
Nombre de la Ponencia -...
15
Nombre de la Ponencia: Desarrollo del Sistema de Gestión de la Producción de EP, S.A. de C.V., para mantener su fuente de empleo. Autores: Angelina González Rosas. Juan Marcelo Miranda Gómez. Noel Iván Toto Arellano. Resumen Actualmente las micro y pequeñas empresas se encuentran ante el reto de permanecer en el mercado y sostenerse como fuente de empleo, deben subsanar las deficiencias de tecnología con mano de obra mal adiestrada, poco capacitada y con maquinaria generalmente obsoleta, por este motivo es necesario eficientar al máximo los recursos de que disponen, ello permite mantener la calidad de los productos, la operatividad y productividad de la empresa en general. Una estructura organizacional flexible ayuda a corregir estas carencias antes mencionadas, siempre apoyados de la experiencia de su personal, rescatando las virtudes que como organización tienen y convirtiéndolas en oportunidades para que se traduzcan en fortalezas ante sus competidores. El objetivo del presente trabajo es dar a conocer el sistema de gestión que se ha desarrollado para la empresa Especial de Plásticos, S.A. de C.V. (EP, SA de CV) para continuar siendo el proveedor de una empresa farmacéutica de prestigio y mantener su fuerza de trabajo. Como resultado se determinaron los estándares de calidad para los productos, los programas de mantenimiento preventivo de la maquinaria y equipo y se elaboró una propuesta de capacitación para el personal operativo, así como los manuales de operación de las máquinas, de procedimiento para los distintos productos y sus respectivas hojas de proceso. Ello permitió un cambio estructural de principios y de orden en la empresa, lo que mejoró la calidad del proceso de producción y la confiabilidad del producto, como consecuencia de esta mejora se continuó como proveedor exclusivo de la empresa farmacéutica.
Transcript of Nombre de la Ponencia -...

Nombre de la Ponencia:
Desarrollo del Sistema de Gestión de la Producción de EP, S.A. de C.V., para
mantener su fuente de empleo.
Autores:
Angelina González Rosas.
Juan Marcelo Miranda Gómez.
Noel Iván Toto Arellano.
Resumen
Actualmente las micro y pequeñas empresas se encuentran ante el reto de permanecer
en el mercado y sostenerse como fuente de empleo, deben subsanar las deficiencias
de tecnología con mano de obra mal adiestrada, poco capacitada y con maquinaria
generalmente obsoleta, por este motivo es necesario eficientar al máximo los recursos
de que disponen, ello permite mantener la calidad de los productos, la operatividad y
productividad de la empresa en general. Una estructura organizacional flexible ayuda a
corregir estas carencias antes mencionadas, siempre apoyados de la experiencia de su
personal, rescatando las virtudes que como organización tienen y convirtiéndolas en
oportunidades para que se traduzcan en fortalezas ante sus competidores.
El objetivo del presente trabajo es dar a conocer el sistema de gestión que se ha
desarrollado para la empresa Especial de Plásticos, S.A. de C.V. (EP, SA de CV) para
continuar siendo el proveedor de una empresa farmacéutica de prestigio y mantener su
fuerza de trabajo. Como resultado se determinaron los estándares de calidad para los
productos, los programas de mantenimiento preventivo de la maquinaria y equipo y se
elaboró una propuesta de capacitación para el personal operativo, así como los
manuales de operación de las máquinas, de procedimiento para los distintos productos
y sus respectivas hojas de proceso. Ello permitió un cambio estructural de principios y
de orden en la empresa, lo que mejoró la calidad del proceso de producción y la
confiabilidad del producto, como consecuencia de esta mejora se continuó como
proveedor exclusivo de la empresa farmacéutica.
Palabras clave: Sistema Gestión, Producción, Empleo INTRODUCCIÓN
La competitividad a nivel mundial exige que las empresas busquen herramientas que
les lleven a mantener su productividad a través de productos de calidad a los más
bajos costos, estas exigencias desplazan considerablemente a las micro y pequeñas
empresas, quienes en la mayoría de los casos, no cuentan con los recursos suficientes
para adecuarse a las nuevas formas de trabajo, debido a que sus celdas de producción
son deficientes, carentes de flexibilidad y con maquinaria obsoleta, que no cuenta con
un programa de mantenimiento o de capacitación y adiestramiento que les permita
responder a los requerimientos mínimos de los mercados, esta situación no les permite
sostener la fuente de empleo de la mayoría de sus trabajadores. Generalmente tienen
una alta rotación de personal, por lo bajos sueldos que ofrecen, la inseguridad de la
permanencia laboral, estas carencias no permiten que se genere la imagen corporativa
entre sus trabajadores, es por ello que éstas empresas deben desarrollar aquéllos
factores que a corto plazo les permita no sólo la sobrevivencia, sino la sólida
consolidación empresarial en el mercado.
La mayor parte del éxito de una empresa, se debe al buen manejo del flujo de
información, del liderazgo directivo, pero sobre todo de la organización y control de sus
recursos; mediante la utilización de medidas preventivas, de involucramiento de los
trabajadores en la propuesta de mejoras del proceso, en el diseño de nuevos
productos, en la determinación de parámetros que midan la calidad de su trabajo y del
producto mismo, recordando que el trabajo es una actividad social (Belamaric, 2004).
Para subsanar las deficiencias que las Pymes presentan y que les está costando la
imagen, la calidad, la operatividad, la productividad, es decir la supervivencia; es
necesario establecer primeramente una estructura organizacional flexible que le permita
abrirse y responder a los requerimientos de su mercado de manera competitiva donde
la parte fundamental es el trabajador (Belamaric, 2004).
