
Medicion Del Trabajo.
43
1 Facultad de Ciencias Químicas e Ingeniería Metodología de la Investigación Prof. Julio Cesar Gómez Franco Medición del Trabajo Dulce Evelyn Lizárraga Beltrán Proyecto. Alumno. Tronco Común. Lunes, 26 de mayo del 2014.
description
Reporte universitario acerca de la medición del trabajo y sus derivados como lo son estándares de calidad , herramientas de trabajo entre otros.
Transcript of Medicion Del Trabajo.
1
Facultad de Ciencias Químicas e Ingeniería
Metodología de la Investigación Prof. Julio Cesar Gómez Franco
Medición del Trabajo
Dulce Evelyn Lizárraga Beltrán
Proyecto.
Alumno.
Tronco Común.
Lunes, 26 de mayo del 2014.

2
Índice de contenido
Portada………………………………………………………………………….……....….1
Índice…………………………………………………………………………………..…...2
Índice de figuras………….………………..…………………..…………..…..….3
Índice de Tablas……………...……………...…………………..………….…….4
Índice de esquemas…………...…………………….……………………..….….4
Introducción……………….………………………………………………………..……...5
Marco Teórico………......………………………………………………………..…….….6
Tema General..…………………………………..………………………….…….6
Tema particular…………………………………………………………….…….19
Preguntas de investigación………………...…………………………………………...31
Pregunta 1....................................................................................................31
Pregunta 2....................................................................................................31
Pregunta 3....................................................................................................31
Hipótesis……………………………………………………………...…………………..32
Validación.……...............………………..……………………………………………...33
Hipótesis e Información de pregunta uno…………………………….……….33
Hipótesis e Información de pregunta dos…………………….……………….36
Hipótesis e Información de pregunta tres………………………….………….38
Análisis de Resultados………………….……………………………………………....41
Pregunta uno....…………...…………………………………..………………....41
Pregunta dos………………...…………………………………………..……....41
Pregunta tres...…………………………………………………………..……....41
Conclusión…………..……………………………………………………...…………... 42
Cibergrafia……….……………………….......………………………………..………...43
Paginas
.

3
Índice de figuras
Figura 1 "medición del Trabajo"……………….............……………..…..……………...6
Figura 2 "Usos de la Medición del Trabajo"…………….……………………………...8
Figura 3 "Ventajas de Estimación”………………….……………………..…………..12
Figura 4 "Estudio de tiempos"………………………………………………………….13
Figura 5 "Cronometro"…………………………………………………………………..13
Figura 6 "Tableros".…………………………..…………………………......................14
Figura 7 "Clipboard"……………………………………………………………………..14
Figura 8 "Selección del Trabajo"…………………………………………………….....19
Figura 9 "Selección de trabajo".……………………...…………..…………………….20
Figura 10 "Selección de personal".…………….………………………………...........21
Figura 11 "Selección de Trabajadores"………………………………………………..23
Figura 12 "Tipos de Formularios"……………………………………………………...26
Figura 13 "Posiciones ergonómicas para evitar fatiga"……………..……..………..28
Figura 14 "Cronometraje"..……………...………………...…………………..………..28
Paginas
.
4
Índice de Tablas
Tabla 1 "Etapas de la medición del trabajo"…..………………………………….........9
Tabla 2 "Componentes de un sistema de NDTP"…………………..........................17
Índice de Esquemas
Esquema 1 "Principales técnicas de la medición"…………………………………….10
Esquema 2 "Estructura de la descripción de puestos"………………………………..24
Paginas
.
Paginas
.

5
Introducción
Todas las personas sin excepción, en forma continua actuamos de manera
ideológica con un propósito en sí, buscamos la mejora, el resultado esperado, la
expectativa, el beneficio propio por supuesto, pero el tiempo y el dinero son dos
factores que van de la mano. Cuando nuestra expectativa toma un nuevo nombre
convirtiéndose en nuestro negocio, queremos que fluya, el reconocimiento, la
satisfacción que tener tu idea en forma física cabe recordar que un gran puesto
conlleva una gran responsabilidad, ser constantes es una de las maneras positivas
de crecer por otro lado la estabilidad es otra manera, pero ¿Es suficiente? No,
conocer realmente nuestro producto, optimizar nuestros puntos a favor, tomar
nuestras herramientas disponibles y analizar nuestro trabajo buscando áreas de
mejora continuamente es lo que llena esa duda eso es lo que se considera
semejante al término de suficiente.
Un estudio de tiempos tiene beneficios que abarcan gran parte del crecimiento de
nuestro negocio, una buena planeación de cómo administrar a mejora la
productividad es analizando mis áreas de mejora que es cuando se considera
aplicar un estudio de tiempos, ejecutando tiempos estándar en coordinación con el
personal, siempre se debe de tomar en cuenta la sincronización de estos dos es
quien depende nuestro producto.

6
Marco Teórico
Tema General
Medición del Trabajo.
Antes que nada vale la pena aclarar que los términos “Estudio de Tiempos” y
“Medición del trabajo” no presentan igual significado, y aunque el título de este
proyecto es Estudio de Tiempos, es conveniente partir definiendo que es la Medición
del Trabajo:
"La medición del trabajo es la aplicación de técnicas para predeterminar el tiempo
que invierte un trabajador calificado en llevar a cabo una tarea definida efectuándola
según una norma de ejecución preestablecida"
” Fig. 1 medición del Trabajo".
7
Propósito de la Medición del Trabajo
Tal como se puede observar en esta investigación de “Estudio del Trabajo” el ciclo
de tiempo del trabajo puede aumentar a causa de un mal diseño del producto, un
mal funcionamiento del proceso o por tiempo improductivo imputable a la dirección
o a los trabajadores. El “Estudio de Métodos” es la técnica por excelencia para
minimizar la cantidad de trabajo, eliminar los movimientos innecesarios y substituir
métodos.
La medición del trabajo a su vez, sirve para investigar, minimizar y eliminar el tiempo
improductivo, es decir, el tiempo durante el cual no se genera valor agregado.
Una función adicional de la Medición del Trabajo es la fijación de tiempos estándar
(tiempos tipo) de ejecución, por ende es una herramienta complementaria en la
misma Ingeniería de Métodos, sobre todo en las fases de definición e implantación.
Además de ser una herramienta invaluable del costeo de las operaciones.
Así como en el estudio de métodos, en la medición del trabajo es necesario tener
en cuenta una serie de consideraciones humanas que nos permitan realizar el
estudio de la mejor manera, dado que lamentablemente la medición del trabajo ,
particularmente el estudio de tiempos, adquirieron mala fama hace años, más aún
en los círculos sindicales, dado que estas técnicas al principio se aplicaron con el
objetivo de reducir el tiempo improductivo imputable al trabajador, y casi que
pasando por alto cualquier falencia imputable a la dirección.

