Plantilla trabajo aplicaciones de materiales - Empaques de agua
8
APLICACIONES DE MATERIALES Curso Ciencia de los Materiales (Trabajo final) – ITM – Ingeniería y tecnología electromecánica 2016-2. Medellín, Antioquia – Colombia Packaging water Bolsa para empaque de agua (mínimo 8 páginas) Carlos Andrés Vargas Isaza 1 , Autor 2 , Autor 3 1 Afiliación. [email protected]; 2 Afiliación. correo; 3 Afiliación. Correo. INFORMACIÓN DEL ARTÍCULO Tipo Revisión Disciplina ingenieril: (Empaques plásticos) Historia Recibido: xx-xx-xxxx Correcciones: xx-xx-xxxx Aceptado: xx-xx-xxxx Keywords Plastic packaging, flexible packaging, polyethylene, polypropylene, coextrusion, blow film extrusion Palabras clave Empaques plásticos, empaques flexibles, polietileno, polipropileno, coextrusión, extrusión soplado ABSTRACT Food packaging is a field with great importance in the industry and daily consumption. The present work gathers related information to specific application of packaging water, manufactured from plastics like polyethylene and polypropylene. A brief description of application, used materials and their required properties for using like packages was done. The modifications of materials and the manufacturing process to get bags for packaging water is described. RESUMEN (max. 200 palabras) El campo de los empaques de alimentos es de gran importancia en la industria y el consumo diario. En el presente trabajo se recopila información relativa a la aplicación específica de empaques de bolsas de agua, fabricadas a partir de plásticos como el polietileno y el polipropileno. Se realiza una breve descripción de la aplicación, los materiales empleados y sus propiedades requeridas para su uso como empaques, así como las modificaciones que requieren estos materiales y el proceso de fabricación para obtener las bolsas para su uso como empaques para agua. 1. Aplicación (max. 500 palabras) 1.1 Descripción (Descripción general de la aplicación, incluir además requerimientos y funciones específicas de la aplicación) Las bolsas para empacar un producto tan simple pero básico como el agua, deben cumplir ciertos criterios de resistencia de la película, de tal forma que esta no se rompa tan fácilmente, por una caída o se perfore. De igual forma es deseable que el empaque sea transparente para visualizar la condición como se presenta el agua dentro de este. Otra característica importante del material de empaque es que permita un buen sellado del material posterior al envasado o llenado del agua, así como una fácil impresión sobre la superficie del empaque que permita incluir información del producto empacado. A continuación, se presentan algunas propiedades relevantes que deben cumplir estos materiales para satisfacer su uso como empaque de agua. 1.2 Propiedades (Listar las principales propiedades que debe cumplir el material para ser empleado en la aplicación) Dadas las características y funciones que debe cumplir una bolsa de empaque para agua, las propiedades mecánicas y ópticas son las más relevantes que debe cumplir el material, a continuación se listan algunas de ellas. Resistencia al punzonado Resistencia de la película Módulo secante Tensión Elongación Resistencia al impacto al dardo Resistencia al rasgado Opacidad 2. Materiales (max. 1000 palabras) (Incluir tablas con valores de propiedades del material requeridas para la aplicación, incluir dos materiales, el de la aplicación y otro alternativo que eventualmente se puede usar) Aunque generalmente para empaques de alimentos se emplean películas de varias capas, en el caso del agua si el plástico cumple las características mecánicas, el empaque con una película monocapa podría ser suficiente. Sin embargo, características como facilidad de sellado e impresión hacen en ocasiones necesario emplear películas de dos capas, donde se fabrica una película con una capa de polietileno unida a otra de polipropileno. Para el presente reporte se supondrá el uso de un empaque solo con material de polietileno. De acuerdo a lo expuesto anteriormente se presentan en las tablas 1 y 2 las propiedades de un polietileno lineal de baja densidad y un polietileno de baja densidad. En el numeral 4 se analizará que alternativa de material puede adecuarse mejor al uso como empaque de agua.
Transcript of Plantilla trabajo aplicaciones de materiales - Empaques de agua
APLICACIONES DE MATERIALES Curso Ciencia de los Materiales (Trabajo final) – ITM – Ingeniería y tecnología electromecánica 2016-2. Medellín, Antioquia – Colombia Packaging water
Bolsa para empaque de agua (mínimo 8 páginas) Carlos Andrés Vargas Isaza1, Autor2, Autor3 1Afiliación. [email protected]; 2Afiliación. correo; 3Afiliación. Correo. INFORMACIÓN DEL ARTÍCULO Tipo Revisión Disciplina ingenieril: (Empaques plásticos) Historia Recibido: xx-xx-xxxx Correcciones: xx-xx-xxxx Aceptado: xx-xx-xxxx Keywords Plastic packaging, flexible packaging, polyethylene, polypropylene, coextrusion, blow film extrusion Palabras clave Empaques plásticos, empaques flexibles, polietileno, polipropileno, coextrusión, extrusión soplado
ABSTRACT Food packaging is a field with great importance in the industry and daily consumption. The present work gathers related information to specific application of packaging water, manufactured from plastics like polyethylene and polypropylene. A brief description of application, used materials and their required properties for using like packages was done. The modifications of materials and the manufacturing process to get bags for packaging water is described. RESUMEN (max. 200 palabras) El campo de los empaques de alimentos es de gran importancia en la industria y el consumo diario. En el presente trabajo se recopila información relativa a la aplicación específica de empaques de bolsas de agua, fabricadas a partir de plásticos como el polietileno y el polipropileno. Se realiza una breve descripción de la aplicación, los materiales empleados y sus propiedades requeridas para su uso como empaques, así como las modificaciones que requieren estos materiales y el proceso de fabricación para obtener las bolsas para su uso como empaques para agua.
