Manual de Conminución
99
MANUAL DE CONMINUCION Sebastián Urrejola Pérez Ingeniero Ejecución Metalúrgico Ingeniero Civil Metalúrgico
-
Upload
chapuchino -
Category
Documents
-
view
101 -
download
4
description
- Mecanismos de conminución- Etapas de conminución- Leyes de conminución- Circuitos de conminución- Chancado- Molienda
Transcript of Manual de Conminución
MANUAL DE CONMINUCION
Sebastián Urrejola Pérez Ingeniero Ejecución Metalúrgico
Ingeniero Civil Metalúrgico

Manual de Conminución …………………………………………………………………………………………….1
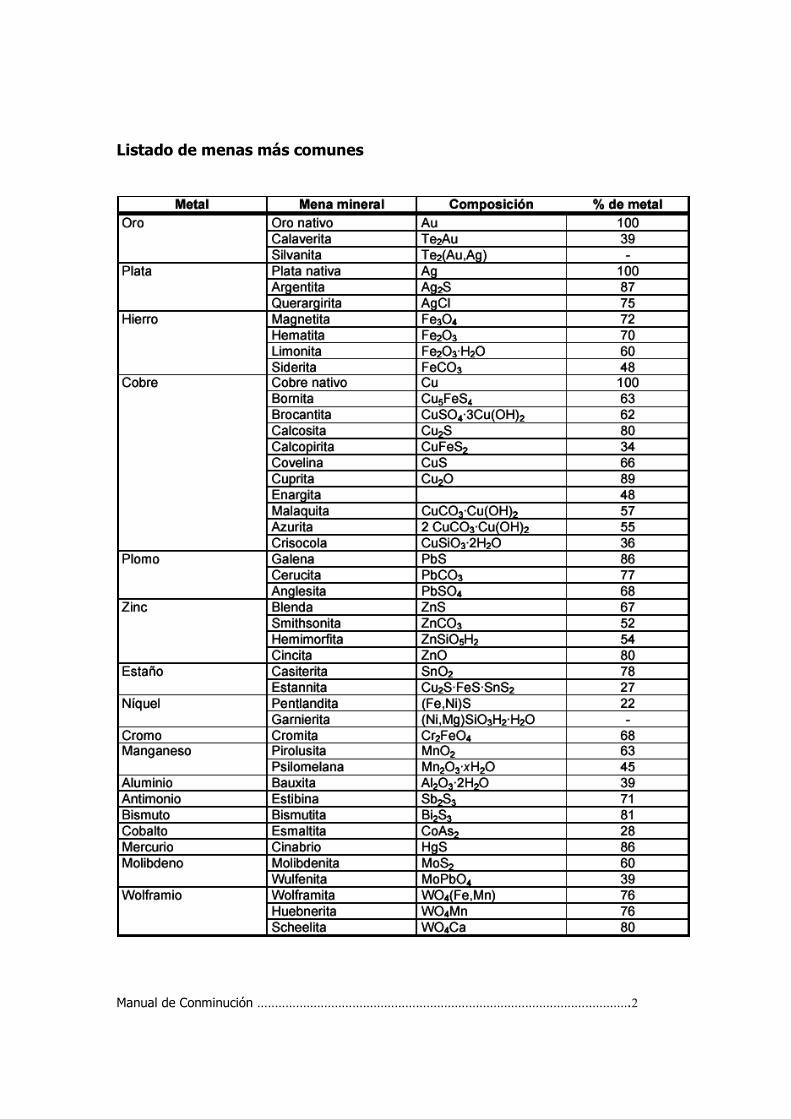
I. Introducción La reducción de tamaño de partículas es una operación necesaria en una variada gama de actividades que incluye a las industrias mineras, metalúrgica, química, cemento y otras. El objetivo que normalmente se persigue en la industria minera, es obtener un producto de un tamaño en el cual las especies mineralógicas valiosas se encuentren liberadas y puedan ser separadas de la ganga estéril en procesos posteriores. Cuando las partículas de una mena están formadas por minerales individuales, se habla de partículas libres, cuando consisten de dos o más especies minerales se llaman partículas mixtas. El grado de liberación de una especie mineral particular es el porcentaje de partículas individuales de ese mineral, que ocurren en forma libre o mixta. Liberación es la separación de los componentes minerales de la mena. Conminución es un término general utilizado para indicar la reducción de tamaño y que puede ser aplicado sin importar el mecanismo de fractura involucrado. Entre los equipos de reducción de tamaño se incluyen, entre otros, chancadores, molinos rotatorios de varios tipos, molinos de impacto y de rodillos. Algunas máquinas de conminución efectúan la reducción de tamaños por medio de una compresión lenta, algunos a través de impactos de alta velocidad y otros, principalmente, mediante esfuerzos de corte o cizalle. El rol de la conminución y de las operaciones unitarias relacionadas a ella es de gran importancia, especialmente en términos de los costos de operación, ya que estos procesos representan la mayor fracción de los costos totales en el procesamiento de minerales, además de que son procesos caros desde el punto de vista del capital. Listado de gangas más comunes
Manual de Conminución …………………………………………………………………………………………….2
Listado de menas más comunes

Manual de Conminución …………………………………………………………………………………………….3
II. Mecanismos de Conminución Ruptura de Partículas El objeto de realizar ensayos de ruptura de partículas individuales, obedece al deseo de disponer de un método para caracterizar la dureza de un material y relacionarla con la distribución de tamaño resultante del producto. En los procedimientos de ruptura de partículas individuales, es importante distinguir entre las diversas formas prácticas de aplicar esfuerzos al material. Aún cuando sabemos que el principal tipo de esfuerzo que lleva a la fractura es la tensión, la forma práctica de aplicarla es inducirla a través de la compresión. Por otra parte, la forma de propagación de las grietas depende de la velocidad de aplicación del esfuerzo. En consecuencia, como el resultado de una fractura depende, en gran medida, del tipo de esfuerzo y de la velocidad de aplicación, conviene clasificar los métodos de fracturar un material en: 1) Fractura.
• Compresión. • Impacto. • Cizalle.
2) Astillamiento. 3) Abrasión. Compresión La compresión de una partícula entre dos partes sólidas es sin duda el mecanismo más importante de conminución, especialmente en trituradoras y molinos rotatorios. Desde el punto de vista fundamental, la compresión se caracteriza por una aplicación lenta del esfuerzo. La ruptura resulta de las tensiones originadas localmente en el material como consecuencia de las fuerzas compresivas. Durante la compresión y por efecto de las tensiones tangenciales en las zonas de contacto de la partícula con las superficies sólidas, se forma en la partícula un núcleo en que se concentran los esfuerzos y por lo tanto en éste el número y magnitud de las grietas aumentan. Este núcleo otorga como resultado la formación de láminas al ocurrir la fractura. Fuera del núcleo, las grietas se propagan radialmente pero en menor cantidad, debido a lo cual se obtienen partículas de mayor tamaño en el producto.
Esquema de la acción de esfuerzos de compresión.
Manual de Conminución …………………………………………………………………………………………….4
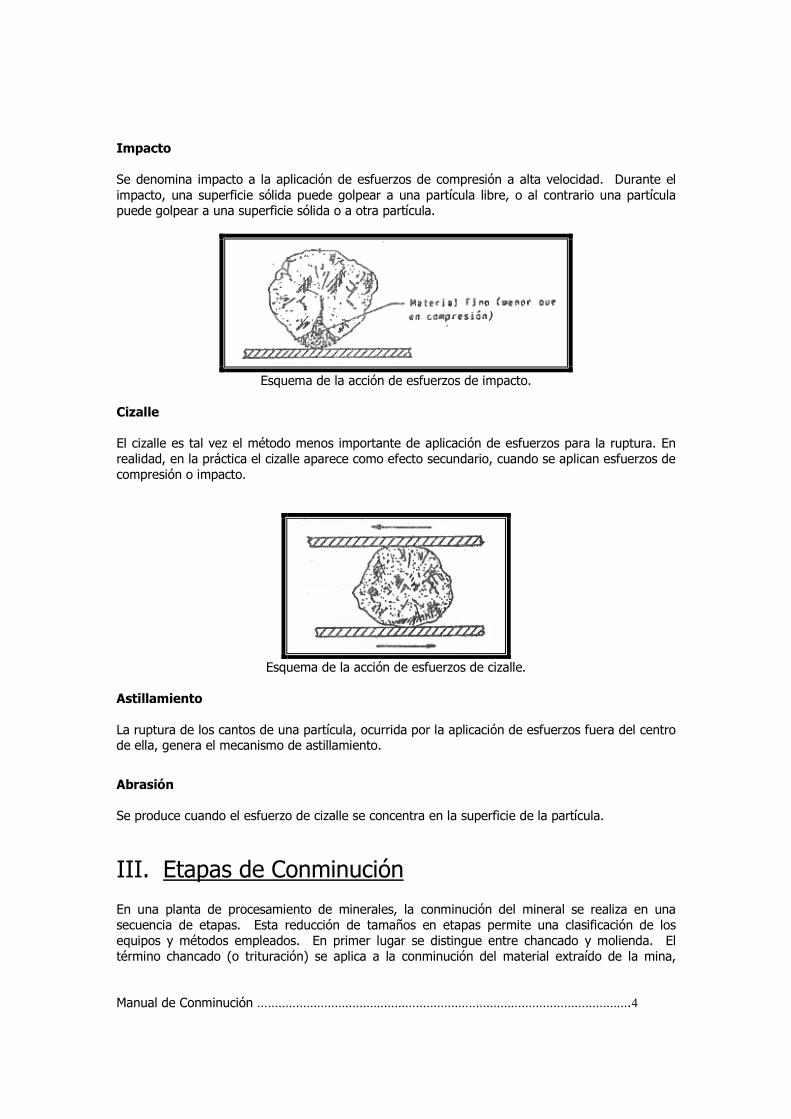
Impacto Se denomina impacto a la aplicación de esfuerzos de compresión a alta velocidad. Durante el impacto, una superficie sólida puede golpear a una partícula libre, o al contrario una partícula puede golpear a una superficie sólida o a otra partícula.
Esquema de la acción de esfuerzos de impacto.
Cizalle El cizalle es tal vez el método menos importante de aplicación de esfuerzos para la ruptura. En realidad, en la práctica el cizalle aparece como efecto secundario, cuando se aplican esfuerzos de compresión o impacto.
Esquema de la acción de esfuerzos de cizalle.
Astillamiento La ruptura de los cantos de una partícula, ocurrida por la aplicación de esfuerzos fuera del centro de ella, genera el mecanismo de astillamiento.
Abrasión Se produce cuando el esfuerzo de cizalle se concentra en la superficie de la partícula.
III. Etapas de Conminución En una planta de procesamiento de minerales, la conminución del mineral se realiza en una secuencia de etapas. Esta reducción de tamaños en etapas permite una clasificación de los equipos y métodos empleados. En primer lugar se distingue entre chancado y molienda. El término chancado (o trituración) se aplica a la conminución del material extraído de la mina,
Manual de Conminución …………………………………………………………………………………………….5
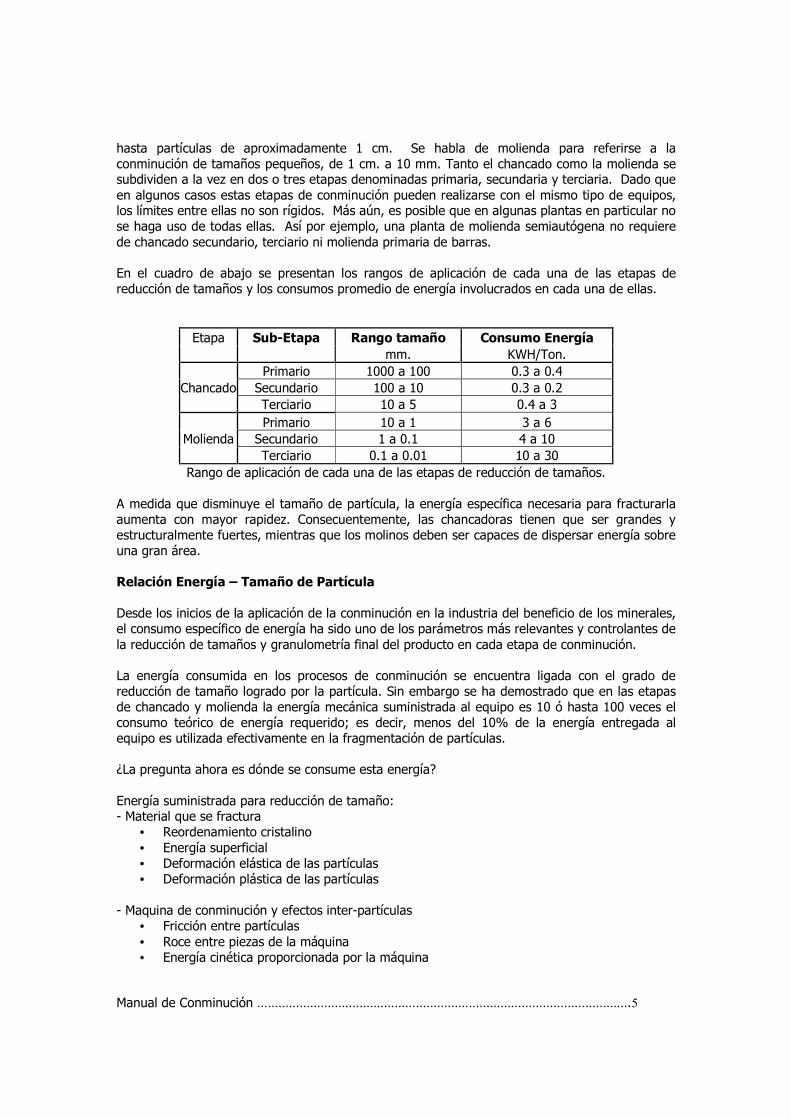
hasta partículas de aproximadamente 1 cm. Se habla de molienda para referirse a la conminución de tamaños pequeños, de 1 cm. a 10 mm. Tanto el chancado como la molienda se subdividen a la vez en dos o tres etapas denominadas primaria, secundaria y terciaria. Dado que en algunos casos estas etapas de conminución pueden realizarse con el mismo tipo de equipos, los límites entre ellas no son rígidos. Más aún, es posible que en algunas plantas en particular no se haga uso de todas ellas. Así por ejemplo, una planta de molienda semiautógena no requiere de chancado secundario, terciario ni molienda primaria de barras. En el cuadro de abajo se presentan los rangos de aplicación de cada una de las etapas de reducción de tamaños y los consumos promedio de energía involucrados en cada una de ellas.
Etapa Sub-Etapa Rango tamaño Consumo Energía mm. KWH/Ton. Primario 1000 a 100 0.3 a 0.4
Chancado Secundario 100 a 10 0.3 a 0.2 Terciario 10 a 5 0.4 a 3 Primario 10 a 1 3 a 6
Molienda Secundario 1 a 0.1 4 a 10 Terciario 0.1 a 0.01 10 a 30
Rango de aplicación de cada una de las etapas de reducción de tamaños. A medida que disminuye el tamaño de partícula, la energía específica necesaria para fracturarla aumenta con mayor rapidez. Consecuentemente, las chancadoras tienen que ser grandes y estructuralmente fuertes, mientras que los molinos deben ser capaces de dispersar energía sobre una gran área. Relación Energía – Tamaño de Partícula Desde los inicios de la aplicación de la conminución en la industria del beneficio de los minerales, el consumo específico de energía ha sido uno de los parámetros más relevantes y controlantes de la reducción de tamaños y granulometría final del producto en cada etapa de conminución. La energía consumida en los procesos de conminución se encuentra ligada con el grado de reducción de tamaño logrado por la partícula. Sin embargo se ha demostrado que en las etapas de chancado y molienda la energía mecánica suministrada al equipo es 10 ó hasta 100 veces el consumo teórico de energía requerido; es decir, menos del 10% de la energía entregada al equipo es utilizada efectivamente en la fragmentación de partículas. ¿La pregunta ahora es dónde se consume esta energía? Energía suministrada para reducción de tamaño: - Material que se fractura
• Reordenamiento cristalino • Energía superficial • Deformación elástica de las partículas • Deformación plástica de las partículas
- Maquina de conminución y efectos inter-partículas
• Fricción entre partículas • Roce entre piezas de la máquina • Energía cinética proporcionada por la máquina

Manual de Conminución …………………………………………………………………………………………….6
• Deformaciones elásticas de la maquina • Efectos eléctricos • Vibraciones de la instalación
Lo anterior indica la importancia de establecer correlaciones confiables entre la energía específica consumida en un proceso de conminución y la correspondiente reducción alcanzada en dicho proceso, a objeto de determinar la eficiencia energética de los respectivos equipos, facilitar su apropiada elección y proyectar su correcto dimensionamiento a escala industrial.
IV. Leyes de Conminución Postulado de Rittinger (1867) Von Rittinger, en 1867, postuló por primera vez una relación entre la energía específica consumida y el cambio de superficie específica generada en las partículas durante la conminución. El postulado de Rittinger, o primera ley de la conminución, establece lo siguiente: “La energía específica consumida en la reducción de tamaño de un sólido es directamente proporcional a la nueva superficie específica creada”.
Donde: - W es energía por unidad de volumen. - KR es una constante. - F Y P son tamaños característicos de alimentación y producto respectivamente.
Este postulado considera solamente la energía necesaria para producir la ruptura de cuerpos sólidos ideales (homogéneos, isotrópicos y sin fallas), una vez que el material ha alcanzado su deformación crítica o límite de ruptura. Postulado de Kick (1885) En el año 1874 Kirpichev y, posteriormente en 1885, Kick propusieron independientemente una segunda teoría conocida como postulado de Kick. En ella se establece lo siguiente: “La energía requerida para producir cambios análogos en el tamaño de cuerpos geométricamente similares es proporcional al volumen de estos cuerpos”
Donde: E es la energía. KK es una constante. F y P son tamaños característicos de alimentación y producto respectivamente.
−=F1
P1
W KR
=P
FE K K
log

Manual de Conminución …………………………………………………………………………………………….7
Esto significa que iguales cantidades de energía producirán iguales cambios geométricos en el tamaño de un sólido. Así por ejemplo, si para romper un cuerpo en dos partes equivalentes se necesita una unidad de energía, entonces para quebrar estas dos unidades en cuatro se necesitará otra unidad de energía más y así sucesivamente. Postulado de Bond (1952) Como los postulados de Kick y Rittinger no satisfacían todos los resultados experimentales observados en la práctica y como industrialmente se necesitaba una norma estándar para clasificar los materiales, según su respuesta a los procesos de Conminución, Bond, en 1952, postuló una ley empírica que se denominó la Tercera Ley de la Conminución. “La energía consumida para reducir el tamaño 80% de un material, es inversamente proporcional a la raíz cuadrada de este tamaño, definiéndose el tamaño 80% como la abertura del tamiz (en micrones) que deja pasar el 80% en peso de las partículas.”
−=FP
W iW
8080
1110
=P
FE K K
log
Donde: - W es Consumo de energía en Kwh./Tc (1 Tc = 907.2 kg). - Wi es Índice de trabajo o índice de Bond. - F80, P80 son los tamaños 80% pasante de la alimentación y producto respectivamente, en micrones. Este postulado tiene un carácter netamente empírico y su objetivo fue llegar a establecer una metodología confiable para dimensionar equipos y circuitos de conminución. Se han creado otros métodos alternativos, pero no han desplazado el uso de este postulado. El método de Bond proporciona una primera estimación del consumo real de energía para triturar y/o moler un material determinado en un equipo de conminución a escala industrial, con un error promedio de ± 20%. Sin embargo, debido a su extremada simplicidad, el procedimiento estándar de Bond continúa siendo utilizado en la industria minera para dimensionar chancadores y molinos a escala piloto, semi-industrial e industrial.
V. Circuitos de Conminución Considerando que la mayoría de los sistemas industriales de conminución operan en circuito cerrado con clasificadores (harneros), es que se torna imprescindible evaluar en forma conjunta el comportamiento de dichas unidades a objeto de optimizar la eficiencia global del correspondiente proceso de Conminución - Clasificación. En la práctica, existe un gran número de combinaciones posibles a efectuar entre las distintas etapas de conminución - clasificación, apreciables a un proceso global de beneficio de minerales. De esta forma, se definen los siguientes conceptos: Circuito Abierto
Manual de Conminución …………………………………………………………………………………………….8
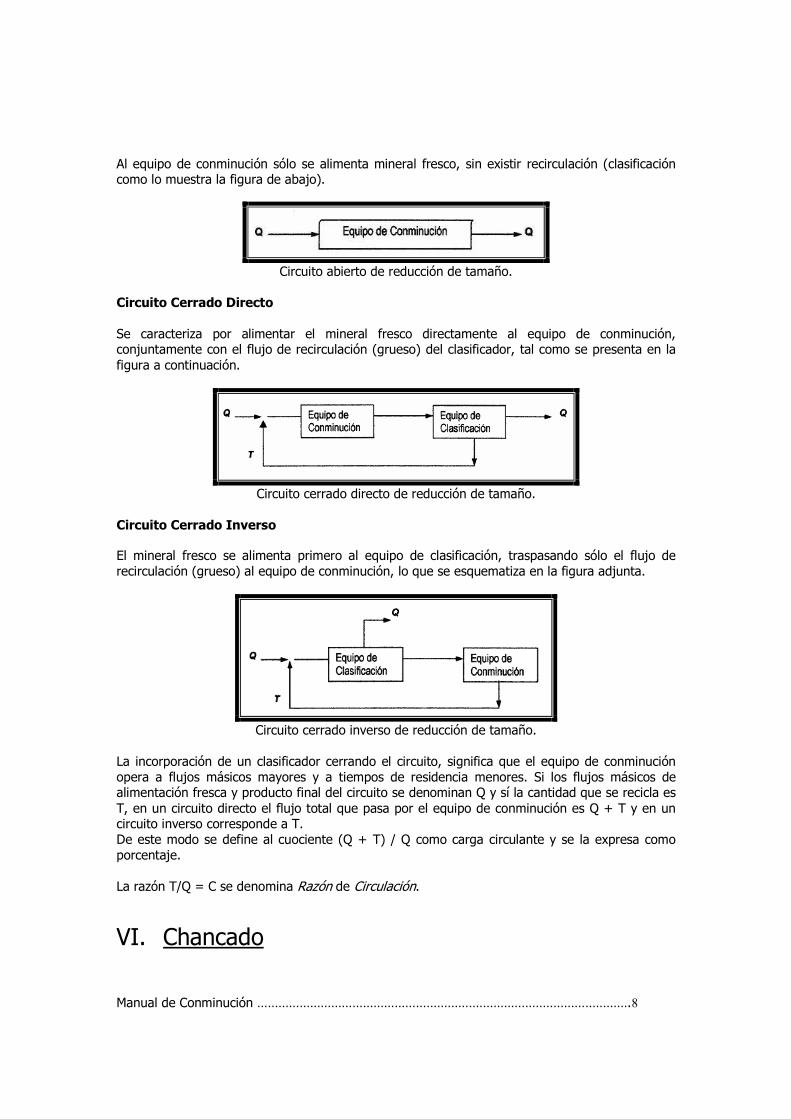
Al equipo de conminución sólo se alimenta mineral fresco, sin existir recirculación (clasificación como lo muestra la figura de abajo).
Circuito abierto de reducción de tamaño.
Circuito Cerrado Directo Se caracteriza por alimentar el mineral fresco directamente al equipo de conminución, conjuntamente con el flujo de recirculación (grueso) del clasificador, tal como se presenta en la figura a continuación.
Circuito cerrado directo de reducción de tamaño.
Circuito Cerrado Inverso El mineral fresco se alimenta primero al equipo de clasificación, traspasando sólo el flujo de recirculación (grueso) al equipo de conminución, lo que se esquematiza en la figura adjunta.
Circuito cerrado inverso de reducción de tamaño.
La incorporación de un clasificador cerrando el circuito, significa que el equipo de conminución opera a flujos másicos mayores y a tiempos de residencia menores. Si los flujos másicos de alimentación fresca y producto final del circuito se denominan Q y sí la cantidad que se recicla es T, en un circuito directo el flujo total que pasa por el equipo de conminución es Q + T y en un circuito inverso corresponde a T. De este modo se define al cuociente (Q + T) / Q como carga circulante y se la expresa como porcentaje. La razón T/Q = C se denomina Razón de Circulación.
VI. Chancado

Manual de Conminución …………………………………………………………………………………………….9
El chancado es la primera etapa en los procesos de reducción de tamaño. Generalmente es una operación en seco y usualmente se realiza en dos o tres etapas, existiendo en algunos casos hasta cuatro etapas. El chancado se realiza mediante maquinas pesadas que se mueven con lentitud y ejercen presiones muy grandes a bajas velocidades. La fuerza se aplica a los trozos de roca mediante una superficie móvil o mandíbula que se acerca o aleja alternadamente de otra superficie fija capturando la roca entre las dos. Una vez que la partícula grande se rompe, los fragmentos se deslizan por gravedad hacia regiones inferiores de la máquina y sometidas de nuevo a presiones sufriendo fractura adicional. Las chancadoras pueden clasificarse básicamente de acuerdo al tamaño del material tratado, con algunas subdivisiones en cada tamaño de acuerdo a la manera en que se aplica la fuerza.
1. La Chancadora Primaria o gruesa trata el material que viene de la mina (run of mine), con trozos máximos de hasta 1.5 m (60 pulgadas) y lo reduce a un producto en el rango de 15 a 20 cm (6 a 8 pulgadas).
2. La Chancadora Secundaria toma el producto de la chancadora primaria y lo reduce a su
vez a un producto de 5 a 8 cm (2 a 3 pulgadas). 3. La Chancadora Terciaria toma el producto de la chancadora secundaria y lo reduce a su
vez a un producto de 1 a 1.5 cm (3/8 a ½ pulgadas), que normalmente va a una etapa de molienda.
En el chancado primario de minerales se utilizan principalmente chancadoras de mandíbula o giratorias. En el secundario, chancadoras giratorias o más comúnmente chancadoras de cono. Mientras que en el chancado terciario se utilizan casi universalmente chancadoras de cono. Alternativamente, cuando existe chancado cuaternario, las chancadoras utilizadas son las de cono. Objetivos de Proceso Todos los tipos de chancadoras producen reducción de tamaño. Sin embargo, ellos pueden ser usados en muchas diferentes funciones en combinación con varios tipos de harneros. Estas incluyen (en orden decreciente):
• Reducción máxima de tamaño – como preparación de la alimentación a circuitos de molienda
• Producción máxima a un tamaño específico • Reducción de tamaños máximos para la manipulación y transporte del material
Variables Clave Si consideramos una chancadora de mandíbulas del tipo mostrado en la figura, que corresponde a la forma más simple de un dispositivo de chancado, las variables de interés son:
• Tamaño máximo de las partículas que entran • Tamaño máximo de las partículas que pueden ser pellizcadas • Tamaño máximo de la partícula que puede ser descargada en cualquier momento • Tamaño máximo de la partícula que puede ser descargada cuando las mandíbulas están
abiertas tanto como es posible.

Manual de Conminución …………………………………………………………………………………………….10
Además dimensiones importante de la maquina son:
• Dimensiones de la cámara de chancado • Open side setting • Close side setting • Dimensiones de los revestimientos
Diagrama esquemático de una Chancadora de Mandíbulas
Para una chancadora de cono como la de la figura, uno debe incluir:
• Varios perfiles para alimentación fina, media y gruesa.
Diagrama esquemático de una Chancadora de Cono
Chancadoras Primarias Las chancadoras primarias se caracterizan por una aplicación de fuerza con baja velocidad a partículas, que se ubican entre dos superficies casi verticales, que son convergentes hacia la parte inferior de la maquina y que se aproximan y alejan entre sí, con un movimiento de pequeña amplitud que está limitado, para evitar el contacto entre las superficies.
Manual de Conminución …………………………………………………………………………………………….11
Como se dijo, existen dos tipos de chancadoras primarias, las de mandíbula y las giratorias. Chancadoras de Mandíbula La característica más distintiva de este tipo de chancadoras son las dos placas que se abren y cierran como las mandíbulas de un animal. Ambas están montadas en un ángulo agudo una con respecto a la otra y aunque existen variaciones, la mayoría presenta un ángulo de 27°. El material es alimentado entre las mandíbulas, donde es sucesivamente apretado y liberado en la medida que avanza por la cavidad entre las partículas, hasta que eventualmente cae por la abertura de descarga. Las chancadoras de mandíbula están construidas en un bastidor en forma de caja, uno de cuyos extremos es la cámara de chancado que contiene una placa o mandíbula fija, que es en realidad el extremo de la caja y una placa movible que es empujada contra la roca con enorme fuerza. La excéntrica y la palanca que tienen una tremenda ganancia mecánica, proporcionan la fuerza bruta necesaria para el chancado. Un volante de masa periférico adecuado, proporciona el momentum necesario para mantener una velocidad casi constante durante el ciclo. Generalmente, el bastidor de la chancadora es fabricado de acero fundido. En cambio, las mandíbulas de la cámara de chancado están equipados con revestimientos reemplazables. Éstos, que sufren casi todo el desgaste, son hechos de acero al manganeso. Las chancadoras de mandíbula se clasifican de acuerdo al método de pivotear la mandíbula móvil. En la chancadora tipo Blake, la mandíbula es pivoteada en la parte superior y por lo tanto, tiene un área de entrada fija y una abertura de descarga variable. En la chancadora Dodge, la mandíbula tiene el pivote en la parte inferior dando un área de admisión variable, pero un área de descarga fija. La chancadora Dodge está restringida a ser utilizada en laboratorios, donde se necesita exactitud en el tamaño de las partículas y nunca se utiliza para trabajo pesado, porque se atora con facilidad. Existen 3 tipos básicos de chancadoras de mandíbulas: • Tipo Dodge. • Tipo Blake. • Biela Simple. Las Chancadoras tipo Dodge son las más simples mecánicamente hablando. La mandíbula es pivoteada en la parte inferior y por lo tanto, tiene un área de entrada variable y una abertura de descarga fija. Tienen tendencia a atascarse y consumen una alta cantidad de energía, por lo que su uso está restringido exclusivamente a laboratorios, su razón de reducción puede ser 10:1 y pueden obtenerse tamaños muy finos. Las Chancadoras tipo Blake, también llamadas de doble efecto por una mala traducción de inglés a español (double toggle=articulación doble), se caracterizan por ser de simple efecto al tener lugar en ellas únicamente fenómenos de compresión. En este modelo, que se esquematiza en la figura de más abajo, el movimiento oscilante de la mandíbula móvil es producido por el movimiento vertical de la biela. Ésta se mueve hacia arriba y hacia abajo, bajo la influencia de la excéntrica. La placa-palanca trasera causa el movimiento lateral de la biela al ser empujada hacia arriba. Este movimiento se transfiere a la placa-palanca
Manual de Conminución …………………………………………………………………………………………….12
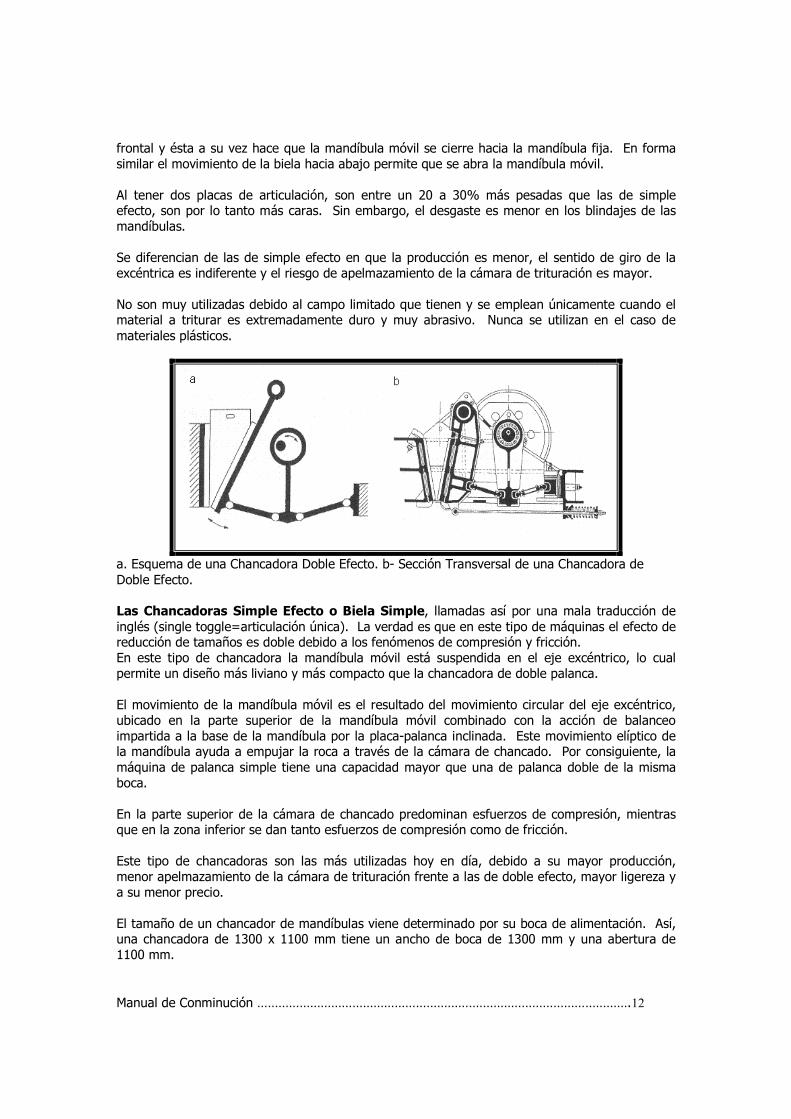
frontal y ésta a su vez hace que la mandíbula móvil se cierre hacia la mandíbula fija. En forma similar el movimiento de la biela hacia abajo permite que se abra la mandíbula móvil. Al tener dos placas de articulación, son entre un 20 a 30% más pesadas que las de simple efecto, son por lo tanto más caras. Sin embargo, el desgaste es menor en los blindajes de las mandíbulas. Se diferencian de las de simple efecto en que la producción es menor, el sentido de giro de la excéntrica es indiferente y el riesgo de apelmazamiento de la cámara de trituración es mayor. No son muy utilizadas debido al campo limitado que tienen y se emplean únicamente cuando el material a triturar es extremadamente duro y muy abrasivo. Nunca se utilizan en el caso de materiales plásticos.
a. Esquema de una Chancadora Doble Efecto. b- Sección Transversal de una Chancadora de Doble Efecto. Las Chancadoras Simple Efecto o Biela Simple, llamadas así por una mala traducción de inglés (single toggle=articulación única). La verdad es que en este tipo de máquinas el efecto de reducción de tamaños es doble debido a los fenómenos de compresión y fricción. En este tipo de chancadora la mandíbula móvil está suspendida en el eje excéntrico, lo cual permite un diseño más liviano y más compacto que la chancadora de doble palanca. El movimiento de la mandíbula móvil es el resultado del movimiento circular del eje excéntrico, ubicado en la parte superior de la mandíbula móvil combinado con la acción de balanceo impartida a la base de la mandíbula por la placa-palanca inclinada. Este movimiento elíptico de la mandíbula ayuda a empujar la roca a través de la cámara de chancado. Por consiguiente, la máquina de palanca simple tiene una capacidad mayor que una de palanca doble de la misma boca. En la parte superior de la cámara de chancado predominan esfuerzos de compresión, mientras que en la zona inferior se dan tanto esfuerzos de compresión como de fricción. Este tipo de chancadoras son las más utilizadas hoy en día, debido a su mayor producción, menor apelmazamiento de la cámara de trituración frente a las de doble efecto, mayor ligereza y a su menor precio. El tamaño de un chancador de mandíbulas viene determinado por su boca de alimentación. Así, una chancadora de 1300 x 1100 mm tiene un ancho de boca de 1300 mm y una abertura de 1100 mm.

