
MetalMecanica 2012
68
crecimiento en firme UNA PUBLICACIÓN DE Industria automotriz mexicana: Prealistamiento de máquinas multieje Micromecanizado de componentes complejos Edición 2 / Volumen 17 - Abril/Mayo 2012 INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA www.metalmecanica.com
description
Revista de fabricacion mecanica.
Transcript of MetalMecanica 2012

crecimiento en firme
UNA PUBLICACIÓN DE
Industria automotrizmexicana:
Prealistamiento demáquinas multieje
Micromecanizadode componentes complejos
Edición 2 / Volumen 17 - Abril/Mayo 2012
INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA www.metalmecanica.com


Contacte al proveedor: Código 2

4 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
CONTENIDO
INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA
PortadaIndustria automotriz mexicana:
Foto portadaCortesía Peugeot-CitröenDiseñoMartha C. Sarmiento S.
METALMECÁNICA INTERNACIONAL (ISSN 0124-3969) Impreso en Colombia. Se publica seis veces al año, en febrero, abril, junio, agosto, octubre, diciembre por
en www.metalmecanica.com/suscripciones.
MICROMECANIZADO 16
Matrix es un proveedor de moldes de Wood Dale, Illinois, que fabrica herramental para partes plásticas de varios tamaños. Sin embargo, la búsqueda de negocios en el campo médico por parte de este taller
INFORME ESPECIAL 22
AMÉRICA LATINA 26
en el estado.
METROLOGÍA 40
MECANIZADO 50
SECCIONESEditorial 5Únicamente en www.metalmecanica.com 6Novedades en herramientas de corte 8Novedades en formado y fabricación 31Novedades en metrología 46Noticias de la industria 55Actualidad Metalmecánica M-2
crecimiento en firme
UNA PUBLICACIÓN DE
Industria automotrizmexicana:
Prealistamiento demáquinas multieje
Micromecanizadode componentes complejos
Edición 2 / Volumen 17 - Abril/Mayo 2012
INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA www.metalmecanica.com
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 5
Afinales de mayo podremos vivir el clásico sudamericano, pero esta vez no del fút-bol sino de la industria de máquinas-herramienta. El primer tiempo se iniciará el 22de mayo y terminará el 26. La sede será el Parque Anhembi de São Paulo. Los ju-gadores: 1945 expositores que presentarán sus mejores equipos en automatiza-
ción y control de procesos; medición e informática; máquinas-herramienta, herramientas ydispositivos de sujeción, soldadura y tratamiento de superficies; máquinas para plástico; má-quinas para tratamiento ambiental y refrigeración; válvulas, bombas, compresores, equipa-mientos hidráulicos y neumáticos; equipos para el traslado y el almacenaje, además dehornos, estufas, calderas y unidades para tratamiento térmico.
El parque Anhembi espera un lleno total para este encuentro de ida: más de 105.000 asis-tentes de toda Sudamérica. Es la 29a edición de este clásico, que pondrá sus mejores juga-dores tecnológicos en su campo, locales y extranjeros, para deleitar a la fanaticada con susequipos y accesorios, que hagan soñar a los industriales latinoamericanos con su jogo bonitoy así tener una mejor eficiencia en sus plantas.
El juego de vuelta será en otro interesante estadio: Costa Salguero en Buenos Aires. Estesegundo tiempo tendrá como testigo silencioso al río de la Plata, que bordea el centro ferialde Costa Salguero. Los jugadores: más de 300 empresas, que en un campo de 30.000 metroscuadrados esperan mostrar las mejores jugadas y hacer que los asistentes saquen provechoen beneficio de la producción de sus talleres y plantas. Los organizadores tienen todo listopara impedir la presencia de las barras bravas y brindar un gran espectáculo, con el fin de per-mitir la continuación del gran clásico de la máquina-herramienta, de manera que toda la in-dustria metalmecánica de Sudamérica lo disfrute. El segundo tiempo se llevará a cabo del 29de mayo al 2 de junio, y contará con la presentación de jugadores de gran jerarquía: máqui-nas-herramienta de gran porte; máquinas para el trabajo de metales por arranque de viruta;máquinas para el trabajo por deformación; máquinas para tratamiento de superficies y en-sayo de materiales; herramientas de corte, materiales y accesorios; automatización; metro-logía e instrumentos de medición; electroerosión; equipos de soldadura y corte, oxicorte,corte por agua y láser; equipos industriales, sistemas de lubricación; técnicas de control; soft-ware CAD/CAM/CAE y robótica, además de accesorios directos para máquinas-herramienta.
Todo está dispuesto para que en esas dos semanas los industriales metalmecánicos dela región aprecien un gran espectáculo tecnológico, donde brasileños y argentinos darán lomejor por cautivar a su fanaticada.
Una gran oportunidad para que muchos empresarios sudamericanos vean las dos gran-des vitrinas de nuestro continente y busquen alternativas para la compra de nuevos equiposcon el fin de mejorar la producción de sus empresas en este mundo industrial, cada vez máscompetitivo. De paso, pueden aprovechar para conocer dos culturas, diferentes e intere-santes, pero complementarias. El receso entre los dos tiempos es de dos días (27 y 28 demayo), que pueden ser utilizados para disfrutar la amabilidad de los brasileños y sus rodizios,ambientados por bossa nova y una buena caipirinha, y la hospitalidad de los argentinos, altenor de un bife de chorizo, con tango de fondo y un buen malbec. Esta oportunidad detener dos eventos de la industria, tan importantes, en semanas seguidas, no se presentatodos los días. ¡Fica vantagem! ¡Aprovechá!
Eduardo TovarDirector de contenido
EDITORIAL
El clásico sudamericano:Brasil-Argentina
www.metalmecanica.com
Vol. 17 Edición No. 2Abril / Mayo 2012
ISSN 0124-3969
DIRECTOR DE CONTENIDO
CONSEJO EDITORIALArgentina:
Brasil: México:
EDITOR ASISTENTE
COLABORAN EN ESTE NÚMERO
DISEÑO
INFORMACIÓN PUBLICITARIAMedia Kit en español:
Media Kit en inglés:
PUBLISHER ASOCIADA
GERENTE GENERAL-DIVISIÓN B2B
GERENTE DE VENTAS INTERNACIONALES-B2B
GERENTE DE VENTAS COLOMBIA Y LATAM-B2B
GERENTE MERCADEO Y OPERACIONES-B2B
DIRECTOR EDITORIAL-B2B
GERENTE DE DESARROLLO DE AUDIENCIAS Y CIRCULACION-B2B
GERENTE DE MERCADEO-B2B
GERENTE DE EVENTOS Y PRODUCCIÓN-B2B
ADMINISTRADORA GUÍA DE PROVEEDORES
PRODUCTORA
MATERIAL PUBLICITARIO
ADMINISTRADORA DE CIRCULACIÓN
Nuestras publicaciones impresas:
Nuestros portales en Internet
Registro RM-DF-011-95 (041-96)
Metalmecanica es una publicación de
www.carvajalinformacion.com/b2b
Circulación certifi cada por:

6 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
FABTECH México 2012May. 02 - 04, 2012México D.F., México
Aerospace & Defense Meetings Sevilla2012May. 14 - 17, 2012Sevilla, España
Convención Anual de la Asociación Americana de Fabricantes de MoldesMay. 16 - 18, 2012Grand Rapids, Estados Unidos
Feria MecánicaMay. 22 - 26, 2012São Paulo, Brasil
Cumbre de Operaciones y Exposición del Alambre de la WAIMay 22 - 23, 2012Dallas, Estados Unidos
Bienal Española de la Máquina HerramientaMay. 28 – Jun. 02, 2012Bilbao, España
FIMAQHMay. 29 – Jun. 02, 2012Buenos Aires, Argentina
CIMES 2012Jun. 12 - 16, 2012Beijing, China
FebramecAgo. 06 - 10, 2012Caxias do Sul, Brasil
Segundo Simposio y Exposición en Manufactura de AutopartesAgo. 22 - 23, 2012Santiago de Querétaro, México
IMTS 2012Sep. 10 - 15, 2012Chicago, Estados Unidos
Aerospace Meetings Guadalajara 2012Oct 01 - 03 , 2012Guadalajara, México
EuroBLECH 2012Oct. 23 - 27, 2012Hanóver, Alemania
FABTECH 2012Nov. 12 - 14, 2012Las Vegas, NE, Estados Unidos
Lea periódicamente en nuestro portal las últimas noticias del sector con enlaces a con-tenido relacionado de interés.
� Comercio de automóviles entre Brasil y México fija sus reglas
Los Gobiernos de México y Brasil acordaron un régimen tem-poral incremental para el nivel de exportaciones de vehículosligeros libre de arancel para cada país, por un periodo de tresaños, al definir los términos del protocolo transitorio bilateral.En buscar, digite: 87168
� Producción de acero en Latinoamérica creció 5,6%La producción de acero crudo latinoamericano al-canzó un volumen de 11,3 millones de toneladas du-rante los dos primeros meses del año, es decir, 5,6%más que en igual periodo del año 2011, según un in-forme de la Asociación Latinoamericana del Acero(Alacero).En buscar, digite: 87127
� Renishaw abre una nueva oficina filial en MéxicoRenishaw, proveedor mundial en equipos de metrología y espectrografía, inauguró unanueva sede subsidiaria en San Pedro Garza Garcia, Nuevo León, México, para apoyar la ex-pansión de su base de clientes en México y Centroamérica.En buscar, digite: 87136
� Nuevas inversiones dinamizan industria automotriz en Colombia
La compañía Daimler inauguró una planta de ensam-blaje de vehículos comerciales, Renault planea expor-tar un nuevo modelo a México y General Motorsestrenó una zona franca para la fabricación de auto-motores, lo que ratifica el buen momento del sectoren Colombia.En buscar, digite: 86784
� Sandvik conmemora sus 150 añosCon una exhibición de fuegos artificiales en la ciudad sueca de Sandviken, la compañía fa-bricante de acero Sandvik celebró sus 150 años de existencia como pionera del procesode Bessemer, que revolucionó la producción de acero.En buscar, digite: 86487
ENCUENTRE SÓLO EN www.metalmecanica.com
Noticias Calendario de eventos
El perfil de Metalmecánica Internacional en esta red social le informa a diario acerca de nuevos productos, hechos del sector, eventos, foros y artículos de interés de la industria metalmecánica en Latinoamérica y en el mundo. Síganos en r_metalmecanica.Lo invitamos a que con el hashtag #simpautopartes se mantenga informado y comparta sus opiniones sobre nuestro próximo simposio: Manufactura de Autopartes, Oportunidades de Negocio en México, que se realizará el 22 y 23 de agosto en Querétaro, México.

NUEVO LEÓN, MXAlttekwww.alttek.com
PUEBLA, MXMaquinorte de Puebla Tel: +52 (222) 237 5444
QUERÉTARO, MX Mex Machineswww.mexmachines.com.mx
JALISCO, MXIntermaqwww.intermaq.com.mx
VENEZUELAOlymaq www.olymaq.com
ARGENTINADefante www.defante.com.ar
COLOMBIARexco Tools www.campostools.com
COSTA RICACopre www.copre.co.cr
EL SALVADORMayprodwww.corporacionmayprod.com
CHILE, PERUVMV Maquinariawww.vmvmaquinaria.cl
Usamos motores y
or
Conozca la historia de Molded Products, a sí como nuestra completa linea de máquinas, controles y distribuidores, todos enfocados en el cliente, visitando:
www.milltronics.net/MP
¡ M ecaniza
Más Dinero!
Un Saludo de Molded Products Inc. a la adaptabilidad de Milltronics. “Nuestro taller creativo requiere de maquinaria que mantenga tolerancias estrechas en piezas y moldes complejos hechos de materiales difíciles de mecanizar. El control CNC
fácil de programar, simplifica la programación de las piezas médicas que nuestros pacientes requieren sin poner a prueba nuestra paciencia”.
Contacte al proveedor: Código

Brocas multipropósito Con su geometría de punto VDS, creada para reducir la generación de vi-ruta en el filo de corte y su vástago de precisión diseñado para bajo ala-beado, las brocas VariDrill de Widia proporcionan un adecuado acabadosuperficial de los agujeros y una dilatada vida útil; además, permitentrabajar con un amplio rango de materiales, que incluye aceros, aceroinoxidable, fundiciones de hierro, materiales no ferrosos y aleaciones
de alta temperatura. La geometría de punto de las VariDrill re-duce la generación de viruta sobre el filo de la herramienta
y estabiliza las fuerzas de corte. El diseño del punto y delos filos en estas herramientas hace rodar la viruta sua-vemente y la evacua de forma fácil, lo cual genera menosfricción, calor, interferencia y rayado. Al minimizar estosproblemas en el perforado, los usuarios mejoran el aca-bado superficial en cada agujero, dentro de un ampliorango de materiales de trabajo. Las brocas VariDrill de
Widia ofrecen también un gran portafolio de configu-raciones estándar que incluyen longitudes 3XD,
5XD y 8XD, así como opciones con refrigeración interna y sólida. Estas brocas pueden reacondicio-narse, lo cual incrementa aún más su vida útil.
Contacte al proveedor: Código 204
NOVEDADES EN HERRAMIENTAS DE CORTE
Broca de puntas intercambiables El primero de marzo Sandvik Coromant realizó el lan-zamiento de un nuevo tipo de broca de punta inter-cambiable, la CoroDrill 870, para el área detolerancia de perforación intermedia IT9 a IT10,diseñada especialmente para ahorrar tiempo yreducir los costos de perforación. La CoroDrill870 puede personalizarse para optimizar sutrabajo en aplicaciones dentro de un rangode diámetros con diversas posibilidadesde pasos y longitudes. Los agujeros pue-den fabricarse de forma eficiente y congeometrías más precisas, a fin de de-jarlos listos para las operacionessubsiguientes. Una inter-faz altamente seguraentre el cuerpo y lapunta de la broca garan-tiza confiabilidad y preci-sión, mientras el rápido yfácil proceso de cambio de punta ayuda a maximizar los tiemposde mecanizado activo. La nueva geometría del filo de corte pro-porciona un proceso seguro con control de viruta optimizado,altas tasas de penetración y larga vida útil de la herramienta. Estabroca se ofrece en diámetros de 12 mm y 20,99 mm (0.472”-0.826”) y longitudes entre 3 y 5 veces el diámetro como estándar. Contacte al proveedor: Código 201
Enrutador para corte sobre materialescompuestos
Gracias a su alta relación resistencia a peso, laspiezas fabricadas en polímeros reforzados confibra de carbono (CFRP por sus siglas en inglés)aparecen cada vez más en aplicaciones aeroes-paciales y emergen como una importante alter-nativa en autos de carreras y equipo deportivo,entre otras industrias. Sin embargo, las propie-dades que hacen tan útiles estas piezas tambiénlas vuelven muy difíciles de mecanizar. Las resi-nas son ligeras pero se quiebran fácilmente enlugar de generar viruta al corte, como ocurre enmetales y aleaciones. Estos refuerzos de fibra decarbono son extremadamente fuertes, lo cualtambién deteriora con rapidez las herramientasde corte. Estos materiales, además, puedentener capas en diferentes direcciones, que cau-san la delaminación de dichas capas cuando seperforan agujeros. Por ello, Kennametal pre-senta su línea de enrutadores KCN05 de carburosólido Beyond para la industria aeroespacial ypara otras industrias que trabajan con materialescompuestos, especialmente diseñada para unmecanizado apropiado de materiales CFRP. Seofrecen cuatro estilos de enrutadores: uno connariz esférica, especial para perfilado; uno paracorte hacia abajo, con hojas en sentido izquierdoque comprimen las fibras a medida que las cor-tan; uno de compresión con hojas en sentido iz-quierdo sobre el eje y hojas en sentido derechoen la base, que también comprimen las fibras enel material, y uno tipo buril con muchas hojas del-gadas que incrementan la productividad en elcorte. Cada uno cuenta con una geometría únicaespecíficamente concebida para trabajar conmateriales CFRP, pero todos poseen un sustratode carburo sólido y un recubrimiento de dia-mante que proporciona velocidades superioresde corte y mayor vida útil. Contacte al proveedor: Código 203
8 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com

Tiempo de cambiode herramienta
1.1 sec
MILLTAP 700
Centro de Maquinado compacto altamenteproductivo con rápido cambiador de herramienta
Desplazamiento rápidoen todos los ejes
60 m/min
ControlSiemens 840Dsolutionlinerápido, fácil y efectivo
Datos relevantes del MILLTAP 700
_ Control: Siemens 840D solutionline, opcionalmente disponible
con JobShop y SINUMERK MDynamics
_ Seguridad Integrada – Seguro de carga y paquete de transmisión al
almacén de herramienta a traves de la puerta de la cabina abierta
_ 60 m/min desplazamiento rápido en todos los ejes; 1.6 g de aceleración
_ Tiempo de cambio de herramienta 1.1 segundos
_ Almacén de 15 herramientas (25 opcional)
_ Husillo con 45 Nm, 10,000 rpm (24,000 rpm opcional)
_ Mayor precisión gracias al óptimo diseño de máquina
_ Sistema de medición directo (opcional)
_ Area de trabajo más amplia con carreras de 700 × 420 × 380 mm
_ Óptima y fácil eliminación de viruta con bandeja de viruta
_ Compacta con paso pequeño, amplio ajuste de 1,650 mm
_ Mayor rigidez de la máquina para máximo funcionamiento de corte
_ Carga de mesa de 400 kg máx.
_ PROGRESSline – Clara muestra de tiempo restante de maquinado
y número de piezas en proceso completo de maquinado (opcional)
_ 30% de ahorro de energía comparado con la competencia gracias
a un avanzado paquete eléctrico
cooperacion sustentada por la innovacion
MO
NTFO
RT
ADVERTIS
ING
el primer desarrolloen conjuntode dmg / mori seiki
Si su teléfono móvil dispone de un software de reconocimiento de código QR, podrá acceder directamente a nuestra página web.
Todas las novedades de DMG en: www.dmg.com
DMG South America:Rua Dr. Luiz Migliano, 173, 05711-000 - São Paulo - SP, BrasilTel.: (11) 3742-5000, Fax: (11) 3773-8855, E-mail: [email protected]
Milltap_700_METMEC_BR_RD2:Layout 1 3/9/12 3:08 PM Page 1
Contacte al proveedor: Código 4

