OPTIMIZACIÓN Forjas Bolivar S.A. DE COSTOS DE ... de costos... · Colombia, Venezuela, Ecuador,...
36
OPTIMIZACIÓN DE COSTOS DE MANTENIMIENTO EN TRANSPORTADORES DE CADENA Forjas Bolivar S.A. Ing. Miguel Muñoz
Transcript of OPTIMIZACIÓN Forjas Bolivar S.A. DE COSTOS DE ... de costos... · Colombia, Venezuela, Ecuador,...

OPTIMIZACIÓN DE COSTOS DE MANTENIMIENTO EN TRANSPORTADORES DE
CADENA
Forjas Bolivar S.A.Ing. Miguel Muñoz

CON-TENIDO
1. Presentación de la empresa
1PRESEN-TACIÓNDE LA EMPRESA 2AS-
PECTOSRELEVANTES EN LA FABRICACIÓN 3FALLASCOMUNES EN LOS
ELEMENTOS PRINCIPALES 4COSTOSGENERADOS POR CADENAS YCOMPONENTES EN MAL ESTADO

1PRESEN-TACIÓNDE LA EMPRESA
1. Presentación de la empresa

PRESEN-TACIÓN
1PRESEN-TACIÓNDE LA EMPRESA
1. Presentación de la empresa
DESDE 1968,Forjando una gran historia.
Empresa metalmecánica, especializada en la entrega de soluciones de ingeniería para la industria Minera, Cementera, Petroquímica, Alimentos e Infraestructura.
+ Sistemas de sujeción+ Sistemas de transporte de materiales+ Fabricaciones especiales

1PRESEN-TACIÓN
1. Presentación de la empresa
CON PRESENCIA EN:Canada, USA, México, Guatemala, Honduras, El Salvador, Nicaragua, Costa Rica, Panamá, Haití, Puerto Rico, República Dominicana, Colombia, Venezuela, Ecuador, Perú, Bolivia, Chile.
DE LA EMPRESA

2AS-PECTOSRELEVANTES EN LA FABRICACIÓN
2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesorios
+ Fabricación de los componentes del transportador. + Diseño, ensamble y soporte técnico.

2FABRI-CACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.
2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesoriosCadenas / Platinas
+ Aspectos importantes

2FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.
2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesoriosCadenas / Platinas
CADENAS:La cadena es el “alma” del transportador, es el elemento que soporta la carga.
Platinas: Garantizar dimensiones, tratamiento térmico adecuado, no concentradores de esfuerzos.

22. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesorios
Cadenas / Bujes
CADENAS:La cadena es el “alma” del transportador, es el elemento que soporta la carga.
Bujes: Alta dureza superficial para obtener alta resistencia al desgaste.
FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.

22. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesorios
Cadenas / Pasadores
CADENAS:La cadena es el “alma” del transportador, es el elemento que soporta la carga.
Pasadores: Se necesita núcleo dúctil y superficie con alta dureza. El espesor de la capa de dureza es directamente proporcional a la duración de la cadena.
FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.

2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesoriosCadenas / Eslabones de arrastre
CADENAS:
Eslabonesde arrastre:
Utilizados para cadenas de arrastre. Es importante que sean Forjados y que tengan con alta dureza superficial.
2FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.

22. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesorios
Sprockets
SPROCKETS:Fabricados usualmente aceros de medio carbón con temple superficial o con temple total.
Fabricación por sectores facilita el recambio.
FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.

22. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesorios
Accesorios / Slats y cangilones
ACCESORIOS:Slatsy cangilones:
Utilizar láminas en acero antidesgaste en cangilones.
Buen ajuste entre slats para evitar derrames de material.
Utilizar sistemas de sujeción adecuados.
FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.

22. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesorios
Accesorios / Ruedas
Ruedas: Forjadas para máxima durabilidad.
Temple por inducción superficial para resistencia al desgaste.
Ensamble con ajustes para rodamientos.
FABRICACIÓNDE LOS COMPONENTESDEL TRANSPORTADOR.
ACCESORIOS:

2DISEÑOENSAMBLE Y SOPORTE TÉCNICO.
2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesoriosDiseño
+ Diseño del sistema+ Simulación del sistema+ Manuales de funcionamiento y soporte técnico

2DISEÑOENSAMBLE Y SOPORTE TÉCNICO.
2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesoriosDiseño
Componentes BIEN fabricados pero MAL ensamblados resultan en un MAL TRANSPORTADOR!!
Diseñar el sistema completo y determinar ajustes y tolerancias óptimas para su fabricación.
El adecuado ensamble y ajuste entre todos los componentes es vital para maximizar la durabilidad del transportador.
+ Diseño del sistema

2DISEÑOENSAMBLE Y SOPORTE TÉCNICO.
2. Aspectos relevantes en la Fabricación de cadenas transportadoras y sus accesoriosDiseño
Hacer simulaciones del sistema para verificar su funcionamiento.
+ Simulación del sistema
Una cadena correctamente fabricada, MAL MONTADA o MAL MANTENIDA, NO CUMPLIRÁ su vida útil.
+ Manuales de funcionamiento ysoporte técnico

