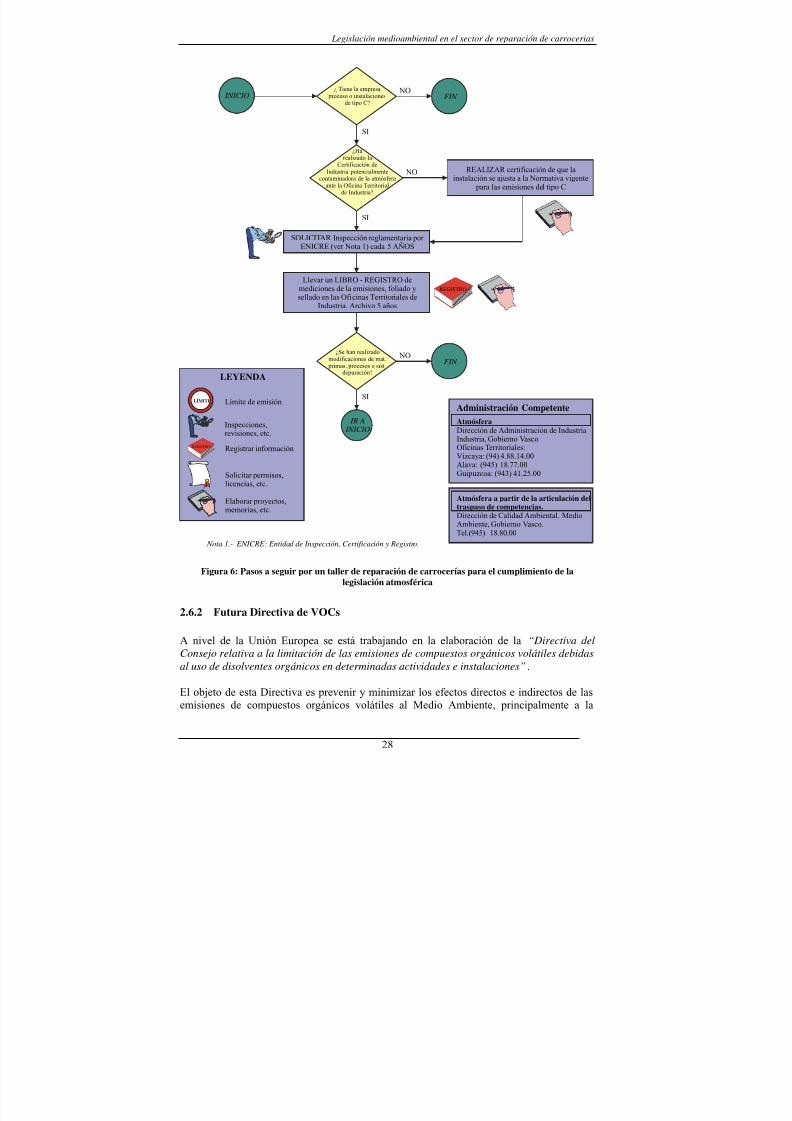
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 32/148
Legislación medioambiental en el sector de reparación de carrocerias
28
¿ Tiene la empresa proceso o instalaciones
de tipo C?
¿Harealizado la
Certificación deIndustria potencialmente
contaminadora de la atmósferaante la Oficina Territorial
de Industria?
¿Se han realizadomodificaciones de mat.
primas, procesos o sist.depuración?
IR A INICIO
NO
NO
NO
SI
SI
SI
FIN
FIN
REGISTRO
SOLICITAR Inspección reglamentaria porENICRE (ver Nota 1) cada 5 AÑOS
Llevar un LIBRO - REGISTRO demediciones de la emisiones, foliado ysellado en las Oficinas Territoriales de
Industria. Archivo 5 años
REALIZAR certificación de que lainstalación se ajusta a la Normativa vigente
para las emisiones del tipo C
Nota 1.- ENICRE: Entidad de Inspección, Certificación y Registro.
LÍMITE
REGISTRO
LEYENDA
Registrar información
Inspecciones,revisiones, etc.
Límite de emisión
Solicitar permisos,licencias, etc.
Elaborar proyectos,memorias, etc.
INICIO
Atmósfera a partir de la articulación deltraspaso de competencias.Dirección de Calidad Ambiental. MedioAmbiente, Gobierno Vasco.Tel.(945) 18.80.00
AtmósferaDirección de Administración de IndustriaIndustria, Gobierno VascoOficinas Territoriales:Vizcaya: (94) 4.88.14.00Alava: (945) 18.77.00Guipuzcoa: (943) 41.25.00
Administración Competente
Figura 6: Pasos a seguir por un taller de reparación de carrocerías para el cumplimiento de lalegislación atmosférica
2.6.2 Futura Directiva de VOCs
A nivel de la Unión Europea se está trabajando en la elaboración de la “Directiva delConsejo relativa a la limitación de las emisiones de compuestos orgánicos volátiles debidasal uso de disolventes orgánicos en determinadas actividades e instalaciones”.
El objeto de esta Directiva es prevenir y minimizar los efectos directos e indirectos de lasemisiones de compuestos orgánicos volátiles al Medio Ambiente, principalmente a la
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 33/148
Libro Blanco. Aplicación de pintura en carrocerías
29
atmósfera, y los riesgos potenciales para la Salud Humana, por medio de medidas y procedimientos que deben implementarse en las actividades definidas en su Anexo I. Estasactividades se verán afectadas por la Directiva siempre y cuando se lleven a cabo por encima de los umbrales de consumo especificados en su Anexo II A. En la Tabla 10 serecoge lo que especifican estos anexos de la Directiva respecto a la actividad de renovación
del acabado de vehículos.
Puesto que la Directiva no ha sido aprobada en el momento de redacción del presenteinforme, a continuación se expondrán las obligaciones que implicaría para los talleres dereparación de carrocerías de acuerdo con la Posición Común (CE) Nº40/98, de 16 de Juniode 1998.
De acuerdo con la Posición Común, todas las instalaciones deberán observar:
a) o bien el cumplimiento de los valores límite de emisión en los gases residuales (salidade chimenea) y los valores de emisión fugaz3 (pérdidas por evaporaciones, etc. no
confinadas) y demás requisitos establecidos en el anexo II A.
b) o bien los requisitos del sistema de reducción mencionado en el anexo II B.
Estas exigencias se resumen de un modo esquemático y simplificado en la Tabla 8.
ANEXO A ANEXO BValores límite de emisión Sistema de reducciónUmbral1
(t/año) Chimenea2
(mgC/Nm3)Fugaz3
(%)% de emisión de
referenciaFactor de
multiplicación>0,5 504 25 40 3
1.
Umbral de consumo de disolventes en toneladas año2. Valores límite de emisión en gases residuales3. Valores límite de emisión fugaz (= emisiones no confinadas) (porcentaje sobre la entrada de disolventes)4. Se deberá demostrar el cumplimiento de lo dispuesto en el apartado 3 del artículo 9 basándose en mediciones de una
media de 15 minutos.
Tabla 10: Requisitos de la Directiva de VOC’s según la Posición Común de junio de 1998 (pendiente deaprobación definitiva) para la actividad de renovación del acabado de vehículos (sector 6)
Ello implica que tras la entrada en vigor de la Directiva y de acuerdo con el borrador actual,ésta será de aplicación solamente para aquellos talleres en los que el consumo total anualde disolventes sea superior a 500 kg/año incluyendo tanto los propios disolventes dedilución, limpieza y desengrase como la cantidad de disolventes contenida en las pinturas y
cualquier otro preparado utilizado para desarrollar la actividad.
2.6.2.1 Opción 1: Cumplimiento de los límites de emisión
Conlleva las siguientes obligaciones:
- toda emisión o vertido gaseoso final al aire procedente de una chimenea o equipo dedisminución (por ej. un destilador) que contenga compuestos orgánicos volátiles no
podrá exceder el valor de concentración de 50 mgC/Nm3.
3 Se calcula de acuerdo con lo establecido en el Anexo III de la Posición común.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 34/148
Legislación medioambiental en el sector de reparación de carrocerias
30
- toda emisión de compuestos orgánicos volátiles al aire, suelo y agua no contenida enuna corriente de gases residuales, como por ejemplo las emisiones no capturadasliberadas al ambiente exterior por las ventanas, puertas, respiraderos y aberturassimilares, no podrá ser superior al 25% del total de disolventes utilizados paradesarrollar la actividad4.
2.6.2.2 Opción 2: Sistema de reducción
La finalidad del Sistema de Reducción es ofrecer a los usuarios de las pinturas y acabadosuna alternativa a los límites de la suma de las emisiones por la chimenea y de las emisionesfugitivas, en caso de que puedan utilizarse otros medios para alcanzar las reducciones deemisiones requeridas.
El Sistema de Reducción establece una “emisión objetivo” para cada planta de unaactividad. Ese objetivo es un porcentaje de la “emisión de referencia” para aquella
actividad.La emisión de referencia es, en efecto, la cantidad de disolvente que sería emitida por laoperación si se utilizasen completamente los sistemas convencionales. Por lo tanto está
basada en la cantidad de pintura sólida5 utilizada. Se ha establecido un “factor demultiplicación” para cada aplicación, basado en el nivel promedio de disolvente estimado
para sistemas convencionales. El peso de materia sólida utilizada, para el caso de los talleresde carrocería, se multiplica por 3 para determinar la emisión de referencia. Esto supone quese considera que las pinturas convencionales dentro del sector tienen un porcentaje dedisolventes del 75%.
La emisión objetivo es un porcentaje de esta emisión de referencia. Este porcentaje secalcula a partir del límite de la emisión fugitiva6 para aquella aplicación. Para la renovacióndel acabado de vehículo resulta en un 15% por encima del límite de la emisión fugitiva, esdecir, el 40% de la emisión de referencia. La emisión objetivo, es decir el objetivo deconsumo de disolventes para la instalación, incluye todo el disolvente utilizado, nosolamente el disolvente contenido en los recubrimientos, sino también el que se añade paradiluir y ajustar, el de limpieza de los equipos del proceso, etc.
Debe hacerse notar que la emisión objetivo no está basada en la cantidad de disolventeusada en la realidad sino en el peso de los sólidos de la pintura utilizada. Por ello, aaquellos que hubiesen ya cambiado a tecnologías con más bajo contenido en
disolventes, no se les ponen objetivos más difíciles de alcanzar en la reducción de lasemisiones.
4 La suma de los disolventes más la cantidad de los mismos contenida en las pinturas incluidos los disolventes reciclados dentro y fuera de
la instalación.5 Cuerpo sólido contenido en las pinturas.6 De acuerdo con la opción de cumplimiento de los límites de emisión.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 35/148
Libro Blanco. Aplicación de pintura en carrocerías
31
Ejemplo:
Consideremos un taller de carrocería que consuma 700 kg/año de pinturas ya listas para usar del tipoconvencional, también denominado LS (contenido medio en disolventes = 75%), además y un total de 250kg/año de disolventes de desengrase y limpieza. Su consumo total de disolventes ascendería por tanto a 775
kg/a.
Puesto que el consumo total de disolventes es superior a lo especificado como umbral para el sector (500kg/año), este taller estará afectado por la Directiva de VOC’s.
Para cumplir los requisitos de la norma, este taller tiene 3 opciones:
Opción 1: Cumplir los límites de emisión
Opción 2: Acogerse al sistema de reducciónComo se ha mencionado, para los talleres de carrocería la emisión objetivo es el 40% de la emisiónde referencia.La emisión de referencia se calcula a partir del nivel de sólidos (material no volátil) utilizado. En
este caso el taller utiliza 175 kg/a de pintura sólida (25% de la pintura consumida), puesto que se hamencionado que utiliza productos LS.El factor de multiplicación para esta aplicación es de 3. Por lo tanto:Emisión de referencia = 3 x 175 = 525 kg/añoEmisión objetivo = 40% de 525 = 210 kg de disolvente por añoSi se acoge a esta opción, el taller deberá reducir su consumo de disolventes (el contenido en las
pinturas más los consumos de disolventes de dilución, desengrase y limpieza) hasta un máximo de210 kg/año.
Opción 3: Reducir su consumo de disolventes justo por debajo del umbral de consumo especificado en laDirectiva.La emisión objetivo está debajo del umbral de inclusión en el ámbito de la Directiva (es decir, 0,5Tn/año para la renovación del acabado de vehículos). Por esta razón, en esta planta, un enfoque
alternativo podría ser reducir el uso de disolventes justo por debajo de las 0,5 Ton por año; esto ledispensaría de todos los requisitos de la Directiva.
El usuario es libre de elegir cómo cumplir la emisión objetivo. Pueden alcanzarse usandouna sola tecnología o tipo de formulación en todas partes. Sin embargo, muchas compañíasencontrarán más adecuado usar una combinación de tecnologías, logrando unas mayoresreducciones de emisión en un área y reduciendo los requisitos en otra -por ejemplo, sistemas
bajos en disolvente, cuando los costos y las exigencias de calidad del recubrimiento lo permiten y acabados convencionales cuando se necesiten sus prestaciones.
Las emisiones objetivo deben alcanzarse 7 años después de que la Directiva en vigor (6 años
para las nuevas instalaciones). Sin embargo, un nivel intermedio -1,5 veces la emisiónobjetivo- debe ser alcanzado 5 años después de que la Directiva entre en vigor (2 años paralas nuevas instalaciones).
Recalcar que aunque los datos señalados dentro de este apartado corresponden a laPosición Común aprobada por el Consejo, cabe la posibilidad de que puedanintroducirse modificaciones antes de su aprobación definitiva.
Adicionalmente a lo anterior, de acuerdo con la Decisión relativa a la posición comúnaprobada por el Consejo (C4-0389/98-96/0275(SYN)) se prevé “la posibilidad de incluir en
futuras normativas las instalaciones que se encuentran por debajo de los umbralesestablecidos en los anexos; que esto comporta también una normativa específica para
productos para la renovación del acabado de vehículos con un umbral igual a cero”
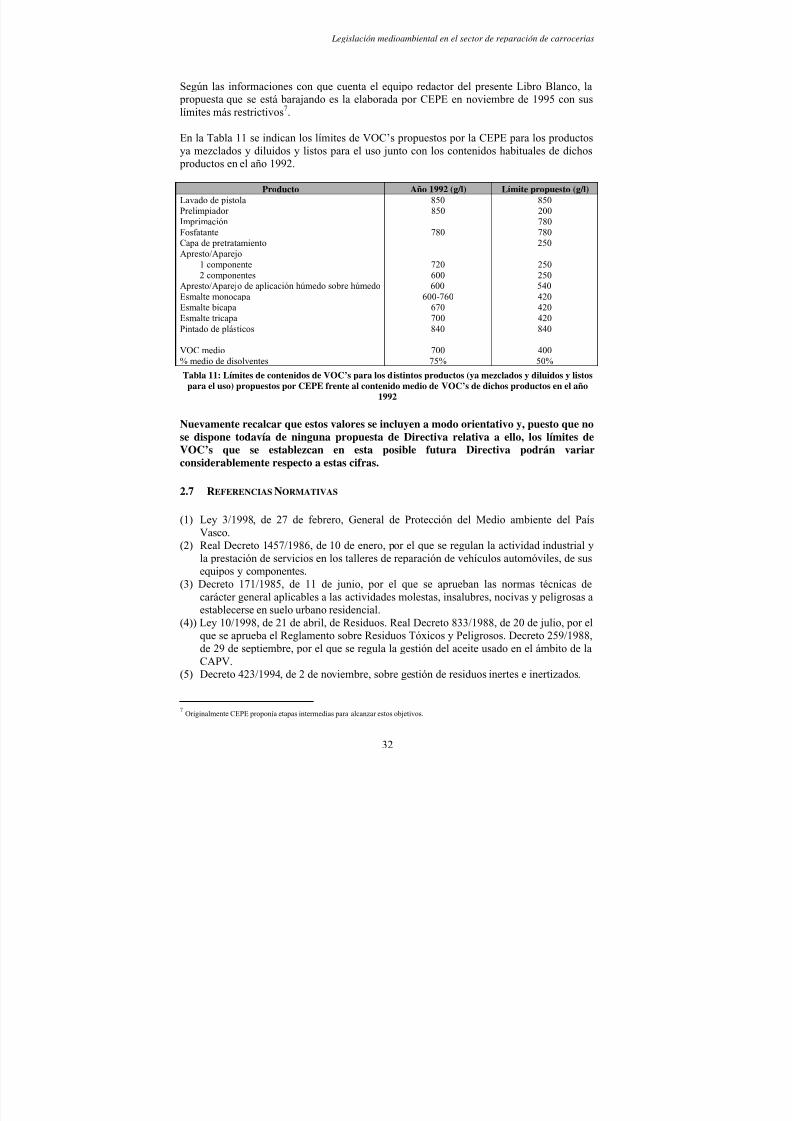
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 36/148
Legislación medioambiental en el sector de reparación de carrocerias
32
Según las informaciones con que cuenta el equipo redactor del presente Libro Blanco, la propuesta que se está barajando es la elaborada por CEPE en noviembre de 1995 con suslímites más restrictivos7.
En la Tabla 11 se indican los límites de VOC’s propuestos por la CEPE para los productosya mezclados y diluidos y listos para el uso junto con los contenidos habituales de dichos productos en el año 1992.
Producto Año 1992 (g/l) Límite propuesto (g/l)Lavado de pistola 850 850Prelimpiador 850 200Imprimación 780Fosfatante 780 780Capa de pretratamiento 250Apresto/Aparejo
1 componente 720 250
2 componentes 600 250Apresto/Aparejo de aplicación húmedo sobre húmedo 600 540Esmalte monocapa 600-760 420Esmalte bicapa 670 420Esmalte tricapa 700 420Pintado de plásticos 840 840
VOC medio 700 400% medio de disolventes 75% 50%
Tabla 11: Límites de contenidos de VOC’s para los distintos productos (ya mezclados y diluidos y listospara el uso) propuestos por CEPE frente al contenido medio de VOC’s de dichos productos en el año
1992
Nuevamente recalcar que estos valores se incluyen a modo orientativo y, puesto que nose dispone todavía de ninguna propuesta de Directiva relativa a ello, los límites deVOC’s que se establezcan en esta posible futura Directiva podrán variarconsiderablemente respecto a estas cifras.
2.7 REFERENCIAS NORMATIVAS
(1) Ley 3/1998, de 27 de febrero, General de Protección del Medio ambiente del PaísVasco.
(2) Real Decreto 1457/1986, de 10 de enero, por el que se regulan la actividad industrial yla prestación de servicios en los talleres de reparación de vehículos automóviles, de susequipos y componentes.
(3) Decreto 171/1985, de 11 de junio, por el que se aprueban las normas técnicas decarácter general aplicables a las actividades molestas, insalubres, nocivas y peligrosas aestablecerse en suelo urbano residencial.
(4)) Ley 10/1998, de 21 de abril, de Residuos. Real Decreto 833/1988, de 20 de julio, por elque se aprueba el Reglamento sobre Residuos Tóxicos y Peligrosos. Decreto 259/1988,de 29 de septiembre, por el que se regula la gestión del aceite usado en el ámbito de laCAPV.
(5) Decreto 423/1994, de 2 de noviembre, sobre gestión de residuos inertes e inertizados.
7 Originalmente CEPE proponía etapas intermedias para alcanzar estos objetivos.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 37/148
Libro Blanco. Aplicación de pintura en carrocerías
33
(6) Ley 29/1985, de 2 de agosto, de Aguas. Real Decreto 849/1986, de 11 de abril, por elque se aprueba el reglamento del Dominio Público Hidráulico.
(7) Ley 38/1972, de 22 de diciembre, de protección del ambiente atmosférico.(8) Decreto 833/1975, de 6 de febrero, por el que se desarrolla la Ley 38/1992 de
protección del medio ambiente atmosférico.
(9) Posición Común (CE) Nº 40/98, de 16 de junio de 1998 con vistas a la adopción de laDirectiva 98/..../CE del Consejo, de......, relativa a la limitación de las emisiones decompuestos orgánicos volátiles debidas al uso de disolventes orgánicos en determinadasactividades e instalaciones.
(10)Decisión relativa a la posición común aprobada por el consejo con vistas a la adopcióndel a directiva del Consejo relativa a la limitación de las emisiones de compuestosorgánicos volátiles debidas al uso de disolventes orgánicos en determinadas actividadese instalaciones (C4-0389/98 - 96/0276 (SYN)).
(11)Propuesta reexaminada de Directiva del Consejo relativa a la limitación de lasemisiones de compuestos orgánicos volátiles debidas al uso de disolventes orgánicos endeterminadas actividades e instalaciones (COM(1998)681 final - 96/0276 (SYN) de 15
de diciembre de 1998.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 38/148
Descripción genérica del proceso
34
3. DESCRIPCIÓN GENÉRICA DEL PROCESO
El proceso de reparación y repintado de desperfectos de vehículos desarrollado en lostalleres de carrocería es un proceso artesanal. Tanto los fabricantes de coches como losclientes particulares, exigen una calidad muy alta a la pintura en los talleres de carrocería.Este pintado debe ser idéntico en su aspecto (p. ej. tono, efecto y brillo) y en sus
propiedades mecánicas (p. ej. dureza, resistencia a las inclemencias del tiempo, etc.) alrecubrimiento original. Estas exigencias determinan en gran medida la elección de losmateriales y los métodos de aplicación.
El pintado en la reparación de coches (ver Figura 7) se divide en cuatro fases de trabajo:
• la reparación de la carrocería (enderezamiento, desabollado, soldadura blanda/fuerte,estañado y eventualmente emplastecimiento previo),
• la preparación de la superficie (limpieza, enmascarado, emplastecimiento fino oenmasillado, rectificado, imprimación y aplicación de la capa de relleno o aparejo),• el pintado propiamente dicho (aplicación de una, dos o incluso tres capas de pinturas y
secado) y• la limpieza del instrumental de trabajo.
3.1 OPERACIONES PREVIAS
3.1.1 Reparación de la Carrocería
La mayoría de los talleres disponen de espacios destinados exclusivamente a la reparaciónde la carrocería. Allí se arreglan los desperfectos y los daños existentes en la chapamediante operaciones de enderezamiento, desabollado, soldadura, estañado, etc.Eventualmente también puede ser necesaria la aplicación de un enmasillado previo paratapar agujeros (ver cap. 3.1.2). La reparación de la carrocería incluye también ladesoxidación de la chapa, que se realiza mecánicamente. Los desoxidantes químicos apenasson utilizados en los talleres de carrocería.
En caso de que los daños que presente la carrocería sean demasiado importantes,generalmente se opta por sustituir la pieza entera.
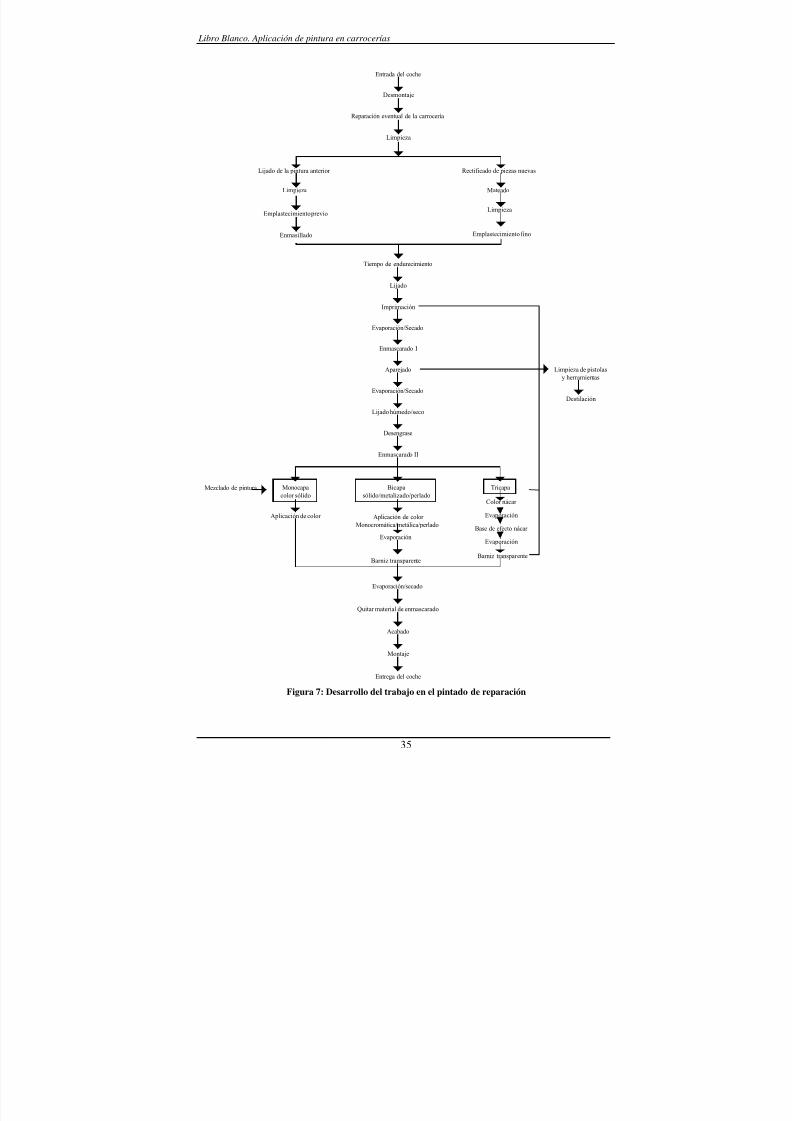
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 39/148
Libro Blanco. Aplicación de pintura en carrocerías
35
Entrada del coche
Desmontaje
Reparación eventual de la carrocería
Limpieza
Lijado de la pintura anterior Rectificado de piezas nuevas
Emplastecimiento previo
Emplastecimiento finoEnmasillado
Tiempo de endurecimiento
Lijado
Imprimación
Evaporación/Secado
Enmascarado I
Aparejado
Evaporación/Secado
Lijado húmedo/seco
Desengrase
Enmascarado II
Monocapacolor sólido
Tricapa
Aplicación de color
Color nácar
Evaporación
Base de efecto nácar
Evaporación
Evaporación/secado
Quitar material de enmascarado
Acabado
Montaje
Entrega del coche
Bicapasólido/metalizado/perlado
Aplicación de color Monocromática/metálica/perlado
Evaporación
Barniz transparente
Mezclado de pintura
Limpieza de pistolasy herramientas
Destilación
Limpieza Mateado
Limpieza
Barniz transpar ente
Figura 7: Desarrollo del trabajo en el pintado de reparación

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 40/148
Descripción genérica del proceso
36
3.1.2 Preparación de la superficie
3.1.2.1 Enmasillado
La primera etapa de preparación de la superficie consiste en nivelar las irregularidades que
se hayan podido producir durante la reparación en la zona a pintar. Una vez lijada ydesengrasada el área reparada, las irregularidades se igualan mediante la aplicación de unamasilla. El tipo de masilla a utilizar difiere en función del tipo, tamaño y profundidad de lairregularidad y del material base. Así, entre los principales tipos de masillas cabe mencionar las masillas de poliéster, de poliester reforzadas con fibra de vidrio, masillas para superficiesde cinc o aceros galvanizados, masillas de poliester para plástico y masillas aplicables a
pistola.
Si bien no es práctica habitual en los talleres de reparación, es conveniente aplicar un finovelo de imprimación epoxi previo al enmasillado para proteger el sustrato de posiblescorrosiones causadas por la absorción de agua de las masillas.
Una vez endurecida la masilla se procede a su lijado hasta conseguir superficies lisas yuniformes. Incluso pueden ser necesarias varias aplicaciones de masilla hasta lograr laadecuada uniformidad de las superficies que se van a pintar.
Las masillas de poliester pueden absorber agua por lo que el lijado se efectuará siempre enseco. Cuando se realice sobre superficies plásticas, para evitar la aparición de cargaselectrostáticas, antes de aplicar el aparejo o acabado se debe desengrasar la superficie conun desengrasante adecuado que elimina este efecto.
3.1.2.2 Enmascarado
Antes de comenzar a aplicar las sucesivas capas del recubrimiento, es necesario cubrir las piezas y partes del vehículo que no deben recibir pulverizaciones de pintura para evitar queresulten afectadas por las diferentes operaciones a las que serán expuestas las piezasadyacentes.
Esta operación, denominada enmascarado, se lleva a cabo empleando un papel especial o bien fundas de plástico que presentan una adecuada resistencia mecánica y a la acción de losdisolventes y diluyentes utilizados en los procesos de pintura. El uso de papel de periódico ode revistas, a pesar de ser una práctica aún extendida en los talleres, no resulta aconsejabledebido a que incrementa el número de factores de riesgo que intervienen en el trabajo(acumulación de polvo, dificultad para cubrir adecuadamente la superficie, etc.).
Figura 8: Enmascarado con funda plástica Figura 9: Enmascarado con film plástico

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 41/148
Libro Blanco. Aplicación de pintura en carrocerías
37
Figura 10: Enmascarado con papel
3.1.2.3 Aplicación de imprimaciones y/o aparejos
Antes de aplicar la pintura, un proceso ineludible para preparar el substrato de la zona a pintar (chapa, plástico, etc.) tanto en la fabricación como en la reparación de vehículos, es laaplicación de las denominadas pinturas de fondo o de preparación.
En ocasiones, el pintor tiene que repetir operaciones de pintado al aparecer defectos en elacabado final que tienen su origen en la inadecuada aplicación de las pinturas de fondo, bien
por no utilizar una técnica apropiada o bien por el desconocimiento intrínseco de los productos que maneja.
Las pinturas de fondo acondicionan la superficie rellenando pequeñas irregularidades de lazona a pintar, cumpliendo una función protectora frente a la corrosión y promotora de laadherencia a la vez que sirven de soporte a las pinturas de acabado. Las pinturas de fondoson las imprimaciones y aparejos.
Tras el lijado de la masilla pueden aparecer en la zona a reparar isletas de chapa desnuda.En estos casos se hace aconsejable la aplicación de una imprimación fosfatante paraasegurar una perfecta protección anticorrosiva. Además, la imprimación proporciona laadherencia necesaria cuando se aplican sucesivas capas de pintura.
Para las operaciones de pintado de superficies plásticas, los fabricantes también disponen deimprimaciones específicas para asegurar un buen asentamiento y adherencia de lasaplicaciones que se lleven a cabo sobre ellas.
Algunos “primer (imprimaciones) anticorrosivos” contienen una mezcla de cromato de cinc
y ácido fosfórico. Ambas sustancias establecen una combinación sólida con la chapa de lacarrocería, formando una fina capa protectora que impide la formación de óxido. El cromato
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 42/148
Descripción genérica del proceso
38
de cinc está catalogado en la lista de sustancias peligrosas como sustancia inequívocamentecancerígena. Por esta razón se han desarrollado productos sin cromato de cinc, que ofrecenuna buena protección anticorrosiva y han terminado por imponerse en el mercado.
Entre las imprimaciones se puede diferenciar en:
- imprimaciones vinílicas, fosfatantes o “wash primers”- imprimaciones epoxi, y las- imprimaciones para plásticos.
Debido a que las imprimaciones tienen un bajo poder de cubrición, por su escaso contenidoen sólidos, y a que es preciso aislar las masillas y rellenar pequeñas irregularidades omarcas de lijado, antes de aplicar las capas finales de pintura, es preciso aplicar un producto(aparejo) de gran poder aislante entre capas y también poder de relleno. Además, debeconseguir una perfecta adhesión entre la imprimación y la pintura de acabado.
Los principales tipos de aparejos disponibles actualmente en el mercado pueden clasificarse
dentro de los siguientes grupos:
- aparejos 1K (ver también apartado 3.2.1)- aparejos 2K - aparejos MS (Medium Solids) y HS (High Solids)- aparejos polivalentes- aparejos selladores o “sealers”, y- aparejos entonables o coloreables.
Dentro de los tres últimos grupos existen productos a los que se les puede añadir unacantidad de pintura de acabado con lo que se reducirá el número de manos necesarias almejorar el poder de cubrición de colores translúcidos que se apliquen posteriormente.
Ultimos lanzamientos realizados prueban que ofrece un mayor poder cubriente la utilizaciónde aparejos de color gris (de color más o menos claro, dependiendo del color del acabado),que la utilización de aparejos coloreables.
Las capas de imprimación y de relleno se aplican a pistola (ver apartado 3.2.4) en loscorrespondientes lugares de trabajo (instalaciones móviles de aspiración de niebla de
pintura, stands con cortinas para la proyección de la capa de relleno, cabinas de pintura).
Una vez seco el aparejo, nuevamente es necesario realizar un lijado bien sea en seco o alagua. Para evitar que posibles partículas de polvo de lijado afecten a la calidad delrecubrimiento final, se procederá a enmascarar nuevamente el vehículo.
Al igual que en los apartados anteriores, antes de cualquier nueva aplicación se procederá auna limpieza y desengrasado para eliminar cualquier resto que dificulte o produzca defectosdurante la aplicación de la pintura de acabado.
La limpieza y desengrasado se efectúa con disolventes apropiados y poco agresivos,limpiando en húmedo y secando con un trapo limpio o papel de limpieza, soplando a la vezcon pistola de aire toda la superficie a pintar.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 43/148
Libro Blanco. Aplicación de pintura en carrocerías
39
Es conveniente, para eliminar el polvo y las fibras de los trapos depositados en la superficie, pasar con suavidad un paño atrapapolvo inmediatamente antes de la aplicación de la pinturade acabado.
3.2 EL PINTADO
El objetivo del pintado en la reparación de carrocerías es el de obtener un recubrimiento queno puede diferenciarse de la pintura original ni en su aspecto (p. ej. tono de color, efecto y
brillo) ni en sus propiedades mecánicas (p. ej. dureza y resistencia a la intemperie). Estasexigencias determinan decisivamente la elección tanto de los materiales a aplicar como delos propios procedimientos de aplicación.
3.2.1 Tipos de pinturas
Las peculiaridades del pintado en reparación limitan el número de materiales de pintado que
se pueden emplear en los talleres de carrocería. Así, las pinturas en polvo que enaplicaciones industriales presentan las ventajas de que no contienen disolventes y permiteneficacias de aplicación incluso superiores al 95%, no pueden ser empleadas en el pintado dereparación8 porque los vehículos ya montados poseen piezas (plásticos, tapicerías, gruposelectrónicos) que no resisten la temperatura de polimerizado que exigen este tipo de
pinturas. Adicionalmente, y aunque se están experimentando grandes avances en estecampo, las pinturas en polvo también tienen limitada su utilización en la reparación decarrocerías debido al limitado número de tonalidades disponible y a su baja versatilidad pararealizar cambios de color.
Las pinturas que se emplean en los talleres de carrocería son pinturas líquidas que se
componen fundamentalmente de una resina polimérica como aglutinante y de una mezcla dedisolventes. A ello hay que añadir pigmentos, cargas de relleno, plastificantes, agentesreticulantes, agentes conservantes y otros aditivos con funciones específicas. Durante laformación de la película reaccionan las partes activas de las cadenas de resina formándoseuna película muy reticulada, seca y dura que determinará las propiedades de resistencia de la
pintura.
Atendiendo al tipo de endurecimiento que tienen lugar durante la polimerización o secadode cada pintura, que es lo que se denomina proceso de formación de la película, se puedediferenciar entre pinturas de un componente (1K) y de dos componentes (2K).
Pinturas de un componente (1K)
Las pinturas de 1K contienen en un componente todos los ingredientes necesarios para laformación de la película. Los ingredientes de la pintura se hallan disueltos en disolventesorgánicos. En las pinturas de 1K destinadas al pintado de reparación de carrocerías se formala película por secado físico, es decir, por evaporación de los disolventes. Por razonestécnicas (p. ej. alta temperatura de ahornado) no se emplean en este sector pinturas al fuegoo de secado por irradiación de 1K.
8 Las pinturas en polvo han comenzado ya a ser utilizadas por los fabricantes de automóviles en el pintado en serie de algunos modelos devehículos. También se está investigando actualmente la aplicación de barnices transparentes en polvo en el pintado en serie de vehículos.
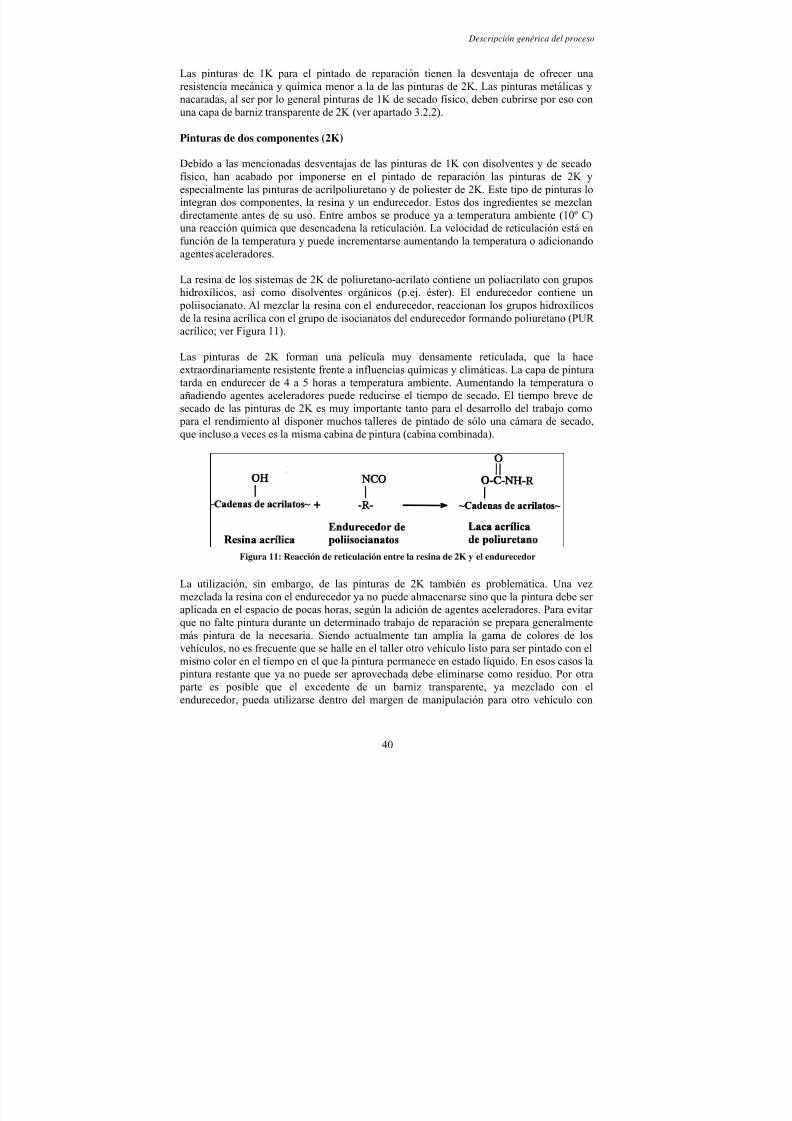
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 44/148
Descripción genérica del proceso
40
Las pinturas de 1K para el pintado de reparación tienen la desventaja de ofrecer unaresistencia mecánica y química menor a la de las pinturas de 2K. Las pinturas metálicas ynacaradas, al ser por lo general pinturas de 1K de secado físico, deben cubrirse por eso conuna capa de barniz transparente de 2K (ver apartado 3.2.2).
Pinturas de dos componentes (2K)
Debido a las mencionadas desventajas de las pinturas de 1K con disolventes y de secadofísico, han acabado por imponerse en el pintado de reparación las pinturas de 2K yespecialmente las pinturas de acrilpoliuretano y de poliester de 2K. Este tipo de pinturas lointegran dos componentes, la resina y un endurecedor. Estos dos ingredientes se mezclandirectamente antes de su uso. Entre ambos se produce ya a temperatura ambiente (10º C)una reacción química que desencadena la reticulación. La velocidad de reticulación está enfunción de la temperatura y puede incrementarse aumentando la temperatura o adicionandoagentes aceleradores.
La resina de los sistemas de 2K de poliuretano-acrilato contiene un poliacrilato con gruposhidroxílicos, así como disolventes orgánicos (p.ej. éster). El endurecedor contiene un
poliisocianato. Al mezclar la resina con el endurecedor, reaccionan los grupos hidroxílicosde la resina acrílica con el grupo de isocianatos del endurecedor formando poliuretano (PUR acrílico; ver Figura 11).
Las pinturas de 2K forman una película muy densamente reticulada, que la haceextraordinariamente resistente frente a influencias químicas y climáticas. La capa de pinturatarda en endurecer de 4 a 5 horas a temperatura ambiente. Aumentando la temperatura oañadiendo agentes aceleradores puede reducirse el tiempo de secado. El tiempo breve desecado de las pinturas de 2K es muy importante tanto para el desarrollo del trabajo como
para el rendimiento al disponer muchos talleres de pintado de sólo una cámara de secado,que incluso a veces es la misma cabina de pintura (cabina combinada).
Figura 11: Reacción de reticulación entre la resina de 2K y el endurecedor
La utilización, sin embargo, de las pinturas de 2K también es problemática. Una vezmezclada la resina con el endurecedor ya no puede almacenarse sino que la pintura debe ser aplicada en el espacio de pocas horas, según la adición de agentes aceleradores. Para evitar que no falte pintura durante un determinado trabajo de reparación se prepara generalmentemás pintura de la necesaria. Siendo actualmente tan amplia la gama de colores de losvehículos, no es frecuente que se halle en el taller otro vehículo listo para ser pintado con elmismo color en el tiempo en el que la pintura permanece en estado líquido. En esos casos la
pintura restante que ya no puede ser aprovechada debe eliminarse como residuo. Por otra parte es posible que el excedente de un barniz transparente, ya mezclado con elendurecedor, pueda utilizarse dentro del margen de manipulación para otro vehículo con
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 45/148
Libro Blanco. Aplicación de pintura en carrocerías
41
pintura metalizada o perlada, ya que todos los recubrimientos metalizados y perlados debenrecibir una capa de barniz transparente. En el mejor de los casos puede que sólo al final deuna jornada de trabajo se produzcan restos de barniz transparente.
Un problema sanitario-laboral lo constituyen los isocianatos monómeros libres contenidos
en el endurecedor para pinturas de poliuretano (PUR) y que son perjudiciales para la salud(ver apartado 5.1.7). La mejora de los procedimientos de fabricación ha permitido reducir la parte de isocianatos monómeros hasta tal punto, que no es necesaria su identificación segúnla regulación sustancias peligrosas. También hay sistemas de pinturas de 2K sin isocianatos(p.ej. masillas y aparejos de poliester, imprimaciones y aparejos de naturaleza epoxi,sistemas de endurecimiento al ácido).
Desde una perspectiva medioambiental, uno de los aspectos más relevantes en la aplicaciónde pinturas es la emisión de compuestos orgánicos volátiles que se produce debido alcontenido de disolventes que se emplean en su formulación.
Los compuestos orgánicos volátiles, ya comúnmente conocidos por las siglas de sudenominación en inglés (VOC – Volatile Organic Compounds) sufren reacciones químicasen la atmósfera que originan diversos efectos indirectos, especialmente la formación deoxidantes fotoquímicos y su principal componente, el ozono. El ozono en concentracioneselevadas en la atmósfera a nivel de la superficie terrestre puede afectar a la salud humana y
provocar daños en los bosques, vegetación y cultivos, reduciendo el rendimiento de éstos. Elozono es también un gas con fuerte efecto invernadero.
Además, varios compuestos orgánicos son directamente nocivos para la salud humana o elmedio ambiente como por ejemplo los carcinógenos, mutágenos o sustancias tóxicas para lareproducción (ver apartado 5.1.5).
Por estos motivos, los fabricantes de pinturas han realizado y continúan realizando un granesfuerzo en el desarrollo de nuevos productos con el fin de reducir su contenido endisolventes.
3.2.1.1 Pinturas con alto y medio contenido en sólidos (HS y MS)
Las pinturas de reparación convencionales, tanto de 1K como de 2K, poseen una pequeña proporción de cuerpo sólido que oscila entre el 20 y el 35% en peso. Con estas pinturas,también llamadas LS (Low Solids), se consigue una superficie pintada de entre 5 y 5,5
metros cuadrados por litro a 50 micras (referido a pinturas de acabado).
Las pinturas HS (High Solids) y MS (Medium Solids) tienen una mayor proporción desólidos, así como una correspondiente proporción más pequeña de disolvente (ver Tabla 12)en comparación con las pinturas convencionales de 1 y 2K. Así, los productos MS elevan elcontenido de cuerpo sólido hasta incluso el 55% en peso modificando los endurecedores yconsiguiendo un rendimiento de entre 6, 5 y 7 m2/l. Posteriormente surgieron los productosHS al conseguir elevar aún más el contenido de cuerpo sólido eliminando las propiedadesnegativas de viscosidad de aplicación y extensibilidad que, en un principio, presentabanestos productos por la reducción de disolventes. Actualmente se puede pintar entre 10,5 y11,5 m2 con un solo litro de pintura HS. La reducción de emisiones de VOC y esterendimiento superior de pintura supone la mayor ventaja de los productos HS sobre susantecesores.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 46/148
Descripción genérica del proceso
42
La tendencia en investigación para el desarrollo de nuevas pinturas se dirige hacia productosde muy alto contenido en sólidos (UHS o VHS, es decir Ultra o Very High Solids) quereducen aún más su proporción de disolventes.
Basesmetalizadasbicapa
Barnices Coloresmonocapa Aparejos
Low Solids- Convencional 12-13% 35-45% 35-45% --Medium Solids-MS 18-25% 50% 46-55% 45%High Solids-HS -- 60% 60-70% 70%Ultra High Solids-UHS -- 70% 80-85% 80-85%
Tabla 12: Proporción de cuerpo sólido de las pinturas en estado apto para su aplicación
A pesar de lo anterior, actualmente no se ha logrado reducir el contenido de disolventes delas pinturas de 1K por debajo del 50%. Sin embargo, el desarrollo de productos en baseagua ha obtenido sus mayores éxitos en las pinturas de 1K.
Figura 12: Productos con menor contenido en disolventes que los productos convencionales
3.2.1.2 Pinturas al agua
Las pinturas de tecnología base agua surgen nuevamente con el mismo objetivo: reducir el
empleo de disolventes.
Las pinturas al agua contienen, aparte de las resinas y de los pigmentos, agua comodisolvente principal y sólo pequeñas cantidades de disolvente orgánico. Las típicas pinturas
base al agua para el pintado en serie de turismos contienen hasta un 14% de disolventeorgánico. Las pinturas al agua para el pintado de reparación de carrocerías presentan por logeneral un contenido inferior al 10%. Se distinguen dos tipos de pinturas al agua: las
pinturas con aglutinantes solubles en agua y las pinturas con aglutinantes dispersados enagua. En el mercado pueden adquirirse ya imprimaciones, aparejos, lacas base metalizadas eincluso pinturas monocromáticas de base acuosa. Las bases bicapa al agua se cubren conuna capa de barniz transparente de 2 componentes con disolvente (pintado bicapa - ver apartado 3.2.2) para obtener la suficiente resistencia. Los barnices transparentes al agua, queaisladamente ya se emplean como lacas al fuego en el pintado en serie de coches, aún no

