Metal Mecanica Fresado y Torneado
76
Edición 4 / Volumen 13 - Agosto/Septiembre 2008 INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA www.metalmecanica.com
-
Upload
peterjhonjimmy -
Category
Documents
-
view
457 -
download
33
Transcript of Metal Mecanica Fresado y Torneado

Edición 4 / Volumen 13 - Agosto/Septiembre 2008
INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA www.metalmecanica.com

1001 Business Center Drive • Mount Prospect, Illinois 60056
Telefono (847) 635-0044 • Fax (847) 635-9335www.sumicarbide.com
MEXICO:Telefono 722-211
9
999Fax: 722-2165908E-Mail:[email protected]
El nuevo WEX 90º es un escariador para corte de hombros con recubrimiento de níquel brillante y filos con forma ondula-da en las aristas del inserto, que reducen las fuerzas e incrementan la vida de la herramienta. El WEX está disponiblecomo escariador con refrigeración interna y como escariador tipo shell. Además, demuestra una excelente precisión delas paredes laterales a 90º. La exclusiva geometría del inserto empleada en el WEX tiene una superficie moldeada decorte, que permite excepcionales acabados superficiales a un precio económico. Con esta nueva serie de insertosSumitomo con recubrimientos “Super ZX”, de nanotecnología CVD y PVD, el WEX permite incrementar drásticamente lavelocidad de corte y mejorar su productividad. Los grados Serie ACP son recomendados para aceros y aceros inoxid-ables, mientras la serie ACK es muy eficiente en la remoción de materiales de fundición de hierro. Llámenos paraobtener más información sobre este y otros productos Sumitomo.
Nuestros nuevos Escariadores WEX ofrecen mejores acabados superficiales, mejores tasas de avance y mayor precisión.
Servicio al Lector: 1
BOOTH # F 2668
Servicio al lector: 1

4 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
CONTENIDO
Edición 4 Vol. 13 • Agosto/Septiembre 2008INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA
SECCIONES
Editorial 5
Noticias de la industria 54
METALMECÁNICA INTERNACIONAL (ISSN 0124-3969) Impreso en Colombia. Se publica seis veces al año, en febrero, abril, junio, agosto, octubre, diciembre por B2Bportales, Inc., con oficinas en 6505 Blue Lagoon Drive, Suite 430. Miami, Florida 33126 USA. B2Bportales es una empresa del Grupo Carvajal. Envíe todos los cambios de dirección a METALMECÁNICAINTERNACIONAL, Departamento de Circulación, Apartado Aéreo 46, Cali, Colombia. Los cambios de dirección se hacen efectivos al término de seis semanas.
Portada:Cuándo combinar fresado y torneado
Diseño:Martha C. Sarmiento S. �
�
8 IMTS 2008Informe especial sobre las novedades que se presentarán en el evento más impor-tante de este año para la industria metalmecánica. Un adelanto de lo que presenta-rá la exposición en tecnologías de mecanizado, sistemas de sujeción, formado, láser,medio ambiente, rectificado, herramientas de corte, software CAD/CAM y contro-les CNC.
42 MECANIZADOMULTIPROPÓSITOCuándo combinar fresado y torneado
En el área de mecanizado multipropósito, mu-chos talleres optan por esperar para ver cómo secomporta una tecnología antes de aplicarla en susprocesos. Hoy en día, existen máquinas para sa-tisfacer cualquier necesidad, desde las de un ta-ller que produzca partes pequeñas para la indus-tria médica, hasta las de uno que fabrique tuboslargos para la industria de petróleo o componen-tes de motores aeroespaciales que poseen grandesdiámetros.
MECANIZADOEl torneado, opcionalLos fabricantes de máquinas-herramientase dieron cuenta de que, a menudo, las par-tes torneadas requerían por lo menos algode trabajo de fresado o taladrado. Con laparte ya sujetada en el torno, y con un tornoCNC capaz de hacer los movimientos quepuedan alimentar las herramientas rotativasde manera efectiva, era lógico incrementar las capacidades de los tornos mediantehusillos extra para el trabajo con herramientas rotativas. Así, las que alguna vezfueron máquinas dedicadas al torneado también se convirtieron en máquinas defresado y taladrado.
31 INFORME ESPECIALProductores de moldes de América LatinaEste informe presenta un panorama sobre el sector de la producción de moldes enla región, con base en una encuesta realizada por Metalmecánica, donde se indagóa más de 100 empresas sobre la situación actual de la industria, las condiciones enque se está desarrollando y el potencial de inversión, entre otros factores clave paratener una visión de cómo se comportó el sector durante el último año.
49TORNEADO VERTICALTorneado vertical invertido El concepto básicode máquina verticalinvertida ha evolu-cionado en su capaci-dad multipropósito,que permite procesarcompletamente unaaplicación en una so-la sujeción. Además de utilizar el husillo paracargar y descargar las partes en bruto y las termi-nadas, estas máquinas pueden tornear y ser con-figuradas para otras operaciones metalmecánicas,como taladrado, fresado, rectificado, tallado deengranajes, laminado y medición en la zona detrabajo de la máquina vertical invertida.
CAD/CAMCAD/CAM en manufactura de implantes médicosUn productor italiano de componentes médicos,que produce partes para industrias de nicho, ca-racterizadas por tamaños de lote pequeño a me-diano, o ítems especiales para pacientes indivi-duales, encontró en un sistema CAD/CAM laclave para mecanizar piezas complejas y diseñosúnicos.
40
22

EDITORIAL
www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 5
Cada dos años se lleva a cabo en Chicago laexposición más importante del continenteamericano para presentar las novedades
tecnológicas destacadas en máquinas-herramien-ta y equipos para la industria metalmecánica. Co-mo es costumbre, ofrecemos un avance sobre esteevento en la edición previa a la exposición parabrindarles a ustedes, nuestros lectores, una reseñade IMTS y algunas de las novedades que se veránen Chicago.
Debido al éxito que ha tenido el Centro de Tec-nología Emergente en las dos últimas versiones,este año repite y presentará la fábrica virtual del fu-turo, una visita obligada durante la exposición.
Como novedad, durante IMTS 2008 se reali-zará un evento sobre negocios y tecnología en lamanufactura, denominado ‘Donde la tecnología ylos negocios se conectan’, auspiciado por organi-zaciones reconocidas de la industria, como elCentro para la Investigación Automotriz (Centerfor Automotive Research), la Sociedad America-na de Ingeniería de Precisión (American Societyfor Precision Engineering), la Asociación Nacio-nal de Herramientas y Mecanizado (NationalTooling and Machining Association), la organiza-ción ‘Tooling U’ y la Asociación para la Tecnolo-gía de la Manufactura, AMT, organizadora de laexposición. Las sesiones del foro analizarán, prin-cipalmente, las tecnologías que pueden cambiar lamanera como las empresas manufacturan susproductos, el desarrollo y la optimización de losnegocios, la eficiencia de la fuerza laboral y la pro-ductividad de las plantas.
Este foro contará también con sesiones peda-gógicas, guiadas por la Sociedad de Ingenieros deManufactura, SME. De hecho, los organizadoresla han dado tal importancia a este evento, que eleslogan de IMTS 2008 lleva el nombre del foro:‘Where Technology and Business Connect’.
IMTS 2008 contará con más de 1200 exposi-tores distribuidos en 110.000 metros cuadrados,que darán cabida a más de 115.000 máquinas-he-rramienta, controles, software, componentes y sis-temas de producción. Para facilitar la visita, yaque el McCormick Place es un centro ferial muy
grande, los diez pabellones están organizados porprocesos y tecnologías específicas: mecanizadoabrasivo, aserrado y acabados; controles yCAD/CAM; generación de engranajes; compo-nentes de máquinas, limpieza y medio ambiente;corte de metal; formado, fabricación y láser; ase-guramiento de calidad, y herramientas y sistemasde sujeción.
Fuera de estos diez pabellones, el Centro deTecnología Emergente contará con laboratoriosde investigación y laboratorios universitarios queexhibirán sus nuevas tecnologías en investigacióny desarrollo para la manufactura, donde la nove-dad es un nuevo protocolo de comunicación es-tándar, conocido como MTConnect, que envíadatos entre dispositivos y equipos para altos nive-les de aplicaciones.
El Centro de Innovación contará con presen-taciones en vivo, dramatizadas, conducidas porexpertos de la industria durante los seis días de laferia. Los temas principales son: Industria auto-motriz (septiembre 8); Aseguramiento de la cali-dad (septiembre 9); Industria aeroespacial y aero-náutica (septiembre 10); Generación de energía(septiembre 11); Industria médica (septiembre12), y Taller metalmecánico (septiembre 13).
Todos los programas del Centro de Innova-ción, además de los foros y conferencias que ten-drán lugar en IMTS, puede verlos en el portal delevento: www.imts.com
Allí también puede intentar conseguir hotel,si aún no ha hecho sus reservas. Recuerde que alevento asisten muchas personas y no es fácil con-seguir alojamiento a última hora. Este año las ins-cripciones en línea pueden hacerse hasta el 15 deagosto, para evitar las largas filas de registro du-rante el primer día de la exposición. Organicebien su agenda para que pueda visitar el mayornúmero posible de empresas. Y lleve zapatos có-modos, porque las distancias entre pabellones songrandes.
Eduardo TovarDirector de contenido
IMTS: el evento para la manufactura del metal
www.metalmecanica.comVol. 13 Edición No. 4 • Agosto/Septiembre 2008
ISSN 0124-3969
DIRECTOR DE CONTENIDOEduardo Tovar • [email protected]
CONSEJO EDITORIAL INTERNACIONALARGENTINA: Gregorio Hernández, Gerente EjecutivoCarmahe; BRASIL: Newton de Mello, Presidente deMello S/A Máquinas e Equipamentos; MÉXICO: CarlosMortera, Director de AMT en México (The Associationfor Manufacturing Technology)
EDITOR WEBJuan Camilo Gómez • [email protected]
COLABORAN EN ESTE NÚMEROPeter Zelinski • María Cristina Ocampo Villegas Detlef Streichert • Chris Koepfer • Ángel Ribó
DISEÑOMartha Cecilia Sarmiento S. • [email protected]
CORRECCIÓNJesús Delgado A.
INFORMACIÓN PUBLICITARIA Media Kit en español
ww.metalmecanica.com/mediakit.es
Media Kit en ingléswww.metalmecanica.com/mediakit
PUBLISHER ASOCIADA Teri Rivas • [email protected]
Tel. +1 (305) 448 6875 X47324
MATERIAL PUBLICITARIO Marco Russi • [email protected]
Tel. (305) 448 6875 X 47320
PRESIDENTEDavid Ashe • [email protected]
GERENTE DIVISIÓN COMERCIALTerry Beirne • [email protected]
GERENTE DIVISIÓN EDITORIAL, CIRCULACIÓN Y MERCADEO
Alfredo Domador • [email protected]
DIRECTOR EDITORIALMiguel Garzón • [email protected]
GERENTE DE CIRCULACIÓNFabio Ríos Monroy • [email protected]
ADMINISTRADOR DE PRODUCCIÓNOscar Higuera
ADMINISTRADORA GUÍA DE PROVEEDORES Ángela Restrepo • [email protected]
PRODUCTORStephanie Frasser
PRODUCTOR WEBJairo Galindo
ADMINISTRADOR DE CIRCULACIÓNLola Patricia Castillo • [email protected]
Nuestras publicaciones: El Hospital,TV y Video,Artes Gráficas,Tecnología delPlástico, Metalmecánica Internacional, Conversión de Películas, Foil, Papel yCartón, Reportero Industrial,World Industrial Reporter, Laboratorio y Análisis,El Empaque, Petróleo Internacional.
COPYRIGHT © B2Bportales, Inc. Queda prohibida la reproducción total oparcial de los materiales aquí publicados. El editor no se hace responsablepor daños o perjuicios originados en el contenido de anuncios publicitariosincluidos en esta revista. Las opiniones expresadas en los artículos reflejanexclusivamente el punto de vista de sus autores.
Registro RM-DF-011-95 (041-96)
CIRCULACIÓN CERTIFICADA POR:
Metalmecánica es una publicación de
www.b2bportales.com
Informes especiales
Esta sección incluye informes especiales sobre diversos aspectos técnicos y económicos de la industria metalmecánica, publicados durante el año en curso. Haga clic en el título de los materiales aquí incluidos, para desplegarlos.
América Latina espera invertir US$3.970 millones en adquisición de equipo metalmecánico en 2008Resultados de la encuesta desarrollada por Metalmecánica sobre las proyecciones de inversiones para el año 2008.
Autopartistas de América LatinaEl informe anual de Metalmecánica sobre la industria autopartista analiza las diversas situaciones que ha enfrentado este sector durante los últimos meses. México, Brasil y Argentina continúan siendo los países con el sector autopartista más dinámico y quienes con mayor agresividad están buscando ampliar el mercado externo.
Productores de moldes en América LatinaConozca el panorama sobre el sector de la producción de moldes en la región, con base en una encuesta realizada por Metalmecánica, donde se indagó a más de 100 empresas sobre la situación actual de la industria, las condiciones en que se está desarrollando y el potencial de inversión, entre otros factores clave para tener una visión de cómo se comportó el sector durante el último año.
EMO Milán, la cita con los sistemas de producciónDespués de ocho años, Milán tiene de nuevo la oportunidad de acoger esta gran exposición, que, a menos de tres meses de abrir sus puertas, tiene confirmada la asistencia de alrededor de 1.600 empresas que ocuparán más de 125.000 metros cuadrados, repartidos en 28 pabellones del Centro Internacional de Exposiciones. Vea más sobre el mega evento en este reporte especial.
ARTÍCULOS Y REPORTAJES
Los números que identifican los productos mencionados en las noticias, anuncios publicitarios y artículos de esta edición le permitirán contactar directamante a las empresas proveedoras y distribuidoras de estos materiales o tecnologías. Para solicitarles información sobre envíos, cotizaciones y especificaciones técnicas, ingrese a www.metalmecanica.com/servicio
SERVICIO AL LECTOR
GUÍA DE PROVEEDORES
Dirija sus comentarios e inquietudes a nuestro equipo editorial y a los autores de los artículos publicados en www.metalmecanica.com.
Funciones para recordar:ESCRÍBALE AL AUTOR
Opine sobre los temas, los artículos y las noticias que publicamos en la revista y en el portal. Utilice esta herramienta para compartir sus puntos de vista con la comunidad de www.metalmecanica.com.
COMENTE ESTE ARTÍCULO
Comparta con otros profesionales los contenidos de nuestra página enviando un correo electrónico con los artículos de su interés. Con esta función puede hacerlo fácilmente.
ENVÍE ESTA PÁGINA A UN COLEGA
6 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com

Servicio al lector: 3

IMTS es la exposición más grande e importante del conti-nente americano, dedicada a la manufactura del metal. Laversión de 2006 congregó a más de 91.000 profesionales delsector, provenientes de 119 países.
Durante la IMTS 2008 estará nuevamente el Centro de Tec-nología Emergente (ETC – Emerging Technology Center), quese ha hecho popular dentro del evento por presentar las tec-nologías de manufactura más vanguardistas.
IMTS 20088 al 13 de septiembre de 2008 McCormick Place2301 S. Lake Shore DriveChicago, Illinois 60616Estados Unidos
HorariosLakeside Center: 9:00 a.m. - 5:00 p.m. South Building - North Building: 10:00 a.m. - 6:00 p.m.
RegistrosPara visitantes extranjeros el registro es gratuito. Puede ha-cerlo por Internet y reclamar su credencial en las oficinas deregistro, ubicadas en las entradas de la exposición(www.imts.com)
Cómo ubicar los pabellonesRectificado/aserrado/acabado B North 3Controles y CAD/CAM D Lakeside Center 3EDM - Electroerosión D Lakeside Center 3Generación de engranajes B North 3Formado/Fabricación y sistemas láser B North 3Componentes de máquinas,Limpieza/protección del medio ambiente D Lakeside Center 3Corte de metal A South 1, 2, 5, 3
B North 3Aseguramiento de calidad D Lakeside Center 3Herramientas y sistemassujeción para máquinas-herramienta E Lakeside Center 2Emerging Technology Center D Lakeside Center 4
8 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
International ManufacturingTechnology Show
Serv
icio
al L
ecto
r: 6

www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 9
Sistema de alesado de precisión Criterion Machine Worksintroduce su sistemamodular de alesado deprecisión CBER, queconvierte los sujetadoresER en sistemas de pre-cisión. El sistema CBERajusta en sujetadoresER20, ER25, ER32 yER40 y utiliza el estiloestándar de Criterion desujetadores de insertos estilos CB y de barras. El sistema escapaz de alesar agujeros de diámetros de 0.035” a 1.700”.Todos los CBER disponen de ajuste estándar por dial en lectu-ras de 0.001”. Los modelos ER32 y ER40 tienen disponibili-dad de microajuste de 0.000050” en diámetro. Todos losmodelos están disponibles en longitudes estándar y cortas.Adicionalmente, el diseño del CBER lo hace ideal para alesadosen ángulo recto, control de vida de herramienta, adaptadorespara herramental en vivo y otras opciones que utilizan el siste-ma ER.
Servicio al Lector 301
Sistema de medición de rugosidad y contornoEl Hommel nanoscan, de Hommel-Etamic America Corp.,puede medir la rugosidad y el contorno de prácticamentecualquier forma. La carrera del instrumento es de 24 mmy la resolución de 0.68 nanómetros(nm) sobre todo el rango de medi-ción. El nanoscan integra softwa-re/hardware que le permite alusuario capturar micro y macro-estructuras de las partes con unaestrecha tolerancia en cortosperíodos de tiempo. Es idealpara fabricantes de partes dealta precisión y ensambles dondeel contorno y la rugosidad son características críticas, como en el caso deinyección de combustible, partes de transmisiones, bombas y válvulaspara automóviles, aplicaciones médicas y aeroespaciales. La superficie dela pieza de trabajo es escaneada a través de medición digital por interfe-rometría con un rayo láser. Gracias a la alta resolución del interferómetrode 0.6 nm, la estructura de la superficie de la pieza puede ser grabada enel rango de submicrómetros de 24 mm a 48 mm (según la longitud delbrazo de prueba). Estas características hacen el sistema de medición fle-xible para medir cualquier superficie en rugosidad y contorno en una solapasada. Las tareas de medición se alistan y realizan a través del panel deloperador mientras los ejes controlados CNC ejecutan la medición automá-ticamente en corto tiempo y con resultados reproducibles.
Servicio al Lector 302
Bill GibbsFundador/PresidenteGibbs and Associates
“El software GibbsCAM le brinda la más poderosa capacidad yla gama más amplia de respaldo que usted necesita para crearprogramas en un mundo real para SUS partes y SUS máquinas,mientras nuestra tecnología de vanguardia, fácil de usar, garan-tiza que SUS empleados se vuelvan más productivos de unamanera más rápida. Para un mejor retorno de su inversión,use un mejor software CAM: ¡GibbsCAM!”
SU solución en software CAM.• Fresado en 2 y 21/2 ejes • Torneado de 2 ejes • Fresado rotativo • Fresado simultáneo en 4 y 5 ejes
• Mecanizado de 3 ejes, multisuperficie, y mecanizado sólido • Modelado y mecanizado sólido
• Mecanizado multi tarea • Fresado/Torneado • Mecanizado de placas • Electroerosionado de hilo
Vea GibbsCAM en la cabina #D-3001
Poderosamente Simple. Simplemente Poderoso.®
Gibbs and Associates
805-523-0004 • visite http://met.GibbsCAM.com
®
Servicio al Lector en línea: www.metalmecanica.com/servicio
Use el número asignado a cada producto para solicitar mayor información.
Serv
icio
al L
ecto
r: 4

10 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Centros de torno/fresado
Con tres magazines de 14 herramientas y husillos principal y con-tador, los nuevos Index C100 están diseñados para producción rá-pida y competitiva de partes de complejidad media, torneadas apartir de barras de 30 mm a 42 mm de diámetro, ideales para pe-queños y medianos lotes. Ocupan poco espacio y están orientadosa trabajar con cabezales fijos, típicos de máquinas suizas. El In-dex C100, una nueva opción para este rango de tamaño de pie-zas, ofrece alta productividad en materiales de 30 mm a 42 mmcon más herramientas (42 cambios rápidos de herramienta, fijaso dirigidas). El husillo del C100, para barras de 30 mm, gira has-ta 9000 RPM y para barras de 42 mm gira a 7000 RPM. Ambasversiones manejan partes hasta de 200 mm de longitud y supotencia es de 20/29 kW y 25/29 kW (100%/40%), respectiva-mente. Los motores del husillo principal y del husillo contadorson idénticos y refrigerados por líquido. La torreta se mueve en lasdirecciones X y Z en un sistema de guías, lo que permite movi-mientos rápidos hasta de 60 m/min y aceleraciones de hasta 1 gcon máxima rigidez. Las guías de la torreta, tipo plato, que des-cansan sobre la bancada para asegurar amortiguación y rigidez,brindan 30% más de vida de herramienta y mejor acabado super-ficial. El CNC es fácil de utilizar, la pantalla muestra la operacióny todos los husillos y ejes, además de la programación indexada,contribuyen a la óptima utilización y máxima productividad de lamáquina.
Servicio al Lector 303
Soluciones Mori Seiki Mori Seiki presenta el NT6600 DCG/4000CS, un centro de tor-neado y fresado con eje Y de gran longitud y eje Z y cambio deherramientas rápido. Sus dimensiones son 33.1’ x 14.9’ x 14.7’,ideales para el mecanizado de partes grandes y largas con un má-ximo de 13.3 pies de longitud. Adicionalmente, la máquina em-plea tecnología DCG (movimiento al centro de gravedad). Cuentacon una construcción tipo caja para la serie de centros de meca-nizado horizontal NH y la torreta con motor built-in para la serieNL de tornos CNC. El modelo NT6600 DCG/4000CS, con eje Bque usa motor Direct Drive, elimina el backlash y facilita la rota-ción a alta velocidad.También en IMTS se presenta el NMV8000 DCG, un centro demecanizado vertical de 5 ejes, creado para satisfacer las necesi-dades de producción de grandes y complejas piezas con un diá-metro de hasta 39.7” y peso de 2200 libras.También estará el DIXI JIG 1200 de alta precisión, un centro demecanizado horizontal donde las carreras de sus ejes son de47.2” x 43.3” x 43.3” y mesas de 49.2” x 39.3”, capaces de so-portar hasta 5500 libras y una precisión de posicionamiento de0.99 mm. Aparte de las tradicionales máquinas DuraTurn, Dura-Vertical, NL, NX, NZ, NMH y la serie de NMV, Mori Seiki desarro-lló su máquina rectificadora vertical Taiyo Koki en su laboratoriode tecnología de maquinara (MTL). Por otro lado, el laboratorio detecnología digital (DTL) presenta innovaciones en técnicas de di-seño mecánico avanzado y soluciones en programación.
Servicio al Lector 307
Prensas hidráulicasBeckwood Press Company presenta su últimaprensa hidráulica en IMTS 2008. Este tipo deprensa es ideal en la elaboración de piezas paratanques y defensas de motocicletas. Beckwoodfabrica prensas hidráulicas en configuracionesde 4 postes, 2 postes, marco en C, tipo SSE(Straight Side Endframe) para cada requerimien-to individual. Se han adicionado nuevos produc-tos y características a las prensas hidráulicas(desde 2-2000 toneladas) y líneas automáticas,incluida su línea DJ Series Bechtop de 3-40 to-neladas. Los avances incluyen tecnología paraeficiencia en el uso de la energía y ofertas de in-tegración. Estas prensas pueden fabricarse paracualquier industria con una amplia cantidad de opciones.
Servicio al Lector 321
Centros de mecanizado y máquinas rectificadorasEn IMTS, Toyoda Machinery presenta sunueva generación de centrosde mecanizado vertica-les y horizontales, sis-temas automáticos demanufactura, sistemasde almacenamiento ytecnología de rectifi-cado. Su centro demecanizado horizontalFH1250SX, con husi-llo de alto torque, fuediseñado para gran ri-gidez y mecanizado rá-pido. Su configuración deguías cuadradas ofrece ma-yores velocidades en movimientos rápidos, hasta 50% más que una má-quina convencional con este diseño.Por otro lado, el 550SX HMC incluye una matriz compacta de herra-mientas. Este modelo tiene el doble de fuerza en el eje Y con un motory un tornillo de bolas recirculantes a cada lado del husillo. La matriz deherramientas es estacionaria y almacena hasta 280 herramientas (cono40) o 184 herramientas (cono 50). Este arreglo de herramientas logramayor eficiencia en el tiempo de cambio entre herramientas.El Toyoda FH450S cuenta con una matriz de 451 herramientas y 12pallets FMS; además, combina velocidad y rigidez en un diseño com-pacto. La automatización de la matriz de herramientas y los pallets per-mite largos períodos de producción sin atención. Además, la adición ala línea del FH400J brinda un diseño de pallets pequeño para aplicacio-nes de alta velocidad.En cuanto a los centros de mecanizado verticales, Toyoda introduce nue-vas actualizaciones. La serie FV incluye grandes tamaños de mesas, concapacidad de carga y carreras respecto a los modelos anteriores, así co-mo husillos de alta precisión y para aplicaciones de corte pesado.El centro de mecanizado tipo puente SB216 puede ser personalizadopara la mayoría de aplicaciones de partes de gran tamaño. Con su CNCFanuc, cabina completa y dos transportadores de viruta, se simplifica suuso y su mantenimiento.En cuanto a rectificado, Toyoda presenta la SelectG-II, una máquina rec-tificadora cilíndrica diseñada para pequeños lotes de trabajo flexible ypreciso. Se puede configurar en ángulo o como rectificadora de piedralineal. Por su parte, Koyo Machinery, especialista en máquinas rectifi-cadoras sin centros, de superficie y equipos para rectificado, introducesus rectificadoras completamente automáticas KC-500 Cam JournalGrinder y KVD-300W VVT.
Servicio al Lector 305