Manual de Conminución …………………………………………………………………………………………….13
a - Esquema de una Chancadora de Simple Efecto. b- Sección transversal de una Chancadora de Simple Efecto.
Gráfico de una Chancadora de Simple Efecto.
Chancadoras Giratorias Estas chancadoras son utilizadas principalmente para chancado primario, aunque se fabrican unidades para reducción más fina que pueden utilizarse para chancado secundario. En este tipo de equipos los materiales a triturar se reducen por compresión, al igual que en un chancador de mandíbulas, con la diferencia de que aquí se realiza entre una pieza troncocónica que tiene un movimiento excéntrico en el interior de un espacio limitado por una pared también troncocónica pero invertida. Este tipo de trituradoras poseen un crucero superior, que sirve de punto de suspensión del árbol pendular y que corta en dos el orificio de introducción de los materiales a triturar.

Manual de Conminución …………………………………………………………………………………………….14
Esquema de Funcionamiento de un Chancador Giratorio.
De esta manera, la superficie con forma de tronco de cono se acerca sucesivamente a cada una de las generatrices de la pared cóncava fija, para alejarse posteriormente. Así, a la vez que se realiza el acercamiento en un punto, en el lado diametralmente opuesto se produce el máximo alejamiento entre el tronco de cono y la pared circular. Esto significa que en estos equipos siempre hay material de alimentación bajo presión, a la vez que se produce la caída de los materiales con tamaños más pequeños hacia zonas inferiores, donde tendrá lugar una nueva fragmentación para posteriormente darse la evacuación por gravedad de los materiales fragmentados. Debido a que la chancadora giratoria reduce de tamaños las partículas durante el ciclo completo, su capacidad es mayor que la de una chancadora de mandíbulas de la misma boca y generalmente, se prefieren en aquellas plantas que tratan tonelajes grandes de material. En minas que tienen capacidades de chancado sobre 100 Tc/h se seleccionan siempre chancadoras giratorias.
Interior de una Chancadora Giratoria.
Esquema de alimentación y evacuación de una chancadora giratoria

Manual de Conminución …………………………………………………………………………………………….15
Las chancadoras giratorias grandes, frecuentemente trabajan sin mecanismos de alimentación y se alimentan directamente por camiones. Si la alimentación contiene demasiados finos puede que sea necesario utilizar un harnero de preclasificación (Grizzly). El tamaño de las chancadoras giratorias se especifica por la boca (ancho de la abertura de admisión) y el diámetro del manto.
Dimensiones características de un Chancador Giratorio.
Alimentación de un Chancador Giratorio Primario
Comparación entre chancadoras primarias Al decidir entre una chancadora de mandíbula y una giratoria para una aplicación particular, el principal factor es el tamaño máximo del mineral que deberá tratar el chancador y la capacidad requerida.

Manual de Conminución …………………………………………………………………………………………….16
Las chancadoras giratorias en general se utilizan cuando se requiere alta capacidad. Debido a que chancan durante el ciclo completo son más eficientes que las chancadoras de mandíbulas. La chancadora de mandíbula tiende a ser más utilizada cuando la boca de la chancadora es más importante que la capacidad. Por ejemplo, si se requiere chancar material de cierto diámetro máximo, entonces una giratoria que tenga el tamaño de boca requerido tendrá una capacidad aproximada de tres veces la de una chancadora de mandíbula de la misma boca. Esto se puede apreciar comparando las áreas de las aberturas de admisión y descarga de chancadoras de igual boca. Los costos de mantención y capital de una chancadora de mandíbula son ligeramente menores que las de una giratoria, pero éstos pueden ser compensados por los costos de instalación, que son menores en la giratoria, puesto que ocupa 2/3 del volumen y cerca de 2/3 del peso de una de mandíbula. Las chancadoras de mandíbulas se comportan mejor que las giratorias con materiales arcillosos y plásticos, debido a la mayor amplitud de movimiento de la mandíbula. Las chancadoras giratorias han mostrado ser particularmente adecuadas para material duro y abrasivo. La mantención de una chancadora de mandíbulas es más fácil y rápida, debido a la simplicidad de la cámara de chancado, contra una chancadora giratoria. Chancadoras Secundarias y Terciarias Las chancadoras secundarias son más livianas que las maquinas primarias, puesto que toman el producto chancado en la etapa primaria como alimentación. El tamaño máximo normalmente será menor de 6 ó 8 pulgadas de diámetro y, puesto que todos los constituyentes dañinos que vienen en el mineral desde la mina, tales como trozos metálicos, madera, arcilla y barro, han sido ya extraídos, es mucho más fácil de manejar. Las chancadoras secundarias también trabajan con alimentación seca y su propósito es reducir el mineral a un tamaño adecuado para molienda o chancado terciario si es que el material lo requiere. Las chancadoras utilizadas en chancado secundario y terciario son esencialmente las mismas, excepto que para chancado terciario se utiliza una abertura de salida menor. La mayor parte del chancado secundario y terciario (chancado fino) de minerales se realiza con chancadoras de cono, aunque también se utilizan rodillos de chancado y molinos de martillo para ciertas aplicaciones. Chancadoras de Cono Este tipo de chancadora es básicamente una chancadora giratoria modificada. La principal diferencia es el diseño aplanado de la cámara de chancado, para dar alta capacidad y alta razón de reducción del material. El objetivo es retener el material por más tiempo en la cámara de chancado, para realizar mayor reducción de éste en su paso por la máquina. El eje vertical de la chancadora de cono es más corto y no está suspendido como en la giratoria, sino que es soportado en un soporte universal bajo la cabeza giratoria o cono. No todos los chancadores de cono tienen crucero superior y como funcionan a velocidades superiores que las chancadoras giratorias normales, tienen el recorrido nuez-cóncavo mucho mayor. Generalmente, se utilizan como secundarios o terciarios. Sus producciones varían dependiendo del grado de reducción desde las 250 t/h a las 700 t/h.
Manual de Conminución …………………………………………………………………………………………….17
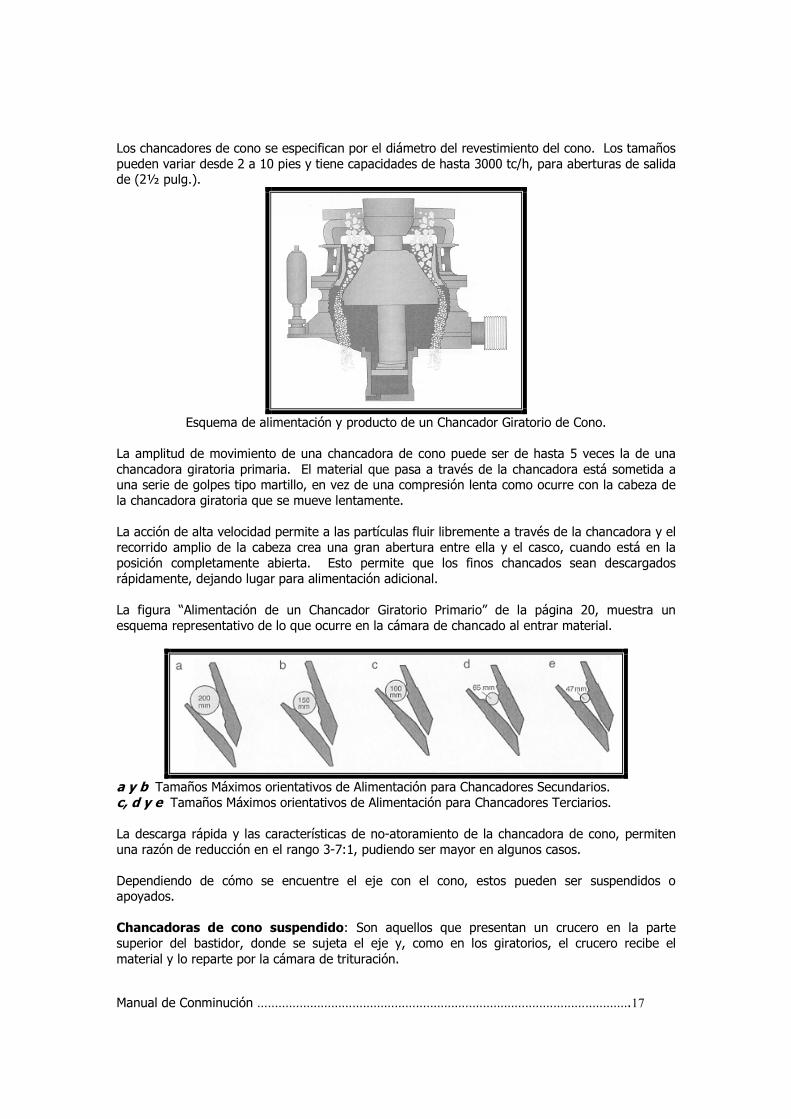
Los chancadores de cono se especifican por el diámetro del revestimiento del cono. Los tamaños pueden variar desde 2 a 10 pies y tiene capacidades de hasta 3000 tc/h, para aberturas de salida de (2½ pulg.).
Esquema de alimentación y producto de un Chancador Giratorio de Cono.
La amplitud de movimiento de una chancadora de cono puede ser de hasta 5 veces la de una chancadora giratoria primaria. El material que pasa a través de la chancadora está sometida a una serie de golpes tipo martillo, en vez de una compresión lenta como ocurre con la cabeza de la chancadora giratoria que se mueve lentamente. La acción de alta velocidad permite a las partículas fluir libremente a través de la chancadora y el recorrido amplio de la cabeza crea una gran abertura entre ella y el casco, cuando está en la posición completamente abierta. Esto permite que los finos chancados sean descargados rápidamente, dejando lugar para alimentación adicional. La figura “Alimentación de un Chancador Giratorio Primario” de la página 20, muestra un esquema representativo de lo que ocurre en la cámara de chancado al entrar material.
a y b Tamaños Máximos orientativos de Alimentación para Chancadores Secundarios. c, d y e Tamaños Máximos orientativos de Alimentación para Chancadores Terciarios. La descarga rápida y las características de no-atoramiento de la chancadora de cono, permiten una razón de reducción en el rango 3-7:1, pudiendo ser mayor en algunos casos. Dependiendo de cómo se encuentre el eje con el cono, estos pueden ser suspendidos o apoyados. Chancadoras de cono suspendido: Son aquellos que presentan un crucero en la parte superior del bastidor, donde se sujeta el eje y, como en los giratorios, el crucero recibe el material y lo reparte por la cámara de trituración.
Manual de Conminución …………………………………………………………………………………………….18
Chancadoras de cono apoyado: También son conocidos como tipo Symons por haber sido desarrollado por los hermanos Symons en Estados Unidos, a mediados de los años 20. El eje reposa, por medio del cuerpo tronco-cónico, sobre unos cojinetes esféricos. Las características más importantes de estos aparatos son las siguientes:
• La velocidad de rotación es mayor a la de un cono suspendido y alcanza las 250 rev/min, siendo la amplitud obtenida 5 veces superior a la realizada con un eje suspendido.
• La razón de reducción es de media 8:1, pero puede llegar a 10:1 en el caso de las chancadoras secundarias. Para las chancadoras terciarias la reducción disminuye a 2-3:1.
• Al no haber crucero superior el cambio de piezas de trituración es más rápido y sencillo.
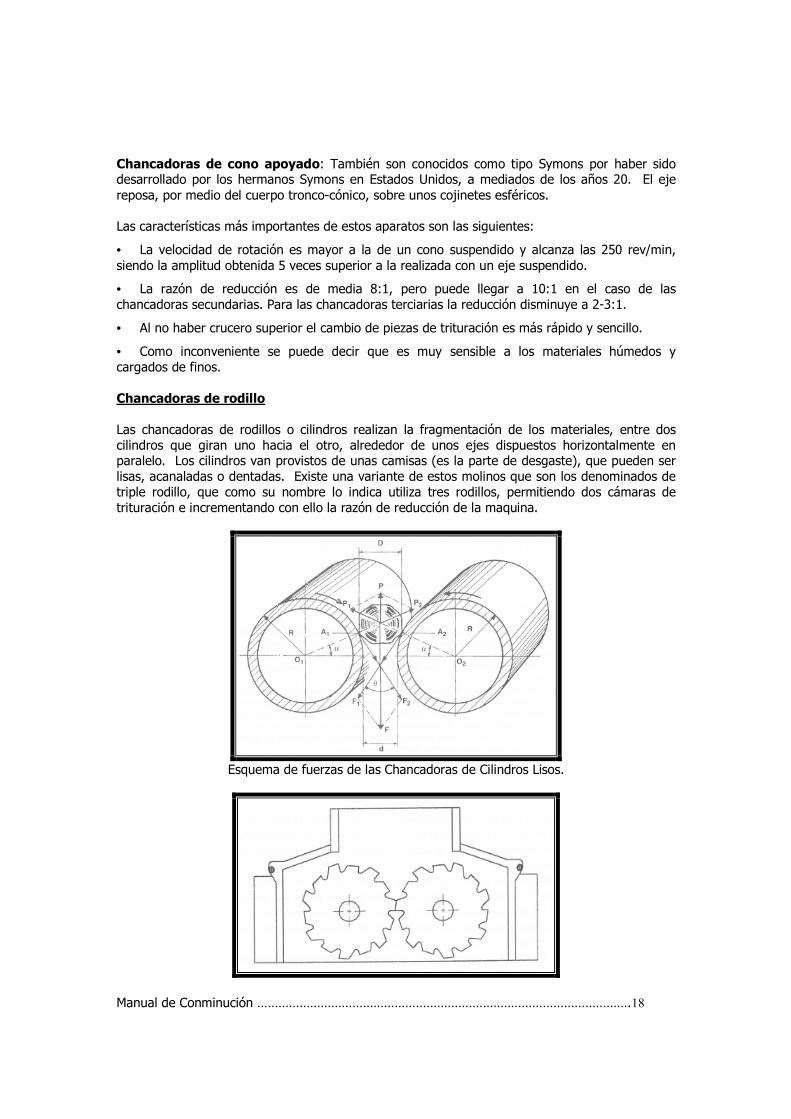
• Como inconveniente se puede decir que es muy sensible a los materiales húmedos y cargados de finos. Chancadoras de rodillo Las chancadoras de rodillos o cilindros realizan la fragmentación de los materiales, entre dos cilindros que giran uno hacia el otro, alrededor de unos ejes dispuestos horizontalmente en paralelo. Los cilindros van provistos de unas camisas (es la parte de desgaste), que pueden ser lisas, acanaladas o dentadas. Existe una variante de estos molinos que son los denominados de triple rodillo, que como su nombre lo indica utiliza tres rodillos, permitiendo dos cámaras de trituración e incrementando con ello la razón de reducción de la maquina.
Esquema de fuerzas de las Chancadoras de Cilindros Lisos.
Manual de Conminución …………………………………………………………………………………………….19
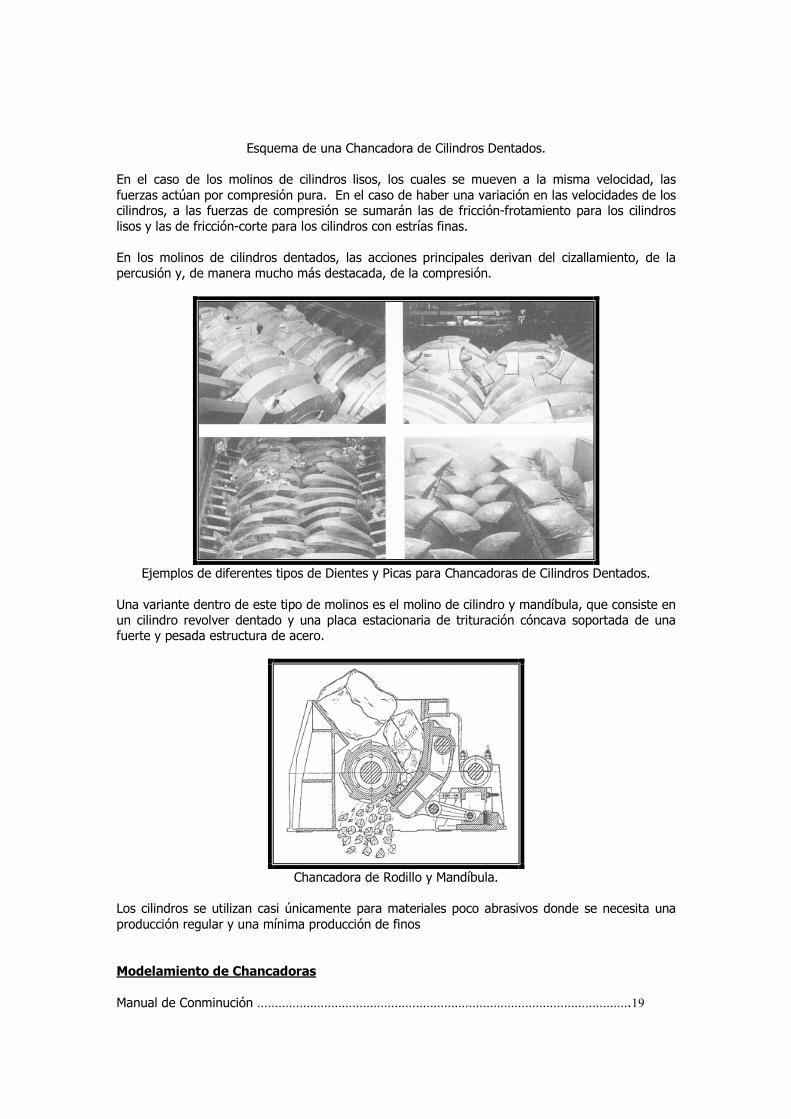
Esquema de una Chancadora de Cilindros Dentados.
En el caso de los molinos de cilindros lisos, los cuales se mueven a la misma velocidad, las fuerzas actúan por compresión pura. En el caso de haber una variación en las velocidades de los cilindros, a las fuerzas de compresión se sumarán las de fricción-frotamiento para los cilindros lisos y las de fricción-corte para los cilindros con estrías finas. En los molinos de cilindros dentados, las acciones principales derivan del cizallamiento, de la percusión y, de manera mucho más destacada, de la compresión.
Ejemplos de diferentes tipos de Dientes y Picas para Chancadoras de Cilindros Dentados.
Una variante dentro de este tipo de molinos es el molino de cilindro y mandíbula, que consiste en un cilindro revolver dentado y una placa estacionaria de trituración cóncava soportada de una fuerte y pesada estructura de acero.
Chancadora de Rodillo y Mandíbula.
Los cilindros se utilizan casi únicamente para materiales poco abrasivos donde se necesita una producción regular y una mínima producción de finos Modelamiento de Chancadoras

Manual de Conminución …………………………………………………………………………………………….20
El proceso de chancado puede ser considerado como un flowsheet describiendo un simple y repetitivo ciclo de eventos. La alimentación fresca que entra a la chancadora es primero “clasificada”. El material muy fino se reporta directamente al producto, sin presentarse fractura. El material muy grueso se reporta directamente a la fractura. Los tamaños intermedios se reportan a la fractura, con una probabilidad que aumenta con el aumento de tamaño. Después de producirse la fractura, el proceso de clasificación se repite, los finos se reportan al producto y el material que aún es muy grueso se fractura, sucesivamente. El proceso se ilustra en la figura que sigue.
Concepto de Clasificación y Fractura en una chancadora
Por conveniencia matemática, este cuadro puede ser llevado a un circuito cerrado como se indica a continuación:
Representación esquemática del modelo de la Chancadora
El modelo de la chancadora es considerado en notación vectorial. Cada flujo es descrito como un vector de fracciones de tamaños de partículas, desde los tamaños gruesos hasta los tamaños finos. La Clasificación puede ser representada por una matriz cuadrada donde los elementos de la diagonal corresponden a la función de clasificación. La fractura puede ser representada por una matriz triangular inferior. Si la chancadora es considerada como un proceso de fractura paso a paso, entonces puede ser modelado en términos de un balance de masa en estado estacionario. Las ecuaciones de balance de masa en estado estacionario pueden ser escritas alrededor de cada nodo como sigue:
BCx fx +=
Manual de Conminución …………………………………………………………………………………………….21
Cx px += Donde: x Vector que representa la cantidad en cada fracción de tamaño que entra a la
chancadora f Vector de la distribución de tamaño de la alimentación p Vector de la distribución de tamaño del producto C La función Clasificación, una matriz diagonal que describe la proporción de partículas en
cada intervalo de tamaño seleccionado que entra a la zona de chancado B La función de distribución de fractura, una matriz triangular inferior que entrega la
distribución relativa de cada fracción de tamaño después de la fractura Combinando las ecuaciones anteriores obtenemos la siguiente ecuación del modelo de la chancadora:
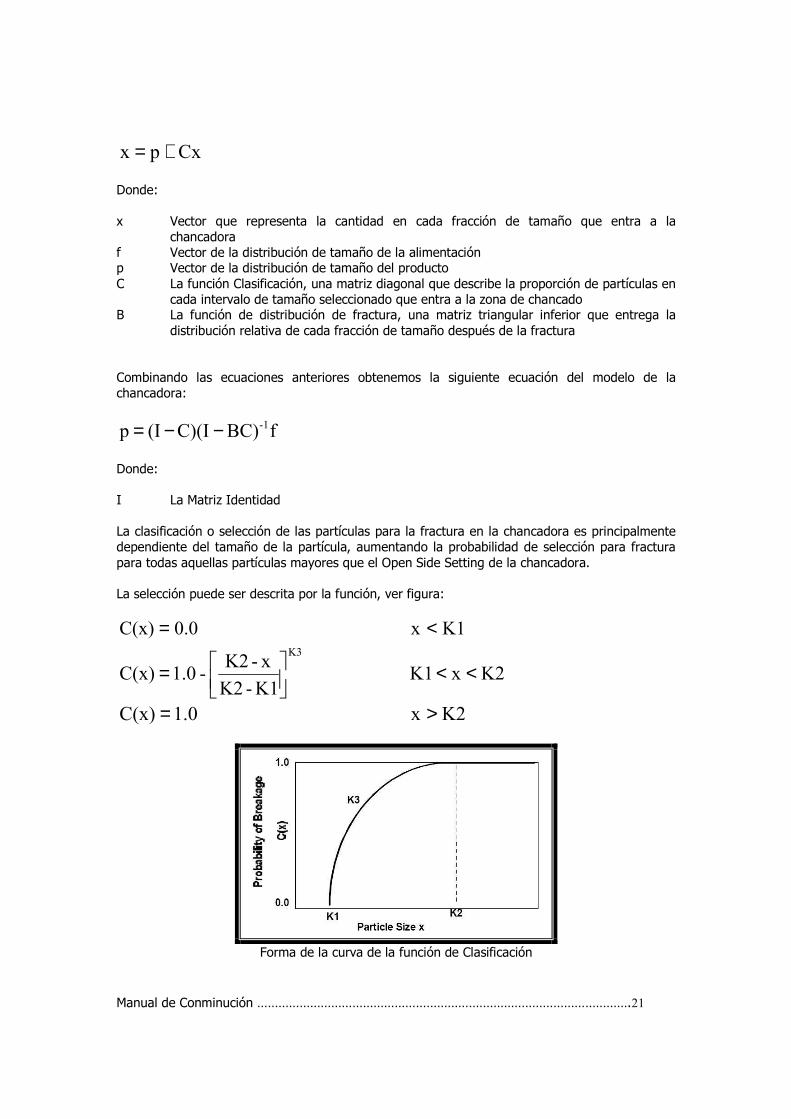
fBC) C)(I(I p -1−−= Donde: I La Matriz Identidad La clasificación o selección de las partículas para la fractura en la chancadora es principalmente dependiente del tamaño de la partícula, aumentando la probabilidad de selección para fractura para todas aquellas partículas mayores que el Open Side Setting de la chancadora. La selección puede ser descrita por la función, ver figura:
K1 x 0.0 C(x) <=
K2xK1 K1-K2
x-K2 - 1.0 C(x)
K3
<<
=
K2 x 1.0 C(x) >=
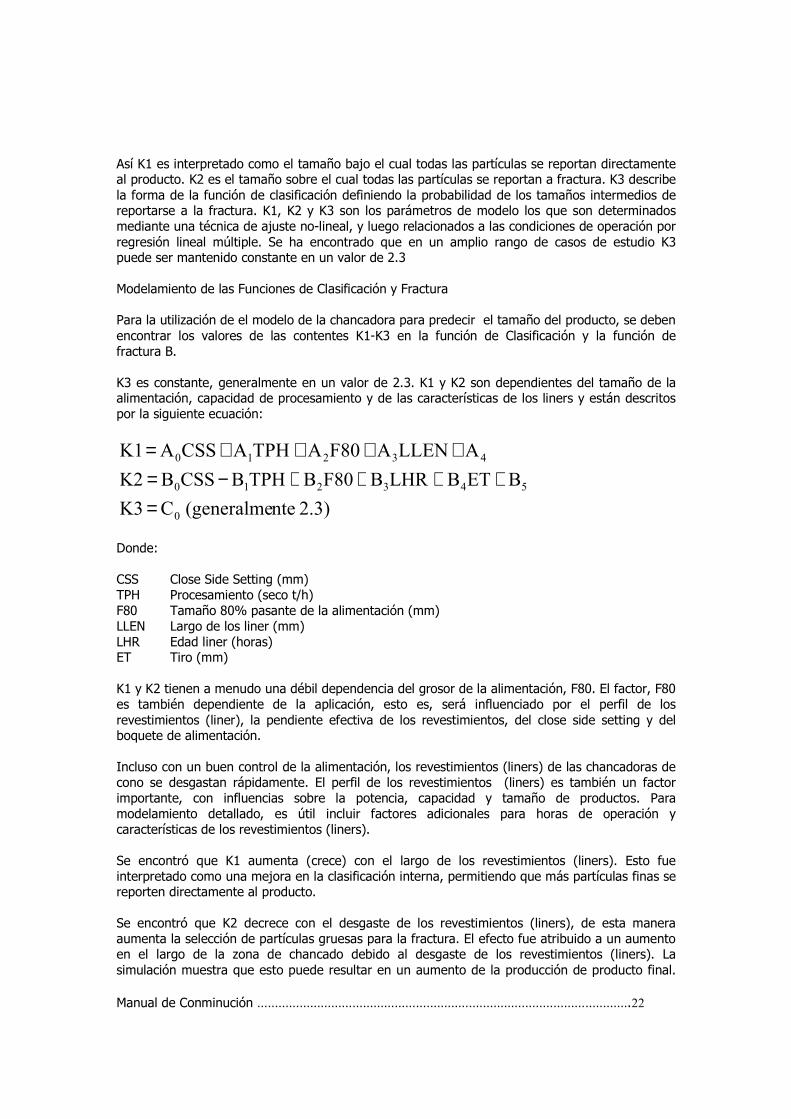
Forma de la curva de la función de Clasificación
Manual de Conminución …………………………………………………………………………………………….22
Así K1 es interpretado como el tamaño bajo el cual todas las partículas se reportan directamente al producto. K2 es el tamaño sobre el cual todas las partículas se reportan a fractura. K3 describe la forma de la función de clasificación definiendo la probabilidad de los tamaños intermedios de reportarse a la fractura. K1, K2 y K3 son los parámetros de modelo los que son determinados mediante una técnica de ajuste no-lineal, y luego relacionados a las condiciones de operación por regresión lineal múltiple. Se ha encontrado que en un amplio rango de casos de estudio K3 puede ser mantenido constante en un valor de 2.3 Modelamiento de las Funciones de Clasificación y Fractura Para la utilización de el modelo de la chancadora para predecir el tamaño del producto, se deben encontrar los valores de las contentes K1-K3 en la función de Clasificación y la función de fractura B. K3 es constante, generalmente en un valor de 2.3. K1 y K2 son dependientes del tamaño de la alimentación, capacidad de procesamiento y de las características de los liners y están descritos por la siguiente ecuación:
43210 ALLENAF80ATPHACSSA K1 ++++=
543210 BETB LHRBF80BTPHBCSSB K2 ++++−=
2.3) nte(generalme C K3 0=
Donde: CSS Close Side Setting (mm) TPH Procesamiento (seco t/h) F80 Tamaño 80% pasante de la alimentación (mm) LLEN Largo de los liner (mm) LHR Edad liner (horas) ET Tiro (mm) K1 y K2 tienen a menudo una débil dependencia del grosor de la alimentación, F80. El factor, F80 es también dependiente de la aplicación, esto es, será influenciado por el perfil de los revestimientos (liner), la pendiente efectiva de los revestimientos, del close side setting y del boquete de alimentación. Incluso con un buen control de la alimentación, los revestimientos (liners) de las chancadoras de cono se desgastan rápidamente. El perfil de los revestimientos (liners) es también un factor importante, con influencias sobre la potencia, capacidad y tamaño de productos. Para modelamiento detallado, es útil incluir factores adicionales para horas de operación y características de los revestimientos (liners). Se encontró que K1 aumenta (crece) con el largo de los revestimientos (liners). Esto fue interpretado como una mejora en la clasificación interna, permitiendo que más partículas finas se reporten directamente al producto. Se encontró que K2 decrece con el desgaste de los revestimientos (liners), de esta manera aumenta la selección de partículas gruesas para la fractura. El efecto fue atribuido a un aumento en el largo de la zona de chancado debido al desgaste de los revestimientos (liners). La simulación muestra que esto puede resultar en un aumento de la producción de producto final.

