Manu clase mundial-grup_tec
101
1 MANUFACTURA DE CLASE MUNDIAL GRUPOS TECNOLOGICOS Y FMS
Transcript of Manu clase mundial-grup_tec

1
MANUFACTURA DE CLASE MUNDIAL
GRUPOS TECNOLOGICOS Y
FMS
2
DEFINICION DE GRUPOS TECNOLOGICOS
Es un enfoque para manufactura en el cual se identifican y agrupan partes similares para aprovechar sus similitudes en el diseño y la producción.

3
Es un sistema de racionalización de la producción. Se basa en un procedimiento de clasificación y codificación de piezas que permite agruparlas en familias de acuerdo con carácterísticas similares de diseño y fabricación.
DEFINICION DE GRUPOS TECNOLOGICOS

4
AREAS DE APLICACION
Ingeniería del producto.- Como sistema de localización de piezas similares para evitar el diseño de piezas nuevas sin agotar antes las posibilidades de aprovechar diseños anteriores.
5
AREAS DE APLICACION Ingeniería de proceso o
producción.- Para establecer los mismos métodos de fabricación para todas las piezas de una misma familia.
Optimización.- Para organizar el taller en células o grupos de máquinas destinadas a la fabricación de todas las piezas de una misma familia.

6
AREAS DE APLICACIONNormalización.- Como
herramienta de trabajo para estandarización de piezas, herramientas y procesos.
Gestión.- Para todo tipo de estudio comparativo de tiempos, costos, precios de compra, asignación de piezas a proveedores, etc.

7
CARACTERISTICAS
Las similitudes entre las partes permiten clasificarlas en familias.
En cada familia de partes, los pasos de procesamiento son similares.
Las instalaciones se organizan en celdas de manufactura, que trabajan siempre la misma familia de piezas.
8
CARACTERISTICAS
La celda incluye equipo especial de producción, herramientas y ayudas personalizadas para optimizar la producción de las familias de partes.
Cada celda se convierte en una fábrica dentro de la fábrica.
9
CARACTERISTICAS
Los GT pretenden hacer extensivas las ventajas de la fabricación en grandes series en la fabricación por lotes,
Los GT son considerados como la herramienta de integración de las bases de datos de diseño y fabricación CAD/CAM, dado que utilizan atributos propios de los dos departamentos.
10
CARACTERISTICAS
La presencia cada vez más importante de la computadora en métodos de diseño y fabricación, ha favorecido el desarrollo de este concepto.

11
BENEFICIOS
La TG promueve la estandarización en la habilitación de herramientas y la instalación de ayudas para facilitar la producción.
Se reduce el manejo de material porque las partes se mueven dentro de una celda de maquinado y no dentro de toda la fábrica.
12
BENEFICIOS
Son posibles calendarios de producción más sencillos.
Se reduce el tiempo de producción.
Se reduce el inventario en proceso.
Se simplifica la planeación de los procesos.

13
BENEFICIOS
Por lo general mejora la satisfacción de los trabajadores cuando laboran en una celda de TG.Se obtiene un trabajo de mayor calidad usando este recurso.
La planeación y control de la producción pueden ser sensiblemente simplificados.

14
INCONVENIENTES
Reordenamiento de las máquinas para producción de la planta en las celdas de maquinado convenientes.Se requiere mucho tiempo para instalar el sistema de clasificación y codificación.
El mayor problema es identificar las familias de partes.

