Molienda y Tamizado 2014 I
54
UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS (Universidad del Perú, Decana de América) FACULTAD DE QUÍMICA E INGENIERÍA QUÍMICA E.A.P. DE INGENIERÍA QUÍMICA DEPARTAMENTO ACADÉMICO DE OPERACIONES UNITARIAS LABORATORIO DE INGENIERÍA QUÍMICA II Tema: Molienda y Tamizado Grupo: ‘‘C’’ Profesor: Ing. Cesario Condorhuaman Ccorimanya. Horario: Viernes 8 am - 2 pm Integrantes: Camarena Sullca, Eduardo 10070111 De la Cruz Barrientos, Irving 08070142
-
Upload
milo-rodriguez -
Category
Documents
-
view
88 -
download
3
Transcript of Molienda y Tamizado 2014 I

UNIVERSIDAD NACIONAL MAYOR DE SAN MARCOS(Universidad del Perú, Decana de América)
FACULTAD DE QUÍMICA E INGENIERÍA QUÍMICAE.A.P. DE INGENIERÍA QUÍMICA
DEPARTAMENTO ACADÉMICO DE OPERACIONES UNITARIAS
LABORATORIO DE INGENIERÍA QUÍMICA II
Tema: Molienda y Tamizado
Grupo: ‘‘C’’
Profesor: Ing. Cesario Condorhuaman Ccorimanya.
Horario: Viernes 8 am - 2 pm
Integrantes:
Camarena Sullca, Eduardo 10070111
De la Cruz Barrientos, Irving 08070142
Padilla Ortiz, Karen 10070221
Sequera Ayma, Sergio 06070081
Villena Andres, Tilsa 0
Ciudad Universitaria, Abril del 2014

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
ÍNDICE
I. Resumen 3
II. Introducción 4
III. Principios Teóricos 5
IV. Detalles Experimentales 16
V. Tabulación de Datos y Resultados 18
Tabla de Datos 20
Tabla de Resultados 23
VI. Discusión de Resultados 24
VII. Conclusiones 25
VIII. Recomendaciones 26
IX. Bibliografía 26
X. Apéndice 29
Ejemplos de cálculos 29
Gráficas 35
RESUMEN2

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
El presente informe tiene como objetivo determinar las constantes de Rittinger, Kick y el índice de trabajo de la práctica (Constante de Bond) en un molino de cuchillos “Fitts Mills” y un análisis granulométrico del maíz utilizando diversos juegos de tamices ASTM en el tamizador Ro-tap.Para ellos se trabajó con maíz entero de granel con un diámetro de partícula que varía entre 4800 y 8000 um, previamente clasificado, obteniéndose una masa total de 9.8Kg de maíz lo cual fue alimentado al molino para su conminución respectiva. El maíz es reducido de tamaño entre los 2580 y 190 um. Para lo cual el molino se desempeño con un rendimiento mecánico de 22.5%. Finalmente con el mineral molido se procedió a realizar los cálculos para obtener las constantes de Rittinger, Kick y el índice de trabajo de la práctica (Constante de Bond).Se concluye que la constante de Bond es el valor más adecuado para caracterizar las necesidades energéticas requeridas para moler una unidad de partícula. Para esta práctica resulto ser 51.54 kW.h/ton.
3

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
INTRODUCCIÓN
Las industrias que trabajan con materias primas solidas, o utilizan materiales sólidos para el tratamiento de ciertos fluidos, precisan, en general, de una reducción previa del tamaño de los trozos, gránulos o partículas.
Los sólidos son, en general, más difíciles de tratar que los líquidos, vapores o gases. En los procesos, los sólidos pueden presentarse de diversas formas: grandes piezas angulares, anchas láminas continuas o polvos finamente divididos. Pueden ser duros y abrasivos, resistentes o gomosos, blandos o frágiles, polvorientos, plásticos o pegajosos. Con independencia de su forma, es preciso encontrar medios para manipular los sólidos tal como se presentan, y si es posible mejorar sus características de manipulación.
Seguido de la reducción del tamaño, en la industria comúnmente es seguido por algún proceso de separación. Los procedimientos para separar los componentes de una mezcla se clasifican en dos grupos, el que constituyen los denominados operaciones difusionales y el que comprende a aquellos métodos llamados separaciones mecánicas, útiles para separar partículas sólidas o gotas líquidas.
Las separaciones mecánicas son aplicables a mezclas heterogéneas y no a disoluciones homogéneas. Las técnicas están basadas en las diferencias físicas entre las partículas, tales como tamaño, forma o densidad. Son aplicables a la separación de sólidos de gases, de gotas líquidas de gases, sólidos de sólidos y sólidos de líquidos. Dos métodos generales son la utilización de un tamiz, tabique o membrana, tales como una criba o un filtro, que retienen uno de los componentes y dejan pasar el otro; y la utilización de la diferencia en las velocidades de sedimentación de partículas o gotas cuando se desplazan en el seno de un líquido o un gas.
4

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
PRINCIPIOS TEÓRICOS
DESINTEGRACIÓN MECÁNICA DE SÓLIDOSLa Reducción de Tamaño es la operación unitaria en la que el tamaño medio de los alimentos sólidos es reducido por la aplicación de fuerzas de impacto, compresión, cizalla (abrasión) y/o cortado. La compresión se usa para reducir sólidos duros a tamaños más o menos grandes. El impacto produce tamaños gruesos, medianos y finos. La frotación o cizalla, produce partículas finas y el cortado se usa para obtener tamaños prefijados.
Figura Nº 1. Reducción de tamaños1. Finalidad de la reducción de tamañosLos objetivos perseguidos con la reducción de tamaños son: la producción de cuerpos sólidos con una determinada amplitud de tamaño granular o con superficies específicas preestablecidas, y la separación por fractura de minerales o cristales de compuestos químicos que se hallan íntimamente asociados en el estado sólido.Además, la reducción de tamaño es muy importante en la industria por las siguientes razones: Facilita la extracción de un constituyente deseado que se encuentra dentro de la estructura de un sólido. (P.e.: obtención de harina a partir de granos y jarabe a partir de la caña de azúcar). Se pueden obtener partículas de tamaño determinado cumpliendo con un requerimiento específico del alimento. Aumento de la relación superficie-volumen incrementando la velocidad de calentamiento o de enfriamiento, la velocidad de extracción de un soluto deseado, etc. Favorece la mezcla de ingredientes haciéndose más fácil y rápido, como sucede en la producción de formulaciones, sopas empaquetadas, mezclas dulces, entre otros.
5