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 47/148
Libro Blanco. Aplicación de pintura en carrocerías
43
han evolucionado lo suficiente como para ser empleados en el sector de reparación decarrocerías aunque se están experimentando grandes avances en ese sentido. También estántodavía en fase de desarrollo las pinturas monocapas al agua con el fin de obtener calidadestales que puedan hacer frente a las altas exigencias que se plantean a las pinturas para lareparación de carrocerías.
Las pinturas al agua, debido a su moderado contenido de disolvente orgánico, constituyenuna alternativa idónea desde un punto de vista medioambiental9, sobre todo en relación a las
bases bicapa con disolvente, que requieren un porcentaje muy alto de disolvente para que las partículas de aluminio contenidas en la laca puedan orientarse correctamente durante elsecado y la superficie de la pintura adquiera así el efecto deseado.
Al sustituir las pinturas con disolvente por pinturas al agua deben tenerse en cuenta unaserie de particularidades.
En el caso del pintado en reparación de carrocerías, ha podido comprobarse que el único
requisito en cuanto a los equipamientos es que determinadas piezas de las pistolas han de ser de acero inoxidable.
El ajuste o graduación del tono (ver apartado 3.2.3) de color y del efecto metálico de las bases bicapa al agua actualmente son comparables con los de las bases bicapa al disolvente.
Figura 13: Productos de base acuosa
Las propiedades de las superficies pintadas al agua dependen de la humedad atmosféricadurante el pintado por lo que el mismo requiere estados atmosféricos definidos (p.ej.humedad, regulación de la temperatura). Cuando la humedad atmosférica relativa a la
9 De hecho, al haber entrado en vigor en determinados países legislación para la reducción de la emisión de VOC’s, aquellos talleres quedeben cumplir los niveles más estrictos de emisión en el momento actual suelen utilizar:- para monocapas: pinturas HS- para bicapas: pintura de base acuosa con barnices HS.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 48/148
Descripción genérica del proceso
44
temperatura de aplicación es inferior al 30% la pieza no absorbe suficientemente la niebla proyectada. Si la humedad relativa supera en cambio el 80%, no es satisfactorio el secado.
Figura 14: Determinación de los contenidos de agua en la atmósfera
La extracción de agua durante el secado supone un mayor gasto de energía ya que latemperatura de evaporación del agua es alrededor de 6,5 veces superior a la de losdisolventes orgánicos propios de las pinturas. Con la ayuda de secadores por ventilación o
aire forzado y/o de radiadores infrarrojos pueden alcanzarse tiempos de secado para las pinturas al agua similares al de las pinturas convencionales (ver apartado 6.7).
Las pinturas al agua pueden sufrir contaminaciones bacteriológicas durante sualmacenamiento, por lo que habrán de seguirse adecuadamente las recomendaciones delfabricante.
Las pinturas al agua no deben exponerse –ya sea durante el transporte o el almacenamiento-a temperaturas inferiores al punto de congelación: pueden quedar inservibles.
Otra de las peculiaridades de la mayoría de las pinturas al agua es su contenido de aminas
volátiles o de amoníaco y que contribuyen al olor característico de las pinturas al agua. Por este contenido en nitrógeno, y para evitar problemas con el agua residual, deben emplearsesistemas de separación en seco durante la aplicación de pinturas al agua en el pintado dereparación. No pueden verterse sin un tratamiento previo aguas residuales que contengan
pinturas al agua.
3.2.2 Sistemas de pintado (monocapa y bicapa)
La naturaleza del acabado original y de las propias pinturas de acabado condiciona elsistema de pintado.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 49/148
Libro Blanco. Aplicación de pintura en carrocerías
45
Para obtener el acabado requerido básicamente existen dos procedimientos: puede hacerseen acabado con brillo directo (un único tipo de producto proporciona el color y brilloadecuado) o bien tener necesidad de aplicar un barniz para obtener ese brillo y durezanecesarios sobre una capa previa que le confiere el color. Los fabricantes de pintura y devehículos utilizan distintos nombres para describir sus acabados pero, en general, pueden
encontrarse dentro de una de estas dos categorías: monocapas y bicapas, siendo los tricapasmucho menos habituales.
Se denomina monocapa al sistema de aplicación de una pintura de acabado en el que todaslas manos de producto aplicado son de la misma composición. La propia resina de la pinturale proporciona el brillo.
El sistema de aplicación monocapa se utiliza generalmente en el pintado de vehículos concolores sólidos o lisos, denominados colores de brillo directo, ya que la resina brilladirectamente sin necesidad de aplicar barniz.
Se denomina bicapa al sistema de aplicación realizado en dos fases. La primera contemplala aplicación del color en una fina capa de pintura de secado físico, con la que se obtieneuna superficie mate. El brillo y la dureza se obtendrá al aplicar, en una segunda fase, el
barniz de dos componentes.
Con este sistema de aplicación se pueden obtener colores sólidos o lisos, metalizados y perlados, variando únicamente los básicos de color (ver apartado 3.2.3) que intervienen enlas fórmulas de la capa base.
Para identificar si una pintura ha sido aplicada en sistema monocapa o bicapa, bastará conlijar con un abrasivo de grano fino sobre una parte de la superficie recubierta con la pinturaa identificar. Si al lijar sobre una superficie de color rojo, por ejemplo, obtuviéramos un
polvillo de ese mismo color, ello indicaría que la pintura ha sido aplicada utilizando unsistema monocapa. Si, por el contrario, obtuviéramos un polvillo blanco estaríamos lijandosobre el barniz, lo que implica que el sistema de aplicación utilizado ha sido el bicapa.
Se denomina sistema tricapa al compuesto por tres capas diferentes de pintura. Se utilizaeste método de aplicación para obtener algún efecto visual especial, como algunos perlados.La primera es una base bicapa que proporciona el color de fondo al sistema, la segunda capainterferente, da el efecto, y la tercera, que está formada por el barniz, ofrece brillo y dureza.
3.2.3 Preparación de la pintura. Mezcla de color
La exigencia de que el acabado final del área reparada sea idéntica en color, tono, efecto y brillo al recubrimiento original del vehículo obliga a los fabricantes de pintura a desarrollar productos que, mezclados en las proporciones adecuadas, permitan al taller obtener una granvariedad de colores, tonalidades, etc., a partir de un número limitado de ellos. Estos
productos son los denominados básicos.
Cada fabricante dispone en sus armarios de mezcla de un determinado número de básicos.Un color determinado se obtendrá mezclando los colores base en las cantidades indicadas
por la fórmula de mezcla facilitada por el fabricante.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 50/148
Descripción genérica del proceso
46
Figura 15: Máquina de mezclas Figura 16: Preparación de un color
Así, se pueden obtener colores lisos, metalizados o perlados.
Las diferentes bases se pesan en una báscula de precisión, de acuerdo con las fórmulas demezcla y, una vez añadido el catalizador 10 y realizado el ajuste de viscosidad con eldiluyente adecuado11, se obtiene la pintura lista para ser aplicada.
3.2.4 Métodos de aplicación de las pinturas
Tal y como se ha explicado en el capítulo 3.2.1, para el pintado de reparación de carroceríasno se puede prescindir del empleo de las pinturas líquidas. Las peculiaridades del repintadode carrocerías condicionan también los métodos de aplicación. Así, la exigencia de una altacalidad de acabado limita incluso los métodos de aplicación de las pinturas, puesto quemétodos que poseen una gran eficacia de transferencia como el pintado a brocha o rodilloserían impensables en la reparación de carrocerías ya que no proporcionan esta calidad
superficial. Incluso algunos métodos de pulverización o proyección, como el pulverizado“airless” o el airless con asistencia de aire, no garantizan la calidad óptica deseada delrecubrimiento. La pulverización electrostática tampoco es recomendable en el repintado devehículos debido tanto a la escasa calidad de acabado que ofrecen como a toda una serie de
problemas y riesgos que pueden aparecer en el taller (técnica de aplicación, protecciónlaboral, peligro de explosión y de incendio, normas de seguridad, repercusión sobreunidades electrónicas de los vehículos, etc.)
Los equipos de pulverización que permiten obtener una calidad óptica de acabado adecuadaa las necesidades del taller de carrocerías son las pistolas aerográficas convencionales y las
10 Sólo en caso de pinturas de 2 componentes11 Disolventes orgánicos en el caso de pinturas al disolvente o agua en el caso de productos en base acuosa

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 51/148
Libro Blanco. Aplicación de pintura en carrocerías
47
pistolas de alto volumen y baja presión, también denominadas pistolas HVLP (High VolumeLow Pressure). Ambos sistemas ofrecen eficacias de transferencia en general inferiores a losmétodos de aplicación mencionados anteriormente.
Airlesselectrostatica 60 - 100 %
Pistola HVLP65 - 85 %
Airless asistida con aire electrostática 65 - 95 %
Airless asistida con aire 60 - 65 %
Airless 55 - 80 %
Convencional 30 - 50 %
Convencional electrostática 35 - 70 % HVLP
electrostática70 - 100 %
Nota: Los sistemas se encuentran clasificados (aproximadamente) por el coste del equipo empezando desdearriba con el más económico
Figura 17: Gráfico comparativo de las eficacias de transferencia de distintos métodos de aplicación depintura
3.2.4.1 Pistolas aerográficas. Fundamento
El fundamento de las pistolas aerográficas está basado en la atomización o rotura enfinísimas partículas de un caudal de pintura producida por la presión del aire comprimido
proveniente de un compresor.
En la pulverización con aire comprimido a alta presión, la pintura y el aire comprimidosalen de la pistola por conductos independientes y se mezclan en la zona de pulverización deforma controlada. Es entonces cuando el aire comprimido se expande atomizando la pinturay formando la niebla de pintura.
Las pistolas aerográficas están integradas por tres sistemas: la alimentación de aire, la
alimentación de pintura y el sistema pulverizador. Operando con estas tres posibilidades, seconsigue regular la pistola en las condiciones óptimas para obtener el mejor acabado.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 52/148
Descripción genérica del proceso
48
Figura 18: Partes que constituyen el equipo de pulverización
Las partes que configuran el sistema pulverizador de la pistola son: boquilla, pico de fluidoy aguja. Estos tres elementos forman el llamado “kit” principal, que determinarán enconjunto el patrón de rociado y la calidad de acabado.
La boquilla o casquillo dirige el aire comprimido hacia el caudal de producto paraatomizarlo. Hay varios modelos de casquillos, cada uno produce un patrón de tamaño yforma diferentes, dependiendo del tipo de aplicación.
Figura 19: Conjunto de boquilla
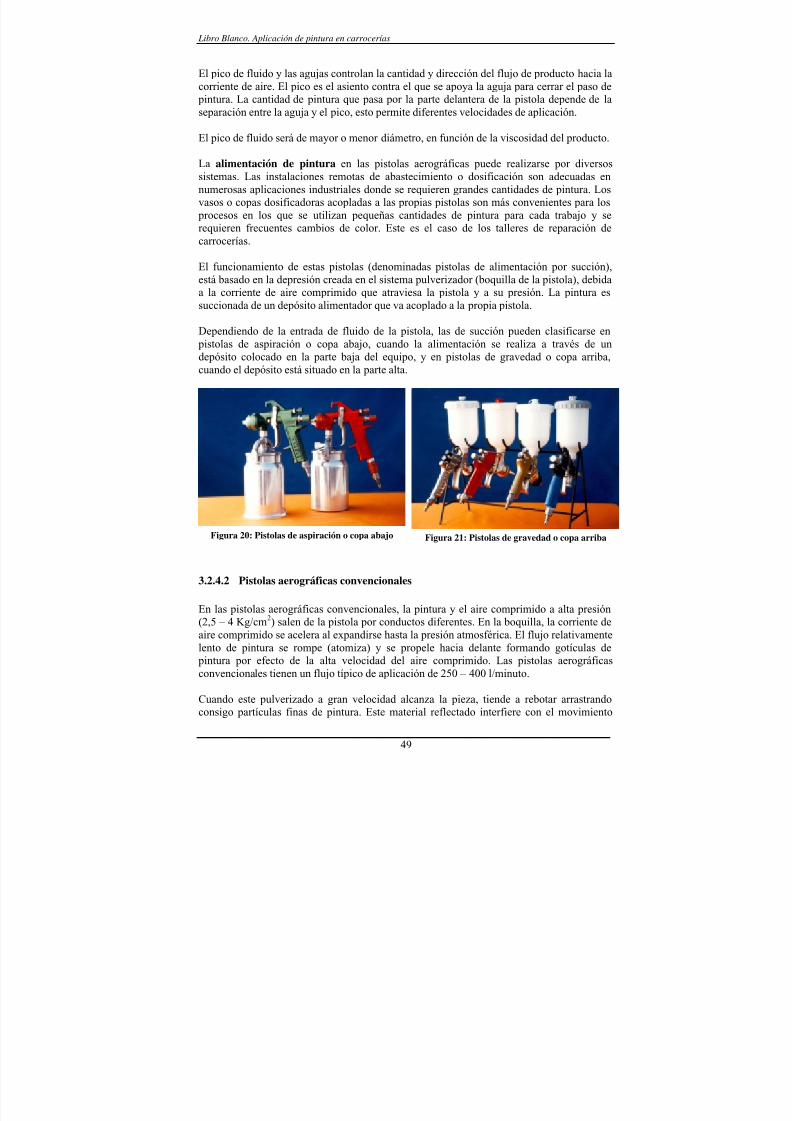
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 53/148
Libro Blanco. Aplicación de pintura en carrocerías
49
El pico de fluido y las agujas controlan la cantidad y dirección del flujo de producto hacia lacorriente de aire. El pico es el asiento contra el que se apoya la aguja para cerrar el paso de
pintura. La cantidad de pintura que pasa por la parte delantera de la pistola depende de laseparación entre la aguja y el pico, esto permite diferentes velocidades de aplicación.
El pico de fluido será de mayor o menor diámetro, en función de la viscosidad del producto.
La alimentación de pintura en las pistolas aerográficas puede realizarse por diversossistemas. Las instalaciones remotas de abastecimiento o dosificación son adecuadas ennumerosas aplicaciones industriales donde se requieren grandes cantidades de pintura. Losvasos o copas dosificadoras acopladas a las propias pistolas son más convenientes para los
procesos en los que se utilizan pequeñas cantidades de pintura para cada trabajo y serequieren frecuentes cambios de color. Este es el caso de los talleres de reparación decarrocerías.
El funcionamiento de estas pistolas (denominadas pistolas de alimentación por succión),
está basado en la depresión creada en el sistema pulverizador (boquilla de la pistola), debidaa la corriente de aire comprimido que atraviesa la pistola y a su presión. La pintura essuccionada de un depósito alimentador que va acoplado a la propia pistola.
Dependiendo de la entrada de fluido de la pistola, las de succión pueden clasificarse en pistolas de aspiración o copa abajo, cuando la alimentación se realiza a través de undepósito colocado en la parte baja del equipo, y en pistolas de gravedad o copa arriba,cuando el depósito está situado en la parte alta.
Figura 20: Pistolas de aspiración o copa abajo Figura 21: Pistolas de gravedad o copa arriba
3.2.4.2 Pistolas aerográficas convencionales
En las pistolas aerográficas convencionales, la pintura y el aire comprimido a alta presión(2,5 – 4 Kg/cm2) salen de la pistola por conductos diferentes. En la boquilla, la corriente deaire comprimido se acelera al expandirse hasta la presión atmosférica. El flujo relativamentelento de pintura se rompe (atomiza) y se propele hacia delante formando gotículas de
pintura por efecto de la alta velocidad del aire comprimido. Las pistolas aerográficasconvencionales tienen un flujo típico de aplicación de 250 – 400 l/minuto.
Cuando este pulverizado a gran velocidad alcanza la pieza, tiende a rebotar arrastrandoconsigo partículas finas de pintura. Este material reflectado interfiere con el movimiento
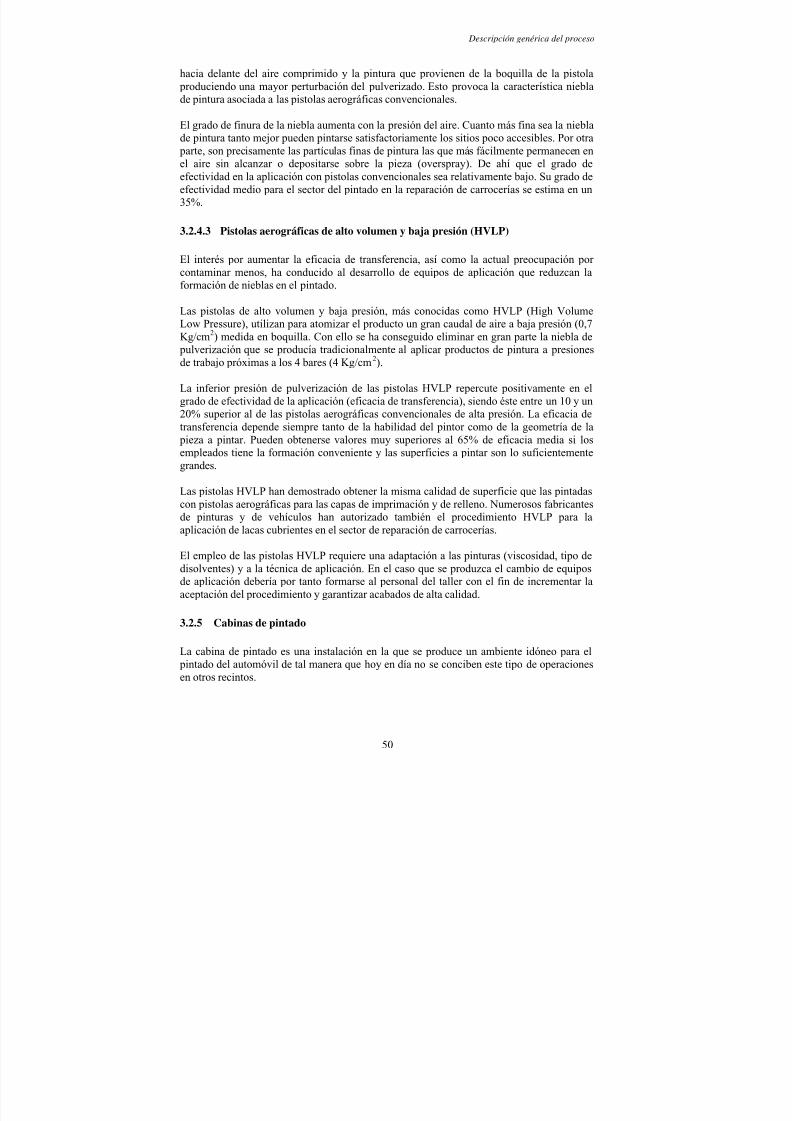
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 54/148
Descripción genérica del proceso
50
hacia delante del aire comprimido y la pintura que provienen de la boquilla de la pistola produciendo una mayor perturbación del pulverizado. Esto provoca la característica nieblade pintura asociada a las pistolas aerográficas convencionales.
El grado de finura de la niebla aumenta con la presión del aire. Cuanto más fina sea la niebla
de pintura tanto mejor pueden pintarse satisfactoriamente los sitios poco accesibles. Por otra parte, son precisamente las partículas finas de pintura las que más fácilmente permanecen enel aire sin alcanzar o depositarse sobre la pieza (overspray). De ahí que el grado deefectividad en la aplicación con pistolas convencionales sea relativamente bajo. Su grado deefectividad medio para el sector del pintado en la reparación de carrocerías se estima en un35%.
3.2.4.3 Pistolas aerográficas de alto volumen y baja presión (HVLP)
El interés por aumentar la eficacia de transferencia, así como la actual preocupación por
contaminar menos, ha conducido al desarrollo de equipos de aplicación que reduzcan laformación de nieblas en el pintado.
Las pistolas de alto volumen y baja presión, más conocidas como HVLP (High VolumeLow Pressure), utilizan para atomizar el producto un gran caudal de aire a baja presión (0,7Kg/cm2) medida en boquilla. Con ello se ha conseguido eliminar en gran parte la niebla de
pulverización que se producía tradicionalmente al aplicar productos de pintura a presionesde trabajo próximas a los 4 bares (4 Kg/cm2).
La inferior presión de pulverización de las pistolas HVLP repercute positivamente en elgrado de efectividad de la aplicación (eficacia de transferencia), siendo éste entre un 10 y un
20% superior al de las pistolas aerográficas convencionales de alta presión. La eficacia detransferencia depende siempre tanto de la habilidad del pintor como de la geometría de la pieza a pintar. Pueden obtenerse valores muy superiores al 65% de eficacia media si losempleados tiene la formación conveniente y las superficies a pintar son lo suficientementegrandes.
Las pistolas HVLP han demostrado obtener la misma calidad de superficie que las pintadascon pistolas aerográficas para las capas de imprimación y de relleno. Numerosos fabricantesde pinturas y de vehículos han autorizado también el procedimiento HVLP para laaplicación de lacas cubrientes en el sector de reparación de carrocerías.
El empleo de las pistolas HVLP requiere una adaptación a las pinturas (viscosidad, tipo dedisolventes) y a la técnica de aplicación. En el caso que se produzca el cambio de equiposde aplicación debería por tanto formarse al personal del taller con el fin de incrementar laaceptación del procedimiento y garantizar acabados de alta calidad.
3.2.5 Cabinas de pintado
La cabina de pintado es una instalación en la que se produce un ambiente idóneo para el pintado del automóvil de tal manera que hoy en día no se conciben este tipo de operacionesen otros recintos.
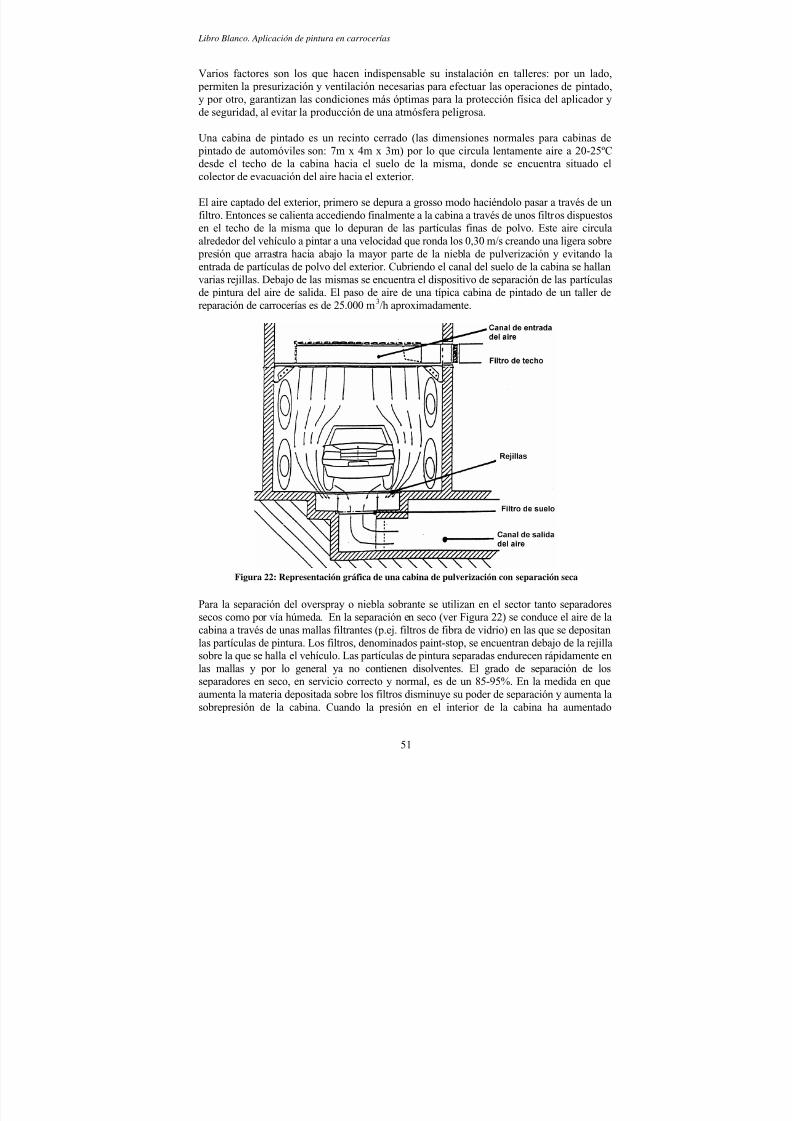
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 55/148
Libro Blanco. Aplicación de pintura en carrocerías
51
Varios factores son los que hacen indispensable su instalación en talleres: por un lado, permiten la presurización y ventilación necesarias para efectuar las operaciones de pintado,y por otro, garantizan las condiciones más óptimas para la protección física del aplicador yde seguridad, al evitar la producción de una atmósfera peligrosa.
Una cabina de pintado es un recinto cerrado (las dimensiones normales para cabinas de pintado de automóviles son: 7m x 4m x 3m) por lo que circula lentamente aire a 20-25ºCdesde el techo de la cabina hacia el suelo de la misma, donde se encuentra situado elcolector de evacuación del aire hacia el exterior.
El aire captado del exterior, primero se depura a grosso modo haciéndolo pasar a través de unfiltro. Entonces se calienta accediendo finalmente a la cabina a través de unos filtros dispuestosen el techo de la misma que lo depuran de las partículas finas de polvo. Este aire circulaalrededor del vehículo a pintar a una velocidad que ronda los 0,30 m/s creando una ligera sobre
presión que arrastra hacia abajo la mayor parte de la niebla de pulverización y evitando laentrada de partículas de polvo del exterior. Cubriendo el canal del suelo de la cabina se hallan
varias rejillas. Debajo de las mismas se encuentra el dispositivo de separación de las partículasde pintura del aire de salida. El paso de aire de una típica cabina de pintado de un taller dereparación de carrocerías es de 25.000 m3/h aproximadamente.
Figura 22: Representación gráfica de una cabina de pulverización con separación seca
Para la separación del overspray o niebla sobrante se utilizan en el sector tanto separadoressecos como por vía húmeda. En la separación en seco (ver Figura 22) se conduce el aire de lacabina a través de unas mallas filtrantes (p.ej. filtros de fibra de vidrio) en las que se depositanlas partículas de pintura. Los filtros, denominados paint-stop, se encuentran debajo de la rejillasobre la que se halla el vehículo. Las partículas de pintura separadas endurecen rápidamente enlas mallas y por lo general ya no contienen disolventes. El grado de separación de losseparadores en seco, en servicio correcto y normal, es de un 85-95%. En la medida en que
aumenta la materia depositada sobre los filtros disminuye su poder de separación y aumenta lasobrepresión de la cabina. Cuando la presión en el interior de la cabina ha aumentado

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 56/148
Descripción genérica del proceso
52
considerablemente se sustituye la malla con las partículas de pintura endurecidas por unanueva.
En la separación por vía húmeda (ver Figura 23) se separan con agua las partículas de pinturadel aire de salida. El grado de separación de los separadores por vía húmeda es de un 95 a un
98%. El agua de lavado pasa a un depósito de sedimentación donde las partículas de pintura sedepositan como lodo. El agua reposada es devuelta a la circulación del separador. Para facilitar la separación de las partículas de pintura del agua de lavado (sedimentación o flotación) seañaden a la misma agentes coagulantes lo que mejora la coagulación, el despegue y lalavabilidad de las partículas de pintura.
Figura 23: Representación gráfica de una cabina de pintado con separación por vía húmeda
El depósito de sedimentación se vacía regularmente eliminando el lodo de pintura. Por logeneral es también necesario el tratamiento del agua residual del separador por vía húmeda através de la neutralización, precipitación/floculación y filtración. El lodo de pintura, quegeneralmente se compone de partículas de pintura de 2K endurecidas, partículas de pintura de1K no endurecidas, pequeñas cantidades de disolventes, agentes coagulantes y agua, debeeliminarse como un residuo peligroso. El lodo de pintura puede contener además aceites yarena procedentes de los vehículos a pintar.
3.2.6 Secado de la pintura
Una vez aplicada la pintura, se seca la película en una cabina de secado. Las temperaturas
de horneado oscilan entre los 20 y 80ºC como máximo. El secado puede llevarse a cabo enla misma cabina de pintado o en una cabina de secado aparte. El consumo de energía es

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 57/148
Libro Blanco. Aplicación de pintura en carrocerías
53
menor cuando se dispone de una cabina de pintado y otra de secado ya que en ellas latemperatura permanece constante y no es necesario su calentamiento o enfriamientocontinuo.
Ello permite además procesar más vehículos, si bien requieren más espacio y una mayor
inversión.
En el caso de las cabinas-horno de pintado y secado la diferencia fundamental entre ambasfases de funcionamiento estriba en que en la fase de secado, el aire aspirado del exterior,antes de ser impulsado al “plenum” de distribución es recirculado a través del intercambiadode calor en una proporción aproximada del 65%. De esta forma se consigue la temperaturade secado, que habitualmente es de 60ºC, frente a los 20ºC que se alcanzan durante la fasede pintado en que el aire pasa sin circulación a través del intercambiador.
Figura 24: Cabina en fase de pintadoFigura 25: Cabina en fase de secado
Una alternativa interesante al secado convencional (ver también apartado 6.7) la ofrece elsistema de transmisión de calor mediante rayos infrarrojos. Esto se consigue mediante ondaselectromagnéticas que son absorbidas por los objetos pintados, cuya superficie se calientasin elevar la temperatura ambiental. El secado por infrarrojos se está utilizando desde losaños 70 para reducir costes en el secado de pintura, ahorrando tiempo, energía y espacio.
Figura 26: Radiación infrarroja
La gama de equipos de rayos infrarrojos existente en el mercado abarca desde un simplesecador manual hasta robots programables y túneles de secado incorporados a cabinas de
pintura.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 58/148
Descripción genérica del proceso
54
Una forma alternativa de acelerar el proceso de secado, aplicable a toda clase de pinturas, pero especialmente para las pinturas de base acuosa, son los sistemas de aire forzado. Estossistemas aprovechan el efecto Venturi para proyectar grandes cantidades de aire filtrado agran velocidad sobre la superficie pintada a secar, favoreciendo así la evaporación de los
diluyentes.
Figura 27: Fundamento de los sistemas de secado por aire forzado (efecto Venturi)
3.2.7 Limpieza de los equipos de aplicación de pintura
Los continuos cambios de color a los que está sometido el trabajo diario en los talleres decarrocería obliga a limpiar después de cada aplicación las pistolas utilizadas para, de estemodo, evitar la mezcla de la pintura que se va a emplear en el siguiente vehículo con restosde la anteriormente utilizada y que en tal caso podría afectar a la tonalidad final delrecubrimiento o provocar otros defectos del pintado.
Además un adecuado mantenimiento y limpieza de las pistolas garantizará su óptimofuncionamiento durante un periodo más largo.
Las lavadoras de pistolas son equipos destinados a la limpieza tanto de pistolasaerográficas como de cualquier otro utensilio que emplea el pintor. Permiten realizar laoperación de forma eficaz y a la vez segura al disminuir el contacto del operario con eldisolvente. Existen en el mercado numerosos equipos destinados a la limpieza de pistolas;sin embargo, pueden clasificarse en dos grandes grupos: los semiautomáticos, que necesitan
de la presencia del operario para realizar la operación de lavado y limpieza, y los quefuncionan automáticamente.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 59/148
Libro Blanco. Aplicación de pintura en carrocerías
55
Todos ellos disponen de bombas de accionamiento neumático que aspiran el disolvente dedepósitos contenedores colocados en la base. Así mismo, al ponerse en funcionamiento, losvapores de disolvente originados en las operaciones de limpieza son aspirados y eliminadosal exterior, a través de una chimenea.
Figura 28: Partes de una lavadora de pistolas
La limpieza de las pistolas se realiza teniendo en cuenta el tipo de pinturas con el que hasido utilizada. Así, la limpieza de restos de pintura al disolvente ha de llevarse a cabo condisolvente orgánicos mientras que en el caso de que la pistola haya sido utilizada con
pinturas en base acuosa la limpieza se realiza con agua o productos específicos.
Es recomendable disponer en el taller de lavadoras específicas para ambos tipos de pinturas.
Con objeto de reducir el consumo de disolventes de limpieza, cada vez son más los talleresde carrocería que disponen de equipos de reciclado de disolventes. Mediante la destilaciónde los disolventes sucios se separan los lodos de pintura de la fracción de disolventes que
puede ser reutilizada. De este modo se consigue un doble objetivo:
- reducir la cantidad de residuos que han de ser entregados a un gestor autorizado, y- reducir la compra de disolventes para limpieza.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 60/148
Tipos de residuos y emisiones - Formación, cantidad y vías de eliminación
56
4. TIPOS DE RESIDUOS Y EMISIONES - FORMACIÓN, CANTIDAD Y VÍAS DEELIMINACIÓN
En los siguientes apartados se caracterizan los principales tipos de residuos generados en lostalleres de reparación de carrocerías según su origen, sus componentes y la vía de eliminaciónestablecida.
4.1 RESIDUOS DERIVADOS DE LA SEPARACIÓN DEL PULVERIZADO SOBRANTE
(OVERSPRAY)
En el pintado de reparación de carrocerías, la imprimación, el aparejo y las lacas base ycubrientes se aplican exclusivamente por pulverización. Por pulverizado sobrante se entiende la
parte de pintura que no alcanza o no es proyectada sobre la pieza. La parte de pulverizadosobrante es de un 65%(ver cap. 3.2.4.2) para el pulverizado con aire comprimido a alta presión,
sistema que actualmente es el mayoritariamente utilizado. Teniendo en cuenta que el consumode pintura en talleres de carrocería en la C.A.P.V. es de unas 600 t al año (ver cap. 1) estosignifica que unas 390 t de pintura al año se transforman en residuos. Los contenidos dedisolventes de las pinturas utilizadas son muy diferentes (ver Tabla 12). Suponiendo que la
parte de disolvente media sea del 75% y del 25% la de sustancia sólida, la cantidad de residuoanual sería de aprox. 100 t de sustancia seca de pintura, procedente fundamentalmente de lasinstalaciones de separación de pulverizado sobrante en las cabinas de pintado, de los papeles deenmascarado usados y de los restos de pintura adheridos a las rejillas de la cabina de pintado.
El residuo del pulverizado sobrante separado puede presentarse en varias formas según el procedimiento de separación utilizado. El residuo de la separación en seco consiste en mallas
de filtro usadas; las partículas de pintura suelen estar endurecidas por lo que no contienendisolventes. El cambio de las mallas filtrantes se produce en cuanto desciende el rendimientode separación. La parte de pintura de las mallas de filtro cargadas es de un 90% del peso aprox.Considerando que aprox. el 70% del pulverizado sobrante accede con el aire de salida a lasinstalaciones de separación (el 30% restante va a parar al papel protector y a las rejillas), que seseparan el 90% de las partículas de pintura de media y que el 70% de los talleres está equipadocon separadores en seco, puede estimarse en una primera aproximación que en la C.A.P.V. segeneran anualmente unas 50 t de mallas de filtro usadas. Las mallas de filtro están catalogadascomo residuos peligrosos y han de eliminarse a través de Gestor Autorizado.
El pulverizado sobrante de la separación por vía húmeda se presenta en forma de lodo ocoagulado de pintura. El lodo de pintura está compuesto por partículas de laca procedentes dela aplicación de las capas de imprimación, de relleno, base y cubriente, de pequeñas cantidadesde disolvente, de agentes coagulantes, así como de pequeñas cantidades de arena y aceite, quese desprenden de los bajos de los coches durante el pintado accediendo a través de la rejilla aldepósito de sedimentación. La parte de agua en el lodo de pintura es muy variable y puedereducirse por deshidratación o secado. Los lodos de pintura son residuos peligrosos y deben ser entregados a un Gestor Autorizado. En la CAPV sólo un 10% aprox. de los talleres disponende separadores por vía húmeda, por lo que el volumen de lodos de pintura procedentes del
pintado de reparación en relación a la sustancia seca de pintura asciende a unas 30 t/a incluidoslos agentes coagulantes.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 61/148
Libro Blanco. Aplicación de pintura en carrocerías
57
4.2 RESIDUOS DE DISOLVENTES ORGÁNICOS DE LIMPIEZA
Los disolventes de limpieza se emplean para eliminar la pintura adherida a los instrumentos detrabajo (p.ej. pistolas). También se usan para la limpieza del fondo de las superficies a pintar,especialmente quitamanchas de brea y disolventes para silicona. Las pistolas son relativamente
sensibles a los restos de pintura resecados por lo que es necesaria su limpieza frecuente yexhaustiva. Para la limpieza de las pistolas y de sus accesorios, si el taller dispone de equipo dedestilación de disolventes, se emplea generalmente el destilado procedente de la propiainstalación de destilación. Los disolventes usados siempre y cuando no puedan ser reutilizadosinternamente deben ser eliminados a través de un Gestor Autorizado ya que están clasificadoscomo residuos peligrosos. No existe una estimación acerca del consumo de disolventesdestinados a la limpieza en los talleres de reparación de coches en la Comunidad Autónoma delPaís Vasco.
4.3 RESIDUOS DE LA DESTILACIÓN
Como se ha mencionado, algunos talleres de carrocería destilan en pequeños equipos dedestilación los disolventes usados para minimizar la cantidad de residuos. Los disolventesdepurados vuelven a utilizarse como agentes de limpieza. Las impurezas, principalmente restossólidos de pintura, se acumulan en el residuo de la destilación. Estos residuos pueden
presentarse en forma líquida, pastosa o sólida. Los residuos de la destilación están clasificadoscomo residuos peligrosos, por lo que su eliminación debe efectuarse a través de un Gestor deResiduos Autorizado.
4.4 EMISIONES DE DISOLVENTES
El aire de salida de las cabinas de secado y de pintado, una vez filtradas las partículas de pintura que puedan arrastrar, contienen disolventes orgánicos procedentes de la evaporación delas mismas. Generalmente se trata de una mezcla de xilol (20 a 25%) y butilacetato (20 a 80%)y/u otros ésteres con un punto de ebullición más alto.
Los talleres de carrocería suelen cumplir, sin necesidad de adoptar medidas de depuración delaire, el valor de 50 mg/Nm3 (carbono total) previsto en la propuesta de Directiva de VOC’s
para las cabinas de secado o bien para la función de secado en las cabinas combinadas. Desdeun punto de vista medioambiental es importante sin embargo prevenir la emisión dedisolventes orgánicos volátiles, ya que son los causantes de la formación de ozono a un nivel
muy próximo al suelo (smog fotoquímico).
La instalación de extractores o separadores de disolventes en talleres de carroceríageneralmente sólo es necesaria en casos excepcionales (p.ej. por requerimiento administrativoa causa de las molestias por malos olores). En tales casos suelen emplearse instalaciones confiltros de carbono activo (adsorción). El carbón activo va saturándose de disolventes hasta quealcanzan un grado de saturación en el que estos filtros dejan de ser efectivos (ver tambiénapartado 6.5.4). Por este motivo es necesario recambiar el carbón activo periódicamente. En la
práctica no es extraño que se mantengan en funcionamiento los filtros de carbón activosaturados (es decir, los intervalos entre recambio y recambio del carbón activo son demasiadolargos), por lo que se produce una homogeneización de los picos de emisiones a través de
procesos de desorción sin que se adsorban disolventes.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 62/148
Tipos de residuos y emisiones - Formación, cantidad y vías de eliminación
58
El carbón activo usado constituye también un residuo, siempre y cuando no sea recuperadointerna o externamente. El carbón activo con disolvente está clasificado como RP (residuo
peligroso) por lo que ha de ser entregado a un Gestor Autorizado. Se recomienda que sueliminación se produzca en instalaciones de incineración de residuos especiales, siempre ycuando no se proceda a su valorización o reciclaje.
4.5 RESTOS DE PINTURA Y RECIPIENTES MANCHADOS DE PINTURA
Para asegurarse de que una pieza de carrocería va a poder pintarse totalmente y sin interrupciónsuele prepararse a menudo algo más de pintura de la necesaria. Como ya se dijo en el capítulo3.2.1 es raro que la pintura no usada pueda volver a usarse en otra reparación ya que se cambiaconstantemente de color. Todos estos restos suelen vaciarse en un mismo recipiente. Por logeneral no endurecen totalmente y al contener todavía disolventes están catalogados comoresiduos peligrosos. Los restos de pintura son aún mayores en caso de que el taller adquieraéstas ya mezcladas en vez de obtener él mismo los tonos a partir de un número relativamente
pequeño de básicos, ya que las pinturas ya mezcladas sólo se suministran en envases de por lomenos 1 kg, siendo por lo general menor la demanda de un determinado tono. Para el pintado por ejemplo de una aleta se requieren entre 300 y 400 g de pintura. Las pinturas mezcladas, noendurecidas y los envases con pintura no endurecida o con aparejo también están catalogadascomo residuos peligrosos, por lo que es obligatoria su entrega a un Gestor de ResiduosAutorizado.
4.6 POLVOS Y LODOS ABRASIVOS
Los polvos abrasivos se generan durante el tratamiento de las superficies a pintar con aparatos para el rectificado/lijado en seco. Para eliminar óxido o pintura antigua, así como para igualar o
pulir soldaduras o masillas se utilizan lijadoras conectadas a dispositivos de aspiración. Los polvos abrasivos se componen principalmente de cuerpos sólidos de pintura endurecida ytambién contienen, entre otras cosas, los metales hierro y cinc (chapa de carrocería), estaño y
plomo (soldadura), pigmentos (también con metales pesados) y cromato de cinc (p.ej.vehículos más antiguos) procedentes de los materiales tratados. Estos polvos han de ser aspirados y separados por razones higiénico-laborales para evitar su inhalación por parte de losoperarios. Pueden ser eliminados como residuos asimilables a urbanos, siempre y cuando secumplan las exigencias específicas para ello. En caso de que exista la posibilidad de quecontengan metales pesados, estos residuos deberán eliminarse también como residuos
peligrosos. Los polvos no deben acceder en ningún caso al agua residual.
Los pintores de carrocerías aún no se han puesto de acuerdo sobre el tipo de lijado -en seco ohúmedo- que proporciona una superficie más lisa. En muchos talleres se lijan en húmedo lascapas de aparejo y relleno. El lodo abrasivo cae al suelo, sobre el que se seca y barre o del quese enjuaga con agua, depositándose las partículas de sustancia sólida en el decantador de lodos.El lodo abrasivo suele eliminarse como lodo de sedimentación.
4.7 PAPEL DE ENMASCARADO
No es frecuente en los talleres de reparación desmontar las piezas de la carrocería que se vayana pintar. Por lo general suelen cubrirse con láminas de papel y cinta adhesiva aquellas partes de
la carrocería que no se vayan a pintar. Este papel con restos de pintura endurecida

