
problemas tema 11
8
PROBLEMAS tema 1 Problema 1 Se trata de una empresa que se dedica a la fabricación de bicicletas. El modelo consta básicamente de 9 partes; el cuadro de una aleación especial de aluminio, el kit compuesto por horquilla y manillar, las llantas, las cubiertas, los frenos, el sillín, los piñones, las catalinas con pedales y por último la cadena. El proceso de fabricación se describe a continuación: • Inicialmente, los cuadros se encuentran almacenados, estos son llevados por un operario hasta la cabina de pintado (2s), y pinta el cuadro manualmente por medio de una pistola (12s), a continuación se deja secando 120s. • Por otra parte, el Kit compuesto por la horquilla y el manillar se encuentra en otro almacén, este Kit es cogido por un operario (2s) y lo pinta manualmente tardando 6s,y se seca en 18s completamente. A continuación lo vuelve a coger y lo deposita (2s) para que sea montado con el cuadro (12s). • Del mismo modo, las llantas traseras se encuentran en otro almacén, el operario tarda 1s en cogerla, 11s en poner una cubierta, 4s en poner los piñones, y finalmente 2s en situar el conjunto de la rueda trasera para que sea montado junto con el cuadro y el manillar (13s). • Para montar la rueda delantera, se parte de otro almacén donde se encuentran las llantas delanteras. El operario Tarda 1s en cogerla, y 11s en poner la cubierta a la llanta. A continuación, tarda en situarla 2s para ser unida al resto de la bicicleta (13s). • Una vez montado el manillar, y las dos ruedas a el cuadro, se ponen los platos con los pedales (15s), la cadena (7s), y se realiza un control visual de aproximadamente 3s. • Por último se inflan manualmente las ruedas con un compresor (13s), se instala el sillín (7s), se incorporan los frenos (17s), y se lleva a un almacén (2s). Se pide: Dibujar el cursograma sinóptico.
-
Upload
andonielgezua -
Category
Documents
-
view
213 -
download
0
description
organizacio industrial
Transcript of problemas tema 11
PROBLEMAS tema 1
Problema 1 Se trata de una empresa que se dedica a la fabricación de bicicletas. El modelo consta
básicamente de 9 partes; el cuadro de una aleación especial de aluminio, el kit compuesto por
horquilla y manillar, las llantas, las cubiertas, los frenos, el sillín, los piñones, las catalinas con
pedales y por último la cadena.
El proceso de fabricación se describe a continuación:
• Inicialmente, los cuadros se encuentran almacenados, estos son llevados por un
operario hasta la cabina de pintado (2s), y pinta el cuadro manualmente por medio de
una pistola (12s), a continuación se deja secando 120s.
• Por otra parte, el Kit compuesto por la horquilla y el manillar se encuentra en otro
almacén, este Kit es cogido por un operario (2s) y lo pinta manualmente tardando 6s,y
se seca en 18s completamente. A continuación lo vuelve a coger y lo deposita (2s)
para que sea montado con el cuadro (12s).
• Del mismo modo, las llantas traseras se encuentran en otro almacén, el operario tarda
1s en cogerla, 11s en poner una cubierta, 4s en poner los piñones, y finalmente 2s en
situar el conjunto de la rueda trasera para que sea montado junto con el cuadro y el
manillar (13s).
• Para montar la rueda delantera, se parte de otro almacén donde se encuentran las
llantas delanteras. El operario Tarda 1s en cogerla, y 11s en poner la cubierta a la
llanta. A continuación, tarda en situarla 2s para ser unida al resto de la bicicleta (13s).
• Una vez montado el manillar, y las dos ruedas a el cuadro, se ponen los platos con los
pedales (15s), la cadena (7s), y se realiza un control visual de aproximadamente 3s.
• Por último se inflan manualmente las ruedas con un compresor (13s), se instala el sillín
(7s), se incorporan los frenos (17s), y se lleva a un almacén (2s).
Se pide:
Dibujar el cursograma sinóptico.