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
2. Etapas en la reducción de tamañosPara realizar una operación de desintegración mecánica, es necesario que cada trozo o partícula se rompa al contacto con otras partículas o por la acción directa de las partes móviles de la máquina. Al progresar la acción desintegradora aumenta el número de partículas, lo que exige mayor número de contactos por unidad de cantidad de substancia.Se han proyectado máquinas que permiten alcanzar el gran número de contactos necesarios, especialmente entre las partículas más pequeñas de las últimas etapas de la reducción de tamaños.3. Variables de la reducción de tamañoLas principales variables que intervienen en la reducción de tamaño son: Contenido en humedad: En la etapa grosera e intermedia, los materiales no deben exceder el 4 % de humedad, pues se vuelven pastosos y adherentes tendiendo a atascar las máquinas. Por lo general, la molienda húmeda se aplica en la etapa más fina de la reducción de tamaños. La llamada relación o cociente de reducción, es la relación existente entre el diámetro medio de la alimentación y el del producto. Muchas de las máquinas de trituración grosera poseen una relación de reducción entre y ; en cambio los molinos para finos pueden poseer hasta un cociente de reducción de 100. Trituración libre: El producto desintegrado, junto con cierta cantidad de finos formados al mismo tiempo, se separa rápidamente de la zona de acción desintegrante, después de una permanencia relativamente corta. El producto de la molienda puede salir por acción de la gravedad, ser expulsado por aire comprimido o por una corriente de agua, o, también, lanzado por una fuerza centrífuga. Este modo de trabajar evita la formación de una cantidad excesiva de finos, porque limita el número de contactos. Alimentación obstruida: El desintegrador está equipado con una tolva alimentadora que se mantiene llena a rebosar, o atascada, de modo que el producto no se descarga libremente. Esto hace aumentar mucho la proporción de finos y disminuye la capacidad de producción. En ciertos casos, la alimentación obstruida resulta más económica, pues elimina una o más etapas reductoras, debido a la gran cantidad de finos formados.Operación en circuito cerrado: Cuando el material de rechazo (tamaño grueso) es devuelto al desintegrador.Operación en circuito abierto: Cuando el material de rechazo no se devuelve para su retrituración.El trabajo en circuito cerrado permite el empleo de aparatos más pequeños para un determinado tonelaje de producción y rinde productos de mayor uniformidad de tamaño.
6

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Dureza y la estructura del material: Las máquinas para trituración grosera de materiales blandos (durezade Mohs≤4) no necesitan una construcción tan robusta o compleja como las destinadas a la trituración de los materiales duros (durezade Mohs>4). Para el trabajo de los tamaños más finos, las máquinas utilizadas son análogas tanto para los materiales blandos como para los duros.4. Equipo para la reducción de tamañosSe divide en: quebrantadores, molinos, molinos de ultra finos y máquinas de corte. Quebrantadores. Realizan el trabajo pesado de romper grandes piezas de sólidos en pequeños trozos. Un quebrantador primario opera con el material que sale de la cantera, aceptando todo el material tal como sale de a 10 pulg (
150 a 250mm). Un quebrantador secundario reduce estos trozos a partículas quizás de ¼ pulg (6mm).
Molinos. Reducen el producto del quebrantador hasta formar un polvo. El producto procedente de un molino intermedio puede pasar a través de un tamiz de 40 mallas, mientras que la mayor parte del producto que sale de un molino fino pasa a través de un tamiz de 200 mallas. Molino ultrafino. Acepta como alimentación partículas no superiores a ¼ pulg (
6mm) y genera un producto con un tamaño típico de1 a 50um. Cortadoras. Producen partículas de forma y tamaño definidos, con una longitud de a 10mm.
5. Tipos de máquinas para la reducción de tamañoDe acuerdo a la desintegración que producen se les puede clasificar de la siguiente manera: Quebrantadores (gruesos y finos)
Quebrantadores de mandíbula. Quebrantadores giratorios Quebrantadores de rodillos
Molinos (Intermedios y finos) Molino de martillos, impactores Molinos de rodadura-comprensión: molinos de rulos, molinos de rodillos Molinos de frotación Molinos de volteo: molinos de barras, molino de bolas, molinos de guijarros, molinos de tubos, molinos de compartimentos
Molinos ultrafinos Molinos de martillos con clasificación interna Molinos que utilizan la energía de un fluido Molinos agitados
7

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Máquinas de corte Cortadoras de cuchillas Cortadoras de cubos Cortadoras de tiras
Estas máquinas realizan su trabajo en formas muy diferentes. La comprensión es la acción característica de los quebrantadores. Los molinos utilizan impacto y frotación, a veces combinadas con compresión; los molinos de ultrafinos operan principalmente por frotación. El corte es, por supuesto, la acción características de las maquinas cortadoras.
MOLIENDALa molienda es una operación unitaria que reduce el volumen promedio de las partículas de una muestra sólida. La reducción se lleva a cabo dividiendo o fraccionando la muestra por medios mecánicos hasta el tamaño deseado. Los métodos de reducción más empleados en las máquinas de molienda son compresión, impacto, frotamiento de cizalla y cortado.1. Selección del molinoPara la selección de un molino se debe tener en cuenta los siguientes puntos: Forma de las partículas (relacionada con el mecanismo) Relación de reducción (los molinos admiten partículas por debajo de un tamaño mínimo y producen partículas por encima de un tamaño mínimo) Cantidad de masa a tratar Coste del proceso y del mantenimiento del aparataje Características del material:
Dureza Elasticidad superficie Erosionabilidad Humedad Termolabilidad.
2. Potencia consumida por el molino8

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Motor monofásico:P=V I cosφ…(1)
Motor trifásicoP=√3V I cosφ…(2)
3. Potencia neta requerida por el molinoPneta=Pcc−P sc…(3)
Donde:Pneta=potencianeta ,WPcc=potenciadelmolino concarga ,WPsc=potenciadelmolinosin carga,W
TAMIZADOEl tamizado es un método de separación de una mezcla de partículas de diferentes tamaños en dos o más fracciones, cada una de las cuales estará formado por partículas de tamaño más uniforme que la mezcla original. El tamizado en seco se aplica a materias que contienen poca humedad natural o que fueron desecadas previamente. El tamizado en húmedo se efectúa con adición de agua al material en tratamiento, con el fin de que el líquido arrastre a través del tamiz a las partículas más finas.1. TamizUn tamiz es una malla metálica constituida por tejidos de hilos metálicos dejando un espacio entre sí por donde se hace pasar el material previamente triturado. El material que no atraviesa los orificios del tamiz se designa como rechazo o fracción positiva, y el que lo pasa se llama cernido o fracción negativa.2. Rendimiento de un tamizEl rendimiento o efiencia de un tamiz es la medida del éxito de un tamiz en conseguir una separación exacta de los materiales.
9