1. Aplicación (max. 500 palabras) 1.1 Descripción (Descripción general de la aplicación, incluir además requerimientos y funciones específicas de la aplicación) Las bolsas para empacar un producto tan simple pero básico como el agua, deben cumplir ciertos criterios de resistencia de la película, de tal forma que esta no se rompa tan fácilmente, por una caída o se perfore. De igual forma es deseable que el empaque sea transparente para visualizar la condición como se presenta el agua dentro de este. Otra característica importante del material de empaque es que permita un buen sellado del material posterior al envasado o llenado del agua, así como una fácil impresión sobre la superficie del empaque que permita incluir información del producto empacado. A continuación, se presentan algunas propiedades relevantes que deben cumplir estos materiales para satisfacer su uso como empaque de agua. 1.2 Propiedades (Listar las principales propiedades que debe cumplir el material para ser empleado en la aplicación) Dadas las características y funciones que debe cumplir una bolsa de empaque para agua, las propiedades mecánicas y ópticas son las más relevantes que debe cumplir el material, a continuación se listan algunas de ellas. Resistencia al punzonado
Resistencia de la película Módulo secante Tensión Elongación Resistencia al impacto al dardo Resistencia al rasgado Opacidad 2. Materiales (max. 1000 palabras) (Incluir tablas con valores de propiedades del material requeridas para la aplicación, incluir dos materiales, el de la aplicación y otro alternativo que eventualmente se puede usar) Aunque generalmente para empaques de alimentos se emplean películas de varias capas, en el caso del agua si el plástico cumple las características mecánicas, el empaque con una película monocapa podría ser suficiente. Sin embargo, características como facilidad de sellado e impresión hacen en ocasiones necesario emplear películas de dos capas, donde se fabrica una película con una capa de polietileno unida a otra de polipropileno. Para el presente reporte se supondrá el uso de un empaque solo con material de polietileno. De acuerdo a lo expuesto anteriormente se presentan en las tablas 1 y 2 las propiedades de un polietileno lineal de baja densidad y un polietileno de baja densidad. En el numeral 4 se analizará que alternativa de material puede adecuarse mejor al uso como empaque de agua.

2.1 Material de la aplicación Tabla 1. Propiedades del polietileno lineal de baja densidad. Fuente: [1], [2] Propiedad Valor Método de ensayo Resistencia al punzonado (20 m) (51 m)
22.2 J/cm3 19.4 J/cm3
Método interno DOW chemical company Resistencia de la película DM (20 m) DM (51 m) DT (20 m) DT (51 m)
319 J/cm3 346 J/cm3 356 J/cm3 351 J/cm3
ASTM D882 [3]
Tensión Fluencia DM (20 m) Fluencia DM (51 m) Fluencia DT (20 m) Fluencia DT (51 m) Rotura DM (20 m) Rotura DM (51 m) Rotura DT (20 m) Rotura DT (51 m)
11.8 MPa 10.9 MPa 12.1 MPa 12.3 MPa 64.2 MPa 55.1 MPa 52.7 MPa 49.8 MPa
ASTM D882 [3]
Elongación a rotura DM (20 m) DM (51 m) DT (20 m) DT (51 m)
640 % 830 % 880 % 890 %
ASTM D882 [3]
Resistencia impacto al dardo (20 m) (51 m)
150 g 290 g
ASTM D1709A [4] Resistencia al rasgado DM (20 m) DM (51 m) DT (20 m) DT (51 m)
230 g 900 g 520 g 1200 g
ASTM D1922 [5]
Resistencia del termosellado (90°C) (100°C) (110°C) (120°C)
0.4 N 1.6 N 21.2 N 25.5 N
ASTM F88-00 [6]
Resistencia al sellado en caliente (90°C) (100°C) (110°C)
0.233 N 4.113 N 4.114 N
ASTM F88-00 [6]
Opacidad (20.3 m) (50.8 m)
9 % 10 % ASTM D1003 [7]
2.2 Material alternativo Tabla 2. Propiedades del polietileno de baja densidad. Fuente: [2], [8]
Propiedad Valor Método de ensayo Resistencia al punzonado (51 m)
5.71 J/cm3 Método interno DOW chemical company
Resistencia de la película DM (51 m) DT (51 m)
216 J/cm3 211 J/cm3
ASTM D882 [3] Tensión Fluencia DM (51 m) Fluencia DT (51 m) Rotura DM (51 m) Rotura DT (51 m)
12.1 MPa 12.1 MPa 31.8 MPa 28.9 MPa
ASTM D882 [3]
Elongación a rotura DM (51 m) DT (51 m)
470 % 660 %
ASTM D882 [3] Resistencia impacto al dardo (51 m)
190 g ASTM D1709A [4]
Resistencia al rasgado DM (51 m) DT (51 m)
300 g 180 g
ASTM D1922 [5] Resistencia del termosellado* (90°C) (100°C) (110°C) (120°C)
0.3 N 0.4 N 20.3 N 21.4 N
ASTM F88-00
Resistencia al sellado en caliente* (90°C) (100°C) (110°C)
0.128 N 2.035 N 0.176 N
ASTM F88-00
Opacidad (50.8 m)
11 % ASTM D1003 [7] *Mezcla de 75% LDPE y 25% LLDPE 2.3 Normas o procedimientos (Opcional, si no se indica en las tablas de propiedades, incluirlo en esta sección. Que normas o procedimientos se tienen establecidos para la medición de propiedades). 2.4 Técnicas de medición de propiedades (Indicar como se miden las propiedades y que equipos se emplean para la medición)

Para medición de propiedades mecánicas generalmente se emplea una máquina universal de ensayos (ver figura 1). En este equipo es posible medir la resistencia a tensión, compresión, flexión, entre otras de diferentes materiales. En el caso de películas, la capacidad de carga es más baja que le empleada en una máquina universal de ensayos convencional. Por lo que en este caso se emplea máquinas de ensayo mucho más pequeñas y con celdas de carga que pueden aplicar fuerzas de niveles de 1 a 500 N (ver figura 2). De acuerdo al tipo de norma de ensayo se recorta el tamaño de muestra de la película a ensayar. La norma que generalmente se emplea para medir las propiedades mecánicas en películas plásticas es la ASTM D882 [3] (Standard Test Method for Tensile Properties of Thin Plastic Sheeting). La opacidad se mide como la dispersión de la luz a medida que pasa a través de un material transparente, lo que resulta en una mala visibilidad y/o resplandor. Se emplea un medidor de opacidad u opacímetro (ver figura 3) que permite emitir la luz sobre la película y medir la transmisión total de luz sobre la transmisión difusa, determinando un porcentaje que corresponde a la opacidad. Esta propiedad se puede medir empleando la norma ASTM 1003 [7] (Haze and luminous transmittance of transparent plastics), también existe su norma equivalente ISO 14782.
