MEZCLAS EN FRÍO BAJO PROTOCOLO AMAAC … · 3 Mezcla en frío de alto desempeño Calidad de...
24
MEZCLAS EN FRÍO BAJO PROTOCOLO AMAAC CASO EN ESTUDIO ING. JOSE JORGE LÓPEZ URTUSUÁSTEGUI ingenierí[email protected] @jjlopezu
Transcript of MEZCLAS EN FRÍO BAJO PROTOCOLO AMAAC … · 3 Mezcla en frío de alto desempeño Calidad de...

MEZCLAS EN FRÍO BAJO PROTOCOLO AMAAC
CASO EN ESTUDIOING. JOSE JORGE LÓPEZ URTUSUÁSTEGUI
ingenierí[email protected]
@jjlopezu
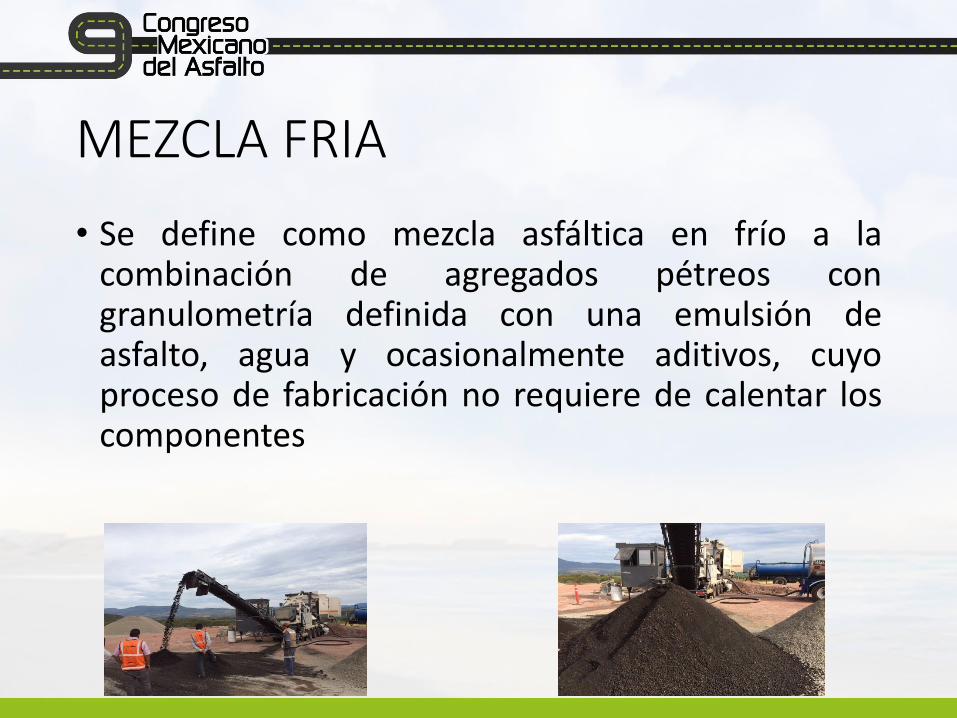
MEZCLA FRIA
• Se define como mezcla asfáltica en frío a lacombinación de agregados pétreos congranulometría definida con una emulsión deasfalto, agua y ocasionalmente aditivos, cuyoproceso de fabricación no requiere de calentar loscomponentes
3
Mezcla en frío de alto desempeño
Calidad de agregados similar a una mezcla en caliente
Uso de emulsiones especiales
Diseño especializado
Elaboración con planta
PUNTOS A CONSIDERAR
4
• Requisitos de calidad de materiales
• Requisitos de calidad de la mezcla
• Procedimiento de diseño
• Construcción
– Equipo
– Producción de la mezcla
– Tendido y compactación
– Control de calidad
5
Apegándose a las recomendaciones de
AMAAC la DGCC licitó el proyecto de
conservación consistente en “Fresado de 5
cm de carpeta existente y colocación de 5
cm de carpeta de mezcla en frío diseñada
bajo lo establecido en el Protocolo AMAAC
de Emulsiones” en la carretera Guadalajara
– Barra de Navidad, tramo Entronque
Acatlán de Juárez – Autlán de Navarro del
Km 88+000 al Km. 100+000, en el Estado de
Jalisco.

