
PROYECTO DE GRADO PARA OPTAR POR EL TITULO DE …
54
1 PROYECTO DE GRADO PARA OPTAR POR EL TITULO DE INGENIERO MECÁNICO ANÁLISIS DE FALLA DE UN PERNO DE SUJECIÓN DE LA CULATA DE UN MOTOR DIESEL Autor: LUÍS FELIPE CARMONA ECHEVERRÍA Asesor: WILSON HORMAZA RODRÍGUEZ, Dr. Ing. UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA MECÁNICA BOGOTA D.C 2008
Transcript of PROYECTO DE GRADO PARA OPTAR POR EL TITULO DE …
1
PROYECTO DE GRADO PARA OPTAR POR EL TITULO DE INGENIERO MECÁNICO
ANÁLISIS DE FALLA DE UN PERNO DE SUJECIÓN
DE LA CULATA DE UN MOTOR DIESEL
Autor:
LUÍS FELIPE CARMONA ECHEVERRÍA
Asesor:
WILSON HORMAZA RODRÍGUEZ, Dr. Ing.
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
BOGOTA D.C 2008
2
TABLA DE CONTENIDOS
TABLA DE CONTENIDOS .................................................................................................. 2 INDICE DE FIGURAS........................................................................................................... 4 INDICE DE TABLAS ............................................................................................................ 6 AGRADECIMIENTOS .......................................................................................................... 7 OBJETIVOS ........................................................................................................................... 8
Objetivo General ................................................................................................................. 8 Objetivos Específicos.......................................................................................................... 8
INTRODUCCIÓN .................................................................................................................. 9 Fuentes fundamentales de falla ........................................................................................... 9 Etapas del proceso de análisis de falla ............................................................................... 9
1. TEORIA DE FALLA........................................................................................................ 11 1.1 Definición de fractura ................................................................................................. 11 1.2 Definición de grieta..................................................................................................... 11 1.3 El origen de las grietas ................................................................................................ 12
1.3.1 Nucleación de grietas por deformación ............................................................... 12 1.4 MECANISMOS MICROSCÓPICOS DE LA PROPAGACIÓN DE GRIETAS ...... 15
1.4.1 Propagación de grietas por clivaje y cuasiclivaje ................................................ 15 1.4.2 Propagación de grieta por coalescencia de microcavidades .................................... 15
1.4.3 Propagación de grieta íntergranular ..................................................................... 17 1.4.4 Propagación de grieta por el mecanismo de fatiga .............................................. 17 1.4.5 Propagación de grieta por corrosión bajo esfuerzo .............................................. 18 1.4.6 Propagación de grieta por presencia de hidrogeno .............................................. 19
1.5 MODOS DE FRACTURA Y FRACTOGRAFÍA ...................................................... 19 1.5.1 Superficies de fractura producidos por el mecanismo de clivaje......................... 19 1.5.2 Superficies de fractura producidas por coalescencia de micro cavidades ........... 20 1.5.3 Superficies de fractura producidas por separación intergranular......................... 21 1.5.4 Superficies de fractura producidas por un mecanismo de fatiga ......................... 21 1.5.5 Superficie de fractura producida por un mecanismo de Creep ............................ 22 1.5.6 Superficie de fractura producida por agrietamiento por corrosión bajo esfuerzo 22 1.5.7 Superficie de fractura por agrietamiento inducido por presencia de hidrogeno . 22
1.6 FRACTURA FRÁGIL ................................................................................................ 22 1.6.1 Características de la fractura frágil ...................................................................... 23 1.6.2 Aspectos micro estructurales de la fractura frágil................................................ 24
2. INVESTIGACIÓN DE LA FALLA ................................................................................. 25 2.1 RECOPILACIÓN DE INFORMACIÓN Y ANTECEDENTES DE LA FALLA .... 25
2.1.1 Obtención de la geometría del perno de sujeción ............................................... 25 2.1.2 Montaje del componente ...................................................................................... 26 2.1.3 Especificaciones de operación y mantenimiento ................................................. 27 2.1.4 Inspección visual.................................................................................................. 28 2.1.5 Entrevistas ............................................................................................................ 29 2.1.6 Proceso de fabricación ......................................................................................... 30
2.2 DIAGNOSTICO PRELIMINAR DE CAUSAS DE FALLA..................................... 30 2.2.1 Falla por propagación de grieta por el mecanismo de fatiga ............................... 30
3
2.2.2 Falla por sobrecarga en el componente................................................................ 30 2.2.3 Falla por defectos de montaje .............................................................................. 31 2.2.4 Falla por concentración de esfuerzos ................................................................... 31
2.3 CARACTERIZACIÓN DEL MATERIAL ................................................................ 31 2.3.1 Análisis de composición química ........................................................................ 31 2.3.2 Metalografía ......................................................................................................... 32 2.3.3 Ensayos mecánicos .............................................................................................. 34
2.4 REALIZACIÓN DE ENSAYOS ................................................................................ 36 2.4.1 Ensayos no destructivos ....................................................................................... 36 2.4.2 Exámenes macroscópicos .................................................................................... 38 2.4.3 Examen microscópico de la superficie de fractura .............................................. 41
2.5 SIMULACIÓN DE CONDICIONES DE CARGA POR ELEMENTOS FINITOS (FEA) ................................................................................................................................ 42
2.5.1 Antecedentes de FEA sobre partes roscadas........................................................ 42 2.5.2 Generación de la geometría del perno.................................................................. 43 2.5.3 Determinación de las cargas de servicio del perno de sujeción ........................... 43 2.5.4 Aplicación de las cargas de servicio por medio de Análisis por Elementos Finitos....................................................................................................................................... 45
2.6 ANÁLISIS CONCLUYENTE .................................................................................... 51 2.6.1 Concepto de falla ................................................................................................. 51 2.6.2 Conclusiones ........................................................................................................ 51 2.6.3 Recomendaciones................................................................................................. 52
BIBLIOGRAFÍA .................................................................................................................. 53

4
INDICE DE FIGURAS
Figura 1. Forma convencional de ilustrar una grieta en dos dimensiones. Sección transversal en forma de elipse (reimprerso de HULL, DEREK) .......................................... 11 Figura 2. Representación esquemática del frente de grieta, tomando en cuenta la influencia de fuerzas interatomicas y fuerzas externas (reimpreso de HULL, DEREK) ...................... 12 Figura 3. Representación esquemática de nucleación de grietas por incompatibilidad elástica (reimpreso de HULL, DEREK) ............................................................................... 13 Figura 4. Representación esquemática de nucleación de grietas por deformación plástica en sólidos cristalinos (reimpreso de HULL, DEREK) .............................................................. 13 Figura 5 Representación esquemática de nucleación de grietas por coalescencia de cavidades plasticas (reimpreso de HULL, DEREK)............................................................. 14 Figura 6. Representación esquemática de nucleación de grietas por deslizamiento en los bordes de grano (reimpreso de HULL, DEREK).................................................................. 14 Figura 7. Representación esquemática de nucleación de grietas por fatiga mecánica (reimpreso de HULL, DEREK) ............................................................................................ 15 Figura 8.Vista detallada de la fractura de un acero dúctil. (reimpreso de IPOHORSKI) .... 16 Figura 9. Fractura dúctil a alta temperatura de un acero estructural. (reimpreso de IPOHORSKI) ........................................................................................................................ 16 Figura 10 Fractura intergranular de una muestra de titanio tensionado en una solución de yodo en metanol. 500X. (reimpreso de IPOHORSKI) ........................................................ 17 Figura 11. Vista detallada de una superficie fracturada por un mecanismo de fatiga. (reimpreso de IPOHORSKI) ................................................................................................. 18 Figura 12. Representación esquemática de propagación de grieta por corrosión bajo esfuerzo. (reimpreso de TAWANCY, HANIM)................................................................... 19 Figura 13 Vista detallada de una fractura por clivaje (reimpreso de IPOHORSKI)............ 20 Figura 14. Superficie de fractura producida por coalescencia de microcavidades (reimpreso de TAWANCY, HANIM)..................................................................................................... 21 Figura 15. Detalle de una superficie fracturada por un mecanismo de fatiga. (reimpreso de IPOHORSKI) ........................................................................................................................ 21 Figura 16. Representación esquemática de la superficie de fractura de un eje endurecido. (reimpres de WULPI). Figura 18. Vista general del perno de sujeción fracturado en el primer hilo roscado de la tuerca. .................................................................................................................................... 25 Figura 19. Plano esquemático del perno de sujeción de la culata de un motor Diesel ........ 25 Figura 20. Esquema de la posición del perno de sujeción en la culata (Tomado del manual del motor Allen Rolls Royce 8S37G) ................................................................................... 26 Figura 21. Vista en corte del gato hidráulico. (Tomado del manual del motor Allen Rolls Royce 8S37G) ....................................................................................................................... 26 Figura 22. Representación del montaje de los pernos de sujeción (Tomado del manual del motor Diesel Allen Rolls Royce 8S37G) .............................................................................. 27 Figura 23 Marcas radiales de color azul-purpura................................................................. 28 Figura 24. a) Corrosión avanzada en la superficie de la sección inferior b) Indentaciones en la rosca, cercana a la zona de falla en la seccion inferior ..................................................... 28 Figura 25. Superficie de fractura de la sección inferior. ...................................................... 29
5
Figura 26. Probeta transversal. Sin ataque químico. Inclusiones observadas en el material del perno. 200X..................................................................................................................... 32 Figura 27. Probeta longitudinal. Se observan placas de martensita. (1000 X). ................... 33 Figura 28. Microestructura de un acero ASI/SAE 4340. (reimpreso de ASM Handbook) . 33 Figura 29. Sección longitudinal Martensita revenida. Nital 3%.6000x. Microscopia Electrónica de barrido.. ......................................................................................................... 34 Figura 30. Probeta transversal y superficie del perno sobre las cuales fueron hechas las pruebas de dureza.................................................................................................................. 35 Figura 31. a) Penetrante, removedor y revelador <de izquierda a derecha> b) Grietas superficiales de una placa usada como patrón de sensibilidad de las tintas penetrantes ...... 37 Figura 32. Se observa la grieta principal que ocasiona la fractura final del perno de sujeción. ................................................................................................................................ 37 Figura 33. Resultados de la inspección por tintas penetrantes en la sección superior de la fractura. ................................................................................................................................. 38 Figura 34. Superficie de fractura sección inferior, se indican las zonas observadas en la fractografía ............................................................................................................................ 38 Figura 35. Superficie de fractura 1. Sección inferior. 25X. ................................................. 39 Figura 36. Líneas de rasgado que apuntan en dirección radial. 30X. .................................. 39 Figura 37. Zona de fractura final con características de fractura de tipo frágil. 25X. ......... 40 Figura 38. Zona de falla sobre la tuerca del perno de sujeción.25X.................................... 40 Figura 39. Vista de la superficie de fractura observada por Microscopia Electrónica de barrido. 60X .......................................................................................................................... 41 Figura 40. Superficie de fractura 1. Observada a escala microscópica. 12000X................. 42 Figura 41. a) Corte longitudinal realizado para construir la geometría 2D; b)Geometria construida en ANSYS® ........................................................................................................ 43 Figura 42. Detalle de los perfiles de rosca construidos en ANSYS® ................................... 43 Figura 43. Sección inferior del gato hidráulico, se indica el área donde el fluido de trabajo del gato hidraulico ejerce presion ......................................................................................... 44 Figura 44. Geometría analizada, se muestra la malla construida con elementos finitos..... 45 Figura 45. Detalle de la zona roscada de la geometría, se observa refinamiento de la malla en la zona de concentración de carga.................................................................................... 46 Figura 46. Representación esquemática que representa el modo en como fue cargado el modelo con las cargas P (reimpreso de WULPI) .................................................................. 46 Figura 47. Intensidad de esfuerzos sobre el perno de sujeción. ........................................... 47 Figura 48. Vista detallada del primer hilo roscado tuerca-perno. ........................................ 48 Figura 49. Relación entre factor de precarga y presión aplicada ......................................... 50

6
INDICE DE TABLAS
Tabla 1. Características técnicas del motor Allen Rolls Royce 8S37G. .............................. 27 Tabla 2. Composición química del acero obtenida por espectrometría. .............................. 32 Tabla 3. Resultados de la prueba de dureza ......................................................................... 35 Tabla 4. Resultados de la prueba de dureza sobre ............................................................... 35 Tabla 5. Propiedades mecánicas de un acero AISI/SAE 4340. (reimpreso de MATWEB) 36 Tabla 6.Valores aproximados de las presiones ejercidas sobre la culata del motor. ............ 44 Tabla 7. Fuerzas cíclicas aproximadas ejercidas sobre el perno de sujeción........................ 44 Tabla 8. Cargas ejercidas sobre el perno de sujeción. .......................................................... 45 Tabla 9. Valores de los esfuerzos y cargas aplicados sobre el perno.................................... 47 Tabla 10. Esfuerzo de Von Misses critico sobre el perno,.................................................... 48 Tabla 11. Factor de seguridad a fatiga del componente........................................................ 49 Tabla 12. Factor (nf / nfo). ..................................................................................................... 50
7
AGRADECIMIENTOS
Gracias a todas aquellas personas que me colaboraron a lo largo de este proceso de continuo
aprendizaje. En especial a mi profesor asesor y al Grupo de Integridad Estructural, del
Departamento de Ingeniería Mecánica, por su s criticas y consejos que me permitieron culminar
exitosamente este proyecto de grado.
Agradezco especialmente la colaboración prestada por los Ingenieros y Técnicos de Occidental
de Colombia, encargados del mantenimiento del Motor Allen Rolls Royce 8S37G, por poner a mi
disposición la base de datos disponible del perno de sujeción de la culata. Y por supuesto a
familiares y amigos que me dieron fuerzas para persistir incansablemente para alcanzar las metas
que me propuse.
8
OBJETIVOS
Objetivo General Realizar un análisis de falla, para determinar la falla de un perno de sujeción de la culata de un
motor Diesel marca Allen Rolls Royce, modelo 8S37G. Las causas se determinaran tomando como
evidencia condiciones de operación de la pieza, realizando ensayos no destructivos sobre la parte
y corroborando las evidencias mediante el modelaje computacional por elementos finitos.
Objetivos Específicos
• Revisar los registros de operación y de inspección del perno.
• Analizar la composición química del perno, examinar las propiedades mecánicas y
contextualizarlas a las condiciones de trabajo de la pieza.
• Realizar ensayos no destructivos sobre la pieza para detectar y la presencia de posibles
defectos.
• Realizar exámenes macroscópicos y microscópicos para caracterizar y determinar el tipo
de grietas presentes y la microestructura del material, respectivamente.
• Determinar el tipo de fractura, a partir de lo observado en los exámenes macro y
microscópicos.
• Modelar la pieza por medio de análisis por elementos finitos, para determinar los esfuerzos
asociados a la falla teóricamente.

9
INTRODUCCIÓN
La palabra falla es un termino general que se utiliza para designar una pieza, un componente, un
equipo o una maquina poseen una imperfección que afecta su desempeño en servicio. Se
considera que esto ocurre cuando se cumple una de las tres condiciones siguientes:
1) Cuando es completamente inoperable.
2) Cuando aun es operable pero no es capaz de cumplir su función satisfactoriamente.
3) Cuando el deterioro del componente o equipo ha sido tan serio que lo hace poco confiable
o inseguro para continuar su util ización o funcionamiento [16].
Fuentes fundamentales de falla Las fuentes fundamentales de falla en los componentes, en los equipos o en las maquinas, se han
estudiado y se han identificado a través de los años, y son principalmente las siguientes:
a. Deficiencias de diseño: Como presencia de un concentrador de esfuerzos, insuficiente
información acerca de la carga de servicio y selección inapropiada de materiales.
b. Imperfecciones en materiales: Tales como segregación, contenido excesivo de inclusiones,
porosidades y cavidades de contracción.
c. Defectos o deficiencias de fabricación: Presencia de esfuerzos re siduales, concentradores
de tensiones superficiales y descarburizacíon.
d. Errores de montaje: Como desalineamiento, especificaciones de montaje ambiguas o
incompletas.
e. Condiciones inapropiadas de servicio: Fallas en servicio se dan frecuentemente por la
operación de equipos fuera de especificación.
Etapas del proceso de análisis de falla Las principales etapas que comprenden la investigación y el análisis de una falla son:
1) Recopilación de antecedentes de la falla. Como son especificaciones de operación,
historial de servicio y mantenimiento, tiempo y frecuencia de falla, procesos de fabricación,
etc.
2) Inspección visual. En esta etapa se puede realizar un diagnostico preliminar de la falla, el
cual debe ser confirmado o modificado por los estudios de laboratorio. Se debe tomar nota
de la existencia de concentradores de esfuerzo y de evidencias de abuso de servicio.
3) Entrevistas. Se recopila información con el personal encargado de la supervisión y
mantenimiento de la pieza, con el fin de establecer las características del medio en que
ocurrió la falla.
4) Ensayos no destructivos. Son exámenes que se realizan sobre el componente fallado, sin
causar ningún tipo de perturbación física al elemento. Entre los métodos más util izados se
encuentran el ensayo por tintas penetrantes y por partículas magnéticas, en los cuales, se
identifican discontinuidades superficiales presentes en la pieza.
5) Examen macroscópico de fractura. Después de seleccionar las zonas de fractura por
analizar, y l impiarlas adecuadamente, se realiza un examen macroscopico con ayuda del

10
estéreoscopio. Buscando caracterizar y determinar la trayectoria de las grietas, presencia
de grietas secundarias, corrosión, desgastes severos y erosión.
6) Ensayos mecánicos. Se util izan para verificar y detectar cambios de propiedades en
servicio. Entre los mas uti lizados se tienen los ensayos de tensión, dureza, micro dureza e
impacto. Estos ensayos deben ser realizados bajo norma técnica.
7) Examen microscópico de la estructura. Después de identificar las muestras por analizar de
la pieza fallada, y seguir los procedimientos convencionales de corte, pulido grueso y
pulido fino, y ataque. Se procede a observar la superficie pulida con un microscopio óptico
(Hasta 2000 aumentos) o un microscopio electrónico (más de 2000X) de barrido (SEM) o
de transmisión (TEM), (mas de 2000X). Con el fin de caracterizar las microestructuras del
material.
8) Análisis de composición Química. Se determina la composición porcentual de los
principales elementos que componen químicamente a la pieza analizada, con el fin de
caracterizar el tipo de material uti lizando especificaciones técnicas.
9) Ensayos simulados de servicio. En las etapas finales de la investigación, se puede requerir
la realización de ensayos que simulen las condiciones que produjeron la ocurrencia de la
falla. Esto se puede hacer por medio de prototipos a escala del componente, o por
simulación de condiciones de servicio con software especializado [4][16].

