PROYECTO DE GRADO final - red.uao.edu.co
116
1 DESARROLLO DE UN SISTEMA DE MEDICIÓN DE VELOCIDAD Y LONGITUD PARA UNA MAQUINA REBOBINADORA DE PAPEL JOSE DAVID PÉREZ PEDROZA FABIÁN ALEJANDRO MORENO RENDÓN UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA SANTIAGO DE CALI 2008
Transcript of PROYECTO DE GRADO final - red.uao.edu.co

1
DESARROLLO DE UN SISTEMA DE MEDICIÓN DE VELOCIDAD Y LONGITUD PARA UNA MAQUINA REBOBINADORA DE PAPEL
JOSE DAVID PÉREZ PEDROZA FABIÁN ALEJANDRO MORENO RENDÓN
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2008

2
DESARROLLO DE UN SISTEMA DE MEDICIÓN DE VELOCIDAD Y LONGITUD PARA UNA MAQUINA REBOBINADORA DE PAPEL
JOSE DAVID PÉREZ PEDROZA FABIÁN ALEJANDRO MORENO RENDÓN
Pasantía para optar al título de Ingeniero Mecatrónico
Director JOSÉ IGNACIO PÉREZ
Ingeniero Eléctrico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2008
3
Nota de aceptación: Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Mecatrónico
JOSÉ IGNACIO PÉREZ Director
Santiago de Cali, 20 de Junio de 2008
4
AGRADECIMIENTOS
Expresamos nuestros más sinceros agradecimientos a nuestras familias por su apoyo constante en todas las situaciones que hemos afrontado en esta etapa de nuestras vidas. La confianza que han depositado en nosotros siempre será nuestra fortaleza. Y a todos aquellos que hicieron posible la realización de este proyecto mil gracias.
5
CONTENIDO
Pág.
GLOSARIO 15
RESUMEN 16
1. PROCESO DE REBOBINADO DE PAPEL DE LAS MAQUINAS 18
1.1 FUNCIONAMIENTO DE UN MOLINO DE PAPEL 18
2. ANÁLISIS DE LAS MEDICIONES 23
2.1 MÉTODOS DE CALIBRACIÓN 24
3. PLANEACIÓN DEL PROYECTO 26
3.1 PLANTEAMIENTO DEL PROBLEMA 26
3.2 IDENTIFICACIÓN DE LAS NECESIDADES 26
3.3 ESPECIFICACIONES TÉCNICAS 27
3.3.1 Especificaciones preliminares 27
4. GENERACIÓN DE CONCEPTOS 29
4.1 CAJA NEGRA DEL PROBLEMA 29
4.2.1 Refinamiento de la descomposición funcional. 30
4.3 COMBINACIÓN DE CONCEPTOS 30
4.4 CONCEPTOS GENERADOS 31
4.4.1 Concepto A 31
4.4.2 Concepto B. 31

6
4.4.3 Concepto C. 31
4.4.4 Concepto D. 32
4.5 SELECCIÓN DE CONCEPTOS 32
4.5.1 Concepto seleccionado 32
5. DISEÑO DEL SISTEMA DE ACONDICIONAMIENTO DE LA MEDICIÓN DE VELOCIDAD Y LONGITUD. 33
5.1 ELEMENTO PRIMARIO DE MEDICIÓN 33
5.2 SISTEMA DE ACOPLE DEL ELEMENTO PRIMARIO 35
5.2.1 Retenedor encoder 35
5.2.2 Buje 35
5.2.3 Eje 36
5.2.4 Rueda de medición 36
6. DISEÑO DEL SISTEMA DE MANDO PARA EL MONITOREO Y PROCESAMIENTO DE DATOS. 38
6.1 ADQUISICIÓN DE DATOS 38
6.2 PROCESAMIENTO 40
6.2.1 H0-CTRIO 42
6.2.2 Configuración H0-CTRIO 42
6.2.3 Programación del PLC 47
6.3 VISUALIZACIÓN 48 7. DISEÑO DE LA ESTRUCTURA DEL SMVL 55

7
7.1 BASE H 55
7.2 SOPORTE VERTICAL 56
7.3 CAJA DE CONTROL 57
7.4 SOPORTE DE SUJECIÓN 58
7.5 SOPORTE ROTATORIO 59
7.6 BRAZO PRIMARIO 60
7.7 JUEGO DE ARTICULACIONES 61
7.8 CONJUNTO BRAZO SECUNDARIO 62
8. DISEÑO DE LA CAJA DE CONTROL 63
8.1 CONEXIONES ELÉCTRICAS 64
8.2 CONEXIÓN NEUMÁTICA 66
9. RESULTADOS FINALES DEL DESARROLLO 67
9.1 CABEZAL DE MEDIDA TERMINADO 67
9.2 CAJA DE CONTROL TERMINADA 68
9.3 ACOPLES PRINCIPALES 70
9.4 VISTAS DEL SISTEMA ARMADO 72
10. CONCLUSIONES 74
11. RECOMENDACIONES 75
BIBLIOGRAFÍA 76
ANEXOS 78

8
LISTA DE TABLAS
Pág.
Tabla 1. Necesidades Especificadas 26
Tabla 2. Especificaciones técnicas preliminares 27
Tabla 3. Selección de conceptos 32
Tabla 4.Espcificaciones técnicas encoder 34
Tabla 5. Especificaciones técnicas HMI 48
Tabla 6. Componentes del sistema 63

9
LISTA DE FIGURAS
Pág.
Figura 1. Mesa de Formación 19
Figura 2. Size- Press 20
Figura 3. Pope- Reel 20
Figura 4. Winder 21
Figura 5. Juego de Spool 22
Figura 6. Tacómetro 25
Figura 7. Caja negra del sistema 29
Figura 8. Descomposición funcional SMLV 30
Figura 9. Refinamiento de la descomposición funcional 30
Figura 10. Combinación de conceptos 30
Figura 11. Concepto A 31
Figura 12. Concepto B 31
Figura 13. Concepto C 31
Figura 14. Concepto D 32
Figura 15. Elemento primario de medición 33
Figura 16. Plano elemento primario de medición 34
Figura 17. Explosión de Cabezal 35
10
Figura 18. Retenedor encoder. 35
Figura 19. Buje 36
Figura 20. Eje 36
Figura 21. Rueda de medición 37
Figura 22. Elementos de medición. 38
Figura 23. Señales de salida del encoder 38
Figura 24. Esquema de conexión ENCODER - PLC 39
Figura 25. PLC DIRECT 06 40
Figura 26. Nueva comunicación. 41
Figura 27. Selección PLC Comunicación 41
Figura 28. Selección Protocolo Comunicación. 41
Figura 29. Contadores rápidos 42
Figura 30. Configuración H0-CTRIO 42
Figura 31. Selección de enlace. 43
Figura 32. Opciones de configuración 43
Figura 33. Configuración IO 44
Figura 34. Configuración escala 45
Figura 35. Configuración unidades 45
Figura 36. Configuración escala 46
Figura 37. Mapa de memorias 46

11
Figura 38. Diagrama de flujo PLC 47
Figura 39. Maple System 48
Figura 40. Ventana de inicio. 49
Figura 41. Ventana de configuración. 49
Figura 42. Ventana de guardar. 50
Figura 43. Ventana de verificación 1. 50
Figura 44. Ventana de verificación 2. 51
Figura 45. Ventana ajuste de posición. 51
Figura 46. Ventana verificación visual 52
Figura 47. Ventana ajuste de presión 52
Figura 48. Ventana de verificación 3. 53
Figura 49. Ventana de verificación 4. 53
Figura 50. Ventana visualización de los datos. 54
Figura 51. Ventana reporte final 54
Figura 52. Base 55
Figura 53. Dimensiones base 55
Figura 54. Soporte vertical 56
Figura 55.Caja de control 57
Figura 56.Soporte de sujeción 58
Figura 57. Soporte rotatorio 59
12
Figura 58. Pin Resortado 59
Figura 59. Brazo primario. 60
Figura 60. Soporte del pistón. 60
Figura 61. Articulación lado primario 61
Figura 62. Articulación lado secundario 61
Figura 63. Conjunto del brazo secundario. 62
Figura 64. Alimentación del PLC 65
Figura 65. Salidas del PLC 65
Figura 66. Conexión de las borneras 66
Figura 67. Plano neumático de conexión. 66
Figura 68. Cabezal instalado 67
Figura 69. Cabezal vista superior. 67
Figura 70. Carrera del pistón. 68
Figura 71. Visualización del Interior de la caja de control 68
Figura 72. Visualización de la parte exterior de la caja de control. 69
Figura 73. Caja de control vista superior 69
Figura 74. Dimensionamiento y funcionalidad de la HMI. 70
Figura 75. Visualización de la base del sistema 70
Figura 76. Vista en primer plano del sistema de giro del brazo. 71
Figura 77. Visualización del sistema de giro en funcionamiento. 71

13
Figura 78. Sistema de ensamble del soporte vertical y el brazo 71
Figura 79. Soporte del pistón de posicionamiento. 72
Figura 80. Unión entre los brazos del sistema. 72
Figura 81. Vista Frontal del Sistema de Medición de Velocidad y Longitud 72
Figura 82. Vista lateral del sistema. 73
Figura 83. Vista del Acople entre el brazo y el soporte vertical. 73

14
LISTA DE ANEXOS
Pág.
Anexo A. Datasheet Encoder Pepperl + Fuchs 78
Anexo B. Datasheet HMI MAPLE SYSTEM 81
Anexo C. Manual de usuario 83
Anexo D. planos de fabricación 102
Anexo E. Carta director y solicitud de jurados 115

15
GLOSARIO BENCHMARKING: es una evaluación comparativa que establece un punto de referencia a partir del cual se comparan de manera sistemática, los productos, servicios y métodos de una empresa con sus competidores. METROLOGÍA: ciencia de la medición. PRECISIÓN: es la cualidad de instrumento por la que tiende a dar lecturas muy próximas unas a otras, es decir el grado de dispersión de las mismas. REPETIBILIDAD: cercanía entre los resultados de mediciones sucesivas de la misma magnitud por medir, efectuadas en las mismas condiciones. REPRODUCTIBILIDAD: cercanía entre los resultados de mediciones sucesivas de la misma magnitud por medir, efectuadas bajo condiciones de medición diferentes... RESOLUCIÓN: menor diferencia entre las indicaciones de un dispositivo indicador, que se puede distinguir en forma significativa. SENSIBILIDAD: cambio de la respuesta de un instrumento de medición, dividido por el cambio correspondiente en el estimulo. TRAZABILIDAD: propiedad del resultado de una medición o del valor de un patrón, en virtud de la cual ese resultado se puede relacionar con referencias estipuladas, generalmente patrones nacionales o internacionales, a través de una cadena ininterrumpida de comparaciones todas las incertidumbres determinadas.