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 63/148
Libro Blanco. Aplicación de pintura en carrocerías
59
generalmente no es aceptado por las empresas de reciclado de papel, y debe ser eliminadocomo residuo peligroso.
También se emplean fundas de plástico como material de enmascarado en cuyo caso tambiénhabrá de gestionarse como residuo peligroso.
4.8 RESTOS PROCEDENTES DE LA REPARACIÓN DE LA CARROCERÍA
En los talleres de reparación de carrocerías se producen también residuos en forma de piezasviejas y dañadas. Se trata de chapas, pintadas o no, piezas de plástico, vidrio y tejidos. Conexcepción de las piezas de chapa, que algunos talleres entregan a la chatarrería, el resto de estosresiduos se eliminan como basura industrial asimilable a urbana. Las piezas de recambio de lacarrocería vienen en embalajes muy resistentes y sofisticados, ya que se suministran con lacapa de imprimación y aparejo. Este material de embalaje -cartones, plásticos y sustanciascompuestas (p.ej. cartón/stiropor)- se elimina conforme a la regulación sobre embalajes.
4.9 AGUAS DE LAVADO
Entre los diferentes tipos de aguas residuales que se generan en el taller de carrocerías cabemencionar los siguientes:
- aguas de las cabinas de pintado con separación por vía húmeda, que a pesar de sunaturaleza acuosa están clasificados como residuos peligrosos y como tales han de ser gestionados a través de un Gestor Autorizado (ver apartado 4.1).
- aguas de la limpieza de los equipos empleados con pinturas en base acuosa.
Debido a los componentes que integran las pinturas en base acuosa este tipo de residuosde limpieza también están considerados como residuos peligrosos.
Para reducir la cantidad de residuos que es necesario gestionar a través de una empresaautorizada muchos fabricantes de pinturas han desarrollado productos coagulantes ofloculantes que permitan separar los restos de pintura de la fase acuosa.
Para proceder al vertido al colector de esta fase acuosa es necesario asegurarse de que laconcentración en compuestos tóxicos no supera los límites de vertido a colector. Encaso contrario deberán igualmente ser retirados a través de un gestor autorizado.
Aunque su generación no está directamente relacionada con el proceso de aplicación de pinturas también es frecuente en un gran número de talleres el que, previamente a la entregadel vehículo reparado, se proceda al lavado del mismo. Nuevamente será necesarioasegurarse del cumplimiento de los límites de vertido al colector de saneamiento.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 64/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
60
5. ASPECTOS DE SALUD LABORAL EN LOS TALLERES DE REPARACIÓNDE CARROCERÍAS
La utilización de compuestos tóxicos en los talleres de carrocería provoca no sólo efectosmedioambientales sino también, y aún más importante, riesgos para la salud laboral de losoperarios.
La elección de las pinturas y disolventes como punto central de este apartado no es casualcomo productos generadores de riesgos toxicológicos. De una parte, la constante exposicióna tales riesgos produce unos efectos que se manifiestan en una patología laboral específica,y de otra, las empresas de reparación de automóviles son de tan reducido tamaño quenecesitan el apoyo técnico para poner en práctica el proceso preventivo reglamentario.
No se puede dejar de señalar que la consecución de condiciones ambientales más saludablesen los centros de trabajo redunda indirectamente en la mejora del medio ambiente general, y
directamente en la calidad de vida de los operarios que están expuestos a estos compuestos.
5.1 TOXICOLOGÍA
Todos los compuestos que constituyen las pinturas y los disolventes siguen procesossimilares de introducción y eliminación en el cuerpo humano al de cualquier sustanciatóxica:
- Absorción- Distribución- Eliminación
- Acumulación
Dado que el tratamiento de los procesos (distribución, eliminación y acumulación) de todosy cada uno de los componentes sería muy extensa y compleja, saliéndose de los objetivosfijados para este apartado, a continuación expondremos los efectos que produce cadasustancia, que son consecuencia directa de dichos procesos.
Naturalmente los riesgos toxicológicos dependen de la concentración de los compuestos a laque se está expuesto y del tiempo de exposición. Habrá de entenderse por tanto que losriesgos mencionados en el presente apartado se refieren al pintor o aplicador .
La vía de entrada principal para todos los componentes de la pintura es la respiratoria. Sinembargo, también es necesario tener en cuenta la vía dérmica pues algunos disolventes
poseen una gran capacidad de penetración cuando la piel se encuentra intacta.
También hay que resaltar que la vía digestiva es una vía importantísima de entrada alorganismo en el caso de los pigmentos a base de plomo.
5.1.1 Aglutinantes (resinas)
Las resinas utilizadas en la actualidad en reparación de carrocerías son de tipo acrílicas en
monocapas y poliéster-melaminas para los bicapa. Estas resinas, una vez curadas, es decir,una vez terminada la reacción de polimerización (endurecimiento) no producen efectos
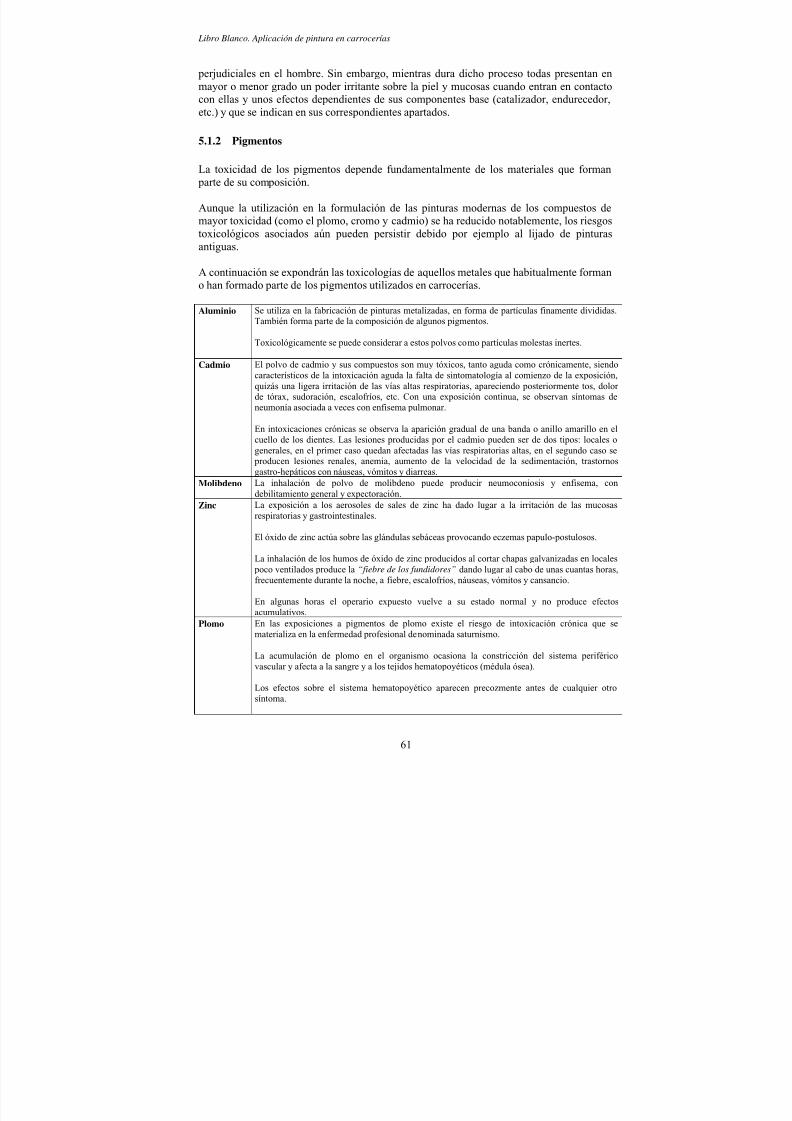
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 65/148
Libro Blanco. Aplicación de pintura en carrocerías
61
perjudiciales en el hombre. Sin embargo, mientras dura dicho proceso todas presentan enmayor o menor grado un poder irritante sobre la piel y mucosas cuando entran en contactocon ellas y unos efectos dependientes de sus componentes base (catalizador, endurecedor,etc.) y que se indican en sus correspondientes apartados.
5.1.2 Pigmentos
La toxicidad de los pigmentos depende fundamentalmente de los materiales que forman parte de su composición.
Aunque la utilización en la formulación de las pinturas modernas de los compuestos demayor toxicidad (como el plomo, cromo y cadmio) se ha reducido notablemente, los riesgostoxicológicos asociados aún pueden persistir debido por ejemplo al lijado de pinturasantiguas.
A continuación se expondrán las toxicologías de aquellos metales que habitualmente formano han formado parte de los pigmentos utilizados en carrocerías.
Aluminio Se utiliza en la fabricación de pinturas metalizadas, en forma de partículas finamente divididas.También forma parte de la composición de algunos pigmentos.
Toxicológicamente se puede considerar a estos polvos como partículas molestas inertes.
Cadmio El polvo de cadmio y sus compuestos son muy tóxicos, tanto aguda como crónicamente, siendocaracterísticos de la intoxicación aguda la falta de sintomatología al comienzo de la exposición,quizás una ligera irritación de las vías altas respiratorias, apareciendo posteriormente tos, dolor de tórax, sudoración, escalofríos, etc. Con una exposición continua, se observan síntomas deneumonía asociada a veces con enfisema pulmonar.
En intoxicaciones crónicas se observa la aparición gradual de una banda o anillo amarillo en elcuello de los dientes. Las lesiones producidas por el cadmio pueden ser de dos tipos: locales ogenerales, en el primer caso quedan afectadas las vías respiratorias altas, en el segundo caso se
producen lesiones renales, anemia, aumento de la velocidad de la sedimentación, trastornosgastro-hepáticos con náuseas, vómitos y diarreas.
Molibdeno La inhalación de polvo de molibdeno puede producir neumoconiosis y enfisema, condebilitamiento general y expectoración.
Zinc La exposición a los aerosoles de sales de zinc ha dado lugar a la irritación de las mucosasrespiratorias y gastrointestinales.
El óxido de zinc actúa sobre las glándulas sebáceas provocando eczemas papulo-postulosos.
La inhalación de los humos de óxido de zinc producidos al cortar chapas galvanizadas en locales poco ventilados produce la “fiebre de los fundidores” dando lugar al cabo de unas cuantas horas,frecuentemente durante la noche, a fiebre, escalofríos, náuseas, vómitos y cansancio.
En algunas horas el operario expuesto vuelve a su estado normal y no produce efectosacumulativos.
Plomo En las exposiciones a pigmentos de plomo existe el riesgo de intoxicación crónica que sematerializa en la enfermedad profesional denominada saturnismo.
La acumulación de plomo en el organismo ocasiona la constricción del sistema periféricovascular y afecta a la sangre y a los tejidos hematopoyéticos (médula ósea).
Los efectos sobre el sistema hematopoyético aparecen precozmente antes de cualquier otrosíntoma.
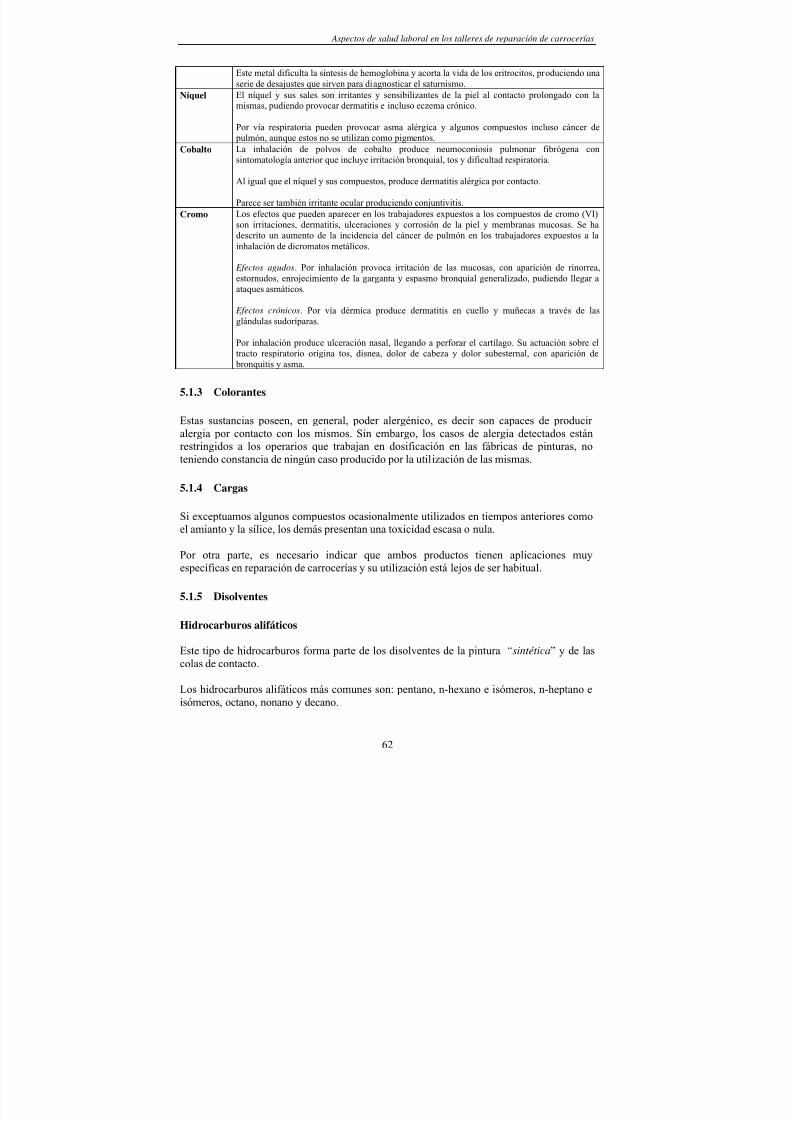
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 66/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
62
Este metal dificulta la síntesis de hemoglobina y acorta la vida de los eritrocitos, produciendo unaserie de desajustes que sirven para diagnosticar el saturnismo.
Níquel El níquel y sus sales son irritantes y sensibilizantes de la piel al contacto prolongado con lamismas, pudiendo provocar dermatitis e incluso eczema crónico.
Por vía respiratoria pueden provocar asma alérgica y algunos compuestos incluso cáncer de
pulmón, aunque estos no se utilizan como pigmentos.Cobalto La inhalación de polvos de cobalto produce neumoconiosis pulmonar fibrógena con
sintomatología anterior que incluye irritación bronquial, tos y dificultad respiratoria.
Al igual que el níquel y sus compuestos, produce dermatitis alérgica por contacto.
Parece ser también irritante ocular produciendo conjuntivitis.Cromo Los efectos que pueden aparecer en los trabajadores expuestos a los compuestos de cromo (VI)
son irritaciones, dermatitis, ulceraciones y corrosión de la piel y membranas mucosas. Se hadescrito un aumento de la incidencia del cáncer de pulmón en los trabajadores expuestos a lainhalación de dicromatos metálicos.
Efectos agudos. Por inhalación provoca irritación de las mucosas, con aparición de rinorrea,
estornudos, enrojecimiento de la garganta y espasmo bronquial generalizado, pudiendo llegar aataques asmáticos.
Efectos crónicos. Por vía dérmica produce dermatitis en cuello y muñecas a través de lasglándulas sudoríparas.
Por inhalación produce ulceración nasal, llegando a perforar el cartílago. Su actuación sobre eltracto respiratorio origina tos, disnea, dolor de cabeza y dolor subesternal, con aparición de
bronquitis y asma.
5.1.3 Colorantes
Estas sustancias poseen, en general, poder alergénico, es decir son capaces de producir alergia por contacto con los mismos. Sin embargo, los casos de alergia detectados estánrestringidos a los operarios que trabajan en dosificación en las fábricas de pinturas, noteniendo constancia de ningún caso producido por la utilización de las mismas.
5.1.4 Cargas
Si exceptuamos algunos compuestos ocasionalmente utilizados en tiempos anteriores comoel amianto y la sílice, los demás presentan una toxicidad escasa o nula.
Por otra parte, es necesario indicar que ambos productos tienen aplicaciones muyespecíficas en reparación de carrocerías y su utilización está lejos de ser habitual.
5.1.5 Disolventes
Hidrocarburos alifáticos
Este tipo de hidrocarburos forma parte de los disolventes de la pintura “sintética” y de lascolas de contacto.
Los hidrocarburos alifáticos más comunes son: pentano, n-hexano e isómeros, n-heptano eisómeros, octano, nonano y decano.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 67/148
Libro Blanco. Aplicación de pintura en carrocerías
63
Todos ellos son irritantes de la piel en caso de contacto prolongado, llegando a producir dermatosis de contacto. Asimismo, su inhalación produce efectos narcóticos, provocandoincluso cefaleas, náuseas y vértigos según la concentración e intensidad de la exposición.
Hay que destacar que, además de estos efectos comunes, el n-hexano, debido a sumetabolización por el organismo, se oxida, dando lugar a sustancias neurotóxicas queafectan a los nervios periféricos, ocasionando polineuropatías.
Hidrocarburos aromáticos
En estos compuestos es necesario establecer una clara distinción entre el benceno y el resto:Tolueno, Xileno, Trimetilbenceno, Etilbenceno, etc. puesto que aunque sus característicasfísicas y químicas son similares: líquidos incoloros, de olor aromático, generalmenteinsolubles en agua, pero miscibles en disolventes orgánicos, disuelven grasas, ceras, etc. yestables en condiciones normales de uso, pero capaces de reaccionar con diversos
compuestos, los efectos que el benceno produce en el organismo son mucho más graves. Sinembargo, por fortuna, el benceno ha desaparecido de las formulaciones de los disolventes de
pintura.
Aunque por inhalación estos hidrocarburos no pueden considerarse productos altamentetóxicos, sin embargo, a ciertas concentraciones pueden provocar irritaciones y efectos ebrio-narcotizantes e incluso efectos depresivos.
En general son productores de irritaciones de piel, pudiendo provocar necrosis superficiales,siendo sin embargo su penetración cutánea variable.
Dependiendo de su concentración son susceptibles de producir irritaciones oculares, conabundante lagrimeo. Sin embargo, si la exposición es continua, pueden ser intolerables y el
propio contacto ocular puede producir quemaduras graves.
Alcoholes
De manera general son solubles en agua y volátiles. Una vez absorbidos por el organismo sedistribuyen rápidamente fijándose en los tejidos de mayor contenido en agua y sobre todo enla sangre, orina y humor acuoso. Se oxidan lentamente en el hígado y la fracción nometabolizada se elimina por la orina.
El metanol produce efectos depresores sobre el sistema nervioso central e irritación de lasmucosas y en casos graves su acción sobre el nervio óptico produce ceguera bilateral.
El isobutanol en soluciones acuosas diluidas es más tóxico: no penetra fácilmente en laepidermis ni las irrita.
En orden a su toxicidad es relativamente bajo, con efectos comparables a los del etanol.
Esteres
Son líquidos incoloros, de olor suave y agradable, solubles en agua y con ligeras diferenciasentre ellos.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 68/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
64
Son compuestos que presentan baja toxicidad.
Sus patologías y toxicologías, también presentan similitud; sus vapores son irritantes paralas mucosas oculares y vías respiratorias superiores. Producen acción narcotizante moderada
que causa somnolencia, embotamiento, cansancio y falta de apetito.
Por contacto cutáneo prolongado estos líquidos pueden destruir la capa lipoácida provocando grietas con peligro de infección.
Eter-alcoholes
Bajo este epígrafe se agrupan el metilglicol, etilglicol, etc. Todos ellos son líquidosmiscibles en agua y en la mayoría de los disolventes orgánicos y se absorben fácilmente por la piel. Sus vapores son irritantes de las mucosas respiratorias y de la piel.
Una vez absorbidos por el organismo, ejercen su acción tóxica sobre el sistema nerviosocentral, pulmón, hígado y riñón.
En cuanto al éter monoetílico del etilenglicol es fácilmente absorbido, ya que en elorganismo y en proceso metabólico experimenta una hidrólisis y como consecuencia generaalcohol metílico y etilenglicol, sumándose los efectos tóxicos de ambos.
Cetonas
Son compuestos orgánicos que poseen el grupo carbonilo. Son solubles en agua ydisolventes orgánicos. Penetran en el organismo por inhalación de sus vapores en su faselíquida y vapor. Se metabolizan rápidamente en el organismo y son eliminados por el riñóny el aire expirado. Sin embargo hay que considerar sus procesos de oxidación, destacando laacetona, que aún cuando no es fácilmente oxidable, si ésta se produce, se divide en ácidoacético y anhídrido carbónico, incrementando la acumulación del tóxico en sangre yórganos.
Toxicológicamente destacaremos que son irritantes para las mucosas oculares yrespiratorias. Además producen tos, estornudos y trastornos nerviosos además de digestivos.
En la piel se produce dermatosis y destrucción de la capa cutánea lipo-ácida. Como solución
de tipo médica está el lavarse inmediatamente con agua abundante en las proyeccionesoculares y cutáneas.
5.1.6 Plastificantes
La débil volatilidad de estos productos disminuye notablemente la acción nociva de algunosde ellos. Esto, unido a que en las pinturas se utilizan plastificantes de muy baja toxicidad,hace que en la práctica estos compuestos no produzcan riesgo higiénico.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 69/148
Libro Blanco. Aplicación de pintura en carrocerías
65
5.1.7 Endurecedores
Isocianatos
El diisocianato de toluideno (TDI) es la molécula más peligrosa debido a su granvolatilidad, pero otros como el diisocianato de difenilmetano (MDI), el diisocianato dehexametileno (HDI), diisocianato de naftileno (NDI), también son susceptibles de provocar afecciones pulmonares.
En la actualidad los isocianatos se utilizan frecuentemente en forma de prepolímero, en las pinturas y aparejos acrílicos de dos componentes.
Los mecanismos de acción de los isocianatos sobre el hombre no son muy conocidos; deacuerdo a los datos e investigaciones al efecto, las ideas son contradictorias. Pueden
sintetizarse en una acción irritativa que se manifiesta sobre las mucosas oculares, tejido pulmonar y vía digestiva. Normalmente aparecen entre 4 y 8 horas después del comienzo dela exposición y desaparecen de forma espontánea de 3 a 7 días después de finalizada laexposición.
Esta acción también se manifiesta sobre la piel en caso de contacto, que, si es frecuente, puede volverse cáustico.
Sin embargo, conviene matizar que imputar estos efectos exclusivamente a los isocianatoses arriesgado, ya que estos se encuentran acompañados en las pinturas por otros muchoscompuestos, algunos de los cuales también son irritantes.
También pueden provocar asmas que aparecen en cierto número de sujetos expuestos tras un periodo de latencia que puede ir de varias semanas a varios años, durante el cual se producela sensibilización. Desaparecen en los períodos en los cuales no se está expuesto.
Finalmente, varios estudios epidemiológicos realizados parecen demostrar que losisocianatos pueden generar el desarrollo de obstrucciones crónicas de las vías aéreas(B.P.C.O.), como respuesta a débiles niveles de exposición, aunque existen discusiones alrespecto.
5.1.8 Catalizadores-Acelerantes
Aminas
Las sustancias que se utilizan normalmente en las pinturas de automóvil actuales son lasaminas, generalmente terciarias.
Estas aminas son irritantes para las mucosas oculares (conjuntivitis con edema corneal que produce visión confusa con impresión de halo luminoso) y respiratorias (rinitis, tos, bronquitis).
El contacto directo con la piel provoca irritación de la misma llegando a producirse inclusoquemadura. Por ello, las proyecciones oculares son particularmente peligrosas.
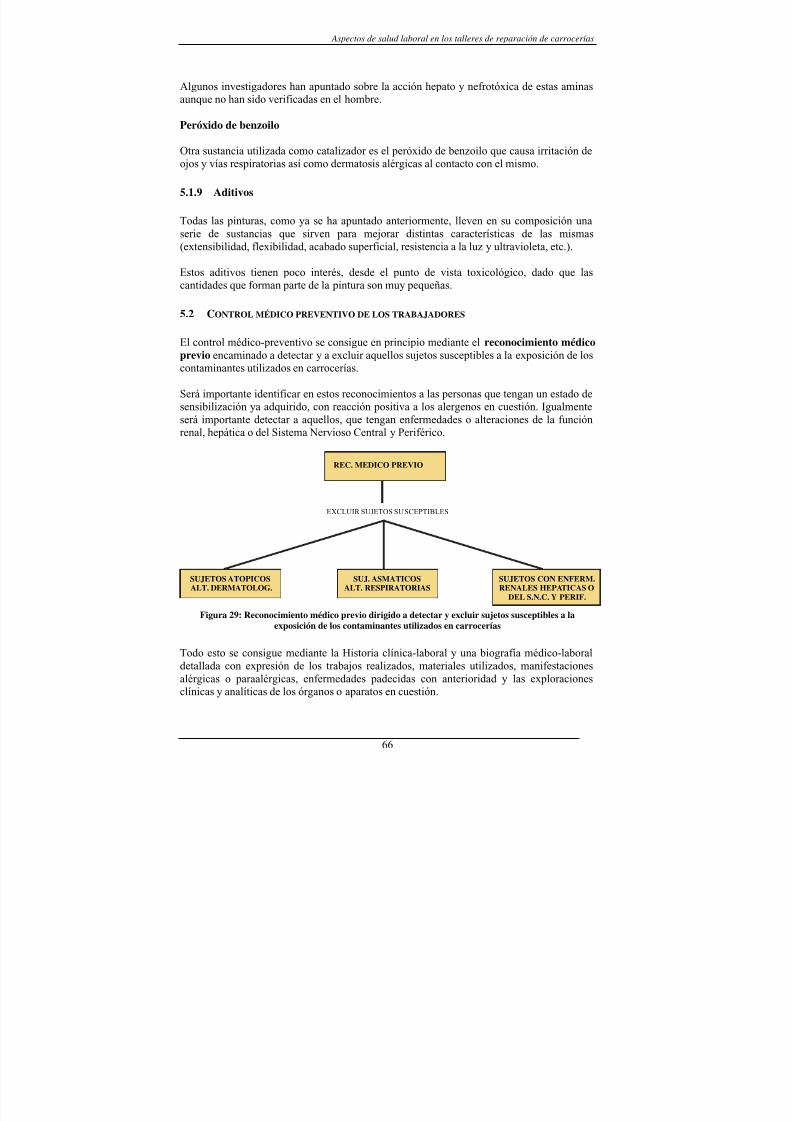
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 70/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
66
Algunos investigadores han apuntado sobre la acción hepato y nefrotóxica de estas aminasaunque no han sido verificadas en el hombre.
Peróxido de benzoilo
Otra sustancia utilizada como catalizador es el peróxido de benzoilo que causa irritación deojos y vías respiratorias así como dermatosis alérgicas al contacto con el mismo.
5.1.9 Aditivos
Todas las pinturas, como ya se ha apuntado anteriormente, lleven en su composición unaserie de sustancias que sirven para mejorar distintas características de las mismas(extensibilidad, flexibilidad, acabado superficial, resistencia a la luz y ultravioleta, etc.).
Estos aditivos tienen poco interés, desde el punto de vista toxicológico, dado que lascantidades que forman parte de la pintura son muy pequeñas.
5.2 CONTROL MÉDICO PREVENTIVO DE LOS TRABAJADORES
El control médico-preventivo se consigue en principio mediante el reconocimiento médicoprevio encaminado a detectar y a excluir aquellos sujetos susceptibles a la exposición de loscontaminantes utilizados en carrocerías.
Será importante identificar en estos reconocimientos a las personas que tengan un estado desensibilización ya adquirido, con reacción positiva a los alergenos en cuestión. Igualmente
será importante detectar a aquellos, que tengan enfermedades o alteraciones de la funciónrenal, hepática o del Sistema Nervioso Central y Periférico.
REC. MEDICO PREVIO
SUJETOS CON ENFERM.RENALES HEPATICAS O
DEL S.N.C. Y PERIF.
SUJ. ASMATICOSALT. RESPIRATORIAS
SUJETOS ATOPICOSALT. DERMATOLOG.
EXCLUIR SUJETOS SUSCEPTIBLES
Figura 29: Reconocimiento médico previo dirigido a detectar y excluir sujetos susceptibles a laexposición de los contaminantes utilizados en carrocerías
Todo esto se consigue mediante la Historia clínica-laboral y una biografía médico-laboraldetallada con expresión de los trabajos realizados, materiales utilizados, manifestacionesalérgicas o paraalérgicas, enfermedades padecidas con anterioridad y las exploraciones
clínicas y analíticas de los órganos o aparatos en cuestión.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 71/148
Libro Blanco. Aplicación de pintura en carrocerías
67
El reconocimiento médico periódico se encargará de la detección precoz de lasalteraciones que puedan sufrir los trabajadores expuestos y su prevención.
Por ello, será necesario realizar una Historia clínico-laboral detallada y una exploraciónclínica y analítica de los órganos y aparatos sobre los que actúan los contaminantes, a los
que los trabajadores de carrocerías están expuestos.
La exploración clínica debe ir encaminada hacia:
• Una inspección detallada de la piel, observando posibles alteraciones irritativas oeczemas alérgicos de contacto a las diferentes sustancias utilizadas.
• Un estudio de la función respiratoria mediante una espirometría, con el fin de observar y prevenir un posible daño a este aparato.
• Una exploración del Sistema Nervioso Central y Periférico valorando la aparición de polineuritis.
El control biológico de estos trabajadores se realiza mediante diversos tests.
Será importante establecer la función renal, ya que el riñón es el órgano diana de losdiferentes metales pesados utilizados como pigmentos en las pinturas. Para ello, contamoscon la determinación de la cratinina sérica o el BUN (nitrógeno ureico...) cuyas cifras nos
permiten valorar la función renal. En caso de alteración de estas cifras, una vez descartada patología no laboral, se realizarían determinaciones de los niveles séricos de los metalesutilizados como pigmentos.
Por último, se cuenta con unos índices biológicos de exposición (BEI) para los disolventes,
que representan niveles de aviso de respuesta biológica a estas sustancias químicas,independientemente de su vía de absorción en el organismo.
Para mezclas de disolventes se pueden utilizar conjuntamente las determinaciones en orinade:
Metabolitos BEIAc. Hipurico 2,5 g/g de creatininaAc. Metilhipurico 1,5 g/g de creatininaAc. Mandelico 0,8 g/g de creatinina
Estos índices pueden ser usados como guía para exposiciones “seguras” a los productosquímicos tóxicos y de ellos podemos obtener dos clases de información:
• El control de la respuesta individual de cada trabajador.• La medida de la exposición total individual a que está sometido el trabajador.
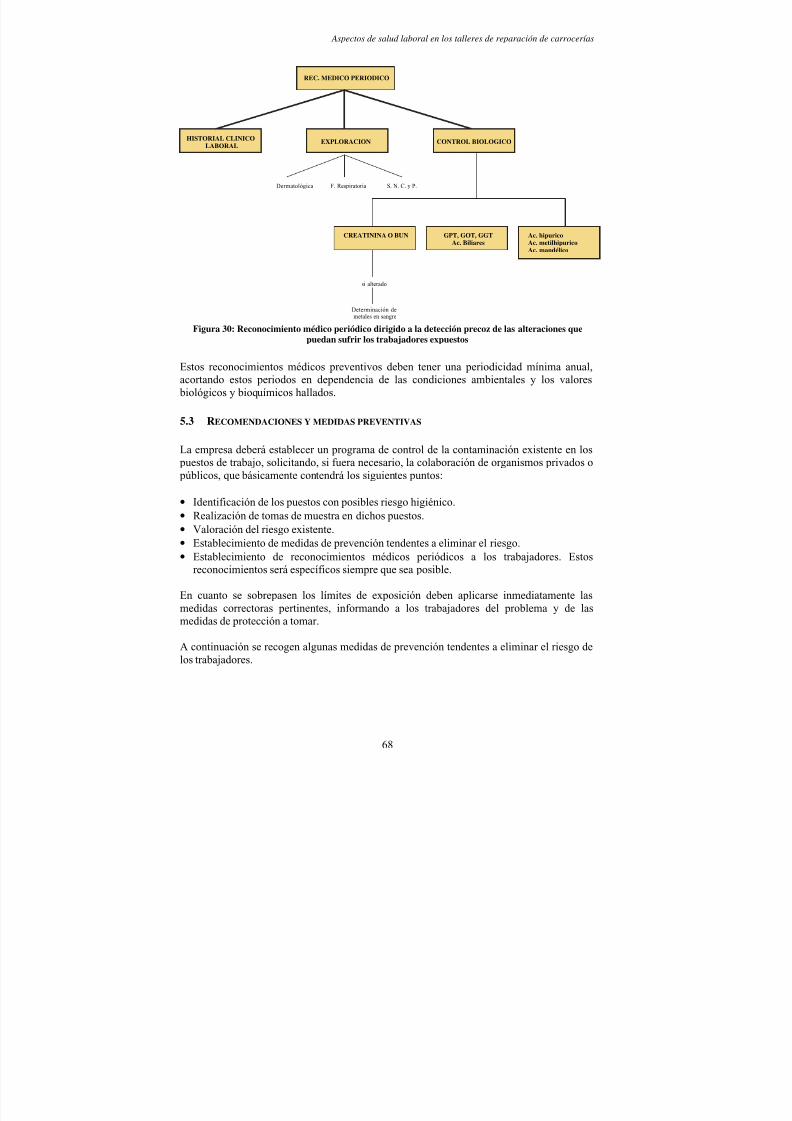
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 72/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
68
REC. MEDICO PERIODICO
Ac. hipuricoAc. metilhipuricoAc. mandélico
GPT, GOT, GGTAc. Biliares
CREATININA O BUN
CONTROL BIOLOGICOEXPLORACIONHISTORIAL CLINICO LABORAL
Determinación de metales en sangre
si alterado
S. N. C. y P.F. RespiratoriaDermatológica
Figura 30: Reconocimiento médico periódico dirigido a la detección precoz de las alteraciones quepuedan sufrir los trabajadores expuestos
Estos reconocimientos médicos preventivos deben tener una periodicidad mínima anual,acortando estos periodos en dependencia de las condiciones ambientales y los valores
biológicos y bioquímicos hallados.
5.3 RECOMENDACIONES Y MEDIDAS PREVENTIVAS
La empresa deberá establecer un programa de control de la contaminación existente en los puestos de trabajo, solicitando, si fuera necesario, la colaboración de organismos privados o públicos, que básicamente contendrá los siguientes puntos:
• Identificación de los puestos con posibles riesgo higiénico.• Realización de tomas de muestra en dichos puestos.• Valoración del riesgo existente.• Establecimiento de medidas de prevención tendentes a eliminar el riesgo.• Establecimiento de reconocimientos médicos periódicos a los trabajadores. Estos
reconocimientos será específicos siempre que sea posible.
En cuanto se sobrepasen los límites de exposición deben aplicarse inmediatamente lasmedidas correctoras pertinentes, informando a los trabajadores del problema y de lasmedidas de protección a tomar.
A continuación se recogen algunas medidas de prevención tendentes a eliminar el riesgo delos trabajadores.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 73/148
Libro Blanco. Aplicación de pintura en carrocerías
69
5.3.1 Almacenamiento
Para su almacenamiento deben seguirse los criterios de la Instrucción TécnicaComplementaria MIE-APQ-001 “Almacenamiento de Productos Inflamables yCombustibles” del Reglamento de Almacenamiento de Productos Químicos.
Recipientes de almacenamiento. Los botes, bidones, etc., deberán encontrarse en perfectoestado, tendrán cierre hermético y se mantendrán cerrados siempre que no se utilicen.
Zona de almacenamiento
• Deberá habilitarse un cuarto especial para el almacenamiento de las diferentes pinturas,masillas y disolventes y otros productos utilizados en los talleres de reparación decarrocerías.
• El local deberá estar bien ventilado con salida al exterior del inmueble.• De este local se retirará a diario el material necesario para su consumo en el día y si no segastara en su totalidad se devolvería al mismo.
5.3.2 Etiquetado
Todos los recipientes que contengan pinturas, disolventes, etc. deberán indicar de formaclara los nombres químicos de los componentes “muy tóxico”, “tóxicos”, “nocivos”,“corrosivos” o “irritantes” y los pictogramas e indicaciones de peligro previstos en elcapítulo 2º. artículo 3º del Reglamento de Sustancias (R.D. 2.216/1985, de 23 de octubre).Asimismo llevarán impresas las frases de riesgos especificados en dicho Reglamento y quecorrespondan al preparado.
5.3.3 Sustitución de los productos utilizados
Debido a que los riesgos toxicológicos derivados de la utilización de pinturas y disolventesestán provocados por la propia composición de dichos productos se aconseja solicitar a losfabricantes información12 sobre los componentes que contienen y evitar en la medida de lo
posible el empleo de aquellos de mayor toxicidad.
Por ejemplo, con la masiva introducción de chapa galvanizada y la correspondiente mejora
de la resistencia a la corrosión desaparecerá la necesidad de imprimaciones anticorrosivascromofosfatantes. El uso de pigmentos de CrVI y de ácido fosfórico tiende a desaparecer dando paso a imprimaciones basadas en ligantes de base acuosa, con pigmentos inertes ocomo máximo fosfato de zinc.
También existen ya sistemas acuosos de aparejos en base de resinas alquídicas ydispersiones de poliuretano con un contenido en disolventes orgánicos prácticamente nulo.
Las pinturas de acabado en base acuosa constituyen un significativo avance desde el puntode vista de salud laboral. Sin embargo, el grado de desarrollo actual de este tipo de
12 De acuerdo con el Real Decreto 1078/1993 de 2 de julio de 1993 B.O.E 9 Septiembre 1993 el proveedor tiene la obligación de entregar
las fichas de seguridad de los productos, y el usuario el derecho a solicitarlas.
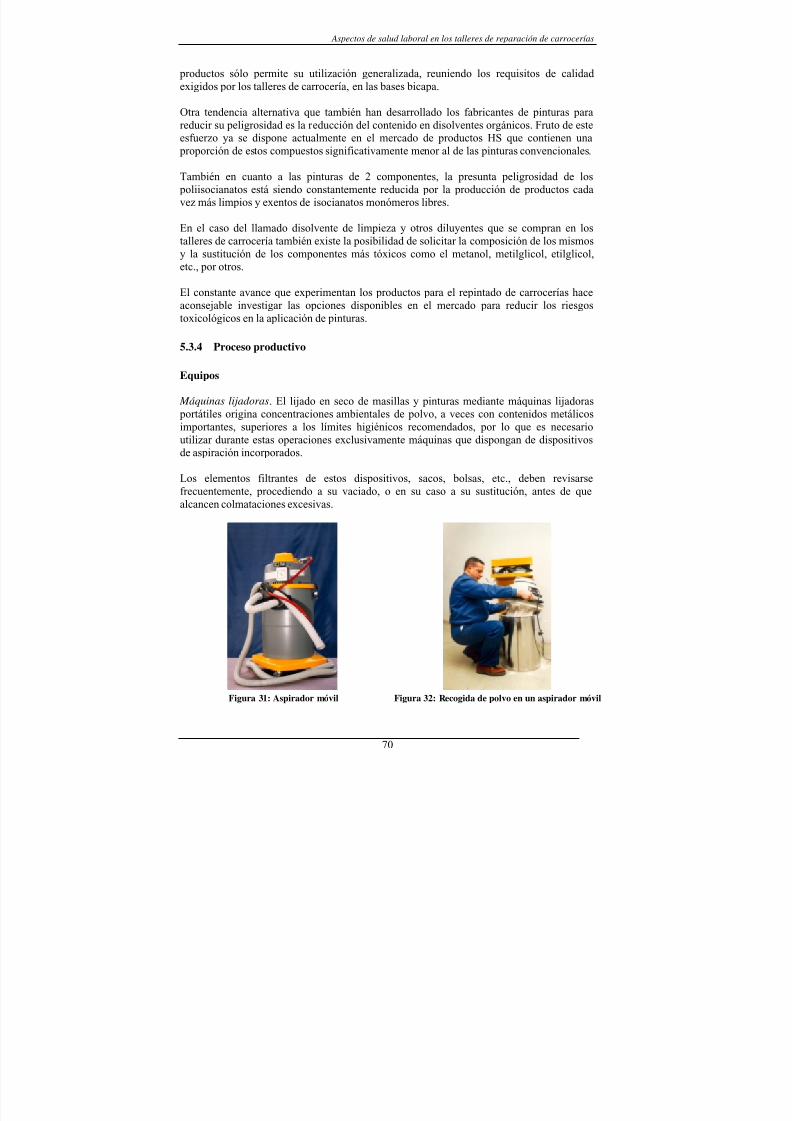
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 74/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
70
productos sólo permite su utilización generalizada, reuniendo los requisitos de calidadexigidos por los talleres de carrocería, en las bases bicapa.
Otra tendencia alternativa que también han desarrollado los fabricantes de pinturas parareducir su peligrosidad es la reducción del contenido en disolventes orgánicos. Fruto de este
esfuerzo ya se dispone actualmente en el mercado de productos HS que contienen una proporción de estos compuestos significativamente menor al de las pinturas convencionales.
También en cuanto a las pinturas de 2 componentes, la presunta peligrosidad de los poliisocianatos está siendo constantemente reducida por la producción de productos cadavez más limpios y exentos de isocianatos monómeros libres.
En el caso del llamado disolvente de limpieza y otros diluyentes que se compran en lostalleres de carrocería también existe la posibilidad de solicitar la composición de los mismosy la sustitución de los componentes más tóxicos como el metanol, metilglicol, etilglicol,etc., por otros.
El constante avance que experimentan los productos para el repintado de carrocerías haceaconsejable investigar las opciones disponibles en el mercado para reducir los riesgostoxicológicos en la aplicación de pinturas.
5.3.4 Proceso productivo
Equipos
Máquinas lijadoras. El lijado en seco de masillas y pinturas mediante máquinas lijadoras
portátiles origina concentraciones ambientales de polvo, a veces con contenidos metálicosimportantes, superiores a los límites higiénicos recomendados, por lo que es necesarioutilizar durante estas operaciones exclusivamente máquinas que dispongan de dispositivosde aspiración incorporados.
Los elementos filtrantes de estos dispositivos, sacos, bolsas, etc., deben revisarsefrecuentemente, procediendo a su vaciado, o en su caso a su sustitución, antes de quealcancen colmataciones excesivas.
Figura 31: Aspirador móvil Figura 32: Recogida de polvo en un aspirador móvil
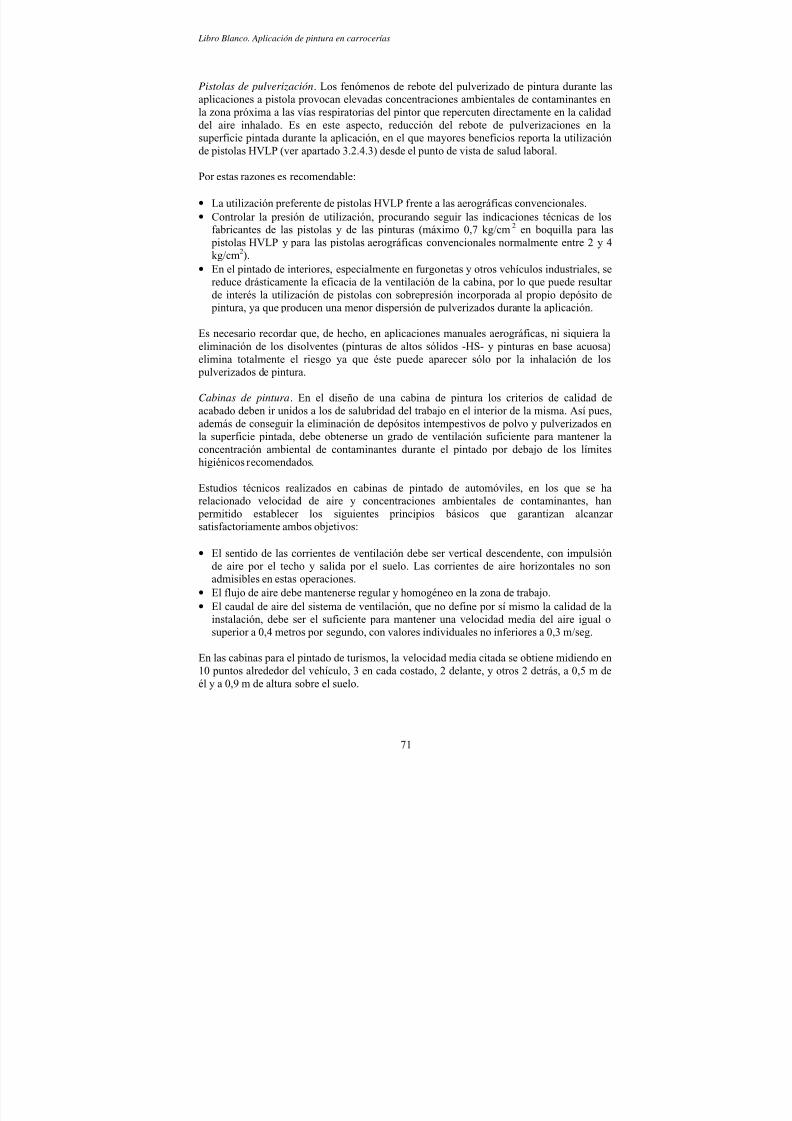
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 75/148
Libro Blanco. Aplicación de pintura en carrocerías
71
Pistolas de pulverización. Los fenómenos de rebote del pulverizado de pintura durante lasaplicaciones a pistola provocan elevadas concentraciones ambientales de contaminantes enla zona próxima a las vías respiratorias del pintor que repercuten directamente en la calidaddel aire inhalado. Es en este aspecto, reducción del rebote de pulverizaciones en la
superficie pintada durante la aplicación, en el que mayores beneficios reporta la utilizaciónde pistolas HVLP (ver apartado 3.2.4.3) desde el punto de vista de salud laboral.
Por estas razones es recomendable:
• La utilización preferente de pistolas HVLP frente a las aerográficas convencionales.• Controlar la presión de utilización, procurando seguir las indicaciones técnicas de los
fabricantes de las pistolas y de las pinturas (máximo 0,7 kg/cm2 en boquilla para las pistolas HVLP y para las pistolas aerográficas convencionales normalmente entre 2 y 4kg/cm2).
• En el pintado de interiores, especialmente en furgonetas y otros vehículos industriales, sereduce drásticamente la eficacia de la ventilación de la cabina, por lo que puede resultar de interés la utilización de pistolas con sobrepresión incorporada al propio depósito de
pintura, ya que producen una menor dispersión de pulverizados durante la aplicación.
Es necesario recordar que, de hecho, en aplicaciones manuales aerográficas, ni siquiera laeliminación de los disolventes (pinturas de altos sólidos -HS- y pinturas en base acuosa)elimina totalmente el riesgo ya que éste puede aparecer sólo por la inhalación de los
pulverizados de pintura.
Cabinas de pintura. En el diseño de una cabina de pintura los criterios de calidad de
acabado deben ir unidos a los de salubridad del trabajo en el interior de la misma. Así pues,además de conseguir la eliminación de depósitos intempestivos de polvo y pulverizados enla superficie pintada, debe obtenerse un grado de ventilación suficiente para mantener laconcentración ambiental de contaminantes durante el pintado por debajo de los límiteshigiénicos recomendados.
Estudios técnicos realizados en cabinas de pintado de automóviles, en los que se harelacionado velocidad de aire y concentraciones ambientales de contaminantes, han
permitido establecer los siguientes principios básicos que garantizan alcanzar satisfactoriamente ambos objetivos:
• El sentido de las corrientes de ventilación debe ser vertical descendente, con impulsiónde aire por el techo y salida por el suelo. Las corrientes de aire horizontales no sonadmisibles en estas operaciones.
• El flujo de aire debe mantenerse regular y homogéneo en la zona de trabajo.• El caudal de aire del sistema de ventilación, que no define por sí mismo la calidad de la
instalación, debe ser el suficiente para mantener una velocidad media del aire igual osuperior a 0,4 metros por segundo, con valores individuales no inferiores a 0,3 m/seg.
En las cabinas para el pintado de turismos, la velocidad media citada se obtiene midiendo en10 puntos alrededor del vehículo, 3 en cada costado, 2 delante, y otros 2 detrás, a 0,5 m deél y a 0,9 m de altura sobre el suelo.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 76/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
72
En las cabinas destinadas al pintado de grandes vehículos como camiones o autobuses, lasmedidas deben realizarse a 0,5 m del vehículo, a 1,5 m de altura, 2 delante, 2 atrás y por tramos de 1,5 a 2 m en ambos costados.
Las mediciones deben hacerse con un anemómetro capaz de indicar velocidades de aire
comprendidas entre 0,1 y 1 m/s ± 0,05 m/s.
Para cumplir estos principios básicos es recomendable seguir las siguientes normas:
• La superficie filtrante del plenum de impulsión debe abarcar la mayor parte posible deltecho de la cabina, al menos el 80% del mismo. Superficies inertes mayores pueden
provocar turbulencias perjudiciales.• La superficie de salida del aire debe estar distribuida uniformemente por el suelo,
normalmente mediante un foso central o dos canales longitudinales bajo el emparrilladometálico.
• La profundidad del foso o de los canales longitudinales favorece la verticalidad del flujode aire. Se recomiendan profundidades de 0,4 metros o mayores.
• El sistema de extracción de aire por el suelo no debe perturbar el flujo de aire procedentedel techo.
• Los paneles filtrantes del aire impulsado, y en su caso los del extraído, deben revisarse yrenovarse con una periodicidad adecuada a las condiciones de trabajo de cada taller.Ensuciamientos excesivos de los filtros pueden modificar totalmente la eficacia delsistema de ventilación.
• La distancia del vehículo a las paredes de la cabina debe ser alrededor de 1 m y la deltecho de la cabina a la zona alta del automóvil no debe ser inferior a 1 m.
Al margen de lo expuesto no debe olvidarse la conveniencia de que la cabina disponga deun dispositivo de depuración del aire expulsado, filtros secos o dispositivos por vía húmeda,que evite tanto la formación de incrustaciones indeseables en los conductos de salida, comola contaminación ambiental exterior.
Instalaciones de ventilación auxiliares
• Las operaciones de limpieza de pistolas y utensilios con disolvente y las de preparaciónde pinturas, mezclas y disoluciones, deben realizarse bajo la acción de un dispositivo deaspiración, normalmente frente a campanas verticales o en pequeñas cabinas abiertas.
• Las operaciones de preparación de chapa, previas al pintado es conveniente que se
realicen sobre plataformas dotadas de aspiración.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 77/148
Libro Blanco. Aplicación de pintura en carrocerías
73
Figura 33: Extracción de aire en zona de mezclas
Métodos operativos. Frecuentemente aun a pesar de disponer de instalaciones y equipos encondiciones adecuadas, y debido a hábitos de trabajo desafortunados, se producensituaciones de riesgo higiénico fácilmente evitables. Por este motivo es convenienterecordar la necesidad de:
• Efectuar todas las operaciones de pintado a pistola en el interior de la cabina de pintura oalternativamente en un lugar adecuadamente acondicionado con planos aspirantes,incluidas las aplicaciones de imprimaciones, aparejos y cementos a piezas sueltas de losvehículos.
Figura 34: Plano aspiranteFigura 35: Esquema de funcionamiento de un plano
aspirante (aspiración e impulsión de aire)
• Mantener la ventilación conectada durante un tiempo razonable antes de penetrar en lacabina tras el secado de las aplicaciones.
• Mantener siempre tapados los recipientes con disolventes utilizados en la limpieza de pistolas y utensilios.
• Los trapos y desperdicios impregnados de pinturas deberán ser recogidos en recipientesmetálicos, cerrados.
• Utilizar prendas de protección personal cuando la naturaleza de las operacionesrealizadas así lo requiera.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 78/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
74
• Informar a los trabajadores sobre la toxicidad de las pinturas, disolventes, etc., así comola forma de manipularlos e instruirles sobre los métodos de trabajo tendentes a la
prevención del riesgo.
5.3.5 Higiene individual
• Evitar comer, beber o fumar sin lavarse antes las manos, ya que eso puede conducir a laingestión de contaminantes activos por vía digestiva, tales como el plomo.
• Al finalizar el trabajo los operarios deberán cambiarse la ropa usada guardándola en unataquilla, separada de la ropa limpia.
• Utilizar siempre que sea posible ropa de trabajo impermeable.• Mantener la ropa de trabajo en buenas condiciones de limpieza.• Cambiarse inmediatamente de ropa de trabajo en caso de impregnación accidental con
disolventes o cualquier otra sustancia tóxica.• Utilizar jabones neutros para la limpieza de las manos y nunca disolventes orgánicos, ya
que provocan la destrucción de los mecanismos de autoprotección de la piel.
5.3.6 Protecciones personales
Distintas causas pueden hacer aconsejable la utilización de prendas de protección personalen los talleres de reparación de carrocerías de automóvil. Entre ellas se pueden citar:
• Dispositivos de ventilación insuficientes o inexistentes.• Operaciones de difícil solución técnica, como pintado de interiores.• Propiedades sensibilizantes de algunos contaminantes por vía dérmica, como los
disolventes.
Figura 36: Protección integral
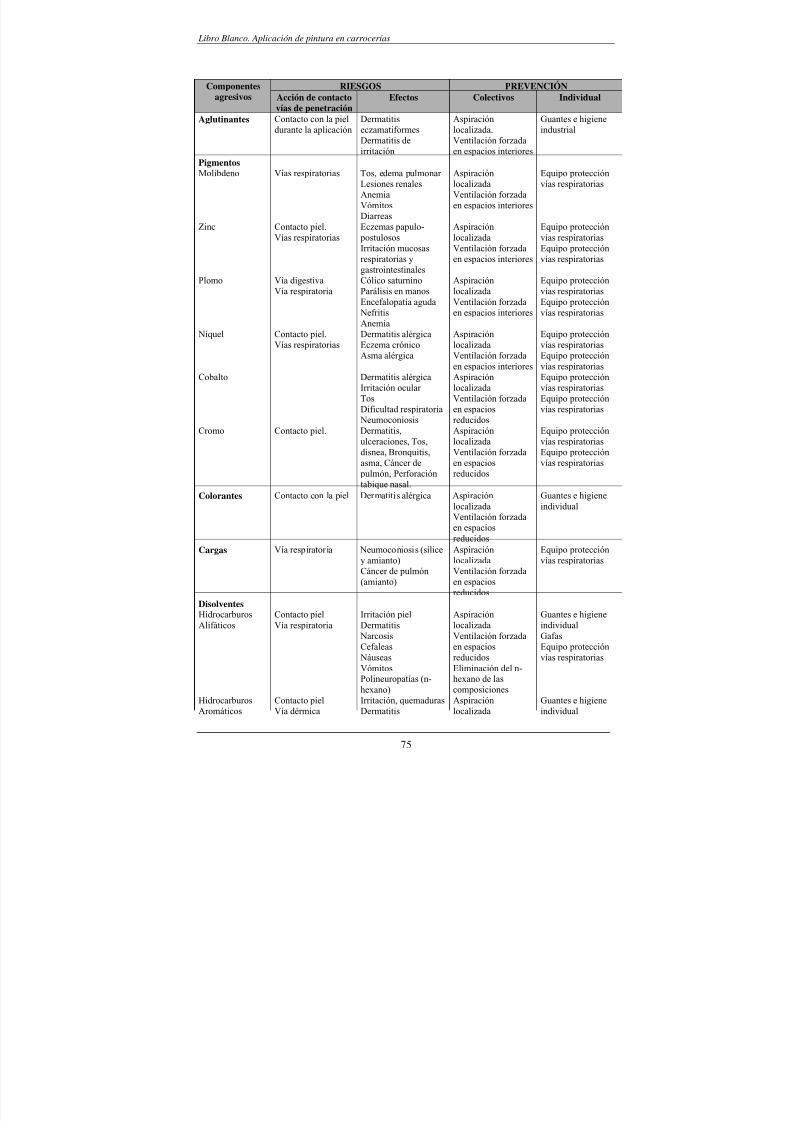
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 79/148
Libro Blanco. Aplicación de pintura en carrocerías
75
RIESGOS PREVENCIÓNComponentesagresivos Acción de contacto
vías de penetraciónEfectos Colectivos Individual
Aglutinantes Contacto con la pieldurante la aplicación
Dermatitiseczamatiformes
Dermatitis deirritación
Aspiraciónlocalizada.
Ventilación forzadaen espacios interiores
Guantes e higieneindustrial
PigmentosMolibdeno Vías respiratorias Tos, edema pulmonar
Lesiones renalesAnemiaVómitosDiarreas
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Equipo protecciónvías respiratorias
Zinc Contacto piel.Vías respiratorias
Eczemas papulo- postulososIrritación mucosasrespiratorias ygastrointestinales
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Equipo protecciónvías respiratoriasEquipo protecciónvías respiratorias
Plomo Vía digestivaVía respiratoria
Cólico saturninoParálisis en manosEncefalopatía aguda
NefritisAnemia
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Equipo protecciónvías respiratoriasEquipo protecciónvías respiratorias
Níquel Contacto piel.Vías respiratorias
Dermatitis alérgicaEczema crónicoAsma alérgica
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Equipo protecciónvías respiratoriasEquipo protecciónvías respiratorias
Cobalto Dermatitis alérgicaIrritación ocular TosDificultad respiratoria
Neumoconiosis
AspiraciónlocalizadaVentilación forzadaen espaciosreducidos
Equipo protecciónvías respiratoriasEquipo protecciónvías respiratorias
Cromo Contacto piel. Dermatitis,ulceraciones, Tos,disnea, Bronquitis,asma, Cáncer de
pulmón, Perforacióntabique nasal.
AspiraciónlocalizadaVentilación forzadaen espaciosreducidos
Equipo protecciónvías respiratoriasEquipo protecciónvías respiratorias
Colorantes Contacto con la piel Dermatitis alérgica AspiraciónlocalizadaVentilación forzadaen espaciosreducidos
Guantes e higieneindividual
Cargas Vía respiratoria Neumoconiosis (sílicey amianto)Cáncer de pulmón(amianto)
AspiraciónlocalizadaVentilación forzadaen espaciosreducidos
Equipo protecciónvías respiratorias
DisolventesHidrocarburosAlifáticos
Contacto pielVía respiratoria
Irritación pielDermatitis
NarcosisCefaleas
NáuseasVómitosPolineuropatías (n-
hexano)
AspiraciónlocalizadaVentilación forzadaen espaciosreducidosEliminación del n-hexano de las
composiciones
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
HidrocarburosAromáticos
Contacto pielVía dérmica
Irritación, quemadurasDermatitis
Aspiraciónlocalizada
Guantes e higieneindividual

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 80/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
76
RIESGOS PREVENCIÓNComponentesagresivos Acción de contacto
vías de penetraciónEfectos Colectivos Individual
Vía respiratoria Ulceración de lacórneaFatiga
DebilidadConfusiónDolor de cabeza
Ventilación forzadaen espaciosreducidos
GafasEquipo protecciónvías respiratorias
Alcoholes Contacto pielVía respiratoria
Agrietamiento piel.Irritación, nariz,garganta, ojos.Dolor de cabezaSomnolenciaVértigos
AspiraciónlocalizadaVentilación forzadaen espaciosreducidos
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
Eter - alcoholes Contacto pielVía respiratoria
Irritación piel y ojos ymucosas respiratoriasLesiones de hígado,riñones y pulmones
NarcosisHemolisis
AspiraciónlocalizadaVentilación forzadaen espacios
reducidos
Guantes e higieneindividualGafasEquipo protección
vías respiratorias
Cetonas Contacto pielVía respiratoria
DermatitisIrritación ocular yrespiratoriaCefaleas
Náuseas
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
Esteres Contacto pielVía respiratoria
Irritación piel, ojosnariz y gargantaDermatitisDolor de cabezaSomnolencia
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
Endurecedores
Isocianatos Contacto pielVía respiratoria
QuemadurasAcción irritante ysensibilizante sobre la
piel (eczema ymucosas oculares yvías respiratorias)AsmaBronquitisasmatiforme
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
Catalizadores -acelerantesAminas Contacto piel
Vía respiratoriaIrritación de la piel,ojos y víasrespiratorias.Conjuntivitis conedema cornealRinitisTosBronquitis
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
Peróxido de benzoilo
Contacto pielVía respiratoria
Irritación de la piel,ojos y víasrespiratoriasDermatitis
AspiraciónlocalizadaVentilación forzadaen espacios interiores
Guantes e higieneindividualGafasEquipo protecciónvías respiratorias
Tabla 13: Riesgos y medios preventivos para evitar o reducir afecciones derivadas de la exposición a los
contaminantes utilizados en carrocerías