CROQUIS DE LOCALIZACIÓN
Beneficios de las Mezclas Asfálticas en Frio• Las distancias de acarreo pueden ser mayores ya que no se
tienen inconvenientes relacionados con la temperatura de
aplicación.
• Se reduce significativamente el riesgo de oxidación del
asfalto gracias a que la mezcla se produce a temperatura
cercanas al ambiente.
• Son almacenables a temperatura ambiente, para suso
futuros.
• Presentan propiedades auto-reparables (Son muy flexibles).
• Se disminuyen los riesgos para la seguridad del personal
durante la fabricación y tendido.
• Son mas económicas.
• La cohesión de la mezcla incrementa con el tiempo.
Material pétreoLos materiales pétreos se evaluaron en sus propiedades
físicas tales como: forma, porosidad, dureza y resistencia de losbancos “Calfina y “La Vega”, estos materiales cumplieron paralas especificaciones relativas a la calidad de la fracción gruesa yfina.
Emulsión asfálticaSe evaluaron diferentes formulaciones de emulsiones
de rompimiento lento de valor agregado (ECL 65-90-VA). Laemulsión seleccionada fue la que aportó la menormanejabilidad y cubrimiento y cumplió con los valores de TSR ymódulo dinámico utilizando 0.5% de cemento portland yaditivo en el agua de premezclado.
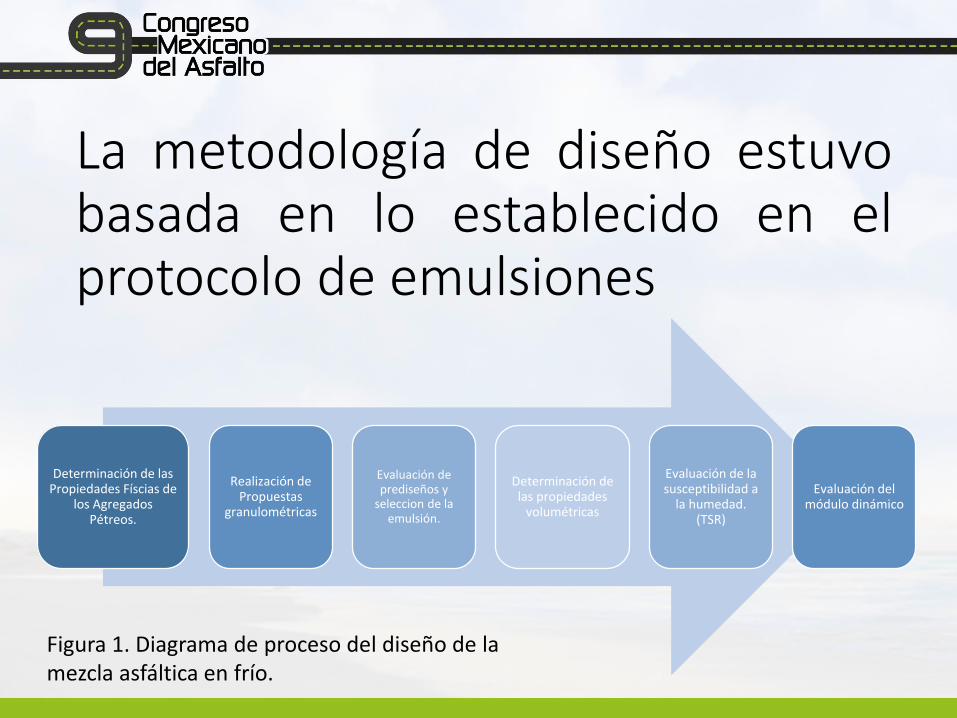
La metodología de diseño estuvobasada en lo establecido en elprotocolo de emulsiones
Determinación de las Propiedades Físcias de
los Agregados Pétreos.
Realización de Propuestas
granulométricas
Evaluación de prediseños y
seleccion de la emulsión.
Determinación de las propiedades
volumétricas
Evaluación de la susceptibilidad a
la humedad. (TSR)
Evaluación del módulo dinámico
Figura 1. Diagrama de proceso del diseño de la mezcla asfáltica en frío.
