Proyecto etilenglicol
82
PROYECTO “PLANTA DE PRODUCCION DE ETILENGLICOL” OBJETIVO El desarrollo de la planeación e integración de una planta productora de etilenglicol a partir de la materia prima etano. INTRODUCCION 1
-
Upload
kristian-ivan-cruz-torres -
Category
Documents
-
view
117 -
download
3
description
reactores herogeneos o simulacion
Transcript of Proyecto etilenglicol

PROYECTO
“PLANTA DE PRODUCCION DE ETILENGLICOL”
O B J E T I V O
E l desarrollo de la planeación e integración de una planta productora de etilenglicol a partir de la materia prima etano.
INTRODUCCION
1
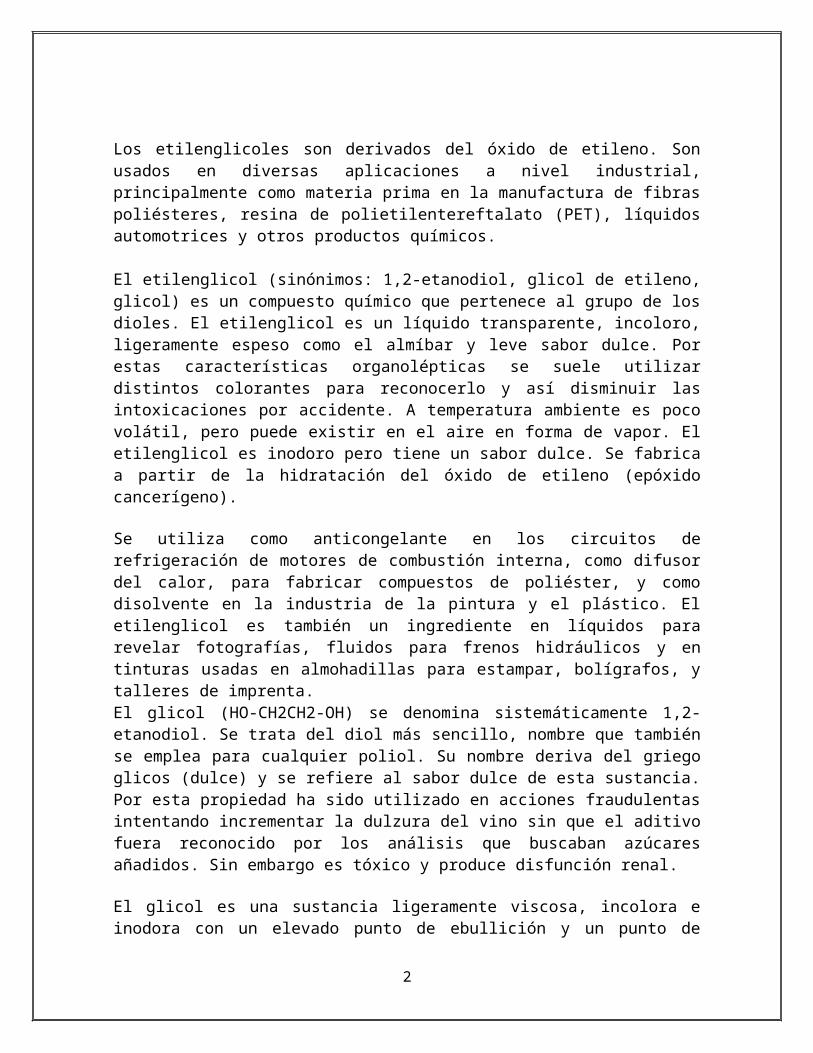
Los etilenglicoles son derivados del óxido de etileno. Son usados en diversas aplicaciones a nivel industrial, principalmente como materia prima en la manufactura de fibras poliésteres, resina de polietilentereftalato (PET), líquidos automotrices y otros productos químicos.
El etilenglicol (sinónimos: 1,2-etanodiol, glicol de etileno, glicol) es un compuesto químico que pertenece al grupo de los dioles. El etilenglicol es un líquido transparente, incoloro, ligeramente espeso como el almíbar y leve sabor dulce. Por estas características organolépticas se suele utilizar distintos colorantes para reconocerlo y así disminuir las intoxicaciones por accidente. A temperatura ambiente es poco volátil, pero puede existir en el aire en forma de vapor. El etilenglicol es inodoro pero tiene un sabor dulce. Se fabrica a partir de la hidratación del óxido de etileno (epóxido cancerígeno). Se utiliza como anticongelante en los circuitos de refrigeración de motores de combustión interna, como difusor del calor, para fabricar compuestos de poliéster, y como disolvente en la industria de la pintura y el plástico. El etilenglicol es también un ingrediente en líquidos para revelar fotografías, fluidos para frenos hidráulicos y en tinturas usadas en almohadillas para estampar, bolígrafos, y talleres de imprenta.El glicol (HO-CH2CH2-OH) se denomina sistemáticamente 1,2-etanodiol. Se trata del diol más sencillo, nombre que también se emplea para cualquier poliol. Su nombre deriva del griego glicos (dulce) y se refiere al sabor dulce de esta sustancia. Por esta propiedad ha sido utilizado en acciones fraudulentas intentando incrementar la dulzura del vino sin que el aditivo fuera reconocido por los análisis que buscaban azúcares añadidos. Sin embargo es tóxico y produce disfunción renal. El glicol es una sustancia ligeramente viscosa, incolora e inodora con un elevado punto de ebullición y un punto de fusión de aproximadamente -12 °C (261 K). Se mezcla con agua en cualquier proporción. En la industria del poliuretano flexible estos productos tienen una denominación general y son llamados "Poliol". El glicol se utiliza como aditivo anticongelante para el agua en los radiadores de motores de combustión interna, es el principal compuesto del líquido de frenos de vehículos y también es usado en procesos químicos como la síntesis de los poliuretanos, de algunos poliésteres, como producto de partida en la síntesis del dioxano, la síntesis del glicolmonometileter o del glicoldimetileter, como disolvente, etc.
2

ESTUDIO DE MERCADO
El etileno ocupa el cuarto lugar en Estados Unidos en la lista de producción total anual de sustancias químicas, y es el compuesto orgánico del que se producen más libras cada año. En 1997 se produjeron más de 35,000 millones de libras, que se vendieron a $0.25 dólares por libra. Un 65% del etileno producido se utiliza en la fabricación de plásticos, 20% se emplea en la producción de óxido de etileno y etilenglicol, 5% se usa en fibras y 5% se emplea en disolventes.
3

• En México el etilenglicol es producido por Industrias Derivadas del Etileno S. A. y por Polioles S. A.
• La producción de etilenglicol y sus importaciones (todas ellas realizadas por la IP) se muestran en la siguiente tabla:
producción Pemex
producción IP importación IP exportación Pemex
1997 141.4 190.2 48.2 27.5
1998 124.0 199.1 45.1 22.8
1999 115.9 183.9 51.1 2.7
2000 123.7 171.3 102.1 35.2
2001 131.5 176.6 68.5 22.7
2002 119.4 162.0 67.3 13.5
2003 138.7 170.5 140.6 32.6
2004 144.9 109.4 185.2 11.9
2005 149.9 167.4 175.7 58.1
2006 83.2 N/A N/A 29.1
1997 1998 1999 2000 2001 2002 2003 2004 2005 20060
50
100
150
200
250
Mercado de etilenglicol
producción Pemexproducción IPimportación IPexportación Pemex
Año
tone
lada
s/añ
o
Debido a que los grandes consumidores son muy beneficiados por PEMEX,es imposible considerarlos como mercado accesible, por lo que restringimos nuestro mercado de interés
4
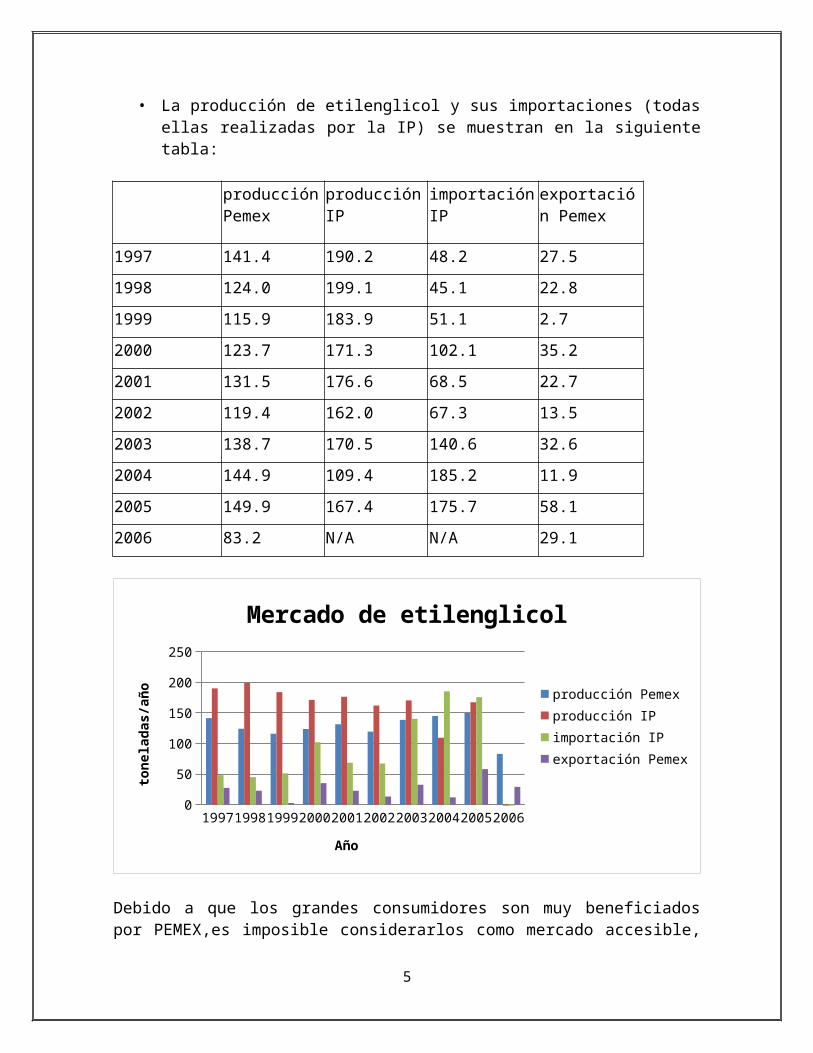
a los demás consumidores, asi como a cubrir el porcentaje de importación como se observa en la grafica anterior el mercado de importación es grande y se puede competir para eliminarlo debido a ello tomamos como base una producción de 240000 toneladas al año con un lapso de 8000 hr de producción .
LOCALIZACION
5