Con el propósito de apoyar a que la microempresa mantenga su fuerza de trabajo, se
propuso llevar a cabo un análisis situacional para establecer un sistema productivo que
se adecue a sus necesidades y que sirva como base para mejorar su sistema de
gestión de la producción a través de nivelar la producción y productividad individual, la
calidad de sus procesos, la disminución del índice de ausentismo y siniestralidad del
personal, mediante el cambio de actitudes y valores que motiven a los empleados
(Stephen, 2004), desarrollando en ellos la imagen corporativa que tanta falta les hace.
Para los países en vías de desarrollo la competitividad depende de las condiciones que
pueden afectar la rentabilidad de las empresas; por eso, es necesario que las empresas
participen con las Instituciones de Educación Superior para que de manera conjunta se
trabaje para integrar la mano de obra con las ciencias y la tecnología en beneficio de
cada uno de ellos. Si consideramos que México es un país en vías de desarrollo con un
gran porcentaje de micro y pequeñas empresas, donde la tecnología es obsoleta y las
herramientas de calidad son mínimas, entonces la oportunidad de crecimiento,
desarrollo y posicionamiento en los mercados altamente competitivos se hace más
difícil.
Sin embargo, para que las micro empresas sean competitivas requieren llevar a cabo
un cambio organizacional donde la prioridad sea la atención y desarrollo de los recursos
disponibles, a través de la actualización de su tecnología y mano de obra, luego
entonces dicha modernización va a depender de los vínculos con los que cuenten para
tal efecto.
Se debe tomar en cuenta que en el desarrollo tecnológico se requieren cambios
profundos y desde luego nada fáciles de lograr, los gobiernos requieren de la
participación activa de los diferentes sectores empresariales, entonces la competitividad
es cada vez más exigente en la calidad de los servicios y productos que un país ofrece.
ANTECEDENTES
La investigación se llevó a cabo en la empresa EP, de S.A. de C.V., dedicada a la
fabricación de envases de polietileno, tapas por inyección de plásticos, envases tipo
blíster pack y específicamente a la fabricación de Estuches y Bancos para el
almacenaje de medicamentos, sus productos están dirigidos a laboratorios
farmacéuticos y tiendas naturistas de la Ciudad de México principalmente, de acuerdo a
su capacidad instalada y mano de obra es considerada microempresa.
Empresa familiar que inicia labores desde 1997 bajo la dirección del Sr. José Montes
de Oca, hasta su fallecimiento en 2010, a partir de ese momento se hace cargo el hijo
mayor, un joven de escasos dieciocho años que carecía de los conocimientos
elementales del manejo y control del negocio, situación que provoca constantes
rechazo de clientes, por el tiempo de entrega y la calidad del producto contribuyendo
con ello a que el personal que conocía el proceso renunciara, problemática que originó
que quedaran pedidos pendientes por entregar y proveedores a quienes pagar.
Derivado de la situación antes descrita, el principal cliente de la empresa EP, S.A. de
C.V., les aplica una auditoría con el propósito de determinar el estado que guarda
como proveedor y tomar la decisión de continuar trabajando con la empresa.
El joven Director solicita el apoyo a los Profesores Investigadores de la Universidad
Tecnológica de Tulancingo, para responder y atender los puntos resultado de la
auditoría aplicada. Sin embargo al momento de llevar a cabo el análisis situacional de la
empresa se detectó otros factores potenciales que pondrían en riesgo a la empresa
(manual de operación y mantenimiento de la maquinaria, el diseño de los productos, el
método de proceso de estos), el proyecto se llevó a cabo con el apoyo del alumno
César Mendoza Hernández de la carrera de Procesos Industriales y de un empleado
que designó la empresa.

PLANTEAMIENTO DEL PROBLEMA
Debido a que la empresa presentaba serios problemas de calidad y entrega de sus
productos, uno de sus clientes le aplicó una auditoría a sus procesos administrativo y
de producción, con el propósito de tenerlo como proveedor exclusivo o bien retirarle el
contrato de proveeduría; el resultado de la auditoría exigía cambios en la
estandarización del proceso y la mejora su calidad y tiempo de entrega o se cancelarían
las negociaciones. Para subsanar las deficiencias encontradas en la auditoría se les dio
un plazo de un año para llevar a cabo las transformaciones correspondientes y
aplicarles una nueva auditoría para dar el veredicto final.
Sin embargo, durante el desarrollo del proyecto, se detectó la necesidad de un catálogo
de productos que incluyera las especificaciones técnicas de los productos que resalte
las ventajas competitivas dentro del mercado, así como un programa de capacitación
para el personal operativo que incluya la forma de operación de las máquina y su
respectivo mantenimiento preventivo básico, situación que ponía en desventaja a los
operarios al no detectar una situación de falla o posible paro de máquina. Han tenido
que enfrentarse a severos conflictos internos por el descuido que se ha tenido
principalmente con el factor humano, pues se han preocupado más por los niveles de
producción que por la salud emocional del personal, situación que les generaba alto
porcentaje de ausentismo y siniestralidad, por lo que sus costos operativos eran
elevados.
Objetivo general
Desarrollar un sistema de gestión de la producción que permita mejorar el tiempo de
entrega de sus productos, asegurando la calidad de estos y la optimización de sus
procesos.
MÉTODOS Y RESULTADOS
La empresa EP, no contaba hasta ese momento con un sistema de gestión, se hace
necesario elaborar en primer lugar su estructura organizacional, que de hecho era una
de las exigencias de su principal cliente, posteriormente delimitar las áreas: de
producción, almacén de materia prima, y el almacén de producto terminado,
continuando con el desarrollo de los manuales: de procedimientos de los principales
productos, el de calidad y el de Cinco Eses (5’s) para oficinas. Esta información era
necesaria para atender los requerimientos de auditoría que en esos momentos les
exigía la compañía farmacéutica que se interesaba por adquirir otros de sus productos
(Banco modelo MEE079606, principal producto).
