
Manual Dplex-Seccin 1 R00
23
STORK MSW S.A. Rev. 00.a – 01/09/03 Sección 01 - Página 1 SECCIÓN 1: INSTRUCCIONES 1 INTRODUCCION............................................................................................................................................. 2 2 INSTALACION DE LAS BOMBAS ALTERNATIVAS STORK. ...................................................................... 2 2.1 ALMACENAMIENTO. ....................................................................................................................................................2 2.2 UBICACION DE LA BOMBA..........................................................................................................................................2 2.3 FUNDACION..................................................................................................................................................................2 2.4 CAÑERÍAS.....................................................................................................................................................................2 2.5 CAÑERÍA DE SUCCIÓN. ..............................................................................................................................................3 2.6 FILTROS DE SUCCIÓN. ...............................................................................................................................................3 2.7 CAÑERÍA DE DESCARGA............................................................................................................................................4 2.8 ALINEACIÓN DE CAÑERÍAS........................................................................................................................................4 2.9 VALVULA DE SEGURIDAD. .........................................................................................................................................5 2.10 AMORTIGUADORES DE PULSACIONES. ..................................................................................................................5 2.11 MANDOS POR CORREAS EN ‘V’. ...............................................................................................................................6 2.12 TENSIONADO DE CORREAS EN “V” UTILIZANDO UN DINAMÓMETRO. ................................................................6 3 CARACTERISTICAS CONSTRUCTIVAS DE LAS BOMBAS........................................................................ 7 3.1 CARACTERÍSTICAS GENERALES. .............................................................................................................................7 3.2 CUERPO HIDRÁULICO. ...............................................................................................................................................7 3.3 CAMISAS DE CILINDRO...............................................................................................................................................7 3.4 VÁLVULAS. ...................................................................................................................................................................7 3.5 PISTONES.....................................................................................................................................................................7 3.6 VÁSTAGOS. ..................................................................................................................................................................7 3.7 EMPAQUETADURAS....................................................................................................................................................7 3.8 CUERPO MECANICO. ..................................................................................................................................................7 3.9 EJE DE ACCIONAMIENTO Y PIÑÓN. ..........................................................................................................................8 3.10 ENGRANAJE CON EXCENTRICOS.............................................................................................................................8 3.11 BIELAS. .........................................................................................................................................................................8 3.12 CRUCETAS...................................................................................................................................................................8 3.13 EMPAQUETADURAS. ..................................................................................................................................................8 3.14 EQUIPAMIENTO. ..........................................................................................................................................................8 4 INSTRUCCIONES DE INSTALACION DE LA BOMBA ................................................................................. 9 5 PRIMERA PUESTA EN MARCHA DE LA BOMBA ....................................................................................... 9 6 CUIDADOS NORMALES DE FUNCIONAMIENTO ...................................................................................... 10 7 LUBRICACION. ............................................................................................................................................ 10 8 INSTRUCCIONES PARA EL MANTENIMIENTO DE LA BOMBA.............................................................. 11 8.1 REEMPLAZO DE VÁLVULAS Y ASIENTOS...............................................................................................................11 8.2 REEMPLAZO DEL VÁSTAGO DE PISTÓN. ...............................................................................................................12 8.3 REEMPLAZO DEL PISTÓN. .......................................................................................................................................13 8.4 REEMPLAZO DE LAS CAMISAS DE CILINDROS. ....................................................................................................13 8.5 REEMPLAZO DE LAS EMPAQUETADURAS.............................................................................................................14 8.6 REEMPLAZO DEL EJE DE ENTRADA. ......................................................................................................................15 8.7 REEMPLAZO ENGRANAJE EXCENTRICO Y BIELAS. .............................................................................................16 8.8 REEMPLAZO DE CRUCETAS ...................................................................................................................................17 8.9 REEMPLAZO DE BIELAS ...........................................................................................................................................18 8.10 REEMPLAZO DE CONTRAVASTAGO.......................................................................................................................19 8.11 REEMPLAZO DEL CUERPO HIDRÁULICO...............................................................................................................20 9 TORQUES DE APRIETE RECOMENDADOS. ............................................................................................. 21 10 DETECCIÓN DE FALLAS. ....................................................................................................................... 22
-
Upload
federicomori -
Category
Documents
-
view
743 -
download
51
Transcript of Manual Dplex-Seccin 1 R00
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 1
SECCIÓN 1:
INSTRUCCIONES 1 INTRODUCCION............................................................................................................................................. 22 INSTALACION DE LAS BOMBAS ALTERNATIVAS STORK. ...................................................................... 2
2.1 ALMACENAMIENTO. ....................................................................................................................................................2 2.2 UBICACION DE LA BOMBA..........................................................................................................................................2 2.3 FUNDACION..................................................................................................................................................................2 2.4 CAÑERÍAS.....................................................................................................................................................................2 2.5 CAÑERÍA DE SUCCIÓN. ..............................................................................................................................................3 2.6 FILTROS DE SUCCIÓN. ...............................................................................................................................................3 2.7 CAÑERÍA DE DESCARGA............................................................................................................................................4 2.8 ALINEACIÓN DE CAÑERÍAS........................................................................................................................................4 2.9 VALVULA DE SEGURIDAD. .........................................................................................................................................5 2.10 AMORTIGUADORES DE PULSACIONES. ..................................................................................................................5 2.11 MANDOS POR CORREAS EN ‘V’. ...............................................................................................................................6 2.12 TENSIONADO DE CORREAS EN “V” UTILIZANDO UN DINAMÓMETRO. ................................................................6
3 CARACTERISTICAS CONSTRUCTIVAS DE LAS BOMBAS........................................................................ 7 3.1 CARACTERÍSTICAS GENERALES. .............................................................................................................................7 3.2 CUERPO HIDRÁULICO. ...............................................................................................................................................7 3.3 CAMISAS DE CILINDRO...............................................................................................................................................7 3.4 VÁLVULAS. ...................................................................................................................................................................7 3.5 PISTONES.....................................................................................................................................................................7 3.6 VÁSTAGOS. ..................................................................................................................................................................7 3.7 EMPAQUETADURAS....................................................................................................................................................7 3.8 CUERPO MECANICO. ..................................................................................................................................................7 3.9 EJE DE ACCIONAMIENTO Y PIÑÓN. ..........................................................................................................................8 3.10 ENGRANAJE CON EXCENTRICOS.............................................................................................................................8 3.11 BIELAS. .........................................................................................................................................................................8 3.12 CRUCETAS...................................................................................................................................................................8 3.13 EMPAQUETADURAS. ..................................................................................................................................................8 3.14 EQUIPAMIENTO. ..........................................................................................................................................................8
4 INSTRUCCIONES DE INSTALACION DE LA BOMBA ................................................................................. 9 5 PRIMERA PUESTA EN MARCHA DE LA BOMBA ....................................................................................... 9 6 CUIDADOS NORMALES DE FUNCIONAMIENTO ...................................................................................... 10 7 LUBRICACION. ............................................................................................................................................ 10 8 INSTRUCCIONES PARA EL MANTENIMIENTO DE LA BOMBA.............................................................. 11
8.1 REEMPLAZO DE VÁLVULAS Y ASIENTOS...............................................................................................................11 8.2 REEMPLAZO DEL VÁSTAGO DE PISTÓN. ...............................................................................................................12 8.3 REEMPLAZO DEL PISTÓN. .......................................................................................................................................13 8.4 REEMPLAZO DE LAS CAMISAS DE CILINDROS. ....................................................................................................13 8.5 REEMPLAZO DE LAS EMPAQUETADURAS.............................................................................................................14 8.6 REEMPLAZO DEL EJE DE ENTRADA. ......................................................................................................................15 8.7 REEMPLAZO ENGRANAJE EXCENTRICO Y BIELAS. .............................................................................................16 8.8 REEMPLAZO DE CRUCETAS ...................................................................................................................................17 8.9 REEMPLAZO DE BIELAS ...........................................................................................................................................18 8.10 REEMPLAZO DE CONTRAVASTAGO.......................................................................................................................19 8.11 REEMPLAZO DEL CUERPO HIDRÁULICO...............................................................................................................20
9 TORQUES DE APRIETE RECOMENDADOS. ............................................................................................. 21 10 DETECCIÓN DE FALLAS. ....................................................................................................................... 22
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 2
1 INTRODUCCION.
Las bombas dúplex alternativas Stork son fabricadas de acuerdo a las normas más exigentes de calidad requeridas por la industria petrolera. Su correcto mantenimiento prolongará los períodos de servicio satisfactorio y reducirá los costos de operación. En el presente manual se darán las instrucciones necesarias para efectuar la adecuada instalación, operación y mantenimiento de la bomba. Convención: El lado derecho de la bomba se establece observando el equipo desde la parte hidráulica hacia la parte mecánica. Si accidentalmente llegaran a presentarse problemas que excedan el alcance de éste manual, nuestro Departamento de Ingeniería y demás sectores de la empresa están a su disposición para ayudarle a resolverlos.
2 INSTALACION DE LAS BOMBAS ALTERNATIVAS STORK.
2.1 ALMACENAMIENTO. Todos los equipos entregados por STORK MSW son adecuadamente embalados y protegidos para el medio de transporte y período especificado en la orden de compra. Si las bombas no son instaladas y puestas en servicio inmediatamente, algunos de los componentes de la misma pueden deteriorarse por la acción de los agentes atmosféricos. Esta situación se produce aunque el equipo sea mantenido bajo techo ó en el interior de almacenes, ya que si bien no está expuesto a los agentes atmosféricos y la humedad, afectan la integridad de las piezas.
2.2 UBICACION DE LA BOMBA. Se deberá instalar la bomba en un lugar accesible, de modo tal que facilite su inspección a intervalos regulares durante la operación de la misma y asegurándose que haya suficiente espacio para desarme de pistones y camisas. Conviene ubicarla lo más cerca posible del tanque de alimentación para que la cañería de succión sea lo mas corta y recta posible para disminuir los efectos perjudiciales de la inercia y la resistencia al movimiento del fluido. Se deberá lograr el mayor desnivel posible entre el tanque y la boca de succión de la bomba. Buenas condiciones de succión son esenciales para un funcionamiento sin golpes y por lo tanto permitirán obtener una mayor duración de las piezas de recambio y de la máquina misma.
2.3 FUNDACION. El trineo de la bomba debe apoyar en toda su longitud sobre una base de hormigón correctamente dimensionada, con bulones adecuados , para evitar el movimiento de todo el conjunto durante el funcionamiento.
2.4 CAÑERÍAS. Los caños deben ser soportados independientemente de la bomba para no transmitir tensiones a la misma. Las variaciones de caudal y presión, cambios de dirección, cavitación, desgaste de pistones y válvulas, etc., contribuyen a la vibración de las cañerías. Por lo tanto las líneas de succión y descarga deben ser rígidamente fijadas en todas las direcciones. Deberán preverse los efectos de la desalineación y expansión térmica de las cañerías sobre la bomba. Antes de poner en marcha la instalación se deberán limpiar las cañerías para eliminar residuos de soldadura, escorias, etc. y verificar su estanqueidad.
Debido a mejoras de diseño, materiales y procesos se originan cambios en los equipos, por loque este manual puede ser modificado parcial ó totalmente sin previo aviso. No dude en contactarnos si necesita asistencia técnica !!!...
!
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 3
2.5 CAÑERÍA DE SUCCIÓN. Como regla general el diámetro de la línea de succión deberá ser como mínimo 2” (50,8 mm) mayor que la brida de aspiración de la bomba, cuando la longitud de dicha cañería sea igual ó menor de 15 m. Si la longitud mencionada fuese mayor, deberán emplearse caños de diámetro 4” (101,6 mm) mayor que la brida de aspiración de la bomba. Nota: Se recomienda realizar el cálculo de la Altura Neta de Presión de Aspiración disponible (ANPA disponible), a fin de verificar que sea la adecuada para el tipo de bomba a instalar; para mayores precisiones ver el Boletín Técnico “Cálculo del ANPA”. En caso de emplearse colectores de aspiración e instalaciones múltiples, la sección de pasaje de los mismos deberá ser como mínimo igual a la suma de las secciones de pasaje de los caños de aspiración de las bombas instaladas.
