Problemas Graficos Atributos
15
PROBLEMAS 1. ¿Que tipo de variables se analizan con la cartas de atributos y cuales son las cartas para variables? Las variables discretas se analizan con las cartas de atributos y las variables continuas con las cartas de variables (X-R, X-S, Individuales, Prom-Movil,) P (proporción o fracción de artículos) np (número de unidades defectuosas) c (numero de defectos) u (numero de defectos por unidades) 2. De manera general ¿Cómo se obtiene los límites de control en las cartas de control de Shewhart? Ejemplifique con la carta P LCS= P+ 3 ( √ P ( 1− P ) n ) LC = P LCS= P−3 ( √ P ( 1− P) n ) Carta p y np 3. ¿Qué tipo de variables se analizan mediante una carta p o np? n: tamaño de subgrupo p: proporción promedio de artículos defectuosos. Discretas siguen una distirbucion binomial o de poisson 4. ¿Cuándo se prefiere la carta p sobre la np? Se prefiere la carta p cuando se requiere trabajar con proporciones de artículos defectuosos por tamaño de grupo o subgrupo, además cuando el tamaño del subgrupo es variable. Se prefiere la carta np cuando se requiere trabajar con cantidades individuales de subgrupos constante (número de defectos)
-
Upload
dantesilva -
Category
Documents
-
view
3.711 -
download
1
Transcript of Problemas Graficos Atributos

PROBLEMAS
1. ¿Que tipo de variables se analizan con la cartas de atributos y cuales son las cartas para variables?
Las variables discretas se analizan con las cartas de atributos y las variables continuas con las cartas de variables (X-R, X-S, Individuales, Prom-Movil,)
P (proporción o fracción de artículos) np (número de unidades defectuosas) c (numero de defectos) u (numero de defectos por unidades)
2. De manera general ¿Cómo se obtiene los límites de control en las cartas de control de Shewhart? Ejemplifique con la carta P
LCS=P+3 (√ P (1−P )n )
LC=P
LCS=P−3(√ P (1−P )n )
Carta p y np
3. ¿Qué tipo de variables se analizan mediante una carta p o np?n: tamaño de subgrupop: proporción promedio de artículos defectuosos.Discretas siguen una distirbucion binomial o de poisson
4. ¿Cuándo se prefiere la carta p sobre la np?
Se prefiere la carta p cuando se requiere trabajar con proporciones de artículos defectuosos por tamaño de grupo o subgrupo, además cuando el tamaño del subgrupo es variable.Se prefiere la carta np cuando se requiere trabajar con cantidades individuales de subgrupos constante (número de defectos)
5. En una empresa de ramo metalmecánico se fabrican válvulas. Después del proceso de fundición se realiza una inspección y las piezas que no cumplan con ciertas características son rechazadas. Las razones del rechazo son diversas: piezas incompletas, porozas, mal formada, etc. Para evaluar la variabilidad y la magnitud de la proporción de piezas defectuosas en le proceso de fundición se decide implementar una carta p. El proceso de fundición se hace por lotes. En la tabla 8.6 se muestran los datos obtenidos

durante una semana para cierto tipo de válvulas. Aunque regularmente el tamaño de lote es fijo n=300, en ocasiones, por diferentes motivos, en algunos casos se hacen unas cuantas piezas de demás o de menos, como se aprecia en la tabla 8.6.
a. Calcule los limites de control utilizando el tamaño de subgrupo (lote) promedio.

LCS=0.035+3(√ 0.035 (1−0.035 )300 )=0.0668
LC = 0.035
LCI=0.035−3 (√ 0.035 (1−0.035 )300 )=0.00317
b. ¿Cómo explicaría los límites de control que obtuvo a alguien que no tiene conocimientos profundos de estadística?
El porcentaje de artículos defectuosos, en lotes de alrededor 300 piezas, fluctúa ordinariamente entre 0.32% y 6.68%, con un promedio de 3.50%
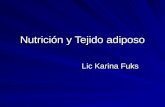
c. Gráfica la carta correspondiente e interprétela (si el tamaño del lote fuera constante)
d. ¿El proceso es estable?Si, el proceso es estable.
e. ¿Se puede considerar que la calidad del proceso es aceptable?. Argumente su respuesta.