15
INCONVENIENTES
Es posible que los empleados opongan cierta resistencia, en cuanto a que la forma y métodos de trabajo cambiarán por la adopción de la TG.
La implementación suele ser muy compleja en cuanto que no existan enfoques estandarizados de producción.
16
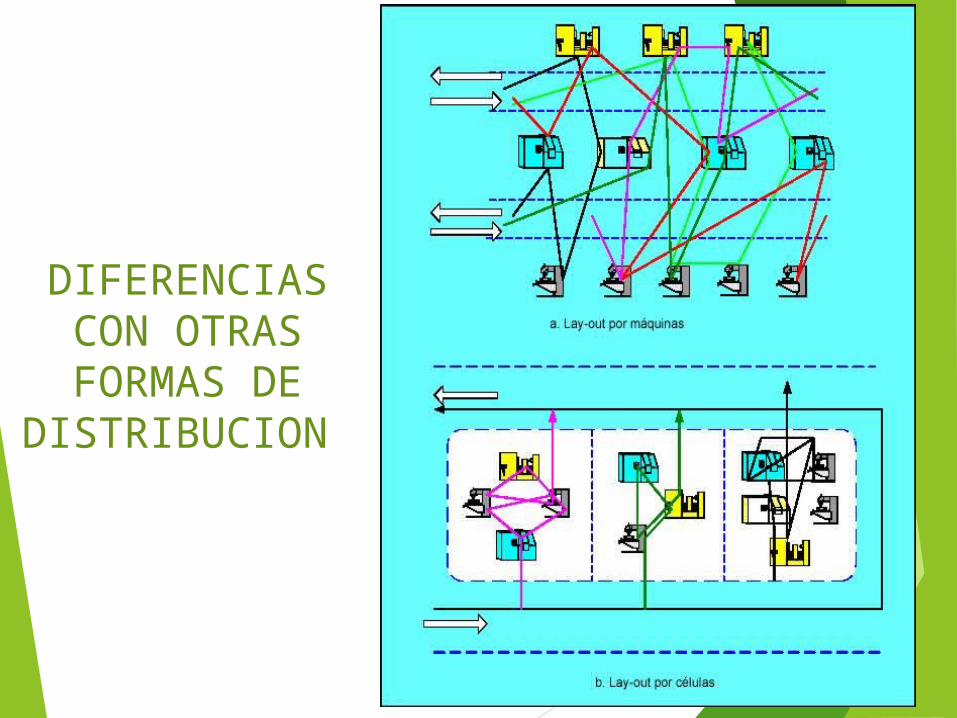
DIFERENCIAS CON OTRAS FORMAS DE
DISTRIBUCION Los GT es un enfoque para la producción de partes en cantidades medias, las cuales se realizan en lotes, pero la producción en lotes tiene las siguientes desventajas.Tiempo de detención para
cambios.Costos altos de realización de
inventarios.

17
DIFERENCIAS CON OTRAS FORMAS DE
DISTRIBUCION Los GT minimizan estas
desventajas reconociendo que, aunque las partes son distintas poseen similitudes.Los GT explotan las similitudes de las partes utilizando procesos y habilitación de herramientas similares para producirlas.

18
DIFERENCIAS CON OTRAS FORMAS DE
DISTRIBUCION Los GT se instrumentan
mediante técnicas manuales o automatizadas.
Cuando se usa automatización, con frecuencia se aplica el término sistema flexible de manufactura.
19
DIFERENCIAS CON OTRAS FORMAS DE
DISTRIBUCION
20
CLASIFICACION Y CODIFICACION DE PARTES
La clasificación y codificación de piezas tiene que ver con la identificación de similitudes entre piezas y la descripción de estas en un sistema codificado.
21
FAMILIA DE PIEZAS
Uno de los problemas básicos para el desarrollo de la TG es como definir las familias de piezas, es decir, como definir su similitud.
Utilizando la TG, agrupamos las piezas en familias de piezas.