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 81/148
Libro Blanco. Aplicación de pintura en carrocerías
77
En estos casos es conveniente tener en cuenta las siguientes normas:
Protección vías respiratorias
• Las mascarillas a utilizar durante las aplicaciones a pistola deben constar de filtros
mixtos para la retención tanto de partículas como de vapores orgánicos, y segúnhomologación EN141 serán del tipo A, P, y clase 1, 2 o 3 en función de la concentraciónambiental medida. El adaptador facial al que se acoplen debe ser con certificación CE,según Norma EN140. Cuando este adaptador presente defectos de ajuste por deterioro oenvejecimiento del material debe desecharse inmediatamente.
• Durante las operaciones con desprendimiento intenso de polvo, tales como los lijados enseco sin dispositivos de aspiración, se deben utilizar filtros mecánicos con homologaciónEN143, acoplados a los adaptadores faciales referidos anteriormente, o mascarillasautofiltrantes homologadas según Norma EN149.
Figura 37: Protección respiratoria
La eficacia de las mascarillas de filtros intercambiables depende decisivamente del grado desaturación de los mismos. A este respecto se señala que:
• El filtro mecánico para la retención de partículas debe sustituirse siempre que se apreciensignos de colmatación, bien visualmente o bien por aumento de la resistencia en laaspiración.
• La predicción de la duración de los filtros de carbón activo, utilizados para la retenciónde vapores orgánicos, es difícil, ya que depende de múltiples factores, entre los quedestaca la concentración de contaminantes a la que deben enfrentarse. No obstante, se
estima que para las concentraciones habitualmente encontradas, entre el 50 y el 200% delos límites máximos permisibles su vida útil puede estar comprendida entre 3 y 10 horasde servicio.
• Cuando se utilizan equipos de protección semiautónomos con aporte de aire delcompresor, debe prestarse especial atención a las instrucciones dadas por el fabricante
para el mantenimiento correcto de los filtros depuradores del aire dirigido a la máscara o pantalla facial del pintor. Estos equipos pueden resultar especialmente útiles en los casosde locales con ventilación muy deficiente, así como para pintores con síntomas desensibilización a los isocianatos.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 82/148
Aspectos de salud laboral en los talleres de reparación de carrocerías
78
Protección ocular, de cuerpo y manos
• Utilizar gafas de protección ocular para evitar la proyección sobre los ojos de pinturas ydisolventes durante su manipulación y aplicación, así como de partículas sólidas en los
procesos de lijado y cuando se emplee aire comprimido para soplado de polvos y secadode disolventes en operaciones de desengrasado.
Figura 38: Protección ocular
• Utilizar una gorra de fibra artificial que proteja el cuero cabelludo de las sustanciascontaminantes.
• Utilizar guantes impermeables a los disolventes orgánicos durante las operaciones de preparación y aplicación de masillas, pinturas y colas, lo que evitará la necesidad deutilizar disolventes orgánicos para la posterior limpieza de las manos.
• Igualmente es recomendable su uso durante las operaciones de lijado, con objeto deevitar el contacto directo con productos que puedan contener plomo, cromo o restos decatalizadores.
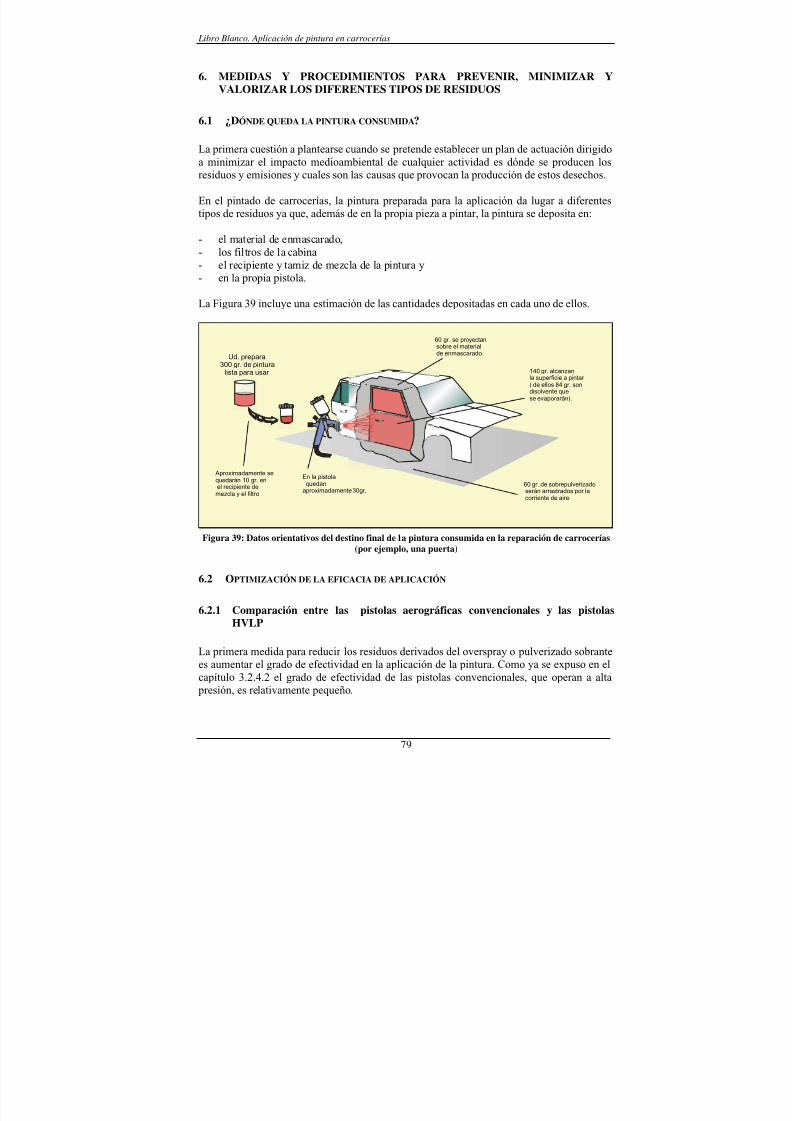
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 83/148
Libro Blanco. Aplicación de pintura en carrocerías
79
6. MEDIDAS Y PROCEDIMIENTOS PARA PREVENIR, MINIMIZAR YVALORIZAR LOS DIFERENTES TIPOS DE RESIDUOS
6.1 ¿DÓNDE QUEDA LA PINTURA CONSUMIDA?
La primera cuestión a plantearse cuando se pretende establecer un plan de actuación dirigidoa minimizar el impacto medioambiental de cualquier actividad es dónde se producen losresiduos y emisiones y cuales son las causas que provocan la producción de estos desechos.
En el pintado de carrocerías, la pintura preparada para la aplicación da lugar a diferentestipos de residuos ya que, además de en la propia pieza a pintar, la pintura se deposita en:
- el material de enmascarado,- los filtros de la cabina- el recipiente y tamiz de mezcla de la pintura y
- en la propia pistola.
La Figura 39 incluye una estimación de las cantidades depositadas en cada uno de ellos.
En la pistola quedanaproximadamente 30gr.
Ud. prepara 300 gr. de pintura
lista para usar
60 gr. se proyectan sobre el material de enmascarado.
140 gr. alcanzanla superficie a pintar ( de ellos 84 gr. sondisolvente quese evaporarán).
60 gr. de sobrepulverizado serán arrastrados por la corriente de aire.
Aproximadamente sequedarán 10 gr. en el recipiente demezcla y el filtro
Figura 39: Datos orientativos del destino final de la pintura consumida en la reparación de carrocerías(por ejemplo, una puerta)
6.2 OPTIMIZACIÓN DE LA EFICACIA DE APLICACIÓN
6.2.1 Comparación entre las pistolas aerográficas convencionales y las pistolasHVLP
La primera medida para reducir los residuos derivados del overspray o pulverizado sobrantees aumentar el grado de efectividad en la aplicación de la pintura. Como ya se expuso en elcapítulo 3.2.4.2 el grado de efectividad de las pistolas convencionales, que operan a alta
presión, es relativamente pequeño.
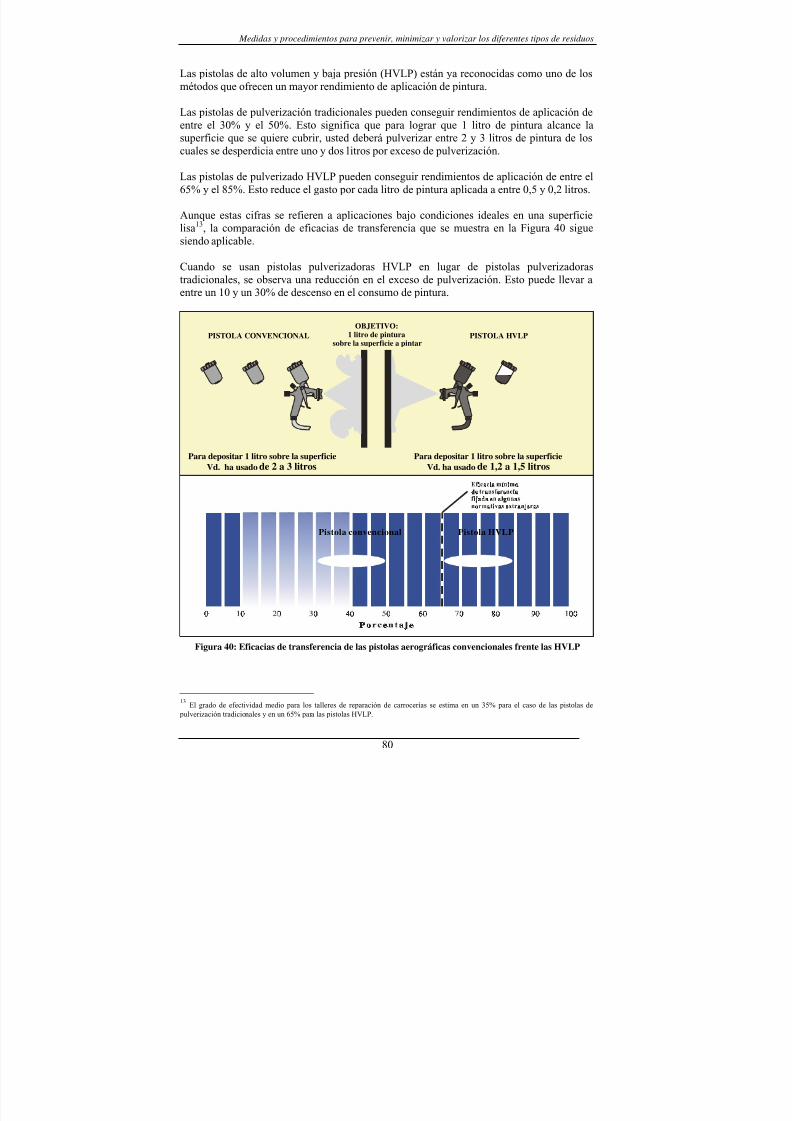
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 84/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
80
Las pistolas de alto volumen y baja presión (HVLP) están ya reconocidas como uno de losmétodos que ofrecen un mayor rendimiento de aplicación de pintura.
Las pistolas de pulverización tradicionales pueden conseguir rendimientos de aplicación deentre el 30% y el 50%. Esto significa que para lograr que 1 litro de pintura alcance la
superficie que se quiere cubrir, usted deberá pulverizar entre 2 y 3 litros de pintura de loscuales se desperdicia entre uno y dos litros por exceso de pulverización.
Las pistolas de pulverizado HVLP pueden conseguir rendimientos de aplicación de entre el65% y el 85%. Esto reduce el gasto por cada litro de pintura aplicada a entre 0,5 y 0,2 litros.
Aunque estas cifras se refieren a aplicaciones bajo condiciones ideales en una superficielisa13, la comparación de eficacias de transferencia que se muestra en la Figura 40 siguesiendo aplicable.
Cuando se usan pistolas pulverizadoras HVLP en lugar de pistolas pulverizadoras
tradicionales, se observa una reducción en el exceso de pulverización. Esto puede llevar aentre un 10 y un 30% de descenso en el consumo de pintura.
Pistola convencional Pistola HVLP
PISTOLA CONVENCIONAL PISTOLA HVLP
Para depositar 1 litro sobre la superficie
Vd. ha usado de 2 a 3 litrosPara depositar 1 litro sobre la superficie
Vd. ha usado de 1,2 a 1,5 litros
OBJETIVO:1 litro de pintura
sobre la superficie a pintar
Figura 40: Eficacias de transferencia de las pistolas aerográficas convencionales frente las HVLP
13 El grado de efectividad medio para los talleres de reparación de carrocerías se estima en un 35% para el caso de las pistolas de pulverización tradicionales y en un 65% para las pistolas HVLP.
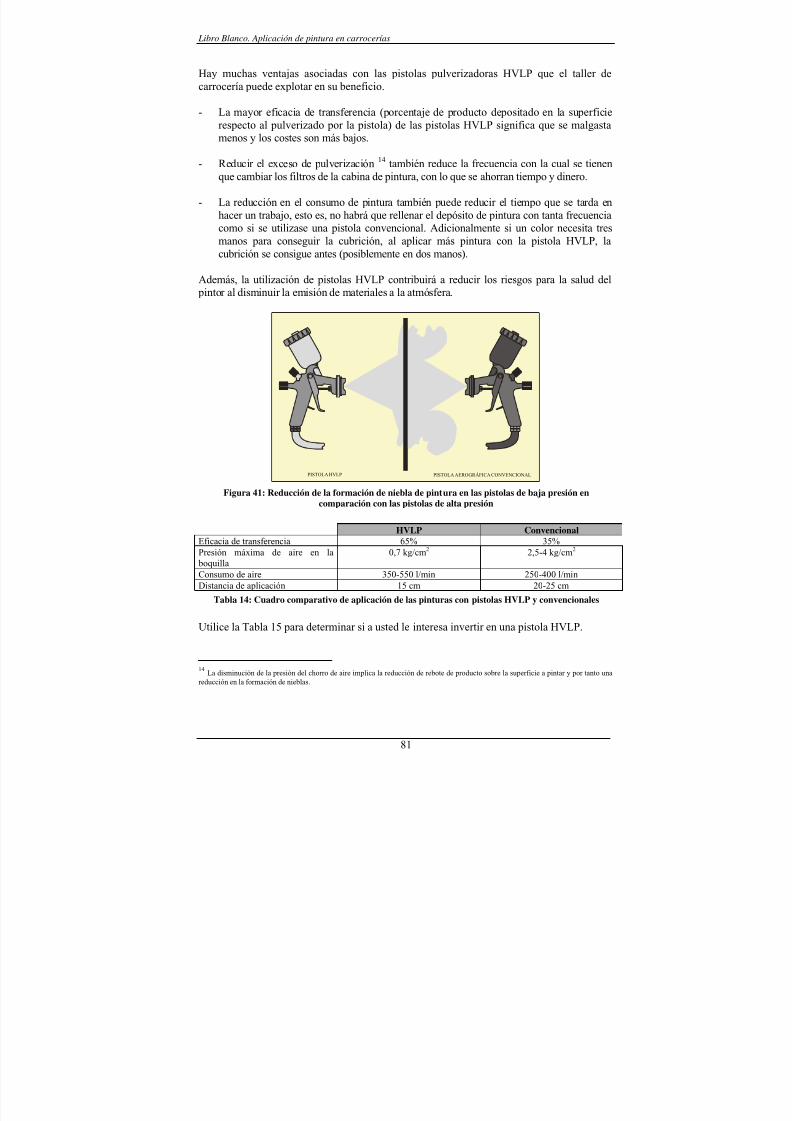
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 85/148
Libro Blanco. Aplicación de pintura en carrocerías
81
Hay muchas ventajas asociadas con las pistolas pulverizadoras HVLP que el taller decarrocería puede explotar en su beneficio.
- La mayor eficacia de transferencia (porcentaje de producto depositado en la superficierespecto al pulverizado por la pistola) de las pistolas HVLP significa que se malgasta
menos y los costes son más bajos.
- Reducir el exceso de pulverización 14 también reduce la frecuencia con la cual se tienenque cambiar los filtros de la cabina de pintura, con lo que se ahorran tiempo y dinero.
- La reducción en el consumo de pintura también puede reducir el tiempo que se tarda enhacer un trabajo, esto es, no habrá que rellenar el depósito de pintura con tanta frecuenciacomo si se utilizase una pistola convencional. Adicionalmente si un color necesita tresmanos para conseguir la cubrición, al aplicar más pintura con la pistola HVLP, lacubrición se consigue antes (posiblemente en dos manos).
Además, la utilización de pistolas HVLP contribuirá a reducir los riesgos para la salud del pintor al disminuir la emisión de materiales a la atmósfera.
PISTOLA HVLP PISTOLA AEROGRÁFICA CONVENCIONAL
Figura 41: Reducción de la formación de niebla de pintura en las pistolas de baja presión encomparación con las pistolas de alta presión
HVLP ConvencionalEficacia de transferencia 65% 35%
Presión máxima de aire en la boquilla 0,7 kg/cm2
2,5-4 kg/cm2
Consumo de aire 350-550 l/min 250-400 l/minDistancia de aplicación 15 cm 20-25 cm
Tabla 14: Cuadro comparativo de aplicación de las pinturas con pistolas HVLP y convencionales
Utilice la Tabla 15 para determinar si a usted le interesa invertir en una pistola HVLP.
14 La disminución de la presión del chorro de aire implica la reducción de rebote de producto sobre la superficie a pintar y por tanto unareducción en la formación de nieblas.
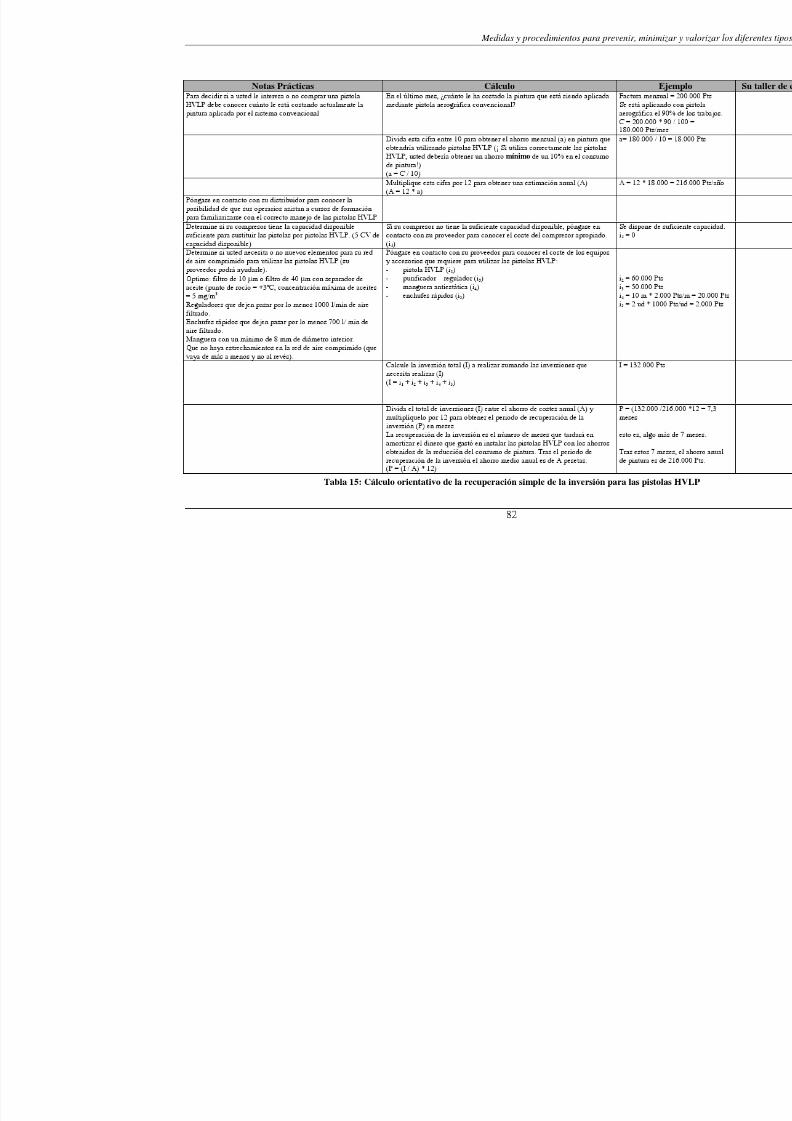
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 86/148
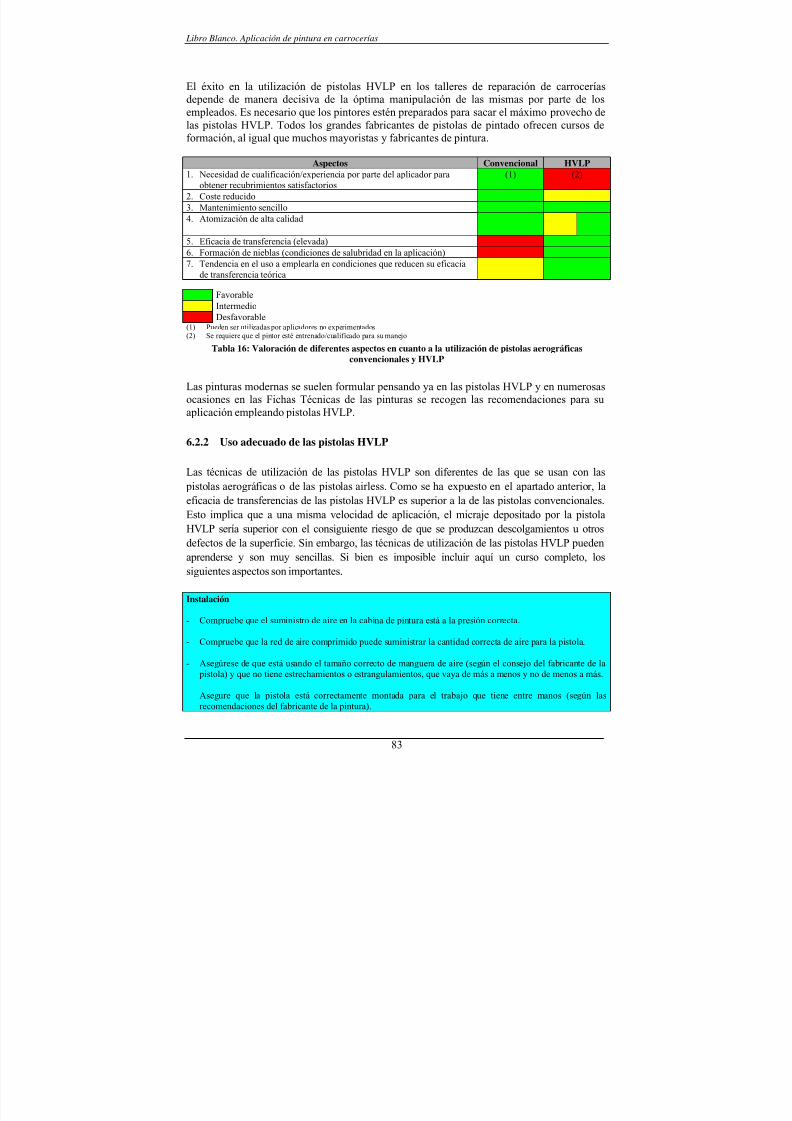
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 87/148
Libro Blanco. Aplicación de pintura en carrocerías
83
El éxito en la utilización de pistolas HVLP en los talleres de reparación de carroceríasdepende de manera decisiva de la óptima manipulación de las mismas por parte de losempleados. Es necesario que los pintores estén preparados para sacar el máximo provecho delas pistolas HVLP. Todos los grandes fabricantes de pistolas de pintado ofrecen cursos de
formación, al igual que muchos mayoristas y fabricantes de pintura.
Aspectos Convencional HVLP1. Necesidad de cualificación/experiencia por parte del aplicador para
obtener recubrimientos satisfactorios(1) (2)
2. Coste reducido3. Mantenimiento sencillo4. Atomización de alta calidad
5. Eficacia de transferencia (elevada)6. Formación de nieblas (condiciones de salubridad en la aplicación)7. Tendencia en el uso a emplearla en condiciones que reducen su eficacia
de transferencia teóricaFavorableIntermedioDesfavorable
(1) Pueden ser utilizadas por aplicadores no experimentados(2) Se requiere que el pintor esté entrenado/cualificado para su manejo
Tabla 16: Valoración de diferentes aspectos en cuanto a la utilización de pistolas aerográficasconvencionales y HVLP
Las pinturas modernas se suelen formular pensando ya en las pistolas HVLP y en numerosasocasiones en las Fichas Técnicas de las pinturas se recogen las recomendaciones para su
aplicación empleando pistolas HVLP.
6.2.2 Uso adecuado de las pistolas HVLP
Las técnicas de utilización de las pistolas HVLP son diferentes de las que se usan con las pistolas aerográficas o de las pistolas airless. Como se ha expuesto en el apartado anterior, laeficacia de transferencias de las pistolas HVLP es superior a la de las pistolas convencionales.Esto implica que a una misma velocidad de aplicación, el micraje depositado por la pistolaHVLP sería superior con el consiguiente riesgo de que se produzcan descolgamientos u otrosdefectos de la superficie. Sin embargo, las técnicas de utilización de las pistolas HVLP pueden
aprenderse y son muy sencillas. Si bien es imposible incluir aquí un curso completo, lossiguientes aspectos son importantes.
Instalación
- Compruebe que el suministro de aire en la cabina de pintura está a la presión correcta.
- Compruebe que la red de aire comprimido puede suministrar la cantidad correcta de aire para la pistola.
- Asegúrese de que está usando el tamaño correcto de manguera de aire (según el consejo del fabricante de la pistola) y que no tiene estrechamientos o estrangulamientos, que vaya de más a menos y no de menos a más.
- Asegure que la pistola está correctamente montada para el trabajo que tiene entre manos (según lasrecomendaciones del fabricante de la pintura).

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 88/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
84
- Usando un comprobador de presión (air cap pressure tester), asegúrese de que el suministro de airecomprimido es adecuado para proporcionar la presión necesaria en la boquilla (según el consejo delfabricante de la pistola) y no más de esa presión. Un error frecuente entre los pintores a pistola es poner la
presión de aire en la boquilla demasiado alta, con lo que el funcionamiento de la pistola se asemejaría a una pistola convencional y no se obtendrían los ahorros de pintura esperados.
- La comprobación de presión de entrada a la pistola nos asegura una uniformidad de tono en colorescomplicados, trabajemos en gran superficie, piezas o parches. Por ello es conveniente la utilización delregulador del caudal de aire con manómetro de lectura.
- Compruebe la niebla de pulverizado antes de comenzar el trabajo para asegurarse de que el patrón de pulverizado es correcto para ese trabajo en particular.
Figura 42: Comprobando la presión de aire para pulverizar
Técnica de pintado
- Las pistolas HVLP siempre deben mantenerse en ángulo recto con la superficie que se está pintando y a unos150 mm de la superficie (véase la Figura 43).
- El modo de pintar debería asegurar que la pistola se mantiene paralela a la superficie en todo momento. Noforme un arco con la pistola o la profundidad del recubrimiento variará.
- Mueva la pistola a una velocidad que proporcione una capa húmeda completa a la superficie. Cada pasadadebería superponerse a la anterior en un 50% aproximadamente.
- Al principio y final de cada pasada, use el gatillo para difuminar la pintura aplicada. Esto evita eldescolgamiento por exceso de pintura donde se superponen las pulverizaciones.
- Pulverice siempre los bordes primero y luego trabaje a partir del borde hacia el panel principal.
- El exceso de pulverizado y el rebote deberían caer en superficies no pintadas.
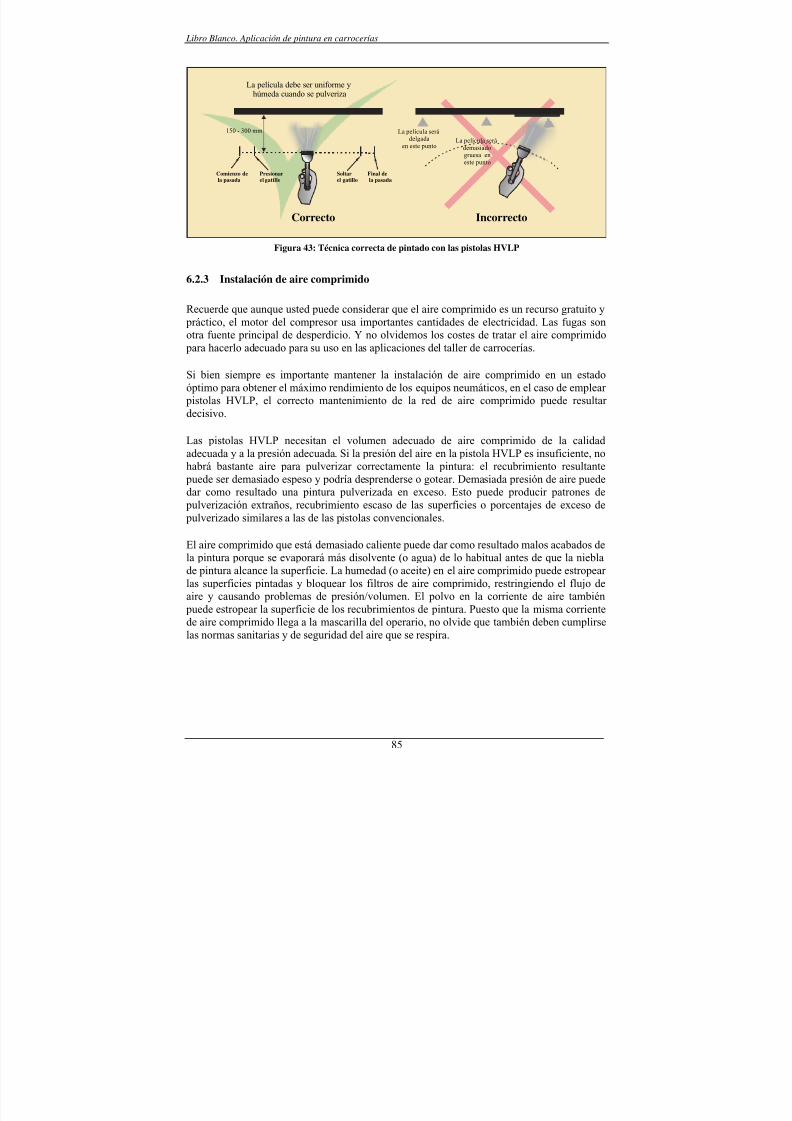
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 89/148
Libro Blanco. Aplicación de pintura en carrocerías
85
Correcto Incorrecto
La película debe ser uniforme y húmeda cuando se pulveriza
Comienzo de la pasada
Presionarel gatillo
Soltarel gatillo
Final de la pasada
La película será
delgada en este punto
La película será demasiado gruesa en este punto
150 - 300 mm
Figura 43: Técnica correcta de pintado con las pistolas HVLP
6.2.3 Instalación de aire comprimido
Recuerde que aunque usted puede considerar que el aire comprimido es un recurso gratuito y práctico, el motor del compresor usa importantes cantidades de electricidad. Las fugas sonotra fuente principal de desperdicio. Y no olvidemos los costes de tratar el aire comprimido
para hacerlo adecuado para su uso en las aplicaciones del taller de carrocerías.
Si bien siempre es importante mantener la instalación de aire comprimido en un estadoóptimo para obtener el máximo rendimiento de los equipos neumáticos, en el caso de emplear
pistolas HVLP, el correcto mantenimiento de la red de aire comprimido puede resultar
decisivo.
Las pistolas HVLP necesitan el volumen adecuado de aire comprimido de la calidadadecuada y a la presión adecuada. Si la presión del aire en la pistola HVLP es insuficiente, nohabrá bastante aire para pulverizar correctamente la pintura: el recubrimiento resultante
puede ser demasiado espeso y podría desprenderse o gotear. Demasiada presión de aire puededar como resultado una pintura pulverizada en exceso. Esto puede producir patrones de
pulverización extraños, recubrimiento escaso de las superficies o porcentajes de exceso de pulverizado similares a las de las pistolas convencionales.
El aire comprimido que está demasiado caliente puede dar como resultado malos acabados de
la pintura porque se evaporará más disolvente (o agua) de lo habitual antes de que la nieblade pintura alcance la superficie. La humedad (o aceite) en el aire comprimido puede estropear las superficies pintadas y bloquear los filtros de aire comprimido, restringiendo el flujo deaire y causando problemas de presión/volumen. El polvo en la corriente de aire también
puede estropear la superficie de los recubrimientos de pintura. Puesto que la misma corrientede aire comprimido llega a la mascarilla del operario, no olvide que también deben cumplirselas normas sanitarias y de seguridad del aire que se respira.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 90/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
86
Aire comprimido para las pistolas HVLP
- Siga siempre las recomendaciones del fabricante de la pistola con respecto a los tamaños y presiones de losconductos de aire.
- Use aire comprimido de buena calidad que esté templado (pero no caliente), seco y libre de polvo. Esto puede ahorrarle dinero a largo plazo.
- Use medidas de bajo coste para evitar el aire comprimido de mala calidad (véase la Figura 44).
Una sencilla manera de comprobar la calidad de su aire comprimido es tomar una pistolaHVLP limpia y seca y acoplarla a la red de aire sin poner pintura en el depósito de pintura.Presione el gatillo con la pistola frente a usted, apuntando a su costado. Si el aire comprimidoestá húmedo, puede que vea una fina neblina. Otro procedimiento es presionar el gatillo conla pistola apuntando a una hoja limpia de papel blanco. Si el papel se humedece o se ensucia,
tiene usted un problema.
COMPRESOR
RECEPTOR DE AIRE
PREFILTRO
FILTROSEPARADOR DE ACEITES
FILTRODE POLVO
A LA RED DEAIRE COMPRIMIDO
SECADOR DE AIRE
REFRIGERADOR
Figura 44: Proceso de tratamiento de aire comprimido
La Tabla 17 facilita una lista de control para el buen manejo del aire comprimido. ¿Puede Vd.responder “sí” a todas las preguntas?
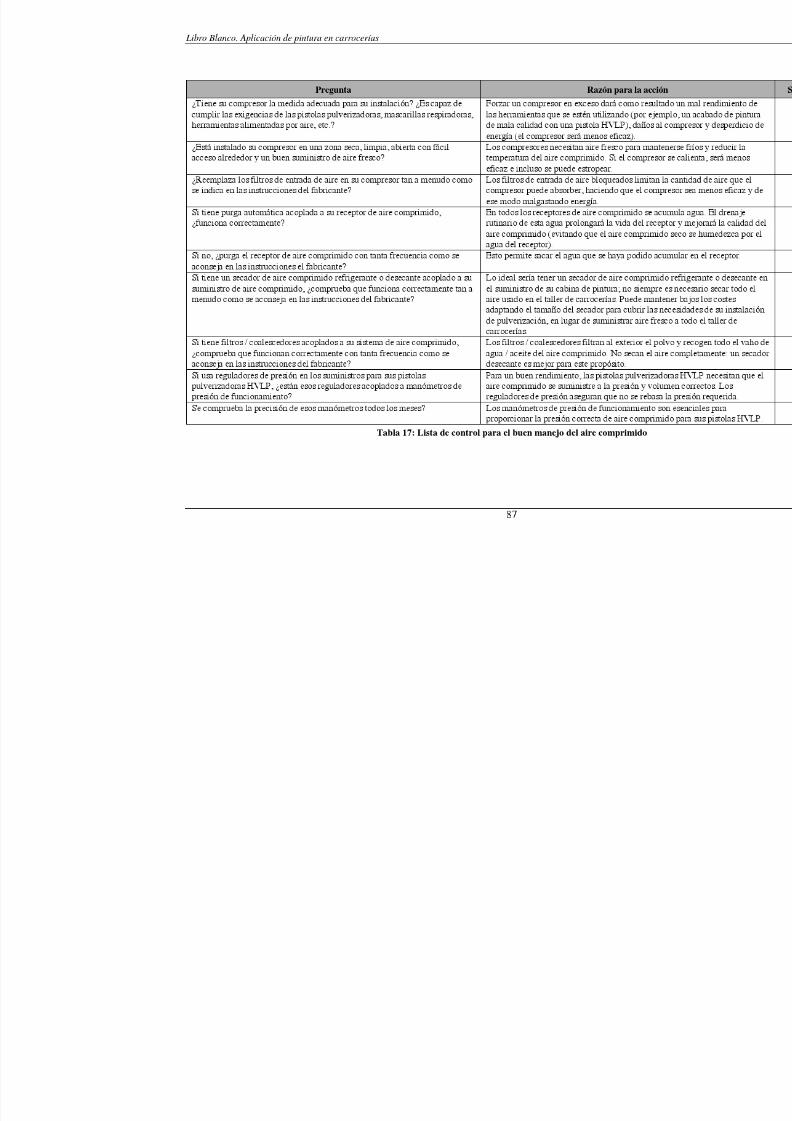
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 91/148
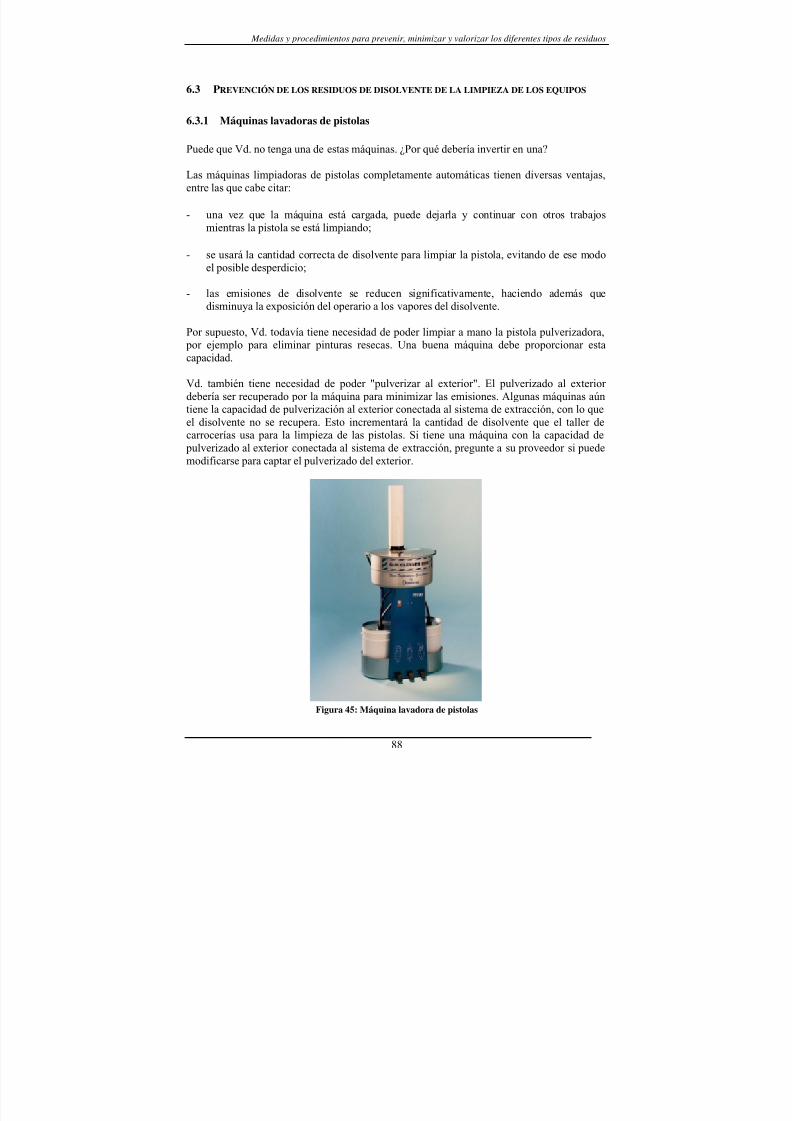
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 92/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
88
6.3 PREVENCIÓN DE LOS RESIDUOS DE DISOLVENTE DE LA LIMPIEZA DE LOS EQUIPOS
6.3.1 Máquinas lavadoras de pistolas
Puede que Vd. no tenga una de estas máquinas. ¿Por qué debería invertir en una?
Las máquinas limpiadoras de pistolas completamente automáticas tienen diversas ventajas,entre las que cabe citar:
- una vez que la máquina está cargada, puede dejarla y continuar con otros trabajosmientras la pistola se está limpiando;
- se usará la cantidad correcta de disolvente para limpiar la pistola, evitando de ese modoel posible desperdicio;
- las emisiones de disolvente se reducen significativamente, haciendo además quedisminuya la exposición del operario a los vapores del disolvente.
Por supuesto, Vd. todavía tiene necesidad de poder limpiar a mano la pistola pulverizadora, por ejemplo para eliminar pinturas resecas. Una buena máquina debe proporcionar estacapacidad.
Vd. también tiene necesidad de poder "pulverizar al exterior". El pulverizado al exterior debería ser recuperado por la máquina para minimizar las emisiones. Algunas máquinas aúntiene la capacidad de pulverización al exterior conectada al sistema de extracción, con lo queel disolvente no se recupera. Esto incrementará la cantidad de disolvente que el taller decarrocerías usa para la limpieza de las pistolas. Si tiene una máquina con la capacidad de
pulverizado al exterior conectada al sistema de extracción, pregunte a su proveedor si puedemodificarse para captar el pulverizado del exterior.
Figura 45: Máquina lavadora de pistolas