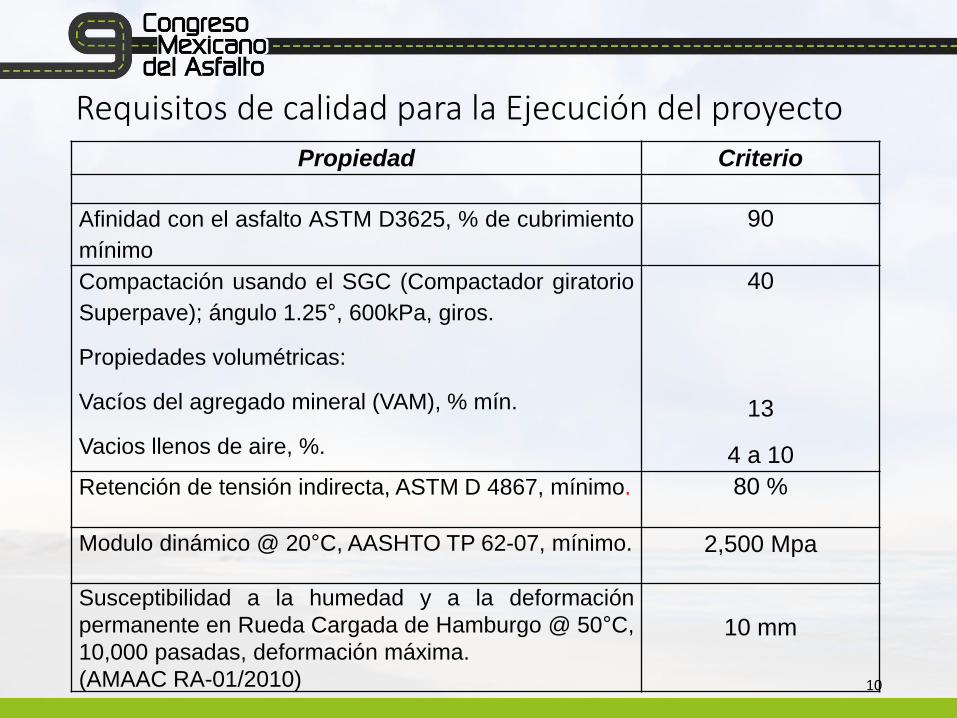
Requisitos de calidad para la Ejecución del proyecto
10
Propiedad Criterio
Afinidad con el asfalto ASTM D3625, % de cubrimiento
mínimo
90
Compactación usando el SGC (Compactador giratorio
Superpave); ángulo 1.25°, 600kPa, giros.
Propiedades volumétricas:
Vacíos del agregado mineral (VAM), % mín.
Vacios llenos de aire, %.
40
13
4 a 10
Retención de tensión indirecta, ASTM D 4867, mínimo. 80 %
Modulo dinámico @ 20°C, AASHTO TP 62-07, mínimo. 2,500 Mpa
Susceptibilidad a la humedad y a la deformación
permanente en Rueda Cargada de Hamburgo @ 50°C,
10,000 pasadas, deformación máxima.