Figura 1. Máquina universal de ensayos. Fuente: Autor.
Figura 2. Máquina de ensayos mecánicos en películas plásticas. Fuente: [9]
Figura 3. Equipo para medición de opacidad. Fuente: [10] 3. Propiedades y características generales del material de la aplicación (Máximo 1000 palabras) (Incluir una tabla con propiedades físico-químicas generales tales como densidad, temperaturas de fusión, temperatura de transición vítrea, entre otras).
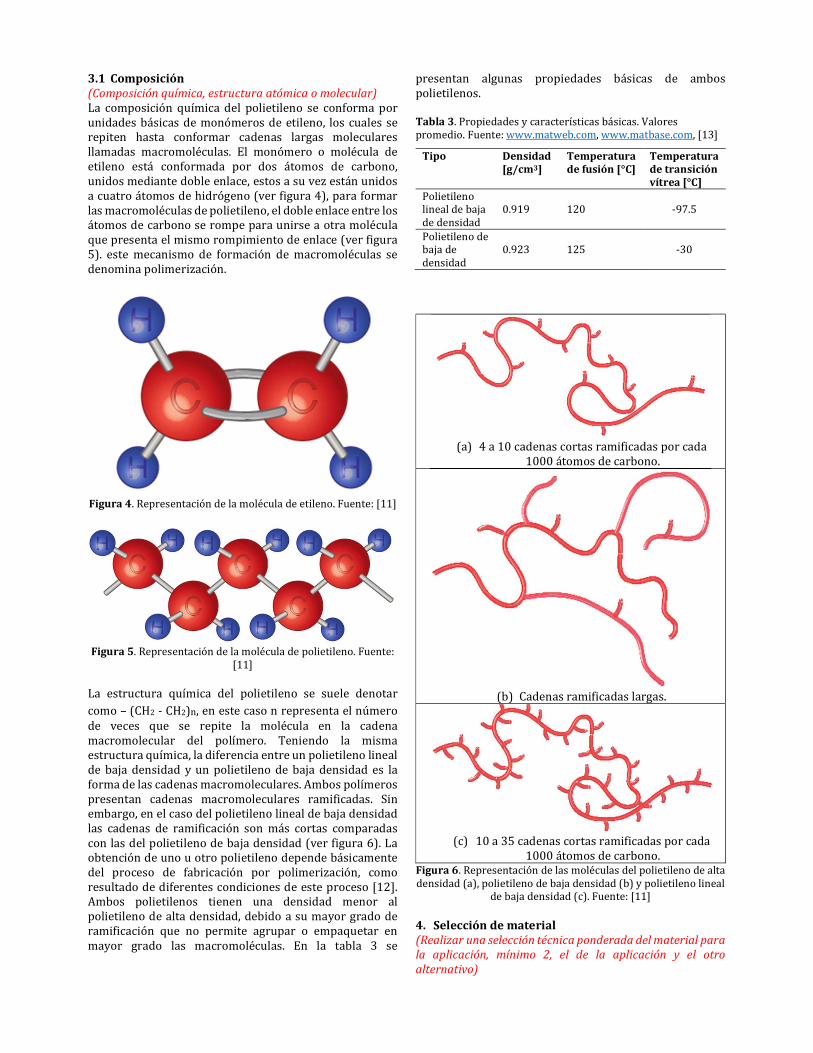
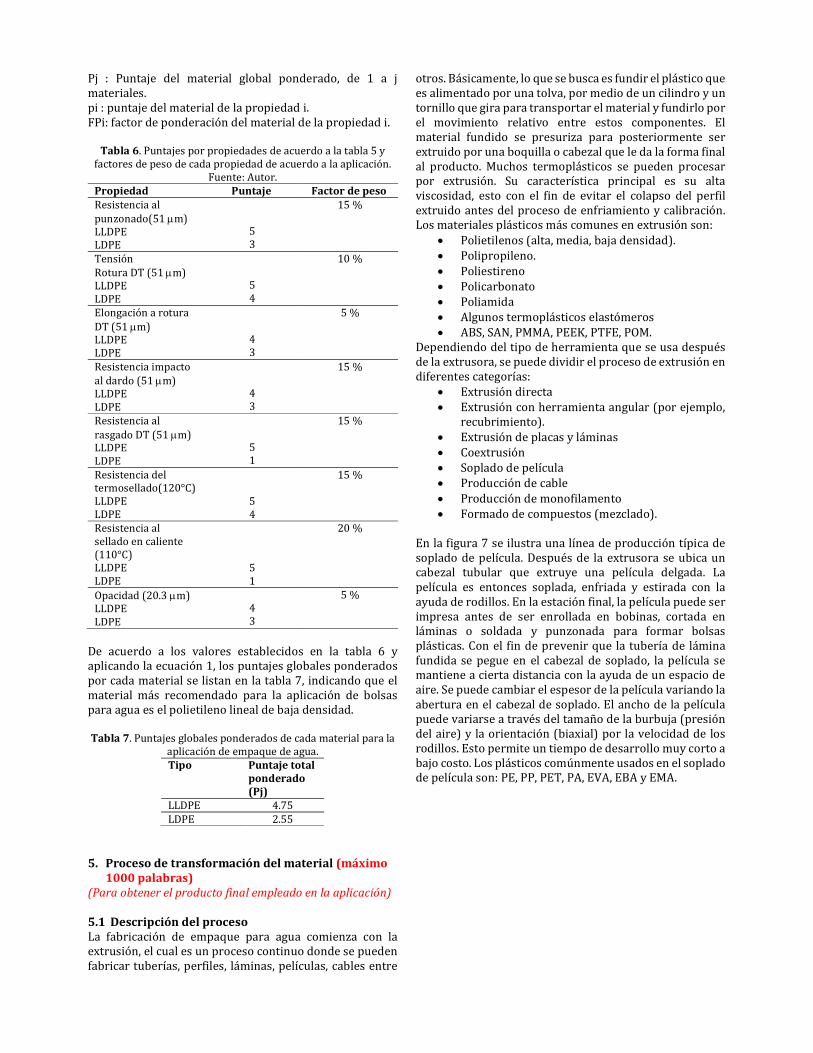
3.1 Composición (Composición química, estructura atómica o molecular) La composición química del polietileno se conforma por unidades básicas de monómeros de etileno, los cuales se repiten hasta conformar cadenas largas moleculares llamadas macromoléculas. El monómero o molécula de etileno está conformada por dos átomos de carbono, unidos mediante doble enlace, estos a su vez están unidos a cuatro átomos de hidrógeno (ver figura 4), para formar las macromoléculas de polietileno, el doble enlace entre los átomos de carbono se rompe para unirse a otra molécula que presenta el mismo rompimiento de enlace (ver figura 5). este mecanismo de formación de macromoléculas se denomina polimerización.
Figura 4. Representación de la molécula de etileno. Fuente: [11]