ALTAMIRA TAMAULIPAS MEXICO
La localización de la planta, en la parte norte de Altamira Tamaulipas.La planta estará situada en Altamira Tamaulipas México, por facilidades de la materia prima se puede conseguir en mayores cantidades y a un menor precio. Ya en esta región se encuentra refinería madero quien nos proporciona la materia prima MÉTODOS DE OBTENCIÓN
6

OPCION 1 (UTILIZADA EN EL PROYECTO)
El proceso se lleva acabo mediante el siguiente método de obtención el cual consta de varias etapas
1. Craqueo de etano llevándose acaba la siguiente reacción en presencia de calor
C2H6 C2H4 + H22. Proceso de elaboración de oxido de etileno a partir de la reacción siguiente
C2H4+12O2C2H4 O
3. Para la elaboración de etilenglicol se lleva mediante la reacción siguiente
C2H4O + H2O H 2SO4 HOCH2CH2OH
En el proceso industrial, el óxido de etileno se hace reaccionar con unas diez veces en exceso molar de agua en fase líquida a presión normal y 50-70ºC en presencia de un catalizador ácido (por ejemplo, 0,5-1,0% H2SO4), o a 140 hasta 230ºC y 20-40 bars sin catalizador.
OPCION 2
Los perfeccionamientos futuros para la obtención de etilenglicol tendrán que ocuparse de mejorar la oxidación del etileno y la hidratación del óxido de etileno. En primer lugar, están los trabajos de aumento de la selectividad en ambas etapas de reacción y la disminución del gasto de energía necesario para el aislamiento del glicol de las disoluciones acuosas diluidas.
En el futuro, además, deben ganar importancia los procesos de hidratación oxidante directa del etileno eludiendo la formación del óxido de etileno. De todas formas los procesos de transformación del etileno en mono y diacetato de glicol (por ejemplo, Halcon, Tejin, Kuraray, Celanese, DuPont, ICI), a pesar de su muy alta selectividad de hasta 98%, conlleva la desventaja de las dos etapas, por la saponificación del acetato y la recuperación del acético:
(11)/mol124 kJ30 kcalH=-
cat.AcOCH2CH2OAc
+ H2O
H2C=CH2 + 2 AcOH + 0.5 O2
AcOCH2CH2OAc + 2 H2Ocat.
H=- 4 kcal 17 kJ /mol (12)
HOCH2CH2OH
+ 2 HOAc
7
Halcon como primera empresa, junto con la Atlantic Richfield (oxirano), según este principio, ha puesto en marcha en 1978 una planta de etilenglicol, tras superar las dificultades iniciales, con una capacidad prevista de 360 000 toneladas al año. La transformación de etileno para dar una mezcla de monoacetato de glicol, así como principalmente de diacetato, se realiza en acético a unos 170ºC y 28 bars, en presencia de un catalizador homogéneo que contiene teluro y bromuro. En una transformación de etileno del 60%, se alcanza una selectividad del 96% en acetato de glicol. La hidrólisis del acetato con H2O, en presencia de un cambiador ácido de iones a 90ºC, alcanza un rendimiento del 95%.Si en el futuro también los procesos de oxidación en una sola etapa con catalizadores, como, por ejemplo, TiO2/HCI (Teijin), CuBr2/CuBr/HBr (Teijin), combinación I2/Cu (Halcon) o Pd(NO3)2 (Kuraray), llegan a procesos industriales, se alcanzará posiblemente el óptimo camino para la obtención de glicol a partir de etileno.El que el etileno continúe siendo un producto de partida adecuado, si sigue encareciéndose la nafta, que es su materia prima, podría depender de un interesante desarrollo de la UCC. Como producto de partida la UCC usa el gas de síntesis, que seguramente medio o largo plazo representará el producto básico más barato obtenido por gasificación del carbón. En una reacción a elevada presión de 1400-3400 bars y a 125-350ºC, el gas de síntesis, en presencia de rodiocarbonilos complejos, se transforma directamente en glicol, 1,2-propandiol y glicerina con una selectividad del conjunto del 64%. Como productos secundarios se forman metanol, formiato de metilo y agua.
DIAGRAMA FLUJO
8

1° Diagrama:El Etilen Glicol (EGlycol) se obtiene por reacción del Oxido de Etileno (C2Oxide) y agua, y posterior separación en una columna de destilación. Las corrientes de alimentación se mezclan previamente en un Mixer. La corriente resultante ingresa a un reactor tanque agitado continuo.
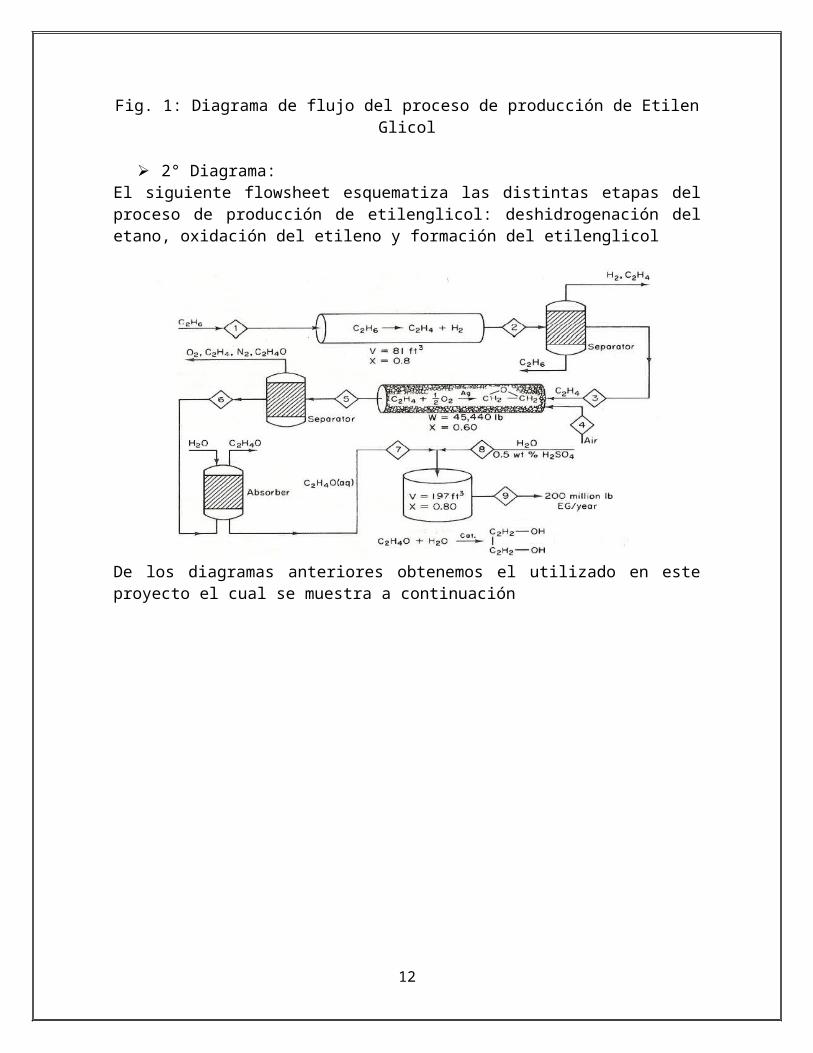
Fig. 1: Diagrama de flujo del proceso de producción de Etilen Glicol
2° Diagrama:El siguiente flowsheet esquematiza las distintas etapas del proceso de producción de etilenglicol: deshidrogenación del etano, oxidación del etileno y formación del etilenglicol
De los diagramas anteriores obtenemos el utilizado en este proyecto el cual se muestra a continuación
9
DIAGRAMA REALIZADO EN ASPEN PLUS
10

FILOSOFIA DE OPERACIÓN
Este proceso iniciará en la esfera existente de etano, donde se recibirá el etano de nuestro proveedor a través de carros tanque (pipas). De esta esfera el etano será bombeada mediante una bomba vertical centrifuga de tazones (B-01) al primer reactor, un reactor flujo pistón en el cual se lleva acabo una reacción de craqueo para formar etileno, el cual al salir entra a un evaporador flash (S-01) generando una recirculación de los residuos de etano, destacando en la parte superior el etileno y el hidrogeno, mientras que por la parte media a través de una bomba centrifuga (B-03) se expulsa la corriente de etileno, para pasara a dos reactores tipo lecho empacado (HTPFR-02 Y HTPFR-03).
En los cuales se llevara a cabo la reacción de oxidación, mezclándose el etileno con aire otorgado con un compresor (C-01), con la ayuda de plata como catalizador. Expulsando el oxido de etileno el cual es arrastrado al siguiente separador (S-02) mediante la bomba centrifuga (B-06), en cual se separa el oxido de etileno y este a su vez es arrastrado por la bomba (B-08). Al absorbedor empacado (A-01), teniendo agua como liquido absorbente la cual entra en la parte superior de la torre para obtener oxido de etileno acuoso.
El cual será arrastrado por la bomba centrifuga (B-09) para entrar al reactor tanque agitado (CSTR-04 y CSTR-05) en cual entra agua y utilizando H2SO4 como catalizador, para obtener etilenglicol. El cual entra a una torre de destilación (TP-01) la cual consta de 13 platos para obtener etilenglicol puro el cual pasara a dos tanques de almacenamiento (T-03 y T-04).
El cual esta disponible para su venta y transporte mediante pipas para su posterior distribución.
11
MEMORIAS DE CALCULO(BALANCES DE MATERIA Y ENERGIA)
DISEÑO DE LA ESFERA PARA ETANO .
k
A partir de la ecuación de Antoine:
ln Pv=15.6637-[1511.42/(218.15-17.16)]= 3385 mmHg= 4.5bar
12

Calculo del volumen de la esfera.
Densidad del etano=0.985 Ton/m3
producció nen15dias=(6.803Tonhr
) (24 Hr ) (15 Dias )=2449.08Ton
volumende la esfera= producci ónde 15diasdensidad del etano
=2449.08Ton
0.985Ton
m3
=2486.375m3
Radio de la esfera
R= 3√ 3 (2486.375m3)4 π
= 8.404m
Área lateral de la esfera:
ALAT= 4 ΠR2= 4 Π (8.4042)=887.55 m2=9553.5086 ft2
Calculo para la bomba contraincendios de la esfera:
Flujo de agua= 0.25-0.3 GPM/ ft2
Capacidad de la bomba:
Qv head= ALAT * ρf = 9553.5086 ft2 * 0.25 GPM/ft2= 2388.377 GPM
Presion de descarga= 10kgcm2
BHP= [Qv head * ρliq]/ [240000 x 0.55] =2388.377GPM∗10∗10∗3.28
240000∗0.55= 5.9347 BHP
Potencia del motor es: 10HP
13