Manual de Conminución …………………………………………………………………………………………….23
En la práctica, hacia el final de la vida útil de los revestimientos (liners), la potencia máxima que puede ser lograda disminuye y por lo tanto la productividad de la chancadora cae. Circuitos de Chancado Por lo general la planta de chancado produce un material adecuado para alimentar un molino, ya sea de barras o bolas. De esta forma, el propósito es lograr un producto lo más fino posible de la planta de chancado, debido a que los costos de chancado son considerablemente menores que los costos de molienda convencional. Para lograr el grado de reducción deseada del material normalmente, es necesario utilizar varias etapas de chancado. Aún cuando una chancadora tiene la capacidad de alcanzar una alta razón de reducción, normalmente es más eficiente hacer funcionar la chancadora con una abertura de salida ajustada a un valor medio, en vez de escoger la posición más cerrada, que ofrece la razón de reducción más alta. La principal consideración en cada etapa de chancado para maximizar la producción, es el uso eficiente de la energía. Hay una abertura óptima de salida para cada chancadora y un número óptimo de etapas de chancado, requeridos para maximizar la producción basado en las características individuales del material en tratamiento. Sobrecargar la chancadora no aumenta la producción sino, todo lo contrario, es contra-productiva y disminuirá la vida útil de los componentes de la chancadora. Idealmente, el tamaño más grande de la alimentación debería recibir 4 a 5 impactos durante su paso a través de la cámara de chancado. Esto es una combinación de reducción en la parte superior del revestimiento como también en la zona paralela. La chancadora debería alimentarse de modo de operar cerca de su capacidad máxima en términos de potencia. Operar la chancadora con una abertura de salida demasiado estrecha disminuye su capacidad y produce alto desgaste. Una abertura muy ancha, en proporción al tamaño máximo de alimentación impedirá el chancado en la zona superior y desarrollará excesivo consumo de potencia. La potencia consumida por tonelada de alimentación al chancador no es en sí misma una medida de productividad. El uso eficiente de la potencia, a través de aplicación apropiada de la cavidad con respecto a los requerimientos de la alimentación y del producto, determinará la producción óptima por HP consumido. En la descripción dada anteriormente se vio que cada tipo de chancadora tiene diseñado su propio grado de reducción. El rango de tamaños de alimentación y producto, para cada etapa de chancado se superponen en cierta medida con los de las etapas anteriores y sucesivas. Esto permite cierta flexibilidad en el ajuste de cada etapa, para obtener una producción óptima del sistema completo. El harneado es también de gran importancia para el éxito del circuito de chancado. No es solamente el chancado del mineral, sino la extracción del tamaño apropiado para alimentar a los molinos lo que hace el circuito completo. La cantidad de harneros vibratorios y la utilización completa del área total que ellos tienen, es un factor importante para producir el tamaño y tonelaje adecuado para alimentar la molienda. Generalmente, la planta de chancado fino (secundario y terciario) se encuentra ubicada en forma separada de la chancadora primaria y con una instalación de almacenamiento de mineral entre ambos. La operación de la planta de chancado fino es en gran medida independiente del funcionamiento de la chancadora primaria. El objetivo principal es obtener máxima eficiencia en este tipo de operación. La eficiencia se mide por el trabajo de reducción de tamaño efectuado en el mineral por unidad de tiempo y por el tonelaje tratado y el grado de reducción alcanzado.
Manual de Conminución …………………………………………………………………………………………….24
Para alcanzar el trabajo de reducción máximo, cada chancadora debe mantenerse trabajando a plena capacidad. La capacidad puede estar limitada volumétricamente en el caso de minerales blandos y por la energía que puede entregarse al mineral, en el caso de minerales duros. El uso de mecanismos hidráulicos, para chequear y controlar las aberturas de salida de las chancadoras desde una sala de control central, proporciona al operador un medio para mantener la eficiencia global del circuito.
VII. Molienda
El objetivo de los procesos de molienda es la reducción del tamaño de los materiales, de modo de liberar aquellas especies minerales útiles que se encuentran dispersas en una gran masa, la que generalmente carece de valor comercial. Esta etapa requiere una gran inversión de capital y frecuentemente es el área de máxima utilización de potencia y de materiales resistentes al desgaste de una planta. La molienda se realiza habitualmente en cilindros rotatorios que utilizan diferentes medios moledores, los que son levantados por la rotación del cilindro, para fracturar las partículas minerales por medio de la combinación de diferentes mecanismos de molienda tales como: - Impacto: La fragmentación se consigue por golpes y rebotes. El producto resultante es grueso y, con frecuencia, de tamaño crítico. - Fricción, Presión y Cizallamiento: La molienda se logra cuando las partículas más pequeñas son apretadas o cizalladas entre partículas grandes y por la presión de la molienda. - Erosión, Desgaste Superficial: Las partículas de tamaño grande y medio se reducen por desgaste superficial. Los medios de molienda pueden ser el mismo mineral, medios no-metálicos naturales o manufacturadas y medios metálicos manufacturados. Habitualmente se habla del término molino rotatorio, lo que involucra a molinos de barras, molinos de bolas, molinos de pebbles y molinos autógenos. El molino rotatorio posee una forma cilíndrica ó cónico-cilíndrica, que rota en torno a su eje horizontal. La velocidad de rotación, el tipo de revestimiento y la forma y tamaño de los medios de molienda son seleccionados para proveer las condiciones deseadas de operación para cada aplicación específica de molienda. La clasificación de los molinos rotatorios está basada en el tipo de medios de molienda utilizados, la razón largo-diámetro y el método de descarga. Molino de Barras Su propósito principal es la reducción de tamaño y liberación mineralógica, ocasionalmente también es usado como un reactor químico. Los molinos de bolas y barras dominaron la molienda hasta mediados de 1970, en ese punto los molinos AG y SAG comenzaron a utilizarse como alternativa a la molienda gruesa. Los molinos de barras tienen limitaciones de tamaño inherentes dadas las necesidades de mantener los medios de molienda paralelos. Los molinos de barras proporcionan una efectiva clasificación interna del mineral, las partículas mayores a un cierto tamaño serán, por lo general, totalmente eliminadas. Si no los son, las

Manual de Conminución …………………………………………………………………………………………….25
barras se sobrecargarán y se enredarán. Los molinos de barras están bien situados en la reducción del producto del chancado secundario (P80 cercano a 25mm) a la alimentación del molino de bolas (P80 de 1-2mm). Debido a la inclusión de la molienda SAG/AG, los molinos de barras son ahora poco comunes en las plantas concentradoras existentes. Descripción del proceso Los molinos de barras son cilindros que rotan sobre su eje horizontal (figura), mineral y agua son alimentados en uno de los extremos y descargados por el otro. La descarga puede ser efectuada por diversos métodos, siendo el más común la descarga por rebalse. El medio de molienda utilizado son barras de acero, las que son de gran tamaño y peso, y por lo tanto no pueden ser llevados fuera del molino por los flujos de pulpa. La descarga de un molino bolas y barras es a menudo ajustada con un harnero o trommel cilíndrico con el propósito de proteger el proceso aguas abajo de partes de barras de acero o bolas que puedan abandonar el molino. La mayor parte de la clasificación de partículas ocurre dentro del molino y las aperturas del trommel (típicamente 3-10mm) tienen un efecto menor en el tamaño del producto (clasificación).
Corte esquemático de un Molino de Barras.
Manual de Conminución …………………………………………………………………………………………….26
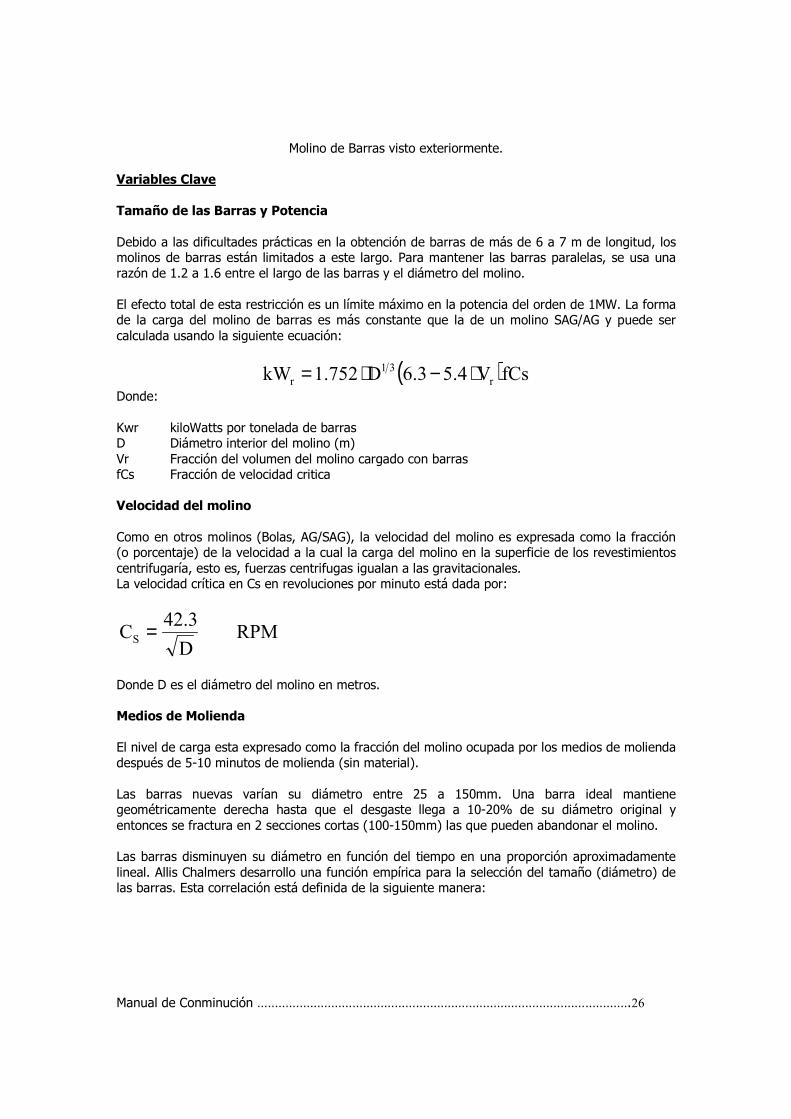
Molino de Barras visto exteriormente.
Variables Clave Tamaño de las Barras y Potencia Debido a las dificultades prácticas en la obtención de barras de más de 6 a 7 m de longitud, los molinos de barras están limitados a este largo. Para mantener las barras paralelas, se usa una razón de 1.2 a 1.6 entre el largo de las barras y el diámetro del molino. El efecto total de esta restricción es un límite máximo en la potencia del orden de 1MW. La forma de la carga del molino de barras es más constante que la de un molino SAG/AG y puede ser calculada usando la siguiente ecuación:
( )fCsV5.46.3D1.752kW r31
r ⋅−⋅= Donde: Kwr kiloWatts por tonelada de barras D Diámetro interior del molino (m) Vr Fracción del volumen del molino cargado con barras fCs Fracción de velocidad critica Velocidad del molino Como en otros molinos (Bolas, AG/SAG), la velocidad del molino es expresada como la fracción (o porcentaje) de la velocidad a la cual la carga del molino en la superficie de los revestimientos centrifugaría, esto es, fuerzas centrifugas igualan a las gravitacionales. La velocidad crítica en Cs en revoluciones por minuto está dada por:
RPM D
42.3CS =
Donde D es el diámetro del molino en metros. Medios de Molienda El nivel de carga esta expresado como la fracción del molino ocupada por los medios de molienda después de 5-10 minutos de molienda (sin material). Las barras nuevas varían su diámetro entre 25 a 150mm. Una barra ideal mantiene geométricamente derecha hasta que el desgaste llega a 10-20% de su diámetro original y entonces se fractura en 2 secciones cortas (100-150mm) las que pueden abandonar el molino. Las barras disminuyen su diámetro en función del tiempo en una proporción aproximadamente lineal. Allis Chalmers desarrollo una función empírica para la selección del tamaño (diámetro) de las barras. Esta correlación está definida de la siguiente manera:

Manual de Conminución …………………………………………………………………………………………….27
( )
⋅=3.281D%C
sgWI
160
FR
s
0.7580
Donde: R Diámetro de la barra (mm) F80 Tamaño del 80% pasante (µm) WI Work Index(kWh/ton) sg Gravedad especifica del mineral de alimentación %Cs Porcentaje de velocidad critica D Diámetro entre los revestimientos (m) Minerales que sean más duros por unidad de volumen (WI*sg), y gruesos, requerirán de barras más largas. Molinos de diámetros mayores operando a altas velocidades pueden usar barras de tamaños menores, debido a que mas levantotes (lifters) permiten a las barras pequeñas proporcionar la energía necesaria para la fractura. El manejo de las barras no es un problema trivial. Las barras son pesadas y cualquier manejo manual puede provocar serios riesgos y daños al operador. La solución consiste en un sistema automatizado de carga de barras, el problema es que este puede utilizar inclusive más espacio que el mismo molino. Configuraciones de Circuitos Los molinos de barras casi siempre son operados en circuito abierto, alimentándose a partir de la descarga de un circuito de chancado y entregando su producto a un circuito de molienda de bolas. Molino de Bolas Los molinos de bolas son la forma más común de molinos, probablemente porque ellos trabajan con eficacia en distintos rangos de operación, esto es, desde unidades pequeñas (pocos watts) de laboratorio, hasta unidades de gran tamaño de orden industrial de 10-12 MW. Los molinos de bolas son usados en molienda primaria con un tamaño de alimentación sobre los 200mm, también en la molienda secundaria y terciaria e incluso operaciones de remolienda de productos finos. En el ultimo siglo los molinos de bolas se han crecido de manera constante, durante la década de 1950-1960 los molinos de bolas de largos diámetros dominaron la molienda primaria. Sin embargo, desde mediados de los 1970, los circuitos de chancado y molienda de bolas han sido casi completamente suplantados por circuitos AG/SAG relegando a los molinos de bolas a la molienda secundaria. Descripción del proceso Los molinos de bolas son cilindros que rotan sobre su eje longitudinal, como se muestra en la figura. Al molino son alimentados tanto mineral como agua en un extremo y luego descargados por el extremo opuesto.
Manual de Conminución …………………………………………………………………………………………….28
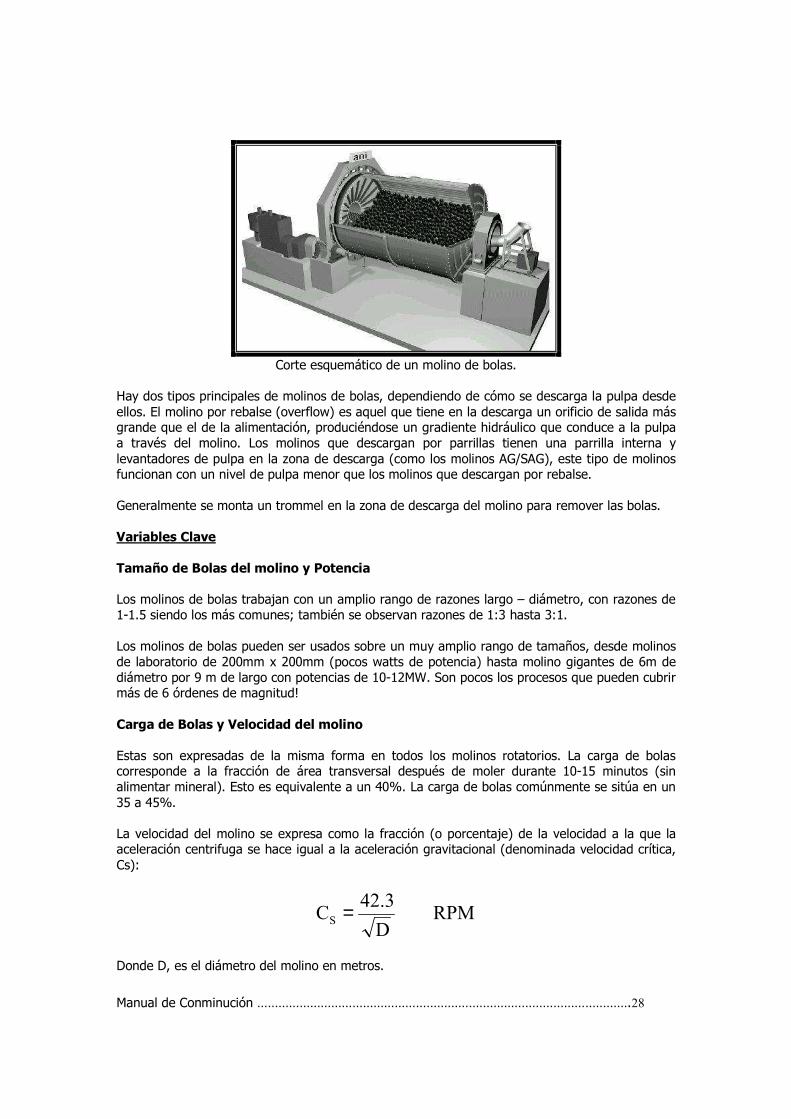
Corte esquemático de un molino de bolas.
Hay dos tipos principales de molinos de bolas, dependiendo de cómo se descarga la pulpa desde ellos. El molino por rebalse (overflow) es aquel que tiene en la descarga un orificio de salida más grande que el de la alimentación, produciéndose un gradiente hidráulico que conduce a la pulpa a través del molino. Los molinos que descargan por parrillas tienen una parrilla interna y levantadores de pulpa en la zona de descarga (como los molinos AG/SAG), este tipo de molinos funcionan con un nivel de pulpa menor que los molinos que descargan por rebalse. Generalmente se monta un trommel en la zona de descarga del molino para remover las bolas. Variables Clave Tamaño de Bolas del molino y Potencia Los molinos de bolas trabajan con un amplio rango de razones largo – diámetro, con razones de 1-1.5 siendo los más comunes; también se observan razones de 1:3 hasta 3:1. Los molinos de bolas pueden ser usados sobre un muy amplio rango de tamaños, desde molinos de laboratorio de 200mm x 200mm (pocos watts de potencia) hasta molino gigantes de 6m de diámetro por 9 m de largo con potencias de 10-12MW. Son pocos los procesos que pueden cubrir más de 6 órdenes de magnitud! Carga de Bolas y Velocidad del molino Estas son expresadas de la misma forma en todos los molinos rotatorios. La carga de bolas corresponde a la fracción de área transversal después de moler durante 10-15 minutos (sin alimentar mineral). Esto es equivalente a un 40%. La carga de bolas comúnmente se sitúa en un 35 a 45%. La velocidad del molino se expresa como la fracción (o porcentaje) de la velocidad a la que la aceleración centrifuga se hace igual a la aceleración gravitacional (denominada velocidad crítica, Cs):
RPM D
42.3CS =
Donde D, es el diámetro del molino en metros.
Manual de Conminución …………………………………………………………………………………………….29
Los molinos de bolas son a menudo operados más lentamente a tamaños mayores. Sin embargo, incluso para molinos grandes, la molienda máxima ocurre a un 80% de la velocidad crítica. Tamaño y forma de los medios de molienda Minerales duros y alimentaciones de tamaños gruesos requieren altos niveles de energía y por lo tanto medios de molienda (bolas) de mayor tamaño. La molienda fina necesita una gran área superficial de medios de molienda y por lo tanto el tamaño del medio de molienda (bolas) debe ser menor. La forma del medio de molienda puede ser alterada por patrones de desgaste, la calidad de las bolas, o el uso deliberado de formas con mayor área superficial. Las bolas que se fracturan o se astillan indican solo una pobre fabricación o mala calidad de la bola. Para molienda fina, los medios de molienda con una forma en que se máxime el área superficial por unidad de masa producirán un mayor grado de molienda, por lo que bolas de menor tamaño muelen mejor en tamaños más finos.
Interior de un molino de bolas.
Configuraciones de Circuitos Los molinos de bolas no son clasificadores eficientes y en su mayoría son usados en circuito cerrado. Una excepción es la molienda primaria de bolas seguida por un circuito de molienda secundario en circuito cerrado. Además para molinos de bolas hay sólo dos configuraciones de interés práctico:
• Molino de Bolas – Ciclón • Ciclón – Molino de Bolas
Las que son mostradas a continuación:
Manual de Conminución …………………………………………………………………………………………….30
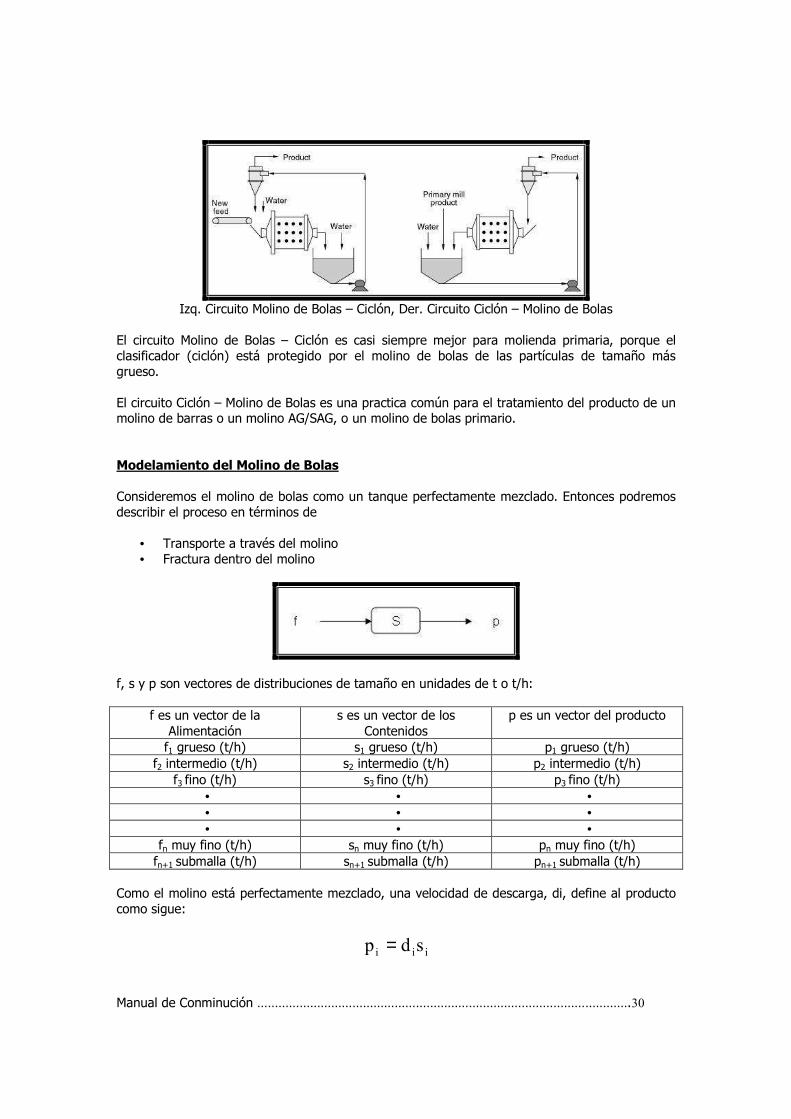
Izq. Circuito Molino de Bolas – Ciclón, Der. Circuito Ciclón – Molino de Bolas
El circuito Molino de Bolas – Ciclón es casi siempre mejor para molienda primaria, porque el clasificador (ciclón) está protegido por el molino de bolas de las partículas de tamaño más grueso. El circuito Ciclón – Molino de Bolas es una practica común para el tratamiento del producto de un molino de barras o un molino AG/SAG, o un molino de bolas primario. Modelamiento del Molino de Bolas Consideremos el molino de bolas como un tanque perfectamente mezclado. Entonces podremos describir el proceso en términos de
• Transporte a través del molino • Fractura dentro del molino
f, s y p son vectores de distribuciones de tamaño en unidades de t o t/h:
f es un vector de la Alimentación
s es un vector de los Contenidos
p es un vector del producto
f1 grueso (t/h) s1 grueso (t/h) p1 grueso (t/h) f2 intermedio (t/h) s2 intermedio (t/h) p2 intermedio (t/h)
f3 fino (t/h) s3 fino (t/h) p3 fino (t/h) • • • • • • • • •
fn muy fino (t/h) sn muy fino (t/h) pn muy fino (t/h) fn+1 submalla (t/h) sn+1 submalla (t/h) pn+1 submalla (t/h)
Como el molino está perfectamente mezclado, una velocidad de descarga, di, define al producto como sigue:
iii sdp =

Manual de Conminución …………………………………………………………………………………………….31
Esto es, si conocemos los contenidos del molino (en cada fracción de tamaños) y la velocidad de descarga para cada fracción de tamaño, podemos multiplicar ambos factores y obtener un vector de productos en toneladas por hora. Si el molino está en estado estacionarios, entonces la suma: Alimentación molino – material que se fractura + material fracturado de partículas de
tamaños gruesos – descarga del molino = 0 Matemáticamente para un tamaño i:
0sdsrasrfi
1jiijjijiii =−+− ∑
=
Donde aij representa la fractura desde un tamaño j hasta un tamaño i, y riaij la velocidad de fractura en esa fracción de tamaño.
R)s(IARsfp −++= Donde R es una matriz diagonal de la velocidad de fractura por unidad de tiempo y A es una matriz que describe como una partícula fracturada reaparecerá en los contenidos del molino. I es la matriz identidad. Si hacemos una consideración grafica del proceso por el cual el material aparece y desaparece desde un intervalo de tamaño específico tenemos lo siguiente:
Esquema del mecanismo del modelo mezcla perfecta de molinos de bolas
Si tomamos una partícula y la fracturamos, obtendremos una distribución de tamaño de partícula. Si lo vemos en términos matriciales:
fracturado producto sA =⋅ Así para cuatro intervalos de tamaño:

Manual de Conminución …………………………………………………………………………………………….32
⋅⋅⋅⋅⋅⋅
=
⋅
444343242141
4333232131
43222121
432111
4
3
2
1
44434241
333231
2221
11
sasasasa
s0sasasa
s0s0sasa
s0s0s0sa
s
s
s
s
aaaa
0aaa
00aa
000a
Esta es una forma matemáticamente conveniente de decir: la fractura de cada tamaño en una distribución de tamaños y la suma de ese producto en cada tamaño. Esto significa que podemos escribir el balance de masa completo en aritmética matricial. Esta matriz tiene un gran numero de elementos, los que pueden ser simplificados basándonos en el hecho de que en los molinos de bolas el material de 10mm hasta 0.1mm generalmente se fracturan y producen una distribución de tamaños similar cuando estos tamaños son escalados al tamaño original de la partícula. Luego podemos reescribir la ecuación como:
=
⋅
41322314
312213
2112
11
4
3
2
1
1234
123
12
1
sasasasa
0sasasa
00sasa
000sa
s
s
s
s
aaaa
0aaa
00aa
000a
Solo un vector de fractura es necesario, y el modelo del molino de bolas se transforma en una ecuación numéricamente más sencilla. La ecuación en estado estacionario es:
0sdsrasrfi
1jiijjijiii =−+− ∑
=
Y recordando que:
iii sdp = o i
ii d
ps =
Entonces queda:
0pd
pra
d
prf
i
1ji
j
jjij
i
iii =−+− ∑
=

Manual de Conminución …………………………………………………………………………………………….33
Ahora solo necesitamos una medición de la distribución de tamaños de la alimentación y del producto, y una función de fractura para encontrar ri/di y de esta manera describir el comportamiento del molino. Operación del Molino de Bolas Factores que influencian la operación del molino de bolas Los molinos de bolas son una unidad notable en el procesamiento de minerales en el sentido que pueden operar sobre un amplio rango de condiciones. Como la mayoría de los molinos de bolas operan en circuito cerrado con un clasificador, el funcionamiento del circuito es a menudo controlado por la interacción entre estas dos unidades. Dentro de las condiciones operacionales que pueden limitar el funcionamiento del molino de bolas se encuentran:
• Alimentación muy gruesa • Densidad de pulpa muy alta • Densidad de pulpa muy baja • Tamaño de bolas muy pequeño (o muy grande) • Diseño (o condición) de los revestimientos de mala calidad • Clasificación deficiente
Densidad de la Pulpa La densidad de la pulpa puede ser usada como acción de control. Como el molino está perfectamente mezclado, la densidad de la pulpa dentro del molino será similar a la densidad de la descarga. Aumentando la adición de agua al molino se reduce el número de partículas pequeñas disponibles para interactuar con las bolas, el número efectivo de impactos disminuirá provocando una disminución en la molienda. Si la densidad de la pulpa se reduce aún más, la pulpa llegará a ser muy poco viscosa para cubrir las bolas por lo que la molienda disminuirá rápidamente. Viscosidad de la Pulpa Aunque la viscosidad de la pulpa y la viscosidad están estrechamente relacionadas, los efectos de estas dos propiedades en el funcionamiento del molino son distintos y deben ser consideradas de manera separada. Históricamente la influencia de la viscosidad no ha sido bien entendida, dada las dificultades para medirla (especialmente en plantas), la dificultad de desasociar los efectos de la densidad y viscosidad, y la carencia de un marco teórico satisfactorio. Selección del tamaño de bola La regla general es, mientras más fina es la alimentación, más pequeñas deben ser las bolas. Como los costos y dificultad de producción son más altos, por esto a menudo se utilizan bolas de tamaños mayores, lo que produce mermas en la producción de finos. La ecuación de Allis Chalmers para calcular el tamaño de bolas esta descrita de la siguiente manera:
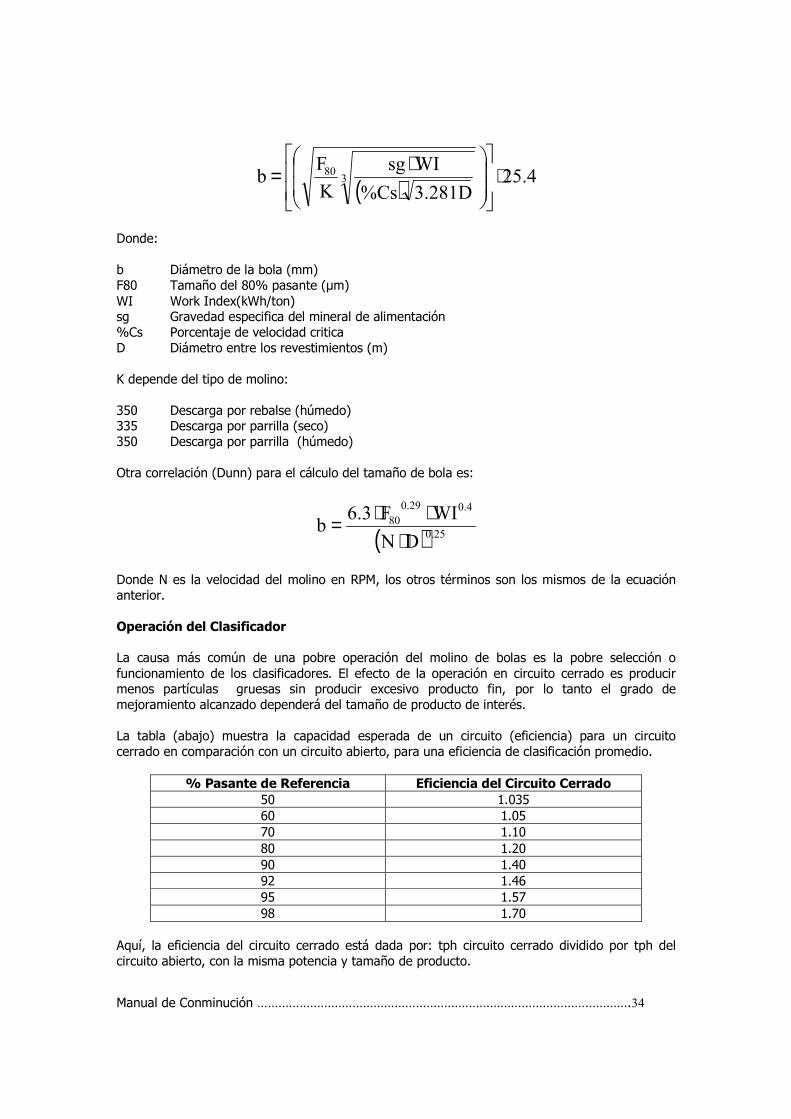
Manual de Conminución …………………………………………………………………………………………….34
( ) 25.43.281D%Cs
WIsg
K
Fb 3
80 ⋅
⋅=
Donde: b Diámetro de la bola (mm) F80 Tamaño del 80% pasante (µm) WI Work Index(kWh/ton) sg Gravedad especifica del mineral de alimentación %Cs Porcentaje de velocidad critica D Diámetro entre los revestimientos (m) K depende del tipo de molino: 350 Descarga por rebalse (húmedo) 335 Descarga por parrilla (seco) 350 Descarga por parrilla (húmedo) Otra correlación (Dunn) para el cálculo del tamaño de bola es:
( )0.25
0.40.2980
DN
WIF6.3b
⋅⋅⋅=
Donde N es la velocidad del molino en RPM, los otros términos son los mismos de la ecuación anterior. Operación del Clasificador La causa más común de una pobre operación del molino de bolas es la pobre selección o funcionamiento de los clasificadores. El efecto de la operación en circuito cerrado es producir menos partículas gruesas sin producir excesivo producto fin, por lo tanto el grado de mejoramiento alcanzado dependerá del tamaño de producto de interés. La tabla (abajo) muestra la capacidad esperada de un circuito (eficiencia) para un circuito cerrado en comparación con un circuito abierto, para una eficiencia de clasificación promedio.
% Pasante de Referencia Eficiencia del Circuito Cerrado 50 1.035 60 1.05 70 1.10 80 1.20 90 1.40 92 1.46 95 1.57 98 1.70
Aquí, la eficiencia del circuito cerrado está dada por: tph circuito cerrado dividido por tph del circuito abierto, con la misma potencia y tamaño de producto.
Manual de Conminución …………………………………………………………………………………………….35
Cargas Circulantes Una carga muy grande tenderá a sacar del molino las partículas fuera del molino donde podrían causar serios problemas de desgaste. Sin embargo, es importante darse cuenta que la carga circulante esta dada por la magnitud de la diferencia en las distribuciones de tamaño entre la alimentación y el producto del clasificador. Además un circuito Molino de Bolas/Ciclón de una sola etapa, inherentemente tenderá a operar cargas circulantes sustancialmente mayores que un circuito Ciclón/Molino de Bolas tratando la descarga de un molino SAG o de Barras. Una carga circulante baja permitirá un aumento en los tiempos de residencia y una descarga de menor tamaño (más fina). Por lo tanto, la carga circulante óptima proporcionará un buen compromiso entre la sobre molienda y la minimización de las partículas gruesas en la descarga del molino. En la práctica significa emparejar el tamaño de corte del clasificador con el tamaño del producto del molino con una máxima separación de agua al overflow. Molinos Semi-Autógenos La definición de diccionario para “autógeno” es que se origina por si mismo, la aplicación del termino autógeno a un molino es atribuida por Robinson (1980) a Harlow Hardinge quien en 1940 lo usó para describir el mecanismo de reducción de los molino de “cascada” de su compañía. Este es un adjetivo conveniente, que describe como el molino utiliza colpas como medio de molienda. El uso de colpas como medio de molienda, sin embargo, puede ser remontado hasta 1905, cuando Jackson experimento con un molino de pebbles en Sudáfrica (1969), mientas que en 1908 el padre de Hardinge uso colpas de 8” de magnetita para la molienda de la magnetita. De acuerdo a Robinson, la molienda Autógena solo llegó a popularizarse en los finales de 1950 con la instalación de 12 molinos Hardinge de 18*16 pies en Québec. Desde ese entonces la popularidad de molinos Autógenos y Semi-Autógenos, en lo que bolas de acero son adheridas para aumentar los medios de molienda de mineral, han crecido hasta el punto en que donde muchas plantas existentes están evolucionando hacia la molienda, y las nuevas plantas raramente escogen un diseño que no incluya este tipo de molinos y/o circuitos. Dentro de sus muchas ventajas se encuentran su bajo costo de capital y la habilidad de tratar un amplio rango de tipos de minerales. Los costos operacionales han demostrado ser un poco más altos que los circuitos tradicionales. Sin embargo algunos estudios han mostrado que esto no es necesariamente una regla (Morrel 1991). En consecuencia los circuitos de Molinos Barras/Bolas y los circuitos de Chancado/Molienda de Bolas se están volviendo menos comunes. Con los años diseños de molinos AG y SAG, así como los circuitos donde están siendo instalados han proliferado.