Problema 2
Un proceso productivo se compone de tres subprocesos: A, B y C. El subproceso A tarda 20
minutos / unidad, el subproceso B 35 minutos / unidad y el subproceso C 25 minutos / unidad.
¿Cuánto tiempo tardaremos?
a) En producir 10 unidades con lote transferencia de 1 unidad.
b) En producir 10 unidades con lote de transferencia de 2 unidades.
Dibujar el diagrama Operaciones – Tiempo.
Problema 3
Una empresa tiene firmado un contrato con una empresa de automoción donde debe entregar
576 piezas / día.
La pieza que debe suministrar se fabrica en una línea de producción donde todas sus
operaciones son manuales y el tiempo de proceso es de 100 segundos.
Actualmente la línea dispone de 4 personas. ¿Se debe modificar la línea actual?
Problema 4
A continuación se presenta un proceso para ensamblar una silla con un asiento tapizado. En
las estaciones A, B y C se hace el asiento; en las estaciones J, K y L se ensambla la estructura
de la silla; en la estación X se unen los dos ensamblajes, y algunas tareas finales se termina en
las estaciones Y y Z. Hay un trabajador asignado a cada una de las estaciones. Por lo general
no se mantiene ningún inventario en ninguna parte del sistema, aun cuando hay espacio para
una unidad entre cada una de las estaciones, el cual podría utilizarse durante un tiempo breve.
A
B
C
L
K
J
X Y Z
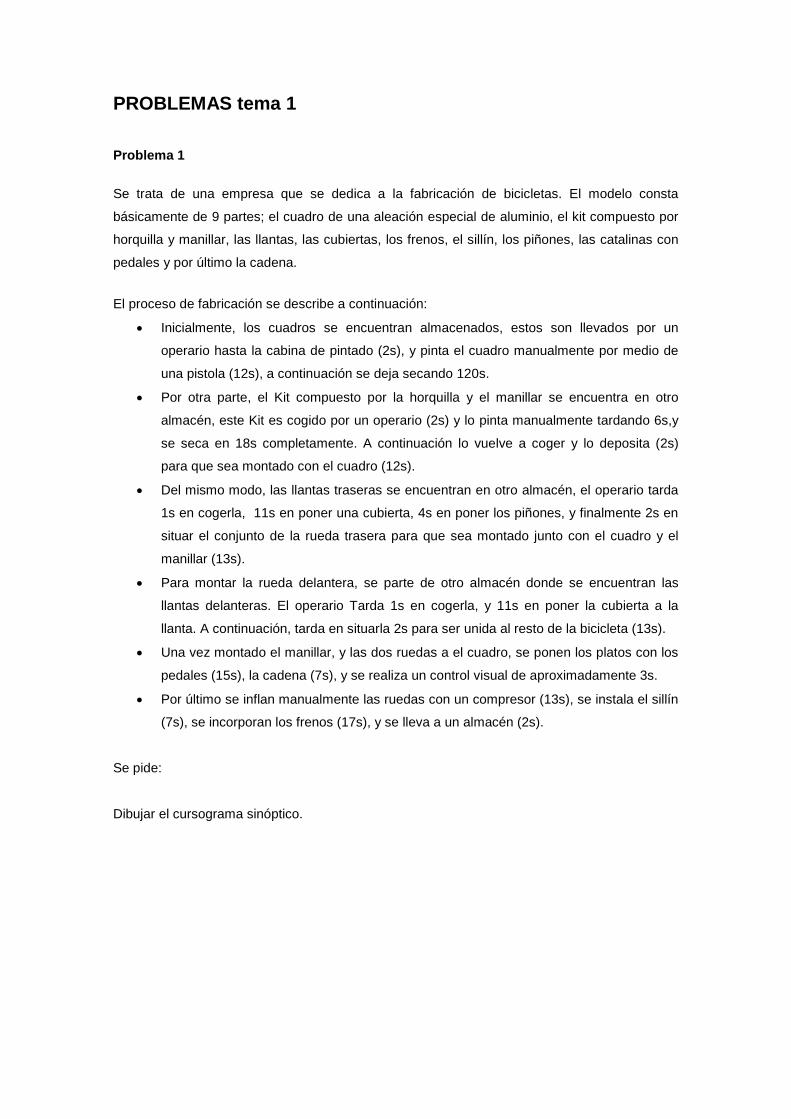
Dada la siguiente tabla de tiempos (en segundos) requeridos en cada estación de trabajo:
A 38
B 34
C 35
J 32
K 30
L 34
X 22
Y 18
Z 20
a) ¿Cuál es la producción máxima posible de “este proceso” si se dispone de 8 horas
cada día?