Servicio al lector: 5

12 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Serie MAG de MakinoEl centro de mecanizado horizontal de 5 ejes de la serie MAG de Makino estádiseñado para fabricar rápidamente y con alta precisión partes en aluminiode hasta 1500 mm. El MAG1 es propicio para la producción de partes estruc-turales como nervaduras y estructuras de alas de avión. Los ejes X, Y y Z tie-nen una carrera de 1520 mm x 1100 mm x 1350 mm para partes de tama-ños de hasta 1500 mm x 1500 mm y 1300 kg. La construcción del MAG1se caracteriza por tener un sistema de soporte de tres puntos que elimina elmantenimiento de nivelación y reduce costos de instalación. Con su cambia-dor automático de herramienta de 60 posiciones (disponible hasta 120), per-mite mecanizado ininterrumpido. La máquina está equipada con un husillode 33.000 RPM, 107HP y HSK80, diseñado para acceder a cavidades pro-fundas. El eje A rota entre +100 grados y -110 grados, lo que permite meca-nizados de desbaste y acabado en 5 ejes. La tecnología de Makino para refri-geración asegura la vida del husillo durante largos períodos de mecanizado.El eje B está hacia el lado de la máquina (NCRT), lo que permite que el husi-llo acceda las partes frontal y posterior de la pieza de trabajo y sistemas desujeción por los cuatro lados. El MAG1 incluye inteligencia geométrica v.4(SGI.4) que permite controlar altas velocidades de mecanizado sin perderprecisión y monitorear la temperatura de los rodamientos y las vibracionesdurante el corte. El sistema de refrigeración del husillo y las mesas del MAG1facilitan mantener tolerancias estrechas aunque el mecanizado dure largosperíodos de tiempo. Un sistema central de remoción de virutas asiste la eva-cuación del material residual. Los sistemas automáticos de almacenamientoy pallet intercambiable del MAG1 se integran con el sistema MMC2 deMakino. Para partes mayores a 1500 mm, Makino ofrece el MAG3 y el MAG7.
Servicio al Lector 313
HL-25 - US$5.000 de descuento
HL-35 - US$5.000 de descuento
HL-55 - US$7.500 de descuento
BMC-110R2 - US$10.000 de descuento
Máquinas-herramienta CNC 001-714-898-2066 www.femcousa.com
Booth A-8485
BMC-110R2
BL-975
HL-55
HL-35
HL-25
¡Especial de Feria!¡Especial de Feria!DDDDDDDD
eeeeee
DeDeDeeDeDeDeDeeessssscscueeeeentntntntntntossssosososososso d d dd ddurururuururuuuuu ananananannnnananaanaanananananttetetetttetete III IIIIMMMMMMMMMMTMTMMMMMMMMMTTM SS S S S S S S SSS S prprpprprprprprpprpreeseseseseseseeseeseesenenene tatatatataaaaaaandnndnddnnnnnndnnndnndnndnnnnn o o oooooooo
eseseee te cccupupupupuuupppónónónnnónónónón::::::::::
Descuentos durante IMTS presentando
este cupón:
HHHH
HH
HHHHHH
BB
HLLLLHLL 22-2-2555555 5 - USUSUSUSUSUSUS$5$5.0.00000000 d dee ddesscucuenenttoto
HL-35 - US$5.00000 dde descscuento
HLLLHLHLL 55-5-5555 5 - USUSUSUS$7$$7$7 5.55.500000000 dd dee e e dededdescscscscueueueuentntntntooo
BMMC-11110R0R22 - USUS$1$10.0.000000 d de e dedesscueuentnto
HL-25 - US$5.000 de descuento
HL-35 - US$5.000 de descuento
HL-55 - US$7.500 de descuento
BMC-110R2 - US$10.000 de descuento
Herramientas para torneado y roscado El Jet-Stream ThruCoolant System, deDorian Tool, diseñadopara aplicaciones detorneado y roscado, seencuentra disponibleen múltiples geometrí-as (pulgadas y milíme-tros). Este sistemacontrola el volumen yla presión del refrige-rante con el sistemapatentado Thru Coo-lant Dor-lock y en boquillas intercambiables. El refrigerante esorientado en un rango de 6 mm directamente sobre el filo decorte del inserto a alta velocidad, lo cual permite la lubrica-ción reduciendo el coeficiente de fricción y previendo que lasvirutas se adhieran al inserto. La combinación del alta veloci-dad y las elevadas fuerzas de corte permiten mantener las vi-rutas calientes lejos del filo de corte. Como resultado, el inser-to opera a menor temperatura, limpio y sin dañar el filo, cam-biando la forma de cortar el metal. Con altas velocidades, lasuperficie permite un acabado superior, así como mayores to-lerancias y un mejor desempeño general de la máquina. Lavida del inserto puede extenderse hasta en 200%.
Servicio al Lector 325
Serv
icio
al L
ecto
r: 14

METALMECÁNICA
Widia ofrece un valor excepcional en todos y cada uno de los cambios.
Permítanos demostrárselo.
M1200TM Programa de fresa frontalIdeal para aplicaciones a alta velocidad y avance
Obtenga un 30% más de productividad y un 50% más de vida útil de su herramienta... utilizando menos potencia.
12 filos de corte reales permiten un menor costo por filo.
FRESADO
TN5120TM CalidadLa opción perfecta para el acabado y desbastado de hierros fundidos grises y dúctiles.
Aumente entre un 30% y un 50% la velocidad y reduzca significativamente los tiempos de los ciclos.
Ultra fuertes para realizar hasta los más difíciles cortes húmedos o interrumpidos.
TORNEADO
Nuevos impulsores de rendimiento de la NUEVA marca de corte de metal de Norteamérica.
©2008 por Kennametal Inc., Latrobe, Pa. | Reservados todos los derechos. | A07-289
Comuníquese con su distribuidor local autorizado de Widia o visite www.widia.com.
Top Drill S+TM
Concebidos específicamente para trabajos en acero y hierro fundido.Su diseño de cuatro márgenes garantiza la rectitud de los orificios y la estabilidad general.
El recubrimiento por PVD brinda una resistencia inigualable al desgaste.
PERFORADO
Servicio al lector: 7

Methods ofrece para usted “KIWA” Japón – la expansión que usted necesita
KIWAKIWAJapanJapan
Sistema de medición por videoMetronics Inc., desarrolladorde software y lectores dig-itales para metrología, in-troduce su Quadra-Chek300 (QC300), un siste-ma digital que combi-na funciones de medi-ción por video en unaunidad compacta. ElQC300 se caracteriza porun monitor LCD en color para vi-sualización de partes, controles y me-diciones en 2D, además de una cámara para la captura devideo. Tanto las partes como las rutinas de medición sepueden ver en la pantalla. El QC300 está diseñado ergonó-micamente y su software intuitivo de funciones e iconosgráficos en su pantalla touch screen es fácil de utilizar einstalar. El QC300 ha ampliado posibilidades de progra-mación, como la utilización de nombres alfanuméricos ymensajes al usuario. La entrada automática de puntos ba-sados en el movimiento correcto hacia una posición agili-za la medición, y con la opción de detección automáticade bordes se pueden reducir errores.Otras opciones están disponibles con el QC300, como elMeasuring Magic y construcciones para la medición departes complejas. Los datos de tolerancias pueden entre-garse en completos reportes o leerse en pantalla. El QC-300 tiene la posibilidad de grabar rutinas de medición ygrabarlas como programas.
Servicio al Lector 322
Centros de mecanizado verticales de alto desempeñoMAG Cincinnati introduce su nueva línea de VMC de altodesempeño con husillos desde 6.000 rpm hasta20.000 rpm y de alto torque, hasta de 614Nm (453 lb-ft). El MAG VMC, con sus ejesX y Y con excelente soporte, es un diseñocapaz de producir contornos y acabados deprecisión en materiales como aluminioy titanio. Este modelo compacto se ca-racteriza por su plataforma en fundi-ción antivibración y un excelente diseñoeléctrico dentro de la columna estructu-ral. Con carreras máximas en los ejes X-Y-Z de 1300 mm (51.2”), 750 mm (29.5”), y700 mm (27.6”), puede manejar partes de hasta1750 kg (3870 lb) en operaciones de alta productividad. Lalínea VMC de MAG Cincinnati incluye cuatro modelos que combinan un eje Zde 700 mm con un eje X de 900 mm, o 1300 mm y un eje Y de 600 mm o750 mm. Entre las opciones del husillo se encuentra uno a 22 Kw, transmisiónpor correa, cono 40 a 10.000 rpm; 37 Kw, cono 50, transmisión por correa a6000 rpm, o 28 Kw, modelo HSK63A, motorizado a 20.000 rpm. La capaci-dad del magazín de herramientas para los modelos cono 40 y HSK es de 30posiciones y de 24 posiciones para cono 50. Un brazo doble minimiza el tiem-po de cambio entre herramienta y herramienta a sólo 2.5 segundos. Construidocon guías lineales Schneeberger y tornillos de bolas recirculantes de baja fric-ción Steinmeyer ETA, la máquina es capaz de alcanzar aceleraciones de 6 m/-sec2 (0.6 g), velocidades de corte de 20 m/min (800 ipm) y movimientos rá-pidos de 45 m/min (1,770 ipm). El control estándar es un Fanuc 31i, y próxi-mamente el VMC estará disponible con un control Infimatic NC 200, así comodiversas configuraciones que integrarán 5 ejes y cambiadores de pallet.
Servicio al Lector 317

Con los Centros de Maquinado Horizontales compactos “KIWA”y su propia y exclusiva tecnología expandible en cantidad deherramientas y nùmero de mesas intercambiables (pallets),ofrece la ventaja y el beneficio de maquinado horizontalmás simple y productivo:• Expandible – Igual como su negocio crece...... Con “KIWA”
de una màquina de 2 mesas intercambiables y 120herramientas, transformarla en campo en una maquina de 6 – 8 mesas intercambiables con 220 herramientas.
• Escalable – Los modelos KH-41 y KH-45 tienen las características de una mesa intercambiable de 400 mm. (Op. 500 mm). El modeloKH-45 con un amplio cubo de trabajo de 750 mm de diámetro x 1000mm de alto. El modelo KH-41 con un mínimo de espacio requerido y un cubo de trabajo de 550 mm de diámetro x 850 mm de alto.
• Confiabilidad – “Calidad Japonesa” importada y respaldada porMethods en Norte América – líder y experto en aplicaciones llaveen mano, servicio y soporte técnico.
centros de maquinado horizontales. La solución confiable de alto rendimiento.
Vea los HMC KIWA en IMTS cortandoStand A-8517
Para mas informaciónmethodsmachine.comPara el Centro Tecnológico Methodsmás cercano. Llame al 877-668-4262
Software para sistemas de interferometríaRenishaw hace sus siste-mas de interferometría paracalibración de máquinasmás flexibles con el uso delsoftware QuickView. El pro-grama les permite a losusuarios ver la dinámica delos datos en una pantalla ti-po osciloscopio. Este pa-quete intuitivo facilita elanálisis dinámico de movimiento en alta re-solución y tiempo real de posiciona-miento angular o lineal, velocidades,aceleraciones y vibraciones. Una interfaz gráfica, que permite la opera-ción flexible, evita la necesidad de mediciones y secuencias predefini-das. Renishaw ha combinado la precisión y resolución de su sistemade interferometría con la facilidad del uso de un osciloscopio conven-cional. QuickView está disponible para el interferómetro por láserML10 y el nuevo sistema XL-80. El software logra extender el interferó-metro de un dispositivo de calibración de máquinas-herramienta a unsistema poderoso y económico para el diagnóstico, evaluación y prue-bas, tanto para la investigación en la academia como para la industria.Las opciones de pantalla, en combinación con el bajo ruido de los láserXL-80/ML10, les permiten a los usuarios visualizar geometrías en pan-talla con una resolución de hasta 1 nm (lineal) o 0.01 arc/seg (angu-lar). Dentro de las aplicaciones se encuentra todo, desde miniaturiza-ción y biotecnología, hasta transductores, actuadores, máquinas-herra-mienta, máquinas de medición y toda clase de tamaños y sistemas demovimiento multiejes.
Servicio al Lector 316
Sistemas rotativos de precisión El sistema rotativo Di-rect-Drive de Hardingeincorpora un motor deimán permanente sinengranajes. Este motorsin bastidor se envuel-ve alrededor del husi-llo, elimina los reque-rimientos de una ex-tensión separada del motor y ocupa un menor volumen. Con una re-solución de ± 0.077 arc/sec y precisión del encoder de ± 2.19arc/sec, puede ser montado directamente sobre el husillo garanti-zando mayor precisión en posicionamiento. Este diseño, que eliminael juego de la transmisión, brinda un servo de gran rigidez, respues-ta bidireccional rápida y precisa, y repetibilidad de ±2 arc/sec. Elsistema requiere menos mantenimiento, ya que hay pocas piezas so-metidas a desgaste en comparación con los sistemas con transmi-siones por engranes. Un rodamiento axial en el frente del husillo yuno cilíndrico angular en la parte posterior, dan soporte y rigidez. Co-mo todos los sistemas rotativos de Hardinge, los modelos direct-driveestán diseñados con un mandril para poder montar múltiples dispo-sitivos portaherramienta. También pueden ser rápidamente inter-cambiados varios platos de sujeción, boquillas y mandriles. El posi-cionador DD100 de precisión de 4500 grados por segundo es idealpara taladrar y roscar, para procesos con láser y aplicaciones de fre-sado intrincado o de alta velocidad. El DD200 largo y el DD300 dealto torque, son modelos de precisión que incluyen platos ranuradosy frenos para husillo destinados a taladros fuera de centro y otrasoperaciones de mecanizado pesado.
Servicio al Lector 312
Serv
icio
al L
ecto
r: 8

16 Edición 4 - Vol. 13 - Agosto/Septiembre 2008
Mordazas PitbullLas mordazas Mitee-Bite Pitbull son un sistema de sujeción de fuerza positiva hacia abajo y pocaárea requerida para sujeción de bajo perfil de agarre. Se generan grandes fuerzas de sujeciónvertical y horizontal, considerando el tamaño de las mordazas Pitbull, que utilizan un torni-llo estándar y un O-ring resistente a aceites. Se encuentran disponibles en cinco tamaños ydiferentes estilos, incluida una en latón para prevenir las marcas en la pieza de trabajo, ade-más de cuchillas en acero para herramientas de remoción agresivo de material, y limas enacero para propósito general.
Servicio al Lector 304
Mecanizados pesadosMAG Giddings & Lewis presenta su nuevo centro de me-canizado HMC 1250 para reducir los tiempos de ciclode mecanizados pesados. Potente y ágil, elHMC ofrece de 56 a 80 Kw (75 a 107 HP)de potencia en su husillo, de 20 a 25 kN(4,496 a 5,620 lb) de fuerza en los ejes, rigi-dez, mesa de rotación hidrostática, 40 m/min(1575 ipm) para movimiento rápido/avance y15 segundos para cambio de herramienta(hasta 35 kg por herramienta) para máxima pro-ductividad. Su diseño modular ofrece la selección de 5 husillos,un amplio rango de tamaños y magazines de herramienta entre 60 y 200 útiles.
Servicio al Lector 315
Milltronics en IMTS 2008Milltronics estará mostrando más de 15 máquinas en IMTS 2008. Seincluyen varios productos nuevos enfocados en la productividad de ta-lleres pequeños. Entre las innovaciones que se ofrecerán enIMTS están: el nuevo control CNC Serie 8200 que ofre-ce un lazo de actualización de 0.488 ms para un increí-ble y rápido desempeño en el procesamiento, mejor co-nectividad con un drive USB Flash y gráficas 3D; dosfresadoras tipo puente de mesa doble que mezclan dosmesas separadas montadas en una base común dentroy fuera del espacio de trabajo, dando como resultado unexcelente desempeño en el fresado; un nuevo torno decama inclinada con herramental vivo en el eje C; un tor-no con 35” de volteo y agujero de 10”; un centro demecanizado horizontal y torno de cama inclinada conmandril de 12” enfocados a incrementar la producción, y un centro de mecani-zado de alta velocidad VM20IL con husillo en línea de 15.000 rpm.
Servicio al Lector 335
Centro de mecanizado verticalBridgeport, miembro del grupo Hardinge, introdu-ce el Bridgeport XR 600 5AX a la serie XR de cen-tros de mecanizado verticales. Se trata de un cen-tro de mecanizado vertical de 5 ejes, de alto rendi-miento para los sectores aeroespacial, médico, demoldes y automóviles. El Bridgeport XR 600 5AXse caracteriza por un diseño tipo puente rígido, contornillos de bolas recirculantes con doble tuerca,pretensionadas y fijas a 45 mm en todos sus ejeslineales.La mesa rotativa de 600 mm (23.62”) de diámetro, 150 grados de balan-ceo y 5 arco/seg de precisión, brinda mayor flexibilidad para el mecanizado. La habilidadde mecanizar formas complejas y cortar en ángulos difíciles en un solo montaje reduce elcosto de herramental y mano de obra, además de ofrecer menor costo por pieza y mayor pro-ductividad. El carrusel de 48 herramientas y un cambiador de herramientas bidireccionalhacen que el tiempo entre cortes con herramientas distintas sea de 4 a 9 segundos.
Servicio al Lector 327
Serv
icio
al L
ecto
r: 32

20 Thompson Road, East Windsor, CT 06088 USA • 860-627-7059 860-623-4132 Faxwww.komaprecision.com
Servicio al lector: 9

Máquina rectificadoraKellenberger introduce sumáquina rectificadora Kel-Vita ID/OD para piezas dehasta 1000 mm de longi-tud. Esta máquina se ca-racteriza por sus configura-ciones de cabezales, guíasde baja fricción y su controlCNC. La Kel-Vita se ofrece entres modelos: Kel-Vita 600,Kel-Vita 800 y Kel-Vita 1000. El número representa, en milíme-tros, la capacidad en distancia entre centros. La altura del centroes de 175 mm para todas las máquinas. La selección entre ochotipos de cabezales brinda flexilidad para atender las necesidadesde cada cliente. Los cabezales UR y URS ofrecen un diseño de vai-vén con dos piedras externas y una interna. De esta manera, es po-sible ejecutar múltiples procesos, incluidos diámetros externos, ca-ras opuestas, agujeros, polígonos, roscados, todos en un mismomontaje. Otras configuraciones ofrecidas son: sólo OD (R), OD yuna cara (RS). Las piedras pueden ser hasta de 500 mm.La combinación de baja fricción de las guías del eje X y la resisten-cia a la abrasión de las guías del eje Z garantiza precisión, rigidez yresistencia. La rigidez de los rodamientos lineales del eje X es la basepara el desempeño dinámico y la precisión del rectificado circular yno circular. Los movimientos rápidos son de 20 m/min, en el eje logi-tudinal Z, y de 10 m/min en avance en el eje X. El control GE-Fanuc310is-A, con ambiente Windows CE, es fácil de alistar y programar.La programación ISO está soportada con iconos e imágenes deayuda. El control incluye programación gráfica, además de rutinascomo cilindros, radios, conos, roscas, diámetros externos no circula-res (elípticos) y contornos, entre otros.
Servicio al Lector 328
Máquina-herramienta de arquitectura paralela El nuevo TriceptT9000 de arquitec-tura paralela, ofrecesoluciones de manu-factura para mecani-zados en 5 ejes, unsolo montaje y mejo-ras de proceso. ElT9000, de Hartwig,Inc., está en capaci-dad de fresar, tala-drar, desbarbar y ha-cer mecanizado de acabados, al igual que realizar inspección ópticao con pruebas de contacto. Esta máquina universal se exhibe en unaplataforma de elementos modulares (MES) que permite reconfigurar-la en las orientaciones vertical, horizontal y 45 grados. Los movi-mientos coordinados entre los tres actuadores de precisión y dos ejesen su cabezal brindan alta velocidad, precisión de interpolación yamplia gama de orientaciones del husillo/herramienta en un solo yeficiente montaje y fijación, mecanizados internos/externos y amplioacceso a las partes. Un servodrive, creado por SKF, facilita los movi-mientos rápidos a 88.9 m/min (3.500 in/min) y 2G de acelera-ción/desaceleración. Cada actuador tiene 990 mm (39”) de carrerapara mecanizado en los tres ejes. A diferencia de una máquina deconfiguración tipo cajón, el Tricept tiene un volumen de trabajo quese visualiza como una sombrilla invertida. El mayor alcance en Z seencuentra en el centro y decrece a medida que se aleja hacia losextremos. El sistema entrega una precisión de posicionamiento de±0,038 mm (0.0015 in) y repetibilidad de ±0,010 mm (0.0004 in).
Servicio al Lector 314
18 Edición 4 - Vol. 13 - Agosto/Septiembre 2008Serv
icio
al L
ecto
r: 10

www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 19
• Chapa metálica, tubos,secciones
• Productos acabados,piezas, conjuntos
• Manipulación• Separación• Formación• Trabajo flexible con
chapa metálica• Trabajo de tubos / secciones• Componentes de máquinas• Uniones, soldaduras• Tratamiento de la superficie
• Herramientas, matrices• Control, regulación,
medición, ensayo• Control de calidad• Sistemas CAD/CAM• Captura / procesamiento
de datos• Equipo de fábrica y almacén• Seguridad en el trabajo
• Protección ambiental,reciclaje
• Investigación y desarrollo
21 - 25 de octubre de 2008 • HANOVER, ALEMANIAPara más información contacte con: Mack Brooks Exhibitions Ltd Tel: +44 (0)1727 814 400 Email: [email protected]
www.euroblech.com
20ª FERIA INTERNACIONAL TECNOLOGICA DE LA TRANSFORMACION DE LA CHAPA
¡Aquí encontrará las soluciones que necesita!
En la feria EuroBLECH 2008 unos 1500 expositoresde todo el mundo presentarán lo último en tecnología,nuevos materiales así como sistemas innovadores yherramientas para el trabajo de la chapa.
Calidad, Flexibilidad,Productividad
Mejoras en 3D para mecanizado de alta velocidad Gibbs and Associates, desarrolladordel sofware GibssCAM, lanza nuevasopciones para su paquete SolidSur-facer. Las mejoras para el mecaniza-do de alta velocidad en 3D incluyenun rango completo de funciones defresado en 3 ejes, especialmente pa-ra mecanizado a alta velocidad(HSM). Las nuevas funciones de me-canizado en 3 ejes permiten mayorcontrol y flexibilidad en la generación de las trayectorias de herramien-ta para respaldar el mecanizado a alta velocidad. Así, la empresa conti-núa ampliando las posibilidades de mecanizado de GibbsCAM y man-tiene su tradicional combinación de fácil uso y funcionalidad hacia laproducción. El SolidSurfacer incluye: soporte para material en 3D; so-porte para más formas de herramientas (herramientas de roscado);nuevos tipos de procesos de acabado; mejoras en la calidad de la tra-yectoria de herramienta; opciones para la trayectoria de corte en meca-nizado de alta velocidad; mejoras en el uso de contornos; optimizaciónen el control de entradas/salidas; operaciones de planeado de superfi-cies; detección automática de cavidades y cuerpos para mecanizadosinternos y externos; compensación de herramienta por desgaste; opera-ciones de multirroscado para máquinas con múltiples cabezales y ge-neración de trayectorias para producción por lote; contorneado auto-mático para evitar aristas vivas en cavidades.
Servicio al Lector 330
Mecanizado de cinco ladosBohle Machine Tools intro-dujo el centro de mecaniza-do de columna SHW Uni-Speed 5, capaz de comple-tar muchas partes en un so-lo alistamiento con mecani-zado de 5 lados. La nuevamáquina, un centro de me-canizado CNC universal concapacidades de torneado,está diseñada para aplicaciones de precisión en los campos aeroes-pacial, petrolero, fabricación de moldes, subcontratación y otros. Conun generoso espacio de trabajo de 63” x 63” x 47” (X,Y,Z), veloci-dad y capacidades de torneado y mecanizado en cinco lados, el Uni-Speed 5 ofrece gran versatilidad y mayor valor por su capacidad dereducir enormemente los tiempos en proceso. La máquina tiene elcabezal de husillo universal SHW, que ofrece mecanizado de cincolados con 64.800 orientaciones de husillo programables. Con capa-cidad de mecanizar a alta velocidad, el UniSpeed 5 ofrece un husi-llo de fresado con motor de 35 hp, velocidades de husillo hasta6.000 rpm o, si se equipa con un husillo de alta frecuencia, hasta30.000 rpm. El UniSpeed se posiciona rápidamente con velocidadesde recorrido de 98 fpm y aceleración de 2g. El recorrido de la colum-na de máquina (eje X) es 78” y el diámetro de la mesa de torneadoes 63” con capacidad de carga en la mesa de 13.200 libras.
Servicio al Lector 333
Serv
icio
al L
ecto
r: 11