Diámetro del colector para L ≤ 15 m. Bombas Dúplex STORK
Diámetro brida
succión
Diámetro alimentac. L ≤ 15 m
Diámetro alimentac. L > 15 m 2 Bombas 3 Bombas 4 Bombas 5 Bombas 6 Bombas
--- 2” 4” 6” 4” 6” 6” 8” 8”
--- 3” 6” 8” 6” 8” 8” 10” 10”
4560/5080/50100 4” 6” 8” 8” 10” 12” 14” 16”
--- 5” 8” 10” 8” 10” 12” 14” 16”
70100 6” 8” 10” 12” 14” 16” 18” 20”
75120 8” 10” 12” 14” 18” 20” 22” 24”
La velocidad media del fluido en la cañería de succión será mantenida por debajo de 0,60 m/seg. Esto prevendrá la cavitación y reducirá las pulsaciones de presión; además el flujo resultará laminar. Para minimizar los efectos de la desalineación y expansión térmica convendrá colocar una junta de expansión ó manguera flexible entre la cañería de succión y la bomba, cuidando que el último tramo de tubería que entra a la bomba sea recto y de una longitud mayor ó igual a 1,5 m. para asegurar el flujo laminar. En los casos en que no se usan flexibles, el primer soporte deberá estar tan cerca de la bomba como sea posible, a fin de reducir los esfuerzos recíprocamente transmitidos. Deberán instalarse la menor cantidad posible de codos, que deberán ser de 45 grados de radio largo en lugar de 90 grados; no deberán ubicarse dos codos seguidos a menos de 1 m. entre sí. En lugar de Tees de 90 grados son preferibles las derivaciones laterales a 45 grados. Todas las válvulas en la línea de succión deberán ser de apertura total. Verificar cuidadosamente la estanqueidad de la cañería, a fin de prevenir pérdidas ó ingreso de aire en las mismas. Cuando se alimenten varias bombas individualmente desde un mismo tanque, los embudos de toma de las líneas de succión deberán distribuirse en el perímetro del tanque con distanciamiento angular uniforme. La cañería de succión para cualquier tipo de bomba alternativa debe ser tan corta y recta como sea posible. Debe tener una suave pendiente preferentemente descendente para facilitar su purgado. En caso de usarse un filtro en la succión, su sección neta de pasaje será igual o mayor a 3 veces la sección del caño de admisión. El retorno de la válvula de seguridad debe llevarse preferentemente al tanque. Las variaciones de caudal y presión, cambios de dirección del flujo, cavitación, pistones gastados, válvulas, etc., son elementos que contribuyen a hacer vibrar las cañerías. Por lo tanto éstas deberán estar rígidamente soportadas en todas direcciones. Por último recordamos que si bien las bombas STORK son especialmente adecuadas para condiciones de servicio severo, es conveniente limpiar cuidadosamente la cañería de succión antes de poner en marcha el equipo ya que residuos de soldadura, escorias, materias extrañas, residuos de fundición, pedregullo, etc., podrían deteriorar la bomba.
2.6 FILTROS DE SUCCIÓN. Cuando se instale un filtro de succión para proteger la bomba, deberá cuidarse que el área neta de pasaje sea como mínimo tres veces el área de la cañería de aspiración. El mismo deberá limpiarse frecuentemente para que no se convierta en una restricción al paso del fluido. Un modo de controlar el estado del filtro es instalar un manovacuómetro aguas abajo del mismo. Cuando se observe una disminución de la presión de aspiración será necesaria la revisión y limpieza del elemento filtrante.
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 4
2.7 CAÑERÍA DE DESCARGA. La cañería de descarga deberá tener un tramo recto inmediatamente después de la bomba de 1,5 m. como mínimo antes de que cualquier curva o codo. Igualmente que en el caso de la succión, deberá tener la menor cantidad de codos y curvas, que en lo posible deberán ser de 45 grados de radio largo. Nuevamente las derivaciones laterales a 45 grados serán preferibles a las Tees de 90 grados. Los requerimientos anteriores junto con adecuados soportes de la cañería, espaciados convenientemente, disminuirán las amplitudes de vibración originadas por el flujo pulsante de la bomba.
2.8 ALINEACIÓN DE CAÑERÍAS. 2.8.1 Las tapas protectoras de las bridas de conexión del equipo no deben ser retiradas hasta el momento de la
conexión. 2.8.2 Antes de conectar las cañerías al equipo:
• Realizar todas las tareas previas relativas a la cañería, tales como tratamientos térmicos, pruebas hidráulicas, limpieza interior, etc.
• Todos los soportes de la cañería deben ser regulados y pre posicionados adecuadamente. • El equipo debe ser apropiadamente nivelado y anclado rígidamente a la fundación, debiéndose verificar
además la correcta alineación de la transmisión. 2.8.3 Las bridas de conexión de las cañerías deben ser cuidadosamente alineadas con las bridas de conexión del
equipo.
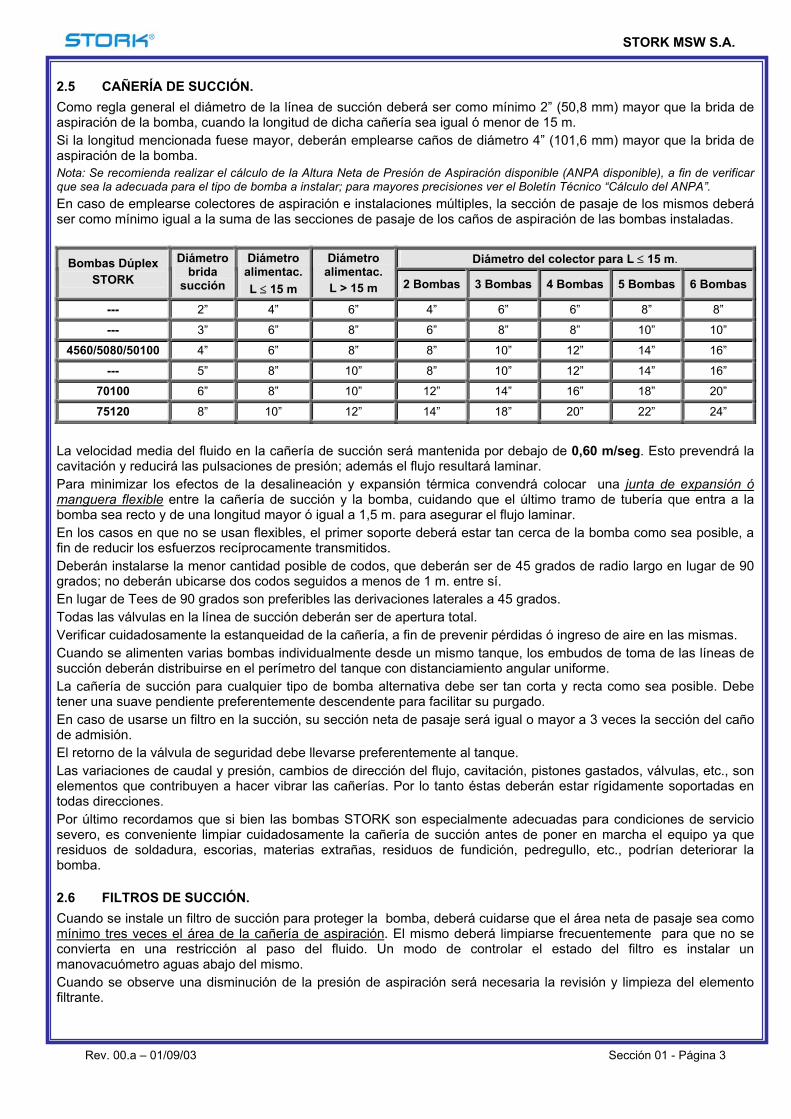
A menos que sean especificados expresamente otros valores, la desalineación máxima admisible deberá estar limitada a los siguientes valores:
Desplazamiento Máx. 0.8 mm
Paralelismo Máx. 0.5 mm
Separación Máx.: Esp. Junta ± 0.8 mm
Rotación: Máx. 0.8 mm
2.8.4 Eventuales desalineaciones superiores a las indicadas, deberán ser corregidas modificando la posición de los
soportes de anclaje y de las conexiones de las cañerías. Las correcciones deberán ser hechas con el equipo completamente desconectado, evitando generar cualquier tipo de esfuerzo (empujes, tiro, flexión, corte, etc.) sobre las conexiones del mismo, debido a soldaduras, dilataciones, desplazamientos, etc.
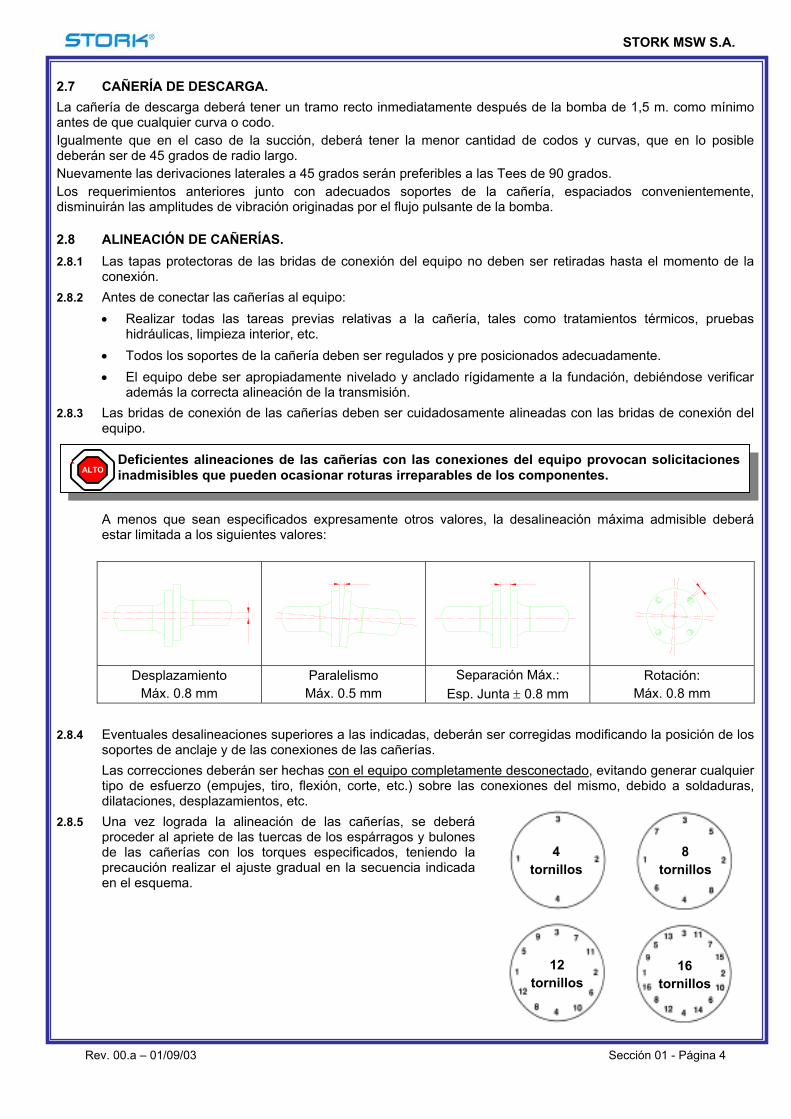
2.8.5 Una vez lograda la alineación de las cañerías, se deberá proceder al apriete de las tuercas de los espárragos y bulones de las cañerías con los torques especificados, teniendo la precaución realizar el ajuste gradual en la secuencia indicada en el esquema.
4 tornillos
12 tornillos
16 tornillos
8 tornillos
Deficientes alineaciones de las cañerías con las conexiones del equipo provocan solicitacionesinadmisibles que pueden ocasionar roturas irreparables de los componentes. ALTO
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 5
2.9 VALVULA DE SEGURIDAD. La válvula de seguridad tiene por fin principal proteger la bomba contra sobrecargas eventuales, debe instalarse en la descarga delante de todos los otros accesorios del sistema. Se define como presión de timbre o calibración de la válvula de seguridad aquella a la que comienza la apertura de la misma y comienza a pasar el fluido.
Tipo de Bomba Presión de calibración sugerida Duplex doble efecto 1.25 x Presión máxima admisible. Triplex simple efecto 1.10 x Presión máxima admisible.
Quíntuplex simple efecto 1.10 x Presión máxima admisible. El rating de conexión de la entrada de la válvula debe ser igual ó mayor a la máxima presión de trabajo de la bomba que debe proteger. Preferentemente el retorno ó descarga no debe ir a la succión de la bomba sino directamente al tanque (para evitar turbulencias y golpes erráticos en la misma) y debe ser adecuadamente soportada / anclada. Nota: para mayor información, ver la Sección específica del Manual.
2.10 AMORTIGUADORES DE PULSACIONES. En las bombas alternativas Stork, con un buen diseño de las cañerías de aspiración y descarga, y con un bajo régimen de RPM ó emboladas, puede ser innecesario el uso de amortiguadores para compensar las variaciones normales de caudal y presión. Si la línea de succión es demasiado larga o de diseño defectuoso, o si se tiene una altura de aspiración muy pequeña o bien un régimen alto de RPM ó emboladas, el uso de amortiguadores de succión y de descarga permite obtener un funcionamiento suave de la instalación. Estos dispositivos deben considerarse como una parte del sistema de bombeo más que como un accesorio de la bomba. Los amortiguadores de succión y los de descarga deben estar ubicados tan cerca como sea posible de la bomba para lograr una buena eficiencia. Estos accesorios deben conectarse con una Tee de diámetro igual al diámetro de la cañería. Nota: para mayor información, ver la Sección específica del Manual.
Todo bomba alternativa STORK debe estar equipada con un dispositivo de alivio de presión,adecuadamente diseñado para evitar daños en las personas y equipos. ALTO
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 6
2.11 MANDOS POR CORREAS EN ‘V’. Es de fundamental importancia el alineado de los mandos por correas en “V”. Los ejes conductor y conducido deben ser paralelos y las correas en “V” deben estar en ángulo recto con estos ejes. El desalineamiento causará indebido desgaste en las correas y tendencia al vuelco en las ranuras. No se deben palanquear, retorcer o forzar las correas en las ranuras para no afectar su vida útil. Se deben tensar las correas hasta obtener una ligera curvatura en el tramo flojo (distensionado) de las mismas. Durante los primeros días de trabajo las correas se asientan en sus ranuras. Por lo tanto deben tensarse nuevamente luego de un período razonable de funcionamiento. Las correas deben mantenerse libres de grasitud o aceite y cuidando que no aparezca el efecto de patinado sobre las poleas, pues esto junto con el consiguiente desarrollo de calor originado, acortan su vida útil. Nunca se debe instalar una sola correa en “V” nueva en un mando, con el resto de las correas usadas. Siempre se debe cambiar el juego completo para obtener una buena repartición de la carga, prestando atención a que todas las correas del set pertenezcan al mismo lote (mismo número de código).