10 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Herramientas para fresado y perforado Seco Tools amplía sucatálogo de productosen el campo de fre-sado y perforado conun nuevo rango de he-rramientas para mate-riales compuestos. Encomparación con lasherramientas están-dar, las soluciones deherramientas PCD paramateriales modernosofrecen un incrementode hasta diez veces enla vida útil. Estas herramientas son apropiadas para me-canizado de CFRP, GFRP y otros compuestos de fibra.Las nuevas fresas escariadoras Jabro de carburo sólidopara trabajo sobre materiales compuestos con filos enPCD sinterizado JPD890/JPD891 y JPD892, cuentan conuna forma en su filo de diamante policristalino que ga-rantiza calidad superficial mejorada, un buen corte delas fibras y delaminación minimizada. Gracias a las es-trechas tolerancias de producción, los procesos de me-canizado se hacen más estables, confiables ypredecibles. La dureza de los filos de corte en diamantepolicristalino proporciona alta resistencia al desgaste,lo cual incrementa la vida útil de la herramienta. Las he-rramientas PCD garantizan elevada precisión dimensio-nal, de mucha importancia en operaciones de acabado.El rango estándar ofrece tres versiones de fresas parauna amplia variedad de opciones de apriete y aplica-ción. La JPD890 tiene ángulo de eje neutro, la JPD891ángulo negativo y la JPD892 ángulo de eje positivo. Lasnuevas herramientas PCD vienen por defecto equipa-das con dos canales de refrigeración centrales que re-ducen su temperatura de trabajo, disminuyen así elriesgo de derretimiento de la matriz y permiten un in-cremento en la velocidad de corte en comparación conlas herramientas PCD sin refrigeración interna. Las nue-vas herramientas para fresado PCD se ofrecen en diá-metros de 6 mm, 8 mm, 10 mm, 12 mm y 16 mm conlongitudes de corte de 13 mm, 15 mm y 20 mm. Paraoperaciones de perforado, la broca Seco FeedmaxSD205, con un punto de perforación con ángulo de 120grados, ofrece un buen desempeño para una gran va-riedad de procesos, en particular aquellos que requie-ren trabajo por largos períodos de tiempo. El ángulo dehélice de 30 grados permite una buena remoción de vi-ruta y polvo. Gracias al filo y a la precisión dimensionalde una broca PCD, se obtienen mejoras importantes enla calidad de la pieza con respecto a las tolerancias y elacabado de los agujeros.Contacte al proveedor: Código 205
Insertos para torneado Los nuevos grados para tornea-do de alto desempeño Vic-tory, de Widia, que formanparte de la plata-forma de herra-mientas paratorneado, fresado yfabricación de agu-jeros Widia Victory,mejoran los resultadosde productividad, inclui-dos el acabado superficial y la vidaútil de la herramienta en operacionesde mecanizado de piezas en acero y acero inoxidable. Los tresnuevos grados WP15CT, WP25CT y WP35CT están dirigidos ausuarios que desean reducir sus costos de fabricación para losusuarios, incrementar la vida útil de sus herramientas y mejo-rar la productividad en el torneado de piezas en acero, comoengranajes, carcasas de bombas, ejes y componentes en gene-ral para la industria automotriz. Los otros tres grados WM15CT,WM25CT y WM35CT están dirigidos a talleres de mecanizadode acero inoxidable para componentes en las industrias mé-dica, química, alimentaria y de energía. En ambas familias se in-cluye el recubrimiento de capa múltiple MT-CVD/CVDTiN-TiCN-Al203-ZrCN, que mejora la resistencia al desgastepara obtener mayores velocidades de corte y menores tiemposde ciclo. La capa superficial de ZrCN reduce la fricción para me-jorar el acabado superficial y también funciona como indicadorde desgaste de flanco. Contacte al proveedor: Código 207
Fresa ranuradora Con un ancho de corte de 3mm (0.118”) y diámetrosdel filo de corte de80/100/125 y 160 mm(3.150/3.937/4.921 y6.299”), estas nuevas fresas pararanurado de Horn se han diseñado para profundidades de fre-sado de 18/25/32 y 50 mm (0.709/0.984/1.260 y 1.969”). De-pendiendo del diámetro, se acoplan 8/10/12 o 16 insertosindexables sobre la circunferencia del cuerpo principal. Estasherramientas se ofrecen en versiones con giro horario y an-tihorario en diversos grados de carburo para fresado de ranu-ras de 3 mm (0.118”), 4 mm (0.157”) y 5 mm (0.197”) en acero,acero inoxidable y en materiales resistentes al calor. El sistemaM310 es apropiado para todo tipo de materiales, ya que tieneun corte con buenas propiedades y un adecuado flujo de viruta.El nuevo desarrollo mantiene el sistema de apriete de los inser-tos que ha demostrado su funcionalidad. Estas nuevas fresascuentan con diámetros de filo de corte de entre 80 mm y 200mm (3.150” y 7.874”), que amplían el rango de trabajo del mo-delo original M310 y sus áreas de aplicación.Contacte al proveedor: Código 213
NOVEDADES EN HERRAMIENTAS DE CORTE

www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 11
H2O ahora en México!
ww
w.v
acud
est.
com
.mx
process water engineeringVACUDEST® Technology
Agua de proceso industrial
Concentrado
En diez años usted puede ahorrar mas de 25 millones de Pesos!*
Los sistemas de destilación al vacío VACUDEST® son una alternativa inteligente para la disposición de aguas residuales industriales.
Destiladoclaro como el cristal
Idea
s in
teligentes para agua limpia
* el ahorro varia con el volumen de aguas a tratar
Usamos carburo sólido de microgramo
para una duración más larga de la
herramienta, así como para incrementar
las tasas de alimentación y las velocidades.
Se ofrecen herramientas sin recubrimiento
y con recubrimiento de ALTiN
Herramientas de carburo sólido para
ranurado, mandrinado y roscado.
Fresas roscadoras
Herramientas con puerto
y para puntas de diamante policristalino
5 insertos, 5 tornillos y una llave torx plus.
recubrimiento de ALTiN o sin recubrimiento.
apropiado, que no se afecta térmicamente por el calor de la soldadura fuerte
EL FILO DE CORTE
S T Advantage ndexable utting Tool System
S NT F UTT NG T LS, N
110 W. asy Street/Simi alley, A 93065/800.383.2244 / 805.584.9629 (fax / info@sct-usa/www.sct-usa.com
Corte de alto rendimientoEn respuesta a la retroalimentación muy positiva de losclientes respecto al material de corte de alto rendimientoTiger∙tec Silver, Walter Valenite ha añadido una nuevacalidad a esta familia. A la existente, la universal WKP35 S,se le une la WKP25 S, una calidad cuya área principal deaplicación es el mecanizado de acero y fundiciones (ISO Pe ISO K). El nuevo material de fresado/corte Tiger∙tec Sil-ver WKP25 S maximiza la productividad y, al mismotiempo, incrementa la fiabilidad de los procesos. Estas he-rramientas mecanizan a alta velocidad de corte, así comocon tasas de avance medio. Se aplican a aceros con resis-tencias de > 1000 N/mm2 y también pueden ser utiliza-das en condiciones más difíciles, como el mecanizado enhúmedo o con materiales de alta resistencia.Contacte al proveedor: Código 217
NOVEDADES EN HERRAMIENTAS
Cont
acte
al p
rove
edor
: Cód
igo
6Co
ntac
te a
l pro
veed
or: C
ódig
o 5
Herramientas para el mecanizado de ranurasVargus presenta una gama completa de soluciones
para el mecanizado de ranuras cubriendo aplicacio-nes en todos los sectores industriales: Insertos
de Ranurado: La línea estándar para aplica-ciones generales para el torneado de ranuras(cuadrada, DIN 472/471, redonda y DIN 76),cubriendo una gama amplia de herramientas
para ambas aplicaciones, externase internas. Para mecanizarranuras con profundidadde 0.35 mm hasta 2 mm yanchura de 1.19 mm hasta2.24 mm. Microscope: He-
rramientas miniaturas con insertos intercambiables para agu-jeros pequeños, soluciones para el mecanizado de ranuras,roscas y torno. La línea Microscope tiene una amplia gama deportaherramientas incluido mangos cuadrados, especial-mente para los tornos automáticos suizos. Mini-V: ideal parael mecanizado de piezas pequeñas, con nuevo sistema deajuste para el intercambio del mango con insertos de alta pre-cisión. Herramientas para mecanizado en agujeros desde 8.0mm y 16.0 mm, para ranurado cuadrado y redondo, así comotambién para chaflanes y roscas. GM Solid: Fresas de carburode 4 - 6 filos de corte para fresado de ranuras con profundi-dad máxima de 1.5 mm y anchura de 0.7 mm hasta 2 mm.Para mecanizar aplicaciones de ranurado y chaflanes en agu-jeros desde 6 mm. GM Slot: Nueva familia de herramientaspara el fresado de Ranuras. Herramienta con 3 labios de cortey sistema de ajuste patentado para utilizar insertos intercam-biables para el mecanizado de ranuras y chaflanes en aguje-ros desde 12.7 mm. Para ranuras con anchura de 1.2 mmhasta 4 mm y profundidad hasta 3.25 mm. SGM (Shallow Gro-ove Milling): Fresas con insertos intercambiables para meca-nizado de ranuras en diámetros grandes en agujeros desde40 mm, pueden ser usados con mangos largos y están dise-ñados para mecanizar ranuras con achura de 1.25 mm hasta4.7 mm y profundidad hasta 3.8 mm. Contacte al proveedor: Código 209

12 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Fresa para cantos
Sumitomo Electric Carbide ha agregado lalínea WFX a su familia de fresas de escuadra, lacual ofrece herramientas de corte rediseñadasque cuentan con un ángulo de ataque de 90 gra-dos, apropiado para fresado de cantos. La preci-sión de la línea WFX permite obtener geometríasen escuadra con una buena tolerancia. Los filosde corte convexos de los insertos WFX proporcio-nan alta robustez y cuentan con un elemento debarrido integrado que genera buenos acabadossuperficiales. Estos productos se ofrecen encuerpos de corte de ataque grueso, fino y super-fino. Las versiones de ataque grueso y fino tie-nen diámetros entre 2” y 8”, mientras que loscuerpos de ataque superfino se ofrecen en diá-metros entre 2” y 5”. La línea de herramientasWFX ofrece la estructura de recubrimiento decapas múltiples Super ZX, recientemente desa-rrollada, sobre grados ACP200, ACP300 yACK300, que brinda una vida útil hasta 1,5 vecesmayor que los recubrimientos convencionalesgracias a su buena resistencia al desgaste, a lafractura y a la adhesión.Contacte al proveedor: Código 202
Fresas escariadorasLa innovadora plataforma Beyond de grados de herramental de alto de-sempeño, producidos por Kennametal ofrece altas tasas de remociónde material y una vida útil extendida, que según la empresa mejoran laproductividad en 30% o más (dependiendo de la aplicación puede lle-gar a 300%). Ahora Kennametal anunció el grado Beyond KCPM145para escariadores de carburo sólido, que incluye un sustrato de carburomejorado de alto desempeño con recubrimiento PVD de nitruro de tita-nio de aluminio (AlTiN). El KCPM15 está diseñado para mejorar la vidaútil de la herramienta en aplicaciones de fresado de aceros y aceros inoxidables gracias a su alta resistencia a la creación de desgaste de flanco y de profundización del filo de corte. Ade-más del carburo de alto desempeño y el recubrimiento de AlTiN, las fresas escariadoras KCPM15 cuentan con una pre-paración precisa y de alta calidad del filo que mejora la adhesión del recubrimiento y la estabilidad del filo. Esto produceun mejor control de viruta y contribuye también a mejorar la vida útil de la herramienta y su desempeño.Contacte al proveedor: Código 208
Sistema de torneado multidireccional El sistema MDT System(Torneado Multidireccio-nal), de Seco Tools, con-siste en insertos de uno odos filos y portaherra-mientas modulares paramecanizado radial, in-terno y externo, y meca-nizado axial. La ventajaque ofrece este sistemaes la mordaza Secoloc, que combina una ubicación en V en la partesuperior del inserto con dientes múltiples por debajo, que propor-ciona estabilidad lateral cuatro veces superior a los sistemas con-vencionales. La familia ha sido ampliada con un filo de corte máspequeño, con un ancho de 2 mm, y se ofrece en dos nuevos tama-ños de inserto: MDT19 y MDT28. Los insertos MDT19 y portaherra-mientas son diseñados de forma compacta, ya que estánconcebidos para mecanizado de piezas de trabajo más pequeñas.Los portaherramientas tienen una forma que permite una buenaaccesibilidad de indexado para los insertos, incluso en aplicacionescon restricciones de espacio. El tamaño del MDT28 cubre aplicacio-nes de mecanizado generales con su alcance más largo y portahe-rramientas más grandes. El diseño estable y compacto de ambostamaños facilita un mecanizado con altas velocidades de corte ymaximiza la productividad. El portaherramientas y el rompevirutaestán diseñados para garantizar una remoción eficiente de viruta yprevenir los tiempos muertos durante el mecanizado. En combina-ción con el sistema de refrigeración patentado Jetstream Tooling,el sistema MDT ofrece una solución con ruptura de viruta segura yconfiable, incluso en operaciones de mecanizado de materiales di-fíciles y exigentes. El Jetstream Tooling, un sistema modular apro-piado tanto para herramientas de vástago como para herramientasSeco Capto, es aplicable en el mecanizado de todo tipo de materia-les. El sistema refrigerante Jetstream trabaja con presiones de re-frigeración entre 5 y 3000 bar y puede instalarse en cualquiermáquina-herramienta de forma fácil y rápida.Contacte al proveedor: Código 206
NOVEDADES EN HERRAMIENTAS DE CORTE

Programa de fresas roscadoras Emuge presentó una línea expan-dida de fresas roscadoras de carburosólido en su programa Threads-All.Estas nuevas fresas roscadoras re-quieren un mínimo herramental y seadaptan rápidamente a un ampliorango de requerimientos de roscadopara mecanizar de forma fácil y se-gura con una alta calidad y buenavida útil. Con solo ocho tamaños deherramientas estándar #10 – 1/4 –5/16 – 3/8 – 7/16 – 1/2 – 5/8 – ¾, esposible producir de forma fácil yeconómica más de 100 tipos de tor-nillos con designaciones de roscaque incluyen UNC – UNF – STI UNC –STI UNF – UNEF – UNS – UNJC – UNJF – M – MJ. Además, las herramien-tas Threads-All proporcionan un control total de los límites del diáme-tro matriz, incluidos los 2B, 3B, 3BG y todas las variantessobredimensionadas. El programa Threads-All de Emuge está espe-cialmente diseñado para materiales difíciles de cortar, hasta de 58Rc,que incluyen aceros inoxidables, titanio e inconel, usados en indus-trias exigentes como la aeroespacial, de defensa y médica. Las herra-mientas Threads-All se ajustan a aplicaciones exigentes conestándares adecuados de calidad permitiendo un análisis de dimen-siones y tolerancias de rosca, así como una avanzada corrección de lageometría del perfil en el rectificado final.Contacte al proveedor: Código 210
Nueva tecnología para el mecanizado de engranajes, ejes estriados y cremalleras
Vargus presenta una línea para optimizar el mecani-zado de engranajes. Se trata de herramientas de
corte que ofrecen una alternativa de más alto ren-dimiento y mayor economía que el mecanizadotradicional con fresas generadoras (madres).Ahora se puede mecanizar en maquinaria CNCestándar, engranajes externos, cremalleras yejes estriados (flechas), así como también una
gama inmensa de perfiles especiales con la líneade herramientas Vardex. Las herramientas Var-
dex con insertos intercambiables están di-señadas para mecanizar engranajes condientes derechos y hélices, y módulos de1 mm hasta 6 mm, de una amplia gama de
materiales, desde blandos y hasta trata-dos de 60 HRc. Cada insertotiene la geometría exactapara mecanizar el perfil re-querido.Contacte al proveedor: Código 216
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 13
NOVEDADES EN HERRAMIENTAS DE CORTE
Contacte al proveedor: Código 7

©2011 Kennametal Inc. l All rights reserved. l A-11-02685
La nueva definición de servicio pesado. Esto es KM4X.
La triple superficie de contacto del KM4XTM significa estabilidad y precisión:
TM

Resistencia extrema a la flexión en aplicaciones de servicio pesado. Extraordinaria resistencia para fresado de alto torque.
Diseñado para ofrecer un excelente desempeño en mecanizado de componentes grandes en aleaciones de titanio u otras aleaciones de alta resistencia.
Velocidades superiores o cargas más pesadas — El KM4XTM supera sus expectativas en cualquier aplicación, en cualquier ambiente.
Fácil actualización de las máquinas existentes para incrementar la productividad sin necesidad de invertir en nuevos equipos.
www.kennametal.com
Esto es pensar diferente.
Kennametal redefine el servicio pesado con el KM4XTMTM — la próxima generación de interfaz del husillo.
Además de su contacto en tres superficies para precisión y estabilidad mejoradas, el KM4X proporciona una distribución optimizada de fuerza de apriete y ajuste de interfaz para robustez superior. ¿El resultado? Una conexión de máquina que brinda desempeño incomparable bajo condiciones de servicio pesado y sobre los materiales más difíciles de mecanizar. Ahora esto es pensar diferente. Esto es Kennametal.
Para conocer más acerca del KM4XTMTM y las más recientes tecnologías de mecanizado, contacte a su distribuidor autorizado Kennametal, llame al 800.446.7738, o visite www.kennametal.com.
Contacte al proveedor: Código

POR PETER ZELINSKI
Matrix Tooling fabrica mol-des de inyección paracomponentes con carac-terísticas que usted no al-
canza a ver. No sin vista asistida, porlo menos.
Las características están ahí. Ustedpuede encontrarlas con un microsco-pio o en un modelo CAD del molde.Solo que cuando usted tiene la partemoldeada en sus manos y la mira,todo lo que verá será una forma espe-cífica, como una flauta o coma, sin de-talles particulares definidos. Es unasorpresa observar que la parte real-
mente tiene detalles con toleranciasde diez milésimas de pulgada.
Matrix nunca se posicionó comoun especialista en fabricación de mol-des miniatura. Este proveedor de mol-des de Wood Dale, Illinois, fabricaherramental para partes plásticas devarios tamaños. Sin embargo, la bús-queda de negocios en el campo mé-dico por parte de este taller (certi-ficado con ISO 13485, el estándar paradispositivos médicos) ha llevado a tra-bajos cada vez más pequeños. Dehecho, el propio éxito del taller im-pulsa este ritmo. Un dispositivo queles permite a los cirujanos aplicar fija-ciones en implantes de arterias da fede esta situación. El taller fabrica mol-des para los componentes mecánicos
de una versión de este dispositivo, enel cual las fijaciones miden 0.010 pul-gadas de diámetro. Cuando el tallerdemostró que podía hacer el herra-mental requerido para este disposi-tivo sin restringir los límites deprecisión, el cliente se dio cuenta deque podría rehacer el dispositivo paraentregar una fijación aún menos in-trusiva. Ahora, Matrix hace moldespara una versión más nueva del dis-positivo que entrega fijaciones de0.004 pulgadas de diámetro.
Vale la pena examinar la forma enque Matrix produce moldes para esoscomponentes tan pequeños, porqueel taller no usa ningún equipo creadoespecíficamente para el mecanizadode microtamaños. Las mismas máqui-nas-herramienta que mecanizan ca-racterísticas de moldes microscópicostambién producen características detamaños estándar. En su lugar, la clavepara el micromecanizado en MatrixTooling es la sistematización —la aten-ción a cada detalle del gran pano-rama—. Paso a paso, Matrix hacontrolado y estrechado las fuentesde variación dimensional en su pro-ceso de mecanizado. Cuando el mar-gen de error puede reducirse en cadapaso, la precisión del proceso com-pleto es más estrecha. Hacer quetodos los márgenes de error sean losuficientemente estrechos lleva a unproceso confiable para producir ca-racterísticas miniatura de manera con-sistente.
MICROMECANIZADO
16 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Un panorama delmicromecanizado
Matrix Tooling fabrica moldes de inyección para componentescon características que no se alcanzan a ver.
>> Matrix hace herramental de moldes para partesusadas en la industria de dispositivos médicos.Las partes moldeadas varían desde tamaños con-vencionales, hasta muy pequeñas, tanto que lascaracterísticas no pueden ser fácilmente vistassin asistencia.
Irónicamente, la única capacidad que ha probado serrelevante para el mecanizado de microtamaños, no in-volucra directamente el mecanizado en sí. Invertir en lacapacidad de moldeo plástico propia extiende el rangode servicios del taller, mientras que le permite validartambién el desempeño del herramental de moldes enfinos detalles en la parte más importante, es decir, ase-gurando que la parte moldeada final logre las toleranciasrequeridas.
Efectividad del electroerosionadoDada la determinación del taller para controlar las fuen-tes de error, sorprende saber que Matrix confía amplia-mente en el electroerosionado con electrodo de forma.Este proceso involucra múltiples pasos de mecanizado:fresar un electrodo y luego hacer la electroerosión. Poreso, también implica múltiples alistamientos y oportuni-dades de variación. Fresar directamente la parte parece-ría ser más simple y más preciso. ¿Por qué no realizanfresado en duro en sus moldes de microtamaños?
El vicepresidente de manufactura de Matrix, JamesZiegenhorn, dice que el fresado en duro no necesaria-mente es apto para el micromecanizado. Por lo menos, elfresado en duro no está adaptado a los tipos de moldespequeños que Matrix produce. La razón apunta a la de-flexión de la herramienta, dice. Los moldes apropiadospara el fresado en duro a menudo tienen formas estéti-cas, de contornos, curvas para las cuales un ligero movi-miento en el posicionamiento dimensional es insig-nificante. En contraste, un molde para un componenteque busca pequeñas fijaciones en los vasos sanguíneospuede necesitar una rectitud de pared con precisión de200 millonésimas de pulgada para lograr que el disposi-tivo funcione de manera confiable.
“En nuestros pequeños moldes, un ángulo de desvia-ción de medio grado es mucho”, dice Ziegenhorn. Unaherramienta de corte con una relación grande de longi-tud a diámetro tiende a deflectarse mucho para lograresta clase de rectitud. Una relación tan alta L : D puede re-sultar por la longitud de la herramienta o (más probablepara Matrix) del pequeño diámetro de la herramienta. Elelectroerosionado, que reemplaza una herramienta es-belta con un electrodo preciso y rígido, evita este pro-blema. Para superar cualquier error que resulte de lanecesidad de erosionar y fresar, Ziegenhorn dice que laclave es usar un sistema de sujeción preciso para el elec-trodo en ambos tipos de máquinas.
Control del proceso En Matrix, el fresado del electrodo y el electroerosionadocon electrodo de forma se desarrollan ambos en celdas au-tomatizadas. Una celda tiene un cargador Erowa que ali-menta los centros de mecanizado con electrodo MakinoSNC 64, mientras, en otra celda, el mismo tipo de auto-
MICROMECANIZADO
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 17Contacte al proveedor: Código 10