Mecanizado de precisión para moldesEl centro de mecanizado vertical VMC 4525, de MAG Fadal,es propicio para mecanizados de precisión de moldes y tro-queles. El VMC 4525 combina una mesa de trabajo de 359mm x 635 mm (53.5” x 25”) con un husillo de ai-re/aceite de 15.000 rpm y el control InfimaticFreedom NC 200 con su módulo especial paramoldes y troqueles. El husillo de alta velocidadadmite mayores velocidades de corte y acabadosmás finos, mientras la inyección de aire/aceite permi-te ciclos extendidos de mecanizados requeridos parala fabricación de moldes. Su arquitectura robusta, ti-po C, se caracteriza por una amplia base en fundiciónde hierro con robustas nervaduras para absorber la vibración causada por los mecanizadosque pueden mantenerse en tolerancias hasta de ±4 µm (0.00016”). Las carreras de los ejesX/Y/Z de 1143 mm x 635 mm x 609 mm (45” x 25” x 24”) dan flexibilidad de manejopara piezas de gran tamaño o el mecanizado simultáneo de dos mitades. El Infimatic Free-dom NC 200, diseñado para máquinas-herramienta, les da precisión a los VCM y amplía suscapacidades con su procesador configurado especialmente para moldes.El software gráfico en 3D simplifica la programación.
Servicio al Lector 318
Centros de fresado/torneado PumaLa serie de torneado/fresado Puma MX añadeverdaderas capacidades de fresado a un podero-so centro de torneado Doosan Infracore. El nue-vo diseño ofrece flexibilidad en un completoespectro de geometrías de parte. Desde tornea-do o fresado simple hasta mecanizado multiejecomplejo y simultáneo: pueden producirse par-tes complejas en una máquina y en un solo alis-tamiento. El Puma MX multipropósito de doble husi-llo está construido para soportar cortes pesados e interrumpidos, dar preci-sión en el largo plazo y acabados superiores. La torreta de herramientas de torneado de 12estaciones tiene un diseño que protege el acople de virutas y otros contaminantes, y se in-dexa de estación a estación en sólo 0,2 segundos. Pueden montarse herramientas vivas oestáticas en cualquier estación, y orientarse hacia el husillo principal o secundario. Las he-rramientas vivas se operan con un motor de 7.5 hp (15 minutos) a una velocidad máximade 4.000 rpm. Las interpolaciones en coordenadas polares, helicoidales y cilíndricas sonestándar. Dependiendo del modelo Puma MX seleccionado, el husillo de torneado está ope-rado por un motor de 25 hp, 35 hp o 40 hp y gira a velocidades de 3.000 a 5.000 rpm.
Servicio al Lector 331
Herramental de precisiónBIG Kaiser mostrará diferentes líneas de producto en IMTS2008, que incluyen las marcas BIG Daishowa, Kaiser,Speroni, Sphinx, Unilock y otras más. El nuevo cabezalpara perforado digital EWN ofrece ajustes de diámetrode 1 micra que pueden ser vistos fácilmente en un dis-play LCD de alto contraste. Los cabezales EWB-UP deKaiser también se verán por primera vez con graduacionesde pulgada; estos cabezales ofrecen diales de fácil lecturacon divisiones de 0.00005” en el diámetro. Un segundo dialen los cabezales corresponde al rango de diámetro de perfora-do y se ajusta para corregir el desbalance de la herramienta. Semostrarán también dos nuevos cabezales en ángulo de BIG Kaiser que incluyen el ONBS y elCabezal de Ángulo Compacto. Los cabezales de ángulo combinan operaciones verticales, hori-zontales y angulares en una máquina, ofreciendo mayor precisión y eliminando los alista-mientos múltiples. El ONBS está disponible como estándar en conos BIG-PLUS CAT40 yCAT50, mientras el cabezal de ángulo compacto tiene capacidad máxima de 1/2” y está dispo-nible en conos BIG-PLUS CAT40. También es nueva la sonda OPT1500 Touch Probe, la cualofrece una precisión de ±1 micra.
Servicio al Lector 334
20 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.comServicio al Lector: 12

Introducing the new 2008 CNC Machines from Hyundai-Kia Machine. Derived straight from the heart and soul of Hyundai-Kia Motors.
HS 400 VX750MSKT2500MTS
The POWER of Evolution at work.
Come see us at: IMTS Chicago 2008September 8-13, 2008 (Booth No. A-8442)
30 Murray Hill PKWY, Suite 300, East Rutherford, NJ 07073
T: 201-489-2887 • F: 201-489-2723
South America Office:Moreau De Justo, Alicia 1848 piso 4-6, Puerto Madero Capital Federal, Argentina
T: 54-11-4313-1917 • F: 54-11-4313-1929
Argentina: Chiappero HNOS T 54-11-4443-0158 F 54-11-4460-0158 www.chiapperohnos.com.ar
Tecmahe T 54-11-4752-3977 F 54-11-4752-3811 www.tecmahe.com
MICFA T 54-341-4593406 F 54-341-4590751 www.micfasa.com.ar
Brazil COSA T 55-19-3886-3003 F 55-19-3886-3478 www.cosa.com.br
Chile Faggioni T 56-2-551-0414 F 56-2-551-9700 www.faggioni.cl
COLOMBIA INTERMACH LTDA T 57-1-237-2840 F 57-1-237-2840 www.intermach.com.co
Mexico Commai T 52-81-8479-4431 F 52-81-8040-2294 www.commai.com
ICAR T 52-55-8501-1100 F 52-55-8501-3300 www.amero-precision.com
Venezuela Felco T 58-212-753-8833 F 58-212-753-0878 www.felco.com.ve
POWER of Evolution
www.Hyundai-KiaMachine.com
Our Dealers in Mexico and South America:
Ser
vici
o al
lect
or:1
3

MECANIZADO
22 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Este fabricante de componentespara motores de carreras descubrió que un torno puedeseguir siendo la mejor elección,incluso sin que se requiera del torneado. La parte que ellosproducen en un torno sólo necesita fresado y taladrado.
POR PETER ZELINSKI
Eranse una vez, tornos que meca-nizaban partes redondas. Toda-vía lo hacen.
Sin embargo, los fabricantes de má-quinas-herramienta se dieron cuenta deque, a menudo, las partes torneadas re-querían por lo menos algo de trabajo defresado o taladrado. Con la parte ya suje-tada en el torno, y con un torno CNC ca-paz de hacer los movimientos que pue-dan alimentar las herramientas rotativasde manera efectiva, era lógico incremen-tar las capacidades de los tornos median-te husillos extra para el trabajo con he-rramientas rotativas. Las que alguna vezfueron máquinas dedicadas al torneadotambién se convirtieron en máquinas defresado y taladrado.
De hecho, las máquinas más efectivaspara coordinar torneado, fresado y tala-drado, todo en un solo alistamiento, seconvirtieron en centros de corte de meta-les flexibles, de una sola parada y opera-ción múltiple. Con todo el mecanizadoque ellos podían realizar, debería ser ló-gico renombrarlos como “centros de me-canizado” tan sólo si ese nombre no hu-biera sido ya adoptado. Un torno alimen-tado por barra, que tiene la capacidad deherramientas rotativas y un subhusilloopuesto al husillo principal, puede ali-mentar material en bruto por un extre-mo, y mecanizar todas las caras y caracte-
rísticas de una parte elaborada sin que eloperador tenga que intervenir. Más aún,puede producir pieza tras pieza todo eltiempo que dure la barra. Muchos talle-res ahora mecanizan de esta forma. Unfabricante particularmente experimenta-do en mecanizar de esta manera es JeselValvetrain Innovation.
Jesel, con sede central en Lakewood,New Jersey, fabrica componentes de ár-boles de levas enfocados a la demanda enaplicaciones de autos de carreras. Loscomponentes que pueden ser estampadospara un motor de auto normal, ellos pue-den mecanizarlos a partir de acero sólido.Hace 14 años la compañía era un primerusuario del torno de Mori Seiki, modeloDL-15 CNC, con capacidades de herra-mental vivo. Con los años, las máquinasevolucionaron y el taller continuó apren-diendo cómo aplicarlas más efectivamen-te. Ahora, el área de manufactura de estaplanta cuenta con 11 máquinas CNC detorneado/fresado, la mayoría de las cualesson máquinas modelo DL-10, una ver-sión más avanzada de la máquina que laplanta comenzó a usar primero.
Una pieza que la compañía elaborórecientemente ilustra qué tan lejos ha lle-gado esta práctica de la planta en relacióncon tales máquinas. La parte es casi un hi-
to, no sólo para la planta sino también pa-ra la evolución en general del mecanizadoen tornos con herramental vivo. La pieza,un rodillo de levas en la cámara, tiene unaforma de caja que sugiere vagamente doscomas o dos orejas unidas. Originalmen-te, la planta asumió que esta pieza seríamecanizada en cinco alistamientos encentros de mecanizado. Dado el valor dela parte y los volúmenes en que se realiza-ría, un proceso como tal podría justificar-se fácilmente. Sin embargo, Ray FrattoneSenior, director de manufactura de lacompañía, sugirió una solución diferente.Parte del papel de Frattone es encontrarnuevas formas de manufacturar las pie-zas que produce la compañía de formamás efectiva en términos de costo. Ha-ciendo esta tarea, ha trabajado amplia-mente con el equipo de torneado/fresado.Se percató de que el rodillo de levas es losuficientemente compacto como para sermecanizado a partir de una barra sólida.Específicamente, podría ser mecanizadode una barra en aleación de acero 4140 de1.125” de diámetro. Alimentar esta barraa través del alimentador de barras LNSde la máquina Mori Seiki no sólo permi-tiría mecanizar la parte completa, sinotambién mecanizar una serie de piezassin atención.
El torneado, opcional
Aunque esta parte es hecha en un torno, todas sus caracterís-ticas se mecanizan con herramientas rotativas. La única he-rramienta de torneado en el proceso es la de tronzado, quesepara la parte de la barra.

HORN - EL ORIGINALFRESADO DE RANURAS
HORN, el líder en desarrollo de herramientas de carburo para ranurado,de nuevo lidera el desarrollo de herramientas para la Tecnología deFresado Circular.
Los sistemas de fresado de HORN Mini y Maxi permiten el reemplazorápido de insertos para fresado de ranuras, fresado de roscas, fresadofrontal, fresado de chaflanes y fresado de formas. Nuestros productos ysoporte técnico son los mejores ofrecidos en el mercado y le ayudarán aproducir piezas con mayor economía.
Esta es la forma como se crean los originales: son únicos y no son inter-cambiables.
HORN -LOS LÍDERES EN TECNOLOGÍA PARA RANURADO
HORNRANURADO • TRONZADO • FRESADO DE RANURAS • BROCHADOFRESADO DE PERFILES
HORN USA, Inc. • 320 Premier Ct. • Suite 205 • Franklin, TN 37067 E.U.Teléfono: (888) 818-4676 • Fax: (615) 771-4101 • Email: [email protected] • Internet: www.hornusa.com
BOOTH # F-2227
Ser
vici
o al
lect
or:1
5

24 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
El ingeniero de manufactura MarkCubbedge trabajó en el proceso para estapieza. De hecho, descubrió que habíasuficiente capacidad en las dos torretas de12 posiciones del DL-150 para acomodartodas las herramientas necesarias de fre-sado y taladrado a fin de mecanizar laparte de esa manera. En resumen, habíasuficientes posiciones de herramientaspara mecanizar la parte completa. Elalistamiento de esta pieza incluye una he-rramienta de tronzado para separar laparte de la barra pero, además de eso, ca-da posición de herramienta individualusada para mecanizar esta pieza sostieneun husillo de herramienta rotativa.
La manera como Jesel utiliza los tor-nos de herramental vivo cumple así unajornada completa. Estas máquinas ahorase usan y valoran, no como tornos con al-go de capacidad extra, sino como centrosde producción de un solo alistamiento.Como la parte del rodillo de levas ilustra,
esta máquina les agrega valor a los proce-sos, incluso cuando la geometría de laparte está lejos de ser redonda, es decir,cuando esencialmente no se requiere tra-bajo tradicional en torno.
SacrificiosDos números de partes de rodillos de le-vas se mecanizan en el DL-150. La ma-yor de las dos partes mide aproximada-mente 0.75 x 0.80 x 2.5 pulgadas. Apartedel tratamiento térmico y el afilado, todala manufactura se desarrolla en esta má-quina con un ciclo que requiere menosde 10 minutos.
Tanto el husillo principal como el sub-husillo trabajan simultáneamente duranteel curso de este ciclo. El husillo principalsostiene la parte para el fresado de desbas-te, el fresado de acabado y el taladrado. Elsubhusillo toma así la parte para completarel fresado de la forma y también desarrollaalgo de ranurado, todo mientras el husilloprincipal comienza a mecanizar la próxi-ma pieza. El empleo del término ‘husillo’en este contexto es algo impreciso, por su-puesto, ya que los husillos se usan comoejes rotativos en este proceso, en lugar de
Dos tipos de rodillos de leva se mecanizan de esta forma. La al-ternativa de usar una máquina de torneado/fresado tendría queinvolucrar varios alistamientos en centros de mecanizado.
MECANIZADO
Serv
icio
al L
ecto
r: 16

Un NUEVO y fuerte modelo en la familiaVCN: ¡nuestro cono 50!El miembro más reciente de nuestra creciente familia Nexus ofrece un torque másalto y 30hp de potencia de maquinado. Las máquinas verticales Nexus siemprerepresentan un gran valor con su diseño sencillo y confiabilidad a largo plazo.Sólo ahora, el rango de aplicaciones para la familia VCN ha avanzado para incluiralta remoción de metal y cambrio de pallets, permitiendo la obtención de nuevosniveles de productividad. ¡Encuentre hoy mismo más información sobre la dinámi-ca familia VCN de centros de maquinado verticales en www.mazakusa.com/vcn!
MAZAK CORPORATION, FLORENCE, KY • (859) 342-1700www.mazakusa.com
Booth #A-8101Visítenos en
Servicio al lector: 17

26 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
girar la parte para torneado. Dada la for-ma como se usa la máquina, referirse al“mandril principal” y el “mandril secun-dario” es más adecuado.
El software CAM de Gibbs andAssociates suministra el patrón de herra-mientas. Cubbedge dice que un plug-in dedesbarbado de Gibbs ha demostrado serparticularmente valioso. El software pro-grama el movimiento preciso de una he-rramienta con nariz esférica de diámetro
pequeño a lo largo de las esquinas agudasde la parte. En el mandril secundario, estedesbarbado ayuda también a combinar eltrabajo de la primera y segunda sujeciones,en superficies mecanizadas continuas y sincosturas. La efectividad de este desbarbadoen la máquina ha sido vital para generaruna parte lista para usar con poco esfuerzoadicional después del mecanizado.
Tanto Frattone como Cubbedge afir-man que el mecanizado en torno con he-
rramental vivo no es perfecto. Llevar laparte del material en bruto hasta casi ter-minarla en un solo manejo de alimentaciónde barra puede parecer tremendamenteeficiente, pero en realidad este tipo de má-quina presenta sacrificios que deben recon-ciliarse. Aunque la máquina es lo suficien-temente versátil, pues no tiene que limitar-se a partes torneadas para agregar valor, nonecesariamente es precisa para cualquierparte que quepa en el espacio de materialalimentado en barra. Comparada con laopción de mecanizar la parte en múltiplesalistamientos en un centro de mecanizado,los retos que Jesel enfrenta para realizar laparte en un torno, incluyen los siguientes:
Tiempo de alistamiento. El torno deherramental vivo del taller tiene un total de24 posiciones de herramientas en sus dostorretas. Un típico centro de mecanizadovertical pequeño tendría más capacidad deherramientas en su magazín, y un centrode mecanizado horizontal de producción
Cuando esta máquina de torneado/fresado realiza las partes de rodillos de levas, cada posición de herramienta, excepto una (lade tronzado), mantiene una herramienta de fresado o taladrado.
MECANIZADO
Serv
icio
al L
ecto
r: 18

¿Soluciones detorneado,fresado,
rectifi cadoy sujeción?
Si, sólo del Grupo HardingeBridgeport, Hardinge, Hauser,Kellenberger, Tripet y Tschudin
ww
w.hardinge.com
Escoja las máquinas con base en sus capacidades yfuncionalidades, en tan sólo 4 pasos.
www.hardingespectrum.com
Venga a ver lo último en máquinas de torneado, fresado y rectificado en IMTS ’08, booth 8032 Servicio al lector: 19

28 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
tendría considerablemente más capacidadde herramientas. Por eso, en centros demecanizado las herramientas pueden man-tenerse en sitio dentro de la máquina hastaque sean necesitadas. En contraste, en eltorno de herramental vivo, el herramentaltiene que cambiarse del todo para cadapieza nueva. El cambio de herramental to-tal es demorado, por lo que las partes nece-sitan trabajarse en grandes cantidades an-tes que pueda amortizarse el tiempo dealistamiento. Esto no es un problema paralas piezas del rodillo de levas, porque Jeselprocura hacer estos lotes por semanas, conel fin de completar su inventario. Sinembargo, el requerimiento de tiempo dealistamiento de las herramientas impediríaque esta misma parte sea realizada en unlote pequeño o en un trabajo de justo atiempo, a menos que la máquina pudierade alguna forma dejarse preparada y dedi-carse por completo a lotes de pieza de esemismo género. Problemas de sujeción.
Otra ventaja que ayuda a Jesel a implemen-tar procesos inusuales con efectividad esque el diseño y la manufactura ocurren enla misma planta. La coordinación entre ma-nufactura y diseño fue esencial para produ-
cir esta pieza de una manera eficiente, por-que el mandril en el subhusillo necesitabauna forma segura sobre la cual sujetarse.Para ello, la parte fue rediseñada; sin em-bargo, aún con esto, la fuerza de sujeción eslimitada. La parte mecanizada de maneraparcial es suficientemente flexible, y unagran fuerza de sujeción con un mandrilpodría afectar la precisión. En el subhusillo,por lo tanto, la parte se sujeta en un mandrilde mordazas suaves con una fuerza de suje-ción moderada, y la agresividad de las ope-raciones de mecanizado es correspondien-temente limitada.
Riesgo de vibración con ruido. Ademásde la fuerza de sujeción limitada, otro fac-tor es aún más significativo para determi-nar qué tanto se puede recortar el proceso.En este caso, las herramientas rotativasofrecen invariablemente una saliente larga,porque las herramientas necesitan suficien-te espacio para alcanzar las mordazas delmandril. Estas herramientas de longitud
� � �� � � � � � � � �� � � � � � � � � � � � � � � �
� �������������������������
������������������ ����������������������������������������������������������������
������������������ ������������������������������������������ �����������
������� ������������������� �������������������������������������������������������������
���������������������������� �������������� ��� ! ������������������������������ ����������� � �
"�����������#���������������������������������� � �����������������#�������������������������������$�����
��������������
� �� ������������������������������������������������������������������� !����"#$�%!���
&���'�����"�(������ �����)�� �������������������������� �������
*������&������"�+,�����(�� �������������� !�"����� �#���$�� �$����#
-���� ���"�&���.�/�0�1�2�����������%��������&��� �' ����#� � (((�� �' ����#
(���3���"�-������4�.����0-���������%��� ��&��)�'�������#)� ���# (((�)�'�������#)� ���#
4��'��"�5���� ������2 ������������%�����%# ������$��' � ������#�)�
(.���"�6��'���7�-�������2 �������%�%������*%��������&��+, ��� (((�+, ���
Una de las herramientas más inusuales en el proceso es la defresado de ranuras, que alcanza algunas de las superficiesmenos accesibles de la pieza.
MECANIZADOSe
rvic
io a
l Lec
tor:
20

Innovación simple de Haas #9
Sistema de Pallet CMH
Un sistema de indexación depallet sencillo y confiable
El sistema de indexación del pallet para las máquinasSerie EC emplea un diseño sencillo, robusto y probado enel taller que ha sido perfeccionado gracias a más 20 añosde experiencia en la construcción de mesas rotativas.
En el corazón del sistema, se tiene un conjunto deengranajes de tornillo sin fin de precisión fabricado conuna calidad AGMA Clase 13 usando las mismas técnicasde alta precisión que se emplean para construir las mesasrotativas de Haas. Este diseño comprobado asegura tantoun posicionamiento preciso como años de operación sinproblemas.
Made in the USA www.HaasCNC.com
BrasilSARTIEC, LTDA
Sao Paulo, 55-11-4898-8588www.hfo-sartiec.com.br
BrasilAMETEC S.A. Paraná, Santa CatarinaRio Grande do Sul55-41-3207-2000
MéxicoHI-TEC DE MÉXICO, S.A. DE C.V.Ciudad de México, 52-55-5565-9008Monterrey, 52-818-145-0473Guadalajara, 52-333-810-2403Querétaro, 52-442-215-8829Tijuana, 52-664-634-1937Leon, 52-477-712-4551www.haas.com.mx
VenezuelaD & W MAQUINARIAS C.A.Caracas, 58-212-963-0684www.dwcnc.com
ColombiaEMSAT LTDABogotá, 571-627-7629
57-315-224-5884www.emsatcolombia.com
PeruMAQUINAS CNC S.A.C.Lima, 51-1-275-0649www.cncperu.com
ArgentinaMOLINARI, S.A.Buenos Aires, 54-11-4521-2001www.molinari.com.ar
ChilePRINMEC CIA. LTDASantiago,56-2-556-6818www.prinmec.cl
EcuadorEMSAT ECUADOR
Quito, 571-258-0919
Central AmericaCORPORACIÓN SIGMA S.A. DE C.V.Honduras, 504-237-8251www.corporacionsigma.com
Servicio al lector: 21

30 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
extendida poseen un riesgo incrementadode deflexión y vibración ruidosa que limitala profundidad de corte, particularmenteen una aplicación como esta, que mecanizaacero. Antes que este proceso pudiera po-nerse en producción, el personal de Jeseltuvo que probar y sintonizar el proceso cui-dadosamente para asegurar que los pasescríticos de mecanizado no produjeranvibración con ruido de una forma tal quecomprometiera las estrechas tolerancias.Aún así, algunas herramientas se desgastancon mayor rapidez que en un proceso másrígido, comenta Cubbedge. Una herra-mienta específica de fresado necesita cam-biarse después de trabajar cada diez piezas.
BeneficiosA pesar de eso, también las herramientaspueden desgastarse rápidamente duranteun proceso en el centro de mecanizado. Unproceso que involucra centros de mecani-zado también tendría que sincronizarse,hasta cierto punto, para asegurar que lasprecisiones críticas se alcancen. El hecho deque Jesel se haya comprometido con el pro-ceso en un torno de herramental vivo es eltestimonio suficiente de que estos retospueden superarse. De hecho, estos obstácu-los son pequeños comparados con los ries-gos que una serie de alistamientos en cen-tros de mecanizado puede presentar en el
mecanizado de la misma parte, según elpersonal de Jesel.
Uno de esos riesgos es el error. Todonuevo manejo tiene el riesgo de error rela-cionado con el alistamiento. En un proce-so con cinco alistamientos, el valor añadi-do por cuatro operaciones precisas de me-canizado podría perderse si, en el quinto,la cara de la parte presenta algún error, demanera que se deba desechar la parte. Lamáquina de fresado/torneado evita estepeligro al eliminar el manejo con el proce-so de una sola parada y al mantener las re-laciones de característica a característica,todo el tiempo, a lo largo de la geometríade la parte.
En otras palabras, para la parte del ro-dillo de levas, Jesel seguirá con el tiempo dealistamiento para cambiar herramientas,porque esto es más fácil de manejar que eltiempo de carga/descarga, tomando partesde operación a operación en centros de me-canizado. El taller también aceptará lanecesidad de evitar y manejar el ruido convibración, porque esto es mucho mejor queel potencial de error impredecible y el des-perdicio en un proceso que involucramuchos manejos.
Finalmente, el personal de Jesel seacostumbrará al hecho de que su máquinade torneado opere por días y semanas sinhacer mucha labor de torneado. El tallercontinúa madurando su idea de cómo usar
máquinas versátiles de manera efectiva.Además, la experiencia de trabajar eficien-temente esta pieza de centro de mecaniza-do en un torno de herramental vivo les hadado una visión valiosa. En el futuro,muchas partes que son presumiblemente“trabajos de centros de mecanizado”, seránvistas de una forma diferente.
© Reproducido de Modern Machine Shop con autorizaciónexpresa del editor.
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804opcion
Acerca del autor:
Peter Zelinski es el editor ejecutivo de larevista Modern Machine Shop, del grupoeditorial Gardner Publications con sedeen Cincinnati, Ohio, E.U.
Servicio al Lector
Para mayor información sobre los tornosDL-10 y DL-15 de Mori Seiki
en www.metalmecanica.com/servicio digite: 702
Para mayor información sobre el software CAM de Gibbs and Associatesen www.metalmecanica.com/servicio
digite: 703
MECANIZADOSe
rvic
io a
l Lec
tor:
22