Manual de Conminución …………………………………………………………………………………………….36
Corte esquemático de un molino SAG
Diseño del Molino Los molinos generalmente son clasificados de acuerdo a su razón de aspecto (diámetro-largo) de su carcaza y por los métodos de descarga de la pulpa del producto. Diseño de la carcaza La razón de aspecto generalmente cae dentro de tres grandes grupos:
• Molinos de alta razón de aspecto, donde el diámetro es 1.5-3 veces el largo. • Molinos “cuadrados”, donde el diámetro y el largo son casi iguales. • Molinos de baja razón de aspecto, donde el largo es 1.5-3 veces el diámetro.
Diferentes países se han inclinado históricamente a favor de un u otro tipo de molinos, por ejemplo un diseño “norte americano” corresponde a un molino de alta razón de aspecto, mientras que un diseño “sudafricano” corresponde a un molino de baja razón de aspecto. Una característica distintiva de muchos molinos de alta razón de aspecto, en especial los molinos de grandes diámetros, son sus extremos cónicos en vez de planos debido a razones estructurales. En la figura de abajo se aprecian esquemas de molinos de sección cónica y plana.
Molinos de sección cónica y plana.
Manual de Conminución …………………………………………………………………………………………….37
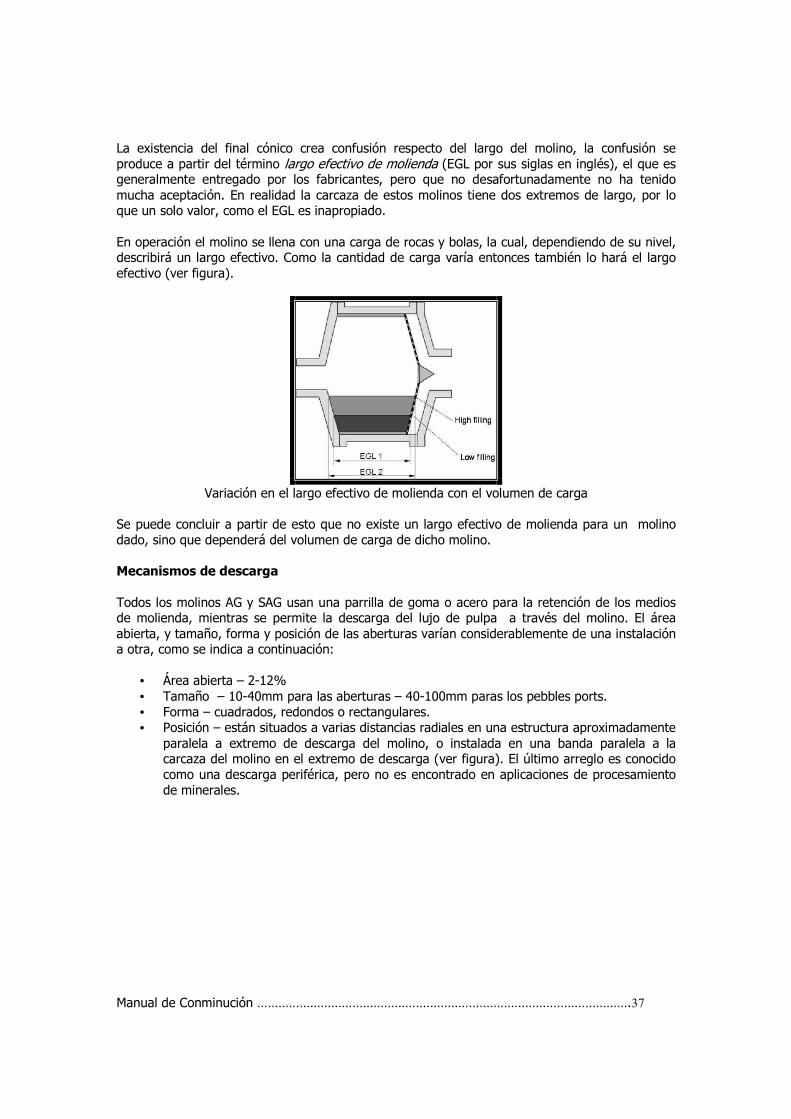
La existencia del final cónico crea confusión respecto del largo del molino, la confusión se produce a partir del término largo efectivo de molienda (EGL por sus siglas en inglés), el que es generalmente entregado por los fabricantes, pero que no desafortunadamente no ha tenido mucha aceptación. En realidad la carcaza de estos molinos tiene dos extremos de largo, por lo que un solo valor, como el EGL es inapropiado. En operación el molino se llena con una carga de rocas y bolas, la cual, dependiendo de su nivel, describirá un largo efectivo. Como la cantidad de carga varía entonces también lo hará el largo efectivo (ver figura).
Variación en el largo efectivo de molienda con el volumen de carga
Se puede concluir a partir de esto que no existe un largo efectivo de molienda para un molino dado, sino que dependerá del volumen de carga de dicho molino. Mecanismos de descarga Todos los molinos AG y SAG usan una parrilla de goma o acero para la retención de los medios de molienda, mientras se permite la descarga del lujo de pulpa a través del molino. El área abierta, y tamaño, forma y posición de las aberturas varían considerablemente de una instalación a otra, como se indica a continuación:
• Área abierta – 2-12% • Tamaño – 10-40mm para las aberturas – 40-100mm paras los pebbles ports. • Forma – cuadrados, redondos o rectangulares. • Posición – están situados a varias distancias radiales en una estructura aproximadamente
paralela a extremo de descarga del molino, o instalada en una banda paralela a la carcaza del molino en el extremo de descarga (ver figura). El último arreglo es conocido como una descarga periférica, pero no es encontrado en aplicaciones de procesamiento de minerales.

Manual de Conminución …………………………………………………………………………………………….38
Levantadores y revestimientos (Lifters – Liners) Para proteger la carcaza de acero del molino de ser desgastada por el impacto de bolas y rocas, el interior es revestido con un material resistente al desgaste, generalmente acero o goma, o goma con injertos de acero. El grado del acero o goma seleccionado es escogido para mantener las condiciones de fractura en el molino. Por ejemplo en molinos autógenos, si se usan revestimientos de acero, se necesitará un acero de alta resistencia al desgaste pero con poca resistencia al impacto de alta energía. En molinos SAG, sin embargo, debido a la presencia de bolas de acero por sobre 150mm de diámetro, la resistencia a los impactos de alta energía y por lo tanto el acero debe ser de menor dureza pero resistente. Continuando con los revestimientos, secciones levantadas o levantadores son instalados para proporcionar el levantamiento de la carga mientras el molino rota. Sin lo levantadores la carga tiende a deslizarse por los revestimientos entregando un pequeño levantamiento y aumentando el desgaste por abrasión. Hay muchos diseños de revestimientos y levantadores, ya que estas características están sujetas a mucha experimentación en sitio. Tres tipos típicos son mostrados en forma esquemática en la figura de abajo, el primer tipo tiene los revestimientos y levantadores por separado, donde el lifter es una barra relativamente plana la que se aperna a los revestimientos. En algunos casos el levantador. Algunos operadores prefieren un sistema revestimiento-levantador integrado, ya que se reduce el número de piezas que deben ser removidas y reajustadas durante la mantención. La figura muestra esquemáticamente un sistema integrado revestimiento-levantador del tipo de doble onda. Este diseño es útil en casos donde el molino es bidireccional ya que el levantador es efectivo en ambas direcciones.
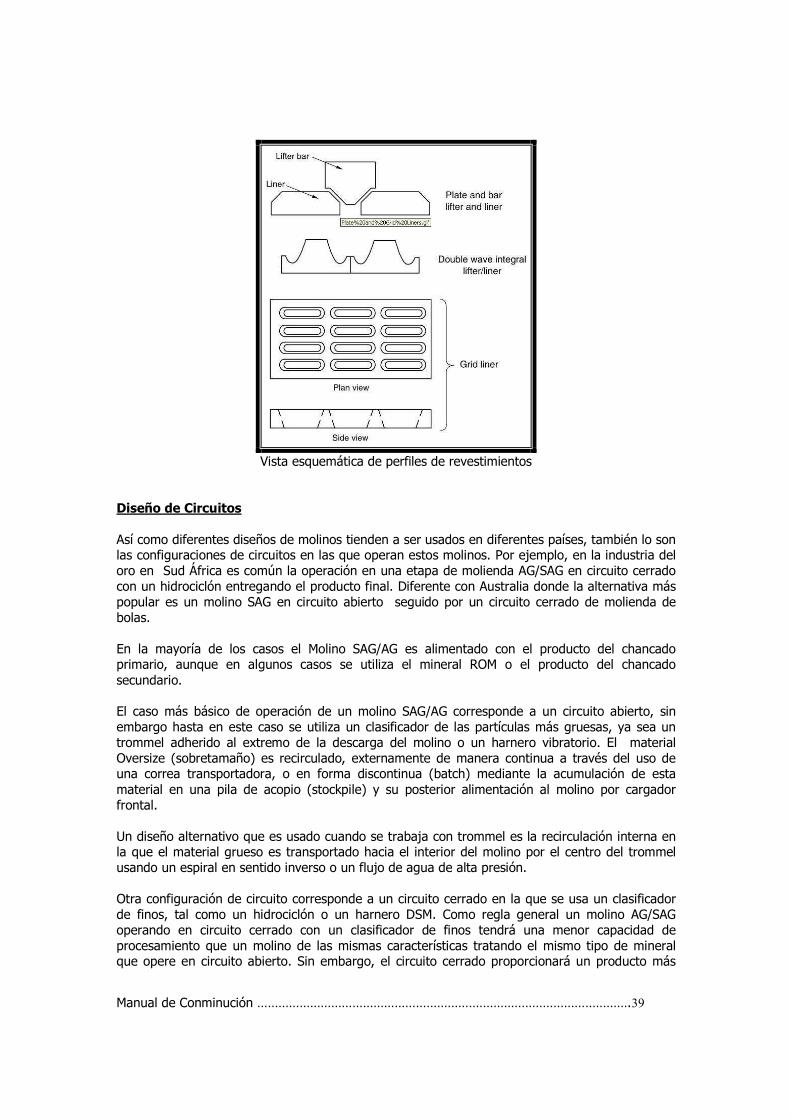
Manual de Conminución …………………………………………………………………………………………….39
Vista esquemática de perfiles de revestimientos
Diseño de Circuitos Así como diferentes diseños de molinos tienden a ser usados en diferentes países, también lo son las configuraciones de circuitos en las que operan estos molinos. Por ejemplo, en la industria del oro en Sud África es común la operación en una etapa de molienda AG/SAG en circuito cerrado con un hidrociclón entregando el producto final. Diferente con Australia donde la alternativa más popular es un molino SAG en circuito abierto seguido por un circuito cerrado de molienda de bolas. En la mayoría de los casos el Molino SAG/AG es alimentado con el producto del chancado primario, aunque en algunos casos se utiliza el mineral ROM o el producto del chancado secundario. El caso más básico de operación de un molino SAG/AG corresponde a un circuito abierto, sin embargo hasta en este caso se utiliza un clasificador de las partículas más gruesas, ya sea un trommel adherido al extremo de la descarga del molino o un harnero vibratorio. El material Oversize (sobretamaño) es recirculado, externamente de manera continua a través del uso de una correa transportadora, o en forma discontinua (batch) mediante la acumulación de esta material en una pila de acopio (stockpile) y su posterior alimentación al molino por cargador frontal. Un diseño alternativo que es usado cuando se trabaja con trommel es la recirculación interna en la que el material grueso es transportado hacia el interior del molino por el centro del trommel usando un espiral en sentido inverso o un flujo de agua de alta presión. Otra configuración de circuito corresponde a un circuito cerrado en la que se usa un clasificador de finos, tal como un hidrociclón o un harnero DSM. Como regla general un molino AG/SAG operando en circuito cerrado con un clasificador de finos tendrá una menor capacidad de procesamiento que un molino de las mismas características tratando el mismo tipo de mineral que opere en circuito abierto. Sin embargo, el circuito cerrado proporcionará un producto más
Manual de Conminución …………………………………………………………………………………………….40
fino y por lo tanto puede equiparar la pérdida en la capacidad de procesamiento con un producto de mayor calidad. En este ultimo circuito, el molino esta cerrado con una chancadora de pebbles. Esta configuración se ha hecho sumamente popular en los últimos años ya que generalmente entrega aumentos significativos en la capacidad de procesamiento cuando se la compara con un circuito abierto. El efecto de la chancadora en la capacidad de procesamiento es debido a la naturaleza selectiva de su funcionamiento. Los puertos de pebbles (50-100mm) de la parrilla de descarga permiten la fuga del material grueso del molino, la chancadora reduce estos tamaños, generalmente hasta tamaños menores que los de la abertura del trommel. Así es como los el material de 25-50mm de tamaño que se acumulan en el molino (también llamado fracción de tamaño critico) son removidos y la reducción de tamaño externa resulta en una caída en el nivel de carga del molino, permitiendo así un aumento en la capacidad de procesamiento. En todas las configuraciones mostradas el molino puede ser operado autógenamente o con la adición de pebbles duros (molino de pebbles) o de bolas de acero (molino SAG). Sin embargo, cuando se usa una chancadora para el material recirculado con un molino SAG, como los puertos de pebbles de la parrilla también permitirán que las bolas de acero salgan del molino, por lo que se debería implementar un sistema de remoción de bolas, tal como un sistema electromagnético, para evitar que esas bolas lleguen a la chancadora. Mecanismos de Proceso y Modelo Descripción y estructura del modelo Una de las claves para entender el funcionamiento de los molinos AG y SAG es entender la forma y movimiento de la carga. En los molinos de bolas la carga esta fundamentalmente constituida por bolas de acero y partículas de mineral relativamente fino. Debido a la dureza de las bolas de acero estas se desgastan lentamente dentro del molino y lo hacen de una manera predecible, esto da lugar a un volumen de carga y distribución de tamaños constante. En consecuencia podemos decir que el funcionamiento del molino de bolas es fácil de predecir. Esta es una marcada diferencia con los molinos AG, y en menor grado con, los molinos SAG, en los que la distribución de tamaños de la alimentación y la dureza del mineral determinan el volumen y la distribución de tamaños de los medios de molienda. También existen diferencias entre los molinos de Bolas y los AG/SAG en términos de los mecanismos de fractura del mineral que predominan en cada uno, así como también en el transporte de la pulpa. Esquemáticamente los procesos que ocurren dentro de los molinos AG/SAG pueden ser una forma muy simplificada como se muestra en la figura (abajo). La alimentación entre al molino y esta sujeta a fractura por la colisión con otras partículas y/o en la carcaza del molino. Los productos también dejan el molino a través de las aberturas de la parrilla o permanecen dentro del molino para impactos posteriores. El proceso se constituye esencialmente de tres componentes:
• Frecuencia de impactos (velocidad de fractura) • Distribución de tamaños de partícula luego del impacto (función de distribución de
fractura) • Transporte de partículas fuera del molino (velocidad de descarga)

Manual de Conminución …………………………………………………………………………………………….41
Modelo de Proceso En estado estacionario estos componentes son combinados en las ecuaciones del balance de masa del modelo de mezcla perfecta (Whiten 1974) como sigue:
0srsrapfi
1jiijjijii =−+− ∑
=
Y
iii sdp = Donde: fi Velocidad de Alimentación de partículas de tamaño i pi Velocidad Producto de partículas de tamaño i ri Velocidad de fractura de partículas de tamaño i Si Contenido del molino de partículas de tamaño i Di Velocidad de descarga de partículas de tamaño i aij Función de distribución de fractura La función de distribución de fractura (aparición) de la alimentación es obtenida realizando pruebas de laboratorio de fractura y abrasión. La velocidad de descarga de partículas de tamaño i, di, está considerada como el producto de transporte a, y la clasificación por, la parrilla:
ii dcd = Donde: d Máxima velocidad de descarga ci Valor de la función de clasificación del tamaño i d es determinado iterativamente usando una función de transferencia de masa la que relaciona la retención de pulpa con la velocidad volumétrica de descarga. (Austin 1976)

Manual de Conminución …………………………………………………………………………………………….42
2m1FmL =
Donde: M1 y m2 constantes L Fracción del volumen del molino de menor tamaño que las aberturas de la parrilla F Velocidad volumétrica de descarga La función de clasificación esta descrita por una línea recta, como se muestra en la figura.
El nivel de energía del molino, Ei, está relacionado al diámetro del molino por una función del tipo (Austin 1984):
1.5iii xE α Ecs −
Donde: Ecsi Energía especifica de chancado para el tamaño i Xi Tamaño i Fractura Es generalmente aceptado que tres tipos de mecanismos de fractura ocurren dentro de los molinos AG/SAG, estas son Abrasión, Impacto y Atrición. Las definiciones de estos términos pueden producir cierta duda, por lo que es necesario hacer una descripción de cada uno. Abrasión, es visto como un fenómeno de superficie que resulta cuando dos partículas se mueven en forma paralela a su plano de contacto. Pequeñas piezas de cada una de ella son fracturadas o rasgadas desde la superficie, dejando a la roca matriz prácticamente intacta. La Atrición es un mecanismo similar al de Abrasión, excepto que en este caso una pequeña partícula es atrapada entre dos partículas mucho más grandes. La partícula pequeña es fracturada preferentemente a las más grandes. En la fractura por Impacto, la partícula que realizará el impacto, se mueve perpendicularmente al plano de contacto. La fractura que resulte estará directamente relacionada la energía específica ( energía por unidad de masa) que la partícula objetivo reciba. Puede ser
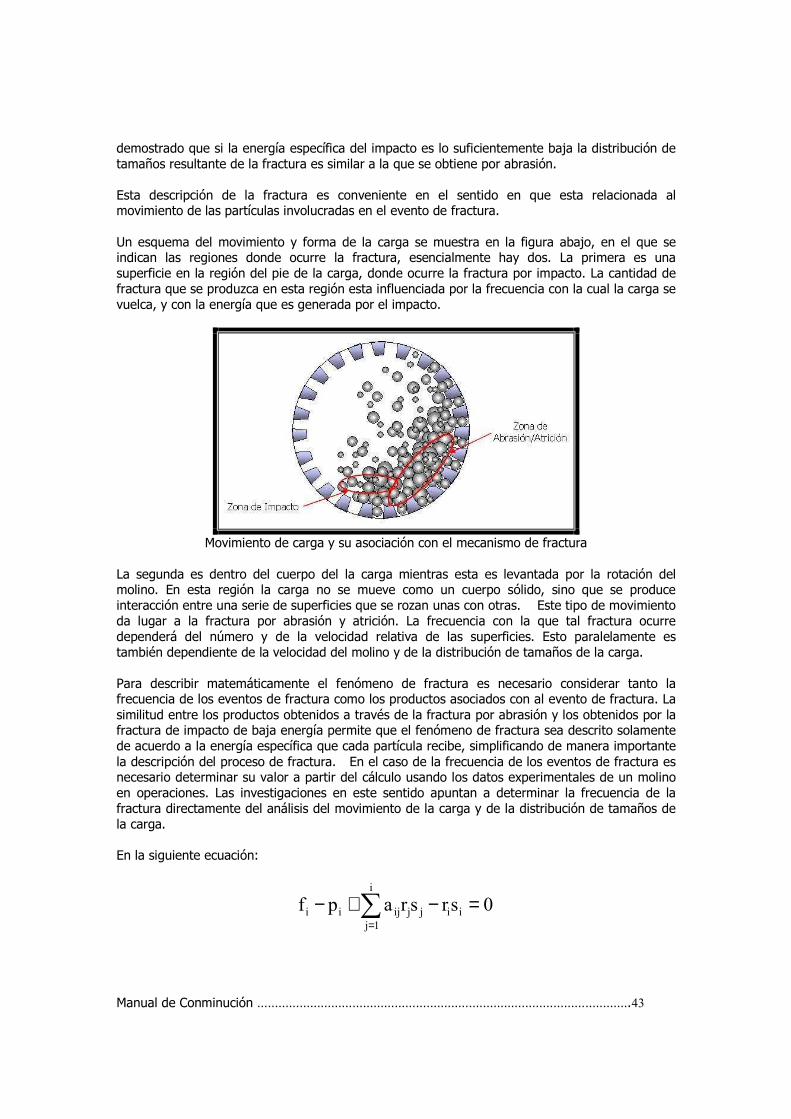
Manual de Conminución …………………………………………………………………………………………….43
demostrado que si la energía específica del impacto es lo suficientemente baja la distribución de tamaños resultante de la fractura es similar a la que se obtiene por abrasión. Esta descripción de la fractura es conveniente en el sentido en que esta relacionada al movimiento de las partículas involucradas en el evento de fractura. Un esquema del movimiento y forma de la carga se muestra en la figura abajo, en el que se indican las regiones donde ocurre la fractura, esencialmente hay dos. La primera es una superficie en la región del pie de la carga, donde ocurre la fractura por impacto. La cantidad de fractura que se produzca en esta región esta influenciada por la frecuencia con la cual la carga se vuelca, y con la energía que es generada por el impacto.
Movimiento de carga y su asociación con el mecanismo de fractura
La segunda es dentro del cuerpo del la carga mientras esta es levantada por la rotación del molino. En esta región la carga no se mueve como un cuerpo sólido, sino que se produce interacción entre una serie de superficies que se rozan unas con otras. Este tipo de movimiento da lugar a la fractura por abrasión y atrición. La frecuencia con la que tal fractura ocurre dependerá del número y de la velocidad relativa de las superficies. Esto paralelamente es también dependiente de la velocidad del molino y de la distribución de tamaños de la carga. Para describir matemáticamente el fenómeno de fractura es necesario considerar tanto la frecuencia de los eventos de fractura como los productos asociados con al evento de fractura. La similitud entre los productos obtenidos a través de la fractura por abrasión y los obtenidos por la fractura de impacto de baja energía permite que el fenómeno de fractura sea descrito solamente de acuerdo a la energía específica que cada partícula recibe, simplificando de manera importante la descripción del proceso de fractura. En el caso de la frecuencia de los eventos de fractura es necesario determinar su valor a partir del cálculo usando los datos experimentales de un molino en operaciones. Las investigaciones en este sentido apuntan a determinar la frecuencia de la fractura directamente del análisis del movimiento de la carga y de la distribución de tamaños de la carga. En la siguiente ecuación:
0srsrapfi
1jiijjijii =−+− ∑
=

Manual de Conminución …………………………………………………………………………………………….44
La frecuencia de fractura esta descrita por la velocidad de fractura (ri), la que puede ser definida como el número de colisiones por partícula por unidad de tiempo. Esta velocidad varía con el tamaño de partícula así como también con las condiciones de operación. Un ejemplo típico de la distribución de la velocidad de fractura es el mostrado en la siguiente figura:
Ejemplo de la distribución de velocidad de fractura
Un caso de interés en esta curva son los puntos máximo y mínimo de la curva, lo que se creen indican los límites (respecto a un tamaño), en los que los diferentes mecanismos de fractura ocurren dentro del molino. La fractura por abrasión, ya sea causada por el roce de las partículas dentro de la carga del molino o por la fractura por impacto de baja energía, predominantemente afecta a las partículas gruesas (medios de molienda). Siendo un fenómeno de superficie, la velocidad de fractura se reducirá a medida que el área superficial se reduce. Por lo tanto, la velocidad de fractura se reduce desde el tamaño máximo hasta un mínimo, generalmente 25mm-50mm. En este punto suficiente energía específica es impartida a estas partículas a través de impactos lo que ayuda a la propagación de grietas a través de las partículas. Desde aquí, la fractura deja de ser un fenómeno de superficie. A medida que el tamaño de partícula disminuye, aumentan los niveles de energía específica y además la habilidad de estas partículas de ser fracturadas y “pellizcadas” por partículas de mayor tamaño también aumenta. El efecto combinado es un aumento en la velocidad de fractura, generalmente en el rango de 2.5-5mm. Para tamaños menores a estos una vez más la velocidad de fractura comienza a disminuir, esto se cree puede ser a causa de por lo menos dos factores. El primero esta relacionado al incremento en el numero de partículas en los intervalos de menor tamaño, ya que los medios de molienda proporcionan un numero finito de sitios donde la fractura puede ocurrir, los que son “compartidos” por las partículas finas. El segundo factor esta relacionado con el transporte de material. Se ha encontrado que las partículas menores a 2.5-5mm se ven fuertemente influenciadas por el flujo de agua a través del molino. Se sugiere que tales partículas tenderán a fluir con el agua y serán desplazadas de la región donde los medios de molienda tienen su efecto. La probabilidad de la partícula de ser fracturada decrecerá a medida que su tamaño se disminuye. Transporte de Material

Manual de Conminución …………………………………………………………………………………………….45
Si el molino no esta sobrecargado y la pulpa es descarga por la parrilla, el molino debe permitir que el producto de fractura fluya a una velocidad suficientemente alta a través de la parrilla. Si consideramos el flujo a través de la parrilla, es útil asumir que el molino y la parrilla se comportan de manera similar a un tanque con un orificio en uno de sus lados. En esta analogía el tanque representa al molino mientras que el orificio a la abertura de la parrilla. El comportamiento de este sistema es fácil de entender y se describe matemáticamente usando la fluido dinámica clásica. La ecuación de Bernoulli relaciona la velocidad de l flujo con la altura del fluido en el tanque como sigue:
2
vgh
2
=
Donde: g Constante gravitacional h Altura del fluido v Velocidad de salida del fluido Por lo que la velocidad de flujo volumétrico está dada por:
2ghaq =
Donde: q Flujo a Área del orificio De la ecuación anterior podemos concluir que un aumento en el flujo de salida del tanque se puede lograr a través de un aumento en el área del orificio del tanque o elevando la altura del fluido. En el primer caso se puede agrandar el área del orificio o alternativamente hacer más orificios en el tanque (o ambos). En el segundo caso puede ajustarse la altura del tanque o el orificio puede ser llevado a una posición más baja o ambas. Aunque la geometría mostrada en la figura es diferente a la de un molino de todos modos se puede aplicar el mismo razonamiento. En la práctica es encontrado que a mayor área abierta, mayor será el flujo de descarga para el mismo nivel de llenado de pulpa en el molino. También se encontrado que la posición de los orificios en las parrillas tiene influencia en el flujo de descarga de un molino. Mientras a más largas distancias radiales se encuentren los orificios desde el centro de rotación del molino, más flujo pasará a través de estos para un nivel de pulpa constante. El nivel de pulpa en el molino se ajustará dependiendo de la geometría y el área abierta de la parrilla. Un área abierta mayor con orificios ubicados cerca de la circunferencia del molino resultará en un relativamente bajo nivel de pulpa, mientras que una baja área abierta y los orificios ubicados cerca del centro de rotación del molino tendrán un efecto contrario. Operación de Molinos SAG y AG En los molinos de bolas la carga comprende un gran volumen de bolas de acero cuyos intersticios están ocupados por pulpa. En los molinos que descargan por rebalse hay una piscina (pool) de
Manual de Conminución …………………………………………………………………………………………….46
pulpa adicional la que se extiende desde el pie de la carga de bolas por sobre el nivel del trunion de descarga. La masa de las bolas, sin embargo ocupa el 80-95% de la masa total de la carga y determina por lo tanto el consumió de potencia y la molienda del molienda. En la mayoría de los circuitos de molienda de bolas potencia permanece casi constante y solo se reduce gradualmente a medida que la carga de bolas disminuye producto del desgate. Las características operacionales de los molinos AG y SAG, sin embargo, difieren marcadamente de los molinos de bolas debido principalmente a la presencia de mineral formando parte de los medios de molienda. Para entender como los molinos SAG y AG operan es necesario iniciar con una descripción paso a paso de cómo el molino responde cuando la alimentación es introducida. Se asume que el molino está en modo AG e inicialmente se corre vacío (sin carga).
• Tan pronto como la alimentación entra al molino será tomada por la rotación del molino y levantada por la acción de los levantadores hasta el punto del hombro para luego caer en el material en la zona del pie. La potencia inmediatamente comenzará a elevarse debido al trabajo efectuado por la carga. En un principio no habrá un flujo de descarga del molino hasta que se complete el volumen límite de llenado del molino. El volumen y potencia del molino continuarán elevándose hasta que la fila exterior de orificios de descarga de la parrilla se encuentre sumergida en pulpa, comenzando así la descarga del molino.
• Como la carga del molino inicialmente comprende alimentación fresca, la naturaleza angulosa de las rocas gruesas puede resultar en una relativamente alta velocidad de fractura de estas rocas por abrasión. El producto de esta fractura será bastante grueso.
• Una vez que los bordes han sido removidos, se formarán rocas competentes de forma esferoidal. Como estas rocas son de un tamaño mayor que los orificios de las parillas permanecerán en el molino. La velocidad a las que estas rocas se fracturan por abrasión es menor que la de la alimentación fresca y por lo tanto la velocidad con la que el molino se llena comienza a acelerar. Como el incremento de la carga comprende a estas rocas fracturadas, el tamaño de partícula en el producto se volverá más fino.
• Aunque las rocas están siendo fracturadas a una velocidad baja, llegara un punto en el que serán reducidas a tamaños de 25-50mm. En este punto las rocas comenzarán a ser fracturadas por impacto, con muchas rocas de tamaños mayores cayendo sobre ellas. Este tipo de fractura provocara un aumento sustancial en la reducción de tamaño de estas partículas lo que les permitirá salir del molino a través de los orificios de las parrillas. La potencia del molino y el nivel de carga seguirán aumentando pero a menor velocidad.
• La distribución de tamaño y la cantidad de partículas finas en el molino ha estado cambiando debido a los cambios en las condiciones de fractura de las rocas gruesas. Estas partículas junto con el agua alimentada ocupan los intersticios de las rocas gruesas. Algunas de las partículas son reducidas de tamaños debido a la atrición de las rocas gruesas, mientras que otras salen a través de los orificios de la parrilla sin haber sido fracturadas.
• Eventualmente se alcanza un punto en que la cantidad de rocas gruesas y su distribución de tamaños comienzan a estabilizarse. En este punto tenemos rocas predominantemente esferoidales, la velocidad a la que las rocas gruesas son fracturadas a tamaños más pequeños que los orificios de la parrilla está ahora balanceado con la velocidad a la que las nuevas rocas gruesas provenientes de la alimentación fresca ingresan al molino.
• El volumen de carga dejará de aumentar, pudiendo producirse oscilaciones de amplitud decreciente hasta que el volumen de rocas gruesas y las distribuciones de tamaños se ajusten. La potencia seguirá la misma tendencia.