11
1. TEORIA DE FALLA
1.1 Definición de fractura La fractura se define como la separación de una parte en dos o más piezas, puede ser el resultado
de una causa puramente mecánica, tal como un esfuerzo aplicado o residual en la parte, o el
resultado de una combinación de causas mecánicas y ambientales.
Es comúnmente aceptado que cualquier proceso de fractura tiene dos etapas distintas: i)
Iniciación de grieta, o nucleación de grieta, y ii) Propagación de grieta. Frecuentemente los
términos grieta y fractura se utilizan para referirse a un mismo evento, lo que da pie para que se
den grandes confusiones acerca del mecanismo o proceso exacto que derivo en una fractura,
principalmente durante una investigación de análisis de falla.
Independientemente del mecanismo por el cual una grieta se propaga a través de la parte,
cuando esta alcanza un tamaño crítico, el área transversal de la parte se reduce hasta el punto
donde el esfuerzo aplicado excede el esfuerzo último del material lo que conlleva a la fractura final,
esta siempre es producto de una condición de sobrecarga, por lo tanto las características de la
superficie de fractura final son esencialmente las mismas independientemente del mecanismo de
propagación de grieta. Sin embargo, las características de la superficie inicial están determinadas
totalmente por las características del mecanismo de fractura. Por lo tanto en el proceso de análisis
de falla es muy importante reconocer las evidencias que se pueden hallar en una superficie
fracturada [3].
1.2 Definición de grieta Una superficie de fractura es producida por el crecimiento o propagación de una grieta, la
interpretación de la topografía de la superficie de fractura requiere entender el modo en como esta
se propago. La topografía de una fractura hace necesario que cualquier consideración acerca de
esta se haga en tres dimensiones, afortunadamente muchos aspectos de las grietas pueden ser
determinados analizando la topografía de las grietas en dos dimensiones.
Partiendo de un sólido rígido elástico, y asumiendo que todas las fuerzas interatómicas o
enlaces están inactivos y que se aplica en las superficies externas del sólido una carga, que causa
una deformación elástica. Las cargas normales a la superficie hacen que el sólido se separe en
dos partes formando dos nuevas superficies.
Figura 1. Forma convencional de ilustrar una grieta en dos dimensiones. Sección
transversal en forma de elipse (reimpreso de HULL, DEREK).
La apertura de la cara de la grieta depende de las propiedades del sólido y de las cargas
externas aplicadas. La forma de la grieta abierta puede ser i lustrada considerando una sección
normal al plano de la grieta y a la tangente del plano de grieta (ver figura 1). En el punto de partida
de la propagación de la grieta, en un sólido elástico, los enlaces atómicos cercanos a la punta de
la grieta son estirados hasta su limite, una separación mas amplia de las superficies, resulta en un
rompimiento de los enlaces atómicos y en una subsecuente propagación de la grieta (ver figura 2).
12
Si el material es elástico, un alivio en las cargas aplicadas conlleva una recuperación en los
enlaces de la punta de la grieta y por lo tanto una disminución en el tamaño de esta.
En la mayoría de los sólidos las altas concentraciones de esfuerzos en la punta de la grieta
resultan en procesos irreversibles, por deformación plástica y visco elástica, que causan una mayor
apertura de la grieta que hace que esta no deje de propagarse aun cuando las fuerzas externas
son removidas[3]. Teniendo en cuenta entonces que una grieta es la fractura parcial de un sólido, si esta se
propaga totalmente a través del sólido, entonces este se separa en dos partes, cada una de las
cuales con una superficie de fractura. La base del análisis de superficies de fractura es que los
patrones en estas superficies contienen información acerca de cómo la grieta se propago[5].
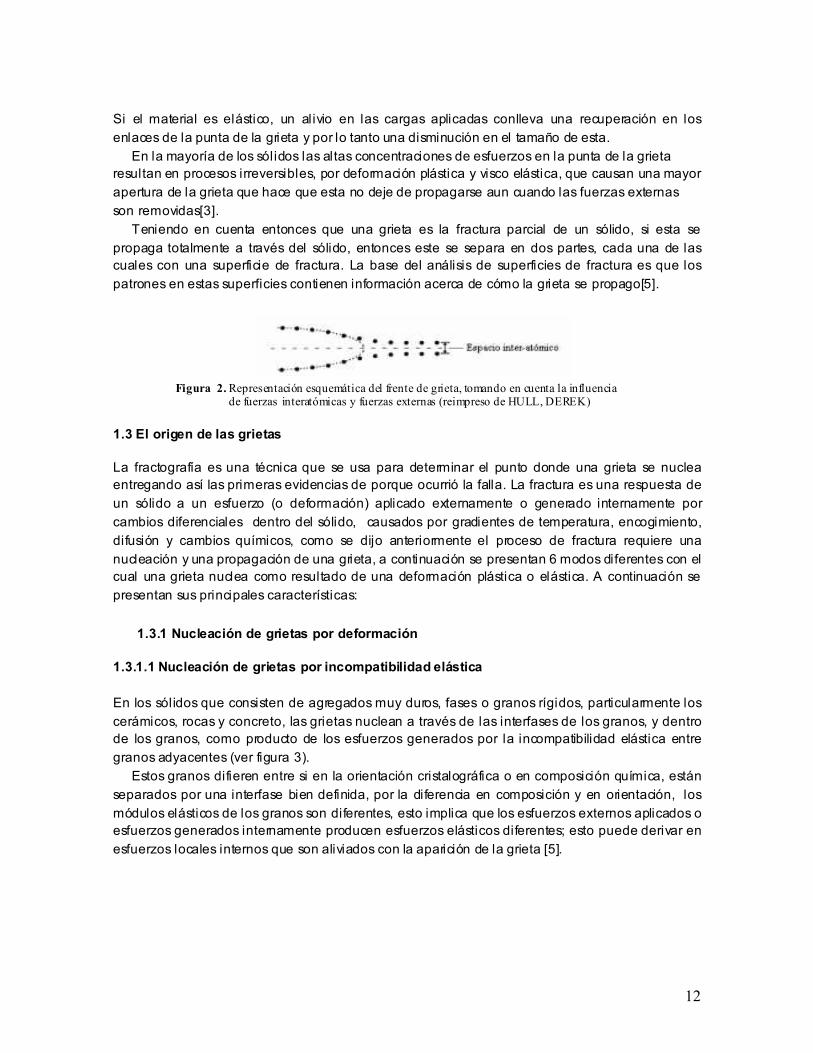
Figura 2. Representación esquemática del frente de grieta, tomando en cuenta la influencia
de fuerzas interatómicas y fuerzas externas (reimpreso de HULL, DEREK)
1.3 El origen de las grietas La fractografía es una técnica que se usa para determinar el punto donde una grieta se nuclea
entregando así las primeras evidencias de porque ocurrió la falla. La fractura es una respuesta de
un sólido a un esfuerzo (o deformación) aplicado externamente o generado internamente por
cambios diferenciales dentro del sólido, causados por gradientes de temperatura, encogimiento,
difusión y cambios químicos, como se dijo anteriormente el proceso de fractura requiere una
nucleación y una propagación de una grieta, a continuación se presentan 6 modos diferentes con el
cual una grieta nuclea como resultado de una deformación plástica o elástica. A continuación se
presentan sus principales características:
1.3.1 Nucleación de grietas por deformación
1.3.1.1 Nucleación de grietas por incompatibilidad elástica
En los sólidos que consisten de agregados muy duros, fases o granos rígidos, particularmente los
cerámicos, rocas y concreto, las grietas nuclean a través de las interfases de los granos, y dentro
de los granos, como producto de los esfuerzos generados por la incompatibilidad elástica entre
granos adyacentes (ver figura 3).
Estos granos difieren entre si en la orientación cristalográfica o en composición química, están
separados por una interfase bien definida, por la diferencia en composición y en orientación, los
módulos elásticos de los granos son diferentes, esto implica que los esfuerzos externos aplicados o
esfuerzos generados internamente producen esfuerzos elásticos diferentes; esto puede derivar en
esfuerzos locales internos que son aliviados con la aparición de la grieta [5].
13
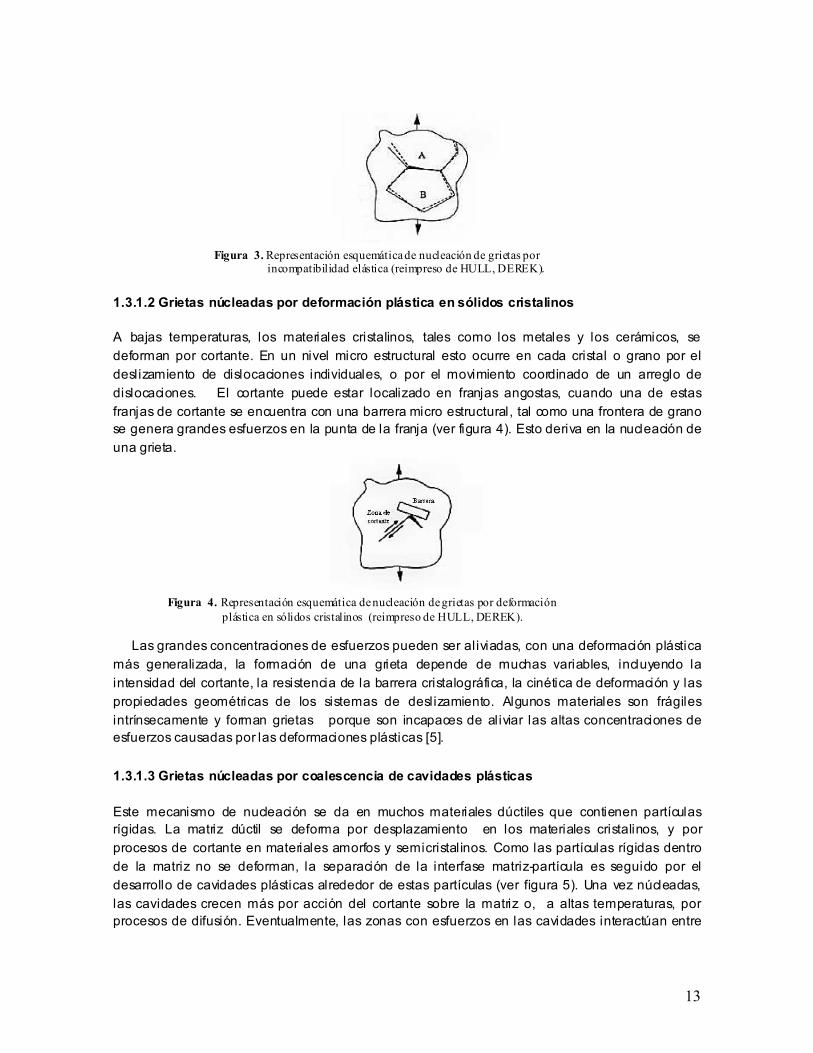
Figura 3. Representación esquemática de nucleación de grietas por
incompatibilidad elástica (reimpreso de HULL, DEREK).
1.3.1.2 Grietas núcleadas por deformación plástica en sólidos cristalinos
A bajas temperaturas, los materiales cristalinos, tales como los metales y los cerámicos, se
deforman por cortante. En un nivel micro estructural esto ocurre en cada cristal o grano por el
deslizamiento de dislocaciones individuales, o por el movimiento coordinado de un arreglo de
dislocaciones. El cortante puede estar localizado en franjas angostas, cuando una de estas
franjas de cortante se encuentra con una barrera micro estructural, tal como una frontera de grano
se genera grandes esfuerzos en la punta de la franja (ver figura 4). Esto deriva en la nucleación de
una grieta.
Figura 4. Representación esquemática de nucleación de grietas por deformación
plástica en sólidos cristalinos (reimpreso de HULL, DEREK).
Las grandes concentraciones de esfuerzos pueden ser aliviadas, con una deformación plástica
más generalizada, la formación de una grieta depende de muchas variables, incluyendo la
intensidad del cortante, la resistencia de la barrera cristalográfica, la cinética de deformación y las
propiedades geométricas de los sistemas de deslizamiento. Algunos materiales son frágiles
intrínsecamente y forman grietas porque son incapaces de aliviar las altas concentraciones de
esfuerzos causadas por las deformaciones plásticas [5].
1.3.1.3 Grietas núcleadas por coalescencia de cavidades plásticas
Este mecanismo de nucleación se da en muchos materiales dúctiles que contienen partículas
rígidas. La matriz dúctil se deforma por desplazamiento en los materiales cristalinos, y por
procesos de cortante en materiales amorfos y semicristalinos. Como las partículas rígidas dentro
de la matriz no se deforman, la separación de la interfase matriz-partícula es seguido por el
desarrollo de cavidades plásticas alrededor de estas partículas (ver figura 5). Una vez núcleadas,
las cavidades crecen más por acción del cortante sobre la matriz o, a altas temperaturas, por
procesos de difusión. Eventualmente, las zonas con esfuerzos en las cavidades interactúan entre

14
si, dando lugar a que el esfuerzo cortante se concentre en las regiones donde se localizan las
partículas, lo que resulta en una separación y la formación de una grieta [5].
Figura 5. Representación esquemática de nucleación de grietas por coalescencia de cavidades plásticas (reimpreso de HULL, DEREK). 1.3.1.4 Grietas núcleadas por deslizamiento en los bordes de grano
A temperaturas suficientemente altas, la deformación de los materiales policristalinos ocurre por el
deslizamiento de estos bloques relativamente rígidos uno sobre otro (ver figura 6). La relajación en
los bordes de grano, que ocurre por procesos térmicos, ocurre antes de la deformación de los
bloques, por lo que el proceso de deslizamiento es el modo dominante de deformación. Cuando el
deslizamiento es interrumpido en la unión triple de bordes de grano, se forman grietas en forma de
cuña. Las partículas rígidas, presentes en los límites de los granos, facilitan la nucleación de
cavidades plásticas durante el deslizamiento, estas cavidades crecen y se unen para formar grietas
en los bordes de grano [5].
Figura 6. Representación esquemática de nucleación de grietas por deslizamiento en los bordes de grano (reimpreso de HULL, DEREK).
1.3.1.5 Grietas núcleadas por esfuerzos alternantes (Fatiga mecánica)
La fatiga mecánica ocurre por la aplicación de esfuerzos alternantes por debajo del nivel crítico
para la nucleación y propagación de grietas por cargas monotónicas. Los esfuerzos cíclicos
generan pequeñas deformaciones que se acumulan progresivamente y que eventualmente derivan
en una grieta. Los deslizamientos ocurren en un plano dominante de deslizamiento y los esfuerzos
cíclicos hacen que en planos cercanos y paralelos entre si hallan deslizamientos de ida y vuelta en
una región especifica (ver figura 7), conocida como zona de deslizamiento permanente. La
superficie del sólido desarrolla contornos similares a grietas que concentran los esfuerzos que
posteriormente generan una grieta en el plano de la zona de deslizamiento [5].
15
Figura 7. Representación esquemática de nucleación de grietas por fatiga mecánica
(reimpreso de HULL, DEREK)
1.4 MECANISMOS MICROSCÓPICOS DE LA PROPAGACIÓN DE GRIETAS 1.4.1 Propagación de grietas por clivaje y cuasiclivaje
Por definición el clivaje es un término uti lizado para describir la propagación de grietas por un
mecanismo frágil. Una característica distintiva de una grieta de clivaje es que esta procede de
ciertos planos cristalográficos. Una grieta por clivaje se inicia por una alta deformación plástica,
esta a su vez se propaga rápidamente sin generar grandes deformaciones plásticas en la punta de
la grieta, por lo que se clasifica como fractura frágil.
Usualmente, las fracturas por clivaje se observan en las estructuras centradas en el cuerpo
tales como la ferrita donde el plano de clivaje es generalmente el [100], aunque también puede
ocurrir en los planos [110]. A partir de cierto grano del material, una gran parte de la propagación
de grieta por clivaje se da en un plano especifico, Sin embargo la grieta primaria puede ser
interceptada por un obstáculo fuera del grano, ocasionando que la propagación de grieta se desvié
hacia otro plano paralelo, esto se conoce como clivaje secundario, y es el que produce escalones
en la superficie de fractura, a medida que la grieta encuentra obstáculos diferentes, se forman otros
escalones. Las cargas axiales y los grandes esfuerzos a tensión son los que generan las fracturas
por clivaje.
La propagación de grietas por cuasiclivaje se da de un modo frágil y ocurre de manera
transgranular. Sin embargo a diferencia del clivaje, no necesariamente se propaga por planos
cristalográficos específicos. Este es el tipo de propagación de fractura que se da en los aceros al
bajo carbono, los cuales tienen una transición de comportamiento dúctil a frágil bajo ciertas
condiciones de servicio[15].
1.4.2 Propagación de grieta por coalescencia de microcavidades Al igual que en el clivaje, la propagación de grieta por coalescencia de microcavidades es
esencialmente transgranular, sin embargo, en algunos casos también ocurre en los bordes de
grano. En contraste con el clivaje, la fractura por coalescencia de microcavidades ocurre por un
mecanismo dúctil. Las microcavidades generalmente se nuclean en regiones donde hay una alta
concentración de esfuerzos, tales como las partículas de segunda fase y los bordes de grano. Los
esfuerzos concentrados en una región pueden ser aliviados con la aparición de una grieta o una
microcavidad. Cuando la intensidad de los esfuerzos aumenta, las microcavidades crecen en
tamaño y eventualmente se unen formando la superficie de fractura. La unión de microcavidades