8
Usos de la Medición del Trabajo
En el devenir de un Ingeniero Industrial
muchas serán las ocasiones en las que
requerirá de alguna técnica de medición
del trabajo.
En el proceso de fijación de los tiempos estándar quizá sea necesario emplear la
medición tomando en cuenta las siguientes técnicas para:
Comparar la eficacia de varios métodos, los cuales en igualdad de
condiciones el que requiera de menor tiempo de ejecución será el óptimo.
Repartir el trabajo dentro de los equipos, con ayuda de diagramas de
actividades múltiples. Con el objetivo de efectuar un balance de los procesos.
Determinar el número de máquinas que puede atender un operario.
Una vez el tiempo estándar (tipo) se ha determinado, este puede utilizarse
para:
Obtener la información de base para el programa de producción.
Obtener información en que basar cotizaciones, precios de venta y plazos de
entrega.
Fijar normas sobre el uso de la maquinaria y la mano de obra.
Obtener información que permita controlar los costos de la mano de obra
(incluso establecer planes de incentivos) y mantener costos estándar.
“Fig. 2 Usos de la Medición del Trabajo".
9
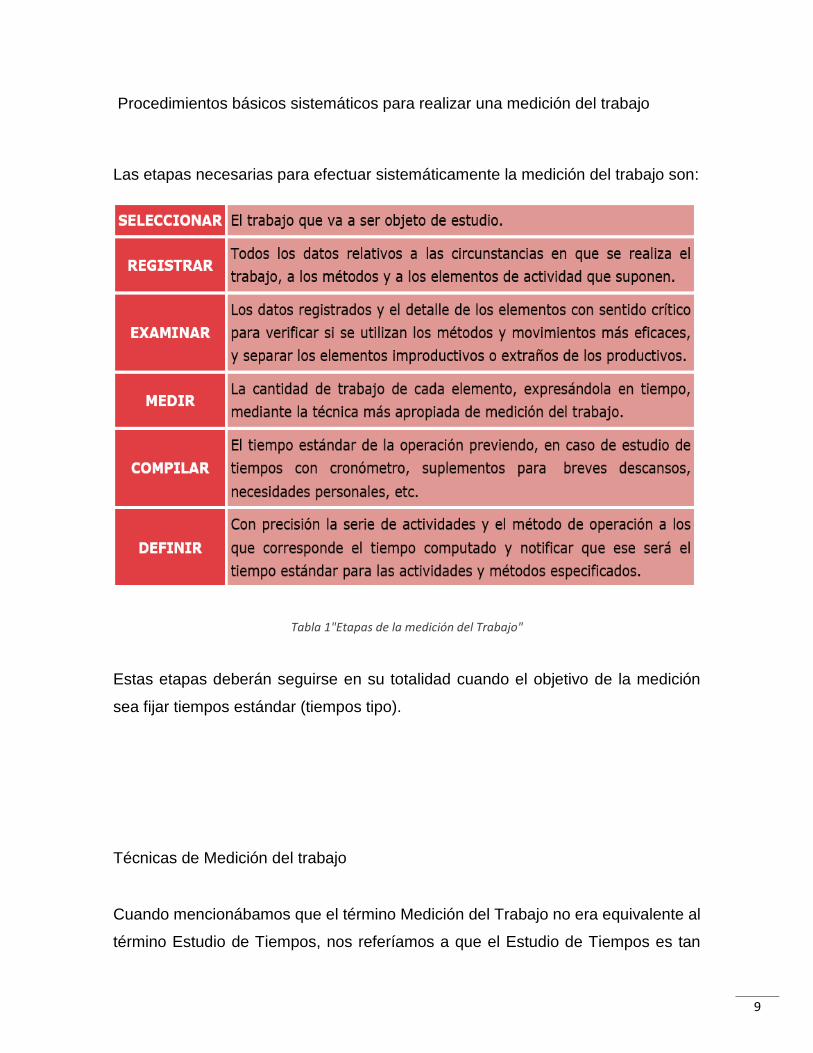
Procedimientos básicos sistemáticos para realizar una medición del trabajo
Las etapas necesarias para efectuar sistemáticamente la medición del trabajo son:
Tabla 1"Etapas de la medición del Trabajo"
Estas etapas deberán seguirse en su totalidad cuando el objetivo de la medición
sea fijar tiempos estándar (tiempos tipo).
Técnicas de Medición del trabajo
Cuando mencionábamos que el término Medición del Trabajo no era equivalente al
término Estudio de Tiempos, nos referíamos a que el Estudio de Tiempos es tan
10
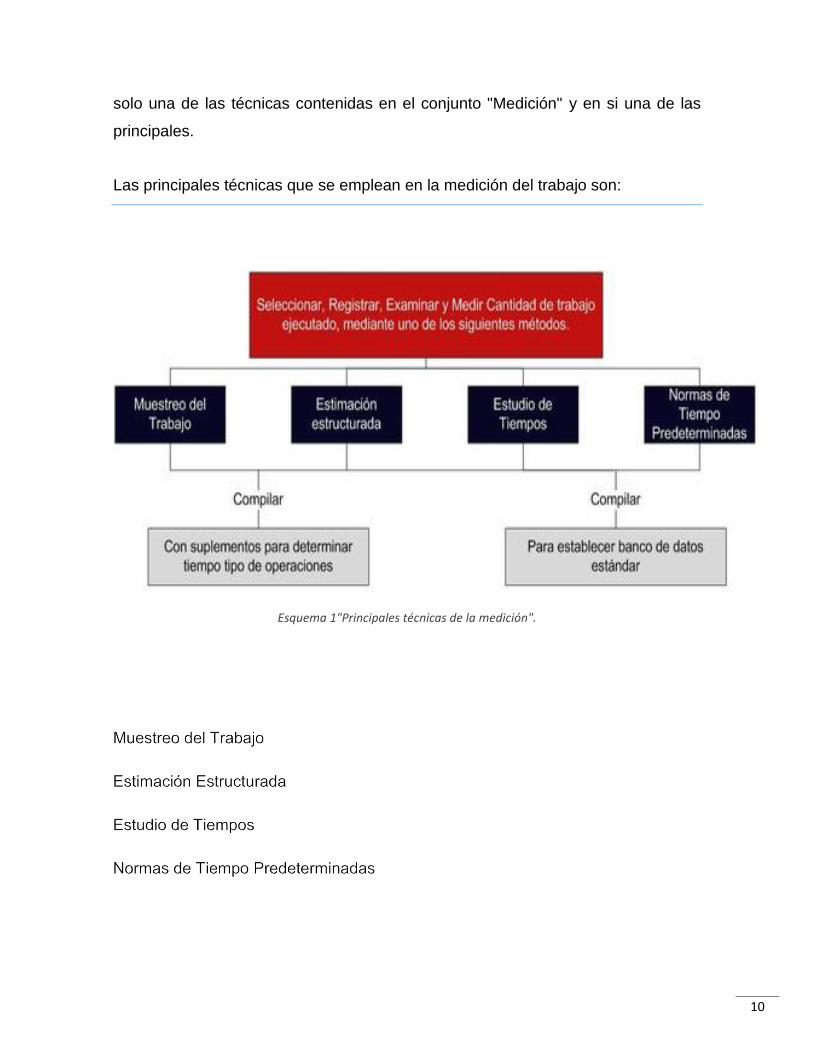
solo una de las técnicas contenidas en el conjunto "Medición" y en si una de las
principales.
Las principales técnicas que se emplean en la medición del trabajo son:
Esquema 1"Principales técnicas de la medición".