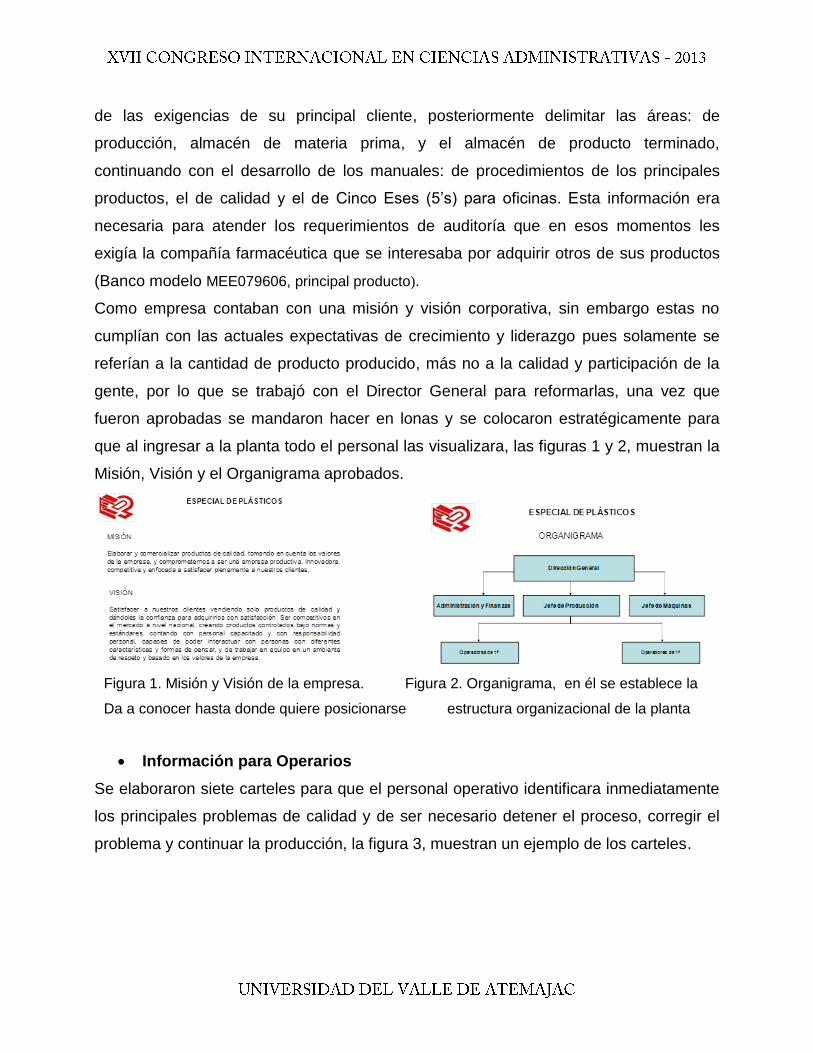
Como empresa contaban con una misión y visión corporativa, sin embargo estas no
cumplían con las actuales expectativas de crecimiento y liderazgo pues solamente se
referían a la cantidad de producto producido, más no a la calidad y participación de la
gente, por lo que se trabajó con el Director General para reformarlas, una vez que
fueron aprobadas se mandaron hacer en lonas y se colocaron estratégicamente para
que al ingresar a la planta todo el personal las visualizara, las figuras 1 y 2, muestran la
Misión, Visión y el Organigrama aprobados.
Figura 1. Misión y Visión de la empresa. Figura 2. Organigrama, en él se establece la
Da a conocer hasta donde quiere posicionarse estructura organizacional de la planta
Información para Operarios
Se elaboraron siete carteles para que el personal operativo identificara inmediatamente
los principales problemas de calidad y de ser necesario detener el proceso, corregir el
problema y continuar la producción, la figura 3, muestran un ejemplo de los carteles.
Figura 3. Carteles de información para operarios, para dar a conocer los factores que deben
cuidar durante el proceso para mantener la calidad del producto.
Delimitación de zonas de trabajo
Era necesario llevar a cabo la identificación de las zonas de trabajo, por lo que se
elaboraron seis layouts de la planta en Autocad; en ellos se modelo la distribución
estructural y de instalaciones. Posteriormente se delimitaron las áreas, aplicando orden
y limpieza en cada una de ellas. Como resultado de esta actividad se elaboró el Manual
de Cinco Eses (5’s) para las áreas de oficinas y planta respectivamente, las figuras 4 y
5 muestran el resultado obtenido.
Figura 4. Layout de distribución de planta. Representa la delimitación de las áreas de la planta
baja
ESPECIAL DE PLÁSTICOS
P L A N T A B A J A
P R O D U C T O T E R M IN A D O
P R O D U C T O T E R M IN A D OT A R IM A S
PR
OD
UC
TO
EN
ES
PE
RA
C O N T A D O Y E M P A C A D O
P R O D U C T O E N E S P E R A
H O T
S T A M P IN G
M U E S T R E O
P R O D U C C IÓ N
P O R T U R N O
C A J A S N U E V A S
El color amarillo indica la delimitación de las áreas
Este color indica el muro que se levantará
Elaboró: César Mendoza Hernández Autorizó: Ing. Angelina González Rosas Aprobó: José Miguel Montes de Oca

Figura 5. Delimitación de áreas. Se muestran las condiciones en las que se encontraba el área
de Termoformado y finalmente como quedó después de aplicar las primeras tres eses (3’s)
El Manual de 5’s, se fue implementando en la medida que se fue desarrollando de tal
manera que al concluirlo, la empresa ya presentaba una imagen de orden y limpieza
muy distinto a cuando se inició el proyecto, la participación de los operarios ya era del
100% pues emitían opiniones y generaban propuestas de cambio. De la misma manera
se reflejó el cambio en las oficinas, pues también había desorden como se muestra en
las figuras 6 y 7, donde se aprecia la designación de los lugares para la documentación,
considerando para tal efecto la información enfocada a calidad y producción.
Figura 6. Documentos innecesarios en oficinas. La imagen muestra documentación
desordenada.
