
presión - globalriego.cl · tuberías fabricadas por Duratec Vinilit S.A. , éstas ocupan un lugar...
38
1 INTRODUCCIÓN El PVC (Policloruro de Vinilo) es un material termoplástico de origen petroquímico, utiliza- do por primera vez para la fabricación de tubos en Alemania a fines de los años 30. Debido a las extraordinarias propiedades del PVC y al amplio rango de diámetros y clases de tuberías fabricadas por Duratec Vinilit S.A., éstas ocupan un lugar primordial en el merca- do nacional, empleándose con gran éxito en las redes de agua potable, conducción de flui- dos corrosivos, instalaciones sanitarias, sistemas de riego, instalaciones telefónicas, etc. Las tuberías y fittings presión de PVC Vinilit, se fabrican en equipos de transformación termoplástica de última tecnología, con una experiencia de más de 25 años en la fabricación de productos plásticos, avalada por Sociedad Industrial Pizarreño S.A, líder en el desarrollo tecnológico de elementos para la construcción nacional. Todos nuestros tubos y fittings se fabrican de acuerdo a normas chilenas vigentes y son certificados por un organismo certificador de control de calidad independiente, calificado por el Instituto Nacional de Normalización (I.N.N.) e inscrito en el registro de Laboratorios del Ministerio de Vivienda y Urbanismo. Duratec Vinilit S.A. tiene un sistema de certificación permanente de producción, lo que evita que lotes no aprobados por los organismos de certificación independientes puedan ser vendidos a los clientes. LÍNEA PRESIÓN
Transcript of presión - globalriego.cl · tuberías fabricadas por Duratec Vinilit S.A. , éstas ocupan un lugar...
1
INTRODUCCIÓN
El PVC (Policloruro de Vinilo) es un material termoplástico de origen petroquímico, utiliza-do por primera vez para la fabricación de tubos en Alemania a fines de los años 30.
Debido a las extraordinarias propiedades del PVC y al amplio rango de diámetros y clases de
tuberías fabricadas por Duratec Vinilit S.A., éstas ocupan un lugar primordial en el merca-
do nacional, empleándose con gran éxito en las redes de agua potable, conducción de flui-
dos corrosivos, instalaciones sanitarias, sistemas de riego, instalaciones telefónicas, etc.
Las tuberías y fittings presión de PVC Vinilit, se fabrican en equipos de transformación
termoplástica de última tecnología, con una experiencia de más de 25 años en la fabricación
de productos plásticos, avalada por Sociedad Industrial Pizarreño S.A, líder en el desarrollo
tecnológico de elementos para la construcción nacional.
Todos nuestros tubos y fittings se fabrican de acuerdo a normas chilenas vigentes y son
certificados por un organismo certificador de control de calidad independiente, calificado
por el Instituto Nacional de Normalización (I.N.N.) e inscrito en el registro de Laboratorios
del Ministerio de Vivienda y Urbanismo.
Duratec Vinilit S.A. tiene un sistema de certificación permanente de producción, lo que
evita que lotes no aprobados por los organismos de certificación independientes puedan
ser vendidos a los clientes.
LÍNEA PRESIÓN

2 LÍNEA PRESIÓN
• INTRODUCCIÓN 1
1 GENERALIDADES 41.1 Materia Prima 41.2 Terminología 41.3 Procesos de fabricación 41.4 Propiedades del PVC rígido 61.5 Características de las tuberías de PVC 61.6 Normas, calidad e identificación 7
2 TUBERÍAS 102.1 Clasificación (presión de trabajo) 102.2 Diseño de la tubería 122.3 Dimensiones de tuberías de PVC 152.4 Identificación 15
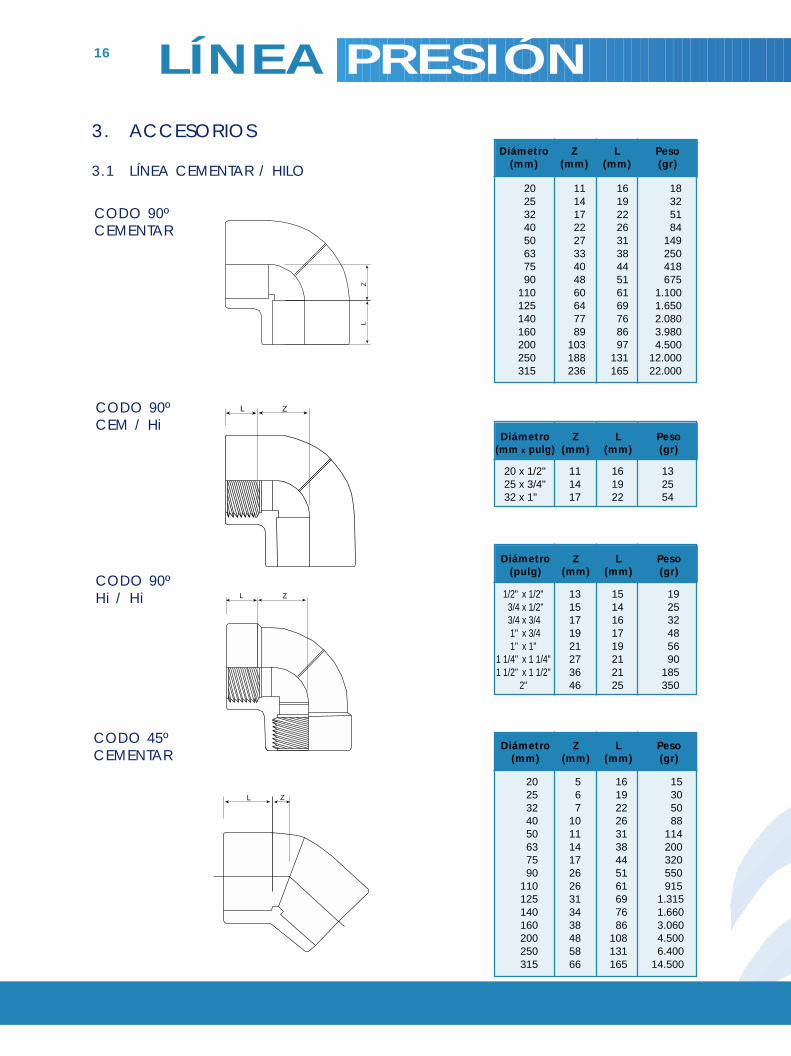
3 ACCESORIOS 163.1 Línea cementar/hilo 16
4 MANEJO Y TRANSPORTE 334.1 Carga y transporte 334.2 Descarga y manipulación 344.3 Almacenamiento 35
5 UNIONES Y MONTAJE DE TUBERÍAS 365.1 Unión cementar 365.2 Unión con anillo de goma 38
6 COLOCACION EN ZANJA 416.1 Consideraciones generales 416.2 Construcción de la zanja 426.3 Formas de la zanja 426.4 Encamado 436.5 Relleno 446.6 Instalación de los tubos 456.7 Cambios de dirección 466.8 Instalación de tuberías al nivel de una napa freática 476.9 Rendimientos de colocación 486.10 Prueba de la tubería instalada 486.11 El aire en las tuberías 49
7 OTRAS FORMAS DE INSTALACIÓN 517.1 Instalación sobre el nivel del terreno 517.2 Instalaciones aéreas 51
ÍNDICE
3
7.3 Instalación en terrenos con pendiente fuerte 527.4 Instalación en terrenos pantanosos e
instalaciones submarinas 527.5 Cruce de carreteras y vías de ferrocarril 52
8 MACHONES DE ANCLAJE 528.1 Dimensionamiento 528.2 Localización de los machones de anclaje 548.3 Tipos de machones y formas de anclaje 54
9 CONEXIONES DE SERVICIO 569.1 Arranques domiciliarios 569.2 Instalación de grifos 58
10 CONEXIONES A OTROS MATERIALES 59
11 CALCULO HIDRÁULICO 6211.1 Pérdida de carga y determinación del diámetro de tuberías de PVC 6211.2 Ejemplos de cálculo hidráulico 6211.3 Gráfico de pérdidas de carga singulares para válvulas
y piezas de conexión y coeficiente de resistencia "K" 65
12 GOLPE DE ARIETE 66
13 PRESIÓN DE COLAPSO 67
14 EFECTO DE LA TEMPERATURA 68
15 DETERMINACIÓN DE DEFLEXIONES EN TUBERÍAS 68
• ANEXO 1VALOR DEL COEFICIENTE CS PARA CARGASVERTICALES SUPERPUESTAS CONCENTRADAS 72
• ANEXO 2VALORES DE E' PARA FÓRMULA DE IOWA(BUREAU OF RECLAMATION) 73
• ANEXO 3GRÁFICO DE DEFORMACIÓN DE TUBERÍAS 74
• ANEXO 4RESISTENCIA QUÍMICA PVC VINILIT PRESIÓN 75
4 LÍNEA PRESIÓN1. GENERALIDADES
1.1. MATERIA PRIMALa materia prima base de las tuberías y acce-sorios Vinilit es el PVC, resina plástica pro-ducida por la polimerización del cloruro devinilo.
A la resina de PVC se agregan pequeñas can-tidades de:
• Estabilizantes, los cuales confieren unamáxima resistencia a la degradacióntérmica.
• Lubricantes que permiten la tra-bajabilidad del material en las máquinas.
• Colorantes o pigmentos; proporcionanel color que identifica cada campo deaplicación de las tuberías y accesoriosVinilit.
De la amplia variedad de tipos de resinas dePVC, el Tipo 1 Grado 1, es el que reúne lascaracterísticas físicas y químicas más apropia-das para la fabricación de tuberías para laconducción de agua, por lo cual es la que seutiliza en las tuberías Vinilit.
1.2 TERMINOLOGÍAa) Tubo de policloruro de vinilo (PVC)
rígido: conducto cilíndrico, hueco, sincostura, que puede conectarse conotros iguales por uniones del mismo uotro material. El conjunto puede conec-tarse a una red de distribución de otrosmateriales mediante accesorios de uniónadecuados a dichos materiales.
b) Enchufe (campana): Uno de los ex-tremos de un tubo o un accesorio des-tinado a recibir la espiga de otro tuboo accesorio de diámetro y espesor ade-cuados para formar la unión.
c) Accesorios: piezas especiales necesarias
para complementar el sistema de tube-rías tales como curvas, codos, tees, etc.
d) Espiga: extremo liso de un tubo o ac-cesorio.
e) Clave: directriz superior del manto deltubo.
1.3 PROCESOS DE FABRICACIÓNLa materia prima preparada a base de resinade PVC para la fabricación de tuberías y acce-sorios puede ser transformada en productosterminados a través de los siguientes procesos:
• EXTRUSIÓN
Una línea de extrusión permite la transforma-ción de la resina de PVC en tuberías o perfiles.
La línea de extrusión está formada por lossiguientes elementos:
• Extrusora, compuesta por dos tornillosrotatorios y una camisa envolvente concalefactores eléctricos, en que la mez-cla de materia prima es calentada a unatemperatura cercana a los 200 °C,plastificada y comprimida hacia la sali-da de la camisa por los tornillos. Unavez plastificado el material, éste es mol-deado en tuberías o perfiles al pasarpor la zona de herramentales localiza-dos a la salida de la máquina (ver figu-ra adjunta).
• Calibrador, que define la forma y di-mensiones finales del producto. En lastuberías de PVC la calibración se efec-túa sobre el diámetro exterior del tubo,según lo indica la normativa chilena.
• Sistema de refrigeración, para llevar atemperatura ambiente el producto ter-minado.

5
• Extractor de velocidad regulable quepermite obtener el espesor de pareddeseado.
• Sierra de corte.
• Marcadora de ink-jet de tuberías operfiles.
• Formadora de enchufe (campana).
• INYECCIÓN
Una máquina inyectora permite la transfor-mación de la resina de PVC en accesorios paralas tuberías. Esta máquina está formada porlos siguientes elementos:
• Una unidad de inyección, compuestapor un tornillo rotativo y una camisa
envolvente con calefactores eléctricos,en la cual la materia prima es calenta-da, plastificada y comprimida hacia laprensa.
• Una unidad de cierre (prensa), com-puesta por los platos portamoldes y lossistemas de barras guías y de cierre.
• Moldes de inyección que definen la for-ma y dimensiones del accesorio a inyectar.
Materia prima Tolva dealimentación
Camisa decalefactores
Cabezal
Calibrador
Baño derefrigeración
Jalón
Sierra decorte
Marcadoras
Acampanadorade cabeza de
tubos
Motor eléctrico derotación del tornillo
Tornillo Zona deherramentales
Reductor develocidad
Tolva dealimentación
Tornillo deinyección
Camisa ycalefactores
Plato fijoportamolde
Molde deinyección
Sistema de cierre(bloqueo) del
plato móvil
Motoreléctrico derotación del
tornillo
Prensa decierre
Control demovimientode la prensade inyección
Prensa deinyección
Manómetrosindicadoresde presión
Marcobase
Plato móvilportamolde
Columnasguía
6 LÍNEA PRESIÓN
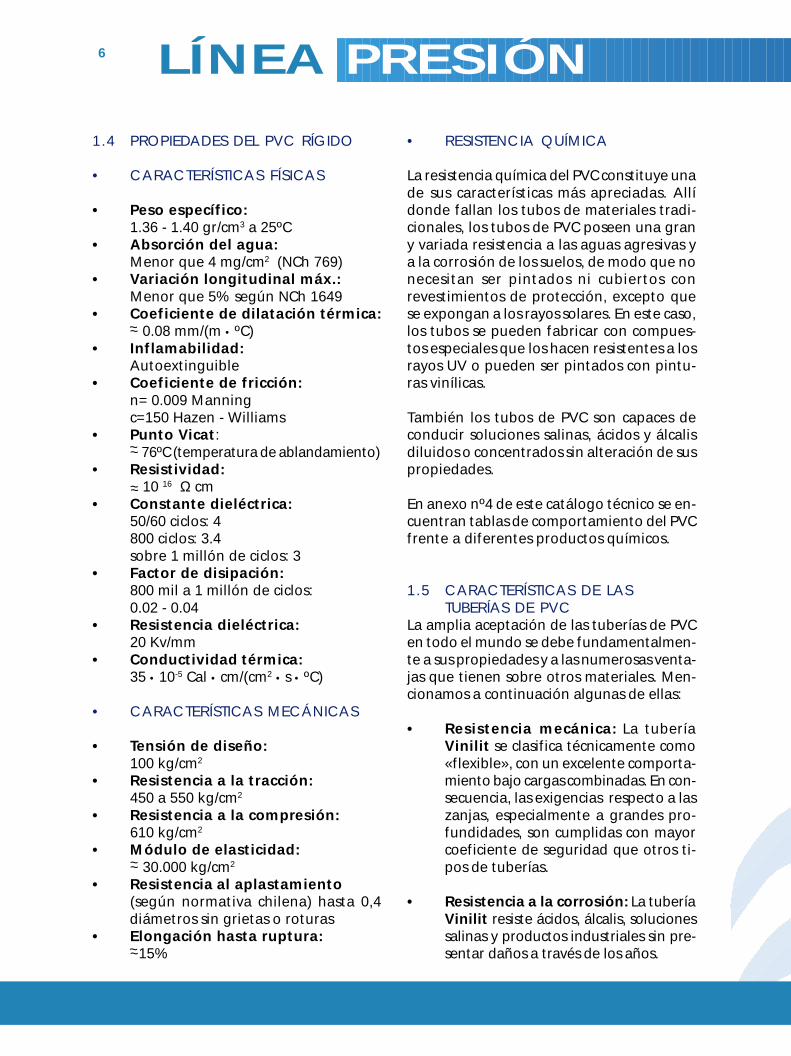
1.4 PROPIEDADES DEL PVC RÍGIDO
• CARACTERÍSTICAS FÍSICAS
• Peso específico:1.36 - 1.40 gr/cm3 a 25ºC
• Absorción del agua:Menor que 4 mg/cm2 (NCh 769)
• Variación longitudinal máx.:Menor que 5% según NCh 1649
• Coeficiente de dilatación térmica:~ 0.08 mm/(m • ºC)
• Inflamabilidad:Autoextinguible
• Coeficiente de fricción:n= 0.009 Manningc=150 Hazen - Williams
• Punto Vicat:~ 76ºC (temperatura de ablandamiento)
• Resistividad:~ 10 16 Ω cm
• Constante dieléctrica:50/60 ciclos: 4800 ciclos: 3.4sobre 1 millón de ciclos: 3
• Factor de disipación:800 mil a 1 millón de ciclos:0.02 - 0.04
• Resistencia dieléctrica:20 Kv/mm
• Conductividad térmica:35 • 10-5 Cal • cm/(cm2 • s • ºC)
• CARACTERÍSTICAS MECÁNICAS
• Tensión de diseño:100 kg/cm2
• Resistencia a la tracción:450 a 550 kg/cm2
• Resistencia a la compresión:610 kg/cm2
• Módulo de elasticidad:~ 30.000 kg/cm2
• Resistencia al aplastamiento(según normativa chilena) hasta 0,4diámetros sin grietas o roturas
• Elongación hasta ruptura:~15%
• RESISTENCIA QUÍMICA
La resistencia química del PVC constituye unade sus características más apreciadas. Allídonde fallan los tubos de materiales tradi-cionales, los tubos de PVC poseen una grany variada resistencia a las aguas agresivas ya la corrosión de los suelos, de modo que nonecesitan ser pintados ni cubiertos conrevestimientos de protección, excepto quese expongan a los rayos solares. En este caso,los tubos se pueden fabricar con compues-tos especiales que los hacen resistentes a losrayos UV o pueden ser pintados con pintu-ras vinílicas.