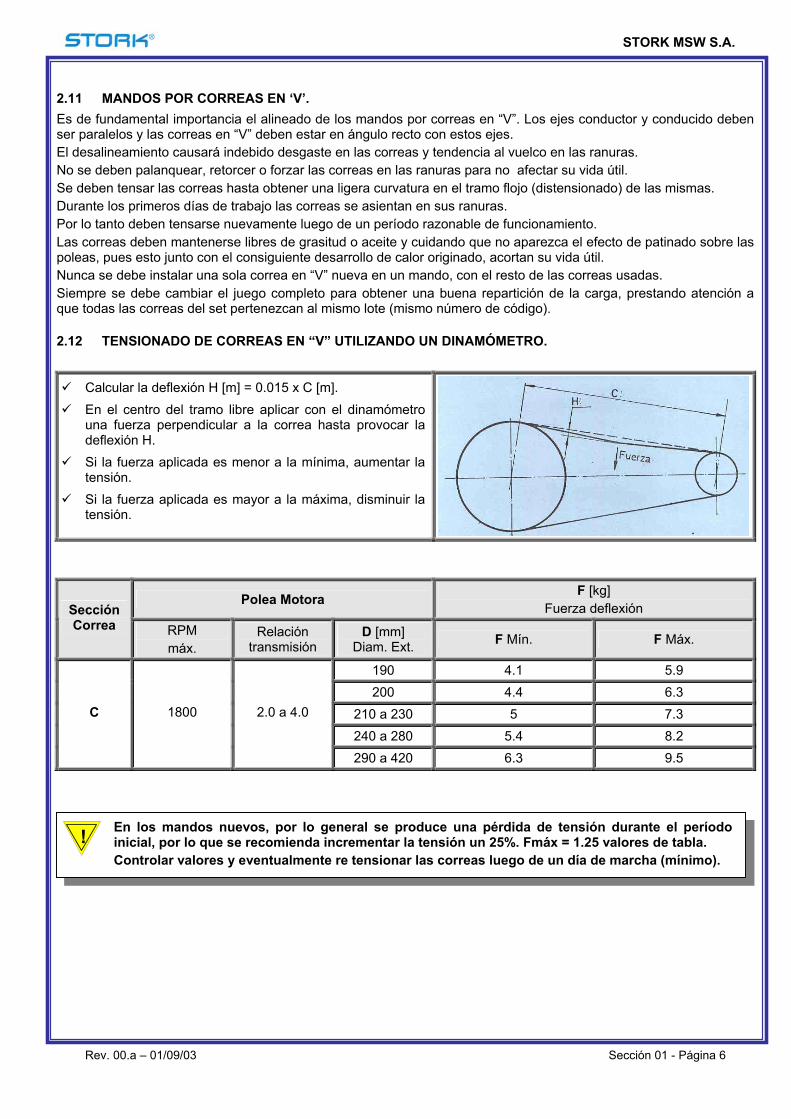
2.12 TENSIONADO DE CORREAS EN “V” UTILIZANDO UN DINAMÓMETRO.
Calcular la deflexión H [m] = 0.015 x C [m]. En el centro del tramo libre aplicar con el dinamómetro
una fuerza perpendicular a la correa hasta provocar la deflexión H.
Si la fuerza aplicada es menor a la mínima, aumentar la tensión.
Si la fuerza aplicada es mayor a la máxima, disminuir la tensión.
Polea Motora F [kg] Fuerza deflexión Sección
Correa RPM máx.
Relación transmisión
D [mm] Diam. Ext. F Mín. F Máx.
190 4.1 5.9 200 4.4 6.3
210 a 230 5 7.3 240 a 280 5.4 8.2
C 1800 2.0 a 4.0
290 a 420 6.3 9.5
En los mandos nuevos, por lo general se produce una pérdida de tensión durante el período inicial, por lo que se recomienda incrementar la tensión un 25%. Fmáx = 1.25 valores de tabla. Controlar valores y eventualmente re tensionar las correas luego de un día de marcha (mínimo).
!
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 7
3 CARACTERISTICAS CONSTRUCTIVAS DE LAS BOMBAS.
3.1 CARACTERÍSTICAS GENERALES. Las bombas constan básicamente de un conjunto o cuerpo mecánico, de construcción robusta que recibe en su eje de entrada el movimiento del motor de accionamiento por medio de poleas y correas en “V”; y de un conjunto hidráulico que con sus cilindros, pistones alternativos y válvulas de succión y descarga efectúa el trabajo de bombeo. El movimiento rotativo del eje de entrada del cuerpo mecánico se transforma a través de un engranaje con dos muñones excéntricos y sus correspondientes bielas en un accionamiento alternativo, que es transmitido a vástagos y pistones. Ambos conjuntos están firmemente unidos y se pueden desmontar con facilidad, cuando alguna tarea de mantenimiento lo hiciere necesario. Todas las piezas móviles del cuerpo mecánico son lubricadas por salpicado.
3.2 CUERPO HIDRÁULICO. Esta formado por 2 (dos) cuerpos que contienen las camisas renovables, las válvulas de aspiración y descarga y los pistones. Ambos cuerpos están unidos por los múltiples de aspiración y descarga. Cada uno de los componentes del cuerpo es sometido a prueba hidráulica, de acuerdo a lo previsto en las Normas API.
3.3 CAMISAS DE CILINDRO. Construidas de acuerdo a las normas API, su interior está revestido con una capa de cromo duro cuidadosamente terminada. Se fijan mediante una pieza de ajuste colocada en el extremo del cuerpo hidráulico.
3.4 VÁLVULAS. Disponibles en diversos tipos, construidas con materiales plásticos, con vástago metálico, de cuerpo de acero con insertos plásticos, etc. Los asientos son de acero tratado térmicamente.
3.5 PISTONES. Se construyen según normas API y son del tipo Mission, con cuerpo de acero de alta calidad, fácilmente desmontables. Los insertos son construidos con un frente de ataque de caucho y un respaldo de tela impregnada en goma capaz de soportar la deformación producida por la presión.
3.6 VÁSTAGOS. Los extremos de los vástagos terminan en cono según normas API, son tratados térmicamente y están revestidos con una capa de cromo duro. La calidad superficial es cuidadosamente controlada, a los efectos de prolongar la vida de la empaquetadura del cuerpo hidráulico. Los vástagos llevan un disco o deflector de goma para evitar que cualquier fuga se introduzca por el prensaestopa en la caja del cuerpo mecánico.
3.7 EMPAQUETADURAS. Son del tipo Chevron en juegos y en sus extremos llevan anillos de cierre. Necesitan muy poca atención mecánica.
3.8 CUERPO MECANICO. De construcción muy reforzada, contiene los ejes y engranajes con el excéntrico, bielas, crucetas, guías, etc. Sobre el eje de mando puede colocarse una polea o rueda dentada para cadena, según lo que fuera convenido, que acciona la bomba. La construcción es hermética, y tiene varias tapas de inspección que permiten rápidamente efectuar una revisión de los mecanismos para su fácil mantenimiento.
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 8
3.9 EJE DE ACCIONAMIENTO Y PIÑÓN. Sus extremos giran en rodamientos ampliamente dimensionados. Los dientes son tallados en forma helicoidal, en acero de alta resistencia, tratado térmicamente.
3.10 ENGRANAJE CON EXCENTRICOS. El engranaje es de fundición de alta resistencia con dentado helicoidal y está ubicado entre los dos muñones excéntricos. El conjunto, montado sobre un eje de acero, gira sobre rodamientos para servicio pesado que permiten una larga vida útil sin mayor atención.
3.11 BIELAS. Son de fundición de alta resistencia. Están ensambladas a los muñones excéntricos mediante bujes de bronce aleado de alta resistencia al desgaste.
3.12 CRUCETAS. Son fundidas y llevan un perno de acero tratado térmicamente que las vincula con las bielas.
3.13 EMPAQUETADURAS. En el extremo del cuerpo mecánico. por donde pasa el contravástago una empaquetadura tipo Chevron impide la entrada de impurezas y fluidos que pudieran degradar el aceite lubricante del mecanismo de accionamiento.
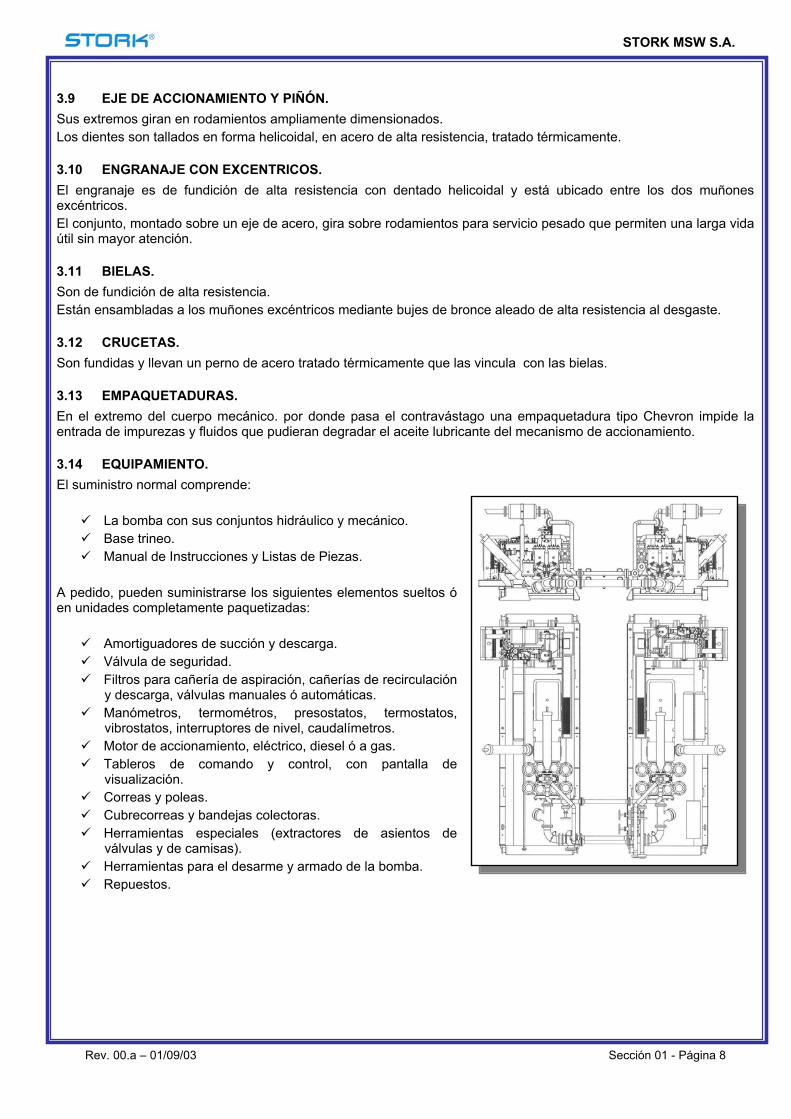
3.14 EQUIPAMIENTO. El suministro normal comprende:
La bomba con sus conjuntos hidráulico y mecánico. Base trineo. Manual de Instrucciones y Listas de Piezas.
A pedido, pueden suministrarse los siguientes elementos sueltos ó en unidades completamente paquetizadas:
Amortiguadores de succión y descarga. Válvula de seguridad. Filtros para cañería de aspiración, cañerías de recirculación
y descarga, válvulas manuales ó automáticas. Manómetros, termométros, presostatos, termostatos,
vibrostatos, interruptores de nivel, caudalímetros. Motor de accionamiento, eléctrico, diesel ó a gas. Tableros de comando y control, con pantalla de
visualización. Correas y poleas. Cubrecorreas y bandejas colectoras. Herramientas especiales (extractores de asientos de
válvulas y de camisas). Herramientas para el desarme y armado de la bomba. Repuestos.
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 9
4 INSTRUCCIONES DE INSTALACION DE LA BOMBA
Instalar la bomba de manera que haya suficiente espacio para desarmar y colocar los pistones, camisas, vejigas de amortiguadores, etc. 1. Verificar que el trineo esté bien nivelado para que el aceite llegue a las partes esenciales. 2. El trineo debe apoyar en todo su extensión, para evitar el movimiento del conjunto durante el funcionamiento. 3. Verificar que los bulones de anclaje que fijan la bomba al trineo o a la base estén bien apretados. 4. Antes de conectar las cañerías, colocar las correas, etc., verificar que la bomba gire en forma suave y sin puntos
duros. Se deberá girar la polea de manera que los vástagos de los pistones efectúen (dos) emboladas completas. 5. Si la unidad motriz esta separada del trineo de la bomba, deberá alinearse la polea de ésta con la polea motriz.
Esto evitará el desgaste prematuro de las correas. 6. Evitar la tensión excesiva de las correas, pues es perjudicial para los cojinetes de la unidad motriz y de la bomba,
reduciendo la duración de las mismas. 7. Colocar correas de un mismo largo, pues de lo contrario algunas quedarán flojas y las restantes se sobrecargarán
en perjuicio de su duración. 8. Evitar que caiga grasa ó aceite sobre las correas y canales de las poleas. Todo rastro de aceite o grasa se
deberá quitar antes de poner en marcha la bomba. 9. Proceder a conectar las cañerías de aspiración y descarga de la bomba tomando las precauciones indicadas en
los párrafos Cañerías y sucesivos.
5 PRIMERA PUESTA EN MARCHA DE LA BOMBA
1. Quitar la tapa superior de la bomba y verter aceite lubricante sobre los rodamientos, cojinetes de biela, correderas de crucetas y dientes de los engranajes, hasta que el aceite alcance el nivel indicado.
2. Las bombas se entregan con los vástagos de pistón y las camisas aceitadas, para evitar desgaste por trabajar en seco durante la puesta en marcha.