Figuras 7. Forma de archivo para la información de producción y calidad respectivamente. La imagen muestra la documentación ordenada.
Para estandarizar el proceso, se requería identificar el proceso, para llevar a cabo el
estudio de tiempos y su correspondiente Cursograma analítico del proceso, como
resultado de este análisis se elaboraron siete distintos diagramas de método de
proceso, la figura 8, muestra el proceso para la fabricación del Estuche modelo T11 que
se lleva a cabo en la Inyectora (OIT, 1980).
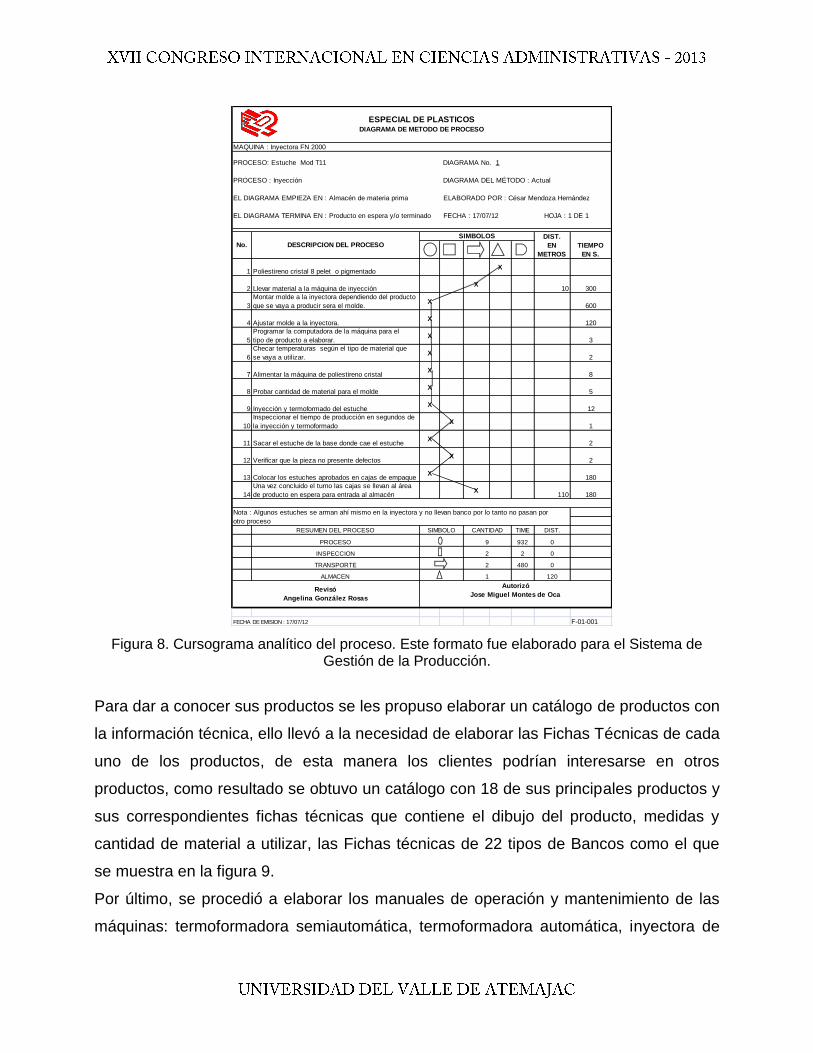
Figura 8. Cursograma analítico del proceso. Este formato fue elaborado para el Sistema de Gestión de la Producción.
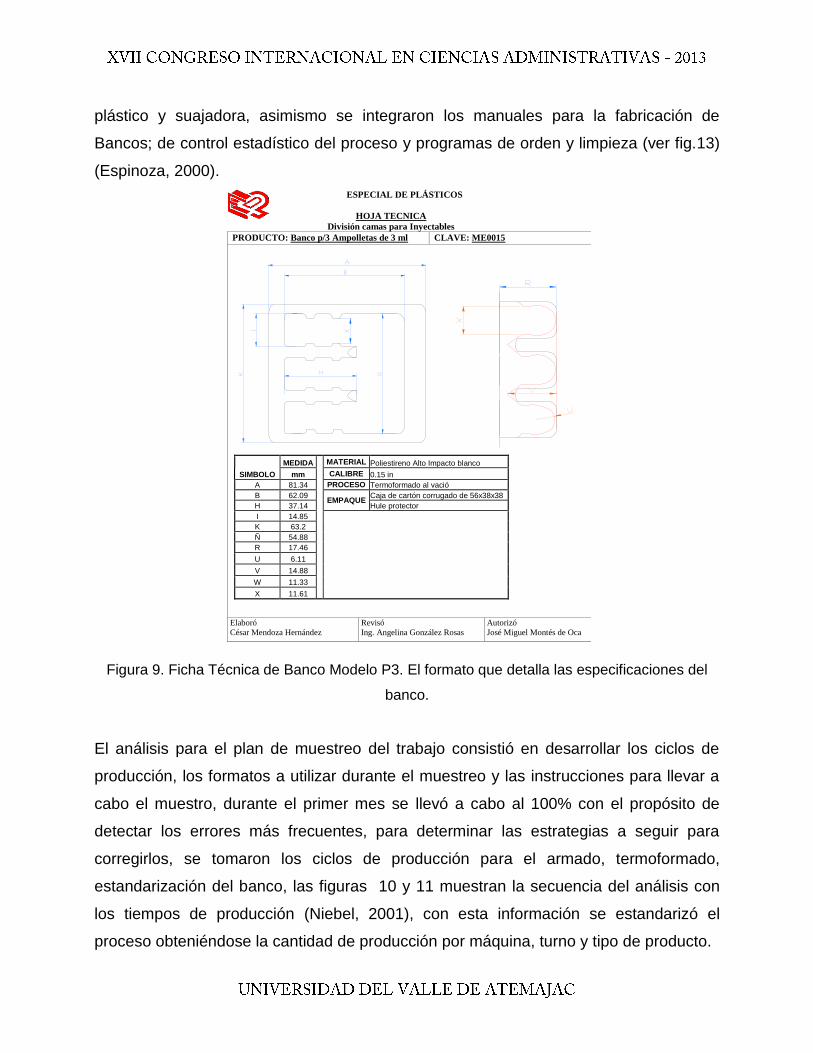
Para dar a conocer sus productos se les propuso elaborar un catálogo de productos con
la información técnica, ello llevó a la necesidad de elaborar las Fichas Técnicas de cada
uno de los productos, de esta manera los clientes podrían interesarse en otros
productos, como resultado se obtuvo un catálogo con 18 de sus principales productos y
sus correspondientes fichas técnicas que contiene el dibujo del producto, medidas y
cantidad de material a utilizar, las Fichas técnicas de 22 tipos de Bancos como el que
se muestra en la figura 9.