b) ¿Cuál es la eficiencia del proceso?
c) Calcular el tiempo de proceso.
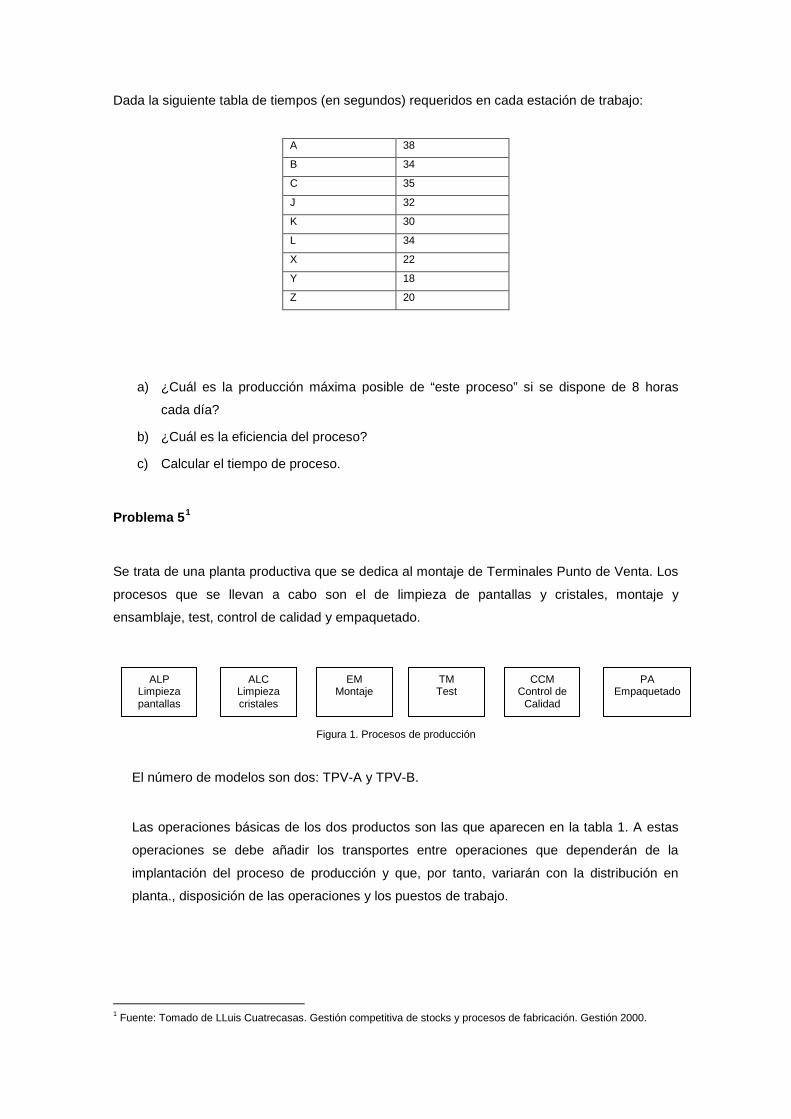
Problema 51
Se trata de una planta productiva que se dedica al montaje de Terminales Punto de Venta. Los
procesos que se llevan a cabo son el de limpieza de pantallas y cristales, montaje y
ensamblaje, test, control de calidad y empaquetado.
Figura 1. Procesos de producción
El número de modelos son dos: TPV-A y TPV-B.