16
resulta en la formación de depresiones en forma de copa en la superficie de fractura, las cuales se
conocen como “dimples” (ver figura 8). Algunas veces las partículas de segunda fase que actúan
como los sitios de nucleación de las microcavidades se observan dentro de los “dimples”.
Figura 8. Vista detallada de la fractura de un acero dúctil. Se pueden observar los “dimples” producidos por la coalescencia de microcavidades. (reimpreso de IPOHORSKI)
Es evidente por el mecanismo por el cual los “dimples” se forman, que su tamaño esta
determinado por la densidad y distribución de los sitios desde donde las microcavidades se
nuclean. “dimples” relativamente pequeños resultan de materiales con muchos sitios desde donde
se nuclean las microcavidades (ver figura 9). Si los sitios disponibles para la nucleación de
microcavidades son limitados y espaciados, los “dimples” serán grandes, se observan varios
tamaños de “dimples” en la superficie de fractura si los sitios de nucleación de las cavidades no
están uniformemente distribuidos en el material.
Figura 9. Fractura dúctil a alta temperatura de un acero estructural. Una aleación que contiene un
gran número de partículas dispersas presenta una mayor densidad de cavidades que un metal puro sin aleantes [6]. (reimpreso de IPOHORSKI)
La forma de los “dimples” está influenciada por el tipo de esfuerzo que ocasiono la fractura. Si el
estado de esfuerzos es uníaxial, los “dimples” en ambas caras de la superficie fracturada tendrán
una morfología equiaxial. Cada “dimples” está unido por el borde y su profundidad es una función
de la microestructura y de la ductilidad del material; las microcavidades núcleadas alrededor de las
partículas de segunda fase grandes, producen “dimples” más hondos en comparación a las
núcleadas a partir de partículas pequeñas de segunda fase. Los “dimples” hondos también están
asociados con una mayor ductilidad del material, mientras que una baja ductilidad contribuye a la
formación de “dimples” más superficiales. Algunas veces se observan pequeños hoyos en el fondo
de los “dimples” que corresponden a la conexión con otras microcavidades debajo de la superficie
de fractura[15].
17
1.4.3 Propagación de grieta íntergranular Como su nombre lo indica, la propagación de grieta íntergranular avanza a través de los bordes de
grano. Por lo general, los bordes de grano de un material dúctil y policristalino son fuertes a
temperaturas relativamente bajas, sin embargo, a altas temperaturas se debilitan, estos materiales
se fracturan de manera transgranular a bajas temperaturas, pero pueden fracturarse
intergranularmente si hay algún cambio en su microestructura, o una fragilizacion en el borde de
grano (ver figura 10).
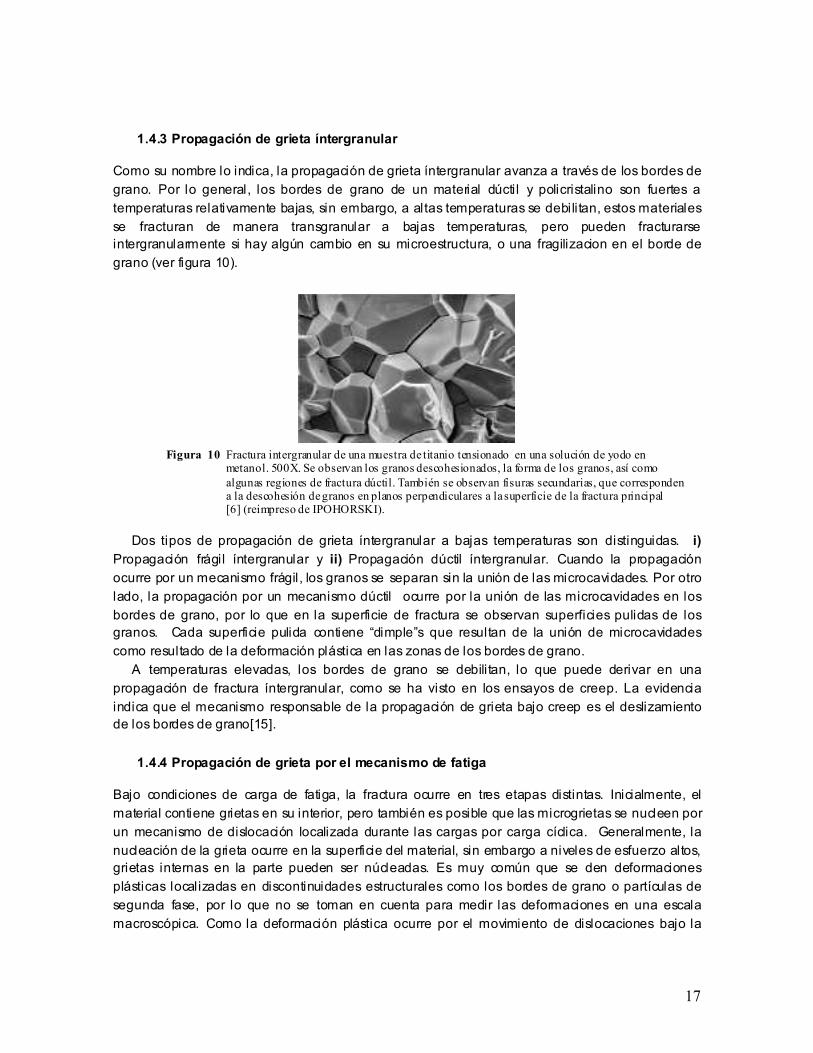
Figura 10 Fractura intergranular de una muestra de titanio tensionado en una solución de yodo en
metanol. 500X. Se observan los granos descohesionados, la forma de los granos, así como algunas regiones de fractura dúctil. También se observan fisuras secundarias, que corresponden a la descohesión de granos en planos perpendiculares a la superficie de la fractura principal [6] (reimpreso de IPOHORSKI).
Dos tipos de propagación de grieta íntergranular a bajas temperaturas son distinguidas. i)
Propagación frágil íntergranular y ii) Propagación dúctil íntergranular. Cuando la propagación
ocurre por un mecanismo frágil, los granos se separan sin la unión de las microcavidades. Por otro
lado, la propagación por un mecanismo dúctil ocurre por la unión de las microcavidades en los
bordes de grano, por lo que en la superficie de fractura se observan superficies pulidas de los
granos. Cada superficie pulida contiene “dimple”s que resultan de la unión de microcavidades
como resultado de la deformación plástica en las zonas de los bordes de grano.
A temperaturas elevadas, los bordes de grano se debilitan, lo que puede derivar en una
propagación de fractura íntergranular, como se ha visto en los ensayos de creep. La evidencia
indica que el mecanismo responsable de la propagación de grieta bajo creep es el deslizamiento
de los bordes de grano[15].
1.4.4 Propagación de grieta por el mecanismo de fatiga Bajo condiciones de carga de fatiga, la fractura ocurre en tres etapas distintas. Inicialmente, el
material contiene grietas en su interior, pero también es posible que las microgrietas se nucleen por
un mecanismo de dislocación localizada durante las cargas por carga cíclica. Generalmente, la
nucleación de la grieta ocurre en la superficie del material, sin embargo a niveles de esfuerzo altos,
grietas internas en la parte pueden ser núcleadas. Es muy común que se den deformaciones
plásticas localizadas en discontinuidades estructurales como los bordes de grano o partículas de
segunda fase, por lo que no se toman en cuenta para medir las deformaciones en una escala
macroscópica. Como la deformación plástica ocurre por el movimiento de dislocaciones bajo la
18
influencia de esfuerzos a cortante, el inicio de grietas por fatiga depende del tipo de carga así como
de las propiedades del material cargado. Las líneas de deslizamiento que resultan de la
deformación plástica aparecen primero en aquellos cristales en cuyos planos de deslizamiento se
haya sobrepasado los esfuerzos cortantes máximos. Con una carga cíclica, las líneas de
deslizamiento aumentan, formando lo que se conoce como una región de deslizamiento
permanente (ver figura 11); como cada esfuerzo es reversado en cada ciclo, la deformación
plástica producida forma extrusiones e intrusiones por cada ciclo.
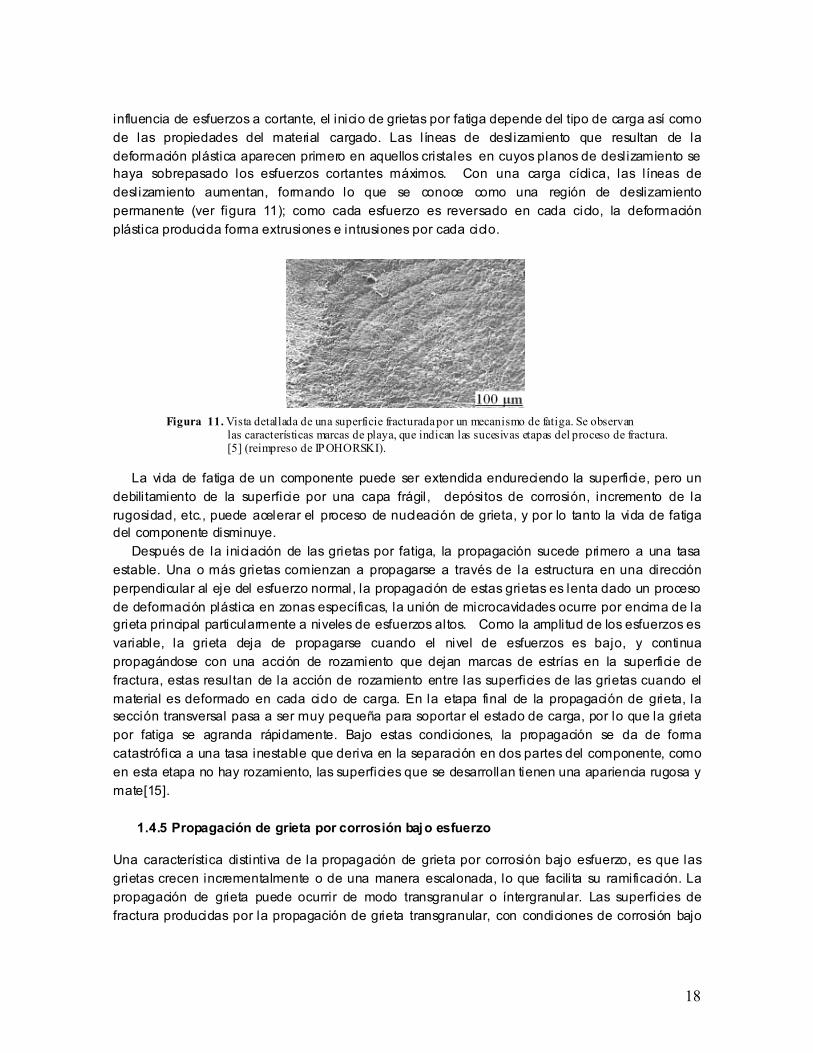
Figura 11. Vista detallada de una superficie fracturada por un mecanismo de fatiga. Se observan
las características marcas de playa, que indican las sucesivas etapas del proceso de fractura. [5] (reimpreso de IPOHORSKI).
La vida de fatiga de un componente puede ser extendida endureciendo la superficie, pero un
debilitamiento de la superficie por una capa frágil, depósitos de corrosión, incremento de la
rugosidad, etc., puede acelerar el proceso de nucleación de grieta, y por lo tanto la vida de fatiga
del componente disminuye.
Después de la iniciación de las grietas por fatiga, la propagación sucede primero a una tasa
estable. Una o más grietas comienzan a propagarse a través de la estructura en una dirección
perpendicular al eje del esfuerzo normal, la propagación de estas grietas es lenta dado un proceso
de deformación plástica en zonas específicas, la unión de microcavidades ocurre por encima de la
grieta principal particularmente a niveles de esfuerzos altos. Como la amplitud de los esfuerzos es
variable, la grieta deja de propagarse cuando el nivel de esfuerzos es bajo, y continua
propagándose con una acción de rozamiento que dejan marcas de estrías en la superficie de
fractura, estas resultan de la acción de rozamiento entre las superficies de las grietas cuando el
material es deformado en cada ciclo de carga. En la etapa final de la propagación de grieta, la
sección transversal pasa a ser muy pequeña para soportar el estado de carga, por lo que la grieta
por fatiga se agranda rápidamente. Bajo estas condiciones, la propagación se da de forma
catastrófica a una tasa inestable que deriva en la separación en dos partes del componente, como
en esta etapa no hay rozamiento, las superficies que se desarrollan tienen una apariencia rugosa y
mate[15].
1.4.5 Propagación de grieta por corrosión bajo esfuerzo Una característica distintiva de la propagación de grieta por corrosión bajo esfuerzo, es que las
grietas crecen incrementalmente o de una manera escalonada, lo que facilita su ramificación. La
propagación de grieta puede ocurrir de modo transgranular o íntergranular. Las superficies de
fractura producidas por la propagación de grieta transgranular, con condiciones de corrosión bajo

19
esfuerzo, pueden tener las mismas características morfológicas de una fractura producida por
fatiga, en cuanto tiene marcas de playa, o estriaciones, producidas por las diferencias en
profundidad de ataque de la corrosión en la superficie. En la superficie de fractura se observa una
propagación de la grieta normal al esfuerzo tensil, con facetas separadas por escalones (marcas
de playa), frecuentemente cada escalón tiene muescas en forma de sierra. Las facetas paralelas al
esfuerzo tensil siguen los planos de clivaje del material, y cuando los bordes de cada faceta son
aserrados, los escalones re sultantes siguen otro paquete de planos cristalográficos (ver figura 12).
La propagación de grieta íntergranular puede ocurrir cuando el material se ha fragilizado, o cuando
contiene una cadena continua de precipitados de bordes de grano[15].
Figura 12. Representación esquemática de propagación de grieta por corrosión bajo esfuerzo.
Se observan las estriaciones producidas. (reimpreso de TAWANCY, HANIM). 1.4.6 Propagación de grieta por presencia de hidrogeno
Al igual que en la propagación de grieta por corrosión bajo esfuerzo, la fractura puede ser
producida de manera íntergranular o transgranular, y su propagación dependerá de la
microestructura del material. Se puede mejorar la resistencia al agrietamiento por presencia de
hidrogeno, disminuyendo el tamaño de grano, aunque la grieta se propague de manera
íntergranular o transgranular. Si el material no ha sido sensibilizado y además esta libre de
precipitados intergranulares, las grietas se propagan transgranularmente; en este caso las
imperfecciones en los planos son las más susceptibles al agrietamiento por presencia de
hidrogeno. Si el material es sen sibilizado, los bordes de grano son mas su sceptibles a un
agrietamiento, y en este caso se dice que el material ha sido fragilizado por hidrogeno[15].
1.5 MODOS DE FRACTURA Y FRACTOGRAFÍA El modo de fractura se refiere al mecanismo a partir del cual las grietas se propagan para producir
una fractura. Antes de que la causa de fractura sea determinada, el modo debe ser caracterizado;
la fractografía es una técnica metalográfica para caracterizar el modo de fractura, sin embargo, se
debe tomar en cuenta que hay mucha información disponible en la observación macroscópica de la
superficie de fractura acerca del modo en que se propago la grieta.
1.5.1 Superficies de fractura producidos por el mecanismo de clivaje Como la mayoría de las grietas por clivaje son de carácter transgranular, la superficie de fractura
tiene una apariencia brillante a bajos aumentos, los escalones formados por clivaje son más
evidentes a mayores aumentos. En contraste una fractura por cuasiclivaje muestra marcas radiales

20
y marcas de chevron a bajos aumentos, los escalones de cuasiclivaje son visibles a altas
magnificaciones.
Si el clivaje ocurre en un solo plano cristalográfico, la superficie de fractura resultante es l isa si
se observa desde una escala atómica. Sin embargo, como las aleaciones de ingeniería son
sistemas complejos con sistemas de aleaciones multifases, las superficies de fractura muestran
una amplia variedad de características morfológicas. Debido a la presencia de muchas
características micro estructurales en el material, las grietas por clivaje se nuclean en variados
sectores de los granos Cuando estas grietas se propagan, lo hacen produciendo una superficie de
fractura de morfología irregular debido a que el frente de grieta debe sobrepasar diversos
obstáculos [15].
Figura 13. Vista detallada de una fractura por clivaje. Se pueden observar los característico “ rios
de clivaje” (River patterns). Un conjunto de ríos dentro de un grano cristalino corresponde a escalones entre planos de clivaje pertenecientes a una misma familia cristalográfica. Los ríos convergen según el sentido de propagación en cada grano cristalino{6] (reimpreso de IPOHORSKI)
1.5.2 Superficies de fractura producidas por coalescencia de micro cav idades Cuando una cavidad es creada en la interfase entre una partícula de una segunda fase y la matriz,
ocurre deformación plástica por deslizamiento en la vecindad de la partícula. Con una deformación
continua, la cavidad aumenta en tamaño, por lo que eventualmente las capas interconectoras del
material se separan. Esto resulta en una superficie de fractura compuesta por “dimples” (ver figura
14). Si las cavidades se forman en la interfase entre la matriz y las partículas de segunda fase, es
muy probable que el centro de algunos “dimples” contengan partículas.
Tanto la densidad, como el tamaño, y la profundidad de los “dimples” observados en la
superficie de las fracturas por coalescencia de micro cavidades reflejan la cantidad de deformación
plástica que precedió la fractura. En el caso de los materiales dúctiles, la superficie de fractura
contiene una menor densidad de “dimples” grandes y profundos; a medida que la ductilidad
disminuye, la forma de los “dimples” es más fina, son más superficiales, y tienen una mayor
densidad, aunque la deformación plástica localizada aun puede ocurre en los alrededores de las
cavidades, la cantidad de deformación macroscópica requerida para completar la separación
disminuye considerablemente [15].