Se necesitan dos esferas de 5480 m3 y de acuerdo a la información propuesta por el proveedor para este volumen y tipo de gas se necesitan
20 TR las cuales pueden ser proporcionadas por una condensadora remota con un serpentin para enfriamiento de cobre.
En caso de no poder conseguir la esfera con dichas dimensiones se considerara tener 2 esferas
Donde:
t1 = ¿¿= 47.3mm
t1 = 1.86” es el espesor mínimo de la esfera.
t2= ¿¿= 48.52mm
t2 = 1.91”es el espesor máximo de la esfera.
14

CALCULO DEL REACTOR FLUJOTAPON. (R-01)
El etileno ocupa el cuarto lugar en Estados Unidos en la lista de producción total anual de sustancias químicas, y es el compuesto orgánico del que se producen más libras cada año. En 1997 se produjeron más de 35,000 000 millones de libras, que se vendieron a $0.25 dólares por libra. Un 65% del etileno producido se utiliza en la fabricación de plásticos, 20% se emplean en la producción de oxido de etileno y etilenglicol, 5% se usa en fibras y 5% se emplea en disolventes.
El objetivo es determinar el volumen del reactor flujo tapón que se necesita para producir 30 Ton/h de etileno al año por pirolisis de una corriente de alimentación de etano puro. La reacción es irreversible y sigue una ley de velocidad elemental, queremos lograr una conversión del 80% del etano, operando el reactor isotérmicamente a 1100 K y una presión de 6 atm.
C2H6 C2H4+H2
Moles de etano=15000lb /h
30lb
lbmol=500 lb mol/ h
Flujo másico de B= (500 lbmol/h)* (28 lb/lbmol) =14000 lb/h
Flujo másico de C= (500 lbmol/h)*(2 lb/lbmol) =1000 lb/h
15

Calculo del reactor flujo tapón para el cracking (pirolisis) del etano.
C2H6 C2H4+H2
Sea
A= C2H6,
B= C2H4,
C= H2.
En símbolos:
A B+C
La velocidad molar de etileno a la salida del reactor es:
FB= 630lbmolh [ 1h
3600 s ]=0. 175lbmol
s
Calculo de la velocidad molar de alimentación de etano. Para producir 0.61 lbmol/s de etileno si se alcanza una conversión de 80%.
FB=FA0XA
FA0= 0.1750.8 5
=0. 20588lbmol
s = 1294.1176 lbmol/h
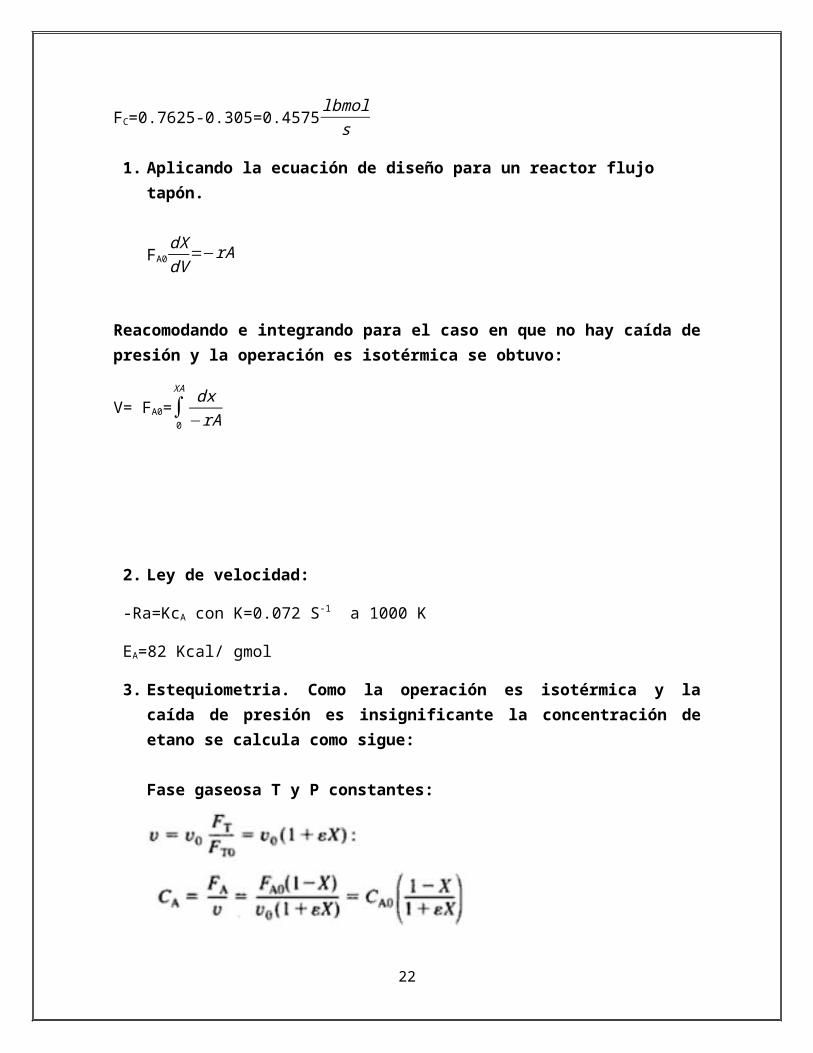
FC=0.7625-0.305=0.4575lbmols
1. Aplicando la ecuación de diseño para un reactor flujo tapón.
FA0dXdV
=−rA
Reacomodando e integrando para el caso en que no hay caída de presión y la operación es isotérmica se obtuvo:
V= FA0=∫0
XAdx
−rA
16

2. Ley de velocidad:
-Ra=KcA con K=0.072 S-1 a 1000 K
EA=82 Kcal/ gmol
3. Estequiometria. Como la operación es isotérmica y la caída de presión es insignificante la concentración de etano se calcula como sigue:
Fase gaseosa T y P constantes:
4. Se combinaron las ecuaciones anteriores y se obtuvo:
Puesto que la reacción se efectúa isotérmicamente, realiza lo siguiente:
5. Evaluación de parámetros:
17

CA0=¿ ¿ YA0. CT0 =
YA 0P0RT 0 = (1)
( 6atm
0. 73 ft 3⋅atm/ lbmol⋅° Rx1980 ° R)= 0.00415 lbmol/
ft3
ϵ=УA0δ= (1)(1+1-1)=1
Calculo de la constante de velocidad de reacción k a 1100 K
=0 . 072s
exp [82 . 000cal /grmol (1100−1000 )K1. 987cal /(gmol⋅K )(1000 K )(1100K )
] =3.07 S-1
Sustituyendo en la ecuación obtenemos:
V=
0 .7625lbmol /s(3 .07/s )(0 .00415 lbmol / ft 3 )
[(1+1 )In 11−x
−(1 )X ]
=59.84 ft3[2 ln( 1
1−x)− x ]
Parar x=0.85
V. reactor=59 . 84 ft 3 [2 ln( 1
1−0 .8)−0. 8 ]
= 144.77 ft 3 = 4.077 m 3 = 4077.62 L
18

Se decidió usar un banco de tubos de 2 pulg cedula 80 en paralelo con una longitud de 40 ft. Un tubo cedula 80 tiene un área de sección transversal de 0.0205 ft2 .El número de tubos que necesitamos es:
n =
144 . 77 ft 3
0 .0205 ft2 .(40 ft ) = 176.54
BALANCE DE ENERGIA.
∆Hrxn=∆Hf(C2H4) + ∆Hf(H2) - ∆Hf(C2H6)
De tablas se obtuvieron las entalpias de formación:
∆Hr= 52.510 +0 – (-83.820)= 136.33 Kj/Kg mol
QGEN (rxn)=QREM
∆Hrxn FA0 dXA= QGEN (rxn)
QGEN (rxn)= (61.96 Kj/lbmol) (2745 lbmol/h) (0.8-0)= 136064.16Kj/h
QGEN (rxn)= 128963.92 BTU/h
Flujo de vapor:
ms= Qgenrxn
λ=
128963.92BTU /h132 BTU /lb =977 lb/h=0.44 TON/h
Flujo de agua.
Mh2o=128963.92BTU /h
1BTUlb
° F∗(212° F)= 608.32 lb/h
Calculo del tiempo de residencia del reactor.
19

Debido a que ϵ es diferente de 0 se tiene que:
τ=1/3.07 s ¿
Diseño mecánico del reactor.
Se tiene que:
At=0.0205 ft2
Nt=177
Lt= 40 ft
Dt=√4 (0 .0205 ft 2)/π= 0.16 ft
Diámetro del reactor
Dmin=√ 4π∗177∗¿¿¿ 0.82 m
DR= 1.3 (0.82)=1.06 m
Calculo del espesor del reactor.
Para una temperatura de 1100 K=1520°F del Código Asme SeccionVIII se obtiene:
S=6.7 (1000)=6700
20

Pdiseño= 6 atm (14.7)=88.2 psia
E= 0.85
t=¿¿ = 0.65 in
DISEÑO DEL PRIMER SEPARADOR(S-01)
Los flujos de alimentación son:
21
H2= 0 .1525
lbmols (3600
1sh )=
549lbmolh
C2H4= 0 .61
lbmols (3600
1sh )=
2196lbmolh
F=2745
lbmolh
ZFH2= .20
ZfC2H4 = 0.80
Se requiere recuperar en B el 95% del etileno alimentado
0.95 (.85) (535.7)= 432.577lbomlh
En la corriente A se obtiene el 4% del etileno alimentado
0.04 (.85) (535.7)= 18.213lbmolh
El 1% del etileno restante se separa produciendo etano el cual se
recircula Al reactor flujo tapón.
0.01(0.85) (535.7) = 4.553lbmolh
Balance general
F= A + B + C
2086 .2lbmolh
+636 .84
lbmolh
+21 .96
lbmolh
=2745
lbmolh
22