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Donde:
F=masa total dealimentaciónP=masatotal del producto ocernidoR=masatotal del rechazoxF=fracciónde launidad de pesodelmaterial deseadaen la alimentaciónxP=fracción de launidad de peso delmaterialdeseada en la productoxR=fracción de launidad de peso delmaterialde seada enelrechazo
Se tiene querecuperado=
xP P
xF F…(4)
rechazo=1−rendimiento de larecuperación delmaterial indeseable
rechazo=1−(1−xP ) P(1−x F ) F
…(5)
rendimiento=recuperado×rechazo
rendimiento=xPPxF F (1− (1−xP ) P
(1−x F ) F )… (6)
Haciendo un balance de materiaF=P+R…(7)
xF F=x PP+x RR… (8)De (7) y (8)
xF F=x PP+x RF−x RP… (9)Agrupando los factores comunesF (x F−x R )=P (x P−xR )
PF
=(xF−xR )(xP−xR )
… (10 )
La sustitución de este valor P/F en (4) y (5) resultarecuperado=
xP
xF
(x F−x R )(x P−xR )
… (11)
10

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
rechazo=1−(1−x P )(1−x F )
(x F−x R )(x P−xR )
… (12)
Entonces el rendimiento del tamiz esrendimiento=
x P
xF
(xF−xR )(xP−xR ) [1− (1−xP )
(1−x F )(x F−x R )(x P−xR ) ]…(13)
3. Tamices convencionalesLos tamices convencionales utilizados son de la serie Tyler o la serie U.S. Estándar. El espacio libre entre los hilos del tamiz se denomina abertura del tamiz, la que está relacionada con un número de asignación llamado número del tamiz. Así un tamiz 120 mallas, tiene 120 orificios en una pulgada lineal. La serie de tamices normalizado corresponde a la serie Tyler cuya base es el tamiz 200 mallas.
4. Equipos industriales para el tamizado Rastrillos. Se utilizan mucho para el tamizado de grandes tamaños, en especial los superiores a 2.5cm. Su capacidad de trabajo varía entre 1000 a 1600 ton /m2de superficie en 21 horas. Tamices fijos. Se usan en las operaciones intermitentes de pequeña escala, tales como el cribado de la arena, grava o carbón, para lo cual se proyecta el material sobre el tamiz. Tamices vibratorios. Se utilizan para grandes capacidades que varían mucho según las características del material tratado: desde 22 ton /m2 de superficie en 24 horas, para las substancias tales como arcillas húmedas o el polvo de jabón, hasta 330 ton /m2 día, para los cuerpos secos, cual es el caso del coque, empleando tamices de 6 a 8 mallas. Tamices oscilantes. Se caracterizan por una velocidad relativamente pequeña (300 a 400 oscilaciones por minuto) en un plano esencialmente paralelo al tamiz. Constituye el tipo más barato, y se aplica para trabajos intermitentes o discontinuos. Tamices de vaivén. Se utiliza mucho para el tamizado de productos químicos secos hasta el tamaño correspondiente a casi 300 micras. Tromel o tamiz rotatorio de tambor. Es muy eficaz para los tamaños gruesos. La capacidad del tromel aumenta con la velocidad de rotación hasta un valor de ésta para el cual resulta cegado el tamiz por acumulación t atasque del material en sus orificios. Devanaderas o cedazos o giratorios. Consisten en tamices de velocidades algo elevadas. Se utilizan tanto en la industria harinera, como en las que manejan
11

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
otras clases de materiales ligeros, secos y no abrasivos. Estas máquinas giran a velocidades de 100 hasta 200 RPM.ANÁLISIS POR TAMIZADOPara su realización se utiliza una serie de tamices con diferentes diámetros que son ensamblados en una columna. En la parte superior, donde se encuentra el tamiz de mayor diámetro, se agrega el material original (suelo o sedimento mezclado) y la columna de tamices se somete a vibración y movimientos rotatorios intensos en una máquina especial. Luego de algunos minutos, se retiran los tamices y se desensamblan, tomando por separado los pesos de material retenido en cada uno de ellos y que, en su suma, deben corresponder al peso total del material que inicialmente se colocó en la columna de tamices (Conservación de la Masa).1. Fracción retenida
fracciónretenida= peso retenidopesototal
… (14)
2. Fracción acumulada pasantefracciónacumulada pasantei+1=fracciónacumulada pasantei−fracciónretenidai+1… (15)3. Fracción acumulada retenida
fracciónacumuladaretenidai+1=fracciónretenidai+ fracciónretenidai+1…(16)
CARACTERIZACIÓN DE LAS PARTÍCULAS1. DensidadLas partículas de sólidos homogéneos tienen la misma densidad que el material de origen, mientras que cuando son sólidos heterogéneos, al romperse, presentan diferentes densidades entre sí y con el sólido de origen. Densidad aparente, ρaparente
ρaparente=map
V ap
…(17)
Donde:map=masaaparente delmaíz V ap=volumenaparente delmaíz
Densidad absoluta, ρabsoluta
ρabsoluta=mV…(18)
12

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Donde:m=masademaíz V=volumende maíz
2. Porosidad, εLa porosidad se puede calcular de la siguiente manera:ε=1−
ρaparenteρabsoluta
…(19)
3. Factor de forma, λIndica cuan cerca está la forma de la partícula en estudio de las partículas de formas regulares como la esfera, el cubo y el cilindro cuya altura es igual al diámetro con λ=1.λ= 1
Ψ…(20)
La esfericidad Ψ , se puede obtener mediante gráficas que relacionan la porosidad con la esfericidad.4. Superficie específica, AWLa superficie específica podría calcularse fácilmente si se conociera la forma geométrica de las partículas, aunque estas suelen ser de formas muy diferentes y muy irregulares. Superficie específica de partículas esféricas
AW= áreamasa
…(21)
AW= π D2
ρabsoluta( π D3
6 )…(22)
AW= 6ρabsolutaD
…(23)
Superficie específica de una mezcla de partículasAW=
áreatotal
masatotal
…(24 )
El área de la superficie total es13

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
áreatotal=6 λ1m1
ρabsoluta(D¿¿medio)1+6 λ2m2
ρabsoluta(D¿¿medio)2+…+6 λnmn
ρabsoluta(D¿¿medio)n…(25)¿¿¿
áreatotal=6
ρabsoluta∑i=1
n λ imi
(D¿¿medio)i…(26)¿
Donde: λ i=relación entre la AW verdadera y la AW calculada , i=1 ,2 ,…,nmi=masade la fraccióni(D¿¿medio)i=dimensión de la partícula quedetermina su retención sobreel tamiz ¿
Reemplazando (26) en (24)
AW= 6ρabsoluta
∑i=1
n λimi
(D¿¿medio)i
∑i=1
n
mi
…(27)¿
AW= 6ρabsoluta
×∑i=1
n λ i ( fracciónretenida )(D¿¿medio)i
…(28)¿
Si λ i es constante entoncesAW= 6 λ
ρabsoluta
×∑ fracciónretenidaD.medio
(29)
5. Diámetro medio volumen-superficie, DvsUna de las formas de definir el tamaño de la partícula es a través del diámetro medio volumen-superficie denotado por Dvs y su ecuación es:Dvs=
6 λAW×ρabsoluta
(30)
Donde:λ=factor formade la partículaAW=área específicadeunamezcla de partículasρabsoluta=densidad absoluta
LEYES DE DESINTEGRACIÓN14