16
RESUMEN En este trabajo se realizó el diseño, desarrollo e implementación de un sistema de medición de velocidad y longitud para una maquina rebobinadora de papel. Se expresa el estudio de las necesidades y los antecedentes de los diferentes dispositivos de medición de longitud y velocidad a nivel mundial, y a partir de este, ser realiza el análisis y la selección de los componentes que permiten cumplir con las especificaciones requeridas. Hacen parte de este documento el funcionamiento de un molino de papel y el análisis de las mediciones como principio fundamental en la crecimiento y aseguramiento de la calidad en una empresa a nivel industrial, se profundiza en el desarrollo de un producto mecatrónico, donde se expone de manera detalla cada parte y mecanismo elaborado, en forma de planos, piezas y ensambles, vistas en explosión y vistas del modelo final en 3-D, la selección de sensores, actuadores, componentes electrónicos y neumáticos, los cuales se presentan en planos eléctricos y neumáticos. Por otra parte, se describe la lógica utilizada en la programación del PLC y la HMI y la configuración en las comunicaciones entre estos dispositivos. Además, se describen las diferentes normas técnicas colombianas que involucran la metrología como requisito para las empresas que deseen certificarse. Por último, está incluido el manual de funcionamiento del sistema en conjunto, el cual indica el principio de operación, mantenimiento y cuidados para un desempeño óptimo en cualquiera de las distintas maquinas rebobinadoras. Se adjunta códigos fuentes de programación de PLC con fines académicos.
17
INTRODUCCIÓN En empresas papeleras del país, en su proceso final de rebobinar papel, realizan mediciones en las maquinas por medio de un tacómetro, sostenido por un operario que tiene que entrar en contacto con los rodillos rebobinadores que giran cerca de 1500 m/min. Teniendo en cuenta la seguridad que se debe ofrecer al operario, la repetibilidad y reproductibilidad de la medida, se requiere de hacer un sistema de medición de la Longitud y velocidad de las rebobinadoras de papel. Las propuestas generadas para la solución de este problema en Europa, están ligadas a sistemas ópticos, que utilizan tecnología doppler para realizar estas mediciones. El costo de estos sistemas es muy alto, por lo que se prefiere hacer un diseño de una maquina hibrida, con componentes mecánicos, electrónico y control de interfaz para el usuario, haciendo una maquina competente para Colombia y Latinoamérica. El desarrollo de este sistema de medición de velocidad y longitud (SMVL), tiene requerimientos específicos relacionados con la adquisición de datos precisos que aseguren la cantidad de papel depositados en los rollos.

18
1. PROCESO DE REBOBINADO DE PAPEL DE LAS MAQUINAS
1.1 FUNCIONAMIENTO DE UN MOLINO DE PAPEL Una máquina para la fabricación de papel consta de varias etapas que podemos dividir en sub-procesos o secciones, cada sección en la que se divide este informe tiene tracción independiente y está compuesta por varios juegos de rodillos. Por tanto, podemos clasificar el proceso en: • Sección 1: Mesa Formación. • Sección 2: Prensas. • Sección 3: Secadores 1 Etapa. • Sección 4: Size Press • Sección 4: Secadores 2 Etapa. • Sección 5: Calandria. • Sección 6: Pope Reel. • Proceso Post Elaboración. • Cortado: Winder.
NOTA: Este esquema típico de seccionamiento de una maquina papelera, puede variar dependiendo de la aplicación, fabricante, modelo. Luego de todo el tratamiento que se da a las materias primas en las demás áreas de la planta papelera, la materia prima apta para la elaboración del papel (Liquida con una consistencia promedio de 0.2 a 0.8%, dependiendo del tipo de papel a fabricar) es bombeada a la mesa de formación (Ver figura 1), es aquí donde se forma la hoja de papel al inyectar la pasta liquida por medio de unos chorros a presión sobre una malla que está girando a una velocidad la cual deberá estar sincronizada con las demás secciones de la maquina. La precisión en la medición en la malla es un factor de máxima importancia, ya que esta determina la velocidad y la presión con la que la pasta deberá ser “arrojada” sobre la malla, influyendo de manera definitiva en la formación del papel y en sus características iníciales como el calibre. (Conocida como la relación Chorro-Tela). La función de la malla, además de garantizar la formación del papel, es filtrar el agua por sus diminutas perforaciones con la ayuda de cámaras de vacío y así, iniciar la etapa de secado del papel.

19
Figura 1. Mesa de Formación
Fuente: Envases y embalajes [en línea]. Guatemala: Rincón del Vago, 2008. [Consultado 03 de junio de 2008]. Disponible en Internet: http://html.rincondelvago.com/envases-y-embalajes.html En esta etapa, la medición de velocidad de los rodillos (y por consiguiente de la malla) determina, por medio de la relación Chorro-Tela, la velocidad y presión de salida de la pasta sobre la malla. Además, suministra la información al sistema de control para ajustar las velocidades de las demás secciones de acuerdo a relaciones previamente alimentadas en el sistema de control. En la sección de prensas se continua el proceso de secado, aquí, 1, 2 ó 3 juegos de rodillos (en pares) se aprisionan uno contra el otro con la hoja de papel desplazándose en medio para extraer al máximo el excedente no deseado de agua. Estos rodillos de las prensas tienen pequeñas perforaciones por las que se ayuda a succionar el agua por medio de vacío. En las secciones de secadores, la hoja de papel se hace recorrer la mayor parte posible del diámetro de varios rodillos que interiormente están cargados de vapor de agua sobrecalentado, por consiguiente, a una temperatura mayor de 100 °C, así, el agua residente en la hoja se eva pora consiguiendo entregar al final de esta etapa un papel con una humedad promedio de 30%, cuando al inicio del proceso, el 99.5% era agua. Luego de la primera sección de secadores viene el Size-Press (Ver figura 2), aquí se agregan aditivos especiales al papel para mejorar sus características, entre ellos almidón que ayuda para rellenar micro perforaciones que hayan sucedido en el proceso y que han sido detectadas por sensores especiales. Estos aditivos son adicionados en forma casi liquida, por lo que el papel de nuevo toma una alta humedad y esta debe ser retirada, por tanto, continua hacia una segunda etapa de secadores.

20
Figura 2. Size- Press
Fuente: Size-Press [en línea]. Finlandia: Papcel S.A, 2000. [Consultado 03 de mayo de 2008]. Disponible en Internet: http://www.glpaper.com/en/Tech_en.asp Después de todo el proceso de secado, la hoja de papel viaja hacia la calandria, en la cual se define el calibre y el acabado superficial final de la hoja, a través de un rodillo con superficies especiales y a temperaturas de acuerdo al tipo a las especificaciones que se necesiten. Después de la calandria el papel está listo para ser embobinado y almacenado para diferentes fines como, corte en resmas, folio, rodillos más pequeños para contenedores o según los requerimientos del cliente. El embobinado final en la maquina papelera se hace en el Pope-Reel (Ver figura 3), aquí hay otra medición importante de velocidad, ésta contabiliza la cantidad de papel que se ha producido y entrega la información al sistema de control que se encarga de calcular eficiencias, promedios de producción y demás.
Figura 3. Pope- Reel
Fuente: Pope-Reel [en línea]. Italia: Giesse Srl, 2003. [Consultado 29 de mayo de 2008]. Disponible en Internet: http://www.paper-machinery.com/company/Giesse_Srl/

21
Hasta este punto, cada medición de velocidad es una variable altamente crítica para el óptimo control del proceso en la maquina. Debido a que la hoja de papel es continua, si una medición de velocidad entrega resultados falsos causaría que una sección fuese más rápida o lenta que otra, ocasionando el desgarro de la hoja. O bien, si la indicación errónea fuese la que contabiliza la cantidad de papel producido, sería imposible llevar un control que relacione materia prima con respecto al producto terminado y un sin fin de indicadores que se manejan tanto a nivel del sistema de control como a nivel de gerencia de producción. Lo anterior hace referencia a las mediciones de velocidad existentes en una maquina que fabrica papel, sin embargo, otra de las partes críticas en cuanto a medición de velocidad dentro de una planta papelera, está en las maquinas que convierten el papel, estas se encargan de cortarlo a la medida que se requiere y son llamadas Winder (Ver figura 4). Cada Winder, está equipada con medidores de velocidad que determinan entre otras las rampas de aceleración y des-aceleración, la velocidad máxima y promedio, el tiempo de rodaje, entre otros.
Figura 4. Winder
Fuente: Winder [en línea]. Finlandia: Quatroll, 2001. [Consultado 27 de mayo de 2008]. Disponible en Internet: http://www.quattroll.fi/slitting_and_slitter_winders/ Al final de la máquina de papel, cuando el rollo ha salido y se ha realizado el cambio de Spool (Ver figura 5), un rollo normal puede medir entre 5 y 7 m de ancho y tener entre 25000 y 30000 m de papel embobinado, sería una carga bastante de difícil de transportar por cualquier medio, marítimo o terrestre. Por lo consiguiente, las Winder cortan el papel en rollos más pequeños, de anchos

22
entre 2 m y 6 m con 5000 m, 10000 m de papel embobinado, o según criterio del cliente.
Figura 5. Juego de Spool
Fuente: Paper machine [en línea]. Louisiana: Comercial Lending Resources, LLC, 2008. [Consultado 10 de junio de 2008]. Disponible en Internet: http://www.cmpc.cl/esp/medio_amb/papeles_medio.htm En algunas ocasiones, el producto cortado allí va directamente para el cliente, en otras para un proceso interno adicional como por ejemplo, corte en resmas tamaño carta, o corte en tamaño folio o van a combinarse con otros papeles para formar productos diferentes. En cualquiera de los dos casos, el rollo que sale de la Winder, debe estar etiquetado con ciertos parámetros básicos como numero Corrida (análogo al número de lote de cualquier producto) Peso, Longitud Total, Diámetro, entre otros.