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 93/148
Libro Blanco. Aplicación de pintura en carrocerías
89
Si va a utilizar tanto pinturas con base de agua como con base de disolvente, necesitará dosmáquinas de limpieza de pistolas, una para cada tipo de pintura. No mezcle nunca el uso delas máquinas poniendo pistolas pulverizadoras usadas con materiales con base de disolventeen una máquina usada para limpiar pistolas con base de agua, o viceversa, porque esto puede
producir contaminación.
- Para pinturas de base acuosa puede usar una máquina de limpieza de pistolas con una cámara de plástico ode acero inoxidable. No use una con una cámara de acero al carbono, porque el fluido limpiador la oxidará.
- Para pinturas con base de disolvente debería usar una máquina de limpieza de pistolas con cámara metálica.Elija una con cámara de acero inoxidable si es posible. Nunca use una máquina de limpieza de pistolas de
plástico puesto que el disolvente puede dañar el plástico.
Para sacar el máximo partido de su máquina de limpieza de pistolas, manténgala limpia.Verter pintura en el interior de la máquina hace que el disolvente se ensucie más deprisa, loque le cuesta dinero, ya que tiene que usar más limpiador para las pistolas. Incluso puede que
las pistolas no salgan lo bastante limpias como para usarlas, causando pérdidas de tiempo oquizá incluso repetición de trabajos si no se detecta a tiempo que la pistola está sucia.
- Habitúese a verter el exceso de pintura en un contenedor aparte antes de limpiar sus pistolas pulverizadoras.
- Use una espátula de plástico o madera para raspar cualquier residuo del depósito para reducir lacontaminación de la limpiadora de pistolas.
Las máquinas limpiadoras de pistolas más modernas, que marcan un nuevo estándar para lasemisiones de disolvente, funcionan reduciendo la presión y aumentando el flujo deldisolvente de limpieza para minimizar el vaho de la pulverización. El vaho de pulverización
se extrae de la máquina. Los fabricante “afirman” que las emisiones de esta nuevageneración de máquinas de limpieza de pistolas son menos del 10% que las de los modelosanteriores.
6.3.2 Recuperación de residuos de disolvente
6.3.2.1 Lo que cuesta deshacerse de los residuos
Las normativas sobre eliminación de residuos exigen que el generador se asegure de quetodos sus desperdicios se eliminan correctamente. Esto significa que todos los residuos que
contengan disolventes - limpiadores de pistolas y pinturas sobrantes- tienen que enviarse aempresas especializadas en la eliminación de residuos, las cuales pueden, optar por:
- recuperar el disolvente; o
- deshacerse de él de una manera apropiada, por ejemplo, por incineración.
Esto puede ser un ejercicio costoso, tanto en tiempo como en dinero.
- Vd. tiene que estar organizado para separar y almacenar el disolvente sobrante.
- Tiene que dedicar tiempo a rellenar documentos oficiales de traslado de residuos.
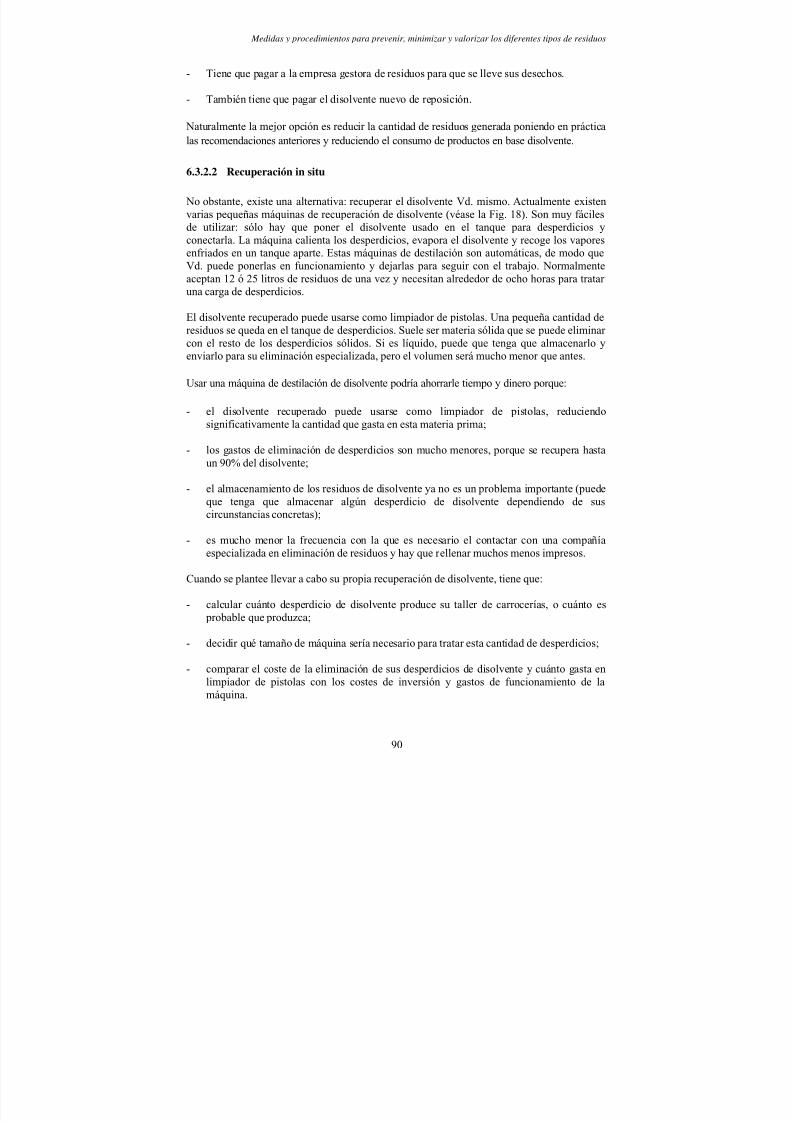
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 94/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
90
- Tiene que pagar a la empresa gestora de residuos para que se lleve sus desechos.
- También tiene que pagar el disolvente nuevo de reposición.
Naturalmente la mejor opción es reducir la cantidad de residuos generada poniendo en práctica
las recomendaciones anteriores y reduciendo el consumo de productos en base disolvente.
6.3.2.2 Recuperación in situ
No obstante, existe una alternativa: recuperar el disolvente Vd. mismo. Actualmente existenvarias pequeñas máquinas de recuperación de disolvente (véase la Fig. 18). Son muy fácilesde utilizar: sólo hay que poner el disolvente usado en el tanque para desperdicios yconectarla. La máquina calienta los desperdicios, evapora el disolvente y recoge los vaporesenfriados en un tanque aparte. Estas máquinas de destilación son automáticas, de modo queVd. puede ponerlas en funcionamiento y dejarlas para seguir con el trabajo. Normalmente
aceptan 12 ó 25 litros de residuos de una vez y necesitan alrededor de ocho horas para tratar una carga de desperdicios.
El disolvente recuperado puede usarse como limpiador de pistolas. Una pequeña cantidad deresiduos se queda en el tanque de desperdicios. Suele ser materia sólida que se puede eliminar con el resto de los desperdicios sólidos. Si es líquido, puede que tenga que almacenarlo yenviarlo para su eliminación especializada, pero el volumen será mucho menor que antes.
Usar una máquina de destilación de disolvente podría ahorrarle tiempo y dinero porque:
- el disolvente recuperado puede usarse como limpiador de pistolas, reduciendosignificativamente la cantidad que gasta en esta materia prima;
- los gastos de eliminación de desperdicios son mucho menores, porque se recupera hastaun 90% del disolvente;
- el almacenamiento de los residuos de disolvente ya no es un problema importante (puedeque tenga que almacenar algún desperdicio de disolvente dependiendo de suscircunstancias concretas);
- es mucho menor la frecuencia con la que es necesario el contactar con una compañía
especializada en eliminación de residuos y hay que rellenar muchos menos impresos.
Cuando se plantee llevar a cabo su propia recuperación de disolvente, tiene que:
- calcular cuánto desperdicio de disolvente produce su taller de carrocerías, o cuánto es probable que produzca;
- decidir qué tamaño de máquina sería necesario para tratar esta cantidad de desperdicios;
- comparar el coste de la eliminación de sus desperdicios de disolvente y cuánto gasta enlimpiador de pistolas con los costes de inversión y gastos de funcionamiento de la
máquina.
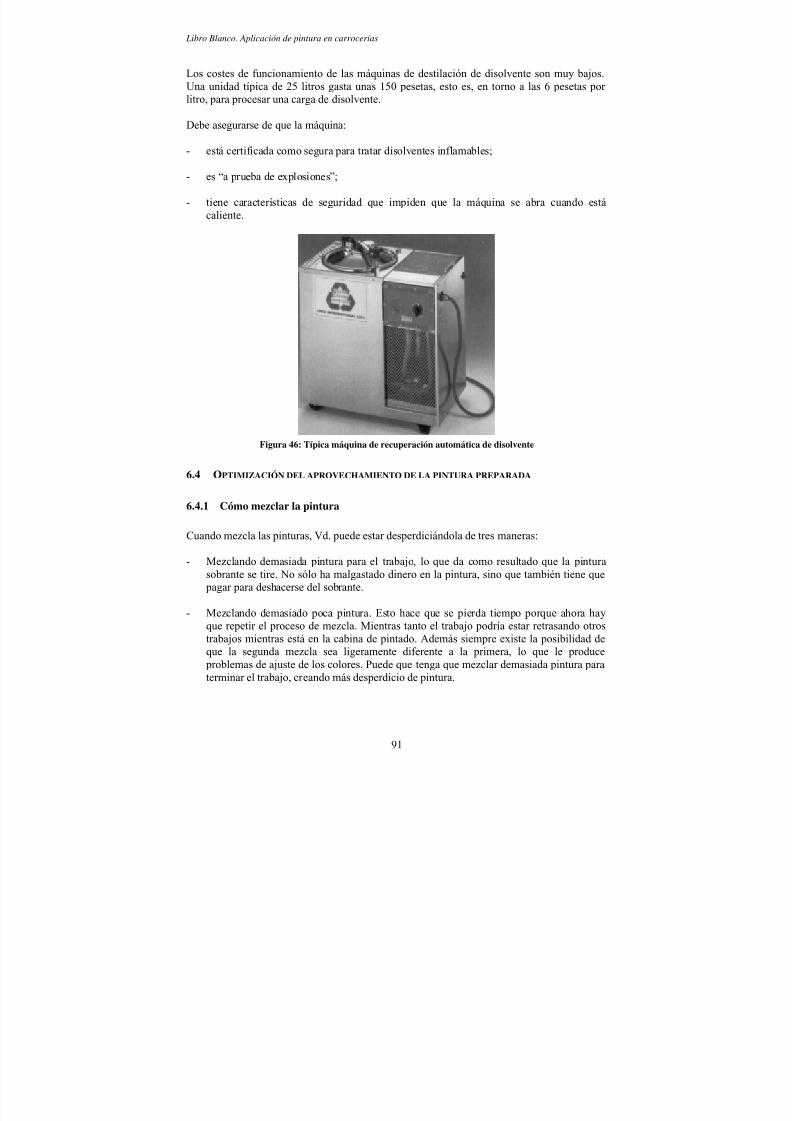
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 95/148
Libro Blanco. Aplicación de pintura en carrocerías
91
Los costes de funcionamiento de las máquinas de destilación de disolvente son muy bajos.Una unidad típica de 25 litros gasta unas 150 pesetas, esto es, en torno a las 6 pesetas por litro, para procesar una carga de disolvente.
Debe asegurarse de que la máquina:
- está certificada como segura para tratar disolventes inflamables;
- es “a prueba de explosiones”;
- tiene características de seguridad que impiden que la máquina se abra cuando estácaliente.
Figura 46: Típica máquina de recuperación automática de disolvente
6.4 OPTIMIZACIÓN DEL APROVECHAMIENTO DE LA PINTURA PREPARADA
6.4.1 Cómo mezclar la pintura
Cuando mezcla las pinturas, Vd. puede estar desperdiciándola de tres maneras:
- Mezclando demasiada pintura para el trabajo, lo que da como resultado que la pinturasobrante se tire. No sólo ha malgastado dinero en la pintura, sino que también tiene que
pagar para deshacerse del sobrante.
- Mezclando demasiado poca pintura. Esto hace que se pierda tiempo porque ahora hayque repetir el proceso de mezcla. Mientras tanto el trabajo podría estar retrasando otrostrabajos mientras está en la cabina de pintado. Además siempre existe la posibilidad deque la segunda mezcla sea ligeramente diferente a la primera, lo que le produce
problemas de ajuste de los colores. Puede que tenga que mezclar demasiada pintura paraterminar el trabajo, creando más desperdicio de pintura.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 96/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
92
- Comete un error y obtiene la mezcla equivocada - demasiado de un tono, demasiado poco de otro, etc.- lo que lleva, o bien a una cantidad de pintura malgastada, o a repetir completamente el trabajo si el error no se ha identificado antes de aplicar la pintura. Estohace perder tiempo y dinero.
Teniendo ya en cuenta las necesidades de igualación de color, el gasto excesivo que se produce por mezclar demasiada o demasiado poca pintura puede evitarse siendo cuidadosocuando se calcula cuánta pintura se va a usar, por ejemplo:
Al preparar la mezcla de pintura:- prescinda de la costumbre de añadir una cantidad adicional (con el pretexto de “que no falte”) cuando se
calcula la cantidad de pintura que se necesita;- mida con precisión la superficie que se va a pintar;- use los gráficos y especificaciones del fabricante para mezclar la cantidad correcta.
Para evitar cometer errores al mezclar colores, debe asegurarse de que Vd. y sus pintoresconocen las últimas especificaciones sobre pinturas.
Tómese su tiempo cuando haga mezclas: es un trabajo que merece la pena hacer con sumocuidado. Incluso puede merecer la pena poner a una persona a cargo de la mezcla de pinturas.
Si usa balanzas, tiene que asegurarse de que sus balanzas son precisas y están limpias:
- compruebe periódicamente la calibración de las balanzas usando pesas de ensayo;
- plantéese mantener las balanzas envueltas en una amplia bolsa de plástico transparente.
Figura 47: Mezcla de pintura informatizada
Podría plantearse invertir en un sistema mezclador informatizado (véase la Figura 47), quetiene diversas ventajas, entre las que se incluyen:
- hacer la mezcla de pintura más fácilmente;
- permitir el registro del uso de pintura por parte de cada uno de los pintores de pistola;
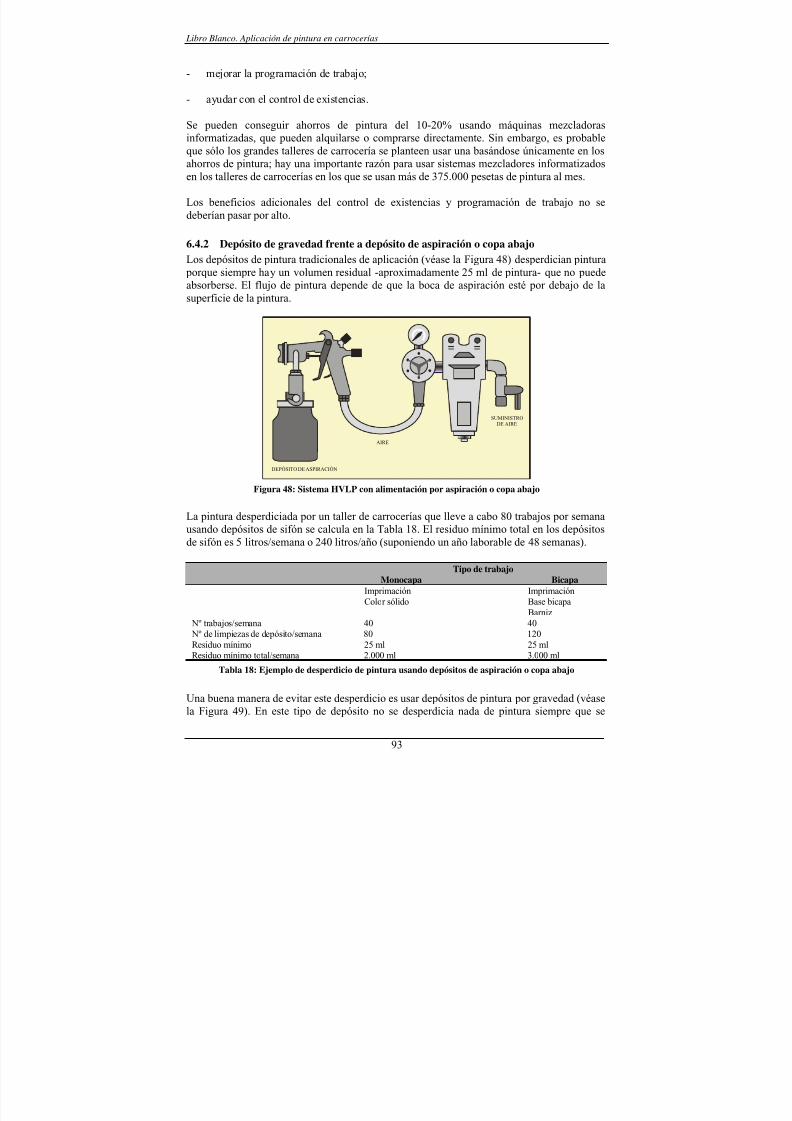
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 97/148
Libro Blanco. Aplicación de pintura en carrocerías
93
- mejorar la programación de trabajo;
- ayudar con el control de existencias.
Se pueden conseguir ahorros de pintura del 10-20% usando máquinas mezcladoras
informatizadas, que pueden alquilarse o comprarse directamente. Sin embargo, es probableque sólo los grandes talleres de carrocería se planteen usar una basándose únicamente en losahorros de pintura; hay una importante razón para usar sistemas mezcladores informatizadosen los talleres de carrocerías en los que se usan más de 375.000 pesetas de pintura al mes.
Los beneficios adicionales del control de existencias y programación de trabajo no sedeberían pasar por alto.
6.4.2 Depósito de gravedad frente a depósito de aspiración o copa abajoLos depósitos de pintura tradicionales de aplicación (véase la Figura 48) desperdician pintura
porque siempre hay un volumen residual -aproximadamente 25 ml de pintura- que no puedeabsorberse. El flujo de pintura depende de que la boca de aspiración esté por debajo de lasuperficie de la pintura.
AIRE
DEPÓSITO DE ASPIRACIÓN
SUMINISTRODE AIRE
Figura 48: Sistema HVLP con alimentación por aspiración o copa abajo
La pintura desperdiciada por un taller de carrocerías que lleve a cabo 80 trabajos por semanausando depósitos de sifón se calcula en la Tabla 18. El residuo mínimo total en los depósitosde sifón es 5 litros/semana o 240 litros/año (suponiendo un año laborable de 48 semanas).
Tipo de trabajoMonocapa Bicapa
Imprimación ImprimaciónColor sólido Base bicapa
Barniz Nº trabajos/semana 40 40 Nº de limpiezas de depósito/semana 80 120Residuo mínimo 25 ml 25 mlResiduo mínimo total/semana 2.000 ml 3.000 ml
Tabla 18: Ejemplo de desperdicio de pintura usando depósitos de aspiración o copa abajo
Una buena manera de evitar este desperdicio es usar depósitos de pintura por gravedad (véasela Figura 49). En este tipo de depósito no se desperdicia nada de pintura siempre que se
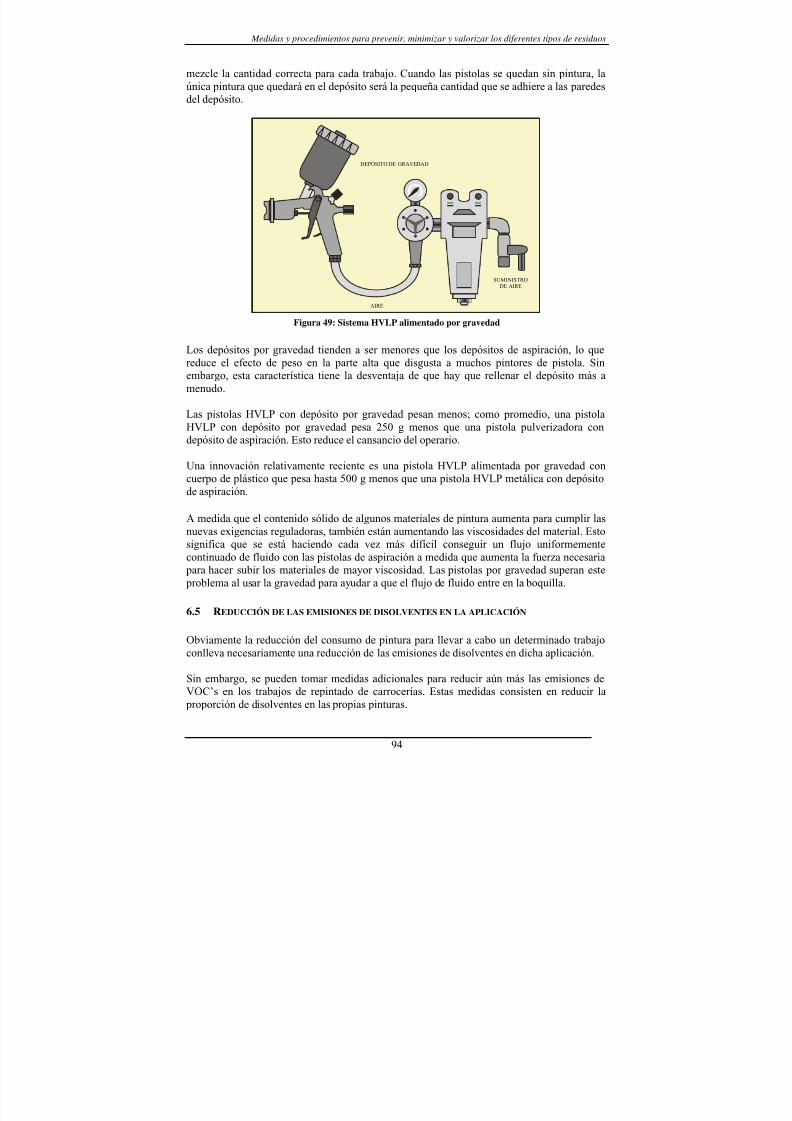
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 98/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
94
mezcle la cantidad correcta para cada trabajo. Cuando las pistolas se quedan sin pintura, laúnica pintura que quedará en el depósito será la pequeña cantidad que se adhiere a las paredesdel depósito.
AIRE
DEPÓSITO DE GRAVEDAD
SUMINISTRODE AIRE
Figura 49: Sistema HVLP alimentado por gravedad
Los depósitos por gravedad tienden a ser menores que los depósitos de aspiración, lo quereduce el efecto de peso en la parte alta que disgusta a muchos pintores de pistola. Sinembargo, esta característica tiene la desventaja de que hay que rellenar el depósito más amenudo.
Las pistolas HVLP con depósito por gravedad pesan menos; como promedio, una pistolaHVLP con depósito por gravedad pesa 250 g menos que una pistola pulverizadora condepósito de aspiración. Esto reduce el cansancio del operario.
Una innovación relativamente reciente es una pistola HVLP alimentada por gravedad concuerpo de plástico que pesa hasta 500 g menos que una pistola HVLP metálica con depósitode aspiración.
A medida que el contenido sólido de algunos materiales de pintura aumenta para cumplir lasnuevas exigencias reguladoras, también están aumentando las viscosidades del material. Estosignifica que se está haciendo cada vez más difícil conseguir un flujo uniformemente
continuado de fluido con las pistolas de aspiración a medida que aumenta la fuerza necesaria para hacer subir los materiales de mayor viscosidad. Las pistolas por gravedad superan este problema al usar la gravedad para ayudar a que el flujo de fluido entre en la boquilla.
6.5 REDUCCIÓN DE LAS EMISIONES DE DISOLVENTES EN LA APLICACIÓN
Obviamente la reducción del consumo de pintura para llevar a cabo un determinado trabajoconlleva necesariamente una reducción de las emisiones de disolventes en dicha aplicación.
Sin embargo, se pueden tomar medidas adicionales para reducir aún más las emisiones de
VOC’s en los trabajos de repintado de carrocerías. Estas medidas consisten en reducir la proporción de disolventes en las propias pinturas.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 99/148
Libro Blanco. Aplicación de pintura en carrocerías
95
Los fabricantes de recubrimientos están adoptando dos enfoques básicos para reducir elcontenido de componentes orgánicos volátiles en las pinturas y de ese modo proporcionar alos talleres de carrocerías unos recubrimientos que cumplan los requisitos de calidad exigidosatendiendo a su vez la creciente demanda de productos de menor toxicidad y más respetuosos
con el medio ambiente.
6.5.1 Pinturas de alto contenido en sólidos (Pinturas HS)
Los recubrimientos altos en sólidos son pinturas e imprimaciones que contienen una proporción de sólidos con respecto a disolventes mucho más alta que las pinturastradicionales. No obstante, cuanto menos disolvente en la pintura, más viscosa o pegajosa sehace y más difícil es de aplicar. Por consiguiente, hay límites prácticos a la reducción dedisolvente que se puede conseguir usando estos recubrimientos altos en sólidos.
Para una capa base metalizada típica, por ejemplo, el nivel de sólidos se incrementa desde el15% de las pinturas LS hasta cerca del 25% en las pinturas MS, con el resto delrecubrimiento hecho de disolvente. Las concentraciones de cuerpos sólidos se elevan respectoa estas cifras para el caso de monocapas, barnices y aparejos (ver Tabla 12). Este contenidomás bajo en disolvente da como resultado emisiones más bajas de componentes orgánicosvolátiles durante la aplicación. El mayor contenido en sólidos también significa que hay unespesamiento más rápido durante la aplicación, lo que da como resultado que se necesitanmenos manos para lograr la misma cobertura.
6.5.2 Recubrimientos con base de agua
Los recubrimientos con base de agua son pinturas e imprimaciones en los que una gran proporción del contenido de disolvente se ha reemplazado por agua. Si bien a menudo tienenel mismo contenido en sólidos que las pinturas tradicionales, su contenido en disolvente sereduce significativamente. Es importante recordar que, en muchos casos, los recubrimientoscon base de agua no están exentos de disolventes y contienen alrededor de un 10-15% dedisolvente.
Debido al mayor contenido de agua de estas pinturas, pueden tardar más en secarse usandométodos convencionales. Se han desarrollado máquinas soplantes de aire con venturi (véaseel apartado 6.7.2 de este documento) para acelerar el proceso de secado. Algunos fabricantes
de pinturas recomiendan pulverizar en una atmósfera cálida para favorecer la vaporización.
Cuando se utilicen pinturas base agua en una cabina de filtros secos será necesario utilizar filtros adecuados que favorezcan el secado de las partículas de pintura.
La Figura 50 compara el contenido en disolvente de las pinturas convencionales, las altas ensólidos y las de base de agua.
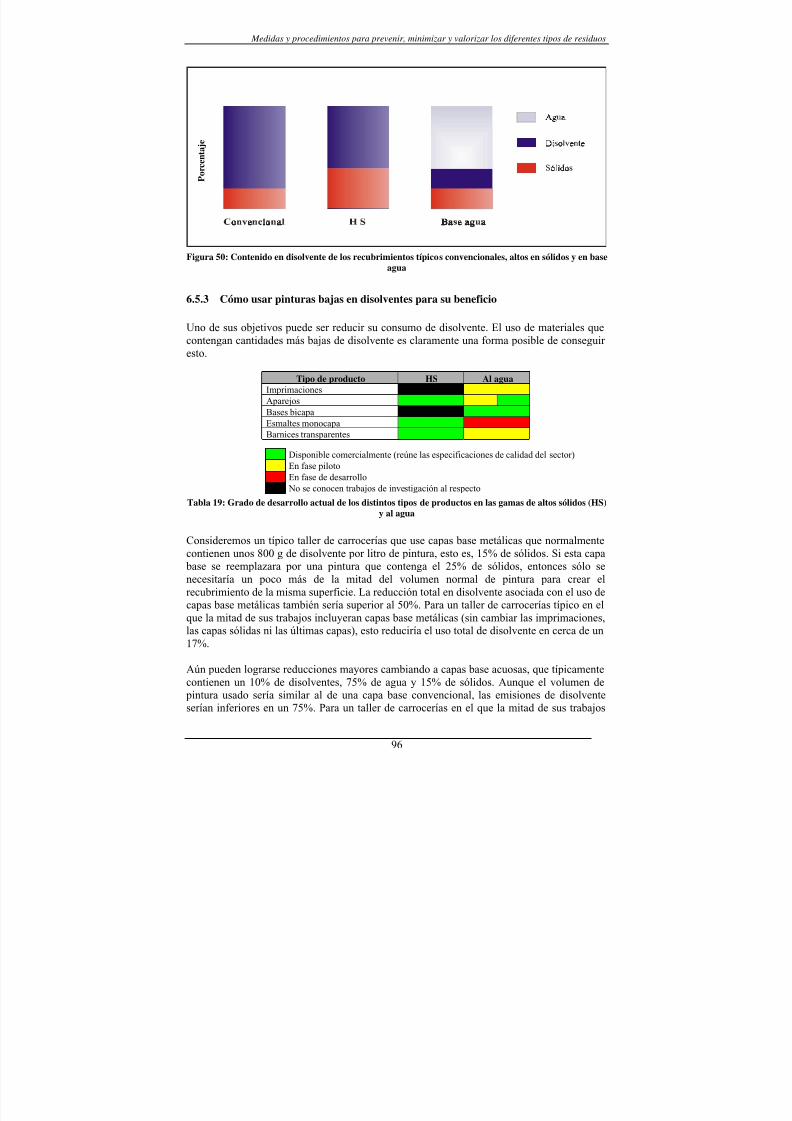
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 100/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
96
P o r c e n t a j e
Figura 50: Contenido en disolvente de los recubrimientos típicos convencionales, altos en sólidos y en baseagua
6.5.3 Cómo usar pinturas bajas en disolventes para su beneficio
Uno de sus objetivos puede ser reducir su consumo de disolvente. El uso de materiales quecontengan cantidades más bajas de disolvente es claramente una forma posible de conseguir esto.
Tipo de producto HS Al aguaImprimacionesAparejos
Bases bicapaEsmaltes monocapaBarnices transparentes
Disponible comercialmente (reúne las especificaciones de calidad del sector)En fase pilotoEn fase de desarrollo
No se conocen trabajos de investigación al respecto
Tabla 19: Grado de desarrollo actual de los distintos tipos de productos en las gamas de altos sólidos (HS)y al agua
Consideremos un típico taller de carrocerías que use capas base metálicas que normalmente
contienen unos 800 g de disolvente por litro de pintura, esto es, 15% de sólidos. Si esta capa base se reemplazara por una pintura que contenga el 25% de sólidos, entonces sólo senecesitaría un poco más de la mitad del volumen normal de pintura para crear elrecubrimiento de la misma superficie. La reducción total en disolvente asociada con el uso decapas base metálicas también sería superior al 50%. Para un taller de carrocerías típico en elque la mitad de sus trabajos incluyeran capas base metálicas (sin cambiar las imprimaciones,las capas sólidas ni las últimas capas), esto reduciría el uso total de disolvente en cerca de un17%.
Aún pueden lograrse reducciones mayores cambiando a capas base acuosas, que típicamentecontienen un 10% de disolventes, 75% de agua y 15% de sólidos. Aunque el volumen de
pintura usado sería similar al de una capa base convencional, las emisiones de disolventeserían inferiores en un 75%. Para un taller de carrocerías en el que la mitad de sus trabajos

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 101/148
Libro Blanco. Aplicación de pintura en carrocerías
97
incluyeran capas base metálicas (sin cambiar las imprimaciones, las capas sólidas ni lasúltimas capas), esto reduciría el uso total de disolvente en cerca de un 26%.
Este ejemplo demuestra que incluso un pequeño cambio en el contenido de disolvente dealgunas pinturas puede tener un efecto significativo sobre la cantidad de disolvente utilizada.
Pida a su distribuidor de pinturas que le informe sobre recubrimientos de bajo contenido endisolventes. Debería poder proporcionarle productos adecuados, junto con informaciónacerca del contenido en disolvente de los productos.
La Figura 51 muestra una comparación del contenido de disolvente, y en su consecuencia delas emisiones de componentes orgánicos volátiles, de los recubrimientos convencionales,altos en sólidos y con base de agua.
Gramos
Figura 51: Emisiones de disolvente de recubrimientos típicos aplicados para un espesor idéntico
Cuando se plantee cambiar a un recubrimiento que cumpla las normas, siempre debe tomar
en consideración el coste y la cantidad de disolvente emitida por trabajo. Esto se debe a quela cantidad de la nueva pintura que se necesita para hacer el mismo trabajo puede ser menor.Precisamente éste es el caso de las pinturas de alto contenido en sólidos. Muchos pintores de
pistola que usan pinturas con base de agua también hablan de una mejor formación de la película y, en consecuencia, de ahorro de pintura.
Cuando se empleen productos de alto contenido en sólidos con pistolas HVLP seráespecialmente importante considerar las técnicas de aplicación ya mencionadas en el capítulo6.2.2 puesto que la proporción de sólido que alcanza la superficie a pintar es en este caso muysuperior al logrado empleando métodos convencionales.
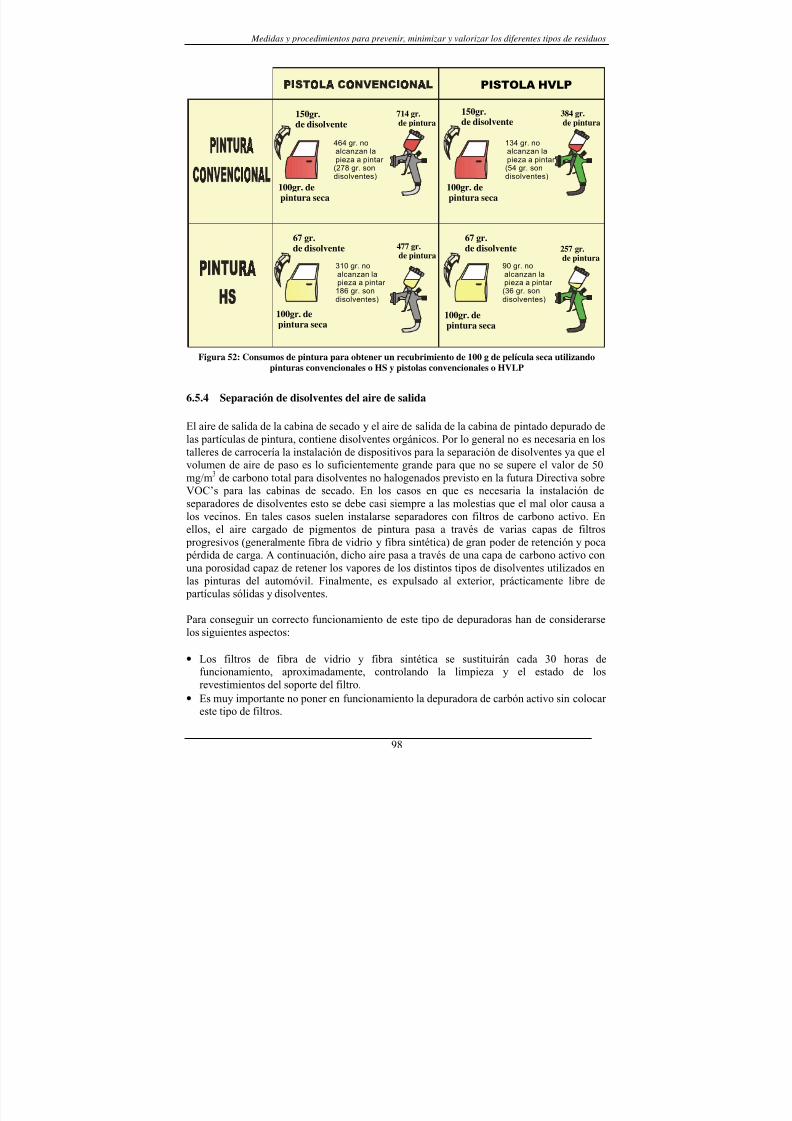
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 102/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
98
PISTOLA HVLP
67 gr.de disolvente
67 gr.de disolvente
150gr.de disolvente
150gr.de disolvente
100gr. de pintura seca
100gr. de pintura seca
100gr. de pintura seca
100gr. de pintura seca
714 gr. de pintura
384 gr. de pintura
477 gr. de pintura
257 gr. de pintura
464 gr. no alcanzan la pieza a pintar(278 gr. sondisolventes)
134 gr. no alcanzan la pieza a pintar(54 gr. sondisolventes)
310 gr. no
alcanzan la pieza a pintar186 gr. sondisolventes)
90 gr. no
alcanzan la pieza a pintar(36 gr. sondisolventes)
Figura 52: Consumos de pintura para obtener un recubrimiento de 100 g de película seca utilizandopinturas convencionales o HS y pistolas convencionales o HVLP
6.5.4 Separación de disolventes del aire de salida
El aire de salida de la cabina de secado y el aire de salida de la cabina de pintado depurado delas partículas de pintura, contiene disolventes orgánicos. Por lo general no es necesaria en lostalleres de carrocería la instalación de dispositivos para la separación de disolventes ya que elvolumen de aire de paso es lo suficientemente grande para que no se supere el valor de 50mg/m3 de carbono total para disolventes no halogenados previsto en la futura Directiva sobreVOC’s para las cabinas de secado. En los casos en que es necesaria la instalación deseparadores de disolventes esto se debe casi siempre a las molestias que el mal olor causa alos vecinos. En tales casos suelen instalarse separadores con filtros de carbono activo. Enellos, el aire cargado de pigmentos de pintura pasa a través de varias capas de filtros
progresivos (generalmente fibra de vidrio y fibra sintética) de gran poder de retención y poca
pérdida de carga. A continuación, dicho aire pasa a través de una capa de carbono activo conuna porosidad capaz de retener los vapores de los distintos tipos de disolventes utilizados enlas pinturas del automóvil. Finalmente, es expulsado al exterior, prácticamente libre de
partículas sólidas y disolventes.
Para conseguir un correcto funcionamiento de este tipo de depuradoras han de considerarselos siguientes aspectos:
• Los filtros de fibra de vidrio y fibra sintética se sustituirán cada 30 horas defuncionamiento, aproximadamente, controlando la limpieza y el estado de losrevestimientos del soporte del filtro.
• Es muy importante no poner en funcionamiento la depuradora de carbón activo sin colocar este tipo de filtros.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 103/148
Libro Blanco. Aplicación de pintura en carrocerías
99
• El carbón activo de la depuradora se sustituirá cada 500 horas de funcionamiento,controlando los revestimientos de los soportes del cartucho de carbón activo.
Figura 53: Depuradora de carbono activo
6.6 MODERNAS CABINAS DE PINTURA / HORNOS
De acuerdo con las normas vigentes (ver apartado 2.2), actualmente toda aplicación de pinturas debe llevarse a cabo dentro de una cabina o recinto acondicionado para pintar. Lacabina debería cumplir varios criterios, por ejemplo:
- La cabina debe estar equipada con un extractor de aire que mantenga la cabina bajo presión negativa. Esto mantiene las emanaciones de la pintura en el interior de la cabina.
- La cabina debe estar equipada con:
- manómetros que demuestren que la cabina está bajo presión negativa;
- alarmas audibles que suenen si la presión de la cabina aumenta y cierren la cabinaautomáticamente.
- La cabina también debe estar equipada con un filtro o mecanismo similar que limite laliberación de sólidos de la pintura a 10 mg/m3 en el aire extraído.
Los fabricantes de cabinas afirman que las cabinas que tienen menos de ocho años puedenllegar a cumplir estas normas de forma rentable. Cuanto más vieja es la cabina, más caro esmodificarla. No es probable que sea rentable modificar ninguna cabina que tenga más de 20años. Aunque Vd. podría llevar a cabo la modificación por sí mismo, es complicado y setarda mucho.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 104/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
100
De modo que finalmente puede que tenga que comprar una cabina nueva. Entre las posiblesventajas de comprar una nueva cabina se incluyen:
- mayor fiabilidad, lo que lleva a un aumento de la productividad y costes demantenimiento más bajos;
- menor consumo de energía durante el funcionamiento del horno, lo que proporciona un pequeño ahorro en los costes.
Cuanto mayor sea su instalación, más atractivo puede resultar comprar una nuevacabina/horno. Gastando un poco más de dinero, puede obtener un modelo con tasas más altasde circulación de aire, mayores niveles de calentamiento, mayores áreas de filtrado, etc.Estos, y otros accesorios / añadidos, le permitirán incrementar la velocidad a la que se pueden
pintar y secar los coches, acrecentando de ese modo la capacidad del taller de carrocerías.
En la elección de una nueva cabina-horno, usted también debe elegir el sistema de separación
de los restos de pintura arrastrados por la corriente de aire, es decir, elegir entre una cabina defiltros secos o con cortina de agua.
En la Tabla 20 se comparan distintos aspectos de una y otra.
Separación en seco Separación por vía húmedaCostes de adquisición (cabina yainstalada)
de 4 a 5,5 MM Pts 1,2 veces más cara (entre 4,8 a 7MM Pts)
Tipo de residuo que genera Tejidos de fibra de vidrio con partículas de pintura por lo generalendurecidas (90% aprox. del peso);impurezas (arena, aceite)
Lodo de pintura con disolventes; partículas de pintura endurecidas(2K) y no endurecidas (1K);agentes coagulantes; otrasimpurezas (arena, aceite)
Volumen de residuo Ver “separación por vía húmeda” Siendo igual el volumen de pinturaseparado, el volumen de residuos esdos veces superior a la separaciónen seco (debido a los agentescoagulantes y al contenido de agua)
Eliminación del residuo Residuo peligroso; eliminación através de un Gestor Autorizado
Residuo peligroso; eliminación através de un Gestor Autorizado
Agua residual --- Agua residual proveniente de lalimpieza del depósito desedimentación y de ladeshidratación del lodo de pintura.
Si no se realiza un tratamientoadecuado deberá ser retirado por unGestor Autorizado
Grado de separación de partículas η=85-95% η=85-95%Recuperación del calor del aire desalida de la cabina
--- El aire se enfría y humedece en elseparador. Consecuencia:- problemas de corrosión en el
recuperador térmico.- menor rendimiento que en la
separación en secoTrabajo que supone el cambio defiltro o la limpieza del depósito desedimentación (estimación propia)
Filtros del techo: 1 vez al añoFiltros del suelo: 1 vez a la semana
Filtros del techo: 1 vez al añoDepósito de sedimentación: 2-4veces al año
Tabla 20: Comparación de la separación en seco y por vía húmeda en el pintado de reparación de coches

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 105/148
Libro Blanco. Aplicación de pintura en carrocerías
101
6.7 SECADO
6.7.1 Secado por infrarrojos
Los sistemas de pintura suelen necesitar calor para provocar la evaporación de los disolventes-incluyendo el agua- de la pintura y así asegurar un acabado rápido y de alta calidad. Lossistemas de dos partes dependen de la reacción química entre las dos partes de la pintura paraendurecer el material. Calentar estas pinturas también produce acabados rápidos y de calidad.
El calor puede aplicarse sin ningún problema en un horno convencional de gas, donde elendurecimiento puede tardar hasta 45 minutos. Probablemente ésta sea la mejor manera deendurecer grandes áreas de pintura y repintados de vehículos completos. Hay quien usatúneles de infrarrojos para trabajos grandes, pero éstos pueden tener limitaciones debidas a
puntos ciegos y sombras.
Una alternativa para endurecer áreas más pequeñas de pintura es el uso de lámparas secadorasde infrarrojos (véase la Figura 54). Los secadores de infrarrojos emiten calor que puede penetrar en las superficies pintadas, introduciéndose en la pintura y acelerando el proceso deendurecimiento. Los tiempos de endurecimiento normales para un área pequeña de pintura
bajo un calentador de infrarrojos de 3 kW son de menos de 15 minutos. Los secadores deinfrarrojos son los más indicados para reparaciones de pequeños paneles planos, por ejemplo,aletas, puertas y capós.
Los secadores de infrarrojos tienen diversas ventajas, entre las que se incluyen:
- no hay necesidad de calentar todo un horno para endurecer una pequeña reparación, y así
se reducen los costes energéticos;
- el trabajo es más rápido, lo que lleva a un incremento del rendimiento del taller decarrocerías/cabina.
Figura 54: Endurecimiento de una pequeña área de pintura usando lámparas secadoras de infrarrojos
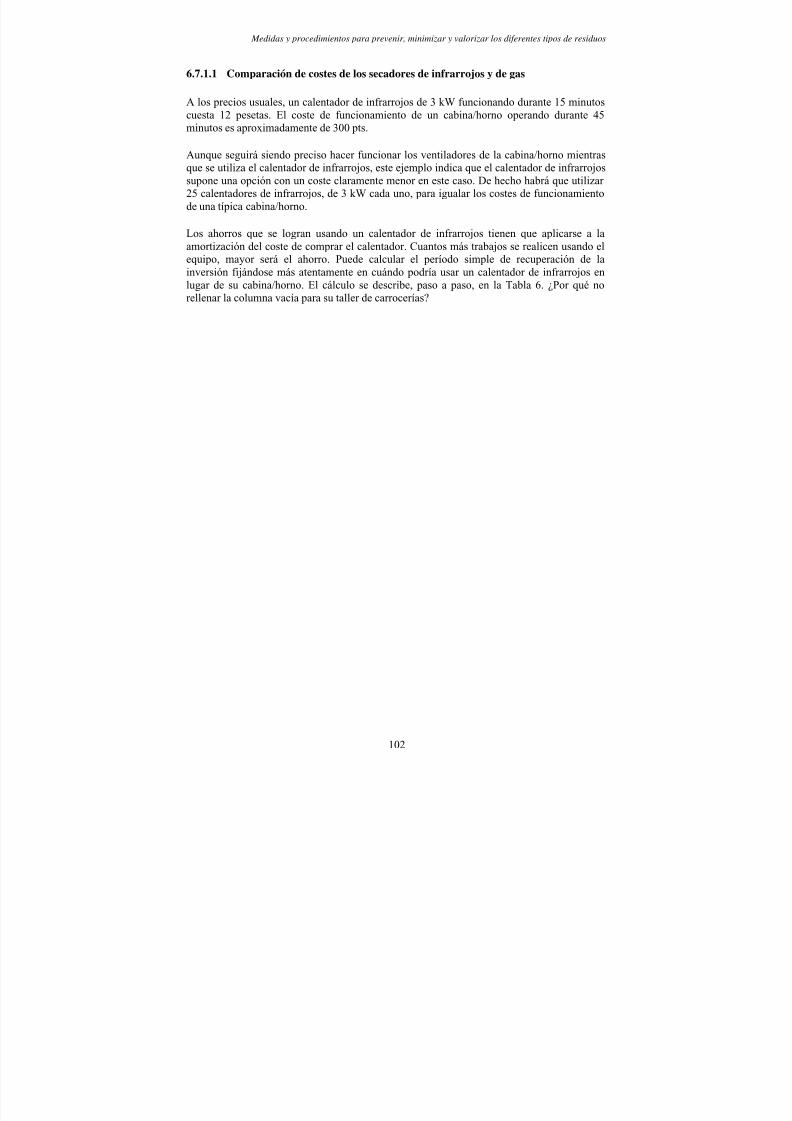
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 106/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
102
6.7.1.1 Comparación de costes de los secadores de infrarrojos y de gas
A los precios usuales, un calentador de infrarrojos de 3 kW funcionando durante 15 minutoscuesta 12 pesetas. El coste de funcionamiento de un cabina/horno operando durante 45minutos es aproximadamente de 300 pts.
Aunque seguirá siendo preciso hacer funcionar los ventiladores de la cabina/horno mientrasque se utiliza el calentador de infrarrojos, este ejemplo indica que el calentador de infrarrojossupone una opción con un coste claramente menor en este caso. De hecho habrá que utilizar 25 calentadores de infrarrojos, de 3 kW cada uno, para igualar los costes de funcionamientode una típica cabina/horno.
Los ahorros que se logran usando un calentador de infrarrojos tienen que aplicarse a laamortización del coste de comprar el calentador. Cuantos más trabajos se realicen usando elequipo, mayor será el ahorro. Puede calcular el período simple de recuperación de la
inversión fijándose más atentamente en cuándo podría usar un calentador de infrarrojos enlugar de su cabina/horno. El cálculo se describe, paso a paso, en la Tabla 6. ¿Por qué norellenar la columna vacía para su taller de carrocerías?

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 107/148
L i b r o B
l a n c o .
A p
l i c a c i ó n
d e p
i n t u r a e n c a r r o c e r í a s
1 0 3
C á l c u l o
E j e m p l o
S u t a l l e r d e c a r r o c e r í a s
E n e l ú l t i m o m e s , ¿ c u á n t o s t r a b a j o s ( t ) p o d r í a n h a b e r s e h e c h o c o n u n
c a l e n t a d o r d e i n f r a r r o j o s ? ( P u e d e t e n e r q u e c o n t a r l o s t r a b a j o s q u e
p o d r í a
n h a c e r s e c o n u n c a l e n t a d o r d e i n f r a r r o j o s a l o l a r g o d e l
p r ó x i m
o m e s . )
1 0 t r a b a j o
s p o r s e m a n a
t = 4 0 t r a b a j o s / m e s
M u l t i p
l i q u e e s t a c i f r a p o r 1 2 p a r a o b t e n e r u n a e s t i m a c i ó n a n u a l ( T )
( T = 1
2 x t )
T = 1 2 x 4 0 = 4 8 0 t r a b a j o s / a ñ o
S u p o n
g a q u e c o m p r a u n c a l e n t a d o r d e i n f r a r r o j o s d e 3 k W ( g a s t o s d e
f u n c i o
n a m i e n t o 1 2 p e s e t a s , a p r o x i m a d a m e n t e ) p o r 1 5 m i n u t o s d e
t r a b a j o )
M u l t i p
l i q u e s u e s t i m a c i ó n a n u a l d e t r a b a j o s
q u e p o d r í a n h a c e r s e c o n
u n c a l e n t a d o r d e i n f r a r r o j o s ( T ) p o r 1 2 p a r a
o b t e n e r e l c o s t e d e a n u a l
d e f u n c i o n a m i e n t o ( I ) .
( I = 1 2 x T )
I = 4 8 0 x 1 2 = 5 . 7 6 0 p e s e t a s
M u l t i p
l i q u e s u e s t i m a c i ó n a n u a l d e t r a b a j o s q u e p o d r í a n h a b e r s e
h e c h o
c o n u n c a l e n t a d o r d e i n f r a r r o j o s p o r 3 0 0 p e s e t a s p a r a o b t e n e r e l
c o s t e
a n u a l d e u s a r s u c a l e n t a d o r d e c a b i n a / h o r n o ( H ) p a r a e s t o s
t r a b a j o s .
( H = 3
0 0 x J )
H = 4 8 0 x
3 0 0 p t a s = 1 4 4 . 0 0 0 p t a s .
D e t e r m
i n e e l a h o r r o d e c o s t e s a n u a l ( A ) r e s t a n d o e l c o s t e d e u t i l i z a r e l
c a l e n t a d o r d e i n f r a r r o j o s d e l c o s t e d e u s a r l a c a b i n a / h o r n o .
( A = H
- I )
A = 1 4 4 . 0
0 0 - 5 . 7 6 0 = 1 3 8 . 2 4 0 p t a s .
P ó n g a s e e n c o n t a c t o c o n u n p r o v e e d o r p a r a o b t e n e r e l c o s t e ( C ) d e u n
s e c a d o
r d e i n f r a r r o j o s a p r o p i a d o .
C = 3 6 5 . 0
0 0 p t a s .
D i v i d a e l c o s t e d e l s e c a d o r d e i n f r a r r o j o s e n t r e e l a h o r r o d e c o s t e s
a n u a l
y m u l t i p l í q u e l o p o r 1 2 p a r a o b t e n e
r l a r e c u p e r a c i ó n d e l a
i n v e r s i ó n o p a y - b a c k ( P ) e n m e s e s .
L a r e c
u p e r a c i ó n d e l a i n v e r s i ó n e s e l n ú m e r o
d e m e s e s q u e t a r d a r á e n
a m o r t i z a r e l d i n e r o q u e g a s t ó e n u n c a l e n t a d o r d e i n f r a r r o j o s c o n l o s
a h o r r o
s h e c h o s e n c o s t e s d e e n e r g í a r e d u c i d o
s .
T r a s e l p e r í o d o d e r e c u p e r a c i ó n d e l a i n v e r s i ó n , e l a h o r r o m e d i o a n u a l
e s d e A p e s e t a s .
( P = ( C ÷
A ) x 1 2 )
P = 3 6 5 . 0
0 0 ÷
1 3 8 . 2 4 0 x 1 2 = 3 1 , 6
m e s e s
e s t o e s , a l g o m á s d e d o s a ñ o s y
m e d i o b a s á n d o s e s ó l o e n e l a h o r r o
d e e n e r g í a .
E l a h o r r o
a n u a l e s d e 1 3 8 . 2 4 0 p t a s .
d e e n e r g í a m á s e l t i e m p o a h o r r a d o .
T a b l a 2 1 : C á l c u l o d e l a r e c u p e r a c i ó n s i m p
l e d e l a i n v e r s i ó n p a r a u n c a l e n t a d
o r d e i n f r a r r o j o s
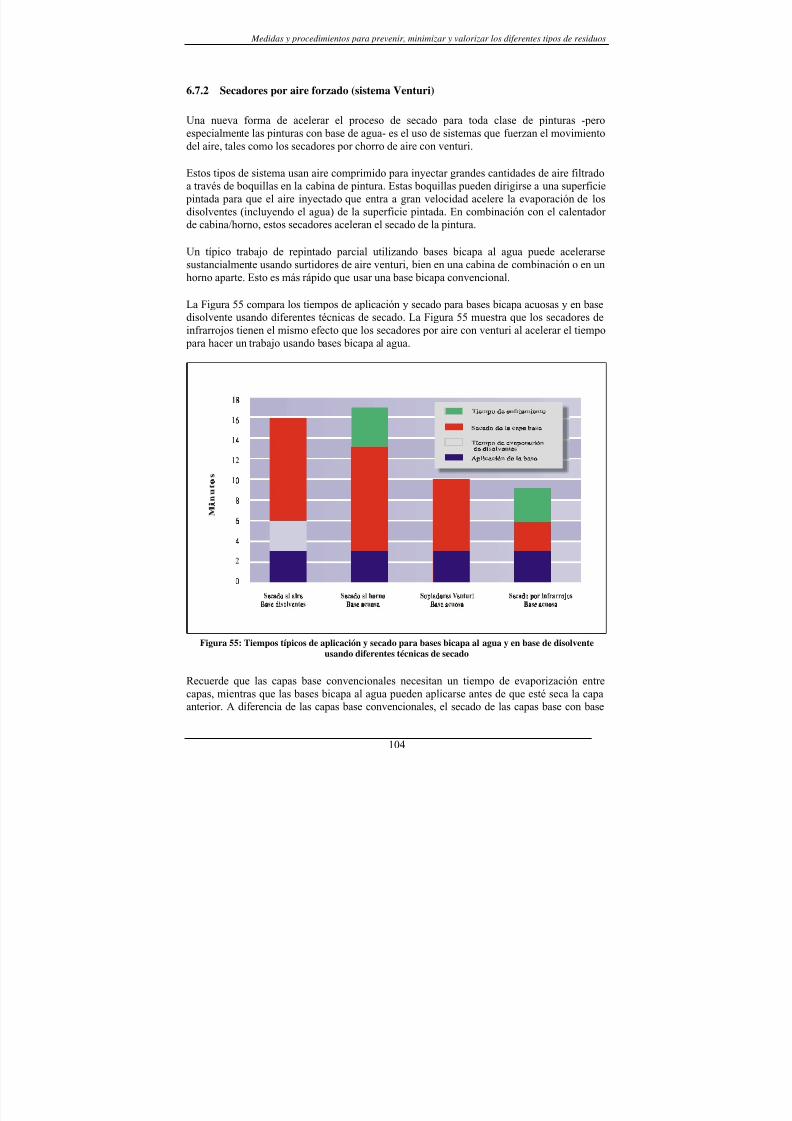
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 108/148
Medidas y procedimientos para prevenir, minimizar y valorizar los diferentes tipos de residuos
104
6.7.2 Secadores por aire forzado (sistema Venturi)
Una nueva forma de acelerar el proceso de secado para toda clase de pinturas -pero
especialmente las pinturas con base de agua- es el uso de sistemas que fuerzan el movimientodel aire, tales como los secadores por chorro de aire con venturi.
Estos tipos de sistema usan aire comprimido para inyectar grandes cantidades de aire filtradoa través de boquillas en la cabina de pintura. Estas boquillas pueden dirigirse a una superficie
pintada para que el aire inyectado que entra a gran velocidad acelere la evaporación de losdisolventes (incluyendo el agua) de la superficie pintada. En combinación con el calentador de cabina/horno, estos secadores aceleran el secado de la pintura.
Un típico trabajo de repintado parcial utilizando bases bicapa al agua puede acelerarsesustancialmente usando surtidores de aire venturi, bien en una cabina de combinación o en un
horno aparte. Esto es más rápido que usar una base bicapa convencional.
La Figura 55 compara los tiempos de aplicación y secado para bases bicapa acuosas y en basedisolvente usando diferentes técnicas de secado. La Figura 55 muestra que los secadores deinfrarrojos tienen el mismo efecto que los secadores por aire con venturi al acelerar el tiempo
para hacer un trabajo usando bases bicapa al agua.
Figura 55: Tiempos típicos de aplicación y secado para bases bicapa al agua y en base de disolventeusando diferentes técnicas de secado
Recuerde que las capas base convencionales necesitan un tiempo de evaporización entre
capas, mientras que las bases bicapa al agua pueden aplicarse antes de que esté seca la capaanterior. A diferencia de las capas base convencionales, el secado de las capas base con base
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 109/148
Libro Blanco. Aplicación de pintura en carrocerías
105
de agua exige que la cabina/horno se caliente, lo que tiene el inconveniente de necesitar tiempo de enfriamiento. Con secadores de chorro con venturi, las bases bicapa al agua puedensecarse sin calor más deprisa que una capa base convencional. El secado por infrarrojos esaún más rápido, pero exige tiempo de enfriamiento.
Puesto que los secadores con venturi no tienen partes móviles, son fiables y relativamente baratos de instalar. Los secadores con venturi se pueden encontrar de diversos formatos,desde unidades montadas en el suelo para áreas pequeñas (1 -2 m2) hasta unidades de cabinamontadas en el techo para coches enteros.
Figura 56: Típica cabina con unidades secadoras con venturi montadas en el techo
El aire comprimido usado en los secadores con venturi debe ser de la misma calidad que elusado en las pistolas HVLP, esto es, templado, seco y sin polvo. El coste de generar este airecomprimido es el principal coste de funcionamiento asociado con los secadores con venturi.
Cuando se usa aire forzado para secar trabajos, se necesita un alto nivel de mantenimiento
dentro de la cabina/horno para evitar que el aire arrastre polvo, puesto que el polvo podría producir gránulos en la pintura una vez seca.
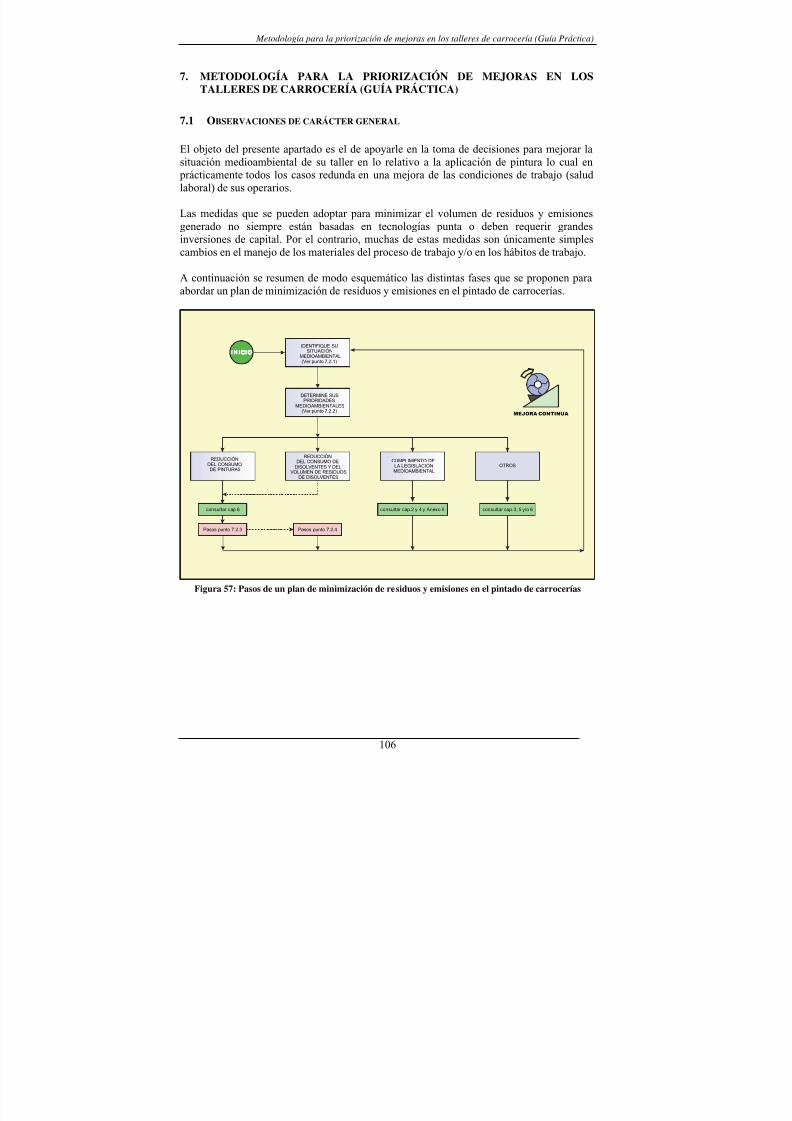
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 110/148
Metodología para la priorización de mejoras en los talleres de carrocería (Guía Práctica)
106
7. METODOLOGÍA PARA LA PRIORIZACIÓN DE MEJORAS EN LOSTALLERES DE CARROCERÍA (GUÍA PRÁCTICA)
7.1 OBSERVACIONES DE CARÁCTER GENERAL
El objeto del presente apartado es el de apoyarle en la toma de decisiones para mejorar lasituación medioambiental de su taller en lo relativo a la aplicación de pintura lo cual en
prácticamente todos los casos redunda en una mejora de las condiciones de trabajo (saludlaboral) de sus operarios.
Las medidas que se pueden adoptar para minimizar el volumen de residuos y emisionesgenerado no siempre están basadas en tecnologías punta o deben requerir grandesinversiones de capital. Por el contrario, muchas de estas medidas son únicamente simplescambios en el manejo de los materiales del proceso de trabajo y/o en los hábitos de trabajo.
A continuación se resumen de modo esquemático las distintas fases que se proponen paraabordar un plan de minimización de residuos y emisiones en el pintado de carrocerías.
IDENTIFIQUE SUSITUACIÓN
MEDIOAMBIENTAL(Ver punto 7.2.1)
DETERMINE SUSPRIORIDADES
MEDIOAMBIENTALES(Ver punto 7.2.2)
REDUCCIÓNDEL CONSUMO DE PINTURAS
REDUCCIÓNDEL CONSUMO DE
DISOLVENTES Y DEL VOLUMEN DE RESIDUOS
DE DISOLVENTES
CUMPLIMIENTO DE LA LEGISLACIÓN
MEDIOAMBIENTAL
consultar cap.6 consultar cap.2 y 4 y Anexo II
Pasos punto 7.2.4
OTROS
consultar cap.3, 5 y/o 6
Pasos punto 7.2.3
MEJORA CONTINUA
Figura 57: Pasos de un plan de minimización de residuos y emisiones en el pintado de carrocerías
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 111/148
Libro Blanco. Aplicación de pintura en carrocerías
107
7.2 DESARROLLO DEL MÉTODO
7.2.1 Análisis de la situación actual
El análisis de la situación actual constituye la base de partida para el desarrollo del conceptode minimización.
No se puede controlar lo que no se conoce. Por este motivo resulta imprescindibledeterminar la situación actual del taller para de este modo definir las prioridades de mejoray, tras la implantación de las medidas oportunas, medir los resultados obtenidos ycompararlos con los objetivos planteados al abordar dicha mejora.
Para realizar esta fase, se pueden utilizar las tablas que se presentan a continuación, para locual es importante referir los datos a un mismo periodo de tiempo (p.ej. un año).
Sólo se han incluido los principales productos involucrados en el proceso de pintado,aunque naturalmente la adopción de medidas de prevención también conllevará la reducciónen el consumo de otros materiales como por ejemplo filtros de cabina y suelo y elementosde protección personal de los aplicadores.
La descripción de los equipos de aplicación utilizados también dará idea del grado deaprovechamiento de los productos de pintado.
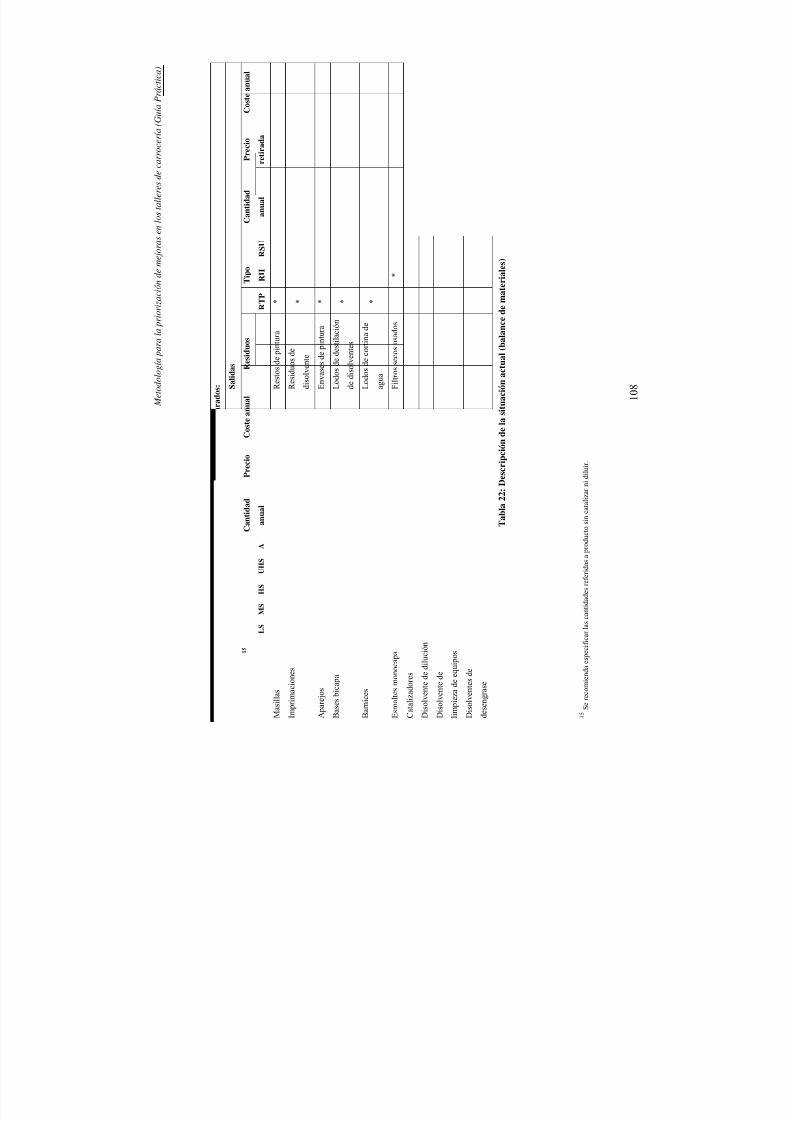
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 112/148
M e t o
d o
l o g
í a p a r a
l a p r i o r i z a c i ó n d
e m e j o r a s e n
l o s
t a l l e r e s d e c a r r o c e r
í a ( G u
í a P r á c t i c a
)
1 0 8
A Ñ O :
N º d e v e h í c u l o s r e p
a r a d o s :
E N T R A D
A S
S a l i d a s
T i p o
T i p o
M a t e r i a s p r i m a s 1 5
L S
M S
H S
U H S
A
C a n t i d a d
a n u a l
P r e c i o
C o s t e a
n u a l
R e s i d u o s
R T P
R I I
R S U
C a n t i d a d
a n u a l
P r e c i o
r e t i r a d a
C o s t e a n u a l
M a s i l l a s
R e s t o s d e p i n t u r a
*
I m p r i m a
c i o n e s
R e s i d u o s d e
d i s o l v e n t e
*
A p a r e j o s
E n v a s e s d e p i n t u r a
*
B a s e s b i c a p a
L o d o s d e d e s t i l a c i ó n
d e d i s o l v e n t e s
*
B a r n i c e s
L o d o s d e c o r t i n a d e
a g u a
*
E s m a l t e s m o n o c a p a
F i l t r o s s e c o s u s a d o s
*
C a t a l i z a d o r e s
D i s o l v e n t e d e d i l u c i ó n
D i s o l v e n t e d e
l i m p i e z a
d e e q u i p o s
D i s o l v e n t e s d e
d e s e n g r a s e
T a b l a 2 2 : D e s c r i p c i ó n d e l a s
i t u a c i ó n a c t u a l ( b a l a n c e d e m a t e r i a
l e s )
1 5 S e r e c o m i e n d a e s p e c i f i c a r l a s c a n t i d a d e s r e f e r i d a s a p r o d u c t o s i n c a t a l i z a r n i d i l u i r .

