
Propuesta de Mejora Continua en El Área de Produccion
55
UNIVERSIDAD PERUANA LOS ANDES Filial Lima FACULTAD DE INGENIERIA ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL PROPUESTA DE MEJORA CONTINUA EN EL ÁREA DE PRODUCCION MECANICA INDUSTRIAL LIRA E.I.R.L AUTOR ARHUIS DURAN ELMER . LIMA – PERÚ 2013
-
Upload
elmer-arhuis-duran -
Category
Documents
-
view
29 -
download
1
Transcript of Propuesta de Mejora Continua en El Área de Produccion

UNIVERSIDAD PERUANA LOS ANDES
Filial Lima
FACULTAD DE INGENIERIA
ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL
PROPUESTA DE MEJORA CONTINUA EN EL ÁREA DE PRODUCCION
MECANICA INDUSTRIAL LIRA E.I.R.L
AUTOR
ARHUIS DURAN ELMER
.
LIMA – PERÚ
2013
INDICE
ÍNDICE GENERAL
ÍNDICE DE GRÁFICOS ÍNDICE DE CUADROS RESUMEN DESCRITORES TEMÁTICOS INTRODUCCIÓN
CAPITULO I: DIAGNOSTICO DE LA EMPRESA
1.1 ASPECTOS GENERALES
1.1.1. HISTORIA
1.1.2. UBICACIÓN
1.1.3. FUNCIONES
1.2 ORGANIZACIÓN DE LA EMPRESA
1.2.1. ORGANIGRAMA
1.2.2.ÁREAS DE LA EMPRESA
1.3 . LINEAMIENTOS ESTRATEGICOS
1.3.1. MISIÓN
1.3.2. VISIÓN
1.3.3. OBJETIVOS
1.4 . DIAGNOSTICO INTERNO
1.4.1. FORTALEZAS
1.4.2. OPORTUNIDADES
1.4.3. DEBILIDADES
1.4.4. AMENAZAS
1.5 . DIAGNOSTICO ORGANIZACIONAL
1.5.1. ANÁLISIS DE LA SITUACIÓN ACTUAL
1.5.2. DETERMINACIÓN DE PROBLEMAS Y CAUSAS
CAPITULO II: MARCO TEORICO
2.1. ACTECEDENTES BIBLIOGRAFICOS
2.2. BASES TEORICAS
2.1 DIAGRAMA DE ISHIKAWA CAUSA EFECTO
2.2. PLAN DE MEJORA
2.3 CLASIFICACIÓN ABC
2.4 KAIZER
2.2. DEFINICION DE TERMINOS

CAPITULO III: PROTOCOLO DE LA INVESTIGACION
3.1. PLANTEAMIENTO DEL PROBLEMA
3.1.1. SUBPROBLEMA 1
3.1.2. SUBPROBLEMA 2
3.1.3. SUBPROBLEMA 3
3.2. IMPORTANCIA DEL PROBLEMA
3.3 OBJETIVOS
3.3.1. OBJETIVO GENERAL
3.3.2. OBJETIVOS ESPECÍFICOS
3.3.2.1. ESPECÍFICOS 1
3.3.2.2. ESPECÍFICOS 2
3.3.2.3. ESPECÍFICOS 3
3.4. HIPOTESIS
3.4.1. HIPÓTESIS GENERAL
3.4.2. HIPÓTESIS ESPECÍFICOS
3.4.2.1. ESPECÍFICOS 1
3.4.2.2. ESPECÍFICOS 2
3.4.2.3. ESPECÍFICOS 3
3.5. METODOLOGIA
3.5.1 TIPO Y NIVEL DE INVESTIGACION
3.5.1.1. TIPO DE INVESTIGACION
3.5.1.2. NIVEL DE INVESTIGACION
3.5.2 METODO DE INVESTIGACION
3.5.2.1. METODO DE OBSERVACION

3.5.2.2. METODO DE VALUACION
3.5.3. FUENTES Y TECNICAS PARA LA RECOLECCION DE INFORMACION
3.5.3.1. FUENTE
3.5.3.2. TECNICAS
3.5.3.3. INSTRUMENTOS
3.5.4. VARIABLES, INDICADORES Y HERRAMIENTAS
3.5.4.1. IDENTIFICACIÓN DE VARIABLES
3.5.4.2. IDENTIFICACIÓN DE INDICADORES
3.5.4.3. IDENTIFICACIÓN DE HERRAMIENTAS
3.5.5 POBLACION Y MUESTRA
3.5.5.1. POBLACION
3.5.5.2. ESTRATEGIA DE MUESTREO
3.5.5.3. MUESTRA
CAPITULO IV: PROPUESTA DE MEJORA
4.1. PRESENTACION DE LA PROPUESTA DE MEJORA
4.2. ETAPA DE LA IMPLEMENTACION DEL PROGRAMA
4.2.1. PRIMERA ETAPA: IMPLEMENTACIÓN DE PROGRAMA DE KAIZER
4.2.2. SEGUNDA ETAPA: PLAN DE MEJORA CONTINUA
RECURSOS HUMANO MÁQUINA HERRAMIENTA Y EQUIPO MATERIALES
4.2.3. TERCERA ETAPA: DESARROLLAR EL MANUAL DE ORGANIZACIÓN Y FUNCIONES DEL TALLER
.CAPÍTULO V: ANÁLISIS BENEFICIO COSTO
5.1. ANÁLISIS DE LOS COSTOS: PROGRAMA DE KAIZEN

5.2. ANÁLISIS DE LOS COSTOS: DESARROLLAR EL MANUAL DE ORGANIZACIÓN Y FUNCIONES DEL TALLER
CAPÍTULO VI: CONCLUSIONES Y RECOMENDACIONES 6.1 CONCLUSIONES
6.2 RECOMENDACIONES
BIBLIOGRAFÍA
ANEXOS
INTRODUCCION
El establecimiento y desarrollo de la industria automotriz - mecánica en nuestro país ha sido un hecho relevante de la última mitad del siglo pasado. La

existencia de la industria automotriz es importante no sólo por su significado desde un punto de vista eminentemente económico en cuanto a polo de desarrollo, a generador de puestos de trabajo, a inversión; sino en lo que debe ser una estrategia nacional de crecimiento económico y desarrollo social, ya que constituye uno de los sectores de servicio más dinámicos por sus niveles de inversión y por sus condiciones tecnológicas permeables a los cambios que se producen en forma continuada. En un mundo de recursos escasos y múltiples necesidades, se hace imperioso el uso óptimo de los mismos. Como bien se define, la administración de los escasos recursos para la satisfacción de un número infinito de necesidades, es menester lograr dentro de ese marco el aprovechamiento pleno de todos y cada uno de esos limitados recursos. Es por tal motivo importante establecer un sistema de mejora dentro del taller mecánico de la empresa, que permita mediante un método disciplinado que comprenda a todos, directivos y trabajadores, mediante el uso de análisis de tareas, planificación, uso de los recursos informáticos, sistemas de diagnósticos, reestructuración organizativa, trabajo en equipo, investigación de los servicios brindados y sobre todo el implemento de una cultura de mejora continua, lograr incrementar la calidad, el servicio y la velocidad de respuesta para de esa forma reducir progresiva y sistemáticamente el desperdicio producido por las actividades y labores dentro de las empresas y satisfacer la demanda de sus productos. Las estrategias comprenden la búsqueda genuina de nuevos patrones de competitividad, las mismas tienden a atribuir nuevas responsabilidades a los trabajadores, aunque no en todos los casos. Esto exige a las empresas un proceso de mejora continua que considere la cooperación de los trabajadores como factor estratégico y la cooperación de los propietarios como factor gerencial, que debe ser acompañado por inversiones en capacitación y formación de la fuerza de trabajo, para desarrollar una propuesta capaz, competitiva y motivadora dentro de los negocios del taller mecánico.
CAPITULO I
DIAGNOSTICO DE LA EMPRESA