23
2. ANÁLISIS DE LAS MEDICIONES Antes de involucrarse en el tema de las mediciones es necesario saber que calibración se define, según el ICONTEC como: “conjunto de operaciones que establecen, bajo condiciones específicas, la relación entre los valores de las magnitudes que indique un instrumento de medición o un sistema de medición, o valores representados por una medida materializada o por un material de referencia, y los valores correspondientes determinados por medio de los patrones”.1 Las correctas mediciones tienen una importancia fundamental para los gobiernos, para las empresas y para la población en general, ayudando a ordenar y facilitar las transacciones comerciales. A menudo las cantidades y las características de un producto son resultado de un contrato entre el cliente (consumidor) y el proveedor (fabricante); las mediciones facilitan este proceso y por ende inciden en la calidad de vida de la población, protegiendo al consumidor, ayudando a preservar el medio ambiente y contribuyendo a usar racionalmente los recursos naturales. Por lo tanto, surge la necesidad en la industria papelera de garantizar las mediciones de longitud y velocidad existentes en el proceso y declaradas como críticas, desde luego, esta actividad debe realizarse cuidando siempre al máximo la seguridad de quienes la realicen y garantizando la calidad de los resultados obtenidos; es así como, se requiere un control metrológico a estos instrumentos. Anteriormente, los pedidos de papel se hacían por peso, es decir, el cliente solicitaba una cantidad de Toneladas de papel, sin embargo, esta modalidad tiende a desaparecer, y esto es porque los impresores (cliente más grandes de la industria de producción de papel) les interesa la cantidad elementos que vayan a imprimir y, la medición de peso no es una especificación que les garantice esa necesidad. Debido a que el papel, como el resto de la materia tiene algunas características, entre otras están: masa, forma y volumen definidos y en consecuencia la densidad. En la industria del papel esto es conocido como “Peso Básico” y es una de las variables más difíciles de controlar en el proceso; como en casi todas las mediciones esta se especifica con cierta tolerancia, ejemplo: 75 g/cm2 ± 1 y el productor está obligado a estar dentro de esa tolerancia pero, 74g o en su defecto 76g en una cuenta que involucra 20000 m, la diferencia es bastante representativa.
1 INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Vocabulario de términos Básicos y generales en metrología. Segunda actualización. Bogotá, D.C.: ICONTEC, 1997. p. 30. NTC 2194

24
Así pues, una variación de incluso 0.5 en la especificación del peso básico puede representar para el cliente miles de libros que calculó, pero al final no imprimió. La fórmula utilizada para calcular la longitud a partir del peso básico, el peso total del rollo y el diámetro esta defina en el siguiente ejemplo: � Cuando se conoce el peso del rollo en kg (Wr), el ancho del material en m (A), y el peso básico en g/m2 (PB), despreciando el peso del centro de cartón. El peso del rollo se divide por el peso básico del laminado y el ancho, en unidades correspondientes. En la "Longitud de un laminado" se muestra un ejemplo para un rollo de 25 kg de un laminado de 56 g/m2 y 290 mm de ancho, como quedaría en la hoja electrónica.
L(m) = 1E+06*Wr(kg)/(PB(g/m2)*A(mm)) = 1000000*25/(56*290) = 1539 m lineales2
En este orden de ideas, el cliente prefiere que las especificaciones con las que compra sean dadas en metros, unidades de longitud efectivas, no susceptibles de variaciones a causa de tantos factores externos como el peso básico o la humedad del papel que varía dependiendo del tiempo y las condiciones de almacenamiento o incluso de un lugar a otro del planeta afectando por consiguiente el peso estipulado. En conclusión, la longitud por ser una variable de especificación del producto terminado y por diversas certificaciones que obligan a mantener bajo control los equipos de medición que determinen estas variables, los productores están obligados a calibrar periódicamente estos equipos.
2.1 MÉTODOS DE CALIBRACIÓN Los métodos usados actualmente para asegurar que los equipos para medición de longitud se encuentran dentro de especificaciones, significan un gran riesgo para el técnico que realiza las mediciones puesto que este, se debe ubicar a menos de 1m de los rodillos que están girando para poner en contacto la rueda de medición de un tacómetro manual (Ver figura 6) con la superficie de el rodillo impulsor, exponiéndose a puntos de pellizco, azotes con la hoja de papel (que resulta altamente cortante) si esta se llegase a reventar, quemaduras, atrapamientos, entre otros accidentes.
2 Kit de herramientas para cálculo de materiales laminados flexibles [en línea]. Miami: Fernando Márquez-Gerente de mercadeo de Carpak S. A, 2007. [Consultado 02 de Agosto de 2007]. Disponible en internet: http://www.conversion.com/cv/secciones/CV/ES/MAIN/IN/ARCHIVO/ARTICULOS/doc_1189_HTML.html?idDocumento=1189

25
Figura 6. Tacómetro
Fuente: Manual de Instrucciones Model DT-207L HandHeld Led Digital Laser Tachometer. Cleveland: Shimpo instruments, 2007. p. 1.
Adicionalmente el método no resulta “Repetible ni Reproducible” debido a los múltiples factores que intervienen en el proceso de medición y que son causados involuntariamente por el operador como el ángulo de incidencia del elemento de medición y la presión ejercida sobre las superficies de medición. Los sistemas de medición de longitud y velocidad (SMVL) que se han desarrollado, es una tecnología avanzada, teniendo como principal objetivo hacer una medida sin contacto físico, utilizando elementos visuales. Esta tecnología es llamada láser – doppler y poseen un alto grado de seguridad, pero es muy costosa comparada con otros sistemas, lo cual dificulta la implementación en las papeleras del país.
Los sistemas híbridos como Electro-mecánicos brindan una serie de garantías para los usuarios, ya que cumplen con sus respectivas necesidades y trabajan de acuerdo con sus requerimientos a un bajo costo, comparado con los sistemas ópticos. Pero tienen desventajas como el desgaste de las piezas mecánicas, aunque gracias a un proceso de diseño organizado, dichas piezas pueden ser reemplazadas fácilmente.

26
3. PLANEACIÓN DEL PROYECTO
3.1 PLANTEAMIENTO DEL PROBLEMA La realización de las medidas de verificación por parte de las empresas papeleras a los rodillos rebobinadores de papel, se hacen de forma no apta y sin garantías de precisión, repetibilidad y verificación de la información, incumpliendo los requerimientos de las normas ISO 9001 y seguridad industrial.
3.2 IDENTIFICACIÓN DE LAS NECESIDADES Las necesidades de este proyecto fueron planteadas directamente por el cliente, las cuales fueron organizadas y evaluadas en la siguiente tabla (ver tabla 1), donde se le asigna un nivel importancia de 1 a 5 siendo 5 el grado de importancia mayor.
Tabla 1. Necesidades Especificadas
#
NECESIDADES
Imp.
1 Sist.med.metr El ángulo de incidencia del elemento primario debe ser invariante durante la prueba.
5
2 Sist.med.metr Redundancia en el elemento primario de medición 5
3 Sist.med.metr la presión ejercida sobre el elemento primario sea constante y visualización de la presión de prueba
4
4 Sist.med.metr Garantizar la adherencia entre el Papel o rodillo de contacto en la maquina y el rodillo del elemento primario
4
5 Sist.med.metr Debe ser ajustable a las diferentes alturas de cada máquina Instalada.
3
6 Sist.med.metr Sensibilidad mínima de 0.05% en ensayos realizados sobre reels de 10000 +/- 500 m y opción de retransmisión de la señal vía 4-20 mA o RS 485/RS 232/RS 422.
3
7 Sist.med.metr La indicación local debe presentar como mínimo 1 m de resolución en variable longitud y 1m/s en velocidad.
4

27
3.3 ESPECIFICACIONES TÉCNICAS Se realiza un análisis de las necesidades previamente seleccionadas y con estas se determinan las métricas, las cuales luego de compararlas por un proceso de benchmarking y la determinación de valores ideales y marginales, es posible asignarle valores cuantitativos y cualitativos reales (ver tabla 2).
3.3.1 Especificaciones preliminares
Tabla 2. Especificaciones técnicas preliminares
# Métricas Unidades Valor
1 Variación de ángulo Grados 0
2 Cantidad de medidas Subjetiva 2
3 Presión PSI 70
4 Fuerza de Fricción N 10
5 Variación de altura m 1
6 Sensibilidad m 0.01
7 Resolución m 0.01
8 Repuesta del display en tiempo real ms 2
9 Portátil Sub R
10 Nivel de protección IP 65
11 Alimentación V 110
12 Proveedores autorizados Sub E
13 Incertidumbre % NC
14 Normas ISO 9001 Sub E
8 Sist.med.metr Indicación simultánea de la velocidad promedio y la longitud totalizada.
3
9 Sist.med.metr Fácil transporte 2
10 Sist.med.metr El sistema debe ser Robusto y los elementos eléctricos y electrónicos con grado de protección mínimo IP65.
3
11 Sist.med.metr Tensión de alimentación 110 V AC 4
12 Sist.med.metr Componentes Eléctricos y electrónicos en marcas Homologadas por la empresa.
3
13 Sist.med.metr El sistema debe garantizar ejecución de calibraciones a los sistemas de medición de longitud en línea con máximo 1.0 % Incertidumbre final expandida.
3
14 Sist.med.metr El sistema entregar certificados trazabilidad NIST para las variables elementales asociadas al cálculo de Velocidad y Longitud.
3

28
Donde - Sub= subjetivo - E = Excelente - R = Regular - M= Malo - NC = no conocido 3.4 ANTECEDENTES En la actualidad existen diferentes métodos para la medición de la cantidad de papel en las distintas maquinas rebobinadoras, uno de los más utilizados es por el peso del rodillo de papel, pero esto tiene consigo interferencia en la medida debido a que el peso del papel depende de la humedad del aire donde se encuentre. Por otra parte están los dispositivos de medición ópticos por efecto doppler, los cuales poseen alta precisión y la sensibilidad necesaria para este tipo de aplicaciones, pero contrastan con sus altos costos de adquisición e implementación. Por último están los encoders rotatorios incrementales, los cuales con un sistema de acondicionamiento mecánico y de las señales (por medio de un PLC), solucionan este problema a bajos costos y con una alta precisión. Las empresas papeleras utilizan este ultimo método como fuente primaria de información y comparan sus datos con un tacómetro el cual es sostenido por un operario muy cerca de la maquina a analizar. Los sistemas de medición de longitud y velocidad (SMLV) que se han desarrollado, es una tecnología avanzada, teniendo como principal objetivo hacer una medida sin contacto físico, utilizando elementos visuales. Esta tecnología es llamada láser – doppler y poseen un alto grado de seguridad, pero es muy costosa comparada con otros sistemas, lo cual dificulta la implementación en las papeleras del país. Los sistemas híbridos como Electro-mecánicos brindan una serie de garantías para los usuarios, ya que cumplen con sus respectivas necesidades y trabajan de acuerdo con sus requerimientos a un bajo costo, comparado con los sistemas ópticos. Pero tienen desventajas como el desgaste de las piezas mecánicas, aunque gracias a un proceso de diseño organizado, dichas piezas pueden ser reemplazadas fácilmente. Por lo tanto, no existe a nivel nacional un sistema electro-mecánico de verificación de las mediciones primarias que sea independiente de la maquina a analizar y cumpla con los requerimientos de la empresa.