También los tubos de PVC son capaces deconducir soluciones salinas, ácidos y álcalisdiluidos o concentrados sin alteración de suspropiedades.
En anexo nº4 de este catálogo técnico se en-cuentran tablas de comportamiento del PVCfrente a diferentes productos químicos.
1.5 CARACTERÍSTICAS DE LASTUBERÍAS DE PVC
La amplia aceptación de las tuberías de PVCen todo el mundo se debe fundamentalmen-te a sus propiedades y a las numerosas venta-jas que tienen sobre otros materiales. Men-cionamos a continuación algunas de ellas:
• Resistencia mecánica: La tuberíaVinilit se clasifica técnicamente como«flexible», con un excelente comporta-miento bajo cargas combinadas. En con-secuencia, las exigencias respecto a laszanjas, especialmente a grandes pro-fundidades, son cumplidas con mayorcoeficiente de seguridad que otros ti-pos de tuberías.
• Resistencia a la corrosión: La tuberíaVinilit resiste ácidos, álcalis, solucionessalinas y productos industriales sin pre-sentar daños a través de los años.
~
~
~
~
~
7
• Resistencia a la electrólisis: La tu-bería Vinilit es inmune a la accióngalvánica o electrolítica.
• Capacidad contra incrustaciones: Latubería Vinilit presenta paredes lisas ylibres de porosidad que impiden lasincrustaciones, proporcionando unamayor vida útil y manteniendo la efi-ciencia inicial de la red.
• Conducción: La superficie interior dela tubería Vinilit es lisa, lo que reduceconsiderablemente las pérdidas de car-ga por fricción.
• Liviana: La tubería de PVC de Vinilites sumamente liviana comparada conlos materiales tradicionales, facilitandosu manipulación, almacenaje einstalación.Una tira de 6 m, de tubo de110 mm C-10, pesa menos que un me-tro de tubo de acero o hierro dúctil de100 mm.
• Facilidad de instalación: El sistemade unión de tubos y accesorios de PVChasta 50 mm consiste en uniones pe-gadas. Este adhesivo es conocido comoVinilit y es una soldadura en frío queactúa como tal, formando un conjuntohomogéneo, que desarrolla su máximaresistencia en un mínimo de tiempo.El adhesivo Vinilit es muy rápido, loque facilita las instalaciones.En diámetros de 63 a 400 mm se utilizanlas uniones Anger con anillos de goma.
• Baja conductividad térmica: Estapropiedad de la tubería Vinilit, elimi-na la condensación en la superficie delos tubos cuando conduce líquidos muyfríos, evitando en casos especiales el usode materiales aislantes.
• Economía: La tubería Vinilit ofreceeconomías considerables bajo variosaspectos:
a) Los tubos son más económicos en cadadiámetro respecto de otros materialescompetitivos.
b) Por su menor coeficiente de fricción seutilizan menores diámetros que con tu-berías de acero o hierro dúctil.
c) El costo en mano de obra de instala-ción es muy reducido, debido al bajopeso de las tuberías y a la facilidad yrapidez con que se realizan las unionescementadas o con anillos de goma.
d) El costo del transporte es también másbajo debido a su peso y facilidad demanejo y a la posibilidad de transpor-tar diferentes diámetros, uno dentrode otro.
e) Debido a sus uniones cementadas oAnger, no se llena de raíces el interiorde los tubos, las que obstruyen el pasode los efluentes.
1.6 NORMAS, CALIDAD E IDENTIFICACIÓN
• NORMALIZACIÓN
Las normas establecen las característicasdimensionales y de resistencia para satisfa-cer las diversas exigencias del uso práctico aque son sometidas las tuberías de PVC. Lasdistintas normas constituyen en conjuntouna referencia única para la calificación delos diversos productos, tanto para los fabri-cantes como para los usuarios. Las normaspor las que se rigen las tuberías Vinilit sonlas siguientes en sus versiones actualizadas:
8 LÍNEA PRESIÓN
• CONTROL DE CALIDAD
Para vigilar constantemente el cumplimien-to de las especificaciones de las normas,Duratec Vinilit S.A. cuenta con técnicos es-pecializados y los más modernos laboratoriosde control de calidad de la industria de tu-bos y fittings de PVC existentes en Chile.
Nuestros laboratorios efectúan todas laspruebas requeridas por las normas, tantopara materias primas como para productosterminados.
Además, permanentemente los métodos decontrol son verificados por un organismo certi-ficador de calidad independiente, calificado porel Instituto Nacional de Normalización (I.N.N.).
Los principales controles y ensayos que se rea-lizan son:
ASPECTO (Tubos y fittings)Los tubos de PVC deben ser rectos. Las su-perficies externa e interna de los tubos y delas uniones y accesorios (fittings) deben serlisas, limpias y exentas de pliegues, ondula-ciones y porosidades. Los colores deben es-tar de acuerdo a la norma correspondienteal tipo de tubo (tubos y accesorios presión,color celeste).
DIMENSIONAL (Tubos y accesorios, incluyeninyectados y conformados)Los tubos de PVC rígido y los accesorios, sefabrican cumpliendo estrictas especificacio-nes y normas de calidad respecto a: diáme-tro exterior medio, diámetro exterior en cual-quier punto (tolerancia de ovalización), diá-metro interno, espesores de pared en cual-quier punto, largo útil, excentricidad en unasección transversal cualquiera y longitud mí-nima de inserción.
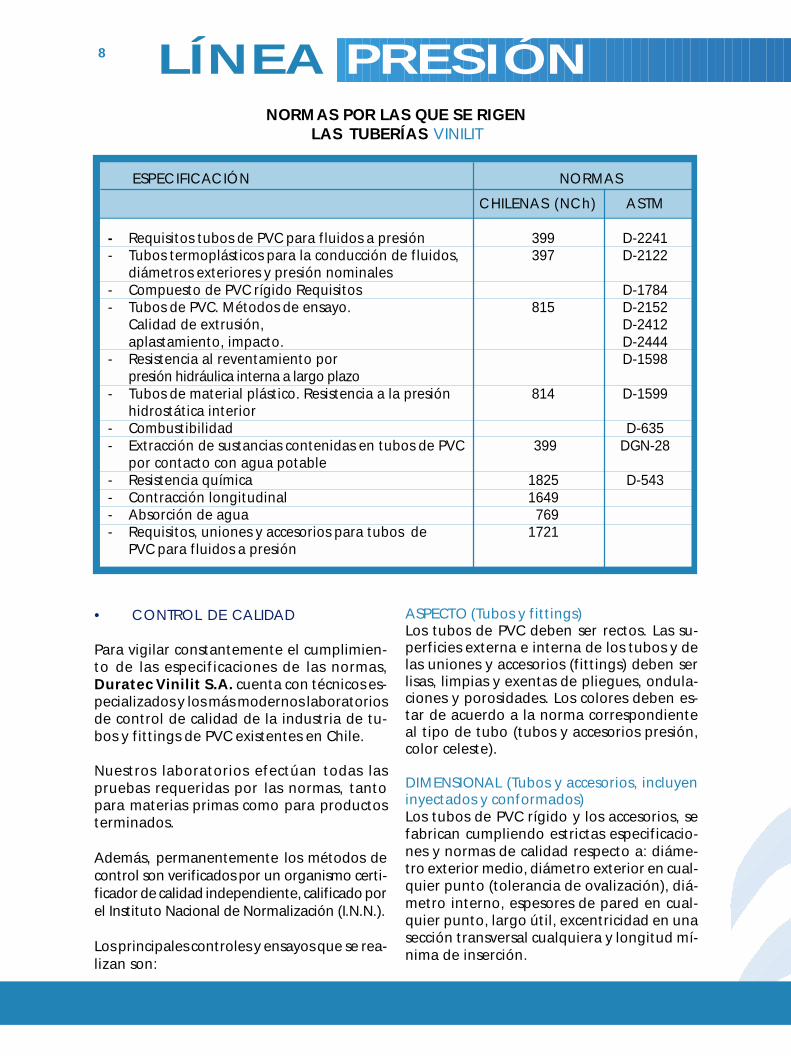
NORMAS POR LAS QUE SE RIGENLAS TUBERÍAS VINILIT
ESPECIFICACIÓN NORMAS
CHILENAS (NCh) ASTM
- Requisitos tubos de PVC para fluidos a presión 399 D-2241- Tubos termoplásticos para la conducción de fluidos, 397 D-2122
diámetros exteriores y presión nominales- Compuesto de PVC rígido Requisitos D-1784- Tubos de PVC. Métodos de ensayo. 815 D-2152
Calidad de extrusión, D-2412aplastamiento, impacto. D-2444
- Resistencia al reventamiento por D-1598presión hidráulica interna a largo plazo
- Tubos de material plástico. Resistencia a la presión 814 D-1599hidrostática interior
- Combustibilidad D-635- Extracción de sustancias contenidas en tubos de PVC 399 DGN-28
por contacto con agua potable- Resistencia química 1825 D-543- Contracción longitudinal 1649- Absorción de agua 769- Requisitos, uniones y accesorios para tubos de 1721
PVC para fluidos a presión
9
RESISTENCIA A LA PRESIÓN HIDROSTÁTICAINTERNA (Tubos y accesorios)Los tubos de PVC rígido deben resistir un en-sayo de presión hidrostática interior sin rom-perse, agrietarse, deformarse notoriamenteo evidenciar pérdidas.
Se somete la probeta durante una hora a 20ºCa una presión hidrostática de 4,2 veces la pre-sión nominal de trabajo. Con este ensayo secontrola que el tubo trabaje dentro de su régi-men elástico, con un factor de seguridad de 2,5.
Los accesorios (inyectados y conformados) de-ben resistir un ensayo de presión hidrostáticainterior sin romperse, agrietarse, deformar-se notoriamente o evidenciar pérdidas. Lapresión de prueba es también 4,2 veces lapresión nominal del tubo al cual correspon-de la unión o accesorio.
RESISTENCIA AL APLASTAMIENTO (Tubos)Los tubos de PVC rígido deben resistir un en-sayo de aplastamiento hasta 0,4 veces el diá-metro exterior sin evidenciar, a simple vista,trizaduras, grietas o roturas.
CALIDAD DE LA EXTRUSIÓN (Tubos)Los tubos de PVC rígido deben resistir un en-sayo consistente en la inmersión de probetasen acetona anhídrida, durante 20 minutos,sin descascararse o desintegrarse.
Este ensayo, se efectúa para determinar lacalidad de plastificación del proceso deextrusión de los tubos de PVC rígido, com-probándose la adecuada fusión del materialpara asegurar su óptima funcionalidad.
CONTRACCIÓN LONGITUDINALPOR EFECTO DEL CALOR (Tubos)Permite conocer el comportamiento de lostubos desde el punto de vista de su estabili-dad dimensional. La variación longitudinalen tubos de PVC rígidos sometidos al ensayode contracción por efecto del calor, debe sermenor o igual que 5%.
REQUISITOS DE ATOXICIDAD (Tubos y accesorios)Los tubos y accesorios de PVC rígido, desti-nados a tubos para conducción de agua po-table o productos alimenticios, no debentransmitir a esas sustancias sabor, olor o co-lor, ni incorporarles un contenido de elemen-tos tóxicos mayor que los límites fijados enlas normas respectivas.
ABSORCIÓN DE AGUA (Tubos y accesorios)Este ensayo controla la absorción máxima per-mitida para mantener las propiedades origi-nales y su estabilidad dimensional. Los tubosy accesorios moldeados por inyección puedenabsorber una cantidad de agua menor o iguala 4 mg/cm2.
RESISTENCIA AL IMPACTO (Tubos)Este ensayo consiste en determinar la resis-tencia al impacto de los tubos de PVC rígido,mediante la caída libre de un percusor desdeuna altura determinada por las normas. Lostubos de PVC rígido deben resistir este ensa-yo sin presentar trizaduras, grietas o roturas.
ENSAYO DE ESTANQUEIDAD(Tubos y accesorios)Controla el conformado de las cabezas de lostubos y la funcionalidad de las uniones en-tre tubos o tubos con fittings.
Las uniones con anillo de material elástico ycementadas entre tubos, con o sin acceso-rios, deben resistir un ensayo de estan-queidad a una presión hidráulica interna de2 veces su presión normal de trabajo.
ALIVIO DE TENSIONES (Accesorios)Los accesorios moldeados por inyección, de-ben resistir un ensayo de alivio de tensiones,sin presentar grietas ni burbujas ni otros de-fectos superficiales que pudieran presentar-se, no deben tener una profundidad mayorque un 20% del espesor de pared. Este ensa-yo determina la calidad del material bajo lascondiciones del moldeo, y su comportamien-to con los cambios térmicos.