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principales
+ Problemas de fabricación en las cadenas+ Problemas durante el montaje+ Problemas de mantenimiento

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas de fabricación en las cadenas
+ Problemas de fabricación en las cadenas+ Ajustes inadecuados en la cadena:
+ Ensamble entre bujes y platinas:La interferencia en los agujeros genera una precarga. Demasiado apriete ha concentradores de esfuerzos.Apriete = concentradores de esfuerzo
+ Ensamble entre bujes y pasadores: Exceso de material cuando es muy amplio el espacio o puede bloquearse la cadena cuando es muy pequeño. Fenómeno de cavitación seca.Espacio muy amplio = desgaste aceleradoEspacio muy reducido = posible bloqueo de la cadena

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas de fabricación en las cadenas
+ Problemas de fabricación en las cadenas
Una platina fabricada con los agujeros un 2% más amplios de lo
recomendado pero sometida a una misma carga que otra con las
dimensiones correctas, sufrirá un esfuerzo un 4% mayor.

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas de fabricación en las cadenas
+ Acabado de los agujeros en las platinas: Las rayas y entallas = concentración de esfuerzos.
+ Agujeros de platinas no coincidentes en el paso: Desalineamiento al ensamblar = esfuerzos de cizalladura en bujes y pasadores
+ Problemas de fabricación en las cadenas

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas de fabricación en las cadenas
+ Problemas de fabricación en las cadenas+ Tratamientos térmicos no adecuados: Tratamientos térmicos según la operación del transportador.
Durezas muy altas = fragilidadDurezas muy bajas = desgaste prematuro
+ Diseño del ensamble cadena-sprockets: Los sprockets y la cadena son un conjunto que debe ser diseñado y fabricado bajo los mismos parámetros. Hacer reparaciones o recambios sin tener en cuenta el ensamble completo puede generar problemas

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas durante el montaje
+ Manipulación adecuada: Componentes están diseñados para soportar ciertas cargas durante la operación por lo tanto durante el montaje no se deben someter a otras cargas.
Un montaje inadecuado arruina cualquier componente así haya sido fabricado con los mejores estándares de calidad.
+ Problemas durante el montaje

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas durante el montaje
+ Hacer ensambles adecuados de los tramos de la cadena
+ Problemas durante el montaje

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas durante el montaje
+ Ensamble de componentes nuevos sobre componentes viejos: En caso de ser asi se debe reparar y poner a punto el componente viejo.
Es muy importante entonces pedirle a su proveedor que le suministre manuales de montaje y que se cuente con supervisión de un experto durante el montaje.
+ Problemas durante el montaje

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas de mantenimiento
El mantenimiento de un transportador empieza desde el montaje mismo.
+ Problemas de mantenimiento
+ Registro del estado de desgasteUna vez instalado el equipo se debe empezar el registro del estado de desgaste del equipo. Así se podrán determinar en todo momento las horas disponibles de servicio.
+ Reparaciones inadecuadas Es común utilizar soldadura para hacer reparaciones, antes de hacerlo se debe establecer el tipo de material y tratamiento térmico que tiene la pieza original. Y garantizar las medidas originales del sistema.

3FALLASCOMUNES EN LOS ELEMENTOS PRINCIPALES.
3. Fallas comunes en los elementos principalesProblemas de mantenimiento
+ Herramientas AdecuadasUtilizar herramientas adecuadas para ensamblar y desensamblar componentes.
+ Reparar elementos que ya sobrepasaron su vida útil
+ Su transportador tiene vidaCuídelo, siéntalo, escúchelo, véalo! Esto aumentara la vida útil del mismo.
+ Problemas de mantenimiento

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
+ Ejemplo 1: Transportador frenado.+ Ejemplo 2: Transportador con derrames. + Ejemplo 3: Montaje inadecuado.
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
Ejemplo 1: Transportador frenado
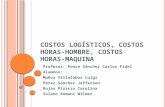
+ Ejemplo 1: Transportador frenado.Aumento de consumo energético debido a un aumento en el coeficiente de fricción en un transportador de arrastre.
Aumento del coeficiente de fricción = mayor consumo de potencia en el motor
Cuando hay desalineamiento, superficies no aptas para la rodadura, cadenas que no escualizan adecuadamente, aditamentos rozando la carcasa, etc.
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.
Porcentaje de aumento de potencia.COHEFICIENTE DE FRICCIÓN
Pot
enci
a [ H
P ] 88%
65%
57%
53%
20%
10
9
8
7
6
5
4
3
2
1
0.2 0.4 0.2 0.4 0.2 0.4 0.2 0.4 0.2 0.4
Es más barato dedicarle tiempo a realizar mantenimientos adecuados o eventualmente hacer cambios de componentes.
1

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
Ejemplo 2: Transportador con derrames
+ Ejemplo 2: Transportador con derrames.
Este ejemplo determina los costos en que se incurre por un derrame del 1% del material que se transporta debido al mal estado de sus cangilones.
Se estiman las perdidas por consumo energético y el costo de recogida y transporte del material derramado.
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.
Este caso se presenta principalmente cuando los cangilones o slats están en mal estado.
Este ejemplo es para un elevador con las siguientes características:
Capacidad: 12 ton/h y 288ton/díaDensidad del material: 1200 kgm/m3. 45 cangilones de 10 in x 6 inMotor de 3 HP (2.238 kW).