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Relaciones empíricas que intentan predecir el gasto de energía necesario para conseguir una reducción determinada del tamaño de partícula.1. Ley de RittingerForma integrada de la ecuación de Walker para n=2. Establece que el trabajo que se requiere para los procesos de desintegración es proporcional a la nueva superficie creada. Es útil para materiales quebradizos con pequeño tamaño de partícula y de cuerpos quebradizos.
Pneta
malimentación
=KR (S f−S i )…(32)
Pneta
maliment ación
=KR( 1D vs p
− 1D vsa )…(33)
Donde:Pneta=potencianeta , kWmalimentación=flujo dealimetación ,ton /hK R=constante de RittingerDvs a=diámetro mediovolumen−superficiede la alimentacióndelmolino , cm Dvs p=diámetro mediovolumen−superficie del producto delmolino, cm
2. Ley de KickForma integrada de la ecuación de Walker para n = 1. Basada en el análisis de esfuerzos de la deformación plástica dentro del límite de elasticidad, y establece que el trabajo para reducir el tamaño de partícula desde su valor inicial hasta el final está relacionada logarítmicamente reducción de tamaños producida. El inconveniente de esta ley supone que la energía necesaria para llevar a cabo el proceso es independiente del tamaño inicial de las partículas.Pneta
malimentación
=KK ln(D vsa
Dvs p)… (34)
Donde:Pneta=potencianeta , kWmalimentación=flujo dealimetación ,ton /hK K=constantede KickDvs a=diámetro mediovolumen−superficiede la alimentacióndelmolino , cm Dvs p=diámetro mediovolumen−superficie del producto delmolino, cm
Tanto la ley de Kick como la de Rittinger han demostrado ser aplicables para rangos muy limitados de tamaños de partícula; K R y K K, se determinan experimentalmente en ensayos con la máquina y materiales que se utilizan en la 15

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
realidad. Por tanto, la utilidad de estas leyes es limitada y su interés es más bien de carácter histórico.3. Ley de BondForma integrada de la ecuación de Walker para n=1.5. Postula que el trabajo que se requiere para formar partículas de un tamaño D es proporcional a la raíz cuadrada del tamaño de la partícula producto. Se utiliza para cuando la alimentación al proceso es muy grande (T>100 ton/h) y es la más real para la estimación de las necesidades de energía de las trituraciones y molinos industriales.
Pneta
malimentación
=KB( 1
√D p
− 1
√D a)…(35)
Donde:Pneta=potencianeta , kWmalimentación=flujo dealimetación ,ton /h
K B=constante de Bond . Dependedel tipodemáquina y delmaterialque se trituraDa=diámetrodel tamiz por donde pasa el 80 %del alimentoD p=diámetrodel tamiz pordonde pasa el 80 %del producto
Bond definió K B en función del índice de trabajo del material W ¿ que corresponde a la energía necesaria para reducir una tonelada de material desde un tamaño teóricamente infinito hasta partículas que en un 80 % sean inferiores a 100 μm. Pneta
malimentación
=10W ¿( 1
√P80
− 1
√F80)… (36)
Donde:Pneta=potencianeta , kWmalimentación=flujo dealimetación ,ton /hW ¿=índice de trabajoF80=tamañodel80 %acumulado pasante de laalimentación delmolino, μm
P80=tamaño del80 % acumulado pasante del producto delmolino , μm
16

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
DETALLES EXPERIMENTALES
EQUIPOS Y MATERIALES
Un molino de cuchillas de acero inoxidable. Modelo FIST MILL, trifásico de 3 HP. Tablero de control. Se hace uso para medir el voltaje que se emplea en la práctica Un cuarteador. Para separar las muestras de grano molido en partes iguales. Tamizador vibratorio industrial. Separa nuestras partículas en 5 etapas, es decir en 5 intervalos de medida diferentes. Un tamizador Ro-tap con tamices. Permite la clasificación de las partículas en función del tamaño por medio de golpes en la parte de la tapa. Dos balanzas. Se hace uso de estas balanzas (digital y manual) para hacer la medición del peso de las partículas. Brochas. Permite retirar las partículas incrustadas en las mallas. 10 kg de maíz entero. Muestra de sólido con el cual se trabaja.
Molino de cuchillas
Tamizador Ro- Tap Cuarteador
17

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
PROCEDIMIENTO EXPERIMENTAL
a) Limpiar el maíz y separarlo de todo tipo de piedras e impurezas.
b) Separar el maíz en dos partes. La primera se usara para practicar la velocidad de flujo con la cual esta debe de ingresar a nuestro molino. La segunda parte, también se hará pasar por el molino, en un tiempo igual o similar al que paso la anterior.
c) Al mismo momento que se alimenta al molino con el maíz, es necesario también tomar mediciones del amperaje y voltaje que aparecen en el tablero. Estos datos no serán constantes, así que es necesario tomarlos más de una vez.
d) Guardar el maíz molido obtenido en una bolsa después de la molienda, para después ser mezclado con la otra parte del maíz que será molido a un mismo tiempo que la primera parte.
e) Pasar por el cuarteador el maíz molido para obtener una muestra representativa de aproximadamente 100 gramos, para que esta sea analizada posteriormente. El maíz sobrante será pasado por el clasificador vibratorio industrial para hacer otro análisis de los distintos tamaños de nuestro maíz molido.
f) En el clasificador vibratorio, se coloca bolsas en cada salida de los tamices del clasificador, para de esta forma recibir el maíz molido clasificado y también hacerlo pasar por el cuarteador cada bolsa de maíz para obtener una muestra representativa de cada tamiz clasificador.
g) Tomar las muestras representativas de cada malla clasificadora y hacerla pasar por medio del tamizador Ro-Rap por 10 minutos, para obtener una clasificación de las partículas de acuerdo a su tamaño.
h) Pesar las partículas retenidas en cada malla con una balanza (mecánica o digital) más conveniente.
i) Para determinar la densidad absoluta, pesar una cantidad de maíz entero y llenarlo en una probeta de 100 mL vacía, luego anotar el volumen que ocupa el maíz entero. Del mismo modo se procede con el maíz molido y con las tres muestras que se han obtenido en el clasificador.
j) Para hallar la densidad aparente, pesar una cierta cantidad de maíz entero y llenarlo en una probeta de 100 mL que tiene un volumen de agua determinado, luego anotar el volumen desplazado por el maíz entero. Del mismo modo se procede con el maíz molido y con las tres muestras que se han obtenido en el clasificador.
18