10 LÍNEA PRESIÓN
40 m
60 m100 m
160 m
100 m160 m
60 m 40 m
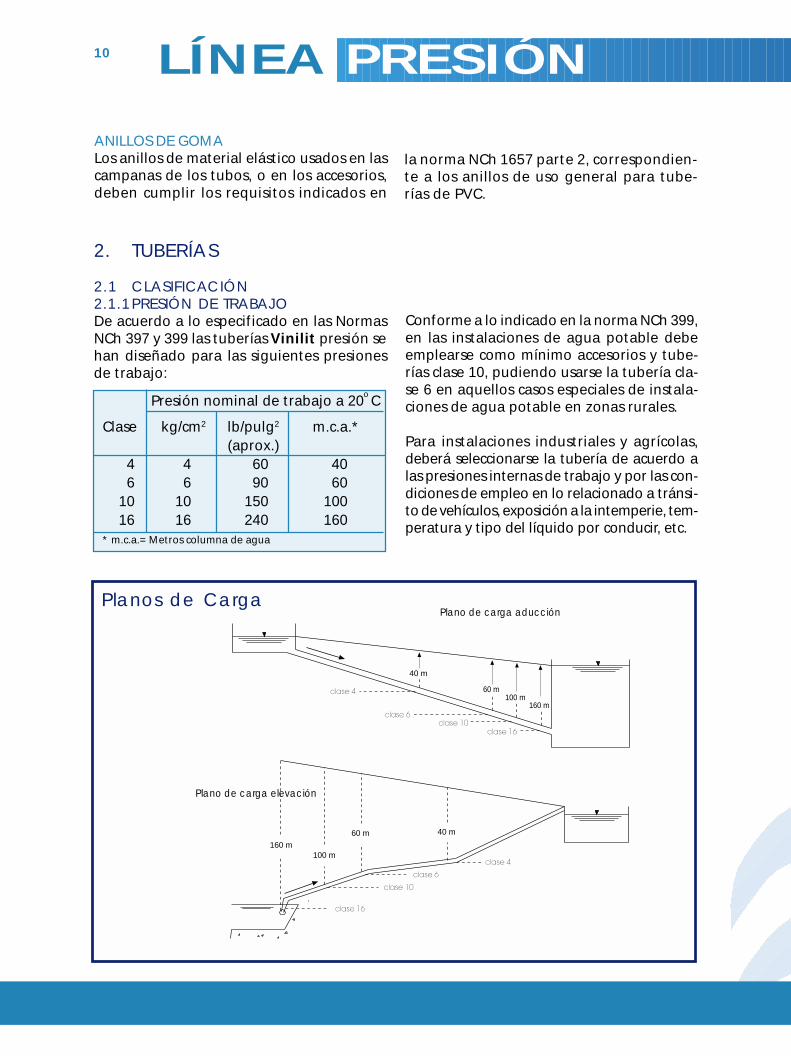
Planos de CargaPlano de carga aducción
Conforme a lo indicado en la norma NCh 399,en las instalaciones de agua potable debeemplearse como mínimo accesorios y tube-rías clase 10, pudiendo usarse la tubería cla-se 6 en aquellos casos especiales de instala-ciones de agua potable en zonas rurales.
Para instalaciones industriales y agrícolas,deberá seleccionarse la tubería de acuerdo alas presiones internas de trabajo y por las con-diciones de empleo en lo relacionado a tránsi-to de vehículos, exposición a la intemperie, tem-peratura y tipo del líquido por conducir, etc.
ANILLOS DE GOMALos anillos de material elástico usados en lascampanas de los tubos, o en los accesorios,deben cumplir los requisitos indicados en
Presión nominal de trabajo a 20o C
Clase kg/cm2 lb/pulg2 m.c.a.*(aprox.)
4 4 60 406 6 90 60
10 10 150 10016 16 240 160
* m.c.a.= Metros columna de agua
Plano de carga elevación
2. TUBERÍAS
2.1 CLASIFICACIÓN2.1.1 PRESIÓN DE TRABAJODe acuerdo a lo especificado en las NormasNCh 397 y 399 las tuberías Vinilit presión sehan diseñado para las siguientes presionesde trabajo:
la norma NCh 1657 parte 2, correspondien-te a los anillos de uso general para tube-rías de PVC.
11
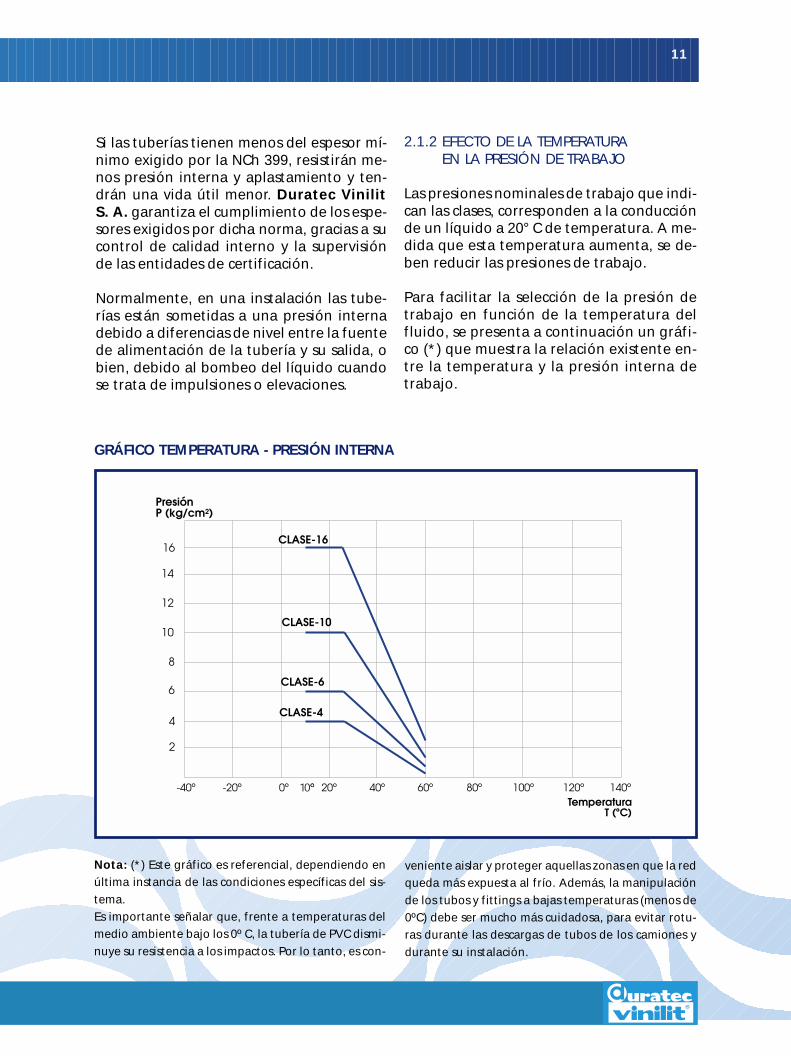
GRÁFICO TEMPERATURA - PRESIÓN INTERNA
Nota: (*) Este gráfico es referencial, dependiendo enúltima instancia de las condiciones específicas del sis-tema.Es importante señalar que, frente a temperaturas delmedio ambiente bajo los 0º C, la tubería de PVC dismi-nuye su resistencia a los impactos. Por lo tanto, es con-
Si las tuberías tienen menos del espesor mí-nimo exigido por la NCh 399, resistirán me-nos presión interna y aplastamiento y ten-drán una vida útil menor. Duratec VinilitS. A. garantiza el cumplimiento de los espe-sores exigidos por dicha norma, gracias a sucontrol de calidad interno y la supervisiónde las entidades de certificación.
Normalmente, en una instalación las tube-rías están sometidas a una presión internadebido a diferencias de nivel entre la fuentede alimentación de la tubería y su salida, obien, debido al bombeo del líquido cuandose trata de impulsiones o elevaciones.
2.1.2 EFECTO DE LA TEMPERATURAEN LA PRESIÓN DE TRABAJO
Las presiones nominales de trabajo que indi-can las clases, corresponden a la conducciónde un líquido a 20° C de temperatura. A me-dida que esta temperatura aumenta, se de-ben reducir las presiones de trabajo.
Para facilitar la selección de la presión detrabajo en función de la temperatura delfluido, se presenta a continuación un gráfi-co (*) que muestra la relación existente en-tre la temperatura y la presión interna detrabajo.
veniente aislar y proteger aquellas zonas en que la redqueda más expuesta al frío. Además, la manipulaciónde los tubos y fittings a bajas temperaturas (menos de0ºC) debe ser mucho más cuidadosa, para evitar rotu-ras durante las descargas de tubos de los camiones ydurante su instalación.
12 LÍNEA PRESIÓN
2.2 DISEÑO DE LA TUBERÍA
TENSIÓN DE DISEÑOLas tuberías se fabrican con PVC clasificación1120 y 1220 de las normas ASTM. Están dise-ñadas para trabajar dentro de su límite elás-tico, al igual que las tuberías de acero y engeneral de todas aquellas fabricadas conmateriales clasificados como visco-elásticos.
Los materiales plásticos pueden comportarseplástica o elásticamente en función de la tem-peratura, esfuerzo y tiempo. Esto se compren-derá fácilmente con los ejemplos siguientes:
Si a una barra de acero se le mide su resis-tencia a la tensión hasta el punto de falla, elvalor de dicho esfuerzo de tensión será elmismo si la prueba se realiza en un tiempode 5 minutos que en 1.000 horas. Sin embar-go, si se calienta la barra de acero, se obser-va que ésta es más resistente a la tensión quecuando la prueba se lleva a cabo en un pe-ríodo de 1.000 horas. En el último caso labarra se comportó plásticamente debido ala influencia de la temperatura.
Como ejemplo del comportamiento plásticode los materiales en función del esfuerzo, setiene el de un puente calculado para sopor-tar la carga máxima de 50 toneladas. Si uncamión de 25 toneladas pasa 50.000 veces,el puente se flexiona elásticamente cadavez que pasa el camión sin que sean afecta-das sus propiedades mecánicas. Sin embar-go, si un camión con carga mayor de la pre-vista en el diseño del puente pasa una solavez sobre éste, el puente se flexiona plásti-camente y ya no vuelve a su estado origi-nal, debido a que el límite elástico fue so-brepasado.
A continuación se da un ejemplo del com-portamiento elástico del PVC en relación altiempo.
El esfuerzo a la tensión del PVC tipo I gradoI (con el que se fabrica la tubería para con-ducción de agua a presión), tiene un valormínimo de 450 kg/cm2 cuando el tiempo deprueba es de 60 a 90 segundos. Si esta prue-ba se efectúa en un tiempo de 1.000 horas,el esfuerzo a la tensión es de 364 kg/cm2. Asu vez, si esta prueba se efectúa en un perío-do de 100.000 horas, el esfuerzo a la tensiónes de 305 kg/cm2.
Como se puede ver, para conocer los valoresde esfuerzo del PVC a largo plazo, es necesa-rio efectuar pruebas a tiempos muy largos, ylos equipos convencionales para efectuar es-tas pruebas (máquina universal, etc.) resul-tan imprácticos. Por esta razón, ASTM (33)en conjunto con otras instalaciones desarro-llaron el método que a continuación se des-cribe, para encontrar la curva de esfuerzo delPVC y otros materiales plásticos.
A una serie de tubos de PVC se les aplicandiferentes presiones hidráulicas internasconstantes y los tiempos de falla se graficanen función de los esfuerzos de tensión defalla.
El esfuerzo a la tensión que hace fallar al tubose obtiene teóricamente empleando la ecua-ción universalmente aceptada, según reco-mendación ISO-R-161 para tubos de materia-les plásticos para el transporte de fluidos:(parte I: Serie Métrica).
13
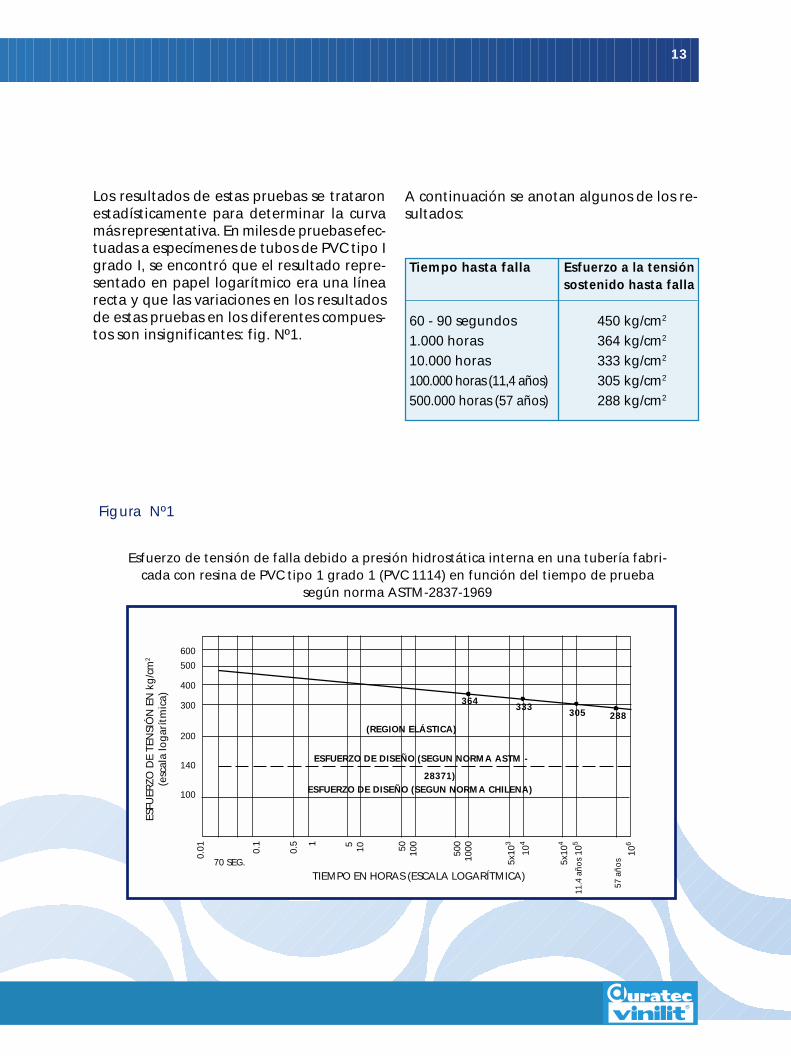
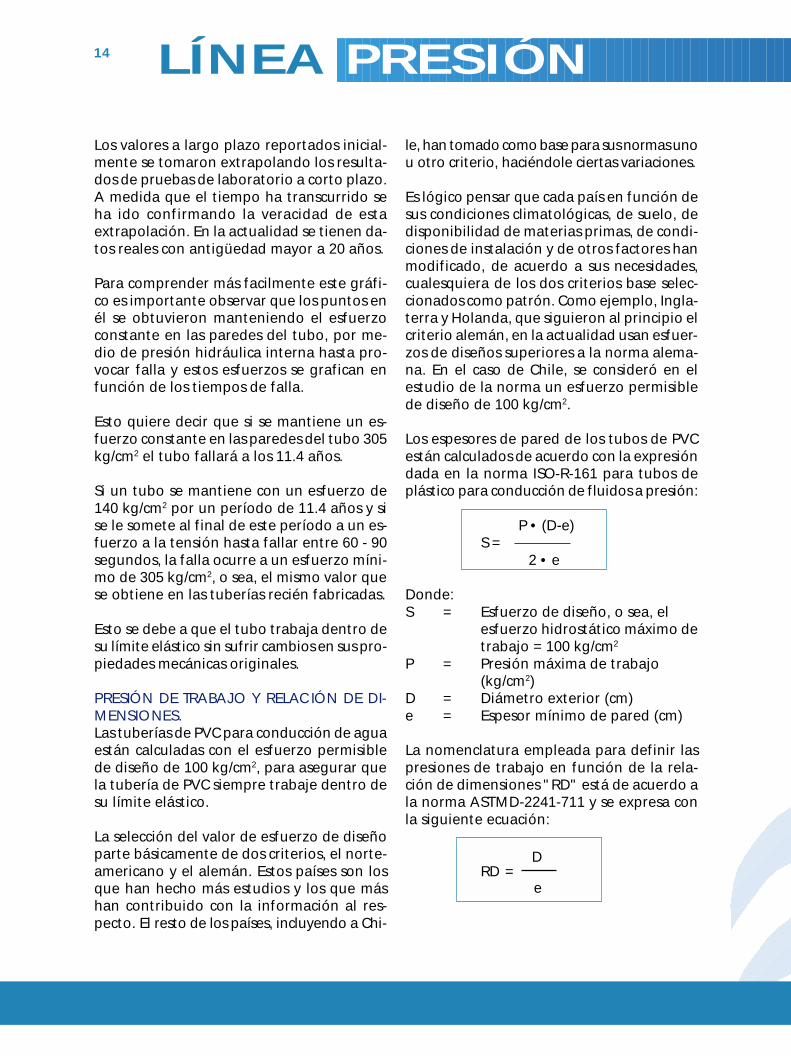
Los resultados de estas pruebas se trataronestadísticamente para determinar la curvamás representativa. En miles de pruebas efec-tuadas a especímenes de tubos de PVC tipo Igrado I, se encontró que el resultado repre-sentado en papel logarítmico era una línearecta y que las variaciones en los resultadosde estas pruebas en los diferentes compues-tos son insignificantes: fig. Nº1.