3. Estando la bomba mucho tiempo fuera de servicio conviene verificar el engrase de camisas y vástagos antes de una nueva puesta en marcha, para lo cual se quitarán las tapas de cilindros para acceder a las mismas como se indica más adelante.
4. Verificar que las válvulas de paso de las cañerías de admisión y descarga estén abiertas. Poner en marcha la bomba, observar que no ocurran ruidos extraños en ese momento.
5. Verificar que las empaquetaduras de la parte hidráulica no pierdan o que haya pérdidas en las juntas de la bomba o cañería. Si las hubiera, se apretarán las tuercas ligeramente para evitar las fugas, pero no en forma excesiva, para prevenir daños.
6. A los cinco y a los quince minutos de funcionamiento, controlar la parte externa de las cajas de rodamientos y de las cajas de empaquetaduras para verificar que no calienten en forma anormal.
7. Estando todo funcionando en forma normal y si la bomba fue puesta en marcha a velocidad reducida, acelere el funcionamiento hasta la velocidad normal.
8. El cuerpo hidráulico está provisto con agujeros
detectores de pérdidas en las empaquetaduras de las camisas de cilindro. De notarse alguna pérdida se apretará el tornillo de presión para el ajuste de la camisa.
9. En general el sentido de giro de la polea de la bomba es en sentido contrario a las agujas del reloj:
De observarse alguna anormalidad, detener la bomba, averiguar la causa siguiendo lasinstrucciones del manual y corregir el desperfecto. En caso de dudas, consultar a nuestroDepartamento de Ingeniería antes de volver a ponerla en marcha.
!
La bomba ha sido probada por Stork MSW S.A. en banco de pruebas, antes de ser entregada, por lo tanto no necesita período de ablande y puede ser usada directamente a la velocidad especificada.
!
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 10
6 CUIDADOS NORMALES DE FUNCIONAMIENTO
1. Cada día verificar que la bomba no pierda por las bridas, tapas o agujeros delatores de pérdidas de las juntas de camisa. Si se observara alguna pérdida se apretarán los tornillos o cambiarán las juntas correspondientes.
2. Por primera vez se cambiará el aceite del cárter a las 150 horas de funcionamiento, observando al mismo tiempo que el aceite extraído no contenga excesiva cantidad de partículas metálicas.
3. Si así ocurriera se averiguará en que parte de la bomba se está produciendo un desgaste excesivo para corregir las causas del mismo.
4. En los casos posteriores el aceite se cambiará cada seis a doce meses, o cuando se notara que el mismo está sucio, contaminado con agua, petróleo, etc.
5. Se limpiará prolijamente el interior de la bomba cada vez que se cambia el aceite; a este fin se podrá utilizar gasoil para el lavado, cuidando de drenar todo resto de gas-oil que esté dentro de la caja de engranajes (cárter) y quitando los restos con un trapo seco y limpio.
6. Verificar que los drenajes se encuentren perfectamente limpios y adecuadamente canalizados, para evitar rebalses que podrían afectar a los componentes de la bomba.
7 LUBRICACION.
Las bombas alternativas Stork presentan las ventajas inherentes a un bajo número de vueltas y a un sistema de lubricación por salpicado, simple y seguro. El aceite del cárter es impulsado por el engranaje con excéntricos hacia las cajas de rodamientos y luego escurre por conductos adecuados hacia las guías de crucetas. Los aceites minerales de extrema presión a utilizar (de acuerdo a la temperatura) son los siguientes:
Viscosidad cST @ 37.8 °C Rango de temp. °C Grado AGMA EP
Grado ISO Mínima Máxima
-30 a +20 2EP 68 61 75
-20 a +30 4EP 150 135 165
-10 a +40 5EP 220 198 242
0 a +70 6EP 320 288 352
Algunas de las marcas comerciales que cumplen con los requerimientos especificados son:
Marca
REPSOL Y.P.F.
SHELL
ESSO
Denominación Transmisión EP Omala - Macoma Spartan EP
Las cantidades de aceite para cada modelo de bomba son las siguientes:
Bomba Cantidad [lts] SP 4560 17 SP 5080 42
SP 50100 / 50100P 60 SP 70100 / 70100P 60
SP 75120 100
Los períodos de control de la bomba y los cambios de aceite dependen del servicio que presta lamisma y de las condiciones del lugar de emplazamiento, debiendo acortarse o alargarse segúnindique la experiencia. Se aconseja periódicamente verificar la presencia de agua, arena ó lodos en el cárter, paracuando así sea drenar el aceite contaminado, limpiar como se ha dicho y efectuar el cambio delubricante.
!
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 11
8 INSTRUCCIONES PARA EL MANTENIMIENTO DE LA BOMBA.
Las bombas alternativas Stork han sido diseñadas de modo tal de simplificar el mantenimiento y facilitar el service. Como todas las máquinas y equipos mecánicos un adecuado sistema de control y mantenimiento preventivo ayudará a detectar probables anomalías y efectuar a tiempo las correcciones correspondientes, evitando reparaciones onerosas y reduciendo los costos de operación. A continuación se indican los pasos necesarios para el recambio de las piezas en los casos más comunes. De ser necesaria información técnica adicional dirigirse al Departamento de Ingeniería de Stork MSW S.A.
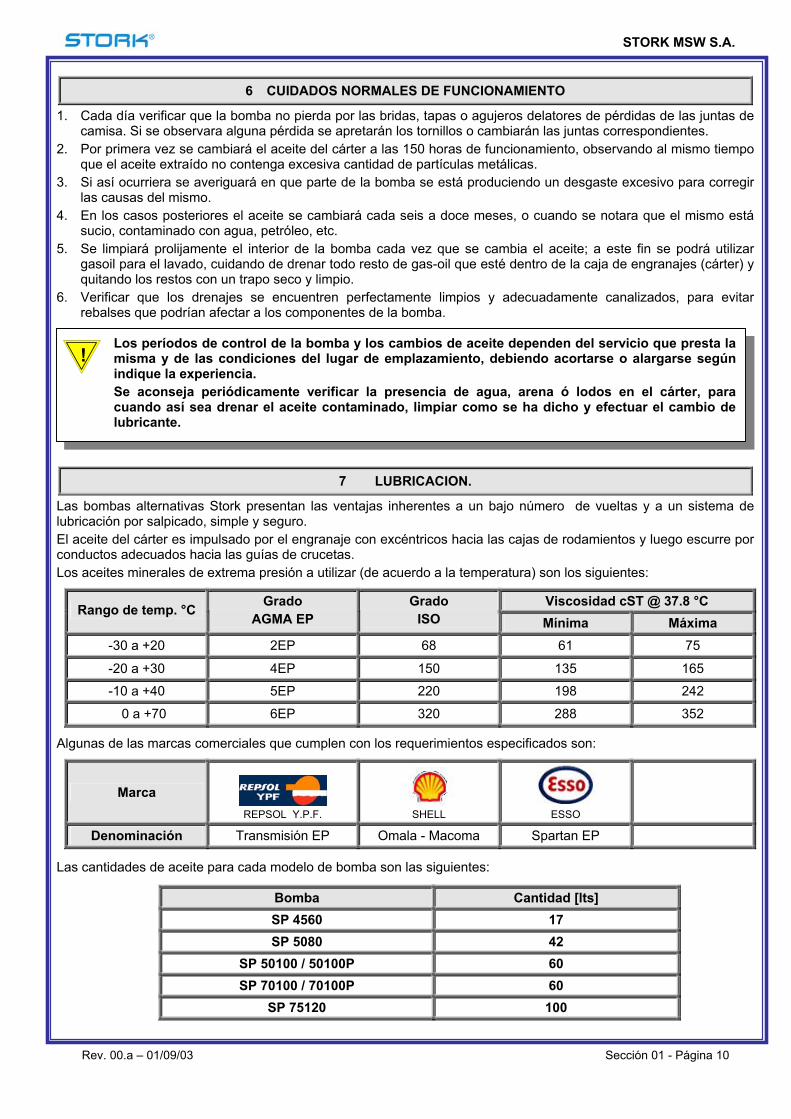
8.1 REEMPLAZO DE VÁLVULAS Y ASIENTOS. 8.1.1 Desmontar las tapas de válvulas y la junta de tapa correspondiente. 8.1.2 Retirar las válvulas y resortes. 8.1.3 Extraer el asiento de válvula como muestra la figura, por medio del dispositivo previsto para tal fin. 8.1.4 Limpiar cuidadosamente la zona del alojamiento del asiento con solventes de seguridad adecuados y
eventualmente repasar con esmeril. 8.1.5 Limpiar con solventes adecuados y reinstalar el nuevo asiento como muestra la figura, asegurándose que
quede firmemente alojado en el cilindro. 8.1.6 Reinstalar la válvula y el resorte nuevo. Colocar la nueva junta, la tapa y apretar las tuercas en forma
progresiva para asegurar el correcto sellado, según valores de la Tabla de torque de apriete.
Inspeccionar las válvulas y asientos con regularidad: no deben presentar erosión ni melladuras en la zona de cierre. Reemplazar los resortes en caso de pérdida de tensión ó rotura. En caso de reutilizar válvulas y asientos, marcar las piezas para usar la válvula con el mismoasiento de donde se sacó.
!
1.1 1.5
1.2
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 12
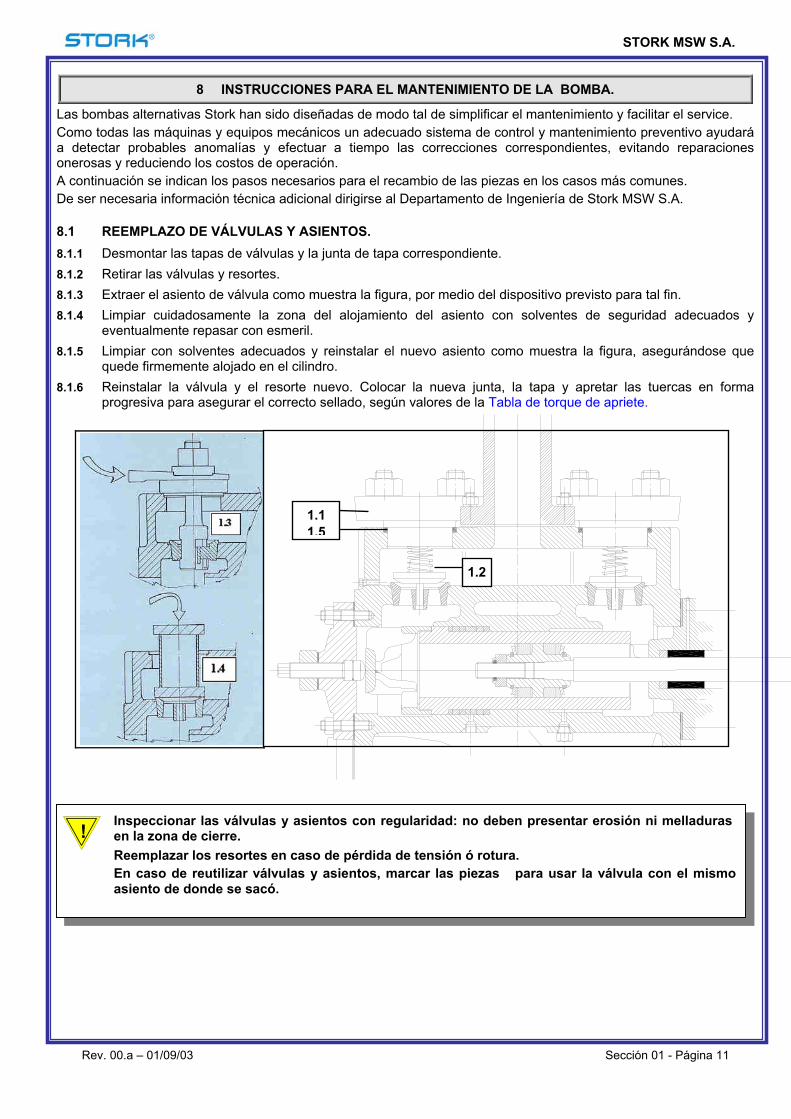
8.2 REEMPLAZO DEL VÁSTAGO DE PISTÓN. 8.2.1 Aflojar y retirar las tuercas de la tapa de cilindros; retirar la tapa y el candado. 8.2.2 Aflojar las tuercas del prensa empaquetaduras.
(Si se prevé el cambio de pistón, aflojar la tuerca de pistón). 8.2.3 Aflojar la contratuerca del vástago bloqueando adecuadamente el contravástago; desenroscar completamente
del contravástago y retirar por el frente el conjunto vástago – pistón. Retirar el prensa empaquetaduras y reemplazar las empaquetaduras viejas ó deterioradas.
8.2.4 Limpiar cuidadosamente el interior de la camisa; lubricar esta superficie, el hueco de las empaquetaduras y la cara de deslizamiento del pistón.
8.2.5 Introducir parcialmente por el frente el conjunto vástago – pistón (nuevo ó reacondicionado); enhebrar y montar las empaquetaduras y el prensa, sin ajustar completamente las tuercas del mismo.
8.2.6 Atornillar el vástago en el contravástago y apretar la contratuerca. Apretar las tuercas del prensa empaquetaduras en forma uniforme, pero sin deformar las empaquetaduras.
8.2.7 Re - montar el candado, la tapa del cilindro y las tuercas, ajustando en forma cruzada, según valores de la Tabla de torque de apriete.
8.2.8 SP4560 / 5080 / 50100 - Ajustar el tornillo de presión para llevar la camisa a su posición según valores de la Tabla de torque de apriete; colocar y apretar la contratuerca de seguridad.