21
Figura 14. Superficie de fractura producida por coalescencia de microcavidades (reimpreso de TAWANCY, HANIM)
1.5.3 Superficies de fractura producidas por separación intergranular La superficie de una fractura intergranular tiene una superficie lisa y brillante a bajos aumentos, y a
mayores aumentos se observa una estructura similar a la estructura granular del material. Las
fracturas dúctiles a bajos aumentos se observan fibrosas y rugosa s, sin embargo a mayores
aumentos, las fracturas re sultan ser el resultado de la iniciación, crecimiento y coalescencia de
cavidades, lo que resulta en un patrón de “dimples” en la superficie de fractura [15].
1.5.4 Superficies de fractura producidas por un mecanismo de fatiga Las fracturas por fatiga se distinguen por sus estriaciones características (ver figura 15).
Observando la superficie de fractura y midiendo el espaciamiento entre estrías se puede estimar el
número de ciclos que precedió la fractura. Esto puede ser realizado utilizando SEM o TEM. LA
técnica de SEM ofrece una mayor área de análisis, lo que permite diferenciar las etapas de la
propagación de la fractura. El punto de intersección de todas las marcas de fractura se reconoce
como el punto de inicio de esta. La superficie de fractura puede contener más de un punto de
origen de grieta, lo que indica la presencia de regiones con poca o gran concentración de
esfuerzos dentro de la estructura analizada [15].
Figura 15. Detalle de una superficie fracturada por un mecanismo de fatiga, se observan
las marcas de playa características (reimpreso de IPOHORSKI).

22
1.5.5 Superficie de fractura producida por un mecanismo de Creep En los metales se puede dar una deformación plástica del metal a altas temperaturas por la
nucleación de micro cavidades en la intersección de bordes de grano originada por la fusión en
una región específica. Estas cavidades crecen y se propagan a lo largo de los bordes de grano, lo
que resulta en un agrietamiento íntergranular que en última instancia origina la fractura. Los granos
que se logran observar después de la fractura son redondos y alargados en contraste con la
morfología suave y pulida típicamente vista en la fractura íntergranular iniciada a bajas
temperaturas[15].
1.5.6 Superficie de fractura producida por agrietamiento por corrosión bajo esfuerzo La propagación de grieta en un medio de corrosión bajo esfuerzo se puede dar tanto de forma
transgranular o de manera íntergranular, como este modo de propagación de grieta se da bajo el
efecto combinado de esfuerzos aplicados y un ambiente poco favorable de servicio, la superficie de
fractura generalmente esta cubierta por una capa de productos de corrosión u oxidación. La
observación de esta superficie por SEM puede revelar una extensiva zona de agrietamiento
secundario. La superficie de fractura tendrá una apariencia cristalina o plana dependiendo del
modo de propagación de fractura[15].
1.5.7 Superficie de fractura por agrietamiento inducido por presencia de hidrogeno
Las grietas inducidas por presencia de hidrógeno por lo general no tienen ramificaciones. La
propagación de grieta puede ser íntergranular o transgranular o puede cambiar de un modo de
propagación a otro, la superficie de fractura no mostrara ningún producto de la corrosión a menos
de que el material este expuesto a este tipo de ambiente. La grieta puede iniciarse desde el interior
del material o desde su superficie, el daño producido por el hidrogeno puede producir “hojuelas”,
las cuales son grietas cortas, elípticas, y discontinuas que toman una apariencia brillante [15].
1.6 FRACTURA FRÁGIL Los términos frágil y dúctil se refieren a dos comportamientos extremos con que se comportan los
metales sometidos a carga simple. Frágil se refiere al comportamiento donde previo a la fractura
hay poca o ninguna deformación localizada en la zona de fractura, este comportamiento esta
generalmente ligado a propiedades en el material como altas durezas y resistencia así como una
baja tolerancia a discontinuidades. El término dúctil indica una considerable deformación plástica
previa a la fractura, acompañada de bajas durezas y resistencias como propiedades del material,
con una considerable tolerancia a las discontinuidades.
Los estudios realizados hasta la fecha muestran que metales con propiedades de un metal
dúctil pueden fallar por fragil idad, esto se da por una combinación de circunstancias, por lo cual los
factores que deben estar presentes en este tipo de fractura son:
� Presencia de un concentrador de esfuerzo: Este concentrador puede estar forma de un
defecto de soldadura, grietas producidas por fatiga, o una muesca presente en el diseño
de la pieza, tales como ángulos rectos, roscas, orificios, etc. Estos concentradores de

23
esfuerzo deben ser lo suficientemente grandes para ser considerados como defectos en
términos de la mecánica a la fractura.
� Presencia de un esfuerzo a tensión: Este esfuerzo a tensión debe ser de suficiente
magnitud para generar deformación microscópica plástica en la punta del concentrador de
esfuerzos.
� Temperatura baja en el acero: Las relaciones metal /temperatura varían con todos los
metales. Sin embargo los resultados experimentales indican que entre mas baja la
temperatura de un acero dado, mayor será su probabilidad de fallar por fragilidad. En
algunos metales, por ejemplo, la temperatura de transición dúctil / frágil bajo ciertas
condiciones puede darse por encima de la temperatura ambiente [17].
1.6.1 Características de la fractura frágil
Las fracturas frágiles tienen ciertas características que les permiten ser identificadas:
� No hay una gran deformación plástica del material en la zona de fractura, a pesar de que
puede haber deformación en otras regiones donde se halla dado fractura dúctil.
� La superficie de una fractura frágil es perpendicular al esfuerzo normal principal. Por lo
tanto el esfuerzo normal que causo la fractura puede ser identificado.
� Las marcas características sobre la superficie de fractura, frecuentemente pero no
siempre, apuntan hacia la región desde donde se origino la fractura. En el caso del acero
con acabado plano y endurecido superficial, hay marcas características con forma de V
“chevron” (ver figura 16) que apuntan hacia la zona de inicio de falla, estas marcas
pueden ser reconocidas si se hace un uso adecuado de la luz durante la observación de
la zona de fractura. Las fracturas frágiles de algunos componentes pueden tener
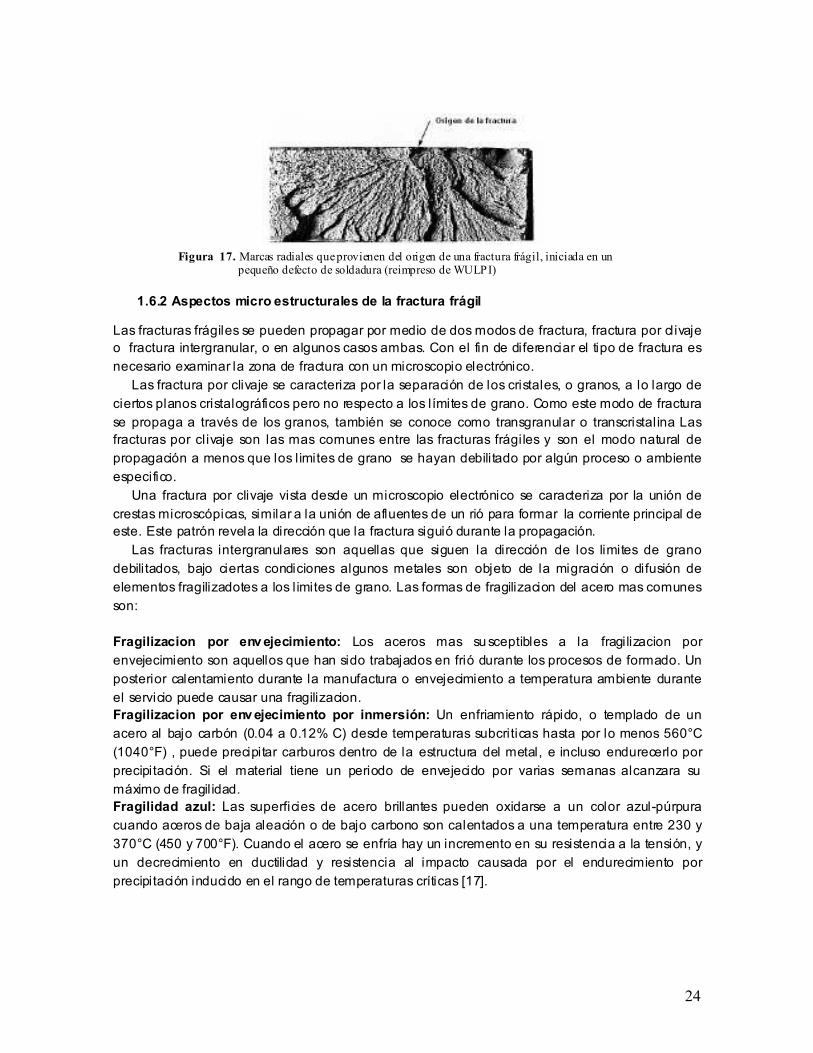
patrones de líneas radiales que se provienen del origen de la grieta [17] (ver figura 17).
Figura 16. Representación esquemática de la superficie de fractura de un eje endurecido, se observan
las marcas de “ chevron” que apuntan hacia el origen de la fractura. (reimpreso de WULPI)
24
Figura 17. Marcas radiales que provienen del origen de una fractura frágil, iniciada en un
pequeño defecto de soldadura (reimpreso de WULPI)
1.6.2 Aspectos micro estructurales de la fractura frágil
Las fracturas frágiles se pueden propagar por medio de dos modos de fractura, fractura por clivaje
o fractura intergranular, o en algunos casos ambas. Con el fin de diferenciar el tipo de fractura es
necesario examinar la zona de fractura con un microscopio electrónico.
Las fractura por clivaje se caracteriza por la separación de los cristales, o granos, a lo largo de
ciertos planos cristalográficos pero no respecto a los límites de grano. Como este modo de fractura
se propaga a través de los granos, también se conoce como transgranular o transcristalina Las
fracturas por clivaje son las mas comunes entre las fracturas frágiles y son el modo natural de
propagación a menos que los l imites de grano se hayan debilitado por algún proceso o ambiente
especifico.
Una fractura por clivaje vista desde un microscopio electrónico se caracteriza por la unión de
crestas microscópicas, similar a la unión de afluentes de un rió para formar la corriente principal de
este. Este patrón revela la dirección que la fractura siguió durante la propagación.
Las fracturas intergranulares son aquellas que siguen la dirección de los limites de grano
debilitados, bajo ciertas condiciones algunos metales son objeto de la migración o difusión de
elementos fragilizadotes a los l imites de grano. Las formas de fragilizacion del acero mas comunes
son:
Fragilizacion por envejecimiento: Los aceros mas su sceptibles a la fragilizacion por
envejecimiento son aquellos que han sido trabajados en frió durante los procesos de formado. Un
posterior calentamiento durante la manufactura o envejecimiento a temperatura ambiente durante
el servicio puede causar una fragilizacion.
Fragilizacion por envejecimiento por inmersión: Un enfriamiento rápido, o templado de un
acero al bajo carbón (0.04 a 0.12% C) desde temperaturas subcriticas hasta por lo menos 560°C
(1040°F) , puede precipitar carburos dentro de la estructura del metal, e incluso endurecerlo por
precipitación. Si el material tiene un periodo de envejecido por varias semanas alcanzara su
máximo de fragil idad.
Fragilidad azul: Las superficies de acero brillantes pueden oxidarse a un color azul-púrpura
cuando aceros de baja aleación o de bajo carbono son calentados a una temperatura entre 230 y
370°C (450 y 700°F). Cuando el acero se enfría hay un incremento en su resistencia a la tensión, y
un decrecimiento en ductilidad y resistencia al impacto causada por el endurecimiento por
precipitación inducido en el rango de temperaturas críticas [17].
25
2. INVESTIGACIÓN DE LA FALLA
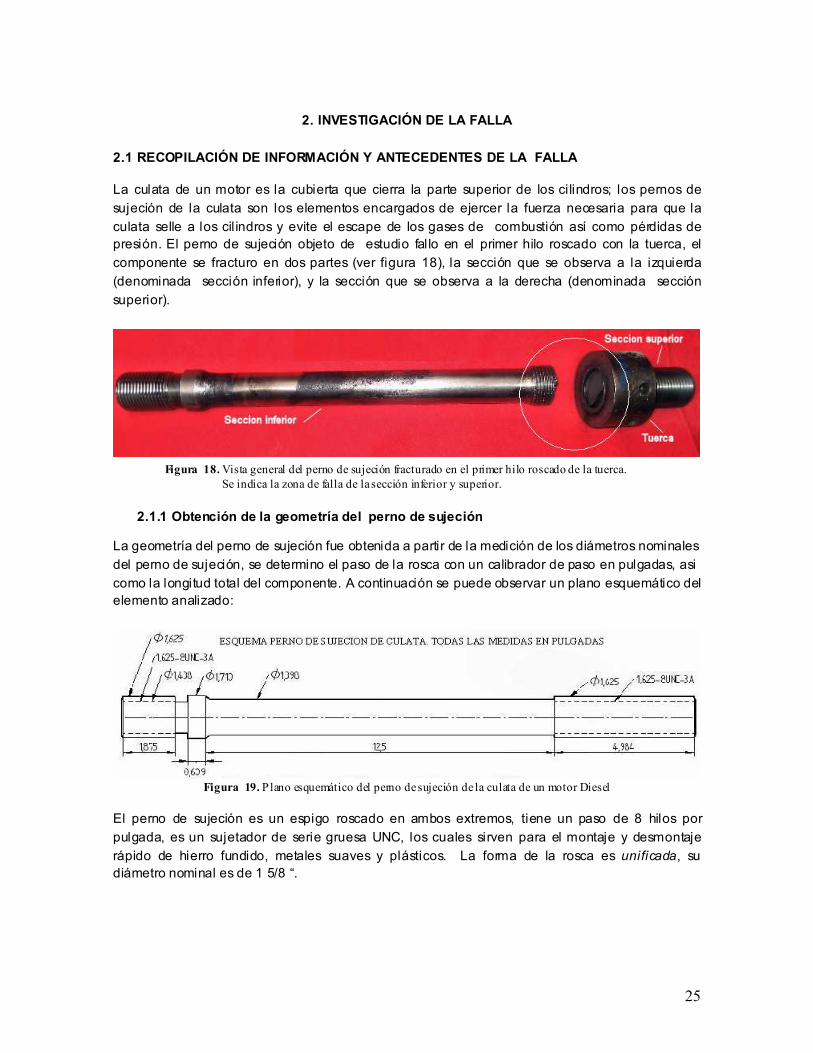
2.1 RECOPILACIÓN DE INFORMACIÓN Y ANTECEDENTES DE LA FALLA La culata de un motor es la cubierta que cierra la parte superior de los cilindros; los pernos de
sujeción de la culata son los elementos encargados de ejercer la fuerza necesaria para que la
culata selle a los cil indros y evite el escape de los gases de combustión así como pérdidas de
presión. El perno de sujeción objeto de estudio fallo en el primer hilo roscado con la tuerca, el
componente se fracturo en dos partes (ver figura 18), la sección que se observa a la izquierda
(denominada sección inferior), y la sección que se observa a la derecha (denominada sección
superior).
Figura 18. Vista general del perno de sujeción fracturado en el primer hilo roscado de la tuerca.
Se indica la zona de falla de la sección inferior y superior. 2.1.1 Obtención de la geometría del perno de sujeción
La geometría del perno de sujeción fue obtenida a partir de la medición de los diámetros nominales
del perno de sujeción, se determino el paso de la rosca con un calibrador de paso en pulgadas, asi
como la longitud total del componente. A continuación se puede observar un plano esquemático del
elemento analizado:
Figura 19. Plano esquemático del perno de sujeción de la culata de un motor Diesel
El perno de sujeción es un espigo roscado en ambos extremos, tiene un paso de 8 hilos por
pulgada, es un sujetador de serie gruesa UNC, los cuales sirven para el montaje y desmontaje
rápido de hierro fundido, metales suaves y plásticos. La forma de la rosca es unificada, su
diámetro nominal es de 1 5/8 “.
26
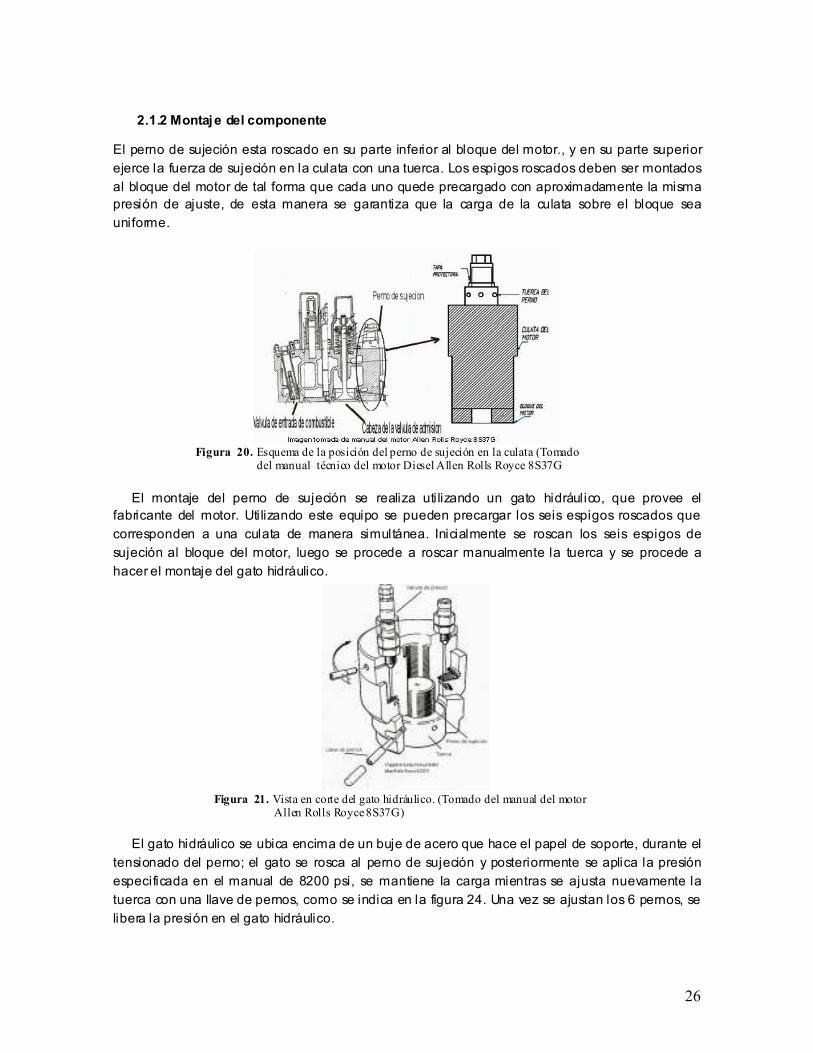
2.1.2 Montaje del componente El perno de sujeción esta roscado en su parte inferior al bloque del motor., y en su parte superior
ejerce la fuerza de sujeción en la culata con una tuerca. Los espigos roscados deben ser montados
al bloque del motor de tal forma que cada uno quede precargado con aproximadamente la misma
presión de ajuste, de esta manera se garantiza que la carga de la culata sobre el bloque sea
uniforme.
Figura 20. Esquema de la posición del perno de sujeción en la culata (Tomado
del manual técnico del motor Diesel Allen Rolls Royce 8S37G
El montaje del perno de sujeción se realiza uti lizando un gato hidráulico, que provee el
fabricante del motor. Utilizando este equipo se pueden precargar los seis espigos roscados que
corresponden a una culata de manera simultánea. Inicialmente se roscan los seis espigos de
sujeción al bloque del motor, luego se procede a roscar manualmente la tuerca y se procede a
hacer el montaje del gato hidráulico.
Figura 21. Vista en corte del gato hidráulico. (Tomado del manual del motor
Allen Rolls Royce 8S37G)
El gato hidráulico se ubica encima de un buje de acero que hace el papel de soporte, durante el
tensionado del perno; el gato se rosca al perno de sujeción y posteriormente se aplica la presión
especificada en el manual de 8200 psi, se mantiene la carga mientras se ajusta nuevamente la
tuerca con una llave de pernos, como se indica en la figura 24. Una vez se ajustan los 6 pernos, se
libera la presión en el gato hidráulico.