Manual de Conminución …………………………………………………………………………………………….47
Es obvio, a partir de esta descripción, que cualquier cambio en los flujos de alimentación, en la distribución de tamaños de la alimentación o en la dureza de la alimentación producirá una perturbación en el equilibrio del molino o causa oscilaciones en su comportamiento. El control de estas tres variables es además muy importante. Sin embargo, aunque el flujo de alimentación es controlado muy bien, variaciones en el tamaño de alimentación o dureza de la alimentación son constantemente calificados como dos de los más grandes problemas encontrados por los operadores de molinos AG y SAG en su papel de mantener el molino corriendo bajo sus condiciones óptimas. También debería ser aparente que el volumen de carga y la potencia están estrechamente relacionadas y que ambas se ven afectadas por el flujo de alimentación.
Comportamiento dinámico del molino
Bajo condiciones normales, si el flujo de alimentación aumenta, también aumentara el volumen de carga y consecuentemente la potencia se elevará. En forma similar ocurrirá con un aumento en la dureza del mineral de la alimentación, ya que el mineral no se fracturará tan rápidamente en el molino y por lo tanto el volumen de carga aumentará, produciéndose un aumento en la potencia. A continuación se describe el efecto de algunos parámetros clave en la operación del molino SAG y AG. Carga de Bolas En el grafico se encuentra ilustrado el efecto de cambiar la carga de bolas en la distribución de velocidad de fractura.
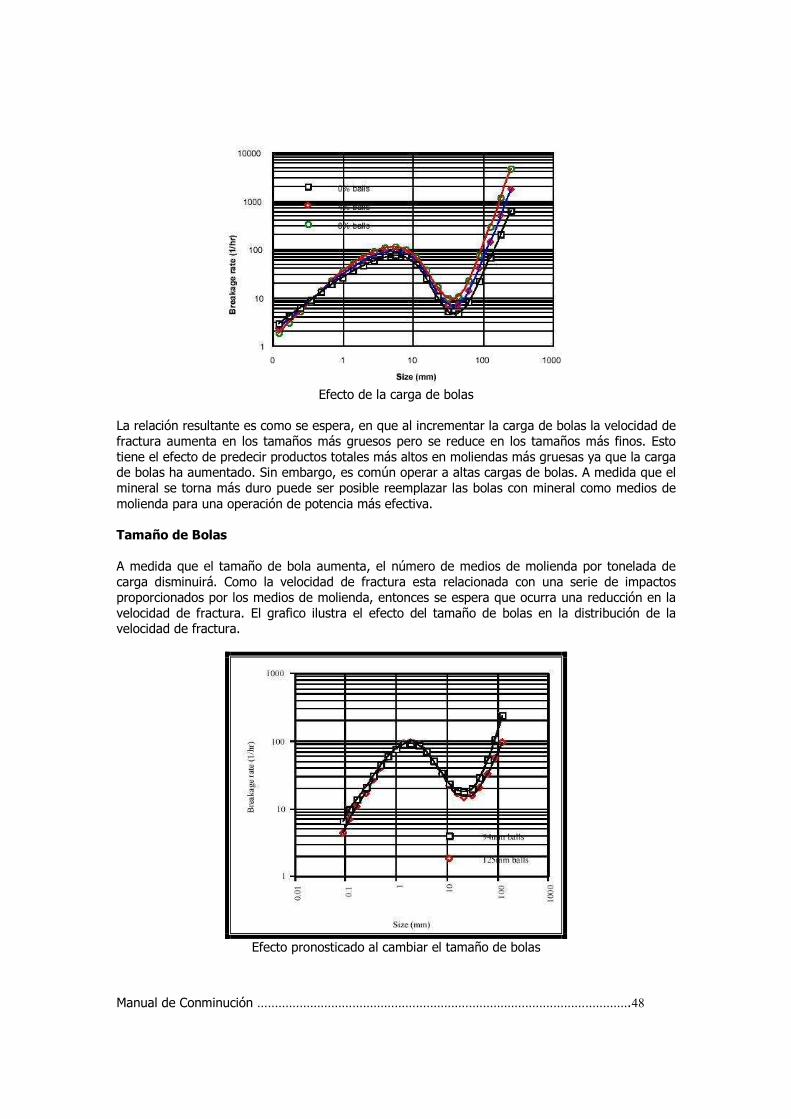
Manual de Conminución …………………………………………………………………………………………….48
Efecto de la carga de bolas
La relación resultante es como se espera, en que al incrementar la carga de bolas la velocidad de fractura aumenta en los tamaños más gruesos pero se reduce en los tamaños más finos. Esto tiene el efecto de predecir productos totales más altos en moliendas más gruesas ya que la carga de bolas ha aumentado. Sin embargo, es común operar a altas cargas de bolas. A medida que el mineral se torna más duro puede ser posible reemplazar las bolas con mineral como medios de molienda para una operación de potencia más efectiva. Tamaño de Bolas A medida que el tamaño de bola aumenta, el número de medios de molienda por tonelada de carga disminuirá. Como la velocidad de fractura esta relacionada con una serie de impactos proporcionados por los medios de molienda, entonces se espera que ocurra una reducción en la velocidad de fractura. El grafico ilustra el efecto del tamaño de bolas en la distribución de la velocidad de fractura.
Efecto pronosticado al cambiar el tamaño de bolas

Manual de Conminución …………………………………………………………………………………………….49
Dureza del Mineral Es a menudo el caso en que un mineral más duro producirá un tamaño de alimentación al molino más grueso y por lo tanto, puede dificultar estudiar separadamente la influencia de estos dos factores. Otras complicaciones surgen de las diferencias entre las respuestas mostradas por los molinos AG y SAG a cambios en la dureza del mineral. En el caso de los molinos SAG es usualmente encontrado que minerales más blandos entregan mayores capacidades de procesamiento. Esto es debido al hecho de que las rocas más gruesas, particularmente las de tamaños críticos, son más fáciles de fracturar por las bolas de acero. El tamaño del producto, sin embargo, se vuelve más grueso. Esto es porque las rocas más gruesas pasan menos tiempo siendo fracturadas por abrasión lo que típicamente genera los productos de fractura más finos. Tamaño de la Alimentación La influencia del tamaño de la alimentación en el funcionamiento del molino viene del hecho de que una proporción significativa de los medios de molienda (todos en molienda AG) deriva del mineral. Cualquier cambio en la distribución de tamaños de la alimentación resultará además en un cambio en la distribución de tamaños de los medios de molienda. Es conveniente y común el usar un solo valor para representar las distribuciones de tamaño, siendo F80 (tamaño 80 % pasante) el tamaño de la alimentación. Sin embargo, datos de numerosos tamizajes de la alimentación de molinos AG y SAG muestran que la relación entre la distribución de tamaños y F80 varían tanto en diferentes plantas como en diferentes molinos en las mismas plantas.
Variación en la distribución de tamaños, con un mismo F80
Idealmente en un molino AG la distribución de tamaños de la alimentación debería proporcionar rocas lo suficientemente grandes para generar la suficiente energía cinética para fracturar las rocas pequeñas. Y al mismo tiempo un gran número de rocas grandes es necesario para asegurar una alta frecuencia de impactos. En los molinos SAG, particularmente en aquellos que trabajan con una alta carga de bolas, la situación es diametralmente opuesta. Esto puede ser explicado por el papel dominante que ejerce un elevado nivel de carga en la naturaleza de los medios de molienda ya que a medida que la carga de bolas aumenta, disminuye el efecto de las rocas como medio de molienda. Velocidad del molino/Diámetro del molino

Manual de Conminución …………………………………………………………………………………………….50
La velocidad de fractura esta relacionada con el número de eventos de reducción de tamaño por partícula, por unidad de tiempo y es por ello una frecuencia. Esto en cambio puede ser relacionado a la frecuencia en que gira el molino (rpm). Por lo tanto, se aplica un factor de escalamiento para representar los cambios en la velocidad de rotación. Para una fracción dada de velocidad crítica las rpm disminuirán con el diámetro del molino y por ello este factor de escalamiento también cambiará con el diámetro del molino. Por consiguiente, al ser todos los demás iguales, un diámetro mayor tendrá una velocidad de fractura más baja que una unidad más pequeña. En un molino dado a medida que las rpm cambian, aparte de la velocidad de rotación, la forma de la carga de molienda también cambiará con relación a la fracción de velocidad crítica. Comúnmente a medida que la fracción de velocidad critica aumenta la carga esta sujeta a un aumento en su levante y por lo tanto aumenta la fractura por impacto. Esto es a expensas del rompimiento por atrición que normalmente es asociado con el movimiento en cascada y que es predominante a velocidades menores.
Efecto de la velocidad del molino
VIII. Harneado El harneado o cribado consiste en la separación de partículas en forma mecánica en base a su tamaño. Idealmente se supone que todas aquellas partículas que tengan un tamaño superior al de la superficie separadora, quedarán retenidas, en tanto que las partículas menores pasarán a través de dicha superficie. El material retenido se denomina sobretamaño (oversize) y el material que pasa se denomina bajotamaño (undersize). En el caso que existan dos superficies separadoras, el tamaño que pasa la primera superficie y queda retenido en la segunda superficie se denomina intermedio. Esta operación es en algunos casos una operación primordial, especialmente cuando el producto tiene especificaciones estrictas de tamaño. En otros casos es una operación auxiliar en la
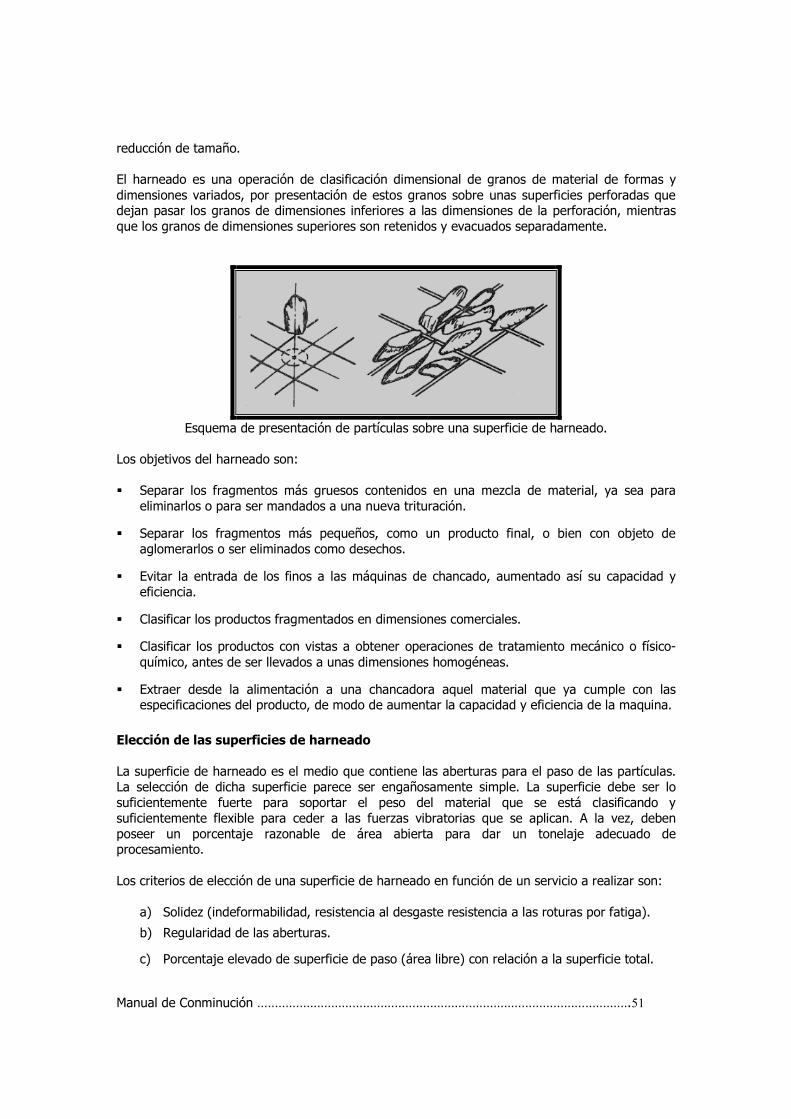
Manual de Conminución …………………………………………………………………………………………….51
reducción de tamaño. El harneado es una operación de clasificación dimensional de granos de material de formas y dimensiones variados, por presentación de estos granos sobre unas superficies perforadas que dejan pasar los granos de dimensiones inferiores a las dimensiones de la perforación, mientras que los granos de dimensiones superiores son retenidos y evacuados separadamente.
Esquema de presentación de partículas sobre una superficie de harneado.
Los objetivos del harneado son: � Separar los fragmentos más gruesos contenidos en una mezcla de material, ya sea para
eliminarlos o para ser mandados a una nueva trituración.
� Separar los fragmentos más pequeños, como un producto final, o bien con objeto de aglomerarlos o ser eliminados como desechos.
� Evitar la entrada de los finos a las máquinas de chancado, aumentado así su capacidad y eficiencia.
� Clasificar los productos fragmentados en dimensiones comerciales.
� Clasificar los productos con vistas a obtener operaciones de tratamiento mecánico o físico-químico, antes de ser llevados a unas dimensiones homogéneas.
� Extraer desde la alimentación a una chancadora aquel material que ya cumple con las especificaciones del producto, de modo de aumentar la capacidad y eficiencia de la maquina.
Elección de las superficies de harneado La superficie de harneado es el medio que contiene las aberturas para el paso de las partículas. La selección de dicha superficie parece ser engañosamente simple. La superficie debe ser lo suficientemente fuerte para soportar el peso del material que se está clasificando y suficientemente flexible para ceder a las fuerzas vibratorias que se aplican. A la vez, deben poseer un porcentaje razonable de área abierta para dar un tonelaje adecuado de procesamiento. Los criterios de elección de una superficie de harneado en función de un servicio a realizar son:
a) Solidez (indeformabilidad, resistencia al desgaste resistencia a las roturas por fatiga).
b) Regularidad de las aberturas.
c) Porcentaje elevado de superficie de paso (área libre) con relación a la superficie total.

Manual de Conminución …………………………………………………………………………………………….52
d) Baja aptitud de enllampado (obstrucciones debido a la humedad).
e) Baja aptitud a las obstrucciones por atascamiento o enclavamiento de granos difíciles.
El problema, una vez hecha la elección adecuada de una superficie de harneado, es obtener un movimiento relativo de la masa granular con relación a esta superficie. Este movimiento será calculado para dar a cada uno de los granos que se desean cribar el máximo de oportunidades para atravesar las aberturas, asegurando al mismo tiempo el transporte de los granos no clasificados hacia su punto de evacuación. Porcentaje de área abierta La base para escoger un tamaño específico de abertura es obviamente el tamaño de la partícula que necesita ser separada. Es más difícil la selección del diámetro del alambre (o del tamaño de la barra). Mientras menor sea este diámetro, mayor será el porcentaje de la superficie que esté disponible para el paso de las partículas, y en consecuencia mayor será la capacidad por unidad de área. Además, las partículas tendrán una mayor oportunidad de paso en cada presentación, lo cual resulta en mayor eficiencia. Por otra parte un alambre más grueso es más resistente a la ruptura y al estirado, por lo que tendrá una vida útil más prolongada. A su vez, la mayor superficie del alambre es también más susceptible a la acumulación de material húmedo y pegajoso o de finos. En la práctica el área abierta varía de 40 a 80% del área total. Forma de la abertura Aunque las aberturas cuadradas son las más utilizadas por su facilidad de construcción, algunas veces se justifica el uso de otras formas. Las aberturas rectangulares presentan una mayor área de harneado, son menos susceptibles al cegamiento y presentan un paso más fácil para las partículas alargadas. Además, la probabilidad de paso en las aberturas alargadas es mayor. Estos beneficios se ven contrarrestados por una clasificación por tamaños menos exacta. Las aberturas dispuestas paralelas al eje del harnero muestran un mayor desgaste, pero aumentan al máximo la capacidad del equipo y la clasificación de partículas alargadas, las cuales se orientan a lo largo del eje del harnero. En placas perforadas pueden utilizarse aberturas circulares. Éstas proporcionan una clasificación por tamaños más exacta, pero para que pase un tamaño dado de partículas por una abertura circular, ésta tiene que ser 10 a 40% mayor (linealmente) que una abertura cuadrada.
Malla ondulada.
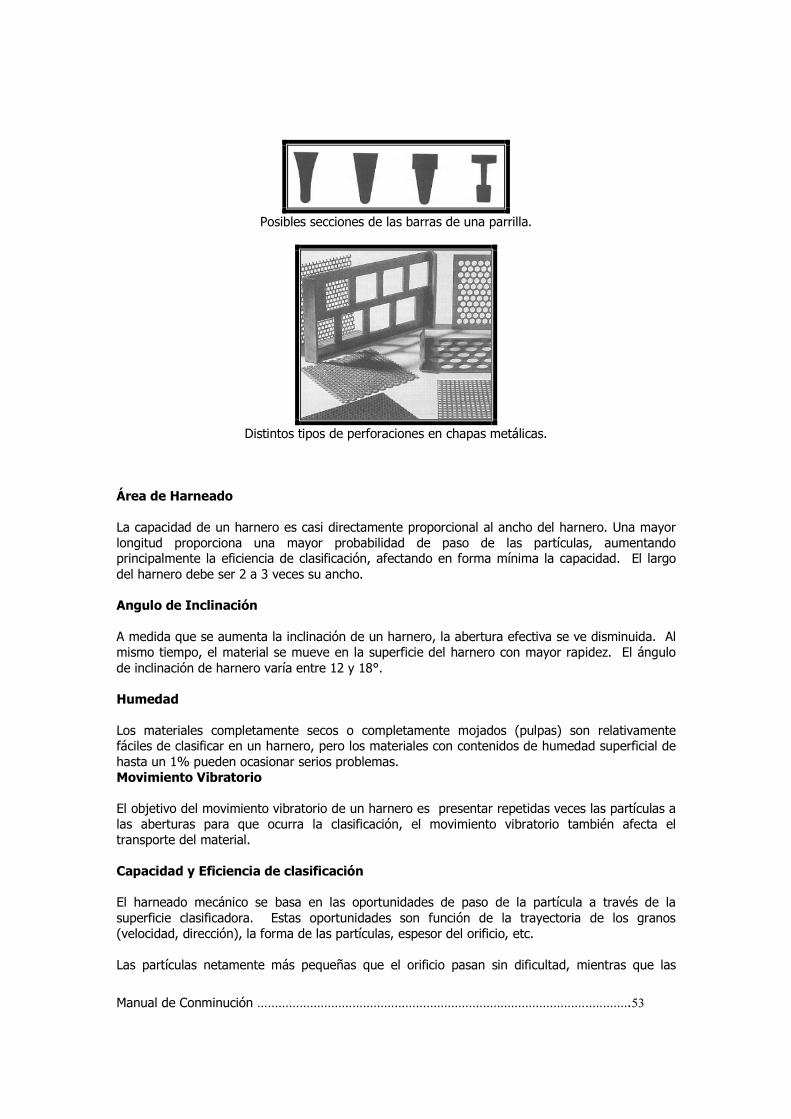
Manual de Conminución …………………………………………………………………………………………….53
Posibles secciones de las barras de una parrilla.
Distintos tipos de perforaciones en chapas metálicas.
Área de Harneado La capacidad de un harnero es casi directamente proporcional al ancho del harnero. Una mayor longitud proporciona una mayor probabilidad de paso de las partículas, aumentando principalmente la eficiencia de clasificación, afectando en forma mínima la capacidad. El largo del harnero debe ser 2 a 3 veces su ancho. Angulo de Inclinación A medida que se aumenta la inclinación de un harnero, la abertura efectiva se ve disminuida. Al mismo tiempo, el material se mueve en la superficie del harnero con mayor rapidez. El ángulo de inclinación de harnero varía entre 12 y 18°. Humedad Los materiales completamente secos o completamente mojados (pulpas) son relativamente fáciles de clasificar en un harnero, pero los materiales con contenidos de humedad superficial de hasta un 1% pueden ocasionar serios problemas. Movimiento Vibratorio El objetivo del movimiento vibratorio de un harnero es presentar repetidas veces las partículas a las aberturas para que ocurra la clasificación, el movimiento vibratorio también afecta el transporte del material. Capacidad y Eficiencia de clasificación El harneado mecánico se basa en las oportunidades de paso de la partícula a través de la superficie clasificadora. Estas oportunidades son función de la trayectoria de los granos (velocidad, dirección), la forma de las partículas, espesor del orificio, etc. Las partículas netamente más pequeñas que el orificio pasan sin dificultad, mientras que las

Manual de Conminución …………………………………………………………………………………………….54
partículas cuya dimensión tiende acercarse a la abertura, tienen menos oportunidades de pasar. Las oportunidades de pasar para una partícula de dimensión igual al 90% de la abertura son aproximadamente 1%. Se llaman granos difíciles a aquellos cuya dimensión está comprendida entre 0,75 y 1,5 la abertura. Esta noción de los granos difíciles es extremadamente útil para la apreciación de la capacidad de harneado. Por esta noción se puede definir la capacidad de cribado como el valor del tamaño de alimentación para el cual la criba efectúa de forma satisfactoria la separación que ha sido prevista. Los factores que afectan a la capacidad son, independientes de las dimensiones del harnero:
a) El porcentaje de rechazos en el material a cribar. b) El porcentaje de los granos difíciles. Cuanto más haya de éstos, menos eficaz será la
separación. Por ejemplo, la capacidad de un harnero determinada variará del simple al triple, si el porcentaje de granos o partículas difíciles descienden del 55 al 18%, el harnero actúa como un simple transportador para las grandes partículas o rechazos (por encima de 1,5 veces la malla), mientras que los más finos (por debajo de 0,75 veces la malla), la atraviesan casi tan fácilmente como el agua, solamente los granos difíciles condicionan la capacidad de la criba.
c) El contenido de humedad. d) La forma de los granos, regular o por el contrario que contengan gran porcentaje de
material anguloso y de pequeño espesor (lajas), el contenido de arcillas, etc. Con respecto a la eficiencia del harneado hay que tener presente siempre que ninguna separación industrial puede conducir a resultados perfectos debido a: a. Las superficies de harneado presentan tolerancias de fabricación, que se incrementan con el
desgaste.
b. Su deterioro accidental puede conducir a perturbaciones si no son inmediatamente descubiertas.
c. Los coeficientes de equivalencia destinados a tener en cuenta las diferencias de forma o de inclinación de las aberturas no son más que aproximados.
d. Las trayectorias de los granos en las cercanías de las superficies de harneado.
e. La longitud de los harneros industriales se encuentra forzosamente limitada.
f. Los aparatos utilizados en los laboratorios para la verificación de las muestras harneadas no son de una perfección total.
De esta forma, la capacidad del harnero y la eficiencia de clasificación son dos conceptos contrapuestos en el proceso de harneado. La capacidad resulta fácil de definir: es la cantidad de material que se alimenta a un harnero por unidad de tiempo (aunque estrictamente por unidad de superficie de harneado). Así, la capacidad carece de sentido, a no ser que se indique también la eficiencia de clasificación. A todo harnero se puede aumentar su capacidad, pero dicho aumento se logra, muchas veces, a expensas de la eficiencia de clasificación. Para expresar la eficiencia de clasificación de un harnero se recurre a dos métodos: la eficiencia del bajotamaño rechazado se mide como la cantidad de bajotamaño que aparece en el producto de sobre tamaño y la eficiencia de bajotamaño recuperado, que se mide por la cantidad de producto bajotamaño recuperado desde la alimentación. Cómo Determinar la Capacidad de Harneado
Manual de Conminución …………………………………………………………………………………………….55
Para determinar la capacidad de cribado puede ser utilizado el método planteado por Allis – Chalmers, utilizando diferentes factores de corrección, cuya fórmula para calcular el área unitaria de harneado es la siguiente:
CMQKT
A =
A: Superficie de harneado requerida.
T: Capacidad de alimentación en tc/h.
C: Capacidad de área de harneado efectiva por hora en ton/pie2
K: Factor de corrección por el porcentaje tamaño medio en alimentación al harnero.
M: Factor de corrección por porcentaje de sobretamaño en la alimentación al harnero.
Q: Factor de corrección que involucra: Q1: Densidad del mineral a harnear. Q2: Forma de la abertura de la superficie de harneado. Q3: Forma de la partícula. Q4: Porcentaje de abertura libre del harnero. Q5: Tipo de harneado ya sea seco o húmedo. Q6: Porcentaje de humedad del mineral por harnear. Los factores C, M y K se obtienen desde gráficos y los factores Q desde tablas construidas para este efecto. Factores que afectan la operación de harneado • El ángulo de aproximación de la partícula a la superficie.
• Orientación de la partícula.
• La fracción de área libre de la superficie.
• Tamaño del material.
• Humedad y presencia de arcillas.
Clasificación de Harneros Harneros Estacionarios Grizzly Se utiliza para harneado de material muy grueso. En su forma más simple consiste de una serie de barras paralelas o rieles con aberturas de ancho uniforme montadas en un marco. Pueden ser horizontales o inclinados (35 a 45°), para ser utilizados antes de chancadoras o correas transportadoras. Su mayor aplicación en procesamiento de minerales es en la preclasificación de la alimentación de chancadoras primarias.

Manual de Conminución …………………………………………………………………………………………….56
Grizzly
Sieve Bend Son harneros curvos, utilizados para harneado en húmedo de material fino. Son de alta capacidad y utilizan una superficie de harneado cóncava. Las barras que la forman están en ángulo recto respecto al flujo de la pulpa. Los harneros de este tipo se utilizan para clasificación de partículas en el rango de 100 a 12000 micras. En plantas de procesamiento de minerales su mayor utilidad está en el rango de 200 a 3000 micras.
Sieve Bend
Harneros Móviles Trommel Es uno de los dispositivos de harneado más antiguos. Están constituidos por un cuerpo cilíndrico o tronco-cónico de tela metálica o de chapa perforada, que gira alrededor de un eje inclinado de 10 a 20% sobre la horizontal, para permitir el avance de los productos. La velocidad de rotación es del orden del 40% de la velocidad crítica. Estos aparatos, muy simples y ventajosos, se han empleado en el tratamiento de gravas, de productos de canteras, de yacimientos aluvionales de oro y estaño, etc. Hoy en día han encontrado un nuevo campo de aplicación como es el caso de la clasificación del producto de molinos semiautógenos. El material se alimenta por un extremo del tambor donde el bajo tamaño pasa a través de las aberturas mientras que el sobretamaño descarga en el extremo opuesto. También se utilizan como clasificadores del producto de molienda, adosado al trunion de descarga de molinos que descargan por rebalse, orientado especialmente para la eliminación del scrap de bolas generados en su interior. Pueden tener secciones con diferentes tamaños de aberturas y entregar así varias fracciones de tamaño. Los trommel pueden procesar material entre 6 y 55 mm, y aún menores si se opera en húmedo.

Manual de Conminución …………………………………………………………………………………………….57
Harneros Vibratorios Son los más utilizados en plantas de procesamiento de minerales. El principio de funcionamiento consiste en presentar las partículas repetitivamente sobre la superficie del harnero. En cada presentación, muchas partículas que son capaces de pasar a través de la abertura tienen una probabilidad de hacerlo, y un alto número de oportunidades aumenta la probabilidad de que la partícula pase bajo el tamaño del harnero.
Esquema de un Harnero Vibratorio
Criba Vibrante de excentricidad libre
Los harneros vibratorios pueden ser utilizados como unidades discontinuas o continuas. En harneado discontinuo, las partículas son ubicadas sobre el harnero y vibradas en un cierto periodo de tiempo, siendo el número de oportunidades directamente proporcional al tiempo de harneado. En el harneado continuo, las partículas son alimentadas continuamente al extremo superior de un harnero inclinado, fluyendo a través de la malla, influenciadas por la gravedad. En este caso el número de posibilidades de que la partícula pase es proporcional a la longitud y al ángulo de inclinación. Pueden clasificarse en 4 grandes categorías:
� Harneros vibratorios inclinados de 2 rodamientos. � Harneros vibratorios inclinados de 4 rodamientos.

Manual de Conminución …………………………………………………………………………………………….58
� Harneros vibratorios horizontales. � Harneros vibratorios de alta velocidad o frecuencia.
En los harneros vibratorios inclinados la vibración es producida por un movimiento circular de ¼ a ½ pulgadas, con velocidades de 700 a 1000 rpm. En los harneros horizontales la vibración es producida por un movimiento rectilíneo de ⅛ a ½ pulgada, a 45° respecto de la horizontal, con velocidades de 800 a 1000 rpm. Los harneros vibratorios de trayectoria circular son los más utilizados en las explotaciones de áridos y minerales. En estos aparatos la materia no avanza ya sobre el aparato por el solo efecto de la gravedad, sino gracias a la combinación de la pendiente y del movimiento cinemático impartido en razón de la trayectoria circular del cajón del harnero. Funcionan bajo una pendiente que puede variar, según los materiales a tratar de 14 a 24°, pero generalmente se elije la pendiente más cercana a los 20°. La velocidad de avance del material sobre el harnero puede variar sobre estas condiciones de 0.2 a 0.8 m/s. El movimiento circular es impartido por un motor eléctrico y por un vibrador mecánico de eje excéntrico. Harneros de alta velocidad (o alta frecuencia) Los intentos por acelerar la operación de harneado, generalmente, han resultado en una sobrecarga del equipo, lo que es contraproducente puesto que se viola el principio básico del harneado, es decir, la separación se realiza sólo en la superficie más próxima a la malla. Con una capa gruesa, de unas pocas pulgadas de espesor, el material del estrato superior tiene escasa posibilidad de entrar en contacto directo con la malla. Más aún, dicha capa gruesa tenderá a forzar hacia la abertura de la malla aquellas partículas que tienen un tamaño próximo a las aberturas de la malla. Se ha podido comprobar que a consecuencia de ello se bloquea gran parte de la superficie del panel, lo que implica ineficiencia. La solución estaría en adelgazar la capa, lo que es posible de lograr aumentando la velocidad del material sobre el panel vibratorio. Pero, para tratar en forma eficiente una carga que se desplaza rápidamente sobre la malla, se requiere una maquina que sea capaz de efectuar una separación más rápida. Ello es posible conseguirlo con vibraciones de alta frecuencia y baja amplitud.
IX. Hidrociclones La industria minera es el mayor usuario de hidrociclones, siendo aplicado en clasificación de líquidos, espesamiento, lavado de sólidos, clasificación de sólidos y operaciones de ordenamiento de partículas, ya sea por densidad o forma. Existe un amplio rango de operaciones unitarias del procesamiento de minerales en donde el hidrociclón ha reemplazado a los clasificadores mecánicos. El uso extensivo de hidrociclones en la industria minera, es probablemente debido a su versatilidad, simplicidad, su reducido tamaño y relativo bajo costo de mantención. Principio de Operación El principio de operación de los hidrociclones está basado en las fuerzas centrífugas generadas en su cuerpo cónico-cilíndrico. El movimiento rotacional del fluido se produce por la inyección

Manual de Conminución …………………………………………………………………………………………….59
tangencial del fluido al interior del hidrociclón, ayudado por la forma especial de su geometría. Con motivo de este movimiento rotacional normalmente se genera una zona de baja presión a lo largo del eje vertical del equipo, por lo que se desarrolla una columna de aire en ese lugar. Las partículas en el fluido se ven afectadas en el sentido radial, por dos fuerzas opositoras: una hacia la periferia del equipo debido a la aceleración centrifuga y otra, hacia el interior debido al arrastre del fluido que se mueve hacia el interior del hidrociclón. Consecuentemente, la mayor parte de las partículas finas abandonarán el equipo a través del orificio buscador de vórtice o vortex, ubicado en la parte superior de la parte cilíndrica del equipo. El resto de las partículas, mayoritariamente los gruesos, saldrá a través de un orificio de salida o apex ubicado en el extremo inferior de la sección cónica.
Diagrama del interior de un hidrociclón
El flujo del hidrociclón es obligado a seguir una trayectoria tipo espiral hacia abajo debido a la forma del equipo y a la acción de la fuerza de gravedad; sin embargo, en la medida que la sección transversal disminuye, se superpone una corriente interior que genera un flujo neto ascendente a lo largo del eje central del equipo, lo que permite que el fluido encuentre en su camino al tubo buscador de vórtice (vortex) que actúa como rebalse, permitiendo que las partículas finas que acompañan al fluido desalojen el equipo. Adicionalmente, el vortex permite que la columna de aire que se genera a lo largo del eje central se estabilice. Muchos autores han descrito el movimiento simétrico del fluido en el interior de un hidrociclón, pero probablemente la manera más corta y apropiada es describirlo como una espiral dentro de otra espiral, como se ilustra más abajo.
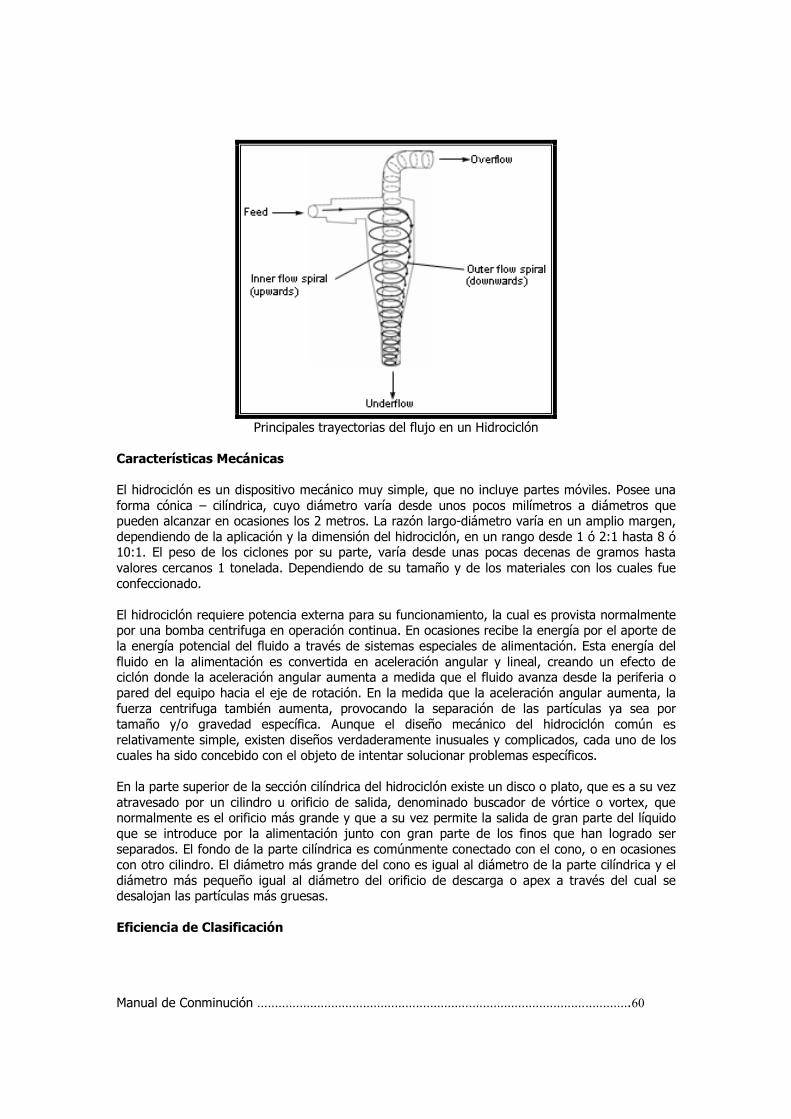
Manual de Conminución …………………………………………………………………………………………….60
Principales trayectorias del flujo en un Hidrociclón
Características Mecánicas El hidrociclón es un dispositivo mecánico muy simple, que no incluye partes móviles. Posee una forma cónica – cilíndrica, cuyo diámetro varía desde unos pocos milímetros a diámetros que pueden alcanzar en ocasiones los 2 metros. La razón largo-diámetro varía en un amplio margen, dependiendo de la aplicación y la dimensión del hidrociclón, en un rango desde 1 ó 2:1 hasta 8 ó 10:1. El peso de los ciclones por su parte, varía desde unas pocas decenas de gramos hasta valores cercanos 1 tonelada. Dependiendo de su tamaño y de los materiales con los cuales fue confeccionado. El hidrociclón requiere potencia externa para su funcionamiento, la cual es provista normalmente por una bomba centrifuga en operación continua. En ocasiones recibe la energía por el aporte de la energía potencial del fluido a través de sistemas especiales de alimentación. Esta energía del fluido en la alimentación es convertida en aceleración angular y lineal, creando un efecto de ciclón donde la aceleración angular aumenta a medida que el fluido avanza desde la periferia o pared del equipo hacia el eje de rotación. En la medida que la aceleración angular aumenta, la fuerza centrifuga también aumenta, provocando la separación de las partículas ya sea por tamaño y/o gravedad específica. Aunque el diseño mecánico del hidrociclón común es relativamente simple, existen diseños verdaderamente inusuales y complicados, cada uno de los cuales ha sido concebido con el objeto de intentar solucionar problemas específicos. En la parte superior de la sección cilíndrica del hidrociclón existe un disco o plato, que es a su vez atravesado por un cilindro u orificio de salida, denominado buscador de vórtice o vortex, que normalmente es el orificio más grande y que a su vez permite la salida de gran parte del líquido que se introduce por la alimentación junto con gran parte de los finos que han logrado ser separados. El fondo de la parte cilíndrica es comúnmente conectado con el cono, o en ocasiones con otro cilindro. El diámetro más grande del cono es igual al diámetro de la parte cilíndrica y el diámetro más pequeño igual al diámetro del orificio de descarga o apex a través del cual se desalojan las partículas más gruesas. Eficiencia de Clasificación