11
Muestreo del trabajo
Es una técnica en la cual se realiza un gran número de observaciones a un grupo
de máquinas, procesos u operarios durante un periodo de tiempo. Cada
observación registra lo que está ocurriendo en ese instante, y el porcentaje de
observaciones registrada para una actividad particular o demora es una medida del
porcentaje de tiempo durante el cual esta actividad o demora ocurren. El porcentaje
de tiempo dedicado a una actividad particular se establece a partir de un número de
observaciones realizadas al azar.
El muestreo de trabajo es una técnica que se utiliza para investigar las proporciones
del tiempo total dedicada a las diversas actividades que componen una tarea,
actividades o trabajo. Los resultados del muestreo sirven para determinar
tolerancias o márgenes aplicables al trabajo, para evaluar la utilización de las
máquinas y para establecer estándares de producción.
El método de muestreo de trabajo tiene varias ventajas sobre el de obtención de
datos por el procedimiento usual de estudios de tiempos. Tales ventajas son:
No requiere observación continua por parte de un analista durante un período
de tiempo largo.
El tiempo de trabajo de oficina disminuye
El total de horas-trabajo a desarrollar por el analista es generalmente mucho
menor
El operario no está expuesto a largos períodos de observaciones
cronométricas
Las operaciones de grupos de operarios pueden ser estudiadas fácilmente
por un solo analista.
12
Estimación de Estructuras
La estimación es probablemente la más antigua técnica «de medición». La
experiencia se ha utilizado siempre como base para predecir acontecimientos
futuros. Normalmente, sin embargo, las estimaciones simples son demasiado poco
fiables para ser utilizadas como base de una planificación y un control eficaces. La
precisión de las estimaciones depende de la experiencia del estimador en la esfera
en que esté actuando. Las técnicas de estimación estructurada son un intento de
tener en cuenta este hecho y al mismo tiempo de imponer una estructura y una
disciplina sobre el proceso de estimación con el fin de que los resultados obtenidos
puedan tratarse con confianza.
Las ventajas de la estimación son que:
Es barata y por consiguiente, puede ser la única técnica
adecuada para los trabajos no realizados en serie.
Puede utilizarse para predecir tiempos de un trabajo que no se
ha observado y, en consecuencia, como base para calcular el
precio de grandes trabajos únicos (no realizados en serie).
Normalmente se recurre a la estimación cuando los valores del tiempo necesario no
tienen que ser muy detallados. Por esa razón, esas técnicas son útiles en el trabajo
de ciclo largo y en situaciones en que se emplean datos de medición globales para
la planificación, el control o el pago durante períodos de tiempo razonablemente
extensos.
“Fig. 3 Ventajas de Estimación".

13
Estudio de tiempos
Es innegable que dentro de las técnicas que se emplean en la medición del trabajo
la más importante es el Estudio de Tiempos, o por lo menos es la que más nos
permite confrontar la realidad de los sistemas productivos sujetos a medición.
El Estudio de Tiempos es una técnica de medición del trabajo empleada para
registrar los tiempos y ritmos de trabajo correspondientes a los elementos de una
tarea definida, efectuada en condiciones determinadas y para analizar los datos a
fin de averiguar el tiempo requerido para efectuar la tarea según una norma de
ejecución preestablecida de una manera más generalizada”.
Herramientas para el estudio de tiempos
No hay nada más acertado que un Ingeniero Industrial efectuando sus funciones
con las herramientas indicadas y en el mejor estado.
El Estudio de Tiempos demanda cierto tipo de material fundamental:
•Cronómetro.
•Tablero de observaciones (Clipboard).
•Formularios de estudio de tiempos.
Vale la pena aclarar que en el tiempo en el que vivimos todas
estas herramientas pueden reemplazarse por sus equivalentes
electrónicos.
“Fig. 4 Estudio de tiempos".
“Fig. 5 "Cronometro".

14
Los anteriores son los útiles que deberá portar en todo momento el especialista en
tiempos, sin embargo, existen una serie de elementos con los que este deberá
contar por ejemplo en su oficina, como los son calculadoras e incluso ordenadores
personales, además de tener al alcance instrumentos de medición dependiendo de
las operaciones que incluya el proceso.
Cronometro
La Oficina Internacional del Trabajo recomienda para efectos del estudio de tiempos
dos tipos de cronómetros:
El mecánico: que a su vez puede subdividirse en ordinario,
vuelta a cero, y cronómetro de registro fraccional de segundos.
El electrónico: que a su vez puede subdividirse en el que se
utiliza solo y el que se encuentra integrado en un dispositivo de
registro.
Sea cual sea el cronómetro elegido, siempre tenemos que recordar que un reloj es
un instrumento delicado, que puede presentar deficiencias si presenta problemas
de calibre, es recomendado que el cronómetro utilizado para el estudio de tiempos
sea exclusivo de estos menesteres, que deben manipularse con cuidado, dejar que
se paren en periodos de inactividad y periódicamente se deben mandar a verificar
y limpiar.
Tableros para un estudio de tiempos(clipboard)
Este elemento es sencillamente un tablero liso, anteriormente se utilizaba de
madera contrachapada, hoy en día se producen en su mayoría de un material
plástico. En el tablero se fijan los formularios para anotar las observaciones. Las
características que debe tener el tablero son su rigidez y su tamaño, esto último
“Fig. 6 Tableros".
“Fig. 7 Clipboard".
15
deberá ser de dimensiones superiores a las del formulario más grande. Los tableros
(Clipboard) pueden o no tener un dispositivo para sujetar el cronómetro, de tal
manera que el especialista pueda quedar con las manos libres y vea fácilmente el
cronómetro.
En la actualidad pueden conseguirse tableros que integren cronómetros
electrónicos e incluso calculadoras, estos son una herramienta que simplifica mucho
los movimientos del especialista.
Formularios para el estudio de tiempos
Un Estudio de Tiempos demanda el registro de gran cantidad de datos (descripción
de elementos, observaciones, duración de elementos, valoraciones, suplementos,
notas explicativas). Por otro lado, los formularios normalizados prácticamente
obligan a seguir cierto método, minimizando el riesgo de que se escapen datos
esenciales.
Cada Ingeniero, cada especialista, cada empresa consultora que se encargue de
un Estudio de Tiempos, puede crear o adaptar sus propios formularios, por ende
deben existir tantos formularios como ingenieros, sin embargo, profesionales de
gran trayectoria en este rubro presentan modelos que han dado buenos resultados
en materia de practicidad en los estudios de orden general.
Los formularios pueden clasificarse en dos categorías:
1) Formularios para consignar datos mientras se hacen las observaciones.
Primera hoja de estudio de tiempos: en la cual figuran los datos esenciales
sobre el estudio, los elementos en que fue descompuesta la operación y los
cortes que los separan entre ellos.
Hojas siguientes: Estas hojas se utilizan en caso de ser necesario para los
demás ciclos del estudio. No es necesario los epígrafes de encabezado, por