29
4. GENERACIÓN DE CONCEPTOS En este punto es necesario evaluar diferentes opciones de solución al problema debido a la poca trayectoria en estos tipos de sistemas, logrando así, gracias a una búsqueda interna y externa, seleccionar la solución que cumpla con todos los requerimientos del cliente y las expectativas propias del grupo.
4.1 CAJA NEGRA DEL PROBLEMA En primer lugar se visualiza el problema en forma de caja negra (Ver figura 7), para lograr una mayor compresión de las entradas y salidas que este posee.
Figura 7. Caja negra del sistema
4.2 DESCOMPOSICIÓN FUNCIONAL La figura 8 permite observar de forma general las relaciones entre los actores principales en la solución del problema, las entradas y las salidas correspondientes a dichos estímulos.

30
Figura 8. Descomposición funcional SMLV
4.2.1 Refinamiento de la descomposición funcional. Luego de conocer las relaciones entre los componentes del sistema, se analizan los conceptos que se enfocan en la medición, ya que componen la solución al problema (Ver figura 9).
Figura 9. Refinamiento de la descomposición funcional
4.3 COMBINACIÓN DE CONCEPTOS Teniendo claro las relaciones existentes entre los diversos agentes para la medición de longitud y velocidad, estos se combinan para generar así los diferentes conceptos que dan solución al problema (Ver figura 10).
Figura 10. Combinación de conceptos

31
4.4 CONCEPTOS GENERADOS 4.4.1 Concepto A. Utilizar un motor para la generación de las señales eléctricas y contabilizarlas con un micro controlador para luego mostrarlas en un display de 8 segmentos (Ver figura 11).
Figura 11. Concepto A
4.4.2 Concepto B. Utilizar un tacogenerador para la generación de las señales eléctricas y contabilizarlas con un micro controlador para luego mostrarlas en un display de 8 segmentos (Ver figura 12).
Figura 12. Concepto B
4.4.3 Concepto C. Utilizar un encoder incremental para la generación de las señales eléctricas y contabilizarlas con un PLC para luego mostrarlas en una HMI (Ver figura 13).
Figura 13. Concepto C

32
4.4.4 Concepto D. Utilizar un encoder incremental para la generación de las señales eléctricas y contabilizarlas con un PLC para luego mostrarlas en un monitor de un PC (Ver figura 14).
Figura 14. Concepto D
4.5 SELECCIÓN DE CONCEPTOS Para una óptima clasificación del concepto que se debe utilizar en la solución del problema, es necesario tener unos criterios de selección relacionados con las métricas anteriormente planteadas y las necesidades del cliente. Los criterios de selección planteados para este caso son los que aparecen en la tabla 3. Por otra parte, se toma un concepto de referencia para hacer las comparaciones respectivas.
Tabla 3. Selección de concepto
Variante del concepto
Criterios de selección A B D C (ref.) Sensibilidad en la medida - - 0 0 Implementación en diferentes maquinas - - - 0 Simplicidad en la instalación 0 0 0 0 Robustez del equipo + + + 0 Visualización de la información en tiempo real - - 0 0
Portabilidad - - - 0 Comunicación industrial 0 0 0 0 Duración de las piezas 0 - 0 0 Precisión en la medida - - 0 0 Alta estabilidad + + 0 0
Positivos 2 2 1 Iguales 3 2 7
Negativos 5 6 2 Total -3 -4 -1 Orden 4 5 4
Continuar NO NO NO
4.5.1 Concepto seleccionado: el concepto C ha sido seleccionado para desarrollarse, debido a que cumple con la mayor cantidad de criterios de selección.
Valoración de la matriz de tamizaje:
+: Mejor a la referencia. - : Peor que la referencia. 0: Igual a la referencia. Orden: 1: Mucho mejor que... 2: Mejor que... 3: Igual a... 4: Peor que... 5: Mucho peor que...

33
5. DISEÑO DEL SISTEMA DE ACONDICIONAMIENTO DE LA MEDICIÓN DE VELOCIDAD Y LONGITUD.
5.1 ELEMENTO PRIMARIO DE MEDICIÓN Para la selección del elemento primario de medición o encoder rotatorios incrementales, se hace el análisis de las propiedades mecánicas que este posee y la frecuencia máxima a la cual pueden ser sometidos, debido a que las velocidades que se manejan son muy altas. Esta relación está dada por las siguientes ecuaciones:
Donde 1500m/min es la velocidad máxima tangencial que alcanza un rodillo de papel.
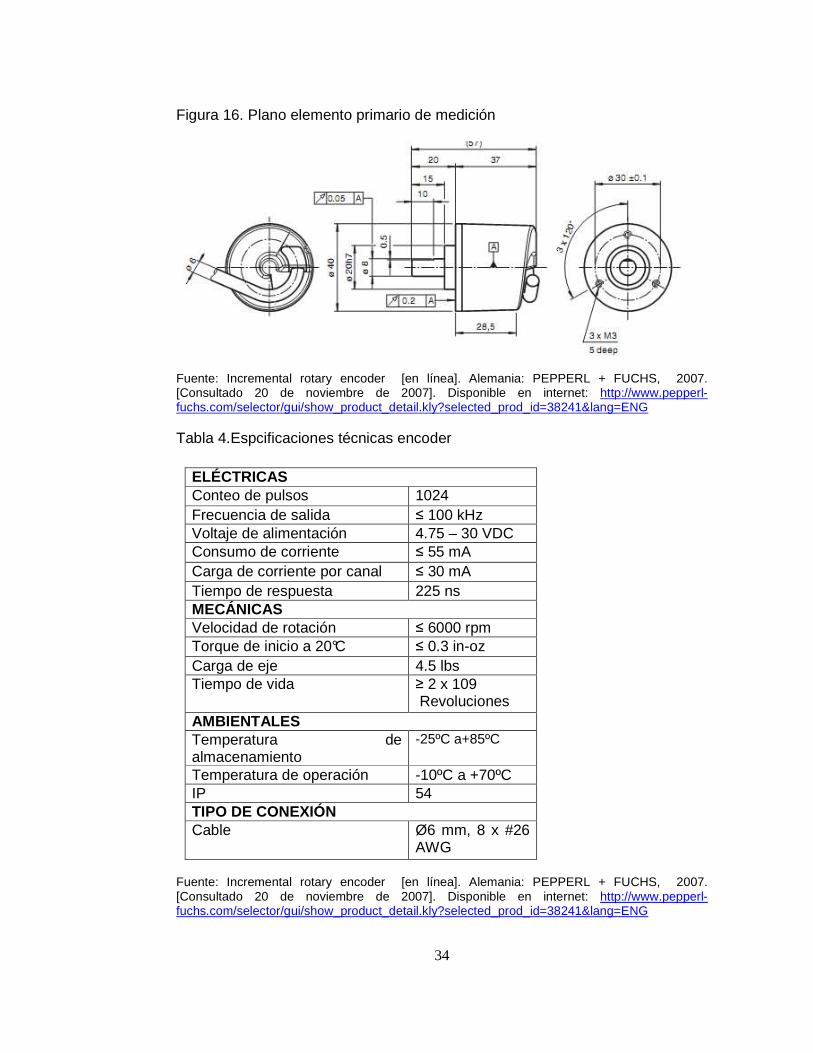
Otro factor de selección es la resolución, que se resume en el número de pulsos por vuelta de dicho dispositivo, los cuales afectan directamente en la medición de la longitud lineal del papel. Teniendo en cuenta lo anterior, el encoder utilizado fue un Pepperl + Fuchs Ref. TVI40N (Ver Anexo A. Datasheet Encoder Pepperl + Fuchs) con una apariencia física descrita en la figura 15 y figura 16, y con unas especificaciones técnicas mencionadas en la tabla 4.
Figura 15. Elemento primario de medición
Fuente: Incremental rotary encoder [en línea]. Alemania: PEPPERL + FUCHS, 2007. [Consultado 20 de noviembre de 2007]. Disponible en internet: http://www.pepperl-fuchs.com/selector/gui/show_product_detail.kly?selected_prod_id=38241&lang=ENG
34
Figura 16. Plano elemento primario de medición
Fuente: Incremental rotary encoder [en línea]. Alemania: PEPPERL + FUCHS, 2007. [Consultado 20 de noviembre de 2007]. Disponible en internet: http://www.pepperl-fuchs.com/selector/gui/show_product_detail.kly?selected_prod_id=38241&lang=ENG
Tabla 4.Espcificaciones técnicas encoder
ELÉCTRICAS Conteo de pulsos 1024 Frecuencia de salida ≤ 100 kHz Voltaje de alimentación 4.75 – 30 VDC Consumo de corriente ≤ 55 mA Carga de corriente por canal ≤ 30 mA Tiempo de respuesta 225 ns MECÁNICAS Velocidad de rotación ≤ 6000 rpm Torque de inicio a 20°C ≤ 0.3 in-oz Carga de eje 4.5 lbs Tiempo de vida ≥ 2 x 109
Revoluciones AMBIENTALES Temperatura de almacenamiento
-25ºC a+85ºC
Temperatura de operación -10ºC a +70ºC IP 54 TIPO DE CONEXIÓN Cable Ø6 mm, 8 x #26
AWG
Fuente: Incremental rotary encoder [en línea]. Alemania: PEPPERL + FUCHS, 2007. [Consultado 20 de noviembre de 2007]. Disponible en internet: http://www.pepperl-fuchs.com/selector/gui/show_product_detail.kly?selected_prod_id=38241&lang=ENG