PUNZONADO
www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 SM-1
Esta empresa mexicana, convertida en un centro de servicios, enfoca sus esfuerzos para prestar mayoresbeneficios a sus clientes.
Daniel Bravo lleva el acero ensu sangre. Su negocio deCentro de Servicio, Venta yDistribución de Acero, S.A.
(Venta) está ubicado en una región de Mé-xico con una larga historia en el negociodel acero. De hecho, la industria del aceroen México nació en Monterrey, cuando en1903 el primer molino de acero abrió allísus puertas. Actualmente, Monterrey y lavecina Monclova (en donde Venta fuefundada), siguen produciendo casi la mi-tad del acero en México.
Bravo tiene su propia historia con elacero. Fue su padre quien inició un nego-cio comprando, vendiendo, comerciali-zando y abasteciendo de acero a los fabri-cantes locales. De hecho, Venta comenzósus operaciones en un espacio de la bode-ga familiar, donde almacenaban el acero.
Pero siendo parte de un entornoabundante en proveedores de acero, asícomo de una familia con cinco hermanosconocedores de la industria, Bravo enten-dió la importancia de encontrar su propiaespecialidad y nicho dentro del negociotan competitivo. Por lo tanto, en marzode 1996, cuando Bravo y uno de sus her-manos se independizaron y formaron supropio negocio, tomaron una decisión es-tratégica de ser más que unos simplesproveedores de acero, e ir aún más lejosque algunos de los servicios comúnmen-te ofrecidos.
“El mercado necesitaba propuestascon un mayor valor agregado”, explicaDaniel Bravo, gerente general de Venta.“Y yo sabía que necesitábamos una espe-cialidad que nos haría diferenciarnos denuestros competidores, así como agregarvalor a los trabajos de nuestros clientes”.
Establecimos una compañía cuyosobjetivos principales eran suministraracero y brindar a nuestros clientes el be-neficio de una operación de serviciointegral”.
Venta suministra material y partescortadas para clientes que fabrican unavariedad de productos para empresas quevan desde el ramo industrial al automotor.
No obstante, en general, todos susclientes crean ensambles de partes metá-licas. Y están buscando partes de alta cali-dad. “Nuestros clientes exigen que cum-plamos con las especificaciones técnicasdel corte (medidas de corte y tolerancias),con alta calidad, en la cantidad que hansolicitado, y dentro del plazo que espe-ran”, explica Bravo.
Nacido del acero
Daniel Bravo, gerente general de VENTA, un centro de serviciode acero en Monterrey, México, muestra una parte fabricadapara un cliente.
Daniel Bravo supervisa el corteláser, el punzonado y la tecnologíade doblado de Venta.

PUNZONADO
SM-2 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Al principio, Venta ofrecía mecanizadoCNC básico además de oxicorte y subcon-trataban algunos trabajos, pero sus clientespedían más. “Nuestro servicio estaba limi-tado por las tolerancias abiertas o por tiem-pos impredecibles o plazos de entrega lar-gos”, agrega Bravo.
En la búsqueda por ser capaces de pro-porcionar un mejor valor, Venta decidió en2003, agregar capacidades de corte láser,investigando varios proveedores fabrican-tes de maquinaria. Finalmente, la compa-ñía eligió una máquina de corte láser queconsideraron les podría ofrecer más de lasventajas que necesitaban: mejor calidad determinado, tolerancias de precisión, soft-ware amigable para el usuario, velocidadesrápidas de perforado y mejores tiempos deproducción.
“La decisión se basó en recomendacio-nes y en el análisis de que era lo mejordesde el punto de vista de calidad. Con latecnología láser de Trumpf podemos cortarmás piezas de tolerancias cerradas, y ofre-cer a nuestros clientes tolerancias de mayorcalidad, mejores terminados, superficies ytiempos de entrega”, comenta Bravo acercade su primera TruLaser 3030. “Ya no tene-mos que subcontratar trabajo y podemosmonitorear mejor la calidad y los tiemposde entrega”.
Poco tiempo después la compañía con-tactó nuevamente a Trumpf para integraruna prensa dobladora TruBend 5130 y unamáquina punzonadora TruPunch 2020 asu catálogo de servicios ofrecidos a susclientes. Aún cuando el objetivo originalera mejorar el trabajo realizado para losclientes, la diversificación en el rango de lascapacidades tecnológicas también ha bene-ficiado a Venta.
Bravo señala que una parte con mu-chos orificios se presta más para el punzo-nado y le permite ofrecer a sus clientes unaalternativa eficiente en costo. La tecnologíade doblado de precisión ha ofrecido tam-bién nuevas oportunidades de negocios pa-ra el trabajo en ensambles eléctricos, tan-ques de gas, placas de motor y soportes.
“Adquirimos maquinaria de alta tec-nología para ofrecer un valor agregado anuestros clientes, pero la maquinaria nosólo ha ayudado a incrementar la carterade nuestros clientes. El proporcionar es-tos servicios nos ha permitido a nosotros
asegurar nuestra posición en el mercadoy obtener mayores márgenes de utili-dad”, explica Bravo. Los servicios de altatecnología han ayudado a Venta a esta-blecer una mejor relación con sus clien-tes. “Soy un mejor proveedor y a losclientes les gusta ver el láser en la planta”,agrega Bravo orgullosamente.
Y como resultado de la tecnología, Bra-vo menciona también que ve mejores clien-tes y más formales, además de una mayorbase de datos de clientes. A pesar del énfasismexicano en las relaciones de clientes basa-das en la confianza y la confiabilidad mu-tuas, nunca estorba el probar que unopuede hacer el trabajo. Por ejemplo, la fle-xible maquinaria de manufactura le permi-te a Venta hacer prototipos rápidamente.
“Siendo tan fáciles los ajustes, rápida-mente podemos producir una parte proto-tipo y demostrarle al cliente que podemoshacer el trabajo, lo que con frecuencia nosgenera más trabajo”, dice Bravo de mane-ra complaciente.
Es importante mencionar que los em-pleados también comparten esa gran per-cepción de la maquinaria Trumpf, especial-mente teniendo en cuenta el ambiente quese vive en la pequeña compañía. Aún cuan-do Venta ha pasado de tener cinco emplea-dos (que todavía trabajan para la empresa) atener más de cincuenta personas, conservaun ambiente muy unido. Al respecto, Bravocomenta: “todos se conocen, se llevan muybien, y se tratan con respeto entre ellos. Y,desde luego, a pesar del compañerismo, to-dos tenemos grandes expectativas. Todo elmundo está ansioso por saber que es losiguiente que va a venir. Todos estamos cre-ciendo juntos”.
El estilo gerencial de Bravo es tambiéncolegial y cooperador. Pero no se debe con-fundir esta actitud con un enfoque de indi-ferencia. A Bravo se le puede encontrarfrecuentemente caminando alrededor de laplanta, creando nuevos programas. Y él co-noce en detalle la operación de cada activi-dad relacionada con las compras, ventas, yel proceso del acero y de todo lo que sucedediariamente.
Con un pasado de sólidas raíces en elacero, Bravo mantiene la mirada puesta enel futuro, buscando nuevas formas de serun mejor centro de servicio y ofrecer masservicios a sus clientes. Bravo concluye: “elobjetivo es guiar a mi personal con un en-foque de negocios y dejarlos actuar enforma independiente, al mismo tiempoque contribuyen a mejoras futuras y al cre-cimiento de la compañía”.
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804acero
Servicio al Lector
Para mayor información sobre prensa dobladora TruBend
5130 de Trumpf en www.metalmecanica.com/servicio
digite: 709
Para mayor información sobre la punzonadora TruPunch
2020 de Trumpf en www.metalmecanica.com/servicio
digite: 710
La programadora Tania Dávila Flores verifica la precisión deuna parte.
(De izquierda a derecha) Daniel Bravo, gerente general deVenta, la programadora Tania Dávila Flores, el gerente de pro-ducción, Eduardo Meneses, y el programador Norberto Barrón.

ISCAR DE MÉXICO, S.A de C.V.Fray Pedro de Gante 15Col. Cimatario Querétaro, Qro. C.P. 76030Tel: 52 (442) 214 5505 Fax: +52 (442) 214 [email protected] www.iscar.com.mx
ISCAR DE MÉXICO, S.A de C.V.Fray Pedro de Gante 15Col. Cimatario Querétaro, Qro. C.P. 76030Tel: 52 (442) 214 5505 Fax: +52 (442) 214 [email protected] www.iscar.com.mx
Nueva generación degrados de torneado para un suave maquinado de fundición
P M K N S H�
P M K N S H�
Servicio al lector: 50

Analistas de la industria resaltan la posición privilegiada alcanzada porSiemens PLM Software dentrodel mercado PLM y destacaronsu compromiso con el desarrollo de productos digitales, todo dentro delmarco de la adquisición de UGS por Siemens.
Siemens PLM Software, unaunidad de negocios deSiemens Industry Auto-
mation Division y un proveedormundial de software y serviciosde gestión de ciclo de vida deproducto (PLM, por sus siglas eninglés), celebró el pasado mesde mayo una serie de objetivosalcanzados, durante su primeraño como parte de SIEMENSAG, basados en dos nuevos re-portes realizados por empresas
de análisis de mercado líderesen la industria.Estos estudios resaltaron la cre-ciente posición de Siemens PLMSoftware en el mercado PLM ysu compromiso con el desarro-llo digital de producto, a travésdel establecimiento de un nue-vo estándar para diseño asisti-do por computadora mecánica(CAD).“En sólo un año, desde queSiemens AG anunció el cierre dela adquisición de UGS, hemosintegrado nuestras operacionesexitosamente a las de Siemens,mientras seguimos creciendonuestro negocio y obteniendoparticipación en el mercadodentro de la industria PLM”,afirmó Tony Affuso, presidentey CEO de Siemens PLM Softwa-re. “Ha sido un primer año deci-sivo para nosotros siendo partede Siemens y esperamos un lar-
go y exitoso futuro como miem-bro de esta familia“.“Además, seguimos avanzandocon nuestra Iniciativa de Pro-ducto y Producción Unificadosque, consideramos, va a alterarfundamentalmente lo qué lascompañías pueden esperar dela industria del software, dán-doles mayor agilidad y confian-za, al lanzar productos al mer-cado como nunca antes lo ha-bían experimentado”, afirmó elDr. Helmuth Ludwig, presidentede Siemens PLM Software.“Recientemente en HannoverFair, lanzamos nuestra nuevatecnología sincrónica, gracias ala habilidad de Siemens de ace-lerar el lanzamiento de estegran avance tecnológico al mer-cado. Siemens y UGS son unaexcelente combinación y estániniciando su comienzo rápida-mente”.“Felicitaciones a Siemens PLMSoftware por este gran año, es-tamos muy complacidos detener al equipo como parte dela familia Siemens. Nuestra vi-sión compartida de unificar losciclos de vida del producto y laproducción se está convirtien-do en realidad”, declaró MeterLoescher, presidente y CEO deSiemens AG, durante su visita aSiemens PLM Software en De-troit.
Nuevos reportes de analistasSiemens PLM Software anunciólos resultados de dos nuevos re-portes de empresas analistas,incluido el nuevo reporte de Fo-rrester Research, en los que sedestaca su creciente posicióncomo líder en el mercado PLM.“Siemens PLM (Software) conti-nua construyendo su legado deinnovación en el espacio dePLM, elevando constantementelos estándares, con su profunday extensa oferta de productos”,según afirma el reporte de abril2008 de The Forrester Wave:Product Life-Cycle ManagementApplications, Q2 2008. El reportetambién dice, “Siemens PLMademás es líder en el mercadoPLM en su estrategia en general;la última plataforma de Team-center 2007 formaliza muchasinversiones principales en ser-vicios compartidos y compo-nentes comunes dentro de la
arquitectura unificada que faci-litará más el enfoque de laindustria en las soluciones y unmodelo de información PLM depunta a punta más compacto”.“Los clientes con los que habla-mos mencionaron a la estrate-gia de Siemens PLM Softwarecomo el diferenciador clave, ci-tando específicamente la visiónde la compañía de una platafor-ma de datos de producto y pro-ceso abierta y las integracioneslíderes en la industria que danvalor en el futuro”.Otro de los reportes recientesde Gartner, recalcó el compro-miso de Siemens PLM Softwarecon el desarrollo digital de pro-ducto mecánico, o CAD, la ma-nufactura asistida por compu-tadora (CAM) y la ingenieríaasistida por computadora(CAE). El reporte nuevo tienecomo título, “Siemens reafirmasu futuro en CAD con la tecnologíasincrónica” y se enfoca en cómoSiemens PLM Software estáliderando los avances tecnoló-gicos del sector y el compromi-so de la empresa a mantener elCAD mecánico como una desus facultades clave.El reporte también refuerza laproyección de Gartner de queuna nueva generación de CADreemplazará el modelado ba-sado en la historia como la ten-dencia más cercana al CAD me-cánico y el lanzamiento delgran avance de la tecnologíasincrónica, tiene la habilidad deestablecer un nuevo estándarpara la industria. En ese reporte,Gartner indicó que “Siemens seha convertido en uno de losmás grandes e importantesproveedores de software, cu-briendo las necesidades de losmanufactureros.”Siemens PLM software, unadivisión de Siemens Automa-tion and Drives (A&D), es unproveedor global de software yservicios de gestión de ciclos devida de productos (PLM, por sussiglas en inglés).
Siemens PLM Software cumple un año
SM-4 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
hsk.com¡Tu fuente completa de HSK!
Husillos Porta-Herramientas
Termo Grip™ porta-herramientas térmicas
HSK63A HSK50E HSK40E HSK63F
CAT40CAT50BT30BT40
¡Métricos ypulgadas!
¡Regulares yextendidos!
Sistemas neumáticos de mediciónStotz sujetadores de herramienta
para husillo marca Ott, refacciones yreparación.
Diebold Goldring Tooling, U.S.A.203 Baldwin St. Sharon, WI 53585
phone: 262.736.2204 • [email protected]
NOTICIAS DE LA INDUSTRIA
Serv
icio
al L
ecto
r: 51

HIGH PERFORMANCE TOOLS
800-323-3013 � www.emuge.com
Tan sólo toma unos pocossegundos.
Conozca de primera mano sobre los últimos avances en corte en elNUEVO Centro de Tecnología de Vanguardia de Emuge
Es tan rápido, que se asombrará con la velocidad y la reducción detiempos de ciclo que ofrecen las nuevas herramientas multitarea de Emuge.
segundospor rosca
SAE 1018
segundos por roscapara perforado,
chaflanes, fresado deroscas en fundiciones
de hierro
Booth F-2667.Servicio al lector: 52

CAD
SM-6 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
El diseño asistido por computadora (CAD) vino a agilizar el proceso de creación de nuevos productos,pero su complejidad obliga a los ingenieros de diseño a capacitarse profundamente, lo cual lleva largo tiempo
POR: ÁNGEL RIBÓ
¿Será posible que los usuarios pu-dieran gozar de los beneficios quebrinda el CAD en 3D, pero sin que
sea necesario tanto entrenamiento?¿Se imagina cuánto trabajo hay de-
trás de la creación de las consolas de con-trol computarizadas para la NASA, lassierras con sistemas de seguridad, o lasmaquinas terapéuticas a base de rayos deprotones para el tratamiento del cáncer?Es fácil imaginar los grandes cambiosque su invención ha traído consigo, peropocos se ponen a pensar en lo que los in-genieros involucrados en su diseño tuvie-ron que padecer para darlos a luz. Quepasolo decir que, hace décadas, el procesode diseño se hacía totalmente manual.
La tecnología del Diseño Asistido porComputadora (CAD, por sus siglas en in-glés) significó un parteaguas en el trabajode creación de estos productos, pero ini-cialmente su manejo era en dos dimensio-nes (2D), lo que significaba ciertas limi-tantes. Posteriormente, la tecnología en3D volvió a dar un giro lleno de posibili-dades para los ingenieros del diseño mecá-nico, pues les ha permitido desarrollarproyectos más creativos y funcionales, yhacerlo de forma más rápida al incremen-tar la colaboración, por ejemplo.
Coreografía paso por paso: una problemática por resolverPara las compañías el cambio a CAD en3D ha estado lleno de diferencias a su fa-vor, incluyendo por supuesto un menortiempo de diseño pero también una con-secuente disminución en tiempos desti-nados a validación y pruebas de funcio-namiento de los productos creados.
Pero por supuesto que toda esta fun-cionalidad a su alcance en las mesas dedibujo electrónicas tiene un precio: hayque capacitarse, es necesario aprender to-dos los secretos del funcionamiento delCAD en 3D; hay que saberse la coreogra-fía paso por paso. En otras palabras, para
sacarle el mayor provecho a esta tecnolo-gía hay que convertirse en experto.
Quienes han estado involucrados enlos terrenos del diseño asistido por com-putadora, y más en su modalidad en 3D,saben a qué nos referimos al decir esto.Los diseñadores se enfrentan a curvas deaprendizaje muy largas que, en un inicio,retrasan el trabajo. Por lo general, estostiempos se convierten en una barrera pa-ra el negocio, que debe esperar a que eldiseñador esté listo para explotar el CADen 3D y, entonces, crear productos másrápidamente, y por supuesto para el mis-mo ingeniero, pues esta capacitación con-forma una barrera a su creatividad.
El CAD en 3D debeestar “listo para usarse”
Estos son dos ejemplos de producto fabricados gracias al CAD en 3D intuitivo. En-tre las operaciones que ofrece el 3D intuitivo se encuentran: controlar la gestiónde los redondeos y los ángulos de salida, resolver automáticamente conflictos di-mensionales al croquizar secciones así como problemas de los ensambles al es-tablecer relaciones de posición entre los componentes, y dimensionar el dibujode manera automática e intuitiva.

SUPERARÁSUS EXPECTATIVAS
El primer recubrimiento, a nivel mundial, modificado atómicamente – ahora para FRESADO.
www.secotools.com
Visítenos en Booth #F2247
Servicio al lector: 53

SM-8 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
El CAD en 3D intuitivo
Saber emplear la herramienta para retro-ceder en el historial del diseño de unapieza para insertarle ciertas modificacio-nes, saber eliminar fácilmente dimensio-nes no deseadas en los croquis o resolverlas dificultades que aparecen al montarmuchos componentes en el diseño 3D deun ensamble son cuestiones con las quelos ingenieros del diseño mecánico se to-pan a diario, y a menos que sean expertosen el uso de CAD en 3D, en ocasionespueden sentirse perdidos, y de segurohan dedicado mucho de su valioso tiem-po en reconocer los múltiples beneficiosde su plataforma de diseño y en conver-tirse en expertos de ella.
Pero para los diseñadores que aúnestán en el proceso no todo son malas no-ticias: ya existe un sistema de CAD en 3Dintuitivo sin pasos de coreografía que eje-cutar; “listo para usarse”. Se trata de unasolución única que garantiza reducir eltiempo dedicado a los procesos de CADen 3D al permitir a los usuarios (inclusolos novatos) centrarse en el diseño y no enaprender cómo funciona esta herramien-ta de CAD, haciéndolos diseñar comoexpertos.
El CAD en 3D intuitivo incluye con-juntos de tecnologías expertas que no só-lo automatizan funciones comunes, sinoque verdaderamente ayudan a resolverproblemas complejos de diseño, como loharía el usuario de CAD en 3D másexperto.
Tal es el caso de un fabricante de ce-rraduras para los mercados residencial yempresarial, que bajó en 30% el tiempode sus ciclos de diseño, en 50% la realiza-ción de pruebas de funcionamiento, en80% el tiempo destinado a análisis y vali-dación de los productos, en 30% la entre-ga, y en 50% los costos de fabricación deprototipos.
Similares resultados obtuvo una com-pañía de artículos para oficina, escolaresy de artes gráficas: en su caso, el uso deCAD en 3D intuitivo le permitió dismi-nuir en 80% su ciclo de diseño de pro-
ductos y en 95% la incidencia de errores,además de que incrementó 40% su carte-ra de nuevos productos, mejorando en elmismo porcentaje su calidad.
El objetivo principal de un CAD in-tuitivo, es lograr que los usuarios ya notengan que aprender los secretos detrás deCAD en 3D y su aprovechamiento total.
Imaginación sin límites
Lo que mas frustra a los ingenieros deldiseño es ver obstaculizada una idea acausa de las limitaciones de su experien-cia en el manejo del CAD. Pero esostiempos se acabaron, porque la nuevatecnología soluciona por sí misma estospequeños detalles. Los usuarios sólo tie-nen que centrarse en lo que desean con-seguir y la intención del diseño que qui-
sieran obtener, y no en las reglas delCAD en 3D.
Entre las operaciones que el CAD en3D intuitivo puede solucionar se encuen-tran: controlar la gestión de los redon-deos y los ángulos de salida, resolver au-tomáticamente conflictos dimensionalesal croquizar secciones así como proble-mas de los ensambles al establecer rela-ciones de posición entre los componentes,y dimensionar el dibujo de manera auto-mática e intuitiva.
Éste es sólo un ejemplo de cómo elCAD en 3D intuitivo ayuda a los usua-rios a superar la paradoja potencia-com-plejidad del CAD en 3D. Una verdaderainnovación en tecnología de ingenieríadel diseño en 3D.
Esta nueva tecnología soluciona mu-chas de las tareas más tediosas y, de algúnmodo, irrelevantes, de un ingeniero dediseño, así como aquellas tareas que lesdemandan mucho tiempo. Lo que quedaes la potencia del CAD en 3D, sin lacomplejidad.
Conclusión
Como la responsabilidad de los proveedo-res de tecnologías de diseño hacia el usua-rio, es la de ofrecer una herramienta quese enfoque en el diseño, y no en la difi-cultad de operar el CAD en 3D, ahora,con el CAD en 3 D intuitivo, los diseña-dores e ingenieros no tienen que centrar-se en el funcionamiento de la herramien-ta CAD, únicamente se enfocarán en lacreatividad y el diseño. ¿Qué más puedenpedir los ingenieros del diseño? Ojalá to-do en la vida fuera así de intuitivo.
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm08043d
Acerca del autor:
Ángel Ribó es Gerente de Ventas deSolidWorks para México, Centroamérica y el Caribe.
Los diseñadores se enfrentan a curvas
de aprendizaje muy largasque, en un inicio, retrasan
el trabajo.
Esta nueva tecnología soluciona muchas de las tareas mástediosas y, de algún modo, irrelevantes, de un ingeniero dediseño, así como aquellas tareas que les demandan muchotiempo. Lo que queda es la potencia del CAD en 3D, sin la com-plejidad.
CAD
Ser
vici
o al
lect
or:5
4