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
TABULACIÓN DE DATOS Y RESULTADOS
TABLAS DE DATOS EXPERIMENTALESTabla 1. Datos de la prueba del molino en vacío (sin carga)
LINEA Intensidad (A) Voltaje (v) cosφ1 6,27 229 0,992 6,32 229 0,993 6,30 230 0,98Promedio 6,30 229.3 0,987Tabla 2. Datos de la prueba del molino con carga
LINEA Intensidad (A) Voltaje (v) cosφ1 8.27 229,00 0.978.28 230,00 0.978.27 229,00 0.97Promedio 8.273 229.3 0,97
Tabla 3. Datos para el cálculo de la densidad aparente para el maíz entero (alimentación al molino) y para el maíz molido (producto del molino)Maíz entero Maíz molidoPeso (g) Volumen(mL) Peso (g) Volumen(mL)Probeta 206.7 - - -Probeta + maíz 240.2 - - -
Maíz 33.5 50 75.1 100Tabla 4. Datos para el cálculo de la densidad absoluta del maíz entero (alimentación al molino) y el maíz molido (producto del molino)
Maiz entero Maiz molidoPeso (g) Volumen(mL) Peso (g) Volumen(mL)Probeta 206.7 - - -Probeta + agua 274.8 - - -Agua 68.1 70 - -Probeta + agua + maíz 308.3 - - -19

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Agua + maíz 105.2 98 - -Maíz 33.5 28 28.3 21
Tabla 5. Pesos retenidos de la muestra de maíz entero (alimentación al molino)Malla D. abertura (μm) D prom (μm) Peso retenido (g)5/16 in. 8000 8000 12.3265 in. 6700 7350 8.91/4 in. 6300 6500 123.43 1/2 in. 5600 5950 28.55 in 4000 4800 0.7Sumatoria de peso retenido 173.8
Tabla 6. Pesos retenidos de una muestra de maíz molido (producto del molino)Malla D. abertura (μm) D prom (μm) Peso retenido (g)18 1000 1090 90.3220 850 925 15.9425 710 780 11.7430 600 655 9.3835 500 550 9.1340 425 462.5 7.0145 355 390 3.5050 300 327.5 5.6960 250 275 2.4170 212 231 7.8980 180 196 2.88100 150 165 4.36-100 150 150 0.76Sumatoria de peso retenido 171.01
Tabla 7. Pesos retenidos de una muestra del clasificador de gruesos (malla 10) Malla D. abertura (μm) D prom (μm) Peso retenido (g)
8 2360 2580 72.4816 1180 1770 71.218 1000 1090 3.3
20

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
20 850 925 1.225 710 780 1.1130 600 655 0.94-30 600 600 2.37Sumatoria de peso retenido 152.6
Tabla 8. Pesos retenidos de una muestra del clasificador de intermedios (malla 20)Malla D. abertura (μm) D prom (μm) Peso retenido (g)
16 1180 1770 56.7618 1000 1090 22.5520 850 925 17.225 710 780 12.930 600 655 8.1535 500 550 4.17-35 500 500 3.27Sumatoria de peso retenido 125
Tabla 9. Pesos retenidos de una muestra del clasificador de finos (ciego)Malla D. abertura (μm) D prom (μm) Peso retenido (g)
40 425 462.5 49.5645 355 390 12.7560 250 275 20.1170 212 231 42.0480 180 196 2.92
100 150 165 0.75-100 150 150 0.07Sumatoria de peso retenido 128.2
TABLA DE DATOS TEÓRICOSTabla 10. Datos del molino de cuchillas
Modelo TEFCPotencia (Hp) 3RPM 1730Ciclo 60Voltaje (v) 220-240Amperaje (A) 8,76-9,16/4,3821

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Max T-amb (ºC) 40TABLAS DE RESULTADOSTabla 11. Flujo de alimentación al molino (Maíz entero)
Alimentación (kg) Tiempo (min) Flujo (kg/min) Flujo (kg/h)9,835 2,5 3,74 226,44Tabla 12. La potencia neta (PNETA), trabajo realizado sobre el maíz (W) y rendimiento mecánico
Potenciasin carga (W)
Potenciacon carga (W)
Potencianeta (W)
Rendimiento mecánico, %W
(W.h/kg)
2468,7 3187,1 717,5 22,5 3,17
Tabla 13. Propiedades del maíz entero (alimentación al molino) y del maíz molido (producto del molino) Porosidad(ε)
Esfericidad(Ψ)Factor de forma (λ)
Densidad aparente, ρ ap (g/mL)Densidad absoluta, ρ ab (g/mL)Maíz entero 0,420 0,950 1,05 0.698 1,196Maíz molido 0.859 0,859 1,16 0.80 1,35
Tabla 14. Análisis por tamizado de una muestra del maíz entero (alimentación al molino)Malla Fracción retenida Fracción acumulada pasante
Fracción acumulada retenida(Fracción retenida)/(D prom) (cm-1)5/16 in. 0,071 0,929 0,071 0,0890,265 in. 0,051 0,878 0,122 0,0691/4 in. 0,710 0,168 0,832 1,0923 1/2 in. 0,164 0,004 0,996 0,276
22

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
5 in. 0,004 0,000 1,000 0,008Sumatoria de (Fracción retenida)/(D prom) 1.535Tabla 15. Análisis por tamizado de una muestra del maíz molido (producto del molino)
Malla Fracción retenida Fracción acumulada pasanteFracción acumulada retenida (Fracción retenida)/(D prom) (cm-1)18 0.528 0.472 0.528 4.8520 0.093 0.379 0.621 1.0125 0.069 0.310 0.690 0.8830 0.055 0.255 0.745 0.8435 0.053 0.202 0.798 0.9740 0.041 0.161 0.839 0.8945 0.020 0.140 0.860 0.5350 0.033 0.107 0.893 1.0260 0.014 0.093 0.907 0.5170 0.046 0.047 0.953 280 0.017 0.030 0.970 0.86100 0.026 0.004 0.996 1.55-100 0.004 0.000 1 0.29Sumatoria de (Fracción retenida)/(D prom) 16.18
Tabla 16. Análisis por tamizado de una muestra del clasificador de gruesos (malla 10)Malla Fracción retenida Fracción acumulada pasante
Fracción acumulada retenida(Fracción retenida)/(D prom) (cm-1)
8 0.475 0.525 0.475 1.8416 0.467 0.058 0.942 2.6418 0.022 0.037 0.963 0.220 0.008 0.029 0.971 0.0925 0.007 0.022 0.978 0.0930 0.006 0.016 0.984 0.09-30 0.016 0.000 1.000 0.26Sumatoria de (Fracción retenida)/(D prom) 4.21
Tabla 17. Análisis por tamizado de una muestra del clasificador de intermedios (malla 20)23