matización carga electrodos en unaelectroerosionadora con electrodo deforma Makino EDNC 43.
Matrix instaló originalmente estaautomatización como para mejorar laproductividad y permitir que estas má-quinas operaran incluso en las noches ylos fines de semana. Sin embargo, elmismo sistema mejoró también la re-petibilidad del alistamiento, porque loselectrodos ahora permanecen fijos dela máquina fresadora a la máquina elec-troerosionadora. Las unidades de suje-ción repetibles en cada máquinagarantizan que los electrodos se mue-van del fresado al electroerosionadocon un error tan pequeño como si lasdos operaciones ocurrieran en un solopaso.
Esta precisión es únicamente unvínculo en una larga cadena, dice Zie-genhorn, ya que el proceso es solo tanpreciso como su elemento menos pre-ciso; lograr un micromecanizado con-fiable ha sido el resultado de examinarcada elemento del proceso para redu-cir su variabilidad. Otros aspectos tanimportantes como la sujeción del elec-trodo, incluyen:
Precisión de la máquina-herra-mienta. El taller escogió las máquinascon base en la precisión.
Confiabilidad del patrón de herra-mienta. El taller usa NX CAM, de Sie-mens PLM Software. Ziegenhorn dice
que el valor del software para el tallerse encuentra en lo que no hace. Loserrores del patrón de herramientas,que pueden ser pequeños en tamañosde parte más grandes, serían perjudi-ciales para los moldes pequeños. Elsoftware evita pequeñas desviacionesdel patrón deseado.
Grafito de grano fino. El grafitoEDM-3, de Poco Graphite, es lo sufi-cientemente fuerte para mecanizarformas pequeñas y esbeltas, segúnellos. Para el micromecanizado, el ta-ller prefiere el grafito al cobre, no apesar de la fragilidad del grafito, sinogracias a esta. Cuando se trata mal, unpequeño electrodo de grafito se rom-perá en lugar de doblarse. Esto esbueno, porque un electrodo de cobredoblado todavía puede servir para me-canizar, produciendo un molde queseguro habrá que desechar.
Cambios frecuentes de la herra-mienta de fresado. El grafito es fácilde mecanizar, pero abrasivo. Muchoantes de que la herramienta de fre-sado alcance el fin de su vida advertidaen grafito, el filo de corte se vuelve losuficientemente romo como para pro-ducir inconsistencias en electrodosque deberían ser idénticos, dice Zie-
18 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
>> El taller usa los mismos equipos y procesos parahacer tanto moldes de tamaños macro como detamaños micro. En esta herramienta de implantesarteriales, Matrix fabricó moldes para componen-tes más grandes en el extremo de la empuñaduray moldes para componentes mecánicos precisosen el extremo quirúrgico.
>> Estos cuatro componentes, cada uno con 0.042pulgadas de ancho, ayudan a empujar pequeñasfijaciones en sitio para adelantar el implante.
MICROMECANIZADO
Contacte al proveedor: Código 9

genhorn. Matrix reemplaza las herra-mientas de fresado mucho más se-guido de que lo que cualquier catálogode herramientas recomendaría.
Cambios frecuentes de electrodo.Algo similar ocurre con los electrodos.Los pequeños electrodos requieren
que el taller use alistamientos de bajapotencia, y esto lleva a un desgastemás rápido del electrodo. Así, el tallertiene que mecanizar más electrodospara un pequeño molde que los queharía para un molde de tamaño están-dar. Una cavidad para micromecani-zado puede requerir de seis a ochoelectrodos iguales antes de que elcomponente esté hecho.
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 19
Bill GibbsFundador/PresidenteGibbs and Associates
“El software GibbsCAM le brinda la más poderosa capacidad yla gama más amplia de respaldo que usted necesita para crearprogramas en un mundo real para SUS partes y SUS máquinas,mientras nuestra tecnología de vanguardia, fácil de usar, garan-tiza que SUS empleados se vuelvan más productivos de unamanera más rápida. Para un mejor retorno de su inversión,use un mejor software CAM: ¡GibbsCAM!”
SU solución en software CAM.
Poderosamente Simple. Simplemente Poderoso.�
Gibbs and Associates
805-523-0004 ���visite http://met.GibbsCAM.com
�
• Modelado Sólido • Frescado en 2-5 Ejes • Mecanizado de alta Velocidad • Torneado • Fresado/Torneado
• Mecanizado Multitarea • Mecanizado Estilo “Swiss” • Mecanizado Tombstone • Electroerosionado de Hilo EDM
Rueda del robot explorador deMarte mecanizado por NextIntent, cliente de GibbsCAM,para el Laboratorio dePropulsión a Chorro de la NASA
>> Estos pequeños componentes plásticos formanparte del sistema mecánico de una precisa herra-mienta quirúrgica.
>> Las celdas automatizadas realizan el fresado delelectrodo y el electroerosionado. El uso de la au-tomatización de Erowa para cargar ambos tiposde máquinas-herramienta garantiza tanto la pro-ductividad como la repetibilidad.
>> La validación de moldes para partes con microta-maños requiere que Matrix tenga su capacidad demoldeado por inyección en casa.
MICROMECANIZADO
Contacte al proveedor: Código 11 -

Moldear a medidaCuando el molde está completo, elproceso aún no termina. El molde vaal área de moldeado por inyección deMatrix, adyacente al área de mecani-zado. La ventaja del moldeo en casa esque ahorra cualquier reproche entre elmoldeador y el taller de moldes. Ma-trix prefiere cargar con la culpa decualquier posible error.
Para moldes de microtamaños, estemoldeado en casa también garantiza lacalidad. Medir un molde terminado esútil, pero la medición resulta inconclusaen escalas tan pequeñas, tanto así quela peculiaridad del comportamiento dela resina puede causar que la parte mol-deada rompa las especificaciones. Deesta manera, en el paso de micromol-deado Matrix puede aprender que unmolde dado requiere otra milésima opulir una superficie en particular, o (encasos raros) que el molde necesita serrediseñado en su conjunto. El reto deingeniería para hacer un molde críticono es menor en una escala de proyectopequeña, y en muchos casos el reto esmayor.
Quizá la actividad más inusual en eltaller se relaciona con la medición deestas pequeñas partes plásticas. Me-dir características internas de partes
micromoldeadas es difícil, porque cor-tar la parte probablemente la distor-sionará más allá de cualquier capa-cidad para medir. Por eso, el tallercorta las pequeñas partes de unaforma muy controlada. El personal deQA de Matrix suspende las partes mol-deadas en epóxico y permite que esteepóxico se endurezca. Luego, cortacon fresadora el epóxico y la parte encapas que son quizás de 0.001 o 0.002pulgadas.
Para este propósito se desarrollóuna máquina escáner de sección trans-versal de CGI (Capture Geometry In-ternally). Al tomar una imagen de laparte en cada capa que se mecaniza, elescáner obtiene los datos para un mo-delo 3D que permite una inspeccióndetallada. Estos conjuntos de datos di-mensionales para partes miniaturamoldeadas han sido tan valiosos paralos clientes de Matrix que el taller con-sidera desarrollar aún más sus capaci-dades de inspección. Para continuarsirviendo a la industria médica, Matrixevalúa agregar el escaneado CT para lainspección de partes —es decir, medirpartes médicas con la misma tecnolo-gía que usan los físicos para sus pro-pias mediciones internas.
© 2012. Modern Machine Shop. Derechos reservados.© 2012. Metalmecánica Internacional. Derechos reser-vados sobre la versión en español.
20 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Contacte al ProveedorPara mayor información sobre el NX CAM de Siemens PLM Softwareen www.metalmecanica.com/contactealproveedordigite: 703
Para mayor información sobre los cargadores de Erowaen www.metalmecanica.com/contactealproveedordigite: 704
Para mayor información sobre los centros de mecanizado Makino SNC 64en www.metalmecanica.com/contactealproveedordigite: 705
Para mayor información sobre las electroerosionadorasMakino EDNC 43en www.metalmecanica.com/contactealproveedordigite: 706
> Sobre el autor
Peter Zelinski es editor de proyectos especiales de la revista Modern Machine Shop, del grupo editorial Gardner Publications con sede en Cincinnati,Ohio, E.U.
[ Usted también puede ver este artículo en ]www.metalmecanica.comEn Búsqueda Global digite: mm1202micro
>> Este centro de mecanizado es realmente un sis-tema de inspección. Después de que las partesplásticas son encajadas en epóxico, la máquina lascorta en delgadas capas, de modo que los datosde medición para cada capa pueden ser captura-dos digitalmente.
>> La nube de puntos resultante ofrece una vista de-tallada de la precisión dimensional de la parte.
MICROMECANIZADO
Contacte al proveedor: Código 12

Plaquitas de RanuradoSolución económica para el Torno de Ranuras (Exteriores e Interiores).
GM SlotFresado de Ranuras con insertos intercambiables para mecanizado de Ranuras y Chaflanes.
SGMFresas con insertos intercambiables para mecanizado de Ranuras en diámetros grandes.
GM SolidFresas de Carburo para Fresado de Ranuras y Chaflanes.
Mini-VNuevo sistema para el Ranurado, Mandrinado y Roscado en agujeros desde 8 mm.
Nueva gama de portaherramientas especialmente diseñada para los tornos automáticos suizos!
Mire en acción
NUEVO
S o l u c i o n e s p a r a R a n u r a d o
La “Nueva Ola” de Productos!
VARGUS Ltd. www.vargus.com
Contacte al proveedor: Código 31

22 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
De acuerdo con información dela Industria Nacional de Auto-partes (INA), 2011 fue un añorécord para este sector, dado
que el valor estimado de producción al-canzó los US$66.000 millones.
Los sistemas con mayor producciónfueron partes eléctricas, transmisiones,embragues y partes para motor.
Aún más, el organismo pronosticaque para 2012 la tendencia de creci-miento continuará, con un aumento de1% en su producción.
Parte de este crecimiento esperadose debería a las inversiones que realizarála industria automotriz y que alcanzaránla cifra de US$900 millones, principal-mente en la ampliación y la creación deplantas nuevas. Dicha cifra representa-ría 15% más que en 2011.
En el caso de las exportaciones, deacuerdo con datos de la Secretaría deEconomía de México, Estados Unidoscontinúa siendo el principal destino, alexportarse a dicho mercado US$33.046millones de enero a noviembre del 2011,lo cual significó un aumento de 19,3%
comparado con 2010. El resto de los paí-ses a los que exporta México son Ca-nadá, Japón, China, Alemania y Brasil.
En materia de empleo, el Inegi re-porta que 91% de los empleados de larama automotriz pertenece al sector delas autopartes. Hasta octubre de 2011, ladependencia registraba una cifra de599.701 personas empleadas, cifra quede acuerdo con INA es histórica.
RadiografíaSegún datos de la Secretaría de Econo-mía, la industria de autopartes está con-formada por más de 600 empresas deprimer, segundo y tercer niveles. De lasmismas, 70% son de capital extranjero yel resto de capital nacional. Del universototal de empresas, más de 350 son fa-bricantes de primer nivel y las restantescorresponden a fabricantes de insumosde materias primas de segundo y tercerniveles.
Las principales especialidades mexi-canas, por región, en producción de au-topartes son las siguientes:
• Región noroeste (Baja California,Baja California Sur, Sonora, Sinaloay Durango): 70 plantas de autopartesfabricantes de sistemas de aire acon-dicionado y calefacción, componen-tes de interiores, accesorios y sis-temas eléctricos para automóviles,entre otros.
Crecimientoaquí,ahora y de cara al futuro
>> Según Óscar Albín, presidente de INA, se instala-rán 40 fábricas de autopartes en México cuyas in-versiones contribuirán a incrementar la platafor-ma de producción para exportación y para aten-der a las armadoras que anunciaron la instalaciónde plantas en México.
La instalación de proveedores en México está ligada con la estrategia que mantienen las armadoras de comprar lamayor cantidad de componentesposibles en el país, para ahorrarcostos en áreas como la logística y aprovechar el tipo de cambioque se mantiene.
INFORME ESPECIAL

• Región noreste (Coahuila, Chihua-hua, Nuevo León y Tamaulipas): 198plantas de autopartes, en las quedestaca la fabricación de equipos deaire acondicionado, sistemas auto-motores, partes plásticas, partespara el sistema eléctrico, partes paramotor y mecanizados. Este es el clús-ter automotor más importante deMéxico.
• Región centro (Aguascalientes, SanLuis Potosí, Querétaro, Jalisco yGuanajuato): 142 plantas de auto-partes, cuyos principales productosson estampados, componentes eléc-tricos, frenos y sus partes, productosde hule, partes para motor y trans-misión para automóviles.
• Región sureste (estado de México,D.F., Morelos, Veracruz, Tlaxcala,Yucatán, Puebla e Hidalgo): 101plantas de autopartes, en las quedestaca la producción de accesorios(tales como asientos, aire acondicio-nado, gatos hidráulicos tipo botella),componentes de interiores, partespara motor, sistemas eléctricos, es-tampados, suspensión y partes paraautomóviles.
El informe de la dependencia federaldetalla que en México se han desarro-llado importantes centros de provee-duría de escala mundial, muchos deellos con alta integración a las empre-sas terminales. Estos proveedores di-rectos de las armadoras de vehículosson conocidos como Tier 1.
Entre las principales razones de laubicación regional de estos centros seencuentran: ubicación de las armado-ras, mano de obra calificada y compe-titiva, posición geográfica y accesopreferencial a diversos mercados.
“México puede incrementar sucompetitividad como productor de ve-hículos y autopartes y convertirse enun importante centro de diseño e in-novación tecnológica, para lo cual eldesarrollo del capital humano desem-peña un papel fundamental, ya que unbajo nivel de capital humano limita laimplementación de procesos de mayorvalor”, detalla el documento.
La visiónCarlos Meneses, coordinador del Pro-grama Automotor de la FundaciónMéxico-Estados Unidos para la Ciencia(Fumec), señala que 2011 fue un añohistórico para la industria automotrizy de autopartes, por el crecimiento ensu producción y ventas.
“Sin embargo, a pesar de que se havendido mucho, hay más oportunida-des dentro de la industria, de las quese están aprovechando. Para ello nohay otra manera de entrar que a tra-vés de la tecnología, primero que nadaen producción y después en diseño”,detalló.
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 23
INFORME ESPECIAL
Contacte al proveedor: Código 14
Añadió que en México, a pesar deque las autopartes nacionales cubrenmás del 70% de las necesidades de las ar-madoras —a diferencia de otros paísesque están en nuestro nivel, como Tai-landia—, dichos proveedores solo tie-nen 30% de su proveeduría en el país.
“Entonces, digamos que a nivel deproveedor Tier 1, la mayor parte es im-portada. Ahí hay una oportunidad muygrande de que proveedores en Méxicocubran esta necesidades y para ello de-finitivamente necesitan mejorar su tec-nología”, indicó.
Destacó, sin embargo, que el accesoa la tecnología es difícil debido a su altocosto, aunque hay muchos casos deempresas que están en capacidad dehacer una inversión de ese tipo, siem-pre y cuando se vinculen con organis-mos o centros de investigación yasesoría”, señaló.
Para Ricardo García, director de Nue-vos Proyectos de Flotamex, en Méxicola transferencia de tecnología ha sidopoca, porque la mayoría de las empre-sas han traído sus proveedores del ex-tranjero, es decir, son empresas filialesde compañías extranjeras.
Es difícil, añade, adoptar nuevas tec-nologías, pero se puede lograr teniendobien claro el objetivo y hacia dónde sequiere marchar.
Respecto al panorama para esteaño, el directivo señaló que es optimista.“En el aspecto de las exportaciones creemos que se van a mantener. En loque va del primer trimestre del año lasórdenes están llegando normalmente yen algunos casos en forma mayor que elaño pasado”, finalizó.
Para Ignacio Moreno, director gene-ral de Hella Iluminación Norte y Suda-mérica, una buena infraestructura y unacceso logístico eficiente con el mer-
cado regional y el de Norteamérica, hansido las principales razones para cons-truir una nueva planta que servirá comocentro estratégico.
La inversión será por US$100 millo-nes y se construirá en Irapuato. En ellase fabricarán faros y calaveras para au-tomóviles.
“Estamos muy contentos de ampliarnuestra capacidad de fabricación en Mé-xico, ya que la nueva planta de Irapuatose sumará a la de San José Iturbide y ala de Guadalajara. Con ellas podemoscumplir mejor las necesidades de nues-tros clientes”, indicó.
El directivo señaló que las expectati-vas de crecimiento para este año sonaltas, pues el mercado tiene una muybuena perspectiva.
Denso es otra compañía que cons-truirá una planta en el país. La compañíajaponesa invertirá US$57 millones parael desarrollo de una fábrica en el parqueGuanajuato Puerto Interior.
Enrique Treviño, vicepresidente deDenso México, explicó que la inversiónayudará al crecimiento de la economíadel estado y beneficiará a sus clientes enla región.
24 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
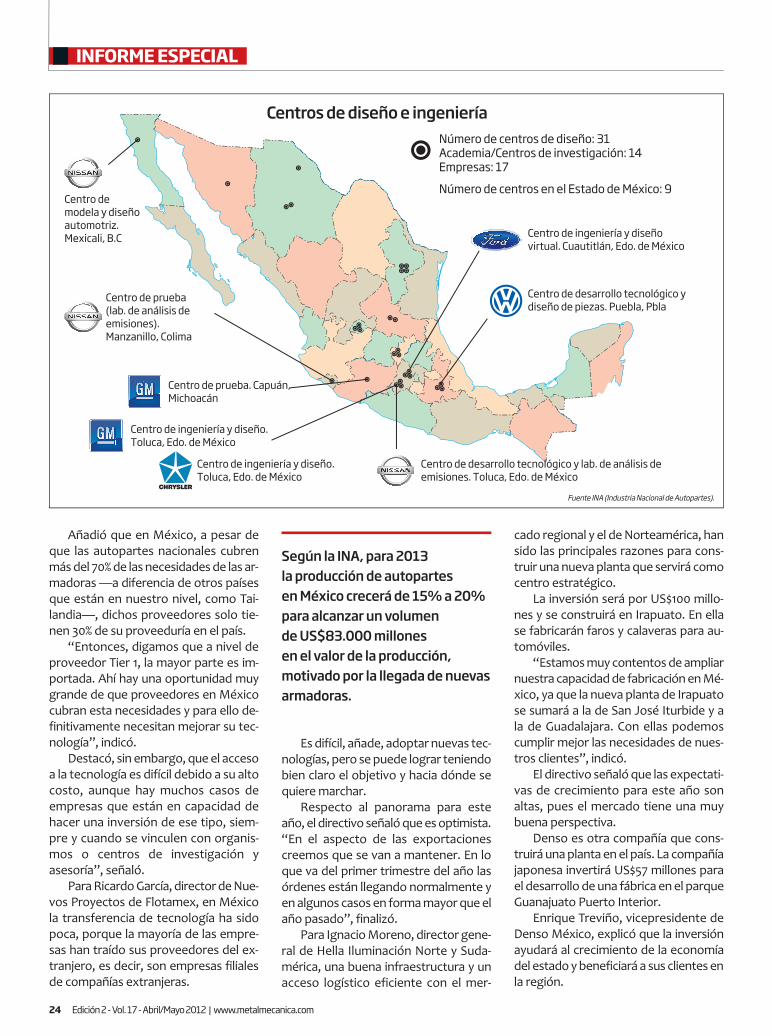
Centro de prueba (lab. de análisis de emisiones). Manzanillo, Colima
Centro de prueba. Capuán, Michoacán
Centro de ingeniería y diseño. Toluca, Edo. de México
Centro de ingeniería y diseño. Toluca, Edo. de México
Centro de desarrollo tecnológico y lab. de análisis de emisiones. Toluca, Edo. de México
Centro de desarrollo tecnológico y diseño de piezas. Puebla, Pbla
Centro de ingeniería y diseño virtual. Cuautitlán, Edo. de México
Centro de modela y diseño automotriz. Mexicali, B.C
Número de centros de diseño: 31Academia/Centros de investigación: 14Empresas: 17
Número de centros en el Estado de México: 9
Centros de diseño e ingeniería
Según la INA, para 2013 la producción de autopartes en México crecerá de 15% a 20%para alcanzar un volumen de US$83.000 millones en el valor de la producción, motivado por la llegada de nuevasarmadoras.
INFORME ESPECIAL
Fuente INA (Industria Nacional de Autopartes).

www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 25
“Contribuirá a la expansión globaldel mercado automotor mexicano ya fortalecer el crecimiento espe-rado”, señaló.
Otra compañía que planea inver-siones para este año es el Grupo In-dustrial Saltillo, empresa que en eltrascurso del primer semestre arran-cará la operación de una nueva línea enIrapuato, con una inversión de US$35millones.
En total, de acuerdo con INA, se ins-talarán 40 fábricas de autopartes en elpaís, principalmente compañías conoperaciones transnacionales.
Según Óscar Albín, presidente delorganismo, dichas inversiones contri-buirán a incrementar la plataforma deproducción para exportación y paraatender a las armadoras que anuncia-ron la instalación de plantas en México.
“Algunas son ampliaciones de lasya existentes, pero todas son Tier 1 am-pliamente conocidas y se establecerán
en los principales corredores automo-tores como El Bajío, Aguascalientes y elnorte del país”, detalló.
La instalación de proveedores enMéxico, añadió, está ligada con la es-trategia que mantienen las armadorasde comprar la mayor cantidad de com-ponentes posibles en el país, para aho-rrar costos en áreas como la logística yaprovechar el tipo de cambio que semantiene.
El organismo prevé, incluso, quepara 2013 la producción de autopartescrecerá de 15% a 20% para alcanzar unvolumen de US$83.000 millones en elvalor de la producción, motivado por lallegada de nuevas armadoras.
“Es importante señalar que para2012, y debido principalmente al con-texto externo y la volatilidad de la eco-nomía mundial, las exportaciones sereducirán 4% aproximadamente, aun-que la balanza comercial continuarácon resultados favorables”, indicó.
Carrocerías y remolques
Motores y partes
Sistemas de transmisión de autos y camiones
Sistemas de suspensión de autos y camiones
Otros
Gráfico 1
Radiografía del sectorEmpresas de autopartes
(número de empresas)
618 empresas de autopartes
77
362
1017 152
INFORME ESPECIAL
Contacte al proveedor: Código 15
Fuente INA (Industria Nacional de Autopartes).