22
FAMILIA DE PIEZAS
Una familia de piezas es un conjunto de piezas similares debido a su morfología, tamaño, calidad y proceso de fabricación.
El concepto más importante de la TG es lograr agrupar las piezas en familias.
23
FAMILIA DE PIEZASUn medio de construir familias
de piezas es clasificar las piezas según criterios y luego codificarlas.En el caso de los GT los sistemas se clasifican y codifican al mismo tiempo, dando lugar a que las piezas de una misma familia estén representadas por un mismo código con caracteres alfanuméricos.
24
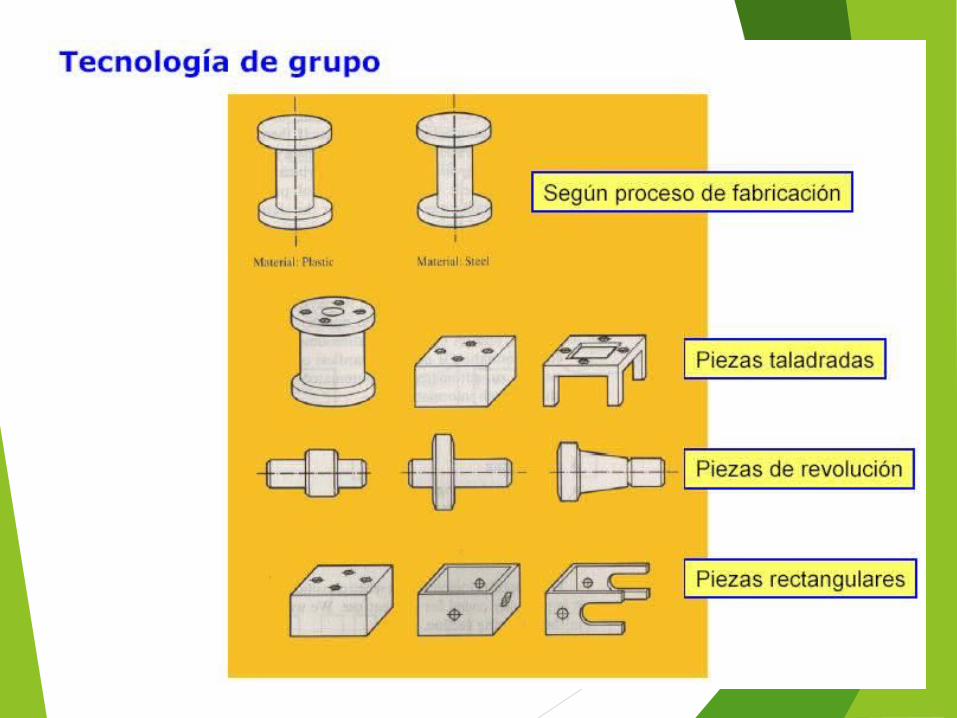
Ejemplo:

25
Ejemplo:
Dos partes que tienen forma y tamaño idénticos pero manufactura muy distinta
a) 1,000,000 pzas /año, tolerancia = ± 0.010 pulg. Acero 1015.
b) 100 pzas /año, tolerancia = ± 0.001 pulg. Acero inoxidable.

26
Ejemplo:
10 partes diferentes en tamaño y forma, pero muy similares en términos de manufactura. Todas se maquilan con torneado a partir de mat. Prima cilindrica.
27
IDENTIFICACION DE FAMILIA DE PIEZASExisten tres métodos generales
para solucionar el problema de construcción de familias de piezas.1.Inspección visual.- es el método menos caro y menos sofisticado. Se refiere a la clasificación en familias observando la pieza física o imágenes de esta separándolas en grupos similares. Es el menos seguro de los tres.
28
IDENTIFICACION DE FAMILIA DE PIEZAS
2.Análisis de flujo de producción (production flow analysis, PFA).- usa la información que contienen las hojas de ruta para clasificar las partes, es decir que las partes con pasos de manufactura similares se agrupan en la misma familia.
29
IDENTIFICACION DE FAMILIA DE PIEZAS
3.Sistema de clasificación y codificación de partes.- es el que más tiempo consume y el más complicado de los tres métodos. Sin embargo es el más usado y reconocido como el más fuerte de los tres.
30
Es un método de identificación de familias de piezas y grupos de máquinas herramientas asociadas por análisis de las hojas de rutas de las piezas fabricadas en la planta.Se agrupan siempre las piezas que tienen similares secuencias de operación y rutas de maquinas.
IDENTIFICACION DE FAMILIA DE PIEZAS
2. Análisis de flujo de producción