El proceso es aceptable por que sus límites de control están dentro de sus especificaciones, no se presentan patrones, ni ciclos, tendencias, alta variabilidad ni poca variabilidad.
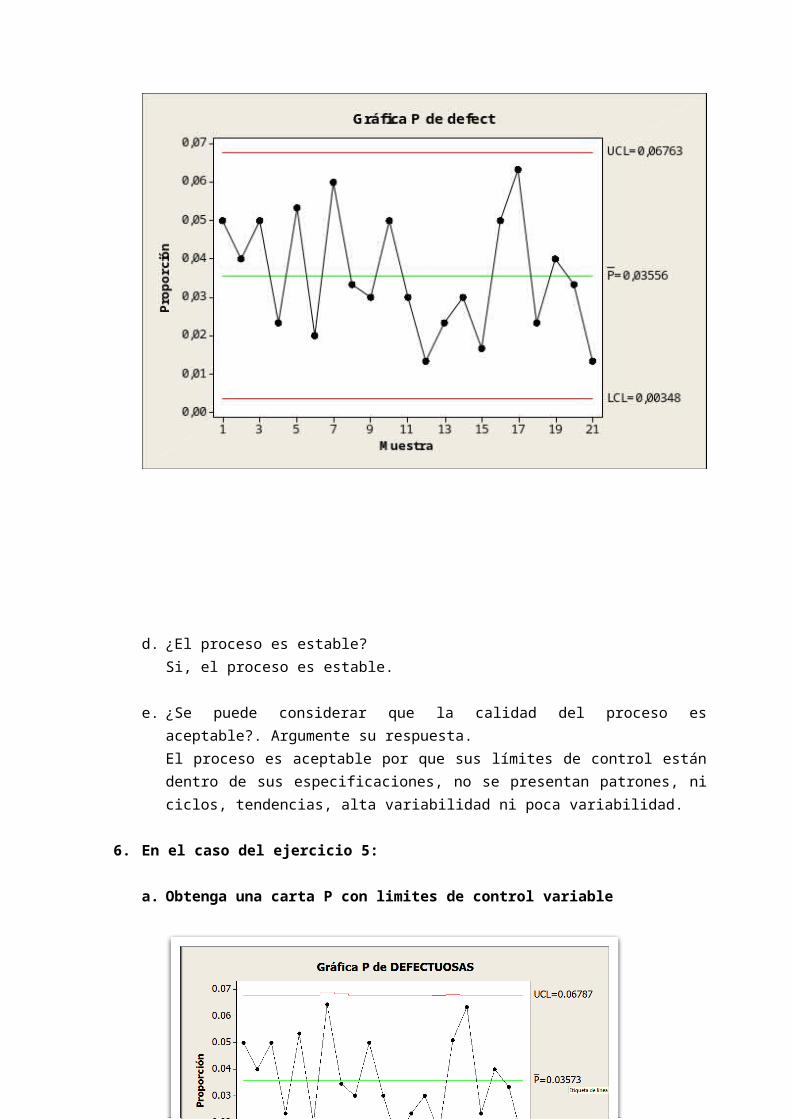
6. En el caso del ejercicio 5:
a. Obtenga una carta P con limites de control variable
b. ¿Qué diferencias observa con respecto a la carta obtenida en el ejercicio anterior?
La diferencia que existe entre los dos graficos es que tanto los limites superiores como inferiores y el central han variado en su valor; pero de todas maneras los limites de control se encuentran dentro de las especificaciones.
La diferencia principal entre los 2 gráficos es que el tamaño del lote no es constante por lo que los limites tampoco lo son.
7. En el caso del ejercicio 5:a. Suponga que todos los lotes tienen el mismo tamaño (promedio), calcule los limites
de control para un carta np e interprételos.