16
ende solo contendrá columnas y los campos para el número del estudio y la
hoja.
Formulario para ciclo breve: Este tipo de formulario es empleado cuando los
ciclos a estudiar son relativamente cortos, por ende una fila puede contener
todas las observaciones de un elemento. Es muy parecido a un formulario
resumen de datos.
2) Formularios para estudiar los datos reunidos.
Hoja de trabajo: Esta hoja se utiliza para analizar los datos consignados
durante las observaciones y hallar tiempos representativos de cada elemento
de la operación. Al existir tantas maneras de analizar los datos, algunos
especialistas recomiendan usar hojas rayadas corrientes.
Hoja de resumen del estudio: En esta hoja se transcriben los tiempos
seleccionados o inferidos de todos los elementos, con indicación de
respectiva frecuencia, valoración y suplementos.
Hoja de análisis para estudio: Esta hoja sirve para computar los tiempos
básicos de los elementos de la operación.
Suplementos: Estos deben consignarse en una hoja especial e
independiente.
Normas de Tiempo Predeterminadas (NTPD)
Es una técnica de medición del trabajo en que se utilizan tiempos predeterminados
para los movimientos humanos básicos (clasificados según su naturaleza) a fin de
establecer el tiempo requerido por una tarea efectuada según una norma dada de
ejecución.

17
Componentes de un sistema básico de NTPD:
Tabla 2"Componentes de un sistema de normas de tiempo predeterminado".
Ventajas de un sistema de NTPD:
Atribuyen a cada movimiento un tiempo dado independientemente del
lugar donde se efectúe el movimiento.
Permite establecer tiempos más coherentes. (Por observación y
valoración directas a veces es contradictorio).
Se puede establecer hasta antes de que se inicie la operación.
Permite modificar la disposición y el diseño del lugar de trabajo, así
como plantillas y dispositivos de fijación conducentes a un tiempo
óptimo.
Permite calcular el costo probable de producción lo que es muy útil
para presupuestos.
No son difíciles de aplicar.
Ahorro de tiempo.

18
Muy útiles en ciclos repetitivos (Operaciones de ensamble).
Desventajas de un sistema de NTPD:
Multiplicidad y variedad de los sistemas.
Consultoría.
Los tiempos de máquina, de proceso y espera no pueden medirse.
El tiempo necesario para ejecutar un movimiento específico está
condicionado por el movimiento que lo precede y el que lo sigue.
19
Tema particular
Selección del trabajo.
Al realizar un estudio de tiempos es muy poco frecuente llegar a una etapa de
selección sin haber sido motivados por una causa precisa, causa que de por sí
obliga a la elección de una tarea determinada. Algunas causas que pueden motivar
la elección de una tarea como objeto de un estudio de tiempos son:
Aparición de una novedad en la tarea: Nuevos productos, componentes,
operaciones, serie de actividades, material o método.
Peticiones de los trabajadores o los representantes de los mismos.
Identificación de cuellos de botella.
Necesidad de balanceo de línea.
Fijación de tiempos estándar antes de implementar un sistema de
remuneración por rendimiento.
Bajo rendimiento o excesivos tiempos muertos.
Preparación de un estudio de métodos o como herramienta de evaluación
de dos o más alternativas de métodos.
“La primera etapa del proceso sistemático de
la Medición del Trabajo al igual que en
Estudio de Métodos una primicia es la
selección del trabajo que se va a estudiar que
tiene como base de selección una serie de
consideraciones económicas, técnicas y
humanas por lo tanto la selección de
personal juega un rol muy importante.” “Fig. 8 Selección del Trabajo".

20
Costo aparentemente excesivo de algún trabajo.
Una de las mayores dificultades que encontrará el especialista (ingeniero encargado
del estudio de tiempos) será seleccionar las tareas a estudiar en una organización
que presenta el sistema de remuneración al destajo, dado que es muy probable que
en algunas actividades los operarios hayan estado cobrando salarios elevados con
relación a los ingresos justos que debieron haber recibido según el tiempo preciso
de ejecución de las actividades, tiempos que en primera instancia fueron mal fijados
ya sea por negociación o por cálculo.
En este caso es recomendable que el especialista deba empezar por tareas que
representen beneficios para los trabajadores, ya sea por el mejoramiento de sus
condiciones económicas, de seguridad o confort, y luego pase a las comúnmente
llamadas tareas "espinosas", en un momento en el cual el especialista ha
demostrado su integridad y sentido de justicia.
“Fig. 9 Selección de trabajo".

21
Selección de trabajadores
Los actores del Estudio del trabajo (dirección, trabajadores, supervisores), no existe
en el devenir del estudio, un clima más hostil que el que genera el Estudio de
Tiempos. Es apenas lógico que la actitud de los trabajadores frente al especialista
en métodos sea mucho más solidaria, teniendo en cuenta que su labor
probablemente mejore sus condiciones de trabajo (elimine fatigas, mitigue la
monotonía de las actividades, etc.), en cambio, el objeto del estudio de tiempos no
representa beneficios tan evidentes según la perspectiva del trabajador, causando
así que la actitud del mismo no sea la más adecuada por lo tanto una buena
comunicación y atender las necesidades de ambos lados , con beneficios mutuos.
Es recomendable que el primer contacto de la acción
"Cronometrar" con los trabajadores sea efectuada por los
supervisores, de ahí que la relación del especialista con
estos debe ser óptima, relación que se fortalece en el
proceso de sensibilización que debe adelantarse previo al
estudio del trabajo.
Aún con todas estas circunstancias el proceso de
selección en el estudio de tiempos consiste no solo en seleccionar la actividad, sino
también en escoger al operario u operarios.
En el ámbito ingenieril se distinguen dos tipos de trabajadores:
Trabajadores representativos: Los trabajadores representativos son aquellos
cuya competencia y desempeño al promedio del grupo estudiado.
Trabajadores calificados: Los trabajadores calificados son aquellos que
tienen la experiencia, los conocimientos y otras cualidades necesarias para
“Fig. 10 Selección de personal".

22
efectuar el trabajo en curso según normas satisfactorias de seguridad,
cantidad y calidad
Si existe la probabilidad de que el trabajo estudiado se realice en serie, es
importante que el estudio se base en varios trabajadores calificados. Esta premisa
de seleccionar trabajadores calificados se fundamenta en los principios económicos
de las operaciones, pues un trabajador lento y uno excepcionalmente rápido suelen
llegar a tiempos ya sea muy largos o muy cortos respectivamente, incidiendo en
tiempos antieconómicos para la organización (que redundarán tarde o temprano en
inconvenientes para la mano de obra) o tiempos injustos para el trabajador medio.
Al seleccionar el operario o los operarios que ejecutarán el trabajo que se estudiará
en primer orden, el especialista debe disponerse a exponerle cuidadosamente el
objeto del estudio y lo que hay que hacer, es decir, se le pedirá:
Ejecutar un trabajo a ritmo habitual.
Realizar las pausas a las que está acostumbrado.
Exponer las dificultades que vayan apareciendo.
La posición física del especialista con relación al operario es muy importante, y esta
depende de varios factores y debe responder a varios requerimientos básicos:
o Debería situarse de manera tal que pueda observar todo lo que hace
el operario, particularmente con las manos.
o Su posición no debe obstaculizar al operario ni entorpecer sus
movimientos, mucho menos distraer sus atención.
o No debería estar delante del operario, ni tan cerca que le dé la
sensación de tener a alguien encima.
o Es importante que el trabajador pueda observar al especialista con un
simple movimiento de su cabeza.