27
Figura 22. Representación del montaje de los pernos de sujeción (Tomado del manual
del motor Allen Rolls Royce 8S37G).
2.1.3 Especificaciones de operación y mantenimiento
El perno de sujeción opera en un motor Allen Rolls Royce modelo 8S37G, cuyas especificaciones
generales de funcionamiento se presentan en la siguiente tabla.
Tabla 1. Características técnicas del motor Allen Rolls Royce 8S37G.
Cada culata está sujeta al bloque del motor mediante el uso de seis pernos, los cuales deben
ser tensionados con el fin de que ejerzan la fuerza de sujeción necesaria para soportar las cargas
que soporta la culata durante el proceso de combustión. Las presiones en los cilindros son
inspeccionadas antes y después de cada mantenimiento, los cuales son hechos cada 3000 horas
de funcionamiento del motor.
Los pernos de sujeción son inspeccionados en servicio usando técnicas de ensayos no
destructivos, se hacen pruebas de ultrasonido y tintas penetrantes con el fin de hallar grietas
presentes en el componente. Estas pruebas se realizan cuando se recibe el perno por parte del
fabricante y cuando el motor esta en mantenimiento.
28
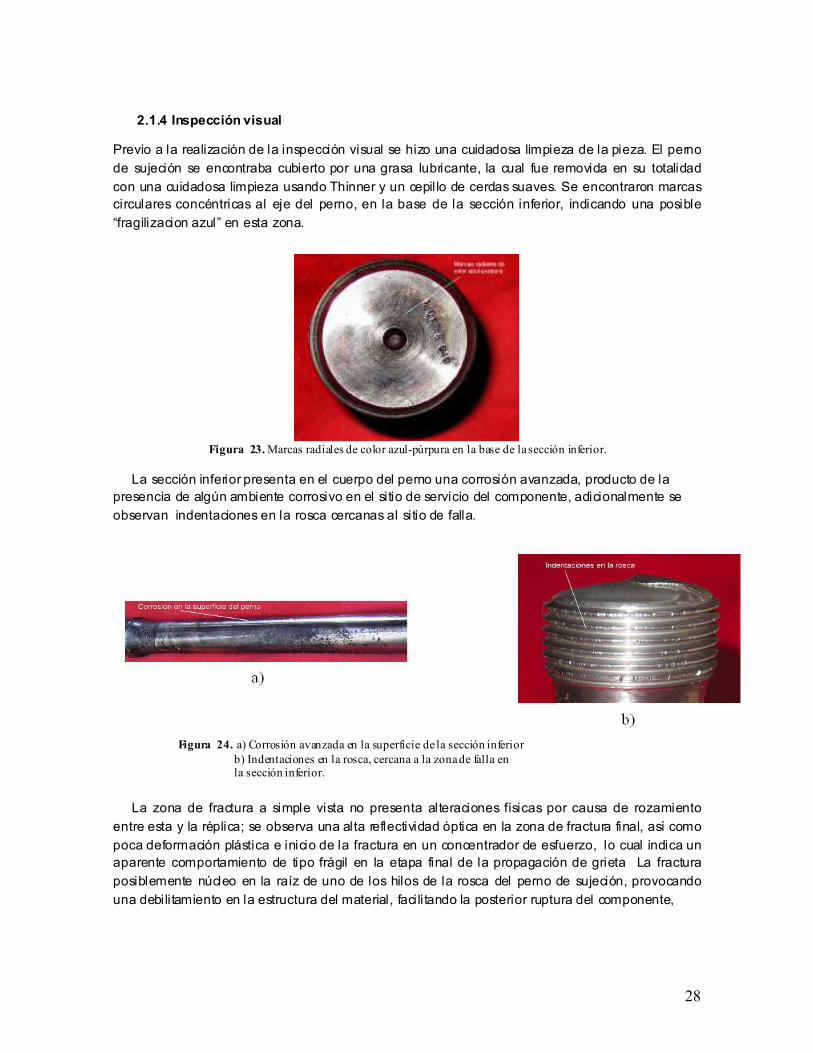
2.1.4 Inspección visual Previo a la realización de la inspección visual se hizo una cuidadosa limpieza de la pieza. El perno
de sujeción se encontraba cubierto por una grasa lubricante, la cual fue removida en su totalidad
con una cuidadosa limpieza usando Thinner y un cepil lo de cerdas suaves. Se encontraron marcas
circulares concéntricas al eje del perno, en la base de la sección inferior, indicando una posible
“fragilizacion azul” en esta zona.
Figura 23. Marcas radiales de color azul-púrpura en la base de la sección inferior.
La sección inferior presenta en el cuerpo del perno una corrosión avanzada, producto de la
presencia de algún ambiente corrosivo en el sitio de servicio del componente, adicionalmente se
observan indentaciones en la rosca cercanas al sitio de falla.
Figura 24. a) Corrosión avanzada en la superficie de la sección inferior
b) Indentaciones en la rosca, cercana a la zona de falla en la sección inferior.
La zona de fractura a simple vista no presenta alteraciones físicas por causa de rozamiento
entre esta y la réplica; se observa una alta reflectividad óptica en la zona de fractura final, así como
poca deformación plástica e inicio de la fractura en un concentrador de esfuerzo, lo cual indica un
aparente comportamiento de tipo frágil en la etapa final de la propagación de grieta La fractura
posiblemente núcleo en la raíz de uno de los hilos de la rosca del perno de sujeción, provocando
una debilitamiento en la estructura del material, facilitando la posterior ruptura del componente,
29
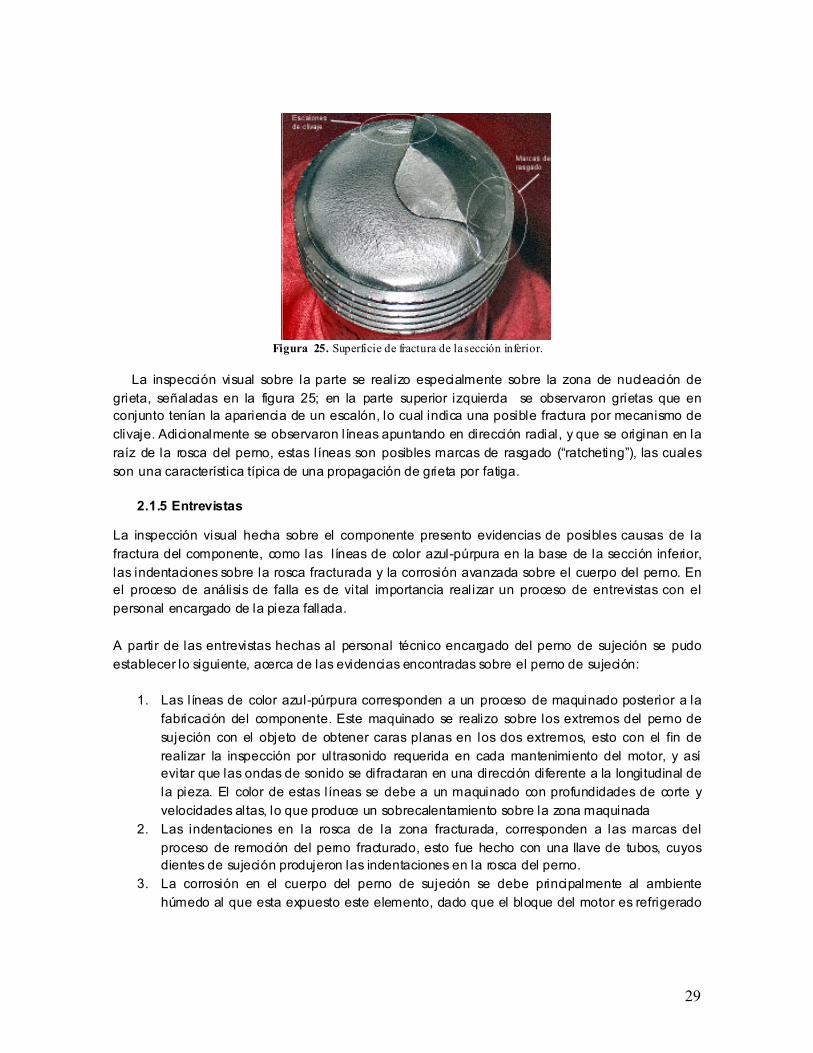
Figura 25. Superficie de fractura de la sección inferior.
La inspección visual sobre la parte se realizo especialmente sobre la zona de nucleación de
grieta, señaladas en la figura 25; en la parte superior izquierda se observaron grietas que en
conjunto tenían la apariencia de un escalón, lo cual indica una posible fractura por mecanismo de
clivaje. Adicionalmente se observaron líneas apuntando en dirección radial, y que se originan en la
raíz de la rosca del perno, estas líneas son posibles marcas de rasgado (“ratcheting”), las cuales
son una característica típica de una propagación de grieta por fatiga.
2.1.5 Entrevistas
La inspección visual hecha sobre el componente presento evidencias de posibles causas de la
fractura del componente, como las líneas de color azul-púrpura en la base de la sección inferior,
las indentaciones sobre la rosca fracturada y la corrosión avanzada sobre el cuerpo del perno. En
el proceso de análisis de falla es de vital importancia realizar un proceso de entrevistas con el
personal encargado de la pieza fallada.
A partir de las entrevistas hechas al personal técnico encargado del perno de sujeción se pudo
establecer lo siguiente, acerca de las evidencias encontradas sobre el perno de sujeción:
1. Las líneas de color azul-púrpura corresponden a un proceso de maquinado posterior a la
fabricación del componente. Este maquinado se realizo sobre los extremos del perno de
sujeción con el objeto de obtener caras planas en los dos extremos, esto con el fin de
realizar la inspección por ultrasonido requerida en cada mantenimiento del motor, y así
evitar que las ondas de sonido se difractaran en una dirección diferente a la longitudinal de
la pieza. El color de estas líneas se debe a un maquinado con profundidades de corte y
velocidades altas, lo que produce un sobrecalentamiento sobre la zona maquinada
2. Las indentaciones en la rosca de la zona fracturada, corresponden a las marcas del
proceso de remoción del perno fracturado, esto fue hecho con una llave de tubos, cuyos
dientes de sujeción produjeron las indentaciones en la rosca del perno.
3. La corrosión en el cuerpo del perno de sujeción se debe principalmente al ambiente
húmedo al que esta expuesto este elemento, dado que el bloque del motor es refrigerado
30
continuamente con agua, con el fin de evitar fracturas por los cambios súbitos de
temperaturas, durante el proceso de combustión.
Se estableció además que la precarga aplicada al perno de sujeción durante su instalación no
corresponde a la precarga recomendada por el fabricante de 8200 psi, sino a una precarga de
7200 psi; esto con el fin de preservar la integridad del bloque del motor, cuyo material es Hierro
fundido dúctil.
2.1.6 Proceso de fabricación
El proceso de fabricación de un elemento roscado, inicia con el procesamiento del hierro, el carbón
y demás aleantes para obtener un acero con las propiedades físicas que requieran las exigencias
de servicio del sujetador. En general, los metales se procesan primero fundiendo el metal, el
material fundido se cuela en el molde de una maquina de colada semicontinua, en la cual se
pueden obtener lingotes para extrusión con sección circular. Las barras circulares se obtienen por
extrusión del metal en caliente o en frió a partir de lingotes de gran dimensión. Los aceros ferriticos
deben recibir un tratamiento térmico para que adquieran las propiedades físicas necesarias para
prestar servicio; los materiales templados por inmersión deben ser revenidos, para refinar el grano.
La rosca y forma final del sujetador se obtienen por maquinado del material, o por laminado de la
barra ya sea en frió o en caliente. Si el sujetador fue trabajado en caliente debe ser enfriado
lentamente hasta temperatura ambiente y posteriormente tratado térmicamente para obtener
propiedades uniformes.
2.2 DIAGNOSTICO PRELIMINAR DE CAUSAS DE FALLA En base a las evidencias obtenidas en la caracterización del material y la inspección óptica del
perno de sujeción, se formularon las siguientes hipótesis acerca de las posibles causas de falla del
perno de sujeción.
2.2.1 Falla por propagación de grieta por el mecanismo de fatiga Las líneas de rasgado (“ratcheting”) observadas en la superficie de fractura indican que las grietas
pudieron propagarse por un mecanismo de fatiga; el perno de sujeción de una culata de un motor,
soporta las cargas cíclicas propias de la combustión de los cilindros. Mediante el uso de
microscopia electrónica de barrido se debe determinar si los patrones observados en la superficie
pertenecen realmente al de propagación de grieta por mecanismo de fatiga. La fatiga pudo
originarse por posible perdida de la fuerza de sujeción del perno, debido a una insuficiente
precarga en el componente durante su instalación.
2.2.2 Falla por sobrecarga en el componente
En la superficie de fractura se observo una posible propagación final de grieta por un mecanismo
de tipo frágil, esto pudo haber ocurrido por sobrecarga sobre el componente, es decir una
aplicación de esfuerzos sobre la parte que sobrepasa el esfuerzo ultimo del material. Esto se
puede dar por sobrecarga durante el montaje de la parte, o por sobrecarga durante el servicio por
presiones de combustión demasiado altas.