Luego del cambio del vástago – pistón y / o las empaquetaduras, verificar el correcto centrado dela carrera en el cilindro (observando desde la zona válvulas, luego del retirado de las tapas).Eventualmente corregir enroscando / desenroscando el vástago en el contra vástago (sin olvidarde ajustar la contratuerca).
!
2.1 2.22.5
2.32.6
2.4
2.7
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 13
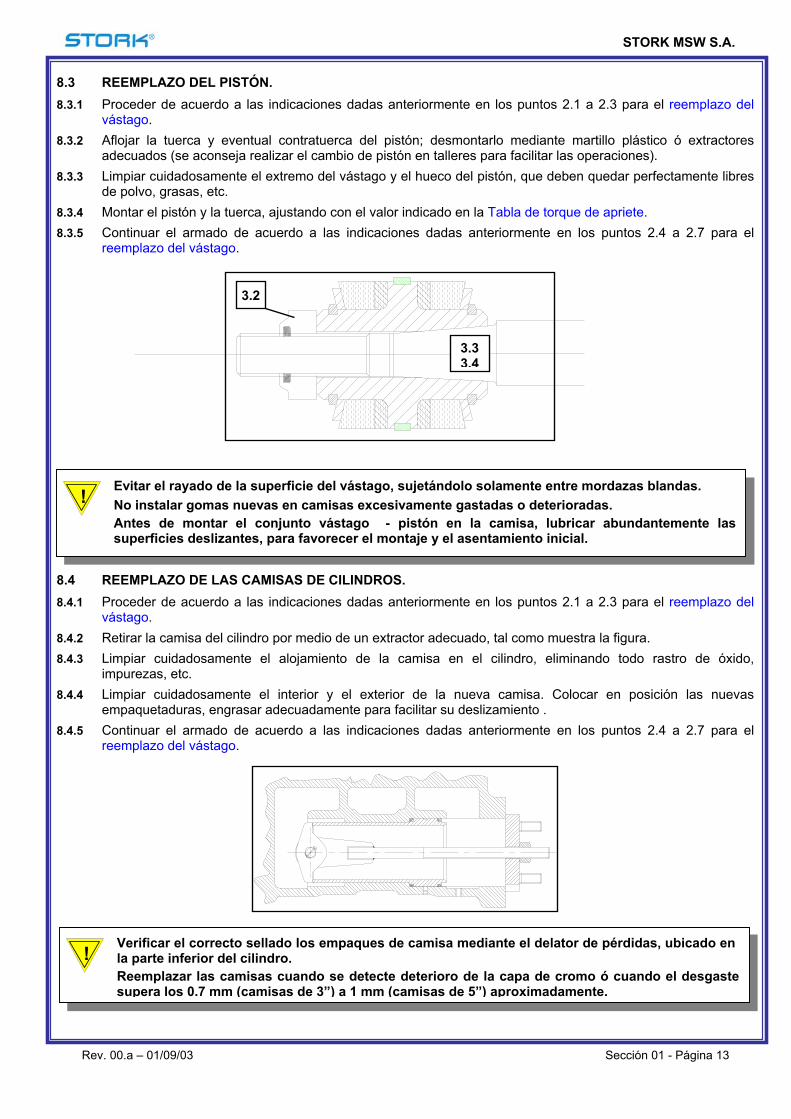
8.3 REEMPLAZO DEL PISTÓN. 8.3.1 Proceder de acuerdo a las indicaciones dadas anteriormente en los puntos 2.1 a 2.3 para el reemplazo del
vástago. 8.3.2 Aflojar la tuerca y eventual contratuerca del pistón; desmontarlo mediante martillo plástico ó extractores
adecuados (se aconseja realizar el cambio de pistón en talleres para facilitar las operaciones). 8.3.3 Limpiar cuidadosamente el extremo del vástago y el hueco del pistón, que deben quedar perfectamente libres
de polvo, grasas, etc. 8.3.4 Montar el pistón y la tuerca, ajustando con el valor indicado en la Tabla de torque de apriete. 8.3.5 Continuar el armado de acuerdo a las indicaciones dadas anteriormente en los puntos 2.4 a 2.7 para el
reemplazo del vástago.
8.4 REEMPLAZO DE LAS CAMISAS DE CILINDROS. 8.4.1 Proceder de acuerdo a las indicaciones dadas anteriormente en los puntos 2.1 a 2.3 para el reemplazo del
vástago. 8.4.2 Retirar la camisa del cilindro por medio de un extractor adecuado, tal como muestra la figura. 8.4.3 Limpiar cuidadosamente el alojamiento de la camisa en el cilindro, eliminando todo rastro de óxido,
impurezas, etc. 8.4.4 Limpiar cuidadosamente el interior y el exterior de la nueva camisa. Colocar en posición las nuevas
empaquetaduras, engrasar adecuadamente para facilitar su deslizamiento . 8.4.5 Continuar el armado de acuerdo a las indicaciones dadas anteriormente en los puntos 2.4 a 2.7 para el
reemplazo del vástago.
Evitar el rayado de la superficie del vástago, sujetándolo solamente entre mordazas blandas. No instalar gomas nuevas en camisas excesivamente gastadas o deterioradas. Antes de montar el conjunto vástago - pistón en la camisa, lubricar abundantemente lassuperficies deslizantes, para favorecer el montaje y el asentamiento inicial.
!
Verificar el correcto sellado los empaques de camisa mediante el delator de pérdidas, ubicado en la parte inferior del cilindro. Reemplazar las camisas cuando se detecte deterioro de la capa de cromo ó cuando el desgastesupera los 0.7 mm (camisas de 3”) a 1 mm (camisas de 5”) aproximadamente.
!
3.2
3.33.4
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 14
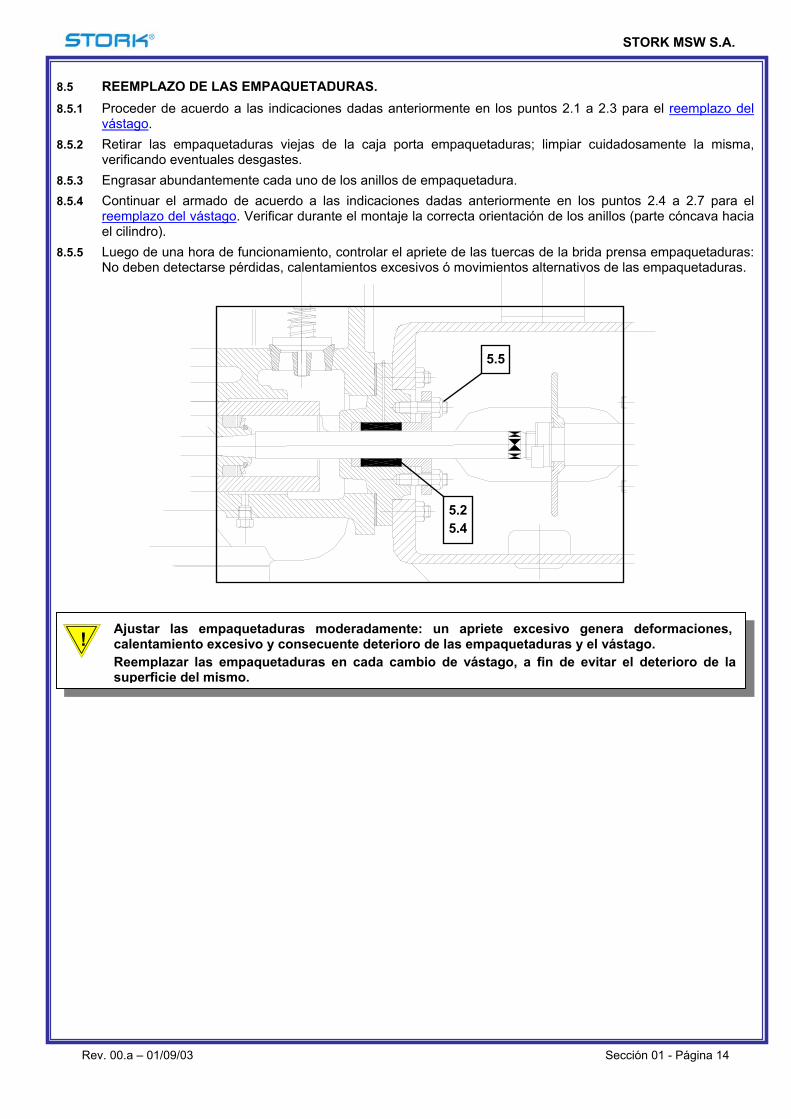
8.5 REEMPLAZO DE LAS EMPAQUETADURAS. 8.5.1 Proceder de acuerdo a las indicaciones dadas anteriormente en los puntos 2.1 a 2.3 para el reemplazo del
vástago. 8.5.2 Retirar las empaquetaduras viejas de la caja porta empaquetaduras; limpiar cuidadosamente la misma,
verificando eventuales desgastes. 8.5.3 Engrasar abundantemente cada uno de los anillos de empaquetadura. 8.5.4 Continuar el armado de acuerdo a las indicaciones dadas anteriormente en los puntos 2.4 a 2.7 para el
reemplazo del vástago. Verificar durante el montaje la correcta orientación de los anillos (parte cóncava hacia el cilindro).
8.5.5 Luego de una hora de funcionamiento, controlar el apriete de las tuercas de la brida prensa empaquetaduras: No deben detectarse pérdidas, calentamientos excesivos ó movimientos alternativos de las empaquetaduras.
Ajustar las empaquetaduras moderadamente: un apriete excesivo genera deformaciones, calentamiento excesivo y consecuente deterioro de las empaquetaduras y el vástago. Reemplazar las empaquetaduras en cada cambio de vástago, a fin de evitar el deterioro de lasuperficie del mismo.
!
5.25.4
5.5
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 15
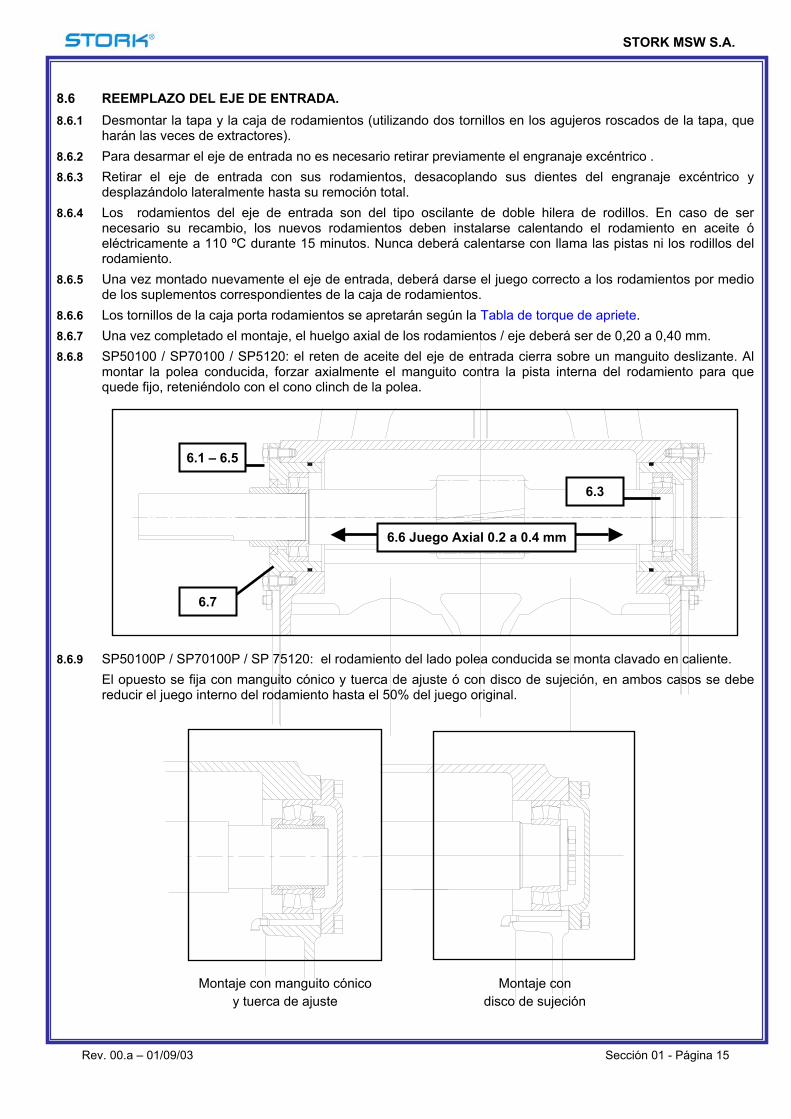
8.6 REEMPLAZO DEL EJE DE ENTRADA. 8.6.1 Desmontar la tapa y la caja de rodamientos (utilizando dos tornillos en los agujeros roscados de la tapa, que
harán las veces de extractores). 8.6.2 Para desarmar el eje de entrada no es necesario retirar previamente el engranaje excéntrico . 8.6.3 Retirar el eje de entrada con sus rodamientos, desacoplando sus dientes del engranaje excéntrico y
desplazándolo lateralmente hasta su remoción total. 8.6.4 Los rodamientos del eje de entrada son del tipo oscilante de doble hilera de rodillos. En caso de ser
necesario su recambio, los nuevos rodamientos deben instalarse calentando el rodamiento en aceite ó eléctricamente a 110 ºC durante 15 minutos. Nunca deberá calentarse con llama las pistas ni los rodillos del rodamiento.
8.6.5 Una vez montado nuevamente el eje de entrada, deberá darse el juego correcto a los rodamientos por medio de los suplementos correspondientes de la caja de rodamientos.