1.1 ASPECTOS GENERALES
1.1.1.Historia de la empresa
Es una empresa peruana dedicada al rubro de la metal mecánica, y comercialización de aceros industriales, cuyas operaciones se inician desde 1993 en la ciudad de Lima.
Empresa peruana dedicada al rubro de la metal mecánica, y comercialización de aceros industriales, cuyas operaciones se inician hace más de 18 años en Lima.
En Enero del año 2004, recibe formalmente la certificación ISO 9001-2000 para la línea de producción colada y fabricación de lingotes de aluminio para refusión y cilindros de extrusión. Una vez lograda la certificación la extensión de la misma, la cual fue aprobada en el mes de diciembre a través de una auditoria, culminando exitosamente al no detectarse inconformidades en el sistema, ingresando así como miembro de un selecto grupo de empresas que cuentan con esta importante certificación.
Con mucho esfuerzo, dedicación y el talento nato de los fundadores, seguimos cumpliendo con nuestro objetivo de servir al mercado nacional y la preferencia de nuestros estimados clientes con orgullo y humildad. Nuestro desarrollo y crecimiento están basados en una clara visión empresarial, valores, trabajadores capacitados, maquinarias y calidad de nuestros productos y servicios
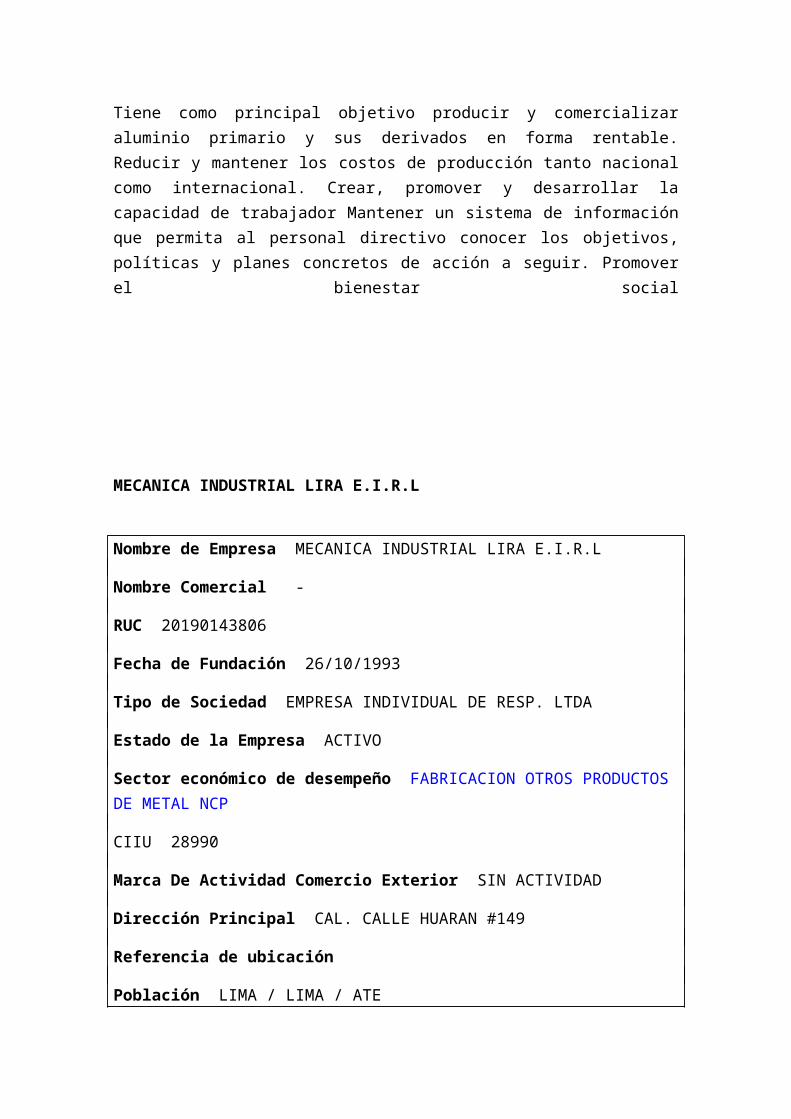
Tiene como principal objetivo producir y comercializar aluminio primario y sus derivados en forma rentable. Reducir y mantener los costos de producción tanto nacional como internacional. Crear, promover y desarrollar la capacidad de trabajador Mantener un sistema de información que permita al personal directivo conocer los objetivos, políticas y planes concretos de acción a seguir. Promover el bienestar social
MECANICA INDUSTRIAL LIRA E.I.R.L
Nombre de Empresa MECANICA INDUSTRIAL LIRA E.I.R.L

Nombre Comercial -
RUC 20190143806
Fecha de Fundación 26/10/1993
Tipo de Sociedad EMPRESA INDIVIDUAL DE RESP. LTDA
Estado de la Empresa ACTIVO
Sector económico de desempeño FABRICACION OTROS PRODUCTOS DE METAL NCP
CIIU 28990
Marca De Actividad Comercio Exterior SIN ACTIVIDAD
Dirección Principal CAL. CALLE HUARAN #149
Referencia de ubicación
Población LIMA / LIMA / ATE
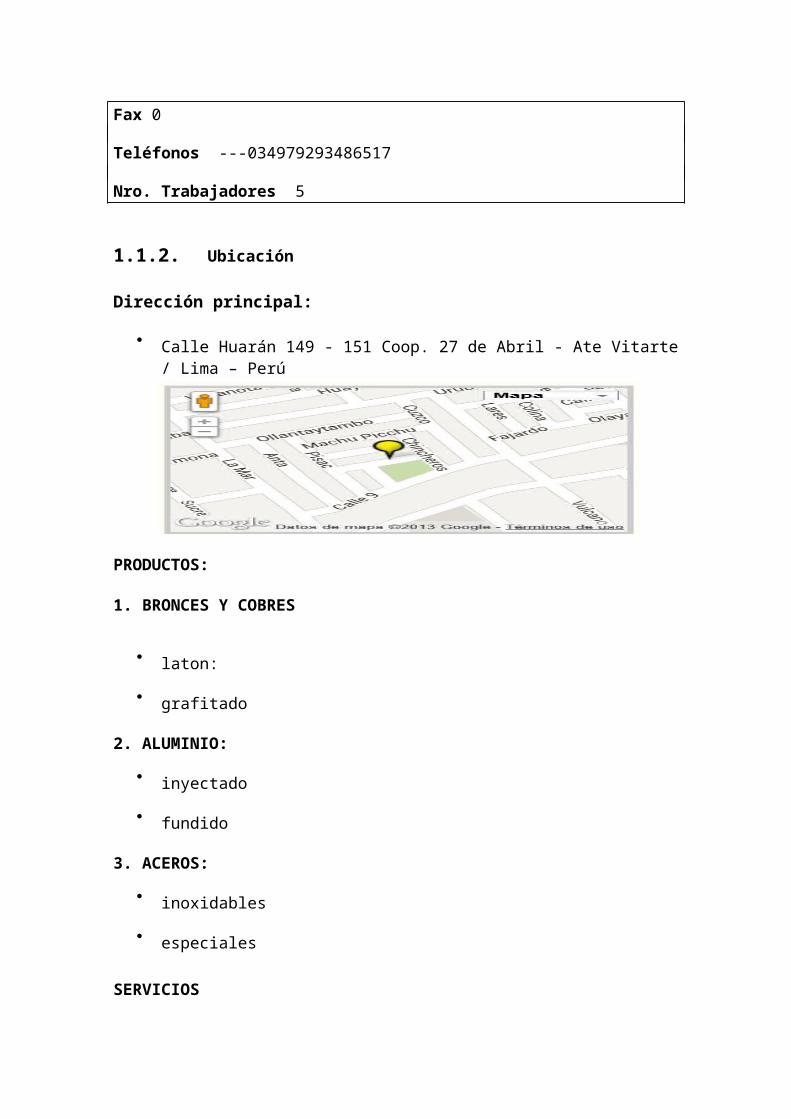
Fax 0
Teléfonos ---034979293486517
Nro. Trabajadores 5
1.1.2.Ubicación
Dirección principal:
Calle Huarán 149 - 151 Coop. 27 de Abril - Ate Vitarte / Lima – Perú
PRODUCTOS:
1. BRONCES Y COBRES
laton:
grafitado
2. ALUMINIO:
inyectado
fundido
3. ACEROS:
inoxidables
especiales
SERVICIOS
MAESTRANZAS:Servicio de maestranza, torno de gran volteo, Cepillo de carrera larga hasta 1.5mts, Fresadora (piñones recto, cónico, soldadura Tic, Mig, corte con plasma.LEER MÁS
ROSCADO Y NIPLES: hasta 6" de diametro al instante , en lo que son tubos sch 40, 80, inoxidables, barras, bronce, tambien hacemos esparragos por los tamaños solicitados por el cliente.
FUNDICION: piezas, ofrecemos otros servicios como mecanizado y fabricacion de modelos, todo esto respaldo por controles de calidad en cada proceso.
EMPAQUETADURAS
Tienen una amplia gama de aplicaciones en el procesamiento industrial su uso es cada vez mas elevada por su extraordinaria propiedad fisica, mecanica y facilidad de maquinado, pero no todo los termoplasticos son iguales cada uno
tiene sus propiedad y valores . lo que conlleva a analizar cual es el material idonea para cada aplicación.
Empaquetaduras de:
NYLON TEFLON FIBRA FERROCEL ERTALYTE BAKELITA
1.2. ORGANIZACIÓN DE LA EMPRESA
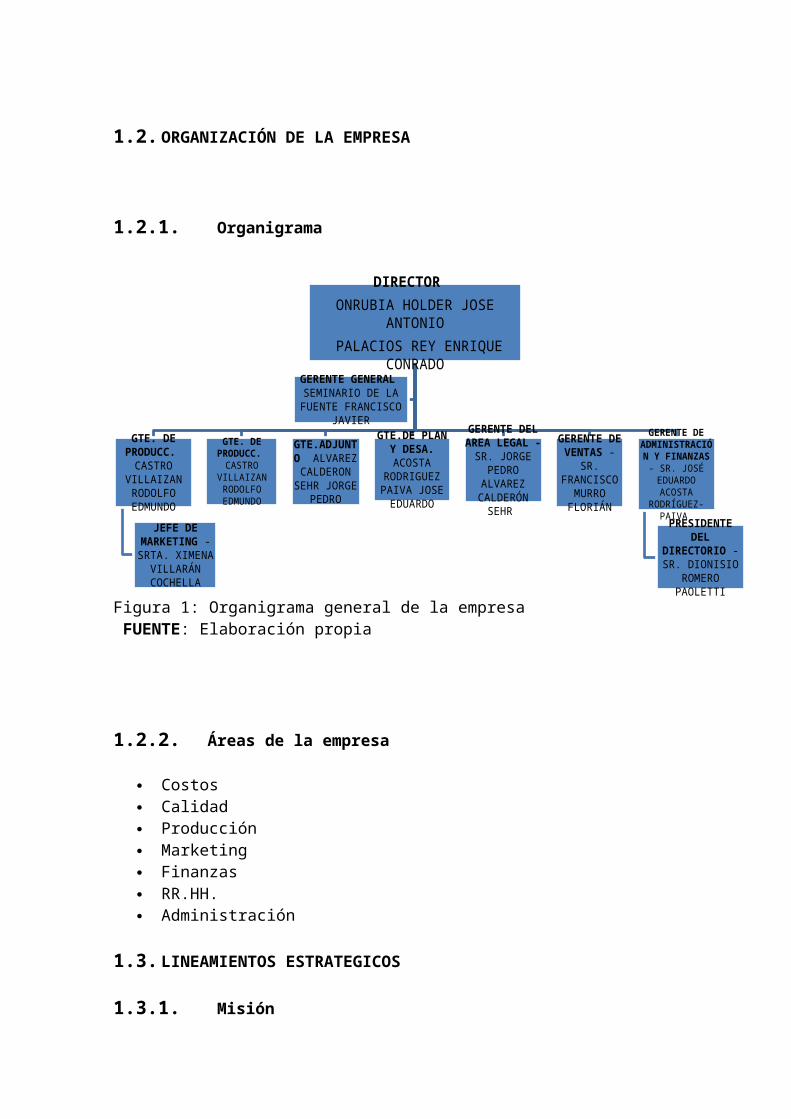
1.2.1. Organigrama
Figura 1: Organigrama general de la empresa FUENTE: Elaboración propia
1.2.2.Áreas de la empresa
Costos Calidad Producción Marketing
DIRECTOR ONRUBIA HOLDER JOSE ANTONIO
PALACIOS REY ENRIQUE CONRADO
GTE. DE PRODUCC.
CASTRO VILLAIZAN RODOLFO
EDMUNDO
JEFE DE MARKETING - SRTA. XIMENA
VILLARÁN COCHELLA
GTE. DE PRODUCC.
CASTRO VILLAIZAN RODOLFO
EDMUNDO
GTE.ADJUNTO ALVAREZ
CALDERON SEHR JORGE
PEDRO
GTE.DE PLAN Y DESA. ACOSTA
RODRIGUEZ PAIVA JOSE EDUARDO
GERENTE DEL AREA LEGAL - SR.
JORGE PEDRO ALVAREZ
CALDERÓN SEHR
GERENTE DE VENTAS - SR. FRANCISCO
MURRO FLORIÁN
GERENTE DE ADMINISTRACIÓN Y
FINANZAS - SR. JOSÉ EDUARDO
ACOSTA RODRÍGUEZ-PAIVA
PRESIDENTE DEL DIRECTORIO - SR.
DIONISIO ROMERO PAOLETTI
GERENTE GENERAL SEMINARIO DE LA FUENTE
FRANCISCO JAVIER