35
5.2 SISTEMA DE ACOPLE DEL ELEMENTO PRIMARIO Con el fin de que el sistema garantice repetibilidad y precisión según las especificadores antes mencionadas, se realiza el diseño del acople (Ver figura 17) el cual consta de un conjunto de partes que proporcionan a los encoders el sostenimiento y la estabilidad.
Figura 17. Explosión de Cabezal
5.2.1 Retenedor encoder. Su función es soportar el encoder, mantenerlo firme y apoyado contra el cabezal. Esta elaborada de aluminio y posee 4 agujero pasantes para que pueda ser atornillado sobre el cabezal. (Ver figura 18). Figura 18. Retenedor encoder. Medidas en mm
5.2.2 Buje. Esta elaborado de cobre para que el desgaste lo sufra el eje y no este. Esta pieza permite el acople mecánico entre el sensor y las ruedas de

36
medición que entran en contacto con los rodillos de papel. El lado que da al encoder es más delgado, mientras el que da al eje posee mayor material con el fin que los tornillos prisioneros de 3mm giren mayor cantidad de veces y sujeten esta pieza de manera más firme. Además, el buje entra en le rodamiento con un ajuste sin juego, garantizando la estabilidad del sistema. (Ver figura 19). Figura 19. Buje. Medidas en mm
5.2.3 Eje. Es el encargado de aprisionar la rueda de medición y acoplarla con el resto del sistema, dándole un desplazamiento para que esta no toque la parte interna del cabezal. Esta elaborado de aluminio, y posee dos agujeros pasantes que aseguran su unión. Por otra parte, no es un cilindro perfecto ya que se le ha removido material con el fin de que el tornillo prisionero que entra en el buje tenga una mayor área de contacto cuando ha sido introducido en su totalidad. (Ver figura 20). Figura 20. Eje. Medidas en mm
5.2.4 Rueda de medición. Este elemento es el que entra en contacto con los rodillos de papel, por eso tiene unas condiciones especificas, como son su tamaño, grosor y peso. El diámetro de la rueda esta dado por las siguientes condiciones:
Por lo tanto:

37
Con lo anterior se concluye que 3,9cm es el valor del radio mínimo que debe que tener la rueda para que permitan el correcto funcionamiento. Es por esto que el diámetro seleccionado fue de 10cm. Por otra parte, posee un recubrimiento vulcanizado poliuretano de alta adherencia de 1mm, el cual garantiza que la fricción contra el papel sea siempre la misma y la necesaria para que no exista deslizamiento, ya que este no mediría correctamente. (Ver figura 21) Figura 21. Rueda de medición. Medidas en mm

38
6. DISEÑO DEL SISTEMA DE MANDO PARA EL MONITOREO Y PROCESAMIENTO DE DATOS.
Este sistema está compuesto por tres elementos generales (Ver figura 22) los cuales integran todo lo necesario para la medición y visualización correcta de los datos. Planos eléctricos y neumáticos del sistema
Figura 22. Elementos de medición
6.1 ADQUISICIÓN DE DATOS Los encoder reciben la energía mecánica rotacional y generan una señal a Push-Pull (RS-422) a partir de la cantidad de vueltas a la que están sometidos (Ver figura 23), estas señales son el significado intrínseco de la cantidad de papel y la velocidad a la cual este está pasando por las ruedas de medición.
Figura 23. Señales de salida del encoder
Fuente: Incremental rotary encoder [en línea]. Alemania: PEPPERL + FUCHS, 2007. [Consultado 20 de noviembre de 2007]. Disponible en internet: http://www.pepperl-fuchs.com/selector/gui/show_product_detail.kly?selected_prod_id=38241&lang=ENG
Visualización Procesamiento Adquisición de datos
PLC HMI ENCODER
CO
NT
AD
OR
ES
R
ÁP
IDO
S

39
Para la siguiente etapa de procesamiento de datos se utilizan las tres señales no negadas, las cuales van directamente a las entradas de los contadores rápidos del PLC. Los encoder son alimentados por la salida de la fuente de 24 V del PLC y en el esquema de conexión se utiliza conectores DB-9 (Ver figura 24), para la transmisión de la señal, debido a que el cable proporcionado por los encoder no posee la longitud suficiente hasta la caja de control
Figura 24. Esquema de conexión ENCODER – PLC

40
6.2 PROCESAMIENTO Como base central en el acondicionamiento de las señales, según los criterios de selección de conceptos anteriormente mencionados, para el respectivo procesamiento de datos adquiridos por los sensores, se utilizo un PLC Direct 06 (Ver figura 25), de la casa matriz KOYO. El cual posee una estación de ingeniera conocida como DSLAUNCH 5, en la que podemos configurar los módulos adicionales y realizar la programación correspondiente.
Figura 25. PLC DIRECT 06
Fuente: The DL05 and DL06 family products [en línea]. Canada: Direct Automation, 2008 [Consultado 03 de junio de 2008]. Disponible en internet: http://www.automationdirect.com/static/manuals/d006userm/d006userm.html 6.2.2 Configuración de las comunicaciones. Para lograr acceder a las opciones de configuración del PLC, es necesario configurar las comunicaciones entre este y la estación de ingeniería, a través del puerto serial vía RS-232. Esto se logra utilizando el software del PLC en la opción de Comm Links y agregando una nueva comunicación. (Ver figura 26),

41
Figura 26. Nueva comunicación.
Después de seleccionar el puerto, se elegimos el PLC de la siguiente manera. Figura 27. Selección PLC Comunicación.
Por último se selecciona el protocolo como se muestra a continuación.
Figura 28. Selección Protocolo Comunicación.

42
6.2.1 H0-CTRIO. Este PLC cual cuenta la opción de agregarle módulos que permiten incrementar las funciones del mismo. Para el desarrollo del SMVL, fue necesario adquirir dos módulos H0 – CTRI0 (Ver figura 29), también conocidos como módulos de contadores rápidos, los cuales permiten el manejo de señales a altas frecuencias. Cada módulo es el encargado de recibir tres de las señales enviadas de un encoder correspondiente.
Figura 29. Contadores rápidos
Fuente: H0 CTRIO [en línea]. Canada: Direct Automation, 2008 [Consultado 03 de junio de 2008]. Disponible en internet: http://www.automationdirect.com/static/specs/h0ctrio.pdf 6.2.2 Configuración H0-CTRIO. Para la debida medición en el sistema, es necesario configura los módulos e contadores rápidos en el software de programación del PLC. Para esto ingresamos a la estación de ingeniera (Ver figura 30), y seleccionamos la opción de CTRIO WB 2 – DirectLogic PLC. Figura 30. Configuración H0-CTRIO 1
Se debe seleccionar la conexión anteriormente creada en la siguiente ventana y luego accedemos a las opciones de configuración de los contadores.

43
Figura 31. Selección de enlace.
Figura 32. Opciones de configuración
Estando en la ventana de configuración, se accede a la opción de Config IO (Ver figura 33), es aquí donde se visualizan las propiedades de los H0-CTRIO y se logra ajustar a las necesidades del sistema, los cuales deben quedar de la siguiente manera:

44
Figura 33. Configuración IO
Luego de tener las entradas y las salidas configuradas, se debe adecuar las señales brindadas por los H0-CTRIO en unidades correspondientes a la programación del PLC. Por lo tanto accedemos al icono en el cuadro Fuction 1 y se selecciona las opciones como se muestran a continuación:

45
Figura 34. Configuración escala
Figura 35. Configuración unidades

46
Figura 36. Configuración escala
Por último se selecciona las posiciones de memoria del PLC donde se guardan los valores obtenidos por los contadores rápidos. Esto se realiza de la siguiente manera:
Figura 37. Mapa de memorias

47
6.2.3 Programación del PLC. El software destinado para este sistema consta de dos partes principales (Ver figura 38), la primera hace referencia a la activación de las válvulas que permiten acomodar la posición del sistema, y la segunda al cálculo de velocidad y longitud, amabas enmarcadas en las comunicaciones entre los cantadores rápidos y la comunicación con la HMI.
Figura 38. Diagrama de flujo PLC

48
6.3 VISUALIZACIÓN La HMI seleccionada para esta aplicación es una Maple System 504T Silver Series (Ver Anexo B. Datasheet HMI MAPLE SYSTEM) la cual se conecta con el PLC vía RS- 485. Entre sus características (Ver tabla 5), Su característica principal es ser TouchScreen por lo que su programación y configuración está basada en el manejo de ventanas, el cual permite a través de botones ubicados en dichas ventanas modificar las memorias correspondientes en el PLC y leer las que este entrega para su respectiva visualización.
Figura 39. Maple System
Fuente: Maple systems 504t series [en línea]. E.E.U.U Everett WA, maple systems, 2008. [Consultado 20 de mayo de 2008]. Disponible en Internet: http://www.maplesystems.com/ftp/literature/silverseriesdatasheets/504t.html
Tabla 5. Especificaciones técnicas HMI HARDWARE Tipo de CPU 200MHz 32-bit RISC Memoria 2MB Flash, 4MB DRAM Puerto serie RS-232 (HMI a PC) port
RS-232/RS-485 (HMI a PLC) port Consumo de corriente ≤ 55 mA
DISPLAY Tamaño 95.0 x 53.9 mm. 4.3” diagonal Resolución (pixeles) 480 X 272
Colores 256 (8 bit) TOUCHSCREEN Tipo 4 líneas de resistencia análoga
Resolución Continua Transmisión de luz 80% aprox.

49
AMBIENTE Temperatura de almacenamiento
-30 A 70 °C
Temperatura de operación 0 A 45 ºC Fuente: Maple systems 504t series [en línea]. E.E.U.U Everett WA, maple systems, 2008. [Consultado 20 de mayo de 2008]. Disponible en Internet: http://www.maplesystems.com/ftp/literature/silverseriesdatasheets/504t.html A continuación se enseñan las ventanas programadas en la HMI y su respectiva función:
Figura 40. Ventana de inicio.
En la figura 40 al presionar la zona del logo de la empresa se despliega una nueva ventana en la cual se configuran los datos de las maquinas a las cuales se le van a realizar las pruebas y la presión que el sistema hará contra el papel. Además de esto, podemos tener una base de datos de las maquinas previamente guardadas y así llevar un registro detallado de la trazabilidad en las calibraciones.
Figura 41. Ventana de configuración.

50
Si se ingresa por primera vez o se va a hacer la calibración de una nueva máquina, es necesario guardar los datos de la maquina presionando el botón guardar, el cual nos permite registrar la nueva máquina en la base de datos del sistema.
Figura 42. Ventana de guardar
De nuevo en la ventana de configuración y con los datos guardados se puede continuar con la prueba. Por lo tanto la ventana que aparece es:
Figura 43. Ventana de verificación 1
Hasta este punto no se han modificado las memorias del PLC, cuando aceptamos iniciar el proceso, se le da la orden al PLC para que disponga a una nueva prueba.