LCSnp=300×0.035+3√300×0.035 (1−0.035 )=20.049
LC np= 300 x 0.035 = 10.5
LCInp=300×0.035−3√300×0.035 (1−0.035 )=0.951
INTERPRETACION:
El número de unidades defectuosas de un lote de 300 piezas donde los limites de control se encuentran entre 20.04 y 0.95 teniendo como limite central 10.5
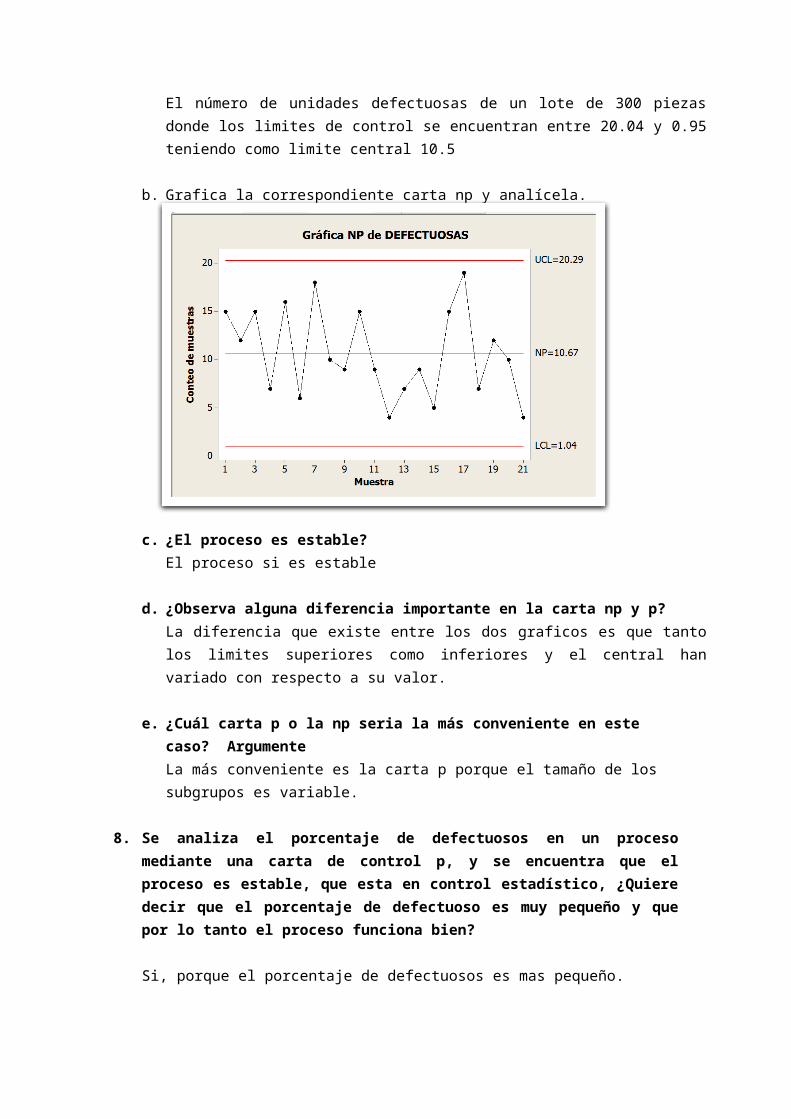
b. Grafica la correspondiente carta np y analícela.
c. ¿El proceso es estable?El proceso si es estable
d. ¿Observa alguna diferencia importante en la carta np y p?La diferencia que existe entre los dos graficos es que tanto los limites superiores como inferiores y el central han variado con respecto a su valor.
e. ¿Cuál carta p o la np seria la más conveniente en este caso? ArgumenteLa más conveniente es la carta p porque el tamaño de los subgrupos es variable.
8. Se analiza el porcentaje de defectuosos en un proceso mediante una carta de control p, y se encuentra que el proceso es estable, que esta en control estadístico, ¿Quiere decir que el porcentaje de defectuoso es muy pequeño y que por lo tanto el proceso funciona bien?
Si, porque el porcentaje de defectuosos es mas pequeño.