Por último, se procedió a elaborar los manuales de operación y mantenimiento de las
máquinas: termoformadora semiautomática, termoformadora automática, inyectora de
1 Poliestireno cristal 8 pelet o pigmentadoX
2 Llevar material a la máquina de inyecciónX
10 300
3
Montar molde a la inyectora dependiendo del producto
que se vaya a producir sera el molde.X
600
4 Ajustar molde a la inyectora.X
120
5
Programar la computadora de la máquina para el
tipo de producto a elaborar.X
3
6
Checar temperaturas según el tipo de material que
se vaya a utilizar.X
2
7 Alimentar la máquina de poliestireno cristalX
8
8 Probar cantidad de material para el moldeX
5
9 Inyección y termoformado del estucheX
12
10
Inspeccionar el tiempo de producción en segundos de
la inyección y termoformadoX
1
11 Sacar el estuche de la base donde cae el estucheX
2
12 Verificar que la pieza no presente defectosX
2
13 Colocar los estuches aprobados en cajas de empaqueX
180
14
Una vez concluido el turno las cajas se llevan al área
de producto en espera para entrada al almacénX
110 180
RESUMEN DEL PROCESO TIME DIST.
PROCESO 932 0
INSPECCION 2 0
TRANSPORTE 480 0
ALMACEN 120
FECHA DE EMISION : 17/07/12 F-01-001
TIEMPO
EN S.
DESCRIPCION DEL PROCESO
ESPECIAL DE PLASTICOSDIAGRAMA DE METODO DE PROCESO
MAQUINA : Inyectora FN 2000
PROCESO: Estuche Mod T11 DIAGRAMA No. 1
PROCESO : Inyección DIAGRAMA DEL MÉTODO : Actual
EL DIAGRAMA EMPIEZA EN : Almacén de materia prima ELABORADO POR : César Mendoza Hernández
EL DIAGRAMA TERMINA EN : Producto en espera y/o terminado FECHA : 17/07/12 HOJA : 1 DE 1
No.
Nota : Algunos estuches se arman ahí mismo en la inyectora y no llevan banco por lo tanto no pasan por
otro proceso
SIMBOLO CANTIDAD
SIMBOLOS DIST.
EN
METROS
2
9
Revisó
Angelina González Rosas
Autorizó
Jose Miguel Montes de Oca
1
2
plástico y suajadora, asimismo se integraron los manuales para la fabricación de
Bancos; de control estadístico del proceso y programas de orden y limpieza (ver fig.13)
(Espinoza, 2000).
Figura 9. Ficha Técnica de Banco Modelo P3. El formato que detalla las especificaciones del
banco.
El análisis para el plan de muestreo del trabajo consistió en desarrollar los ciclos de
producción, los formatos a utilizar durante el muestreo y las instrucciones para llevar a
cabo el muestro, durante el primer mes se llevó a cabo al 100% con el propósito de
detectar los errores más frecuentes, para determinar las estrategias a seguir para
corregirlos, se tomaron los ciclos de producción para el armado, termoformado,
estandarización del banco, las figuras 10 y 11 muestran la secuencia del análisis con
los tiempos de producción (Niebel, 2001), con esta información se estandarizó el
proceso obteniéndose la cantidad de producción por máquina, turno y tipo de producto.