AMÉRICA LATINA
26 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
El 2011 fue un año de gran cre-cimiento económico para elestado de Querétaro, particu-larmente el sector industrial
recibió inversiones superiores a losmil 28 millones de dólares, productode la instalación empresas extranje-ras y nacionales, así como la expan-sión de otras que ya operaban en elestado.
Pero no sólo ha sido el año pasado,según cifras del Instituto Nacional deEstadística y Geografía (Inegi) desde1994 el crecimiento promedio anualdel Producto Interno Bruto (PIB) delestado ha sido de más de 5%.
¿Cuáles han sido los factores? El go-bierno del estado señala que algunasde las ventajas que ofrece el estadoson: la posición geográfica estratégicay su infraestructura instalada (ca-rreteras, vías férreas, parques indus-
triales, universidades, centros de in-vestigación y desarrollo, etc.), lo queha generado la llegada e instalación degrandes empresas nacionales y trasna-cionales de los sectores industrial,comercial y de servicios, las cuales hanaprovechado la cercanía de mercadoscomo Estados Unidos, la Ciudad deMéxico, Guadalajara y Monterrey.
De acuerdo con información de laSecretaría de Desarrollo Sustentablede Querétaro (Sedesu), en el estadose han instalado más de 100 empre-sas nuevas desde 2010, destacandolos sectores automotriz, aeronáutico,alimentos y tecnologías de la infor-mación.
Asimismo, la dependencia señalaque existen aproximadamente 90 pro-yectos de inversión que se espera seconcreten en el primer semestre deeste año, lo que significaría alcanzar
un potencial de crecimiento de mil 500millones de dólares.
En este sentido, de acuerdo conÓscar Peralta, presidente de la CámaraNacional de la Industria de la Trans-formación (Canacintra) en Querétaro,se pronostica un 2012 con crecimientosuperior o por lo menos similar al de2011 (que fue de 8% aproximado).
Puntualizó que una de las grandesoportunidades que ofrece Querétaroes la base industrial, destacando la so-lidez de este sector en municipioscomo Querétaro y San Juan del Río.
“En el municipio de Querétaro laindustria aporta aproximadamente40% del PIB de la economía local; mien-tras que en San Juan del Río es de casiel 70%”, señaló Peralta.
Por su parte, el crecimiento que la Se-desu prevé durante el 2012 para el sectorindustrial del estado es entre 9 y 10%.
Querétaro, el crecimientodel sector industrial
>> Querétaro es una ciudad de contrastes:declarada Patrimonio Histórico de la Humanidad por la belleza de su CentroHistórico, además de ser una de las ciudades mexicanas con mayor crecimiento industrial. Actualmente,cuenta con más de diez parques industriales importantes, sede de muchas empresas de la industria automotriz y aeronáutica.

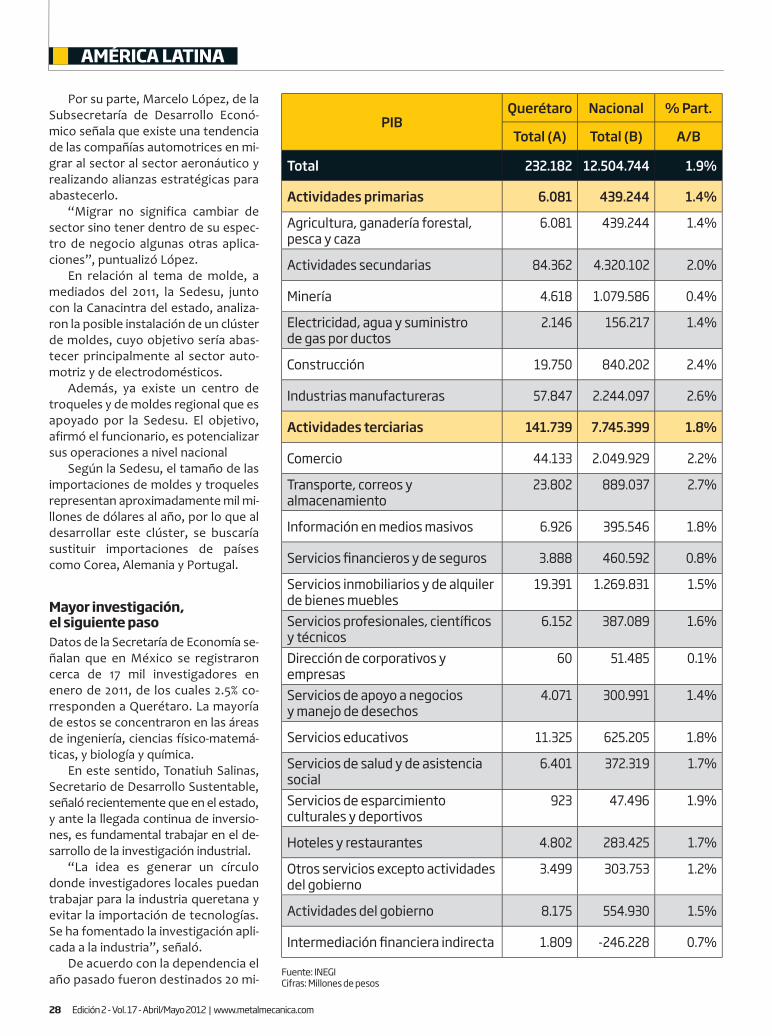
Los factores del éxitoDatos del Inegi, señalan que el Producto Interno Bruto(PIB) del estado de Querétaro ascendió a más de 232 milmillones de pesos en 2010. Asimismo, refiere que Queré-taro es el cuarto estado del país en cuanto a crecimientoindustrial, sólo detrás de Puebla, Nuevo León y San LuisPotosí.
El organismo precisa que 13 mil 500 empleos, de los 27mil puestos creados en el 2011, los aportó el sector in-dustrial; mientras que 134,000 trabajadores afiliados alInstituto Mexicano del Seguro Social, pertenecen a la in-dustria manufacturera.
A decir de Marcelo López, Subsecretario de Desarro-llo Económico de la entidad, el estado de Querétaro hademostrado que tiene capacidad para producir de formacompetitiva, sobre todo en el tema automotriz.
“De los proyectos que se tienen en cartera para la lle-gada de inversión industrial, la mayoría son para el sec-tor automotriz (40-45%). Es el sector que más estácreciendo en el estado; por otra parte, el sector aero-náutico sigue creciendo, pero los proyectos son más se-lectivos”, detalló López.
En este sentido, datos de la Sedesu señalan que elvalor anual del sector automotriz es de 14 mil 720 millo-nes de pesos, asimismo aporta 6% del PIB del estado y 25%del PIB en el ramo manufacturero. De igual manera, la de-pendencia señala que se tienen registradas aproximada-mente 200 empresas (entre armadoras y de autopartes).
“Tan sólo este sector genera más de 40 mil empleos”,puntualiza el Subsecretario de Desarrollo Económico.
Por otra parte, la Sedesu señala que corresponde alsector de electrodomésticos la segunda posición en im-portancia para la industria del estado. Su valor es de4,830 millones de pesos, aportando 1.9% del PIB estatal y8.2% del PIB manufacturero y generando alrededor de 15mil empleos.
Asimismo, la dependencia destaca el crecimiento delsector aeroespacial, el cual ha alcanzado un valor de mil300 millones de pesos, aportando 0.5% del PIB estatal ygenerando alrededor de 4 mil empleos (la Sedesu pro-yecta que en los próximos tres años el número de em-pleos se incremente de 12 y 15 mil plazas).
Respecto al sector aeroespacial, información de Pro-México señala que los últimos 10 años el país ha recibidoel mayor número de proyectos a nivel mundial para elsector, siendo Querétaro uno de los principales clúster anivel nacional.
La dependencia federal señala que en el caso de Que-rétaro, las compañías que conforman la industria abar-can un amplio espectro del sector, pues existencompañías fabricantes de aviones completos hasta em-presas que producen componentes para los mismos.
De acuerdo con ProMéxico Querétaro es uno de losclúster del sector aeroespacial más importantes del país,con 36% de las exportaciones que se realizan.
MILLTURN –ROBUSTEZ Y FLEXIBILIDAD EN SU MÁXIMA EXPRESIÓN
AMÉRICA LATINA
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 27
Contacte al proveedor: Código 16
Por su parte, Marcelo López, de laSubsecretaría de Desarrollo Econó-mico señala que existe una tendenciade las compañías automotrices en mi-grar al sector al sector aeronáutico yrealizando alianzas estratégicas paraabastecerlo.
“Migrar no significa cambiar desector sino tener dentro de su espec-tro de negocio algunas otras aplica-ciones”, puntualizó López.
En relación al tema de molde, amediados del 2011, la Sedesu, juntocon la Canacintra del estado, analiza-ron la posible instalación de un clústerde moldes, cuyo objetivo sería abas-tecer principalmente al sector auto-motriz y de electrodomésticos.
Además, ya existe un centro detroqueles y de moldes regional que esapoyado por la Sedesu. El objetivo,afirmó el funcionario, es potencializarsus operaciones a nivel nacional
Según la Sedesu, el tamaño de lasimportaciones de moldes y troquelesrepresentan aproximadamente mil mi-llones de dólares al año, por lo que aldesarrollar este clúster, se buscaríasustituir importaciones de paísescomo Corea, Alemania y Portugal.
Mayor investigación, el siguiente pasoDatos de la Secretaría de Economía se-ñalan que en México se registraroncerca de 17 mil investigadores enenero de 2011, de los cuales 2.5% co-rresponden a Querétaro. La mayoríade estos se concentraron en las áreasde ingeniería, ciencias físico-matemá-ticas, y biología y química.
En este sentido, Tonatiuh Salinas,Secretario de Desarrollo Sustentable,señaló recientemente que en el estado,y ante la llegada continua de inversio-nes, es fundamental trabajar en el de-sarrollo de la investigación industrial.
“La idea es generar un círculodonde investigadores locales puedantrabajar para la industria queretana yevitar la importación de tecnologías.Se ha fomentado la investigación apli-cada a la industria”, señaló.
De acuerdo con la dependencia elaño pasado fueron destinados 20 mi-
28 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
AMÉRICA LATINA
Fuente: INEGICifras: Millones de pesos

LLEVANDOLO MÁS CERCA DE LAS METAS.
Aún las tareas más pequeñas son más fáciles cuando trabajamos juntos. Wilson Tool trabaja con los fabricantes como usted para hacer cada tarea un poco más fácil. Nuestras soluciones en herramientas para punzonado, plegado y estampado mejorará la productividad y agregará valor a su proceso de fabricación.
Descubra porque WilsonTool es más que un proveedor de herramientas, llame al 54 114 7634004 o visite www.wilsontool.com hoy.
Herramientas Excelentes, Entrega Rápida, Garantizadas.
Contacte al proveedor: Código

llones de pesos para el fomento a la investigaciónindustrial; amén de otros 100 millones de pesos quedestinó el Consejo Nacional de Ciencia y Tecnologíapara el fomento a la investigación.
Actualmente, de acuerdo con datos de la Sedesu,existen en el estado 45 centros de investigación y de-sarrollo de tecnología, de los cuales 28 son pertene-cientes a instituciones de educación superior, unoestatal, tres pertenecientes al Conacyt, seis centrosde carácter privado y siete federales.
La dependencia estatal señala que trabaja de lamano con varios de ellos en proyectos como la opti-mización de procesos industriales, electroquímica,tecnología ambiental, microscopía electrónica, asícomo alimentos, mecatrónica y materiales, ingenie-ría automotriz, ingeniería aeroespacial, diseño demáquinas, transporte urbano y carretero.
Finalmente, para Óscar Peralta de la Canacintraen Querétaro, la industria siempre debe buscar opor-tunidades con el objetivo de ser más competitiva anivel global, así como estar alertas a lo que ocurreen otras latitudes y poder seguir guiando al estado allugar correcto.
30 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Serie Power Aplicación Fresado para usuarios avanzadosRigidez AltaVelocidad del husillo MáximaVibraciones MinimaGrado de equilibrado G 2,5 @ 25,000 RPMExactitud < 0.00012’’Rango de aplicación UniversalMás información www.haimer-usa.com
Mandrinos
Técnica de Inducción
Maquinas para equilibrar
Instrumentos de medición
Tool Management
HAIMER cuanto mas, mejor.
Haimer USA, LLC | 134 E. Hill Street | V i l l a Park , IL 60181 | USA | Phone +1-630-833-1500 | [email protected] | www.haimer-usa.com
AMÉRICA LATINA
Contacte al proveedor: Código 18

Sistema de soplete para corteHypertherm anunció el lanzamiento de losnuevos sistemas para corte Powermax65 y Po-wermax85. Estos dos sistemas ofrecen más op-ciones de sopletes, innovaciones tecnológicasy un diseño más robusto de soplete quemejora la durabilidad en ambientes decorte agresivos. Se ofrecen cuatro nuevasopciones de soplete: un ergonómico sopletecon inclinación de 75 grados, un soplete de mano a 15 grados para arranque ycorte en situaciones con limitación de espacio, un soplete de 15 pulgadas de lon-gitud total de la máquina y un soplete corto de 6 pulgadas para aplicaciones ro-bóticas y de corte de tubos. Los operarios pueden realizar cortes que antes noeran posibles sobre metales. Los sopletes que pertenecen a la línea Duramax deHypertherm son hasta cinco veces más durables que antes. Ciertas mejoras tec-nológicas de estas herramientas proporcionan un desempeño de corte mejo-rado, así como mayor confiabilidad y facilidad de su uso. La tecnologíaSmartSense mejora la eficiencia ajustando automáticamente la presión de gas almodo de corte y la longitud del soplete, mientras que la tecnología SpringStarten el electrodo incrementa la confiabilidad al eliminar las piezas móviles en sucuerpo. A pesar de estas nuevas funciones, el sistema es un tercio más pequeñoy hasta 20% más liviano que los sistemas que reemplazan la línea Powermax. Contacte al proveedor: Código 303
Casco autooscurecente
Thermadyne presenta el cascopara soldadura con sistema auto-oscurecente Tweco WeldSkill, quecuenta con cuatro sensores paraun desempeño mejorado. Estecasco, que puede usarse en modode soldadura y en modo de esmeri-lado, se oscurece incluso para pro-cesos de soldadura TIG a 5amperios. El casco tiene una am-plia zona de visión de 3.86” x 1.69”,pesa tan solo 16 onzas y empleaenergía solar para eliminar la nece-sidad de cambiar baterías. Cuandopasa de transparente a oscuro, elcasco WeldSkill se oscurece en 33milisegundos o 1/30.000 segun-dos, ofreciendo un rápido tiempode reacción (para tener una ideacomparativa, el parpadeo del ojohumano toma entre 3/10 y 4/10segundos). Cuando se pasa de os-curo a transparente, los usuariospueden elegir entre tres velocida-des de cambio: corta (de 0.25 s a0.35 s), media (de 0.35 s a 0.50 s) ylarga (de 0.50 s a 0,8 s). Los opera-rios que trabajan en aplicacionesde alta corriente prefieren largostiempos de transición, que le dan ala soldadura al rojo vivo tiempo su-ficiente para enfriarse. Al combinarseguridad, resistencia, flexibilidady comodidad, el casco TwecoWeldSkill pasa cualquiera de las 49pruebas requeridas por la normaAnsi Z87.1-2010. Esto incluye lacapacidad de retener el desem-peño de autooscurecimiento, in-cluso después de un gran impactocon una esfera de acero. Contacte al proveedor: Código 301
NOVEDADES EN FORMADO Y FABRICACIÓN
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 31Contacte al proveedor: Código 32

Controles remotos inalámbricos para soldaduraMiller Electric presentalos nuevos controles re-motos inalámbricos demano y de pie para solda-dura. Los controles estándiseñados para mejorar laproductividad, reducir eldesorden en el área detrabajo y eliminar los cos-tosos cables y extensiones eléctricas, que están expuestas aldesgaste y a las fugas industriales. Estos productos inalámbricosincluyen un control de pie para soldadura TIG y controles de manopara soldadura Stick, TIG, MIG y con núcleo de fundente. Estosnuevos controles inalámbricos de Miller mejoran la productividad,eliminan el desorden y los enredos con cables en la zona de tra-bajo, así como los costos asociados a tiempos muertos y costosde reparación; amplían, además, el rango de acción del operariosin necesidad de agregar extensiones de cable. Estos controlesproporcionan la misma respuesta, desempeño y efectividad delos modelos con cable y son fáciles de usar. Un control inalám-brico remoto, que elimina el desgaste y falla potencial de uncable, mejora así la productividad y la seguridad ya que se elimi-nan las posibles zonas con riesgo de accidente debido a enredoscon cables. El control remoto inalámbrico de pie para soldaduraTIG en aplicaciones de planta y fabricación, le permite al operarioajustar la corriente en el punto de uso sin estar limitado por elrango del cable remoto. El control remoto de mano, diseñado parasoldaduras Stick, TIG, MIG y con núcleo de fundente, le facilita aloperario ajustar los parámetros para diferentes configuracionesde unión, electrodos y tipos o tamaños de alambre en el punto deuso en lugar de tener que caminar hacia la máquina.Contacte al proveedor: Código 304
NOVEDADES EN FORMADO Y FABRICACIÓN
32 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
2011380
Sistemas de sujeción originales PEM®Sistemas de sujeción originales PEM®
Los sujetadores originales PEM® y las prensas
PEMSERTER® son el único sistema de sujeción
completo para lámina delgada ofrecido por un
mismo fabricante. Para una completa información
o para obtener el nombre del distribuidor más
cercano, visite nuestro sitio web
www.pemnet.com
PennEngineering es el único inventor y fabricante de productos originales PEM en todo el mundo
www.pemnet.com
Soldadores adaptativos PTM Corporationanuncia la adicióndel soldador adap-tativo ARO DC. Elgrupo ARO WeldingTechnologies pro-duce equipos y sis-temas desoldadura para unaamplia variedad deindustrias, incluidala automotriz. Elsoldador adapta-tivo de ARO simplifica su operación, ahorra tiempo e incre-menta la productividad. A diferencia de un soldadornormal, el soldador adaptativo de ARO se adapta a diversasvariaciones en el espesor del material sin necesidad decambiar el programa. Los controles avanzados del soldadortoman los parámetros óptimos de soldadura a partir deltrabajo del usuario y los implementa en su programa, conlo cual se minimiza la posibilidad de error del operario. Elsoldador ofrece controles de soldadura pintoreados paramanejar picos de producción y garantizar la calidad. PTMaprovechó la oportunidad de adquirir la línea de soldaduraadaptativa DC luego de conocer todas sus capacidades, loscortos tiempos de paso, la calidad mejorada en las solda-duras generadas, el ahorro de costos para los usuarios y laposibilidad de crecimiento mejorada. PTM trabaja actual-mente con compañías automotrices de clase mundial yofrece soluciones con alta tecnología que se ajustan a susnecesidades.Contacte al proveedor: Código 302
Contacte al proveedor: Código 20
WWW.MAZAKUSA.COM Facebook Twitter YouTube
Orgullosamente producidos en Florence, Kentucky, desde 1974. Tel: +52-818-221-0910 Mazak Mexico S.A. de C.V. Apodaca, Nuevo Leon C.P., Mexico
PRODUCTIVIDADMÁS
DESDE OPERACIONES BÁSICAS DE TORNEADO HASTA AQUELLOS QUE REQUIEREN FRESADO Y CAPACIDADES EN EL EJE Y: nuestros centros de torneado QUICK TURN SMART y QUICK TURN NEXUS tienen lo que se necesita para maximizar sus procesos de manufactura y reducir sus costos por pieza. Estas máquinas no sólo son altamente precisas, confi ables y productivas, también son muy fáciles de operar gracias a nuestros exclusivos controles MAZATROL SMART y MAZATROL MATRIX NEXUS CNC. No importa el tamaño de su taller, nuestra amplia gama de soluciones avanzadas en torneado superará sus exigencias de producción.
MÁS CON MAZAK
INNOVADOR Y FÁCIL DE USAR, SOLUCIONES EN TORNEADO PARA AMBIENTES DE BAJA Y ALTA PRODUCCIÓN
QUICK TURN SMART 200M QUICK TURN NEXUS 350-II MY
QUICK TURN NEXUS 450-II MY
Contacte al proveedor: Código 21