51
Figura 44. Ventana de verificación 2
La ventana anterior permite abrir la configuración para ajustar la posición del sistema, es decir, extender o contraer el pistón que da la altura del brazo que sostiene el cabezal, si se oprime la opción de ajustar se despliega la siguiente ventana:
Figura 45. Ventana ajuste de posición.
Las opciones de contraer pistón y de extraer pistón modifican las memorias del PLC encargadas de las salidas en las electroválvulas que permiten el paso del aire para mover la estructura a través del pistón de posición. Luego de tener la estructura en la posición adecuada, se oprime el botón volver, el cual retorna a la ventana de ajuste de posición, para continuar con el proceso.

52
Figura 46. Ventana verificación visual
Se procede a preguntar si el equipo se encuentra estable, aquí se realiza una verificación visual del equipo, para asegurarse de la seguridad de la prueba. Finalizada la revisión, se procede con la siguiente etapa oprimiendo aceptar.
Figura 47. Ventana ajuste de presión
En la anterior ventana se selecciona la presión con la que el cabezal hace contacto con el rodillo de papel, esta presión es constante durante toda la prueba y se ajusta manualmente con el regulador de presión ubicado en la parte frontal de la caja de control. Si se continúa con la prueba luego de ajustar la presión, oprimiendo el botón de aceptar, la HMI modifica la memoria correspondiente a la salida del pistón del cabezal, el cual produce el contacto de las ruedas de medición con el rodillo de papel. A continuación se procede a hacer una verificación visual de la alineación de las ruedas de medición, esta verificación es muy importante para que la medición cumpla la especificación anteriormente planteada, relacionada con la redundancia en la medida.
53
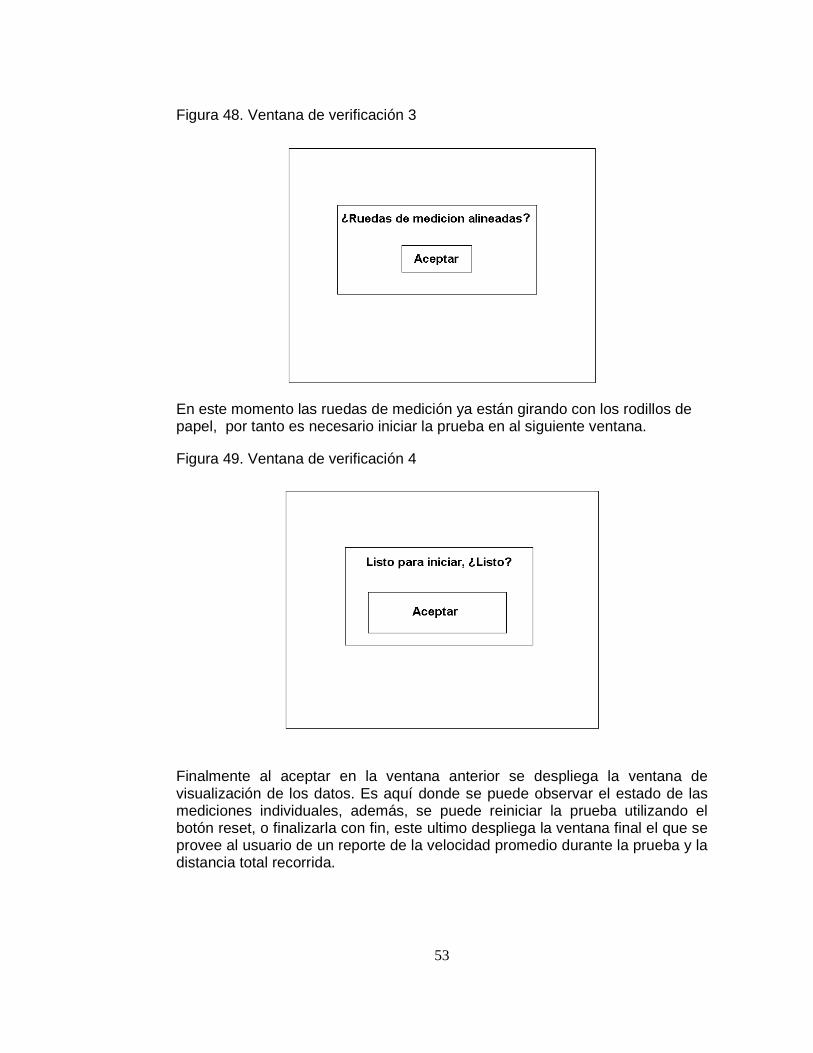
Figura 48. Ventana de verificación 3
En este momento las ruedas de medición ya están girando con los rodillos de papel, por tanto es necesario iniciar la prueba en al siguiente ventana.
Figura 49. Ventana de verificación 4
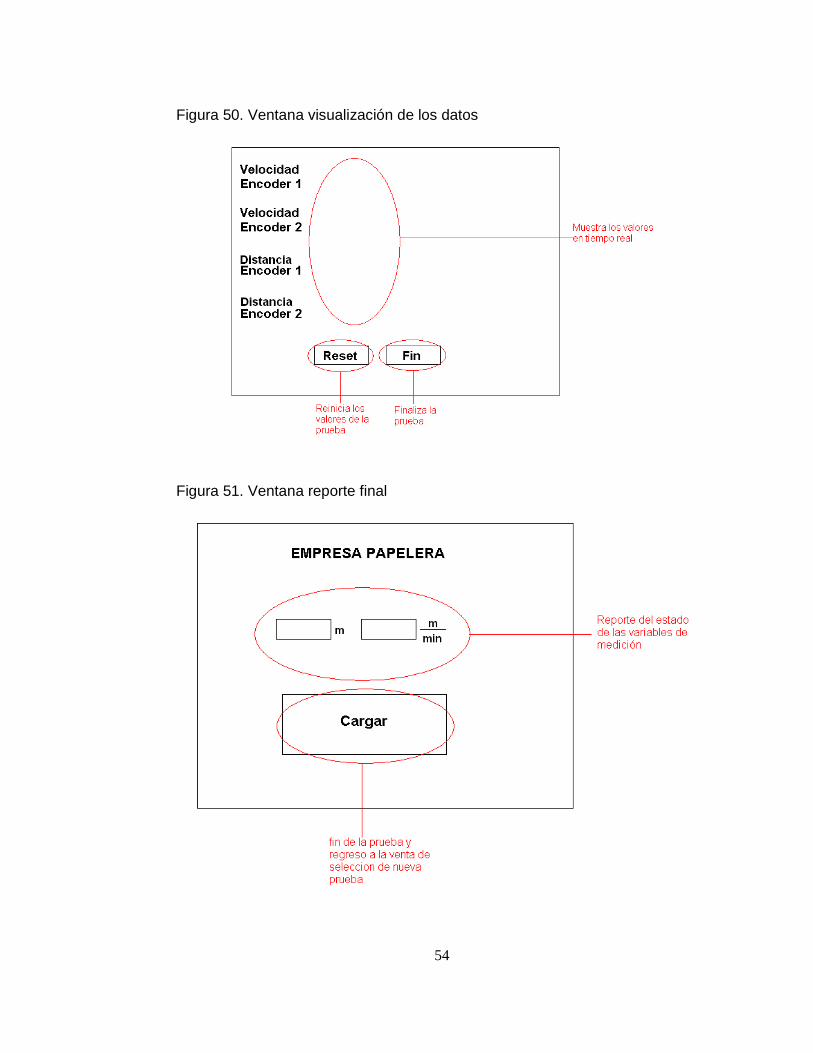
Finalmente al aceptar en la ventana anterior se despliega la ventana de visualización de los datos. Es aquí donde se puede observar el estado de las mediciones individuales, además, se puede reiniciar la prueba utilizando el botón reset, o finalizarla con fin, este ultimo despliega la ventana final el que se provee al usuario de un reporte de la velocidad promedio durante la prueba y la distancia total recorrida.
54
Figura 50. Ventana visualización de los datos
Figura 51. Ventana reporte final

55
7. DISEÑO DE LA ESTRUCTURA DEL SMVL Los detalles de cada pieza de las que se muestra a continuación se pueden encontrar en el Anexo D. Planos de fabricación. Además todas las cotas están en mm.
7.1 BASE H Esta estructura soporta todo el sistema y está formada por tres vigas en C de 3 in, en fundición hierro gris (Ver figura 52). Su diseño está enfocado a la estabilidad y robustez para evitar al máximo las vibraciones que afecten la medición. Posee un pequeño eje en el centro de la viga transversal (Ver figura 53), en el cual se ubica el soporte vertical, este a su vez va atornillado a dicho eje permitiéndole una movilidad de 4 posiciones separadas a 90 grados. Además de lo anterior, esta estructura fue pintada con un proceso electrostático, y tiene un acabado superficial liso de color gris.
Figura 52. Base
Figura 53. Dimensiones base

56
7.2 SOPORTE VERTICAL
Hace referencia a la columna del sistema, es este el que soporta la caja de control y los brazos de extensión del cabezal, además de darle la elevación necesaria para el alcance a cualquier maquina de la industria papelera. Esta hecho de un tubo galvanizado (Ver figura 54) de 2½ in de diámetro interno, del cual se adhieren dos abrazaderas encargadas de hacer el acople con la caja de control. Dichas abrazaderas están hechas de una platina de calibre de ¼ in doblada en el contorno del tubo, agarrándolo con dos tornillos y otros dos tornillos en la caja. Por otro lado, el soporte posee pintura electrostática de color gris, debido al alto contacto que tiene con los operarios es necesario que no se pele ni se oxide.
Figura 54. Soporte vertical

57
7.3 CAJA DE CONTROL Es aquí donde se encuentra todos los elementos eléctricos, electrónicos y neumáticos que realizan el control respectivo para la medición y la correcta posición de los brazos que soportan el cabezal de medición. Las dimensiones de la caja fueron concebidas teniendo en cuenta la cantidad de componentes y sus distintos tamaños. Además, posee una inclinación en la parte superior que tiene como función brindar una mejor visibilidad de la HMI al operario. (Ver figura 55).
Figura 55.Caja de control