Figura 5. Representación de la molécula de polietileno. Fuente: [11] La estructura química del polietileno se suele denotar como – (CH2 - CH2)n, en este caso n representa el número de veces que se repite la molécula en la cadena macromolecular del polímero. Teniendo la misma estructura química, la diferencia entre un polietileno lineal de baja densidad y un polietileno de baja densidad es la forma de las cadenas macromoleculares. Ambos polímeros presentan cadenas macromoleculares ramificadas. Sin embargo, en el caso del polietileno lineal de baja densidad las cadenas de ramificación son más cortas comparadas con las del polietileno de baja densidad (ver figura 6). La obtención de uno u otro polietileno depende básicamente del proceso de fabricación por polimerización, como resultado de diferentes condiciones de este proceso [12]. Ambos polietilenos tienen una densidad menor al polietileno de alta densidad, debido a su mayor grado de ramificación que no permite agrupar o empaquetar en mayor grado las macromoléculas. En la tabla 3 se
presentan algunas propiedades básicas de ambos polietilenos. Tabla 3. Propiedades y características básicas. Valores promedio. Fuente: www.matweb.com, www.matbase.com, [13] Tipo Densidad [g/cm3] Temperatura de fusión [°C] Temperatura de transición vítrea [°C] Polietileno lineal de baja de densidad
0.919 120 -97.5
Polietileno de baja de densidad 0.923 125 -30
(a) 4 a 10 cadenas cortas ramificadas por cada 1000 átomos de carbono.
(b) Cadenas ramificadas largas.