23
La posición exacta depende además del espacio disponible
y de la clase de operación que se estudie, pero de manera
general es conveniente que el especialista se sitúe a un lado
del operario, a unos dos (2) metros de distancia de ninguna
manera se debe intentar cronometrar al operario desde una
posición oculta, sin su conocimiento o llevando el
cronómetro en el bolsillo.
Es sumamente importante que en la medida de los posible
el especialista esté de pie mientras realiza las observaciones, pues entre los
operarios se tiende a pensar que todo el trabajo duro les toca a ellos, mientras que
el analista es un cómodo espectador.
Dentro de los límites de la ley, los administradores pueden decidir a quién contratar
para trabajar en el campo. Pero esta decisión no debe tomarse a la ligera. El
contratar a la persona adecuada para el puesto, puede ser una de las decisiones
más importantes que usted tome.
Aunque el administrador puede despedir a un trabajador, esta opción tiene
numerosas consecuencias legales y prácticas. Después de su contratación, deben
existir razones poderosas para despedir a un trabajador. Pero si éste no cumple con
su cometido, es necesario tomar medidas rápidas porque cuanto más tiempo
permanezca en su puesto, más se dificulta su despido.
Pasos para la selección de posibles candidatos a un puesto laboral:
Decida lo que necesita.
Paso 1: Determine si necesita un trabajador temporario.
Paso 2: Prepare un análisis, descripción y especificación de puesto.
“Fig. 11 Selección de Trabajadores".
24
Paso 3: Asigne importancia a cada aspecto de la tarea.
Paso 4: Determine el método de selección.
II. Establezca el proceso de selección.
Paso 1: Determine las técnicas de selección que va a utilizar.
Paso 2: Prepare preguntas/situaciones para pruebas escritas y prácticas,
entrevistas y verificación de referencias.
Paso 3: Asigne una secuencia a los obstáculos.
Paso 4: Presente una descripción realista del puesto.
III. Intercambie información con el postulante.
Paso 1: Haga una entrevista preliminar.
Paso 2: Examine la solicitud y el curriculum vitae del postulante.
Paso 3: Administre pruebas.
Paso 4: Haga entrevistas.
Paso 5: Verifique las referencias.
Paso 6: Haga la entrevista final (en caso necesario).
IV. Incorpore al nuevo trabajador.
Paso 1: Presente ofertas y comunique rechazos.
Paso 2: Controle el examen médico. *
Paso 3: Provea la orientación necesaria
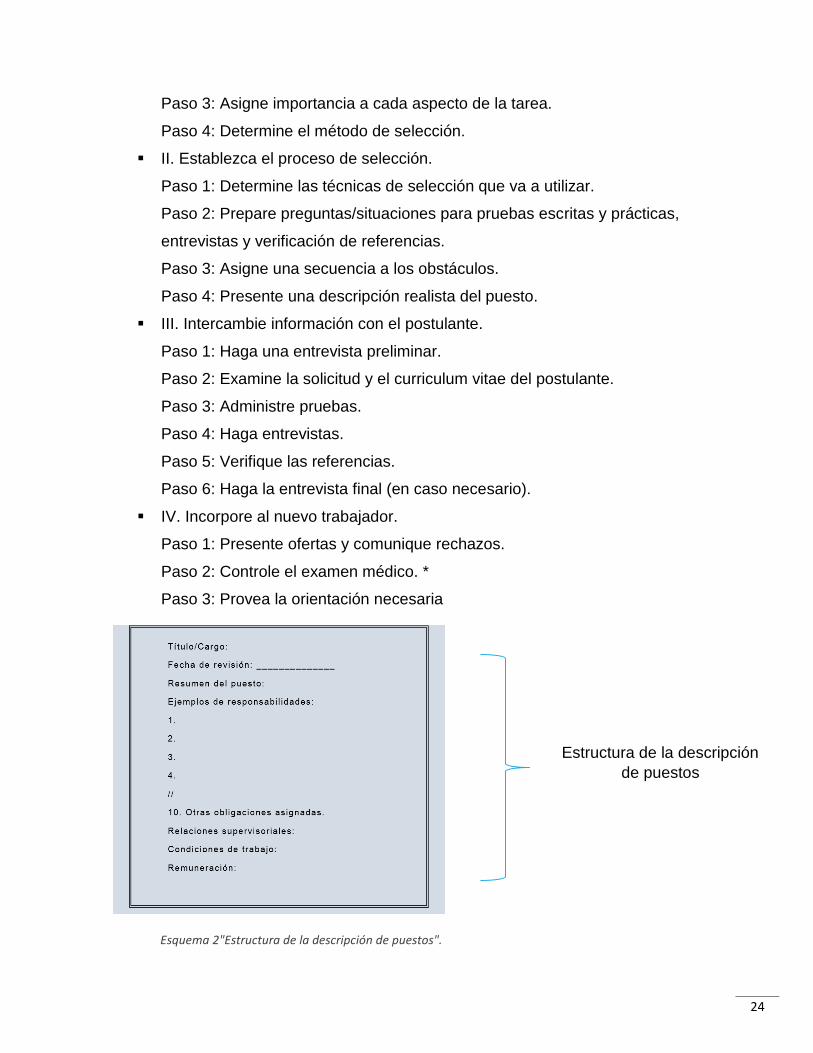
Esquema 2"Estructura de la descripción de puestos".
Estructura de la descripción
de puestos

25
Si el grupo de candidatos es reducido, no es necesario establecer una progresión
de obstáculos. La secuencia de técnicas de selección es menos importante cuando
éstas no se emplean como obstáculos. Si se entrevista y examina a todos los
candidatos, el orden de los pasos no poseen de tanta importancia.
Etapas de un estudio de tiempos con enfoque al trabajador:
a) Obtener y registrar toda la información posible acerca de la tarea del operario
y de las condiciones que puedan influir en la ejecución del trabajo.
Los formularios para reunir los datos deben contener por lo menos:
Primera hoja de estudio de tiempos: en la cual figuran los datos esenciales
sobre el estudio, los elementos en que fue descompuesta la operación y los
cortes que los separan entre ellos.
Hojas siguientes: Estas hojas se utilizan en caso de ser necesario para los
demás ciclos del estudio. No es necesario los epígrafes de encabezado, por
ende solo contendrá columnas y los campos para el número del estudio y la
hoja.
Formulario para ciclo breve: Este tipo de formulario es empleado cuando los
ciclos a estudiar son relativamente cortos, por ende una fila puede contener
todas las observaciones de un elemento. Es muy parecido.