58
7.4 SOPORTE DE SUJECIÓN Esta pieza está elaborada en hierro, y su diseño fue concebido para que soportara los brazos que sostiene al cabezal. Además de ser la base del sistema de rotación, el cual permite girar todo el conjunto de los brazos 90 ° con el fin de tener más campo de acción con el cabezal, sin perder ninguna de las propiedades físicas anteriormente planteadas. Por esta razón posee un eje en su parte frontal, este a su vez tiene un agujero pasante al inicio, en donde se incrusta un pin resortado, ajustando el sistema en la posición deseada, por otra parte el chavetero tiene como finalidad que la pieza de acople con este soporte de sujeción solo tenga un movimiento rotacional y no de traslaciones. La parte posterior tiene dos agujeros roscados donde dos tornillos permiten un mejor ajuste con el soporte vertical inhibiendo cualquier tipo de vibración. (Ver figura 56)
Figura 56.Soporte de sujeción
59
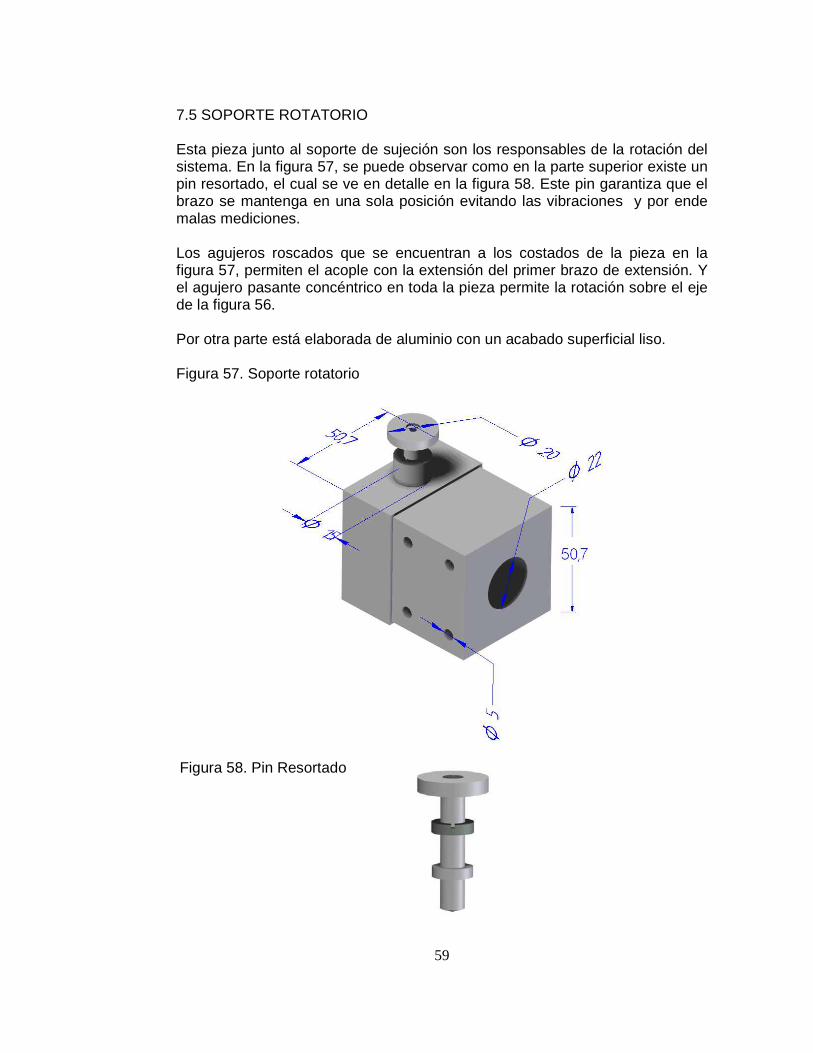
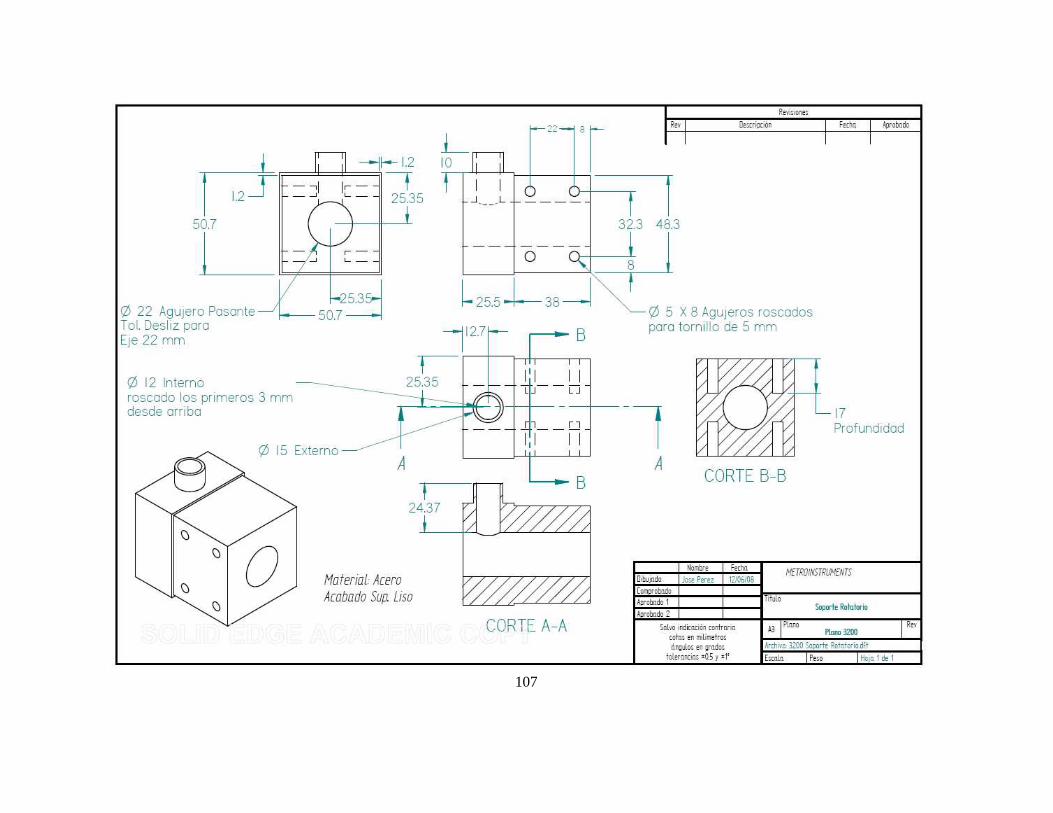
7.5 SOPORTE ROTATORIO Esta pieza junto al soporte de sujeción son los responsables de la rotación del sistema. En la figura 57, se puede observar como en la parte superior existe un pin resortado, el cual se ve en detalle en la figura 58. Este pin garantiza que el brazo se mantenga en una sola posición evitando las vibraciones y por ende malas mediciones. Los agujeros roscados que se encuentran a los costados de la pieza en la figura 57, permiten el acople con la extensión del primer brazo de extensión. Y el agujero pasante concéntrico en toda la pieza permite la rotación sobre el eje de la figura 56. Por otra parte está elaborada de aluminio con un acabado superficial liso. Figura 57. Soporte rotatorio
Figura 58. Pin Resortado

60
7.6 BRAZO PRIMARIO Es un tubo cuadro de aluminio de 2 in (ver figura 59), y corresponde a la extensión primaria del sistema. Los agujeros de 3 mm ubicados en la parte superior corresponden los encargados de la sujeción de la pieza del soporte del pistón. (Ver figura 60). Mientras que los demás sujetan sus piezas correspondientes para armar la estructura.
Figura 59. Brazo primario
Figura 60. Soporte del pistón.

61
7.7 JUEGO DE ARTICULACIONES Este juego de piezas está elaborado de aluminio y los agujeros roscados para la sujeción de los brazos, tienen insertos de acero para asegurar que el tornillo no dañe la rosca interna. La función principal de este juego de articulaciones (ver figuras 61 y 62) es permitir el movimiento vertical del sistema. Las piezas mostradas en las siguientes figuras están unidas por un eje el cual se mantiene firme por una chaveta ubicada a cada extremo de este. Sus dimensiones están dadas parta que encajen perfectamente en la parte interna de los tubos que conforman los brazos de extensión. La función del agujero concéntrico de 22 mm que posee la figura 62 es soportar la parte trasera del pistón que permite la extensión del cabezal para que entre en contacto con los rodillos de papel.
Figura 61. Articulación lado primario
Figura 62. Articulación lado secundario

62
7.8 CONJUNTO BRAZO SECUNDARIO Esta última parte de la estructura está basada en un tubo cuadrado de aluminio de 2 in y se encuentra ubicado antes del cabezal. Su función además de prologar el sistema, es soportar un pistón interno el cual extiende al cabezal para que este entre en el proceso de medición. A sus costados existen dos guías con sus soportes respectivos que tiene como función darle estabilidad al cabezal impidiendo que este gire bajo su propio eje. En la parte superior esta la pieza que acopla con el terminal del pistón de posicionamiento, que genera el desplazamiento vertical del sistema. (Ver figura 63)
Figura 63. Conjunto del brazo secundario

63
8. DISEÑO DE LA CAJA DE CONTROL Como se ha mencionado con anterioridad este sistema de medición de longitud y velocidad utiliza componentes eléctricos y neumáticos, incluso la unión entre ambos, de tal forma que facilite su operación y asegure la calidad en la medición. Para esto es necesario el diseño de los planos eléctricos y neumáticos que permiten aclarar en detalle el funcionamiento del conjunto HMI-PLC-ACTUADOR. Dentro de la caja de control están todos aquellos elementos que deben ser protegidos para su buen funcionamiento, dejando al ambiente solo los actuadores finales como lo son los cilindros neumáticos o los sensores, en este caso los encoder rotacionales. Los componentes seleccionados para este fin se muestran en la tabla 6, donde además se mencionan la aplicación que cada uno tiene dentro del sistema. También hacen parte de esta lista los elementos externos a la caja de control.
Tabla 6. Componentes del sistema
Cantidad Descripción Aplicación Marca
4 Conector Rápido pasamuro Para Suministro Presión general Festo
1
Manómetro 0 - 100 PSI, carátula 2/12 In conexiones en bronce 1/4 NPT Back con accesorio montaje en panel Suministro principal de aire Bourdon
2 Regulador Caudal
para regulación de velocidad de salida del cilindro Festo (Alternativa SMC)
1 Regulador Presión
MINI Norgren puertos mismo diámetro y tipo que lo demás Norgren (Alternativa SMC)
2 Pistón de simple efecto reposición por muelle
Con doble Tuerca en el vástago y con accesorio de montaje trasero Festo (Alternativa SMC)
17 Conectores Rápidos de acuerdo al cilindro y las válvulas
20 m Manguera de acuerdo a los conectores Festo (Alternativa SMC)
1 Electroválvula a 24 VDC
3/2 reposición por muelle, con accionamiento manual y led de indicación de energizado. Preferiblemente para montaje en panel Festo (Alternativa SMC)