(AMAAC RA-01/2010)
10 mm
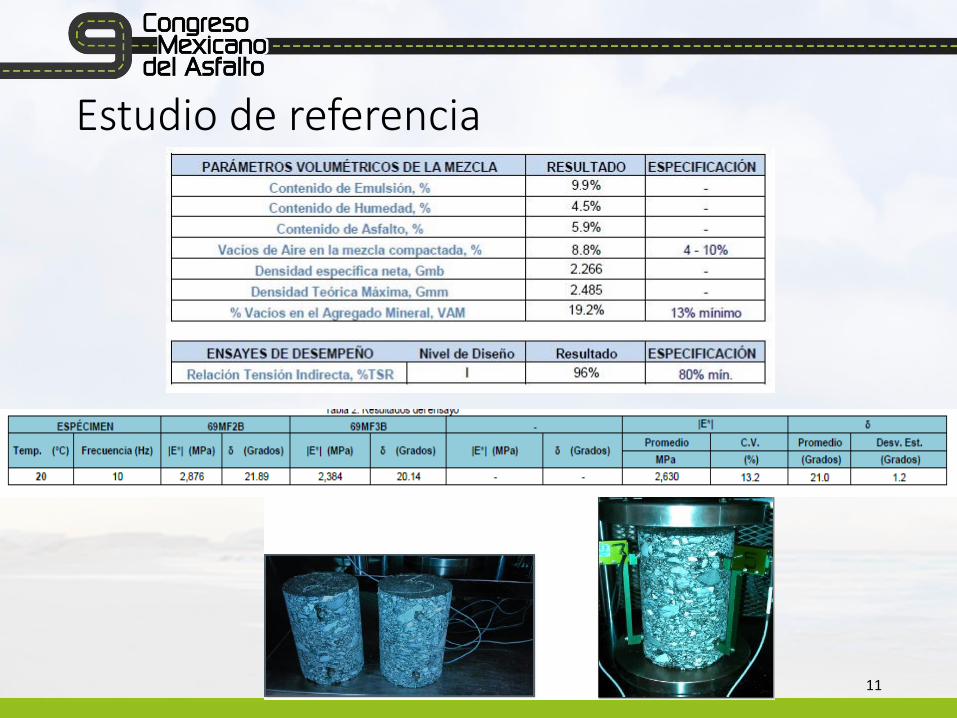
Estudio de referencia
11
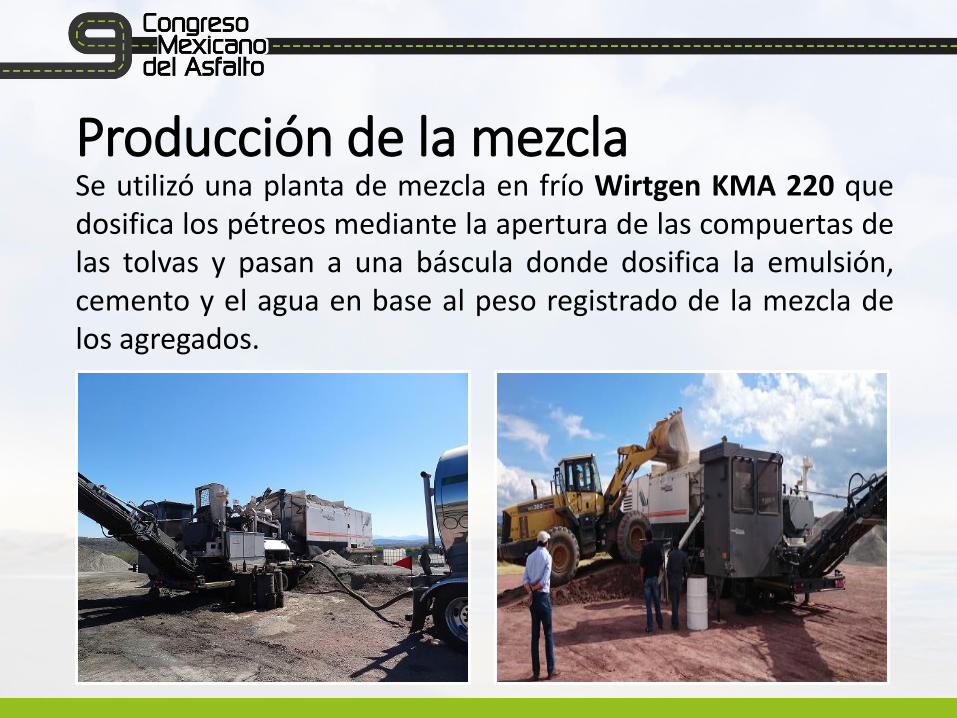
Producción de la mezclaSe utilizó una planta de mezcla en frío Wirtgen KMA 220 quedosifica los pétreos mediante la apertura de las compuertas delas tolvas y pasan a una báscula donde dosifica la emulsión,cemento y el agua en base al peso registrado de la mezcla delos agregados.