Esfuerzo de tensión de falla debido a presión hidrostática interna en una tubería fabri-cada con resina de PVC tipo 1 grado 1 (PVC 1114) en función del tiempo de prueba
según norma ASTM-2837-1969
Figura Nº1
A continuación se anotan algunos de los re-sultados:
Tiempo hasta falla Esfuerzo a la tensiónsostenido hasta falla
60 - 90 segundos 450 kg/cm2
1.000 horas 364 kg/cm2
10.000 horas 333 kg/cm2
100.000 horas (11,4 años) 305 kg/cm2
500.000 horas (57 años) 288 kg/cm2
600
500
400
300
200
140
100
TIEMPO EN HORAS (ESCALA LOGARÍTMICA)
0.01 0.
1
0.5 1
ESFU
ERZO
DE
TEN
SIÓ
N E
N k
g/c
m2
(esc
ala
log
arít
mic
a)
(REGION ELÁSTICA)
ESFUERZO DE DISEÑO (SEGUN NORMA ASTM -
28371)ESFUERZO DE DISEÑO (SEGUN NORMA CHILENA)
70 SEG.
364333
305 288
11.4
año
s
57 a
ños
1065 10 50 100
500
1000
5x10
3
104
5x10
4
105
14 LÍNEA PRESIÓN
Los valores a largo plazo reportados inicial-mente se tomaron extrapolando los resulta-dos de pruebas de laboratorio a corto plazo.A medida que el tiempo ha transcurrido seha ido confirmando la veracidad de estaextrapolación. En la actualidad se tienen da-tos reales con antigüedad mayor a 20 años.
Para comprender más facilmente este gráfi-co es importante observar que los puntos enél se obtuvieron manteniendo el esfuerzoconstante en las paredes del tubo, por me-dio de presión hidráulica interna hasta pro-vocar falla y estos esfuerzos se grafican enfunción de los tiempos de falla.
Esto quiere decir que si se mantiene un es-fuerzo constante en las paredes del tubo 305kg/cm2 el tubo fallará a los 11.4 años.
Si un tubo se mantiene con un esfuerzo de140 kg/cm2 por un período de 11.4 años y sise le somete al final de este período a un es-fuerzo a la tensión hasta fallar entre 60 - 90segundos, la falla ocurre a un esfuerzo míni-mo de 305 kg/cm2, o sea, el mismo valor quese obtiene en las tuberías recién fabricadas.
Esto se debe a que el tubo trabaja dentro desu límite elástico sin sufrir cambios en sus pro-piedades mecánicas originales.
PRESIÓN DE TRABAJO Y RELACIÓN DE DI-MENSIONES.Las tuberías de PVC para conducción de aguaestán calculadas con el esfuerzo permisiblede diseño de 100 kg/cm2, para asegurar quela tubería de PVC siempre trabaje dentro desu límite elástico.
La selección del valor de esfuerzo de diseñoparte básicamente de dos criterios, el norte-americano y el alemán. Estos países son losque han hecho más estudios y los que máshan contribuido con la información al res-pecto. El resto de los países, incluyendo a Chi-
le, han tomado como base para sus normas unou otro criterio, haciéndole ciertas variaciones.
Es lógico pensar que cada país en función desus condiciones climatológicas, de suelo, dedisponibilidad de materias primas, de condi-ciones de instalación y de otros factores hanmodificado, de acuerdo a sus necesidades,cualesquiera de los dos criterios base selec-cionados como patrón. Como ejemplo, Ingla-terra y Holanda, que siguieron al principio elcriterio alemán, en la actualidad usan esfuer-zos de diseños superiores a la norma alema-na. En el caso de Chile, se consideró en elestudio de la norma un esfuerzo permisiblede diseño de 100 kg/cm2.
Los espesores de pared de los tubos de PVCestán calculados de acuerdo con la expresióndada en la norma ISO-R-161 para tubos deplástico para conducción de fluidos a presión:
P • (D-e)S = 2 • e
Donde:S = Esfuerzo de diseño, o sea, el
esfuerzo hidrostático máximo detrabajo = 100 kg/cm2
P = Presión máxima de trabajo(kg/cm2)
D = Diámetro exterior (cm)e = Espesor mínimo de pared (cm)
La nomenclatura empleada para definir laspresiones de trabajo en función de la rela-ción de dimensiones "RD" está de acuerdo ala norma ASTMD-2241-711 y se expresa conla siguiente ecuación:
DRD = e

15
2.3 DIMENSIONES DE LAS TUBERÍAS DE PVC
Tubos unión anillo degoma ø 63 a 400 mm.
Tubos unión cemen-tar ø 20 a 50 mm.
15º
D
E
15º
D
E
2.4 IDENTIFICACIÓN
En cumplimiento a lo especificado en las nor-mas, todos los productos de PVC deben seridentificados por una marca registrada. Estamarca en nuestros productos es Duratec óVinilit, en forma indistinta.
La presencia de estas marcas en cada uno denuestros tubos y accesorios, garantiza que los
mismos han sido fabricados rigurosamentepor nosotros y revisados bajo un estricto con-trol de calidad, cumpliendo los requisitos de lasnormas vigentes mencionadas anteriormente.
Adicionalmente, se incluyen dentro de lasmarcas los sellos de calidad otorgados pororganismos independientes certificadores decalidad, que aseguran a nuestros clientes loantes mencionado.
DIÁMETRO EXTERIOR
Nominal(mm)
CLASE 4
Espesor mín.(mm)
Peso tira(kg)
CLASE 6
Espesor mín.(mm)
Peso tira(kg)
CLASE 10
Espesor mín.(mm)
Peso tira(kg)
CLASE 16 (*)
Espesor mín.(mm)
Peso tira(kg)
20 25 32 40 50 63 75 90110125140160200250315355400
1/23/4
11 1/41 1/2
22 1/2
34
4 1/2568
10121416
------
1,81,82,22,52,83,24,04,96,27,07,9
------
3,944,767,139,11
11,3314,8822,9335,1456,3571,3790,88
---
1,81,81,92,22,73,23,74,14,75,97,39,2
10,411,7
---
2,022,543,454,806,94
10,1013,1216,3721,2633,2551,6682,20
104,76132,79
-1,51,82,02,43,03,64,35,36,06,77,79,6
12,015,017,019,1
-1,051,592,203,325,247,49
10,7316,1020,5725,7833,8352,7482,41
130,30166,77211,97
1,51,92,43,03,74,75,66,78,29,3
10,411,914,718,623,426,329,7
0,831,282,063,164,877,90
11,1916,0223,9930,8838,6650,4778,15
123,78197,07250,33318,87
(*) Clase 16: pedidos especiales.Nota: Las tuberías Vinilit se fabrican normalmente con una longitud de 6 metros,
pudiéndose fabricar en longitudes mayores según el requerimiento de nuestros clientes.
TUBERÍA HIDRÁULICA. COLOR CELESTE. LARGO ÚTIL 6.0 MTS.
Nominal(Pulg)
16 LÍNEA PRESIÓN
2025324050637590
110125140160200250315
Diámetro(mm)
111417222733404860647789
103188236
Z(mm)
16192226313844516169768697
131165
L(mm)
18 32 51 84 149 250 418 675 1.100 1.650 2.080 3.980 4.50012.00022.000
Peso(gr)3.1 LÍNEA CEMENTAR / HILO
CODO 90ºCEM / Hi
20 x 1/2"25 x 3/4"32 x 1"
111417
161922
132554
1/2" x 1/2" 3/4 x 1/2"
3/4 x 3/4 1" x 3/41" x 1"
1 1/4" x 1 1/4"1 1/2" x 1 1/2"
2"
1315171921273646
1514161719212125
192532485690
185350
2025324050637590
110125140160200250315
5 6 7101114172626313438485866
16 19 22 26 31 38 44 51 61 69 76 86108131165
15 30 50 88 114 200 320 550 915 1.315 1.660 3.060 4.500 6.40014.500
CODO 90ºHi / Hi
CODO 45ºCEMENTAR
3. ACCESORIOS
CODO 90ºCEMENTAR
LZ
L Z
L Z
L Z
Diámetro(mm x pulg)
Z(mm)
L(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
L(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
L(mm)
Peso(gr)
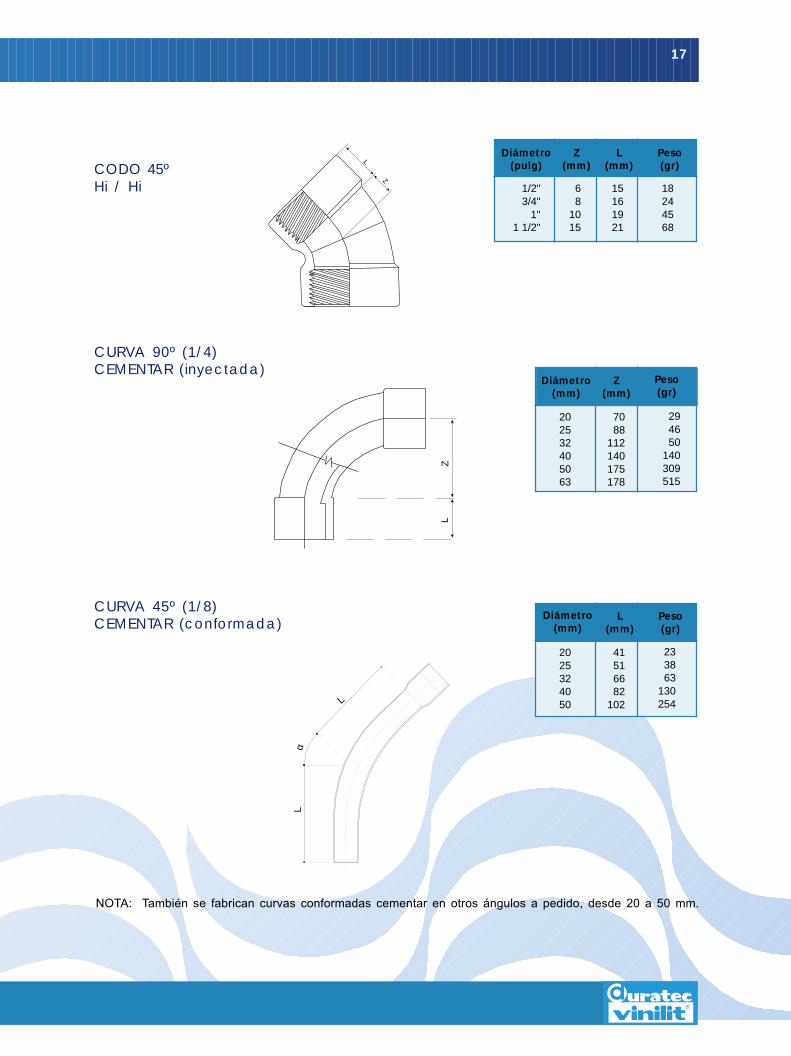
17
1/2"3/4"
1"1 1/2"
6 81015
15161921
18244568
CODO 45ºHi / Hi
CURVA 90º (1/4)CEMENTAR (inyectada)
202532405063
70 88112140175178
294650
140309515
CURVA 45º (1/8)CEMENTAR (conformada)
2025324050
41 51 66 82102
23 38 63130254
NOTA: También se fabrican curvas conformadas cementar en otros ángulos a pedido, desde 20 a 50 mm.