31
Proceso de familia de piezas

32
33

34

35
36

37
38
39
40
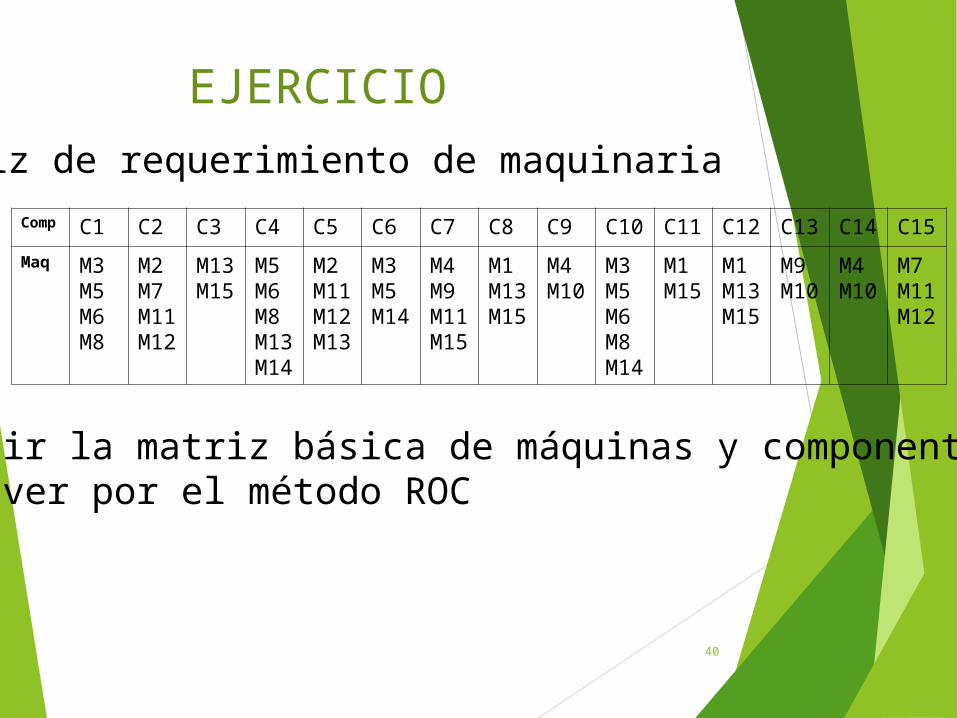
EJERCICIO
Comp
C1 C2 C3 C4 C5 C6 C7 C8 C9 C10
C11
C12
C13
C14
C15
Maq M3M5M6M8
M2M7M11M12
M13M15
M5M6M8M13M14
M2M11M12M13
M3M5M14
M4M9M11M15
M1M13M15
M4M10
M3M5M6M8M14
M1M15
M1M13M15
M9M10
M4M10
M7M11M12
Matriz de requerimiento de maquinaria
Construir la matriz básica de máquinas y componentesy resolver por el método ROC

41
Solución ejercicioM/
CC1 C2 C3
C4 C5 C6 C7 C8 C9 C1
0C11
C12
C13
C14
C15
M1 1 1 1
M2 1 1
M3 1 1 1
M4 1 1 1
M5 1 1 1 1
M6 1 1 1
M7 1 1
M8 1 1 1
M9 1 1
M10
1 1 1
M11
1 1 1 1
M12
1 1 1
M13
1 1 1 1 1
M14
1 1 1
M15
1 1 1 1 1