64
Cantidad Descripción Aplicación Marca
1 PLC
Con mínimo dos entradas digitales de alta frecuencia, + dos entradas digitales sencillas + 2 salidas digitales + mínimo un puerto comunicación Direct Automation
1 Panel Operador
Con puerto de comunicación compatible con el del PLC y Drivers adecuados
Maple System 504T silver series
100 m Cable Vehicular No 18 Negro
Con revestimiento delgado, preferiblemente de instrumentación Centelsa
200 Terminales de aguja para cable No 18 Para conexión de cables
Phoneix Contact, Telemecanique
20 Borneras UK 2,5 Para conexión de cables Phoneix Contact 5 Borneras UK 2,5 Azules Para conexión de cables Phoneix Contact 1 Borneras UK 2,5 Tierra Para conexión de cables Phoneix Contact 4 Frenos Para sostener borneras Phoneix Contact
1 m Riel DIN Sostiene componentes eléctricos al falso fondo
1 Breaker Relé térmico Merlin Gerin
2 Prensa estopa
Permite el paso de un cable a través de una lamina
10 m Cable encauchetado 3 x 14 Conexiones
1 Clavija 50 Amarras Plásticas 10 cm Organizar cables 50 Amarras Plásticas 15 cm Organizar cables 1 Cofre Tipo REBRA Caja de control
4 Tornillos Cabeza Allen 12 mm x 1/2 In Usos varios
10 Tornillos Cabeza Allen 8 mm x 1/2 In Usos varios
24 Tornillos Cabeza Allen 5 mm x 1/2 In Usos varios
20 Tornillos Cabeza Allen 3 mm x 1/2 In Usos varios
2 m Canal Viga en C 3 in En Hierro 5 Espiral Plástico Pequeño Para conexión de cables
1 Selector 2 posiciones contacto NO + NC Encendido general Telemecanique
2 Piloto 110 VAC Encendido y falla, Rojo y verde VCP Electric
1 m Canaleta Plástica Cumbre los cables dentro de la caja de control
1 Válvula Parker Conexión 1/4 Montaje Panel
Para bloqueo general suministro al sistema
2 Encoder Incremental Miniatura sensor Pepper + Fuchs
8.1 CONEXIONES ELÉCTRICAS Las figuras a continuación describen las conexiones y por ende el funcionamiento eléctrico del sistema interno a la caja de control, además se hace referencia a las conexiones de las salidas del PLC

65
Figura 64. Alimentación del PLC
Figura 65. Salidas del PLC

66
Figura 66. Conexión de las borneras
8.2 CONEXIÓN NEUMÁTICA Como se muestre en la figura 67, solo los cilindros neumáticos se ubican fuera de la caja de control con el fin de evitar posible accidentes y el mal funcionamiento de los componentes.
Figura 67. Plano neumático de conexión

67
9. RESULTADOS FINALES DEL DESARROLLO En las siguientes fotografías se ven los resultados del proceso de diseño.
9.1 CABEZAL DE MEDIDA TERMINADO
Figura 68. Cabezal instalado
Figura 69. Cabezal vista superior

68
En la siguiente figura se observan como las guías soportan el cabezal impidiendo la rotación sobre su propio eje.
Figura 70. Carrera del pistón
9.2 CAJA DE CONTROL TERMINADA La figura 71 hace referencia al interior de la caja de control y todos sus componentes, borneras, electroválvulas, breaker y las conexiones del PLC.
Figura 71. Visualización del Interior de la caja de control

69
Figura 72. Visualización de la parte exterior de la caja de control
Figura 73. Caja de control vista superior

70
Figura 74. Dimensionamiento y funcionalidad de la HMI
9.3 ACOPLES PRINCIPALES
Figura 75. Visualización de la base del sistema

71
Figura 76. Vista en primer plano del sistema de giro del brazo
Figura 77. Visualización del sistema de giro en funcionamiento
Figura 78. Sistema de ensamble del soporte vertical y el brazo

72
Figura 79. Soporte del pistón de posicionamiento.
Figura 80. Unión entre los brazos del sistema
9.4 VISTAS DEL SISTEMA ARMADO
Figura 81. Vista Frontal del Sistema de Medición de Velocidad y Longitud

73
Figura 82. Vista lateral del sistema.
Figura 83. Vista del Acople entre el brazo y el soporte vertical

74
10. CONCLUSIONES Con este proyecto se logro conocer el proceso de rebobinado de las maquinas papeleras y el funcionamiento de un molino de papel. De igual forma se fundaron los principios básicos de metrología y el manejo de las norma NTC 2194. Se aplico el método de diseño concurrente dando como resultado inicial, luego de un análisis de conceptos, el prototipo que cumple con las especificaciones del cliente, y finalmente un nuevo producto mecatrónico a nivel industrial, posicionado la ingeniería de la Universidad Autónoma en las empresas papeleras de la región. El diseño del sistema de acondicionamiento de la medición nos permitió aplicar los conocimientos del aula, dándonos la posibilidad de la innovación y la creación de nuevos mecanismos de solución para las necesidades industriales a nivel metrológico. La identificación de las necesidades del operador nos permitió la generación de la interfaz grafica con un entorno amigable, ya que de la sencillez en el manejo de esta depende una buena medición. La consecuencia de la planificación detalla del sistema de monitoreo y procesamiento de datos abrió nuestra visión a la importancia del análisis de la rentabilidad en contraposición con el manejo y la integración de los distintos productos que se encuentra en el mercado. La elaboración del manual de usuario (Ver Anexo C) nos permitió conocer los diferentes formatos técnicos que se manejan en este campo de las maquinas a nivel industrial y aplicarlos para la plena satisfacción del cliente con nuestro producto. Finalmente concluimos que este sistema nos brinda una nueva perspectiva, teniendo como base experiencias en el diseño, prototipado, fabricación, implementación y puesta en marcha, que nos encaminan a nuevos proyectos de solución aplicadas a la industria.

75
11. RECOMENDACIONES En proyectos futuros de medición de velocidad y longitud para las maquinas rebobinadoras, se recomienda utilizar sensores ópticos y no electromecánicos, debido a que los componentes mecánicos sufren desgaste por las altas velocidades en las que giran los rodillos. Se debe realizar un análisis detallado de los esfuerzos sometidos a cargas axiales y cortantes que pueden sufrir las estructuras en distintos materiales, esto con el fin, de que el producto tenga más aplicabilidad en las maquinas rebobinadoras. La portabilidad del sistema puede mejorarse, teniendo en cuenta que la estabilidad no sea disminuida ya que esta es importante para la correcta medición.

76
BIBLIOGRAFÍA
CREUS SOLE, Antonio. Instrumentación Industrial. 7 ed. Barcelona: Alfaomega, marcombo, S.A, 2005. 780 p. ENTREVISTA con Felipe Rojas, instrumentista Metrobras Ltda. Santiago de Cali. 19 abril de 2008. Envases y embalajes [en línea]. Guatemala: Rincón del Vago, 2008. [Consultado 03 de junio de 2008]. Disponible en Internet: http://html.rincondelvago.com/envases-y-embalajes.html H0 CTRIO [en línea]. Canada: Direct Automation, 2008. [Consultado 03 de junio de 2008]. Disponible en internet: http://www.automationdirect.com/static/specs/h0ctrio.pdf Incremental rotary encoder [en línea]. Alemania: PEPPERL + FUCHS, 2007. [Consultado 20 de noviembre de 2007]. Disponible en internet: http://www.pepperl-fuchs.com/selector/gui/show_product_detail.kly?selected_prod_id=38241&lang=ENG INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Vocabulario de términos Básicos y generales en metrología. Segunda actualización. Bogotá, D.C.: ICONTEC, 1997. 33 p. NTC 2194.
Kit de herramientas para cálculo de materiales laminados flexibles [en línea]. Miami: Fernando Márquez-Gerente de mercadeo de Carpak S. A. [Consultado 02 de Agosto de 2007]. Disponible en internet: http://www.conversion.com/cv/secciones/CV/ES/MAIN/IN/ARCHIVO/ARTICULOS/doc_1189_HTML.html?idDocumento=1189
Laser tachometer [en línea]. Cleveland: Shimpo Instruments, 2007. [Consultado 20 noviembre de 2007]. Disponible en internet: http://instrumentation-central.com/Shimpo/Manuals/dt207lmanual.pdf Maple systems 504T silver series [en línea]. Everett: maple systems, 2008. [Consultado 20 de mayo de 2008]. Disponible en Internet: http://www.maplesystems.com/ftp/literature/silverseriesdatasheets/504t.html NORTON, Robert L.; GARCIA S. Gabriel. Diseño de Maquinas. México: Prentice Hall, Pearson, 1999. 1078 p.

77
Paper machine [en línea]. Louisiana: Comercial Lending Resources, LLC, 2008. [Consultado 10 de junio de 2008]. Disponible en Internet: http://www.cmpc.cl/esp/medio_amb/papeles_medio.htm Size-Press [en línea]. Finlandia: Papcel S.A, 2000. [Consultado 03 de mayo de 2008]. Disponible en Internet: http://www.glpaper.com/en/Tech_en.asp The DL05 and DL06 family products [en línea]. Canada: Direct Automation, 2008. [Consultado 03 de junio de 2008]. Disponible en internet: http://www.automationdirect.com/static/manuals/d006userm/d006userm.html Winder [en línea]. Finlandia: Quatroll, 2001. [Consultado 27 de mayo de 2008]. Disponible en Internet: http://www.quattroll.fi/slitting_and_slitter_winders/

78
ANEXOS
Anexo A. Datasheet Encoder Pepperl + Fuchs

79

80
ANEXO B. DATASHEET HMI MAPLE SYSTEM

81
Anexo B. Datasheet HMI MAPLE SYSTEM

82

83
Anexo C. Manual de usuario

84

85

86

87

88

89

90

91

92

93

94

95

96

97

98

99

100

101

102
Anexo D. planos de fabricación

103

104

105

106
107

108

109

110

111

112

113

114

115
Anexo E. Carta director y solicitud de jurados

116
Anexo F. Carta asesor empresarial