(c) 10 a 35 cadenas cortas ramificadas por cada 1000 átomos de carbono. Figura 6. Representación de las moléculas del polietileno de alta densidad (a), polietileno de baja densidad (b) y polietileno lineal de baja densidad (c). Fuente: [11] 4. Selección de material (Realizar una selección técnica ponderada del material para la aplicación, mínimo 2, el de la aplicación y el otro alternativo)

Para evaluar la selección del material se tuvieron en cuenta las propiedades mecánicas de las películas y la opacidad. En la tabla 4 se presentan los valores de las propiedades a comparar entre los dos materiales a seleccionar para la aplicación. Tabla 4. Valores de las propiedades mecánicas y opacidad de las películas de empaque. Fuente: [1], [2]. LLDPE LDPE Propiedad Valores Resistencia al punzonado (51 m)
19.4 J/cm3
5.71 J/cm3 Tensión Rotura DT (51 m)
49.8 MPa 28.9 MPa
Elongación a rotura DT (51 m)
890 % 660 %
Resistencia impacto al dardo (51 m)
290 g
190 g Resistencia al rasgado DT (51 m)
1200 g
180 g Resistencia del termosellado (120°C)
25.5 N
21.4 N Resistencia al sellado en caliente (110°C)
4.114 N
0.176 N Opacidad (20.3 m)
9 % 11 %
De acuerdo a los valores de las propiedades, se procedió a establecer una escala de valores y puntajes, que permitirá realizar una calificación de cada material para la aplicación (tabla 5). Tabla 5. Escala de valores y puntajes de cada propiedad a evaluar. Fuente: Autor. Propiedad Clasificación Escala Puntaje Resistencia al punzonado [J/cm3] (51 m)
20 – 15 14.9 - 10 9.9 - 5 4.9 – 1 Menor a 1
5 4 3 2 1 Tensión [MPa] Rotura DT (51 m)
50 – 40 39.9 - 20 19.9 - 10 9.9 – 1 Menor a 1
5 4 3 2 1 Elongación a rotura [%] DT (51 m)
1000 – 900 899.9 - 700 699.9 - 500 499.9 – 300 Menor a 300
5 4 3 2 1
Propiedad Clasificación Escala Puntaje Resistencia impacto al dardo [g] (51 m)
400 – 300 299.9 - 200 199.9 - 100 99.9 – 10 Menor a 10
5 4 3 2 1 Resistencia al rasgado [g] DT (51 m)
1500 – 1200 1199.9 - 900 899.9 - 600 599.9 – 300 Menor a 300
5 4 3 2 1 Resistencia del termosellado [N] (120°C)
30 – 25 24.9 - 20 19.9 - 15 14.9 – 10 Menor a 10
5 4 3 2 1 Resistencia al sellado en caliente [N] (110°C)
5 – 4 3.9 - 3 2.9 - 2 1.9 – 1 Menor a 1
5 4 3 2 1 Opacidad [%] (20.3 m)
1 – 5 5.1 - 10 10.1 - 15 15.1 – 20 Menor a 20
5 4 3 2 1 Una vez establecida la puntuación de los valores por propiedad, estableció un factor de peso para cada propiedad. Es decir, que prioridad tiene la propiedad para la aplicación del empaque de agua. Se le dieron mayor peso a las propiedades mecánicas, especialmente las propiedades que tienen que ver con la resistencia del sellado de la película, resistencia al sellado en caliente y resistencia del termosellado. En la primera, generalmente una vez se sella la película de empaque, se deposita inmediatamente el producto a empacar, en este caso el agua, y la zona de sellado aún con alta temperatura debe soportar la fuerza que ejerce el producto envasado en el empaque. Si se rompe fácilmente el empaque simplemente no sirve o puede generar reprocesos en el sistema de envasado del producto. De igual forma la resistencia del termosellado una vez se empaca el agua debe ser consistente en el tiempo, evitando por ejemplo que se rompa en esta zona con facilidad cuando se presenten caídas de la bolsa de agua. En orden de importancia le siguen las propiedades mecánicas de la superficie de la película (impacto, rasgado, punzonado, tensión y elongación). A la propiedad de opacidad se le dio un menor peso ya que para las dos películas evaluadas los porcentajes de opacidad son aún adecuados para permitir un nivel de trasparencia satisfactorio en el empaque. De acuerdo a estos criterios se establecieron en la tabla 6 los factores de peso de cada propiedad. Finalmente, se realiza una sumatoria de los puntajes de cada material por el respectivo factor de peso para obtener un puntaje global ponderado de cada material (Ecuación 1). El material que obtiene el mayor puntaje es el ideal para la aplicación. = ∑ ∗ (1) Donde:
Pj : Puntaje del material global ponderado, de 1 a j materiales. pi : puntaje del material de la propiedad i. FPi: factor de ponderación del material de la propiedad i. Tabla 6. Puntajes por propiedades de acuerdo a la tabla 5 y factores de peso de cada propiedad de acuerdo a la aplicación. Fuente: Autor. Propiedad Puntaje Factor de peso Resistencia al punzonado(51 m) LLDPE LDPE
5 3
15 %
Tensión Rotura DT (51 m) LLDPE LDPE
5 4
10 % Elongación a rotura DT (51 m) LLDPE LDPE
4 3
5 %
Resistencia impacto al dardo (51 m) LLDPE LDPE
4 3
15 %
Resistencia al rasgado DT (51 m) LLDPE LDPE
5 1
15 %
Resistencia del termosellado(120°C) LLDPE LDPE
5 4
15 %
Resistencia al sellado en caliente (110°C) LLDPE LDPE
5 1
20 %
Opacidad (20.3 m) LLDPE LDPE 4 3
5 %
De acuerdo a los valores establecidos en la tabla 6 y aplicando la ecuación 1, los puntajes globales ponderados por cada material se listan en la tabla 7, indicando que el material más recomendado para la aplicación de bolsas para agua es el polietileno lineal de baja densidad. Tabla 7. Puntajes globales ponderados de cada material para la aplicación de empaque de agua. Tipo Puntaje total ponderado (Pj) LLDPE 4.75 LDPE 2.55
5. Proceso de transformación del material (máximo 1000 palabras) (Para obtener el producto final empleado en la aplicación) 5.1 Descripción del proceso La fabricación de empaque para agua comienza con la extrusión, el cual es un proceso continuo donde se pueden fabricar tuberías, perfiles, láminas, películas, cables entre
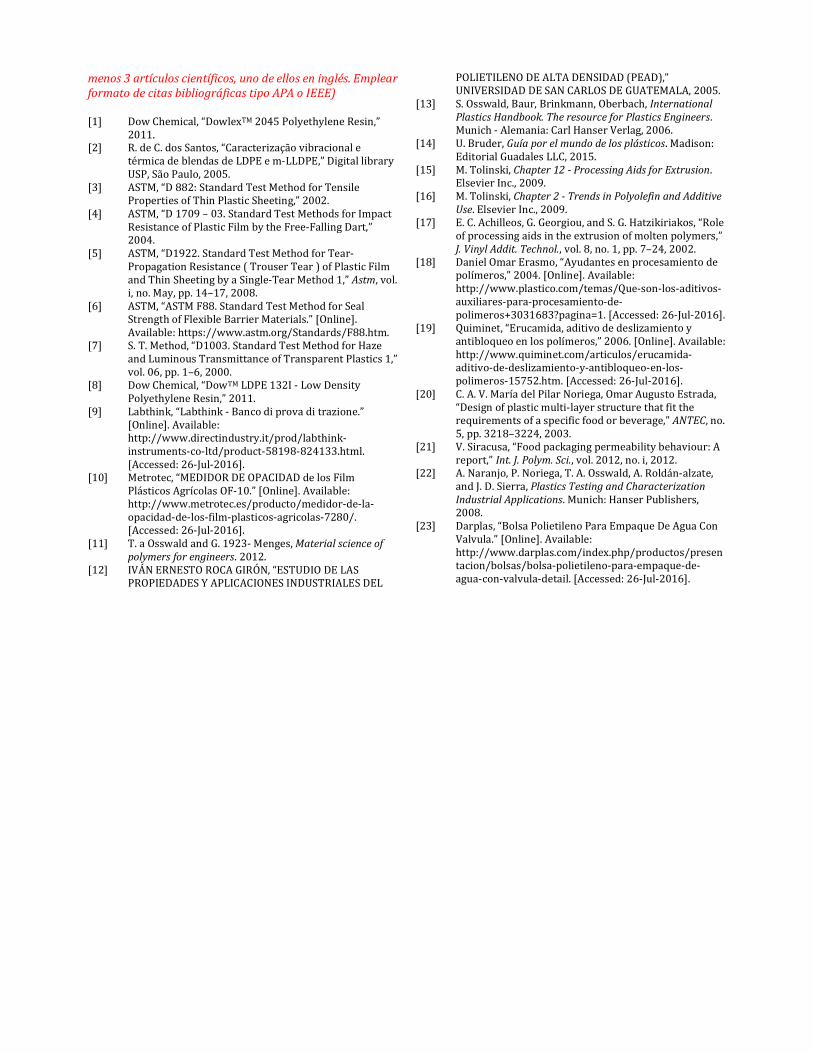
otros. Básicamente, lo que se busca es fundir el plástico que es alimentado por una tolva, por medio de un cilindro y un tornillo que gira para transportar el material y fundirlo por el movimiento relativo entre estos componentes. El material fundido se presuriza para posteriormente ser extruido por una boquilla o cabezal que le da la forma final al producto. Muchos termoplásticos se pueden procesar por extrusión. Su característica principal es su alta viscosidad, esto con el fin de evitar el colapso del perfil extruido antes del proceso de enfriamiento y calibración. Los materiales plásticos más comunes en extrusión son: Polietilenos (alta, media, baja densidad). Polipropileno. Poliestireno Policarbonato Poliamida Algunos termoplásticos elastómeros ABS, SAN, PMMA, PEEK, PTFE, POM. Dependiendo del tipo de herramienta que se usa después de la extrusora, se puede dividir el proceso de extrusión en diferentes categorías: Extrusión directa Extrusión con herramienta angular (por ejemplo, recubrimiento). Extrusión de placas y láminas Coextrusión Soplado de película Producción de cable Producción de monofilamento Formado de compuestos (mezclado). En la figura 7 se ilustra una línea de producción típica de soplado de película. Después de la extrusora se ubica un cabezal tubular que extruye una película delgada. La película es entonces soplada, enfriada y estirada con la ayuda de rodillos. En la estación final, la película puede ser impresa antes de ser enrollada en bobinas, cortada en láminas o soldada y punzonada para formar bolsas plásticas. Con el fin de prevenir que la tubería de lámina fundida se pegue en el cabezal de soplado, la película se mantiene a cierta distancia con la ayuda de un espacio de aire. Se puede cambiar el espesor de la película variando la abertura en el cabezal de soplado. El ancho de la película puede variarse a través del tamaño de la burbuja (presión del aire) y la orientación (biaxial) por la velocidad de los rodillos. Esto permite un tiempo de desarrollo muy corto a bajo costo. Los plásticos comúnmente usados en el soplado de película son: PE, PP, PET, PA, EVA, EBA y EMA.