26
“Fig. 12 Tipos de Formularios".
b) Registrar una descripción completa del método, descomponiendo la
operación en elementos.
Elemento: Elemento es la parte delimitada de una tarea definida que se selecciona
para facilitar la observación, medición y análisis.
Ciclo: Ciclo de trabajo es la sucesión de elementos necesarios para efectuar una
tarea u obtener una unidad de producción. Comprende a veces elementos casuales.
La importancia de descomponer la operación en elementos radica en que este
proceso nos permite:
Separar el tiempo productivo del tiempo improductivo.
Evaluar la cadencia de trabajo con mayor exactitud de la que es posible
con un ciclo íntegro, dado que es posible que el operario no trabaje al
mismo ritmo durante todo el ciclo y/o este tenga más destreza para
ejecutar ciertas operaciones.
Ocuparse de cada elemento según su tipo.
Aislar los elementos que causan mayor fatiga y fijar con mayor precisión
sus correspondientes suplementos.
27
Permite verificar con mayor facilidad el método de trabajo, de manera tal
que se pueda detectar la adición u omisión de elementos.
Hacer una especificación detallada del trabajo.
Extraer los tiempos de los elementos de mayor repetición, con el objetivo
de establecer datos estándar.
c) Examinar una descripción para verificar que se están utilizando los mejores
métodos de trabajo.
Una vez se ha registrado toda la información concerniente a la operación y al
operario que puedan influir en la ejecución del trabajo.
Múltiples textos, de distintas regiones del planeta, al abordar el estudio de tiempos
coinciden en que este "no es ciencia exacta", y cuando afirman esto, tienden a
centrarse en la subjetividad derivada de la valoración del trabajo. Los gremios
sindicales suelen hacer uso de este argumento para invalidar el estudio de tiempos,
es por esto que la valoración de la cadencia del trabajo es comúnmente objeto de
negociación entre la empresa y los trabajadores.
Es muy importante efectuar la valoración cuando se está ejecutando el elemento
(en caso de fijarse un factor de forma individual) y anotarla antes de finalizar el
cronometraje correspondiente al elemento, dado que existe el riesgo de que los
tiempos y valoraciones anteriores del mismo elemento influyan en la apreciación.

28
d) Medir el tiempo con un instrumento apropiado, y registrar el tiempo invertido
por el operario en realizar cada elemento de la operación.
En el estudio de tiempos existen dos procedimientos principales para tomar el
tiempo con cronómetro, estos son:
Cronometraje acumulativo y
Cronometraje con vuelta a cero.
El cronometraje acumulativo:
Consiste en hacer funcionar el reloj de forma
ininterrumpida durante todo el estudio; se lo
pone en marcha al principio del primer
elemento del primer ciclo y no se detiene
hasta finalizar todas las observaciones. Al
final de cada elemento el especialista
“Fig. 13 Posiciones ergonómicas para evitar fatiga".
“Fig. 14 Cronometraje".
29
consigna la hora que marca el cronómetro, y los tiempos netos que corresponden a
cada elemento se obtienen haciendo las respectivas restas una vez ha finalizado el
estudio. La principal ventaja de esta modalidad es que se puede tener la seguridad
de registrar todo el tiempo en que el trabajo se encuentra sometido a observación.
En la práctica quienes están aprendiendo la técnica del estudio de tiempos suelen
alcanzar un mayor grado de precisión al aplicar el método acumulativo, dado que
no permite omitir elementos u otras actividades a causa de la desatención del
encargado del estudio. Sin embargo, cuando el estudio no corresponde a
actividades en serie y no se cuenta con un cronómetro que permita la vista previa
del tiempo por un periodo aceptable, esta práctica puede ser riesgosa, dado que si
el encargado no alcanza a consignar correctamente el tiempo parcial, este afectará
mínimo dos elementos del estudio. Sin embargo en la actualidad los cronómetros
cuentan con la posibilidad de registrar tiempos conocidos como vueltas los cuales
son tiempos parciales que guarda el cronómetro mientras continúa un registro
acumulativo.
e) Simultáneamente con la medición, determinar la velocidad de trabajo del
operario por correlación con el ritmo normal de trabajo de este.
La valoración del ritmo de trabajo se define como:
La justipreciación por correlación con el concepto que se tiene de lo que es el ritmo
estándar.
Esto significa comparar el ritmo real del trabajador con cierta idea que tenga el
especialista de lo que debería ser el ritmo estándar; esta idea se debe formar
mentalmente al apreciar cómo trabajan de manera natural los trabajadores
calificados cuando utilizan el método de ejecución en el que se basa el estudio de
tiempos.

30
Por otro lado el desempeño tipo se define como:
Desempeño tipo es el rendimiento que obtienen naturalmente y sin forzarse los
trabajadores calificados, como promedio de la jornada o turno, siempre que
conozcan y respeten el método especificado y que se los haya motivado para
aplicarse.
Conceptualmente existe una evidente claridad acerca de lo que es la valoración del
ritmo y el desempeño estándar, sin embargo no existe un método de calificación
universalmente aceptado para en la práctica lograr asociar dichos conceptos con
las ejecuciones de un trabajador.
Datos de Utilidad
Ahora, existen dos premisas que pueden resultar valiosas para inferir un método
justo de valoración, estas son:
1. La velocidad de movimiento de las extremidades de un hombre de físico corriente
al caminar sin carga, en terreno llano y en línea recta es de 6,4 kilómetros por hora.
2. El tiempo empleado por un trabajador calificado en la tarea de repartir los 52
naipes de una baraja es de 22, 5 segundos.
31
Preguntas de Investigación
1. ¿Por qué un estudio de tiempos en necesario y cuáles son las
características de aplicar un estudio de tiempos?
2. ¿Cuáles serían los síntomas para tomar en cuenta implementar un
estudio de tiempos?
3. ¿Cómo se manejan los formularios para efectuar las observaciones de
los tiempos?

32
Hipótesis
1.El estudio de tiempos ayuda a optimizar cualquier tarea obteniendo beneficios de
los cuales se obtienen más ganancias parcialmente como lo sería la reducción de
mermas, más ahorro de material por lo tanto más piezas o productos en sí, menos
tiempo en la producción por lo tanto se agilizarían las piezas hechas y el flujo de
dinero llegaría a las manos con mayor rapidez; por el otro lado los operadores
tendrían técnicas y concientización de su trabajo la agilización de tus tareas en si
dejan una recompensa intelectual y en este caso económica.
2. Este método se considera necesario cuando existen percances con diferencias
en producción de piezas y el costeo de las cuales, para grandes demandas de
producción o de empresas que crecen día a día conllevan una gran responsabilidad
la cual si se sabe manejar desde el principio promete por lo menos en producción
una buena administración y por lo tanto también sus derivados.
3. Los formularios se manejan según los elementos que se tengan, tomando en
cuenta las repeticiones de actividades y sacando un promedio de estas además de
las condiciones humanas, área y trabajo físico que la actividad requiera, existen
diversos tipos de formatos pero cada uno debe de tener el enfoque de las
condiciones humanas y área de trabajo pero en si lo principal es el tipo de actividad
que se ejecuta.