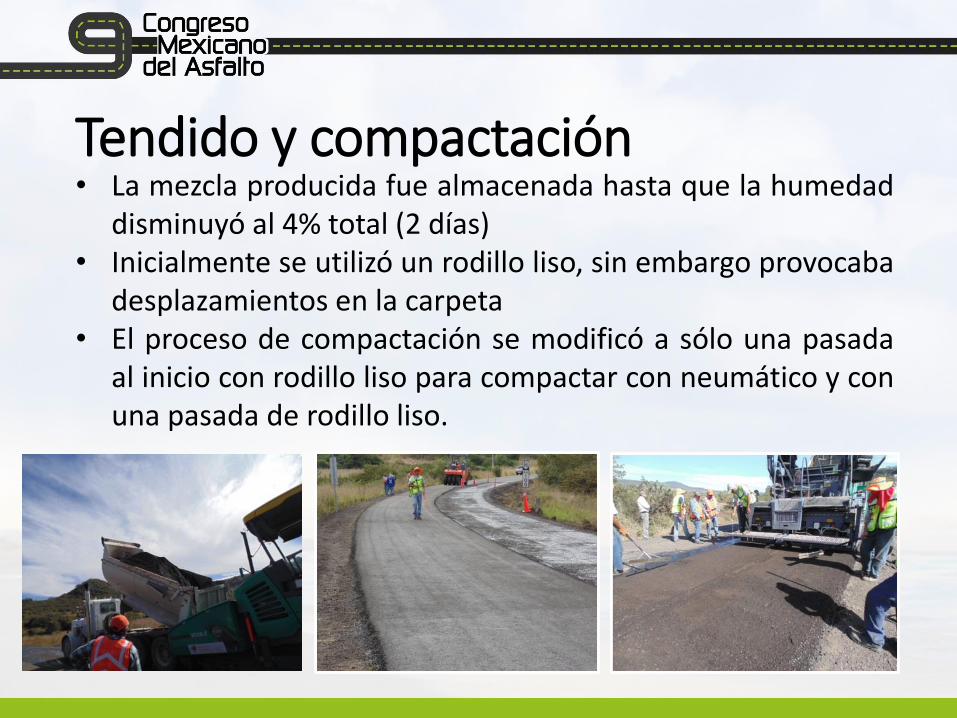
Tendido y compactación• La mezcla producida fue almacenada hasta que la humedad
disminuyó al 4% total (2 días)• Inicialmente se utilizó un rodillo liso, sin embargo provocaba
desplazamientos en la carpeta• El proceso de compactación se modificó a sólo una pasada
al inicio con rodillo liso para compactar con neumático y conuna pasada de rodillo liso.
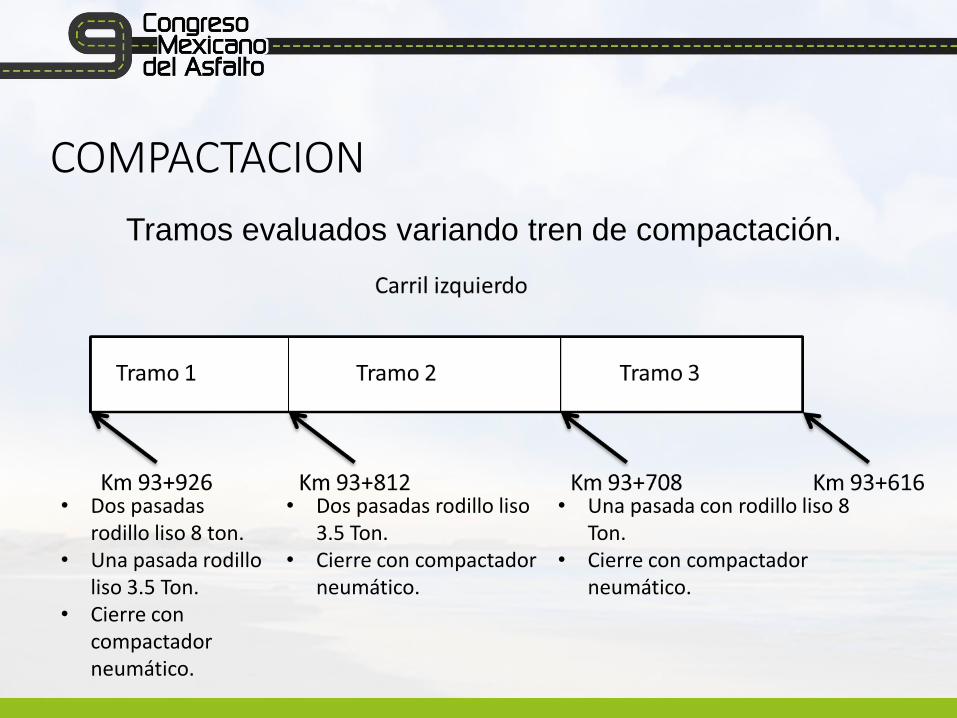
COMPACTACION
Tramos evaluados variando tren de compactación.