Finanzas RR.HH. Administración
1.3. LINEAMIENTOS ESTRATEGICOS
1.3.1. Misión
Somos una empresa metal mecánica dedicada a la comercialización de aceros industriales y servicios de maestranza, que cuenta con maquinaria de alta tecnología y técnicos capacitados, para cubrir las necesidades de nuestros clientes con mucho respeto y responsabilidad.
1.3.2. Visión
Consolidarnos como la empresa líder a nivel nacional en el sector de metal mecánica, siendo reconocida por el alto nivel de nuestros productos y servicios que ofrecemos a nuestros clientes.
1.3.3.Objetivos
Objetivo principal
Lograr un posicionamiento único en el mercado nacional e internacional, produciendo productos de alta calidad.
Objetivos específicos
Afianzarse dentro de las empresas líderes del sector industrial, para el mercado nacional e internacional.
Reforzar su presencia en el ámbito de la responsabilidad social, favoreciendo en el desarrollo social y cuidado ambiental para el bienestar de la población.
Política financiera adecuada a la progresión de nuestras instalaciones y a los nuevos cambios tecnológicos que la globalización y la competencia nos impone, en la búsqueda respuestas a las pretensiones del mercado.
Búsqueda permanente de los estándares internacionales de calidad, material humano y preocupación en el cuidado del medio ambiente.
1.4. ANÁLISIS FODA
1.4.1. Fortaleza
Bajo Costo de Producción Calidad de Diseño
Equipos Eficientes Buenas Relaciones con los Clientes Promoción Efectiva Acceso a Materias Primas Bajo Costo de Financiamiento Buena Reputación en la Empresa
1.4.2.Oportunidades
Acciones de Gobierno Aumento del Poder Adquisitivo Nuevos Créditos para la Empresa Políticas aduaneras favorables Acceso a nuevos Mercados Inversiones Potenciales
1.4.3.Debilidades
Capacidad limitada de Producción Maquinaria Antigua y Obsoleta Fijación de Personal Inadecuado Distribución Ineficiente Servicios inadecuados Falta de Planeación Estrategia Control de Calidad Inadecuada
1.4.4.Amenazas
Nuevos Entrantes al Mercado Productos Secundarios Cambios desfavorables en los hábitos de consumo Impuesto a la Exportación Recesión Económica Conflictos Bélicos
1.5. DIAGNOSTICO ORGANIZACIONAL
1.5.1 Análisis de la situación actual

En este capítulo se presenta una descripción general de la unidad de Taller Central, su talento humano, Máquinas y Herramientas y Productos Elaborados por dicha unidad.
TALENTO HUMANO
En el taller central, se cuenta con una fuerza de trabajo o talento humano con distintas especialidades tales como Soldadores, Operadores de Maquinas y Herramientas, Fabricadores y Auxiliares encargados de realizar las distintas ordenes de trabajo (ODT) dadas por solicitud. Además cuenta con personal de supervisión y de dirección como supervisores, jefes de las distintas áreas y un gerente encargado del Taller Central.
La mano de obra directa realiza las fabricaciones y reparaciones de elementos estructurales, piezas mecánicas, tolvas y componentes de los diferentes equipos de planta en el Departamento Taller Central.
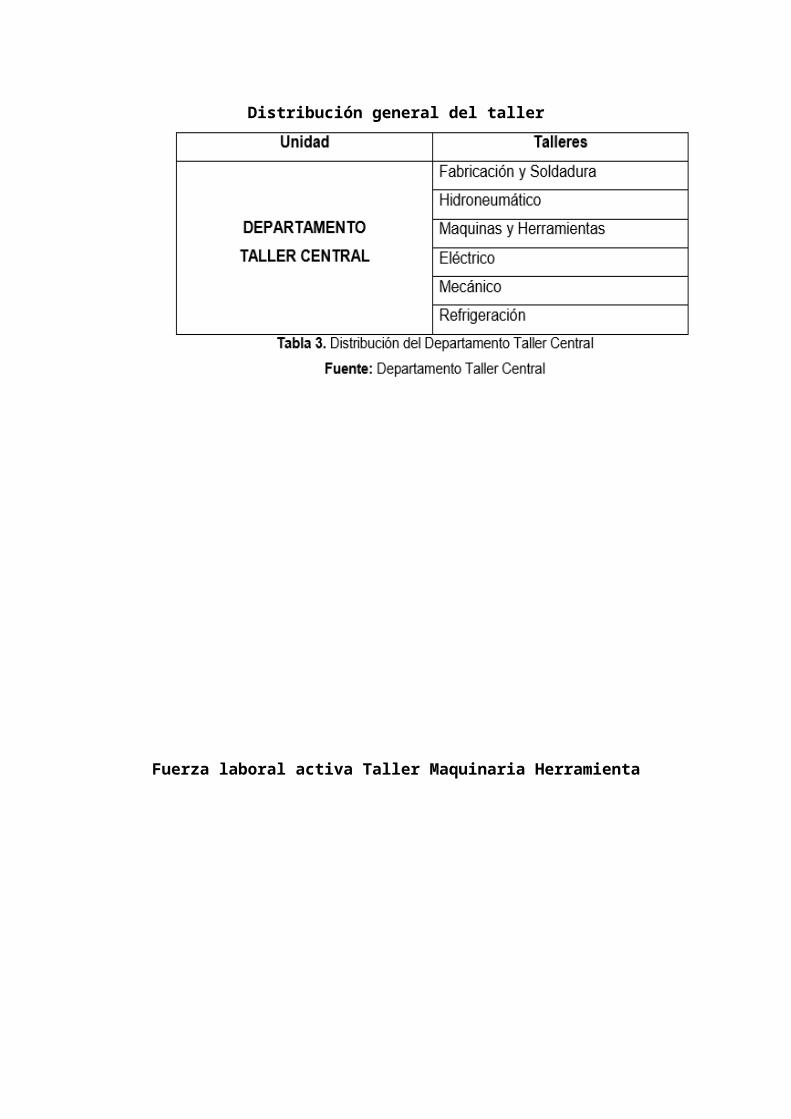
En la actualidad el Departamento Taller Central se encuentra distribuido en seis (06) talleres, con el propósito de cumplir con sus objetivos; esta distribución fue realizada de acuerdo al tipo de reparaciones o piezas a fabricar, tal como se muestra en la siguiente tabla:
Distribución general del taller
Fuerza laboral activa Taller Maquinaria Herramienta
EQUIPOS (Máquinas y Herramientas)
En el Área de Máquinas y Herramientas, se cuenta con diversos equipos (Máquinas y Herramientas) los cuales hacen posible la elaboración de las diversas piezas regidas por las ODT pertenecientes a dicha área.
En el Taller Central, existen 10 tipos de Maquinas :
2 Sierra de vaivén 3 Mortajadora 4 Rectificadora 5 Cepilladora 6 Fresadora 7 Mandrinadora 8 Operaciones de Torneado9 Cilindrado 10 Refrentado
o Ranurado
o Roscado en el torno
o Rectificador de Anillos
o Prensa Hidráulica