L
Lα
Diámetro(mm)
L(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
L(mm)
Peso(gr)
L
Z
LZ
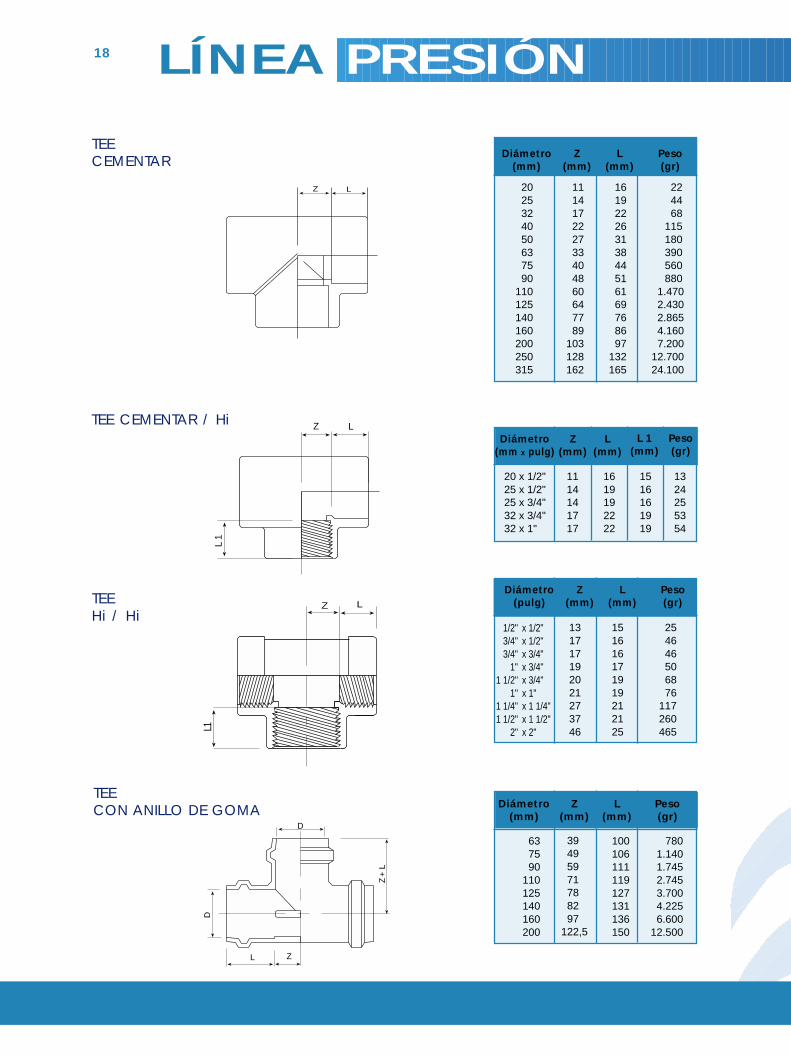
18 LÍNEA PRESIÓN
20 25 32 40 50 63 75 90110125140160200250315
11 14 17 22 27 33 40 48 60 64 77 89103128162
16 19 22 26 31 38 44 51 61 69 76 86 97132165
22 44 68 115 180 390 560 880 1.470 2.430 2.865 4.160 7.20012.70024.100
TEECEMENTAR
TEE CEMENTAR / Hi
20 x 1/2"25 x 1/2"25 x 3/4"32 x 3/4"32 x 1"
1114141717
1619192222
1324255354
1516161919
1/2" x 1/2" 3/4" x 1/2" 3/4" x 3/4" 1" x 3/4" 1 1/2" x 3/4" 1" x 1" 1 1/4" x 1 1/4" 1 1/2" x 1 1/2" 2" x 2"
131717192021273746
151616171919212125
25 46 46 50 68 76117260465
TEEHi / Hi
637590
110125140160200
Diámetro(mm)
39 49 59 71 78 82 97122,5
Z(mm)
100106111119127131136150
L(mm)
7801.1401.7452.7453.7004.2256.600
12.500
Peso(gr)
TEECON ANILLO DE GOMA
Diámetro(mm)
Z(mm)
L(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
L(mm)
Peso(gr)
Diámetro(mm x pulg)
Z(mm)
L(mm)
Peso(gr)
L 1(mm)
LZ
Z
L 1
L
L1
LZ
D
L Z
D
Z +
L
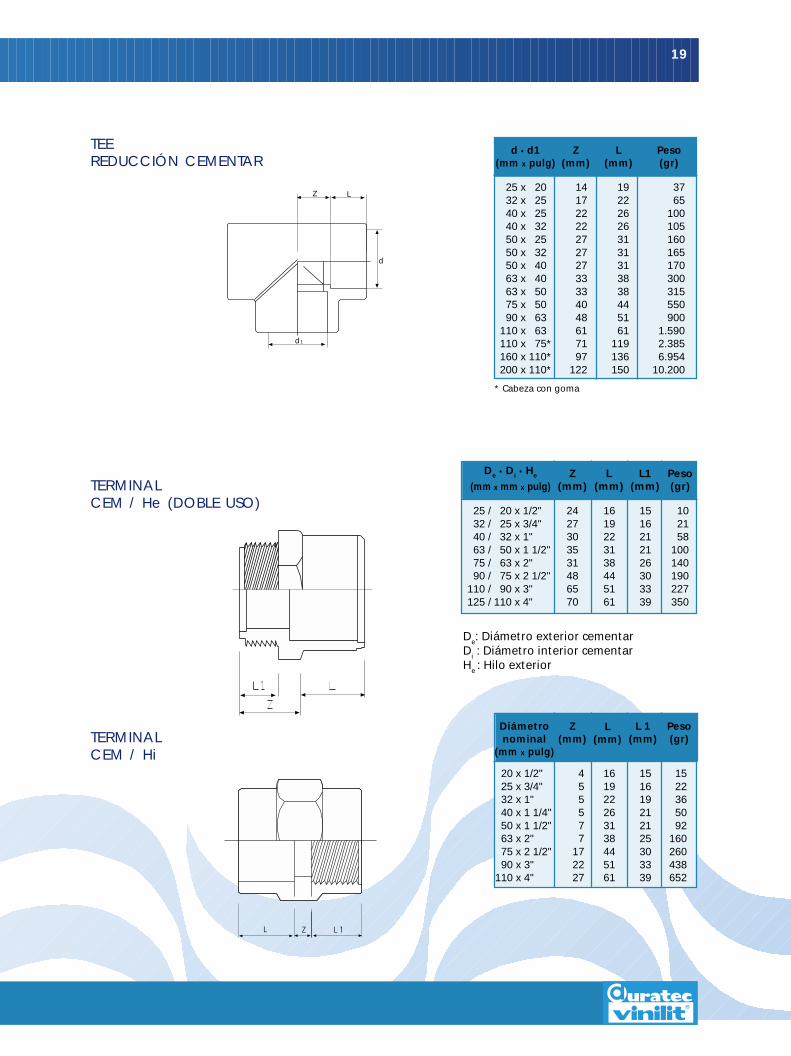
19
25 x 20 32 x 25 40 x 25 40 x 32 50 x 25 50 x 32 50 x 40 63 x 40 63 x 50 75 x 50 90 x 63 110 x 63 110 x 75* 160 x 110* 200 x 110*
1417222227272733334048617197
122
192226263131313838445161
119136150
3765
100105160165170300315550900
1.5902.3856.954
10.200
TEEREDUCCIÓN CEMENTAR
TERMINALCEM / He (DOBLE USO)
25 / 20 x 1/2" 32 / 25 x 3/4" 40 / 32 x 1" 63 / 50 x 1 1/2" 75 / 63 x 2" 90 / 75 x 2 1/2" 110 / 90 x 3" 125 / 110 x 4"
2427303531486570
Z(mm)
1619223138445161
10 21 58100140190227350
L(mm)
Peso(gr)
1516212126303339
L1(mm)
TERMINALCEM / Hi
De • Di • He
(mm x mm x pulg)
20 x 1/2" 25 x 3/4" 32 x 1" 40 x 1 1/4" 50 x 1 1/2" 63 x 2" 75 x 2 1/2" 90 x 3"110 x 4"
455577
172227
161922263138445161
1522365092
160260438652
151619212125303339
De: Diámetro exterior cementarDi : Diámetro interior cementarHe : Hilo exterior
* Cabeza con goma
d • d1(mm x pulg)
Z(mm)
L(mm)
Peso(gr)
Diámetronominal
(mm x pulg)
Z(mm)
L(mm)
Peso(gr)
L 1(mm)
Z L
d1
d
20 LÍNEA PRESIÓN
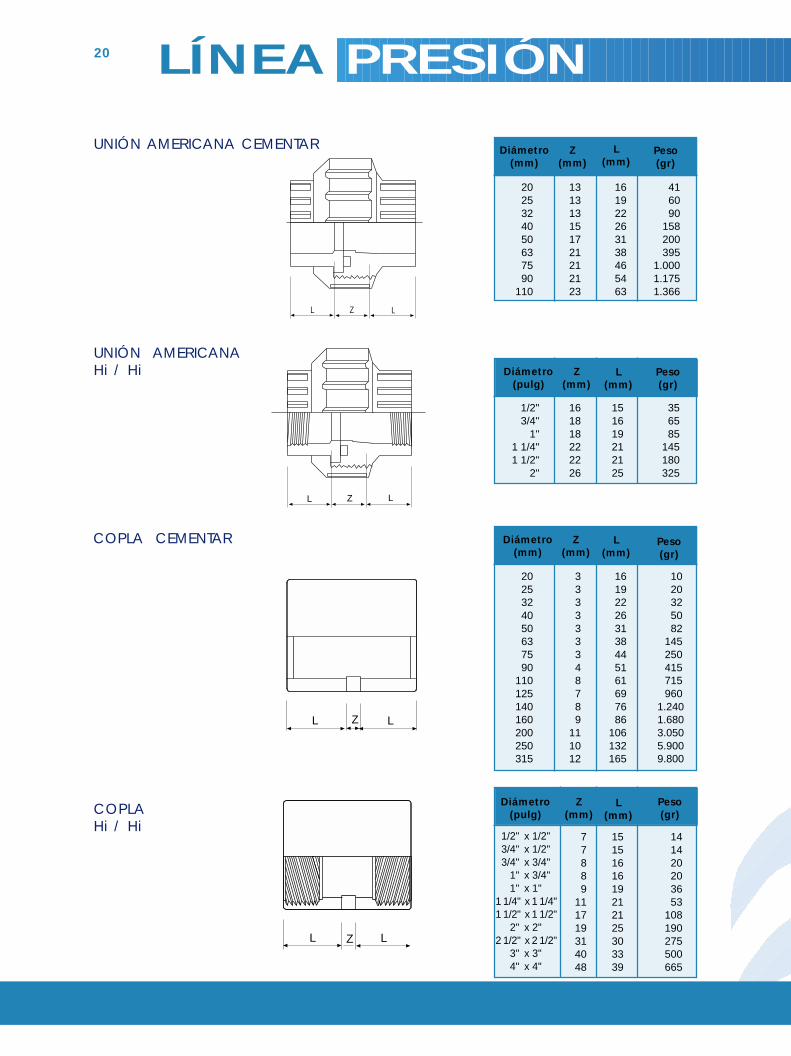
20 25 32 40 50 63 75 90110
131313151721212123
16 19 22 26 31 38 46 54 63
416090
158200395
1.0001.1751.366
UNIÓN AMERICANA CEMENTAR
UNIÓN AMERICANAHi / Hi
1/2"3/4"
1"1 1/4"1 1/2"
2"
161818222226
151619212125
356585
145180325
COPLA CEMENTAR
20 25 32 40 50 63 75 90110125140160200250315
3 3 3 3 3 3 3 4 8 7 8 9111012
16 19 22 26 31 38 44 51 61 69 76 86106132165
10 20 32 50 82 145 250 415 715 960 1.240 1.680 3.050 5.900 9.800
COPLAHi / Hi
1/2" x 1/2" 3/4" x 1/2" 3/4" x 3/4" 1" x 3/4" 1" x 1"1 1/4" x 1 1/4"1 1/2" x 1 1/2" 2" x 2"2 1/2" x 2 1/2" 3" x 3" 4" x 4"
77889
111719314048
1515161619212125303339
141420203653
108190275500665
Diámetro(mm)
Z(mm)
L(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
L(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
L(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
L(mm)
Peso(gr)
L LZ
L LZ
L LZ

21
BUJE REDUCCIÓN CORTO
25 x 20 32 x 20 32 x 25 40 x 32 50 x 40 60 x 32 63 x 40 63 x 50 75 x 50 75 x 63 90 x 75110 x 90140 x 110140 x 125160 x 140200 x 160
3 6 3 4 51612 713 6 71016951010
10 22 22 26 31 38 38 38 44 44 51 61 77 76 86108
5 15 10 16 30 76 74 60120 81140275628350565870
BUJE REDUCCIÓNHe / Hi
3/4" x 1/2" 1" x 1/2" 1" x 3/4"1 1/4" x 3/4"1 1/4" x 1"1 1/2" x 1/2"1 1/2" x 3/4"1 1/2" x 1"1 1/2" x 1 1/4" 2" x 1" 2" x 1 1/2"
1619192121212121212521
1524243739464752548095
1515161619151619211926
BUJE REDUCCIÓN LARGO
25 x 20 32 x 20 32 x 25 40 x 20 40 x 25 50 x 20 50 x 32 60 x 110 63 x 50 75 x 50 75 x 63 90 x 63110 x 63110 x 75200 x 160
24 30 30 30 36 36 44 54 54 62 62 74 88 88156
19 22 22 22 26 26 31 38 38 44 44 51 61 61106
9 14 6 20 28 34 47 80 98 130 167 216 307 3452.550
Diámetronominal
(mm)Z
(mm)L
(mm)Peso(gr)
Diámetronominal
(mm)Z
(mm)L
(mm)Peso(gr)
Diámetronominal(pulg)
L(mm)
L 1(mm)
Peso(gr)
L
Z
L Z
L
L 1 L
22 LÍNEA PRESIÓN
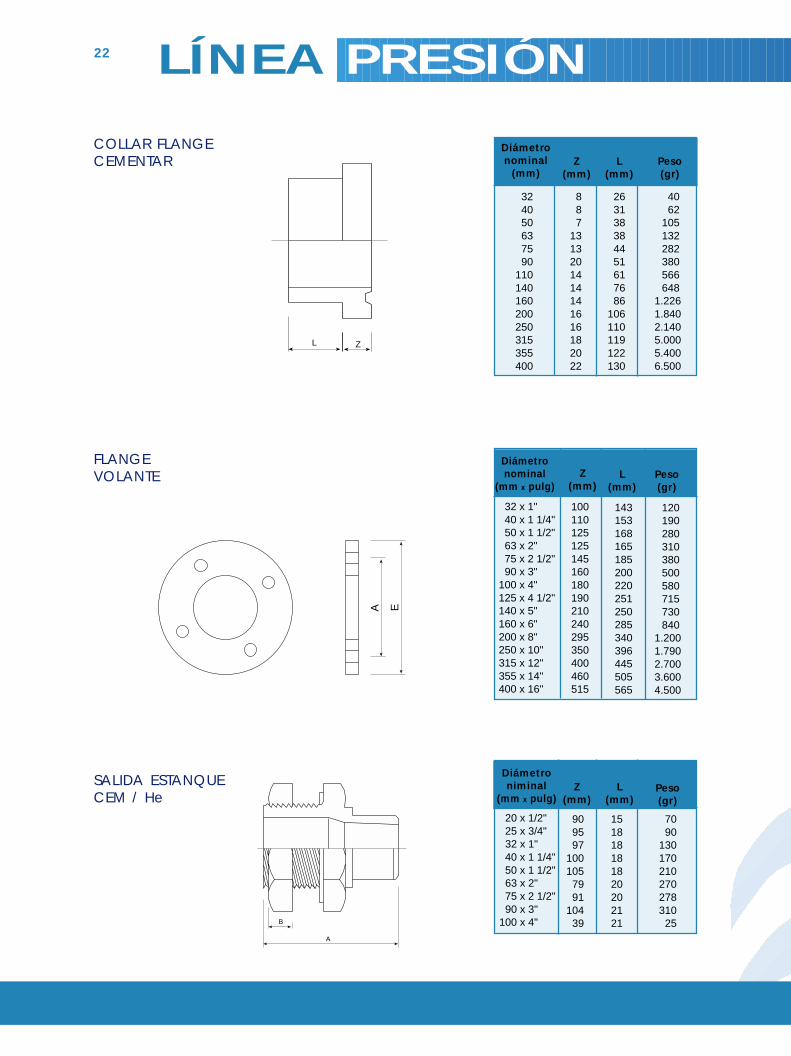
COLLAR FLANGECEMENTAR
32 40 50 63 75 90110140160200250315355400
8 8 71313201414141616182022
26 31 38 38 44 51 61 76 86106110119122130
40 62 105 132 282 380 566 6481.2261.8402.1405.0005.4006.500
SALIDA ESTANQUECEM / He
20 x 1/2" 25 x 3/4" 32 x 1" 40 x 1 1/4" 50 x 1 1/2" 63 x 2" 75 x 2 1/2" 90 x 3"100 x 4"
90 95 97100105 79 91104 39
70 90130170210270278310 25
151818181820202121
FLANGEVOLANTE
100110125125145160180190210240295350400460515
143153168165185200220251250285340396445505565
120 190 280 310 380 500 580 715 730 8401.2001.7902.7003.6004.500
32 x 1" 40 x 1 1/4" 50 x 1 1/2" 63 x 2" 75 x 2 1/2" 90 x 3"100 x 4"125 x 4 1/2"140 x 5"160 x 6"200 x 8"250 x 10"315 x 12"355 x 14"400 x 16"
Diámetronominal
(mm)
Diámetronominal
(mm x pulg)Z
(mm)L
(mm)Peso(gr)
Diámetroniminal
(mm x pulg)Z
(mm)L
(mm)Peso(gr)
L Z
A E
A
B
Z(mm)
L(mm)
Peso(gr)

23
COLLAR DEARRANQUE PVC
50 x 1" 63 x 1/2" 63 x 3/4" 63 x 1 1/2" 75 x 1/2" 75 x 3/4" 75 x 1 1/2" 75 x 1" 75 x 2" 90 x 1/2" 90 x 1 1/2" 90 x 3/4" 90 x 2"110 x 1/2"110 x 3/4"110 x 1"110 x 1 1/2"110 x 2"125 x 2"140 x 2"160 x 1"160 x 2"200 x 1 1/2"200 x 2"
38444447515453515360616061717171717180879898
118118
379 420 445 615 600 638 725 616 780 720805
740 8771.0201.0401.0401.0801.1001.4121.6071.4531.7602.0662.119
221618251619251830182518301618181822303022372530
1/2" 3/4" 1"1 1/4"1 1/2"
4145515758