NOVEDADES EN FORMADO Y FABRICACIÓN
34 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
www.nazkom.com.br/catmedidores.pdf www.nazkom.com.br/catcentragem.pdfwww.nazkom.com.br/catspark.pdf [email protected] (5511) 5543 7727
Mecanica 2012, Stand F20
NAZKOM, especialista en desarrollo de sistemas para automatización del control de calidad en producción, evita la pérdida de tiempo y material, ofreciendo soluciones que evitan paradas en la línea o en la producción y no degradan el material producido y analizado. Desarrollamos sistemas con:
Medidores ópticos de diámetro, para mediciones del diámetro externo sin contacto. Indicado para tuberías, cables, barras en acero, vidrio, y formas cilíndricas y continuas.Sistemas de visión por cámara para medición de dimensiones y comparación entre perfi les. Indicado para piezas dónde existanmúltiples ángulos, resaltos y dimensiones como pernos, tornillos y trefi lados. Sistema de medición por ultrasonido para medir espesores de la pared plástica en tuberías y mangueras.Spark tester para análisis de fallas de aislamiento en hilos y cables eléctricos.
�
�
�
�
Contacte al proveedor: Código 22
Electrodos de tungsteno para soldadura Weldcraft amplía suoferta de electrodosde tungsteno Pre-mium para incluirelectrodos con lan-tano y circón al 2%.Al igual que los elec-trodos que ya ofrecela compañía, concerio al 2%, lantano al 2%, de tierras raras y torio al 2%, lasnuevas adiciones han pasado por rigurosas pruebas para ga-rantizar alta calidad y desempeño. Los electrodos de tungs-teno con lantano al 2% proporcionan características similaresa las de los electrodos con lantano al 1,5%, pero con un arran-que de arco y estabilidad mejorados, así como menor erosiónen la punta. Estos electrodos son también un buen sustitutopara los electrodos de tungsteno con torio al 2%. Los nuevoselectrodos de tungsteno con circón, que resisten el erosio-nado en aplicaciones de alta corriente, minimizan la posibili-dad de contaminación del tungsteno. Estos electrodostambién proporcionan buena estabilidad y arranque del arco.Weldcraft ofrece todos sus electrodos de tungsteno en longi-tudes de siete pulgadas y en cinco diámetros industriales es-tándar (0.040”, 1/16”, 3/32”, 1/8” y 5/32”).Contacte al proveedor: Código 305
Pistolas para soldadura Mig
Tregaskiss ha ampliado su línea depistolas robóticaspara soldadura MigTough Gun ThruArm G2 para
incluir configuracionespara robots de ABB,Fanuc, Kuka y OTC.
Esta línea incorpora me-jores propiedades de ali-
neación, que ayudan amantener el punto central
de la herramienta (TCP), ga-rantizando un desempeño de
soldadura confiable y consis-tente. La línea Tough Gun
ThruArm G2 incluye la tecnolo-gía Low-Stress Robotic (LSR) uni-
cable de Tregaskiss.
Diseñado para los sistemas de soldadura robótica actuales, el LSR
unicable incluye una conexión giratoria de alimentación de energía, que alivia el esfuerzogenerado por la torsión diaria en el cable, reduce la frecuencia de reemplazo del mismo y los tiempos muertos asociados. El unicable tieneun conduit protector que apantalla los componentesdel cable y los protege del ambiente agresivo de soldadura. Tregaskiss ofrece un período de garantía limitada de dos años en los LSR Unicable.Las funciones Wire Brake, Air Blast y Tough GunI.C.E. están disponibles para modelos seleccionadosde la línea Tough Gun ThruArm G2.
La función híbrida Tough Gun I.C.E., que agrega elbeneficio de refrigeración por agua a la línea, permi-tela circulación de agua por el exterior de la boquilla,mantiene los consumibles frontales refrigerados y mejora su durabilidad. La línea de pistolas Tough Gun ThruArm G2 emplea la plataforma común de consumibles Tregaskiss, basada en el sistema de consumibles de la compañía Tough Lock y fundas Quick Load.
Estos productos, comunes entre las pistolas semiau-tomáticas, automáticas y robóticas Mig de Tregas-kiss, les permiten a los usuarios que tienenmúltiples estilos de pistola mantener un bajo inven-tario general de consumibles para soldadura. Contacte al proveedor: Código 310

Contacte al proveedor: Código 23

NOVEDADES EN FORMADO
36 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Alambres de aporte para soldadura Hobart Brothers ofrece 16 tipos dealambre con núcleo metálicoy núcleo de fundente(para soldadura con at-mósfera de gas y autó-gena) que cumple con elsuplemento del códigosísmico para soldaduraestructural de la Socie-dad Americana de Sol-dadura (AWS) D1.8/D1.8M para soldaduras de demandacrítica en conexiones soldadas de marcos con momentossísmicos. Estos materiales de aporte han sido probados deacuerdo con los requerimientos de la norma AWSD1.8/D1.8M:2009 y cumplen los requisitos específicos parasu diámetro y gas de protección (donde aplica). Como resul-tado, estos alambres están precalificados para uso en apli-caciones sísmicas y pueden ser usados por contratistas sinnecesidad de llevar a cabo pruebas adicionales de metalesde aporte. Las pruebas garantizan también que el metal de-positado tenga resistencia y robustez adecuadas. Incluidosen la oferta de la compañía de metales de aporte para apli-caciones sísmicas D1.8, están los alambres con núcleo defundente autógenos Hobart Fabshield XLR-8, el Tri-MarkMetalloy Vantage y el alambre con núcleo de fundente parasoldadura con atmósfera de gas Hobart FabCO Hornet. Contacte al proveedor: Código 309
Cont
acte
al p
rove
edor
: Cód
igo
25Co
ntac
te a
l pro
veed
or: C
ódig
o 24
Alambre para soldadura El alambre UltraCore HD-C,de acero blando con núcleode fundente para soldaduracon atmósfera de gas, estádiseñado para la industria deconstrucción de barcos. Estealambre, producido por Lin-coln Electric es una alter-nativa adecuada pararequerimientos de soldadurafuera de posición con 100% de CO2 en la industria de cons-trucción de barcos y otras aplicaciones de fabricación. Elalambre UltraCore HD-C ofrece bajos niveles de erosionadoy cumple con las normas de la Sociedad Americana de Solda-dura (AWS) 5.20/A5.20M: 2005 E71T-1C-H8 y E71T-9C-H8,y de la Agencia Americana de Embarcaciones. Diseñado paraproporcionar altas tasas de deposición y una apariencia decama plana en todas las posiciones, el UltraCore HD-C tieneun amplio rango de operación y permite alcanzar tasas dedeposición de hasta 10 lb/hr. Este alambre, que proporcionaun desempeño con baja erosión, se ofrece inicialmente endiámetros de 0.045”, 0.052” y 1/16” (1,1 mm, 1,3 mm y 1,6mm) en carretes plásticos de 15 lb (7 kg), así como en carre-tes de fibra de 33 lb (15 kg) y 50 lb (23 kg).Contacte al proveedor: Código 307

NOVEDADES EN FORMADO Y FABRICACIÓN
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 37
La línea de guantes y ropapara soldadura Ironcat deWest Chester Holdingsestá diseñada para ajustarsea las exigentes condicionesde calor, destreza y protec-ción asociadas con los proce-sos de soldadura Stick, MIG yTIG. La ropa para soldaduraIroncat se ofrece tanto encuero como en algodón, conla tecnología Irontex, resis-tente a las llamas y creadapara brindar protección enambientes de alta exigencia.Los productos Ironcat sonapropiados para todo tipo deaplicaciones de soldadura,que incluyen reparación ymantenimiento, construccióncon acero y fabricación in-dustrial, así como en aplica-ciones aeroespaciales, detubería, de reparación de tro-queles y herramientas, y pro-cesamiento de láminasmetálicas, entre otras. Losguantes Ironcat para solda-dura de barra están elabora-dos con materiales de altoespesor que permiten sopor-tar los elevados niveles decalor que se generan en esteproceso. Su gran longitud (14pulgadas) proporciona unaadecuada protección al ante-brazo, mientras que los ribe-tes en la yema de los dedosgarantizan protección contrachispas y abrasión. Se ofre-cen diversos materiales deconstrucción, fundas y dise-ños para el dedo gordo, quese ajustan a las preferenciasdel trabajador. Los guantesen cuero ranurado presentanmayor resistencia a la abra-sión y durabilidad, mientrasque los guantes más suavesde Elk evitan la fatiga de lamano. Las fundas en algodónpermiten la respiración y se
ofrece una espuma aislante que aporta mayor resistencia al calor. Los diseños parael dedo gordo incluyen esquemas tipo ala, para trabajo con la mano abierta, o untrazo recto para mejor agarre. El diseño del dedo gordo reforzado con tirantas in-crementa la durabilidad en la zona de desgaste.
Contacte al proveedor: Código 311
Guantes y ropa para soldadura
Contacte al proveedor: Código 26

38 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Solución portátil para soldadura Diseñado para uso en fabricaciónde barcos, operaciones de sol-dadura marítima de tubos o enconstrucción, el alimentadorde alambre portátil para solda-dura Activ8 de Lincoln Elec-tric ofrece un diseño modularpequeño para transportarsede diversas maneras y sufi-cientemente ligeropara llevarse alrededordel sitio de trabajo. El alimentador de alambre portátiles capaz de alimentar alambres autógenos FCAW oFCAW, y con atmósfera de gas (MIG) GMAW a velocida-des entre 50 y 800 pulg/min (1,3-20,3 m/min). Esteequipo es capaz de manejar alambres GMAW con diá-metros entre 0.023” y 0.052” (0,6-1,3 mm), y alambresFCAW con diámetros entre 0.035” y 5/64” (0,9 mm-2,0mm). El Active8 viene para 330 amperios al 60% delciclo de servicio y pesa solo 27 lb (12,2 kg). El Active8,diseñado especialmente para carretes de 8” (200 mm),es compatible con fuentes de energía DC CV y, o, CC.Sus controles incluyen un botón WFS, que permite eluso de equipos estándar para atmósfera de gas en pro-cesos FCAW-G y GMAW y cuenta con una robusta cu-bierta plástica moldeada, resistente al impacto yretardante de llama, durable y suficientemente ligera.El alimentador de alambre Active 8 tiene un sistemamotor Maxtrac que incluye un sistema de doble engra-naje, tracción de alambre con rodillo y guía para alam-bres, que permite un reemplazo rápido del carrete.Además, dispone de un motor controlado por tacóme-tro para alimentar los rodillos de tracción, que garan-tiza una alimentación suave y estable. Contacte al proveedor: Código 306
Equipo de preparación de materiales para soldaduraHGG presentó sulínea de maquina-ria de corte de re-cipientes parafabricantes enNorteamérica ySudamérica. Conalta capacidad decorte de perfilesde acero en 3Dque combina pro-cesos con plasmay oxígeno-combustible, la maquinaria para corte de reci-pientes de HGG reduce los tiempos de rectificado, ajuste ysoldadura, mientras elimina prácticamente por completo lostiempos de posicionamiento. Los usuarios pueden mejorarsu productividad con tiempos de ciclo reducidos. La nuevalínea de HGG incluye un cortador de tubería estacionario(SPC) tipo mordaza con una cabeza de corte biaxial paten-tada, que proporciona velocidades máximas y alta precisiónpara todos los rangos de espesores de pared; una máquinade perfilado de corazas (SPM) para corte con precisión deagujeros de pequeño y gran tamaño, y el robot perfiladorpara recipientes (VPR), que corta con precisión recipientesdesde el costado, de forma segura y confiable, sin importarlas irregularidades dimensionales. Todas las soluciones deequipo para perfilado HGG están diseñadas para perfiladode bordes biselados complejos y perfiles tridimensionaleshechos de acero inoxidable. Con la robótica, la cabeza decorte y el software apropiado, la maquinaria para perfiladoHGG les permite a los usuarios cortar ángulos entre +70° y -70°. Esta capacidad garantiza una apropiada preparación delos materiales para su posterior soldadura con una ade-cuada alineación entre piezas, que reduce los costos de sol-dadura y accesorios en 30%.Contacte al proveedor: Código 308
NOVEDADES EN FORMADO Y FABRICACIÓN
Contacte al proveedor: Código 28

Tel: 52.449.929.5410 Fax: 52.449.929.5411 [email protected]
Soluciones que Abren la Puerta al Incremento de la Productividad
con Cortadores de Muy Alto Avance
Contacte al proveedor: Código 27

METROLOGÍA
40 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
A medida que la tecnologíaavanza, el mecanizado y herramental de precisión se vuelven más necesarios
Las industrias que requieren par-tes pequeñas, complejas y pre-cisas —como las de computa-ción y medicina avanzada—
continúan creciendo y la competenciaes feroz. Para permanecer vigentes yrentables, muchos fabricantes han in-vertido en tornos tipo suizo multiejeCNC y centros de torno-fresado pararecortar tiempos de ciclo y cumplir conlas cada vez más rigurosas toleranciasen producción de piezas. Y no es unapequeña inversión.
De hecho, a pesar del significativocosto de capital de estas máquinas,algunos talleres no consiguen su má-ximo rendimiento. Cuando los opera-dores accionan las herramientas en lamáquina e ingresan manualmente lasseparaciones, los talleres pierdentiempo valioso, vida de herramienta,materiales y, al final, dinero.
Maximizar el potencial de producciónEntre más cara la máquina, más altoel costo de oportunidad cuando lamáquina está ociosa. El tiempo quelos operadores gastan preparandoherramientas y corriendo cortes deprueba podría invertirse en produc-ción de partes. Incluso las máquinasque ofrecen dispositivos de mediciónláser más refinados o sondas de ac-tuación deben permanecer fuera deservicio al menos por unos minutos
durante el alistamiento, tiempo quesuma días, semanas y años.
Por ejemplo, un taller que operacuatro fresadoras tipo suizo CNC auna tasa de US$80 por hora. Si cadacambio de herramienta requiere unahora de alistamiento y hay dos alista-mientos diarios de herramientas, pormáquina, el taller pierde US$640 aldía por el tiempo que las máquinasestán ociosas. Esto alcanza unaasombrosa cifra de US$160.000 poraño. De hecho, la experiencia y la evi-dencia anecdótica muestran que lamayoría de máquinas cortan metalmenos del 50% del tiempo durante lashoras de trabajo —algunas vecesmenos, incluso en ambientes con co-rridas de parte más cortas.
Es más, este cálculo no consideralos costos asociados con herramientasy portaherramientas quebrados o des-
gastados (debido a mediciones im-propias y percances en cortes deprueba), reprocesos y desechos, y laprobable necesidad de máquinas adi-cionales para recuperar el atrasomientras otras permanecen inactivasdurante el alistamiento. Estimamosque talleres con grandes trabajos, porejemplo, pueden reducir los costos deherramental hasta en US$100.000 poraño mediante un prealistador.
Manejar tolerancias estrechasCuando se trata de herramental tiposuizo y escenarios de micromecani-zado, una milésima de pulgada puedehacer quebrar una parte costosa ouna herramienta, además de que lasestrechas tolerancias impuestas porlos clientes requieren alta precisión yexactitud.
Prealistamiento
>> Llevar el alistamiento de herramientas fuera de línea mantiene el husillo de la máquina-herramienta ha-ciendo lo que se supone debe hacer: fabricar partes. Aquí, una herramienta de perforación BIG Kaiser estásiendo ajustada al alistamiento de diámetro requerido.


El error humano puede ser otracausa de preocupación: manipular he-rramientas e ingresar separaciones ma-nualmente es riesgoso, especialmentecuando se manejan tolerancias demenos de 0.0001”. Partes por debajodel estándar, menor vida de herra-mienta y reprocesos, suman costos in-necesarios.
Un enfoque completoTraer el alistamiento de herramientasfuera de línea con la ayuda de un prea-listador —e implementar una estrategiade alistamiento suave— puede aliviarcostos y molestias asociadas con loscambios de herramientas. Los prealista-dores sofisticados sin contacto son re-comendados para aplicaciones conherramental tipo suizo, porque tienenlas capacidades necesarias para la natu-raleza compleja y de alta velocidad enesta clase de mecanizado.
Esta tecnología de prealistadores,óptica y con sombras, les permite a losfabricantes medir con precisión la longi-tud y el diámetro de la herramienta, cal-cular el radio de nariz y los ángulos, ydetectar filos de corte dañados o inade-cuados. Estos tipos de tecnologías deprealistamiento se han vuelto tan avan-
zadas que calculan desalineaciones demenos de 0.000078 T.I.R.
Cuando se trata de herramientascon tamaños micro, las desalineaciones(qué tanto rota la herramienta de suverdadero centro) son un factor extre-madamente crítico. El pequeño ta-maño de la herramienta acentúacualquier desalineación en el husillo dela máquina, el portaherramientas y laboquilla; en otras palabras, entre máspequeña sea la parte, mayor el efectoque la desalineación tiene en la calidaddel acabado de parte.
Más aún, las herramientas que nooperan concéntricas a su línea de cen-tros son susceptibles a un desgaste peory al desgarre en un lado de la herra-mienta. Reducir la desalineación puede,entonces, incrementar significativa-mente la vida de la herramienta, lle-vando a ahorros mayores en el largoplazo. Mejorar la desalineación de0.0006” a 0.00008”, por ejemplo,puede triplicar la vida de la herramientapara herramientas de carburo sólido.
Algunos nuevos prealistadores su-ministran representaciones numéricas ygráficas de la desalineación. Los usua-rios simplemente rotan el husillo 360grados y el programa del prealistadormedirá automáticamente cada herra-mienta para calcular la desalineación.Saber si un valor de desalineación deuna herramienta es o no aceptableantes de dar a la herramienta luz verdepara su uso es un deber en el microme-canizado.
Además de la inspección de herra-mienta microscópica, los prealistadoressin contacto tienen capacidades de in-tegración con el software, que permiteconectarse a redes del taller y a bases dedatos con información sobre herra-mientas. Esta funcionalidad ha llevado auna nueva tendencia en el manejo deherramientas, que les permite a los fa-bricantes suavizar el proceso completode cambios de herramienta.
Primero, los fabricantes establecenun cuarto de herramientas central, si notienen uno ya. En lugar de permitir que
METROLOGÍA
42 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Let’s do some business!www.bidspotter.com US: 1-866-597-BIDS(2437)[email protected] Internacional: 1-574-233-5952
¿Ha considerado abrir su propia subasta a todo un mundo de posibles compradores?
BidSpotter.com • ¡Líder mundial en difusión de subastas en vivo a través de Internet por más de 8 años! • BidSpotter.com fue diseñado por expertos en subastas para trabajar con un proceso existente de subastas y atraer una audiencia mundial. • Clientes de todo el mundo pueden ver su catálogo y hacer ofertas a través de Internet. Usted aprueba a los licitadores o posibles compradores, como lo haría en su propia subasta. • Los administradores de BidSpotter.com pueden trabajar desde su ofi cina e interactuar con los posibles compradores en línea o pueden entrenar fácilmente a su personal para manejar todo el proceso. • Los licitadores o posibles compradores pueden hacer una oferta en vivo a través de Internet, como si realmente asistieran a la subasta. Pueden ver su catálogo con las imágenes y descripciones, así como escuchar su voz dar inicio a la subasta. Los clientes pueden comprar con un solo clic.
¡Es fácil!
>> Los prealistadores se integran con el control de máquina CN mediante una conexión RS232.
Contacte al proveedor: Código 30