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 113/148
Libro Blanco. Aplicación de pintura en carrocerías
109
AÑO: Nº de pintores:Nº de unidadesEquipamiento del taller
Convencionales HVLPPistola de imprimaciones y aparejosPistola de color
Pistola de barnizPistola de retoques y difuminados
Tabla 23: Descripción de la situación actual (equipos de aplicación)
7.2.2 Determinación de las prioridades medioambientales
Existen un gran número de factores que pueden condicionar la selección de prioridadesmedioambientales.
Entre los criterios de selección más habituales se encuentran los siguientes:
- alto coste de los productos utilizados- alto coste de la gestión de residuos- presión legislativa/administrativa- aspectos de salud laboral- riesgo técnico de la medida (p.ej. riesgos de que la medida afecte a la calidad del producto)
- factores humanos (p.ej. no siempre se dispone de personal suficiente o suficientementecapacitado)
- capacidad de inversión
La confluencia de todos estos factores y la importancia que cada empresa de a cada uno deellos condicionará sus prioridades.
En los siguientes apartados se desarrollan las actuaciones que debería acometer el taller ylos aspectos que debería comprobar a la hora de abordar las principales prioridadesmedioambientales.
7.2.3 Reducción del consumo de pinturas
El principal argumento para intentar reducir el consumo de pinturas es su elevado coste.
Existen un gran número de medidas que se pueden adoptar en el taller para reducir elconsumo de pinturas (ver Cap. 6), sin embargo, la medida que conlleva un mayor porcentajede ahorro es la utilización de pistolas HVLP.
En la siguiente figura se recogen los pasos y/o consideraciones a tener en cuenta a la hora de plantearse el paso del sistema convencional al sistema HVLP.
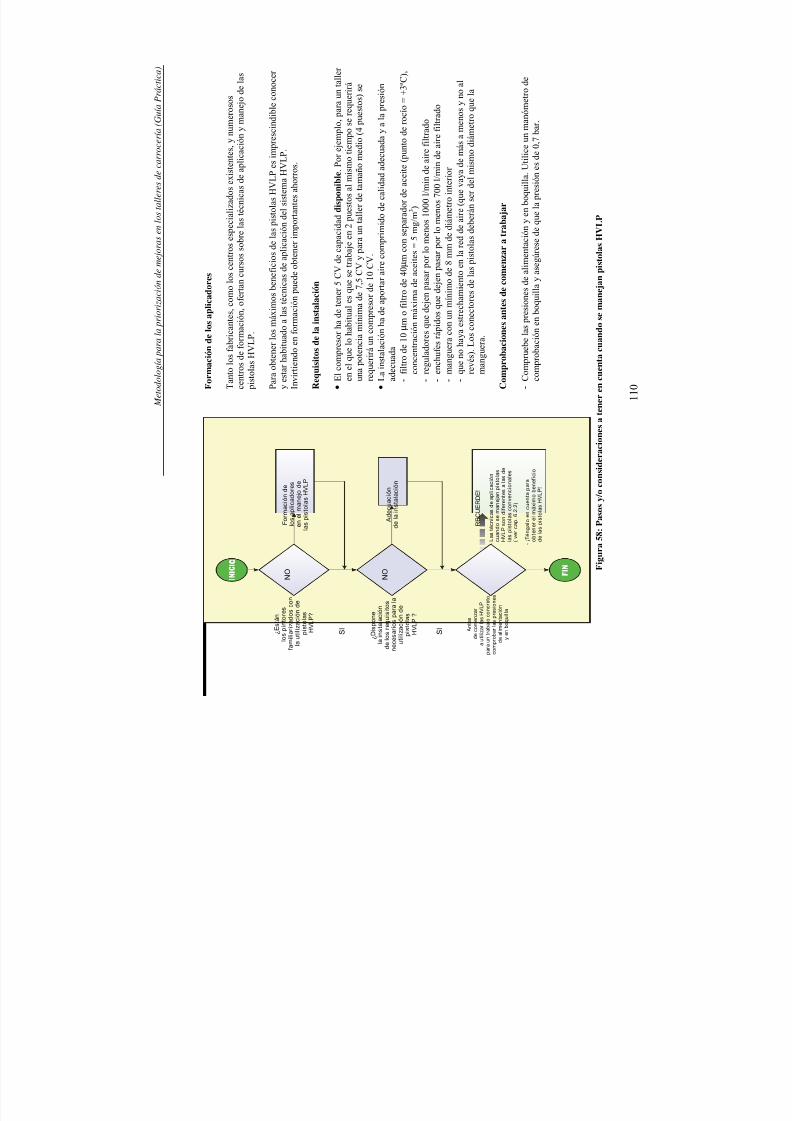
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 114/148
M e t o
d o
l o g
í a p a r a
l a p r i o r i z a c i ó n d
e m e j o r a s e n
l o s
t a l l e r e s d e c a r r o c e r
í a ( G u
í a P r á c t i c a
)
1 1 0
R E C U E R D E !
- L a s t é c n i c a s d e a p l i c a c i ó n
c u a n d o s e m a n e j a n p i s t o l a s
H V L P s o n d i f e r e n t e s a l a s d e
l a s p i s t o l a s c o n v e n c i o n a l e s
( v e r c a p .
6 . 2 . 2
)
- ¡ T é n g a l o e n c u e n t a p a r a
o b t e n e r e l m á x i m o b e n e f i c i o
d e l a s p i s t o l a s H V L P !
F o r m a c
i ó n
d e
l o s a p
l i c a
d o r e s
e n e
l m a n e
j o d e
l a s p
i s t o l a s
H V L P
S I
N O
¿ E s
t á n
l o s p
i n t o r e s
f a m
i l i a r i z a
d o s c o n
l a u
t i l i z a c
i ó n
d e
p i s t o l a s
H V L P ?
A n
t e s
d e c o m e n z a r
a u
t i l i z a r
l a s
H V L P
p a r a u n
t r a b a
j o c o n c r e
t o ,
c o m p r o
b a r
l a s p r e s
i o n e s
d e y
e n
b o q u
i l l a
a l i m e n
t a c
i ó n
¿ D i s p o n e
l a i n s
t a l a c
i ó n
d e
l o s r e q u
i s i t o s
n e c e s a r i o s p a r a
l a
u t i l i z a c
i ó n
d e
p i s t o l a s
H V L P ?
A d e c u a c
i ó n
d e
l a i n s
t a l a c
i ó n
S I
N O
F o r m a c i ó n d e l o s a p l i c a d o r e s
T a n t o l o s f a b r i c a n t e s , c o m o l o s c e n t r o s e s p e c i a l i z a d o s e x i s t e n t e s , y n u m e r o s o s
c e n t r o s d e f o r m a c i ó n , o f e r t a n c
u r s o s s o b r e l a s t é c n i c a s d e a p l i c a c i ó n
y m a n e j o d e l a s
p i s t o l a s H V L P .
P a r a o b t e n e r l o s m á x i m o s b e n e
f i c i o s d e l a s p i s t o l a s H V L P e s i m p r e s c i n d i b l e c o n o c e r
y e s t a r h a b i t u a d o a l a s t é c n i c a s
d e a p l i c a c i ó n d e l s i s t e m a H V L P .
I n v i r t i e n d o e n f o r m a c i ó n p u e d e o b t e n e r i m p o r t a n t e s a h o r r o s .
R e q u i s i t o s d e l a i n s t a l a c i ó n
•
E l c o m p r e s o r h a d e t e n e r 5 C
V d e c a p a c i d a d d i s p o n i b l e . P o r e j e m
p l o , p a r a u n t a l l e r
e n e l q u e l o h a b i t u a l e s q u e s
e t r a b a j e e n 2 p u e s t o s a l m i s m o t i e m p o s e r e q u e r i r á
u n a p o t e n c i a m í n i m a d e 7 , 5 C V y p a r a u n t a l l e r d e t a m a ñ o m e d i o
( 4 p u e s t o s ) s e
r e q u e r i r á u n c o m p r e s o r d e 1 0 C V .
•
L a i n s t a l a c i ó n h a d e a p o r t a r a i r e c o m p r i m i d o d e c a l i d a d a d e c u a d a
y a l a p r e s i ó n
a d e c u a d a
-
f i l t r o d e 1 0 µ m o f i l t r o d e 4 0 µ m c o n s e p a r a d o r d e a c e i t e ( p u n t o d e r o c í o = + 3 º C ) ,
c o n c e n t r a c i ó n m á x i m a d e a c e i t e s = 5 m g / m 3 )
-
r e g u l a d o r e s q u e d e j e n p a s a
r p o r l o m e n o s 1 0 0 0 l / m i n d e a i r e f i l t r a d o
-
e n c h u f e s r á p i d o s q u e d e j e n
p a s a r p o r l o m e n o s 7 0 0 l / m i n d e a i r e
f i l t r a d o
-
m a n g u e r a c o n u n m í n i m o d
e 8 m m d e d i á m e t r o i n t e r i o r
-
q u e n o h a y a e s t r e c h a m i e n t o e n l a r e d d e a i r e ( q u e v a y a d e m á s a
m e n o s y n o a l
r e v é s ) . L o s c o n e c t o r e s d e l a s p i s t o l a s d e b e r á n s e r d e l m i s m o d i á m e t r o q u e l a
m a n g u e r a .
C o m p r o b a c i o n e s a n t e s d e c o m e n z a r a t r a b a j a r
-
C o m p r u e b e l a s p r e s i o n e s d e a l i m e n t a c i ó n y e n b o q u i l l a . U t i l i c e u n m a n ó m e t r o d e
c o m p r o b a c i ó n e n b o q u i l l a y a s e g ú r e s e d e q u e l a p r e s i ó n e s d e 0 , 7
b a r .
F i g u r a 5 8 : P a s o s y / o c o n s i d e r a c i o n e s a t
e n e r e n c u e n t a c u a n d o s e m a n e j a n
p i s t o l a s H V L P
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 115/148
Libro Blanco. Aplicación de pintura en carrocerías
111
7.2.4 Reducción del consumo de disolventes
Los motivos que conducen a plantearse como objetivo la reducción del consumo dedisolventes son diversos. Por ejemplo, además de por motivos meramentemedioambientales, las razones fundamentales para ello pueden ser las siguientes:
- deseo de reducir la exposición de los operarios a los vapores de disolvente (salud laboral)- presión administrativa (p.ej. por quejas por parte de los vecinos)- reducir costes económicos, e incluso- deseo de irse preparando para asegurar el cumplimiento de la futura legislación sobre
VOCs.
En la siguiente figura se recogen los pasos y/o consideraciones a tener en cuenta a la hora de plantearse la reducción del consumo de disolventes.
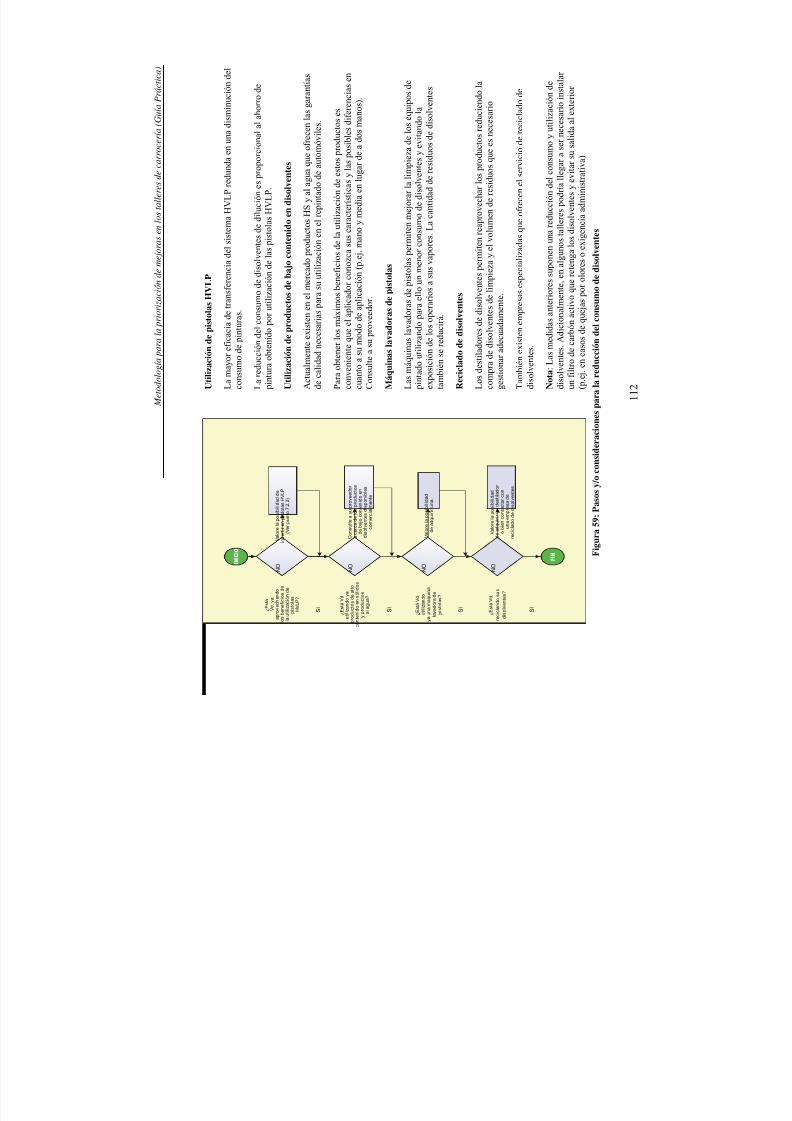
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 116/148
M e t o
d o
l o g
í a p a r a
l a p r i o r i z a c i ó n d
e m e j o r a s e n
l o s
t a l l e r e s d e c a r r o c e r
í a ( G u
í a P r á c t i c a
)
1 1 2
S I
N O
¿ E s
t á
V d
. y a
a p r o v e c
h a n
d o
l o s
b e n e
f i c i o s
d e
l a u
t i l i z a c
i ó n
d e
p i s t o l a s
H V L P ?
¿ E s
t á V d
p r o
d u c
t o s
d e a
l t o
c o n
t e n
i d o e n s
ó l i d o s
y p r o
d u c
t o s
a l a g u a
?
u t i l i z a n
d o y a
C o n s u
l t e a s u p r o v e e
d o r
a c e r c a
d e
l o s p r o
d u c
t o s
d e
b a
j o c o n
t e n
i d o e n
d i s o
l v e n
t e s
d i s p o n
i b l e s
c o m e r c
i a l m e n
t e
S I
N O
¿ E s
t á V d
.
u t i l i z a n
d o
y a u n a m a q u
i n a
l a v a
d o r a
d e
p i s t o l a s
?
V a
l o r e
l a p o s
i b i l i d a
d
d e a
d q u
i r i r u n a .
N O
¿ E s
t á V d
.
r e c
i c l a n
d o s u s
d i s o
l v e n
t e s
?
V a
l o r e
l a p o s
i b i l i d a
d
d e a
d q u
i r i r u n
d e s
t i l a d o r
o b i e n c o n
t a c
t a r c o n
u n a e m p r e s a
d e
r e c
i c l a d o
d e
d i s o
l v e n
t e s
N O
V a
l o r e
l a p o s
i b i l i d a
d d e
i n v e r t i r e n p
i s t o l a s
H V L P
( V e r p u n
t o 7
. 2 . 3
)
S I
S I
U t i l i z a c i ó n d e p i s t o l a s H V L P
L a m a y o r e f i c a c i a d e t r a n s f e r e n c i a d e l s i s t e m a H V L P r e d u n d a e n u n
a d i s m i n u c i ó n d e l
c o n s u m o d e p i n t u r a s .
L a r e d u c c i ó n d e l c o n s u m o d e d
i s o l v e n t e s d e d i l u c i ó n e s p r o p o r c i o n a l a l a h o r r o d e
p i n t u r a o b t e n i d o p o r u t i l i z a c i ó n d e l a s p i s t o l a s H V L P .
U t i l i z a c i ó n d e p r o d u c t o s d e b
a j o c o n t e n i d o e n d i s o l v e n t e s
A c t u a l m e n t e e x i s t e n e n e l m e r c a d o p r o d u c t o s H S y a l a g u a q u e o f r e c e n l a s g a r a n t í a s
d e c a l i d a d n e c e s a r i a s p a r a s u u t i l i z a c i ó n e n e l r e p i n t a d o d e a u t o m ó v i l e s .
P a r a o b t e n e r l o s m á x i m o s b e n e
f i c i o s d e l a u t i l i z a c i ó n d e e s t o s p r o d u
c t o s e s
c o n v e n i e n t e q u e e l a p l i c a d o r c o n o z c a s u s c a r a c t e r í s t i c a s y l a s p o s i b l e s d i f e r e n c i a s e n
c u a n t o a s u m o d o d e a p l i c a c i ó n
( p . e j . m a n o y m e d i a e n l u g a r d e a d o
s m a n o s ) .
C o n s u l t e a s u p r o v e e d o r .
M á q u i n a s l a v a d o r a s d e p i s t o l a s
L a s m á q u i n a s l a v a d o r a s d e p i s t o l a s p e r m i t e n m e j o r a r l a l i m p i e z a d e
l o s e q u i p o s d e
p i n t a d o u t i l i z a n d o p a r a e l l o u n
m e n o r c o n s u m o d e d i s o l v e n t e s y e v i t a n d o l a
e x p o s i c i ó n d e l o s o p e r a r i o s a s u s v a p o r e s . L a c a n t i d a d d e r e s i d u o s d e d i s o l v e n t e s
t a m b i é n s e r e d u c i r á .
R e c i c l a d o d e d i s o l v e n t e s
L o s d e s t i l a d o r e s d e d i s o l v e n t e s
p e r m i t e n r e a p r o v e c h a r l o s p r o d u c t o s r e d u c i e n d o l a
c o m p r a d e d i s o l v e n t e s d e l i m p i e z a y e l v o l u m e n d e r e s i d u o s q u e e s n e c e s a r i o
g e s t i o n a r a d e c u a d a m e n t e .
T a m b i é n e x i s t e n e m p r e s a s e s p e c i a l i z a d a s q u e o f r e c e n e l s e r v i c i o d e
r e c i c l a d o d e
d i s o l v e n t e s .
N o t a : L a s m e d i d a s a n t e r i o r e s s
u p o n e n u n a r e d u c c i ó n d e l c o n s u m o y
u t i l i z a c i ó n d e
d i s o l v e n t e s . A d i c i o n a l m e n t e , e n a l g u n o s t a l l e r e s p o d r í a l l e g a r a s e r n e c e s a r i o i n s t a l a r
u n f i l t r o d e c a r b ó n a c t i v o q u e r
e t e n g a l o s d i s o l v e n t e s y e v i t a r s u s a l i d a a l e x t e r i o r
( p . e j . e n c a s o s d e q u e j a s p o r o l o r e s o e x i g e n c i a a d m i n i s t r a t i v a )
F
i g u r a 5 9 : P a s o s y / o c o n s i d e r a c i o n e s p a r a l a r e d u c c i ó n d e l c o n s u m o d e
d i s o l v e n t e s

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 117/148
Libro Blanco. Aplicación de pintura en carrocerías
113
7.2.5 Implantación y seguimiento de las medidas
Está demostrado que uno de los mayores elementos de motivación es comprobar y medirlos resultados que ha ofrecido la adopción de una medida.
La constatación de que el esfuerzo realizado ha dado lugar a ahorros anima a todas las personas involucradas a considerar nuevas medidas.
Una vez que las opciones de minimización que fueron escogidas como prioritarias se hanimplantado con éxito, es el momento de intentar progresar con aquellas que se quedaronúnicamente como buenas posibilidades. Este es el concepto de mejora ambiental continua.
Las medidas recogidas a continuación le pueden ayudar a definir nuevos objetivos demejora.
SI VD. QUIERE
Reducir el consumo de pintura y disolventes✔ Utilice pistolas HVLP✔ Instale una máquina lavadora de pistolas✔ Ponga en marcha un programa de
mantenimiento adecuado✔ Considere el utilizar pistolas de gravedad frente
a las de succión✔ Instale un equipo de destilación de disolventes✔ Mejore el ajuste de color ✔ Dedique el tiempo necesario para calcular, y
entonces preparar, la cantidad correcta de
pintura✔ Tómese su tiempo cuando prepare la pintura
para evitar errores en la mezcla✔ Considere la posibilidad de invertir en una
balanza informatizada
SI VD. QUIERE
Reducir costes✔ Utilice pistolas HVLP✔ Reduzca la cantidad de residuos a través de
un mantenimiento mejorado✔ Instale una máquina lavadora de pistolas✔ Instale una máquina de recuperación de
disolventes✔ Ahorre en costes de energía utilizando
radiadores infrarrojos para el secado de pequeñas superficies
✔ Considere el utilizar film plástico en lugar
de papel para enmascarar ✔ Reduzca la cantidad de pintura
desperdiciada mejorando los procedimientosde ajuste de color y mezcla de la pintura
SI VD. QUIERE
Ahorrar tiempo e incrementar productividad✔ Use radiadores infrarrojos para el secado de pequeñas
superficies✔ Instale secadores venturi en su cabina/horno para acelerar
el secado de la pintura al agua✔ Instale una máquina lavadora de pistolas✔ Evite la repetición de trabajo y las quejas de los clientes
mejorando los procedimientos de ajuste de color ✔ Utilice productos de alto contenido en sólidos puesto que
su aplicación es más rápida.
Tabla 24: Sugerencias adicionales de mejora para el taller de carrocerías
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 118/148
Metodología para la priorización de mejoras en los talleres de carrocería (Guía Práctica)
114
8. APLICACIÓN DE LA METODOLOGÍA A 2 EMPRESAS DE LA CAPVANALIZADAS POR IHOBE
8.1 SELECCIÓN DE LAS EMPRESAS Y OPERACIONES ANALIZADAS
En el conjunto de la Comunidad Autónoma del País Vasco se estima que existen un total de850 talleres de carrocerías aproximadamente.
La selección de las empresas a analizar se ha realizado con el objetivo de que la granmayoría de los talleres de la CAPV puedan identificarse con alguna de ellas. Enconsecuencia las empresas tienen el perfil que se describe a continuación:
• Empresa A: Taller de carrocería tanto de vehículos industriales como de turismos,furgonetas, etc, que ya ha comenzado a utilizar productos de bajo contenido en disolventesy pistolas HVLP.
• Empresa B: Taller de carrocería y mecánica de turismos exclusivamente, que utiliza productos de medio contenido en disolventes y ocasionalmente pistolas HVLP.
Dentro del objetivo de este Libro Blanco se analizarán exclusivamente las operaciones propias del pintado de vehículos.
Ambas empresas siguen la misma línea de proceso mostrada en el diagrama de flujo de laFigura 60 con excepción de una etapa de aplicación de slime, o película protectora paravehículos de estancia prolongada en el taller. Esta operación se realiza únicamente en laempresa A.
El resto de operaciones del proceso productivo son comunes a todas las empresas del sector.Se analizarán por tanto cada una de las operaciones indicadas en el diagrama de flujohaciendo incidencia en las distintas etapas de aplicación de pintura por ser las mayormenteimplicadas en el impacto ambiental, en la eficiencia del proceso y en la calidad el productofinal.
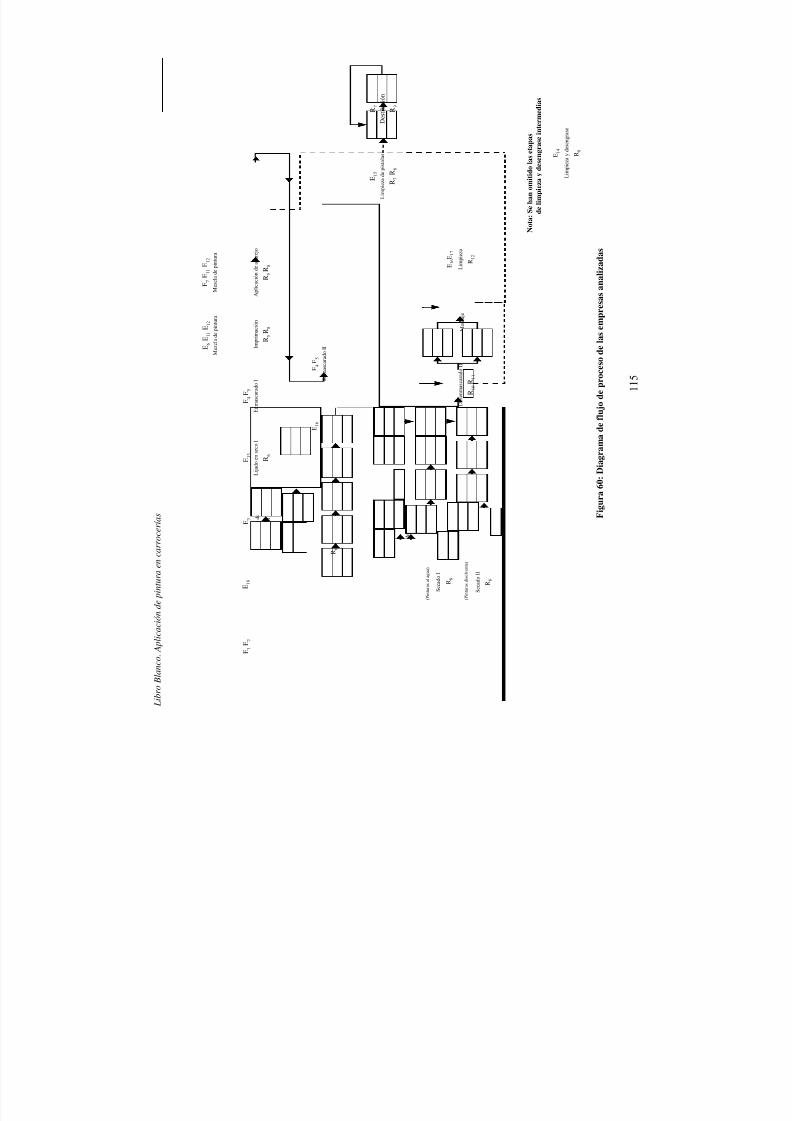
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 119/148
L i b r o
B l a n c o .
A p
l i c a c i ó n
d e p
i n t u r a e n c a r r o c e r í a s
1 1 5
R 5 R 8
E 6 E 1 1 E 1 2
M e z c l a d e p i n t u r a
D e s e n m a s c a r a d o
R 1 0 R 1 1
E 1 6
L a v a d o
R 1 2
E n m a s c a r a d o I I
A p l i c a c i ó n d e a p a r e j o
R 5 R 8
E
1 3
L i j a d o
h ú m e d o
E 1 3
L i j a d o e n s e c o I I
R 6
E 7 E
1 1 E 1 2
M e z c l a
d e p i n t u r a
I m p r i m a c i ó n
R 5 R 8
E 3
A p l i c a c i ó n d e r e l l e n o
R 4
E 1 3
L i j a d o e n s e c o I
R 6
E 4 E 5
E n m a s c a r a d o I
D e s e n m a s c a r a d o I I
R 1 0 R 1 1
M o n t a j e
E 1 6 E 1 7
L i m p i e z a
R 1 2
S e c a d o I I I
R 8
A p l i c a c i ó n d e b a r n i z
( s ó l o b i c a p a )
R 5 R 8
E 1 8
A p l i c a c i ó n d e s l i m e
R 1 7
E 1 E 2
C o n f o r m a c i ó n d e l a c h a p a
R 1 R 2 R 3
E 8 E 9 E 1 1 E 1 2
M e z c l a d e p i n t u r a
E 1 0 E 1 1 E 1 2
M e z c l a d e p i n t u r a
A p l i c a c i ó n p i n t u r a b a s e
o m o n o c a p a
S e c a d o I I
R 8
D e s t i l a c i ó n
R 9
R 7
E 1 5
L i m p i e z a d e p i s t o l a s
R 7 R 8
S e c a d o I
( P i n t u r a s a l a g u a )
( P i n t u r a s d i s o l v e n t e )
R
6
R 8
E 1 4
L i m p i e z a y d e s e n g r a s e
R 8
N o t a : S e h a n o m i t i d o l a s e t a p a s
d e l i m p i e z a y d e s e n g r a s e
i n t e r m e d i a s
E 4 E 5
F i g u r a 6 0 : D i a g r a m a d e f l u j o d e p r o c e s o d e l a s e m p r e s a s a n a l i z a d a s
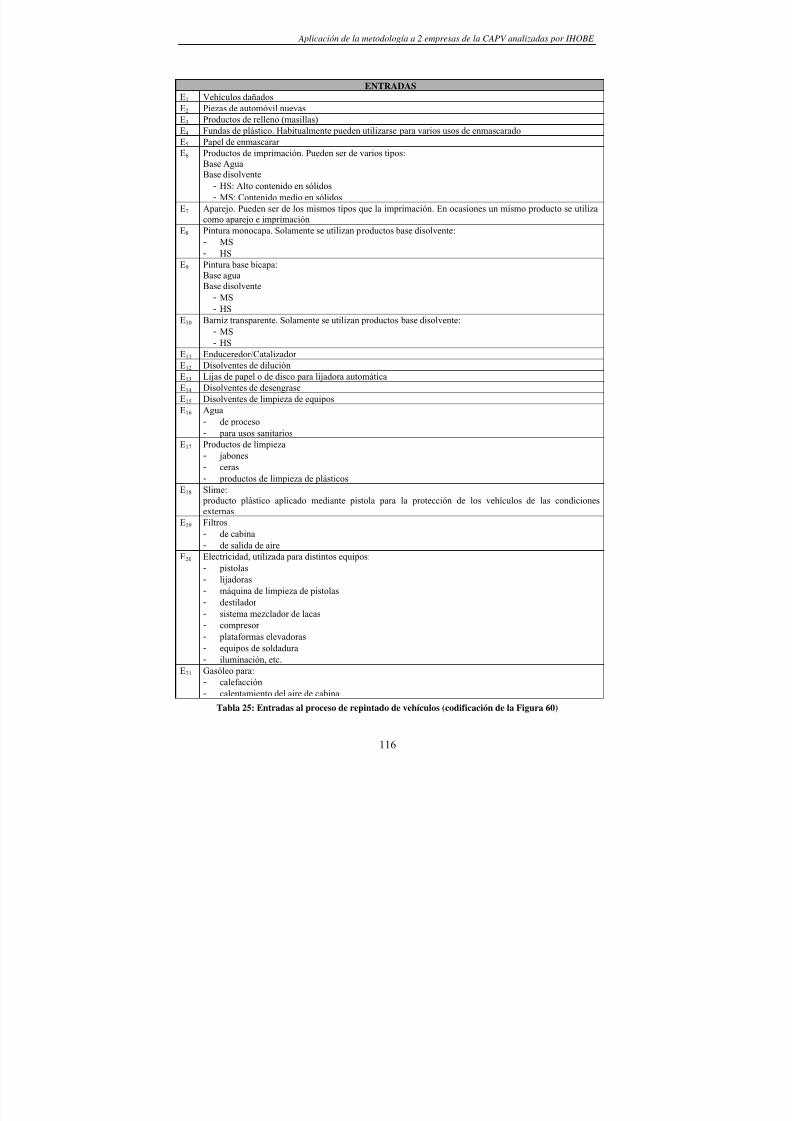
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 120/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
116
ENTRADASE1 Vehículos dañadosE2 Piezas de automóvil nuevasE3 Productos de relleno (masillas)E4 Fundas de plástico. Habitualmente pueden utilizarse para varios usos de enmascarado
E5 Papel de enmascarar E6 Productos de imprimación. Pueden ser de varios tipos:
Base AguaBase disolvente
- HS: Alto contenido en sólidos- MS: Contenido medio en sólidos
E7 Aparejo. Pueden ser de los mismos tipos que la imprimación. En ocasiones un mismo producto se utilizacomo aparejo e imprimación
E8 Pintura monocapa. Solamente se utilizan productos base disolvente:- MS- HS
E9 Pintura base bicapa:
Base aguaBase disolvente- MS- HS
E10 Barniz transparente. Solamente se utilizan productos base disolvente:- MS- HS
E11 Enduceredor/Catalizador E12 Disolventes de diluciónE13 Lijas de papel o de disco para lijadora automáticaE14 Disolventes de desengraseE15 Disolventes de limpieza de equiposE
16Agua- de proceso- para usos sanitarios
E17 Productos de limpieza- jabones- ceras- productos de limpieza de plásticos
E18 Slime: producto plástico aplicado mediante pistola para la protección de los vehículos de las condicionesexternas
E19 Filtros- de cabina- de salida de aire
E20 Electricidad, utilizada para distintos equipos:- pistolas- lijadoras- máquina de limpieza de pistolas- destilador - sistema mezclador de lacas- compresor - plataformas elevadoras- equipos de soldadura- iluminación, etc.
E21 Gasóleo para:- calefacción
- calentamiento del aire de cabina
Tabla 25: Entradas al proceso de repintado de vehículos (codificación de la Figura 60)
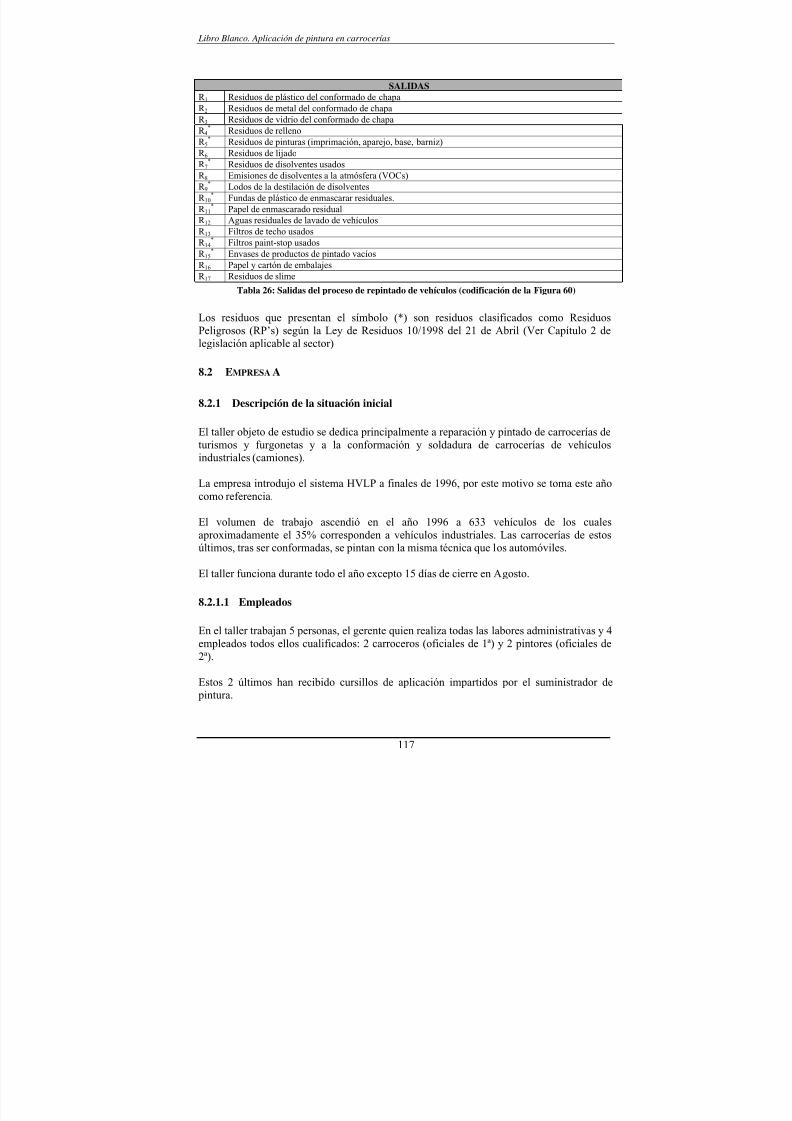
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 121/148
Libro Blanco. Aplicación de pintura en carrocerías
117
SALIDASR 1 Residuos de plástico del conformado de chapaR 2 Residuos de metal del conformado de chapaR 3 Residuos de vidrio del conformado de chapaR 4
* Residuos de relleno
R 5* Residuos de pinturas (imprimación, aparejo, base, barniz)R 6 Residuos de lijadoR 7
* Residuos de disolventes usadosR 8 Emisiones de disolventes a la atmósfera (VOCs)R 9
* Lodos de la destilación de disolventesR 10
* Fundas de plástico de enmascarar residuales.R 11
* Papel de enmascarado residualR 12 Aguas residuales de lavado de vehículosR 13 Filtros de techo usadosR 14
* Filtros paint-stop usadosR 15
* Envases de productos de pintado vacíosR 16 Papel y cartón de embalajes
R 17 Residuos de slimeTabla 26: Salidas del proceso de repintado de vehículos (codificación de la Figura 60)
Los residuos que presentan el símbolo (*) son residuos clasificados como ResiduosPeligrosos (RP’s) según la Ley de Residuos 10/1998 del 21 de Abril (Ver Capítulo 2 delegislación aplicable al sector)
8.2 EMPRESA A
8.2.1 Descripción de la situación inicial
El taller objeto de estudio se dedica principalmente a reparación y pintado de carrocerías deturismos y furgonetas y a la conformación y soldadura de carrocerías de vehículosindustriales (camiones).
La empresa introdujo el sistema HVLP a finales de 1996, por este motivo se toma este añocomo referencia.
El volumen de trabajo ascendió en el año 1996 a 633 vehículos de los cualesaproximadamente el 35% corresponden a vehículos industriales. Las carrocerías de estosúltimos, tras ser conformadas, se pintan con la misma técnica que los automóviles.
El taller funciona durante todo el año excepto 15 días de cierre en Agosto.
8.2.1.1 Empleados
En el taller trabajan 5 personas, el gerente quien realiza todas las labores administrativas y 4empleados todos ellos cualificados: 2 carroceros (oficiales de 1ª) y 2 pintores (oficiales de2ª).
Estos 2 últimos han recibido cursillos de aplicación impartidos por el suministrador de
pintura.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 122/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
118
8.2.1.2 Edificio
El taller de carrocería está situado en un polígono industrial de las afueras de una de lascapitales vascas a unos 2 km del centro de la población. La superficie del edificio es de 872m2 incluyendo los 2 parkings anexos de 45 m2 cada uno, destinados para el estacionamiento,
de los vehículos en reparación uno, y de los pertenecientes a clientes y visitas el otro.
8.2.1.3 Instalaciones y distribución
El taller en sí tiene una superficie de 692 m2 distribuido en varias zonas como se puedeobservar en el lay-out mostrado en la Figura 61:
- Zona de recepción de vehículos- Zona (I) - montaje de carrocerías de vehículos industriales: 66 m2 . Se diferencia
físicamente por la presencia de una plataforma de hierro sobre la que se instala el
entramado/tablero/pilares para el montaje y una estructura superior con cartolas dealuminio.
- Zonas (II) y (III) - reparación (chapa y soldadura) de carrocerías de vehículosindustriales: 66 y 112 m2 respectivamente. En la zona (III) se realizan también lasoperaciones de pintado de vehículos industriales. Existen unas cortinas de material
plástico que permiten aislar esta zona del resto cuando se realizan trabajos de pintado.Adicionalmente cuenta con un extractor de gran potencia que facilita la circulación delaire por esta zona.
- Zona (IV) - reparación (chapa y soldadura) de carrocerías de turismos y furgonetas: 112m2. Dotada con 2 elevadores.
- Zona (V) - pintado y secado: tiene una superficie de 224 m2 en donde se encuentra lacabina de pintado.
- Zona (VI) - Oficina. La oficina, de 16 m2, está situada a modo de entreplanta a 3,5-4 msobre el nivel del taller.
- Vestuarios: 8 m2
- Zonas (VII, VIII y IX) - Anexos: Desde el taller se accede a otros 3 huecos que sumanun total de 104 m2.- almacén general de piezas y accesorios y sanitarios (Zona VII)- almacén más pequeño de piezas y accesorios (Zona VIII)- sala de mezcla de pinturas (Zona IX): en donde se almacenan tanto las pinturas como
las pistolas y equipamientos auxiliares.
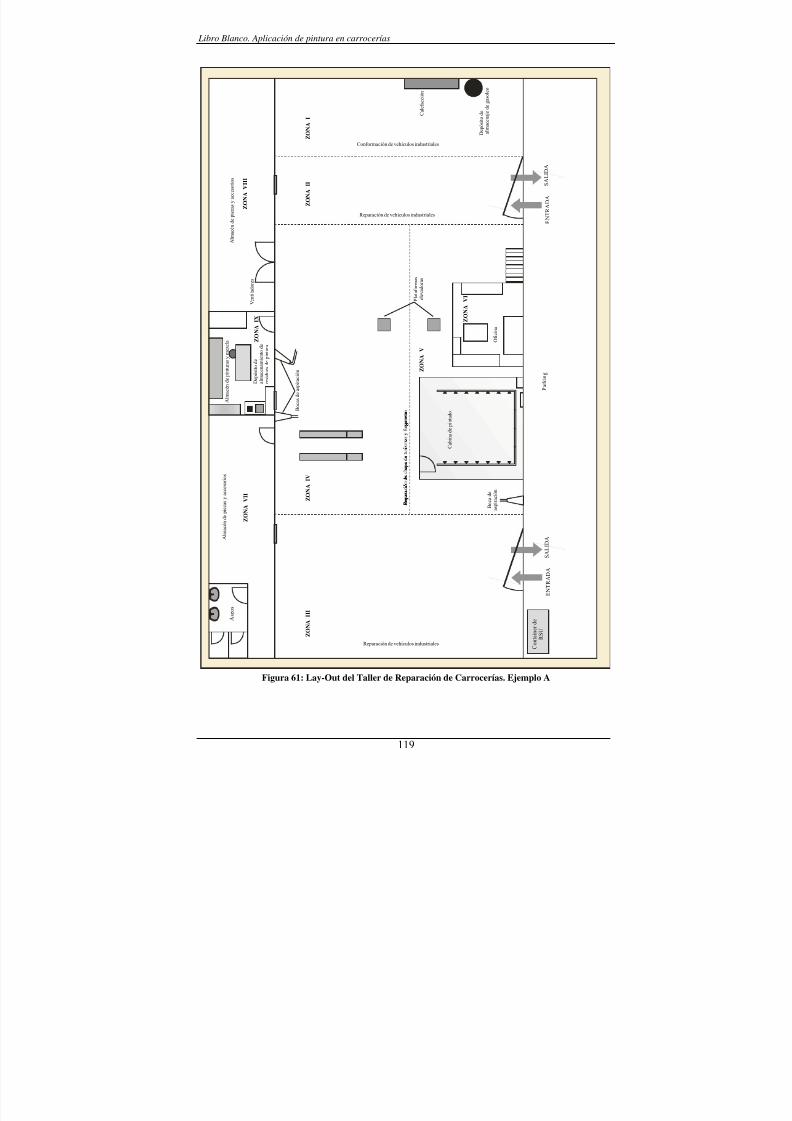
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 123/148
Libro Blanco. Aplicación de pintura en carrocerías
119
E N T R A D A
S A L I D A
E N T R A D A
S A
L I D A
C o n t a i n e r d e
R S U
A s e o s
A l m a c é n d e p i e z a s y a c c e s o r i o s
P a r k i n g
O f i c i n a
A l m a c é n d e p i e z a s y a c c e s o r i o s
V e n t i l a d o r e s
P l a t a f o r m a s
e l e v a d o r a s
C a b i n a d e p i n t a d
o
B o c a d e
a s p i r a c i ó n
Reparación de vehículos industriales
B o c a s d e a s p i r a c i ó n
A l m a c é n d e p i n t u r a s y m e z c l a
D e p ó s i t o d e
a l m a c e n a m i e n t o d e
r e s i d u o s d e p i n t u r a
Reparación de vehículos industriales
Conformación de vehículos industriales
C a l e f a c c i ó n
D e p ó s i t o d e
a l m a c e n a j e d e g a s o l e o
Z O N A I I I
Z O N A V I I I
Z O N A I X
Z O N A
I I
Z O N A
I V
Z O N A
V I
Z O N A V I I
Z O N A
V
Z
O N A
I
Figura 61: Lay-Out del Taller de Reparación de Carrocerías. Ejemplo A

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 124/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
120
8.2.1.4 Maquinaria y utillaje
En la siguiente tabla se resumen las características de los equipos con que cuenta el taller A,diferenciando en las siguientes categorías:
- equipos para uso general- equipos para la reparación- equipos para el pintado
Aparato Tipo Número ComentariosEquipos para usogeneral
Sistema decalefacción
aerogenerador 1 Alimentado por gasóleo
Sistema de extracciónde humos
eléctrico 1 4 salidas
Compresor eléctrico 8 CV Produce aire comprimido a unaP máx. de 6,5 bar
Red eléctrica 220 - 380 VEquipos parareparación
Potro o sistema de bancada
1 En la zona IV
Plataformaselevadoras
2
Equipos de soldadura MIG 2Equipos para
pintadoCabina/horno de
pintado / secadofiltro seco 1 La energía calorífica es
aportada por caldera de gasóleoPistolas de succión(aspiración)
convencional 1 Utilizada para el pintado degrandes superficies (p.e.laterales completos, vehículosindustriales, etc.)
Pistolas de gravedad HVLP 5 1 para aplicación de aparejo
2 para aplicación de color 2 para aplicación de barniz
convencional 1 Utilizada exclusivamente parala aplicación de slime.
Lijadoras eléctricas excentrico-rotativas 2Lijadoras neumáticas excentrico-rotativas 3Sistema mezclador delacas
armario productosMS-HS vehículonormal
2 Adicionalmente cuentan conuna balanza convencional yvisor de microfichas.
armario productosal agua
1
armario productosvehículo industrial
1
Aparato de limpiezade pistolas
neumático pinturaal disolvente
1
neumático pinturaal agua
1
Equipo reciclador dedisolventes
eléctrico 1 Utilizado para purificar yreutilizar los disolventes delimpieza
Tabla 27: Equipamiento del taller A
La cabina/horno está dotada con 12 sopladores de aire (6 a cada lado) para el secado de pinturas al agua. Para el secado de pinturas convencionales se emplea un sistema neumático
de aire caliente que se acciona manualmente. Para el calentamiento del aire se utiliza unacaldera de gasóleo.