ESPECIAL DE PLÁSTICOS
HOJA TECNICA
División camas para Inyectables
PRODUCTO: Banco p/3 Ampolletas de 3 ml CLAVE: ME0015
SIMBOLO
MEDIDA
MATERIAL Poliestireno Alto Impacto blanco
mm CALIBRE 0.15 in
A 81.34 PROCESO Termoformado al vació
B 62.09 EMPAQUE
Caja de cartón corrugado de 56x38x38
H 37.14 Hule protector
I 14.85
K 63.2
Ñ 54.88
R 17.46
U 6.11
V 14.88
W 11.33
X 11.61
Elaboró
César Mendoza Hernández
Revisó
Ing. Angelina González Rosas
Autorizó
José Miguel Montés de Oca
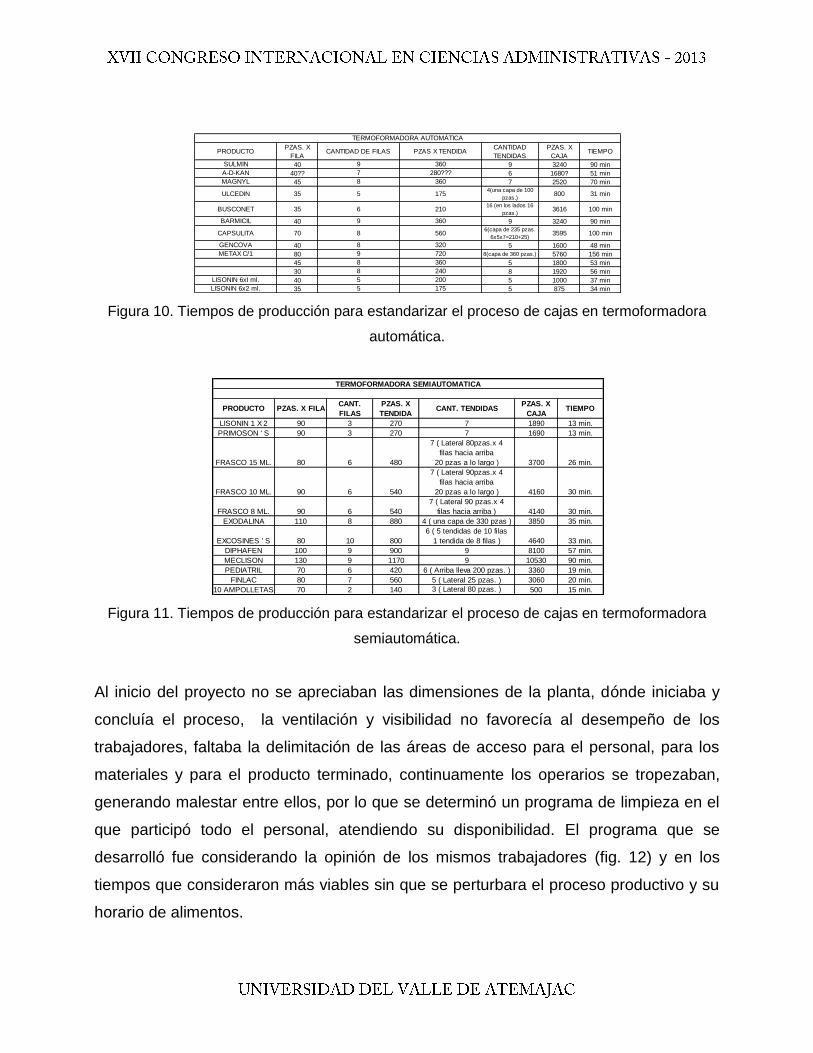
Figura 10. Tiempos de producción para estandarizar el proceso de cajas en termoformadora
automática.
Figura 11. Tiempos de producción para estandarizar el proceso de cajas en termoformadora
semiautomática.
Al inicio del proyecto no se apreciaban las dimensiones de la planta, dónde iniciaba y
concluía el proceso, la ventilación y visibilidad no favorecía al desempeño de los
trabajadores, faltaba la delimitación de las áreas de acceso para el personal, para los
materiales y para el producto terminado, continuamente los operarios se tropezaban,
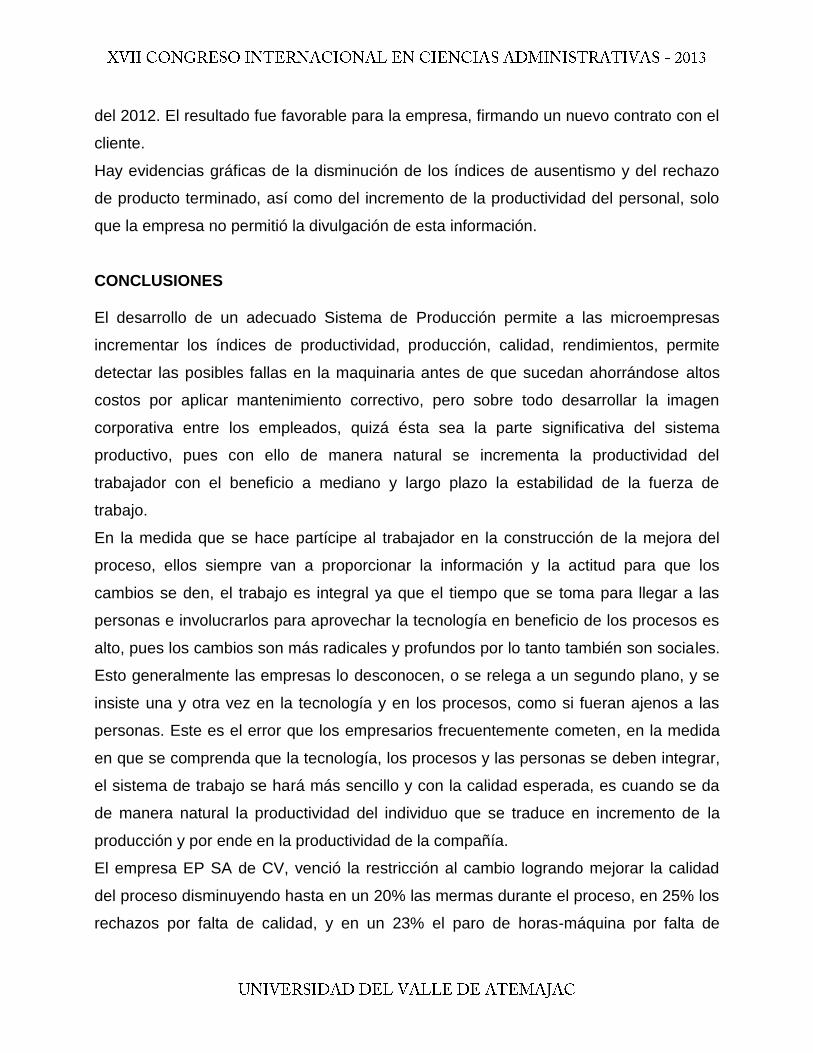
generando malestar entre ellos, por lo que se determinó un programa de limpieza en el
que participó todo el personal, atendiendo su disponibilidad. El programa que se
desarrolló fue considerando la opinión de los mismos trabajadores (fig. 12) y en los
tiempos que consideraron más viables sin que se perturbara el proceso productivo y su
horario de alimentos.
40 9 3240 90 min
40?? 6 1680? 51 min
45 7 2520 70 min
354(una capa de 100
pzas.)800 31 min
3516 (en los lados 16
pzas.)3616 100 min
40 9 3240 90 min
706(capa de 235 pzas.