• Dos pasadas rodillo liso 8 ton.
• Una pasada rodillo liso 3.5 Ton.
• Cierre con compactador neumático.
• Dos pasadas rodillo liso 3.5 Ton.
• Cierre con compactador neumático.
• Una pasada con rodillo liso 8 Ton.
• Cierre con compactador neumático.
Con la finalidad de conjuntar las variables másimportantes de la obra se definieron dos etapas deconstrucción.
Primera etapa
• Entre los kms. 94+000 al Km. 100+000
• Se considero el uso de 60% grava y 40% arena.
• 1% cemento portland.
• 9.9% de emulsión asfáltica.
• Vacios de 8.8%.
• Valor de módulo dinámico hasta 3,300 Mpa.
• Tiempo de reposo antes de la compactación: 30 min. a 2 horas.
• Se presentó disgregamiento durante la primera noche posterior al tendido.
En la noche se presentaban severos descensos de temperatura conformación de neblina y rocío.
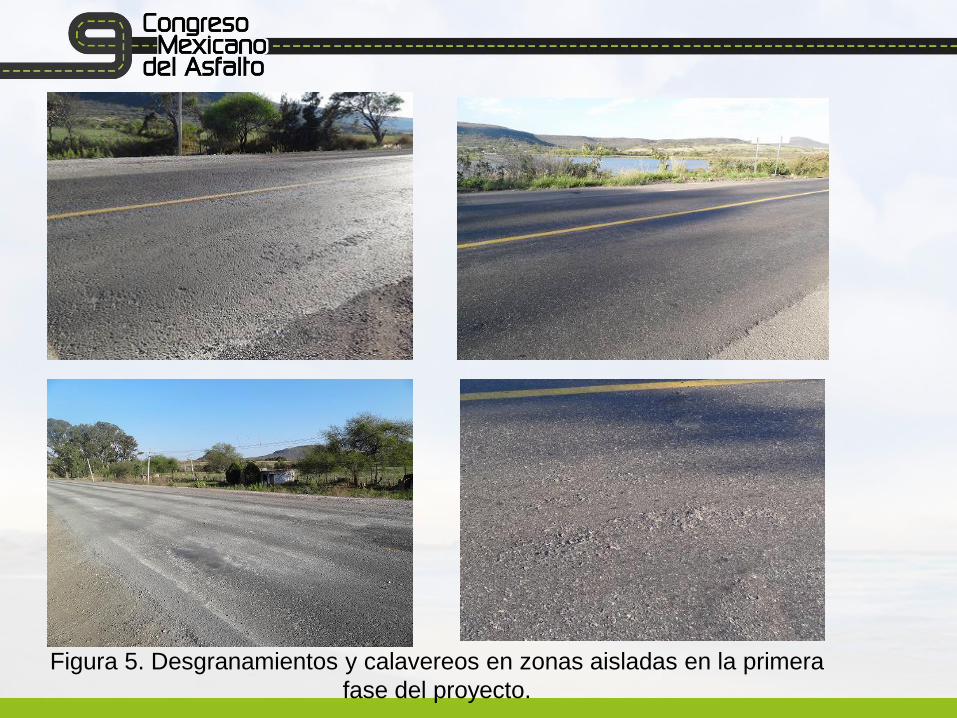
Figura 5. Desgranamientos y calavereos en zonas aisladas en la primera
fase del proyecto.
Acuerdos en visita de obra por parte delcomité de emulsiones de AMAAC
• Determinación de granulometría más fina 60% arena40% grava.