33
Validación
1.El estudio de tiempos ayuda a optimizar cualquier tarea obteniendo beneficios de
los cuales se obtienen más ganancias parcialmente como lo sería la reducción de
mermas, más ahorro de material por lo tanto más piezas o productos en sí, menos
tiempo en la producción por lo tanto se agilizarían las piezas hechas y el flujo de
dinero llegaría a las manos con mayor rapidez; por el otro lado los operadores
tendrían técnicas y concientización de su trabajo la agilización de tus tareas en si
dejan una recompensa intelectual y en este caso económica.
Un estudio tiene bastantes objetivos pero destacan:
- Mejorar los procesos, procedimientos y la disposición de la fábrica, taller y lugar
de trabajo, así como el diseño del equipo e instalaciones.
- Economizar el esfuerzo humano para reducir fatiga.
-Crear mejores condiciones de trabajo.
- Ahorrar el uso de materiales, máquinas y mano de obra.
El estudio de tiempos es una técnica para determinar con la mayor exactitud posible,
partiendo de un número de observaciones, el tiempo para llevar a cabo una tarea
determinada con arreglo a una norma de rendimiento preestablecido.
Se deben compaginar las mejores técnicas y habilidades disponibles a fin de lograr
una eficiente relación hombre-máquina. Una vez que se establece un método, la
responsabilidad de determinar el tiempo requerido para fabricar el producto queda
dentro del alcance de este trabajo. También está incluida la responsabilidad de
vigilar que se cumplan las normas o estándares predeterminados, y de que los
trabajadores sean retribuidos adecuadamente según su rendimiento.
Estas medidas incluyen también la definición del problema en relación con el costo
esperado, la reparación del trabajo en diversas operaciones, el análisis de cada una
de éstas para determinar los procedimientos de manufactura más económicos

34
según la producción considerada, la utilización de los tiempos apropiados y,
finalmente, las acciones necesarias para asegurar que el método prescrito .
Nunca debe cronometrar una operación que no haya sido normalizada.
La normalización de los métodos de trabajo es el procedimiento por medio del cual
se fija en forma escrita una norma de método de trabajo para cada una de las
operaciones que se realizan en la fábrica.
En estas normas se especifican el lugar de trabajo y sus características, las
máquinas y herramientas, los materiales, el equipo de seguridad que se requiere
para ejecutar dicha operación como lentes, mascarilla, extinguidores, delantales,
botas, etc. Los requisitos de calidad para dicha operación como la tolerancia y los
acabados y por último, un análisis de los movimientos de mano derecha y mano
izquierda.
A la hora de abordar el trabajo, es importante tener en cuenta que la eficiencia en
los resultados dependerá de que no se consuma tiempo en exceso, y para ello es
importante una buena gestión del mismo.
Un trabajo estandarizado o con normalización significa que una pieza de material
será siempre entregada al operario de la misma condición y que él será capaz de
ejecutar su operación haciendo una cantidad definida de trabajo, con los
movimientos básicos, mientras siga usando el mismo tipo y bajo las mismas
condiciones de trabajo.
La ventaja de la estandarización del método de trabajo resulta en un aumento en la
habilidad de ejecución del operario, lo que mejora la calidad y disminuye la
supervisión personal por parte de los supervisores; el número de inspecciones
necesarias será menor, lográndose una reducción en los costos.
35
Características y preparación para el Estudio de tiempos:
Es necesario que, para llevar a cabo un estudio de tiempos, el analista tenga la
experiencia y conocimientos necesarios y que comprenda en su totalidad una serie
de elementos que a continuación se describen para llevar a buen término dicho
estudio:
a) Selección de la operación.
b) Que operación se va a medir.
c) Su tiempo, en primer orden es una decisión que depende del objetivo general
que perseguimos con el estudio de la medición.
Al elegir al trabajador se deben considerar los siguientes puntos:
Habilidad, deseo de cooperación, temperamento, experiencia.
Actitud frente al trabajador:
El estudio debe hacerse a la vista y conocimiento de todos
El analista debe observar todas las políticas de la empresa y cuidar de no
criticarlas con el trabajador
No debe discutirse con el trabajador ni criticar su trabajo sino pedir su
colaboración.
Es recomendable comunicar al sindicato la realización de estudios de
tiempos.
El operario espera ser tratado como un ser humano y en general responderá
favorablemente si se le trata abierta.
36
2. Este método se considera necesario cuando existen percances con diferencias
en producción de piezas y el costeo de las cuales, para grandes demandas de
producción o de empresas que crecen día a día conllevan una gran responsabilidad
la cual si se sabe manejar desde el principio promete por lo menos en producción
una buena administración y por lo tanto también sus derivados.
La ingeniera de métodos es muy importante ya que es una herramienta que permite
estudiar los procesos más detalladamente que se llevan a cabo en una empresa,
con el fin de identificar las fallas que se producen en dicho proceso y de esta manera
proponer una mejora en la realización del trabajo la cual permita la incrementación
de la productividad y el mejor aprovechamiento de los recursos.
El estudio del tiempo es una técnica empleada para la medición de trabajo, se
registran los tiempos y ritmos de trabajo correspondientes a los elementos de una
tarea definida ya que permite determinar el tiempo de una actividad que ejecuta el
operador en condiciones normales, a una velocidad y ritmo de trabajo acorde con
las características del empleado. Este estudio se basa en el contenido de trabajo,
considerando la fatiga.
En la empresa se realizará un estudio efectuando un análisis de la situación actual
que se encuentra en la empresa con el propósito de mejorar el método de trabajo
de manera constante, finita y funcional.
Síntomas de un problema
En definición empresarial es cuando no se tienen determinados los estándares de
tiempo en el proceso de fabricación del producto. Esta medición es necesaria para
conocer y pronosticar los tiempos de ejecución de las actividades correspondientes
a cada operario; así como las tolerancias requeridas por los mismos en su jornada
de trabajo. El desconocimiento de los estándares impide realizar ajustes en las
operaciones que conlleven a una mejora en el proceso; es por ello que surge la
necesidad de determinar el tiempo de ejecución real de un operario promedio para
37
efectuar las tareas y evaluar el tiempo que actualmente invierte en realización de
cada una.
De igual modo, no se tiene determinado el porcentaje de eficiencia de cada operaria,
por lo que se desconocen también el verdadero porcentaje efectivo las operarias y
el desempeño en sus respectivas actividades. La determinación del porcentaje de
eficiencia facilitará impulsar planes para la mejora del desempeño de las operarias,
detectar fallas en las operaciones y mejorar para este caso la producción.
Por concepto de este estudio, se realizará el seguimiento al operario y no al material
(materia prima) como se ha venido realizando en estudios pasados
El propósito de esta investigación es proporcionar la información necesaria, a través
de un estudio de tiempo en algún proceso, que permita mejorar el método de trabajo
de las operarias, determinando el tiempo estándar de una actividad vital del proceso,
por medio de la observación y el cronometraje para así tener un tiempo exacto del
tiempo en que se ejecuta en dicha tarea.
También se busca determinar la eficiencia de las operarias durante la ejecución del
proceso, se estudiaría la posibilidad de mejorar las posibles fallas que se puedan
estar presentando de acuerdo con los resultados que se obtengan. Es de gran
utilidad realizar este estudio ya que proporciona detalles y debilidades que a simple
vista no se pueden observar en el proceso, y una vez identificadas las fallas
atacarlas para así mejorar todo lo que es el proceso de fabricación como tal y
aumentar la producción.
Para evitar la aparición de los potenciales problemas, hay que dar importancia a
aspectos como la elección de las personas que forman el equipo de trabajo,
buscando sinergias entre sus características diferenciales, establecer claramente
los objetivos, y organizarse del mejor modo para el logro de los mismos.
Para el analista de métodos resulta muy importante apoyarse en todas aquellas
técnicas gráficas que le permitan dar una idea de la ubicación de los puestos y de