SC-2 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
El XVII Congreso de Máquinas-Herramienta y Tecnologías deFabricación se celebrará en el Palacio Miramar de San Sebas-tián los días 15, 16 y 17 de octubre de 2008. Con un enfoqueorientado a la innovación en proceso y precisión, esta reno-vada edición del Congreso difundirá el conocimiento de latecnología que se encuentra alrededor de la fabricación ymostrará las tendencias que los nuevos sistemas de produc-ción han trasladado al mercado.Máquinas más precisas e inteligentes para piezas más exigen-tes, medios de producción más polivalentes para alcanzar ma-yores productividades, así como nuevos estilos de gestión paraconseguir grupos de éxito.Esta 17ª edición del Congreso va a contar con una nueva estruc-tura, con la que se busca una mayor participación de las empre-sas, a lo largo de los tres días de duración del mismo. Las sesio-nes matinales girarán en torno a una ponencia especial (keynote) de aproximación a dos temas: Precisión, que contará conla intervención del Director de I+D de la empresa japonesa Yas-da Precision Tools K.K. y Procesos, en la que participará el Direc-tor de Ingeniería de Gamesa Eólica.
Por las tardes se celebrarán mesas redondas sobre el trabajodesarrollado por las líneas del proyecto CENIT “eEe – Tec-nologías avanzadas para los equipos y procesos de fabrica-ción de 2015”: línea 1 “Eco-máquina”, línea 2 “Máquina Inte-ligente”, línea 3 “Procesos y Multifuncionalidad” y línea 4“Precisión y Productividad”, en las que los líderes de esas tec-nologías comunicarán y coordinarán los desarrollos que vie-nen realizando en este proyecto. En las sesiones vespertinas,representantes de las empresas Cie Automotive, Uribesalgo,Fasa Renault e ITP, expondrán sus necesidades y experien-cias relacionadas con estas tecnologías.Por otra parte, la tercera jornada del Congreso estará dedica-da al análisis de las tendencias, de los nuevos modelos denegocio y de las estrategias de crecimiento sostenible quehan conducido a grupos empresariales como Acciona, GrupoAntolín, M.Torres o Construcciones Mecánicas José Lazpiur asu actual posición de liderazgo en sus respectivos mercados.Para mayor información se peude visitar la página web delevento: www.invema.es/congreso/2008/
Cuenta con el novedoso sistema *Podwer que permite darfinalizados tipo espejo a una pieza ya erosionada en procesode desbaste, ahorrando costos tanto en tiempo como enmateriales abrasivos.
Los movimientos de los ejes X, Y son enguías l ineales con lo cual se asegura undesplazamiento en rápido de30 m/min. Uno de los más veloces en el mercado, para este tipo de maquinaria
Visítenos en la Feria Internacional de Bogotádel 29 de septiembre al 3 de octubre de 2008CORFERIAS, Pabellón 3, Stand 114
Torno CNC Chevalier FCL 820
Electroerosionadora CNC para finalizado espejo
www.herratec.com.co
MEDELLÍN: PBX: 2626969 FAX: 2610033 - E-mail: medellí[email protected] BOGOTÁ: PBX: 3511555 FAX: 3702257 E-mail: [email protected]: PBX: 4384696 - FAX: 4487025 - E-mail: [email protected] MANIZALES: PBX: 8815646 FAX: 8815529 - E-mail: [email protected]
Vivimos el futuro día a día
EVENTOS
XVII Congreso de máquinas-herramienta y tecnologías de fabricación
El evento se llevará a cabo los días 15,16 y 17 de octubre de 2008en el Palacio de Miramar en San Sebastián, España
Serv
icio
al L
ecto
r: 55

www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 SC-3
Un dispositivo de manufacturabritánica para monitoreo depurga en soldadura provee unaindicación precisa del contenidode oxígeno en el gas de purgapara soldadura
El dispositivo para monitoreo depurga Argweld MKV, de Hun-tingdon Fusion Techniques, per-
mite iniciar el proceso de soldadura tanpronto el nivel correcto de oxígeno hayasido alcanzado, sin necesidad de estima-ciones o conjetura alguna. El monitorpuede ser utilizado en la industria de lasoldadura de acero inoxidable, de cromo odúplex, así como para las aleaciones de ní-quel. Entre las industrias que utilizantales materiales y necesitan estar en abso-luto control de la calidad de la soldaduraen la zona posterior de la misma están laaeroespacial, alimentaria, nuclear, auto-motriz, petroquímica, de bebidas, desemiconductores, de procesamiento.
Sobre este nuevo dispositivo, GeraldEvans, de Huntingdon Fusion Techni-ques, comenta: “El monitor ayuda a evi-tar inicios prematuros, así como la pérdi-da de tiempo y el uso excesivo del gasinerte debido al retraso en el inicio delproceso de soldadura, mostrando al ope-rador exactamente cuándo el nivel deoxígeno es lo suficientemente bajo parainiciar el proceso”.
El Argweld MKV posee una pantallade cristal líquido de 13 mm de altura, quepermite una lectura continua y precisa delos niveles de oxígeno, hasta de 0,1% (1000ppm), y de la caída de oxígeno hasta 0,01%(100 ppm).
El monitor puede ser conectado a lasalida del dispositivo de purga, de manera
que el gas fluya sobre el sensor y permitauna lectura continua e indique cualquierproblema en el proceso de purga, el cualafectaría la calidad de la soldadura. Alter-nativamente, el monitor puede ser utiliza-do en modo de muestreo, conectándoleuna sonda de acero inoxidable, insertadaen el espacio a ser purgado a través de laranura a soldar o en la salida del dispositi-vo de purga y tomando una muestra conuna pera de goma.
El dispositivo tiene un intervalo demedida de 0,01% a 20,9% de oxígeno (100ppm a 1 atmósfera), con una exactitud de±0,2%, al 20%, y ±0,02% al 2%. Mide 155mm x 81 mm x 38 mm y pesa 210 g.Cuenta con un intervalo de trabajo desde+40 °C hasta -40 °C y está alimentado poruna batería PP3 de 9 V.
Cada monitor viene con una sonda deacero inoxidable, un tubo de goma de 2 me-tros de largo, una pera de goma para vacío yuna correa para transporte, además de ins-trucciones para operarlo y calibrarlo y prue-bas de certificación.
Dispositivo avanzado paramonitoreo de purga
Servicio al Lector
Para mayor información sobre el dispositivo Argweld MKV
de Huntingdon Fusion Techniques en www.metalmecanica.com/servicio
digite: 707
El dispositivo Argweld MKV para monitoreo de purga para soldadura, que indica cuándo
el nivel de oxígeno es lo suficientemente bajo como para iniciar la soldadura,
elimina inicios prematuros o retrasos que generan pérdida de tiempo
y uso excesivo de gas inerte.
SOLDADURA
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804purga
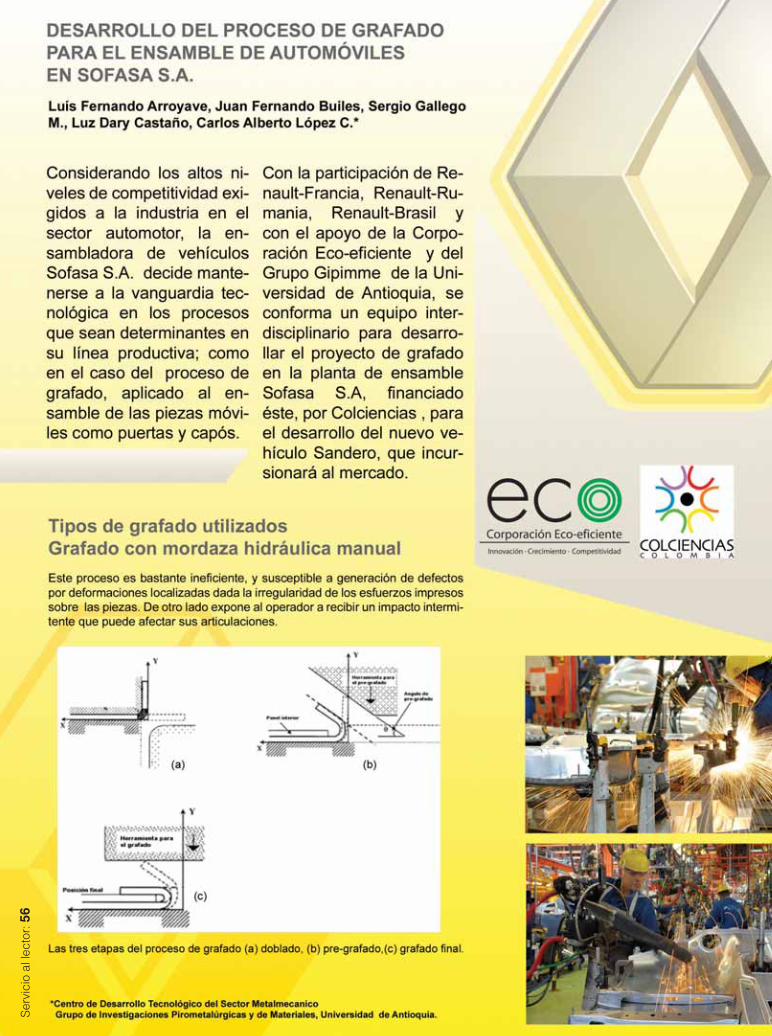
Ser
vici
o al
lect
or: 5
6
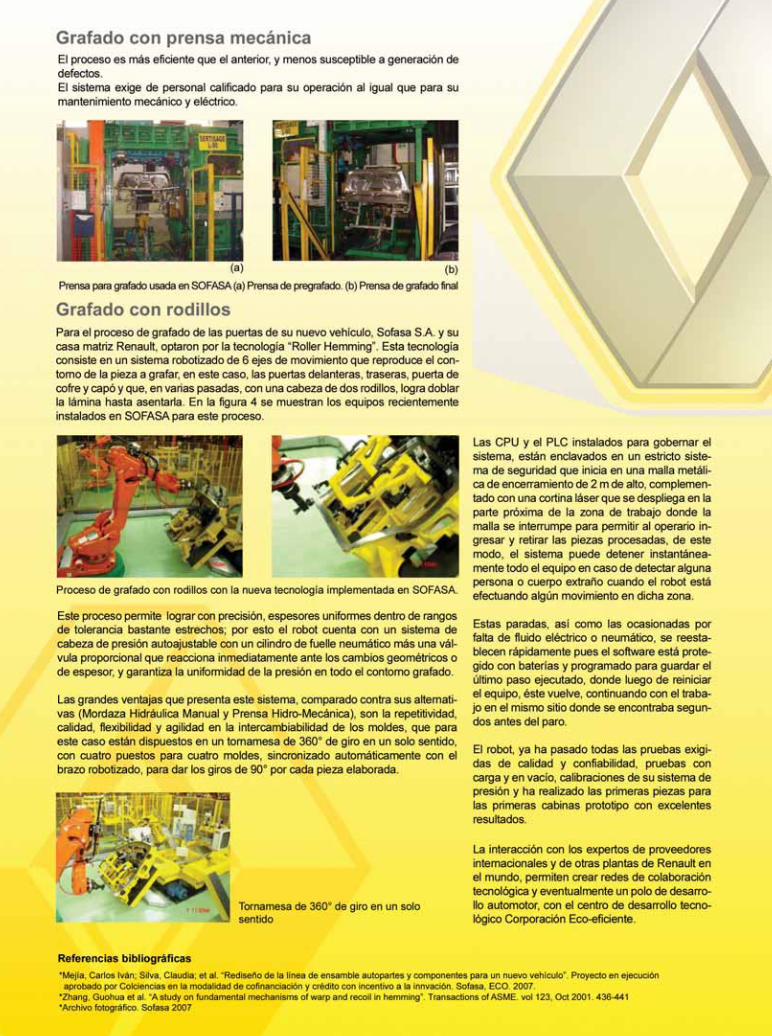

SC-6 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
NOTICIAS DE LA INDUSTRIA
Realizan seminario de estampado y troquelado metálicoEl Centro de Ingeniería y Desarrollo Industrial(Cidesi) y la Agencia de Cooperación Internacio-nal de Japón (Jica) realizaron el 4º Seminario deEstampado y Troquelado Metálico en la ciudad deQuerétaro.En el evento participaron empresas dedicadas al es-tampado y troquelado en lámina, así como empre-sas diseñadoras y fabricantes de troqueles. Entrelas temáticas impartidas se destacó la de “Tipos deherramentales para embutido cilíndrico”, que mos-tró las estructuras básicas, así como las propieda-des adecuadas del material a embutir.El segundo tema trató sobre “La visión de la admi-nistración de producción que gana la confianza desus clientes”, que abordó la importancia de la cali-dad, costo y tiempo de entrega como elementosesenciales para la permanencia del negocio dentrodel mercado.La última ponencia, “Cálculos para el embutido ci-líndrico y consideraciones”, destacó la importanciade conocer y aplicar los cálculos necesarios, así co-mo tener en cuenta consideraciones adicionales.El evento forma parte del Proyecto de Transferenciade Tecnología para laIndustria de Soporte que mantienen el Cidesi y Jica,cuyo objetivo es elevar la capacidad tecnológica delprimero en el área de estampado y troquelado paraque se mejore la calidad del apoyo hacia las pymes.
Asciende valor de la producción de autopartes en MéxicoDe acuerdo con la Industria Nacional de Autopar-tes (INA), en el primer trimestre de este año, elvalor de la producción del sector de autopartessumó US$5.147.130 miles, lo que equivale a uncrecimiento de 16,5%, en comparación con elmismo período del año anterior.En cuanto a la producción total de vehículos duran-te el primer semestre de 2008, la Asociación Me-xicana de la Industria Automotriz (Amia) revela quehubo un crecimiento de 8,4% con 1.047.993 vehícu-los ligeros producidos (apoyado por el incrementode las exportaciones), comparado con los 966.403vehículos en el primer semestre de 2007.Amia destaca que continúan afectando al mercadonacional las importaciones de vehículos usados,pues la ventas nacionales de vehículos nuevos en elprimer semestre disminuyeron 1,2%, aunque laasociación puntualiza que en el último bimestre seregistraron disminuciones importantes en las im-portaciones de vehículos usados, derivadas de lapublicación del decreto que modifica al que esta-blece las condiciones para la importación definitivade vehículos automotores usados, y que estableceque sólo pueden entrar a nuestro país vehículos de10 años de antigüedad que pueden circular en Esta-dos Unidos o Canadá.En cuanto a las exportaciones, Estados Unidos con-tinúa siendo el principal destino de los vehículosmexicanos, con 71,6% del total exportado en el pri-mer semestre de 2008.
Caintra presenta conferencia sobre los precios del aceroLa Cámara de la Industria de Transformación de Nuevo León (Caintra)realizó en conjunto con la Cámara de la Industria Siderúrgica y del Ace-ro (Canacero) la conferencia: “Precios del acero: tendencias y expectati-vas en México y en el mundo”.Durante la presentación, Régula Salinas Garza, presidente de Canaceroexplicó que de 35% a 40% del acero del mundo se vende en un país dife-rente del que lo produjo; los precios de los insumos requeridos para laproducción de acero han aumentado de manera importante, como elmineral de hierro, el carbón, el coque y la chatarra y se prevé que los au-mentos continuarán, dado el incremento en la demanda de materiasprimas como la energía eléctrica, el gas natural y el ferromagneso, pormencionar algunos.Hoy, los aumentos en los precios de venta apenas alcanzan a cubrir losincrementos en los costos de producción; México, que ha mantenido uncrecimiento sostenido, proyecta llegar a 18 millones de toneladas en2008, aunque dicha producción sólo representa una fracción pequeñadel total mundial.
Crece sector metalmecánico en Baja CaliforniaDe acuerdo con datos del gobierno del estado, el sector metalmecánicomantiene un crecimiento importante en la región. Los procesos de en-samble, tratamiento y fabricación de productos en la industria metal-mecánica en el estado se distribuyen de la siguiente manera: Tijuanacuenta con 124 plantas, aproximadamente 58% del sector; Mexicalitiene 52 compañías, que representan 24% del total del estado; en Tecatehay 25 empresas, que representan 12%; Ensenada dispone de 12 plan-tas y Rosarito posee una empresa instalada.Por otra parte, las estadísticas laborales del sector en el estado indicanque las empresas de este rubro generan más de 34.000 empleos direc-tos, de los cuales 54% se ubican en Tijuana; 31% en Mexicali, mientrasque el 15% restante se encuentra en Tecate, Ensenada y Rosarito.Así mismo, la industria metalmecánica en el estado está conformadapor 38% de pequeñas empresas, seguido de 35% de grandes empresas,mientras que a la categoría de mediana empresa corresponde 17% y, fi-nalmente, las microempresas, que representan 10%.
Proveedores del sector metalmecánico en México no cuentan con certificaciónMás de 90% de los proveedores en el sector metalmecánico en Méxicono cuentan con alguna certificación. De hecho, las empresas tractorasimportan más de 90% de herramentales de China, India, Brasil, Canadá,Europa y Estados Unidos, por falta de proveedores competentes.De acuerdo con datos del Centro de Diseño y Fabricación de Moldes yTroqueles (Moltro), dicha importación equivale a más de US$4000 millo-nes anuales en herramentales.Esto porque en el mercado nacional no existen suficientes programaspara desarrollo de proveedores, sobre todo del segmento pequeña y me-diana empresa.El centro Moltro sugiere a las empresas que pretenden ser proveedorascontar con un Plan de negocios, un certificado que avale sus compe-tencias técnicas y financieras, acceso a tecnología e infraestructuracompetente, así como personal competente en herramentales.En entrevista con Metalmecánica, Alberto Sánchez León, director delCentro Moltro, señaló que en México y hablando de las micro y peque-ñas empresas del sector, la escasa competitividad se deriva de la faltade tecnología y preparación técnica de su personal, así como de la faltade sistemas de calidad y la carencia de un plan de negocios.“Es necesario crear esquemas de capacitación continua especializada,así como buscar el acceso a financiamientos que permitan adquirirmaquinaria de vanguardia”, explicó.

www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 SC-7
Con excelente respaldo técnico.
Carrera 30 Bis # 5B - 40 – Telefax: +57 1 2372 840 Tel.: ++57 313 4215 645
Bogotá, Colombia
Equipos CNC Hyundai - Kia con altísima tecnología y calidad.
E-mail: [email protected] - www.hyundai-kiamachine.com
Visítenos
en la Feria Internacional
de Bogotá
Pabellon 3 - Nivel 1
Stand 318
29 de Septiembre
al 3 de Octubre
de 2008
NOTICIAS DE LA INDUSTRIA
Tecnológico de Monterreydesarrolla el Centro deIngeniería en Microprocesos El Centro de Ingeniería en Microprocesosdel Tecnológico de Monterrey propone laelaboración de nuevos productos quími-cos eficientes, económicamente viables yamigables con el ambiente a través de laingeniería de microprocesos químicos,con el objetivo de que disminuyan el des-perdicio de materiales y ayuden a la pre-vención de problemas ambientales.De acuerdo con el doctor Alberto Men-doza, director del nuevo centro ubicadoen el Campus Monterrey, dicho centrorepresenta una promesa para la gene-ración de nuevos procesos químicos yde propuestas de negocios de base tec-nológica.“Estoy seguro de que este centro tendrámucha repercusión en la innovación quese generará en el ámbito de los procesosde producción de la industria en Méxicoy derivará en un mejor uso y cuidado delos recursos naturales”, dijo Mendoza.El centro nace por la situación actual dela producción industrial en México, queaporta más de 20% anual al Producto In-terno Bruto como consecuencia delavance en los cuatro sectores que la inte-gran: minería, manufactura, construc-ción, y electricidad, gas y agua.Sin embargo, la inadecuada disposiciónde los residuos que produce la industriaha originado uno de los mayores proble-mas ambientales a causa de la contami-nación de suelo, subsuelo y red de alcan-tarillado,principalmente por los insumosutilizados en los procesos.Durante la producción, uso y disposiciónfinal de cualquier bien y servicio, se emi-ten al ecosistema material y energía ca-paces de dañar irreversiblemente los me-canismos de la naturaleza para regenerarel biosistema y sustentar la vida.
De acuerdo con la Cámara Minera de México (Camimex), paraeste año se esperan inversiones por casi US$2300 millones, quesituarían a México como uno de los principales destinos de in-versiones en exploración.En este sentido, el director general de Camimex, Sergio Alma-zán, explicó que durante los últimos cinco años las inversiones
se han quintuplicado, pues desde 2002 se mantiene un creci-miento sostenido de la industria.Según datos de los grupos de productores afiliados a la cámara,hasta el año pasado, el valor de la producción de este sector enMéxico ascendió a US$9460 millones. De igual manera, la inver-sión nacional en minería experimentó un fuerte repunte al al-
Se esperan fuertes inversiones para industria minera en México
canzar US$2156 millones, 70% superiora la registrada el año anterior.“El actual ciclo expansivo que experi-menta esta industria a escala interna-cional ha traído como resultado el in-cremento súbito de inversiones en ex-ploración y nuevos proyectos, alcan-zando cifras récord en nuestro país”,destacó.
Serv
icio
al L
ecto
r: 57

Servicio al lector: 58

INFORME ESPECIAL
www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 31
2008: un año para poner a prueba la competitividad
POR MARÍA CRISTINA OCAMPO VILLEGAS
Este año, considerado difícil enla producción mundial, pon-drá a prueba el ingenio y lacompetitividad de las indus-
trias. La fabricación de moldes, por serun sector de eslabón dentro la cadenaproductiva, ya que manufactura paraotros sectores como el de electrodomésti-cos, electrónico, autopartes y calzado,será uno de los que más sentirá el impac-to de los vaivenes de la economía global.
Ante los problemas comunes queazotan al sector desde hace tres años, co-mo la competencia con los productosasiáticos, los altos costos de los materialesy la revaloración de las monedas localesfrente al dólar, los empresarios se venabocados a incrementar su competitivi-dad. El mejoramiento de la calidad delos productos y la reducción de los costosde producción constituyen las principa-les alternativas para lograr dicho objeti-vo. En estas condiciones, el uso de la tec-nología de punta y la búsqueda de nue-vos mercados son los principales retosque enfrentan los fabricantes de moldesen América Latina en 2008.
Con el fin de determinar el clima de losnegocios para este sector, Metalmecánica In-ternacional interrogó a 121 fabricantes demoldes de 12 países del subcontinente: Ar-gentina, Bolivia, Brasil, Chile, Colombia,Costa Rica, Ecuador, Guatemala, Hondu-ras, México, Perú y Venezuela
Según las respuestas obtenidas, 58%considera que la situación económica de
la industria el año pasado fue favorable,así: 4% la calificó como excelente y 54%como buena. De la misma manera, 45%de los empresarios espera que el desem-peño industrial del año 2008 sea mejorque el de 2007 y 39% que sea igual.
Evaluación de 2007El año pasado, las ventas de moldes enAmérica Latina aumentaron para 52% delos encuestados. Aunque este porcentajesupera la mitad de la muestra, también re-sulta bajo si se compara con el comporta-miento de otros sectores productores de
bienes intermedios, para los cuales au-mentaron las ventas en más de 80% de loscasos. Este fenómeno puede explicarse porel incremento de las importaciones demoldes, principalmente de Asia, que lle-gan con precios inferiores a los costos deproducción locales. Para Juan ManuelArroyo, presidente de Bencraft, una pe-queña empresa que lleva 30 años en elmercado, los productos asiáticos afectan laproducción tanto directa como indirecta-mente. En forma directa cuando debenenfrentar la competencia por la entrada almercado de moldes extranjeros. Indirec-
Productores de moldes de América Latina
Sí18%
No58%
En proceso24%
Reducción del plantel laboral superior al 10%
7%Reducción del plantel laboral inferior al 10%
15%
Aumento inferior al 10%40%
Aumento superior al 10%40%
Regular38%
Buena54%
Mala4%
Excelente4%
Inferior al de 200716%
Igual al de 200739%
Superior al de 200745%
Perú7%
Venezuela3%
Argentina13%
Bolivia1%Brasil1%
Chile2%
Colombia24%
Costa Rica3%Ecuador
4%Guatemala
3%Honduras
1%
México38% En Estados Unidos
3% En mi país94%
En otro país latinoamericano
3%
Porcentaje de participación por país Localización de principales clientes
Empresas con certificación ISO Situación económica de la industria
Modificación en la planta de trabajadores Desempeño de la industria