8.6.6 Los tornillos de la caja porta rodamientos se apretarán según la Tabla de torque de apriete. 8.6.7 Una vez completado el montaje, el huelgo axial de los rodamientos / eje deberá ser de 0,20 a 0,40 mm. 8.6.8 SP50100 / SP70100 / SP5120: el reten de aceite del eje de entrada cierra sobre un manguito deslizante. Al
montar la polea conducida, forzar axialmente el manguito contra la pista interna del rodamiento para que quede fijo, reteniéndolo con el cono clinch de la polea.
8.6.9 SP50100P / SP70100P / SP 75120: el rodamiento del lado polea conducida se monta clavado en caliente.
El opuesto se fija con manguito cónico y tuerca de ajuste ó con disco de sujeción, en ambos casos se debe reducir el juego interno del rodamiento hasta el 50% del juego original.
Montaje con manguito cónico y tuerca de ajuste
Montaje con disco de sujeción
6.1 – 6.5
6.3
6.6 Juego Axial 0.2 a 0.4 mm
6.7
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 16
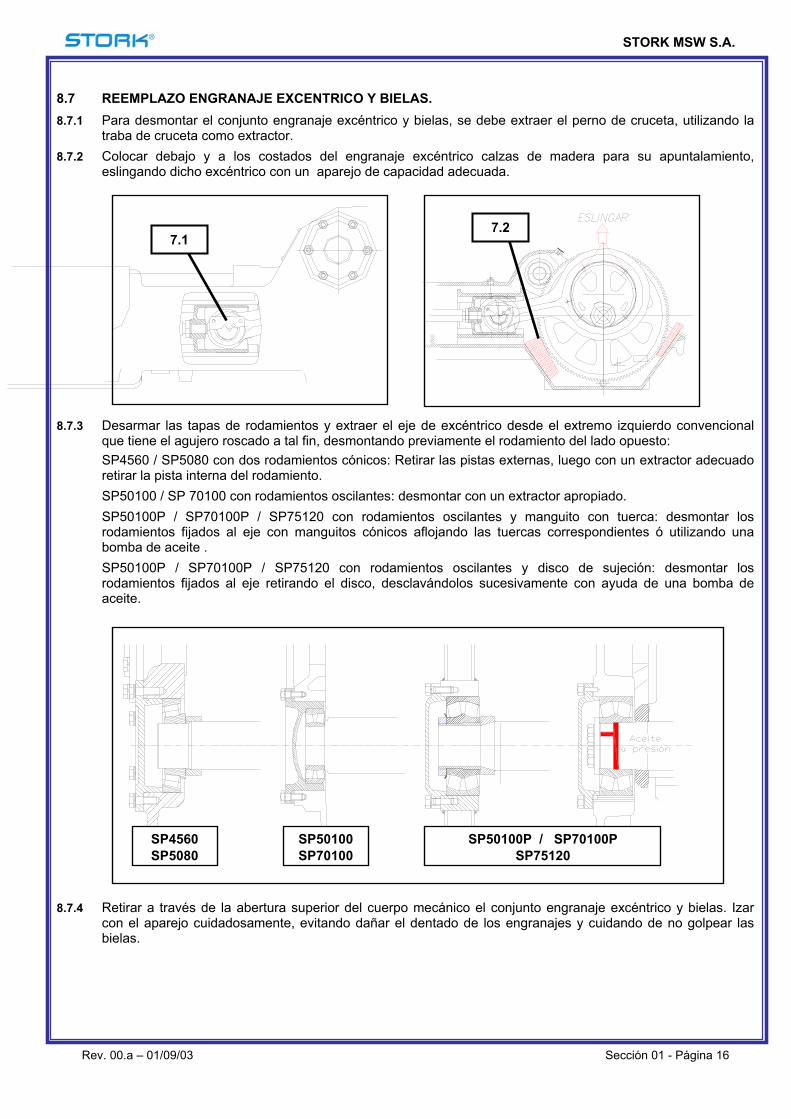
8.7 REEMPLAZO ENGRANAJE EXCENTRICO Y BIELAS. 8.7.1 Para desmontar el conjunto engranaje excéntrico y bielas, se debe extraer el perno de cruceta, utilizando la
traba de cruceta como extractor. 8.7.2 Colocar debajo y a los costados del engranaje excéntrico calzas de madera para su apuntalamiento,
eslingando dicho excéntrico con un aparejo de capacidad adecuada. 8.7.3 Desarmar las tapas de rodamientos y extraer el eje de excéntrico desde el extremo izquierdo convencional
que tiene el agujero roscado a tal fin, desmontando previamente el rodamiento del lado opuesto: SP4560 / SP5080 con dos rodamientos cónicos: Retirar las pistas externas, luego con un extractor adecuado retirar la pista interna del rodamiento. SP50100 / SP 70100 con rodamientos oscilantes: desmontar con un extractor apropiado. SP50100P / SP70100P / SP75120 con rodamientos oscilantes y manguito con tuerca: desmontar los rodamientos fijados al eje con manguitos cónicos aflojando las tuercas correspondientes ó utilizando una bomba de aceite . SP50100P / SP70100P / SP75120 con rodamientos oscilantes y disco de sujeción: desmontar los rodamientos fijados al eje retirando el disco, desclavándolos sucesivamente con ayuda de una bomba de aceite.
8.7.4 Retirar a través de la abertura superior del cuerpo mecánico el conjunto engranaje excéntrico y bielas. Izar con el aparejo cuidadosamente, evitando dañar el dentado de los engranajes y cuidando de no golpear las bielas.
7.1 7.2
SP4560 SP5080
SP50100 SP70100
SP50100P / SP70100P SP75120
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 17
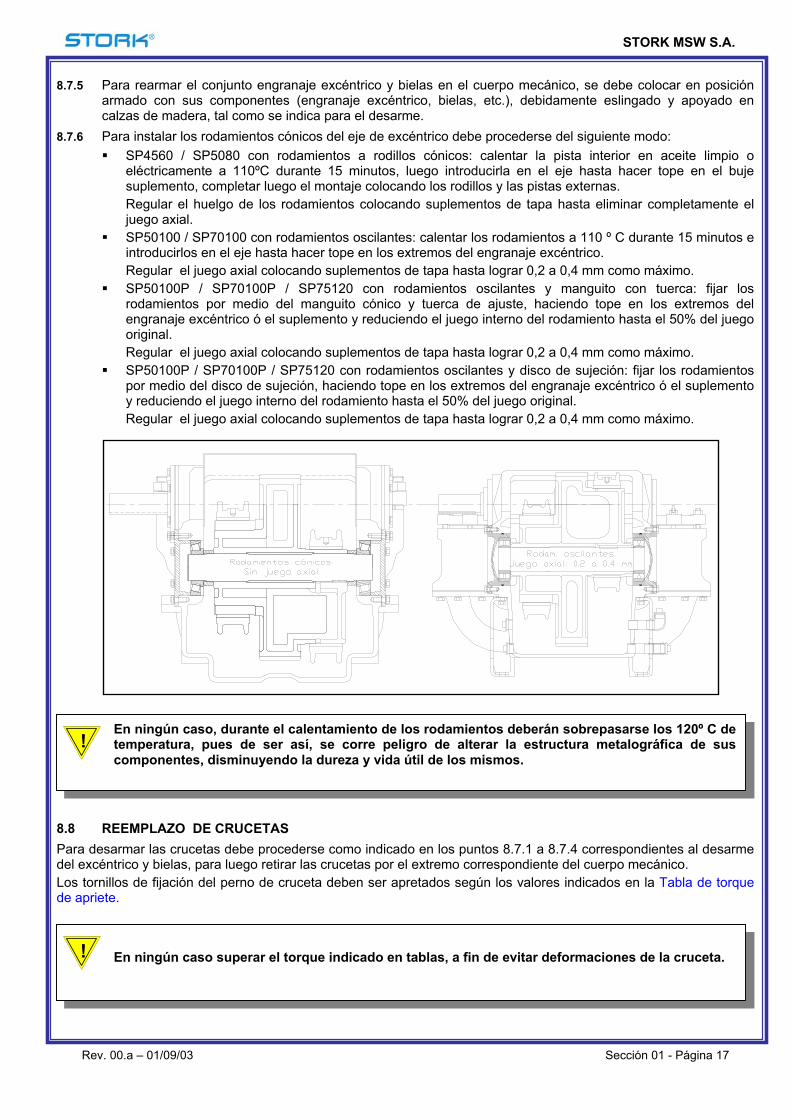
8.7.5 Para rearmar el conjunto engranaje excéntrico y bielas en el cuerpo mecánico, se debe colocar en posición armado con sus componentes (engranaje excéntrico, bielas, etc.), debidamente eslingado y apoyado en calzas de madera, tal como se indica para el desarme.
8.7.6 Para instalar los rodamientos cónicos del eje de excéntrico debe procederse del siguiente modo: SP4560 / SP5080 con rodamientos a rodillos cónicos: calentar la pista interior en aceite limpio o
eléctricamente a 110ºC durante 15 minutos, luego introducirla en el eje hasta hacer tope en el buje suplemento, completar luego el montaje colocando los rodillos y las pistas externas. Regular el huelgo de los rodamientos colocando suplementos de tapa hasta eliminar completamente el juego axial.
SP50100 / SP70100 con rodamientos oscilantes: calentar los rodamientos a 110 º C durante 15 minutos e introducirlos en el eje hasta hacer tope en los extremos del engranaje excéntrico. Regular el juego axial colocando suplementos de tapa hasta lograr 0,2 a 0,4 mm como máximo.
SP50100P / SP70100P / SP75120 con rodamientos oscilantes y manguito con tuerca: fijar los rodamientos por medio del manguito cónico y tuerca de ajuste, haciendo tope en los extremos del engranaje excéntrico ó el suplemento y reduciendo el juego interno del rodamiento hasta el 50% del juego original. Regular el juego axial colocando suplementos de tapa hasta lograr 0,2 a 0,4 mm como máximo.
SP50100P / SP70100P / SP75120 con rodamientos oscilantes y disco de sujeción: fijar los rodamientos por medio del disco de sujeción, haciendo tope en los extremos del engranaje excéntrico ó el suplemento y reduciendo el juego interno del rodamiento hasta el 50% del juego original. Regular el juego axial colocando suplementos de tapa hasta lograr 0,2 a 0,4 mm como máximo.
Regular el juego axial colocando suplementos de tapa hasta lograr 0,2 a 0,4 mm como máximo.
8.8 REEMPLAZO DE CRUCETAS Para desarmar las crucetas debe procederse como indicado en los puntos 8.7.1 a 8.7.4 correspondientes al desarme del excéntrico y bielas, para luego retirar las crucetas por el extremo correspondiente del cuerpo mecánico. Los tornillos de fijación del perno de cruceta deben ser apretados según los valores indicados en la Tabla de torque de apriete.
En ningún caso, durante el calentamiento de los rodamientos deberán sobrepasarse los 120º C detemperatura, pues de ser así, se corre peligro de alterar la estructura metalográfica de suscomponentes, disminuyendo la dureza y vida útil de los mismos.
!
En ningún caso superar el torque indicado en tablas, a fin de evitar deformaciones de la cruceta. !
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 18
8.9 REEMPLAZO DE BIELAS 8.9.1 El desarme de las bielas se efectúa simultáneamente al del engranaje excéntrico, de acuerdo a lo indicado en
los puntos 8.7.1 a 8.7.4. 8.9.2 En caso de ser necesario el recambio de los bujes de bronce de las bielas, su extracción y montaje deben
efectuarse en una prensa adecuada. 8.9.3 Montar a presión el buje del perno de cruceta, mecanizar el agujero de lubricación pasante en
correspondencia al existente en la biela y a la ranura del buje; posteriormente alesar a la medida indicada en la tabla de tolerancias.
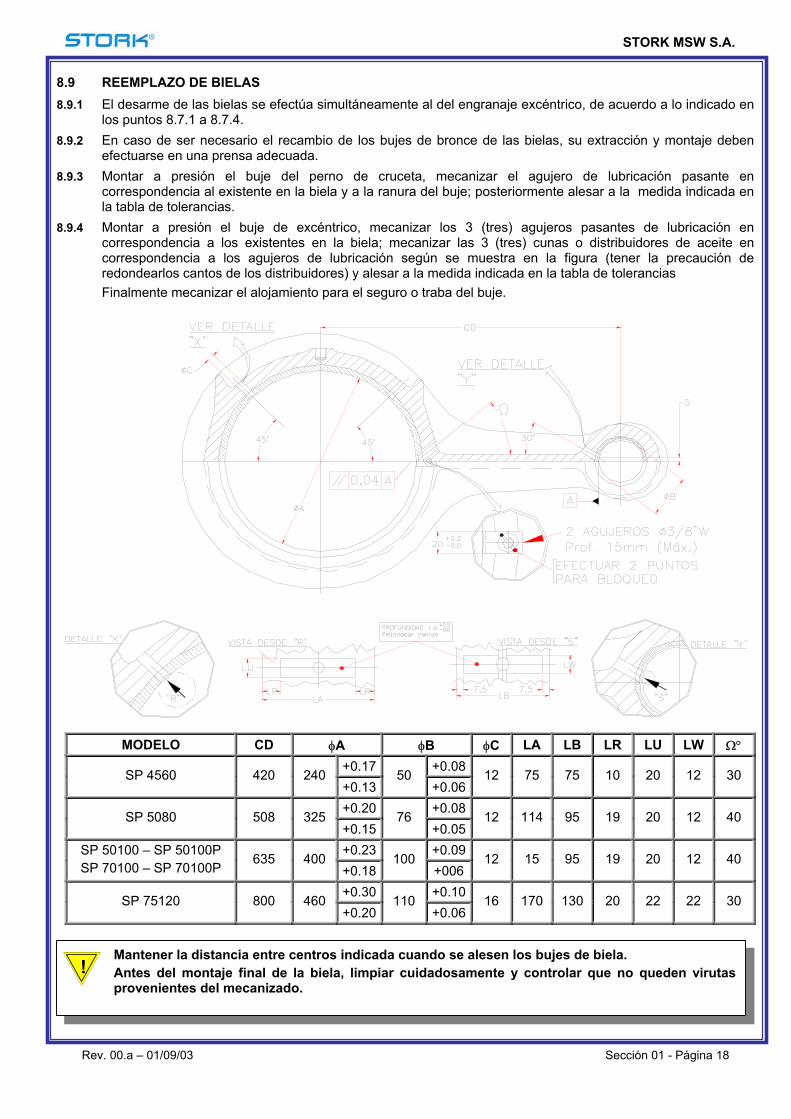
8.9.4 Montar a presión el buje de excéntrico, mecanizar los 3 (tres) agujeros pasantes de lubricación en correspondencia a los existentes en la biela; mecanizar las 3 (tres) cunas o distribuidores de aceite en correspondencia a los agujeros de lubricación según se muestra en la figura (tener la precaución de redondearlos cantos de los distribuidores) y alesar a la medida indicada en la tabla de tolerancias Finalmente mecanizar el alojamiento para el seguro o traba del buje.