6x5x7=210+25)3595 100 min
40 5 1600 48 min
80 8(capa de 360 pzas.) 5760 156 min
45 5 1800 53 min
30 8 1920 56 min
40 5 1000 37 min
35 5 875 34 min
PZAS. X
CAJATIEMPO
SULMIN
A-D-KAN
MAGNYL
ULCEDIN
TERMOFORMADORA AUTOMÁTICA
PRODUCTOPZAS. X
FILACANTIDAD DE FILAS PZAS X TENDIDA
CANTIDAD
TENDIDAS
METAX C/1
LISONIN 6xI ml.
BUSCONET
BARMICIL
CAPSULITA
GENCOVA
5
5LISONIN 6x2 ml.
9
7
8
5
6
9
8
360
280???
360
175
8
8
8
9
175
720
360
240
200
210
360
560
320
PRODUCTO PZAS. X FILACANT.
FILAS
PZAS. X
TENDIDACANT. TENDIDAS
PZAS. X
CAJATIEMPO
LISONIN 1 X 2 90 3 270 7 1890 13 min.
PRIMOSON ' S 90 3 270 7 1690 13 min.
FRASCO 15 ML. 80 6 480
7 ( Lateral 80pzas.x 4
filas hacia arriba
20 pzas a lo largo ) 3700 26 min.
FRASCO 10 ML. 90 6 540
7 ( Lateral 90pzas.x 4
filas hacia arriba
20 pzas a lo largo ) 4160 30 min.
FRASCO 8 ML. 90 6 540
7 ( Lateral 90 pzas.x 4
filas hacia arriba ) 4140 30 min.
EXODALINA 110 8 880 4 ( una capa de 330 pzas ) 3850 35 min.
EXCOSINES ' S 80 10 800
6 ( 5 tendidas de 10 filas
1 tendida de 8 filas ) 4640 33 min.
DIPHAFEN 100 9 900 9 8100 57 min.
MECLISON 130 9 1170 9 10530 90 min.
PEDIATRIL 70 6 420 6 ( Arriba lleva 200 pzas. ) 3360 19 min.
FINLAC 80 7 560 5 ( Lateral 25 pzas. ) 3060 20 min.
10 AMPOLLETAS 70 2 140 3 ( Lateral 80 pzas. ) 500 15 min.
TERMOFORMADORA SEMIAUTOMATICA
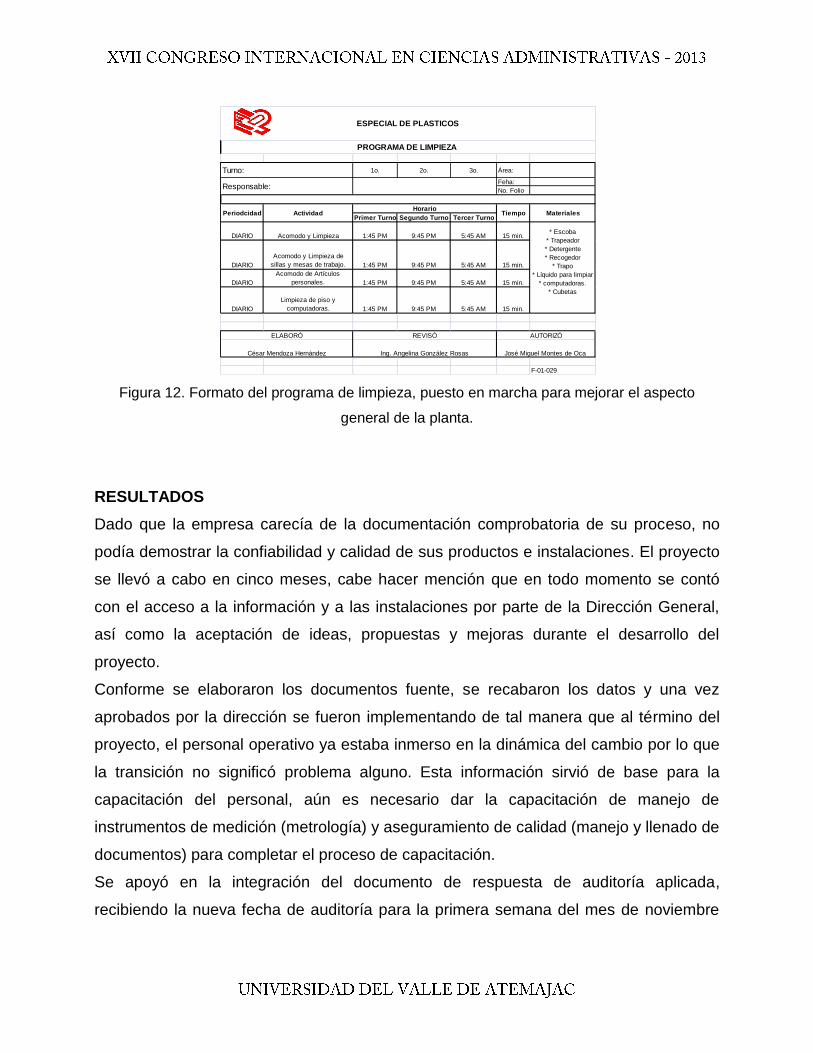
Figura 12. Formato del programa de limpieza, puesto en marcha para mejorar el aspecto
general de la planta.
RESULTADOS
Dado que la empresa carecía de la documentación comprobatoria de su proceso, no
podía demostrar la confiabilidad y calidad de sus productos e instalaciones. El proyecto
se llevó a cabo en cinco meses, cabe hacer mención que en todo momento se contó
con el acceso a la información y a las instalaciones por parte de la Dirección General,
así como la aceptación de ideas, propuestas y mejoras durante el desarrollo del
proyecto.