Manual de Conminución …………………………………………………………………………………………….61
La acción de un clasificador se puede caracterizar mediante un conjunto de parámetros, uno por cada intervalo de tamaño, que describe como se divide la masa de la alimentación de cada tamaño en la descarga y el rebalse. Cada uno de estos parámetros si recibe el nombre de selectividad o clasificación real y queda definido por la razón entre la masa de partículas de tamaño xi que es enviado a la descarga y la masa total de partículas de tamaño xi alimentadas al clasificador,
i
iiAa
Dds =
La curva obtenida graficando la selectividad si versus el tamaño de la partícula xi, se denomina curva tromp, curva de partición o de selectividad, ver figura a continuación.
Ilustración de la curva típica de selectividad de un clasificador
Como se mencionó, en un clasificador ideal todos los tamaños menores al tamaño de separación aparecerán en el rebalse, mientras que todos los tamaños mayores saldrán por la descarga. Desgraciadamente los clasificadores ideales no existen. El primer tipo de comportamiento no ideal es el cortocircuito. En la mayoría de los clasificadores la descarga contiene una cierta cantidad de finos, que se supone asociados a partículas pequeñas atrapadas entre las mayores o arrastradas por el agua hacia la descarga. Como los finos no llegan a la descarga por efecto de una clasificación, se interpreta este hecho considerando que los finos aparecen allí debido a un cortocircuito entre la alimentación y descarga. Si se supone que de la masa de cada tamaño xi de la descarga una masa fi ha pasado por cortocircuito, se puede definir una función clasificación o clasificación corregida c(xi) tal que cada parámetro de clasificación ci queda definido por:
ii
iii
fAa
fDdc
−−=
Si el material fi que forma el cortocircuito es proporcional a la cantidad de material de tamaño xi de la alimentación, esto es, sí
( )ii Aaaf =

Manual de Conminución …………………………………………………………………………………………….62
Entonces se obtiene:
a
asc ii −
−=
1
El efecto es como si una fracción a de la alimentación pasará a la descarga sin clasificación. Al contrario, un cortocircuito hacia el rebalse no es normal y su presencia indica mal funcionamiento del equipo, en la figura anterior se muestra también una curva de clasificación corregida. De acuerdo a la nomenclatura utilizada anteriormente, la selectividad se puede determinar de las granulometrías de alimentación, descarga y rebalse del ciclón, según:
( )( ) iii
iiii
adr
dars
−−
=
Se ha demostrado que clasificadores similares, funcionando a diferentes condiciones de operación, dan frecuentemente funciones de clasificación c(xi) similares. Esto significa que si se define para cada función c(xi), un tamaño característico, por ejemplo d50, tal que c(d50) = 0.5, se puede obtener una única curva c(xi/ d50) que recibe el nombre de función de clasificación reducida, que es característica del clasificador y del material, pero es independiente de las condiciones de operación. Modelamiento de Hidrociclones El modelo de Nageswararao El modelo comprende ecuaciones empíricas para los criterios principales de funcionamiento, incorporando términos sugeridos por el razonamiento dimensional con exponentes estimados a partir de set de datos. El material usan fue principalmente caliza, y los ciclones estudiados fueron de geometría Krebs en un rango de diámetro de 102-381mm. Las ecuaciones predictivas son:
0.15
0.2
c
c
0.5
c
i
0.22
cp
0.93
0.47
c
u
0.52
c
oD1
c
50c θL
L
D
D
gDρ
Pλ
D
D
D
DK
D
d
=
−−−
Y
0.65cD0D1 DKK −=
Donde KD0 depende solo de las características de los sólidos en la alimentación
0.1-
0.2
c
c
0.45
c
i
0.68
c
o
0.5
p
2cQ1f θ
D
L
D
D
D
D
ρ
PDKQ
=
Manual de Conminución …………………………………………………………………………………………….63
Para ciclones de geometría Krebs:
0.1cQ0Q1 DKK −=
Donde KQ0 depende solo de las características de los sólidos en la alimentación
0.24-
0.2
c
c
0.5
c
i
0.53
cp
0.27
2.40
c
u
-1.19
c
oW1f θ
L
L
D
D
gDρ
Pλ
D
D
D
DKR
=
−−
0.24-
0.22
c
c
0.25
c
i
0.31
cp
1.83
c
u
-0.94
c
oV1v θ
L
L
D
D
gDρ
P
D
D
D
DKR
=
−−
Donde: Di Diámetro del Inlet , m Do Diámetro del overflow, Vortex, m Du Diámetro del underflow, Apex, m Dc Diámetro del cilindro, m Lc Largo de la sección cilíndrica, m θ Angulo del cono P Presión de la alimentación, kPa Ρp Densidad de la pulpa, t/m3 g Aceleración de gravedad Qf Flujo, m3/h Rf Recuperación de agua al underflow, % Rv Recuperación volumétrica de pulpa al underflow, % K Constante estimada a partir de los datos λ Termino de corrección Cv Fracción volumétrica de sólidos en la pulpa alimentada
[ ]2V
1.82C
C18.05
10λ
V
−=
El modelo fue estructurado para facilitar el escalamiento, las constantes K de las ecuaciones esencialmente dependientes de las características de los sólidos, pueden ser determinadas en principio a partir de una prueba realizada en un ciclón de geometría similar a los que son usados en aplicaciones industriales. Alternativamente pueden ser estimadas del análisis de una instalación industrial existente. Este modelo es bastante efectivo cuando es usado para optimizar el funcionamiento de una instalación de ciclones existente, a través del ajuste de los valores K de las ecuaciones anteriormente mostradas. Sin embargo en una situación de diseño o haciendo un cambio importante, los valores K deben ser seleccionados con cuidado. En particular, aunque la presión es algunas veces una medición fácil de obtener, la presión es a menudo medida de manera deficiente en la práctica.
Manual de Conminución …………………………………………………………………………………………….64
Las características de la alimentación (y particularmente el tamaño de la alimentación) tienen una fuerte influencia en el funcionamiento del ciclón, y no siempre son completamente considerados en el ajuste de los valores K. Alimentaciones muy finas o rangos de tamaños muy amplios son un problema. Los cambios de viscosidad debido a la concentración de sólidos son en parte considerados por el modelo. Aquellos debidas a las lamas no son consideradas, pero afectan a la viscosidad de manera sistemática, se sabe que el d50c aumenta con la viscosidad. Efecto de diseño y variables de operación Tamaño de Clasificación El tamaño de corte requerido o tamaño de producto es inicialmente establecido por la selección del diámetro del ciclón. Este diámetro determina la capacidad del ciclón, y el número de ciclones es escogido sobre la base de la capacidad de procesamiento requerido. La selección preliminar es hecha usando una carta como la mostrada en la figura, la que entrega el rango de tamaño de producto y el rango de capacidad para diámetros de ciclones particulares. El tamaño de producto aquí es el tamaño del 1-5% más grueso de los sólidos en el overflow del hidrociclón, criterio común para la selección de ciclones. La carta esta dibujada para sólidos de densidad 2.5-3.2 y la alimentación de sólidos no mayor a 30% peso. Los números de los modelos corresponden al diámetro del ciclón en pulgadas. La dependencia del d50c en el diámetro del ciclón deriva de la velocidad tangencial la que establece las fuerzas centrifugas que conducen a la separación; los ciclones pequeños poseen altas velocidades y fuerzas, y por lo tanto clasifica finos. Densidad de Producto y Separación de Flujos El volumen y separación de aguas están fuertemente correlacionados con el comportamiento de la clasificación de sólidos; ambos juntos definen las densidades del producto, las que son importantes considerando las cargas circulantes y los requerimientos del proceso aguas abajo. Se puede usar como guía general el siguiente criterio:
% de Agua al Underflow Eficiencia >50% Muy pobre
40-50% Pobre 30-40% Razonable 20-30% Buena 10-20% Sujeta a la densidad del underflow y roping
(acordonamiento) Rf puede ser reducido con un Apex más pequeño, con un Vortex más grande, mayores presiones, o inclinando el ciclón. Altas viscosidades y concentraciones de sólidos también tenderán a incrementar la proporción de pulpa al underflow. Capacidad del Ciclón La más importante variable que define la capacidad es el diámetro de ciclón:
2c
3f DP109.5Q −×=

Manual de Conminución …………………………………………………………………………………………….65
La capacidad de un ciclón puede ser aumentada, incrementando el diámetro del inlet, ápex y vortex. También aumentará al incrementarse la viscosidad p concentración de sólidos en la alimentación (limitada a un punto máximo). La principal capacidad de control disponible para los operadores de una batería de ciclones es el número de ciclones operando, esto puede ser controlado usando válvulas en la alimentación de los ciclones. Capacidad del Ápex y Doping (Acordonamiento) La capacidad del ápex para descargar los sólidos es a menudo un factor determinante del proceso. Se puede expresar el tamaño de corte como función del ápex a través de la recuperación de masa al underflow y el tamaño de alimentación:
( ) n1u50 g1kd −=
Donde n es el gradiente la ecuación de Schuhmann y gu es la recuperación de sólidos al underflow. Se debe cuidar que la capacidad del ápex no sea excedida. Cuando el underflow está diluido, la descarga muestra un amplio “paraguas” o descarga en forma de spray, ver figura abajo. A medida que el contenido de sólidos aumenta debido a cambios en las características de la alimentación, la velocidad de alimentación, o un ápex más pequeño, el diámetro del spray (paraguas) decrece, hasta un valor critico de concentración de sólidos, descargándose un producto de muy alta densidad. Lo que trae como consecuencia u aumento en el tamaño de corte y un cortocircuito al underflow.
Tipos de descargas del underflow
X. Muestreo de Minerales La necesidad de determinar características físicas o químicas de grandes volúmenes o lotes de mineral, ya sea en reposo o en movimiento, se presenta en casi todas las operaciones y procesos minero-metalúrgicos. Por razones económicas y prácticas el conocimiento de los lotes se obtiene a través de determinaciones realizadas sobre una fracción o muestra del mineral. Es así como se necesitan muestras para evaluar un deposito mineral; para programar la producción de distintos frentes de explotación en una Mina; para evaluar la operación global y el control metalúrgico en una Planta de Procesamiento de Minerales; para valorar los concentrados finales, etc.

Manual de Conminución …………………………………………………………………………………………….66
Por la importancia de cada una de las operaciones que se han mencionado, es claro que una mala práctica de muestreo tendrá consecuencias muy molestas. Por ejemplo, a menudo surgen diferencias entre leyes de mineral informadas por la Mina y aquellas recibidas por la Concentradora. También pueden existir diferencias inexplicadas entre la alimentación y salida del material de la Concentradora, etc. Sin lugar a dudas podría haber muchas razones para explicar esas diferencias, pero la metodología de muestreo empleado en tal vez una de las más importantes. En general, los errores de muestreo, preparación y análisis pueden dar origen a desaciertos en la decisión de inversiones de capital, en la programación de objetivos de producción, en el diseño de procesos metalúrgicos, etc. Estos errores ocasionalmente pueden tener consecuencias desastrosas, por lo que siempre es aconsejable conocer la precisión y exactitud de los sistemas de muestreo en uso. El muestreo, en su sentido más estricto, puede ser definido como la operación de remover una pequeña fracción de tamaño o parte, que se denominará muestra, desde un conjunto de material mucho mayor en volumen, de tal manera que las características del conjunto puedan estimarse estudiando las características de la muestra. Si la materia muestreada es rigurosamente homogénea, es decir, si todas sus partes o elementos constitutivos son idénticos entre sí, no importará lo pequeña que sea la fracción de tamaño que se considere o la forma en que se extraiga y siempre presentará las mismas características del total. No obstante, la homogeneidad rigurosa se presenta en situaciones especiales no comunes en el área minero-metalúrgica. Las menas de interés metalúrgico están constituidas por partículas de diversos tamaños y composiciones. Estas partículas heterogéneas no constituyen un medio continuo, sino que discreto. Esto permite que junto a una partícula pueda haber otras de composición o tamaño completamente distintos produciéndose un cambio brusco de tamaño o composición al pasar de una partícula a otra. Este fenómeno se denomina heterogeneidad de constitución y no permite que los lotes de materia puedan ser muestreados de forma exacta. En la práctica, las propiedades de las pequeñas muestras individuales pueden ser más o menos distintas de las propiedades promedios correspondientes al lote. Esta diferencia entre el valor exacto de la característica de un lote y su estimación a partir de una muestra es lo que se denomina error o desviación y en algunos casos sesgo. Los errores pueden agruparse en dos grandes categorías: aleatorios y sistemáticos. Los errores aleatorios son aquellas variaciones que se distribuyen en torno a un valor medio teniendo igual probabilidad de ser mayores o menores que el promedio. Por el contrario un error sistemático o sesgo siempre presenta la misma tendencia. Objetivos del Muestreo El muestreo es una serie de operaciones que se ejecutan con el propósito de controlar y establecer las condiciones en que se desarrolla la operación global de un proceso extractivo. De esta forma, el muestreo reviste trascendental importancia por cuanto los errores derivados de una muestra mal tomada repercuten en la representatividad de los análisis y estudios que se realicen con esta muestra. Así, las operaciones de control pueden efectuarse en forma satisfactoria, sólo si el muestreo se hace en forma correcta y si la muestra es realmente representativa. Por otra parte, también reviste trascendental importancia la preparación de muestras, entendida como el conjunto de operaciones que deben realizarse para llevar la muestra desde su forma

Manual de Conminución …………………………………………………………………………………………….67
original hasta una forma apropiada para los estudios y/o análisis que se realizarán con ella. De los métodos y precauciones que se empleen en estas etapas, dependerá la confiabilidad y exactitud de los datos que posteriormente se utilizarán en la evaluación del proceso en cuestión. Procedimientos de Muestreo Split Engineering Chile ha diseñado dos procedimientos de muestreo en función del tipo de operación a muestrear, estas son: Correa Transportadora Alcance Este procedimiento se aplica a Ingeniero de Terreno de Split Engineering, personal Metalurgista, Administrador del Sistema Split-Online® y cualquier persona que tenga participación directa en el desarrollo de los trabajos relacionados con la toma de muestreo encorrea transportadora. Recursos Elementos de Seguridad Equipos de Apoyo
• Equipo de Protección Personal Básico (Zapatos de seguridad, Lente de seguridad, Casco).
• Trompa con filtro de polvo o el que sea necesario según la condición del área.
• Tapones auditivos según la condición del área.
• Guantes tipo operador.
• Camioneta o Camión de carga.
• Elemento de demarcación de área.
• Tiestos para almacenar la muestra.
• Palas.
• Escobas.
• 03 Radios de Comunicaciones.
Humanos
• Ingeniero de Split Engineering.
• Personal Metalurgista (el necesario para tomar la muestra).
• Administrador sistema Split-Online®.
• Personal de Operaciones Responsabilidades Ingeniero de Terreno Split Engineering.
� Utilizar equipo de protección personal. � Conocer, instruir, respetar y hacer respetar las condiciones del trabajo establecidas en este
procedimiento a personal a su cargo y personal de apoyo. � Capturar las imágenes del muestreo en el computador del sistema Split-Online® o con
cámara portátil de video. Personal Metalurgista.

Manual de Conminución …………………………………………………………………………………………….68
� Utilizar equipo de protección personal. � Tener a lo menos una persona con licencia y autorizada para conducir el vehículo de
transporte de la muestra. � Disponer con personal idóneo e instruido bajo el procedimiento operativo para tomar el
muestreo metalúrgico (procedimiento propio de la compañía). � Designar a una persona para detener la correa a través del Cordón de Seguridad o Pull
Cord. Personal Administrador Sistema Split-Online®.
� Utilizar equipo de protección personal. � Coordinar con personal de Operaciones la detención de la correa transportadora. � Dejar caer una “Marca” en la correa para delimitar el comienzo de la muestra.
Personal de Operaciones.
� Utilizar equipo de protección personal. � Indicar cual es el momento más indicado para detener la correa. � Iniciar el movimiento de la correa si fuese necesario.
Seguridad Análisis de riesgo en coordinaciones.
� Verificar que las radios están en condiciones, batería cargada, antena en buenas condiciones.
� Realizar pruebas de comunicación. � Si hay ruido industrial, solicitar confirmación del comunicado, una forma puede ser que el
receptor repita el mensaje recibido. Análisis de riesgo en correa transportadora.
� No acercarse a la correa transportadora cuando está en movimiento. � Para evitar atropamientos, utilizar ropa apropiada (que no quede suelta), y si alguien tiene
el pelo largo debe estar tomado. � Verificar que el área en la que tomará la muestra esté libre de solventes, para evitar
resbalamientos. � Utilizar escalera o algún equipo para subir a la correa, si no lo hay, subir de forma segura
y lenta, no olvidar mantener los tres puntos de apoyo. � Revisar que no hayan objetos cercanos a la correa transportadora que puedan provocar
tropiezos. Análisis de riesgo al bloquear la correa.
� Verificar que eléctrico autorizado ha desenergizado la correa y que ha dejado el equipo en condiciones para ser bloqueado.
� Cuidado de no tocar ningún equipo en la sala eléctrica al ingresar y al salir. � Instalar candado de seguridad y tarjeta de bloqueo.
Procedimiento Operativo Preparar Sistema Split-Online®
Manual de Conminución …………………………………………………………………………………………….69
1. El ingeniero de Split Engineering debe cargar o crear proyecto para capturar las imágenes
correspondientes a la muestra que será tomada en la correa. 2. El módulo “Live Image” del proyecto debe considerar un mínimo de 50 imágenes a
capturar y la opción Gain/Offset debe tener deshabilitada la casilla “Auto Offset/gain”. 3. El Ingeniero de Split Engineering debe tener tres datos importantes del proceso de Split-
Online: La dirección del mineral, el tamaño de la imagen en píxeles y la escala de la imagen.
4. Dar aviso al administrador del sistema Split-Online que está en condiciones para dar inicio al procedimiento, a través de la radio de comunicaciones.
Detención de Correa Transportadora
1. La correa transportadora debe estar operando bajo nivel de carga de operación normal. 2. La ubicación de las tres personas principales debe ser: Ingeniero Split Engineering en
Computador Split-Online®; Administrador de sistema Split-Online® antes de la cámara (según sentido de flujo); Metalurgista que detendrá la correa a X mts después de la cámara (según sentido de flujo), donde X es igual a la longitud que tendrá la muestra. Ver imagen.
3. El ingeniero de Split Engineering toma contacto por radio con el administrador de Split-Online® y da inicio a la cuenta “1, 2 y 3”.
4. En la cuenta “1” el Ingeniero de Split Engineering ejecuta el comando “Run once” en el canal que capturará las imágenes.
5. A la cuenta de “3” el administrador debe dejar caer la marca en la correa transportadora. 6. Una vez que la marca ha llegado a la posición del Metalurgista, éste debe jalar el cordón
de seguridad o pull cord de la correa para detenerla. Verificación de Imágenes Capturadas
1. Una vez que se ha detenido la correa el Ingeniero de Split Engineering debe verificar que las imágenes capturadas contenga en una de ellas la marca lanzada por el administrador de Split-Online®.
2. Si la marca no está en ningunas de las imágenes capturadas el Ingeniero de Split debe dar aviso al Administrador de Split-Online® para coordinar la partida de la correa y proceder a repetir.
3. Si la marca es detectada en una de las imágenes capturadas, dar aviso al administrador de Split-Online® para proceder con el procedimiento de bloqueo y tarjeteo de la correa transportadora.
4. El Ingeniero de Split Engineering debe realizar el cálculo de la longitud de la muestra y el punto de comienzo de la muestra con la marca como referencia.
5. Comunicar al Administrador del Split-Online® desde dónde se debe colectar la muestra y cual es la longitud de la muestra y continuar para tomar la muestra.
Tomando la Muestra
1. Realizar el procedimiento de bloqueo y tarjeteo de la correa, según la normativa de la compañía.
2. Medir desde la marca hacia atrás, X mts., según la longitud de la muestra calculada por el Ingeniero de Split Engineering.
3. Tomar la muestra según procedimiento de la compañía, teniendo el cuidado de no manipular la muestra de tal forma que se produzcan algún tipo de conminución que afecte la originalidad de la muestra.
4. Retirar todo el personal que está en la correa.

Manual de Conminución …………………………………………………………………………………………….70
5. Revisar que no quede alguna herramienta sobre la correa. 6. Normalizar el cordón de seguridad o pull cord. 7. Realizar el procedimiento para desbloquear la correa. 8. El administrador de Split-Online® debe entregar la correa a Operador del área.
Esquema de detención de la correa y ubicación del personal
Descarga de Camiones
Alcance Este procedimiento se aplica a Ingeniero de Terreno de Split Engineering, personal Operaciones, Administrador del Sistema Split-Online® y cualquier persona que tenga participación directa en el desarrollo de los trabajos relacionados con esta operación. Recursos Elementos de Seguridad Equipos de Apoyo
• Equipo de Protección Personal Básico (Zapatos de seguridad, Lentes de seguridad, Casco).
• Mascara de protección de polvo o la que sea necesaria según la condición del área.
• Tapones auditivos según la condición del área.
• Guantes tipo operador.
• Camioneta para traslado de personal y materiales.
• Camión de Extracción.
• Cargador Frontal.
• Elemento de demarcación de área.
• Palas
• 03 Radio de Comunicaciones
• Elementos de demarcación (conos, Cinta reflectante)
Humanos
• Ingeniero de Split Engineering.
• Personal de Operaciones (movimiento de equipo pesado)
• Supervisor de Operaciones
• Administrador Sistema Split-Online®

Manual de Conminución …………………………………………………………………………………………….71
Responsabilidades Ingeniero de Terreno Split Engineering: -Utilizar equipo de protección personal. -Conocer, instruir, respetar y hacer respetar las condiciones del trabajo establecidas en este procedimiento a personal a su cargo y personal de apoyo. -Capturar imágenes fotográficas digitales correspondientes a la carga del camión que ha sido vaciada. Personal de Operaciones. -Utilizar equipo de protección personal. -Transportar el camión al área destinada para el vaciado de este. -Esparcir el material vaciado. Seguridad Análisis de riesgo en coordinaciones. -Verificar que las radios están en condiciones, batería cargada, antena en buenas condiciones. -Realizar pruebas de comunicación. -Si hay ruido excesivo, solicitar confirmación del comunicado, una forma puede ser que el receptor repita el mensaje recibido. Análisis de riesgo en el área de vaciado de la carga.
-Demarcar el área de vaciado (con Cono o Cinta reflectante de Peligro) -No acercarse al camión cuando esta vaciando la carga. -No interponerse por el camino del cargador frontal que distribuirá el material en pilas, estar atento a la sirena del mismo. -Cuidado de no tropezar con alguna roca presente en el área. -Tener cuidado de fracturarse los tobillos. Análisis de riesgo al captar Imágenes Fotográficas Digitales. -Tener cuidado con desniveles en el terreno. -Precaución con equipos en movimiento en el área. -Tomar la cámara fotográfica digital por la correa que esta posee de tal modo de evitar su caída al piso. Procedimiento Operativo El procedimiento operativo para la descarga de camiones es el siguiente:
1. Seleccionar 2 camiones de extracción, uno de granulometría gruesa y uno de granulometría fina.
2. En forma secuencial vaciar la carga de cada camión en la zona previamente preparada para este fin, la que debe ser de una magnitud tal que pueda ser esparcida toda la carga presente en ellos (Ver Figura 1).
3. Acomodar y nivelar el material mediante un cargador frontal, evitando subir el cargador sobre el mineral esparcido para no producir cambios en la granulometría. El material debe
Manual de Conminución …………………………………………………………………………………………….72
quedar distribuido en forma uniforme y con una altura no superior de 0.5 metros aproximadamente.
4. En el caso del camión cargado con material fino, tomar X cantidad de imágenes, donde X será la cantidad de imágenes necesarias de tal modo de captar representativamente la granulometría fina del material mediante imágenes digitales.
5. Para el camión cargado con material grueso, tomar Y cantidad de imágenes, donde Y será la cantidad de imágenes necesarias de tal modo de captar de forma representativa la granulometría gruesa del material mediante imágenes digitales.
6. Generalmente la cantidad de imágenes necesarias para representar el material grueso es mayor que en el caso del material fino pues como el rango de tamaños es mayor, es necesario tener más imágenes para representar el rango de tamaños grueso.
7. Una vez efectuada la adquisición de Imágenes, nuevamente se debe utilizar el cargador frontal para tomar el mineral esparcido y cargarlo en los camiones de extracción.
8. Posteriormente, cada uno de los camiones debe vaciar el mineral en el Chancador, en forma sincronizada con el Ingeniero Split, con la finalidad de grabar las imágenes con el sistema Split-Online, para calibrar la Descarga de Camiones.
Preparar Sistema Split-Online® El procedimiento de preparación del sistema Split-Online® es el siguiente:
1. El Ingeniero de Split Engineering debe cargar o crear un proyecto para capturar las imágenes correspondientes a la descarga del camión involucrado en este procedimiento.
2. El módulo “Live Image” del proyecto debe considerar un mínimo de 50 imágenes a capturar y la opción Gain/Offset debe tener deshabilitada la casilla “Auto Offset/gain”.
3. El Ingeniero de Split Engineering debe tener dos datos importantes del proceso de Split-Online®: el tamaño de la imagen en píxeles y la escala de la imagen.
4. Una vez que los camiones están en posición de vaciado, sincronizar la descarga de camión.
5. Ejecutar la opción Run Once… del canal preparado y capturar las imágenes Verificación de Imágenes Capturadas de la descarga del camión
1. Una vez que los camiones con material grueso y fino han vaciado su carga, el Ingeniero de Split Engineering debe verificar que las imágenes han sido capturadas correctamente.
2. Guardar las imágenes en computador. 3. Cuando se obtengan los resultados de los análisis obtenidos con el software Split-
Desktop®, realizar el proceso de Calibración. Procesamiento de imágenes con software Split-Desktop®.
1. Transferir las imágenes capturadas desde la cámara fotográfica al computador.

Manual de Conminución …………………………………………………………………………………………….73
2. Realizar el procesamiento de las imágenes digitales mediante el software Split-Desktop®, de tal forma de obtener la curva de distribución de tamaños.
Obtención de Muestras La obtención de muestras corresponde a una etapa muy importante, tanto para el control metalúrgico como para los estudios a escala laboratorio o piloto. De los métodos y precauciones que aquí se tomen dependerá la confiabilidad y exactitud de los datos que finalmente se obtengan. En la obtención de muestras se emplean comúnmente dos términos: roleo y cuarteo. El roleo consiste en la homogenización de la muestra. El cuarteo es una operación que consiste en llegar a obtener una porción de muestra pequeña, representativa del total de muestra inicial, pudiendo realizarse esta operación en forma manual o en partidores mecánicos. En la figura se muestra un esquema general con las etapas principales involucradas en un proceso de muestreo. El lote constituye la cantidad total de material a muestrear, el cual puede ser por ejemplo un flujo de pulpa o una determinada pila o lote de mineral. La muestra constituye una fracción del lote que en todos los aspectos que interesan (contenido fino, granulometría, humedad, concentración de sólidos, etc.), es representativa de dicho lote.
Esquema de las etapas de un proceso de muestreo
Métodos y Dispositivos de Muestreo en el Laboratorio La obtención de una muestra de laboratorio, para realizar análisis granulométrico, análisis químico y/o mineralógico, se puede realizar mediante diversas técnicas. Sin embargo, un requisito previo es una buena mezcla del material. La mezcla previa se efectúa frecuentemente con un paño roleador. Este paño varía en tamaño de acuerdo con el tamaño de la muestra. Para muestras de mayor peso, el roleo es realizado por dos personas que sujetan el paño, que descansa en el suelo, por dos de sus extremos, haciendo rodar el material de una esquina a la otra, la operación se repite durante varios minutos.
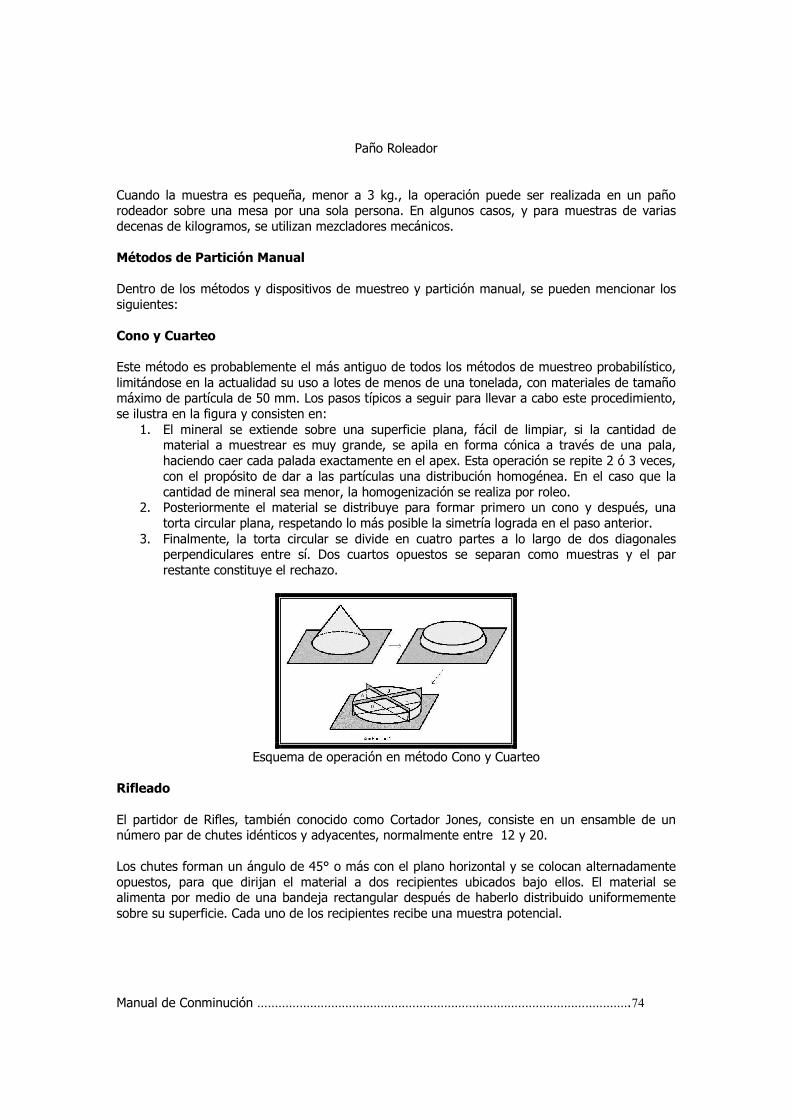
Manual de Conminución …………………………………………………………………………………………….74
Paño Roleador
Cuando la muestra es pequeña, menor a 3 kg., la operación puede ser realizada en un paño rodeador sobre una mesa por una sola persona. En algunos casos, y para muestras de varias decenas de kilogramos, se utilizan mezcladores mecánicos. Métodos de Partición Manual Dentro de los métodos y dispositivos de muestreo y partición manual, se pueden mencionar los siguientes: Cono y Cuarteo Este método es probablemente el más antiguo de todos los métodos de muestreo probabilístico, limitándose en la actualidad su uso a lotes de menos de una tonelada, con materiales de tamaño máximo de partícula de 50 mm. Los pasos típicos a seguir para llevar a cabo este procedimiento, se ilustra en la figura y consisten en:
1. El mineral se extiende sobre una superficie plana, fácil de limpiar, si la cantidad de material a muestrear es muy grande, se apila en forma cónica a través de una pala, haciendo caer cada palada exactamente en el apex. Esta operación se repite 2 ó 3 veces, con el propósito de dar a las partículas una distribución homogénea. En el caso que la cantidad de mineral sea menor, la homogenización se realiza por roleo.
2. Posteriormente el material se distribuye para formar primero un cono y después, una torta circular plana, respetando lo más posible la simetría lograda en el paso anterior.
3. Finalmente, la torta circular se divide en cuatro partes a lo largo de dos diagonales perpendiculares entre sí. Dos cuartos opuestos se separan como muestras y el par restante constituye el rechazo.
Esquema de operación en método Cono y Cuarteo
Rifleado El partidor de Rifles, también conocido como Cortador Jones, consiste en un ensamble de un número par de chutes idénticos y adyacentes, normalmente entre 12 y 20. Los chutes forman un ángulo de 45° o más con el plano horizontal y se colocan alternadamente opuestos, para que dirijan el material a dos recipientes ubicados bajo ellos. El material se alimenta por medio de una bandeja rectangular después de haberlo distribuido uniformemente sobre su superficie. Cada uno de los recipientes recibe una muestra potencial.
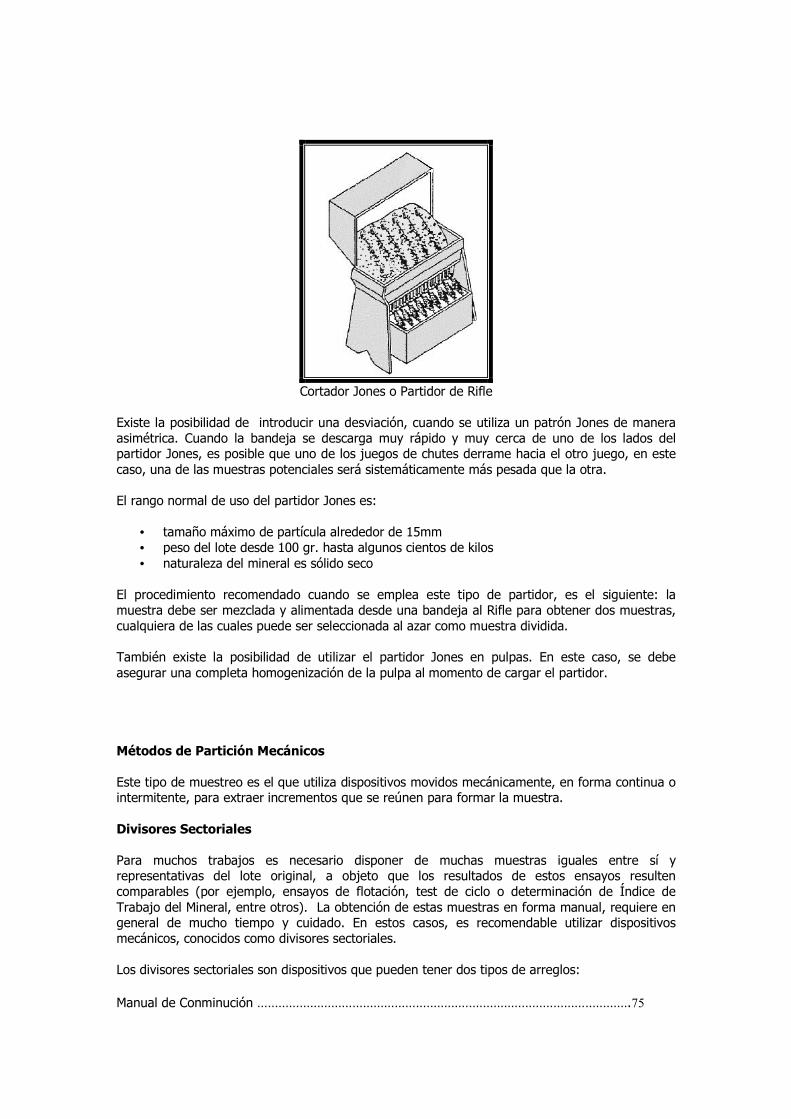
Manual de Conminución …………………………………………………………………………………………….75
Cortador Jones o Partidor de Rifle
Existe la posibilidad de introducir una desviación, cuando se utiliza un patrón Jones de manera asimétrica. Cuando la bandeja se descarga muy rápido y muy cerca de uno de los lados del partidor Jones, es posible que uno de los juegos de chutes derrame hacia el otro juego, en este caso, una de las muestras potenciales será sistemáticamente más pesada que la otra. El rango normal de uso del partidor Jones es:
• tamaño máximo de partícula alrededor de 15mm • peso del lote desde 100 gr. hasta algunos cientos de kilos • naturaleza del mineral es sólido seco
El procedimiento recomendado cuando se emplea este tipo de partidor, es el siguiente: la muestra debe ser mezclada y alimentada desde una bandeja al Rifle para obtener dos muestras, cualquiera de las cuales puede ser seleccionada al azar como muestra dividida. También existe la posibilidad de utilizar el partidor Jones en pulpas. En este caso, se debe asegurar una completa homogenización de la pulpa al momento de cargar el partidor. Métodos de Partición Mecánicos Este tipo de muestreo es el que utiliza dispositivos movidos mecánicamente, en forma continua o intermitente, para extraer incrementos que se reúnen para formar la muestra. Divisores Sectoriales Para muchos trabajos es necesario disponer de muchas muestras iguales entre sí y representativas del lote original, a objeto que los resultados de estos ensayos resulten comparables (por ejemplo, ensayos de flotación, test de ciclo o determinación de Índice de Trabajo del Mineral, entre otros). La obtención de estas muestras en forma manual, requiere en general de mucho tiempo y cuidado. En estos casos, es recomendable utilizar dispositivos mecánicos, conocidos como divisores sectoriales. Los divisores sectoriales son dispositivos que pueden tener dos tipos de arreglos:

Manual de Conminución …………………………………………………………………………………………….76
Alimentador giratorio y partidor y recipientes estacionarios
Representación de un partidor sectorial con alimentador giratorio
a) Tolva de alimentación; b) Válvula de pellizco; c) Alimentador giratorio; d) Conjunto de sectores adyacentes; e) Conjunto de recipientes para muestras, 6 en este caso; f) Vista en planta del divisor; g) Sistema de tracción mecánica. Partidor y recipientes giratorios y alimentador estacionario Este tipo de divisores pueden generar un número grande de muestras iguales, o cuando así se requiera, se pueden obtener fracciones mayores o menores, ya sean por acumulación de partes menores o por la instalación de recipientes de diferente tamaño.
Representación de un partidor con alimentador fijo
a) Tolva de alimentación; b) Alimentador vibratorio; c) Recipientes receptores de muestra; d) Plato giratorio; e) eje de rotación. Preparación de Muestras
Las muestras que inician el procedimiento de preparación, ya sea para análisis químico, granulométrico o mineralógico, se clasifican en dos grupos: sólidos y pulpas. Preparación de muestras para análisis granulométrico El procedimiento para preparar muestras para análisis granulométrico considera la diferencia entre el material que es producto de etapas de chancado (granulometría gruesa), de la obtenida como producto de molienda y flotación (granulometría fina). Para el análisis granulométrico de muestras de producto de chancado primario y secundario, se considera el siguiente procedimiento:

Manual de Conminución …………………………………………………………………………………………….77
1. Clasificar la totalidad de la muestra en una determinada malla de la serie Tyler. 2. Para el material mayor a la malla seleccionada, realizar un análisis granulométrico
empleando la serie requerida y utilizando en lo posible todo el material obtenido. 3. Para el material de menor tamaño a la malla seleccionada, se realiza el análisis
granulométrico pasando el material sobre un juego de tamices seleccionado. Si el tamaño de la muestra es muy grande se debe reducir hasta tener un peso adecuado, empleando para ello algún método presentado anteriormente.
Los productos de molienda y flotación generalmente provienen de pulpas que han sido filtradas y secadas, razón por la cual es necesario previamente disgregar estas muestras, antes de realizar el análisis granulométrico. El procedimiento a seguir en este caso, es el siguiente:
1. Elegir una malla Tyler bajo la cual pase todo el mineral y disgregarlo sobre ésta, empleando para ello un rodillo de goma de tal manera de eliminar los aglomerados, sin alterar la granulometría original de la muestra.
2. De la muestra disgregada, separar por operaciones alternadas de roleo y cuarteo una submuestra de peso suficiente para realizar el análisis granulométrico.
3. Poner la muestra sobre la serie de tamices seleccionada y tamizar en Ro-Tap, durante el tiempo requerido.
En aquellos casos en que el análisis granulométrico contemple la malla 270 Tyler o menores, se puede eliminar previamente el material fino de la muestra a tamizar. En tales casos, el procedimiento a seguir es el siguiente:
1. Pesar la muestra. 2. Lavar la muestra sobre la malla más fina de la serie a emplear, recuperando los finos. 3. Filtrar, secar y pesar los finos. 4. Secar y separar los gruesos. 5. Confirmar el peso inicial sumando los pesos correspondientes a los finos y los gruesos. 6. Tamizar los gruesos sobre la serie de tamices seleccionada, incorporando en dicha serie
la malla, a través de la cual se lavó la muestra. 7. Tamizar en Ro-Tap durante el tiempo requerido. 8. Sumar los pesos correspondientes al fino obtenido en el lavado más el fino obtenido,
bajo la misma malla después del tamizaje, con lo cual se obtiene el peso bajo la malla más fina considerada en la serie de tamices empleada.
9. Con los datos así obtenidos se calcula el porcentaje retenido y pasante en cada malla. En cada análisis granulométrico se debe tener especial cuidado con la limpieza de los tamices, antes de cada ensayo y conjuntamente, inspeccionar las telas de los tamices, para asegurar que no tienen roturas ni deformaciones que distorsionen el resultado de los análisis. Errores en la preparación de muestras Los errores más comunes en la preparación de muestras se pueden clasificar en las siguientes categorías: - Por contaminación - Por pérdidas Los errores por contaminación suceden cuando materiales extraños contaminan el lote o las muestras y pueden ser: contaminación con polvos de muestras que no estén debidamente protegidas, cuando se generan polvos a partir de otras muestras; contaminación por material presente en el circuito y/o equipo de reducción de tamaños y muestreo; contaminación por abrasión del equipo utilizado.
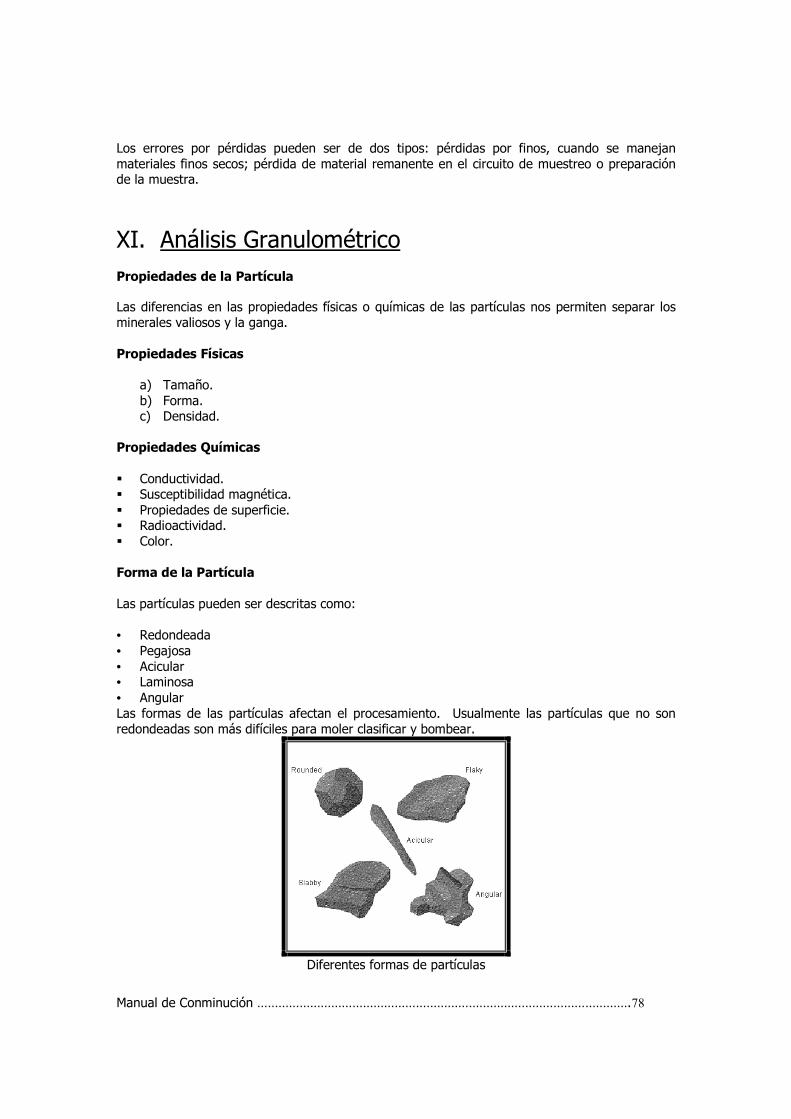
Manual de Conminución …………………………………………………………………………………………….78
Los errores por pérdidas pueden ser de dos tipos: pérdidas por finos, cuando se manejan materiales finos secos; pérdida de material remanente en el circuito de muestreo o preparación de la muestra.
XI. Análisis Granulométrico Propiedades de la Partícula Las diferencias en las propiedades físicas o químicas de las partículas nos permiten separar los minerales valiosos y la ganga. Propiedades Físicas
a) Tamaño. b) Forma. c) Densidad.
Propiedades Químicas � Conductividad. � Susceptibilidad magnética. � Propiedades de superficie. � Radioactividad. � Color. Forma de la Partícula Las partículas pueden ser descritas como: • Redondeada • Pegajosa • Acicular • Laminosa • Angular Las formas de las partículas afectan el procesamiento. Usualmente las partículas que no son redondeadas son más difíciles para moler clasificar y bombear.
Diferentes formas de partículas
Manual de Conminución …………………………………………………………………………………………….79
Densidad de Partículas La densidad de un material es obtenida dividiendo su masa por su volumen. Las densidades de las menas y minerales pueden ser fácilmente medidas en un laboratorio. Una unidad común para la densidad es gr/cm3. El agua, por ejemplo, tiene una densidad de 1 gr/cm3. Para masas iguales una muestra con una baja densidad ocupa un mayor volumen que una muestra de mayor densidad. Ejemplo: El oro es más denso que el cobre.
Diferencias de densidad entre oro y cobre
Gravedad específica de la Partícula Frecuentemente, nos referimos a la gravedad específica en lugar de la densidad. La gravedad específica compara la densidad de un material con la densidad del agua. Esto es calculado dividiendo la densidad del material por la densidad del agua. El agua tiene una gravedad específica de 1. Los materiales menos densos que el agua tienen una gravedad específica menor que 1 y los materiales más densos que el agua tienen una gravedad específica mayor que 1. A mayor gravedad específica, más denso es el material. Algunas Gravedades específicas: Agua 1.0 Sílice 2.6 Calcopirita 4.2 Oro 19.3 Mena baja en sulfuro 2.7 Mena de sulfuro 3.2 Concentrados de sulfuro 4.0 Tamaño de Partícula Como no podemos medir la liberación en la planta, empleamos las mediciones del tamaño de la partícula para ayudarnos a evaluar el desempeño de operaciones, tales como chancado, molienda, y clasificación. El tamaño de una partícula esférica es fácilmente determinado por la medición de su diámetro. Cuando la partícula no tiene una forma regular, o cuando la muestra contiene partículas de tamaño mixto, el diámetro no es una medición adecuada.
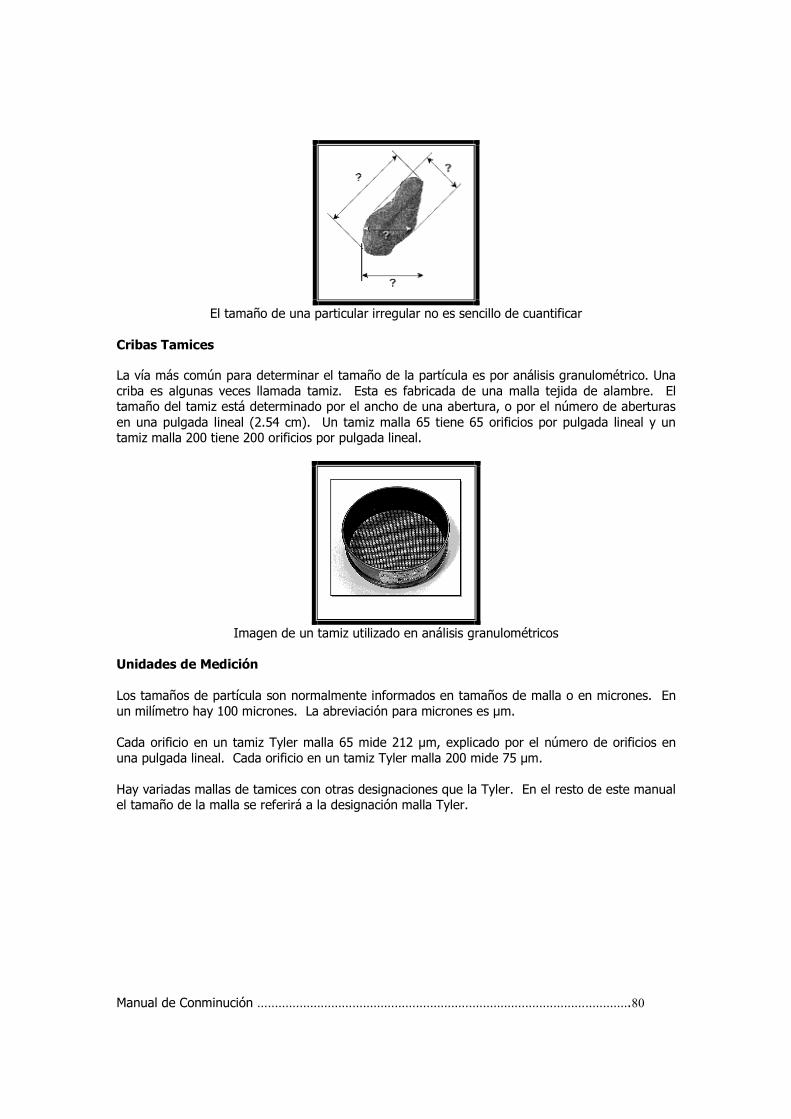
Manual de Conminución …………………………………………………………………………………………….80
El tamaño de una particular irregular no es sencillo de cuantificar
Cribas Tamices La vía más común para determinar el tamaño de la partícula es por análisis granulométrico. Una criba es algunas veces llamada tamiz. Esta es fabricada de una malla tejida de alambre. El tamaño del tamiz está determinado por el ancho de una abertura, o por el número de aberturas en una pulgada lineal (2.54 cm). Un tamiz malla 65 tiene 65 orificios por pulgada lineal y un tamiz malla 200 tiene 200 orificios por pulgada lineal.
Imagen de un tamiz utilizado en análisis granulométricos
Unidades de Medición Los tamaños de partícula son normalmente informados en tamaños de malla o en micrones. En un milímetro hay 100 micrones. La abreviación para micrones es µm. Cada orificio en un tamiz Tyler malla 65 mide 212 µm, explicado por el número de orificios en una pulgada lineal. Cada orificio en un tamiz Tyler malla 200 mide 75 µm. Hay variadas mallas de tamices con otras designaciones que la Tyler. En el resto de este manual el tamaño de la malla se referirá a la designación malla Tyler.
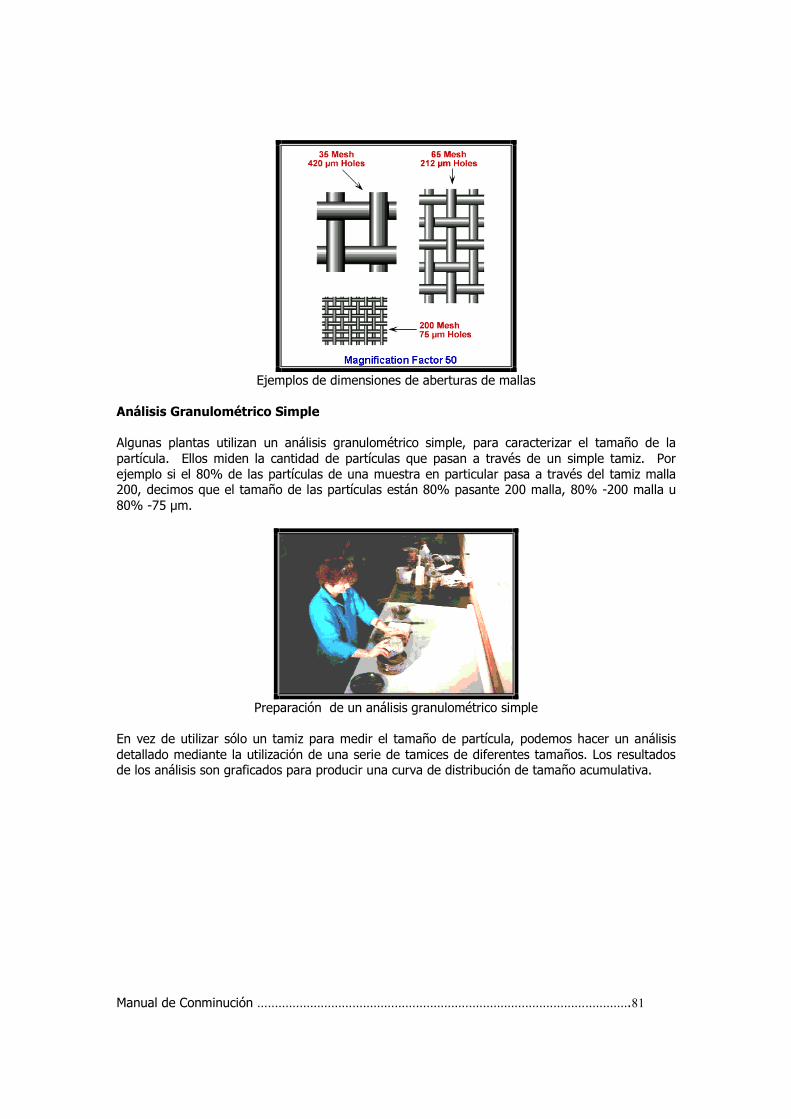
Manual de Conminución …………………………………………………………………………………………….81
Ejemplos de dimensiones de aberturas de mallas
Análisis Granulométrico Simple Algunas plantas utilizan un análisis granulométrico simple, para caracterizar el tamaño de la partícula. Ellos miden la cantidad de partículas que pasan a través de un simple tamiz. Por ejemplo si el 80% de las partículas de una muestra en particular pasa a través del tamiz malla 200, decimos que el tamaño de las partículas están 80% pasante 200 malla, 80% -200 malla u 80% -75 µm.
Preparación de un análisis granulométrico simple
En vez de utilizar sólo un tamiz para medir el tamaño de partícula, podemos hacer un análisis detallado mediante la utilización de una serie de tamices de diferentes tamaños. Los resultados de los análisis son graficados para producir una curva de distribución de tamaño acumulativa.

Manual de Conminución …………………………………………………………………………………………….82
Serie de tamices montados en un Ro-Tap
Tamaño de las Partículas La unidad de trabajo útil, para describir la materia, es la partícula; y el tamaño de la partícula es una descripción de su extensión en el espacio. Esta extensión puede describirse en forma lineal (diámetro), área o volumen. Por ejemplo, para representar la longitud de una partícula, si es una esfera, basta con describir el diámetro de ella, si es un cubo el largo de una cara es suficiente, etc. Para partículas irregulares, debería buscarse una cantidad que represente, por sí sola, la longitud de la partícula. Así, puede escribirse:
XCL 1 ×= Donde;
L : Longitud de la partícula C1 : Factor de forma lineal X : Tamaño característico
Del mismo modo se tiene;
2
2 XCA ×= 3
3 XCV ×= Donde;
C2 : Factor de forma superficial C3 : Factor de forma volumétrico
Así, para el conjunto de tres variables: longitud, superficie y volumen, con estas definiciones, se ha reducido el conjunto a una variable y tres parámetros; conjunto que es más manejable. Los factores de forma dependen del tamaño de las partículas, pero para tamaños pequeños este factor de forma puede considerarse constante. Otro factor de forma utilizado es la esfericidad (área superficial de una esfera que tiene el mismo volumen de la partícula / área superficial de la partícula).
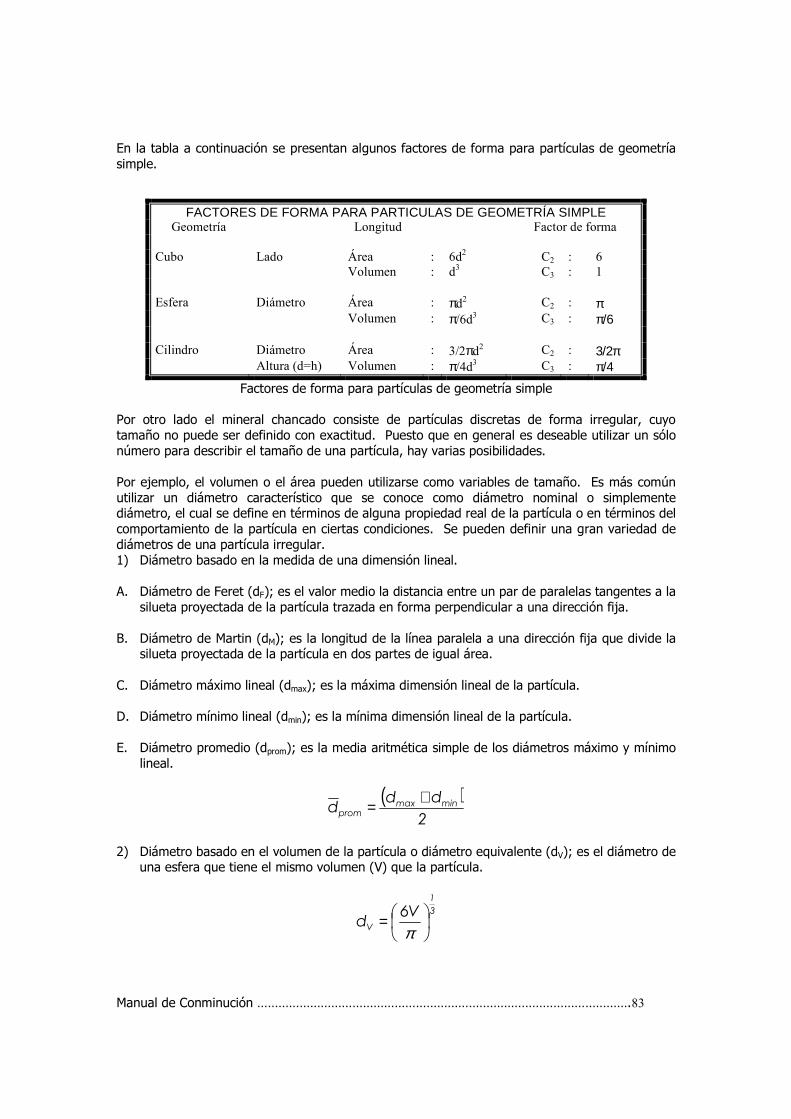
Manual de Conminución …………………………………………………………………………………………….83
En la tabla a continuación se presentan algunos factores de forma para partículas de geometría simple.
Factores de forma para partículas de geometría simple Por otro lado el mineral chancado consiste de partículas discretas de forma irregular, cuyo tamaño no puede ser definido con exactitud. Puesto que en general es deseable utilizar un sólo número para describir el tamaño de una partícula, hay varias posibilidades. Por ejemplo, el volumen o el área pueden utilizarse como variables de tamaño. Es más común utilizar un diámetro característico que se conoce como diámetro nominal o simplemente diámetro, el cual se define en términos de alguna propiedad real de la partícula o en términos del comportamiento de la partícula en ciertas condiciones. Se pueden definir una gran variedad de diámetros de una partícula irregular. 1) Diámetro basado en la medida de una dimensión lineal. A. Diámetro de Feret (dF); es el valor medio la distancia entre un par de paralelas tangentes a la
silueta proyectada de la partícula trazada en forma perpendicular a una dirección fija. B. Diámetro de Martin (dM); es la longitud de la línea paralela a una dirección fija que divide la
silueta proyectada de la partícula en dos partes de igual área. C. Diámetro máximo lineal (dmax); es la máxima dimensión lineal de la partícula. D. Diámetro mínimo lineal (dmin); es la mínima dimensión lineal de la partícula. E. Diámetro promedio (dprom); es la media aritmética simple de los diámetros máximo y mínimo
lineal.
( )2
ddd minmax
prom
+=
2) Diámetro basado en el volumen de la partícula o diámetro equivalente (dV); es el diámetro de
una esfera que tiene el mismo volumen (V) que la partícula.
3
1
V
V6d
=π
FACTORES DE FORMA PARA PARTICULAS DE GEOMETRÍA SIMPLE Geometría Longitud Factor de forma
Cubo Lado Área : 6d2 C2 : 6 Volumen : d3 C3 : 1 Esfera Diámetro Área : πd2 C2 : π Volumen : π/6d3 C3 : π/6 Cilindro Diámetro Área : 3/2πd2 C2 : 3/2π Altura (d=h) Volumen : π/4d3 C3 : π/4

Manual de Conminución …………………………………………………………………………………………….84
3) Diámetro basado en el área superficial de la partícula o diámetro superficial (dA); es el diámetro de una esfera que tiene la misma área (A) que la partícula.
2
1
A
Ad
=π
4) Diámetro de tamizaje o harneado (dt); es el ancho de l mínima abertura cuadrada a través de
la cual pasará la partícula. 5) Diámetro de sedimentación (dS); es el diámetro de una esfera que tiene la misma densidad e
igual velocidad de sedimentación que la partícula en un fluido de la misma densidad y viscosidad.
6) Diámetro de Stokes (dSt); es el diámetro de sedimentación en la región del flujo laminar.
( )2
1
fs
Stg
V18d
−= ∞
ρρµ
7) Diámetro basado en el área proyectada de una partícula (dAp); es el diámetro de un círculo que tiene la misma área que la proyección de la partícula.
Si se tiene un círculo de
4
dA
2π=
Por lo tanto, para la partícula se tendrá
πAp4
dAp =
8) Diámetro basado en el perímetro del área proyectada (dper); es el diámetro del círculo que
tiene el mismo perímetro que la proyección de la partícula. Siendo el perímetro de un círculo
dP π= Se tiene que
πp
per
Pd =
Manual de Conminución …………………………………………………………………………………………….85
Claramente, el diámetro obtenido para una partícula irregular dependerá de la técnica de medida utilizada y ésta deberá ser relevante al uso final de los datos. Por lo tanto, es vital que al mencionar el tamaño de la partícula se mencione el diámetro nominal utilizado. Forma de las partículas La forma de una partícula puede ser importante en una serie de situaciones, por lo que es necesario especificar una descripción de la forma para caracterizar completamente una partícula. En general, para partículas irregulares, las razones entre el volumen y el cubo del diámetro y entre la superficie y el cuadrado del diámetro son aproximadamente constantes. Esto permite definir factores de forma como sigue:
2Sd
A=λ
3Vd
V=λ
Donde λS y λV son los factores de forma superficial y volumétrica, respectivamente. El valor del factor de forma, consecuentemente, dependerá del diámetro nominal utilizado para la partícula. Entonces, se puede definir en forma general:
2n
Snd
A=λ
3n
Vnd
V=λ
Que son los factores de forma definidos en base al diámetro nominal dn. Es común definir estos factores de forma en términos del tamaño de Feret de la partícula o en términos del tamaño de tamizaje. Los factores de forma volumétricos, pueden determinarse experimentalmente para partículas de mas de 150 µm midiendo el número N, el tamaño promedio d, el peso w y la densidad ρ de una cantidad de partículas con un rango estrecho de tamaño λV está entonces dado por
3nS
n,VNdd
W=λ
La determinación experimental de factores de forma superficiales requiere la determinación del área superficial de las partículas. Esto es difícil a veces debido a las dificultades asociadas con la medición del área superficial de partículas pequeñas y al hecho que los valores obtenidos para el área superficial, tienden a ser dependientes del método utilizado para su determinación. Otro factor de forma de uso bastante común es esfericidad ψ, definida como
ψ = Área superficial de una esfera del mismo volumen que la partícula Área superficial de la partícula
Como la forma esférica tiene la menor razón superficie volumen de todas las formas geométricas, se tiene que el rango de ψ será de 0 a 1.