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 125/148
Libro Blanco. Aplicación de pintura en carrocerías
121
8.2.2 Desarrollo de los Trabajos
El taller A realiza los trabajos indicados en el diagrama general de flujo, mostrado en laFigura 60 incluida la aplicación de slime.
Esta operación consiste en la pulverización de una capa plástica al vehículo con el propósitode protegerlo durante el tiempo que transcurre entre el conformado de la chapa y el pintado,cuando se espera que este período sea prolongado.
Particularidades
La empresa introdujo el sistema HVLP en su proceso a finales del año 96. Actualmente, las pistolas HVLP se utilizan para la aplicación de todos los productos de pintado (aparejo,color y barniz) cuando se trabaja con superficies relativamente pequeñas. Cuando se pintan
grandes superficies (laterales completos de turismos, vehículos industriales, etc.) se utilizala pistola convencional de succión debido sobre todo a la mayor capacidad del depósito de pintura.
• Aparejo e imprimación (E6 y E7)En esta empresa se utiliza un único producto para ambas funciones. Son aparejos basedisolvente de alto contenido en sólidos (HS), o también denominado de alto espesor.
• Pinturas monocapa (E8)En la situación inicial se utilizaban exclusivamente pinturas base disolvente del tipo LS yMS. Se estima que el 55% de los vehículos no industriales son pintados con pintura
monocapa. Los vehículos industriales se pintan prácticamente en su totalidad con estesistema.
• Pinturas base bicapa (E9)En el año 96 se utilizaban exclusivamente productos en base disolvente (tanto LS comoMS).En la actualidad, pese a disponer de un armario de bases bicapa al agua, solamente uno delos 2 pintores trabaja con este sistema.
• Barniz transparente (E10)La empresa A utiliza 2 tipos de barnices: MS y HS
Ambos productos son aplicados en la actualidad mediante pistola aerográfica convencional(25% de los casos) o HVLP (75%).
• Slime (E18)La empresa A utiliza un producto denominado slime para la protección de los vehículos que,debido a la complicación de la reparación, se espera vayan a permanecer en el taller un
período de tiempo prolongado. Este producto es de base acuosa, se aplica mediante pistolaconvencional y se elimina con agua antes de la reparación del vehículo.
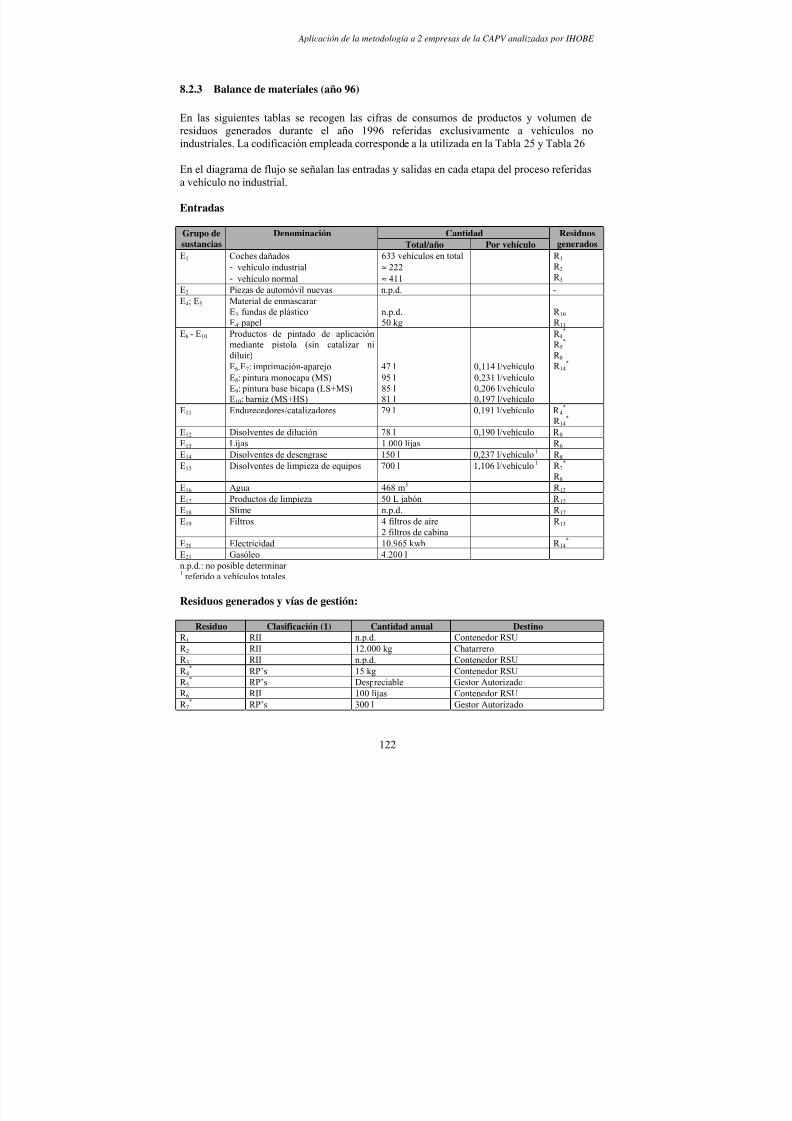
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 126/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
122
8.2.3 Balance de materiales (año 96)
En las siguientes tablas se recogen las cifras de consumos de productos y volumen deresiduos generados durante el año 1996 referidas exclusivamente a vehículos noindustriales. La codificación empleada corresponde a la utilizada en la Tabla 25 y Tabla 26
En el diagrama de flujo se señalan las entradas y salidas en cada etapa del proceso referidasa vehículo no industrial.
Entradas
CantidadGrupo desustancias
DenominaciónTotal/año Por vehículo
Residuosgenerados
E1 Coches dañados- vehículo industrial
- vehículo normal
633 vehículos en total≈ 222
≈ 411
R 1R 2
R 3E2 Piezas de automóvil nuevas n.p.d. -E4; E5 Material de enmascarar
E3: fundas de plásticoE4: papel
n.p.d.50 kg
R 10
R 11
Productos de pintado de aplicaciónmediante pistola (sin catalizar nidiluir)E6-E7: imprimación-aparejo 47 l 0,114 l/vehículo
E6 - E10
E8: pintura monocapa (MS)E9: pintura base bicapa (LS+MS)E10: barniz (MS+HS)
95 l85 l81 l
0,231 l/vehículo0,206 l/vehículo0,197 l/vehículo
R 4*
R 5*
R 8R 14
*
E11
Endurecedores/catalizadores 79 l 0,191 l/vehículo R 4
*
R 14*
E12 Disolventes de dilución 78 l 0,190 l/vehículo R 8
E13 Lijas 1.000 lijas R 6
E14 Disolventes de desengrase 150 l 0,237 l/vehículo1 R 8E15 Disolventes de limpieza de equipos 700 l 1,106 l/vehículo1 R 7
*
R 8E16 Agua 468 m3 R 12
E17 Productos de limpieza 50 L jabón R 12
E18 Slime n.p.d. R 17
E19 Filtros 4 filtros de aire2 filtros de cabina
R 13
E20 Electricidad 10.965 kwh R 14*
E21 Gasóleo 4.200 ln.p.d.: no posible determinar 1 referido a vehículos totales
Residuos generados y vías de gestión:
Residuo Clasificación (1) Cantidad anual DestinoR 1 RII n.p.d. Contenedor RSUR 2 RII 12.000 kg ChatarreroR 3 RII n.p.d. Contenedor RSUR 4
* RP’s 15 kg Contenedor RSUR 5
* RP’s Despreciable Gestor Autorizado
R 6 RII 100 lijas Contenedor RSUR 7
* RP’s 300 l Gestor Autorizado
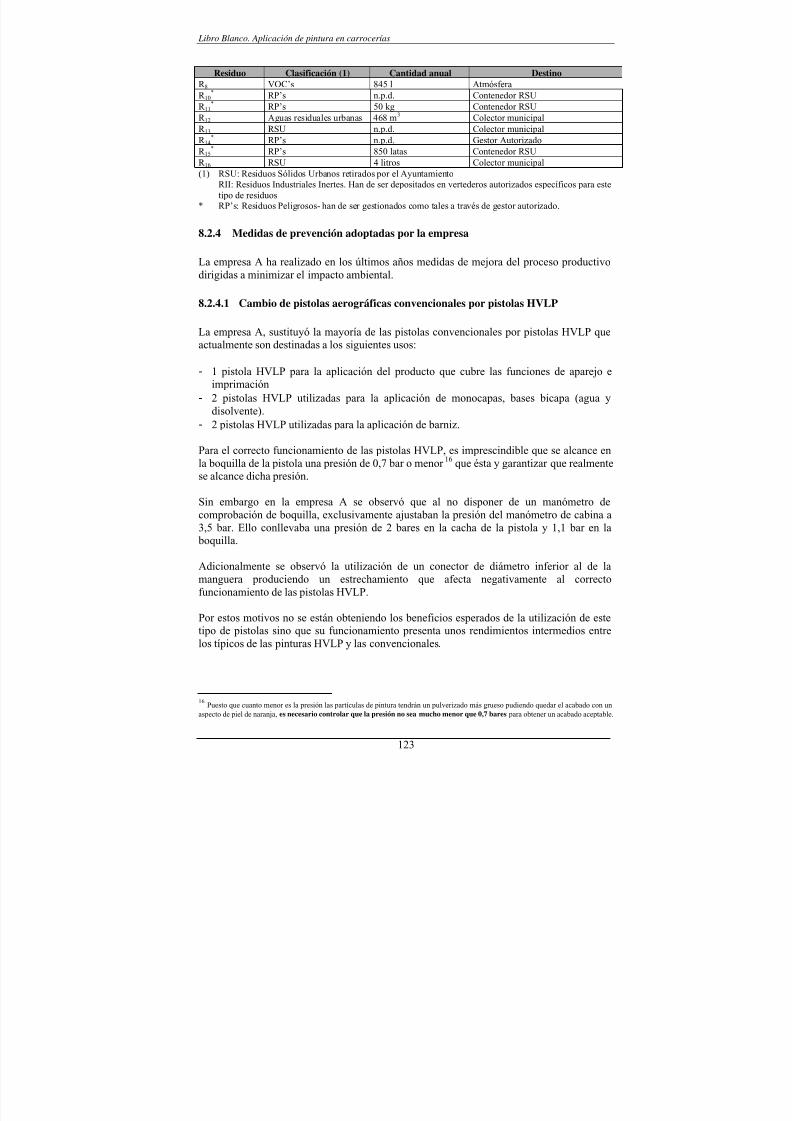
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 127/148
Libro Blanco. Aplicación de pintura en carrocerías
123
Residuo Clasificación (1) Cantidad anual DestinoR 8 VOC’s 845 l AtmósferaR 10
* RP’s n.p.d. Contenedor RSUR 11
* RP’s 50 kg Contenedor RSUR 12 Aguas residuales urbanas 468 m3 Colector municipalR 13 RSU n.p.d. Colector municipal
R 14* RP’s n.p.d. Gestor AutorizadoR 15
* RP’s 850 latas Contenedor RSUR 16 RSU 4 litros Colector municipal(1) RSU: Residuos Sólidos Urbanos retirados por el Ayuntamiento RII: Residuos Industriales Inertes. Han de ser depositados en vertederos autorizados específicos para este
tipo de residuos* RP’s: Residuos Peligrosos- han de ser gestionados como tales a través de gestor autorizado.
8.2.4 Medidas de prevención adoptadas por la empresa
La empresa A ha realizado en los últimos años medidas de mejora del proceso productivo
dirigidas a minimizar el impacto ambiental.
8.2.4.1 Cambio de pistolas aerográficas convencionales por pistolas HVLP
La empresa A, sustituyó la mayoría de las pistolas convencionales por pistolas HVLP queactualmente son destinadas a los siguientes usos:
- 1 pistola HVLP para la aplicación del producto que cubre las funciones de aparejo eimprimación
- 2 pistolas HVLP utilizadas para la aplicación de monocapas, bases bicapa (agua y
disolvente).- 2 pistolas HVLP utilizadas para la aplicación de barniz.
Para el correcto funcionamiento de las pistolas HVLP, es imprescindible que se alcance enla boquilla de la pistola una presión de 0,7 bar o menor 16 que ésta y garantizar que realmentese alcance dicha presión.
Sin embargo en la empresa A se observó que al no disponer de un manómetro decomprobación de boquilla, exclusivamente ajustaban la presión del manómetro de cabina a3,5 bar. Ello conllevaba una presión de 2 bares en la cacha de la pistola y 1,1 bar en la
boquilla.
Adicionalmente se observó la utilización de un conector de diámetro inferior al de lamanguera produciendo un estrechamiento que afecta negativamente al correctofuncionamiento de las pistolas HVLP.
Por estos motivos no se están obteniendo los beneficios esperados de la utilización de estetipo de pistolas sino que su funcionamiento presenta unos rendimientos intermedios entrelos típicos de las pinturas HVLP y las convencionales.
16 Puesto que cuanto menor es la presión las partículas de pintura tendrán un pulverizado más grueso pudiendo quedar el acabado con unaspecto de piel de naranja, es necesario controlar que la presión no sea mucho menor que 0,7 bares para obtener un acabado aceptable.
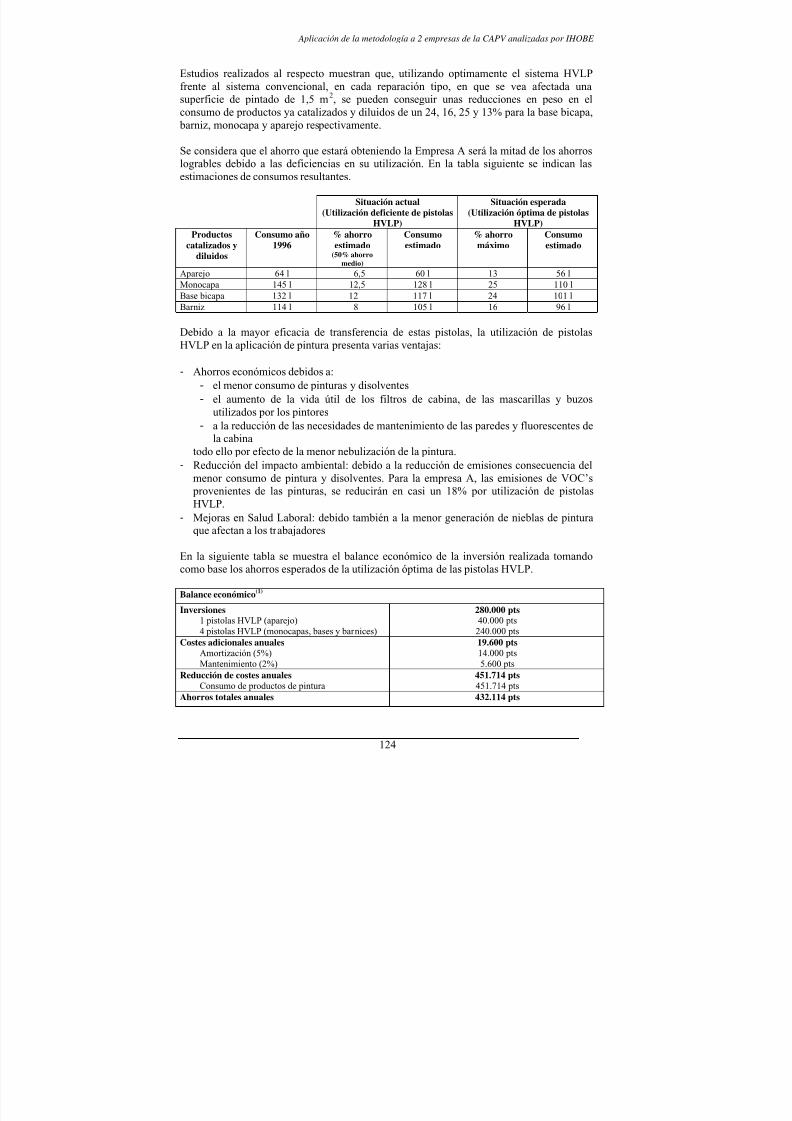
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 128/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
124
Estudios realizados al respecto muestran que, utilizando optimamente el sistema HVLPfrente al sistema convencional, en cada reparación tipo, en que se vea afectada unasuperficie de pintado de 1,5 m2, se pueden conseguir unas reducciones en peso en elconsumo de productos ya catalizados y diluidos de un 24, 16, 25 y 13% para la base bicapa,
barniz, monocapa y aparejo respectivamente.
Se considera que el ahorro que estará obteniendo la Empresa A será la mitad de los ahorroslogrables debido a las deficiencias en su utilización. En la tabla siguiente se indican lasestimaciones de consumos resultantes.
Situación actual(Utilización deficiente de pistolas
HVLP)
Situación esperada(Utilización óptima de pistolas
HVLP)Productos
catalizados ydiluidos
Consumo año1996
% ahorroestimado
(50% ahorromedio)
Consumoestimado
% ahorromáximo
Consumoestimado
Aparejo 64 l 6,5 60 l 13 56 lMonocapa 145 l 12,5 128 l 25 110 lBase bicapa 132 l 12 117 l 24 101 lBarniz 114 l 8 105 l 16 96 l
Debido a la mayor eficacia de transferencia de estas pistolas, la utilización de pistolasHVLP en la aplicación de pintura presenta varias ventajas:
- Ahorros económicos debidos a:- el menor consumo de pinturas y disolventes- el aumento de la vida útil de los filtros de cabina, de las mascarillas y buzos
utilizados por los pintores- a la reducción de las necesidades de mantenimiento de las paredes y fluorescentes de
la cabinatodo ello por efecto de la menor nebulización de la pintura.
- Reducción del impacto ambiental: debido a la reducción de emisiones consecuencia delmenor consumo de pintura y disolventes. Para la empresa A, las emisiones de VOC’s
provenientes de las pinturas, se reducirán en casi un 18% por utilización de pistolasHVLP.
- Mejoras en Salud Laboral: debido también a la menor generación de nieblas de pinturaque afectan a los trabajadores
En la siguiente tabla se muestra el balance económico de la inversión realizada tomandocomo base los ahorros esperados de la utilización óptima de las pistolas HVLP.
Balance económico(1)
Inversiones1 pistolas HVLP (aparejo)4 pistolas HVLP (monocapas, bases y barnices)
280.000 pts40.000 pts
240.000 ptsCostes adicionales anuales
Amortización (5%)Mantenimiento (2%)
19.600 pts14.000 pts5.600 pts
Reducción de costes anualesConsumo de productos de pintura
451.714 pts451.714 pts
Ahorros totales anuales 432.114 pts
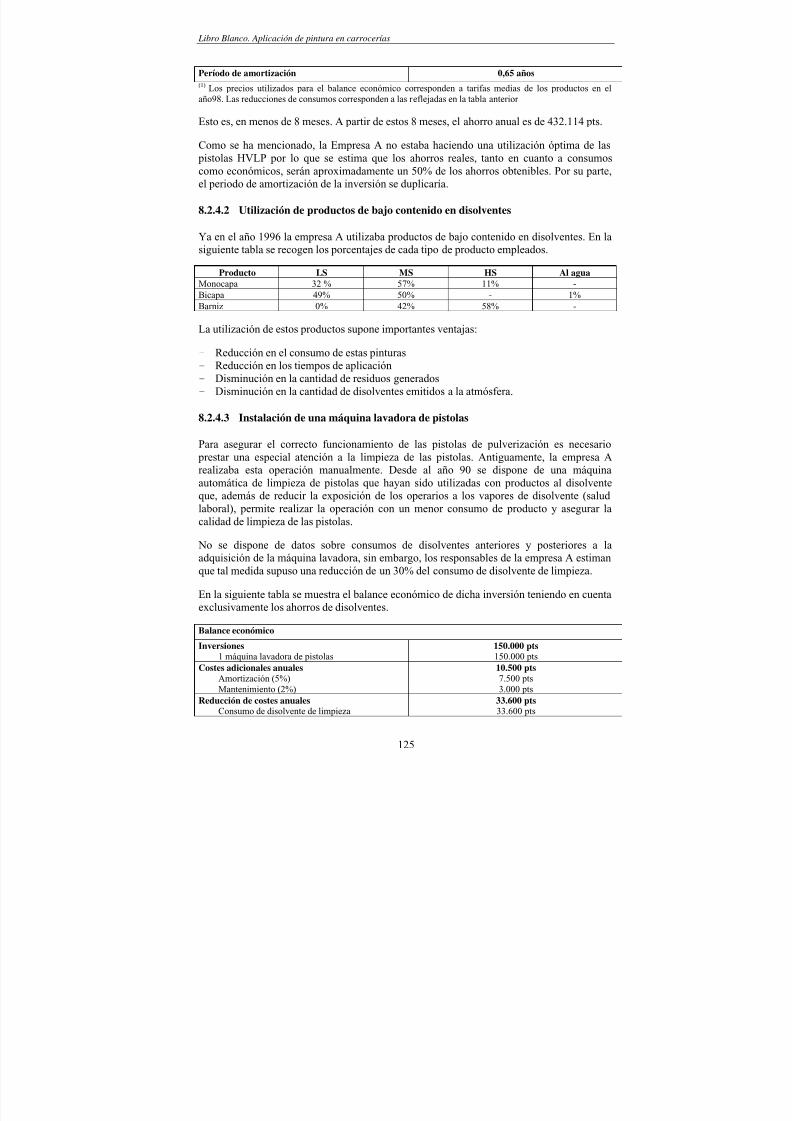
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 129/148
Libro Blanco. Aplicación de pintura en carrocerías
125
Período de amortización 0,65 años(1) Los precios utilizados para el balance económico corresponden a tarifas medias de los productos en elaño98. Las reducciones de consumos corresponden a las reflejadas en la tabla anterior
Esto es, en menos de 8 meses. A partir de estos 8 meses, el ahorro anual es de 432.114 pts.
Como se ha mencionado, la Empresa A no estaba haciendo una utilización óptima de las pistolas HVLP por lo que se estima que los ahorros reales, tanto en cuanto a consumoscomo económicos, serán aproximadamente un 50% de los ahorros obtenibles. Por su parte,el periodo de amortización de la inversión se duplicaría.
8.2.4.2 Utilización de productos de bajo contenido en disolventes
Ya en el año 1996 la empresa A utilizaba productos de bajo contenido en disolventes. En lasiguiente tabla se recogen los porcentajes de cada tipo de producto empleados.
Producto LS MS HS Al aguaMonocapa 32 % 57% 11% -Bicapa 49% 50% - 1%Barniz 0% 42% 58% -
La utilización de estos productos supone importantes ventajas:
- Reducción en el consumo de estas pinturas- Reducción en los tiempos de aplicación- Disminución en la cantidad de residuos generados- Disminución en la cantidad de disolventes emitidos a la atmósfera.
8.2.4.3 Instalación de una máquina lavadora de pistolas
Para asegurar el correcto funcionamiento de las pistolas de pulverización es necesario prestar una especial atención a la limpieza de las pistolas. Antiguamente, la empresa Arealizaba esta operación manualmente. Desde al año 90 se dispone de una máquinaautomática de limpieza de pistolas que hayan sido utilizadas con productos al disolventeque, además de reducir la exposición de los operarios a los vapores de disolvente (saludlaboral), permite realizar la operación con un menor consumo de producto y asegurar lacalidad de limpieza de las pistolas.
No se dispone de datos sobre consumos de disolventes anteriores y posteriores a la
adquisición de la máquina lavadora, sin embargo, los responsables de la empresa A estimanque tal medida supuso una reducción de un 30% del consumo de disolvente de limpieza.
En la siguiente tabla se muestra el balance económico de dicha inversión teniendo en cuentaexclusivamente los ahorros de disolventes.
Balance económico
Inversiones1 máquina lavadora de pistolas
150.000 pts150.000 pts
Costes adicionales anualesAmortización (5%)
Mantenimiento (2%)
10.500 pts7.500 pts
3.000 ptsReducción de costes anualesConsumo de disolvente de limpieza
33.600 pts33.600 pts
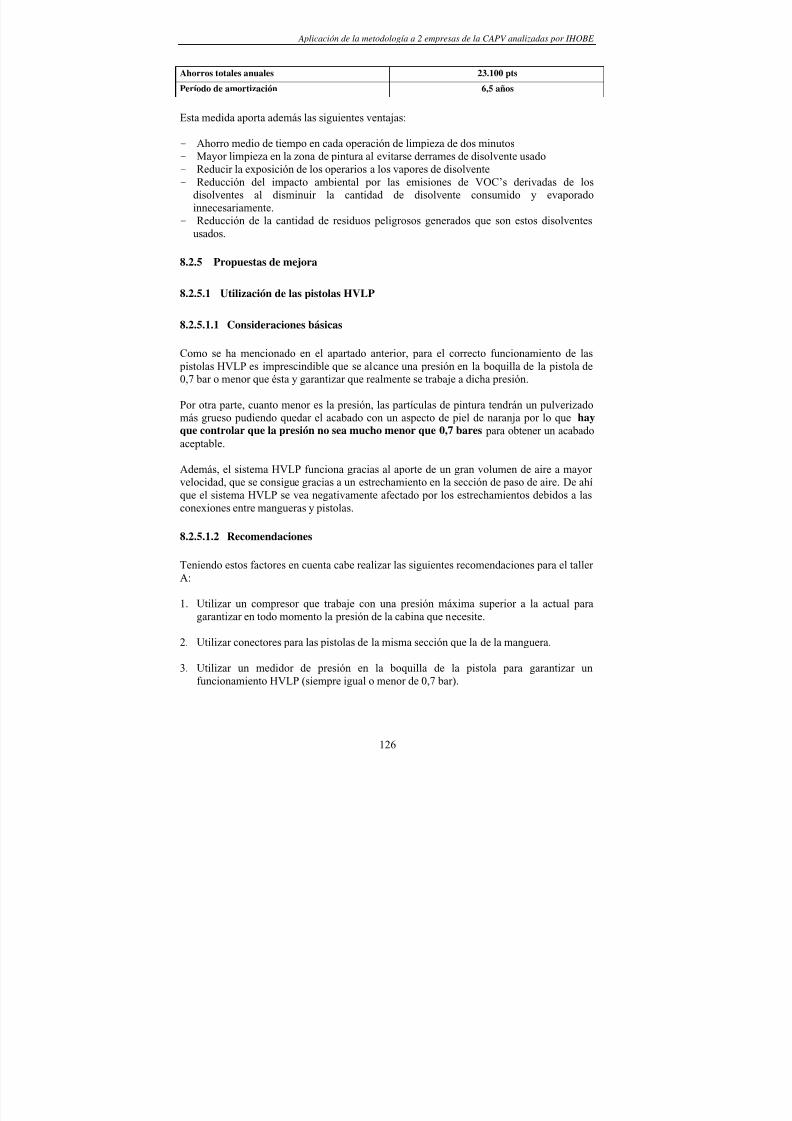
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 130/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
126
Ahorros totales anuales 23.100 pts
Período de amortización 6,5 años
Esta medida aporta además las siguientes ventajas:
- Ahorro medio de tiempo en cada operación de limpieza de dos minutos- Mayor limpieza en la zona de pintura al evitarse derrames de disolvente usado- Reducir la exposición de los operarios a los vapores de disolvente- Reducción del impacto ambiental por las emisiones de VOC’s derivadas de los
disolventes al disminuir la cantidad de disolvente consumido y evaporadoinnecesariamente.
- Reducción de la cantidad de residuos peligrosos generados que son estos disolventesusados.
8.2.5 Propuestas de mejora
8.2.5.1 Utilización de las pistolas HVLP
8.2.5.1.1 Consideraciones básicas
Como se ha mencionado en el apartado anterior, para el correcto funcionamiento de las pistolas HVLP es imprescindible que se alcance una presión en la boquilla de la pistola de0,7 bar o menor que ésta y garantizar que realmente se trabaje a dicha presión.
Por otra parte, cuanto menor es la presión, las partículas de pintura tendrán un pulverizado
más grueso pudiendo quedar el acabado con un aspecto de piel de naranja por lo que hayque controlar que la presión no sea mucho menor que 0,7 bares para obtener un acabadoaceptable.
Además, el sistema HVLP funciona gracias al aporte de un gran volumen de aire a mayor velocidad, que se consigue gracias a un estrechamiento en la sección de paso de aire. De ahíque el sistema HVLP se vea negativamente afectado por los estrechamientos debidos a lasconexiones entre mangueras y pistolas.
8.2.5.1.2 Recomendaciones
Teniendo estos factores en cuenta cabe realizar las siguientes recomendaciones para el taller A:
1. Utilizar un compresor que trabaje con una presión máxima superior a la actual paragarantizar en todo momento la presión de la cabina que necesite.
2. Utilizar conectores para las pistolas de la misma sección que la de la manguera.
3. Utilizar un medidor de presión en la boquilla de la pistola para garantizar unfuncionamiento HVLP (siempre igual o menor de 0,7 bar).
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 131/148
Libro Blanco. Aplicación de pintura en carrocerías
127
4. Ajustar periódicamente la presión que se requiere en el manómetro de la cabina por laseleccionada en punta de pistola para que sirva como referencia.Por ejemplo, las pruebas realizadas mostraron que para mantener una presión en la
boquilla de la pistola de 0,7 bares, en la empresa A se necesitaba una presión en cabinade 2,5 bares.
Presiones utilizadas en el pintado Situación actual Situación propuestaManómetro cabina (bar) 3,5 2,5En la cacha de la pistola (bar) 2 1,2En la boquilla (bar) 1,1 0,7
5. Utilizar HVLP también para aplicar productos de pintura sobre vehículos industrialesque se pueden utilizar también con un equipo de presión (calderín o bomba de baja
presión).
Extrapolando estas cifras a los consumos del año 1996 los ahorros esperados serían los
mostrados en la siguiente tabla.Ahorro esperadoProductos
catalizados y diluidosConsumo año1996 (l/año)
Reducción delconsumo17 con
HVLPl/año pts/año
Imprimación-Aparejo 192 13% 12 5.357Monocapa 399 25% 100 259.125TOTAL 112 264.482
En la siguiente tabla se muestra un balance económico aproximado de esta inversión.
Balance económico
Inversiones1 pistolas HVLP con equipo de presión
200.000 pts200.000 pts
Costes adicionales anualesAmortización (5%)Mantenimiento (2%)
14.000 pts10.000 pts4.000 pts
Reducción de costes anualesConsumo de productos de pintura
264.482 pts264.482 pts
Ahorros totales anuales 250.482 pts
Período de amortización 0,80 años
Esto es algo menos que 10 meses. Pasado este período, el ahorro anual es de 250.482 pts.
8.2.5.2 Utilización de pinturas de bajo contenido en disolventes
8.2.5.2.1 Consideraciones básicas
El mayor inconveniente de la utilización de pinturas al agua es el aumento que se produceen el tiempo de secado si la humedad relativa durante la aplicación es igual o superior al70%.
En el taller A se midió una HR del 70% a 15ºC
17 Porcentajes en peso referidos a pintura convencional y de medio contenido en sólidos.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 132/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
128
Existen dos posibilidades para favorecer la evaporación del agua: utilizar sistemas de aireforzado (secadores venturi), o aumentar la temperatura.
Por otra parte es necesario tener en cuenta que los productos de bajo contenido en
disolventes tienen un mayor poder de cubrición, por lo que la técnica de aplicación tambiéndifiere.
8.2.5.2.2 Recomendaciones
Las recomendaciones para el taller a en cuanto a la utilización de pinturas al agua son lassiguientes:
1. Aumentar la temperatura de pintado a 25ºC para disminuir la humedad relativa y de estemodo favorecer su secado.
2. Eliminar de la máquina de mezclas las bases bicapa al disolvente.La reticencia a los cambios y el miedo a lo desconocido son en un gran número de casoslas razones que motivan el que en un taller de carrocería no se utilicen nuevos productosy/o sistemas de trabajo.
3. Utilización de productos HS o UHS para monocapas y barnices.
Como ya se ha mencionado en el punto “Utilización de productos de bajo contenido endisolventes”, ya en el año 96 la empresa A utilizaba productos de bajo contenido endisolventes. La utilización exclusivamente de productos HS para monocapas y barnices y de
productos en base acuosa para las bases bicapa conllevaría una reducción del 38% de lasemisiones de VOC’s provenientes de los productos de pintura respecto a la situación de1996. Si dichos productos de bajo contenido en disolventes se aplicasen con pistolas HVLPla reducción ascendería al 46%.
Estudios realizados al respecto demuestran las siguientes reducciones medias en losconsumos de pintura en el paso desde sistemas convencionales o de medio contenido endisolventes hasta los productos de bajo contenido en disolventes.
Desde Hasta ReducciónMonocapa LS HS 29%
MS HS 12%Bicapa LS al agua -10%MS al agua -7,5%
Barniz LS HS 28%MS HS 20%
En este caso, el balance económico global utilizando pistolas convencionales resultadesfavorable debido fundamentalmente al mayor coste de las bases bicapa al agua ya quetampoco se experimenta una reducción del consumo. En el caso de los barnices ymonocapas HS la reducción en el consumo de productos compensa la diferencia de precio.
Utilizando productos de bajo contenido en disolventes con pistolas HVLP, el coste total delos productos de pintura se reduce en aproximadamente un 7% respecto a la situacióninicial.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 133/148
Libro Blanco. Aplicación de pintura en carrocerías
129
8.2.5.3 Instalación de un equipo reciclador de disolventes
Los equipos de destilación consiguen recuperar el 90% de los disolventes destilados.Teniendo en cuenta el número limitado de ciclos de destilación del disolvente para mantener sus propiedades se estima que el ahorro que se obtiene es del 60% aproximadamente.
8.2.5.4 Otras medidas de mejora
Como se ha mencionado en anteriores apartados, para obtener los máximos beneficiosderivados de su utilización es imprescindible conocer el producto que se aplica, la técnica deaplicación adecuada y seguir las especificaciones técnicas indicadas por los fabricantes.Cada producto y técnica tiene un método óptimo de aplicación.
Por este motivo se recomienda que los aplicadores reciban la formación necesaria
asistiendo a cursos de especialización y reciclaje.
Adicionalmente, para mejorar la rentabilidad de la pintura es muy importante elaborar lacantidad de mezcla necesaria para la aplicación excediéndose en lo mínimo. Para ello, elaplicador ha de estar concienciado y poseer los conocimientos necesarios.
Una herramienta muy eficaz en este sentido son las balanzas “inteligentes”, que además decalcular una fórmula de color para cualquier cantidad de pintura elegida, permiten recalcular mezclas erróneas minimizando la cantidad de residuos generada y ahorrando en el consumode productos de pintura. Por este motivo se propone cambiar el tradicional sistema deelaboración de mezclas mediante visor de microfichas y balanza tradicional por un tipo de
balanza informatizada.
Finalmente se recomienda hacer una segregación correcta de los residuos generados puestoque la mezcla de residuos clasificados como RP’s con otros que no lo son obliga a gestionar el conjunto de ellos a través de un Gestor Autorizado.
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 134/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
130
8.3 EMPRESA B
8.3.1 Descripción de la situación actual
En el taller B se reparan del orden de 750 vehículos anuales, incluyendo esta cifra tantoturismos como furgonetas. La empresa se dedica a tareas de reparación y pintado de chapa,electricidad, mecánica y tareas menores de cambios de líquidos, etc
El volumen de facturación de la empresa alcanza los 70 MM de pts aproximadamente,trabajando 12 meses al año sin cierres por período vacacional.
8.3.1.1 Empleados
La empresa cuenta con 10 trabajadores:- el gerente, quien realiza también las tareas de recepción, dirección y control del taller - una persona para realizar las labores administrativas- 3 chapistas- 1 eléctrico- 1 mecánico- 3 pintores (estos 5 últimos oficiales de primera)
8.3.1.2 Edificio
La empresa dispone de 2 talleres para la reparación de vehículos, uno de ellos en el interior de un núcleo urbano, y el otro, más reciente, situado a las afueras. Actualmente el 90% del pintado se realiza en este último por lo que es a éste exclusivamente al que nos referiremos alo largo de todo el apartado.
La superficie del edificio es de 700 m2 excluidas las 2 zonas de aparcamiento exterior.
8.3.1.3 Instalaciones y distribución
Los 700 m2 del taller están distribuidos de la siguiente forma (ver Figura 62):
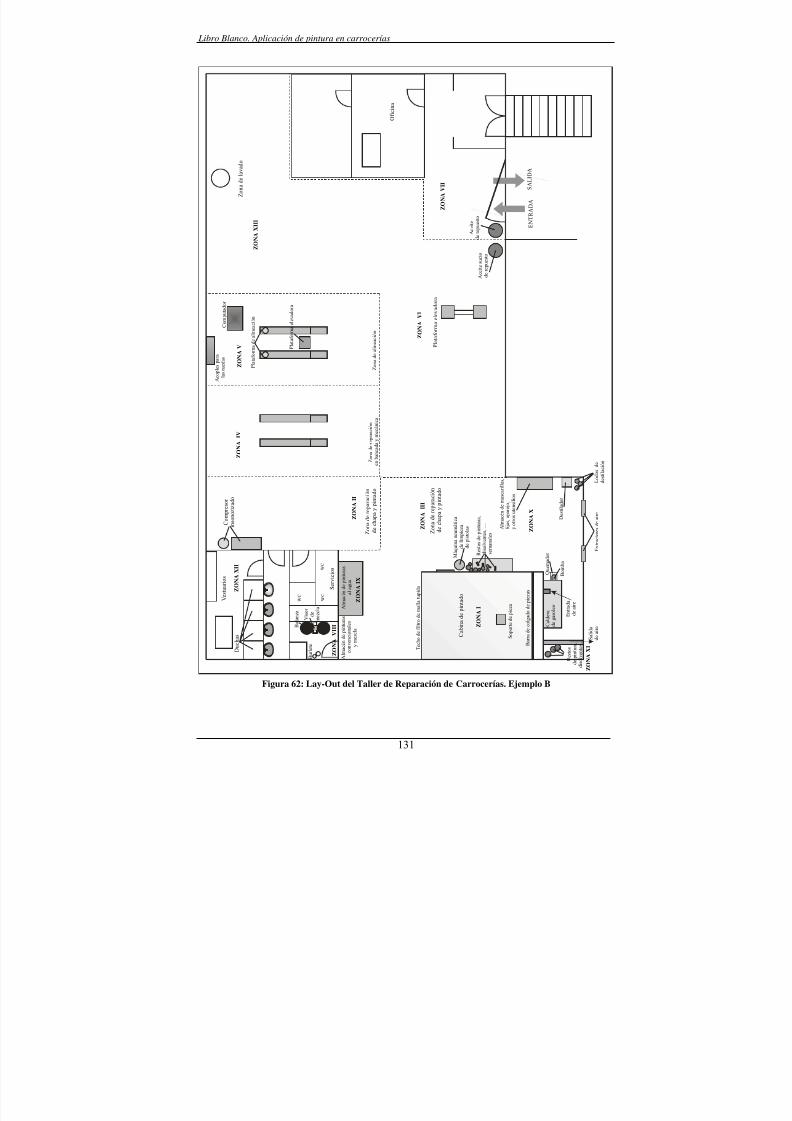
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 135/148
Libro Blanco. Aplicación de pintura en carrocerías
131
D u c h a s
S e r v i c i o s
W C
W C
W C
V e s t u a r i o s
E N T R A D A
S A L I D A
P l a t a f o r m a e l e v a d o r a
A
c e i t e s u c i o
d
e r e p u e s t o
A c e i t e
d e r e p u e s t o
C a l d e r a
d e g a s o l e o
E n t r a d a
d e a i r e
S a l i d a
d e a i r e
Z O N A
I I
Z O N A
I I I
Z O N A
I V
Z O N A
V I
Z O N A
V
Z O N A I
Z O N A V
I I
Z O N A
V I I I
Z O N A
X
Z O N A
I X
Z O N A X
I
Z O N A
X I I
Z O N A
X I I I
Z o n a d e l a v a d o
O f i c i n a
Z o n a d e r e p a r a c i ó n
d e c h a p a y p i n t a d o
A l m a c é n d e p i n t u r a s
a l a g u a
C o m p r e s o r
i n s o n o r i z a d o
A c o p l e s p a r a
l a s r u e d a s
C o m p u t a d o r
P l a t a f o r m a d e a l i n e a c i ó n
P l a t a f o r m a e l e v a d o r a
Z o n a d e a l i n e a c i ó n
Z o n a d e r e p a r a c i ó n
e n b a n c a d a y m e c á n i c a
Z o n a d e r e p a r a c i ó n
d e c h a p a y p i n t a d o
A l m a c é n d e m a s c a r i l l a s ,
l i j a s , a p a r e j o ,
y o t r o s u t e n s i l i o s
D e s t i l a d o r
Q u e m a d o r
B o m b a
R e s t o s
d e p i n t u r a ,
d i s o l v e n t e s . . . S
o p o r t e d e p i e z a
B a r r a d e c o l g a d o d e p i e z a s
C a b i n a d e p i n t a d o
B a l a n z a
V i s o r d e
m e z c l a
B u r l e t e T
e c h o d e f i l t r o d e m a l l a t u p i d a
A l m a c é n d e p i n t u r a s
c o n v e n c i o n a l e s
y m e z c l a
E x t r a c t o r e s d e a i r e
L o d o s d e
d e s t i l a c i ó n
M á q u i n a n e u m á t i c a
d e l i m p i e z a
d e p i s t o l a s
R
e s t o s d e p i n t u r a s ,
d
i s o l v e n t e s , …
s
e m a n a l e s
Figura 62: Lay-Out del Taller de Reparación de Carrocerías. Ejemplo B