METROLOGÍA
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 43
los operadores de máquina se defien-dan solos escogiendo las herramien-tas que consideran pueden ser lascorrectas para un trabajo e instalán-dolas en sus máquinas, algunos fabri-cantes comisionan a uno o dosmecánicos hábiles y conocedorespara servir como asistentes dedica-dos de ese cuarto.
En el cuarto de herramientas co-mienza cada nuevo trabajo: los asis-tentes del cuarto ensamblan carritoscon las herramientas apropiadas y lossujetadores, y prealistan cada ensam-ble. Cuando se complementan consistemas de software inteligentes, losfabricantes pueden documentar losresultados del proceso de prealista-miento, almacenarlos en una base dedatos para futuro uso, y tener disponi-bles los datos de separaciones necesa-rias para descarga por parte deloperador en el control de máquina ade-cuado. Esto, prácticamente, elimina elpotencial de error humano, y puede re-ducir el tiempo de alistamiento de he-
rramientas más de 90%, en algunoscasos.
Los prealistadores también puedeninteractuar con el software para manejode herramientas, lo cual les da a los fa-bricantes un mejor dominio sobre el in-ventario y la estrategia de herramientas—otra optimización que puede ahorrargrandes sumas.
Mientras muchos talleres encuen-tran que un prealistador en un cuartode herramientas centralizado es sufi-ciente para atender al taller com-pleto, otros se dan cuenta de que lademanda requiere más de un prealis-tador para manejar todos los cambiosde herramienta del taller. En estecaso, los fabricantes pueden tener unprealistador en cada grupo de máqui-nas, que les permita a los operadoresprealistar herramientas por sí mis-mos, más cerca de sus estaciones, yeliminar la necesidad de contratar unmecánico experimentado como asis-tente del cuarto. En lugar de engan-charse a una red de computadoraspara el taller completo, estos prealis-
tadores se pueden conectar directa-mente a las máquinas en su grupo.
Tener en cuenta las condicionesSi bien tener múltiples prealistadores enel taller, cerca de las máquinas, puedeser una buena opción para algunos fa-
+ 75 %
Walter USA, LLCN22W23855 RidgeView Pkwy WWaukesha, WI 53188, [email protected]
www.walter-tools.com/us www.youtube.com/waltertools www.facebook.com/waltertools
WALTER NORTH AMERICA
Walter CanadaN22W23855 RidgeView Pkwy WWaukesha, WI 53188, [email protected]
Walter Tools S.A. de C.V.Boulevard Louis Donaldo Colosio 2255 2do Piso, Colonia San Patricio25204 Saltillo, Coahuila, Mexico+52 (844) [email protected]
Generación Tiger·tec® Silver ISO P: Combinando nuevos grados y nuevas geometrías, Walter Valenite ha creado una nueva generación de insertos de torneado para acero. Con nuestro único recubrimiento CVD Tiger·tec® Silver y la nueva gama desarrollada de geometrías universales para el torneado de aceros. Eso es lo que llamamos funcionamiento puro – integrado completamente en los procesos de nuestros clientes.
Completamente funcionamiento integrado
Vea el vídeo del producto: Escane el código QR o vaya a:http://goo.gl/frwc2
Aumento notable en el desempeño:
Tiger·tec® Silver WPP10S
NUEVO
Competidor
>> Los prealistadores BIG Kaiser permiten descargas automáti-cas y libres de errores de datos de separación para cualquiermáquina-herramienta.
Contacte al proveedor: Código 31

44 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
bricantes, es importante tomar en con-sideración las condiciones ambientales.
Los cambios de temperatura y lascondiciones de polvo o suciedad en eltaller de trabajos, por ejemplo, puedenafectar la precisión y repetibilidad delprealistador. El aluminio y el acero se ex-panden y contraen con los cambios detemperatura, algunas veces lo suficientecomo para interferir con la calibraciónde un prealistador.
Afortunadamente, gracias a losavances en diseño, los fabricantes pue-den encontrar prealistadores hechos demateriales estables térmicamente,como hierro fundido envejecido, y prea-listadores con cajas que los protegen delpolvo, el refrigerante y otros contami-nantes del taller.
Estas características pueden implicarun precio más alto, pero les permiten alos fabricantes usar prealistadores cercade las máquinas en el taller, y eliminar lanecesidad de un ambiente con tempe-ratura regulada y de cuarto limpio paramantener el prealistador.
Sopesando sus opcionesComo una máquina, un prealistadorpuede ser una gran inversión, que nor-malmente se paga en materia de sema-nas. También como en las compras demáquinas, los fabricantes deben consi-derar todas las opciones y trabajar conun socio para ayudar a identificarlas ocrear un sistema prealistador que seajuste a su ambiente de manufactura.
Lo primero que debe considerarsecuando se compra un prealistador es eldiseño y las características que ofrece.En la mayoría de situaciones de manu-factura —y con las aplicaciones de he-rramental tipo suizo específicamente—la alta rigidez, la elevada fuerza de re-tención en la sujeción y una mínima de-salineación son cruciales para asegurarla repetibilidad y la precisión. Los prea-listadores también deben ser diseñadospara replicar el ambiente de mecani-zado tan cercanamente como sea posi-ble para lograr las mediciones másprecisas. Esto significa que deben tenercaracterísticas de diseño y construcciónsimilares.
Como se mencionó antes, la cons-trucción subestándar puede dejar losprealistadores susceptibles a daño. Losfabricantes deben buscar prealistadoreshechos de fundición de hierro enveje-cido. Los diseños con encerramiento
están disponibles para proteger las má-quinas de contaminantes, cuando seanecesario.
Los fabricantes y distribuidores deprealistadores generalmente trabajancon los talleres y plantas para visualizaruna estrategia de alistamiento de herra-mientas personalizada, que incluye de-cisiones sobre cómo se integrarán losprealistadores con las máquinas y otrosoftware del taller. También puedenayudar a determinar si un cuarto de he-rramientas centralizado es ideal, o si unprealistador por cada grupo de máqui-nas resulta más apropiado.
Algunos fabricantes ven los prealis-tadores como un lujo extravagante. Alcontrario, los prealistadores de herra-mientas pueden entregar rápidos ROIpara los talleres que los emplean, par-ticularmente cuando se trata del me-canizado de partes complejas ypequeñas. Los prealistadores no soloayudan a ahorrar dinero, sino que tam-bién les pueden dar a los talleres un au-mento de la productividad que nece-sitan para lograr nuevos estándares enlas áreas de eficiencia, adquisición declientes y utilidad.
Contacte al ProveedorPara mayor información sobre el prealistador de herramientas Speroni Magis de BIG Kaiseren www.metalmecanica.com/contactealproveedor digite: 701
[ Usted también puede ver este artículo en ]www.metalmecanica.comEn Búsqueda Global digite: mm1202suizo
100
80
60
40
20
0
0.00
01
0.00
02
0.00
03
0.00
04
0.00
05
0.00
06
0.00
07
0.00
08
Eficiencia de la vida de la herramienta vs. Desalineaciones
% d
e la
vid
a de
la h
erra
mie
nta
>> Reducir la desalineación de 0.0005” a 0.0001”puede duplicar la vida de la herramienta y redu-cir drásticamente los costos de herramienta.
METROLOGÍA
Contacte al proveedor: Código 51
C
M
Y
CM
MY
CY
CMY
K
Av_METALMECANICA-mar 21,5x27,5 2 C.pdf 1 3/22/12 11:20 AM
Contacte al proveedor: Código 33

Sistema de medición óptica de coordenadas Creaform presenta la másreciente adición a su am-plia gama de tecnologías,el sistema de medición óp-tica de coordenadas Mas-sot 3D. El MaxShot 3Dofrece la precisión y veloci-dad de la fotogrametría alamplio espectro de aplica-ciones posibles con las tecnologías Creaform, especialmentecuando se trata de piezas grandes. Este sistema combina la cá-mara de video fotogramétrica Massot 3D con el software deprocesamiento VXshot. Este software, que complementaapropiadamente las propiedades de fotogrametría del sistemade medición óptica de coordenadas MaxShot 3D, ofrece ade-más un fácil método de operación, que incluye visualización yvalidación en tiempo real de los datos adquiridos y una opera-ción guiada paso a paso, lo cual permite a aquellos sin expe-riencia en fotogrametría generar fácil y rápidamente modelosde posicionamiento de objetos. El uso del MaxShot 3D con unescáner de autoposicionamiento Handyscan 3D, un escáneróptico MetraScan CMM 3D o un brazo libre HandyProbe CMMsignifica menores tiempos de medición de piezas grandes, po-sicionamiento acelerado del dispositivo alrededor de la pieza yalta precisión en la medición, lo cual conduce a reducir los cos-tos de producción e incrementar la eficiencia. Contacte al proveedor: Código 230
NOVEDADES EN METROLOGÍA
46 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Tienda online de accesorios para sistema de calibración láserHexagon Metrology anunciala disponibilidad en su tiendaonline de la línea completa depiezas y accesorios para cali-bración láser Agilent. El sis-tema de calibración láserAgilent Dynamic Calibratorse usa para verificar la preci-sión de máquinas-herramienta y centros de mecanizado. Latienda incluye una amplia gama de repuestos ópticos, cables,reflectores, cabezas láser y fijaciones, entre otros, con la con-veniencia de un carrito de compras online y un sistema seguropara generación de órdenes con tarjeta de crédito. HexagonMetrology es un proveedor global de productos de metrologíay servicios de valor agregado y ha distribuido hace muchotiempo el sistema de calibración láser Agilent. Por ahora, latienda online presta sus servicios y despacha solo al interior deEstados Unidos; ofrece, además, accesorios para el sistema decalibración Agilent, fijaciones-agujas CMM, fijaciones CMM,clases y entrenamiento, y accesorios para seguidores láser. Contacte al proveedor: Código 227
Escáner digital láser 3D El escáner digital láser LC15Dx per-mite obtener una precisión similara la de los sistemas de inspeccióntáctil en un escáner digital 3D. Estaes una alternativa viable a las son-das táctiles para una amplia gamade aplicaciones CMM, que incluyemoldes, pequeños álabes de tur-bina, dispositivos médicos y otrasgeometrías complejas. Luego deuna intensa fase de investigación ydesarrollo por parte de NikonJapón, el LC15Dx se beneficia de la alta claridad de los lentesNikon. Este producto, que mejora la productividad y las posibi-lidades de medición, ofrece alta precisión. Gracias a la tecnolo-gía láser de estado sólido, a un método de calibracióninnovador y a los lentes de alta calidad, el LC15Dx brinda unaprecisión de sonda de 2,5 µm (0.0001”) y una exactitud deaguja de 6 µm (0.00024”). Este instrumento cuenta tambiéncon un estabilizador térmico interno que elimina la incertidum-bre y el retraso generado en el escaneo antes de que el equipoalcance su temperatura de operación. Los errores de compen-sación en la punta de la sonda se eliminan también al usartriangulación sin contacto entre la fuente láser, la pieza de tra-bajo y el sensor CCD para medir. Contacte al proveedor: Código 228
Cont
acte
al p
rove
edor
: Cód
igo
34
Contacte al proveedor: Código 50

48 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
NOVEDADES EN METROLOGÍA
Sistema para evaluación de superficies Mahr Federal anunció la adición de un sis-tema de evaluación de superficies sin derra-paje a su línea de sistemas de metrología desuperficies portátiles MarSurf. El nuevo Mar-Surf M 400 incluye sondas motorizadas de al-tura ajustable, que configuran automática-mente el cero de la sonda en cuestión de se-gundos y pueden reducir el tiempo de medi-ción a la mitad. El M 400 tiene también unsistema de montaje magnético de sonda queprotege las sondas sensibles de daño accidental y facilita los cambios rápidos desonda. El MarSurf M 400 mide todos los parámetros comunes internacionales e in-cluye conectividad Bluetooth entre el sistema de medición y la unidad de evaluación,con impresora térmica integrada. El rastreo de las características superficiales sin de-rrapaje es cada vez más requerido en ambientes de producción, ya que permite lacaptura de perfiles primarios, ondulados y bruscos, para la evaluación de los máscomplejos parámetros requeridos en los productos de hoy. El MarSurf M 400 ofreceun sistema económico de nivel básico e incrementa la velocidad del proceso gracias asu sistema de autoajuste del cero de la sonda. La operación del M 400 es fácil y rá-pida, y la unidad de medición puede usarse individualmente en diferentes orientacio-nes, en combinación con diversos accesorios o montada sobre un soporte demedición.Contacte al proveedor: Código 231
Codificadores lineales
Heidenhain incluye un innova-dor diseño con un perfil lineal del-gado en las líneas decodificadores MSA 700 y 800,personalizados para aplicacionesde metrología que requieren pro-tección contra la contaminación.Las aplicaciones típicas de estoscodificadores están en compara-dores ópticos y sistemas de videoy visión. Las principales ventajasofrecidas por estos codificadoresson amplias tolerancias de mon-taje, bajo nivel de juego y un com-portamiento térmico optimizado.El diseño de los codificadores in-cluye un nuevo carro y una nuevacabeza de lectura con una acoplemagnético, libre de desgaste ymantenimiento. El carro está res-tringido también por una guíamagnética que afecta las cintasferromagnéticas en la extrusión.Estos codificadores superan eldesempeño de los antiguos roda-mientos de bolas o con acople deresorte, incluidos estos acoples yguías magnéticas que eliminan eldesgaste y proporcionan presiónuniforme a lo largo de toda la lon-gitud de medición. Un beneficioadicional de los acoples magnéti-cos es el bajo juego, que mejorauna de las principales debilidadesde los codificadores sellados. Lossellos tipo labio, reforzados confibra y fabricados en fluorogoma(Viton), resistentes al desgaste yal refrigerante, le permiten al co-dificador trabajar en ambientesagresivos. También son posiblesaltas velocidades gracias al ele-vado grado de rigidez en la zonade formación de álabe ideal de lacabeza de lectura. Contacte al proveedor: Código 223
Contacte al proveedor: Código 36
ORGANIZADORES:
PATROCINADORES PLATINUM:
PATROCINADORES GOLD:
Asociacion Méxicana de la Industria Automotríz
Indutria Nacional de Autopartes (México)
CON EL APOYO DE:
PATROCINADORES DIAMANTE:
Oportunidades de Negocio en MéxicoAgosto 22 y 23 de 2012, Centro de Congresos, Querétaro, México
www.metalmecanica.com/autopartes
En esta segunda versión del evento, se promoverá la generación de nuevos negocios en toda la cadena de valor de autopartes metálicas y plásticas, incluyendo a
las armadoras y a los autopartistas de nivel 1,2 y 3
Dirigido a: Gerentes de Nuevos Negocios; Gerentes de Manufactura y Producción; Gerentes de Compra y Venta; y demás actores de la cadena de producción de autopartes.
¡Inscripciones Abiertas YA!Aproveche los descuentos de preventaPara Inscripciones o Patrocinios Comerciales contáctenos :
1 (305) 448-6875 Ext. 16589 ó 16868 [email protected]
Programa de Conferencias
Área de Exhibición
Mesas de Negocios
Contacte al proveedor: Código 52

MECANIZADO
50 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Hablar de Fab Masters es hablarde mecanizado de extrusionesde aluminio a la medida. Estetaller de producción, con sede
en Michigan, elabora entre dos y cincomillones de piezas por año para aplica-ciones de la industria militar, motores dié-sel, productos dentales, equipos deizamiento y vehículos de emergencia,entre otros. Desde que Ron Troxell fundóla empresa en 1984, utilizando la devolu-
ción de sus impuestos —US$1500— paraempezar a trabajar desde su garaje conuna fresadora de banco, algunas herra-mientas de corte y calibradores para ins-pección, la compañía ha ganado una granreputación por su calidad y servicio y hapasado de ser proveedora local de servi-cios, a fabricante de piezas terminadas aescala nacional.
Troxell tuvo la idea de empezar porsu cuenta mientras trabajaba como in-
25% KOMET KUB® K2
KOMET - EL MEJOR EN BARRENADOSw w w . k o m e t . c o m • 0 1 8 0 0 0 0 K O M E T ( 5 6 6 3 8 )
*APLICAN RESTRICCIONESPromoción válida al momento de presentar este fl yer y hasta por un máximo de cinco herramientas por Cliente. No acumulables. Vigente hasta el 31 Julio 2012Informes: 01 800 00 KOMET [email protected]
Mecanizado deextrusiones de aluminio
>> El centro de mecanizado horizontal HM35 de Milltronics le ha permitidoa Fab Masters entrar en nuevos negocios de producción de piezas parala industria militar.
>> Para Fab Masters es habitual mantener tolerancias de 0,025 mm en extrusio-nes de aluminio y 0,012 mm al trabajar con aluminio sólido en las máquinasMilltronics. Aquí se ve una fresadora CNC RH33 con un herramental especial.
Llegar a producir más de dos millones de piezas al año para diferentes industriasha implicado un camino de mucho aprendizaje para esta empresa, que entiende bienla importancia de actualizar los equipos de su taller.
Contacte al proveedor: Código 35

geniero para un taller en Kalamazoo.Él pensó que podía hacer piezas me-jores con precios competitivos. FabMasters se ha expandido hasta for-mar una planta de más de 8000 m2 ycasi 100 empleados, 40 máquinas y50 clientes fijos, esto luego de variosaltibajos, respaldándose en un granesfuerzo de mercadeo, de ventas yun fortalecimiento de las relacionescon sus clientes. Las máquinas vandesde centros de mecanizado verti-cal y horizontal, una máquina de pro-totipo rápido por deposición demetal fundido, un centro de solda-dura robotizado, centros de roscado,prensas, sierras y equipos de aca-bado, hasta un completo laboratoriode control de calidad con Centros deMedición de Coordenadas (CMM) deúltima tecnología.
El gerente de programación ymantenimiento de máquinas, Eu-gene Sibley, atribuye el éxito alequipo que Fab Masters ha armadoa lo largo de los años. “Pagamossueldos justos por días justos de tra-bajo —dice Gene—. Les hacemos en-tender que cada uno es parteimportante de una familia que se es-fuerza por ofrecer piezas de calidad alos clientes para, entre todos, poderganar dinero y vivir confortable-mente. A nuestros trabajadores lesofrecemos las herramientas y el en-trenamiento necesario para hacersus trabajos y los capacitamos paraque aprendan nuevas técnicas”.
Seleccionar el equipo correctopara hacer el trabajo es otro de losfactores que garantizaron el éxito,apunta Gene. Ellos escogieron las op-ciones de configuración de las máqui-nas CNC para mantener la calidad másalta y la mejor eficiencia en sus opera-ciones de mecanizado de aluminio.Cada proyecto es evaluado y proce-sado en el centro de mecanizado máseficiente para el trabajo.
De todas las máquinas con las queGene ha trabajado en sus años de ex-periencia, él considera que la combi-nación entre la facilidad deprogramación y las capacidades desondas de inspección, le permite aFab Masters resolver problemas detolerancia de la extrusión cruda y pro-ducir sin inconvenientes las piezasmás complejas y retadoras. Mantenerlas tolerancias es complicado porquelas piezas de aluminio tienen toleran-cias estrechas y un gran potencial dedistorsión por expansión térmica. Sinembargo, Fab Masters logra trabajarexitosamente con tolerancias por de-bajo de 0,025 mm en extrusiones dealuminio y 0,012 mm cuando trabajacon aluminio sólido en las máquinasMilltronics. “Tenemos nuestro propiodepartamento de matricería y las má-quinas de Milltronics son capaces demantener tolerancias de 0,005 mm enacero; estamos muy complacidos consu desempeño”, explica Gene.
“Nuestras máquinas Milltronicsson caballos de batalla. Podemos tra-
MECANIZADO
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 51
>> Los centros de mecanizado vertical VM25 y VMD30, los caballos de batalla en el corazón del área deproducción, mecanizan millones de partes cada año. Los programas CNC intercambiables ahorrantiempo, que se convierte en un mejor plazo de entrega de trabajos.
Contacte al proveedor: Código 19

bajarlas con facilidad 24 horas al díapor 6 días a la semana. Raramente fa-llan, pero si lo hacen, podemos pasarel setup de una máquina a la otra sinperder casi nada de tiempo. Estas má-quinas son nuestras ‘niñas’ y las cuida-mos para obtener el máximo de ellas”,agrega Gene.
A pesar de que Fab Masters no di-seña las piezas para sus clientes, losoperadores CAD y los programadoresaprovechan el amplio conocimientoque han obtenido durante todos losaños que han mecanizado extrusionesde aluminio y aluminio sólido, paraayudar a los clientes si están desarro-llando un producto nuevo y tienenproblemas con el diseño o si están re-diseñando una pieza existente.
La versatilidad del CNC de Mill-tronics mantiene a Fab Masters fiel ala marca: “Nos gusta la potencia delcontrol Milltronics —explica Gene— Podemos programar desde la com-putadora de la oficina utilizando elsoftware FastCAM, usar nuestro sis-tema CAD/CAM o podemos progra-mar directamente en la máquina.
Nos gusta la gama de tamaños de lasmáquinas, desde las pequeñas hastalas más grandes y siempre mante-niendo una relación tamaño-costomuy sensata. Si a estos beneficios leañadimos la disponibilidad de Mill-tronics para aceptar las configura-ciones personalizadas que necesi-tamos, obtenemos un cliente muysatisfecho”. Una de estas configura-ciones consiste en equipar todas lasmáquinas con el mismo control.“Una de las claves de nuestro éxitoes que podemos usar nuestros mon-tajes en cualquier máquina porque elcontrol es idéntico en cada máquina,sea una simple fresadora de taller ouna máquina de producción de altatecnología”, dice Gene.
Los programas son intercambia-bles, por lo cual, una pieza específica notiene que ser fabricada en una máquinadeterminada. Aquí es importante la ha-bilidad de montar, conectar y ejecutarel trabajo. El tiempo de preparación sereduce mucho al no tener que generarun programa especial para otra má-quina. Si una máquina falla y el trabajo
52 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
>> El centro de soldadura de Fab Masters produce marcos para ventanas de vehículos militares. Allí losmarcos se unen en una celda robótica de soldadura y, luego, los centros verticales Milltronics VM25,VM30 y VMD30 realizan el acabado de este trabajo de gran volumen.
MECANIZADO
Contacte al proveedor: Código 37