9. En un proceso se lleva una carta p, cuya línea central es 0.08. Si se toma un lote de 6 artículos y se obtiene 16 defectuosos, ¿Ese lote es anormal? es decir, ¿En la producción de ese lote el proceso estuvo fuera de control estadístico? Calcule los limites de control considerando n=100 y p=0.08
LCS=0.08+3(√ 0.08 (1−0.08 )100 )=0.1614
LC = 0.08
LCI=0.08−3 (√ 0.08 (1−0.08 )100 )=−0.0014
NOTA:SI LA DIFERENCIA ES NEGATIVA SE TOMA EL MINIMO VALOR POSIBLE “0”
Si tienes 16 artículos defectuosos y n=100Pi= 0.16 (proporción de defectuosos)Se encuentra dentro de los límites este lote es normal no estuvo fuera de control de estadístico.
10. En un proceso de producción se produce por lotes de tamaño 500, en la inspección final de los últimos 30 lotes se obtuvo la siguiente cantidad de artículos defectuosos.
a. Calcule los límites de control para una carta p.
p= 30500
=0.06
LCS=0.06+3(√ 0.06 (1−0.06 )500 )=0.092
LC = 0.06
LCI=0.06−3(√ 0.06 (1−0.06 )500 )=0.028
b. Grafica la carta p e interprétala
0
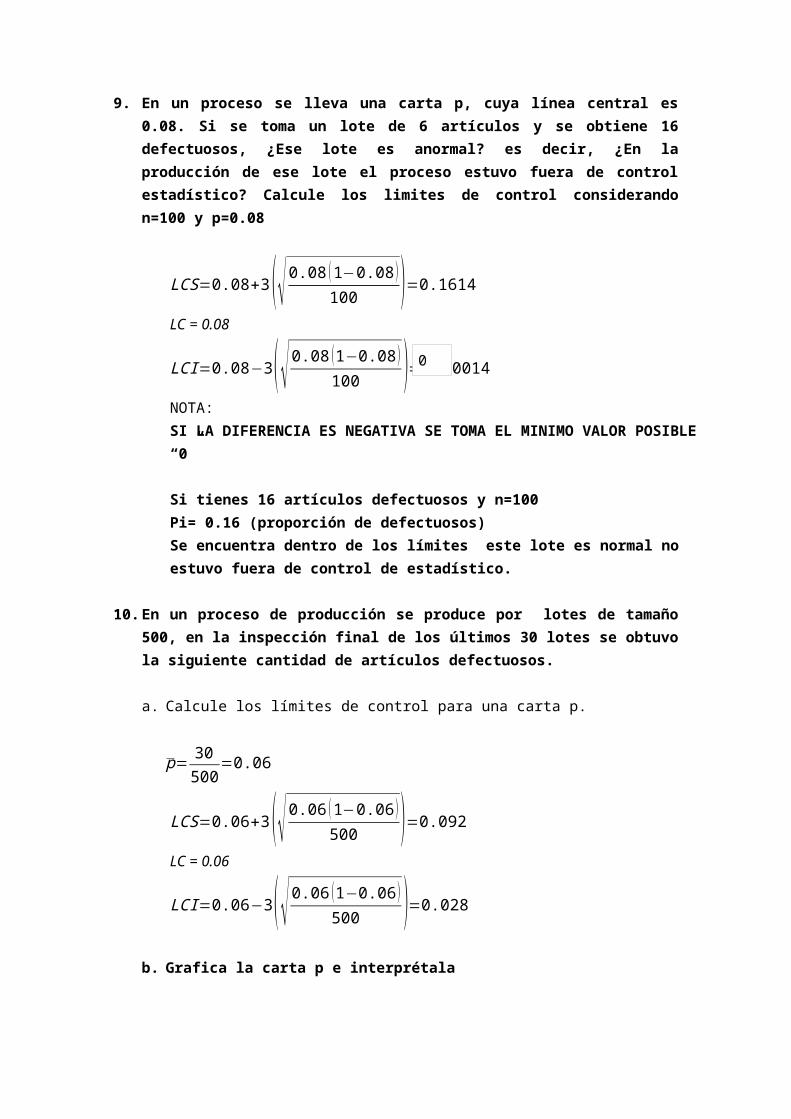
INTERPRETACION:El proceso no esta centrado porque existe un punto fuera de sus especificaciones.
c. ¿El proceso es estable?No es estable.
d. Con sus palabras que significa los limites de control y la línea central.Los limites de control significa el rango (línea de control superior e inferior) que existe entre la línea central.
e. A partir del lote 20 se empezó a ejecutar un plan de mejora, ¿Hay algún tipo de evidencia de que el plan haya dado resultado?Si, al no haber un punto fuera de las especificaciones de la línea de control.