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 136/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
132
• Zona I: Pintura
La cabina/horno se utiliza para el pintado y posterior secado de piezas mediante aire calienteintroducido en la cabina a través de una serie de boquillas periféricas. Cuando se pintan
piezas asiladas éstas se sitúan sobre un soporte en el interior de la cabina. Para el
calentamiento del aire se utiliza una caldera de gasóleo, adosada a la parte trasera de lacabina.
• Zonas II y III: Carrocería o reparación de chapa
La zona de reparación de carrocería se divide en 2 áreas una junto a la zona de mecánica(Zona II) y la otra junto a la cabina de pintura (Zona III). En estas zonas se realizan tambiénlabores de pintura ocasionalmente. Se dispone de equipos específicos indicados en la Tabla28.
• Zonas IV, V y VI: Mecánica
Las labores mecánicas y eléctricas se realizan en lo que podríamos llamar 2 áreas adjuntasno delimitadas físicamente y dotadas cada una de ellas con un potro o bancada. El potro dela zona VI puede efectuar alineación de la dirección mediante control por computador. Enesta zona se dispone además de 1 plataforma elevadora. Ocasionalmente se realizan lamecánica y electricidad en una zona junto a la puerta en la que se sitúa una segunda
plataforma elevadora (Zona VI).
• Zona VII: recepción
En la zona de recepción se incluyen las entradas físicas para vehículos y personas y un áreaadyacente de oficinas en la que se realizan labores administrativas y de recepción declientes.
• Zonas VIII, IX, X y XI: Almacén de Taller
Para el almacenaje existen 4 zonas claramente diferenciadas- El almacén de pinturas convencionales (Zona VIII) situado frente a la cabina de pintado.
En él se guardan las pinturas no acuosas perfectamente clasificadas, y los disolventes. Seutiliza también como sala de mezcla. Se almacenan además otros materiales auxiliares(burlete, cintas de mascarar, etc)
- Almacén de pinturas al agua (Zona IX): que consiste en un armario situado junto alalmacén de pinturas convencionales.
- Almacén de mascarillas, lijas, aparejo y utensilios en general (Zona X): armario situadoen el área de reparación de carrocería adyacente a la cabina de pintado.
- Almacén de residuos de pintura y disolventes (Zona XI): es un habitáculo de unos 2 m2
situado entre la cabina de pinturas y la caldera de gasóleo.
• Zona XII: vestuarios
• Zona XIII: lavado y limpieza
La zona de lavado es un espacio vacío de 20 m2 situado tras la oficina. Se utilizaocasionalmente para estacionar vehículos tras su reparación.
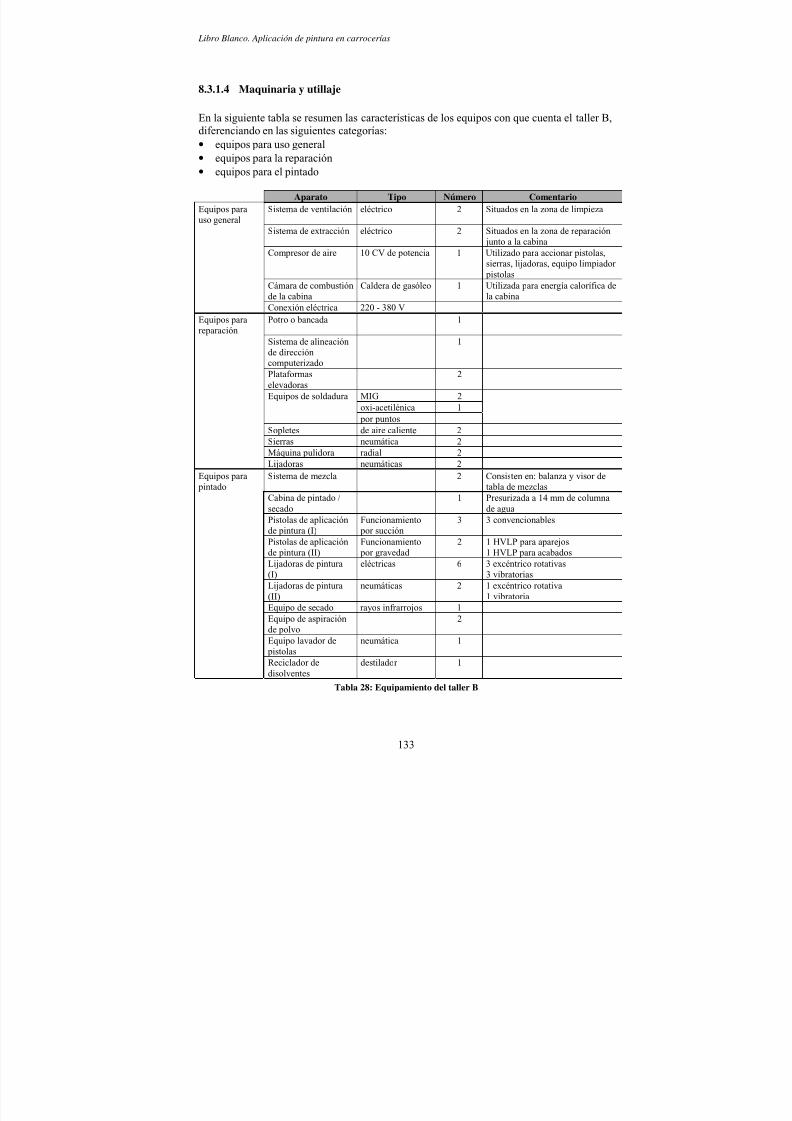
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 137/148
Libro Blanco. Aplicación de pintura en carrocerías
133
8.3.1.4 Maquinaria y utillaje
En la siguiente tabla se resumen las características de los equipos con que cuenta el taller B,diferenciando en las siguientes categorías:• equipos para uso general• equipos para la reparación• equipos para el pintado
Aparato Tipo Número ComentarioEquipos parauso general
Sistema de ventilación eléctrico 2 Situados en la zona de limpieza
Sistema de extracción eléctrico 2 Situados en la zona de reparación junto a la cabina
Compresor de aire 10 CV de potencia 1 Utilizado para accionar pistolas,sierras, lijadoras, equipo limpiador
pistolasCámara de combustiónde la cabina
Caldera de gasóleo 1 Utilizada para energía calorífica dela cabina
Conexión eléctrica 220 - 380 VEquipos parareparación
Potro o bancada 1
Sistema de alineaciónde direccióncomputerizado
1
Plataformaselevadoras
2
MIG 2oxi-acetilénica 1
Equipos de soldadura
por puntosSopletes de aire caliente 2Sierras neumática 2Máquina pulidora radial 2Lijadoras neumáticas 2
Equipos para pintado
Sistema de mezcla 2 Consisten en: balanza y visor detabla de mezclas
Cabina de pintado /secado
1 Presurizada a 14 mm de columnade agua
Pistolas de aplicaciónde pintura (I)
Funcionamiento por succión
3 3 convencionables
Pistolas de aplicación
de pintura (II)
Funcionamiento
por gravedad
2 1 HVLP para aparejos
1 HVLP para acabadosLijadoras de pintura(I)
eléctricas 6 3 excéntrico rotativas3 vibratorias
Lijadoras de pintura(II)
neumáticas 2 1 excéntrico rotativa1 vibratoria
Equipo de secado rayos infrarrojos 1Equipo de aspiraciónde polvo
2
Equipo lavador de pistolas
neumática 1
Reciclador dedisolventes
destilador 1
Tabla 28: Equipamiento del taller B
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 138/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
134
En la zona de pintura se sitúa una cabina a la cual entra el aire por un conducto exterior después de atravesar 2 mallas filtrantes, una gruesa y otra fina. La cabina está a unasobrepresión de 14 mm de columna de agua de tal manera que el aire sale espontáneamenteal exterior por un conducto dotado de filtro de malla que termina en la chimenea.
8.3.2 Desarrollo del trabajo
Para el desarrollo del trabajo, el taller B realiza todas las tareas indicadas en el diagrama deflujo general con la excepción de la aplicación de slime.
Particularidades
La empresa comenzó a adquirir pistolas HVLP en el año 96 para la aplicación de aparejos.
a) Tipos de pintura utilizadas
• Imprimación (E6)Pintura base disolvente aplicada mediante pistola convencional.
• Aparejo (E7)El aparejo utilizado es de alto espesor y es aplicado bien mediante pistola HVLP o mediante
pistola convencional indistintamente.
• Pintura Monocapa (E8)Se estima que el 40% de las reparaciones corresponde a acabados monocapa. Los productosutilizados son pinturas base disolvente de medio contenido en sólidos.
• Pintura base bicapa (E9)El restante 60% de los vehículos es pintado mediante el método de bicapa.El 10% de estas pinturas son pinturas acuosas y el 90% pinturas base disolvente .Tanto unas como otras se aplican con pistola HVLP.
• Barniz o laca transparente (E10)El 100% del barniz o laca utilizada corresponde a pintura base disolvente de mediocontenido en sólidos, y es aplicado mediante pistola convencional.
Ocasionalmente utilizan la pistola HVLP para el pintado de colores monocapa y de los barnices.
8.3.3 Balance de materias (año 96)
En el diagrama de flujo, común para la empresa A y la empresa B, se indican las entradas ysalidas de estos materiales en cada etapa del proceso, así como la nomenclaturacorrespondiente a las entradas y salidas.
Teniendo en cuenta que se reparan al año 750 vehículos incluidos turismos y vehículoscomerciales, la superficie media de pintado afectada por cada reparación justifica el
siguiente balance de materiales en el año 1996:
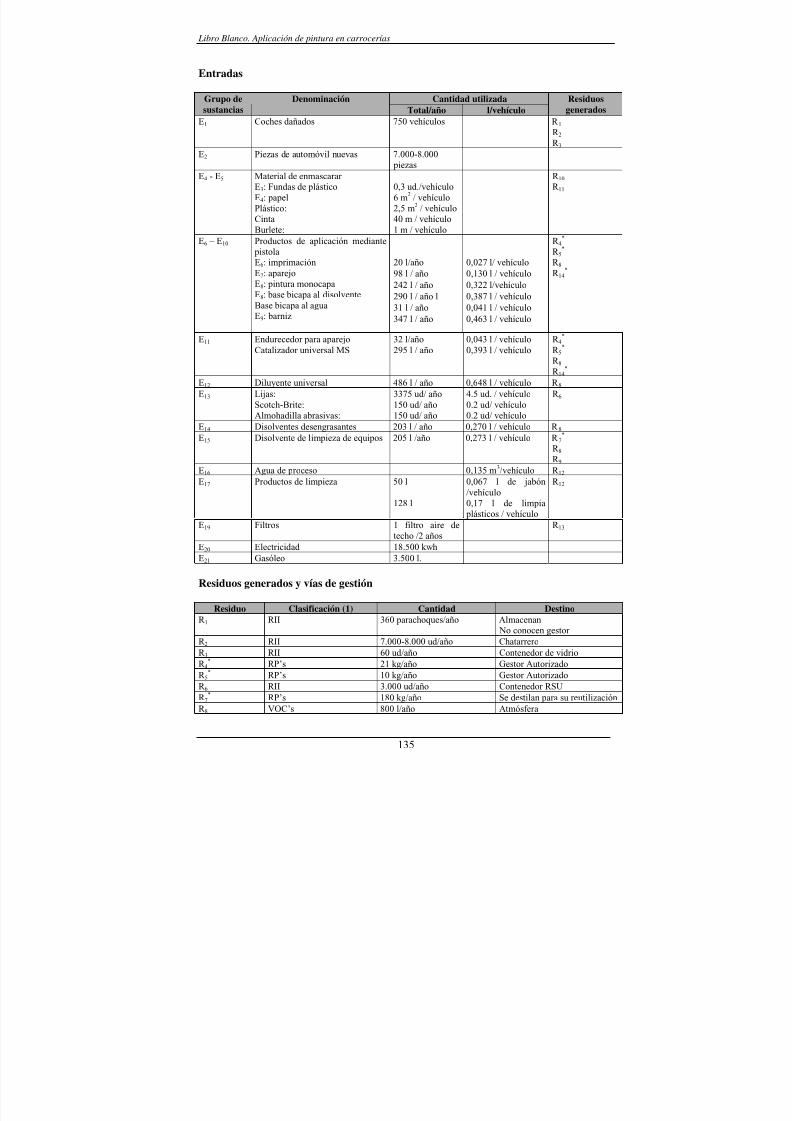
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 139/148
Libro Blanco. Aplicación de pintura en carrocerías
135
Entradas
Cantidad utilizadaGrupo desustancias
DenominaciónTotal/año l/vehículo
Residuosgenerados
E1 Coches dañados 750 vehículos R 1
R 2R 3
E2 Piezas de automóvil nuevas 7.000-8.000 piezas
E4 - E5 Material de enmascarar E3: Fundas de plásticoE4: papelPlástico:CintaBurlete:
0,3 ud./vehículo6 m2 / vehículo2,5 m2 / vehículo40 m / vehículo1 m / vehículo
R 10
R 11
20 l/año 0,027 l/ vehículo
98 l / año 0,130 l / vehículo242 l / año 0,322 l/vehículo290 l / año l 0,387 l / vehículo31 l / año 0,041 l / vehículo347 l / año 0,463 l / vehículo
E6 – E10 Productos de aplicación mediante pistolaE6: imprimación
E7: aparejoE8: pintura monocapaE8: base bicapa al disolventeBase bicapa al aguaE9: barniz
R 4*
R 5*
R 8
R 14
*
E11 Endurecedor para aparejoCatalizador universal MS
32 l/año295 l / año
0,043 l / vehículo0,393 l / vehículo
R 4*
R 5*
R 8R 14
*
E12 Diluyente universal 486 l / año 0,648 l / vehículo R 8
E13 Lijas:Scotch-Brite:
Almohadilla abrasivas:
3375 ud/ año150 ud/ año
150 ud/ año
4.5 ud. / vehículo0.2 ud/ vehículo
0.2 ud/ vehículo
R 6
E14 Disolventes desengrasantes 203 l / año 0,270 l / vehículo R 8E15 Disolvente de limpieza de equipos 205 l /año 0,273 l / vehículo R 7
*
R 8R 9
E16 Agua de proceso 0,135 m3/vehículo R 12
E17 Productos de limpieza 50 l
128 l
0,067 l de jabón/vehículo0,17 l de limpia
plásticos / vehículo
R 12
E19 Filtros 1 filtro aire detecho /2 años
R 13
E20 Electricidad 18.500 kwhE21 Gasóleo 3.500 l.
Residuos generados y vías de gestión
Residuo Clasificación (1) Cantidad DestinoR 1 RII 360 parachoques/año Almacenan
No conocen gestor R 2 RII 7.000-8.000 ud/año ChatarreroR 3 RII 60 ud/año Contenedor de vidrioR 4
* RP’s 21 kg/año Gestor AutorizadoR 5
* RP’s 10 kg/año Gestor AutorizadoR 6 RII 3.000 ud/año Contenedor RSUR 7* RP’s 180 kg/año Se destilan para su reutilizaciónR 8 VOC’s 800 l/año Atmósfera
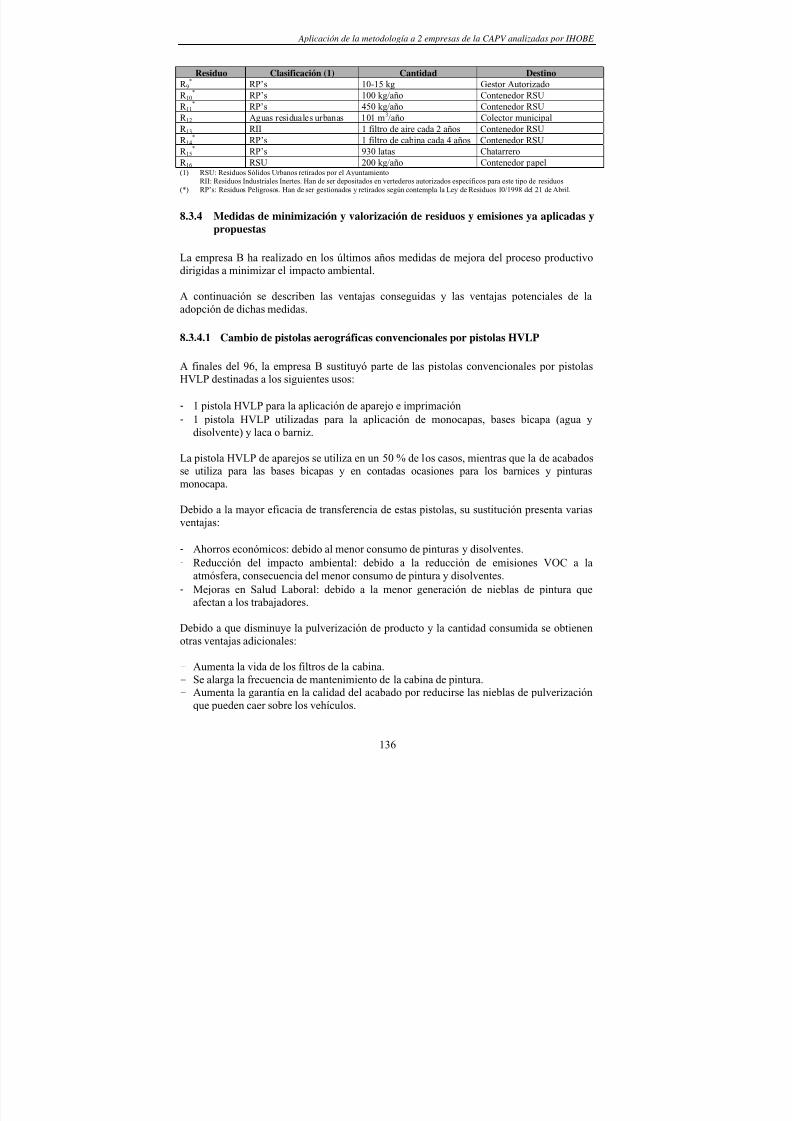
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 140/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
136
Residuo Clasificación (1) Cantidad DestinoR 9
* RP’s 10-15 kg Gestor AutorizadoR 10
* RP’s 100 kg/año Contenedor RSUR 11
* RP’s 450 kg/año Contenedor RSUR 12 Aguas residuales urbanas 101 m3/año Colector municipalR 13 RII 1 filtro de aire cada 2 años Contenedor RSU
R 14* RP’s 1 filtro de cabina cada 4 años Contenedor RSUR 15
* RP’s 930 latas ChatarreroR 16 RSU 200 kg/año Contenedor papel(1) RSU: Residuos Sólidos Urbanos retirados por el Ayuntamiento
RII: Residuos Industriales Inertes. Han de ser depositados en vertederos autorizados específicos para este tipo de residuos(*) RP’s: Residuos Peligrosos. Han de ser gestionados y retirados según contempla la Ley de Residuos 10/1998 del 21 de Abril.
8.3.4 Medidas de minimización y valorización de residuos y emisiones ya aplicadas ypropuestas
La empresa B ha realizado en los últimos años medidas de mejora del proceso productivodirigidas a minimizar el impacto ambiental.
A continuación se describen las ventajas conseguidas y las ventajas potenciales de laadopción de dichas medidas.
8.3.4.1 Cambio de pistolas aerográficas convencionales por pistolas HVLP
A finales del 96, la empresa B sustituyó parte de las pistolas convencionales por pistolasHVLP destinadas a los siguientes usos:
- 1 pistola HVLP para la aplicación de aparejo e imprimación
- 1 pistola HVLP utilizadas para la aplicación de monocapas, bases bicapa (agua y
disolvente) y laca o barniz.
La pistola HVLP de aparejos se utiliza en un 50 % de los casos, mientras que la de acabadosse utiliza para las bases bicapas y en contadas ocasiones para los barnices y pinturasmonocapa.
Debido a la mayor eficacia de transferencia de estas pistolas, su sustitución presenta variasventajas:
-
Ahorros económicos: debido al menor consumo de pinturas y disolventes.- Reducción del impacto ambiental: debido a la reducción de emisiones VOC a la
atmósfera, consecuencia del menor consumo de pintura y disolventes.- Mejoras en Salud Laboral: debido a la menor generación de nieblas de pintura que
afectan a los trabajadores.
Debido a que disminuye la pulverización de producto y la cantidad consumida se obtienenotras ventajas adicionales:
- Aumenta la vida de los filtros de la cabina.- Se alarga la frecuencia de mantenimiento de la cabina de pintura.
- Aumenta la garantía en la calidad del acabado por reducirse las nieblas de pulverizaciónque pueden caer sobre los vehículos.
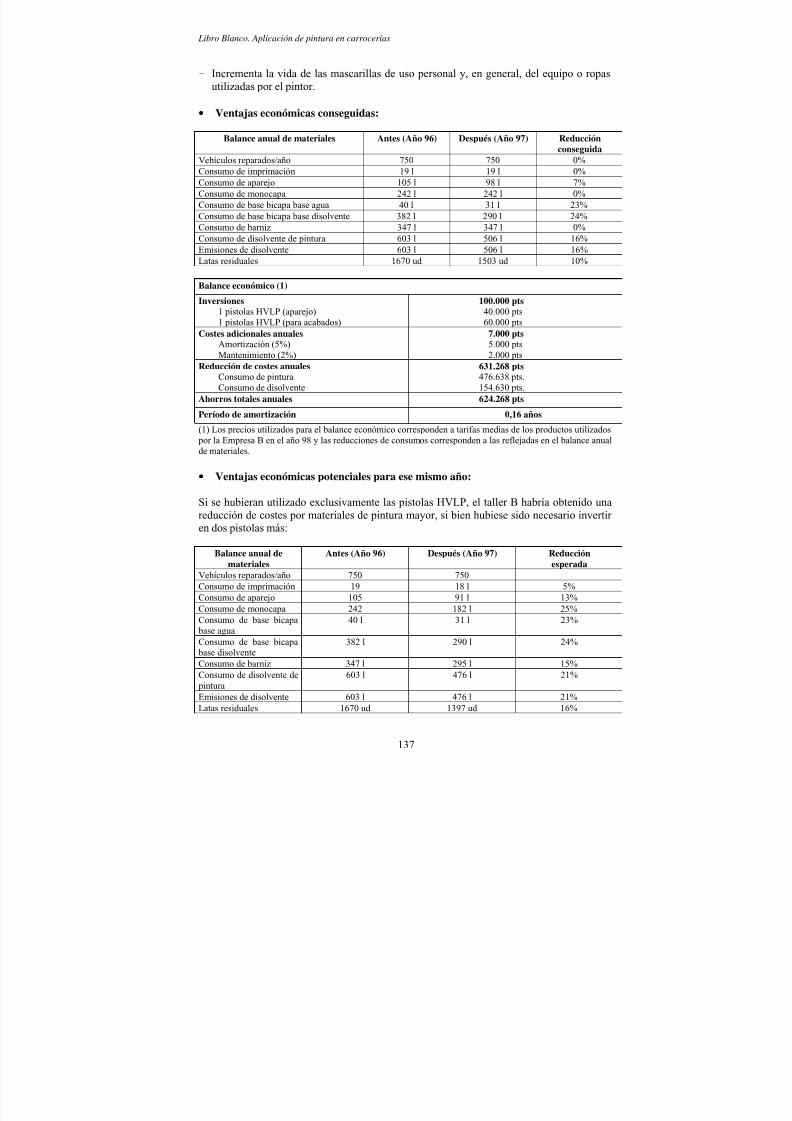
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 141/148
Libro Blanco. Aplicación de pintura en carrocerías
137
- Incrementa la vida de las mascarillas de uso personal y, en general, del equipo o ropasutilizadas por el pintor.
• Ventajas económicas conseguidas:
Balance anual de materiales Antes (Año 96) Después (Año 97) ReducciónconseguidaVehículos reparados/año 750 750 0%Consumo de imprimación 19 l 19 l 0%Consumo de aparejo 105 l 98 l 7%Consumo de monocapa 242 l 242 l 0%Consumo de base bicapa base agua 40 l 31 l 23%Consumo de base bicapa base disolvente 382 l 290 l 24%Consumo de barniz 347 l 347 l 0%Consumo de disolvente de pintura 603 l 506 l 16%Emisiones de disolvente 603 l 506 l 16%Latas residuales 1670 ud 1503 ud 10%
Balance económico (1)
Inversiones1 pistolas HVLP (aparejo)1 pistolas HVLP (para acabados)
100.000 pts40.000 pts60.000 pts
Costes adicionales anualesAmortización (5%)Mantenimiento (2%)
7.000 pts5.000 pts2.000 pts
Reducción de costes anualesConsumo de pinturaConsumo de disolvente
631.268 pts476.638 pts.154.630 pts.
Ahorros totales anuales 624.268 pts
Período de amortización 0,16 años(1) Los precios utilizados para el balance económico corresponden a tarifas medias de los productos utilizados
por la Empresa B en el año 98 y las reducciones de consumos corresponden a las reflejadas en el balance anualde materiales.
• Ventajas económicas potenciales para ese mismo año:
Si se hubieran utilizado exclusivamente las pistolas HVLP, el taller B habría obtenido unareducción de costes por materiales de pintura mayor, si bien hubiese sido necesario invertir en dos pistolas más:
Balance anual demateriales Antes (Año 96) Después (Año 97) ReducciónesperadaVehículos reparados/año 750 750Consumo de imprimación 19 18 l 5%Consumo de aparejo 105 91 l 13%Consumo de monocapa 242 182 l 25%Consumo de base bicapa
base agua40 l 31 l 23%
Consumo de base bicapa base disolvente
382 l 290 l 24%
Consumo de barniz 347 l 295 l 15%Consumo de disolvente de
pintura603 l 476 l 21%
Emisiones de disolvente 603 l 476 l 21%Latas residuales 1670 ud 1397 ud 16%
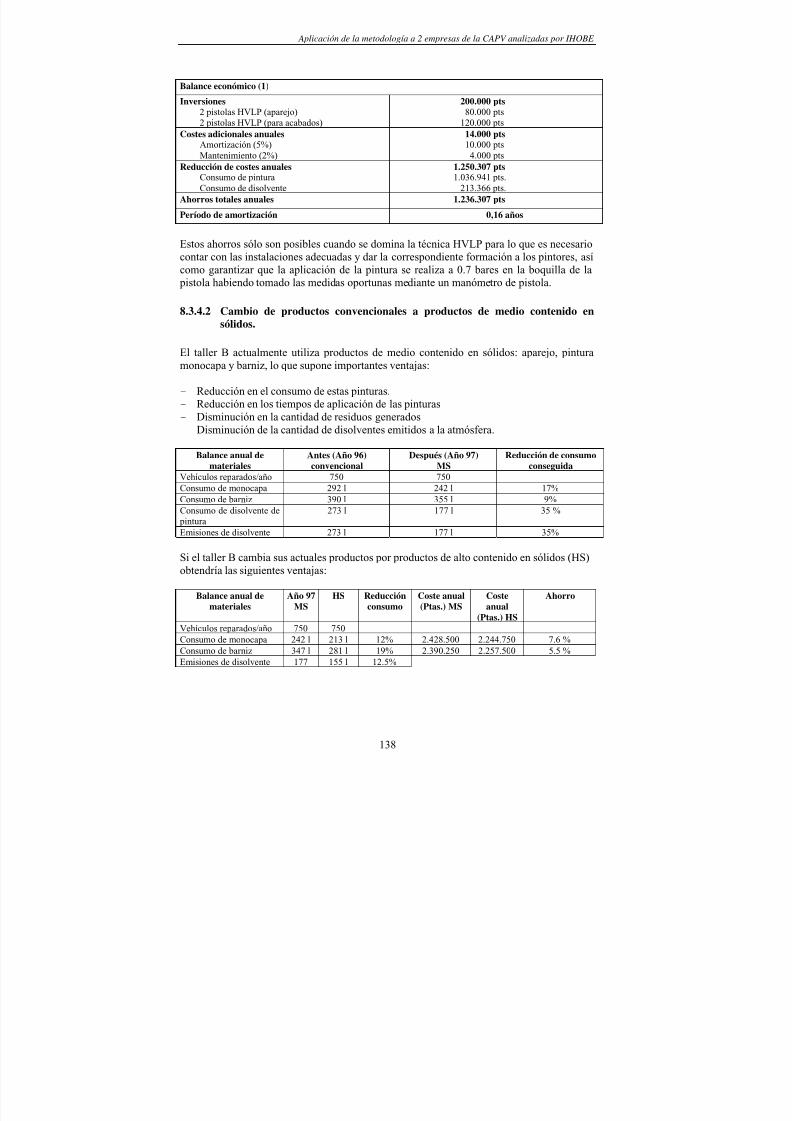
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 142/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
138
Balance económico (1)
Inversiones2 pistolas HVLP (aparejo)2 pistolas HVLP (para acabados)
200.000 pts80.000 pts
120.000 pts
Costes adicionales anualesAmortización (5%)Mantenimiento (2%)
14.000 pts10.000 pts4.000 pts
Reducción de costes anualesConsumo de pinturaConsumo de disolvente
1.250.307 pts1.036.941 pts.
213.366 pts.Ahorros totales anuales 1.236.307 pts
Período de amortización 0,16 años
Estos ahorros sólo son posibles cuando se domina la técnica HVLP para lo que es necesariocontar con las instalaciones adecuadas y dar la correspondiente formación a los pintores, asícomo garantizar que la aplicación de la pintura se realiza a 0.7 bares en la boquilla de la
pistola habiendo tomado las medidas oportunas mediante un manómetro de pistola.
8.3.4.2 Cambio de productos convencionales a productos de medio contenido ensólidos.
El taller B actualmente utiliza productos de medio contenido en sólidos: aparejo, pinturamonocapa y barniz, lo que supone importantes ventajas:
- Reducción en el consumo de estas pinturas.- Reducción en los tiempos de aplicación de las pinturas
- Disminución en la cantidad de residuos generados- Disminución de la cantidad de disolventes emitidos a la atmósfera.
Balance anual demateriales
Antes (Año 96)convencional
Después (Año 97)MS
Reducción de consumoconseguida
Vehículos reparados/año 750 750Consumo de monocapa 292 l 242 l 17%Consumo de barniz 390 l 355 l 9%Consumo de disolvente de
pintura273 l 177 l 35 %
Emisiones de disolvente 273 l 177 l 35%
Si el taller B cambia sus actuales productos por productos de alto contenido en sólidos (HS)obtendría las siguientes ventajas:
Balance anual demateriales
Año 97MS
HS Reducciónconsumo
Coste anual(Ptas.) MS
Costeanual
(Ptas.) HS
Ahorro
Vehículos reparados/año 750 750Consumo de monocapa 242 l 213 l 12% 2.428.500 2.244.750 7.6 %Consumo de barniz 347 l 281 l 19% 2.390.250 2.257.500 5.5 %Emisiones de disolvente 177 155 l 12.5%
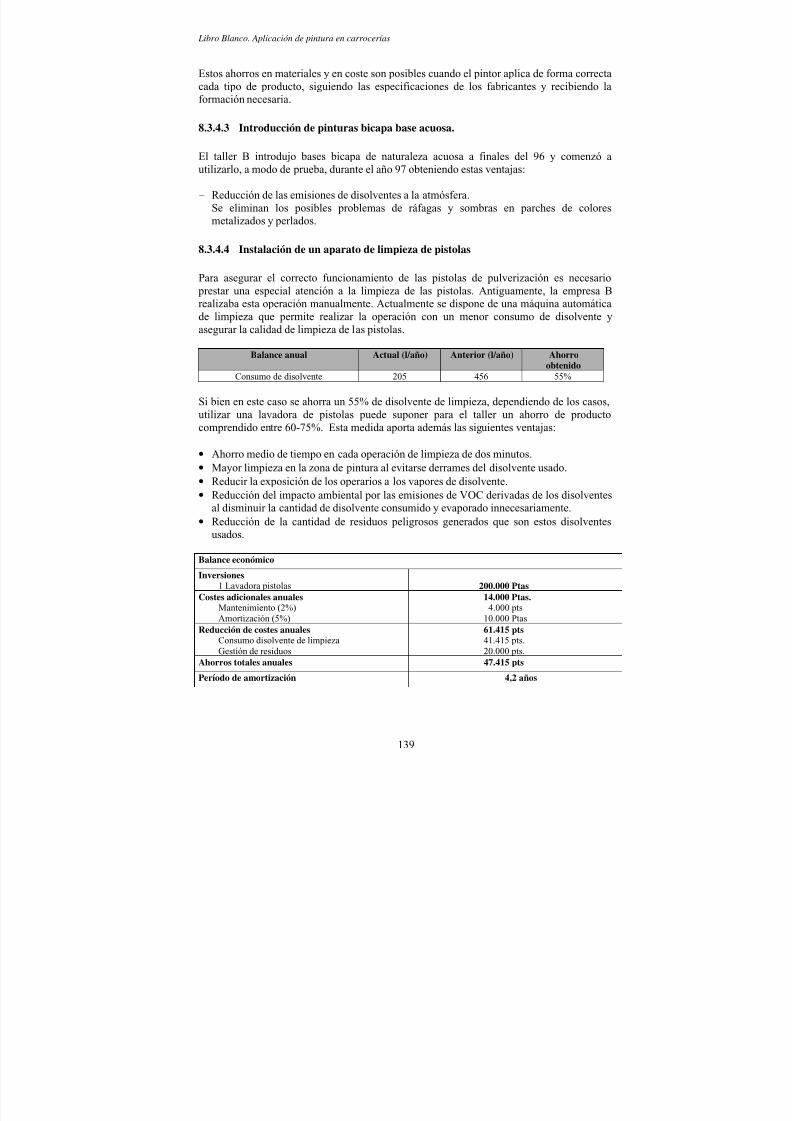
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 143/148
Libro Blanco. Aplicación de pintura en carrocerías
139
Estos ahorros en materiales y en coste son posibles cuando el pintor aplica de forma correctacada tipo de producto, siguiendo las especificaciones de los fabricantes y recibiendo laformación necesaria.
8.3.4.3 Introducción de pinturas bicapa base acuosa.
El taller B introdujo bases bicapa de naturaleza acuosa a finales del 96 y comenzó autilizarlo, a modo de prueba, durante el año 97 obteniendo estas ventajas:
- Reducción de las emisiones de disolventes a la atmósfera.- Se eliminan los posibles problemas de ráfagas y sombras en parches de colores
metalizados y perlados.
8.3.4.4 Instalación de un aparato de limpieza de pistolas
Para asegurar el correcto funcionamiento de las pistolas de pulverización es necesario prestar una especial atención a la limpieza de las pistolas. Antiguamente, la empresa Brealizaba esta operación manualmente. Actualmente se dispone de una máquina automáticade limpieza que permite realizar la operación con un menor consumo de disolvente yasegurar la calidad de limpieza de las pistolas.
Balance anual Actual (l/año) Anterior (l/año) Ahorroobtenido
Consumo de disolvente 205 456 55%
Si bien en este caso se ahorra un 55% de disolvente de limpieza, dependiendo de los casos,
utilizar una lavadora de pistolas puede suponer para el taller un ahorro de productocomprendido entre 60-75%. Esta medida aporta además las siguientes ventajas:
• Ahorro medio de tiempo en cada operación de limpieza de dos minutos.• Mayor limpieza en la zona de pintura al evitarse derrames del disolvente usado.• Reducir la exposición de los operarios a los vapores de disolvente.• Reducción del impacto ambiental por las emisiones de VOC derivadas de los disolventes
al disminuir la cantidad de disolvente consumido y evaporado innecesariamente.• Reducción de la cantidad de residuos peligrosos generados que son estos disolventes
usados.
Balance económico
Inversiones1 Lavadora pistolas 200.000 Ptas
Costes adicionales anualesMantenimiento (2%)Amortización (5%)
14.000 Ptas.4.000 pts
10.000 PtasReducción de costes anuales
Consumo disolvente de limpiezaGestión de residuos
61.415 pts41.415 pts.20.000 pts.
Ahorros totales anuales 47.415 pts
Período de amortización 4,2 años
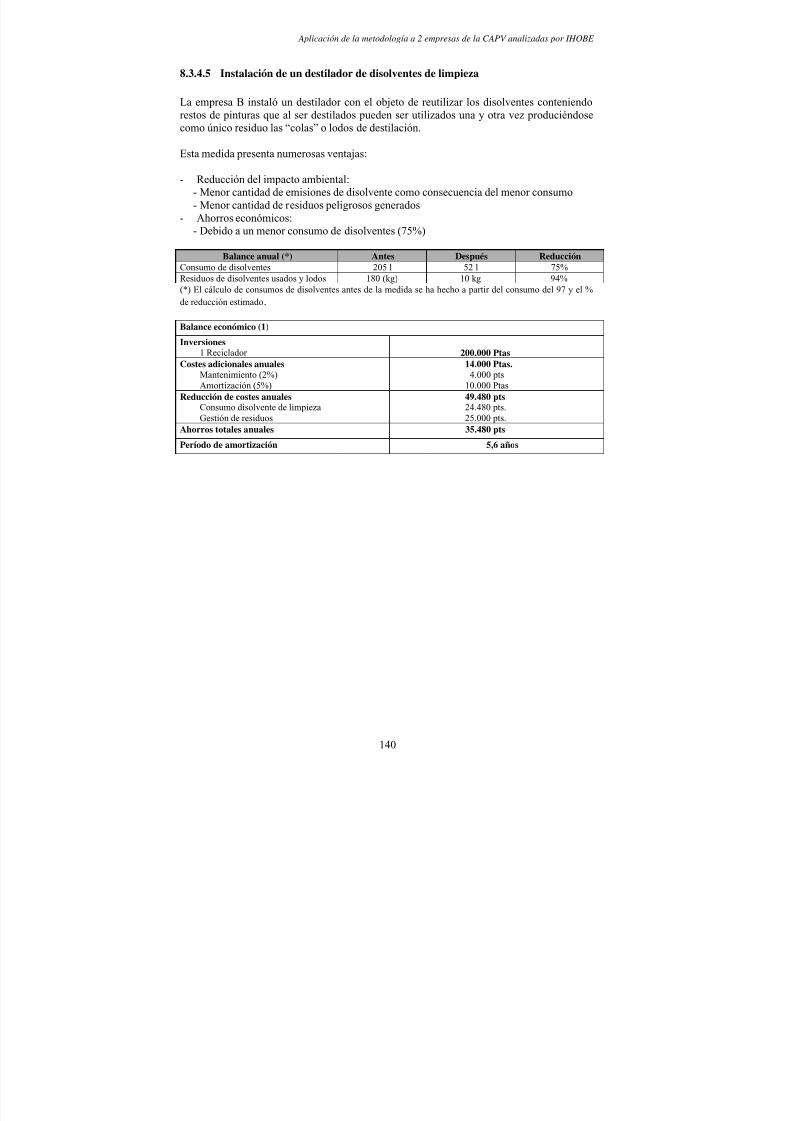
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 144/148
Aplicación de la metodología a 2 empresas de la CAPV analizadas por IHOBE
140
8.3.4.5 Instalación de un destilador de disolventes de limpieza
La empresa B instaló un destilador con el objeto de reutilizar los disolventes conteniendorestos de pinturas que al ser destilados pueden ser utilizados una y otra vez produciéndosecomo único residuo las “colas” o lodos de destilación.
Esta medida presenta numerosas ventajas:
- Reducción del impacto ambiental:- Menor cantidad de emisiones de disolvente como consecuencia del menor consumo- Menor cantidad de residuos peligrosos generados
- Ahorros económicos:- Debido a un menor consumo de disolventes (75%)
Balance anual (*) Antes Después ReducciónConsumo de disolventes 205 l 52 l 75%
Residuos de disolventes usados y lodos 180 (kg) 10 kg 94%(*) El cálculo de consumos de disolventes antes de la medida se ha hecho a partir del consumo del 97 y el %de reducción estimado.
Balance económico (1)
Inversiones1 Reciclador 200.000 Ptas
Costes adicionales anualesMantenimiento (2%)Amortización (5%)
14.000 Ptas.4.000 pts
10.000 PtasReducción de costes anuales
Consumo disolvente de limpieza
Gestión de residuos
49.480 pts24.480 pts.
25.000 pts.Ahorros totales anuales 35.480 pts
Período de amortización 5,6 años

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 145/148
Libro Blanco. Aplicación de pintura en carrocerías
141
ANEXO 1: REFERENCIAS BIBLIOGRÁFICAS
a) ETSU (1996). Reducing Costs en Vehicle Refinishing b) ETSU (1997). Cost-Effective paint and powder coating: Application Technologyc) ABAG (1993). Vermeidung von Adfällen durch abfallarme Produktionsverfahren:
Autoreparatur-lackierung.d) ABAG (1994). Einsatz der oversprayarmen Niederdruck (HVLP) undelektrostatikunterstützten druckluft-spritzlackiertechnik-beispielhafte. Untersuchungen
bei der fahrzeug-Reparturlackierung.e) Gobierno Vasco. Departamento de Trabajo y Seguridad Social. (1986) Pinturas y
Disolventes en los talleres de reparación de carrocerías de Automóvilf) Stimular (1996) Preventie – Factsheet: Zuiniger omgaan met grondstoffen in
autoschade-herstelbedrijven spaart geld en mileu!g) BP Chemicals (1996). Progreso de la Directiva de la UE sobre Emisiones de
Disolventes. Rev. Pinturas y Acabados Nov-Dic.h) CEPE (1995). Reducción de Emisiones de Disolventes en la Industria de Repintado de
vehículos.i) CESVIMAP (1997). Pistolas Aerográficas HVLP. Cursos CESVIMAP.
j) CESVIMAP (1997). Nuevos sistemas de Acabado. Cursos CESVIMAP.k) Raquel Adanero Bejarano (1998). Tratamiento de residuos hidrosolubles de pintura.
Rev. CESVIMAP Nº 23l) Francisco Livianos González (1998). Lavadora de pistolas GUN Cleaner 8000 de
Destrer. Rev. CESVIMAP Nº 26
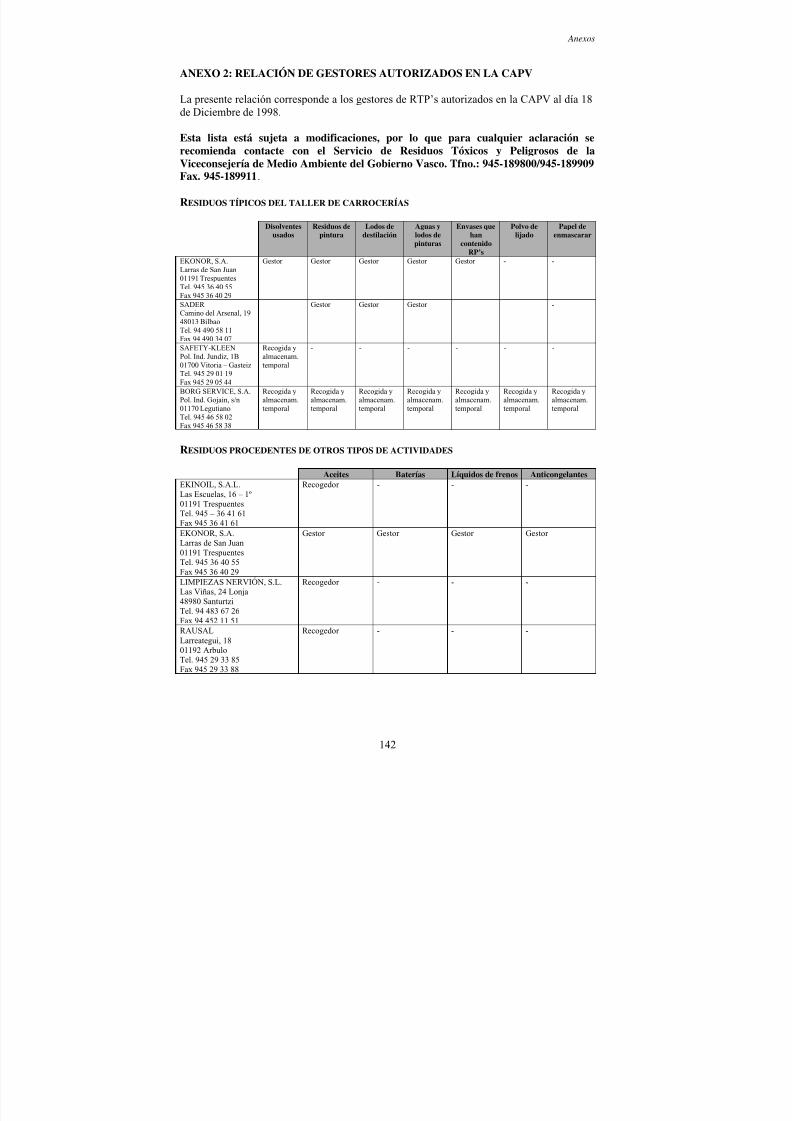
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 146/148
Anexos
142
ANEXO 2: RELACIÓN DE GESTORES AUTORIZADOS EN LA CAPV
La presente relación corresponde a los gestores de RTP’s autorizados en la CAPV al día 18de Diciembre de 1998.
Esta lista está sujeta a modificaciones, por lo que para cualquier aclaración serecomienda contacte con el Servicio de Residuos Tóxicos y Peligrosos de laViceconsejería de Medio Ambiente del Gobierno Vasco. Tfno.: 945-189800/945-189909Fax. 945-189911.
RESIDUOS TÍPICOS DEL TALLER DE CARROCERÍAS
Disolventesusados
Residuos depintura
Lodos dedestilación
Aguas ylodos depinturas
Envases quehan
contenidoRP’s
Polvo delijado
Papel deenmascarar
EKONOR, S.A.Larras de San Juan
01191 TrespuentesTel. 945 36 40 55Fax 945 36 40 29
Gestor Gestor Gestor Gestor Gestor - -
SADER Camino del Arsenal, 1948013 BilbaoTel. 94 490 58 11Fax 94 490 34 07
- Gestor Gestor Gestor - - -
SAFETY-KLEENPol. Ind. Jundiz, 1B01700 Vitoria – GasteizTel. 945 29 01 19Fax 945 29 05 44
Recogida yalmacenam.temporal
- - - - - -
BORG SERVICE, S.A.Pol. Ind. Gojain, s/n01170 Legutiano
Tel. 945 46 58 02Fax 945 46 58 38
Recogida yalmacenam.temporal
Recogida yalmacenam.temporal
Recogida yalmacenam.temporal
Recogida yalmacenam.temporal
Recogida yalmacenam.temporal
Recogida yalmacenam.temporal
Recogida yalmacenam.temporal
RESIDUOS PROCEDENTES DE OTROS TIPOS DE ACTIVIDADES
Aceites Baterías Líquidos de frenos AnticongelantesEKINOIL, S.A.L.Las Escuelas, 16 – 1º01191 TrespuentesTel. 945 – 36 41 61Fax 945 36 41 61
Recogedor - - -
EKONOR, S.A.Larras de San Juan
01191 TrespuentesTel. 945 36 40 55Fax 945 36 40 29
Gestor Gestor Gestor Gestor
LIMPIEZAS NERVIÓN, S.L.Las Viñas, 24 Lonja48980 SanturtziTel. 94 483 67 26Fax 94 452 11 51
Recogedor - - -
RAUSALLarreategui, 1801192 ArbuloTel. 945 29 33 85Fax 945 29 33 88
Recogedor - - -

7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 147/148
Libro Blanco. Aplicación de pintura en carrocerías
143
Aceites Baterías Líquidos de frenos AnticongelantesRECYPILAS, S.ACamino Kaukaerreka s/n48150 SondikaTel. 94 47113 95Fax 94 471 03 98.
- Gestor - -
RETRA OIL, S.L.
Pol. Ind. Tambarria, Parc. 2026540 AlfaroTel. 941 18 42 03Fax 941 18 42 77
Recogedor - - -
S.E.A. TUDOR Avda. Cervantes, 43 P2, M448970 BasauriTel. 94 440 61 15Fax 94 440 08 11
- Recogedor - -
SADER Camino del Arsenal, 1948013 BilbaoTel. 94 490 58 11Fax 94 490 34 07
Gestor - - -
SANEMAR, S.L.Plaza del Cedro, 2 – 9º20016 DonostiaTel. 943 39 46 30Fax 943 39 48 51
Recogedor - - -
SOGECAR, S.A.Pol. Ind. Torrelarragoiti, s/n48016 ZamudioTel. 94 497 71 77Fax 94 452 26 19
Gestor - - -
VICENTE FRESNOBarrio San Martín, 13148016 ZamudioTel. 94 451 20 64
Fax 94 452 11 51
Recogedor - - -
BORG SERVICE, S.A.Pol. Ind. Gojain, s/n01170 LegutianoTel. 945 46 58 02Fax 945 46 58 38
Recogida yalmacenamientotemporal
Recogida yalmacenamientotemporal
Recogida yalmacenamientotemporal
Recogida yalmacenamientotemporal
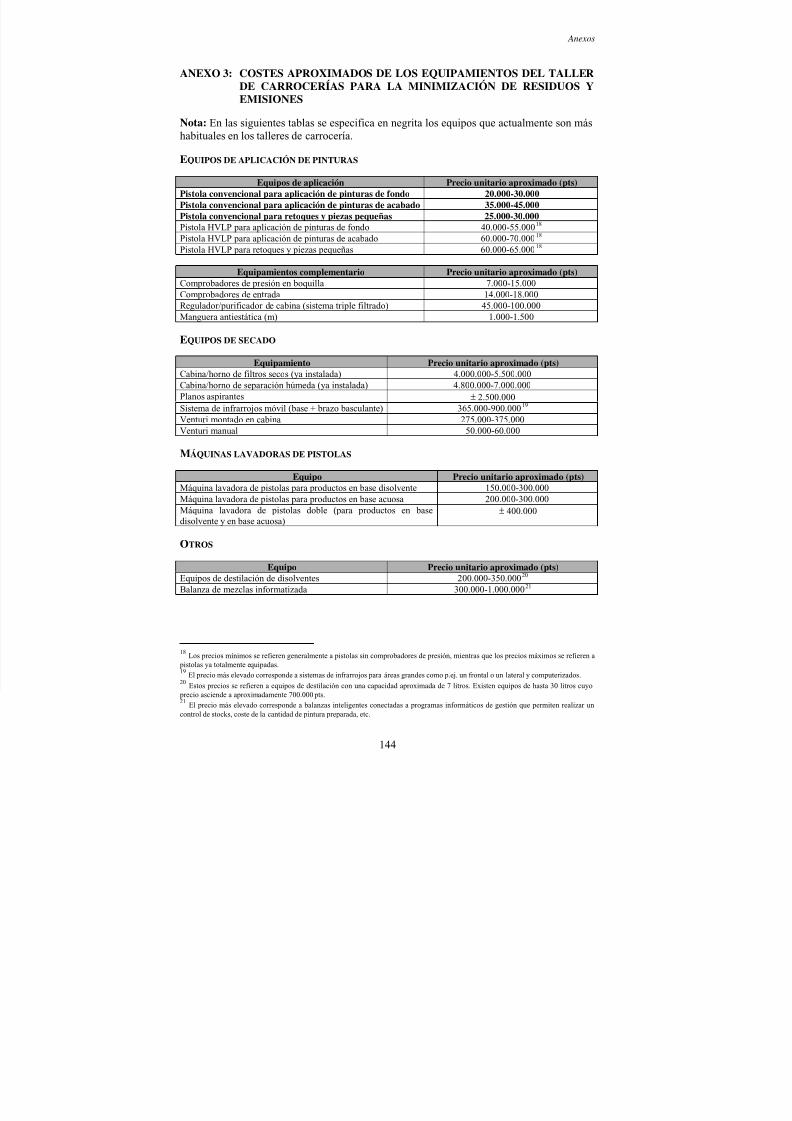
7/21/2019 Residuos_3090
http://slidepdf.com/reader/full/residuos3090 148/148
Anexos
ANEXO 3: COSTES APROXIMADOS DE LOS EQUIPAMIENTOS DEL TALLERDE CARROCERÍAS PARA LA MINIMIZACIÓN DE RESIDUOS YEMISIONES
Nota: En las siguientes tablas se especifica en negrita los equipos que actualmente son más
habituales en los talleres de carrocería.EQUIPOS DE APLICACIÓN DE PINTURAS
Equipos de aplicación Precio unitario aproximado (pts)Pistola convencional para aplicación de pinturas de fondo 20.000-30.000Pistola convencional para aplicación de pinturas de acabado 35.000-45.000Pistola convencional para retoques y piezas pequeñas 25.000-30.000Pistola HVLP para aplicación de pinturas de fondo 40.000-55.00018
Pistola HVLP para aplicación de pinturas de acabado 60.000-70.00018
Pistola HVLP para retoques y piezas pequeñas 60.000-65.00018
Equipamientos complementario Precio unitario aproximado (pts)Comprobadores de presión en boquilla 7.000-15.000Comprobadores de entrada 14.000-18.000Regulador/purificador de cabina (sistema triple filtrado) 45.000-100.000Manguera antiestática (m) 1.000-1.500
EQUIPOS DE SECADO
Equipamiento Precio unitario aproximado (pts)Cabina/horno de filtros secos (ya instalada) 4.000.000-5.500.000Cabina/horno de separación húmeda (ya instalada) 4.800.000-7.000.000Planos aspirantes ± 2.500.000Sistema de infrarrojos móvil (base + brazo basculante) 365.000-900.00019
Venturi montado en cabina 275.000-375.000


