Es importante resaltar que El OEE (Eficiencia General de los Equipos) es una razón porcentual que sirve para medir la eficiencia productiva de la maquinaria industrial.
Sus valores:
OEE < 65% Inaceptable. Se producen importantes pérdidas económicas. Muy baja competitividad.
65% < OEE < 75% Regular. Aceptable sólo si se está en proceso de mejora. Pérdidas económicas. Baja competitividad.
75% < OEE < 85% Aceptable. Continuar la mejora para superar el 85 %. Ligeras pérdidas económicas. Competitividad ligeramente baja.
85% < OEE < 95% Buena. Entra en Valores de Buena competitividad. OEE > 95% Excelencia. Valores Excelente competitividad. 63
Se puede concluir que comparando los datos reales de eficiencia (Aprox. 77,77%) y los valores de OEE:
Se encuentra en una situación Regular-Aceptable, lo cual muestra la necesidad de proyectarse a una mejora continua.
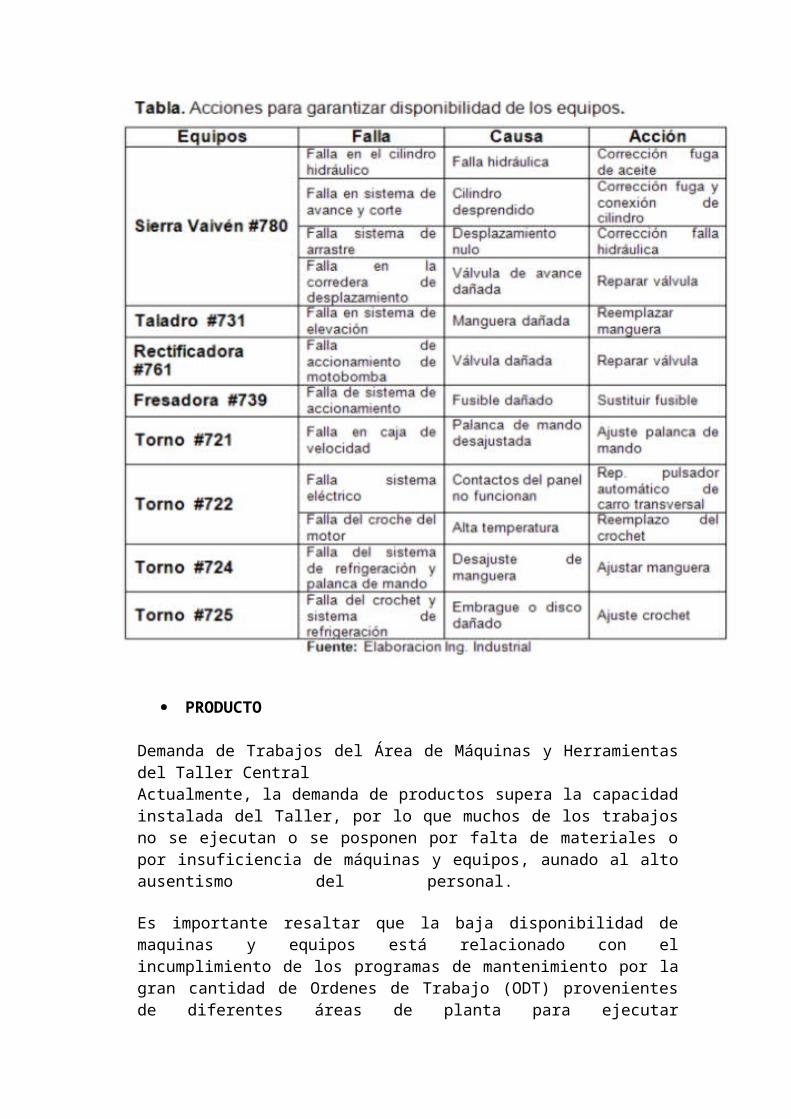
En la siguiente tabla, se muestran algunos equipos en presencia de fallas y las acciones ejecutadas para mantener su disponibilidad:
PRODUCTO
Demanda de Trabajos del Área de Máquinas y Herramientas del Taller Central Actualmente, la demanda de productos supera la capacidad instalada del Taller, por lo que muchos de los trabajos no se ejecutan o se posponen por falta de materiales o por insuficiencia de máquinas y equipos, aunado al alto ausentismo del personal.

Es importante resaltar que la baja disponibilidad de maquinas y equipos está relacionado con el incumplimiento de los programas de mantenimiento por la gran cantidad de Ordenes de Trabajo (ODT) provenientes de diferentes áreas de planta para ejecutar mantenimientos correctivos, lo que obliga al personal del Taller Central a dar mayor atención a tales solicitudes, ocasionando desviaciones en el programa semanal.
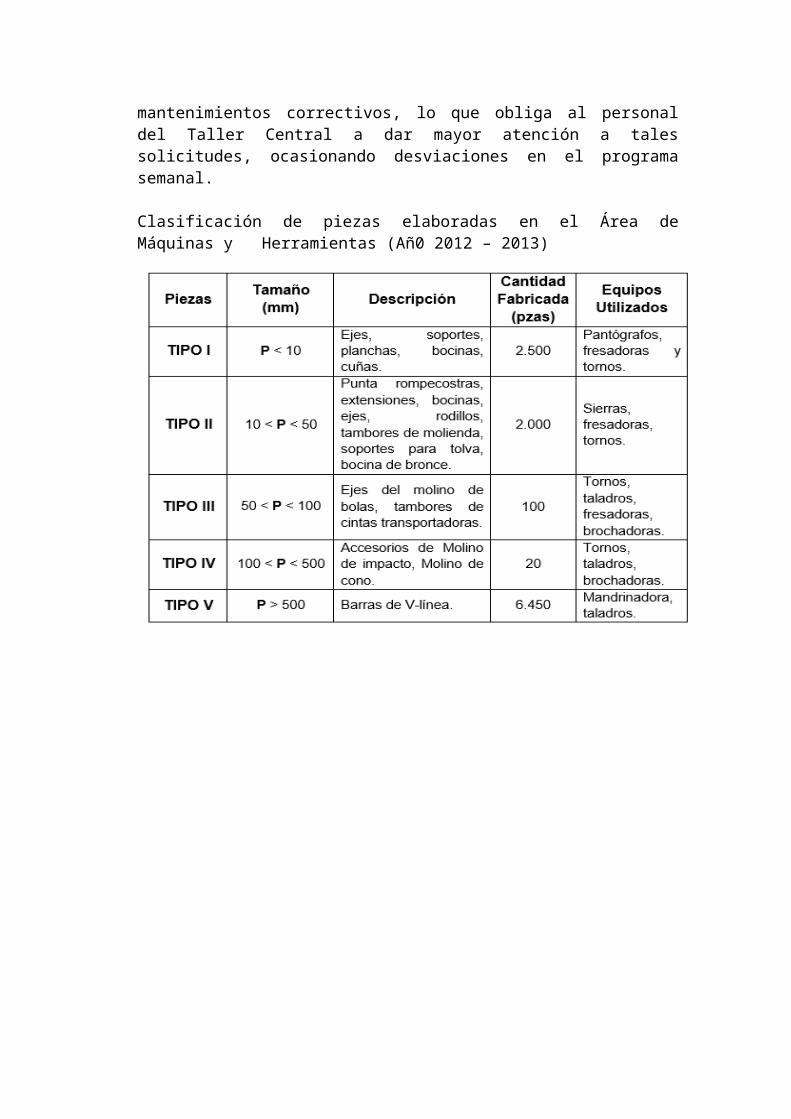
Clasificación de piezas elaboradas en el Área de Máquinas y Herramientas (Añ0 2012 – 2013)