11. Para medir la eficacia de un proceso de una empresa se cuantifica la proporción de artículos defectuosos.De acuerdos con los datos históricos se tiene que el porcentaje promedio de artículos defectuosos es de 3.5%. La meta es reducir ese porcentaje a 2.5% y para ellos desean apoyarse en una carta de control.
a. ¿Que carta de control les recomendaría usar?La carta p
b. ¿El limite de control superior o la línea central de tal carta debe ser de 2.5? Explique. 2.5% es la proporción y a la vez es la línea central de carta.
12. En una empresa se ha usado una carta p para analizar la variación en la proporción de artículos defectuosos.
a. Si la línea central de esta carta es 0.05, el tamaño de subgrupo es de 150, calcule los límites de control e interprételos.
LCS=0.05+3(√ 0.05 (1−0.05 )150 )=0.1034
LC = 0.05
LCI=0.05−3 (√ 0.05 (1−0.05 )150 )=−0.0034
INTERPRETACION:
El porcentaje de artículos defectuosos, en lotes de 150 piezas, fluctúa ordinariamente entre -0.34% y 10.34%, con un promedio de 5%
b. Haga lo mismo que en el inciso (a) pero usando un tamaño de subgrupo de 300 e interprete los límites que obtenga.
LCS=0.05+3(√ 0.05 (1−0.05 )300 )=0.0877
LC = 0.05
LCI=0.05−3 (√ 0.05 (1−0.05 )300 )=0.0123
INTERPRETACION:
El porcentaje de artículos defectuosos, en lotes de 300 piezas, fluctúa ordinariamente entre 8.77% y 1.23%, con un promedio de 5%, en la cual se observa que sus limites 2disminuyen con respecto al ejercicio (a) debido al que el tamaño del subgrupo aumento.
c. ¿Que efecto tiene el tamaño del subgrupo en la amplitud de los limites de control de una carta p?El efecto que tiene es que a mayor tamaño del subgrupo menor son sus limites de control tiene un comportamiento inversamente proporcional.
13. Para analizar el desempeño de un proceso y tratar de mejorarlo, se decide analizar la proporción de defectuosos. Para ello, se toma subgrupos de tamaña 200 y se cuantifica la cantidad de defectuosos. Los datos obtenidos durante 6 días son los siguientes:
a. Calcule los límites de control para una carta p, y explique el significado de los límites de control que obtuvo.
p=8.65200
=0.04
LCS=0.04+3(√ 0.04 (1−0.04 )200 )=0.08
LC = 0.1
LCI=0.04−3(√ 0.04 (1−0.04 )200 )=−1.56
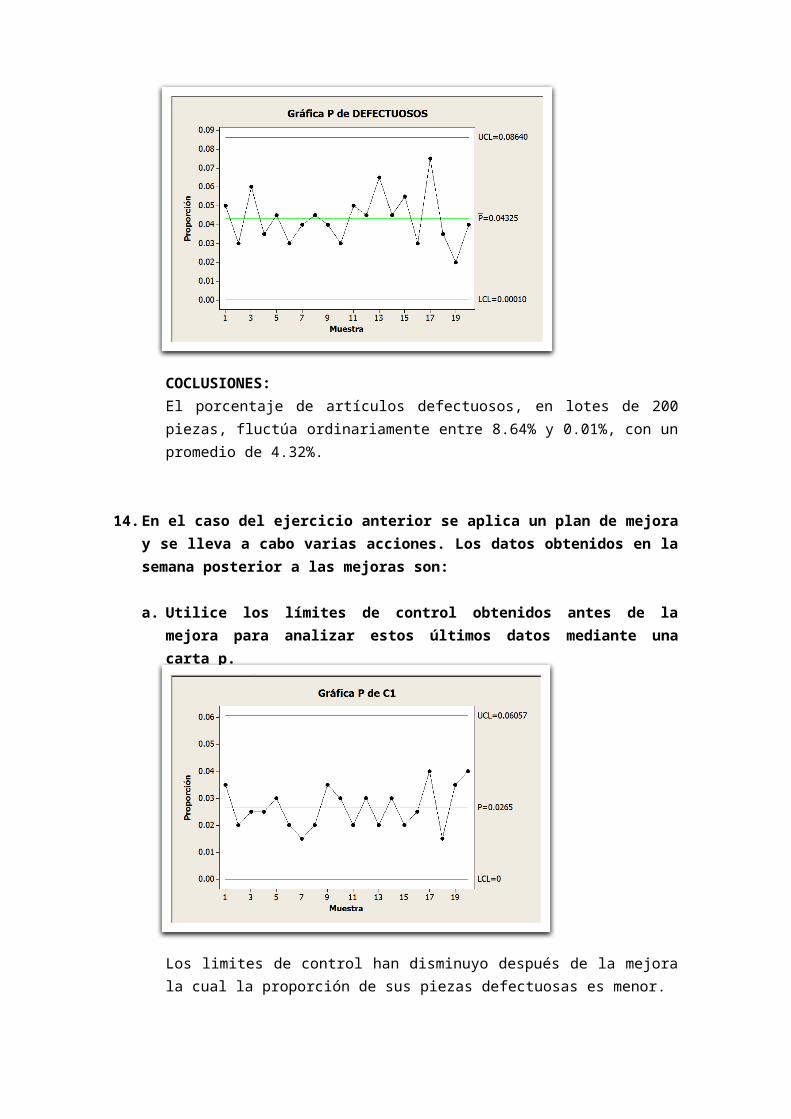
b. Mediante una carta p analice los datos y obtenga conclusiones.

COCLUSIONES: El porcentaje de artículos defectuosos, en lotes de 200 piezas, fluctúa ordinariamente entre 8.64% y 0.01%, con un promedio de 4.32%.
14. En el caso del ejercicio anterior se aplica un plan de mejora y se lleva a cabo varias acciones. Los datos obtenidos en la semana posterior a las mejoras son:
a. Utilice los límites de control obtenidos antes de la mejora para analizar estos últimos datos mediante una carta p.
Los limites de control han disminuyo después de la mejora la cual la proporción de sus piezas defectuosas es menor.
b. ¿Las mejoras dieron resultados?Si las mejoras dieron resultado.

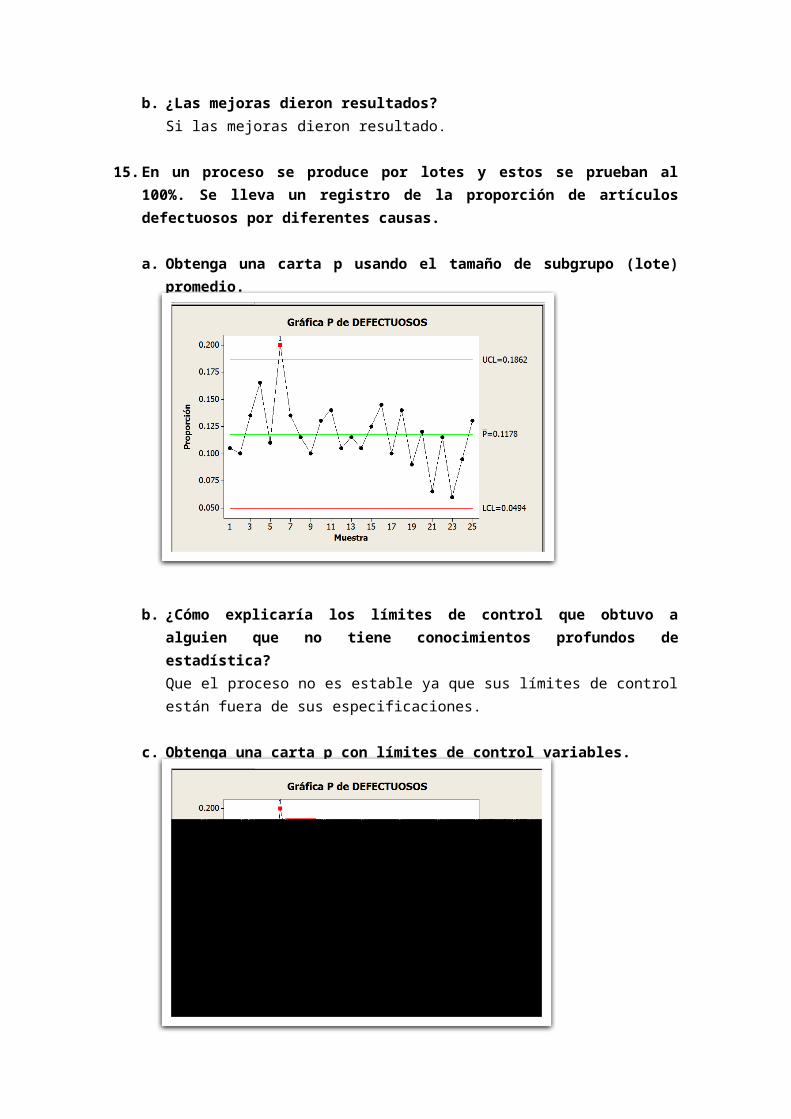
15. En un proceso se produce por lotes y estos se prueban al 100%. Se lleva un registro de la proporción de artículos defectuosos por diferentes causas.
a. Obtenga una carta p usando el tamaño de subgrupo (lote) promedio.
b. ¿Cómo explicaría los límites de control que obtuvo a alguien que no tiene conocimientos profundos de estadística?Que el proceso no es estable ya que sus límites de control están fuera de sus especificaciones.
c. Obtenga una carta p con límites de control variables.
d. Suponiendo que todos los lotes tienen el mismo tamaño (promedio), obtenga una carta np para tales datos.
e. ¿Observe alguna diferencia importante entre la carta p y la np?La diferencia que existe entre los dos graficos es que tanto los limites superiores como inferiores y el central han variado con respecto a su valor.
f. ¿De qué depende la elección entre la carta p y la np?Depende de tamaño de los subgrupos si estos varían se utiliza la carta p, pero si son constante se utiliza la carta np.