Manual de Conminución …………………………………………………………………………………………….86
Distribución de Tamaño de Partículas Los minerales chancados están compuestos por un conjunto de partículas que varían ampliamente en su tamaño. Para describir un sistema de partículas con un amplio rango de tamaño es necesario utilizar funciones estadísticas. La cantidad de partículas de un tamaño dado en el conjunto, se puede especificar a través del uso de funciones de densidad y funciones de distribución. Intervalos de Tamaño La forma como se efectúa la discretización de la escala de tamaño de partícula (o manera como se eligen los limites de cada clase o intervalo) es muy importante si se desea obtener una buena aproximación a la distribución. Para rangos amplios de tamaño una progresión geométrica de intervalos es mucho más realista que una progresión aritmética. Consideremos el caso de una muestra de partículas subdividida en intervalos de tamaño dados por las siguientes series.
Intervalos Serie Aritmética [cm]
d Serie Geométrica
[cm] d
1 0 - 10 5 1 - 2 1.5 2 10 - 20 15 2 - 4 3 3 20 - 30 25 4 - 8 6 4 30 - 40 35 8 - 16 12 5 40 - 50 45 16 - 32 24 6 50 - 60 55 32 - 64 48
Discretización de la escala de tamaño de partículas Consideramos aquí como tamaño promedio de las partículas en cada intervalo al promedio aritmético de los dos limites del intervalo. En el caso de la serie geométrica, vemos que el tamaño promedio de las partículas en cada intervalo siempre tiene una razón constante con la del intervalo adyacente, 2:1 en este caso. Para la serie aritmética, el promedio de los dos primeros intervalos están en una razón de 3:1 pero la razón se aproxima a 1:1 {55:45} para los últimos dos intervalos. Esta desventaja de la serie aritmética se hace aún más pronunciada para rangos amplios de tamaño como las distribuciones encontradas en procesamiento de minerales, donde el rango de tamaño de interés puede incluir un factor de 103 o mayor. La serie de tamices se ha estandarizado, existiendo varios sistemas en uso. Entre ellos, los más conocidos son:
(1) Tyler (2) US estándar, (ASTM) (3) BS-410, Británico (4) AFNOR, Francés (5) DIN-4188, Alemán
Tabla muestra el número de mallas en las series de tamices ASTM y Tyler
Abertura Serie ASTM Serie Tyler Nº de Tamiz Nº de Tamiz
107.60 Mm 4.24" 101.60 Mm 4.00" 90.50 Mm 3 1/2"
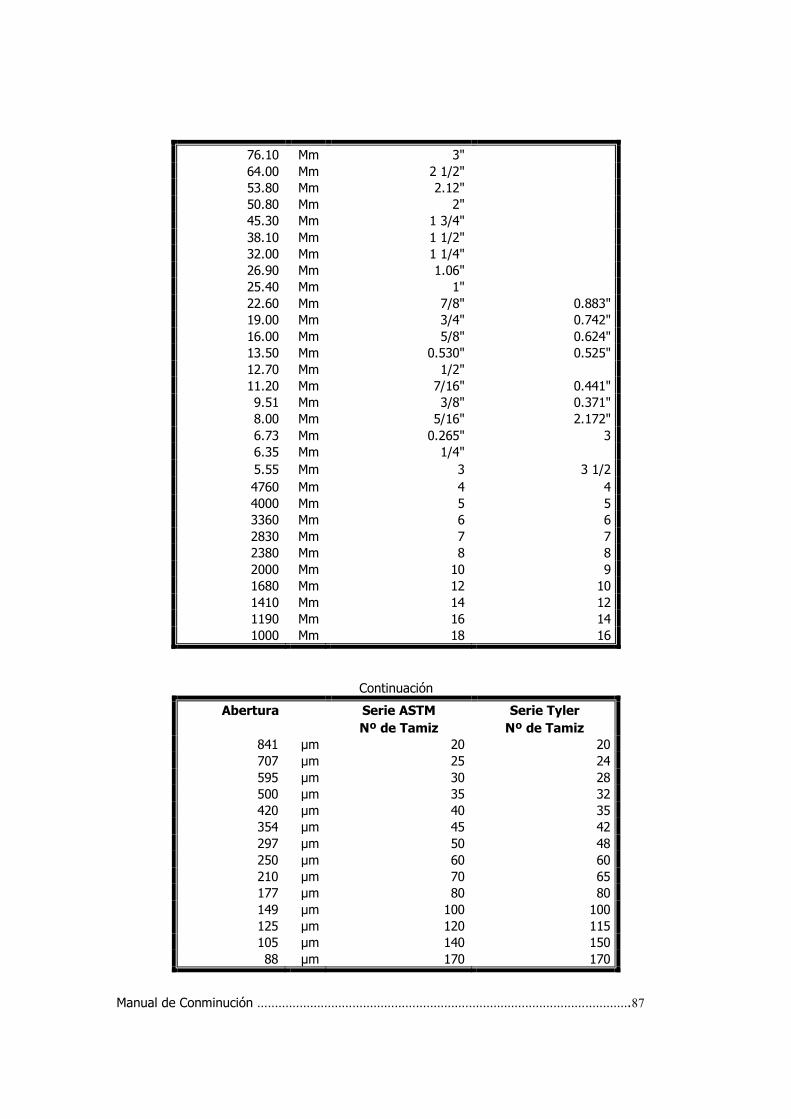
Manual de Conminución …………………………………………………………………………………………….87
76.10 Mm 3" 64.00 Mm 2 1/2" 53.80 Mm 2.12" 50.80 Mm 2" 45.30 Mm 1 3/4" 38.10 Mm 1 1/2" 32.00 Mm 1 1/4" 26.90 Mm 1.06" 25.40 Mm 1" 22.60 Mm 7/8" 0.883" 19.00 Mm 3/4" 0.742" 16.00 Mm 5/8" 0.624" 13.50 Mm 0.530" 0.525" 12.70 Mm 1/2" 11.20 Mm 7/16" 0.441" 9.51 Mm 3/8" 0.371" 8.00 Mm 5/16" 2.172" 6.73 Mm 0.265" 3 6.35 Mm 1/4" 5.55 Mm 3 3 1/2 4760 Μm 4 4 4000 Μm 5 5 3360 Μm 6 6 2830 Μm 7 7 2380 Μm 8 8 2000 Μm 10 9 1680 Μm 12 10 1410 Μm 14 12 1190 Μm 16 14 1000 Μm 18 16
Continuación
Abertura Serie ASTM Serie Tyler Nº de Tamiz Nº de Tamiz
841 µm 20 20 707 µm 25 24 595 µm 30 28 500 µm 35 32 420 µm 40 35 354 µm 45 42 297 µm 50 48 250 µm 60 60 210 µm 70 65 177 µm 80 80 149 µm 100 100 125 µm 120 115 105 µm 140 150 88 µm 170 170
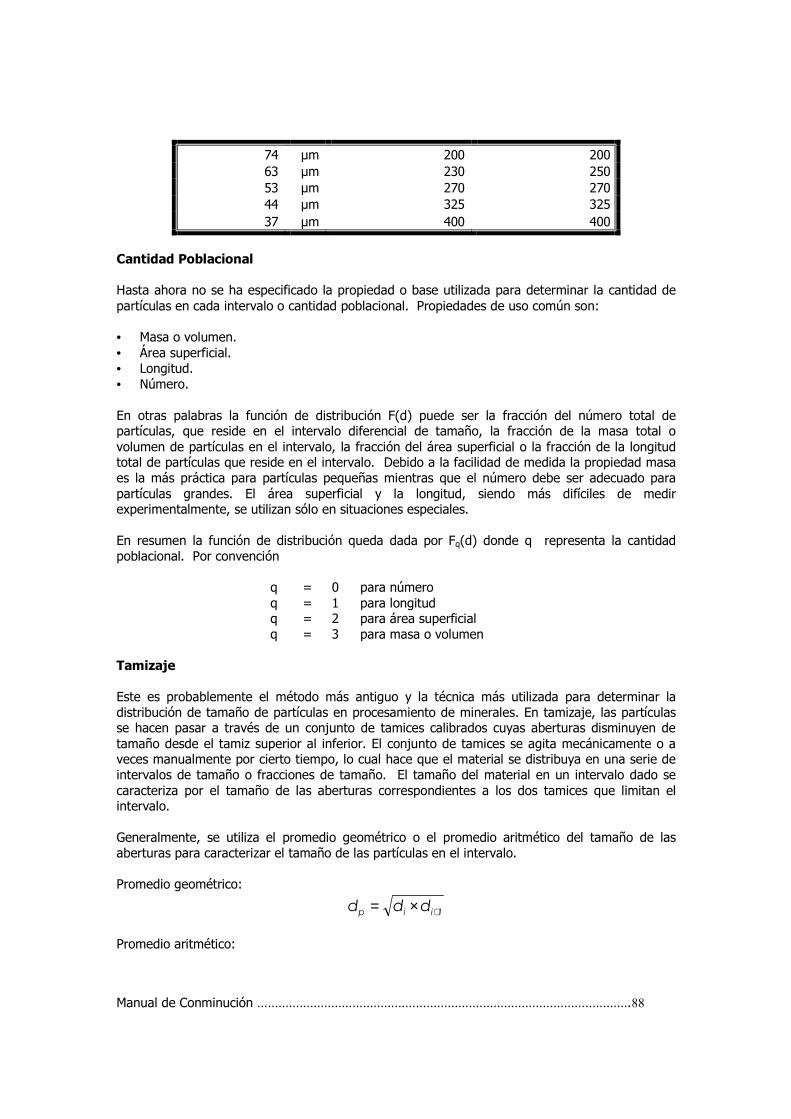
Manual de Conminución …………………………………………………………………………………………….88
74 µm 200 200 63 µm 230 250 53 µm 270 270 44 µm 325 325 37 µm 400 400
Cantidad Poblacional Hasta ahora no se ha especificado la propiedad o base utilizada para determinar la cantidad de partículas en cada intervalo o cantidad poblacional. Propiedades de uso común son: • Masa o volumen. • Área superficial. • Longitud. • Número. En otras palabras la función de distribución F(d) puede ser la fracción del número total de partículas, que reside en el intervalo diferencial de tamaño, la fracción de la masa total o volumen de partículas en el intervalo, la fracción del área superficial o la fracción de la longitud total de partículas que reside en el intervalo. Debido a la facilidad de medida la propiedad masa es la más práctica para partículas pequeñas mientras que el número debe ser adecuado para partículas grandes. El área superficial y la longitud, siendo más difíciles de medir experimentalmente, se utilizan sólo en situaciones especiales. En resumen la función de distribución queda dada por Fq(d) donde q representa la cantidad poblacional. Por convención
q = 0 para número q = 1 para longitud q = 2 para área superficial q = 3 para masa o volumen
Tamizaje Este es probablemente el método más antiguo y la técnica más utilizada para determinar la distribución de tamaño de partículas en procesamiento de minerales. En tamizaje, las partículas se hacen pasar a través de un conjunto de tamices calibrados cuyas aberturas disminuyen de tamaño desde el tamiz superior al inferior. El conjunto de tamices se agita mecánicamente o a veces manualmente por cierto tiempo, lo cual hace que el material se distribuya en una serie de intervalos de tamaño o fracciones de tamaño. El tamaño del material en un intervalo dado se caracteriza por el tamaño de las aberturas correspondientes a los dos tamices que limitan el intervalo. Generalmente, se utiliza el promedio geométrico o el promedio aritmético del tamaño de las aberturas para caracterizar el tamaño de las partículas en el intervalo. Promedio geométrico:
1iip ddd +×=
Promedio aritmético:
Manual de Conminución …………………………………………………………………………………………….89
2
ddd 1ii
p++=
Del peso del material en cada intervalo y su tamaño se determina un set de valores que corresponde a la fracción del peso del material retenido en el intervalo respectivo y, como ya vimos antes, permite obtener una aproximación discreta a la distribución de tamaño de las partículas. Los estándares más comunes para aberturas de tamices son la serie Tyler y USA. Como se muestra en la Tabla “Rango de aplicación de cada una de las etapas de reducción de tamaños” página 61, los tamaños de las aberturas para cada uno de estos tamices siguen una progresión geométrica en la cual la razón de los tamaños de harneros adyacentes es aproximadamente. En
la práctica normalmente se utilizan sólo tamices alternados, es decir con una progresión 42 .
Hasta hace poco los tamices se designaban por el número por las mallas, que correspondía al número de aberturas cuadradas en el tamiz por pulgada lineal. De esta manera, un tamiz de malla 100 indicaba 100 aberturas por pulgada lineal. Aunque en la actualidad se prefiere designar el tamiz por el tamaño de la abertura. El tamaño de la partícula medida por tamizaje, se define como un promedio del tamaño de la abertura de la malla que retiene la partícula y el tamaño de abertura de la malla inmediatamente superior. Así, la fracción de material retenido en un tamiz malla 100, pero que pasa un tamiz de malla 65, se denomina la fracción 65 x 100 y su tamaño medio aritmético será
m1812
150212dp µ=+=
Mientras que el tamaño medio geométrico será
m178150212dp µ=×=
Puesto que el tamaño de tamizaje es definido pasando las partículas a través de aberturas cuadradas, es muy importante la forma de las partículas. Si caracterizamos el tamaño de una partícula por su espesor, ancho y largo, se tiene que, si bien es cierto que las partículas pueden presentarse a la abertura de una variedad de orientaciones, en la mayoría de los casos es el ancho de la partícula el que determina si ella pasará o no y por lo tanto es esta dimensión la que se asocia mejor con el amaño del tamiz di. El tamizaje de un conjunto de partículas para determinar su distribución de tamaño es inherentemente un proceso cinético. Mientras se agita el set de tamices, se presentarán capas de partículas a la superficie de cada tamiz. Hay ciertas formas de partículas que son propensas al sesgado. Cuando se tamizan estos materiales, se debe detener frecuentemente el proceso de tamizaje y sacar las partículas atrapadas con una brocha, por ejemplo. El segundo problema surge cuando se tamiza material blando, que sufre abrasión, o material con lados y puntas aguzadas, que se rompen durante el proceso. En este caso nunca se alcanza un punto de equilibrio. En vez de eso, las partículas grandes por ruptura o abrasión pasan a
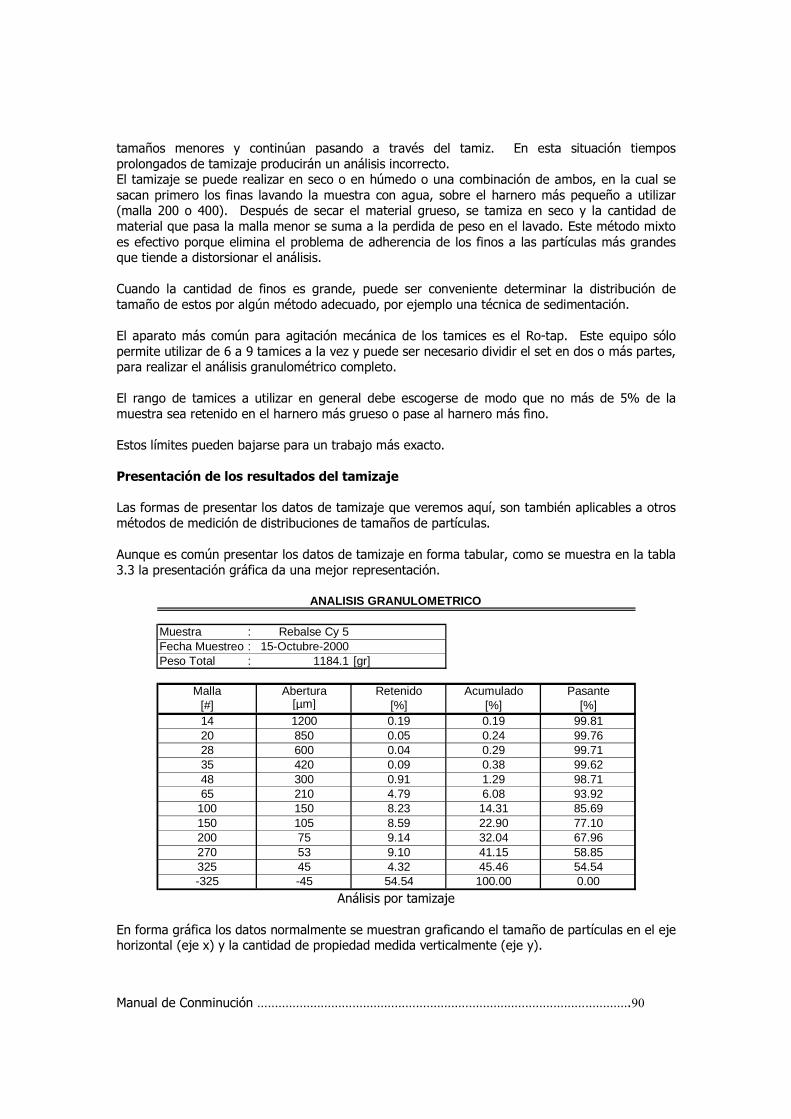
Manual de Conminución …………………………………………………………………………………………….90
tamaños menores y continúan pasando a través del tamiz. En esta situación tiempos prolongados de tamizaje producirán un análisis incorrecto. El tamizaje se puede realizar en seco o en húmedo o una combinación de ambos, en la cual se sacan primero los finas lavando la muestra con agua, sobre el harnero más pequeño a utilizar (malla 200 o 400). Después de secar el material grueso, se tamiza en seco y la cantidad de material que pasa la malla menor se suma a la perdida de peso en el lavado. Este método mixto es efectivo porque elimina el problema de adherencia de los finos a las partículas más grandes que tiende a distorsionar el análisis. Cuando la cantidad de finos es grande, puede ser conveniente determinar la distribución de tamaño de estos por algún método adecuado, por ejemplo una técnica de sedimentación. El aparato más común para agitación mecánica de los tamices es el Ro-tap. Este equipo sólo permite utilizar de 6 a 9 tamices a la vez y puede ser necesario dividir el set en dos o más partes, para realizar el análisis granulométrico completo. El rango de tamices a utilizar en general debe escogerse de modo que no más de 5% de la muestra sea retenido en el harnero más grueso o pase al harnero más fino. Estos límites pueden bajarse para un trabajo más exacto. Presentación de los resultados del tamizaje Las formas de presentar los datos de tamizaje que veremos aquí, son también aplicables a otros métodos de medición de distribuciones de tamaños de partículas. Aunque es común presentar los datos de tamizaje en forma tabular, como se muestra en la tabla 3.3 la presentación gráfica da una mejor representación.
ANALISIS GRANULOMETRICO
Muestra : Rebalse Cy 5Fecha Muestreo : 15-Octubre-2000Peso Total : 1184.1 [gr]
Malla Abertura Retenido Acumulado Pasante[#] [µm] [%] [%] [%]14 1200 0.19 0.19 99.8120 850 0.05 0.24 99.7628 600 0.04 0.29 99.7135 420 0.09 0.38 99.6248 300 0.91 1.29 98.7165 210 4.79 6.08 93.92
100 150 8.23 14.31 85.69150 105 8.59 22.90 77.10200 75 9.14 32.04 67.96270 53 9.10 41.15 58.85325 45 4.32 45.46 54.54-325 -45 54.54 100.00 0.00
Análisis por tamizaje En forma gráfica los datos normalmente se muestran graficando el tamaño de partículas en el eje horizontal (eje x) y la cantidad de propiedad medida verticalmente (eje y).

Manual de Conminución …………………………………………………………………………………………….91
ANALISIS GRANULOMETRICOREBALSE CICLON 55 de Octubre de 2000
50
60
70
80
90
100
10 100 1000 10000
Tamano [mm]
Pas
ante
[%
]
Curva de distribución granulométrica acumulativa pasante para el rebalse de un ciclón Para representar la cantidad en cada intervalo se utilizan dos enfoques: 1. Graficar la cantidad en cada intervalo, ya sea en forma absoluta o como fracción o
porcentaje.
2. Graficar la cantidad acumulada, correspondiente a la fracción o porcentaje sobre o bajo cierto porcentaje.
Siendo este último el más frecuentemente utilizado en procesamiento de minerales. En el caso 1, se obtiene un histograma que si los intervalos son suficientemente pequeños puede ser también presentado como una curva continua. Si se hace esto, el tamaño de las partículas en cada intervalo se toma como un promedio de los límites del intervalo. La cantidad en cada intervalo se puede graficar como frecuencia, fracción o porcentaje, aunque los dos últimos dan una visión más cuantitativa de la distribución relativa del material en todo el rango de tamaños considerado. Es por esto, que estas escalas deberían ser lineales. El tamaño de partículas en cambio debería ser siempre graficado en escala logarítmica a menos que haya una razón especial para hacer lo contrario. Esto es porque los intervalos están en una progresión geométrica y una escala logarítmica distribuye los datos en forma pareja. Mediciones de Referencia Dos referencias comunes para mediciones granulométricas son: • 80% pasante. • % pasante de un tamaño específico. Para las mediciones de rutina en planta, es suficiente medir el % pasante, utilizando sólo un tamiz, por ejemplo un tamiz malla 200. Para un detallado diseño y análisis, frecuentemente necesitamos el 80% pasante, el cual solamente puede ser obtenido desde un análisis granulométrico completo.

Manual de Conminución …………………………………………………………………………………………….92
Gráfico que representa la forma de obtener la dimensión del 80% pasante
Comparación de Tamaño Usted puede fácilmente comparar el tamaño de partícula relativo de dos muestras por observación de sus curvas de distribución de tamaño acumulativas. La descarga del ciclón es obviamente más gruesa que el rebalse del ciclón: ésta requiere una mayor abertura para pasar la misma cantidad de material.
Comparación de dos curvas de distribución granulométrica acumulativa
XI. Funciones Empíricas de Distribución de Tamaño
Con frecuencia es conveniente graficar las distribuciones de tamaño, utilizando relaciones empíricas. Este tipo de relaciones proporcionan una representación matemática compacta de los datos de distribución de tamaño y permiten realizar en forma muy conveniente los análisis matemáticos y estadísticos subsecuentes. Entre las formas más comunes de distribuciones empíricas utilizadas en procesamiento de minerales, tenemos la distribución de Gaudin-Schuhmann y la de Rosin-Rammler. Aunque tienen cierta base teórica, deben considerarse como relaciones completamente empíricas que se han encontrado que ajustan datos experimentales en una variedad de sistemas de procesamiento de minerales. En la mayoría de los casos no hay razón a priori para escoger una u
Manual de Conminución …………………………………………………………………………………………….93
otra relación para una aplicación particular. Sin embargo hay otros factores como simplicidad matemática o rango de aplicación que deben considerarse cuando se elige una relación para representar datos de distribución de tamaño. Distribución de Gaudin-Schuhmann Es la distribución más utilizada por los americanos, para representar distribuciones de tamaño obtenidas por tamizaje (distribución en peso o masa). La ecuación es:
( )a
3k
ddF
=
Donde F3(d) : Porcentaje acumulativo pasante el tamaño d d : Tamaño de abertura de la malla k : Parámetro de tamaño a : Parámetro de distribución La transformación logarítmica de esta ecuación es:
( ) ( ) ( )klogadlogadFlog 3 −= Por lo tanto, si al graficar un set de datos de tamizaje en un gráfico log-log se obtiene una línea recta, esto significa que la distribución de Schuhmann ajusta bien los datos. Los parámetros k y a se obtienen de la siguiente manera: 1. Calcular el logaritmo decimal de la abertura del tamiz (X).
2. Calcular el logaritmo decimal del porcentaje pasante la abertura del tamiz (Y).

Manual de Conminución …………………………………………………………………………………………….94
ANALISIS GRANULOMETRICO
Muestra : Rebalse Cy 5Fecha Muestreo : 15-Octubre-2000Peso Total : 1184.1 [gr]
2000Malla Abertura Pasante Log Log
[#] [µm] [%] Abertura Pasante14 1200 99.81 3.30 2.000020 850 99.76 3.08 1.999228 600 99.71 2.93 1.998935 420 99.62 2.78 1.998848 300 98.71 2.62 1.998365 210 93.92 2.48 1.9944
100 150 85.69 2.32 1.9728150 105 77.10 2.18 1.9329200 75 67.96 2.02 1.8870270 53 58.85 1.88 1.8322325 45 54.54 1.72 1.7698-325 -45 0.00 1.65 1.7367
3. Graficar X versus Y.
Log (Abertura) v/s Log (Pasante)
1.70
1.75
1.80
1.85
1.90
1.95
2.00
1.00 1.50 2.00 2.50 3.00 3.50
4. Eliminar desde el tercer punto de inflexión.
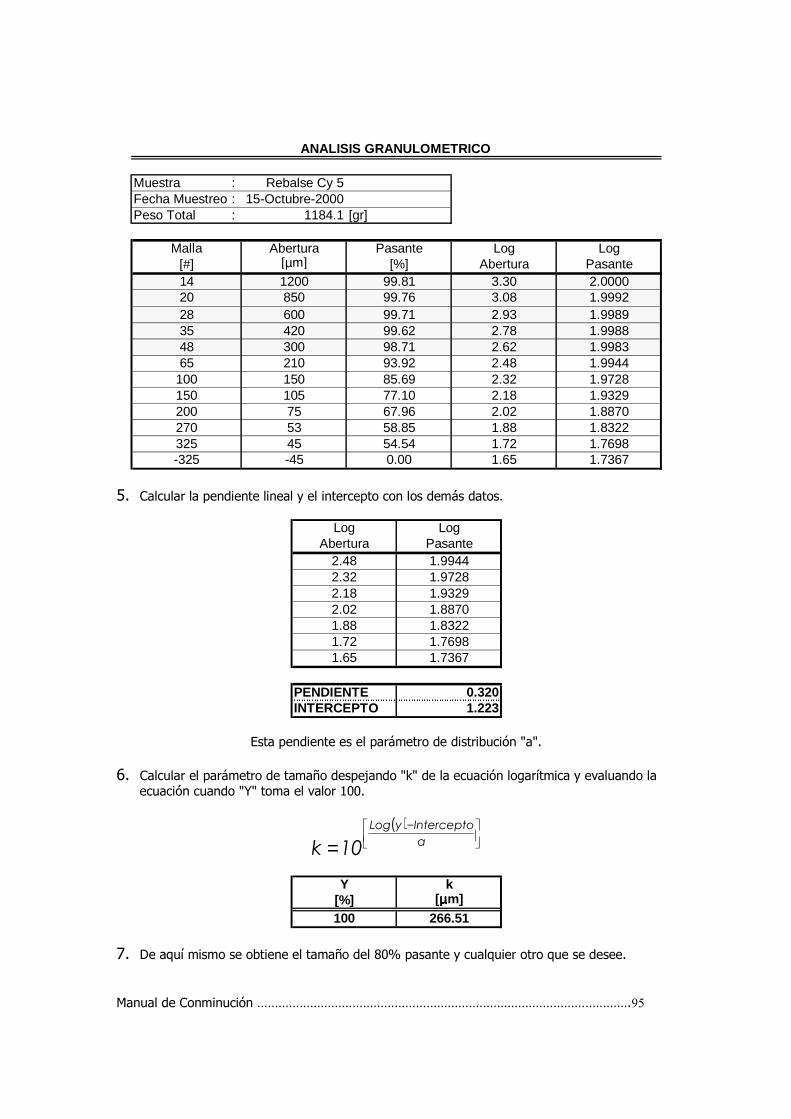
Manual de Conminución …………………………………………………………………………………………….95
ANALISIS GRANULOMETRICO
Muestra : Rebalse Cy 5Fecha Muestreo : 15-Octubre-2000Peso Total : 1184.1 [gr]
2000Malla Abertura Pasante Log Log
[#] [µm] [%] Abertura Pasante14 1200 99.81 3.30 2.000020 850 99.76 3.08 1.999228 600 99.71 2.93 1.998935 420 99.62 2.78 1.998848 300 98.71 2.62 1.998365 210 93.92 2.48 1.9944
100 150 85.69 2.32 1.9728150 105 77.10 2.18 1.9329200 75 67.96 2.02 1.8870270 53 58.85 1.88 1.8322325 45 54.54 1.72 1.7698-325 -45 0.00 1.65 1.7367
5. Calcular la pendiente lineal y el intercepto con los demás datos.
Log LogAbertura Pasante
2.48 1.99442.32 1.97282.18 1.93292.02 1.88701.88 1.83221.72 1.76981.65 1.7367
PENDIENTE 0.320INTERCEPTO 1.223
Esta pendiente es el parámetro de distribución "a".
6. Calcular el parámetro de tamaño despejando "k" de la ecuación logarítmica y evaluando la
ecuación cuando "Y" toma el valor 100.
( )
−
= a
InterceptoyLog
10k
Y k[%] [µµµµm]100 266.51
7. De aquí mismo se obtiene el tamaño del 80% pasante y cualquier otro que se desee.

Manual de Conminución …………………………………………………………………………………………….96
Y k[%] [µµµµm]
80 132.7450 30.5820 1.75
Distribución de Rosin-Rammler Esta distribución es muy popular en Europa para representar la distribución en peso o masa de sistemas particulados. La función es:
( )
−=b
3'x
dexp100dF
Donde
F3(d) : Porcentaje acumulativo de masa pasante del tamaño d. d : Tamaño de abertura de la malla. x’ : Parámetro de tamaño. b : Parámetro de distribución. La transformación logarítmica de esta ecuación es:
( ) ( ) ( )'xlogbeloglogdlogbdF
100loglog
3
−+=
Los parámetros x’ y b se obtienen de la siguiente manera: 1. Calcular (Y):
LogR
100
Donde R es el porcentaje retenido acumulado de la distribución granulométrica. 2. Calcular:
Log LogR
100
3. De acuerdo a la distribución de Rosin-Rammler, calcular el factor de ajuste que denotaremos
por fRR:
f Log LogRR =
100
99 9.
Con este factor se ajustará el logaritmo decimal del tamaño, de la siguiente forma (X):
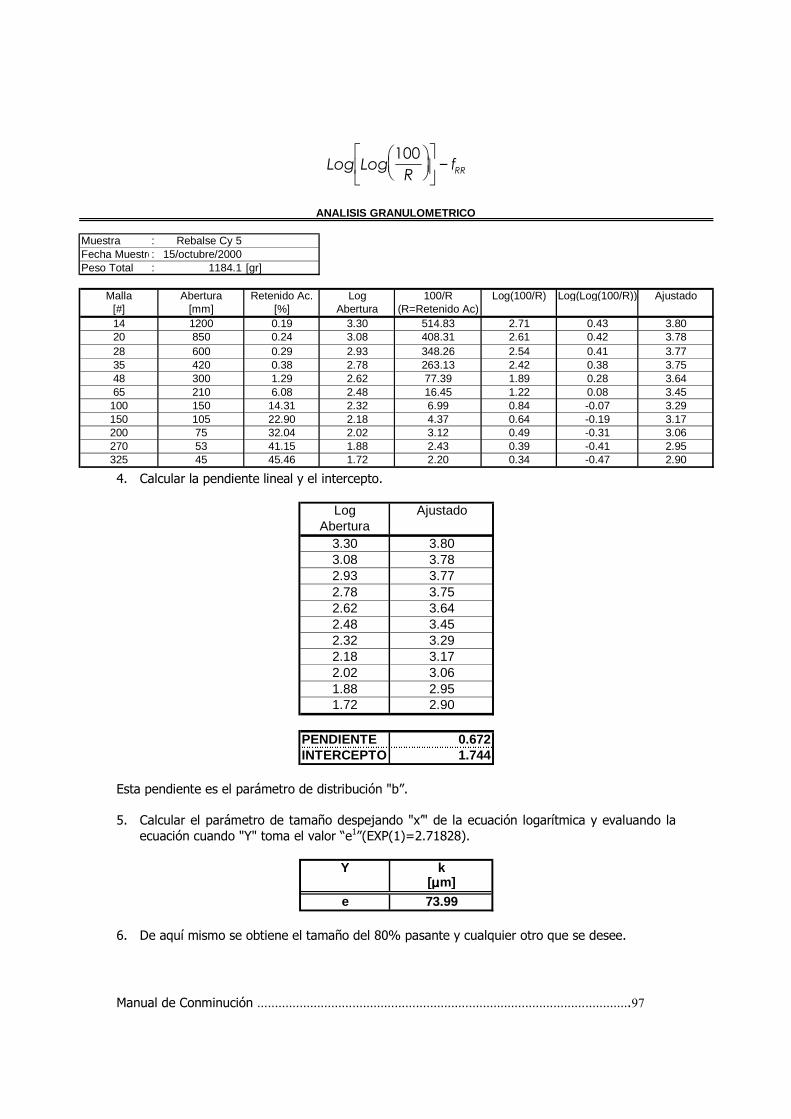
Manual de Conminución …………………………………………………………………………………………….97
Muestra : Rebalse Cy 5Fecha Muestreo: 15/octubre/2000Peso Total : 1184.1 [gr]
2000Malla Abertura Retenido Ac. Log 100/R Log(100/R) Log(Log(100/R)) Ajustado
[#] [mm] [%] Abertura (R=Retenido Ac)14 1200 0.19 3.30 514.83 2.71 0.43 3.8020 850 0.24 3.08 408.31 2.61 0.42 3.7828 600 0.29 2.93 348.26 2.54 0.41 3.7735 420 0.38 2.78 263.13 2.42 0.38 3.7548 300 1.29 2.62 77.39 1.89 0.28 3.6465 210 6.08 2.48 16.45 1.22 0.08 3.45
100 150 14.31 2.32 6.99 0.84 -0.07 3.29150 105 22.90 2.18 4.37 0.64 -0.19 3.17200 75 32.04 2.02 3.12 0.49 -0.31 3.06270 53 41.15 1.88 2.43 0.39 -0.41 2.95325 45 45.46 1.72 2.20 0.34 -0.47 2.90
ANALISIS GRANULOMETRICO
Log LogR
fRR100
−
4. Calcular la pendiente lineal y el intercepto.
Log AjustadoAbertura
3.30 3.803.08 3.782.93 3.772.78 3.752.62 3.642.48 3.452.32 3.292.18 3.172.02 3.061.88 2.951.72 2.90
PENDIENTE 0.672INTERCEPTO 1.744
Esta pendiente es el parámetro de distribución "b”. 5. Calcular el parámetro de tamaño despejando "x’" de la ecuación logarítmica y evaluando la
ecuación cuando "Y" toma el valor “e1”(EXP(1)=2.71828).
Y k[µµµµm]
e 73.99 6. De aquí mismo se obtiene el tamaño del 80% pasante y cualquier otro que se desee.
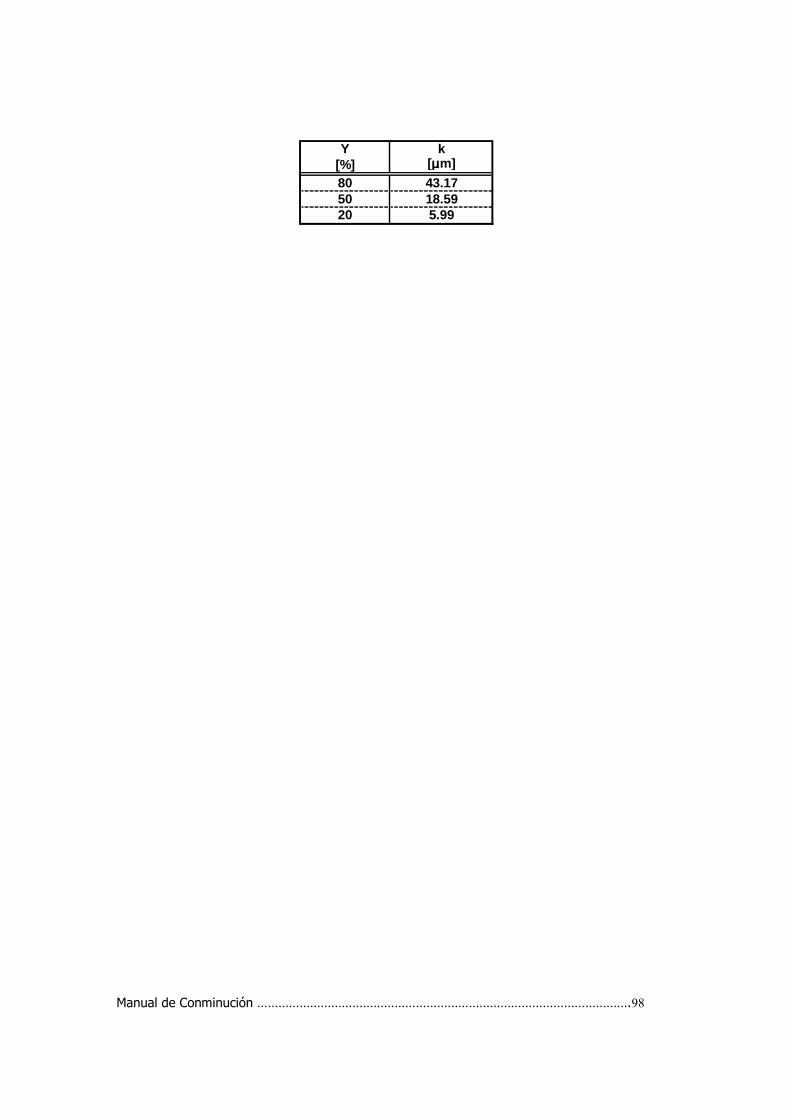
Manual de Conminución …………………………………………………………………………………………….98
Y k[%] [µµµµm]
80 43.1750 18.5920 5.99