• Incrementar el contenido de cemento portland al1.5%
• Uso de aditivo en el agua del premezclado paramejorar el cubrimiento de la parte gruesa.
• Resultando en unas propuestas de diseño
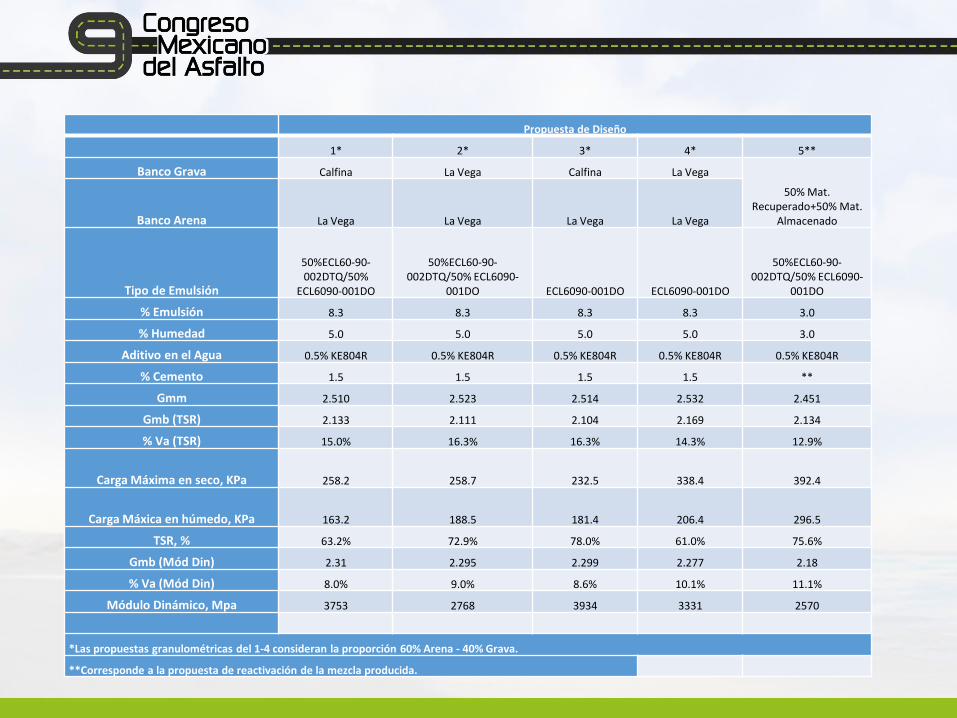
Propuesta de Diseño
1* 2* 3* 4* 5**
Banco Grava Calfina La Vega Calfina La Vega
50% Mat. Recuperado+50% Mat.
AlmacenadoBanco Arena La Vega La Vega La Vega La Vega
Tipo de Emulsión
50%ECL60-90-002DTQ/50%
ECL6090-001DO
50%ECL60-90-002DTQ/50% ECL6090-
001DO ECL6090-001DO ECL6090-001DO
50%ECL60-90-002DTQ/50% ECL6090-
001DO
% Emulsión 8.3 8.3 8.3 8.3 3.0
% Humedad 5.0 5.0 5.0 5.0 3.0
Aditivo en el Agua 0.5% KE804R 0.5% KE804R 0.5% KE804R 0.5% KE804R 0.5% KE804R
% Cemento 1.5 1.5 1.5 1.5 **
Gmm 2.510 2.523 2.514 2.532 2.451
Gmb (TSR) 2.133 2.111 2.104 2.169 2.134
% Va (TSR) 15.0% 16.3% 16.3% 14.3% 12.9%
Carga Máxima en seco, KPa 258.2 258.7 232.5 338.4 392.4
Carga Máxica en húmedo, KPa 163.2 188.5 181.4 206.4 296.5
TSR, % 63.2% 72.9% 78.0% 61.0% 75.6%
Gmb (Mód Din) 2.31 2.295 2.299 2.277 2.18
% Va (Mód Din) 8.0% 9.0% 8.6% 10.1% 11.1%
Módulo Dinámico, Mpa 3753 2768 3934 3331 2570
*Las propuestas granulométricas del 1-4 consideran la proporción 60% Arena - 40% Grava.