1516192121
1016274055
NIPLEHe / He
COLLAR DE ARRANQUEFE FUNDIDO
Diámetromatriz(mm)
Diámetrosalida(pulg)
40 40 50 50 63 63 75 75 90 90110110110125125140140160160160200200200250250
0,50 0,51 0,68 0,72 0,80 0,64 0,90 0,79 1,00 1,50 1,53 1,57 1,62 1,80 1,95 2,50 2,90 3,50 3,70 4,00 4,00 4,53 4,72 9,5115,02
1/23/41/23/41/23/41/23/41/23/41/23/4
11/23/41/23/41/23/4
11/23/4
11/23/4
Diámetronominal
(mm x pulg)Z
(mm)L
(mm)Peso(gr)
Diámetro(pulg)
Z(mm)
L(mm)
Peso(gr)
Peso(kg)
LZ
Z
L
24 LÍNEA PRESIÓN
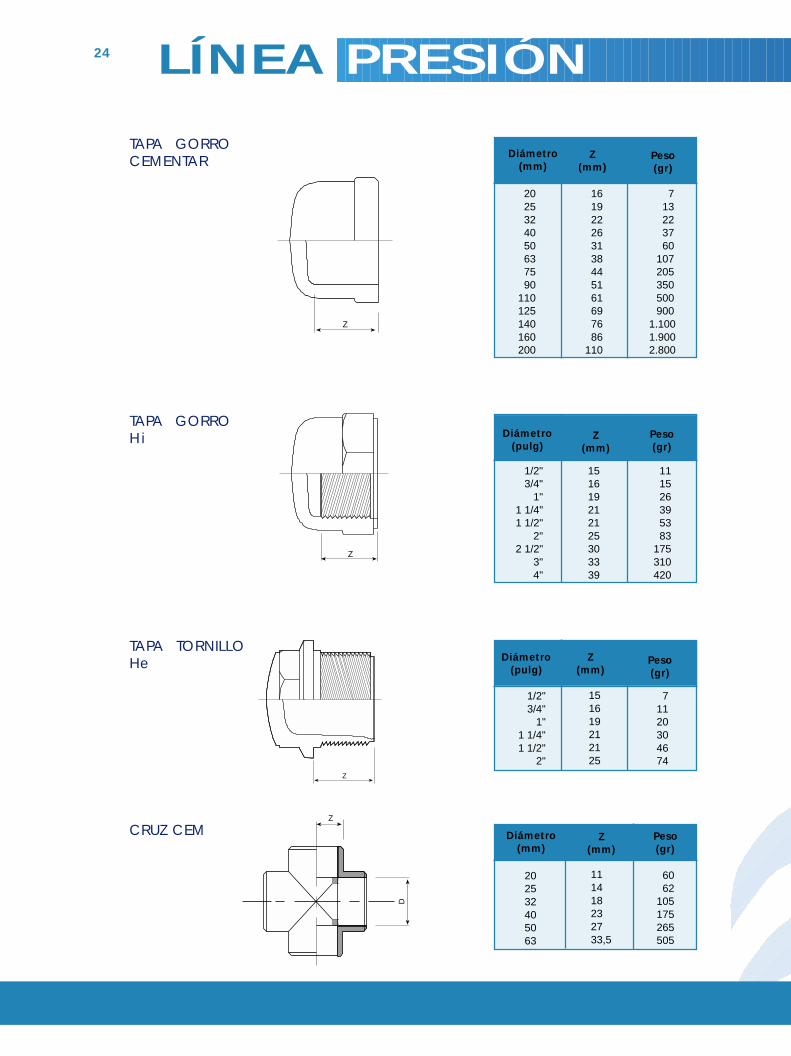
20 25 32 40 50 63 75 90110125140160200
16 19 22 26 31 38 44 51 61 69 76 86110
7 13 22 37 60 107 205 350 500 9001.1001.9002.800
1/2"3/4"
1"1 1/4"1 1/2"
2"2 1/2"
3"4"
151619212125303339
11 15 26 39 53 83175310420
1/2"3/4"
1"1 1/4"1 1/2"
2"
151619212125
71120304674
202532405063
60 62105175265505
TAPA GORROCEMENTAR
TAPA GORROH i
TAPA TORNILLOHe
CRUZ CEM
111418232733,5
Diámetro(mm)
Z(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
Peso(gr)
Z
Z
Z
Z
D

25
1/2"3/4"
106106
2025
3740
2025
6265
7171
0,980,93
LLAVE DE PASO (CEMENTAR)
LLAVE DE JARDÍN
CURVA 90º - 45º - 22,5ºTIPO ANGER (ANILLO DE GOMA)
63 75 90110125140160200250315355400
221 263 315 385 438 490 560 700 8751.1031.2431.400
235260292334356387428510612745830920
6,63 0,96 1,55 2,60 3,34 4,10 5,85 9,8019,4037,0552,4362,81
CURVA (1/8) a: 45º
63 75 90110125140160200250315355400
221 263 315 385 438 490 560 700 8751.1031.2431.400
184199219246266285312365431517570630
0,54 0,81 1,28 2,12 3,01 3,28 4,67
11,1014,4527,1538,1346,71
CURVA (1/16) a: 22.5º
63 75 90110125140160200250315355400
221 263 315 385 438 490 560 700 8751.1031.2431.400
364 414 476 559 650 674 768 9541.1501.4201.5801.740
0,82 1,27 2,10 3,56 4,24 5,85 8,22 17,38 33,60 65,30 92,20129,00
CURVA (1/4) a: 90º
Diámetro(mm)
A(mm)
B(mm)
Peso(gr)
Diámetro(mm)
R(mm)
L(mm)
Peso(kg)
Diámetro(mm)
R(mm)
L(mm)
Peso(kg)
Diámetro(mm)
R(mm)
L(mm)
Peso(kg)
Diámetro(pulg)
L(mm)
D(mm)
Peso(gr)
A
B
L
Lα
26 LÍNEA PRESIÓN
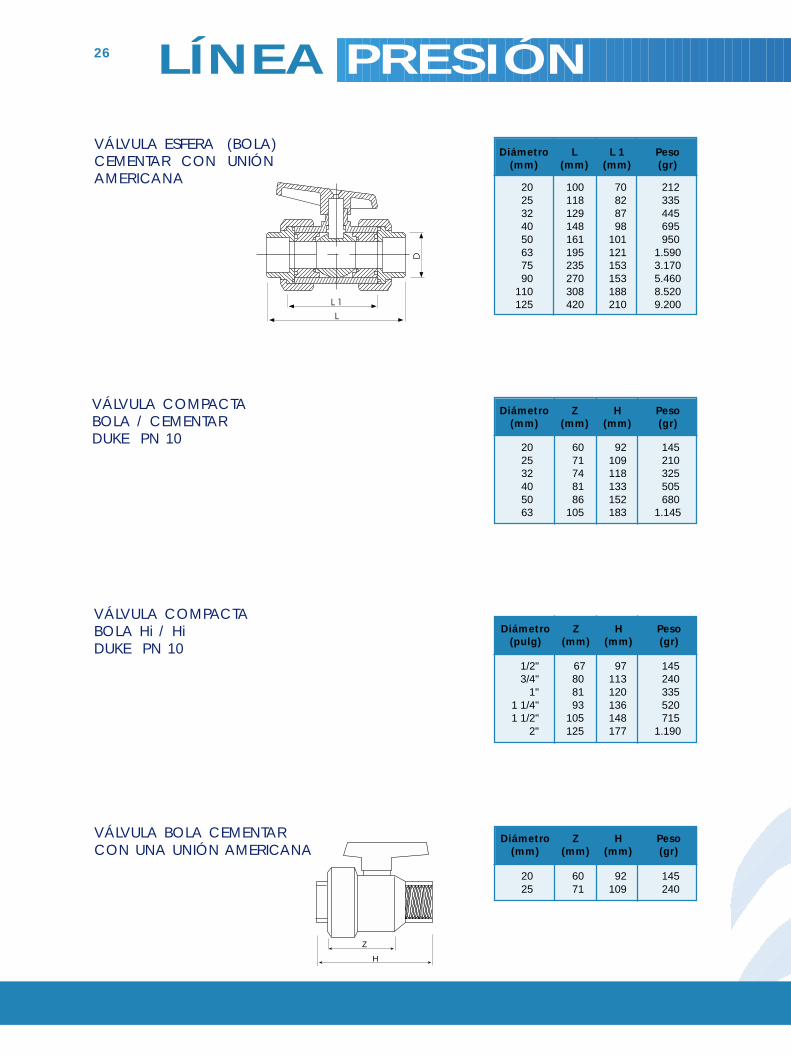
1/2"3/4"
1"1 1/4"1 1/2"
2"
67 80 81 93105125
97113120136148177
145 240 335 520 7151.190
20 25 32 40 50 63 75 90110125
100118129148161195235270308420
70 82 87 98101121153153188210
212 335 445 695 9501.5903.1705.4608.5209.200
20 25 32 40 50 63
60 71 74 81 86105
92109118133152183
145 210 325 505 6801.145
VÁLVULA ESFERA (BOLA)CEMENTAR CON UNIÓNAMERICANA
VÁLVULA COMPACTABOLA / CEMENTARDUKE PN 10
VÁLVULA COMPACTABOLA Hi / HiDUKE PN 10
VÁLVULA BOLA CEMENTARCON UNA UNIÓN AMERICANA
20 25
60 71
92109
145 240
Diámetro(mm)
L(mm)
L 1(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
H(mm)
Peso(gr)
Diámetro(pulg)
Z(mm)
H(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
H(mm)
Peso(gr)
H
Z

27
63 75 90110125140160200
2537495762687691
131162179208220235259317
1.513 1.729 2.210 3.125 3.211 4.560 5.33011.010
VÁLVULA PVCMARIPOSA PN 10
COMPLEMENTOVÁLVULAS MARIPOSA
VÁLVULAANTIRRETORNO (CHECK)PN 4
COLLARÍNINTEGRAL
VÁLVULA BOLACON UNA UNIÓN AMERICANACEM / HI
63 x 1/2"63 x 3/4"75 x 1/2"75 x 3/4"
9090
102102
8989101101
562571683692
110125160200250315
61 68 74100130225
61 68 74 86110152
307318334451520586
192192220280391368
63 75 90110125140160200
1/2"3/4"
6782
98115
150235
Diámetro(pulg)
Z(mm)
H(mm)
Peso(gr)
Dimensión(mm)
Z(mm)
H(mm)
Peso(gr)
Dimensión(mm)
Dimensión(mm)
L 1(mm)
L 2(mm)
L 3(mm)
Dimensión(mm x pulg)
A(mm)
B(mm)
Peso(gr)
L 4(mm)
Z
H
Z
28 LÍNEA PRESIÓN
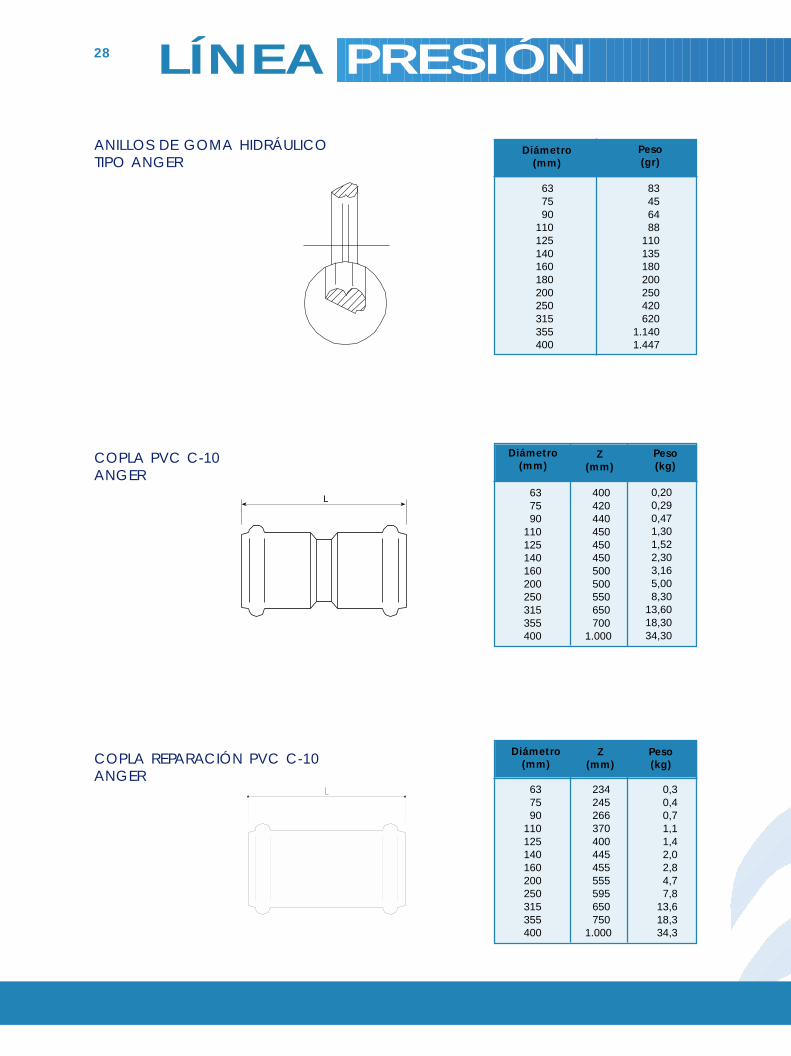
63 75 90110125140160180200250315355400
ANILLOS DE GOMA HIDRÁULICOTIPO ANGER
83 45 64 88 110 135 180 200 250 420 6201.1401.447
234 245 266 370 400 445 455 555 595 650 7501.000
0,30,40,71,11,42,02,84,77,8
13,618,334,3
63 75 90110125140160200250315355400
400 420 440 450 450 450 500 500 550 650 7001.000
0,20 0,29 0,47 1,30 1,52 2,30 3,16 5,00 8,3013,6018,3034,30
63 75 90110125140160200250315355400
COPLA REPARACIÓN PVC C-10ANGER
COPLA PVC C-10ANGER
L
Diámetro(mm)
Peso(gr)
Diámetro(mm)
Z(mm)
Peso(kg)
Diámetro(mm)
Z(mm)
Peso(kg)
29
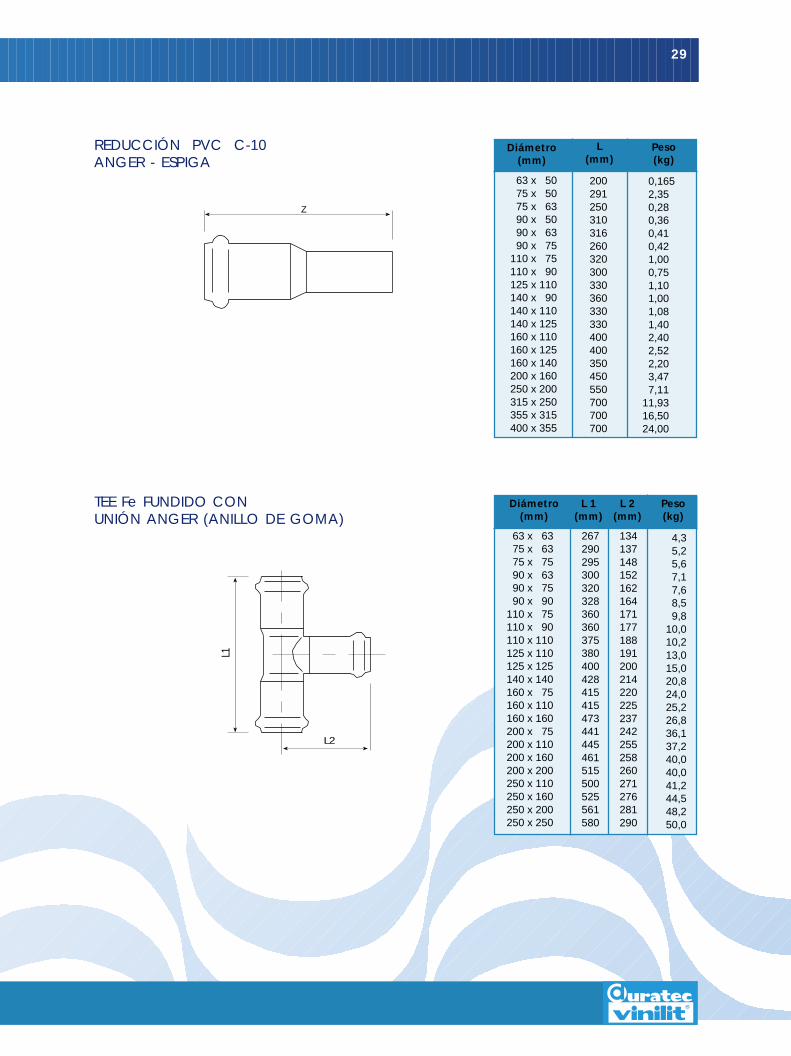
REDUCCIÓN PVC C-10ANGER - ESPIGA
63 x 50 75 x 50 75 x 63 90 x 50 90 x 63 90 x 75110 x 75110 x 90125 x 110140 x 90140 x 110140 x 125160 x 110160 x 125160 x 140200 x 160250 x 200315 x 250355 x 315400 x 355
200291250310316260320300330360330330400400350450550700700700
0,165 2,35 0,28 0,36 0,41 0,42 1,00 0,75 1,10 1,00 1,08 1,40 2,40 2,52 2,20 3,47 7,1111,9316,5024,00
TEE Fe FUNDIDO CONUNIÓN ANGER (ANILLO DE GOMA)
4,3 5,25,67,17,68,59,8
10,010,213,015,020,824,025,226,836,137,240,040,041,244,548,250,0
267290295300320328360360375380400428415415473441445461515500525561580
134137148152162164171177188191200214220225237242255258260271276281290
63 x 63 75 x 63 75 x 75 90 x 63 90 x 75 90 x 90 110 x 75 110 x 90 110 x 110 125 x 110 125 x 125 140 x 140 160 x 75 160 x 110 160 x 160 200 x 75 200 x 110 200 x 160 200 x 200 250 x 110 250 x 160 250 x 200 250 x 250
Z
L1
L2
Diámetro(mm)
L 1(mm)
L 2(mm)
Peso(kg)
Diámetro(mm)
L(mm)
Peso(kg)
30 LÍNEA PRESIÓN
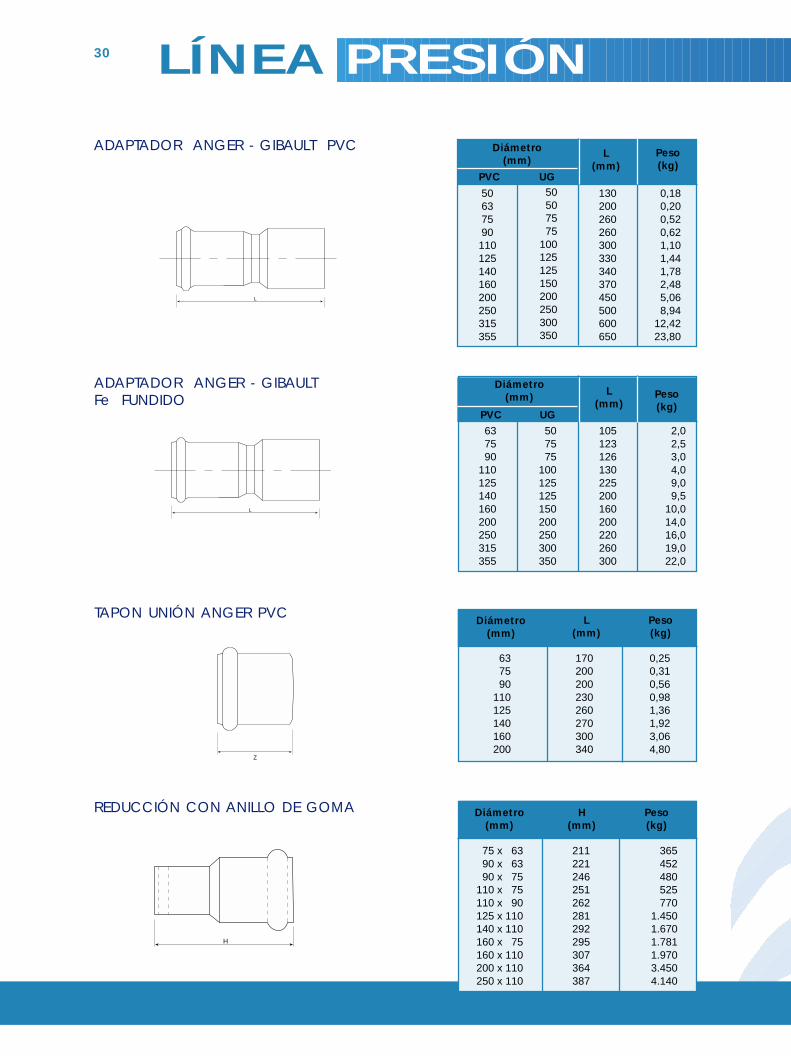
0,18 0,20 0,52 0,62 1,10 1,44 1,78 2,48 5,06 8,9412,4223,80
130200260260300330340370450500600650
50 50 75 75100125125150200250300350
50637590110125140160200250315355
ADAPTADOR ANGER - GIBAULT PVC
REDUCCIÓN CON ANILLO DE GOMA
365452480525770