Fuente: Departamento Taller Central
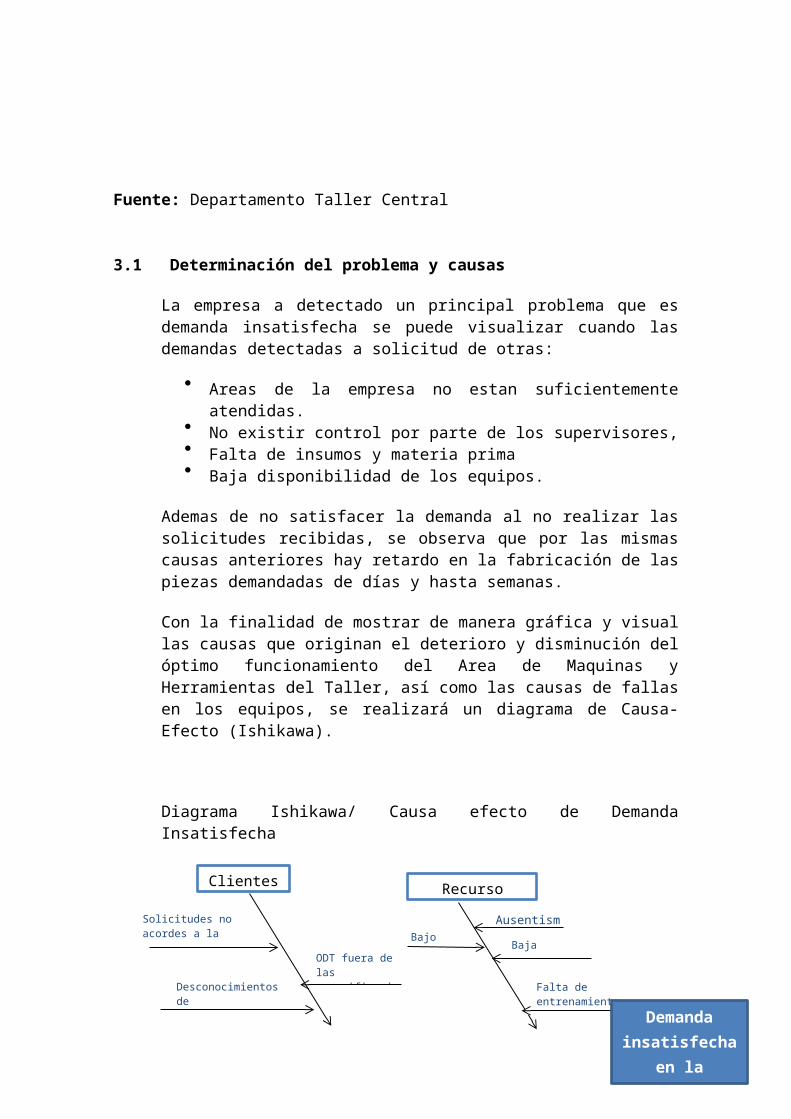
3.1 Determinación del problema y causas
La empresa a detectado un principal problema que es demanda insatisfecha se puede visualizar cuando las demandas detectadas a solicitud de otras:
Areas de la empresa no estan suficientemente atendidas. No existir control por parte de los supervisores, Falta de insumos y materia prima Baja disponibilidad de los equipos.
Ademas de no satisfacer la demanda al no realizar las solicitudes recibidas, se observa que por las mismas causas anteriores hay retardo en la fabricación de las piezas demandadas de días y hasta semanas.
Con la finalidad de mostrar de manera gráfica y visual las causas que originan el deterioro y disminución del óptimo funcionamiento del Area de Maquinas y Herramientas del Taller, así como las causas de fallas en los equipos, se realizará un diagrama de Causa-Efecto (Ishikawa).
Diagrama Ishikawa/ Causa efecto de Demanda Insatisfecha
Diagrama Ishikawa/ Causa efecto de Demanda Insatisfecha
Obsolescencia de equipos
Falta de presupuesto
Bajo salario
Clientes
Materiales Maquinas y Herramientas
Recurso Humano
Solicitudes no acordes a la capacidad
Desconocimientos de procedimientos
Ausentismo
Falta de entrenamiento
Baja motivaciónODT fuera de las especificaciones
No se solicita tiempo
Falta de material
Baja calidad
Pocos recursos
Baja capacidad de producción
Demanda insatisfecha en la
producción

Fuente: Elaboración Propia
CAPITULO II
MARCO TEORICO
2.1 ACTECEDENTES BIBLIOGRAFICOS
CORDERO FRANKLIN (2001) TESIS “DIAGNOSTICO DEL TALLER CENTRAL DE CVG VENALUM”
este estudio fue una investigación de tipo descriptivo y evaluativo ya que estaba abocado a la realización de un diagnostico operativo del taller central, con miras a mejorar de acuerdo a los resultados, el funcionamiento operativo de dicha área, para de esa forma fortalecer el nivel competitivo de la organización.
Tesis – “ANÁLISIS Y MEJORA DE PROCESOS EN UNA EMPRESA EMBOTELLADORA DE BEBIDAS REHIDRATANTES”
Carla Álvarez Reyes, La mejora de los procesos tiene como objetivo la optimización de los mismos en términos de aumento de la producción, reducción de costos, incremento de la calidad y de la satisfacción del cliente. Dicha mejora debe ser continua ya que busca el perfeccionamiento global de una empresa y del desempeño de sus procesos.
En el análisis de los problemas más relevantes del proceso de producción, se diagnosticó que existe un tiempo excesivo por paradas de planta, y además un alto porcentaje de mermas de las botellas, tapas, y etiquetas. Para el primer caso, se empleó la herramienta SMED para la reducción de tiempos durante el cambio de formato, del mismo modo, se presentan mejoras relacionadas a la eliminación de tiempos por traslados de herramientas, ajustes en los equipos, y un plan de capacitación de los operarios; así se logra reducir el tiempo por paradas de planta en un 52%. Con relación al segundo caso, se propone la implementación de límites de control para las mermas de manera que se pueda reducir la variabilidad de las mismas, y a la vez, se permita realizar el aseguramiento de las mejoras antes mencionadas.
2.2. BASES TEORICAS
2.2.1. Diagrama Causa-Efecto
El Diagrama de Causa-Efecto o Diagrama de Ishikawa es un método gráfico que refleja la relación entre una característica de calidad (muchas veces un área problemática) y los factores que posiblemente contribuyen a que exista. En otras palabras, es una gráfica que relaciona el efecto (problema) con sus causas potenciales.
Está compuesto por un recuadro (cabeza), una línea principal (columna vertebral), y 4 o más líneas que apuntan a la línea principal formando un ángulo aproximado de 70º (espinas principales). Estas últimas poseen a su vez dos o tres líneas inclinadas (espinas), y así sucesivamente (espinas menores), según sea necesario.
Este diagrama es utilizado cuando:
Se requiere utilizar en forma gráfica y estructurada. Se necesite analizar una situación, condición o problema específico a fin de determinar las causas que lo originan. Se desea analizar el resultado de un proceso y las cosas que necesitamos para lograrlo (visualización positiva).
2.2.2. MEJORA CONTINUA
Según James Harrington (1993), "para él mejorar un proceso, significa cambiarlo para hacerlo más efectivo, eficiente y adaptable; qué cambiar y cómo cambiar depende del enfoque específico del empresario y del proceso".
Por ende, el mejoramiento continuo se puede definir como un proceso que describe muy bien lo que es la esencia de la calidad y refleja lo que las empresas necesitan hacer si quieren ser competitivas a lo largo del tiempo.
2.2.2.1. IMPORTANCIA DEL MEJORAMIENTO CONTINUO
La importancia de esta técnica gerencial radica en que con su aplicación se puede contribuir a mejorar las debilidades y afianzar las fortalezas de la organización. A través del mejoramiento continuo se logra ser más productivos y competitivos en el mercado al cual pertenece la organización, por otra parte las organizaciones deben analizar los procesos utilizados, de manera tal que si existe algún inconveniente pueda mejorarse o corregirse; como resultado de la aplicación de esta técnica puede ser que las organizaciones crezcan dentro del mercado y hasta llegar a ser líderes.
2.2.2.2. VENTAJAS Y DESVENTAJAS DEL MEJORAMIENTO CONTINUO
Ventajas
Se concentra el esfuerzo en ámbitos organizativos y de procedimientos puntuales.
Consiguen mejoras en un corto plazo y resultados visibles. Si existe reducción de productos defectuosos, trae como consecuencia
una reducción en los costos, como resultado de un consumo menor de materias primas.
Incrementa la productividad y dirige a la organización hacia la competitividad, lo cual es de vital importancia para las actuales organizaciones.
Contribuye a la adaptación de los procesos a los avances tecnológicos. Permite eliminar procesos repetitivos.
Desventajas
Cuando el mejoramiento se concentra en un área específica de la organización, se pierde la perspectiva de la interdependencia que existe entre todos los miembros de la empresa.
Requiere de un cambio en toda la organización, ya que para obtener el éxito es necesaria la participación de todos los integrantes de la organización y a todo nivel.
En vista de que los gerentes en la pequeña y mediana empresa son muy conservadores, el mejoramiento continuo se hace un proceso muy largo.
Hay que hacer inversiones importantes.
PROYECTO DE MEJORA CONTINUA
Un Proyecto de Mejora está dirigido a mejorar el desempeño de un indicador aprovechando la capacidad instalada del proceso. Se asocia a indicadores de:
Efectividad. Eficiencia Eficacia.
¿POR QUE IMPLEMENTAR EL PROCESO DE MEJORA CONTINUA?
El Cliente es el Rey Según Harrigton (1997), "En el mercado de los compradores de hoy el cliente es el rey", es decir, que los clientes son las personas más importantes en el negocio y por lo tanto los empleados deben trabajar en función de satisfacer las necesidades y deseos de éstos. Son parte fundamental del negocio, es decir, son la razón por la cual éste existe, por lo tanto merecen el mejor trato y toda la atención necesaria.
PASOS PARA EL MEJORAMIENTO CONTINUO.
Según el Ing. Luís Gómez Bravo, los siete pasos del proceso de mejoramiento son:
1. Paso: Selección de los problemas (oportunidades de mejora)2. Paso: Cuantificación y subdivisión del problema 3. Paso: Análisis de las causas, raíces específicas.4. Paso: Establecimiento de los niveles de desempeño exigidos (metas de
mejoramiento). 5. Paso: Definición y programación de soluciones 6. Paso: Implantación de soluciones 7. Paso: Acciones de Garantía
2.2.3. La clasificación ABC
La clasificación ABC es utilizada para el control de inventarios. Se trata de clasificar los materiales de tipo A, B o C según un criterio y un porcentaje establecido. Se pueden clasificar los materiales por valor de inventario, por valor de venta, por valor de consumo, por cantidad consumida o por el criterio elija o se requiere, lo que se trata es que los materiales tipo A sean los mas importantes según el criterio elegido, los tipo B los intermedios y los tipos C los menos importantes. Es muy similar el análisis de Pareto, ya que por lo general un pequeño porcentaje de los materiales tipo A, que a su vez pasan en un amplio porcentaje sobre el criterio definido. Por ejemplo si se realiza un ABC se define de la siguiente forma:
1. Articulo A:De alto valor, aquellos artículos cuyo valor representa entre el 70% a 80% del valor total de inventario. Estos constituyen por o general del 15 al 20% de los artículos.
2. Artículo B:De valor medio; una gran cantidad en la parte media de la lista, usualmente, alrededor del 30 al 40% cuyo valor total de inventario es casi despreciable, representa solo del 5 al 10% del valor de los artículos.
3. Articulo C:

De bajo valor: la mayoría de los artículos, normalmente del 60 al 70% del valor de los artículos.
2.3. Control de la producción
El control de la producción y la planificación de la producción, son términos que se utilizan en la forma indistinta en algunas industrias, mientras que en otras industrias o compañías pueden tener connotaciones claramente diferentes. En términos generales, la planificación de la producción sugiere al menos un alcance mayor que el control de la producción. La mayoría de los departamentos de control de la producción realizan una función de administración de personal en la planta, que involucra alos obreros que se ocupan principalmente de la ejecución cotidiana de los planes de producción.
Dicho de otro modo el propósito de la planeación del plan de producción consiste en determinar que es necesario producir en periodos específicos de tiempo, a fin de alcanzar metas divisionales o corporativas establecidas.
Conforme nos acercamos al siglo XXII la descripción anterior de la relación entre control de inventario, control de producción y planeación de la producción. Puede ser adecuada para describir cuantas organizaciones han operado en el pasado y cuantas organizaciones pequeñas de manufacturas funcionan hoy en día; sin embargo, para la mayoría de las empresas resultan inadecuadas.
El desarrollo e integración de sistemas de información ha avanzado constantemente durante los últimos 30 años, a medida que las industrias se aproximan a la verdadera DIC (Fabricación integrada por computadoras).
2.2.4. KAIZEN
Término japonés que significa mejora gradual y continua, haciendo 'pequeñas
cosas mejor', y marcando y consiguiendo retos (desafíos) cada vez mayores.
Kaizen no es un programa de eliminación de desperdicios o de reducción de
costos, entenderlo así limita su verdadero alcance y hace que no se
implemente con su potencial verdadero. Maasaki Imai, creador del concepto,
plantea el kaizen como la conjunción de dos términos japoneses, kai, cambio y,
zen, para mejorar, luego se puede decir que Kaizen es "cambio para mejorar",
pero haciendo más extensivo el concepto, Kaizen implica “una cultura” de
cambio constante para evolucionar hacia mejores prácticas, es lo que se
conoce comúnmente como "mejoramiento continuo".
2.2. DEFINICION DE TERMINOS
Datos de planeación: son aquellas restricciones o condiciones que se deben
tener en cuenta para la planeación y el requerimiento de los materiales.
Domestic: proveedores nacionales, tiene un cargo de 1ªa 10 días
dependiendo de su clasificación ABC.
Lotes mínimos: es la cantidad mínima de material que el proveedor puede
embarcarnos, esta condición es definida desde la negociación inicial, antes de
ser elaborada la orden de compra.
Planeación de Requerimiento de Materiales (MRP): Conjunto de técnicas
que utilizan las estructuras de producto, los datos de inventario y el programa
maestro de producción paracalcular los requerimientos de materiales.
Postseducción: Baja de material terminado en el sistema.
Tiempo de ventajas: Es el tiempo que tarda un envío en llegar a planta, esta
restricción deberá ser tomada en cuenta para la programación de los envíos. El
tiempo de viaje de la clasificación ABC.
CAPITULO IIIPROTOCOLO DE LA INVESTIGACION
3.1. PLANTEAMIENTO DEL PROBLEMA
La empresa MECANICA INDUSTRIAL LIRA E.I.R.L, es una de las mayores plantas productoras de aluminio en Perú, por su capacidad instalada de 430.000 TM/ Año. Se dedica a la producción y comercialización de Aluminio con altos estándares de calidad (99,8 % de pureza).

MECANICA INDUSTRIAL LIRA E.I.R.L para garantizar la producción de Aluminio y sus aleaciones en condiciones de eficiencia y productividad cuenta con tres áreas fundamentales: Carbón, Reducción, Colada, las cuales junto a las demás unidades de apoyo son la fuerza motora para llevar a cabo las diferentes operaciones necesarias para obtener el Aluminio liquido que es transformado en lingotes y Cilindros de Extrusión en diferentes diámetros, además de comercializar Aluminio Liquido a empresas de la zona.
Una de las áreas de apoyo encontradas en MECANICA INDUSTRIAL LIRA E.I.R.L es el Taller Central, siendo una unidad adscrita a la Superintendencia de Talleres, que a su vez, es un Departamento adscrito a la Gerencia de Mantenimiento Industrial. El Taller Central responde a órdenes de trabajo (ODT) a solicitud de otras unidades de la empresa cumpliendo su función de inspeccionar y analizar fallas, fabricar y reparar partes y estructuras, equipos de refrigeración industrial, reparar equipos hidráulicos, mecánicos, neumáticos y eléctricos, ajustar herramientas, entre otros. En la actualidad el Taller Central, ha presentado una serie de dificultades para responder de manera eficiente a estas ODT, lo que demuestra una baja capacidad de respuesta.
Se plantean los siguientes problemas:
1. Inadecuada respuesta a la demanda insatisfecha en la producción.2. La baja disponibilidad de los equipos los cuales presentan diversas fallas
constantes o se encuentran fuera de servicio. 3. Deficiencia con la mano de obra la cual presenta señales de
desmotivación a la hora de realizar su trabajo 4. Inadecuado sistema de supervisores por diferentes razones (no
cumplimiento de los transportes, entre otros). .
Se identifica como problema principal:
“Inadecuada respuesta a la demanda insatisfecha en la producción”.
3.1. PROBLEMA PRINCIPAL
¿En qué medida la ausencia de un plan de mejora continua en el área de
producción afecta el crecimiento de la Empresa MECANICA INDUSTRIAL
LIRA E.I.R.L. con la demanda insatisfecha?
3.1.1. Subproblema 1
Como se ve afectada la calidad que brinda a los clientes por falta de un plan de mejora continua en el área de máquina y herramienta.
3.1.2. Subproblema 2
Cuáles son los problemas principales y frecuentes en el proceso de producción en el área de máquina y herramientas.
3.1.3. Subproblema 3
Se cuenta con un apropiado plan permanente de capacitación y actualización al personal involucrado sobre los cambios respecto al proceso de producción en el área de máquina y herramientas.
3.2. IMPORTANCIA DEL PROBLEMA
Actualmente el tema de proceso de producción continuo es tratado con tanta importancia que se le da en las organizaciones un área específica para su tratamiento, a través del tiempo ha ido evolucionando constantemente, hasta convertirse en una de las principales herramientas para que una organización sea considerada como una empresa del primer mundo.
En este entender para la empresa MECANICA INDUSTRIAL LIRA E.I.R.L. la importancia del proceso de producción viene dada por la necesidad de mejorar el servicio a sus clientes, también mejorar la fase de mercadeo, satisfaciendo la demanda pedida al menor costo posible con una distribución eficiente de los productos a un menor costo y un excelente servicio al cliente y mejorando la dinámica de proceso de producción continuo.
La importancia de mi problema es por este motivo, facilitar a la empresa
MECANICA INDUSTRIAL LIRA E.I.R.L. los siguientes beneficios.
Incrementar la competitividad y mejorar la rentabilidad de la empresa para acometer el reto de la globalización.
Optimizar la gerencia y la gestión área de la producción comercial nacional e internacional.
Coordinación optima de todos los factores que incluyen en la decisión de compra: calidad, confiabilidad, precio, empaque, distribución, protección y servicio.
Ampliación de la visión general para convertir la producción en un modelo, un marco, un mecanismo de planificación de las actividades internas y externas de la empresa.
3.3 OBJETIVOS
3.3.1. Objetivo General
Determinar en qué medida la ausencia de un plan de mejora continua en el área de producción afecta su crecimiento de la empresa MECANICA INDUSTRIAL LIRA E.I.R.L. con la demanda insatisfecha
3.3.2. Objetivos Específicos
Proponer la implementación de un sistema o plan loen el plan de mejora continua estructurado como alternativa de solución a los problemas del proceso logístico de la empresa.
Identificar los problemas principales y frecuentes técnico – operativo de la empresa.
Analizar la raíz de las causas principales de los problemas en el proceso logístico que conduzcan a la implementación acertada de un plan de mejora que permita disminuir los problemas y reclamos de parte de los clientes.
3.4. HIPOTESIS
3.4.1. Hipótesis General
A continuación se presenta la hipótesis general de esta manera:
Con un plan de mejora continua óptimo para el desarrollo empresarial de la empresa MECANICA INDUSTRIAL LIRA E.I.R.L. que conllevando a un constante y aumento de incremento de ganancia y en general a un prestigio de la empresa ya sea interna como externa.
3.4.2. Hipótesis Específicos
La implementación de un plan de mejora continua en el área de máquinas y herramientas estructurado se constituirá en alternativa de solución a los problemas que conlleva al proceso actual. Que permitirá principalmente el control eficiente de los recursos materiales. Problemas principales y frecuentes en el proceso que son las causas en puntos y áreas claves que afectan la calidad de los servicios prestados si como de planificar un proceso continuo y prevenir efectos negativos futuros optimizando tiempos y capital.