Las operaciones básicas de los dos productos son las que aparecen en la tabla 1. A estas
operaciones se debe añadir los transportes entre operaciones que dependerán de la
implantación del proceso de producción y que, por tanto, variarán con la distribución en
planta., disposición de las operaciones y los puestos de trabajo.
1 Fuente: Tomado de LLuis Cuatrecasas. Gestión competitiva de stocks y procesos de fabricación. Gestión 2000.
ALP Limpieza pantallas
PA Empaquetado
CCM Control de
Calidad
TM Test
EM Montaje
ALC Limpieza cristales

Tiempos (seg)
Proceso Actividad Descripción TPV-A TPV-B
ALP 11 Limpieza de la pantalla de cristal liquido LCD 60 60 ALC 21 Limpieza del cristal protector del tablet 40 40 EM 30 Montaje del Pedestal 0 420
31 Monate del tablet en cámara limpia por sobrepresión 375 375 32 Ensamblaje del Tablet y Pedestal 0 60 33 Fijar las etiquetas SATO al Pedestal 0 60 34 Test final del tablet 570 570 35 Montaje del Bezel 220 0 36 Montaje del eje del Bezel 180 0 37 Montaje ud. procesado base (Wedge) con etiq. SATO 180 0 38 Ensamblaje del conjunto (Tablet-Bezel-Wedge) 840 0 39 Adjuntar etiqueta Pack a la máquina montada 5 0 40 Depositar máquina mont. En carros con estantes 12 0
TM 50 Screening test 360 0 51 Running 30 0 52 Test final de la máquina 360 0 53 Depositar máquina en carro 12 0
CCM 60 Control de calidad de funcionamiento 30 0 61 Inspección de calidad de la máquina 60 60 62 Chequeo final 60 60 63 Depositar máquina en carro 12 0
PA 70 Empaquetado y precintado de la máquina 120 120 71 Situar el pack en paleta 30 30 Totales >> 3.556 1.855
Tabla 1: Operaciones básicas del proceso del producto TPV

El esquema de la figura 1 muestra la planta productiva inicial.
TRANSPORTADOR
TRANSPORTADOR39 38 37 36 35 34 31
CABINA A SOBREPRESION
10
11
20
21
63
62
60
61
70
EQUIPO PARA PACKING
PACKING Y ALMACENDE PRODUCTO
TERMINADO
71
40
53
50 51
52
52
DEPARTAMENTO DE TEST DE MAQUINA
DEPARTAMENTO DE ENSAMBLAJE DE MAQUINAS
DEPARTAMENTO DE CONTROL DE CALIDAD DE MAQUINAS
ALMACEN MATERIALES Y LIMPIEZA LCD - CRISTALES
ALP
ALC
EM
CCMPA
TM
Figura 1: Implantación inicial de los procesos
Como puede apreciarse se trata de una distribución de tipo funcional, con departamentos
separados para los distintos procesos, y con un único proceso llevado en cadena: el
ensamblaje (EM).
Los lotes de transferencia son de 10 unidades, que se transportan de un departamento a
otro en carros. El departamento de Ensamblaje (EM), que opera en una disposición en
cadena, lo hace flujo unidad a unidad. Cuando sale de este departamento se transfiere al
siguiente en lote de 10 unidades, como ocurre en el resto.
Las operaciones de que se compone el proceso en su implantación inicial son las que
aparecen en la tabla 2., que como se puede ver contiene las operaciones básicas de la
tabla 1., más las operaciones de transporte.