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Malla Fracción retenida Fracción acumulada pasanteFracción acumulada retenida
(Fracción retenida)/(D prom) (cm-1)16 0.454 0.546 0.454 2.5718 0.180 0.366 0.634 1.6620 0.138 0.228 0.772 1.4925 0.103 0.125 0.875 1.3230 0.065 0.060 0.940 135 0.033 0.026 0.974 0.61-35 0.026 0.000 1.000 0.52Sumatoria de (Fracción retenida)/(D prom) 9.16
Tabla 18. Análisis por tamizado de una muestra del clasificador de finos (ciego)Malla Fracción retenida Fracción acumulada pasante
Fracción acumulada retenida(Fracción retenida)/(D prom) (cm-1)
40 0.387 0.613 0.387 8.3645 0.099 0.514 0.486 2.5560 0.157 0.357 0.643 5.770 0.328 0.029 0.971 14.280 0.023 0.006 0.994 1.16
100 0.006 0.001 0.999 0.35-100 0.001 0.000 1.000 0.04Sumatoria de (Fracción retenida)/(D prom) 32.36
Tabla 19. Área específica creada por el molinoÁrea específica del maíz entero,A w alimentación al molino (cm2/g)
Área específica del maíz molido,A w producto del molino (cm2/g)Área específica por el molino,ΔA w (cm2/g)8.05 83.4 75.31Tabla 20. Diámetro medio volumen-superficie (DVS, cm)
Dvs maíz entero, alimentación del molino, (cm) Dvs maíz molido, producto del molino, (cm)0.651 0.061824

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Tabla 21. Constante de Rittinger y constante de KickKr (ton/kW.h.cm) Kk (kW-h/ton)4.61 1.34
Tabla 22. Constante de Bond (índice de trabajo)F80 (um) P80 (um) Wk (kW-h/ton)7170 3100 51.54
DISCUSIÓN DE RESULTADOS
De la práctica se obtiene como resultado que la potencia consumida por el molino con carga de maíz es 3187.1 W, mientras que la potencia consumida sin carga es 2469.6 W lo cual da una potencia neta requerida para la molienda de 717.5 W. Se observa que el valor de la potencia consumida sin carga es mucho mayor que la potencia neta requerida, esto indica que el molino emplea mayor cantidad de energía para su funcionamiento que para reducir el tamaño del maíz, siendo el rendimiento mecánico del molino empleado en la práctica solo de 22.5 %. En la práctica se obtiene un área específica del producto del molino igual a 83.4 cm2/g mientras que el área específica de la alimentación (maíz entero) es igual a 8.05 cm2/g. Se observa que el área específica del producto de molino es mayor que el de la alimentación del molino, esto se debe a que en cuanto más se reduce el tamaño de una partícula aumenta el área específica de dicha partícula. Estos valores se muestran en la tabla 19.Se obtiene un valor para la constante de Rittinger igual a 4.61 ton /kW .h . cm, mientras que la constante de Kick es igual a 1.34 kW.h/ton y la constante de Bond obtenida es 51.54 kW.h/ton. De las tres constantes obtenidas la que proporciona una estimación de las necesidades de energía más condicionada a la realidad es la constante de Bond ya que se aplica para un rango más amplio de tamaño de partículas de hasta 100 µm. A diferencia de la otras dos constantes que se aplican generalmente por carácter histórico..
25

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
CONCLUSIONES
Se obtuvo un valor para la constante de Rittinger igual a 4.61 ton /kW .h . cm, mientras que la constante de Kick es igual a 1.34 kW.h/ton y la constante de Bond obtenida es 51.54 kW.h/ton. La constante de Bond es el valor más adecuado para caracterizar las necesidades energéticas requeridas para moler una unidad de partícula. En la práctica resulto ser 51.54 kW.h/ton.
26

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
RECOMENDACIONES
Debe mantenerse un flujo másico constante, a la alimentación del molino, y éste debe ser similar al de la alimentación al clasificador, para conseguir resultados consistentes.Cuartear la muestra total antes de la molienda de tal forma que se homogenice. Hacer lo mismo con las muestras retenidas en las dos mallas y en el ciego del clasificador industrial.Limpiar los tamices, cuidadosamente, con una brocha después de cada análisis, para evitar errores de pesado de las muestras a ser analizadas. Si no salen las partículas finas de las mallas usar aire comprimido sin dañarlas.Utilizar una balanza analítica para una mayor precisión, sobre todo cuando se trate de pesar muestras finas.
27

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
BIBLIOGRAFÍA
1. Mccabe Warren l, “Operaciones Unitarias en Ingeniería Química” 4ta Edición, Editorial Mc Graw Hill. Págs.: 188 – 195 2. Brown George Granger. “Operaciones Básicas de la Ingeniería Química”. Editorial Marín S. A. España. 1965. Págs.: 15-19.3. http://www.fitzmill.com/PDFs/spanish_pdf/size_reduct_bro_span1.pdf
APÉNDICE
EJEMPLOS DE CÁLCULOS CALCULOS DE LA POTENCIA NETA REQUERIDA, PNETA (w)- Potencia sin carga, PSC (W)Para molino trifásico, se tiene:
Psc=√3VIcosφ…… (1)Donde: V = voltaje del motorI=intensidad de corrientecosφ=factor de potenciaDatos: V=229.3V , I=6.30 , cosφ=0.987Reemplazando:
PSC=√3×229.3×6.30×0.987
28

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
⇒PSC=2469.6W
- Potencia con carga, PCC (W)De la ecuación (1) se tieneDatos: V=229.3V , I=8.273 , cosφ=0.97Reemplazando: PCC=√3×229.3×8.273×0.97
⇒PCC=3187.1W
- Potencia Neta, PNETA,(W)PNETA=PCC−PSC……(2)
PNETA=3187.1−2469.6
⇒PNETA=217.5W
CALCULOS DE RENDIMIENTO MECANICO, RRMECANICO=¿¿¿
RMECANICO=¿
⇒RMECANICO=22.5 %
Estos resultados se muestran en la Tabla 12.CALCULO DEL TRABAJO REALIZADO SOBRE EL MAIZ, W (W.h/kg)
- Flujo de alimentación, Falimentacion(Kg /min)
m=m/ t ……(3)Donde: m :masadealimentacion demaiz=9.435Kg , t : tiempo demolienda=2.50minReemplazando
m=( 9.435Kg /2.50min )× (60min/1h )
⇒m=226.44 Kg /h
Este resultado se muestra en la tabla 11.- Trabajo realizado sobre el maíz, W (W.h/kg)
W=PNETA /malimentacion……(4 )
29