Contacte al proveedor: Código 38

es urgente, pueden cambiar el herra-mental y las fijaciones a otra máquinadisponible, cargar los programas yestar listos para seguir con el trabajo.Esto implica un gran ahorro de tiempoque se refleja en el resultado final, me-jorando las ganancias.
Fab Masters tiene un enfoquepráctico para la adquisición de nuevosequipos. En ocasiones, las nuevasoportunidades de negocio se ven limi-tadas por la capacidad instalada de laplanta. Por ello, Sibley y Troxxel siem-pre se valen de su representante local,KM Industrial Machinery, de internet,además de asistir a las ferias del ramopara aprender sobre tecnologías yprocesos recientes. Cuando se pre-senta un nuevo trabajo y Fab Mastersno cuenta con la tecnología en plantapara manejarlo, Gene busca las má-quinas que lo puedan hacer. Por ejem-plo, al acudir un fabricante de ele-vadores con una requisición, Fab Mas-ters compró un VMD30 (con recorri-dos de 2540 mm x 762 mm x 762 mmen XYZ) con una mesa rotativa (4º eje),que permitió mecanizar la pieza porlas cuatro caras y las dos puntas conun solo montaje, ahorrando tiempo ycostos.
El criterio para tomar la decisión essencillo. Las máquinas deben ser fáci-les de usar para que los operadoresaprendan rápidamente. Según Gene,“la tecnología de Milltronics ahorracerca de un tercio del tiempo normalde entrenamiento. Las característicasde ayuda trigonométrica también ayu-dan. Podemos introducir la mínima in-formación y el control calcula el resto.También podemos programar fuerade los parámetros de la máquina, loque nos permite evitar pagar para quese escriban macros costosos. Porejemplo: mecanizamos segmentos deun patrón de agujeros circular y no serequiere que el centro del patrón estédentro de los límites de la máquina,podemos tener el centro del seg-mento fuera de los límites y el controlcalcula las posiciones de los agujeroscorrespondientes y los mecaniza,siempre que el segmento por mecani-zar esté dentro del área de trabajo dela máquina”.
La última adquisición de Fab Mas-ters, una fresadora tipo puente BR80,les permite trabajar con piezas máslargas y grandes. La BR80 tiene unamesa y recorridos enormes —la capa-cidad es de 3810 mm x 2032 mm x 762mm en XYZ—. Esta máquina es per-fecta para piezas ensambladas degran tamaño, placas, fundiciones y sol-daduras. Según la pieza y el montaje,se pueden mecanizar extrusiones dehasta 6 m. Este inmenso centro demecanizado CNC les ha abierto lapuerta a nuevos negocios, entre loscuales figuran rieles para camiones debomberos y montajes de artillería.
Aunque los operadores puedenconfiar en la calidad de las piezas quese fabrican, Fab Masters aplica un pro-ceso de inspección formal. De los hu-mildes comienzos con un gramil y unjuego de calibradores, la compañíaahora cuenta con dos laboratorios decontrol de calidad de última tecnolo-gía, que tienen un centro de mediciónde coordenadas con una gran mesa,que puede medir hasta 3660 mm paratrabajar con piezas de la MilltronicsBR80, y nueve inspectores en la plan-tilla de trabajo.
Cada día es un nuevo desafío paraGene y el resto del equipo de Fab Mas-ters: “Vemos cada trabajo como unasociedad con nuestro cliente”, explicaGene. Por ejemplo, el fabricante deuna máquina para rayos X dentales es-taba diseñando una pieza con una ex-trusión de gran radio, que iba a serdifícil de lograr y costosa para mecani-zar. En cambio, el equipo de Fab Mas-ters recomendó mecanizar la pieza endos secciones y ensamblarlas comoparte del proceso de manufactura.Esto resultó más económico y efec-tivo, además de una mejor solución demanufactura para el cliente.
54 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Contacte al ProveedorPara mayor información sobre los centros de mecanizado de Milltronics en www.metalmecanica.com/contactealproveedor digite: 702
[ Usted también puede ver este artículo en ]www.metalmecanica.comEn Búsqueda Global digite: mm1202aluminio
MECANIZADO
Contacte al proveedor: Código 39

www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 55
NOTICIAS DE LA INDUSTRIA
www.metalmecanica.com | Edición 2 - Vol. 17 - Abril/Mayo 2012 55
AutogripMachineryCompany Ltd.
229 Minsheng Rd., Sec. 1, Puhsin Hsiang,Changhua Hsien,Taiwan
Tel: 886-4-8228719 / Fax: 886-4-8235719E-mail:[email protected]
www.autogrip.com.tw / www.autogrip.tw
Autogrip Machinery Company Ltd. es unaempresa especialista en la fabricación demandriles de potencia y cilindros rotativos.Nuestras plantas están localizadas en PuHsin Village, en el condado de Changhua enTaiwán.
Desde 1989 elobjetivo de la em-presa ha sido pro-veer productos decalidad con alta ri-gidez y precisión.Entre los desarrol-
los de la empresa se destacan un set com-pleto de mandriles de 24” y productos rela-cionados, como juntas rotativas, válvulaspara fluidos de corte, cabezales frontales ymordazas sincrónicas. Fabricamos todo tipode mandriles de pinza, mandriles especialesy juntas rotativas.Actualmente, Autogrip Machinery estádesarrollando una serie de mordazas extragrandes, que saldrá al mercado en un futurocercano.
El pasado mes de febrero los fabricantes de herramientasde corte dieron a conocer sus balances globales. Los resulta-dos demostraron que los grandes grupos internacionalesdel sector, a pesar de los amagos de crisis de algunos merca-dos importantes, alcanzaron un buen desempeño en 2011.En el caso de Seco Tools, registró un aumento anual en losingresos de 22%, destacándose los resultados obtenidos enAmérica del Norte, con un crecimiento de 31% y, en EuropaOriental, con 35%. En América Latina sus negocios crecie-ron 17%, en Europa 20%, Asia tuvo un crecimiento de 17% yÁfrica y Oriente Medio 13%. Con respecto a los resultadosdel último trimestre de 2011, Lars Bergstrom, CEO de SecoTools, afirmó que “todas las regiones conti-nuarán presentando un creci-miento. La evolución máspositiva se observó en la regióndel Nafta y Europa Oriental. Demanera general, el crecimientoen otros mercados fue un pocomás débil, mitigando la tendenciade las ventas en el último trimestre.
Por su parte, Kennametal anunció un récord de ventas ce-rrando el trimestre de diciembre de 2011. “En el segundo pe-riodo de 2011 las ventas crecieron 16%, en relación con elmismo periodo del año anterior”, según Carlos Cardoso,CEO de Kennametal. Para él, “las condiciones económicasglobales indican una expansión moderada para 2012”. Estaempresa norteamericana espera crecer entre 10% y 12% du-
rante este año.Pasando al Grupo Sandvik, según el presidente yCEO de Sandvik, Olof Faxander, “en general los ne-gocios del Grupo Sandvik permanecieron estables
en el cuarto trimestre de 2011, con un buen desem-peño, en especial de Sandvik Tooling”. Según el in-
forme del balance de la empresa, las ventas ylos nuevos pedidos de Sandvik Toolingmejoraron en la mayoría de los merca-dos en comparación con el trimestreanterior y con el mismo periodo del año
2010. Las ventas crecieron 15% durante elúltimo trimestre de 2011 y el incremento en
el volumen de negocios fue de 21%.
� Fabricantes de herramientas de corte registran aumento en las ventas
Contacte al proveedor: Código 683 Contacte al proveedor: Código 682
Contacte al proveedor: Código 681
NCAEM
� 45% de importaciones de acero sigue pagando arancelSegún el Director jurídico de la Secretaría de Economía de México, MiguelGómez, 45% de las importaciones de acero sigue pagando el arancel general, apesar de la entrada en vigor del decreto que establece que a partir del 1 deenero del 2012 se eliminarían los aranceles a las importaciones de este material.El funcionario destacó que el sector acerero está conformado por 700 fraccio-nes arancelarias y en promedio, en este año, se paga un arancel a las importa-ciones de 1,39%.Datos de la dependencia señalan que la estructura arancelaria de las importa-ciones está dividida en tres niveles: 3% en el programa de promoción sectorial;54% en el esquema de Tratado de Libre Comercio y 45%, en estructura de na-ción más favorecida.
56 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
NOTICIAS DE LA INDUSTRIA
� Ubican a México en el toptenaeroespacialpara 2020
Lorenza Martínez, Subsecretariade Comercio e Industria de la Se-cretaría de Economía, presentóun programa estratégico para laindustria aeroespacial, cuyo obje-tivo es que México se ubique den-tro de los diez primero lugares delmundo en el año 2020.La funcionaria señaló que el pro-yecto atraería inversiones paraeste sector por US$ 4.600 millo-nes, y detalló que se tiene plante-ado elevar de US$ 3.000 a 12.000millones el valor de las exportacio-nes de componentes aéreos.De igual manera, dijo, se crearíanhasta 110.000 empleos en todo elpaís en dicho lapso, de los cuales35% serán para ingenieros especia-lizados.“Se planea incrementar en 450%la manufactura de componentespara que cada avión armado enMéxico cuente con 50% de conte-nido nacional”, señaló Martínez.
� Crecen las exportaciones metalmecánicas en JaliscoDe acuerdo con datos del Sistema Estatal de Información Jalisco (Seijal),las exportaciones del estado crecieron 23,2% en relación al año 2010, alcan-zando una cifra de US$ 37.308 millones.Según el organismo, los sectores industriales que más crecieron fueron elmetalmecánico y sus manufacturas con 122,7%, seguido de la industriaelectrónica con 13,8%, aunque ésta última concentró 53,5% del total de ex-portaciones jaliscienses con un monto de US$ 19.974 millones.El principal destino de las exportaciones fue Estados Unidos, seguido deCanadá y Colombia.
� Canacintra hace llamado a mejorar competitividad industrial de México
En su publicación semanal “Sinopsis Económica”,la Cámara Nacional de la Industria de la Trans-formación (Canacintra) manifestó que Méxiconecesita programas que impulsen a la planta in-dustrial y la vuelvan a ubicar como el motor dela economía.El documento señala que el mayor reto de la polí-tica industrial será el de asegurar que un nú-mero creciente de regiones, sectores,cadenas productivas y empresas aprovechenlas ventajas competitivas.“Por esta razón, la planta productiva constituye una prioridad nacional,que requiere de la atención de todos los agentes económicos”, detalla eldocumento.Añade que para alcanzar los desafíos de modernidad pendientes en Mé-xico es necesario crear las condiciones que permitan generar ventajascompetitivas dinámicas; ampliar la oferta de productos y servicios conmayor valor agregado, y profundizar la articulación entre y al interior delos tejidos productivos.“Asimismo, se debe fomentar la acumulación de capital social; superar labrecha de productividad para mejorar la distribución del ingreso; garanti-zar la sustentabilidad, tanto económica como ambiental del aparato pro-ductivo, y avanzar en el fortalecimiento de los espacios de diálogopolítico”, refiere la publicación.
Contacte al proveedor: Código 601

Organização e Promoção LocalPatrocínio Ouro Patrocínio PrataApoio Institucional Apoio
Mecânica, la muestra industrial más tradicional de América Latina, es la oportunidad del año para encontrar las empresas más importantes del mercado, conocer los lanzamientos y nuevas tecnologías, buscar perfeccionamiento profesional e incentivar sus negocios con máquinas, equipamientos y accesorios para producción.¡La feria más aguardada de la industria lo espera!
Haga ya su credencial a través del sitio web.www.mecanica.com.br¡Es rápido, fácil y gratuito!
Importante: Prohibida la entrada de menores de 16 años, aunque estén acompañados. Evento exclusivo para profesionales del sector. El visitante o profesional que compareciera al evento sin invitación convite o sin haber hecho su preacreditación, deberá hacer su inscripción en el evento. La entrada costará R$ 55,00
ANHEMBI • São Paulo/SP
MARTES A VIERNES | 10H - 19H
SÁBADO | 9H - 17H
29ª F E I R A I N T E R N A C I O N A L D E M E C Á N I C A
DESDE 1959
NOME E SOBRENOMECARGOEMPRESA
¡VISITE LA FERIA MÁS ESPERADA DE LA INDUSTRIA!
www.facebook.com/feiradamecanica www.linkedin.com/in/feiradamecanica
Organización y Promoción Apoyo Institucional Apoyo Patrocinio Oro Patrocinio Plata Lugar
Contacte al proveedor: Código 40
58 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
6505 Blue Lagoon Drive, Suite430.Miami, Florida 33126 USA.
Tel. 1(305)448 6875Toll Free: +1(800) 622-6657
Fax: 1(305) 448 9942
GERENTE DE VENTAS INTERNACIONALES - B2B
Terry Beirne Tel: 1(305)448 6875 Ext 47311
Toll Free:+1(800) 622-6657 Ext 47311
PUBLISHER ASOCIADATeri Rivas
Tel: 1(772)219-7796Toll Free: +1(800) 622-6657
GERENTE DE CUENTASCarmen Lake
1(772)344-6035Toll Free: +1(800) 622-6657
COORDINADORA DE VENTAS INTERNACIONALES
Patricia Belledonne1(305)448 6875 Ext 47310Toll Free: +1(800) 622-6657
Además de sus productos publicitarios im- pre sos, Metalme canica ofrece en internet in -formación de compañías proveedoras de laindustria, en forma de minisitios integra dos,deno minados “sh owrooms”.
En cuen tre en los show rooms de las em pre sas anun cian tes de ww w.metalmecanica.com informacióngeneral de las compañias, catálogos de productos, listados de contactos y literatura técnica, entre otros datosde interes.
Visite en www.metalmecanica.comLos minisitios informativos de las siguien tescompañías proveedoras de la industria:Big Kaiser, Inc./KPT Kaiser PrecisionEverising Machine CompanyFortuna International Business Co.Ganro Industrial CorpGibbs and AssociatesHYUNDAI-WIA America Corp.Jimmore International Corp.Kim Union Industrial Co., Ltd.MakinoMethods Machine Tools Inc.Milltronics Manufacturing Co.SCHUNK Intec S.A. de C.V.SECO ToolsTaiwan Takisawa Technology CO., LTD.Teknomaq S.A DE C.V.Tungaloy de Mexico S.A.Ying Han Technology
ÍNDICE DE ANUNCIANTES
Ingrese al Índice de Anunciantes intereactivo de www.metalmecanica.com y establezca un contacto comercial inmediato con las compañías proveedoras aquí incluidas.
Envíe solicitudes de información, consulte a las empresas en la Guía de Proveedores, o visite los Showrooms de aquellas que lo ofrecen.
COMPAÑÍA CONTACTE AL PROVEEDOR PÁGINA
Alcantara Machado - Reed Exhibitions 40 57Amatools Comércio e Importação Ltda 25 36Anchor Danly 24 36Autogrip Machinery Co. Ltda 683 55B2Bportales, Inc 33 45Bidspotter.com 30 42Calculated Industries 12 20DMG/MoriSeiki Mexico 53 INSERTODMG/MoriSeiki Mexico -Circulación Sur América 4 9Everising Machine Company 19 51ExpoMetalmecanica 50 47Fanuc CNC America Corporation - circulación México 43 M-1FIMAQH -Carmahe 38 53Fortuna International Business Co. 9 18Ganro Industrial Corp 37 52Gibbs and Associates 11 19H2O Gmbh Process Water Engineering 5 11Haas Automation, Inc. 42 60Haimer USA 18 30Hann Kuen Machinery & Hardware Co. Ltd 601 56Hardinge Inc. Workholding Division 10 17Hemaq S.A de C.V. 2 3HG TECHNOLOGY CO. LTD 34 46Hsiu Fong Machinery Co., LTD 682 55HYUNDAI-WIA America Corp. 1 2Imocom S.A 23 35Iscar de Mexico S.A. de C.V. - Circulación México 48 M-7Jimmore International Corp. 26 37Kennametal Inc. 14Kennametal Inc. 8 15Komet de Mexico S. de R.L. de C.V. 35 50Makino 41 59Mazak Corp. 21 33MD do Brasil Ltda. 51 44Melin Tool Company 14 23Methods Machine Tools Inc. -Circulación México 44 M-3Milltronics Manufacturing Co. 3 7NAZKOM INSTRUMENTOS 22 34PDQ Workholding LLC -Circulación México 47 M-6PennEngineering, Inc. 20 32SCHUNK Intec S.A. de C.V. 32 31Scientific Cutting Tools 6 11SECO Tools - Circulación México 46 M-5Seminario Autopartes 2012 52 49SolidWorks Mexico S DE RL DE CV 29 41STARRETT 7 13Taiwan Takisawa Technology CO., LTD. 39 54Teknomaq S.A DE C.V. 28 38Tungaloy de Mexico S.A. 27 39Vargus Ltd. 13 21Vlier Products -Circulación México 45 M-4Walter USA Inc. 31 43WFL Millturn Technologies GmbH & Co. KG 16 27Wilson Tool International 17 29YG-1 Tools Mexico S.A. de C.V.-Circulación México 49 M-8Ying Han Technology 15 25Yuang Hsian Metal Industrial Corp 681 55Zen Wu Zheng Sun Tool Co. 36 48
Para pedir mayor información a los anunciantes, vaya a www.metalmecanica.com/contactealproveedore ingrese el código asignado a los avisos de su interés.
HEADQUARTERSB2Bportales6505 Blue Lagoon Drive, Ste.430Miami, FL 33126, USATel: +1 (305) 448-6875Toll Free: +1 (800) 622-6657Fax: +1 (305) 448-9942
Terry BeirneVP-Group PublisherTel: +1 (305) 448-6875 X 47311Toll Free: +1 (800) 622-6657 X 47311E-mail: [email protected]
UNITED STATES & CANADATeri RivasAssociate PublisherTel: +1 (772) 219-7796Toll Free: +1 (800) 622-6657 X 47324E-mail: [email protected]
MIDWEST (except Indiana, Kentucky,Michigan & Ohio)Dave Jones Account ManagerIL, IA, KS, MO, MN. NE, ND, SD, WITel: +(708) 442-5633E-mail: [email protected]
INDIANA, KENTUCKY, MICHIGAN & OHIOGuillermo FernándezSales CoordinatorTel: +1 (305) 448-6875 X 47307Toll Free: +1 (800) 622-6657 X 47307E-mail:[email protected]
Carmen LakeSpecific Account ManagerTel: +1 (772) 344-6035Toll Free: +1 (800) 622-6657 X 47313E-mail: [email protected]
LATIN AMERICABRAZILWorld Media MarketingInternational Ltda.Christian BanasTel: +55 (11) 2609-4053E-mail: [email protected]
CENTRAL AND SOUTH AMERICA(Except Mexico and Brazil)Carvajal informaciónAlejandro PintoTel: +57 (1) 646-5555 X 16840E-mail: [email protected]
MEXICOStella RodríguezTel: +52 (55) 5393-2028E-mail: [email protected]
EUROPEGERMANY, AUSTRIA, SWITZERLAND, FRANCE, ITALY, SPAIN & PORTUGALEric JundTel: +33 (0) 493-58-7743Fax: +33 (0) 493-24-0072E-mail: [email protected]
NETHERLANDS, BELGIUM, LUXEMBOURG (BENELUX),SCANDINAVIA, FINLAND & U.K.Carel LetschertTel: +31 (20) 633-4277E-mail: [email protected]
ASIATAIWANRingier Trade Media Ltd.Kelly WongTel: +886 (4) 2329-7318 x 16E-mail: [email protected]
CHINA – SHANGHAIRingier Trade Media Ltd.Marco ChangTel:+86 (21) 6289-5533 x 101E-mail: [email protected]
HONG KONGRingier Trade Media Ltd.Michael HayTel: +85 (2) 2369-8788 X 22E-mail: mchhayringier.com.hk
REPRESENTANTES DE VENTAS DE PUBLICIDAD
SALES REPRESENTATIVES
Contacte gratuitamente por teléfono a los proveedores identificados con este símbolo. Vaya a www.metalmecanica.com/contactealproveedor yhaga clic en el ícono del teléfono para iniciar el proceso. El anunciante seleccionado lo llamará en español al número telefónico que Ud. indique.
Visite en www.metalmecanica.com el showroom de las empresas anunciantes identificadas con este símbolo.