MODELO CD φA φB φC LA LB LR LU LW Ω° +0.17 +0.08
SP 4560 420 240 +0.13
50 +0.06
12 75 75 10 20 12 30
+0.20 +0.08SP 5080 508 325
+0.1576
+0.0512 114 95 19 20 12 40
+0.23 +0.09SP 50100 – SP 50100P SP 70100 – SP 70100P
635 400 +0.18
100 +006
12 15 95 19 20 12 40
+0.30 +0.10SP 75120 800 460
+0.20110
+0.0616 170 130 20 22 22 30
Mantener la distancia entre centros indicada cuando se alesen los bujes de biela. Antes del montaje final de la biela, limpiar cuidadosamente y controlar que no queden virutasprovenientes del mecanizado.
!
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 19
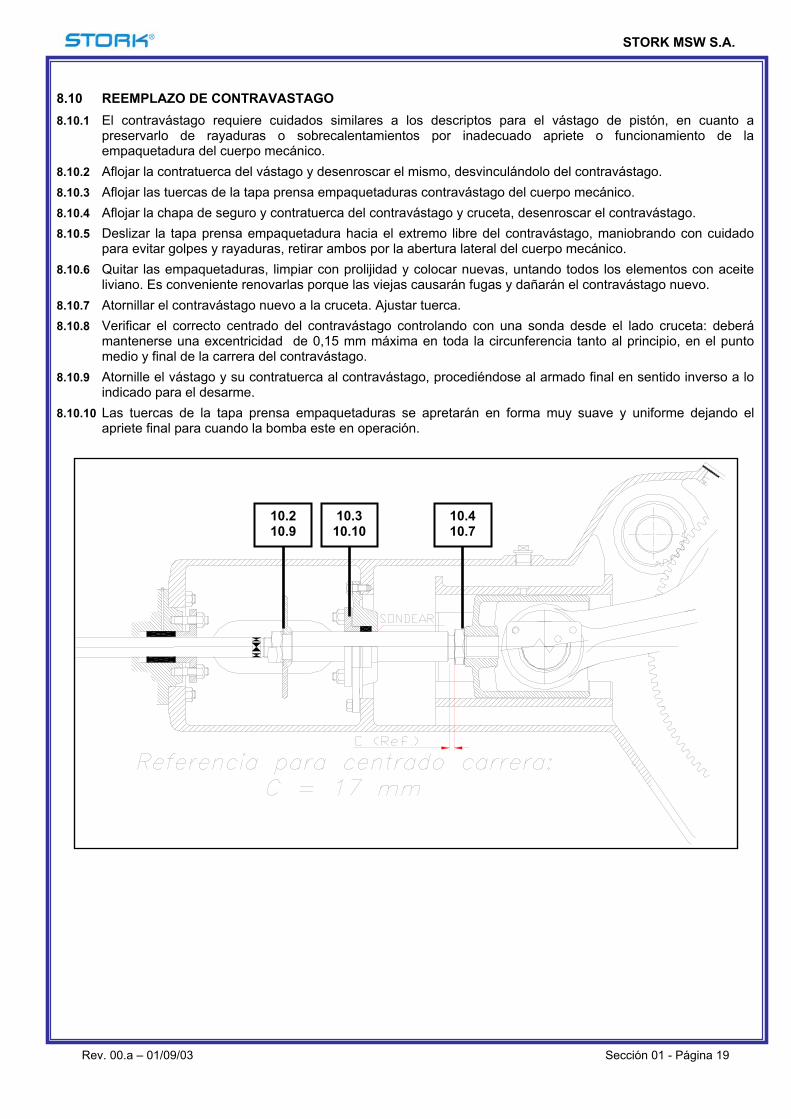
8.10 REEMPLAZO DE CONTRAVASTAGO 8.10.1 El contravástago requiere cuidados similares a los descriptos para el vástago de pistón, en cuanto a
preservarlo de rayaduras o sobrecalentamientos por inadecuado apriete o funcionamiento de la empaquetadura del cuerpo mecánico.
8.10.2 Aflojar la contratuerca del vástago y desenroscar el mismo, desvinculándolo del contravástago. 8.10.3 Aflojar las tuercas de la tapa prensa empaquetaduras contravástago del cuerpo mecánico. 8.10.4 Aflojar la chapa de seguro y contratuerca del contravástago y cruceta, desenroscar el contravástago. 8.10.5 Deslizar la tapa prensa empaquetadura hacia el extremo libre del contravástago, maniobrando con cuidado
para evitar golpes y rayaduras, retirar ambos por la abertura lateral del cuerpo mecánico. 8.10.6 Quitar las empaquetaduras, limpiar con prolijidad y colocar nuevas, untando todos los elementos con aceite
liviano. Es conveniente renovarlas porque las viejas causarán fugas y dañarán el contravástago nuevo. 8.10.7 Atornillar el contravástago nuevo a la cruceta. Ajustar tuerca. 8.10.8 Verificar el correcto centrado del contravástago controlando con una sonda desde el lado cruceta: deberá
mantenerse una excentricidad de 0,15 mm máxima en toda la circunferencia tanto al principio, en el punto medio y final de la carrera del contravástago.
8.10.9 Atornille el vástago y su contratuerca al contravástago, procediéndose al armado final en sentido inverso a lo indicado para el desarme.
8.10.10 Las tuercas de la tapa prensa empaquetaduras se apretarán en forma muy suave y uniforme dejando el apriete final para cuando la bomba este en operación.
10.2 10.9
10.3 10.10
10.4 10.7
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 20
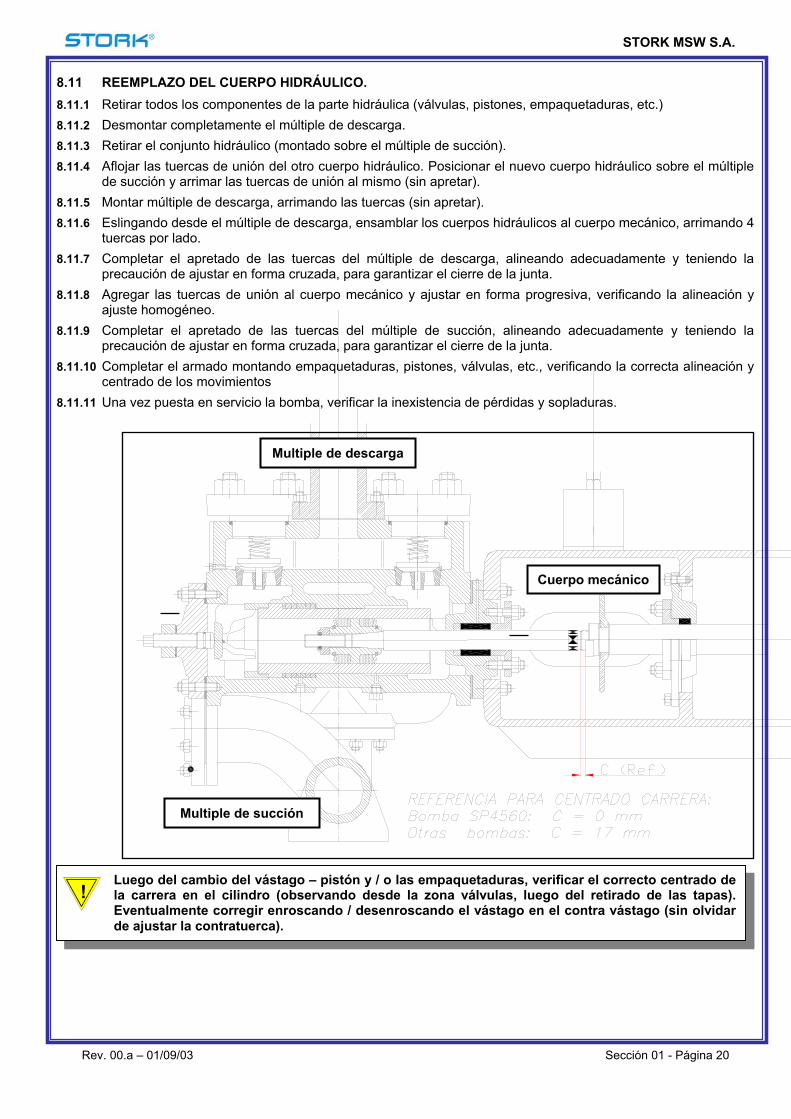
8.11 REEMPLAZO DEL CUERPO HIDRÁULICO. 8.11.1 Retirar todos los componentes de la parte hidráulica (válvulas, pistones, empaquetaduras, etc.) 8.11.2 Desmontar completamente el múltiple de descarga. 8.11.3 Retirar el conjunto hidráulico (montado sobre el múltiple de succión). 8.11.4 Aflojar las tuercas de unión del otro cuerpo hidráulico. Posicionar el nuevo cuerpo hidráulico sobre el múltiple
de succión y arrimar las tuercas de unión al mismo (sin apretar). 8.11.5 Montar múltiple de descarga, arrimando las tuercas (sin apretar). 8.11.6 Eslingando desde el múltiple de descarga, ensamblar los cuerpos hidráulicos al cuerpo mecánico, arrimando 4
tuercas por lado. 8.11.7 Completar el apretado de las tuercas del múltiple de descarga, alineando adecuadamente y teniendo la
precaución de ajustar en forma cruzada, para garantizar el cierre de la junta. 8.11.8 Agregar las tuercas de unión al cuerpo mecánico y ajustar en forma progresiva, verificando la alineación y
ajuste homogéneo. 8.11.9 Completar el apretado de las tuercas del múltiple de succión, alineando adecuadamente y teniendo la
precaución de ajustar en forma cruzada, para garantizar el cierre de la junta. 8.11.10 Completar el armado montando empaquetaduras, pistones, válvulas, etc., verificando la correcta alineación y
centrado de los movimientos 8.11.11 Una vez puesta en servicio la bomba, verificar la inexistencia de pérdidas y sopladuras.
Luego del cambio del vástago – pistón y / o las empaquetaduras, verificar el correcto centrado dela carrera en el cilindro (observando desde la zona válvulas, luego del retirado de las tapas).Eventualmente corregir enroscando / desenroscando el vástago en el contra vástago (sin olvidarde ajustar la contratuerca).
!
Multiple de descarga
Multiple de succión
Cuerpo mecánico
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 21
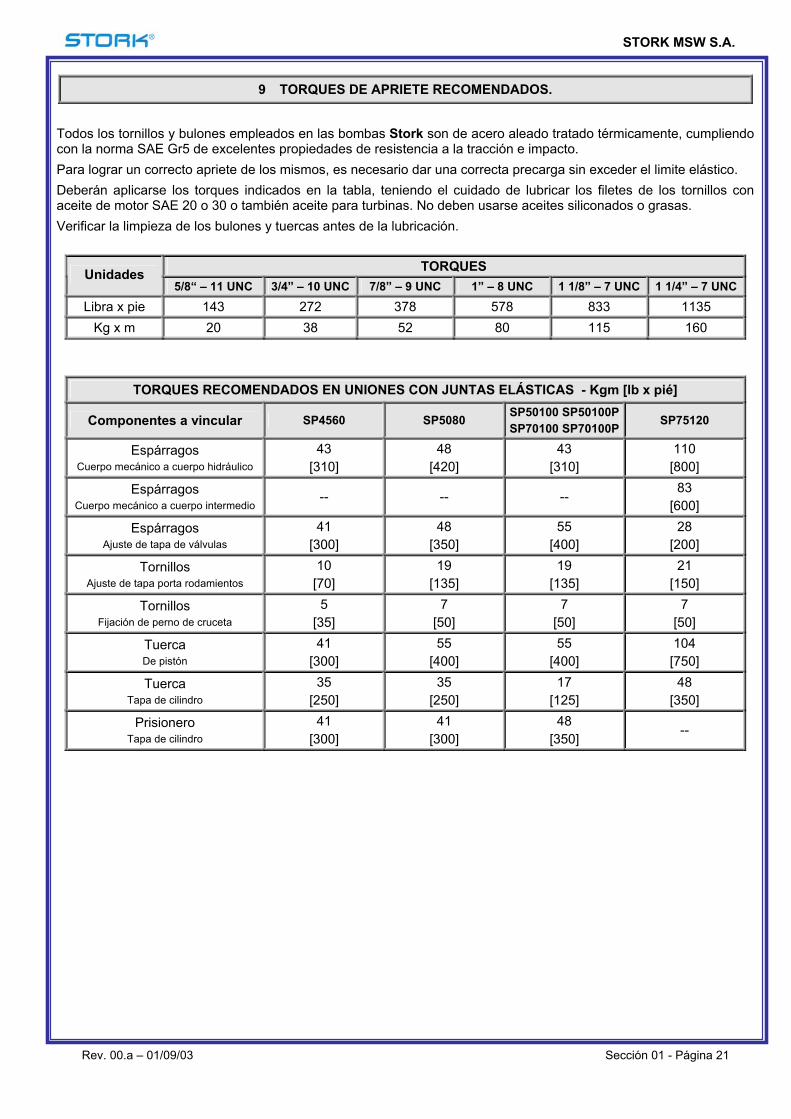
9 TORQUES DE APRIETE RECOMENDADOS.
Todos los tornillos y bulones empleados en las bombas Stork son de acero aleado tratado térmicamente, cumpliendo con la norma SAE Gr5 de excelentes propiedades de resistencia a la tracción e impacto. Para lograr un correcto apriete de los mismos, es necesario dar una correcta precarga sin exceder el limite elástico. Deberán aplicarse los torques indicados en la tabla, teniendo el cuidado de lubricar los filetes de los tornillos con aceite de motor SAE 20 o 30 o también aceite para turbinas. No deben usarse aceites siliconados o grasas. Verificar la limpieza de los bulones y tuercas antes de la lubricación.