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Datos: PNETA=717.5W , m=226.44 Kg /hReemplazando:W=717.5W /226.44 Kg /h⇒ W=3.17W .h/Kg
Este resultado se muestra en la tabla 12.CÁLCULO DE LA POROSIDAD DEL MAÍZ ENTERO (ALIMENTACIÓN AL MOLINO)- Densidad aparente, ρaparente(g /mL)
ρaparente=map
V ap
…(5)
Donde:map :masaaparentedelma í z=¿ 33.5 gV ap :volumen aparentedelmaí z=48 mL Reemplazando:
ρaparente=33.5 g48mL
⇒ ρaparente=0.698 g/mL
- Densidad absoluta, ρabsoluta (g /L)
ρabsoluta=mV…(6)
Donde:m :masademaíz=33.5 g V :volumen demaíz=28mL
ρabsoluta=33.5g28mL
⇒ ρabsoluta=1.196 g/mL
- Porosidad, εε=1−
ρaparenteρabsoluta
…(7)
Reemplazando: 30

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
ε=1−0.698 g/mL1.196 g/mL
⇒ ε=0.42
Los mismos cálculos se repiten para la muestra de maíz molido, estos resultados se pueden ver en la tabla 13.CÁLCULO DEL FACTOR DE FORMA DEL MAÍZ ENTERO (ALIMENTACIÓN AL MOLINO)- Esfericidad, ΨCon el valor de porosidad ya calculado se determina, mediante el gráfico 13, el valor de esfericidad correspondiente. Este valor resulta ser:
⇒Ψ=0.95
- Factor de forma, λλ= 1
Ψ…(8)
⇒ λ=1.05
De la misma manera se procede a calcular el factor de forma del maíz molido (producto del molino). Estos resultados se muestran en la Tabla 13.CÁLCULO DE ∑ fracciónretenida /D .medio DEL MAÍZ ENTERO (ALIMENTACIÓN AL MOLINO)- Fracción retenida
fracciónretenida= peso retenidopesototal
… (9)
La fracción retenida en la malla 5/16 IN es:fracciónretenida= 12.4
173.8
⇒fracciónretenida=0.071
Se realizan los mismos cálculos para las demás mallas.- Fracción acumulada pasante
31

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
fracciónacumulada pasantei+1=fracciónacumulada pasantei−fracciónr etenida i+1…(10)
La fracción acumulada pasante en la malla 5/16 IN es:fracciónacumulada pasante=1.0−0.051−0.071
⇒ fracciónacumulada pasante=0.878La fracción acumulada pasante en la malla 0.265 IN es:fracciónacumulada pasante=1−0.051−0.071−0.71
⇒ fracciónacumulada pasante=0.168
Se sigue el mismo procedimiento de cálculos para las demás mallas.- Fracción acumulada retenida
fracciónacumuladaretenidai+1=fracciónretenidai+ fracciónretenidai+1… (11)
La fracción acumulada retenida en la malla 5/16 IN es:fracciónacumuladaretenida=0.0+0.071
⇒ fracciónacumuladaretenida=0.071
La fracción acumulada retenida en la malla 0.265 IN es:fracciónacumuladaretenida=0.071+0.051
⇒ fracciónacumuladaretenida=0.122
Se sigue el mismo procedimiento de cálculos para las demás mallas.- Relación fracciónretenida /D .medioPara la malla 5/16 IN La relación fracciónretenida /D .medio es:
fracciónretenida /D .medio= 0.0718000 μm
×1 μm
10−4 cm
⇒ fracciónretenida/D .medio=0.089cm−1
Se sigue el mismo procedimiento de cálculos para las demás mallas.Finalmente se determina:
32

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
∑ fracciónretenida /D .medio=0.089+0.069+1.092+0.276+0.008
⇒∑ fracciónretenida /D .medio=1.535cm−1
Estos resultados se muestran en la Tabla 14. De la misma forma se procede a calcular la (∑ fracciónretenida /D .medio) para la muestra de maíz molido, muestra del maíz molido de la malla 10, muestra del maíz molido en la malla 20, muestra del maíz molido en el ciego. Estos resultados se muestran en las tablas 15, 16, 17 y 18 respectivamente.CÁLCULO DEL ÁREA ESPECÍFICO CREADO POR EL MOLINO
- Área específica del maíz entero (alimentación al molino) AW alimentaciónalmolino=
6 λρabsoluta
×∑ fracciónretenidaD .medio
… (12)
Datos calculados: ρabsoluta=1.196 g/cm3
λ : factor de forma=1.05
∑ fracciónretenidaD .medio
=1.535cm−1
Reemplazando:AW alimentaciónalmolino=
6×1.05
1.196 g /cm3×1.535cm−1
⇒ AW alimentaciónalmolino=8.09cm2/ g
- Área específica del maíz molido (producto del molino) Empleando la ecuación (12) se tiene:Datos calculados: ρabsoluta=1.35g /cm3
λ : factor de forma=1.16∑ fracciónretenida
D .medio=16 .18cm−1
33

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Reemplazando:AW alimentaciónalmolino=
6×1.16
1.35 g/cm3×16 .18cm−1
⇒ AW alimentaciónalmolino=8 3 .4 cm2/ g
- Área específica proporcionada por el molino, ∆ AW ∆ AW=AW productodelmolino−AW alimentaciónalmolino
∆ AW=83 .4 cm2/g−8.09cm2/g
⇒∆ AW=7 5 .31cm2/g
Estos resultados se muestran en la Tabla 19.CÁLCULO DEL DIÁMETRO VOLUMEN-SUPERFICIE- Diámetro medio volumen-superficie del maíz entero (alimentación al molino)
Dvs alimentaciónalmolino=6 λ
AW alimentaciónalmolino× ρabsoluta
...(13)
Dvs alimentaciónalmolino=6×1.05
8.09cm2/g×1.196 g /cm3
⇒D vsalimentaciónalmolino=0.651cm
- Diámetro medio volumen-superficie del maíz molido (producto del molino) Dvs productodelmolino=
6 λAW producto delmolino× ρabsoluta
…(14)
Dvs productodelmolino=6×1.16
8 3 .4cm2/ g×1.35 g/cm3
⇒D vs productodelmolino=0.0618 cm
Estos resultados se muestran en la tabla 20CÁLCULO DE LAS CONSTANTES- Constante de Rittinger, K R
34