TPV-A
Proceso Actividad Descripción Tiempo Ud Tiempo lote
ALP 10 Llevar pantallas a mesa L 240 240
11 Limpieza de la pantalla de cristal liquido LCD U 60 600
12 Llevar pantallas a ALC L 240 240
TOTAL ALP 540 1.080 ALC 20 Llevar cristales desde almacen L 240 240
21 Limpieza del cristal protector del tablet U 40 400
22 Llevar cristales a EM L 240 240
TOTAL ALC 520 880 EM 30 Montaje del Pedestal U 0 0
31 Monate del tablet en cámara limpia por sobrepresión U 375 3.750
32 Ensamblaje del Tablet y Pedestal U 0 0
33 Fijar las etiquetas SATO al Pedestal U 0 0
34 Test final del tablet U 570 5.700
35 Montaje del Bezel U 220 2.200
36 Montaje del eje del Bezel U 180 1.800
37 Montaje ud. procesado base (Wedge) con etiq. SATO U 180 1.800
38 Ensamblaje del conjunto (Tablet-Bezel-Wedge) U 840 8.400
39 Adjuntar etiqueta Pack a la máquina montada U 5 50
40 Depositar máquina mont. En carros con estantes U 12 120
41 Carros con máquinas montaje a TM L 240 240
TOTAL EM 2.622 24.060 TM 50 Screening test U 360 3.600
51 Running U 30 300
52 Test final de la máquina U 360 3.600
53 Depositar máquina en carro U 12 120
54 Carros con máquinas a depto CCM L 240 240
TOTAL TM 1.002 7.860 CCM 60 Control de calidad de funcionamiento U 30 300
61 Inspección de calidad de la máquina U 60 600
62 Chequeo final U 60 600
63 Depositar máquina en carro U 12 120
64 Carros a zona embalaje L 240 240
TOTAL CCM 402 1.860 PA 70 Empaquetado y precintado de la máquina U 120 1.200
71 Situar el pack en paleta U 30 300
72 Llevar paleta a almacenaje de producto acabado L 250 250
TOTAL PA 400 1.750 Totales >> 5.486 37.490
Tabla 2. Actividades y tiempos de los procesos
Respecto a la distribución de puestos de trabajo, en cada departamento se dispone de un
trabajador, excepto en la cadena de ensamblaje (EM) que está formada por tres
trabajadores, donde el primer puesto lleva a cabo las operaciones 30 a 33, el segundo la
34 y el tercero de la 35 a la 41.

Se pide:
a) Calcular el tiempo ciclo del proceso.
b) Calcular el lead time para 300 unidades.
Problema 6
La compañía XX produce un componente que se utiliza posteriormente en la industria
aeroespacial. El componente consta de 3 partes (A, B y C) que se compran a proveedores
externos.
Las partes A y B se ensamblan primero en la línea de ensamblaje 1. que produce 140
componentes por hora. La parte C pasa por una operación de taladrado antes de ser
ensamblada con la pieza conjunto AB.
En total hay seis máquinas de taladrado, aunque sólo tres están en funcionamiento. Cada una
de estás máquinas taladra la parte C a una velocidad de 50 piezas / hora.
La línea de ensamblaje final produce a una velocidad de 160 piezas / hora.
En este momento se produce 8 horas al día y cinco días a la semana, pero producción
considera que puede ser necesaria añadir un segundo turno de ocho horas para las líneas de
ensamblaje.
a) Dibuje el diagrama de proceso y determine la capacidad del proceso por semana.
b) Suponga que se incrementa el segundo turno a las líneas de ensamblaje y que
además cuatro de las seis máquinas taladradoras están funcionando. ¿Cuál es la
nueva capacidad del proceso? ¿Cuál de las tres operaciones limita la capacidad?
c) Producción decide aumentar un segundo turno de ocho horas para la línea de
ensamblaje 1, más un segundo turno de sólo cuatro horas para la línea de
ensamblaje final. Además cinco de las seis máquinas de taladrado operan durante
ocho horas al día. ¿cuál es la nueva capacidad?

Problema 7
El diagrama que aparece a continuación representa un proceso en el que se fabrican dos
componentes en las estaciones A1 y A2 (un componente se fabrica en la estación A1 y el otro
en la A2). Una vez fabricados, los componentes se ensamblan en la estación B y siguen el
resto del proceso, en donde se termina algún trabajo adicional en las estaciones C, D y E.
A1
A2
B C D E
0.3 m
0.4 m
0.75 m 0.65 m 0.60 m 0.55 m
¿Cuál es la producción máxima por hora del proceso?


