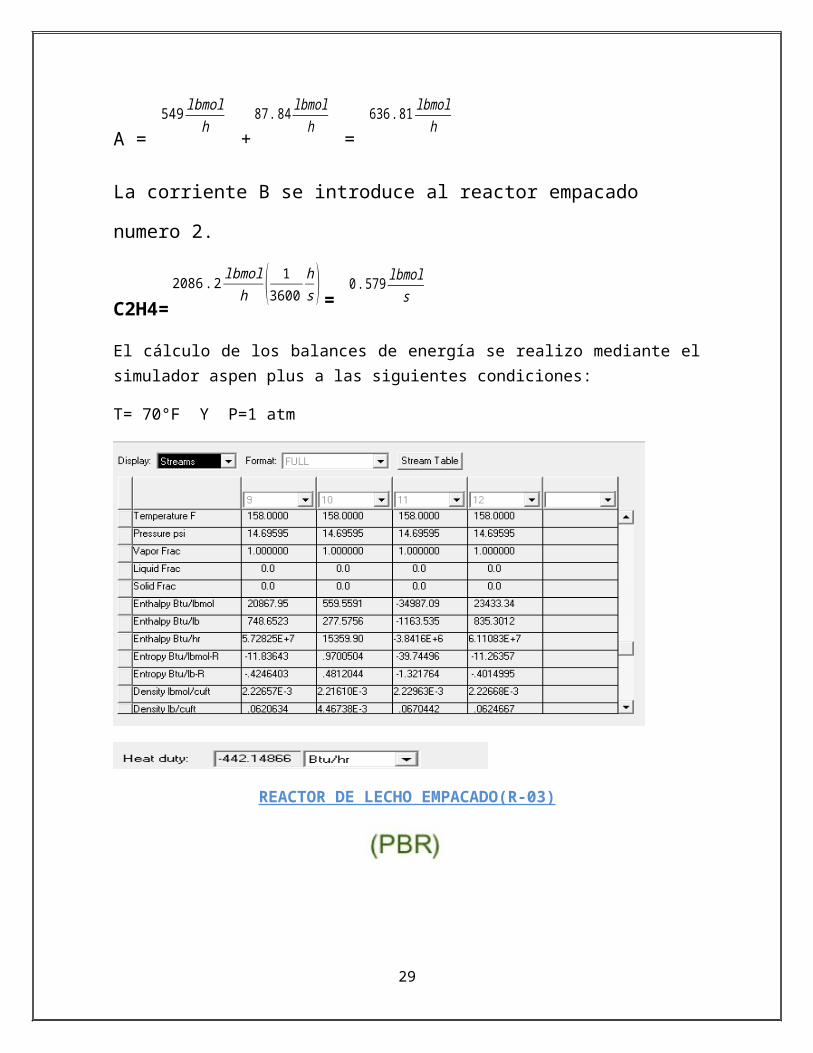
A = 549
lbmolh
+87 .84
lbmolh
= 636 .81
lbmolh
La corriente B se introduce al reactor empacado numero 2.
C2H4=2086 .2
lbmolh ( 1
3600hs )=
0 .579lbmols
El cálculo de los balances de energía se realizo mediante el simulador aspen plus a las siguientes condiciones:
T= 70°F Y P=1 atm
REACTOR DE LECHO EMPACADO(R-03)
23

El etileno y el oxigeno se alimentan en proporción estequiometria a un reactor empacado que opera isotérmicamente a 260 ° C. El etileno se alimenta a razón de
0.579lbmols
y presión de 10 atm. Se propone usar los bancos de tubería de
diámetro de 1 ½ in y cedula 90 empacado con catalizador, se tienen 100 tubos por
banco. En consecuencia el flujo de molar en cada tubo será de 5.79 x10-4 lbmolseg
.
Las propiedades del fluido fraccionante deben considerarse idénticas a las del aire a esta temperatura y presión. La densidad de las partículas del catalizador de ¼
de in es de 120 1b
ft 3 y la fracción de vacio en el lecho es de 0.45. La ley de
velocidad es:
C2H4 + O2 C2H4O
-rA =KPA1/5PB2/3 -------------lbmol
lbm.cat . h
24

K =0.0141 lbmol
atm .lbmcat . h a 260 ° C
1- Balance molar diferencial
FA0 dxdw
= -rA’
2.- Ley de velocidad
-rA’ = KPA1/3 PB 2/3 = K (CART) ^1/3 (CBRT) ^2/3
=KRTCA^1/3 CB^2/3
3.- Estequiometria. Fase gaseosa isotérmica V = V0 (1+EXA)( P0
P )CA =
F A
W = C A0¿¿¿ ( PP0
) = C A0 ¿¿ donde Y=PP0
Evaluación de parámetro por tubo (dividir las velocidades de alimentación entre 1000):
Etileno: FA0 = 5.79 X 10-4lbmols
= 2.0844 lbmolh
Oxigeno: FB0 = 2.895 x 10-4lbmols
=1.0422 lbmolh
I= inertes= N2
FI = 2.895 X 10-4 lbmols
( 0.79mol N2
0.21moldeO2
%de aire) = 1.0890 x10-3 lbmols
= 3.92
lbmolh
Sumando flujos inciales:
FT0 = FA0 + FB0 + FI = 2.0844 + 1.0422 + 3.92 = 7.046 lbmolh
Ya0 =F A 0
FT 0 =
2.08447.096 = 0.2958 ~ 0.3
€ = YA0 = (0.3) (1- ½-1) =- 0.15
25

PA0= YA0 P0 = 3 atm
k’ =kPA0 ( 12 )
¿
2/3= (0.0141lbmol
atm lbmcat h )(3atm ) (0.63 )= 0.026 lbmol
h lbmcat
Para calcular ∝∝= 2 B0
Ac (1−⦶ ) ρc P0
Se requiere 𝞀 de flujo másico (G) Los flujos másicos de cada tubo a la entrada son:
m0
A0 = 2.0844 lbmolh x 28
lbmlbmol = 58.36
lbmh
m0
B0 = 1.0922lbmolh X 32
lbmlbmol = 33.35
lbmh
m0
I0 = 3.92 lbmolh X 28
lbmlbmol = 109.76
lbmh
La velocidad de flujo másico total es:
m0
T0 = 58.36 + 33.35 + 109.76 = 201.47 lbh
G=T 0
AC =
201.47lbh
0.01414 ft2 = 14248.23
lbh
Para tubos de 1 ½ in de cedula 40 AC= 0.01414 ft2
Para el aire a 260°C y 10 atm
μ= 0.0673 lbmft . h
𝞀0 = 0.413 lbm
ft3
V0= T 0ρ0
=
201.42lbh
0.413lbm
ft3
=487.69 ft3
h = 13.82m
3
h
26

Se sabe que: DP= 14 in = 0.0208 ft, = 0.45⦶
Gc =4.17 x108 lbm. ft
lbf h2
B0 =
14248.2lbm
h ft2(1−0.45)
4.17 x108 lbm. ftlbf h2 (0.413
lbmft3 ) (0.0208 ft )(0.45)3
¿ + 1.75(14248.23lbm
h ft2 )
B0 = 605.25 lbf
ft3 ( 1 ft2
144¿2 )( 1atm
14.7lbf¿2 ) = 0.2859
atmft
∝ =2B0
AC (1−⦶) ρCP0
=(2)(0.2859)¿¿ =
0.06127lbmcat ( lbm
453.59 g )=1.3507gr cat
W=F A 0
K ' [ (1+€ )∈( 11−x
−€ x)]W=
2.08440.026
¿= 64.54 lbm catalizador por tubo
V=𝞀cat ( 1w )( 1
⦶ )=120lbm
ft3 ( 164.84 lbm )( 1
0.45 )V= 4.1126
Tubo
ft3
1ft3------------- 4.1126 tubo
0.2431--------1.0 tubo
Vtubo = 0.2431 ft3 (1000) = 243.15 ft3
VReactor =243.15 ft 3 =6.9 m 3
1m3----------35.2 ft3
27
x--------------0.2431
x= 6.9 x 10-3 m3 (1000) = 6.9 m3
Dtubo= 1 ½ in = 0.038 m
Vtubo= 6.9 x 10-3m3
V=ΠD2
4<¿ por lo tanto
Lt =4 V
Π D2 =4 ¿¿ = 6.0840 m
Como se calculo un volumen muy alto se decidió utilizar 2 reactores en párelo con flujos iguales
Etileno = 0.579lbmolseg
/ 2 = 0.2895lbmolseg
F A0=0.2895X 10 -4 lbmolseg
= 1.0422 lbmolhr
FB0 = 1.4473 X 10-4 lbmols
= 0.5211 lbmolh
FI = 1.4475 x 10-4 lbmols
( 0.79mol N2
0.21mol O2) = 5.4453 x 10-4 lbmol
s = 1.96
lbmolh
FTo = 3.5233 lbmolh
YA0 = F A 0F ¿
¿ = 1.04223.5233
= 0.2958 ≈ 0.3
ξ = YA0 8 = (0.3)( 1 - 12
- 1) = -0.15
PA0 = YA0. P0 = 3 atm
28
K` = k PA0 (12
)2/3 = 0.0141 (3)(0.63) = 0.0266
W = F A0
K [ (1+ξ )∈( 1
1−x−ξ x)]
W= 1.04220.0266
¿
W= 31.69 lbm catalizador por tubo
V = 120 lbm
ft3 ( 131.69 lb )( 1
0.45 ) = 8.41 tubos/ft3
ft 3--------------8.41 tubos
x---------------- 1 tubo
x= 0.1189
Vreactor = 0.1189 (1000) = 118.9 ft 3
Vreactor = 3.37 x 10-3 (1000) =3.32 m3
Dtubo = 1.5 in = 0.038 m
Lt = 4 V
П D2 = 4 (3.37 X 10−3)П ¿¿
= 2.97 m= 3 m
NOTA: Los reactores en paralelo tienen las mismas dimensiones.
Calculo del tiempo de residencia:
τ = 3.32 m3/ (13.82m3
h¿/2= 0.48 h
Diseño mecánico del reactor.
29

Se tiene que:
At= (πd2/4)=( π*(0.0381m)2)/4= 0.00114 m2
NT=1000
Lt= 3 m
DT=0.0381m
Diámetro del reactor
Dmin=√ 4π∗1000∗¿¿¿ =1.75 m
DR= 1.5 (1.75)=2.7m
Calculo del espesor del reactor.
Para una temperatura de 260° C- 500 °F y 10 atm del Código Asme SeccionVIII se obtiene:
S=19.6 (1000)=19600
Pdiseño= 10 atm (14.7)=147 psia
E= 0.85
t=¿¿ = 0.5 in
30

BALANCE DE ENERGIA
Para una temperatura de 260° C- 500 °F y 10 atm.
C2H4 + O2 C2H4O
∆Hrxn=∆Hf (C2H4O) - ∆Hf (C2H4) - ∆Hf (O2)
De tablas se obtuvieron las entalpias de formación:
∆Hr= -166.190 – (52.510) - 0= -219.41Kj/Kg mol
QGEN (rxn)=QREM
∆Hrxn FA0 dXA= QGEN (rxn)
QGEN (rxn)= (-99.73Kj/lbmol) (1.0422 lbmol/h) (0.6-0)= - 62.36 Kj/h
QGEN (rxn)= -59.10 BTU/h
Flujo de vapor.
M°s= -59.10 BTU/h/145 BTU7lb=0.0656 lb/h=0.4075 TON/h
31

DISEÑO DEL SEGUNDO SEPARADOR(S-02)
De la alimentación al reactor heterogéneo se sabe que:
compuesto Flujo x tubo(lbmol/s) Flujos totales x 1000 tubos(lbmol/s)
Etileno 5.79x10-4 0.579Oxigeno 2.895x10-4 0.289
Nitrógeno 1.0890x10-3 1.089
Se conoce la reacción para el oxido de etileno:
C2H4+ 0.5 O2 C2H4O
Flujos a la salida del reactor.
32