El recurso humano y un plan permanente de capacitación y actualización del personal involucrado.
Lineamientos de políticas para prevenir, eliminar y disminuir el incumplimiento de la demanda insatisfecha.
3.5. METODOLOGIA
3.5.1. Tipo y nivel de la Investigación
3.5.1.1. Tipo de Investigación
En este sentido el presente trabajo de investigación consiste en la implementación y mejora de un proceso continuo en el área de producción que permita registrar y organizar la información manejada por la Coordinación de producción y Servicio, para así optimizar las gestiones relacionadas con la prestación de servicios de la empresa.
El tipo de investigación es básica porque analizaremos básicamente los hechos, procesos, sucesos variables causas y fenómenos históricos de la logística en la empresa.
3.5.1.2 Nivel de Investigación.
El nivel de la investigación es de carácter correlacional evolutivo,
porque evaluaremos el aspecto causa efecto de los problemas del actual
proceso continuo en la empresa frente al planteamiento de un adecuado
sistema logístico estructurado para la empresa
3.5.2. Métodos y diseño de Investigación
3.5.2.1. Método
El método de investigación empleado es el método ex_post facto porque
nos permitirá determinar las alteraciones y consecuencias de la variable
dependiente de la empresa ante la ausencia de un de mejora continua
entre otros.
3.5.2.2. Diseño de Investigación
Es experimental; porque se obtiene un resultado al evaluar las variables entre sí. Causa (deficiencia en la producción) y efecto ( demanda
insatisfecha). Hernández y otros (2006:161), en el libro “Metodología de la investigación”, habla acerca de la investigación experimental donde define el término “experimento ”como “situación de control en el cual se manipulan, de manera intencional, una o más variables independientes (causas) para analizar las consecuencias de tal manipulación sobre una o más variables dependientes (efectos)”
3.5.3 Fuentes y Técnicas e Instrumentos de Recolección de Datos
3.5.3.1. Fuente.
Documentos
Hechos
Conocimiento
3.5.3.2. Técnicas.
En la demostración de las hipótesis y en los futuras estudios de la
investigación, se utilizará la siguiente técnica:
Encuestas.
Para la realización de la investigación se utilizaron las técnicas
siguientes: la encuesta, las cuales se realizaron de forma personal a
los Gerentes generales, profesionales y operarios en la empresa
establecidos en las unidades de análisis a investigar .La cual nos
permitirá obtener información pertinente dirigida a las hipótesis de la
investigación.
Entrevistas no estructuradas
Consiste en formular preguntas de manera libre con base a las
respuestas que va dando el interrogado.
3.5.3.3. Instrumentos.
Los instrumentos que se utilizaran en la investigación, están
relacionados con las técnicas antes mencionadas, del siguiente
modo:
3.5.4. VARIABLES, INDICADORES Y HERRAMIENTAS
3.5.4.1 Identificación de Variables
A. Variable Independiente.- El análisis de la estructura e incidencia de las falencias en las maquinas herramientas en el área de producción.
B. Variable Dependiente.- implementar un plan de mejora para la solución a la demanda insatisfecha.
3.5.4.2. Identificación de Indicadores
· Optimizar costos y tiempo en el plan de mejora continua en la producción.
· Ser eficientes.
· Herramienta para la toma de decisiones adecuadas en el área de producción.
3.5.4.3. Identificación de Herramientas
· Balances de la empresa
· Reportes específicos
· Estrategias de Mercado con la intervención del personal.
3.5.5. Población y Muestra de la Investigación.
3.5.3.1. Población.
La población está conformada por los representantes legales de toda empresa
MECANICA INDUSTRIAL LIRA E.I.R.L.
3.5.3.2. Muestra.
TECNICA INSTRUMENTO
Encuesta Cuestionario
Z2 p q Nn = -----------------
e2 (N -1 ) + Z2 p qDónde:
Z= Desviación Estándar según el nivel de confianza (Z = 1,96)
e= Margen de error (5%=0.05)
p= Probabilidad de ocurrencia de los casos (p = 0.5)
q=Probabilidad de no ocurrencia de los casos (q = 0.5)
N=Tamaño del universo (N=20)
n= Tamaño óptimo de la muestra
(1.96)2 (0.5) x(0.5)x(50)n = ---------------------------------------
(0.05)2(50-1)+(1.96)2(0.5)(0.5)
n = 44 .
CAPITULO IV: PROPUESTA DE MEJORA
4.1. PRESENTACION DE LA PROPUESTA DE MEJORA
Establecer un propuesta de mejora, enfocado a las causas definidas en el Diagrama Ishikawa que permita influir de manera positiva a la capacidad de respuesta del Taller Central. Una vez determinados los factores con más influencia en la Demanda insatisfecha, se procedió a determinar las causas que producen la ocurrencia de estos Factores. Seguido a esto, se elaboró un plan de mejora continua basado en acciones sobre cada factor, como recomendación para la Empresa, que permitan disminuir en gran medida la Demanda insatisfecha existente en el Taller Central – Área Máquinas y Herramientas.
4.2. ETAPA DE LA IMPLEMENTACION DEL PROGRAMA
4.2.1. PRIMERA ETAPA:
Implementación de Metodología Kaizen orientada a cuatro aspectos: Empowerment, Cross Training, Trabajo en Equipo y Liderazgo,

Esta metodología no requiere una inversión necesariamente grande para implementarse, lo que si requiere es una gran cantidad de esfuerzo continuo y dedicación.
PLAN GENERAL DE MEJORA 2013
Diseño de un Plan de Operación Interna
Planes de Acción o Programas de
Objetivos
Políticas
Planes de Acción o Programas Enfocados en la Metodología Kaizen
Empowerment
Empowerment, significa dar confianza a los operarios para que tomen decisiones dentro de su área de trabajo.
Cross Training
Con el entrenamiento cruzado, se elevará la productividad de la fuerza de trabajo.
Todos los operarios aprenderán las funciones de los demás miembros de su área de trabajo, por lo tanto ningún operario seria indispensable en caso de ausencias en el trabajo.
Los operarios se sentirán más valiosos por el hecho de dominar todas las operaciones de la línea o proceso de producción.
Se propone un programa para llevar a cabo dicho plan de entrenamiento.
Para que el programa sea implementado de una forma correcta se ha desarrollado un reglamento para la ejecución del mismo.
4.2.2. SEGUNDA ETAPA: Plan de MEJORA CONTINUA
Planes de Acción o Programas de