1.4501.6701.7811.9703.4504.140
211221246251262281292295307364387
75 x 63 90 x 63 90 x 75110 x 75110 x 90125 x 110140 x 110160 x 75160 x 110200 x 110250 x 110
ADAPTADOR ANGER - GIBAULTFe FUNDIDO
2,0 2,5
3,0 4,0 9,0 9,510,014,016,019,022,0
105123126130225200160200220260300
50 75 75100125125150200250300350
63 75 90110125140160200250315355
0,250,310,560,981,361,923,064,80
63 75 90110125140160200
170200200230260270300340
TAPON UNIÓN ANGER PVC
L
L
Z
H
Diámetro(mm)
L(mm)
PVC UG
Peso(kg)
Diámetro(mm)
L(mm)
Peso(kg)
Diámetro(mm)
H(mm)
Peso(kg)
Diámetro(mm) L
(mm)PVC UG
Peso(kg)
31
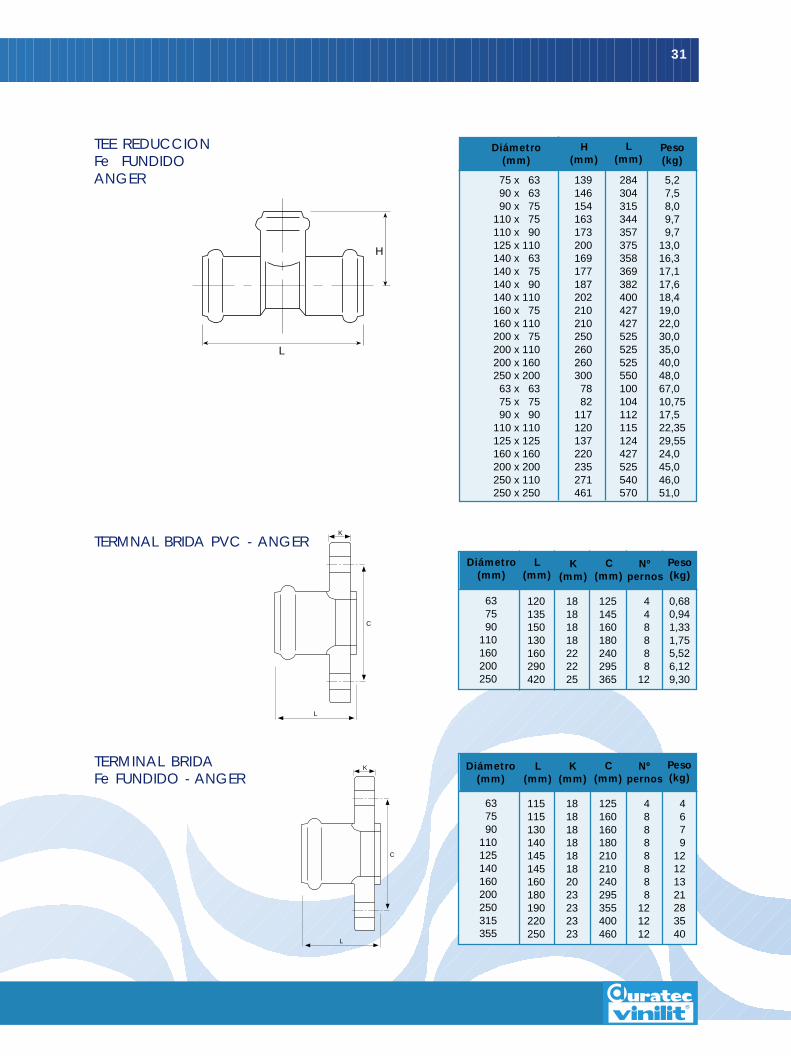
5,2 7,5 8,0 9,7 9,713,016,317,117,618,419,022,030,035,040,048,067,010,7517,522,3529,5524,045,046,051,0
284304315344357375358369382400427427525525525550100104112115124427525540570
139146154163173200169177187202210210250260260300 78 82117120137220235271461
TEE REDUCCIONFe FUNDIDOANGER 75 x 63
90 x 63 90 x 75110 x 75110 x 90125 x 110140 x 63140 x 75140 x 90140 x 110160 x 75160 x 110200 x 75200 x 110200 x 160250 x 200 63 x 63 75 x 75 90 x 90110 x 110125 x 125160 x 160200 x 200250 x 110250 x 250
63 75 90110160200250
120135150130160290420
18181818222225
125145160180240295365
4 4 8 8 8 812
TERMNAL BRIDA PVC - ANGER
0,680,941,331,755,526,129,30
63 75 90110125140160200250315355
115115130140145145160180190220250
1818181818182023232323
125160160180210210240295355400460
4 8 8 8 8 8 8 8121212
TERMINAL BRIDAFe FUNDIDO - ANGER
4 6 7 912121321283540
L
H
L
K
C
L
K
C
Diámetro(mm)
Diámetro(mm)
L(mm)
Diámetro(mm)
L(mm)
K(mm)
Peso(kg)
C(mm)
Nºpernos
K(mm)
Peso(kg)
C(mm)
Nºpernos
H(mm)
Peso(kg)
L(mm)
32 LÍNEA PRESIÓN
Unidades/caja
2,0 2,5 3,5 4,0 6,0 7,5 9,015,020,026,0
63 75 90110125140160200250315
100105115130140150165180200252
TAPÓN Fe FUNDIDO Peso(kg)
L(mm)
Diámetro(mm)
Capacidad (litros)Código
599.100.012-9 1/2
LUBRICANTE VINILITEnvase plástico
ADHESIVO VINILIT
EnvaseCódigo
565.901.026-9565.901.012-9565.901.013-7
(*) Adhesivo "El Tigre"
Pomo 25 ccPomo 60 cc
Pomo 100 cc (*)
POMOS
POTES
TARROS
EnvaseCódigo
565.901.025-1565.901.500-7
Pote 250 ccPote 400 cc
Unidades/caja
10010042
EnvaseCódigo
565.901.010-2 565.901.011-1 (*)
(*) Secado lento
Tarro 250 ccTarro 250 cc
Unidades/caja
20/5020/50
20/5012/32
Adhesivo Vinilit: Sirve para todas las unio-nes de tuberías y accesorios de PVC, de laslíneas sanitarias, presión y conduit.Recomendación:Por ser un adhesivo de secado extra rápido,es más utilizado en diámetros hasta 200 mm.Adhesivo Vinilit secado lento: Sirve paratodas las uniones de tuberías y accesos dePVC, de las líneas sanitarias, presión y
L
conduit.Recomendación:Al secarse menos rápido, este adhesivo dejamás tiempo para cementar grandes superfi-cies y diámetros, pudiendo ser aplicado tam-bién sobre superficies húmedas. Además esde color azul, lo que ayuda a determinar másfácilmente las superficies cubiertas por eladhesivo.
PVC
LUBRICANTE
PVC
LUBRICANTE
33
A continuación se describen algunas reco-mendaciones de carga, manipulación, trans-porte y almacenaje de los tubos de PVCVinilit, para obtener el mejor rendimientodel material durante toda su vida útil.
4.1 CARGA Y TRANSPORTELa carga de los camiones, vagones o conte-nedores debe efectuarse evitando manipu-laciones violentas.Considerando que en general la plataformade éstos presentan muchas irregularidades,deben colocarse transversalmente maderosde 10 cm de ancho separados a un metro,para dar un apoyo uniforme.
Los tubos deben ser colocados horizontal-mente, tratando de no dañar las campanas.No se deben permitir flexiones pronunciadas,tramos salientes ni colgantes demasiado lar-gos ni apoyos sobre bordes agudos o salien-tes metálicos.
La tubería debe disponerse con las cabezassobresalientes y alternadas para evitar dañarlas campanas.
El material utilizado para amarrar no debeproducir marcas, rayas o aplastamiento de lostubos. Se recomienda utilizar cordel de cá-ñamo, nylon o similar.
Para efecto de aprovechar al máximo la ca-pacidad de carga y economizar en flete, sepueden introducir los tubos más pequeñosdentro de otros cuando sus diámetros así lopermitan.
Para el caso de tuberías de distinta clase, de-berán cargarse primero (más abajo) las de pa-redes más gruesas (mayor clase). No se debecargar otro tipo de material sobre los tubos.
Los tubos de mayor diámetro deberán car-garse en la parte inferior del camión y asísucesivamente hacia arriba.
4. MANEJO Y TRANSPORTE
IMPORTANTE
Para retiros directos de fábrica se deja ex-presa constancia que Duratec Vinilit S.A.no cuenta con personal para desarrollarla operación de carga y estiba de los pro-ductos, por lo tanto es fundamental que elcliente aporte tanto el personal como los ele-mentos de amarre necesarios para realizardicho trabajo.
34 LÍNEA PRESIÓN
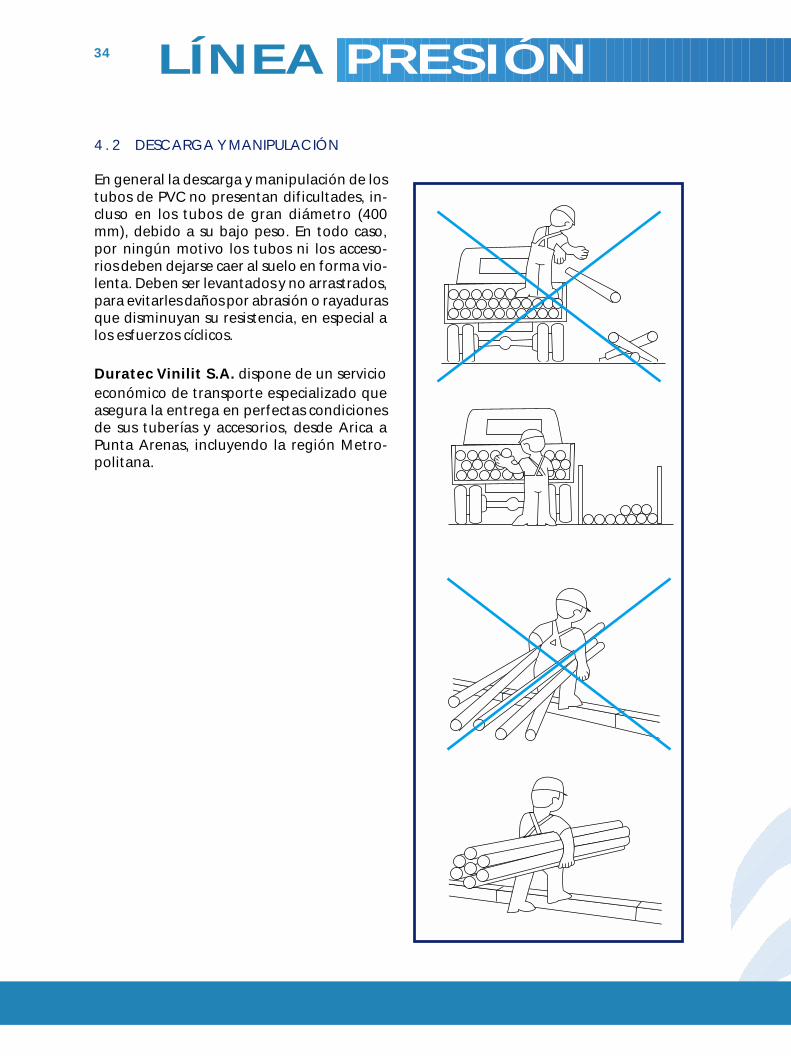
4 . 2 DESCARGA Y MANIPULACIÓN
En general la descarga y manipulación de lostubos de PVC no presentan dificultades, in-cluso en los tubos de gran diámetro (400mm), debido a su bajo peso. En todo caso,por ningún motivo los tubos ni los acceso-rios deben dejarse caer al suelo en forma vio-lenta. Deben ser levantados y no arrastrados,para evitarles daños por abrasión o rayadurasque disminuyan su resistencia, en especial alos esfuerzos cíclicos.