C2H4O=0.99 (0.579) + 0.5 (0.289) =0.717 lbmol/s
N2=1.089 lbmol/s
O2= 0.1445 lbmol/s
C2H4=0.00579 lbmol/s
Aplicando los balances se obtienen los siguientes flujos para las corrientes del separador.
compuesto F(lbmol/s) A(lbmol/s) B(lbmol/s)C2H4 0.00579 0.00579 0N2 1.089 1.089 0O2 0.1445 0.1445 0
C2H4O 0.717 0.0143 (2%) 0.703
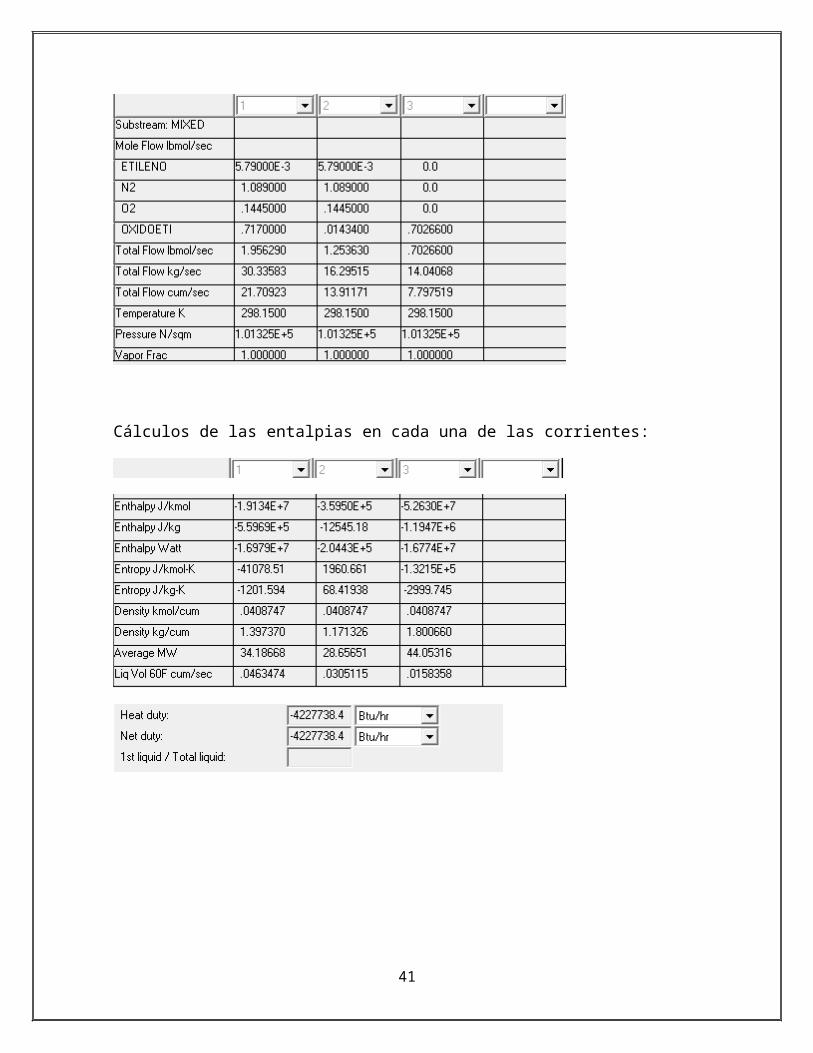
Este separador también fue calculado en el simulador ASPEN-PLUS como se muestra a continuación:
Cálculos de las entalpias en cada una de las corrientes:
33

DISEÑO DEL ABSORBEDOR(A-01)
Al absorbedor entra un flujo de oxido de etileno de 0.703 lb mol/s a una T=100 °F
34
Especificaciones de la alimentacion de oxido de etieno.
Especificaciones de la alimentación de agua.
35

Resultaos de las corrientes.
Balances de energía.
36

DISEÑO REACTOR CSTR(R-03)
37
T=77 ° F
P= 1 atm.
FC=30Tonhr (2204.62 lb
1Ton )= 66138.6 lbhr ( 1hr
60min )= 1102.31 lbmin
( 1lbmol64 lb )= 17.78
lbmolmin
FA0= FC
X =
17.780.8
= 22.225 lbmolmin
VA0 = VB0 = F A 0
CA 0 =
22.225l bmolmin
1lbmol
ft3
= 22.225 ft3
min
V0 = 22.225 (2) = 44.45 ft3
min
V= V 0x
k (1−x) =
44.45ft3
min(0.8)
0.311min−1(1−0.8) = 571.7041 ft3 = 16.18 m3 = 4276.63 gal
Vreactor = 16.18 m3
Balance Reactor 3:
A + B C
Para reactor de flujo continuo: A=0 ∴ ±P= S-E
38

donde A=acumulación
En un reactor de flujo, la concentración CA, en un punto dado es:
C A=F A
vDónde: FA= Flujo molar y v=velocidad de flujo volumétrico
C A=F A
v=moles / tiempolitros / tiempo
=moleslitro
Si en general: FA= FA0 (1-XA)
Para cada componente de la reacción, quedaría:
C A=F A
v=F A0 (1−X A)
v CB=
FB
v=FB0−F A0 X A
v
CC=FC
v=FC 0+F A0 X A
v
En el caso de líquidos, el cambio de volumen durante la reacción es insignificante si no hay cambios de fase. Por consiguiente tomaremos:
v=v0
C A=F A0(1−X A )
v=
42 .18 lbmol /min (1−0 .8 )44 . 45 ft3 /min
=0. 1897 lbmol / ft3
CB=FB0−FA 0 X A
v=
718 . 2−42. 18(0 . 8)44 . 45
=15 .39 lbmol / ft3
CC=FC 0+F A0 X A
v=
0+42 . 18( . 80)44 .45
=0 . 75 lbmol / ft 3
39

FC=CcV=0 .75 lbmol / ft3 (44 . 45 ft 3 /min )=33 .33 lbmol /min
Balance de energía
A + B C
Q entrada – Q salida ± Q gen.rxn. – Q removido = Q acumulado
± Q gen.rxn. = Q removido
ΔH rxn.= ΔHC – ΔHB - ΔHA
Donde: ΔHC= -850.800 kcal/kg
ΔHA= -520.630 kcal/kg
ΔHB= -285.830 kcal/kg
ΔHrxn.= -44.34 kcal/kg
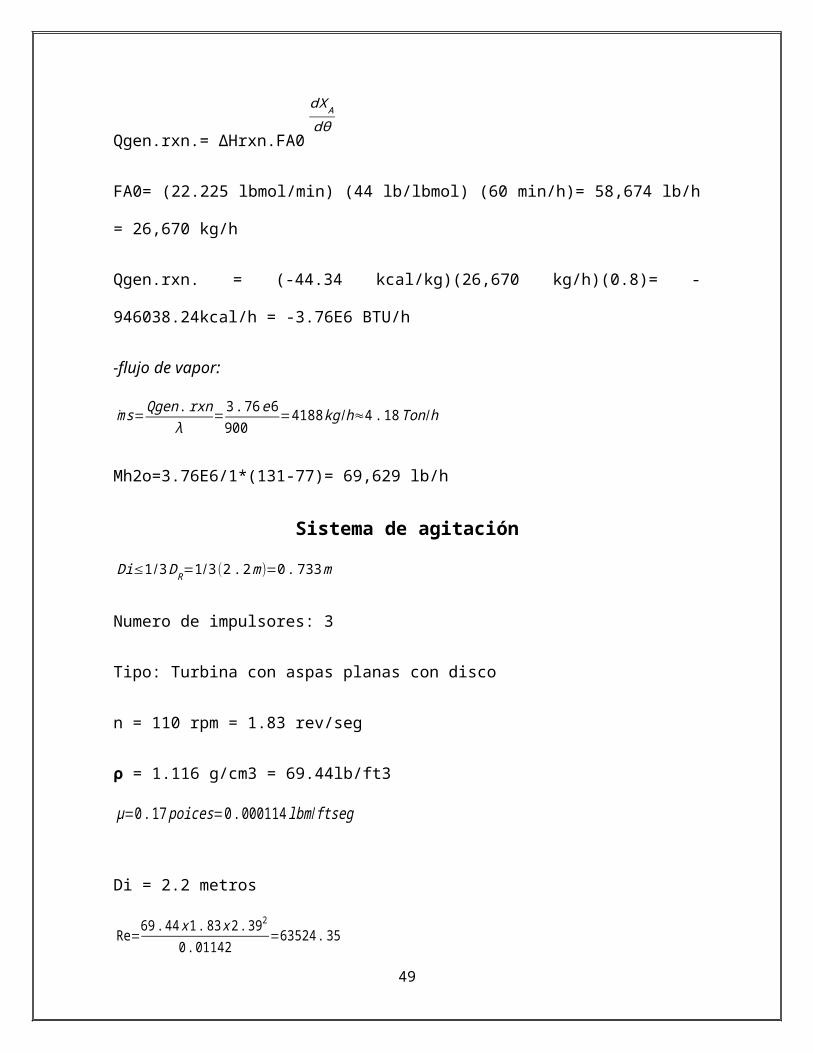
Qgen.rxn.= ΔHrxn.FA0
dX A
dθ
FA0= (22.225 lbmol/min) (44 lb/lbmol) (60 min/h)= 58,674 lb/h = 26,670 kg/h
Qgen.rxn. = (-44.34 kcal/kg)(26,670 kg/h)(0.8)= -946038.24kcal/h = -3.76E6 BTU/h
-flujo de vapor:
m s=Qgen . rxnλ
=3 .76e 6900
=4188kg/h≈4 .18Ton /h
Mh2o=3.76E6/1*(131-77)= 69,629 lb/h
Sistema de agitación
40
0
Di≤1/3DR=1 /3 (2.2m)=0 .733m
Numero de impulsores: 3
Tipo: Turbina con aspas planas con disco
n = 110 rpm = 1.83 rev/seg
𝞀 = 1.116 g/cm3 = 69.44lb/ft3
μ=0.17 poices=0. 000114 lbm/ ftseg
Di = 2.2 metros
Re=69 .44 x1 .83x 2.392
0 .01142=63524 .35
De la grafica de correlaciones de potencia para diversos impulsores tenemos que
Np= 5.5
BHP=n3 Di5 ρ Npgc
¿(1 . 83)3 (2. 39 )5(69 . 44 )(5 .5 )32 .2
¿5668 .38 lbf . ft /seg=10 . 3Hp / impulsorBHPTotal=10 .3 x 3=30 . 9Hp
Utilizamos 35 hp que es comercial
Espesor del reactor
41