Establecer un plan de mejora continua, enfocado a las causas definidas en el Diagrama Ishikawa que permita influir de manera positiva a la capacidad de respuesta del Taller Central.
Una vez determinados los factores con más influencia en la Demanda insatisfecha arrojada en el Diagrama de Pareto, se procedió a determinar las causas que producen la ocurrencia de estos Factores.
Seguido a esto, se elaboró un plan de mejora continua basado en acciones sobre cada factor, como recomendación para la empresa, que permitan disminuir en gran medida la Demanda insatisfecha existente en el Taller Central – Área Máquinas y Herramientas.
A continuación se presenta de manera tabulada el plan de mejora a seguir según lo ya planteado:
Recurso Humano
Capacitar a Trabajadores: La capacitación en el área de trabajo es fundamental para la productividad. Este es el proceso de adquirir conocimientos técnicos, teóricos y prácticos que mejorarán el desempeño de los empleados en sus tareas laborales.
Estimar, Motivar: Es conveniente que los empleados se sientan valorados y tomados en cuenta y que las compensaciones no sean sólo de tipo monetario. Dándole recompensas como incentivos que motivan y garantizan la satisfacción del empleado y esto, a su vez, aumenta la producción.
Establecer retribuciones económicas, comprobar si un empleado está cumpliendo con las funciones de su puesto, planificar las acciones formativas, en función de las pautas que se establezcan para el trabajo, y promocionar a los empleados.
Hacer los cambios estructurales necesarios en la organización para evitar que los subordinados trabajen para agradar al jefe, y no para contribuir al logro de los objetivos de la empresa.
Mantener un sistema objetivo de planeación de recursos humanos que permita potencializar quiénes en el corto y mediano plazo estarán listos para cubrir futuras posiciones, o bien determinar si no existe personal con talento para ello.
Máquinas y Herramientas (Equipos)
Realizar un estudio de factibilidad económica para el reemplazo de las máquinas y herramientas del Taller Central.
Una buena inversión en equipos y máquinas de calidad Inspecciones: La parte más importante de todo programa basado en equipos es la inspección. La actividad de inspección no solo revela la condición de la máquina herramienta, si no que supone un ajuste, reparación o cambio de piezas desgastadas; es decir, la corrección eliminación de circunstancias que pueden ser causa de averías o deterioro de la máquina.
Inspección de control de calidad. Suele ser cada tres años, al instalar una maquina nueva o reconstruida, o bien por solicitud.
Establecer planes de mantenimiento periódicamente, ya que se garantiza las condiciones óptimas de operatividad de los equipos, sistemas productivos e instalaciones, mediante la planificación, ejecución y control de los programas de mantenimiento, y tiene la finalidad de asegurar la continuidad del servicio de los equipos, en concordancia con los parámetros de calidad, seguridad y costos. Adicional al plan de mantenimiento, el Taller Central debe tener una documentación que contenga un manual de organización, prácticas operativas, registro de inspecciones e historial de equipos.
Materiales
Coordinar la ejecución de los programas de mantenimiento y garantizar el correspondiente apoyo logístico de suministro y repuestos, mediante el análisis de informaciones proveniente de los planos, rutinas de mantenimiento, inspecciones y ordenes de trabajo. Eficaz manejo de materiales: Cada operación del proceso requiere materiales y suministros a tiempo en un punto en particular, el eficaz manejo de materiales. Se asegura que los materiales serán entregados en el momento y lugar adecuado, así como, la cantidad correcta.
Tener un mayor control (tabulado) a cerca de los materiales e insumos necesarios para la realización de las actividades y tareas (ODT) fijando prioridades de compra, para mantener la continuidad y Eficientes Respuestas del Área de Máquinas y Herramientas del Taller Central. Inspeccionar en su totalidad los materiales e insumos antes de llevar a cabo las actividades a solicitud (ODT), para garantizar un producto (piezas) de acuerdo a las normas de calidad.
4.2.3. TERCERA ETAPA: Desarrollar el Manual de Organización y Funciones del taller
Esta propuesta consiste en la elaboración de un Manual de Organización y funciones para el taller en estudio. Mediante este instrumento de gerencia se busca proponer una estructura orgánica para el taller, así como la jerarquía y las funciones de los cargos.
Etapas
Para la aplicación de un Manual de Organización y Funciones (MOF) se consideran las siguientes etapas:
1. Elaborar (Construcción)2. Aprobar (Autorización)3. Implementar (Medios)4. Implantar (Poner en Práctica)5. Difundir (Informar)6. Realizar seguimiento (Verificar)
El alcance de esta propuesta solo comprende la primera etapa de la aplicación de este instrumento de gerencia.
Metodología
Para la realización del manual se utiliza la información de la empresa con la cual se puede conocer las funciones que actualmente realizan los trabajadores del área y los cargos que desempeñan. La información descrita se analiza para determinar si las funciones que se desarrollan en la actualidad corresponden al cargo o no. Adicionalmente se evalúa si se debe aumentar funciones o excluir funciones duplicadas o que no agregan valor.
4.3.3.1. Manual de Organización y Funciones (MOF) propuesto
El Manual de Organización y Funciones (MOF) del taller de máquinas y herramientas permitirá a todos los interesados tener un conocimiento integral de la organización y de las funciones de cada cargo, con el MOF se pretende mejorar la coordinación entre los integrantes del área y aumentar la eficiencia de los canales de comunicación.
a. Objetivo y Alcance
El ámbito de aplicación del presente Manual incluye a todos los integrantes del
Taller de máquinas y herramientas. Los objetivos que se buscan conseguir son los siguientes:

Establecer la organización formal del Taller de máquinas y herramientas.
Detallar las funciones que le corresponde a cada cargo, así como definir su responsabilidad y campo de acción.
Especificar las interrelaciones jerárquicas y funcionales. Elaborar un instrumento eficaz para organizar, dirigir, supervisar y
controlar las actividades del taller.
REDUCIR TIEMPOS DE PROCESO Y DESPERDICIO.- Se ha elaborado un manual a seguir por parte de los operarios, en el mismo que se detallará paso a paso los procedimientos para la elaboración del producto.
MONITOREAR CLIMA LABORAL.- Se realizará una encuesta trimestralmente para monitorear la satisfacción y el compromiso de todo el personal.
CAPÍTULO V: ANÁLISIS BENEFICIO - COSTO
5.1. Análisis de los Costos: Programa Kaizen:
Cuadro 5.1: Beneficio Costo de la Programa Kaizen
ACCIONES ESTRATEGIAS CostosDirectos
CostoIntangible
Empowermet Plan de Capacitación Instructor Material didáctico Lunch Transporte
S/.1 000.00S/. 100.00S/. 50.00S/. 40.00
Posible cansancio de los empleados
Cross Training Impresiones del Reglamento a Difundir
S/. 20.00 Poco interés por parte del personal
TOTAL S/. 1 210.00
FUENTE: Elaboración propia
5.2. Análisis Beneficio – Costo para el desarrollo del Manual de Organización y Funciones (MOF) del taller
En el análisis se considera una vida de proyecto de cinco años, debido a que la vigencia del MOF está calculada para cinco años como mínimo, pasado este periodo se debe evaluar la actualización del MOF.
La inversión inicial de esta propuesta incluye la elaboración del manual, el proceso de selección de personal, que se debe realizar para elegir un asistente administrativo, quien debe dedicarse íntegramente a las actividades del taller de maquinarias y equipos, según lo especificado en el desarrollo de la propuesta.
Los costos que se generarán en los próximos cinco años debido a la propuesta son: el sueldo del nuevo personal, el que será inicialmente S/. 24,000.00 / año y tendrá un incremento anual de 5%; también se debe efectuar revisiones al MOF anualmente con la finalidad de mantenerla actualizada, este costo será S/. 200.00 anuales correspondientes a tres días de trabajo de la persona encargada de la revisión.
El beneficio identificado para los próximos años es el tiempo ahorrado por reparación debido a una mayor eficiencia del área administrativa del taller, según cálculos de los expertos, se puede reducir en un 2% el tiempo actual de reparación por el mejoramiento de las coordinaciones y la eficiencia de las actividades administrativas.
El costo promedio por reparación en el taller es S/. 72, 000.00 (9% corresponde a Mano de Obra), entonces el ahorro por reparación sería 2% de S/. 6,480.00 (S/. 129.60); debido a que el taller realiza 204 reparaciones al año, el ahorro anual sería S/. 26,438.40. Para los siguientes años esta cifra se ajusta con la proyección de ventas, que indica que aumentará un 10% los trabajos de reparación del taller.
Cuadro 5.2: Detalle del flujo neto del proyecto
ELABORACION: Propia

Con la información del flujo neto del proyecto se analiza la propuesta con el criterio Beneficio – Costo, para la actualización de beneficios al periodo cero se utiliza como costo de oportunidad la tasa de interés promedio del mercado.En el Cuadro 5.2 se presenta el análisis Beneficio – Costo.El resultado del ejercicio indica una relación Beneficio/Costo de 15.32, con lo cual queda ampliamente justificada, desde el punto de vista económico, esta propuesta.
Cuadro 5.2: Relación beneficio-costo
ELABORACION: Propia
CAPÍTULO VICONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
En base al estudio realizado y a los resultados obtenidos en el desarrollo del trabajo, se concluye lo siguiente:
Se ha logrado proponer a la empresa un nuevo diseño orientado al aseguramiento de la demanda insatisfecha.
La Fuerza Laboral necesaria para fabricar y reparar elementos estructurales, piezas mecánicas y componentes, a fin de mantener los equipos e instalaciones de planta en operación es de (17) Trabajadores para el Taller Máquinas y Herramientas del Departamento del Taller Central, para ser distribuidos proporcionalmente en tres (03) grupos de trabajo.
El recurso humano (Talento Humano) presenta desmotivación, falta de entrenamiento, bajo salario debido que el contrato colectivo esta vencido y falta de transporte lo que conlleva al ausentismo, dándose el caso que la flota este dañada o que los choferes no cumplen las rutas.

No se cumple rigurosamente con un plan de mantenimiento de los equipos, y en los períodos establecidos por los mismos, por falta de recursos.
El taller de máquinas y herramientas tiene 27 equipos de los cuales 6 están fuera de servicio (22,22%) o con baja disponibilidad operativa.
6.2 RECOMENDACIONES
En función de los resultados y las conclusiones obtenidas se recomiendan las siguientes acciones:
Establecer planes estratégicos para la adquisición de nuevos equipos, así se podrá cubrir con la alta demanda de ODT que no se pueden realizar por falta de estos, aunado a otros factores estudiados.
Asignación de las responsabilidades de seguimiento permanente para el cumplimiento de las acciones de mejora planteadas, así como los responsables para la ejecución de la misma
Garantizar la disponibilidad de materiales, insumos y repuestos para cumplir oportunamente con los planes de mantenimiento y correctivos que se presenten.
Garantizar la disponibilidad absoluta de las máquinas, herramientas y equipos necesarios para ejecutar las actividades.

BIBLIOGRAFIA
González Vázquez, Encarnación. “Benchmarking: Cultura empresarial para el siglo XXI”.
Gómez Bravo, Luís. “Productividad: mejoramiento continuo de calidad y productividad.” FIM, Segunda Edición. 1997.
Gary Hamel. “Liderando la revolución.” Gestión 2000 S.A. 2000.
LKS consultores. “Al encuentro de la excelencia”. LKS Edit. 2000.
Euskalit. “Equipos de mejora y herramientas.” Editorial Euskalit. 2004.
Espejel Pacheco, Arturo. “Guía para la instalación de un programa permanente de mejoramiento de la productividad.” Revista UPIICSA. 1997.
Sociedad de logística. “Buscando el mejoramiento continuo.” Revista Logística Aplicada No. 2. Cuba. 1997.
http://www.aai.com.pe/files/instituciones_no_financieras/ferreyros/cu/ferreyros_cu.pdf ,
Empresa SAA (2008), Catálogo de productos de la empresa. Disponible en:www.EMPRESA.com.pe. Acceso en: 02 septiembre 2008


