g. ¿Qué limites de control usaría para analizar datos futuros mediante las cartas p y np?Los limites de control de la carta p ya que el tamaño de los subgrupos son variables para poder analizar mejor el porcentaje de la proporción de los artículos defectuosos.
16. En una fábrica de artículos de plástico inyectado se tiene el problema de la rebaba en las piezas, que es necesario eliminar con retrabajo. Con el propósito de evaluar la realidad actual y detectar posibles causas especiales de variación se decide implementar una carta de control para el producto que más se fábrica, los datos obtenidos en 24 lotes de tamaño 500, en cuanto a la cantidad de piezas con rebaba se muestran a continuación.
a. Calcule los límites de control para una carta p.
p=100.87500
=0.20
LCS=0.20+3(√ 0.20 (1−0.20 )500 )=0.25
LC = 0.06
LCI=0.20−3 (√ 0.20 (1−0.20 )500 )=0.15
b. Grafique la carta p .
c. Obtenga una carta np.
d. A su juicio ¿Cuál de las dos cartas es más conveniente en este caso? Argumente.La carta más conveniente es la np porque es el tamaño de la muestra es constante además de analizar mejor la proporción de las unidades no conformes del proceso.
e. ¿El proceso es estable?No es estable.
f. ¿Se puede considerar que el proceso genera buena calidad?El proceso no genera buena calidad ya que unos de sus puntos cae fuera de sus especifica por lo el proceso no es estable.

17. ¿Qué tipo de variables se analizan mediante las cartas c y u?
Se usan para controlar y analizar un proceso, cuando la calidad se mide contando por ejemplo, el numero de defectos de un articulo tales como rallones, manchas, defectos en el color, etc.
En la carta u se analiza la variable u=y/m, donde: y es el numero de defectos y m es unidad de infección.
18. ¿Cuando se aplica una carta c y cuando una u?
La carta c se aplica cuando la unidad de infección de la carta u es constante y por ello deja de intervenir en los cálculos el tamaño m de la unidad de inspección.