tmin=PDi2 SE+0 .6P
+C
¿50 psig (86 .16 in )2(0 .85)(18300 )+(0 .6 )(50 )
¿0 .1386in=3 .52mm
Espesor de la tapa
t=0 .885PDSE−0 .1P
+C
=0.885(50 )(86 . 61)18200 (1.0 )−0 .1(50 )
=0.2106 in
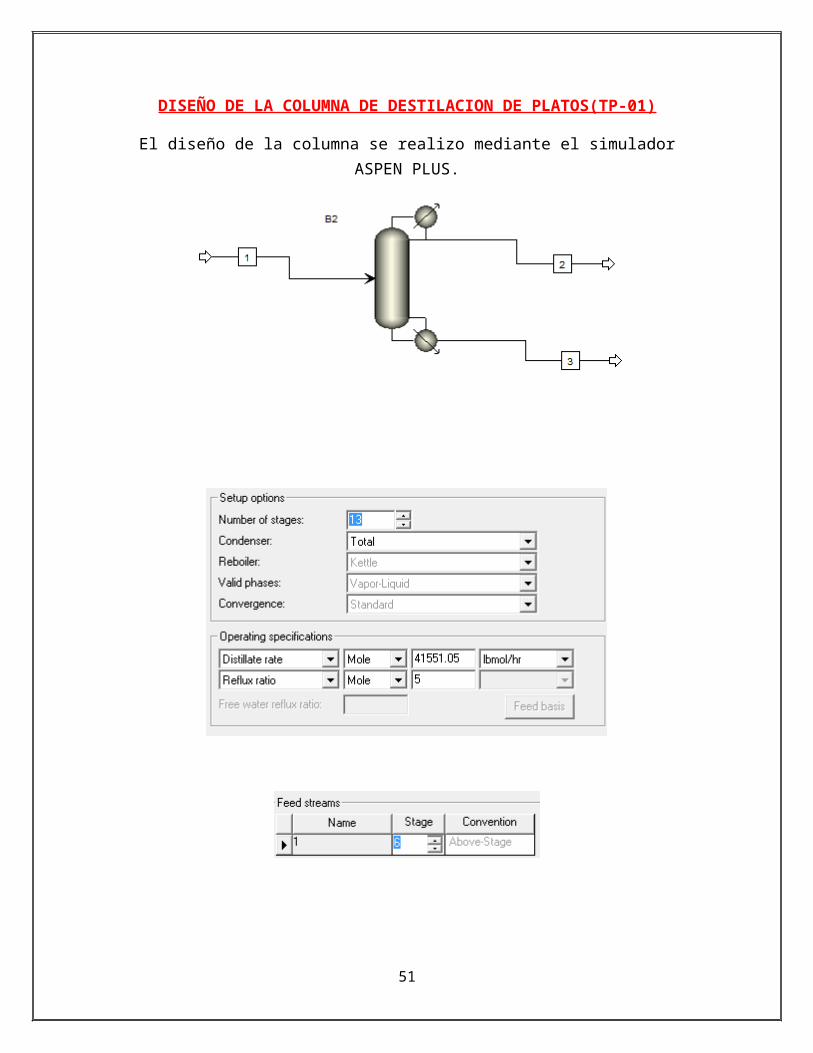
DISEÑO DE LA COLUMNA DE DESTILACION DE PLATOS(TP-01)
El diseño de la columna se realizo mediante el simulador ASPEN PLUS.
42

Especificaciones de la corriente 1.
43

Resultados de las corrientes.
Balances de energía.
44

Se obtiene la carga de calor.
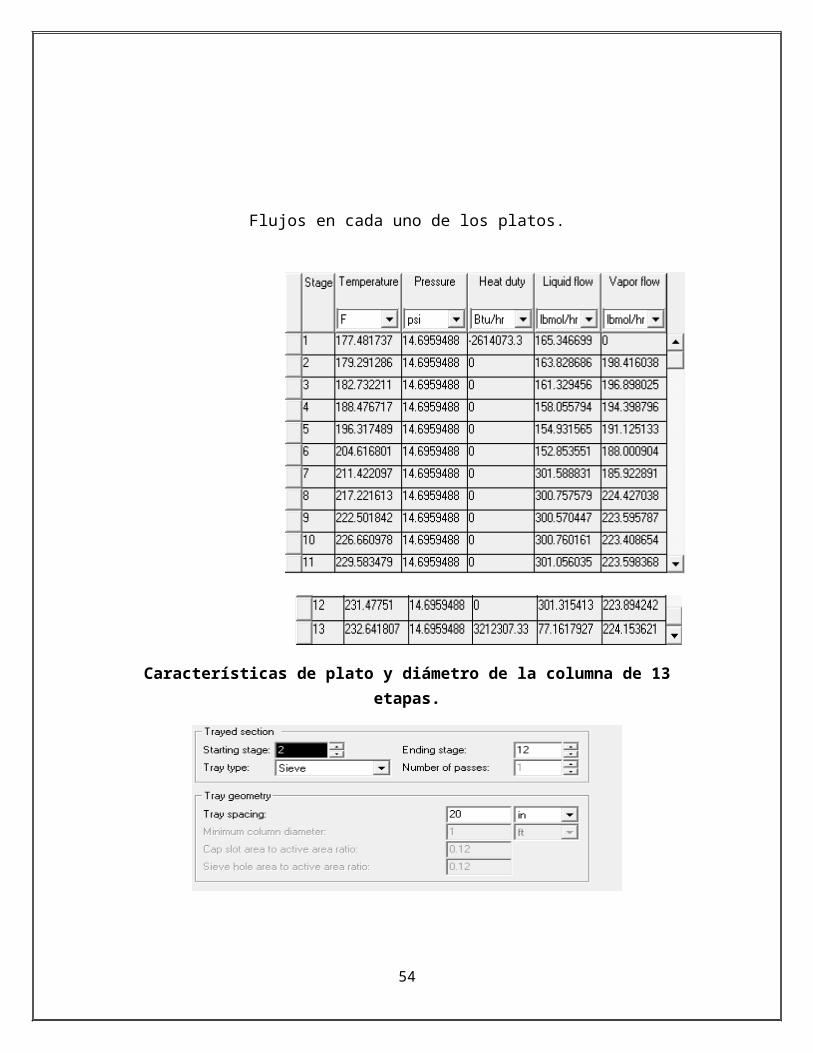
Flujos en cada uno de los platos.
45

Características de plato y diámetro de la columna de 13 etapas.
46

Calculo del flujo de agua de enfriamiento necesario para el condensador de la torre.
Del ASPEN se sabe:
QV=2 614 073 BTU/h
∆T= (178-77) =101 °F
∆t= (131-68) =63°F
QV=UA∆TML
∆TML= [(101-63) °F/ln10163
]=80.51 °F
A= QV/∆TML*U
A=2 614073 BTU/h/80.51*110 Btu/h.ft2=295.17 ft2=27.42 m2
Q=mcp∆T
M°=Q
cp∆T=
2614 073BTU /h
80.51° F∗1BTUlb ° F
=32468.92 lb/h
Es el flujo de agua de enfriamiento requerido para el condensador de la columna.
EL FLUJO DE VAPOR REQUERIDO PARA EL REVOILER.
M°= 312307 BTU/h/820 BTU/lb=380.86 lb/h= 0.1728 Ton/h
47

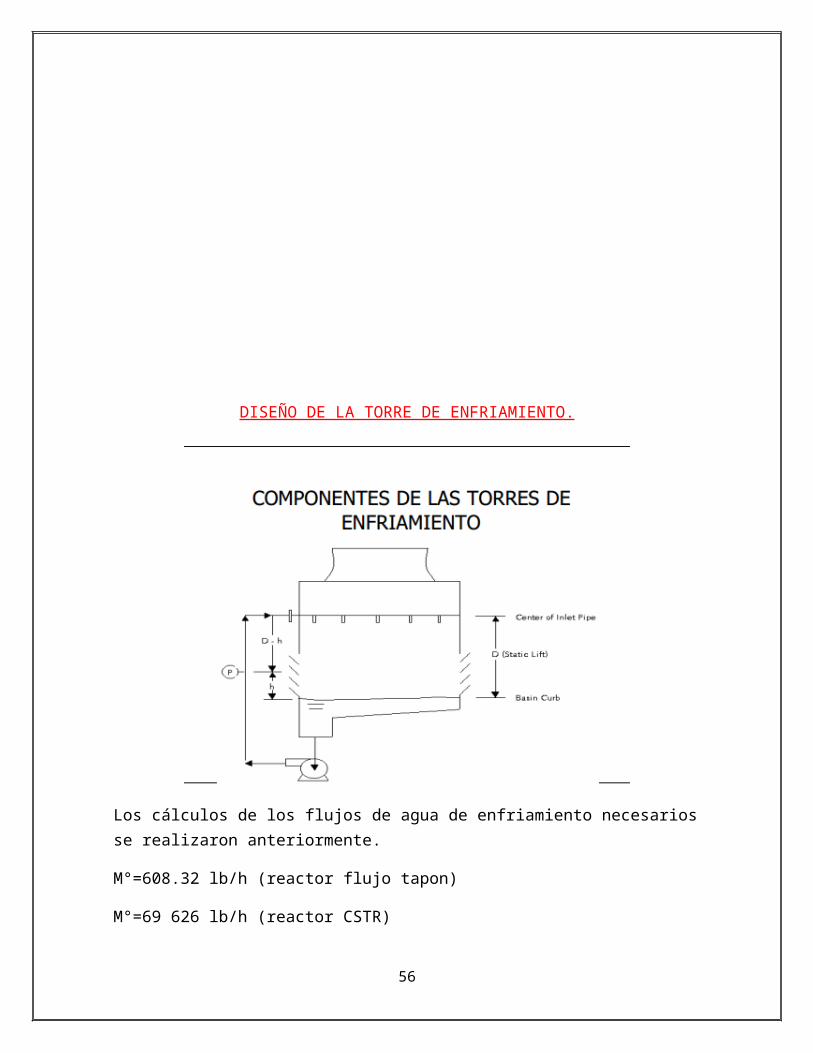
DISEÑO DE LA TORRE DE ENFRIAMIENTO.
Los cálculos de los flujos de agua de enfriamiento necesarios se realizaron anteriormente.
M°=608.32 lb/h (reactor flujo tapon)
M°=69 626 lb/h (reactor CSTR)
M°=32469 lb/h (CONDENSADOR DE LA COLUMNA)
Carga total de agua=102 706 lb/h
Queremos enfriar 46 684 lt / hora (102 706 lb/h) 100ºF hasta
que alcance los 77ºF.
Normalmente de acuerdo a la experiencia de muchos fabricantes, las torres de
enfriamiento trabajan con cargas de aire que oscilan entre 900 a 1800 lb/h·ft2
y con cargas de agua entre 500 y 2000 lb/h·ft2.
Entonces podemos empezar a definir los parámetros de la torre de la siguiente manera:
48
1. Especificar una carga de agua para el diseño
carga agua diseño =L= 1700 lb/h·ft2.
2. Para saber el área de la torre debemos dividir la carga total de agua de la torre por hora para la carga de agua de diseño.
Area torre = carga total / carga agua diseño = 102706/ 1700 ≈ 60 ft2
3. Podemos definir una carga de aire fija como factor de diseño, se recomienda que esta carga de aire sea como mínimo la mitad de la carga de agua para rangos de enfriamiento de 10ºC, aunque se pueden utilizar factores entre 0,5 y 1,5 que pueden aumentar significativamente el costo del equipo:
Carga aire diseño = G =0,55 x Carga agua diseño = 935 lb/h·ft2
4. Gasto total de aire = carga de aire x area dela torre= 935*60=lb /h= 56100 CFM.
49