**Corresponde a la propuesta de reactivación de la mezcla producida.
Segunda etapa
• Cambio de granulometría a una más fina.• Considerando en general el uso de 60% de arena y
40% de grava.• 1.5% de cemento portland• 8.5% de emulsión asfáltica. (5.1% de asfalto).• Tensión indirecta de 85%.• vacíos del 8.6%• Valor de módulo dinámico de 3,047MPa cumpliendo
con el valor mínimo de 2,500MPa a 20°C, 10HZ.
Durante la producción de la mezcla sellevó a cabo un control de calidadrutinario:
• Fecha de producción.
• Combinación de materiales pétreos utilizada.
• Dosificaciones de mezclado.
• Contenido de asfalto.
• Humedad de premezclado
• Humedad de compactación
• Fecha y cadenamiento de tendido.

Tramo recién tendido
Tendido y compactación
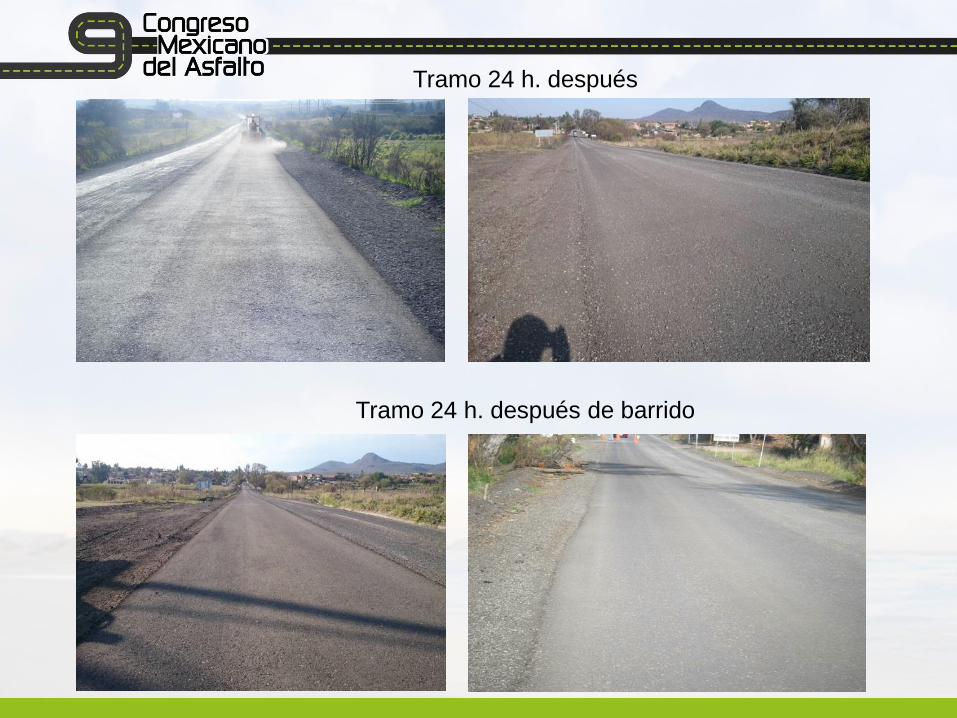
Tramo 24 h. después de barrido
Tramo 24 h. después
Conclusiones y acciones por realizar:• Necesidad de revisar en el protocolo los rangos de vacíos
(actualmente especificados del 4 al 10%).
• Lineamientos de humedad requerida para compactar.
• El valor más restrictivo para el Módulo Dinámico fueronlos vacios de aire.
• Las mezclas en frío, (como cualquier tipo de mezcla)requieren un control de calidad estricto.
• Consideración de proteger estas capas con algúntratamiento superficial como riego de sello.
• Se sugiere revisar la especificación del Módulo Dinámicomínimo de 2500 MPa de valor inicial y revisar el rango devacios.
Ing. José Jorge López Urtusuástegui
DIRECTOR GENERAL
TRA SENDA INGENIERIA, S.A. DE C.V.
@jjlopezu
www.trasenda.com.mx
#EligeAsfalto