TORQUES Unidades 5/8“ – 11 UNC 3/4” – 10 UNC 7/8” – 9 UNC 1” – 8 UNC 1 1/8” – 7 UNC 1 1/4” – 7 UNC
Libra x pie 143 272 378 578 833 1135 Kg x m 20 38 52 80 115 160
TORQUES RECOMENDADOS EN UNIONES CON JUNTAS ELÁSTICAS - Kgm [lb x pié]
Componentes a vincular SP4560 SP5080 SP50100 SP50100P SP70100 SP70100P
SP75120
Espárragos Cuerpo mecánico a cuerpo hidráulico
43 [310]
48 [420]
43 [310]
110 [800]
Espárragos Cuerpo mecánico a cuerpo intermedio
-- -- -- 83
[600]
Espárragos Ajuste de tapa de válvulas
41 [300]
48 [350]
55 [400]
28 [200]
Tornillos Ajuste de tapa porta rodamientos
10 [70]
19 [135]
19 [135]
21 [150]
Tornillos Fijación de perno de cruceta
5 [35]
7 [50]
7 [50]
7 [50]
Tuerca De pistón
41 [300]
55 [400]
55 [400]
104 [750]
Tuerca Tapa de cilindro
35 [250]
35 [250]
17 [125]
48 [350]
Prisionero Tapa de cilindro
41 [300]
41 [300]
48 [350]
--
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 22
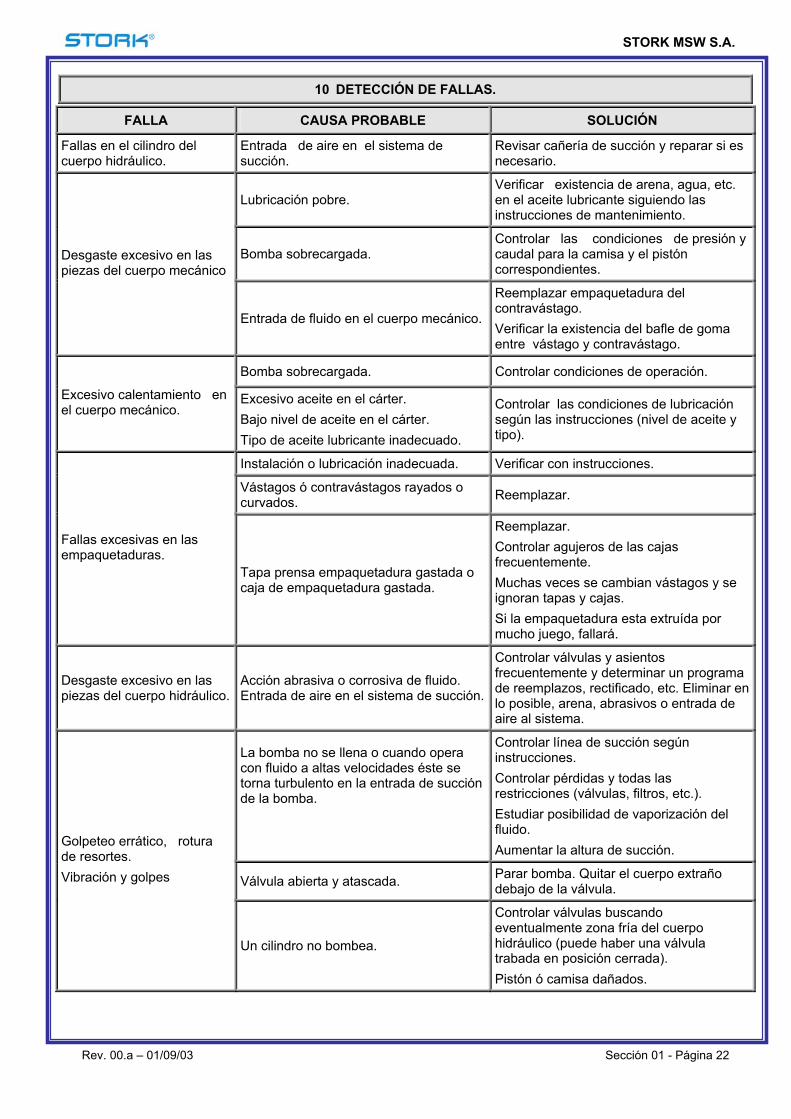
10 DETECCIÓN DE FALLAS.
FALLA CAUSA PROBABLE SOLUCIÓN
Fallas en el cilindro del cuerpo hidráulico.
Entrada de aire en el sistema de succión.
Revisar cañería de succión y reparar si es necesario.
Lubricación pobre. Verificar existencia de arena, agua, etc. en el aceite lubricante siguiendo las instrucciones de mantenimiento.
Bomba sobrecargada. Controlar las condiciones de presión y caudal para la camisa y el pistón correspondientes.
Desgaste excesivo en las piezas del cuerpo mecánico
Entrada de fluido en el cuerpo mecánico.
Reemplazar empaquetadura del contravástago. Verificar la existencia del bafle de goma entre vástago y contravástago.
Bomba sobrecargada. Controlar condiciones de operación.
Excesivo calentamiento en el cuerpo mecánico.
Excesivo aceite en el cárter. Bajo nivel de aceite en el cárter. Tipo de aceite lubricante inadecuado.
Controlar las condiciones de lubricación según las instrucciones (nivel de aceite y tipo).
Instalación o lubricación inadecuada. Verificar con instrucciones.
Vástagos ó contravástagos rayados o curvados. Reemplazar.
Fallas excesivas en las empaquetaduras.
Tapa prensa empaquetadura gastada o caja de empaquetadura gastada.
Reemplazar. Controlar agujeros de las cajas frecuentemente. Muchas veces se cambian vástagos y se ignoran tapas y cajas. Si la empaquetadura esta extruída por mucho juego, fallará.
Desgaste excesivo en las piezas del cuerpo hidráulico.
Acción abrasiva o corrosiva de fluido. Entrada de aire en el sistema de succión.
Controlar válvulas y asientos frecuentemente y determinar un programa de reemplazos, rectificado, etc. Eliminar en lo posible, arena, abrasivos o entrada de aire al sistema.
La bomba no se llena o cuando opera con fluido a altas velocidades éste se torna turbulento en la entrada de succión de la bomba.
Controlar línea de succión según instrucciones. Controlar pérdidas y todas las restricciones (válvulas, filtros, etc.). Estudiar posibilidad de vaporización del fluido. Aumentar la altura de succión.
Válvula abierta y atascada. Parar bomba. Quitar el cuerpo extraño debajo de la válvula.
Golpeteo errático, rotura de resortes. Vibración y golpes
Un cilindro no bombea.
Controlar válvulas buscando eventualmente zona fría del cuerpo hidráulico (puede haber una válvula trabada en posición cerrada). Pistón ó camisa dañados.
STORK MSW S.A.
Rev. 00.a – 01/09/03 Sección 01 - Página 23
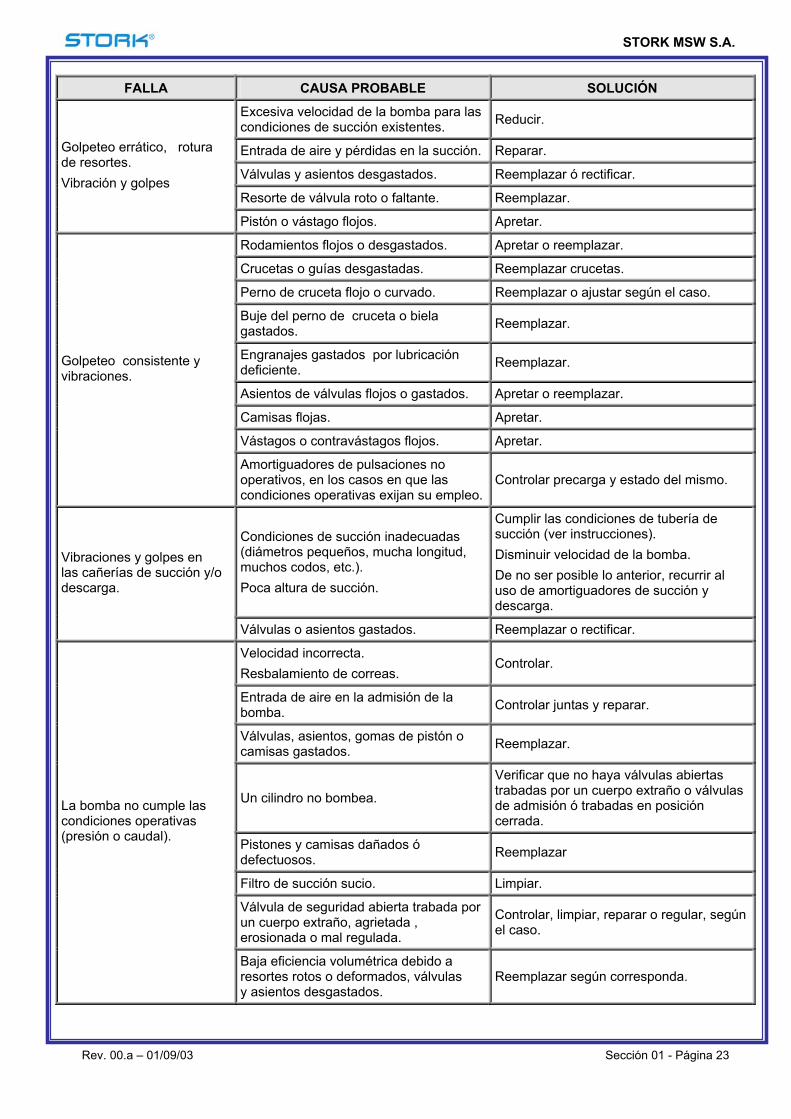
FALLA CAUSA PROBABLE SOLUCIÓN
Excesiva velocidad de la bomba para las condiciones de succión existentes. Reducir.
Entrada de aire y pérdidas en la succión. Reparar.
Válvulas y asientos desgastados. Reemplazar ó rectificar.
Resorte de válvula roto o faltante. Reemplazar.
Golpeteo errático, rotura de resortes. Vibración y golpes
Pistón o vástago flojos. Apretar.
Rodamientos flojos o desgastados. Apretar o reemplazar.
Crucetas o guías desgastadas. Reemplazar crucetas.
Perno de cruceta flojo o curvado. Reemplazar o ajustar según el caso.
Buje del perno de cruceta o biela gastados. Reemplazar.
Engranajes gastados por lubricación deficiente. Reemplazar.
Asientos de válvulas flojos o gastados. Apretar o reemplazar.
Camisas flojas. Apretar.
Vástagos o contravástagos flojos. Apretar.
Golpeteo consistente y vibraciones.
Amortiguadores de pulsaciones no operativos, en los casos en que las condiciones operativas exijan su empleo.
Controlar precarga y estado del mismo.
Condiciones de succión inadecuadas (diámetros pequeños, mucha longitud, muchos codos, etc.). Poca altura de succión.
Cumplir las condiciones de tubería de succión (ver instrucciones). Disminuir velocidad de la bomba. De no ser posible lo anterior, recurrir al uso de amortiguadores de succión y descarga.
Vibraciones y golpes en las cañerías de succión y/o descarga.
Válvulas o asientos gastados. Reemplazar o rectificar.
Velocidad incorrecta. Resbalamiento de correas.
Controlar.
Entrada de aire en la admisión de la bomba. Controlar juntas y reparar.
Válvulas, asientos, gomas de pistón o camisas gastados. Reemplazar.
Un cilindro no bombea.
Verificar que no haya válvulas abiertas trabadas por un cuerpo extraño o válvulas de admisión ó trabadas en posición cerrada.
Pistones y camisas dañados ó defectuosos. Reemplazar
Filtro de succión sucio. Limpiar.
Válvula de seguridad abierta trabada por un cuerpo extraño, agrietada , erosionada o mal regulada.
Controlar, limpiar, reparar o regular, según el caso.
La bomba no cumple las condiciones operativas (presión o caudal).
Baja eficiencia volumétrica debido a resortes rotos o deformados, válvulas y asientos desgastados.
Reemplazar según corresponda.


