Conforme se elaboraron los documentos fuente, se recabaron los datos y una vez
aprobados por la dirección se fueron implementando de tal manera que al término del
proyecto, el personal operativo ya estaba inmerso en la dinámica del cambio por lo que
la transición no significó problema alguno. Esta información sirvió de base para la
capacitación del personal, aún es necesario dar la capacitación de manejo de
instrumentos de medición (metrología) y aseguramiento de calidad (manejo y llenado de
documentos) para completar el proceso de capacitación.
Se apoyó en la integración del documento de respuesta de auditoría aplicada,
recibiendo la nueva fecha de auditoría para la primera semana del mes de noviembre
1o. 2o. 3o. Área:
Feha:
No. Folio
Primer Turno Segundo Turno Tercer Turno
DIARIO Acomodo y Limpieza 1:45 PM 9:45 PM 5:45 AM 15 min.
DIARIO
Acomodo y Limpieza de
sillas y mesas de trabajo. 1:45 PM 9:45 PM 5:45 AM 15 min.
DIARIO
Acomodo de Artículos
personales. 1:45 PM 9:45 PM 5:45 AM 15 min.
DIARIO
Limpieza de piso y
computadoras. 1:45 PM 9:45 PM 5:45 AM 15 min.
F-01-029
César Mendoza Hernández Ing. Angelina González Rosas José Miguel Montes de Oca
ESPECIAL DE PLASTICOS
Periodcidad ActividadHorario
Tiempo Materiales
PROGRAMA DE LIMPIEZA
Turno:
Responsable:
ELABORÓ REVISÓ AUTORIZÓ
* Escoba
* Trapeador
* Detergente
* Recogedor
* Trapo
* Líquido para limpiar
* computadoras.
* Cubetas
del 2012. El resultado fue favorable para la empresa, firmando un nuevo contrato con el
cliente.
Hay evidencias gráficas de la disminución de los índices de ausentismo y del rechazo
de producto terminado, así como del incremento de la productividad del personal, solo
que la empresa no permitió la divulgación de esta información.
CONCLUSIONES El desarrollo de un adecuado Sistema de Producción permite a las microempresas
incrementar los índices de productividad, producción, calidad, rendimientos, permite
detectar las posibles fallas en la maquinaria antes de que sucedan ahorrándose altos
costos por aplicar mantenimiento correctivo, pero sobre todo desarrollar la imagen
corporativa entre los empleados, quizá ésta sea la parte significativa del sistema
productivo, pues con ello de manera natural se incrementa la productividad del
trabajador con el beneficio a mediano y largo plazo la estabilidad de la fuerza de
trabajo.
En la medida que se hace partícipe al trabajador en la construcción de la mejora del
proceso, ellos siempre van a proporcionar la información y la actitud para que los
cambios se den, el trabajo es integral ya que el tiempo que se toma para llegar a las
personas e involucrarlos para aprovechar la tecnología en beneficio de los procesos es
alto, pues los cambios son más radicales y profundos por lo tanto también son sociales.
Esto generalmente las empresas lo desconocen, o se relega a un segundo plano, y se
insiste una y otra vez en la tecnología y en los procesos, como si fueran ajenos a las
personas. Este es el error que los empresarios frecuentemente cometen, en la medida
en que se comprenda que la tecnología, los procesos y las personas se deben integrar,
el sistema de trabajo se hará más sencillo y con la calidad esperada, es cuando se da
de manera natural la productividad del individuo que se traduce en incremento de la
producción y por ende en la productividad de la compañía.
El empresa EP SA de CV, venció la restricción al cambio logrando mejorar la calidad
del proceso disminuyendo hasta en un 20% las mermas durante el proceso, en 25% los
rechazos por falta de calidad, y en un 23% el paro de horas-máquina por falta de
mantenimiento, se resolvió el problema de la distribución de planta, se estandarizó el
proceso productivo, asimismo se elaboraron: el programa y orden de producción; la
hoja de control de pedidos, los estándares de calidad para el proceso, se mejoró la
imagen de la empresa en general y se estableció un sistema de incentivos para el
personal, de esta manera la fuente de empleo se mantiene estable.
BIBLIOGRAFÍA
Belamaric Alhama Rafael, Arrastra Alonso Francisco; (2004); “Nuevas formas organizativa”, Instituto de Estudios e Investigaciones del Trabajo; Ministerio del Trabajo y Seguridad Social de Cuba, pp. 4, 100-110; 170-179.
Ceja, Guillermo (1994); Planeación y Organización de Empresas, 8ª. Edición, Mc Graw Hill., p. 430.
Cuatreras, Luis; (2003); TPM Hacia la competitividad a través de la eficiencia de los equipos productivos; Editorial Gestión 2000. Barcelona, España, pp. 111-121.
Drucker,F, Peter (1999), “La gerencia del siglo XXI”, Grupo editorial Norma, México, pp. 220 – 249.
Espinosa, Ávila Rubén; (2000); “Mantenimiento Total o Mantenimiento Productivo Total (TPM), pp. 6-14
Ishikawa, Kaoru; (1994); Introducción al Control de Calidad, Ediciones Díaz de Santos, Madrid, España, pp 399-402.
Lewicki, Alejandro R. J. (s/f), Desarrollo Organizacional, Guía de Capacitación. Editorial Limusa, Noriega Editores.
Niebel, Benjamín, Freivalds Andris, (2001), Ingeniería Industrial: Métodos, estándares y diseño del trabajo, 10ª. Edición, Editorial Alfaomega, México, pp. 512-572.
Oficina Internacional del Trabajo (1980), Introducción al estudio del trabajo, 3ª. Edición, OIT, Ginebra, pp.127-140, 211-220.
Robbins, P., Stephen; (2004); Comportamiento Organizacional; Editorial Prentice Hall Pearson, 10ª. Ed. México, pp. 63, 428-430.


