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
1KR
= W1
Dvs p
−1
Dvsa
……… (15)
Donde:W=trabajo realizado sobre elmaíz , kW .h /ton Dvs a=diámetro volumen−superficie de laalimentación delmolino ,cm Dvs p=diámetro volumen−superficie del productodelmolino , cm Luego:
1KR
= 3.17W .h/Kg1
0. 0618 cm− 1
0.651cm
×103 kW
1W×
1kg103 ton
⇒K R=4 .61 ton /kW .h. cm
Este resultado se muestra en la Tabla 21.- Constante de Kick, K K
K K=W
ln( Dvsa
D vs p)……….(16)
K K=3.17W .h/Kg
ln( 0.651cm0.0 618cm )
×103 kW
1W×
1 Kg103 ton
⇒K K=1.34kW .h/ ton
Este resultado se muestra en la Tabla 21- Constante de Bond (índice de trabajo), W ¿
W ¿=W
10( 1
√P80
− 1
√F80)…… ..(17)
Donde:W=trabajo realizado sobre elmaíz , kW .h /ton F80=tamañodel80 %acumulado pasa ntede laalimentación delmolino P80=tamaño del80 % acumulado pasante del producto delmolino De las gráficas N° 31 y 32 se determina los valores de F80 y P80 respectivamente. Los valores obtenidos de las graficas son F80 = 7170 y P80 = 3100. Luego:
35

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
W ¿=3.17W .h/Kg
10( 1√3100
− 1√7170 )
×103 kW
1W×
1kg103 ton
⇒W ¿=51.54 kW .h/ ton
Este resultado se muestra en la Tabla 22.
GRÁFICAS
36

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
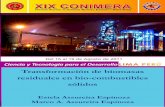
4500 5000 5500 6000 6500 7000 7500 8000 85000.0000.1000.2000.3000.4000.5000.6000.7000.800
Maiz enterofracción retenida VS. Diametro
medio
Diametro medio (µm)
frac
ción
rete
nida
f(x)
Gráfica Nº 1. Fracción retenida vs diámetro medio para la muestra de maíz entero
0 1000 2000 3000 4000 5000 6000 70000.0000.0500.1000.1500.2000.2500.3000.350
Maíz molidofracción retenida VS. Diametro
medio
Diametro medio (µm)
frac
ción
rete
nida
f(x)
Gráfica Nº 2. Fracción retenida vs diámetro medio para la muestra de maíz molido
37

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
0 1000 2000 3000 4000 5000 6000 70000.0000.1000.2000.3000.4000.5000.6000.700
Maíz molido en la malla 10fracción retenida VS. Diametro
medio
Diametro medio (µm)
frac
ción
rete
nida
f(x)
Gráfica Nº 3. Fracción retenida vs diámetro medio para la muestra de maíz molido en la malla 10
0 1000 2000 3000 4000 5000 6000 70000.000
0.100
0.200
0.300
0.400
0.500
Maiz molido en la malla 20fracción retenida VS. Diametro
medio
Diametro medio (µm)
frac
ción
rete
nida
f(x)
Gráfica Nº 4. Fracción retenida vs diámetro medio para la muestra de maíz molido en la malla 20
38

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
0 1000 2000 3000 4000 5000 6000 70000.0000.0500.1000.1500.2000.2500.3000.350
Maiz molido en el ciegofracción retenida VS. Diametro
medio
Diametro medio (µm)
frac
ción
rete
nida
f(x)
Gráfica Nº 5. Fracción retenida vs diámetro medio para la muestra de maíz molido en el ciego
4500 5000 5500 6000 6500 7000 7500 8000 85000.0000.1000.2000.3000.4000.5000.6000.7000.8000.9001.000
Maiz enterofracción acumulada pasante VS. Dia-
metro medio
Diametro medio (µm)
frac
ción
acum
ulad
a pa
sant
e F(
x)
Gráfica Nº 6. Fracción acumulada pasante vs diámetro medio para la muestra de maíz entero
39

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
0 1000 2000 3000 4000 5000 6000 70000.000
0.200
0.400
0.600
0.800
1.000
1.200
Maiz molidofracción acumulada pasante VS. Diametro
medio
Diametro medio (µm)
frac
ción
acum
ulad
a pa
sant
e F(
x)
Gráfica Nº 7. Fracción acumulada pasante vs diámetro medio para la muestra de maíz molido
0 1000 2000 3000 4000 5000 6000 70000.000
0.200
0.400
0.600
0.800
1.000
1.200
Maiz molido en la malla 10fracción acumulada pasante VS. Diametro
medio
Diametro medio (µm)
frac
ción
acum
ulad
a pa
sant
e F(
x)
Gráfica Nº 8. Fracción acumulada pasante vs diámetro medio para la muestra de maíz molido en la malla 1040

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
0 1000 2000 3000 4000 5000 6000 70000.000
0.200
0.400
0.600
0.800
1.000
1.200
Maiz molido en la malla 20fracción acumulada pasante VS. Dia-
metro medio
Diametro medio (µm)
frac
ción
acum
ulad
a pa
sant
e F(
x)
Gráfica Nº 9. Fracción acumulada pasante vs diámetro medio para la muestra de maíz molido en la malla 20
0 1000 2000 3000 4000 5000 6000 70000.000
2.000
4.000
6.000
8.000
10.000
12.000
Maiz molido en el ciegofracción acumulada pasante VS. Dia-
metro medio
Diametro medio (µm)
frac
ción
acum
ulad
a pa
sant
e F(
x)
Gráfica Nº 10. Fracción acumulada pasante vs diámetro medio para la muestra de maíz molido en el ciego41

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
4000 4500 5000 5500 6000 6500 7000 7500 8000 85000.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0.800
0.900
1.000
maiz entero
Diámetro medio (µm)
% A
cum
ulad
o pa
sant
e F(
x)
Gráfica Nº 11. % Fracción acumulada pasante vs diámetro medio para la muestra de maíz entero para determinar F80.
0 1000 2000 3000 4000 5000 6000 70000.000
0.200
0.400
0.600
0.800
1.000
1.200
maiz molido
Diámetro medio (µm)
% A
cum
ulad
o pa
sant
e F(
x)
Gráfica Nº 12. % Fracción acumulada pasante vs diámetro medio para la muestra de maíz molido para determinar P80.42

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
Gráfica Nº 13. Esfericidad vs. Porosidad- determinación de la esfericidad en función a la densidad de carga (Brown, “Operaciones Básicas de la Ingeniería Química”)
0 500 1000 1500 2000 2500 3000 3500 40000.000.200.400.600.801.001.20
Malla 10Fracción Acumulante Pasante Vs. Diámetro Medio
Alimentación (F)Rechazo (R)Cernido (C)
Diametro medio (µm)Fracción
Acumulant
e Pasante
Gráfica Nº 14. Comparación de la fracción acumulada pasante vs diámetro medio de la alimentación, rechazo y cernido para la malla 10
43

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
0 1000 2000 3000 40000.000.200.400.600.801.001.20Malla 20Fracción Acumulante Pasante Vs. Diámetro Medio
Alimentación (F)Rechazo (R)Cernido (C)
Diametro medio (µm)Fracción
Acumulant
e Pasante
Gráfica Nº 15. Comparación de la fracción acumulada pasante vs diámetro medio de la alimentación, rechazo y cernido para la malla 20
ANEXOS
44

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
45

MOLIENDA Y TAMIZADO UNSMSM-FQIQIA
46