INFORME ESPECIAL
32 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
tamente, cuando se trata de importacio-nes masivas de otros productos cuyas in-dustrias demandan moldes metálicos pa-ra la producción de los bienes finales. Alafectar a las empresas nacionales, estasbajan la producción y, por lo tanto, dejande adquirir moldes. Los productores dejuguetes son uno de los principales clien-tes de Bencraft y uno de los sectores másafectados por la competencia de produc-tos chinos.
Por otra parte, 38% de los empresa-rios incrementó los precios de venta delos moldes. Sin embargo, 86% advierteque los costos de las materias primas au-mentaron en el último año. En estas con-diciones, resulta evidente que la rentabi-lidad empresarial se ha visto afectada pa-ra un número importante de empresa-rios, que no ha podido trasladar este so-bre costo a los consumidores finales. Deacuerdo con la encuesta, 25% registró unaumento de la rentabilidad y 30% verifi-có una disminución.
Los precios de los metales se encuen-tran altos en los mercados mundialesdesde el año 2006. Particularmente, elaluminio se cotiza en la actualidad enUS$2590 por tonelada, el cobre aUS$8675 por tonelada y el plomo aUS$1795. Según el Banco Mundial en suinforme sobre las perspectivas de la eco-nomía global, “los precios de los metalesdescendieron 15% durante la segundamitad de 2007, pero luego aumentaroncasi 30% hasta abril de 2008, por lo quequedaron 10% por encima de los valoresde un año atrás”. Estos datos contrastan
con la situación que se registraba en juliode 2005, cuando el promedio de los me-tales básicos se acercaba a los US$800 portonelada.
Panorama por paísesUn análisis de las expectativas por país,muestra una preponderancia de las res-puestas positivas en Colombia y Perú.En contraste, Argentina registra el ma-yor número de respuestas negativas. Así,71,4% de las empresas colombianas cali-fican la situación económica como exce-lente o buena y lo mismo ocurre con66,7% de las peruanas.
Frente a las perspectivas del sector en2008, los más optimistas son los empresa-rios peruanos: 83,3% de los encuestadosesperan que el presente año sea mejorque 2007. En igual sentido se pronunció80% de los ecuatorianos. Estos porcenta-jes están muy por encima del promediolatinoamericano, que para esta respuestafue de 45%.
Por su parte, las empresas argentinasfueron, dentro de la muestra, las máspesimistas: 6,3% calificó la situacióneconómica actual de la industria comomala; el promedio latinoamericano deesta respuesta fue 4%. Frente al compor-tamiento del sector en el presente año,25% de los encuestados argentinos temeque sea peor que el de 2007. El promediolatinoamericano en esta respuesta fue de16%.
Los resultados para la encuesta apli-cada a las empresas mexicanas no distin-guen una tendencia clara. Frente a lasituación de la industria, 52,6% la califi-ca como buena y 5,3% como excelente.Pero, otro 5,3% de las respuestas indicanque la situación es considerada comomala. Así, 37% espera que 2008 sea me-jor que el año anterior y 7,9% teme quesea peor.
Condiciones de producciónA pesar de que el sector enfrenta algu-nas situaciones desfavorables, un buennúmero de productores continúa apos-tándole a las mejoras tecnológicas con elobjetivo de aumentar la competitividad.
19%
10%
16%
11%
8%
11%
6%
9%
4%3% 3%
Inversión en nuevos equipos y tecnologías
Actualización / Remodelación de máquinas
Actualización/remodelación de máquinas-herramienta (retrofiting)
Diversificación y mejoras en calidad de productos ofrecidos
Mayor concentración en ventas y mercadeo
Capacitar recurso humano
Invertir en investigación y desarrollo
Alianza estratégica con otras empresas
Incursión en tecnologías especiales
Mejoras asociadas al cuidado del medio ambiente
Producción de insumos que antes compraba a otra empresa
Planes estratégicos
Serv
icio
al L
ecto
r: 24

X-traordinaria. La S4 redefineel concepto de excelencia.
1978, inicia la era S4. Se descubre la ventaja de utilizar instantáneamente y
en modo independiente todas las herramientas con el cabezal multiprensa.
La singularidad de un sistema multifunción extremadamente compacto. La
posibilidad de integración en sistemas FMS, el nesting optimizado de piezas,
el funcionamiento sin la presencia del operario.
2008, el futuro ha cambiado: nace S4X y se alcanzan las nuevas metas que hacen
el sistema aún más eficiente y competitivo en términos de consumo y control. Su
estructura exclusiva en forma de C, con nuevas dimensiones reducidas y de alta rigidez, para garantizar calidad excelente, extrema
precisión y repetibilidad de las piezas punzonadas y cizalladas. El nuevo manipulador, aún más innovador
en la arquitectura y en la cinemática, para asegurar la máxima precisión y rendimiento. El cabezal
multiprensa, patentado por Salvagnini, para hacer este sistema único bajo el perfil del tiempo ciclo y del
desgaste de las herramientas. La cizalla integrada, para que la innovación alcance también la logística de
desplazamiento de la chapa en fábrica. S4X: la excelencia ahora tiene una nueva definición.
El más eficiente sistemaintegrado de punzonadoy cizallado para lamecanización de la chapaha superado los confinesde la innovación.S4 Salvagnini: ahora, S4X.
[ ]S
alva
gnin
i Ita
lia S
pa |
Via
Ing.
Gui
do S
alva
gnin
i, 1
| 360
40 S
areg
o (V
icen
za) I
talia
| m
arke
ting@
salv
agni
nigr
oup.
com
| w
ww
.sal
vagn
inig
roup
.com
Salvagniniestará presente enEuroBlechHannover
21-25/10/2008Pav. 11 - Stand E38
Ser
vici
o al
lect
or: 2
5
Inst
ron
is th
e to
tal s
olut
ion
prov
ider
for m
etal
s te
stin
g, in
clud
ing
tens
ion,
impa
ct/h
igh
stra
in ra
te
hard
ness
, fat
igue
, ben
d/fle
x, s
hear
and
tors
ion.
Whe
n M
ater
ial P
erfo
rman
ce is
Crit
ical
...
Inst
ron
Braz
il . A
l. To
cant
ins,
280
- Un
idad
e 7
. 064
55.0
20 B
arue
ri/SP
. Te
l: 46
89-5
480
. Fax
: 468
9-54
90 .
go.in
stro
n.co
m.a
r/MET
MEC
TRUS
T In
stro
n®
En general, el panorama tecnológico para los productores de moldes en AméricaLatina ha mejorado en los últimos años, aunque todavía no se alcanzan los nive-les óptimos de participación de máquinas de control numérico (CNC) frente a lossistemas convencionales. Dentro de la muestra, del total de equipos empleados,33% corresponde a máquinas de control numérico y 67% a convencionales. LosCNC mayoritarios están en centros de mecanizado, fresadoras y sistemas deinyección.
Un comportamiento similar se presenta en los niveles de inversión. Los fabri-cantes de moldes que aumentaron la inversión en maquinaria durante 2007, re-presentan 43%, porcentaje satisfactorio aunque inferior al de otros sectores indus-triales cuyo porcentaje pasa de 55%. La razón es que la tecnología de punta siguesiendo considerada costosa para los productores latinoamericanos. Pero el princi-pal problema no es adquirir la maquinaria que se encuentra disponible, sino con-tar con técnicos y operarios debidamente capacitados para aprovechar las bonda-des de la nueva tecnología. A este respecto, Gilberto Pinzón, presidente de Fun-dimoldes de Colombia, señala que la empresa debió preparar al personal, ya quees difícil encontrar personas especializadas en el manejo de estos equipos en elmercado. En 2007, según los datos arrojados por la encuesta de Metalmecánica,80% de las empresas incrementó la contratación de personal: 43% de las compa-ñías vinculó operarios calificados y 34% técnicos profesionales.
Otro indicador que refleja la situación de competitividad del sector se relacio-na con la certificación internacional de calidad. Sólo 18% de las empresas se en-cuentran certificadas y 24% informa encontrarse en proceso de certificación. Deeste total, 88% cuentan con ISO 9001 y 12% con ISO 9002. Estos resultados pue-den explicar que apenas 26% de las empresas exporten y que se destine un prome-dio de 28,3% de la producción para los mercados externos. Los destinos más seña-lados por los consultados están localizados dentro de la región, 3% exporta a Es-tados Unidos y ninguno de los encuestados a Europa. La poca presencia de lasventas de moldes latinoamericanos en el Viejo Continente también se vincula a lafalta de certificación ISO 14000, sobre buenas prácticas medioambientales,indispensable para llegar a dicho mercado.
Dentro de este panorama, se indagó entre los empresarios en qué porcentajehabían incrementado la inversión tendiente a mejorar la capacidad productiva dela empresa durante 2007. De estos, 42% admitieron no haber realizado ningunainversión, y 37% la aumentaron en menos de 10%.
Cómo ven los productores al sectorEl optimismo de los productores de moldes se ve materializado en las intencionesde inversión orientadas a mejorar la productividad durante el presente año. Losplanes estratégicos más mencionados son, en su orden: actualización o remodela-ción de máquinas y herramientas (26%), inversión en maquinaria y equipo (19%),diversificación y mejoras en la calidad de los productos ofrecidos (11%), capacita-ción del recurso humano (11%) y mayor concentración en ventas y mercadeo (8%).
Los productores desean llegar a nuevos mercados; no obstante, la devaluacióndel dólar frente a las monedas locales y los problemas de índole política de algu-nos países latinoamericanos, actúan en contra de estas intenciones.
En primer lugar, la devaluación de la moneda norteamericana ha sido másacentuada en Colombia, Brasil, México y Argentina. La pérdida de valor del dólarhace menos rentables las exportaciones mientras que favorece la entrada al país deproductos importados. El otro aspecto se relaciona con los roces políticos entre al-gunos países de la región, que vulnera la confianza de los exportadores. La situa-ción política interna, como en el caso de Argentina, también afecta las expectati-vas de los productores.
El presidente de Fundimoldes, afirma al respecto que la rápida devaluacióndel dólar y la dificultad para predecir el comportamiento de la divisa a futuro,
34 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.comServicio al Lector: 26
INFORME ESPECIAL

Ser
vici
o al
lect
or:2
7

36 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
afecta considerablemente a los exporta-dores. De acuerdo con Pinzón, moldescon un alto grado de sofisticación, cuyopedido se recibe con seis meses de ante-rioridad y que son vendidos teniendo encuenta un tipo de cambio determinado, ala hora de recibir el pago, ese dinero enmoneda local resulta ser menor que elpresupuestado. En muchos casos, estadiferencia representa una pérdida parael productor.
Fundimoldes es una empresa colom-biana que exporta a Ecuador, Venezuela,Panamá y México. Según el empresario, laincertidumbre causada por los problemasdiplomáticos de esa nación con algunos desus vecinos también es un factor que juegaen contra de las exportaciones.
El caso del mejoramiento de la pro-ducción se refleja en la compañía mexi-cana Moldes y Proyectos Guerra, que fa-brica moldes principalmente de acero yduraluminio para inyección de plásticosy que atiende es especial al sector auto-motor. Según el director de proyectos dela empresa, ingeniero Alan Guerra Ba-rón, el escenario actual que vive la in-dustria en México obliga a todos los par-ticipantes del sector a ser más eficientesen su producción, contando con equipode última generación y trabajando decerca con sus clientes. “Si bien es buenotener grandes clientes, a veces resulta
mejor focalizarse en clientes que requie-ran piezas simples, sobre todo si no setiene la experiencia para afrontar pro-yectos más grandes”. Anota que la com-pañía cuenta con equipo CNC y ve co-mo buenos mercados de exportación Es-tados Unidos y Asia, además de los paí-
ses donde existen tratados de libre co-mercio. “En México, a nivel general serequiere mejorar los equipos y, porende, capacitar al personal para aprove-char dichas tecnologías, pues los indus-triales mexicanos tienen poca experien-cia”, explicó.
Por su parte, el ingeniero RobertoOcampo, director general de la empresaAplicaciones Térmicas, considera degran importancia la fabricación de losherramentales que se fabrican a partirdel diseño asistido por computadora, conaltos estándares de calidad, lo que le havalido contar con clientes como AMP deMéxico, Alcomex y Six Flags, entreotros. Su empresa, que tiene 15 años deexperiencia en el ramo metalmecánico,se dedica a la fabricación de moldes ytroqueles, principalmente moldes de in-yección y compresión. “Los moldes y, o,troqueles, son una parte fundamentalpara determinar el éxito de un producto,porque de ahí deviene su calidad. Esa esla principal dificultad que hemos encon-trado, es decir, empresas que no atiendeneste tema y terminan adquiriendo mol-des usados o viejos que en nada ayudan asu producto –indicó el ingeniero Ocam-po–. Si se quiere exportar, es necesariomejorar los tiempos de producción, yello se puede lograr contando con las pie-zas precisas y eficientes”.
No se registraron incorporaciones13%
Cargos gerenciales3%
Administrativos7%
Operarios calificados43%
Técnicos profesionales34%
Aumentó inversiones más del 20%
14%
Aumentó inversiones entre el 10% y el 20%
22%
Aumentó inversiones en menos del 10%
29%
No realizó inversiones tendientes a aumentar la capacidad productiva
35%
INFORME ESPECIAL
Tipo de Nuevas Contrataciones
Inversión en Capacidad instalada
Serv
icio
al L
ecto
r: 28

STA
ND
# A
-84
00
Servicio al lector: 29

38 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Otro caso representativo mexicano esel de Herrajes y Acabados Metálicos, em-presa de origen familiar que inició opera-ciones en 1960 con la fabricación de herra-jes de argollas para carpetas escolares y deoficina. En 1964 se convierte en proveedo-ra de la industria automotriz, fabricandoproductos troquelados, con ensamble yacabados superficiales y cuenta, principal-mente, con equipo CNC.
En este último rubro es proveedorade empresas como Chrysler, Nissan yVolkswagen, entre otras. De acuerdocon el ingeniero Manuel Márquez, jefede mecanizados CNC, al ser una empre-sa con casi 50 años en el mercado, ha en-frentado cambios en el panorama indus-trial, como la globalización.
“Es un fenómeno que nos está pe-gando de varias maneras, porque el mer-cado se vuelve más competitivo; sin em-bargo, dentro de toda esta vorágine decambios, para el sector existe la posibili-dad de exportar a Estados Unidos, Suda-mérica o Asia; de hecho, ya lo hacemos”,indicó el ingeniero Márquez. Agregaque no ha sido un trabajo fácil y hancontado con el apoyo de autoridades pa-ra lograrlo. Así mismo, destacó que elreto tecnológico más importante está re-lacionado con los cambios que se puedanhacer dentro de una planta para poderser más competitivos.
Otra empresa familiar mexicana esPlamolde, que inició labores a mediadosde los ochenta en la fabricación de moldesde precisión y productos de inyección deplástico. Cubre sectores industriales comoel automotor, con moldes para cubierta deancla de cinturón, moldes para tapa de ba-se de manija para puerta; moldes para
tapas de recipientes de líquido limpiapa-rabrisas, entre otros, además del rubro delas cerraduras con moldes de inyección depresión y moldes de cubiertas para canda-dos y llaves para intemperie.
El ingeniero Eduardo Robles, geren-te general de la empresa, comentó que setrabajan diversos géneros de moldes,principalmente por la experiencia obte-nida, aunque todo en función de cómo seencuentre el mercado.
“Las principales dificultades quehemos encontrado como empresa en laindustria son las restricciones del merca-do debido a los costos. Por ejemplo, al-gunas automotrices mandaron proyectosa Centroamérica porque encontraronmejores costos, mientras que otras em-presas prefieren comprar en China o ad-quirir piezas de desecho”, indicó el en-trevistado.
Robles agregó que, como cualquierotro país que fabrica moldes, en Méxicoexiste la experiencia y calidad, aunqueno hay tanto apoyo para exportar, lo cualabarca desde la misma cadena de prove-edores hasta la falta de créditos, apoyosde asociaciones o instituciones guberna-mentales.
“En la empresa siempre hemos esta-do al tanto de la tecnología. De hecho, to-dos los años se adquiere lo mejor y másmoderno en equipos dentro de nuestras
ISO 900188%
ISO 9002 12%
ISO 14000 0%
Sí21%
No79%
INFORME ESPECIAL
Empresas que exportan
Tipo de certificación
Serv
icio
al L
ecto
r: 30

¿Necesita usted encontrar una
mejor solución para mecanizado?
Descubra lo que Delcam puede hacer
por usted.
posibilidades. Sin embargo, de ma-nera general veo que si, por ejemplo,una empresa automotriz llega al paísy quiere desarrollar una cadena deproveedores, establecerá estándaresmuy altos, que hacen que sea difícilcompetir, por lo cual es necesario quelas empresas que deseen ser competi-tivas se actualicen”, puntualizó.
Por el lado de la industria de ter-moplásticos, hay empresas fundadasrecientemente, como EspecialidadesArme, que se inició en la fabricaciónde moldes en el año 2002. Esta com-pañía cuenta con la experiencia delingeniero Arturo Mejía, su directorgeneral, quien trabajó en una em-presa europea fabricante de moldespor más de 15 años. Principalmente,son proveedores de la industria au-tomotriz, especializados en la fabri-cación de moldes para inyección deplástico.
“Aunque somos una empresa pe-queña y enfrentamos los retos queeso implica para cualquier empresaen México, apostamos por la expe-riencia y el contar con equipo de úl-tima generación para desarrollar elproyecto de manera completa”.
Otra problemática, añade Mejía,se relaciona con la necesidad de fi-nanciamiento para invertir: “Por miexperiencia en Europa, sé que unasolución para este problema que en-frentamos las empresas pequeñas esla asociación con otros fabricantes afin de suavizar algunos costos.
Por su parte, la Compañía Indus-trial Matvi, que inició operaciones en1971, cuenta con personal calificado ymaquinaria para el diseño y elabora-ción de moldes de inyección y extru-sión-soplo de termoplásticos, destina-da a reforzar los objetivos de opera-ción de su empresa hermana Tecni-plast, que fabrica tapas y tapones parala industria de bebidas y licores.
Aunque es una empresa de ori-gen familiar, apostó por invertir ennuevas tecnologías, con el fin de aten-der sectores industriales como el far-macéutico y alimentario, para clien-tes como Alpura y Avimex, ademásde varios laboratorios.
De acuerdo con el ingenieroMaurilio Reyes, gerente de produc-ción, la competencia en el mercadoes uno de los retos más fuertes deafrontar, pues cada vez hay más em-presas que ofrecen productos de ma-yor calidad, con menores tiempos deproducción.
“Particularmente, nosotros esta-mos en el proceso de certificaciónISO 9000; además, se han imple-mentado nuevas formas de higiene yseguridad en la empresa. Tambiénmejoramos equipo y estamos reno-vando en las posibilidades de la em-presa”, expresó Reyes.
Por ser un producto intermedio,el clima de negocios para los fabri-cantes de moldes en América Latinadurante 2008 estará ligado al com-portamiento de los demás sectoresde la economía que, según los orga-nismos multilaterales, será inferioral registrado en los dos años anterio-res, pero no caerá a niveles honda-mente preocupantes. Para competircon las crecientes importaciones deproductos asiáticos, los empresariosse están viendo obligados a mejorarsus condiciones tecnológicas y de ca-lidad, pero siguen enfrentando elproblema de la falta de personal ca-pacitado y los altos costos de las ma-terias primas.
Finalmente, la entrada o conti-nuidad en el mercado externo se havisto afectada por la apreciación delas monedas locales frente al dólar,que encarece los productos en el exte-rior, y los problemas de índole políti-ca que afrontan algunas naciones delsubcontinente.
Acerca del autor:
María Cristina Ocampo Villegas,periodista y economista, colabora en temas económicos para variaspublicaciones especializadas y escatedrática de la Universidad de la Sabana en Bogotá, Colombia.
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804molde
INFORME ESPECIAL
www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 39 Servicio al Lector: 31

CAD/CAM
40 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
POR EQUIPO EDITORIAL DE METALMECÁNICA Y DELCAM
Ciertamente, Carniaflex no esde pequeña escala, pues cons-tituye uno de los fabricantesmás grandes en su campo,
gracias en parte a la utilización de susoftware CAM.
“Nuestro mercado tiene tres retos –ex-plica Angelo Rovere, de Carniaflex–. Lamayoría de las partes que producimos sonpara industrias de nicho, caracterizadaspor tamaños de lote pequeño a mediano, oítems especiales para pacientes individua-les. De ahí la extrema precisión que tene-mos que ofrecer. Nuestros componentesmás grandes no exceden los 12 milímetrosde diámetro y muchos tienen también de-talles de 0,1 milímetros. Usamos materialesmédicos, como el titanio y las aleaciones deacero, ambos extremadamente duraderos ylivianos, que deben ser mecanizados en unambiente controlado.
“En la mayoría de proyectos utilizamosel sistema PowerMILL CAM, de Delcam,para mecanizar diseños suministrados pornuestros clientes –añade Rovere–. Sin em-bargo, podemos diseñar órdenes y partesúnicas con el software PowerShape CAD.El software Delcam nos permite movernosdesde diseños complejos hasta la tarea dehacer realmente micropartes.”
Además de las calidades de los progra-mas, el principal beneficio de usar softwareDelcam es el servicio de asistencia al clien-te que brinda la compañía. “El respaldoque Delcam ofrece es bien apreciado: losingenieros tienen conocimiento profundo,no sólo sobre el software sino también so-bre el mecanizado CNC. Esto nos ayuda aproducir partes acabadas extremadamentefieles al diseño inicial y a lograr producciónsin errores”, comenta Rovere.
Combinar precisión con una eficientetasa de producción es la clave para la com-petitividad de la compañía. “Por supuesto,la velocidad sólo resulta importante si estáacompañada del nivel correcto de calidad–explica Rovere–. El software Delcam nosha permitido crecer con excelentes tiemposde ciclo. La capacidad de llegar a los meno-
res tiempos es en parte el resultado de undiseño efectivo, pero también se necesita elsoftware correcto, que ofrece las estrategiasóptimas para mecanizar la pieza”.
“En la industria médica, todo sujetadoro material tiene que ser estudiado, caso porcaso, por el cirujano, el odontólogo o el or-topedista, que deben examinar la estructu-ra ósea de cada paciente de manera indivi-dual –afirma Rovere–. De ahí que no seafácil encontrar una solución estándar. Co-mo subcontratista de compañías que com-piten entre sí, el factor diferenciador real esla precisión dimensional continua. Unbuen ajuste con el paciente particular es lamejor garantía para una respuesta positivade cualquier implante. Así, todo dependede la calidad del trabajo de los fabricantescomo nosotros y nuestros proveedores.”
CAD/CAM en manufacturade implantes médicos
El software Delcam le permite a Carniaflex lograr alta calidady excelentes tiempos de ciclo.
Tel. (310) 479-6770 • Fax (310) 478-1365E-mail: [email protected]
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804cadcam
Servicio al Lector
Para mayor información sobre PowerMILL de Delcam
en www.metalmecanica.com/servicio digite: 701
Carniaflex, productor italiano de componentes médicos, opera a pequeñaescala de dos formas: produce corridas cortas de piezas o ítems únicos,muchos con dimensiones tan pequeñas como 0,1 mm.
Serv
icio
al L
ecto
r: 34
Servicio al lector: 33

MECANIZADO MULTIPROPÓSITO
42 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
La tecnología torneado/fresadoles permite a los usuarios completar una pieza de trabajoen un solo manejo. Este artículorevisa algunos criterios quehacen productiva esta aplicacióndel mecanizado multipropósito.
POR DETLEF STREICHERT
Pocas compañías invierten in-mediatamente cuando se intro-duce una tecnología. Hay unagran variedad de razones para
dudar. A menudo, la adopción es impe-dida por costo cuando una máquina in-novadora está disponible por primeravez. Hay incertidumbre sobre el compor-tamiento de las nuevas tecnologías con eltranscurso del tiempo.
Los descubrimientos toman años pa-ra lograrse, pero tienden a ser refinados ymejorados a una tasa mucho más rápida,de modo que aquellos que esperan recibi-rán generalmente un producto más sofis-ticado. Todo esto puede justificar perfec-tamente el no ser uno de los primeros enadoptarlos. Por otro lado, esperar muchotiempo para acoger el progreso puede po-ner el negocio en una desventaja sustan-cial. Este llamado de juicio debería eva-luarse periódicamente.
En el área de mecanizado multipro-pósito, muchos talleres de máquinas to-man inicialmente la decisión de esperar yver cómo se comporta la tecnología. Lacombinación de funciones de fresado ytorneado requirió programadores y ope-radores familiarizados con cada tipo demecanizado.
En un principio, la gran mayoría demáquinas multipropósito se enfocó en unproceso, con un desempeño menor en lasotras áreas. Muchos talleres querían eva-luar el valor de esta tecnología con el tiem-po antes de adoptarla. Eran reservas com-prensibles, pero ya han quedado atrás.
En la actualidad hay una diversidadincreíble en máquinas multipropósito
disponibles para los propietarios de di-versos talleres. Existen máquinas para sa-tisfacer cualquier necesidad, desde las deun taller que produzca partes pequeñaspara la industria médica, hasta las de unoque fabrique tubos largos para la indus-tria de petróleo y gas o componentes demotores aeroespaciales que poseen gran-des diámetros y requieren un eje Z corto.
Cuándo combinar fresado y torneado
Las fuerzas radiales generadas por la operación de torneado se canalizan a través de la estructura del husillo de fresado. Loscortes interrumpidos, así como el torneado continuo, pueden manejarse con el husillo.
Para operaciones de fresado, la máquina torno-fresa brindaventajas de acceso a las características geométricas de laparte, que antes requerirían operaciones secundarias. Másaún, el uso de materiales prefabricados o barras en bruto co-mo materia prima, simplifica la sujeción de trabajos y eliminafijaciones más complejas.
Con el husillo de fresado bloqueado en una posición sin rota-ción, el torneado de pinza con husillo y una torreta más baja,se crea un centro de torneado de cuatro ejes.