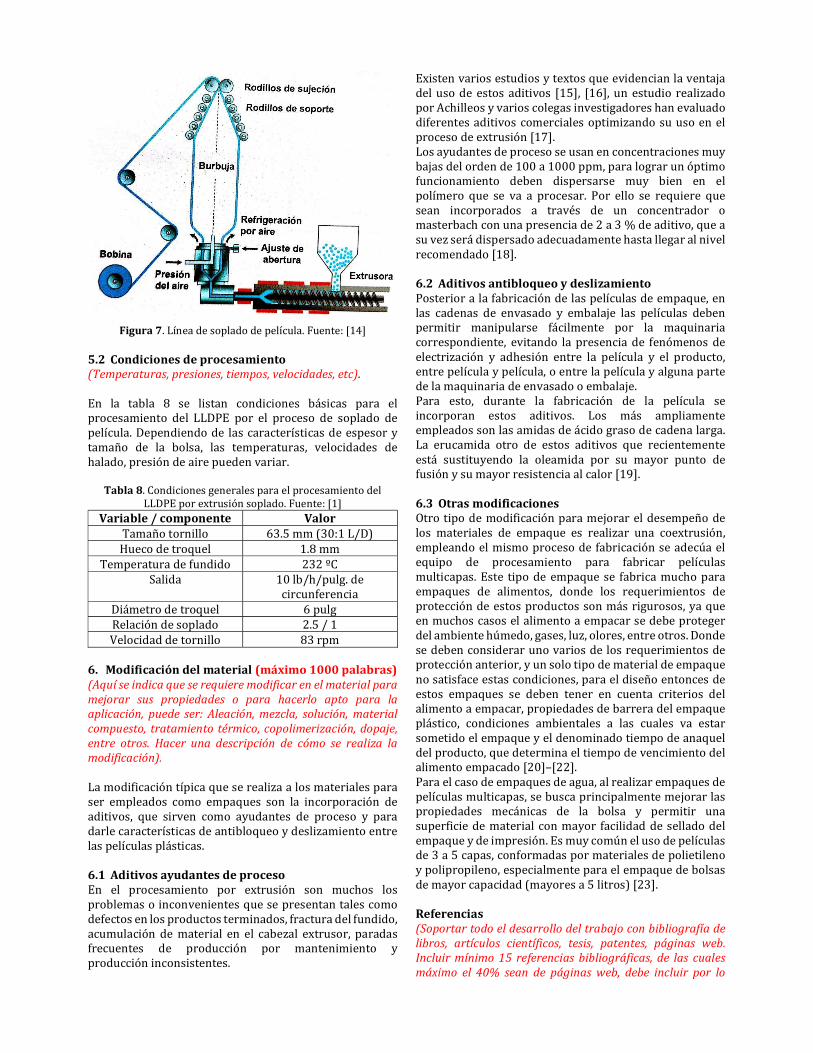
Figura 7. Línea de soplado de película. Fuente: [14] 5.2 Condiciones de procesamiento (Temperaturas, presiones, tiempos, velocidades, etc). En la tabla 8 se listan condiciones básicas para el procesamiento del LLDPE por el proceso de soplado de película. Dependiendo de las características de espesor y tamaño de la bolsa, las temperaturas, velocidades de halado, presión de aire pueden variar. Tabla 8. Condiciones generales para el procesamiento del LLDPE por extrusión soplado. Fuente: [1] Variable / componente Valor
Tamaño tornillo 63.5 mm (30:1 L/D) Hueco de troquel 1.8 mm
Temperatura de fundido 232 ºC Salida 10 lb/h/pulg. de circunferencia
Diámetro de troquel 6 pulg Relación de soplado 2.5 / 1 Velocidad de tornillo 83 rpm
6. Modificación del material (máximo 1000 palabras) (Aquí se indica que se requiere modificar en el material para mejorar sus propiedades o para hacerlo apto para la aplicación, puede ser: Aleación, mezcla, solución, material compuesto, tratamiento térmico, copolimerización, dopaje, entre otros. Hacer una descripción de cómo se realiza la modificación). La modificación típica que se realiza a los materiales para ser empleados como empaques son la incorporación de aditivos, que sirven como ayudantes de proceso y para darle características de antibloqueo y deslizamiento entre las películas plásticas. 6.1 Aditivos ayudantes de proceso En el procesamiento por extrusión son muchos los problemas o inconvenientes que se presentan tales como defectos en los productos terminados, fractura del fundido, acumulación de material en el cabezal extrusor, paradas frecuentes de producción por mantenimiento y producción inconsistentes.
Existen varios estudios y textos que evidencian la ventaja del uso de estos aditivos [15], [16], un estudio realizado por Achilleos y varios colegas investigadores han evaluado diferentes aditivos comerciales optimizando su uso en el proceso de extrusión [17]. Los ayudantes de proceso se usan en concentraciones muy bajas del orden de 100 a 1000 ppm, para lograr un óptimo funcionamiento deben dispersarse muy bien en el polímero que se va a procesar. Por ello se requiere que sean incorporados a través de un concentrador o masterbach con una presencia de 2 a 3 % de aditivo, que a su vez será dispersado adecuadamente hasta llegar al nivel recomendado [18]. 6.2 Aditivos antibloqueo y deslizamiento Posterior a la fabricación de las películas de empaque, en las cadenas de envasado y embalaje las películas deben permitir manipularse fácilmente por la maquinaria correspondiente, evitando la presencia de fenómenos de electrización y adhesión entre la película y el producto, entre película y película, o entre la película y alguna parte de la maquinaria de envasado o embalaje. Para esto, durante la fabricación de la película se incorporan estos aditivos. Los más ampliamente empleados son las amidas de ácido graso de cadena larga. La erucamida otro de estos aditivos que recientemente está sustituyendo la oleamida por su mayor punto de fusión y su mayor resistencia al calor [19]. 6.3 Otras modificaciones Otro tipo de modificación para mejorar el desempeño de los materiales de empaque es realizar una coextrusión, empleando el mismo proceso de fabricación se adecúa el equipo de procesamiento para fabricar películas multicapas. Este tipo de empaque se fabrica mucho para empaques de alimentos, donde los requerimientos de protección de estos productos son más rigurosos, ya que en muchos casos el alimento a empacar se debe proteger del ambiente húmedo, gases, luz, olores, entre otros. Donde se deben considerar uno varios de los requerimientos de protección anterior, y un solo tipo de material de empaque no satisface estas condiciones, para el diseño entonces de estos empaques se deben tener en cuenta criterios del alimento a empacar, propiedades de barrera del empaque plástico, condiciones ambientales a las cuales va estar sometido el empaque y el denominado tiempo de anaquel del producto, que determina el tiempo de vencimiento del alimento empacado [20]–[22]. Para el caso de empaques de agua, al realizar empaques de películas multicapas, se busca principalmente mejorar las propiedades mecánicas de la bolsa y permitir una superficie de material con mayor facilidad de sellado del empaque y de impresión. Es muy común el uso de películas de 3 a 5 capas, conformadas por materiales de polietileno y polipropileno, especialmente para el empaque de bolsas de mayor capacidad (mayores a 5 litros) [23]. Referencias (Soportar todo el desarrollo del trabajo con bibliografía de libros, artículos científicos, tesis, patentes, páginas web. Incluir mínimo 15 referencias bibliográficas, de las cuales máximo el 40% sean de páginas web, debe incluir por lo