31
2.2.3 Falla por defectos de montaje
Los pernos de sujeción tienen como función principal mantener durante el servicio la fuerza entre
las partes que esta sujetando. El espigo roscado analizado esta sometido a cargas cíclicas por la
combustión del motor que causan vibración sobre la parte; en caso de que la fuerza de sujeción de
la culata contra el bloque del motor no supere a la carga aplicada durante la combustión, entonces
las cargas cíclicas aplicadas generaran una vibración que ocasionaran que la vida útil del
componente disminuya. Es por lo tanto de vital importancia que el sujetador este apretado según
las especificaciones del fabricante.
2.2.4 Falla por concentración de esfuerzos
El diseño del perno de sujeción debe contemplar la posibilidad de que este no falle por los
concentradores de esfuerzos presentes en la rosca, por lo que la geometría del elemento no debe
contener defectos de fabricación que aumenten la carga aplicada sobre las zonas criticas del
sujetador. Se debe evaluar en la fractografía la posible existencia de imperfecciones de fabricación
en la zona cercana a la zona de fractura.
2.3 CARACTERIZACIÓN DEL MATERIAL En el proceso de investigación de falla es de vital importancia la caracterización del material con el
fin de conocer sus propiedades mecánicas, y de esta manera establecer la naturaleza de la
fractura a partir de la composición química y de su microestructura. En el presente análisis de falla
se caracterizo el material del perno a partir de su composición química, microestructura, y dureza.
Los re sultados obtenidos fueron comparados con la bibliografía técnica pertinente con el fin de
validar los datos obtenidos en un contexto técnico más generalizado.
2.3.1 Análisis de composición química En primera instancia se determinó la composición química aproximada sobre una porción del
material, para esto se tomo una muestra del perno de sujeción y se le realizo una prueba de
espectrometría de chispa utilizando un espectrómetro de marca Jarrell Ash.
Los resultados de la espectrometría se muestran en la tabla 2, los componentes principales de
este acero son el Carbono, Cromo y Níquel, con los cuales se puede realizar una búsqueda en la
base de datos de Matweb, se obtiene así la composición mas aproximada del acero analizado, que
para nuestro caso corresponde a un acero 4340.
32
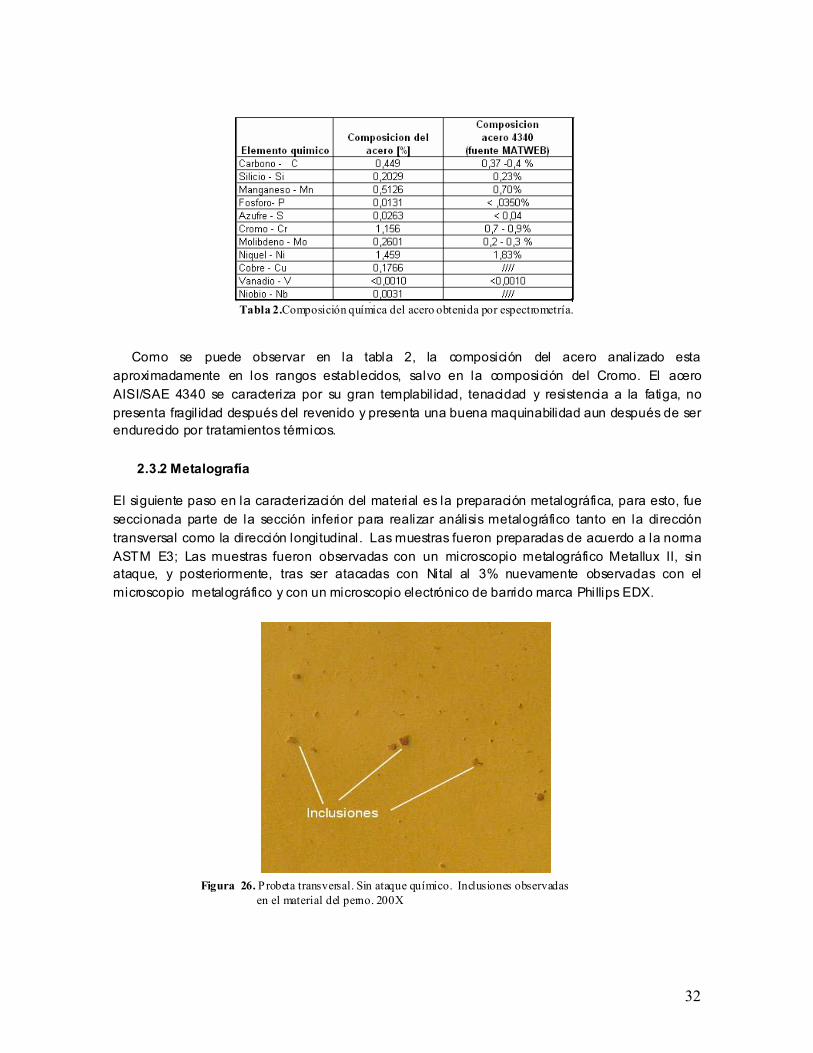
Tabla 2.Composición química del acero obtenida por espectrometría.
Como se puede observar en la tabla 2, la composición del acero analizado esta
aproximadamente en los rangos establecidos, salvo en la composición del Cromo. El acero
AISI/SAE 4340 se caracteriza por su gran templabil idad, tenacidad y resistencia a la fatiga, no
presenta fragil idad después del revenido y presenta una buena maquinabilidad aun después de ser
endurecido por tratamientos térmicos.
2.3.2 Metalografía El siguiente paso en la caracterización del material es la preparación metalográfica, para esto, fue
seccionada parte de la sección inferior para realizar análisis metalográfico tanto en la dirección
transversal como la dirección longitudinal. Las muestras fueron preparadas de acuerdo a la norma
ASTM E3; Las muestras fueron observadas con un microscopio metalográfico Metallux II, sin
ataque, y posteriormente, tras ser atacadas con Nital al 3% nuevamente observadas con el
microscopio metalográfico y con un microscopio electrónico de barrido marca Phillips EDX.
Figura 26. Probeta transversal. Sin ataque químico. Inclusiones observadas
en el material del perno. 200X

33
Figura 27. Probeta longitudinal. Se observan placas de martensita, producidas
durante un proceso de templado (1000X).
Las muestras metalográficas sin ataque químico revelan la presencia de inclusiones (ver figura
26), las cuales son elementos dentro de la matriz que no se han asociado a ninguna de las fases
del material, estas inclusiones son concentradores de esfuerzos, a través de los cuales se pueden
generar y propagar las grietas en el componente. Las muestras atacadas químicamente con Nital
al 3% presentaron placas de martensita revenida (ver figura 27), esto se pudo establecer
comparando lo observado con la figura 48, en la cual se observan las características de la
martensita revenida, confirmando que el acero en cuestión fue sometido a un tratamiento térmico
de endurecimiento y posteriormente revenido.
Figura 28. Microestructura de un acero ASI/SAE 4340 templado y revenido que muestra
una mezcla de bainita (constituyente negro) y martensita (gris claro). 4% Picral + 2% Nital. 500X. (reimpreso de ASM Handbook).
34
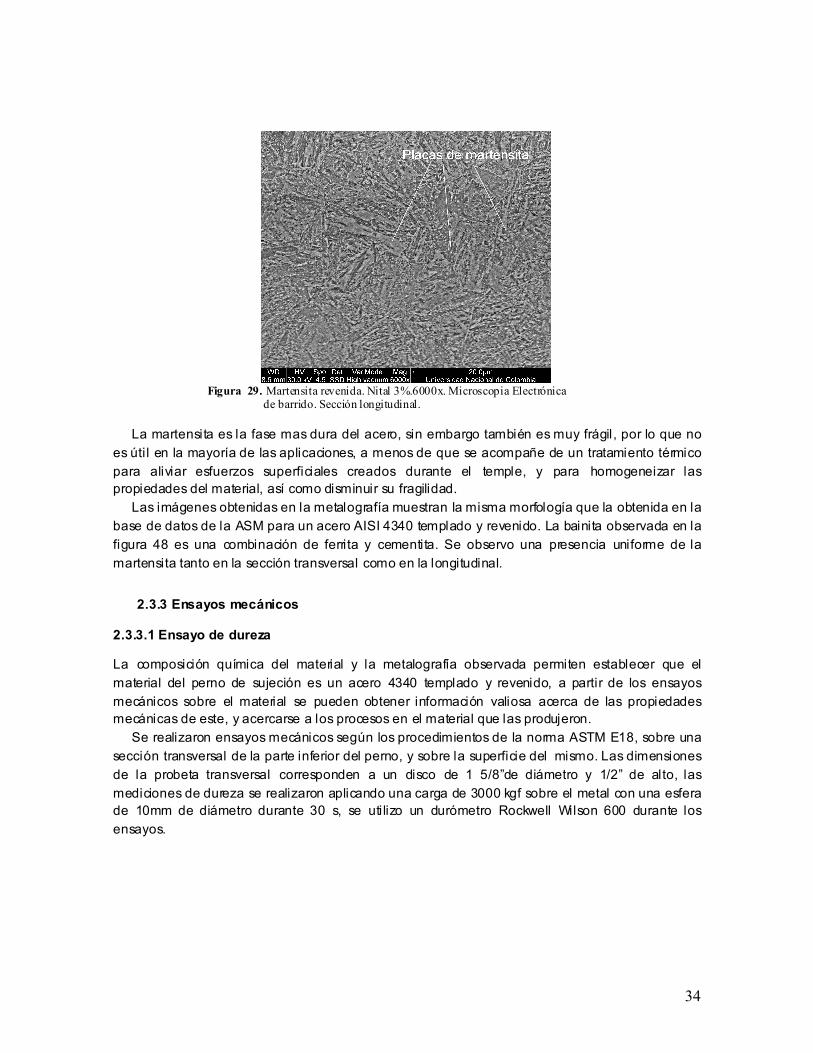
Figura 29. Martensita revenida. Nital 3%.6000x. Microscopia Electrónica
de barrido. Sección longitudinal.
La martensita es la fase mas dura del acero, sin embargo también es muy frágil, por lo que no
es úti l en la mayoría de las aplicaciones, a menos de que se acompañe de un tratamiento térmico
para aliviar esfuerzos superficiales creados durante el temple, y para homogeneizar las
propiedades del material, así como disminuir su fragilidad.
Las imágenes obtenidas en la metalografía muestran la misma morfología que la obtenida en la
base de datos de la ASM para un acero AISI 4340 templado y revenido. La bainita observada en la
figura 48 es una combinación de ferrita y cementita. Se observo una presencia uniforme de la
martensita tanto en la sección transversal como en la longitudinal.
2.3.3 Ensayos mecánicos
2.3.3.1 Ensayo de dureza
La composición química del material y la metalografía observada permiten establecer que el
material del perno de sujeción es un acero 4340 templado y revenido, a partir de los ensayos
mecánicos sobre el material se pueden obtener información valiosa acerca de las propiedades
mecánicas de este, y acercarse a los procesos en el material que las produjeron.
Se realizaron ensayos mecánicos según los procedimientos de la norma ASTM E18, sobre una
sección transversal de la parte inferior del perno, y sobre la superficie del mismo. Las dimensiones
de la probeta transversal corresponden a un disco de 1 5/8”de diámetro y 1/2” de alto, las
mediciones de dureza se realizaron aplicando una carga de 3000 kgf sobre el metal con una esfera
de 10mm de diámetro durante 30 s, se uti lizo un durómetro Rockwell Wilson 600 durante los
ensayos.

35
Figura 30. Probeta transversal y superficie del perno sobre las cuales fueron hechas las pruebas de dureza.
Los resultados obtenidos en la prueba de dureza, muestran que el acero del perno de sujeción,
tiene una dureza promedio de 36 HRC, tanto en su superficie como su sección transversal, esto
indica que las propiedades obtenidas en los tratamientos térmicos son uniformes en el material.
Sección
Transversal
Dureza HRC (2500 kgf)
36,0
36,3
37,2
Promedio 36,5
Desv. Std. 0,62
Tabla 3. Resultados de la prueba de dureza sobre la sección transversal
Superficie del perno de sujeción
Dureza HRC (2500 kgf)
36,30
36,30
36,50
36,00
35,90
36,00
35,80
35,80
Promedio 36,08
Desv. Std 0,26
Tabla 4. Resultados de la prueba de dureza sobre la superficie del l perno de sujeción

36
A partir de los resultados obtenidos y de la evidencia antes recogida con el análisis químico y
las metalografías, se establece que el posible material del perno de sujeción es un acero AISI/SAE
4340, templado al aceite a 1470°F (800°C) y revenido a 1000°F (540°C). Las principales
propiedades de este acero se presentan a continuación:
Tabla 5. Propiedades mecánicas de un acero AISI/SAE 4340. (reimpreso de MATWEB)
2.4 REALIZACIÓN DE ENSAYOS Con el fin de valorar las evidencia encontradas hasta el momento en el análisis de falla, es
necesario caracterizar el tipo de fractura y reconocer los sitios desde donde se nuclearon las
grietas. De esta forma se podrá estimar la causa más probable de falla del componente.
2.4.1 Ensayos no destructivos En este tipo de exámenes no se causa ningún tipo de distorsión física a la pieza fracturada, el
objetivo principal en este tipo de pruebas es encontrar evidencias que indiquen la causa principal
de la fractura y que no hayan sido detectadas en la inspección visual.
2.4.1.1 Tintas penetrantes
Este es un método no destructivo, util izado para encontrar discontinuidades abiertas en la
superficie de un sólido, sobre todo en materiales no porosos. Las indicaciones de los defectos se
pueden encontrar independientemente de su tamaño, de su configuración, de la estructura interna
y de la composición química de la pieza.
La principal limitación de la inspección por líquidos penetrantes es que puede detectar
únicamente imperfecciones abiertas en la superficie, su efectividad depende también de la
rugosidad de la superficie. Las superficies extremadamente rugosas y porosas son propensas a
producir indicaciones falsas.
Independientemente del tipo de penetrante que se uti lice y de otras variaciones en el proceso
básico, la inspección con líquidos penetrantes requiere por lo menos cinco etapas esenciales.
1) Preparación de la superficie; 2) Aplicación del penetrante; 3) Remoción del exceso de
penetrante; 4) Aplicación del desarrollador; 5)Inspección. Para el presente análisis de falla se siguió el procedimiento de la norma ASTM E165,
inspeccionándose la zona de fractura tanto en la sección inferior como en la superior; así como la
zona próxima a las líneas de maquinado color azul-púrpura.

37
Figura 31. a) Penetrante, removedor y revelador <de izquierda a derecha> b) Grietas
superficiales de una placa usada como patrón de sensibilidad de las tintas penetrantes c) Durante el ensayo la temperatura de la pieza era de 68°F (20°C).
En el proceso de inspección de la pieza posterior a la aplicación de las tintas penetrantes, se
buscó principalmente la existencia de grietas superficiales cercanas a la zona de falla, sin embargo
no se encontraron otro tipo de evidencias diferentes a las que fueron observadas en la inspección
visual, la rosca de la sección inferior no presenta imperfecciones en su superficie, a pesar de las
indentaciones observadas en la inspección visual. La principal grieta superficial en la superficie de
fractura es aquella que conduce a la fractura final del componente, esta inicia en la raíz de un filete
propagándose hasta la fractura final.
Figura 32. Se observa la grieta principal que ocasiona la fractura final
del perno de sujeción.
Los resultados de la inspección por tintas penetrantes muestran que la fractura final se dio por
el inicio de la propagación de la fractura desde dos frentes de grieta. En el costado izquierdo de la
figura 32 se observan las grietas en forma de escalón, así como las discontinuidades a lo largo del
trayecto de la fractura final. Se observa además que la fractura se dio en varios planos
cristalográficos, como se evidencia por el continuo cambio de dirección en la propagación de grieta.

38
Figura 33. Resultados de la inspección por tintas penetrantes en
la sección superior de la fractura.
La sección superior de la fractura presento discontinuidades superficiales, en las zonas donde
la fractura ocasiono deformaciones plásticas. Adicionalmente se observaron zonas con exceso de
penetrante, característica común de evidencias poco confiables en pruebas de líquidos
penetrantes. A partir de los resultados de la prueba, no fue posible establecer la zona a partir de la
cual se propago la grieta.
2.4.2 Exámenes macroscópicos 2.4.2.1 Fractografía En esta etapa del proceso de análisis de falla se realiza una observación de la superficie de
fractura entre 1 y 50 aumentos. Para esta observación se puede usar un estereoscopio o un
microscopio; cuando la pieza tiene dimensiones superiores a 3” de espesor, es necesario hacer un
seccionado de esta, con el fin de realizar la observación en los equipos mencionados
adecuadamente.
El estudio fractográfico fue realizado en las instalaciones del laboratorio de Metalografía de la
Universidad de los Andes util izando el estereoscopio trinocular Olympus SZX9. La fractografía fue
hecha sobre la superficie de fractura de la sección inferior.
Figura 34. Superficie de fractura sección inferior, se indican las zonas observadas en la fractografía

39
La superficie de fractura de la zona 1, muestra patrones de propagación de grieta por el
mecanismo de clivaje. Una fractura por clivaje avanza por medio de la propagación de fisuras
sobre planos paralelos entre si, cuando estas fisuras se unen forman un escalón; la grieta
inicialmente se propagó desde la raíz de la rosca, los escalones son de mayor magnitud a medida
que avanza la fractura, hasta el punto en donde desaparecen y pasan a ser parte de la grieta
principal que ocasiona la fractura final.
Figura 35. Superficie de fractura 1. Sección inferior. 25X.
En la zona de fractura 2 se observan marcas de rasgado (“ratcheting”), termino utilizado para
referirse a un tipo de topografía típica de fracturas por fatiga (ver figura 36). Estas marcas son
perpendiculares a la superficie desde donde se originó la fractura, por lo que en superficies de
forma redondas, las marcas de rasgado son esencialmente radiales, apuntando hacia el centro.
Las marcas de rasgado se originan cuando múltiples orígenes de grietas, adyacentes entre si se
comienzan a propagar por el mecanismo de fatiga; a medida que estas grietas crecen comienzan a
traslaparse con las demás propagaciones de fractura, el metal que esta en la zona de traslape se
separa formando ciclo a ciclo las líneas de rasgado observadas en la superficie del metal.
Figura 36. Líneas de rasgado que apuntan en dirección radial. 30X.

40
La superficie de fractura final presenta características de una propagación de grieta de tipo
frágil, se observa una superficie con alta reflectividad, poca deformación plástica, y donde el plano
de la fractura final es perpendicular a la dirección de la carga aplicada sobre el perno;
características típicas de la fractura de tipo frágil. Es posible que se haya presentado este tipo de
fractura debido a sobrecarga, por la disminución en área de la sección transversal debido a las
fracturas iniciales propagadas por mecanismos de clivaje y fatiga.
Figura 37. Zona de fractura final con características de fractura de tipo frágil. 25X.
La zona de fractura superior presenta también evidencias de las condiciones en que se
presento la fractura final del componente. Para ello se observo la zona de la tuerca
correspondiente a la zona de la fractura del perno, fue necesario seccionar este elemento en dos
partes, con el objeto de observar la zona de interés. Se observo una gran deformación plástica en
el primer hilo de la tuerca, así como una fractura parcial en esta parte. Esto indica que en el
momento de la fractura ocurrió una gran liberación de energía potencial acumulada en el perno
debido al proceso de precargado sobre este.
Figura 38. Zona de falla sobre la tuerca del perno de sujeción.
Se observa deformación plástica en la zona del primer hilo roscado. 25X.