LA FÁBRICA DEL FUTUROACABA DE TENER UN MEJORAMIENTO.OPRIMA EL BOTÓN.
Véanos en IMTS: Booth A-8200 / A-8745
Servicio al lector: 35

44 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Las máquinas multipropósito varíandesde el nivel introductorio hasta aque-llas que proveen niveles increíblementealtos de desempeño, con presupuestos detodos los tamaños. Para la mayoría defabricantes, los beneficios potenciales delas máquinas multipropósito son abru-madores.
Eliminar el riesgo de imprecisiónA medida que evoluciona la industria,muchos fabricantes encuentran retos pa-ra mantener rangos cada vez más estric-tos de precisión. Es muy común producirpartes que requieren tolerancias por de-bajo de 0.001 pulgadas. También resultafácil encontrar centros autónomos de fre-sado o torneado que pueden satisfacer es-tas necesidades, pero eso es sólo la mitadde la batalla.
Cuando se producen partes medianteuna combinación de centros de fresado ytorneado, puede ser difícil, si no imposi-ble, mantener altos niveles de precisión.Cada vez que se transfiere una parte deuna máquina a otra, se añade una nuevavariable.
Estas variables aumentan rápida-mente. Una parte de complejidad mediapuede pasar procesos de mecanizado enmedia docena de máquinas o más. Sinimportar cuánto cuidado se ponga o cuán
sofisticado sea el equipo, las toleranciassiempre se deteriorarán cuando una par-te requiere volverse a fijar.
Las máquinas multipropósito estabi-lizan el proceso de manufactura al per-mitir cortar partes hasta completarlas enun solo alistamiento. La inevitable im-perfección que se produce cuando secompletan múltiples alistamientos es eli-minada, lo cual hace mucho más fácilmantener tolerancias estrechas.
Para fabricantes que trabajan partescon requerimientos de precisión menos
estrictos, puede parecer aceptable ignorarel efecto del mecanizado multipropósitosobre la precisión. Antes de hacer esto,tales compañías necesitan considerar lanaturaleza cambiante de la industria.
Es imposible poner atención a lasnoticias sin enfrentar el temor de perdertrabajo de manufactura por la competen-cia extranjera. Las opiniones sobre la se-riedad de este riesgo varían, pero puededecirse objetivamente que el trabajo debaja tolerancia es un mayor riesgo decontratar por fuera.
Vista general del taller de Pfeifer Industries, que utiliza máquinas de torneado/fresado Mori Seiki.
MECANIZADO MULTIPROPÓSITO
Serv
icio
al L
ecto
r: 36

Servicio al lector: 37

46 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Por otro lado, las industrias que re-quieren alta precisión, como la médica yla aeroespacial, experimentan un creci-miento significativo en Estados Unidos.Los fabricantes que hoy producen traba-jos de baja tolerancia pueden percibirpronto la necesidad de adaptar solucio-nes para tener éxito.
Alivio en automatización En años recientes, muchos fabricantes sehan visto enfrentados a una disminuciónde la mano de obra calificada. Como re-sultado, la automatización se ha conver-tido en una herramienta valiosa para lo-grar crecer, independientemente de ladisponibilidad de trabajadores adiciona-
les. Mediante un sistema automatizado,la productividad aumenta y un operadores capaz de producir mucho más con lamisma cantidad de esfuerzo.
Mientras sea posible, el desarrollo eintegración de un sistema automatizadoen varias máquinas puede ser una pro-puesta extremadamente costosa y reta-dora. Construir automatización en unasola máquina ofrece una solución muchomás simple: minimiza la cantidad deequipos necesarios, reduce la interven-ción del operador e incrementa la flexi-bilidad del sistema.
Pfeifer Industries, en Naperville,Illinois, es un ejemplo perfecto de la efi-ciencia posible al automatizar una solamáquina. Este taller de dos personas di-señó una celda de manufactura usandouno de los modelos de máquina inte-grada Mori Seiki con capacidades defresado, un cargador gantry y un siste-ma de medición de partes Hydrogage.Una parte común producida previa-mente por esta compañía requirió 3 mi-nutos 15 segundos de torneado, y 4 mi-nutos 8 segundos de fresado, con unoperador para transferir partes de unamáquina a otra.
Con la celda de automatización parauna máquina, Pfeifer disminuyó eltiempo total de mecanizado a sólo 5 mi-nutos, 20 segundos por parte. La pro-ductividad incrementada aumentó lacapacidad de 87 partes por día a 252 par-tes por día.
Aún más importante para el peque-ño taller: la cantidad de mano de obrarequerida disminuyó drásticamente. Enel pasado, uno de los dos empleados deltaller habría necesitado atender la má-quina de manera constante durante laoperación. Hoy, la celda de automatiza-ción sólo requiere 10 minutos de traba-jador por cada hora de producción.
Muchos talleres pueden no ser capacesde lograr resultados tan asombrosos comolos de Pfeifer, pero los beneficios básicosaplican a la mayoría de fabricantes. Conaccesorios como un cargador gantry ogrupo de pallets, una máquina multipro-pósito sencilla puede, fácilmente, conver-tirse en una celda de automatización queduplica o triplica la cantidad de partesproducidas por hora de trabajador.
MECANIZADO MULTIPROPÓSITOSe
rvic
io a
l Lec
tor:
38

LAS BARRERAS SEESTÁN CAYENDO.Venga a IMTS, Booth A-8200, para que lo vea usted mismo.
Visite: http://onesource.okuma.com/vision/mla
Contacte a su distribuidor local Okuma para una demostración de producto y vea cómo Okuma le ofrece mucho más a sus clientes y brinda mejores resultados en producción.
Servicio al lector: 42

48 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Flexibilidad y entrega rápida Para ahorrar dinero, muchas compañíashan abandonado la práctica de mantenerun inventario sustancioso de partes. Poresto, la velocidad de entrega es general-mente una preocupación principal cuan-do se selecciona un proveedor. Para losfabricantes, esto se traduce en la necesi-dad de agilizar la producción e introdu-cir flexibilidad, que va de la mano con lamanufactura esbelta.
Lograr una ventaja competitiva entiempo de entrega puede ser difícil, si noimposible, cuando una parte debe pasarpor muchas máquinas hasta estar termi-nada. Normalmente, cuando una partellega a una máquina, debe esperar en filahasta que se completen otros trabajos.
Cuando esto ocurre en cada paso delproceso, el tiempo total crece drástica-mente. Aun con el sistema de programa-ción más eficiente, este tipo de desperdi-cio existe cuando varios lotes de partescompiten por tiempo en el mismo grupode máquinas.
Un destacado fabricante aeroespacialevaluó su flujo de trabajo e hizo unanotable revelación: una parte específicarequirió 30 operaciones para ser mecani-zada hasta el acabado.
En promedio, cuando una parte semovía por el taller, esperaba tres días encada estación antes de ser procesada. Entreel tiempo de espera y el tiempo de mecani-zado, el tiempo de producción total de laparte implicaba alrededor de 30 semanas.Procesadas en lotes de 20, cada parte re-presentaba un ingreso de US$15.000.
Puesto que el valor del trabajo enproceso excedía el costo de integrar má-quinas multipropósito, el fabricante sedio cuenta que el costo de invertir ennueva tecnología era pequeño en compa-ración con el riesgo de perder el trabajofrente a un taller con tiempos de entregamás rápidos. Después de integrar máqui-nas multipropósito, el número total deprocesos y tiempo de entrega cayó signi-ficativamente y el taller permaneciócompetitivo.
Además de proveer tiempos de entre-ga rápidos, la reducción significativa de lacantidad de tiempo que una parte gasta co-mo trabajo en proceso, permite un altogrado de flexibilidad. La historia prueba
que ninguna industria es inmune a fasesde contracción, por lo que muchos talleresbuscan activamente diversificar su base declientes. El proceso de producción simpli-ficado, resultado del mecanizado multi-propósito, facilita que un fabricante adap-te el flujo de trabajo más rápidamente yatienda una base de clientes mixta.
Qué se debe considerarComo con cualquier inversión significa-tiva, hay muchos factores por considerarcuando se toma la decisión de adoptar elmecanizado multipropósito. Primero, untaller debería verificar si se justifica elcosto de la tecnología.
Para talleres relacionados exclusiva-mente con partes que pueden ser mecani-zadas hasta el final, en un solo alistamien-to, en un centro de fresado o torneado, elmecanizado multipropósito puede que noofrezca mucha ganancia. Pero otros fabri-cantes sí se beneficiarán de esta tecnología,y es simplemente cuestión de encontrar lamejor forma de hacerlo así.
La naturaleza de las partes que se pro-ducen desempeña un papel importantepara determinar qué variedad de mecani-zado multipropósito es el mejor en untaller. Para partes que requieren principal-mente torneado, con algunas operacionessimples de fresado o taladrado, un centrode torneado con herramental vivo proba-blemente sea la opción ideal.
Por otro lado, las partes que requierenmucho fresado y torneado, son mejor ser-vidas por una máquina que incorpore am-bos procesos sin comprometer el uno con el
otro. Los talleres también deberían tenerpresente que el mecanizado de alta veloci-dad y en cinco ejes sólo será posible en unverdadero centro de fresado/torneado.
Al elegir un modelo específico de má-quina, un taller debería considerar las espe-cificaciones y requerimientos de trabajospotenciales, así como aquellos existentes.La tecnología multipropósito ya se ha ob-servado lo suficiente como para que los fa-bricantes de maquinaria sean capaces debrindar detalles de clientes que se han be-neficiado de sus máquinas.
La reputación no es suficiente para jus-tificar una decisión de compra, pero debeser considerada definitivamente en el pro-ceso. Muchas máquinas multipropósito in-corporan características de diseño e inno-vaciones desarrolladas inicialmente en cen-tros de fresado o torneado. Mirar la historiade esas capacidades en otras máquinaspuede ofrecer algunas indicaciones sobrequé esperar de ellas en un nuevo contexto.
Sea que se busque menores costos,mayor productividad, tolerancias más es-trechas, entregas más rápidas o capaci-dad incrementada, el mecanizado multi-propósito puede ayudar a un taller alograr sus metas. La tecnología se ha pro-bado por sí misma y las compañías queno saquen ventaja de sus beneficios pro-bablemente se encontrarán en desventajafrente a la competencia.
© Reproducido de Production Machining con autorización ex-presa del editor.
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804cuando
Acerca del autor:
Detlef Streichert es ingeniero de producto de la filial japonesa de Mori Seiki en Estados Unidos.
Servicio al Lector
Para mayor información sobre los modelos de máquina integrada
Mori Seikien www.metalmecanica.com/servicio
digite: 705
Pfeifer Industries produce estas partes completas en su cen-tro automatizado fresa/torno. La productividad ha mejorado yla mano de obra se ha reducido con esta técnica de proce-samiento.
MECANIZADO MULTIPROPÓSITO

TORNEADO VERTICAL
www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 49
Torneado vertical invertido
Las máquinas base tienen un pequeño tamaño de apoyo y pueden ser integradas en numerosas configuraciones de flujo de tra-bajo para producción de volumen. La ingeniería para estas aplicaciones personalizadas es hecha en las oficinas centrales deMichigan.
Resulta lógico usar el husillo principal para un doble servicio: mecanizado y carga/descarga de la pieza de trabajo. Es una idea sencilla que se ha sofisticado desde el torneado hasta el multipropósito. Este artículo presenta lo último en el uso de torneadovertical invertido para producción de volúmenes con precisión.
POR CHRIS KOEPFER
Como muchas de las máqui-nas-herramienta de la histo-ria, el origen exacto del tornovertical (VTL) está perdido
en el tiempo; seguramente existió en elsiglo XIX. Para mí, la configuraciónVTL evoca marcas icónicas comoBullard, G.A. Gray y Giddings & Lewis,por nombrar unas pocas. Máquinas gran-des hechas para tornear contra la grave-dad partes muy grandes y que trabajancon un sistema de sujeción de piezas.
Por más de un siglo, la configuracióntradicional VTL ha sido refinada concapacidad adicional de torneado/fresado,servocontrol CNC, reducción de escalapara manejar tamaños de piezas de traba-jo más pequeños y producción de volú-menes más altos con la ayuda de automa-tización auxiliar para el sistema de suje-ción. Pero durante un siglo, el diseño bási-co del VTL permaneció sin cambios, conla base del husillo principal montada y elcarro de herramientas instalado en unaunidad deslizante de dos ejes sobre elhusillo. Sin embargo, desde los noventahay un nuevo diseño del VTL: el tornovertical invertido o pick-up.
Servicio al Lector: 23

TORNEADO VERTICAL
50 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
El concepto básico del vertical invertido es girar 180 gradosel diseño tradicional del VTL. Esto le permite al husillo prestarun doble servicio como cargador/descargador de partes.
Emag ha servido al mercado de Estados Unidos durante 20años. El presidente Gary Hulihan ha estado con la compañíadurante 11 años. Su operación en Farmington Hills, Michigan,emplea 50 personas, las cuales automatizan las máquinas-herramienta base como soluciones llave en mano para losclientes de la compañía.
Emag usa un diseño de portal para todas sus máquinas verti-cales invertidas. La base de la máquina (azul) es concreto depolímero, para dar amortiguación y estabilidad térmica. Launidad del carro, de fundición de hierro, corre sobre guías enla parte superior de la base. Es un diseño compacto quereduce la proyección del componente.
Como su nombre lo indica, el diseño toma el VTL tradicionale invierte 180 grados sus principales componentes (herramental yhusillo), lo cual permite la utilización del husillo principal para car-gar/descargar material en bruto y partes terminadas. Recuerdohaber visto por primera vez una de estas prematuras máquinas du-rante una exposición de IMTS en Chicago, y fue como una bofeta-da: “¿Por qué nadie pensó en esto antes?”.
Para encontrar el origen, desarrollo y niveles de capacidad deltorno vertical invertido, visité a Gary Hulihan, presidente de EmagLLC, en las oficinas centrales de Emag en Farmington Hills, Mi-
chigan. Emag manufactura una extensa línea de máquinas vertica-les invertidas desde 200 milímetros hasta 1,2 metros de capacidad,que varían en sofisticación, desde aplicaciones de producción llaveen mano con diseño personalizado, hasta celdas de producción au-tónomas.
Construcción de precisiónTodas las máquinas verticales invertidas de Emag usan un diseñode portal. La base frontal de la máquina tiene forma de U. Paraamortiguación y estabilidad térmica, la base está hecha de concreto
Serv
icio
al L
ecto
r: 44

Patrocinado por
Maquinaria y equipos para formación de metales herramientas e insumosunión y ensamble de metalesmanejo y almacenamiento de materialessoftware y sistemasacabado de superfi ciesseguridad en la fábrica y protección ambiental
maquinaria y equipo para procesar plásticos equipo de termoformadomaterias primasherramientas, troqueles y moldesrobótica y automatización diseño asistido por computadora (CAD) control de calidad, calibración y pruebas
Producido por
Parte de
Los ingenieros y directores de centenares de empresas*, así como los sectores industriales más importantes de México verán demostraciones de lo último en herramientas y tecnologías para la fabricación con metales y plásticos.Para todos los fabricantes de automóviles, electrodomésticos, artículos electrónicos, telecomunicaciones, dispositivos médicos, gabinetes y cajas de metal y plásticos, para todos ellos los productos y materiales que se exhibirán en la Expo son esenciales.
* Los representantes de más de 1900 compañías asistieron a la Semana Internacional de Diseño y Tecnología de Manufactura 2007 en Guadalajara.
ROC Exhibitions, EUA 630-271-8210; GDL 3030 7200, ext. 7214
PRECISIONFABMETAL & PLASTICS EXPO
Ser
vici
o al
lect
or:4
5

52 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
de polímero. El carro del husillo principal esde fundición de hierro y se extiende sobre laparte superior de la U, creando un lazo ce-rrado, una estructura cuadrada con una pe-queña proyección de componentes.
El carro del husillo cruza los ápices de laestructura en U sobre guías lineales en el ejeX. La estación de pick-up está hacia atrás delportal y la torreta de herramientas se encuen-tra montada en el frente. El husillo principal,al acoplarse cerca de su carro, se centra sobrelas herramientas de corte y se soporta total-mente a través de la carrera del eje X. Lamisma unidad deslizante también lleva elmovimiento del eje Y en máquinas equipa-das de esta manera.
Ya que el husillo principal está sujeto afuerzas de corte axiales y radiales, usa un ro-damiento hidrostático para separar las fuer-zas de corte y absorber vibración. El eje cen-tral del husillo está encapsulado en un man-guito sin fricción, con una delgada capa delubricante entre los componentes móviles.Cuando se aplica fuerza durante el corte, unaresistencia opuesta del rodamiento hidrostá-tico mantiene el husillo centrado, incluso encortes interrumpidos. El husillo también escapaz de posicionarse en el eje C y contor-near piezas de trabajo complejas.
En todos los ejes se usan escalas de cristalpara retroalimentación del posicionamiento al CNC. Este sistemade lazo cerrado provee automáticamente datos de separación alcontrol. La estabilidad térmica se mantiene por un sistema de en-friamiento de fluido activo. El motor de husillo, el husillo de traba-jo, la torreta de herramientas, el gabinete eléctrico y las unidadesbase se mantienen a temperatura, a unos pocos grados respecto alambiente.
Con este diseño vertical invertido, los componentes que brin-dan la precisión de la máquina –guías, tornillos de bola, escalas decristal, motores servocontrolados– pueden ubicarse fuera de la zo-na de trabajo y, por ello, pueden alejarse de las virutas y la conta-minación con refrigerante. “Los únicos componentes en el área demanufactura son aquellos que necesitan estar ahí –comenta Gary–.Aquellos ítems son la parte misma: los sujetadores de la parte y laherramienta de corte. La gravedad se encarga de las virutas y elrefrigerante, alejándolos del área de manufactura”.
Capacidad multipropósito
El concepto básico de máquina vertical invertida ha evolucionadoen varios grados de capacidad multipropósito, que permite proce-sar completamente una aplicación en una sola sujeción. Además deutilizar el husillo para cargar y descargar las partes en bruto y lasterminadas, estas máquinas pueden tornear y ser configuradas paraotras operaciones metalmecánicas, como taladrado, fresado, rectifi-
cado, tallado de engranajes, laminado y me-dición en la zona de trabajo de la máquinavertical invertida.
El diseño presenta un pequeño tamañode apoyo, y sin necesidad de cargadores au-xiliares, mantiene una mecánica simple.“Obviamente, usted tiene que tener el husi-llo, así que por qué no usarlo en lugar de unrobot o un operador para cargar y descar-gar”, dice Gary.
Muchos clientes de Emag producen altosvolúmenes. Analizar una aplicación requieremirar el número de operaciones, la remociónde material, el tiempo de ciclo y saber cuántastolerancias cruciales tiene la parte. Esos facto-res ayudan a determinar si se debería proce-sar la pieza con un solo vertical invertido yuna estación de rotación para op 10 u op 20 oir con dos husillos dedicados que permitanmecanizar ambos op.
“Una excepción a esto es si puede usarseel mismo sujetador de trabajos para op 10 yop 20; de esa manera, una máquina de husilloúnico puede procesar ambas operaciones.Normalmente, ese no es el caso”.
Otra consideración crítica en la ingenieríade proceso de una máquina vertical invertidao cualquier máquina de husillo doble es el ba-lance entre op 10 y op 20. La idea consiste eneliminar los tiempos ociosos ajustando los dos
tiempos de ciclo tan juntos como sea posible. La torreta tipo disco usada en la máquina Emag carga hasta 12
herramientas y cada estación acepta herramientas estacionarias oherramientas vivas de taladrado y fresado con diámetros de vásta-go desde 40 mm hasta 60 mm, según el tamaño de la máquina. Latorreta usa un acople integral Curvic para asegurar el disco en suposición. El mecanismo de indexado está contenido en la caja de latorreta, la cual elimina la entrada de contaminación a la unidad.
En una aplicación de doble husillo (en realidad, dos máquinasde husillo sencillo lado por lado), la pieza de trabajo en bruto se ali-menta en la primera máquina y es recogida de la banda transporta-dora por el husillo. Se mecaniza, y cuando está completa, se reem-plaza en el transportador transversal y se mueve hacia la estación derotación al alcance del segundo husillo. El segundo husillo de la má-quina recoge la parte para el trabajo restante. Una vez se completa,el husillo ubica la parte terminada en el transportador de salida.
Para asegurar un asiento automático y seguro de la pieza de tra-bajo en el mandril del husillo principal, la estación de recogida usauna placa cargada por resorte que compensa cualquier desalinea-ción del material en bruto. Si una parte en bruto está oblicua porrebabas o alojamientos no uniformes, la placa suspendida se des-viará bajo presión del husillo de modo que el material se alinee ade-cuadamente en el mandril.
La sujeción de la pieza para la primera operación es general-mente de tipo mandril ID u OD, que usa tres o cuatro mordazas
Este corte en sección muestra los recorridos del eje y lasdirecciones del flujo de trabajo en esta máquina de tornea-do vertical invertida multipropósito. El diseño básico de lamáquina le permite ser equipada con una variada capacidadde corte auxiliar, más allá del torneado.
Para producción de volúmenes pequeños a medianos conalta mezcla, esta máquina autónoma y autocontenida ofrecelas ventajas básicas del torneado vertical invertido en unpaquete prefabricado.
TORNEADO VERTICAL

TORNEADO VERTICAL
www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 53
para fundiciones bastas, materiales para corte o forjas. En la segun-da operación, ya que se ha creado un lugar de precisión durante laprimera operación, pueden usarse boquillas, especialmente si esnecesario localizar una característica mecanizada.
Mezcla variableLa mayoría de las máquinas que instala Emag son diseñadas paraproducción dedicada, muchas de ellas de la industria automotriz.“Antes, las cantidades automotrices estaban basadas en 1,2 millonesde partes producidas en tiempos de ciclo de 9 segundos. Ese núme-ro mágico estaba basado en horas de trabajo disponibles, turnos dis-ponibles y otros criterios –explica Gary–. La producción estabacentralizada en la planta OEM o de primera línea. A menudo, lamitad de la producción de la planta se enviaba a otras más lejanas;con el tiempo, esa filosofía ha cambiado con un nuevo pensamien-to que lleva una visión diferente de la producción y ha permitidover que descentralizar la producción tiene mayor sentido. En lugarde enviar la mitad de la producción de la planta ‘A’ a la planta ‘B’,se instalaron celdas de manufactura en la planta ‘B’. Así, hoy el nú-mero mágico para una celda de producción básica está más en elrango de 450.000 a 500.000”.
Además de este mercado tradicional automotor, Emag ha vistointerés en el concepto vertical invertido para talleres que trabajancantidades de lotes medianos y pequeños.
A este segmento, la compañía ofrece una línea de máquinasverticales invertidas autónomas para aplicaciones de bajos volúme-nes y alta mezcla.
Estas máquinas son celdas de torneado autocontenidas con uncarrusel ajustable de partes. Si su taller procesa fundiciones o forjasen volúmenes pequeños, medianos o altos, las ventajas inherentes
del concepto vertical invertido, carga/descarga automática, tamañode apoyo pequeño, herramental fijo o vivo y mecanizado de preci-sión pueden ser valiosas.
© Reproducido de Production Machining con autorización expresa del editor.
Walt Disney se cita textualmente con “todo comenzó con un ratón”. En elcaso de la máquina vertical invertida, todo comenzó, aparentemente,con un arreglo del asiento. Aquí está la historia del presidente de Emag,Gary Hulihan, sobre cómo apareció el torno pick-up. “Por años Emag fue fuerte en Europa haciendo tornos de producción ho-rizontal. En aquel tiempo, en la línea estaba un modelo de doble husilloque tenía husillos horizontales montados lado por lado. Estos eran car-gados y descargados externamente, como las máquinas similares dehoy. El ‘gran jefe’ de Emag en Alemania, el señor Norbert Hessbrueggen,estaba sentado en su escritorio, hablando con un colega, Jean Paul No-dier, que manejaba la operación francesa de Emag. Hessbrueggen esta-ba en un lado del escritorio y Jean Paul estaba en frente. Jean Paul dijo,‘Necesitamos una máquina vertical en nuestra línea de productos’. Nor-bert le pidió que se explicara. Jean Paul defendió la idea porque llenaríaun espacio en la línea de torneado de producción de la compañía. JeanPaul procedió a dibujar un esbozo básico de un VTL típico con el husilloprincipal en la base y el carro de herramientas arriba. “Norbert, quien estaba sentado frente a Jean Paul, miró el dibujo, el cualestaba invertido para él, y dijo a Jean Paul que tenía una excelente idea.‘De hecho, es una idea fantástica, y no sé por qué nadie había pensadoesto antes’, dijo Norbert. Y esa fue la chispa para la idea del diseño delhusillo invertido”. “Sin embargo, llega la pregunta: ¿qué tal si ellos hu-bieran estado sentados lado a lado?”, concluye Gary.
Usted también puede ver este artículo enwww.metalmecanica.com
En Búsqueda Global digite: mm0804invertido
Acerca del autor:
Chris Koepfer es el editor jefe de la revista Production Machining,del grupo editorial Gardner Publications con sede en Cincinnati,Ohio, E.U.
Servicio al Lector
Para mayor información sobre el torno vertical invertido de Emag en www.metalmecanica.com/servicio
digite: 704
Inspiración accidental
Serv
icio
al L
ecto
r: 46