Duratec Vinilit S.A. dispone de un servicioeconómico de transporte especializado queasegura la entrega en perfectas condicionesde sus tuberías y accesorios, desde Arica aPunta Arenas, incluyendo la región Metro-politana.
35
4 . 3 ALMACENAMIENTO EN OBRA
• TUBOS
El lugar de almacenamiento debe estar situa-do lo más cerca posible de la obra.
Los tubos deben apilarse sobre maderos de10 cm de ancho aproximadamente, distan-ciados como máximo 1,5 metros, sobre loscuales se ubicarán los tubos en capas hori-zontales. Las cabezas de los tubos deben que-dar alternadas y sobresalientes, libres de todapresión exterior. Si no se dispone de bastido-res, se deberán colocar estacas de soportelateral cada 1,5 metros.
La altura normal del aperchado no deberáser superior al metro y medio.
En caso de que se presenten temperaturasiguales o superiores a los 40ºC y un almacena-miento prolongado, la altura del aperchado yel espaciamiento de los maderos no deberásobrepasar el metro (1 m). Además es reco-mendable colocar un film plástico de colornegro, malla raschel u otro elemento similarque proteja a los tubos de la radiación solar.
El almacenaje de larga duración a un costa-do de la zanja no es aconsejable. Los tubosdeben ser transportados desde el lugar de al-macenamiento al sitio de instalación a medi-da que se les necesite. La zona de almacena-miento debe estar situada tan cerca del sitiode instalación de los tubos como sea posible,de manera de reducir el costo y riesgo de lamanipulación al mínimo.
• ACCESORIOS
Dependiendo del diámetro y material, los ac-cesorios o piezas especiales se entregan encajas de cartón o en bolsas, debiendoalmacenarse en bodegas frescas bajo techohasta el momento de su utilización.
• ANILLOS DE GOMA
Los anillos de goma para los accesorios o tu-berías tipo unión Anger no debenalmacenarse al aire libre. Deben protegersede los rayos solares, del contacto conlubricantes, carburantes o productos quími-cos que puedan deteriorarlos. Si el almace-namiento es muy prolongado, éste debe serhecho en un lugar fresco y donde no existanmotores eléctricos en funcionamiento.Deben protegerse del frío excesivo, ya queéste los endurece y dificulta su colocación yel montaje de la tubería.
36 LÍNEA PRESIÓN
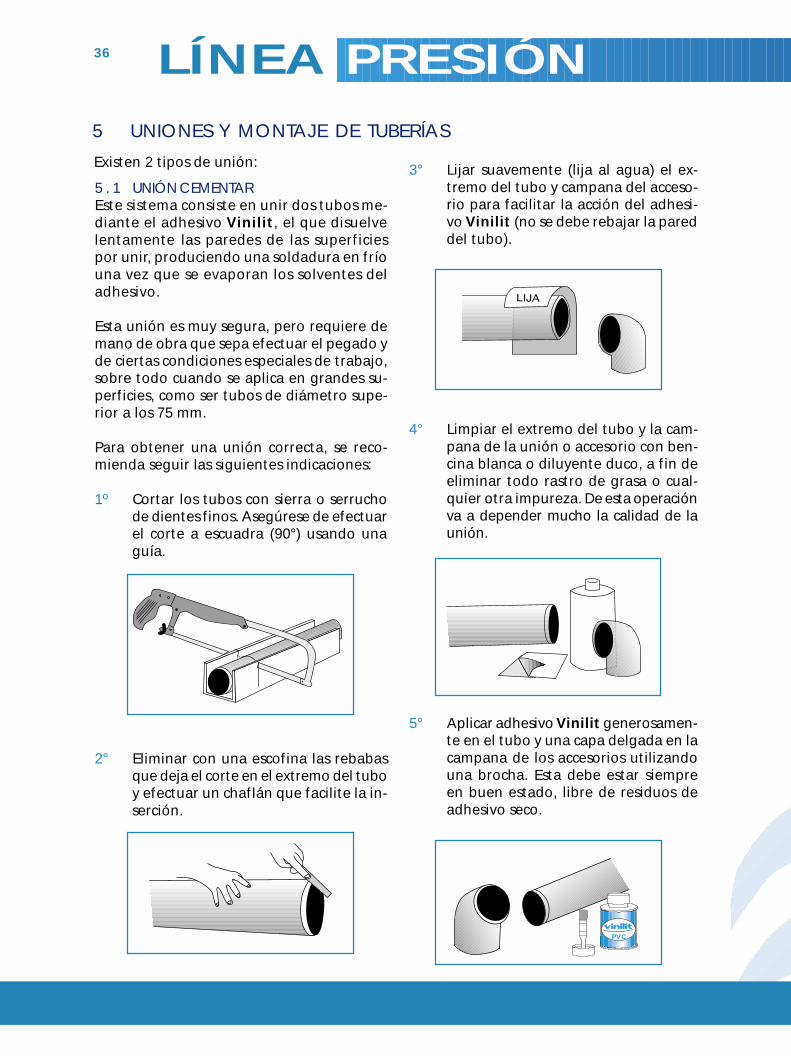
3° Lijar suavemente (lija al agua) el ex-tremo del tubo y campana del acceso-rio para facilitar la acción del adhesi-vo Vinilit (no se debe rebajar la pareddel tubo).
4° Limpiar el extremo del tubo y la cam-pana de la unión o accesorio con ben-cina blanca o diluyente duco, a fin deeliminar todo rastro de grasa o cual-quier otra impureza. De esta operaciónva a depender mucho la calidad de launión.
5° Aplicar adhesivo Vinilit generosamen-te en el tubo y una capa delgada en lacampana de los accesorios utilizandouna brocha. Esta debe estar siempreen buen estado, libre de residuos deadhesivo seco.
5 . 1 UNIÓN CEMENTAREste sistema consiste en unir dos tubos me-diante el adhesivo Vinilit, el que disuelvelentamente las paredes de las superficiespor unir, produciendo una soldadura en fríouna vez que se evaporan los solventes deladhesivo.
Esta unión es muy segura, pero requiere demano de obra que sepa efectuar el pegado yde ciertas condiciones especiales de trabajo,sobre todo cuando se aplica en grandes su-perficies, como ser tubos de diámetro supe-rior a los 75 mm.
Para obtener una unión correcta, se reco-mienda seguir las siguientes indicaciones:
1º Cortar los tubos con sierra o serruchode dientes finos. Asegúrese de efectuarel corte a escuadra (90°) usando unaguía.
2° Eliminar con una escofina las rebabasque deja el corte en el extremo del tuboy efectuar un chaflán que facilite la in-serción.
5 UNIONES Y MONTAJE DE TUBERÍAS
Existen 2 tipos de unión:
PVC
37
Se recomienda no mover las piezascementadas durante los tiempos indicados,en relación con la temperatura ambiente:
De 15° a 40°C 30 minutos sin moverDe 5° a 15°C 1 hora sin moverDe 0° a 5°C 2 horas sin mover
9° La prueba hidráulica de redes con unio-nes cementadas debe efectuarse des-pués de a lo menos 24 horas de haber-se realizado éstas.
Cualquier fuga en la unión, implica cor-tar la tubería y rehacer la unión. Por lotanto, debe hacerse bien una sola vez.
Se recomienda que dos o más pesonas apli-quen el adhesivo Vinilit cuando se trate detubos y accesorios de diámetros grandes.
Mientras no se use el adhesivo Vinilit, éstedebe mantenerse cerrado para evitar la eva-poración del solvente.
No se debe efectuar la unión de la tubería o elaccesorio si están húmedos, a no ser que se useel adhesivo especial (Vinilit secado lento).
No trabajar bajo la lluvia o en lugares de mu-cha humedad.
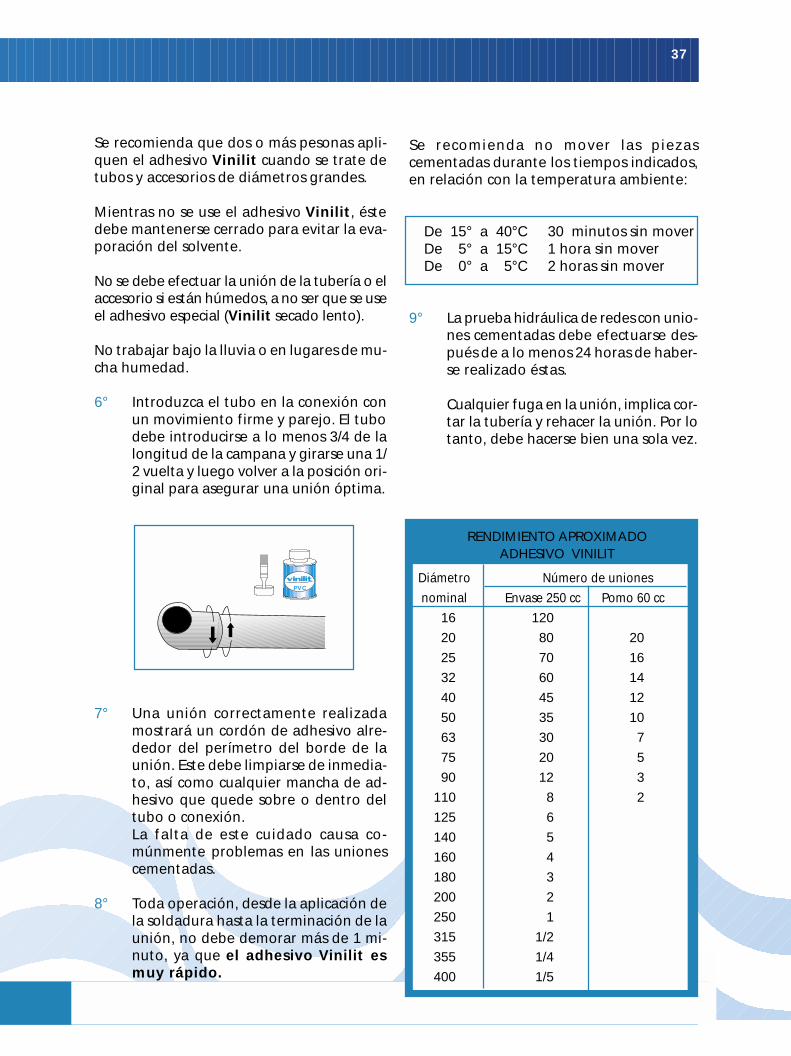
6° Introduzca el tubo en la conexión conun movimiento firme y parejo. El tubodebe introducirse a lo menos 3/4 de lalongitud de la campana y girarse una 1/2 vuelta y luego volver a la posición ori-ginal para asegurar una unión óptima.
7° Una unión correctamente realizadamostrará un cordón de adhesivo alre-dedor del perímetro del borde de launión. Este debe limpiarse de inmedia-to, así como cualquier mancha de ad-hesivo que quede sobre o dentro deltubo o conexión.La falta de este cuidado causa co-múnmente problemas en las unionescementadas.
8° Toda operación, desde la aplicación dela soldadura hasta la terminación de launión, no debe demorar más de 1 mi-nuto, ya que el adhesivo Vinilit esmuy rápido.
PVCDiámetro Número de uniones
nominal Envase 250 cc Pomo 60 cc
16 120
20 80 20
25 70 16
32 60 14
40 45 12
50 35 10
63 30 7
75 20 5
90 12 3
110 8 2
125 6
140 5
160 4
180 3
200 2
250 1
315 1/2
355 1/4
400 1/5
RENDIMIENTO APROXIMADOADHESIVO VINILIT
38 LÍNEA PRESIÓN
5 . 2 UNIÓN CON ANILLO DE GOMA
En la actualidad y después de larga experien-cia en todo el mundo, se ha demostradocomo eficiente y seguro el uso de los anillosde goma. Dentro de los diferentes tipos, laThyssen Plastik Anger, de Alemania, desarro-lló un sistema que se utiliza desde hace va-rios años en todo el mundo, conocido comounión Anger, el cual se ha adoptado paranuestra tubería presión Vinilit.
El sistema de unión tipo Anger no sólo per-mite una estanqueidad a la presión interna,sino que también la proporciona ante pre-siones externas que se presentan en instala-ciones submarinas o donde existen napas deagua.
Debido a las características del anillo degoma, se asegura una alta resistencia al en-vejecimiento y por su diseño, unaimpermeabilidad a bajas y altas presiones.
En el caso de tubos sin chaflán, por corte deajuste o aprovechamiento de tuberías, éstepuede efectuarse con una escofina.
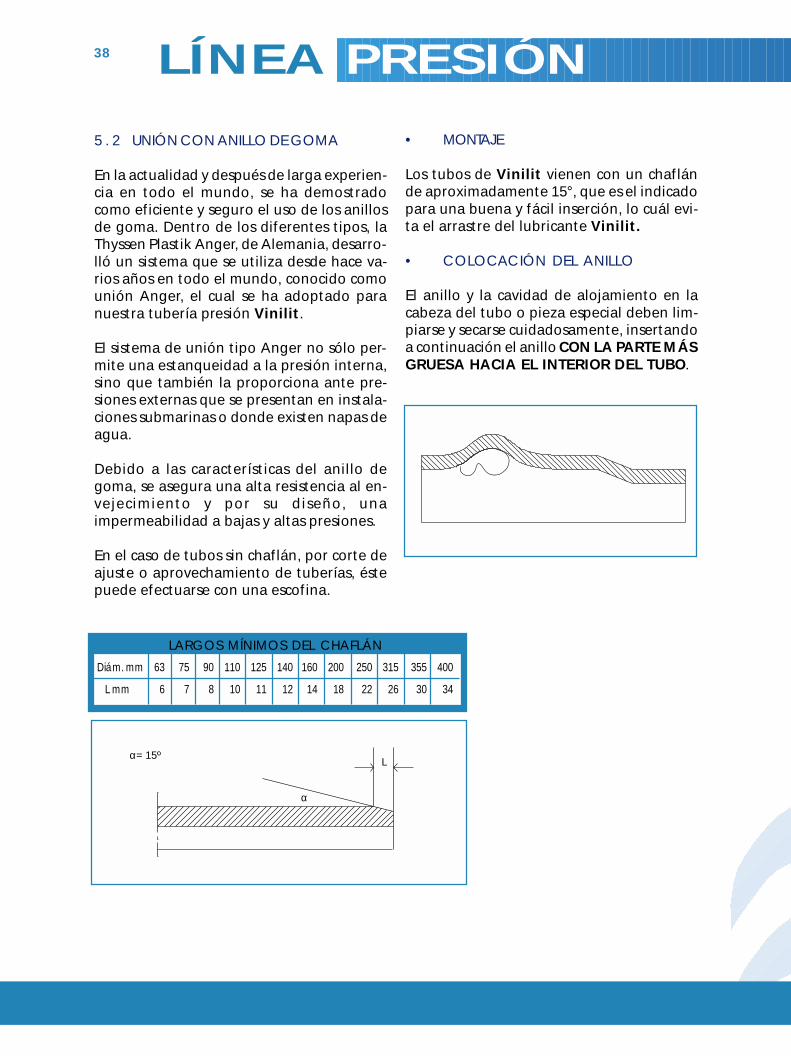
• MONTAJE
Los tubos de Vinilit vienen con un chaflánde aproximadamente 15°, que es el indicadopara una buena y fácil inserción, lo cuál evi-ta el arrastre del lubricante Vinilit.
• COLOCACIÓN DEL ANILLO
El anillo y la cavidad de alojamiento en lacabeza del tubo o pieza especial deben lim-piarse y secarse cuidadosamente, insertandoa continuación el anillo CON LA PARTE MÁSGRUESA HACIA EL INTERIOR DEL TUBO.
L
α
α= 15º
Diám. mm 63 75 90 110 125 140 160 200 250 315 355 400
L mm 6 7 8 10 11 12 14 18 22 26 30 34
LARGOS MÍNIMOS DEL CHAFLÁN


