Para este caso vamos a utilizar 5 ventiladores de 10000 CFM. cada uno posee
una presión estática de operación superior a 0,11 pulg H2O, a fin de que el aire pueda circular a través de la empaquetadura.
Escalamiento de Ventiladores
Las fórmulas que permiten el escalamiento de ventiladores por similitud dinámica son las siguientes:
Para escalar los ventiladores de nuestro problema tomamos como modelo un ventilador centrífugo de paletas rectas Marca Trane tipo S tamaño 13.
Las dimensiones de ese ventilador son las siguientes:
50
D2 (diámetro del rotor)=3√ 3∗900∗5753
1200∗1656=63.68 mm
H2=H 1∗W 22∗D 22
W 12∗Q 1=
2∗12002∗63.682
9002∗1656= 8.7 pulg de agua
P2= P1∗ρ2∗W 23∗D25
ρ1∗W 13∗D 15 =0.9∗1.18∗12003∗63.685
0.98∗9003∗5755 =0.28 BHP
51

DISEÑO DE BOMBAS DEL PROCESO
Cálculos de las bombas del proceso.
(Esta bomba se utiliza para bombear etano de la esfera al reactor B-02)
Densidad del etano=1.282 kg/m 3 =0.0106 lb/galón
Se necesitan 30 ton de C2H4 y el tiempo de cargas esperado es de 10 min.
m°=1247.72 lb/h =20.79 lb/min
Q(ETANO)=20.79 lbmin
/0.0106 lb
galon= 1961.32gal /min
El reactor se encontrara a una altura 40 ft de manera horizontal.
BHP= (1961.32 gal /min )(40 ft)( 0.0106 lb
gal)
247000∗0.6=0.057 HP=1 HP
Se verifico este cálculo con la ayuda del simulador ASPEN PLUS y se obtuvieron los siguientes resultados.
52

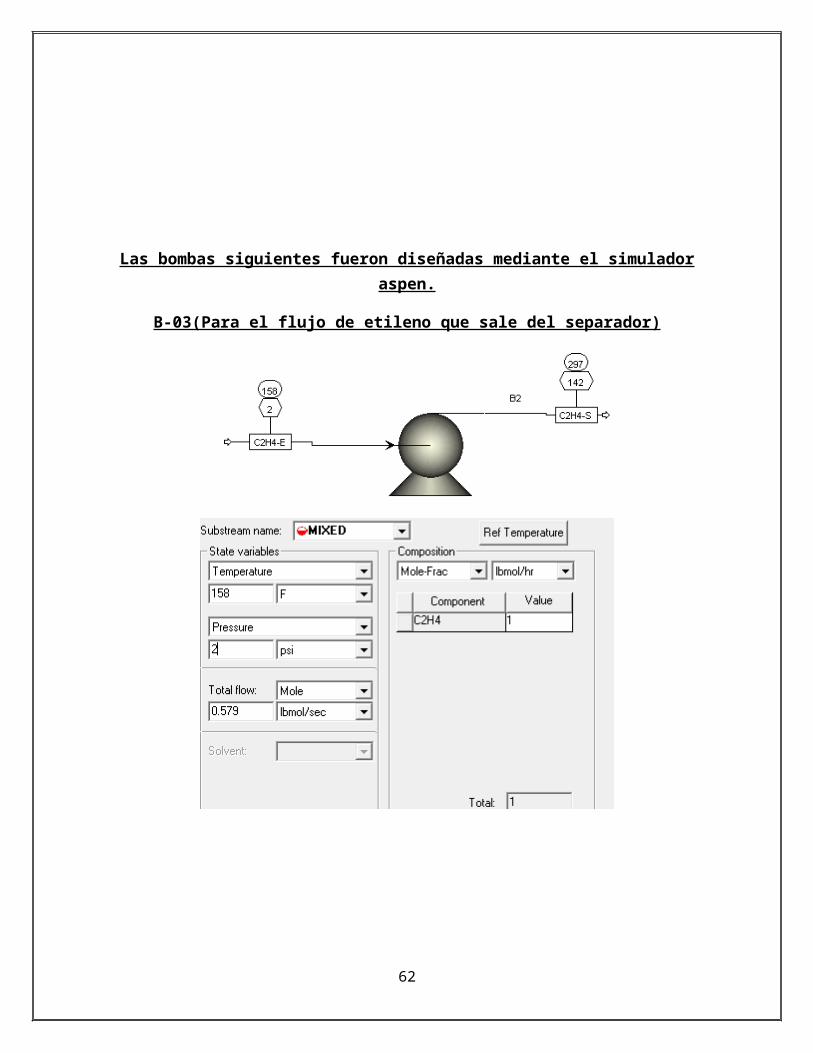
Las bombas siguientes fueron diseñadas mediante el simulador aspen.
B-03(Para el flujo de etileno que sale del separador)
53
B-04(Flujo de etileno que sale por la parte de arriba del S-01)
54

B-05(Para el agua de enfriamiento al condensador de la T-01)
55
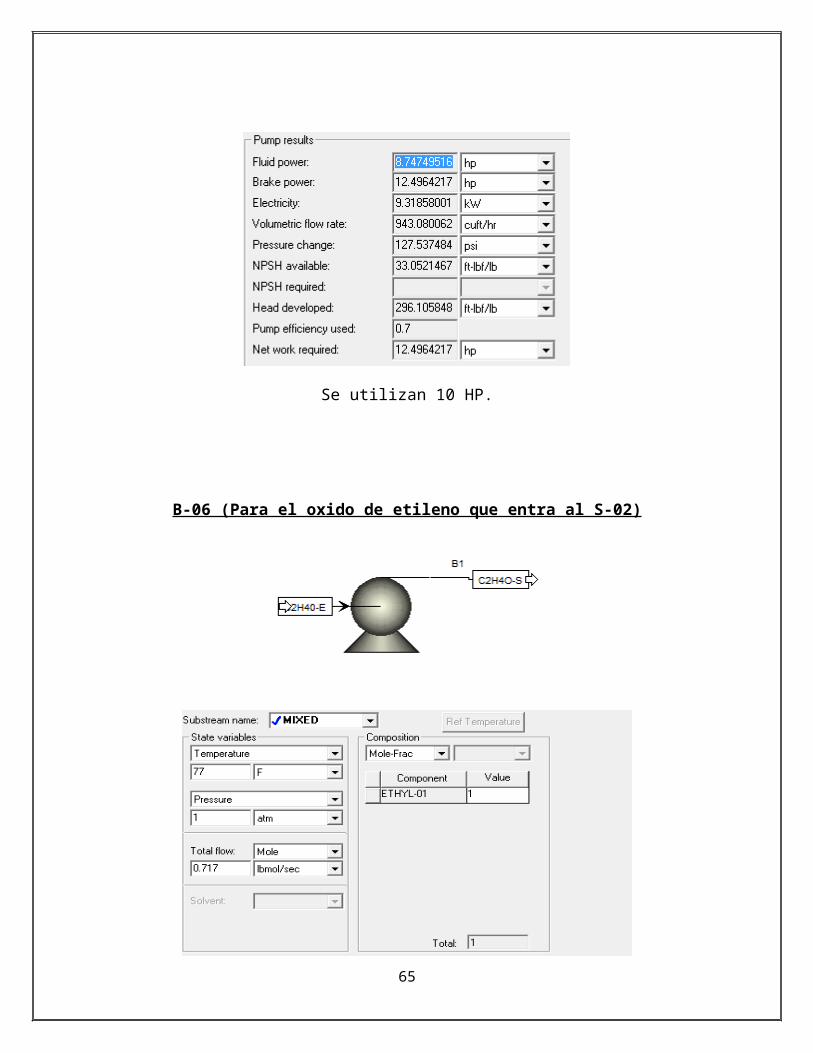
Se utilizan 10 HP.
B-06 (Para el oxido de etileno que entra al S-02)
56

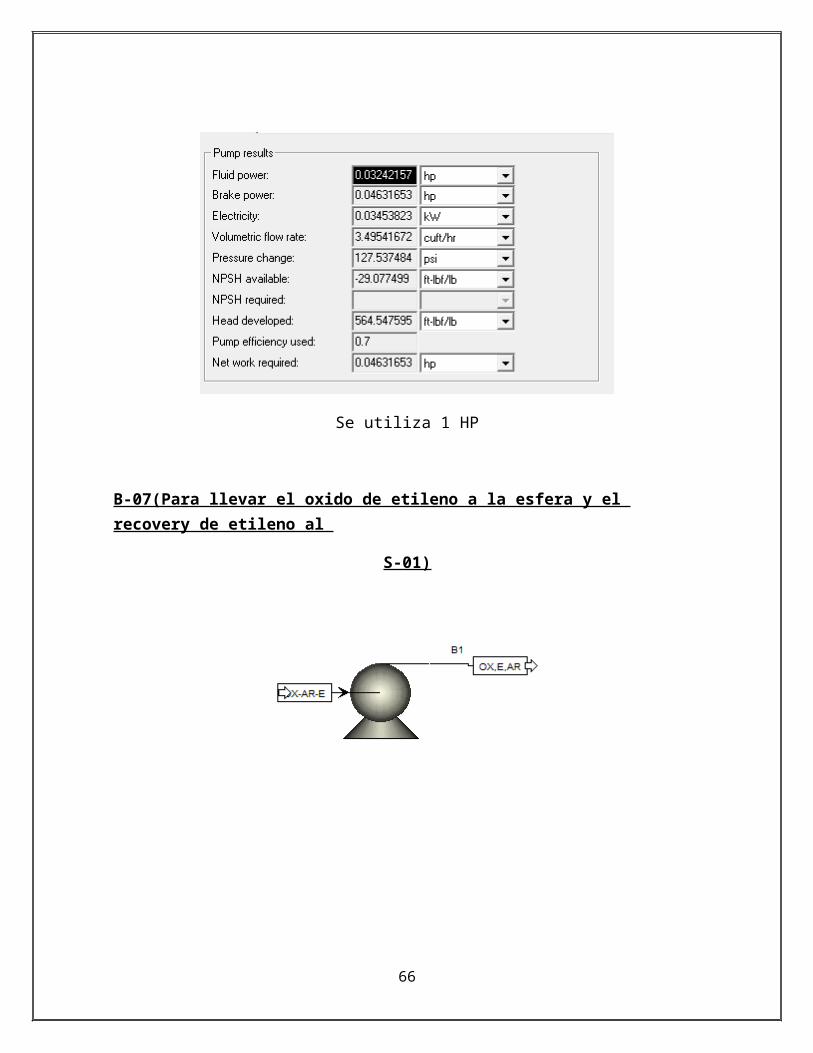
Se utiliza 1 HP
B-07(Para llevar el oxido de etileno a la esfera y el recovery de etileno al
S-01)
57