54 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Un economista, especialista en la industria metalmecánica y defabricación, predijo que Latinoamérica, que tuvo un gran creci-miento en el sector de la manufactura, pero que se vio afectadapor la competencia del Lejano Oriente, pronto verá un resurgi-miento.“Los otrora formidables beneficios ofrecidos por China, In-dia y otros países asiáticos se están desmoronando”, afirma eldoctor Chris Kuehl, analista de la FMA –Fabricators & Manufactu-rers Association–.Kuehl hizo sus afirmaciones en el más reciente boletín electróni-co de la FMA, conocido como ‘Fabrinomics’. “El factor más impor-tante de esta situación es el costo del transporte, que ha venidosiendo llamado como la ‘costa más cercana’. “Esto significa quelas cargas que atraviesan el océano en grandes buques a diesel yano son tan baratas como antes.Ahora, en la relación costo-benefi-cio, es más rentable estar cerca del mercado de Estados Unidos,que ha vivido una onda explosiva en planes de reubicación de susplantas”.Afirma que “la mano de obra en China ya no es tan bara-ta como lo era antes, especialmente en las prósperas ciudadescosteras. El costo de la energía también se está incrementando yla economía china está enfrentando una inflación de 8,3%. El mis-mo patrón está desarrollándose en otros proveedores asiáticos. Esposible que en Asia exista un escenario más grande en mano deobra, pero no de personal capacitado y gerentes competentes. Es-
ta situación ha trazado límites paralo que se puede conseguir allá”.Según Kuehl, este panorama augu-ra un regreso de la manufacturahacia México, Centroamérica y Su-damérica e, incluso, a regiones deEstados Unidos. “China, por ejem-plo,nunca ha sido un territorio fácilpara trabajar. Ahora que las venta-jas en los costos de producción es-tán atenuándose, el atractivo detrabajar con nuestros vecinos delsur se ha hecho obvio”, concluyeKuehl.El doctor Kuehl hace parte de laFMA, una asociación profesionalcon más de 2300 miembros cuyoobjetivo es mejorar la industria del formado y la fabricación. LaFMA le ofrece a los fabricantes de maquinaria y equipos para elformado y la fabricación consejos tecnológicos, programas peda-gógicos y eventos, entre los cuales se destaca la reconocida expo-sición FABTECH International & AWS Welding Show, que se reali-za anualmente en diferentes ciudades de Estados Unidos.
Investigue nuevas tecnologías,Compare productos, y
Contacte a su proveedor local, o internacional...
¡Todo desde un mismo punto de contacto!
Los Showrooms de www.metalmecanica.com le brindan toda la información que usted necesita para escoger los equipos, maquinaria e insumos que su empresarequiere para mantenerse competitiva en el mercado.
Visite este mes:www.metalmecanica.com/showrooms/gibbswww.metalmecanica.com/showrooms/Kitamurawww.metalmecanica.com/showrooms/komawww.metalmecanica.com/showrooms/MFGwww.metalmecanica.com/showrooms/makinowww.metalmecanica.com/showrooms/Palmarywww.metalmecanica.com/showrooms/secowww.metalmecanica.com/showrooms/starrettwww.metalmecanica.com/showrooms/Topkingwww.metalmecanica.com/showrooms/visionwide
Showrooms: Información interactiva que funciona
showroomsShowrooms Véalos Todos
www.metalmecanica.comGibbs and AssociatesPoderosamente simple, simplemente poderoso
Kitamura Machinery of USA, Inc.Centros de mecanizado horizontales, verticales
KomaInnovaciones en productividad de máquinas-herramienta
MFG.comCreación, distribución, rastreo y concesión de partesy ensambles manufacturados
MakinoMecanizado de moldes, troqueles, autopartes...
Palmary Machinery Co. Ltd.Precisión, perfección y excelencia
Seco ToolsFresado, taladrado, torneado y más
Starrett CompanyLa decisión correcta en precisión
Topking technology co., ltd.Lapeado y pulido
Vision Wide Tech co., Ltd."originalidad", "creatividad" y "contribución"
Predice experto en la fabricación de metal
Latinoamérica: lista para el retorno de la manufacturaEl aumento en los costos de mano de obra, transporte y energía en China, factores clave para un mejor panorama de la región
NOTICIAS DE LA INDUSTRIA
El doctor Chris Kuehl hace parte de laFMA y es un economista especializadoen temas de la industria metalmecánicay de fabricación.

www.metalmecanica.com Edición 4 - Vol. 13 - Agosto/Septiembre 2008 55
Hypertherm, proveedor de tecnolo-gía en el corte de metal por plasmacelebró el pasado mes de junio, 40años de innovación con varioseventos en todo el mundo.Los eventos del 40 aniversarioarrancaron al sur de Estados Unidoscon el fundador de Hypertherm,Dick Couch y la vicepresidente derecursos humanos Barbara Couch.Los Couch celebraron con asocia-dos y distribuidores en la ciudad deMéxico, Sao Paulo, Brasil, y otrasciudades sudamericanas antes devolver a Estados Unidos para la ce-lebración en las oficinas centralesen Hanover, New Hampshire. Unavez concluido el evento partieronhacia Europa y Asia.La historia de Hypertherm comien-za en 1968 cuando el señor Couch,para entonces un ingeniero reciéngraduado, y su socio, Bob Dean, hi-cieron un descubrimiento que revo-lucionaría para la industria del cor-te por plasma.Trabajando en un pe-queño garaje, descubrieron que porinyección radial de agua en una bo-quilla de corte con plasma podíancrear un arco más angosto. Ese des-cubrimiento hizo posible el corte demetal con una velocidad y precisiónnunca antes vista. El problema delos residuos producidos por el cortea través de calor y un fenómeno lla-mado doble arqueo fueron virtual-mente eliminados.Hypertherm continúa su compro-miso de innovar y mejorar la tecno-logía de corte por plasma día a día,dedicando más recursos a la inves-tigación, desarrollo y pruebas deplasma. De hecho, los sistemas deHypertherm se encuentran en mu-chas mesas de corte de metal alre-dedor del mundo. Su línea de pro-ductos incluye su marca HyPerfor-mance de cortadores mecanizadosy el Powermax30, que fue premiadoy finalista ganador del producto delaño de New Hampshire.El número de avances hechos porHypertherm durante sus 40 años dehistoria es muy grande. La compa-ñía tiene, por lo menos, 75 patentes,incluida la tecnología dirigida a ha-cer el corte por plasma mejor, másrápido y menos caro para la gente,para ofrecer mayor fiabilidad y de-sempeño.“Sabemos que la fiabilidad y de-sempeño de nuestros sistemas tie-nen un impacto directo en el éxito
NOTICIAS DE LA INDUSTRIA
Tipos de porta-herramientas: • BT JIS B6339• CAT ANSI B5.50• DAT DIN 69871• HSK DIN 69893• Tipo vástago recto C
Características:• Usado para herramientas de corte como brocas, machos, fresas
y escariadores • Varios tipos de boquillas, tales como Boquillas de Resorte ER,
Boquillas con Refrigerante ER, Boquillas Rígidas Porta-machos,Boquillas Flotantes Porta-machos, Boquillas para Rectificado deAgujeros Diminutos, Boquillas de Ajuste por Contracción, etc.
• La precisión de la excentricidad de las Boquillas de Resorte ERestá dividida en Clase General (dentro de 0.02mm), Clase A(dentro de 0.01mm) y Clase UP (dentro de 0.005mm).
• La Boquilla de Resorte ER tiene buena flexibilidad y amplio y va-riado rango de aplicación.
• La Boquilla con Refrigerante ER es apta para herramientas decorte con agujero para refrigerante.
• La Boquilla Porta-Machos ER es usada para sujetar machos ydar rigidez a los procesos de roscado
• La Boquilla Flotante Porta-Machos es usada para sujetar ma-chos y realizar procesos de roscado flotante.
SHIN-YAIN INDUSTRIAL CO., LTD.NO. 198 CHING PU ROAD, CHING SHUI TAICHUNG HSIEN TAIWÁN.
TEL: 886-4-26237575 • FAX: 886-4-26237676Página web: http://www.syic.com.tw
E-mail: [email protected]
Servicio al Lector: 681
Servicio al Lector: 602
Servicio al Lector: 682
Hypertherm celebra sus 40 años
de nuestros clientes”,comentó el presidente deHypertherm Dick Couch. Si nuestros sistemasno son lo mejor de lo que pueden ser, nuestrosclientes no son tan rentables como podrían odeberían ser”.Hypertherm diseña y manufactura avanzadossistemas de corte por plasma, los cuales se uti-lizan en una gran variedad de sectores comoen los astilleros, y la manufactura y reparaciónautomotriz. Su línea de productos incluye cor-tadores manuales de plasma, mecanizados y
consumibles, así como controles de altura yCNC. La compañía cuenta con más de 1000 aso-ciados en todo el mundo, además de sus cen-tros de operaciones, centros de entrenamientode corte por plasma y representantes.

Pymes, principal segmento de sector metalmecánico en MéxicoDe las aproximadamente24.000 empresas dedica-das a la fabricación, re-paración, ensamble ytransformación de losmetales, 22.000 formanparte del segmento depequeña y mediana em-presa.De acuerdo con informa-ción de Canacintra, di-chas empresas se con-centran principalmenteen los estados de Nuevo León, Jalisco, Chihuahua, SanLuis Potosí, México, Querétaro y Puebla. Las otras 2000compañías del sector metalmecánico pertenecientes alsegmento de gran empresa forman parte principalmentede la industria automotriz.De manera global, la industria genera alrededor de unmillón y medio de empleos directos, y más del doble si secuentan los indirectos.Según Canacintra, en este sector industrial hay buenasoportunidades de negocio para inversionistas, pues exis-ten empresas que están en el proceso de exportar y re-quieren asociados para llegar a mercados asiáticos, prin-cipalmente.
25 AÑOS DE EXCELENCIA
IMTS 2008. Stand # D-3008
CamLink representa una herramientapoderosa y amigable para la programaciónen Mazatrol desde tu escritorio!
CamLink en Windows ofrece la funcionabilidadde verificar trayectoria de herramientas en sumódulo de GB\DataEntry!
Opera con MatrixFuncionalidad de “arrastrar-y-depositar”(drag-and-drop) entre dos programasMazatrolVínculo con CADConversión de Mazatrol a ISOTransferencia de programasImpresión de programas MazatrolConversión de programas a diferentesgeneraciones de controlesOpera con los siguientes controles Mazak:Matrix, Fusion 640, M+, M32, M2, M1, T+,T32, T2/3, T4, T1
WINDOWS ES UNA MARCA REGISTRADA DE MICROSOFT CORPORATION. MAZAK Y MAZATROL SON MARCAS
REGISTRADAS DE MAZAK CORPORATION Y YAMAZAKI MACHINERY WORKS, INC.
DE: USUARIOS MAZAKPARA: USUARIOS MAZAK
SI SABES MAZATROLYA SABES CAMLINK
Servicio al Lector: 43
3 Niveles distintos de desempeño… Sólo de The Hardinge Group™
IMTS 2008. Stand # 8032
No compre su próxima máquina-herramienta comparando las hojastécnicas o el precio, sino más bien en su funcionalidad y capacidad.Para ver de primera mano sobre qué estamos hablando, vaya awww.HardingeSpectrum.com y pruebe nuestro Analizador de Espec-tro interactivo que le ayudará a escoger la máquina correcta, bien seaun centro de torneado, un centro de mecanizado o una rectificadora.Mejor aún, ¡visite nuestro stand en IMTS para ver nuestras máquinas!
BRIDGEPORT HARDINGE HAUSER KELLENBERGER TRIPET TSCHUDIN
Estándar Rendimiento Alto desempeño
www.hardingespectrum.com 607-734-2281
Servicio al Lector: 41
Global CNC Industries, Ltd.Bloques de herramientas para todas las máquinas
IMTS 2008. Stand # F - 2355
Global CNC Industries, Ltd. es el fabricante líder en Norteamérica de portaherramientas para tornos CNC, que incluye:
• Bujes portaherramientas para alistamiento de herramental• Portaherramientas VDI DIN 69880
• Portaherramientas Mazak SQT y Nexus• Reparación guiada para VDI
•Nuevo producto #1: Bloques de herramientas para todo tipo de torno
Los bloques de herramientas están fabricados para todas las marcas ymodelos de máquinas, nuevas o viejas, y garantizados para ajustar en sumáquina. Somos un completo establecimiento de manufactura dedica-do a brindar a nuestros clientes el más alto grado de calidad en nuestrostrabajos –Certificado ISO 9001/2000.
Global CNC Industries, Ltd.11865 Globe • Livonia, MI 48150 Teléfono: 1-800-992-1195 • (734) 464-1920 Fax: (734) 464-2225e-mail: [email protected] Página web: www.globalcnc.com
Persona de contacto en IMTS: Larry Stassinos / Theresa Rupert
Servicio al Lector: 40
NOTICIAS DE LA INDUSTRIA

Servicio al lector: 47

58 Edición 4 - Vol. 13 - Agosto/Septiembre 2008 www.metalmecanica.com
Además de sus productos publicitarios im-presos, Metalmecanica ofrece en internetinformación de compañías proveedoras dela industria, en forma de minisitios integra-dos, denominados “showrooms”.
Encuentre en los showrooms
de las empresas anunciantes de
www.metalmecanica.com información
general de las compañias, catálogos
de productos, listados de contactos
y literatura técnica, entre otros datos
de interes.
6505 Blue Lagoon Drive, Suite430. Miami, Florida 33126 USA.
Tel. 1(305)448 6875Toll Free: +1(800) 622-6657
Fax: 1(305) 448 9942
DIRECTOR DE PUBLICIDADTerry Beirne
Tel. 1(305)448 6875 Ext 47311Toll Free:
+1(800) 622-6657 Ext [email protected]
PUBLISHER ASOCIADATeri Rivas
1(772)219-7796Toll Free:
+1(800) 622-6657 Ext [email protected]
GERENTE DE CUENTASCarmen Lake
1(772)344-6035Toll Free:
+1(800) 622-6657 Ext [email protected]
COORDINADOR DE VENTASINTERNACIONALESGuillermo Fernandez
1(305)448 6875 Ext 47307Toll Free:
+1(800) 622-6657 Ext [email protected]
COORDINADORA DE MERCADEOPatricia Belledonne
1(305)448 6875 Ext 47310Toll Free:
+1(800) 622-6657 Ext [email protected]
Visite en www.metalmecanica.comlos minisitios informativos de lassiguientes compañías proveedorasde la industria:
Gibbs and AssociatesKitamura Machinery of USA, Inc.Koma MFG.comMakinoPalmary Machinery Co. Ltd.Seco ToolsStarrett CompanyTopking technology co., ltd.Vision Wide Tech co., Ltd.
ÍNDICE DE ANUNCIANTES
Ingrese al Índice de Anunciantes intereactivo de www.metalmecanica.com y establezca un contacto comercial inmediato con las compañías proveedoras aquí incluidas.
Envíe solicitudes de información, consulte a las empresas en la Guía de Proveedores, o visite los Showrooms de aquellas que lo ofrecen.
COMPAÑÍA SERVICIO AL LECTOR PÁGINA
American Quality Tools/Cobra 46 53
B2Bportales, Inc - 54
Binzel S.A. de C.V. 30 38
Calandrelli SRL, Agencia de Da 16 24
Chi-Fa Machinery Manufacturer 28 36
Chiao Sheng Machinery Co., Lt 32 16
Corporacion Coeficiente (Colombia) 56 SC-4 / SC-5
Cross Hueller Ind. Maquinas Lt 47 57
Deckel Maho Gildemeister Amer 62 Inserto
Delcam plc. 31 39
Diebold Goldring Tooling, U.S. (Mexico) 51 SM-4
Doosan Infracore 3 7
Emuge Corp. (Mexico) 52 SM-5
Equipamentos Cientificos Instr 26 34
Equiptop Hitech Corp. 36 44
Everising Machine Company 10 18
Femco 14 12
Feria Internacional de Bogota-C 33 41
Gibbs and Associates 4 9
Global CNC Industries, Ltd 40 56
Griffo Brothers Inc. 43 56
Haas Automation, Inc. 21 29
Hadco Metal Trading Co.; L.L.C. 602 55
Hardinge Inc. Machine Division 41 56
Hardinge Inc. Machine Division 19 27
Herratec Ltda (Colombia) 55 SC-2
Horn USA, Inc. 15 23
Hypertherm 59 S-3
Hyundai-KIA America Corp. 13 21
Imocom (Colombia) 54 SC-1
Intermach Ltda (Colombia) 57 SC-7
Intertech Worldwide Corp 48 59
Iscar de Mexico S.A. de C.V. (Mexico) 50 SM-3
Jimmore International Corp. 23 49
Kennametal Inc. 7 13
Kim Union Industrial Co., Ltd. 22 30
Koma Precision Inc. 9 17
L&W Machine Tools, Inc. 6 8
Leaderway CNC Machinery Co. 44 50
LVD Strippit 60 S-5
Lyndex-Nikken, Inc. 49 60
Mack Brooks Exhibitions 11 19
Mazak Corp. 17 25
Methods Machine Tools 8 14
Methods Machine Tools 8 15
MFG.com 37 45
Milltronics Manufacturing Co. 2 3
Mori Seiki USA Inc. 29 37
Nachi Mexicana, S.A. de C.V. (Mexico) 5 11
Nexsys De Colombia SA 58 SC-8
Noblesse 18 26
Okuma America Corporation 35 43
Okuma America Corporation 42 47
Okuma America Corporation (Mexico) 39 47
Palmary Machinery Co., Ltd. 12 20
Precision Fab Metal & Plastics 45 51
Rhodes Deburring Equipment & 682 55
ROMI S.A. 27 35
Salvagnini Italia 25 33
SECO Tools 53 SM-7
SHIN YAIN INDUSTRIAL CO., L 681 55
Sumitomo Electric 1 2
The Ohio Nut & Bolt Co. 61 S-
Vargus 20 28
Vision Wide Tech Co., Ltd. 24 32
Webster Instrument, Inc. 34 40
Ying Lin Machine Industrial Co. 38 46
Para pedir mayor información a los proveedores vaya a www.metalmecanica.com/servicioe ingrese el numero de Servicio al Lector asignado a los anuncios de su interés.
HEADQUARTERSB2BPORTALES6505 Blue Lagoon Drive, Suite 430.Miami, Florida 33126 USATel:+1 (305) 448 - 6875Toll Free: +1 (800) 622 - 6657Fax: +1 (305) 448 - 9942
UNITED STATES & CANADATerry Beirne,VP-Group PublisherTel: +1 (305) 448 - 6875 x47311Toll Free: +1 (800) 622 - 6657 x47311E-Mail: [email protected]
Alfredo Domador,VP-Marketing and BusinessDevelopmentTel: +1 (305) 448 - 6875 x47302Toll Free: +1 (800) 622 - 6657 x47302E-mail: [email protected]
Teri Rivas,Associate PublisherTel: +1 (772) 219-7796Toll Free: +1 (800) 622-6657 x47324E-mail: [email protected]
Carmen Lake,Account ManagerTel: +1 (772) 344-6035Toll Free: +1 (800) 622-6657 x47313E-mail: [email protected]
Guillermo Fernandez,Sales CoordinatorTel: +1 (305) 448-6875 x47307Toll Free: +1 (800) 622-6657 x47307E-mail: [email protected]
Patricia Belledonne,Marketing CoordinatorTel: +1 (305) 448-6875 x47310Toll Free: +1 (800) 622-6657 x47310E-mail: [email protected]
LATIN AMERICABRAZILORIGINAL BRASIL Ronilton Camara Tel. y Fax: +55 (11) 2261-31-16 E-mail:[email protected]
CENTRAL AND SOUTH AMERICA(Except Mexico and Brazil)NORMA COMUNICACIONES S.A.Sandra Lombana Tel. +57 (1) 410 - 6355 E-mail: [email protected]
MEXICOStella Rodríguez Tel. y Fax: +52 (55) 5393 - 2028 E-mail: [email protected]
EUROPEEric Jund2264 Chemin Sainte ColombeVence, France 06140Tel: +33 (4) 93-587743Email: [email protected]
ASIACHINA - SHANGHAIRINGIER TRADE PUBLISHINGBruno Wase Bailey Tel: +86 (2) 16289 - 5533 E-mail: [email protected]
HONG KONGRINGIER TRADE PUBLISHINGMichael Hay Tel: +85 (2) 2369 - 8788 E-mail: [email protected]
TAIWANRINGIER TRADE PUBLISHINGKelly Wong Tel: +886 (4) 2329 - 7318 E-mail: [email protected]
REPRESENTANTES DE VENTAS DE PUBLICIDAD
SALES REPRESENTATIVES
Visite en www.metalmecanica.com el showroom de las empresas anunciantes identificadas con este símbolo
8

ElNuevoNuevo
Tamaño máximo de la pieza de trabajode 2,050mm x 1,550mm (Diá. X H)
Toda la estructura es ensamblada yalineada en origen para minimizar
el tiempo de instalación.
Precisión inigualable(+/- 0,0002mm en carrera completa), repetibilidad (+/- 0,0001mm)
Mycenter ®-HX1000i
en mecanizado de precisiónde piezas de gran tamaño.
concepto
H O R I Z O N T A L � V E R T I C A L � 5 E J E S
Doble tornillo de bolas recirculante ytecnología dual de retroalimentación.
Husillo con caja integrada de 15.000rpm yalto torque que garantiza rigidez, precisión
y velocidad constante.
INTERTECH WORLDWIDE CORPORATION4400 N. Federal Hwy. Suite 400 Boca Raton, FL. 33431 USAContáctenos en cualquiera de las oficinas de IntertechBoca Ratón: 00-1-561-395-5441 • Cel:561-306-5441 • [email protected] Aires: 54-11 4573-3755 • Cel:54-9-11-4998-3260 • [email protected]órdoba: 54-351-451-2390 • Cel:54-9-351-403-8814 • [email protected]: 54-341-433-4807 • Cel:54-9-341-468-1880 • [email protected] Paulo: 55-19-3283-0021 • Cel:55-19-7801-3984 • [email protected]: 55-41-3015-1897 • Cel: 55-41-3379-7215 • [email protected]: 56-2-342-5088 • Cel:56-99-231-3762 • [email protected]: 51-1-222-4453 • Cel:51-1-9812-3088 • [email protected]
Servicio al lector: 48

y y g j p
PRESETEADORES PORTABOQUILLAS DE ALTA VELOCIDAD MESAS GIRATORIAS CABEZALES EN ÁNGULO HERRAMIENTAS “VIVAS” BOQUILLAS ER
Nuestra nueva y superior tecnología de ajuste por contrac-ción, Shrink Fit, ofrece características óptimas de contracción delagujero e impone un nuevo estándar. Mejore su precisión, agarreextremo, rigidez, velocidad y acabado superficial, mientras extiende la vidade su herramienta con nuestra última tecnología Shrink Fit.
Ahora está disponible en inventario una completa línea de portaherramientasShrink Fit, incluidos el CAT40, CAT50, HSK32E, HSK40E, HSK63A, HSK80F, BT30,BT40 y BT50. La línea Shrink Fit de Lyndex-Nikken está disponible en tamaños enpulgadas y milímetros con múltiples longitudes de medidor.
Estos nuevos portaherramientas Shrink Fit, tanto prebalanceados hasta 40.000rpm como balanceables aún más, son simétricos en su diseño, con construcciónsólida y constituyen lo último en ingeniería de ajuste por contracción térmica.
CALIDAD Y TECNOLOGÍA
Llame al 1-800-543-6237, 1-847-367-4800o visitenos en www.lyndexnikken.com para más información.
CALIENTE SUSRENDIMIENTOS
Nueva tecnología de ajuste por con-tracción térmica Shrink Fit –diseñadaen Japón, impone un nuevo estándaren fuerza de sujeción por contracción.
LA ÚLTIMA TECNOLOGÍA DE AJUSTE POR CONTRACCIÓN TÉRMICA DE LYNDEX-NIKKEN
BOOTH # F-2221
Ser
vici
o al
lect
or: 4
9