menos 3 artículos científicos, uno de ellos en inglés. Emplear formato de citas bibliográficas tipo APA o IEEE) [1] Dow Chemical, “DowlexTM 2045 Polyethylene Resin,” 2011. [2] R. de C. dos Santos, “Caracterização vibracional e térmica de blendas de LDPE e m-LLDPE,” Digital library USP, São Paulo, 2005. [3] ASTM, “D 882: Standard Test Method for Tensile Properties of Thin Plastic Sheeting,” 2002. [4] ASTM, “D 1709 – 03. Standard Test Methods for Impact Resistance of Plastic Film by the Free-Falling Dart,” 2004. [5] ASTM, “D1922. Standard Test Method for Tear-Propagation Resistance ( Trouser Tear ) of Plastic Film and Thin Sheeting by a Single-Tear Method 1,” Astm, vol. i, no. May, pp. 14–17, 2008. [6] ASTM, “ASTM F88. Standard Test Method for Seal Strength of Flexible Barrier Materials.” [Online]. Available: https://www.astm.org/Standards/F88.htm. [7] S. T. Method, “D1003. Standard Test Method for Haze and Luminous Transmittance of Transparent Plastics 1,” vol. 06, pp. 1–6, 2000. [8] Dow Chemical, “DowTM LDPE 132I - Low Density Polyethylene Resin,” 2011. [9] Labthink, “Labthink - Banco di prova di trazione.” [Online]. Available: http://www.directindustry.it/prod/labthink-instruments-co-ltd/product-58198-824133.html. [Accessed: 26-Jul-2016]. [10] Metrotec, “MEDIDOR DE OPACIDAD de los Film Plásticos Agrícolas OF-10.” [Online]. Available: http://www.metrotec.es/producto/medidor-de-la-opacidad-de-los-film-plasticos-agricolas-7280/. [Accessed: 26-Jul-2016]. [11] T. a Osswald and G. 1923- Menges, Material science of polymers for engineers. 2012. [12] IVÁN ERNESTO ROCA GIRÓN, “ESTUDIO DE LAS PROPIEDADES Y APLICACIONES INDUSTRIALES DEL
POLIETILENO DE ALTA DENSIDAD (PEAD),” UNIVERSIDAD DE SAN CARLOS DE GUATEMALA, 2005. [13] S. Osswald, Baur, Brinkmann, Oberbach, International Plastics Handbook. The resource for Plastics Engineers. Munich - Alemania: Carl Hanser Verlag, 2006. [14] U. Bruder, Guía por el mundo de los plásticos. Madison: Editorial Guadales LLC, 2015. [15] M. Tolinski, Chapter 12 - Processing Aids for Extrusion. Elsevier Inc., 2009. [16] M. Tolinski, Chapter 2 - Trends in Polyolefin and Additive Use. Elsevier Inc., 2009. [17] E. C. Achilleos, G. Georgiou, and S. G. Hatzikiriakos, “Role of processing aids in the extrusion of molten polymers,” J. Vinyl Addit. Technol., vol. 8, no. 1, pp. 7–24, 2002. [18] Daniel Omar Erasmo, “Ayudantes en procesamiento de polímeros,” 2004. [Online]. Available: http://www.plastico.com/temas/Que-son-los-aditivos-auxiliares-para-procesamiento-de-polimeros+3031683?pagina=1. [Accessed: 26-Jul-2016]. [19] Quiminet, “Erucamida, aditivo de deslizamiento y antibloqueo en los polímeros,” 2006. [Online]. Available: http://www.quiminet.com/articulos/erucamida-aditivo-de-deslizamiento-y-antibloqueo-en-los-polimeros-15752.htm. [Accessed: 26-Jul-2016]. [20] C. A. V. María del Pilar Noriega, Omar Augusto Estrada, “Design of plastic multi-layer structure that fit the requirements of a specific food or beverage,” ANTEC, no. 5, pp. 3218–3224, 2003. [21] V. Siracusa, “Food packaging permeability behaviour: A report,” Int. J. Polym. Sci., vol. 2012, no. i, 2012. [22] A. Naranjo, P. Noriega, T. A. Osswald, A. Roldán-alzate, and J. D. Sierra, Plastics Testing and Characterization Industrial Applications. Munich: Hanser Publishers, 2008. [23] Darplas, “Bolsa Polietileno Para Empaque De Agua Con Valvula.” [Online]. Available: http://www.darplas.com/index.php/productos/presentacion/bolsas/bolsa-polietileno-para-empaque-de-agua-con-valvula-detail. [Accessed: 26-Jul-2016].