Se utilizan 5 HP
B-08(Para alimentar oxido de etileno al absorbedor)
58

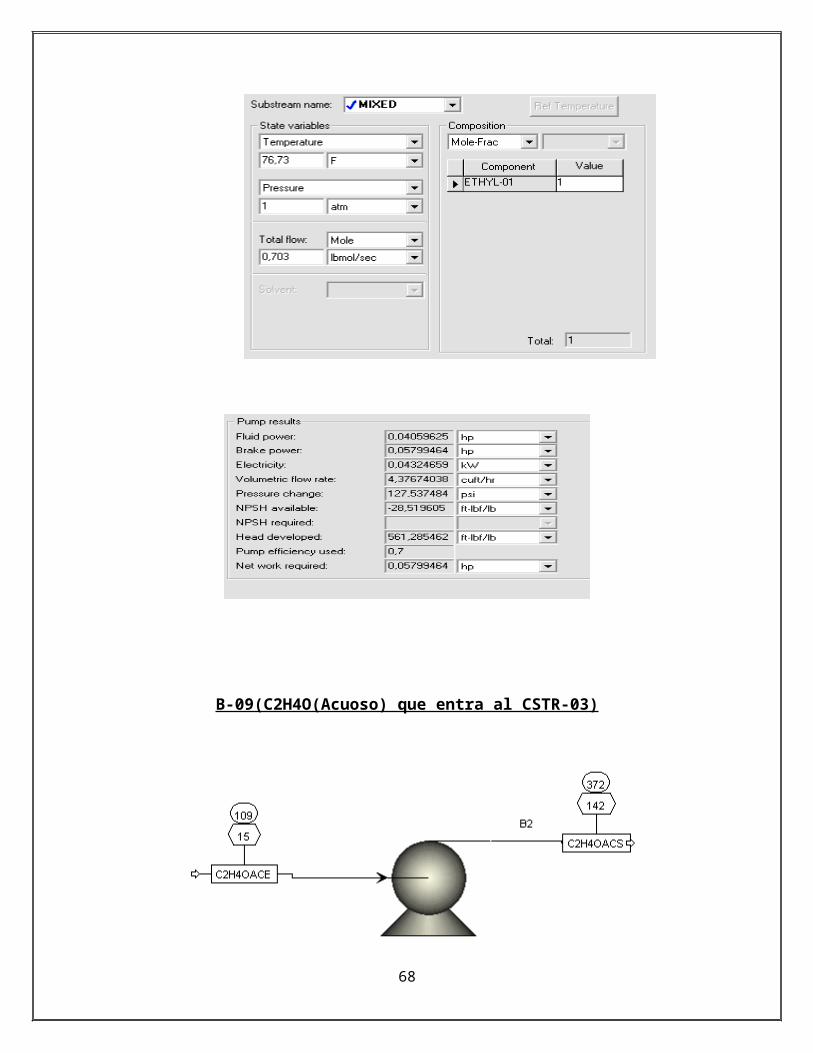
B-09(C2H4O(Acuoso) que entra al CSTR-03)
59

Se utilizan 6 HP
B-10(Para alimentar etilenglicol Aq a la torre de destilación)
60

Se utilizan 20 HP
B-11(Para alimentar agua al absorbedor)
61
Se utilizan 10 HP.
B-13(Para bombear el etilenglicol a los tanques)
62

B-15Para bombear el etilenglicol a los camiones)
63

Se utilizan 10 HP
TANQUE PARA ETILENGLICOL (T-03, T-04)
Flujo volumétrico de etilenglicol a la salida de la columna=59.05 ft3=1.6534
64
Material De Acero Inoxidable 316
Temperatura De Diseño=100°C
¿=3.0m
16.534 m3=2√ VOLpi∗L
DT= 2√ 16.534pi∗3
=2.5 m
DISEÑO MECANICO DEL CUERPO.
t= PD2SE−0.6 P
+C0
t=2
kg
cm2×2500mm
2×980kgcm2 ×0.85− (0.6 ) (2 )
t=3.0mm =0.11 in S=0.85Eficiencia
Se neceita otro tanque de la misma capacidad.
CALCULO DE LA CALDERA(C-01)
65
W=Flujo de vapor utilizado 5.8 ton/hr
ΔT de temperatura (25- 105)°C=(77-221)°F
P=1.2
CpH2O= 1 BTU/lb°F
Q=12760
lbhr (1
btulb° F ) (77 ° F−221° F )
.33hr=5.56 x 106btu/hr
Flujo volumétrico (501706.86ft3/hr=8361.78ft3/min
To=70°F
PbPa
=(344
)1/3=2.03
PB=0 .0643T a δ
520(δ−1)n[(PbPa
)1−1/8−1 ]=0. 0643(530 )(1. 5 )(8361.78)520 (1. 5−1 )0 . 80
[ (2. 03 )1−1/8−1]=536 . 4 HP
DISEÑO DEL COMPRESOR DE AIRE.(C-01)
66

Flujo de aire = 4.94lbmol/hr
Evaluación del proyecto:
Partida Porcentaje Costo x partida1. Equipo de proceso y servicios auxiliares 40% $ 6,290,000.002. Obra mecánica, montaje de equipos,
tuberías, estructuras, materiales y mano de 20%$ 1,258,000.00
67
obra.3. Obra civil, cimentación y estructura, pilotes,
etc. 5%$ 314,500.00
4. Obra eléctrica incluye transformadores 15% $ 943,500.005. Obra instrumental, control de temperatura,
flujo, presión y nivel. Incluye software. 10%$ 629,000.00
6. Pruebas de arranque 2% $ 125,800.007. Supervisión de obra e ingeniería 5% $ 314,500.008. Permisos de importación y fletes 3% $ 188,700.00
Total del proyecto 100% $ 10,064,000.00Imprevistos 10% Total $ 1,006,400.00Inversión Inicial Total $ 11,070,400.00
Partida Cantidad Descripción P. U. Total1 1 pza. Reactor flujo pistón RFP de 145 ft3,
material H-II, para altas temperaturas. $ 100,000.00 $ 100,000.002 2 pza. Reactor lecho empacado DPR de 3.32
m3, incluye catalizador, material SS-316. $ 85,000.00 $ 170,000.003 1 pza. Reactor con agitación continua CSTR de
16.18 m3, incluye agitador, catalizador, sistema de enfriamiento, material SS-316. $1,165,000.00 $1,165,000.00
4 2 pza. Separador flash de 10 m3. $ 55,000.00 $ 110,000.005 1 pza. Columna absorbedora, incluye
empaques. $ 90,000.00 $ 90,000.006 1 pza. Columna de destilación de 13 platos,
condensador total. $ 130,000.00 $ 130,000.007 2 pza. Esfera para materia prima de 6000 m3. $1,200,000.00 $2,400,000.008 1 pza. Tanque producto terminado de 1000 m3.
$ 500,000.00 $ 500,000.009 1 pza. Compresor 10 HP $ 200,000.00 $ 200,000.0010 1 pza. Torre de enfriamiento $ 750,000.00 $ 750,000.0011 1 lote 15 Bombas centrifugas de 1 a 20 HP $ 225,000.00 $ 225,000.0012 1 pza. Caldera de vapor 550 HP $ 450,000.00 $ 450,000.00
Total $6,290,000.00
Costo total del proyecto
Costo del equipo de proceso y servicios auxiliares = (40% de la inversión inicial total )
Si deseamos realizar el análisis de rentabilidad del proyecto
68

Ingresos brutos por ventas
Ingresosbrutos por ventas=( preciode venta )(toneladasde produccion vendidasaño )
EBITDA=$0 .45dllslb
(2200 lbton
)=990dllston
(240 ,000tonaño
)=237 ,600 ,000 dlls
Costo de producción
a) Materias Primas
Reacciones Costo dlls/lb Etano Etileno $ 0.17Etileno Oxido de etileno $ 0.005Oxido de etileno Etilenglicol
$ 0.005
Total de materias primas $ 0.18 dlls/lb
b) Energía eléctrica
c) Vapor y gas natural
69
10 años 1 2 8 9
Costo de Producción
I.I.T=$11,070,400.00
Equipo Cantidad de hp B-01 1B-02 1B-03 1B-04 1B-05 10B-06 1B-07 5B-08 1B-09 6B-10 20B-11 10B-12 1B-13 1B-14 2B-15 10
Compresor 10Total 81

Equipo Toneladas de vapor / hora R-01 0.44R-02 0.4075R-03 4.18Columna destilación 0.1728Total 5.80
Si se producen 30 ton / hr de producción y 12.02 toneladas de vapor por hora
Entonces
30 ton.
prohr
5.80ton . vap . ❑hr
=5.17 ton. pro .ton. vap . ( 9dls
ton. vap . )=46.55dlston. vap . ( 1 ton
2200 lb )=0.021dlslb
Costo de producción Dólares / libra Materia prima $ 0.18Catalizadores $ 0.005Energía Eléctrica $ 0.0063Vapor y gas natural $ 0.021Mano de obra de producción $ 0.01Distribución y mantenimiento $ 0.30 Total $ 0.5223
Costos de producción total por año = 275 x106dolares /año
0.5223dlslb (240,000
tonaño )( 2200 lb
1 ton )=275 x106dolares/año
Área Personal Salario por persona
Dlls.
Costo Total
Mano de obra Quince operadores $ 85.00 $ 1275.00Cinco supervisores $ 130.00 $ 650.00
Mantenimiento y Laboratorios
Cinco Mantenimiento $ 95.00 $ 475.00
Cinco Laboratorios $ 100.00 $ 500.00Otros Tres vigilantes $ 50.00 $ 150.00
Dos empacadores $ 75.00 $ 150.00Tres piperos $ 85.00 $ 255.00
70

Dos contadores $ 120.00 $ 240.00Un jefe de producción $ 250.00 $ 250.00
Costo Total $ 3945.00
Periodo de recuperación:
Periodo de recuperacion= IITIngreso x venta
=11070400237600000
=0 . 046 años
71