41
2.4.3 Examen microscópico de la superficie de fractura
2.4.3.1 Microscopia electrónica de barrido A partir del análisis fractográfico se observan las primeras características de la superficie de
fractura. Se obtienen así los primeros indicios de las causas de la nucleación de la fisura,
mecanismo y dirección de la propagación. La observación de la superficie a mayores aumentos
con el uso de la microscopia electrónica permite la caracterización del proceso microscópico de
propagación de la fisura, identificando así las cavidades típicas de la fractura transgranular dúctil,
las facetas de clivaje de una fractura frágil, y las superficies de corrosión bajo esfuerzo, así como
las estrías típicas del proceso de fatiga.
Una fractura dúctil se caracteriza por la existencia de micro cavidades en su superficie de
fractura; cuando la fractura se produce por tensión sobre el componente las microcavidades son
equiaxiales entre si. Las microcavidades pueden estar acompañadas de facetas de clivaje, las
cuales por la presencia de imperfecciones cristalinas, precipitados y bordes de grano presentan
alteraciones en la regularidad de su propagación.
Figura 39. Vista de la superficie de fractura observada por Microscopia Electrónica de
Barrido, se indica la zona observada a mayores aumentos. 60X.
El ensayo de Microscopia electrónica fue realizado utilizando un Microscopio electrónico de
Barrido Phillips EDX ubicado en las instalaciones de la Universidad Nacional de Colombia. Se
observo una superficie compuesta principalmente por facetas de clivaje y coalescencia de
microcavidades; este tipo de superficies se denominan de cuasiclivaje, por la coexistencia de los
mecanismos frágil y dúctil en la propagación de grieta; los rasgos observados de cuasiclivaje
presentan signos de distorsión física en toda su extensión, esto indica que la superficie de fractura
inferior estuvo expuesta a cargas por fricción con la parte superior de la fractura, después de
ocurrida, la falla.
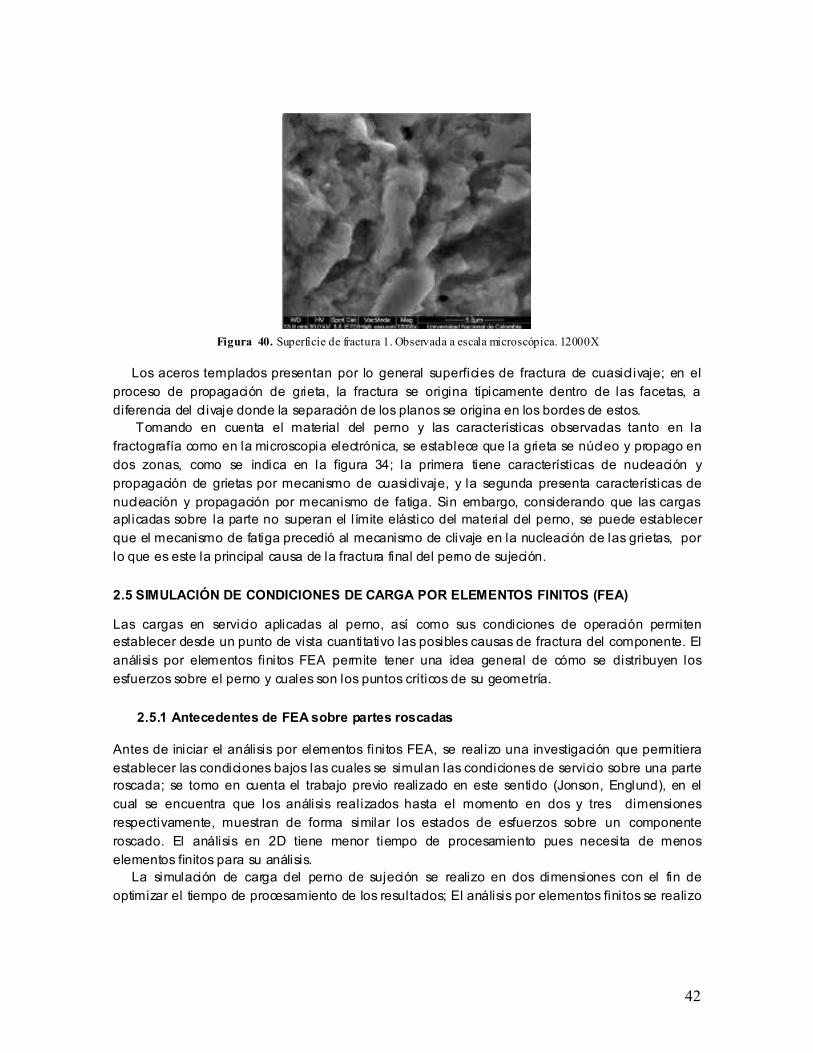
42
Figura 40. Superficie de fractura 1. Observada a escala microscópica. 12000X
Los aceros templados presentan por lo general superficies de fractura de cuasiclivaje; en el
proceso de propagación de grieta, la fractura se origina típicamente dentro de las facetas, a
diferencia del clivaje donde la separación de los planos se origina en los bordes de estos.
Tomando en cuenta el material del perno y las características observadas tanto en la
fractografía como en la microscopia electrónica, se establece que la grieta se núcleo y propago en
dos zonas, como se indica en la figura 34; la primera tiene características de nucleación y
propagación de grietas por mecanismo de cuasiclivaje, y la segunda presenta características de
nucleación y propagación por mecanismo de fatiga. Sin embargo, considerando que las cargas
aplicadas sobre la parte no superan el límite elástico del material del perno, se puede establecer
que el mecanismo de fatiga precedió al mecanismo de clivaje en la nucleación de las grietas, por
lo que es este la principal causa de la fractura final del perno de sujeción.
2.5 SIMULACIÓN DE CONDICIONES DE CARGA POR ELEMENTOS FINITOS (FEA) Las cargas en servicio aplicadas al perno, así como sus condiciones de operación permiten
establecer desde un punto de vista cuantitativo las posibles causas de fractura del componente. El
análisis por elementos finitos FEA permite tener una idea general de cómo se distribuyen los
esfuerzos sobre el perno y cuales son los puntos críticos de su geometría.
2.5.1 Antecedentes de FEA sobre partes roscadas Antes de iniciar el análisis por elementos finitos FEA, se realizo una investigación que permitiera
establecer las condiciones bajos las cuales se simulan las condiciones de servicio sobre una parte
roscada; se tomo en cuenta el trabajo previo realizado en este sentido (Jonson, Englund), en el
cual se encuentra que los análisis realizados hasta el momento en dos y tres dimensiones
respectivamente, muestran de forma similar los estados de esfuerzos sobre un componente
roscado. El análisis en 2D tiene menor tiempo de procesamiento pues necesita de menos
elementos finitos para su análisis.
La simulación de carga del perno de sujeción se realizo en dos dimensiones con el fin de
optimizar el tiempo de procesamiento de los resultados; El análisis por elementos finitos se realizo
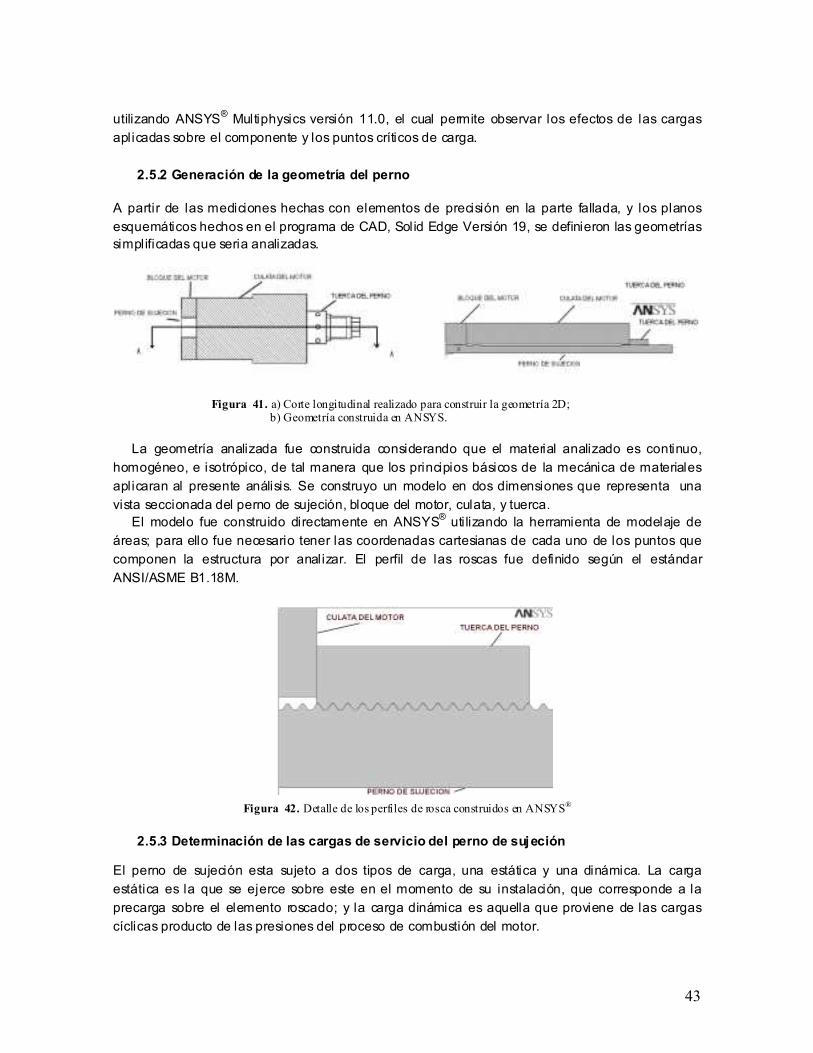
43
utilizando ANSYS® Multiphysics versión 11.0, el cual permite observar los efectos de las cargas
aplicadas sobre el componente y los puntos críticos de carga.
2.5.2 Generación de la geometría del perno
A partir de las mediciones hechas con elementos de precisión en la parte fallada, y los planos
esquemáticos hechos en el programa de CAD, Solid Edge Versión 19, se definieron las geometrías
simplificadas que seria analizadas.
Figura 41. a) Corte longitudinal realizado para construir la geometría 2D;
b) Geometría construida en ANSYS.
La geometría analizada fue construida considerando que el material analizado es continuo,
homogéneo, e isotrópico, de tal manera que los principios básicos de la mecánica de materiales
aplicaran al presente análisis. Se construyo un modelo en dos dimensiones que representa una
vista seccionada del perno de sujeción, bloque del motor, culata, y tuerca.
El modelo fue construido directamente en ANSYS® uti lizando la herramienta de modelaje de
áreas; para ello fue necesario tener las coordenadas cartesianas de cada uno de los puntos que
componen la estructura por analizar. El perfil de las roscas fue definido según el estándar
ANSI/ASME B1.18M.
Figura 42. Detalle de los perfiles de rosca construidos en ANSYS®
2.5.3 Determinación de las cargas de servicio del perno de sujeción
El perno de sujeción esta sujeto a dos tipos de carga, una estática y una dinámica. La carga
estática es la que se ejerce sobre este en el momento de su instalación, que corresponde a la
precarga sobre el elemento roscado; y la carga dinámica es aquella que proviene de las cargas
cíclicas producto de las presiones del proceso de combustión del motor.

44
Durante el mantenimiento del motor donde esta instalado el perno, se realizan mediciones de
las presiones pico en los cilindros. A partir de aproximadamente 750 mediciones de presión, se
realizo un análisis estadístico con el fin de obtener los valores aproximados de las presiones
mínima, máxima, y promedio existentes en el motor.
Presión promedio [psi] 1651,76
Presión mínima [psi] 1577,62
Presión máxima [psi] 1725,94
Tabla 6. Valores aproximados de las presiones ejercidas sobre la culata del motor.
El diámetro del cilindro del motor Diesel Rolls Royce modelo 8S37G, es de 12.798¨, con este
dato se calcula el área transversal del cilindro y se establecen las cargas aproximadas ejercidas
sobre la culata del motor. Como se menciono anteriormente la culata del motor esta sujetada al
bloque por medio de 6 pernos de sujeción, se asume, para efectos del análisis FEA, por lo tanto
que la carga cíclica sobre cada perno de sujeción, es la carga ejercida sobre la culata del motor
entre seis.
Fuerza máxima [lb] 37004,20
Fuerza mínima [lb] 33824,03
Fuerza media [lb] 35414,12
Tabla 7. Fuerzas cíclicas aproximadas ejercidas sobre el perno de sujeción.
La carga estática ejercida sobre el perno de sujeción corresponde a la carga a tensión generada
por el gato hidráulico durante el proceso de montaje. Esta carga se estableció midiendo el área
donde el fluido de trabajo del gato ejercía la presión, como se indica en la figura 43.
Figura 43. Sección inferior del gato hidráulico, se indica el área donde
el fluido de trabajo del gato hidráulico ejerce presión.
La precarga ejercida sobre el perno corresponde a la presión aplicada por el gato hidráulico
multiplicada por 6.78 in2, que corresponde al valor del área antes indicada. A continuación se
presenta una tabla con diferentes valores de precarga ejercidas por el gato hidráulico con los
correspondientes esfuerzos normales y carga a tensión ejercidas sobre el perno.
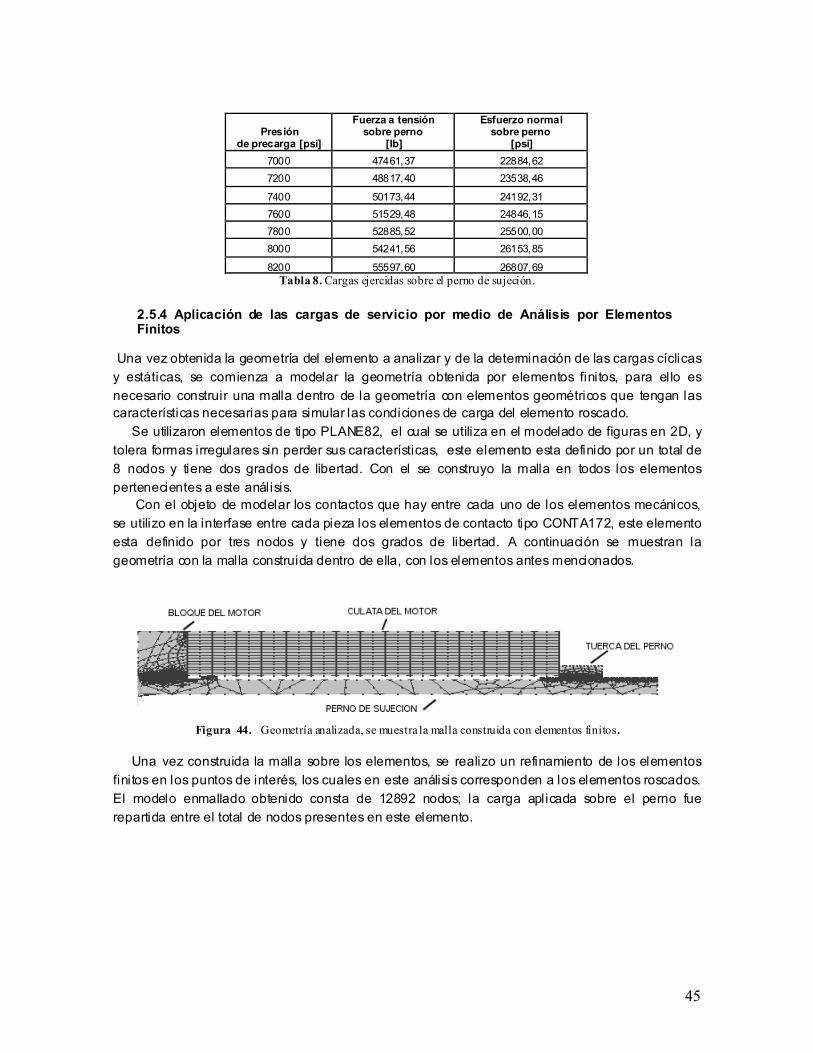
45
Presión de precarga [psi]
Fuerza a tensión sobre perno
[lb]
Esfuerzo normal sobre perno [psi]
7000 47461,37 22884,62
7200 48817,40 23538,46
7400 50173,44 24192,31
7600 51529,48 24846,15
7800 52885,52 25500,00
8000 54241,56 26153,85
8200 55597,60 26807,69
Tabla 8. Cargas ejercidas sobre el perno de sujeción.
2.5.4 Aplicación de las cargas de servicio por medio de Análisis por Elementos Finitos
Una vez obtenida la geometría del elemento a analizar y de la determinación de las cargas cíclicas
y estáticas, se comienza a modelar la geometría obtenida por elementos finitos, para ello es
necesario construir una malla dentro de la geometría con elementos geométricos que tengan las
características necesarias para simular las condiciones de carga del elemento roscado.
Se utilizaron elementos de tipo PLANE82, el cual se utiliza en el modelado de figuras en 2D, y
tolera formas irregulares sin perder sus características, este elemento esta definido por un total de
8 nodos y tiene dos grados de libertad. Con el se construyo la malla en todos los elementos
pertenecientes a este análisis.
Con el objeto de modelar los contactos que hay entre cada uno de los elementos mecánicos,
se utilizo en la interfase entre cada pieza los elementos de contacto tipo CONTA172, este elemento
esta definido por tres nodos y tiene dos grados de libertad. A continuación se muestran la
geometría con la malla construida dentro de ella, con los elementos antes mencionados.
Figura 44. Geometría analizada, se muestra la malla construida con elementos finitos.
Una vez construida la malla sobre los elementos, se realizo un refinamiento de los elementos
finitos en los puntos de interés, los cuales en este análisis corresponden a los elementos roscados.
El modelo enmallado obtenido consta de 12892 nodos; la carga aplicada sobre el perno fue
repartida entre el total de nodos presentes en este elemento.