38
la secuencia de las operaciones que se realizan en las producciones objeto de
estudio. El estudio de métodos permite efectuar importantes economías con
pequeños cambios y utilizando dispositivos o plantillas económicas. No sólo se
estudian los movimientos de trabajadores y materiales.
3. Los formularios se manejan según los elementos que se tengan, tomando en
cuenta las repeticiones de actividades y sacando un promedio de estas además de
las condiciones humanas, área y trabajo físico que la actividad requiera, existen
diversos tipos de formatos pero cada uno debe de tener el enfoque de las
condiciones humanas y área de trabajo pero en si lo principal es el tipo de actividad
que se ejecuta.
Hay empresas que tienen por costumbre anotar en una formularios determinados,
uno para cada tarea en particular, los tiempos empleados en ejecutar esa tarea. Al
ir anotando los tiempos cada vez que se repiten los trabajos, se van recopilando en
cada ficha una serie de datos, que son los que sirven para calcular los tiempos tipo
por este procedimiento.
Los formatos para realizar un estudio de tiempos varían de empresa a empresa,
pero en esencia contienen la misma Información como es: encabezamiento, cuerpo
y resúmenes.
En el encabezamiento van todos los datos generales como:
1. Información que permite hallar e identificar rápidamente el estudio cuando se
necesita:
Número de estudio
Número de la hoja y número de hojas
Nombre del especialista que hace el estudio
Fecha del estudio
Nombre de la persona que aprueba el estudio

39
2. Información que permite identificar con exactitud el producto o pieza que se
elabora:
Nombre del producto o de la pieza
Número del plano y de la especificación
Número de la pieza (si es diferente al del plano)
Material
Condiciones de calidad
3. Información que permite Identificar con exactitud el proceso, la Instalación o la
máquina.
Departamento o lugar donde se lleva a cabo la operación.
Descripción de la operación o la actividad.
Número del estudio de métodos o de la hoja de instrucciones normalizada
(cuando existan).
Instalación o máquina (nombre del fabricante tipo tamaño y capacidad.
Herramientas, plantilla, dispositivos de fijación y calibradores utilizados.
Croquis de la disposición del lugar de trabajo o de la máquina y la pieza o de
una u otra mostrando las superficies trabajadas (en hoja aparte que se une
al estudio en caso necesario).
4. Información que permite identificar al operario.
Nombre del operario
Número de la ficha del operario
5. Duración del Estudio.
Comienzo (momento en que se inicia el estudio).
Término (momento en que se termina el estudio)
40
Tiempo transcurrido (entre el comienzo y el término)
Formulario para el Estudio de Tiempos.
1. Hoja para la toma de los tiempos.
1. Hoja de trabajo.
2. Hoja de Resumen.
3. Hoja de selección del estudio.
Hoja de Trabajo:
Para analizar los datos anotados durante el estudio y hallar tiempos representativos
normalizados de cada elemento de la Operación.
Hoja de Resumen:
Donde se transcriben los tiempos, seleccionad o deducidos, de todos los elementos,
con Indicación de su respectiva frecuencia.
Hoja de Selección del Estudio;
Donde se transcriben a partir de las hojas de resumen, los da- tos de todos los
estudios efectuados sobre la operación del caso, independiente de sus autores o
del momento en que se hicieron Sirve para computar en definitiva los tiempos
básicos de los respectivos elementos de la operación.

41
Análisis de Resultados
1)
Respecto al contenido de mi hipótesis comparada con la información obtenida
puedo decir que es muy similar el enfoque general de la respuesta, mi hipótesis fue
corta e generalizada , no entre a detalles , entonces como critico puedo decir me
idealiza hacia la respuesta o alguna definición en sí , así que es válida.
2)
En comparación de hipótesis con la respuesta, como crítica y lector diría que mi
hipótesis fue más como una introducción sin embargo la considero un 63% valida,
ya que la respuesta tiene varios desgloses pero pude haber puesto un poco de más
detalles.
3)
Sin duda esta respuesta en particular fue la que más me gusto, estuvo definida y
estructurada, tuvo el suficiente espacio de información para hacer al lector
idealizarse al enfoque ha manera que sigue la lectura, por tanto si, es válida.

42
Conclusión
El tema general que escogí fue “Medición del trabajo” por el otro lado el tema
particular que utilicé fue “Selección del trabajo” muy de la mano, pero, dentro de mi
tema particular hice un enfoque respecto a Hombre-Entorno analice los diversos
factores tanto beneficiosos como desgastantes además de los psicológicos y
comportamiento corporal en si todo esto va de la mano para realizar un estudio de
tiempos real es decir que sea competente y cuerdo debido a las circunstancias del
trabajo y del esfuerzo físico-mental que este requiera.
Es importante estar mejorando día con día ya que una gran administración a
conciencia hace crecer una empresa y tomando en cuenta que la fama de un
producto conlleva una gran demanda que aquí es cuando se debe considerar
analizar un estudio.
El proyecto fue bueno la idea en concreto, ya dependiendo de cada uno de los
autores analizaríamos si era útil o no, en mi opinión si es útil ya que la carrera que
deseo terminar todo su enfoque se pude definir con dos palabras claves industria y
mejoras, por eso mismo decidí investigar un tema relacionado con ambas. El tiempo
dedicado y asignado para el proyecto fue realmente muy bien planeado no fue
angustioso o pesado así que nos da tiempo de detallar y analizar bien nuestras
fuentes de información, bueno al menos particularmente en mi caso. El formato en
sí de las investigaciones es muy completo y de una manera legible para el editor y
lector, formato que seguramente utilizare para otros proyectos ya que me gusto el
desarrollo.
Considero una gran satisfacción como alumno ver mi trabajo terminando, el
visualizar como una simple idea que parecía infinita y sin hora de llegada sin darme
cuenta se ha estructurado paso con paso hasta llegar a lo que se puede apreciar el
día de hoy.
43
Cibergrafia
http://www.monografias.com/trabajos27/estudio-tiempos/estudio-
tiempos.shtml#ixzz30UvkOp6W.(01/05/2014)
http://www.monografias.com/trabajos96/estudio-tiempo-mejorar-proceso-
productivo/estudio-tiempo-mejorar-proceso-productivo.shtml#ixzz30V4BEGbm.
(01/05/2014)
http://html.rincondelvago.com/muestreo-de-trabajo.html. (04/05/2014)
//ingenieriametodos.blogspot.mx/2013/02/estimacion-estructurada.html.
(04/05/2014)
http://www.monografias.com/trabajos83/estudiodetrabajomoduloii/estudiodetrabajo
moduloii.shtml#ixzz31raNctu9.(04/05/2014)
http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-
industrial/estudio-de-tiempos.(26/03/2014)
http://1.bp.blogspot.com/rlX8OtdUUvs/Tcvt1HmUpKI/AAAAAAAAABU/uxHUzFt66
VE/s320/z.png. (21/04/2014)


