Makinoa51nx Nueva Generación
Un programa de expansión en una sola máquina. El a51nx.Expande el área efectiva de corte en 14%, aumenta el torque del husillo en 19% y mejora la rigidez para obtener volúmenes más altos de remoción de metal y reducida vibración. La aceleración lineal de 1G en los ejes y el indexado de la mesa en 90 grados en un segundo reducen de manera significativa el tiempo de no-corte. La confiabilidad del a51nx expande el desempeño líder en la industria de las Series-1 de Makino. Sobre todo, el a51nx le permite expandir su habilidad de fabricar partes a menor costo y de manera más rápida. Conózcalo en makino.com/a51nx.
© 2012 Makino
a51nx_2012_Spanish_Revised_MetalMecanica.indd 1 3/15/12 3:33 PM
Contacte al proveedor: Código 41

Hecho en USA I HaasCNC.com
Haas Factory OutletArgentina, 54 11 4521 2001
Brasil Curitiba, 55 41 3074-2000 São Paulo, 55 11 5515 9298
México Ciudad de México, 52-55-5565-9008 Monterrey, 52-81-8145-0473 Guadalajara, 52-33-3810-2403
Querétaro, 52-442-215-8829 Tijuana, 52-664-634-1937 León, 52-477-712-4551
Central America, 504 237 4360 Colombia, 57-1-627-7629 Chile, 56 25 550 214 Peru, 51-1-275-0649 Venezuela, 58-212-963-0684
Hecho en USA I HaasCNC.com
Sabe uSted?
aCtualmente Hay más de 160 Haas FaCtory outlets a nivel mundial en más de 50 países.
Haas www.HaasCNC.com 100%
2012Ads_DoYouKnowiPad_MM.indd 2 11/29/11 1:42 PM
Contacte al proveedor: Código 42

C
M
Y
CM
MY
CY
CMY
K
anuncio_mexico_final.pdf 1 27/01/12 11:00
Contacte al proveedor: Código 43

Salvador Montes, Gerente de Planta deCurtiss Wright en Querétaro, es unjoven ingeniero que está a la cabeza dela producción de los componentes que
Curtiss Wright manufactura desde Méxicopara el mundo. La división que Curtiss Wright abrió en Que-rétaro se denomina “Flight Controls”, es decir,se dedica a fabricar componentes del avión encuestión de actuadores para el estabilizadorvertical en los flaps y en las puertas de acceso.“Las contrataciones de manufactura las inicia-mos en septiembre de 2011 con 30 empleados.Enseguida, compramos tres centros de meca-nizado Makino, además de dos máquinas se-cundarias. El 16 de diciembre sacamos nuestroprimer prototipo y el proyecto es tener en 6meses una célula de 17 máquinas para la ma-nufactura y ensamble de los actuadores”, co-menta con orgullo Salvador Montes. Con los 30 empleados que tienen actualmenteen planta trabajan a tres turnos: “máquina quecomisionamos, máquina que metemos a pro-ducción inmediatamente. En la actualidad, te-nemos dos máquinas trabajando a tres turnosporque tenemos que cumplir con la produc-ción del corporativo para pagar las máquinasque compramos. Empezamos desde 0 horas enenero y tenemos que llegar a 55.000 horas deproducción en productos aeronáuticos, especí-ficamente las transmisiones. Ahora estamosmecanizando las transmisiones, pero la idea noes solo mecanizarlas, sino también hacerles tra-tamientos especiales, pintarlas y realizar los en-sambles”, afirma Salvador Montes.El personal de la planta es muy profesional yactivo. Esta situación se refleja en la produc-ción, pues a los dos días de operaciones ya te-nían hecho su primer prototipo. “A la semanavalidamos el primer artículo y, de ahí en ade-lante, hemos validado un first article cada diezdías”, comenta Salvador. Hasta el momento tie-nen siete partes validadas y están enviándolas laplanta de Boeing en Estados Unidos. En los tres primeros meses del año completa-ron 1.000 horas de producción con solamenteseis operadores. Con los ocho números departe que están produciendo, hacen un prome-
dio de 125 partes, de cada número de compo-nente, por mes. “Por ahora, el número de par-tes no es estable porque estamos apenasiniciando el proyecto”, afirma Montes. A finales de 2013 la planta de Curtiss Wrighten México, de 15.800 metros cuadrados, debeestar con una manufactura estable de 155.000horas de producción. La consigna de la plantamexicana es aprovechar al máximo los opera-rios y, por ello, utilizan el concepto de one manmultiple machines. “Nuestro objetivo es meca-nizar las piezas, hacer el ensamble y entregarlasdirectamente a Boeing en el año 2013. Nues-tros principales clientes son Boeing, Airbus, y,posteriormente, Lookheed Martin, cuando sefirme un acuerdo especial para poder manufa-turar piezas para aeronaves militares. Pero enun inicio estaremos enfocados ciento porciento a Boeing”, según Salvador Montes.También están trabajando como proveedoresde segundo nivel , como en el caso de Saab, quetiene ciertos contratos de Boeing que le estánsubcontratando a la planta de Querétaro. Es elcaso de las puertas del 787-8: “También vamosa hacerlas desde México. La puerta con sus me-canizados y sus 55 componentes de detalle. No-sotros lo estamos haciendo desde 0: progra-mación, hojas de proceso, hojas de herramen-tación y setup. Ese proyecto lo estamos desa-rrollando para iniciar producción a comienzosde 2013. Debemos terminar todos los first arti-cles durante este año: tenemos desarrollado elProject Plan, la gente de manufactura contra-tada y la maquinaria. De hecho, ya firmamos elcontrato con los proveedores para la adquisi-ción de más máquinas”, añade Salvador.Para el 2012 tienen programado 68 partes dedetalle, hechas con procesos de mecanizado,aún sin ensamble. Pare el ensamble van a hacerunos 10 números de parte durante 2012. Elresto de componentes para el subensamble lostraerán de Estados Unidos, ya que esos com-ponentes se están surtiendo directamente allá.Claro que muchas de esas partes, hechas afuera,las quieren producir en Querátaro. Es el casode los bujes, porque muchos de esos ensamblesllevan muchos bujes y se están haciendo con uncontratista en Estados Unidos. “Lo queremos
hacer, pero vamos por fases. Inicialmente sehizo pura transferencia, pero como arrancamosrápido el corporativo nos dio el paquete deSaab”, anota Salvador. Actualmente, el componente que hacen en laplanta de Querétaro es la transmisión del flap,que permite que el ala haga el movimientohacia abajo (actuador de transmisión). Ese esel componente de ensamble que van a hacerpara el Boeing 737 —cada avión trae cuatro decada ala y cada componente de toda la trans-misión, que son housings y engranes, son ochopor cada avión. Hoy en día, el volumen de Bo-eing está entre 32 y 37 aviones mensuales y en2013 se va a disparar a 48 aviones mensuales.“Entonces, a nosotros también se nos disparael volumen. Son ocho al mes por 32, nos da250-260 piezas por número de parte, que es loque debemos enviar a Estados Unidos”, co-menta entusiasmado Salvador Montes. En un futuro, aparte de proveerle componentesa las OEM, la planta de Curtiss Wright en Que-rétaro también va a hacer piezas para refacción. La tradición de esta empres viene desde 1903,cuando los hermanos Wright inciaron sus in-ventos, que luego se unieron con Glen Curtiss.Durante la Segunda Guerra Mundial era la em-presa más grande de aviones en Estados Uni-dos. Infortunadamente, la industria y lascircunstancias no vieron la importancia quetenía a la producción de motores de avión. El corporativo se encuentra en Kitty Hawk, Ca-rolina del Norte. La planta de México, inaugu-rada en diciembre de 2011, inició actividadesen Querétaro, sede de varias empresas aeroes-paciales de nivel internacional.
Actualidad Metalmecánica
M-2 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Curtiss Wright produce componentespara Boeing desde QuerétaroDesde este año, la empresa estadounidense, pionera en el sector aeronáutico, manufactura los actuadores para las alas de Boeing y los sistemaspara puertas de Saab.
Salvador Montes, Gerente de Planta de Curtiss Wrighten Querétaro
65 UNION AVENUE, SUDBURY, MA 01776 • 877-668-4262 • WWW.METHODSMACHINE.COMMÁQUINAS-HERRAMIENTA • INSTALACIONES LLAVE EN MANO • CELDAS DE AUTOMATIZACIÓN • HERRAMENTAL
ARIZONA602-437-2220
CALIFORNIA714-521-2507
ILLINOIS847-783-6800
MICHIGAN248-624-8601
NORTH CAROLINA704-587-0507
Socios en Productividad
Celda Med Cel de Methods:¡Automatización para aplicaciones médicas en 5 ejes!
• Robot integrado, Mesa giratoria de 2 ejes Transportadores de piezas
y
Contacte al proveedor: Código 44

M-4 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.com
Los ingenieros de discernimiento reconocen el valor agregado y la confi anza de Vlier en el suministro de piezas confi ables con su obsesión por la calidad. Desde el comienzo del legado, con los famosos “Vlier Pins”, Vlier ha impuesto un alto estándar en componentes de precisión, destacándose como líder en:
Dispositivos de carga por resorte
Émbolos de liberación rápida
Esfera de bloqueo
Dispositivos niveladores
Para más información visite www.vlier.com
Tel: 508-417-7164
Contacte al proveedor: Código 45
Actualidad Metalmecánica
Evento de Makino en Expomaq 2012Makino ofreció un coctel con ocasión de la pasadaferia Expomaq en sus instalaciones de Querétaro. Alevento asistieron reconocidos directivos e ingenie-ros de empresas automotrices y aeroespaciales radi-cadas en Querétaro.
Renishaw, proveedor mundial en equipos de me-trología y espectrografía, ha inaugurado una nuevaoficina subsidiaria en San Pedro Garza Garcia, NL,México, para apoyar directamente la rápida expan-sión de su base de clientes en México y Centroa-mérica. Las nuevas operaciones serán gestionadaspor Alejandro Silva, anterior propietario de MetricPrecision Group, un distribuidor mexicano de losproductos de metrología de Renishaw.“Vemos un potencial considerable para nuestrosnegocios en México, donde sectores como la in-dustria automotriz y electrónica están mostrandoun gran crecimiento,” afirma Ben Taylor, directorejecutivo adjunto de Renishaw. “Es en estas indus-trias donde nuestros productos pueden marcar una diferencia real entre la eficaciade fabricación y la calidad. Nuestra subsidiaria se centrará en la promoción y el so-porte técnico de la gama completa de tecnologías para maquinas-herramienta, sis-temas de medición y control de movimiento”.Alejandro Silva, el nuevo gerente y director general de Renishaw México, S. de R.L.de C.V., ha dedicado toda su carrera al sector de la máquina-herramienta, con res-ponsabilidades en logística, producción y ventas, incluido un período de tres añospara un fabricante alemán. En 2007 creó su propia compañía, Metric Precision, unaempresa dedicada a la venta de productos Renishaw.“No hay duda de que la nueva subsidiaria de Renishaw en México proporcionarátodo el servicio y asistencia a los clientes en ventas, experiencia técnica y asesora-miento de aplicaciones para toda la gama de productos de metrología“, comentaSilva. “Con nuestros conocimientos y el respaldo que proporciona el Grupo Renis-haw a nivel internacional, se garantiza que nuestras operaciones en la subsidiaria enMéxico tendrán éxito en el mercado nacional y en Centroamérica”.La subsidiaria cuenta, además, con el respaldo de un nuevo sitio web (www.renis-haw.mx) con información en idioma local sobre la gama de sensores de medición yel software de Renishaw, productos de palpado, sistemas de calibrado, encóderes deposición y productos de espectrografía Raman.
Renishaw abre una nuevaoficina filial en México
De izquierda a derecha: Salvador Montes (Gerente de Planta de Curtiss
Wright), Eduardo Medrano (Gerente de Ventas Makino-Mé-xico), Gabriela Rodríguez (Gerente de Ingeniería, Snecma Mé-xico), Stephane Vitrac (Director Snecma México).
Michael Dishes (Gerente de Heroux Devtek),
www.secotools.com/us
PERMITA QUE LA CIENCIA REDEFINA SUS APLICACIONES DE
TORNEADO EN FUNDICIÓN DE HIERRO
Los Nuevos Grados TK1001 y TK2001 incorporan dureza que proporciona nuestra tecnología de recubrimiento DURATOMIC® para brindar un proceso efectivo en el torneado de Fundición de hierro. Por medio de la manipulación de Aluminio y Oxígeno a nivel atómico, el proceso DURATOMIC crea una superfi cie en el inserto más dura y resistente que optimiza sus operaciones de maquinado. Con la tecnología de los Grados TK, usted incrementará su vida de herramienta, mejorará su productividad y minimizará los costos.
CIENCIA APLICADA A LA PRODUCTIVIDAD
PRUEBE USTED MISMO ESTA INNOVACIÓN DE SECO Visite tkpromo.secotools.com o escanee este código QR para solicitar su muestra gratis de insertos de grados TK
la
Contacte al proveedor: Código 46

NOVEDADES INDUSTRIALES
M-6 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.comContacte al proveedor: Código 47
Sistema para tratamiento de aguaMediante su división Hydroflow, Eriez ofrece ahoraun completo sistema de ósmosis inversa para tra-tamiento de agua pura. La ósmosis inversa esun proceso que remueve hasta el 98% delos minerales disueltos y, prácticamente,100% de la materia coloidal y suspendida. Elagua desmineralizada ha comprobado suefecto positivo en el desempeño de todoslos tipos de marcas de sistemas de corte abase de mezclas con agua y fluidos para rectificado. Su uso es obligatorio en pro-cesos que involucran reciclaje de refrigerante a largo plazo. La ósmosis inversa(RO) de Eriez elimina partículas peligrosas, como minerales, bacterias, compues-tos orgánicos y silicio. En comparación con otros procesos, el de ósmosis inversaofrece un bajo costo y agua de calidad sin necesidad de usar ácidos o compuestoscáusticos para su regeneración. Los sistemas RO de Eriez se ofrecen con capaci-dades desde 100 galones por día (GPD) hasta 10.000 GPD. Contacte al proveedor: Código 221
Máquina-herramienta con sistema CNC de alta velocidad
Una aplicación avanzada de sistemasCNC específicos desarrollada por NUMha ayudado al fabricante de máquinas-herramienta Sinico a crear una completamáquina automatizada de nueve ejespara corte y acabado final, dirigida a fa-bricación en masa de piezas a partir debarras y tubos. Gracias a la alta velocidaddel control CNC, esta máquina resultaconsiderablemente más rápida que la ge-neración previa. La nueva máquina TOP2000ri de Sinico es la más reciente enuna larga línea de máquinas-herra-mienta para remoción de viruta emple-ada por fabricantes de todo el mundo enuna amplia variedad de procesos, comoel corte, refrentado, chaflanado, mandri-nado, centrado, torneado, perforado, ros-cado y fresado. Las máquinas manejantambién operaciones de formado y losfabricantes las emplean en la producciónde piezas para un amplio rango de aplica-ciones, que incluyen componentes hi-dráulicos, motores eléctricos, cadenasindustriales, transmisión de energía, ma-quinaria para movimiento de tierra ycomponentes automotores. El desem-peño de la TOP 2000ri facilita montar yajustar las piezas en blanco en tan solo 9segundos, en comparación con los 21 se-gundos que tomaba la anterior genera-ción de máquinas. Con su capacidad paraalojar barras de entre 8 mm y 80 mm, ad-mite la alimentación de material de hasta6,5 m de longitud y permite la fabricaciónde piezas de hasta 640 mm de longitud,con una alta flexibilidad para reducciónde una amplia diversidad de piezas. Contacte al proveedor: Código 226
Drives conversores Siemens Industry presentó su nuevo drive conversor Sinamics Dc Master, resul-tado de la creciente demanda de drives de armario que usan el conversor SinamicsDC Master. Esta solución precableada se ofrece completa y plenamente probadacon todos los componentes necesarios para montar sobre un panel posterior. Losdrives Sinamics DC Master son una solución flexible y económica para instalacio-nes nuevas y modernizaciones con limitaciones de espacio. Apropiados para usua-rios finales y terceros como integradores y socios de Siemens en ejecución deproyectos, los drives Sinamics DC Master ofrecen más potencia por panel de lamisma área, en comparación con las dos generaciones anteriores. Estos drives tie-nen una corriente continua nominal entre 15 A y 850 A. Contacte al proveedor: Código 233

P M K N S H3 3
P M K N S H3
¡Más de 6,000 opciones de cabezasde fresado sin puesta a punto!
La línea MULTI-MASTER seexpande con nuevas geometríasde cabezas de fresado, nuevostamaños y grados, así como nuevasopciones y tamaños de zanco
www.iscar.com.mx
MultiMaster 20.5x27.5-mex.indd 1 3/19/12 1:49 PM
Contacte al proveedor: Código 46

M-8 Edición 2 - Vol. 17 - Abril/Mayo 2012 | www.metalmecanica.comContacte al proveedor: Código 49
Horno de atmósfera inerte de alta temperaturaEl No. 855 es un horno de cabina deatmósfera inerte eléctricamente ca-lentado a 1250 °F, de Grieve, usadopara tratamiento térmico. Las di-mensiones en este horno son de 38”de ancho por 26” de profundidad y38” de altura. El equipo cuenta con40 kW instalados en elementos tu-bulares recubiertos de incoloy paracalentar la cámara del horno, mien-tras que un ventilador de 1500 CFMy 1-1/2 hp de ventilación de recircu-lación provee un flujo horizontal sobre la carga. El horno de cabina Grievetiene paredes de un bloque de 2” de espesor y 8” de aislamiento en lanamineral de 10 lb/cf, con acabado interior en acero inoxidable tipo 304 2By uniones de soldadura posterior continua, además de empaquetadurasen las puertas interiores y exteriores. La contracción de atmósfera inertetotal incluye un regulador de presión, un medidor de flujo, un indicadorde presión, empaquetadura interna de alta temperatura, conexión deexpansión completamente soldada en la garganta de la puerta, recubri-miento de aire en el horno interno para refrigeración, sello atmosféricoen silicona de 1/2” de espesor, sello en el eje del ventilador, herrajes de lapuerta con pasador, separación ajustable de las bisagras de las puertas,salida con alivio de presión, uniones soldadas herméticas al gas y todasla penetraciones en las paredes ajustadas con accesorios de compresión.Además, cuenta con un ventilador de 325 CFM que hala el aire a travésde la camisa de aire en el horno interno para refrigeración. Los controlesen el No. 855 incluyen un controlador especial para calentamiento y re-frigeración que controla los elementos calefactores y modula los deflec-tores en el ventilador para controlar la refrigeración. El horno tienetambién un controlador de potencia SCR. Contacte al proveedor: Código 232
Conectividad Ethernet/IP para integrar ambientes CNC y PAC Fanuc FA America re-vela una nueva arquitec-tura automotriz queexhibe la conectividadcon ambientes de con-troladores de automati-zación programables(PAC) de Rockwell Auto-mation. Con este lanzamiento, la función de conectivi-dad EtherNet/IP field bus para su línea 3xi-B CNC,Fanuc continúa abriendo la conectividad de sus contro-les CNC para soluciones de fabricación automatizada. Eluso de una arquitectura de red EtherNet/IP les permitea los usuarios emplear herramientas y tecnología co-munes en la configuración de dispositivos y manteni-miento para los ambientes de celdas, tanto CNC comoPAC. Al permitir la integración de ambientes CNC y PAC,los usuarios finales y los fabricantes de máquinas-he-rramienta se beneficiarán con una arquitectura simpli-ficada, una productividad mejorada y una informaciónque se puede emplear a lo largo del proceso de fabrica-ción. Para demostrar la simplicidad del sistema Ether-Net/IP, Fanuc presentó una nueva arquitecturaautomotriz basada en EtherNet/IP en conjunto conRockwell Automation, en un claro ejemplo de cómo doscompañías de automatización, completamente inde-pendientes, pueden generar interfaces entre sus pro-ductos CNC y PAC para proporcionar soluciones deautomatización optimizadas en fábrica, mediante he-rramientas y tecnología común.Contacte al proveedor: Código 224
NOVEDADES INDUSTRIALES


