46
Figura 45. Detalle de la zona roscada de la geometría, se observa refinamiento
de la malla en las zonas de concentración de la carga
Las cargas aplicadas sobre el perno corresponden al efecto combinado de las fuerzas cíclicas y
las estáticas. Para efectos del análisis se definió como carga cíclica, la fuerza cíclica promedio, y
como carga estática las diferentes precargas; se estableció el esfuerzo medio a fatiga resultante de
estas cargas, y por lo tanto las cargas medias a fatiga sobre el perno. En la siguiente figura se
muestra un esquema del modo en como fue cargado el modelo.
Figura 46. Representación esquemática que representa el modo en como fue cargado el modelo con las cargas P . (Tomado De Wulpi)
Se aplico un empotramiento para todos los grados de libertad en los bordes externos del bloque
del motor, el perno de sujeción, la culata del motor, y la tuerca del perno. De esta forma se logro
simular las condiciones aproximadas de servicio del perno de sujeción.
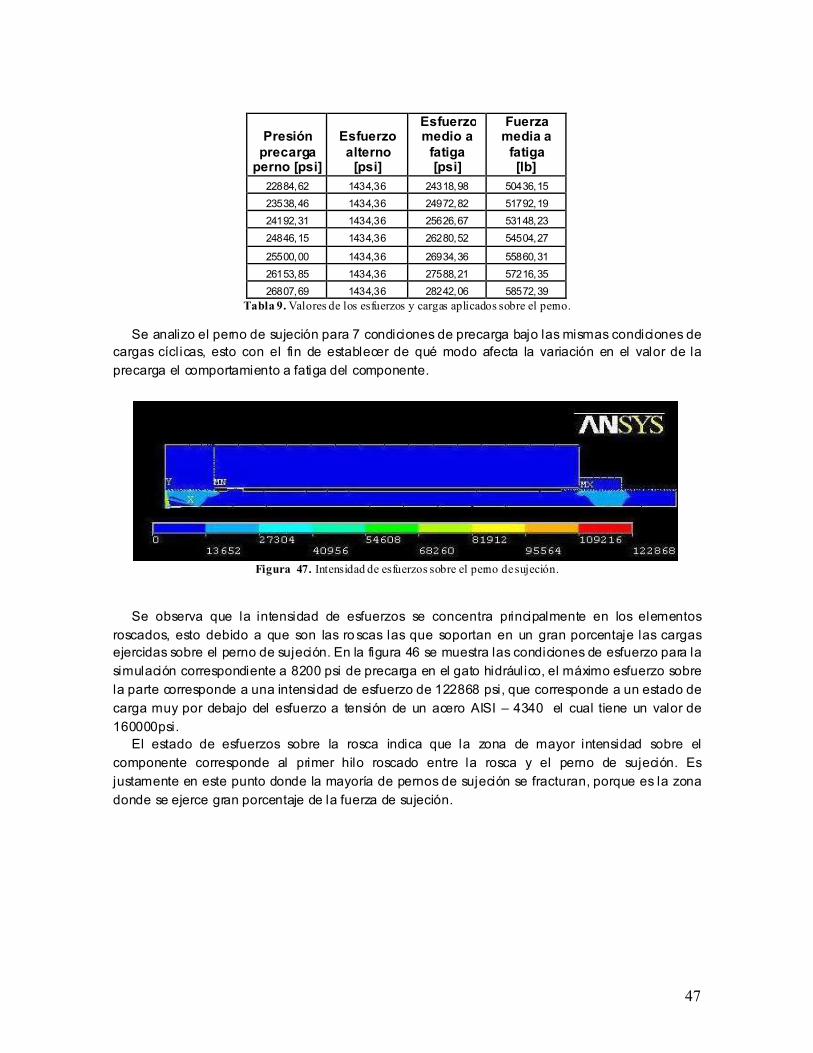
47
Presión precarga perno [psi]
Esfuerzo alterno [psi]
Esfuerzo medio a fatiga [psi]
Fuerza media a fatiga [lb]
22884,62 1434,36 24318,98 50436,15
23538,46 1434,36 24972,82 51792,19
24192,31 1434,36 25626,67 53148,23
24846,15 1434,36 26280,52 54504,27
25500,00 1434,36 26934,36 55860,31
26153,85 1434,36 27588,21 57216,35
26807,69 1434,36 28242,06 58572,39
Tabla 9. Valores de los esfuerzos y cargas aplicados sobre el perno.
Se analizo el perno de sujeción para 7 condiciones de precarga bajo las mismas condiciones de
cargas cíclicas, esto con el fin de establecer de qué modo afecta la variación en el valor de la
precarga el comportamiento a fatiga del componente.
Figura 47. Intensidad de esfuerzos sobre el perno de sujeción.
Se observa que la intensidad de esfuerzos se concentra principalmente en los elementos
roscados, esto debido a que son las ro scas las que soportan en un gran porcentaje las cargas
ejercidas sobre el perno de sujeción. En la figura 46 se muestra las condiciones de esfuerzo para la
simulación correspondiente a 8200 psi de precarga en el gato hidráulico, el máximo esfuerzo sobre
la parte corresponde a una intensidad de esfuerzo de 122868 psi, que corresponde a un estado de
carga muy por debajo del esfuerzo a tensión de un acero AISI – 4340 el cual tiene un valor de
160000psi.
El estado de esfuerzos sobre la rosca indica que la zona de mayor intensidad sobre el
componente corresponde al primer hilo roscado entre la rosca y el perno de sujeción. Es
justamente en este punto donde la mayoría de pernos de sujeción se fracturan, porque es la zona
donde se ejerce gran porcentaje de la fuerza de sujeción.

48
Figura 48. Vista detallada del primer hilo roscado tuerca-perno.
Una vez simuladas las condiciones de esfuerzos para cada una de las condiciones de precarga
sobre el perno, se procede a realizar un análisis de fatiga sobre el elemento, para ello se utilizaron
los esfuerzos críticos encontrados en cada una de las simulaciones.
.
Tabla 10. Esfuerzo de Von Misses critico sobre el perno, a partir de la simulación en ANSYS®
Una vez obtenidos los esfuerzos críticos sobre el perno de sujeción se realiza un análisis de
fatiga sobre el componente. Se util izo el criterio de Gerber para hallar el factor de seguridad a
fatiga del componente. La relación util izada es la siguiente:
( Ecuación 1)
Donde Sa = Esfuerzo alternante limite del material
SUT = Esfuerzo ultimo del material.
Se = Esfuerzo limite a fatiga del material.
Sf = Esfuerzo finito a fatiga del material.
σi = Esfuerzo de precarga sobre el perno de sujeción.
Presión de precarga
Gato Hidráulico [psi]
Presión precarga perno [psi]
Esfuerzo de Von Misses critico
[psi]
7000 22884,62 54010
7200 23538,46 58745
7400 24192,31 62810
7600 24846,15 84960
7800 25500,00 92250
8000 26153,85 105395
8200 26807,69 122870
[ ]eiUTieeUTUT
e
a SSSSSSS
S σσ 2(42
1 22 −−++=

49
El valor de SUT fue obtenido a partir de la hoja técnica del material AISI 4340, los demás
factores de diseño se obtuvieron a partir de las relaciones recomendados por Shigley para
elementos sometidos a fatiga.
El factor de seguridad a fatiga de un perno de sujeción cargado axialmente se define como:
a
af
Sn
σ= (Ecuación 2)
Donde σa corresponde al esfuerzo generado sobre el componente; para efectos de análisis se
asume que σa corresponde al punto crítico de esfuerzo de Von Misse s hallado en las simulaciones
hechas en ANSYS®, esto con el fin de estimar el factor de seguridad del componente bajo
condiciones de carga extremas.
Esfuerzo de Von Misses critico [psi] (ANSYS®)
Nf Gerber
54010 27,16
58745 26,52
62810 25,87
84960 25,23
92250 24,58
105395 23,94
122870 23,29
Tabla 11. Factor de seguridad a fatiga del componente Los factores de seguridad a fatiga del perno roscado, muestran que este se encuentra
sobredimensionado para las condiciones de trabajo a las que esta sometido, sin embargo, un
perno de sujeción sometido a cargas cíclicas y a vibraciones, de manera continua, tiene gran
probabilidad de perder los efectos de la precarga, por lo que el factor de seguridad a fatiga
disminuye considerablemente. El factor de seguridad a fatiga de un perno de sujeción con una
precarga nula es:
)(2
eUT
TUTefo
SSP
ASSn
+= (Ecuación 3)
Donde AT = Área transversal del perno y P=Carga cíclica sobre el perno.
A partir de la ecuación 3 se calcula el valor de nfo, el cual es de 6.67, lo que quiere decir que el
perno se encuentra sobredimensionado aun sin condiciones de precarga presentes, sin embargo,
este factor de seguridad es al menos 3 veces menor al calculado con condiciones de precarga, lo
cual indica que la vida útil del perno depende en gran parte de la precarga aplicada.
Con el fin de establecer la importancia de la precarga, para un perno en general, se implementa
la relación (nf / nfo) factor de precarga; así se puede establecer la influencia de la aplicación de la
precarga en la vida uti l de un componente roscado.

50
Si la relación es menor a uno, entonces el factor nfo es mayor a nf , lo cual indica que la precarga
no afecta la vida útil del componente bajo cargas cíclicas. En caso contrario, cuando la relación es
mayor a uno, entre mayor sea el valor de 1, mas beneficioso es la aplicación de la precarga.
Presión de precarga Gato Hidráulico
[psi] nf
Gerber nfo nf / nfo 7000 27,16 6,67 4,07
7200 26,52 6,67 3,97
7400 25,87 6,67 3,88
7600 25,23 6,67 3,78
7800 24,58 6,67 3,68
8000 23,94 6,67 3,59
8200 23,29 6,67 3,49
Tabla 12. Factor (nf / nfo).
A medida que la relación (nf / nfo) es mayor a la unidad se considera que el componente tendrá
un mejor comportamiento a fatiga. Esto ocurre cuando nfo es muy pequeño respecto a nf, o cuando,
por el contrario, nf es muy grande respecto a nfo. En nuestro caso el factor de Gerber es al menos 3
veces mayor al factor de seguridad nfo, esto implica que el factor de precarga (nf / nfo) tendera a ser
mayor que uno en los valores cercanos a la precarga recomendada por el fabricante, por lo cual es
recomendable, como se puede ver en la tabla 12, aumentar los valores de presión de precarga en
el Gato hidráulico, con el fin de disminuir los efectos de las cargas cíclicas sobre la vida úti l del
componente. A continuación se presenta una grafica que muestra la tendencia a acercarse a uno,
del factor de precarga, cuando se aumenta la presión de precarga en el Gato hidráulico.
FACTOR DE PRECARGA
3,20
3,30
3,40
3,50
3,60
3,70
3,80
3,90
4,00
4,10
4,20
7000 7200 7400 7600 7800 8000 8200
Presion aplicada de precarga Gato Hidraulico [psi]
nf/nf0
Figura 49. Relación entre factor de precarga y presión aplicada
durante el montaje del perno de sujeción.

51
2.6 ANÁLISIS CONCLUYENTE La última etapa del análisis de falla, toma en cuenta todas las evidencias recogidas a lo largo de la
investigación de falla y los datos obtenidos a partir de las simulaciones de las condiciones de
servicio, para establecer la causa mas probable de la fractura así como las recomendaciones
pertinentes para reducir la posibil idad de que la falla se repita en el fututo.
2.6.1 Concepto de falla
La causa más probable de falla en el perno de sujeción de la culata del motor Diesel
fue una insuficiente precarga aplicada sobre el componente. Los concentradores de
esfuerzo ubicados en la rosca del perno, así como las inclusiones presentes en el
material facilitaron la nucleación de grietas por el mecanismo de fatiga. La presencia de
vibración y las cargas cíclicas actuantes en la culata del motor facilitaron la perdida de
la fuerza de sujeción ejercida sobre la culata, lo que disminuyo la resistencia a la fatiga
del perno y genero su posterior falla.
2.6.2 Conclusiones • La falla se clasifica como una fractura por fatiga, debido a que las cargas cíclicas
nuclean las grietas en el filete de la rosca, y posteriormente ocurre la propagación de
la grieta por el mecanismo de cuasiclivaje
• La fractura se generaliza como una fractura de tipo frágil, donde la superficie de la
falla presenta una alta reflectividad óptica, poca deformación plástica, y fractura en
dirección perpendicular a la carga aplicada, características propias de la fractura de
tipo frágil.
• La superficie de fractura presenta características microscópicas de nucleación de
grieta por cuasiclivaje, se observaron “dimples” acompañados de facetas de clivaje,
en la zona cercana al filete de la rosca. La zona de nucleación de grieta presenta
distorsión física a altos aumentos, dado que la pieza estuvo sometida a cargas
cíclicas aun después de fallada.
• La grieta núcleo en la raíz del hilo de la rosca del perno de sujeción, posiblemente
por la presencia de una inclusión en el material.
• La fractura final del componente, fue ocasionada por la reducción del área transversal
que soportaba la carga aplicada. Esta reducción de área transversal fue ocasionada
por la propagación de grieta por el mecanismo de fatiga y de cuasiclivaje.
• Los resultados del análisis por elementos finitos muestran que la zona con mayor
concentración de esfuerzos es el primer hilo roscado del perno con la tuerca. Esta
zona soporta gran cantidad de las cargas ejercidas sobre el perno de sujeción y es
donde hay mayor probabilidad de una posible nucleación de grieta.
• El factor de seguridad del perno de sujeción permite establecer que se encuentra
sobredimensionado para las condiciones de servicio, sin embargo, la presencia de
cargas cíclicas y vibraciones, de forma continua sobre el perno, aumentan la
probabilidad de que este pierda los efectos de la fuerza de sujeción, disminuyendo así
la vida útil de este bajo condiciones de fatiga.

52
• El factor de precarga indica que a medida que aumenta la precarga sobre el
componente, se incrementa la posibilidad de que el componente sometido a cargas
cíclicas tenga una vida útil mas larga.
2.6.3 Recomendaciones
El factor de seguridad a fatiga disminuye considerablemente cuando el perno de sujeción deja
de ejercer la fuerza de precarga debido a las cargas cíclicas y a la vibración presente en las
condiciones de servicio, se recomienda aumentar la presión aplicada durante la instalación del
perno con el fin de aumentar la vida úti l del componente.
Se sugiere adicionalmente aumentar las especificaciones técnicas del material del perno con el fin
de tener un mayor control sobre el numero de inclusiones presentes en el acero.
Disminuir la velocidad de corte, en el maquinado de las bases de los pernos de sujeción, con el fin
de evitar fragilización azul sobre el material, así como la creación de concentradores de esfuerzo
por rugosidad sobre la superficie maquinada.
Realizar un seguimiento a la vida útil del perno de sujeción, con el fin de detectar los componentes
de este tipo con una precarga insuficiente, y por lo tanto una vida uti l a fatiga disminuida. De esta
manera se evita la instalación de pernos de sujeción que pueden presentar ruptura por fatiga de
manera súbita.

53
BIBLIOGRAFÍA [1] ASI O. Failure of a stud bolt in a ring spinning frame textile machine. Usak Engineering Faculty
Department of Mechanical Engineering. 2005.
[2] CHEN H, TSENG P, HWANG S. Failure analysis of bolts on an end flange of a steam pipe.
National Huwei University of Science and Technology, Department of Materials Science and
Engineering64 Wunhua Road, 2007.
[3] ELIAZA N, GHEORGHIUC G, SHEINKOPF H, LEVIC O. Failures of bolts in helicopter main
rotor drive plate assembly due to improper application of lubricant Tel-Aviv University. Department
of Solid Mechanics, Materials and Systems. 2003.
[4] HERNANDEZ Héctor, ESPEJO Edgar. Mecánica de Fractura y análisis de falla. (1a Ed).
Bogota: Universidad Nacional de Colombia, Facultad de Ingeniería Mecánica. 2002.
[5] HULL Derek. Fractography: Observing, measuring and interpreting fracture surface topography.
Cambridge: Cambridge University Press. 1999.
[6] IPOHORSKI M. Fractografía electrónica: su contribución al análisis de fallas, Revista SAM
(1a Ed – Vol 1). Buenos Aires. Universidad nacional de San Martín. Departamento de materiales.
2004.
[7] JOHNSON D, ENGLUND R, MCANLIS B, SARI K, Three dimensional modeling of a bolted
connection. Pennsilvania State University. 2000.
[8] LACALLE R, CICERO S, FERREN D, A LVAREZ J. Failure analysis of a bolt in a scaffolding
system. University of Cantabria, Department of Materials Science and Engineering. 2003.
[9] LEEA C, CHIANGA, CHEND K, CHENB R. Design and analysis of gasket sealing of cylinder
head under engine operation conditions. University. Department of Research and Development,
China
[10] MCCARTHY M, MCCARTHY C 1, LAWLOR V, STANLEY W. Three-dimensional finite
element analysis of single-bolt single-lap composite bolted joints.University of Limerick. department
of Mechanical and Aeronautical Engineering. 2004
[11] MATWEB. The Online Materials Information Resource. (s.f). Recuperado el 25 de Octubre del
2007. http://www.matweb.com/search/DataSheet.aspx?MatID=7758&ckck=1.
[12] OZ J, ELIGEHAUSEN R, PERIS G, MAYER U. 3D FE analysis of anchor bolts with
large embedment depths. University of Stuttgart, Institute of Construction Materials. 2006
[13] SCHULL J. Peter. Nondestructive Evaluation: Theory, Techniques, and application. (1a Ed).
New York: Marcel Dekker. 2002.

54
[14] SPINELLI D, BOSE W.W, MONTEZUMA M , TITA V. Failure analysis of a SAE 4340 steel
locking bolt. University of Sao Paulo, Department of Materials, Aeronautics and Automotive
Engineering.2004
[15] TAWANCY, HANIM M. Practical Engineering failure analysis. Marcel Dekker. New York. 2004.
[16] TOVAR Sánchez Gustavo Fundamentos del análisis de falla. (1a Ed) Bogota: Editorial
Escuela Colombiana de Ingeniería. 2006.
[17] WULPI, Donald J. Understanding how components fail. ASM International. Materials Park,
Ohio. 2000.
[18] ZHIWEI Y, XIAOLEI X. Failure analysis of diesel engine cylinder head bolts. Dalian Maritime
University. Institute of Metal and Technology. 2005.
[19] ZADOKS R. Investigation of the axial stiffness of a bolt using a three-dimensional finite element
Model, Caterpillar Inc, 2001.


