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
Ejemplo 2: Transportador con derrames
+ Ejemplo 2: Transportador con derrames.
+ Si se derrama el 1% del material transportado entonces las pérdidas de material son:
> [Material derramado por día = 2.88 ton/día ]> [ Volumen de material derramado en un año = 864 m3/año ]
+ Suponemos que se deben utilizar volquetas de 8 m3 para recoger el material y transportarlo. Entonces:
> [Cantidad de viajes en un año = 108 viajes ]+ Suponiendo que cada viaje para recoger y mover el material dentro de la planta cuesta US $36, se tiene:
> [Costo del transporte en volqueta = US $ 3888 ]
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.
Adicional a esto hay otros costos que no estamos teniendo en cuenta, por ejemplo:
+ El consumo energético del motor del elevador es mayor ya que es necesario suplir la cantidad de material derramada.
+ La mano de obra para recoger el material derramado.
+ Material derramado que no se recupera.

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
Ejemplo 2: Transportador con derrames
+ Ejemplo 2: Transportador con derrames.
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.
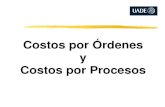
COMPARACIÓN COSTO RECAMBIO - DERRAMEP
reci
o en
US$
Costo del recambio Costo de la recogida del material yaumento del consumo energético
4000
3000
2000
1000
0
Es tres veces más barato cambiar los cangilones que tener el derrame.
Cuánto costaría cambiar los cangilones por unos nuevos y eliminar el derrame?
Si los cangilones son de 10 in x 6 in , son 45
unidades en total y cuesta cada uno USD$ 30, entonces:
> [Costo total del recambio de los cangilones = US$ 1350 ]
+ El consumo energético del motor del elevador es mayor ya que es necesario suplir la cantidad de material derramada.
+ La mano de obra para recoger el material derramado.
+ Material derramado que no se recupera.

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
Ejemplo 3: Montaje inadecuado
+ Ejemplo 3: Montaje inadecuado.
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.
Este ejemplo determina la reducción de vida útil de una cadena cuando se realizan malos procedimientos de empalme durante el montaje.
Transportador de tablillas tipo “pan conveyor” con las siguientes características:
Cadena de paso 6”600 pasos en total, es decir una longitud total de 91.4 metros
Se entrega la cadena en 30 tramos.
Se entregan 29 pasadores para hacer los empalmes durante el montaje.
+ Suponemos que durante el montaje los 29 pasadores de empalme son golpeados y esmerilados perdiendo así el ajuste con las platinas.

4COSTOS4. Costos generados por cadenas y componentes en mal estado.
Ejemplo 3: Montaje inadecuado
+ Ejemplo 3: Montaje inadecuado.
GENERADOS POR CADENAS Y COMPONENTES EN MAL ESTADO.
Suponiendo que cada uno de los ajustes pierde 2 mm, el total de alargamiento de la cadena, el por-centaje y la pérdida de la vida útil serían:
> [ Alargamiento de la cadena = 58 mm ]Asumiendo que la cadena tiene una vida útil de 40000 horas, para un alargamiento máximo del
2.5%, la pérdida en horas de la cadena sin empezar a funcionar, solamente por su mal montaje sería de:
> [ Pérdida en horas de funcionamiento de la cadena = 1008 horas ]
Si el transportador que usa la cadena trabaja 24 horas por día, la pérdida de días de funcionamiento de la cadena sería de:
> [ Pérdida de días de funcionamiento de la cadena = 42 días ]

CONCLU-SIONES
Conclusiones
Para optimizar los costos de operación en sus transportadores y elevadores, no olvide controlar estos aspectos:
+ Fabricación:Utilice componentes diseñados y fabricados adecuadamente
+ Montaje:Un buen montaje garantiza una buena operación. Pida asesoría al fabricante para una correcta instalación. Lleve registro de la elongación y el desgaste de la cadena desde el montaje mismo.
+ Mantenimiento: Las practicas adecuadas de mantenimiento y seguimiento aumentan la vida útil de sus transportador.
+ Operación:Los transportadores en mal estado son muy costosos de operar, incluso puede llegar a ser más costoso que el recambio mismo de sus componentes.
12343

Forjas Bolivar S.A.Ing. Miguel Muñoz / [email protected]