42
Solución ejercicioM/
C10 1 4 6 5 8 12 3 2 15 7 1
113 9 14
5 1 1 1 1
6 1 1 1
8 1 1 1
3 1 1 1
14 1 1 1
13 1 1 1 1 1
11 1 1 1 1
12 1 1 1
2 1 1
15 1 1 1 1 1
1 1 1 1
7 1 1
9 1 1
4 1 1 1
10 1 1 1
Célula 1
Célula 2Célula 3
43
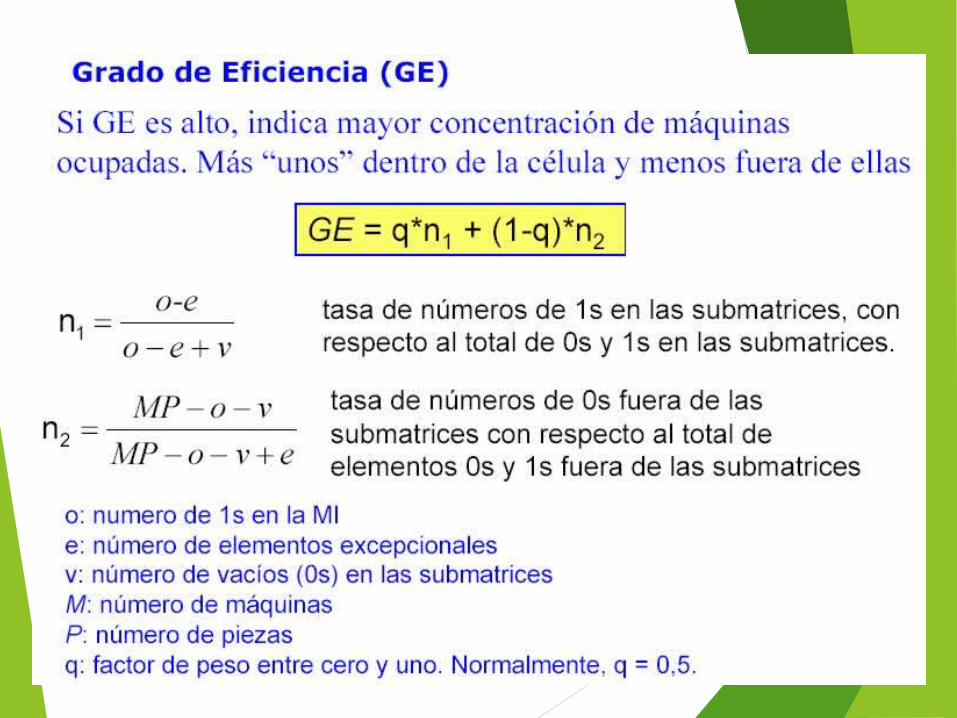
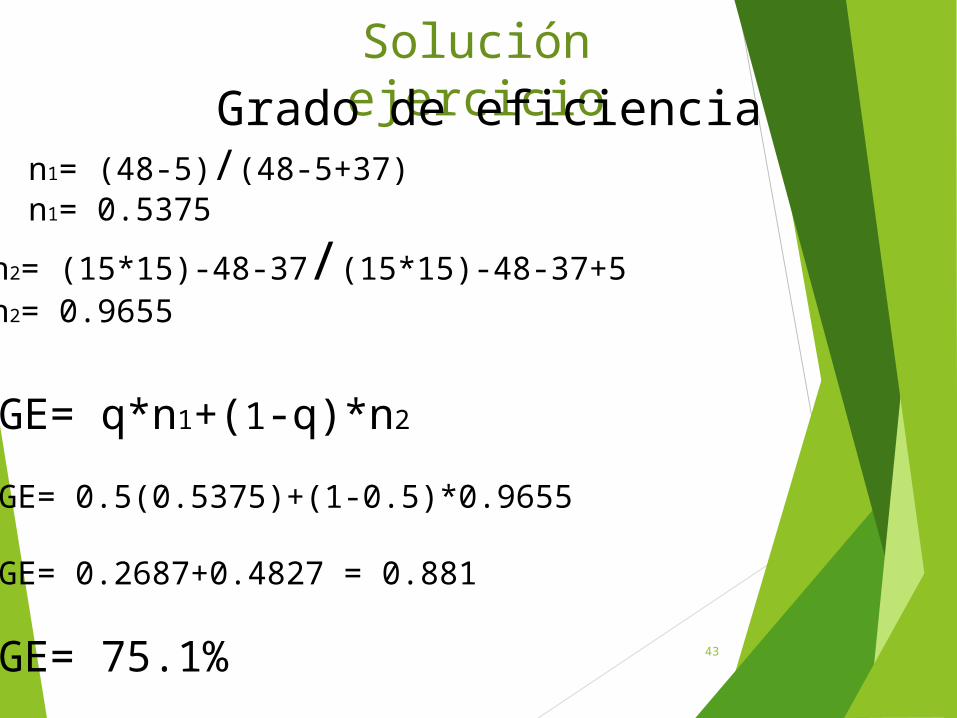
Solución ejercicioGrado de eficiencia
n1= (48-5)/(48-5+37)n1= 0.5375 n2= (15*15)-48-37/(15*15)-48-37+5 n2= 0.9655
GE= q*n1+(1-q)*n2
GE= 0.5(0.5375)+(1-0.5)*0.9655
GE= 0.2687+0.4827 = 0.881
GE= 75.1%
44
MANUFACTURA CELULAR
Dividir la instalación en pequeños grupos de máquinas, cada uno de ellos dedicado a un conjunto de productos.
En general una célula se considera un grupo pequeño de máximo 5 máquinas-5 componentes. Sin embargo la tecnología de grupos se aplica también a grupos más grandes.

45
Intento de estandarizar productos y procesos.
Se desea combinar las ventajas de las líneas de producción y los job shop.
Se forman familias de productos. Cada pieza de la familia requiere el mismo conjunto de herramientas y máquinas.
MANUFACTURA CELULAR
46
DISEÑO DE CELULAS DE MANUFACTURA DE GT
Para explotar por completo las similitudes entre las partes de una familia, la producción debe organizarse usando celdas diseñadas para especializarse en fabricar partes específicas.
Concepto de parte compuesta.
Diseño de celdas de maquinado.

47
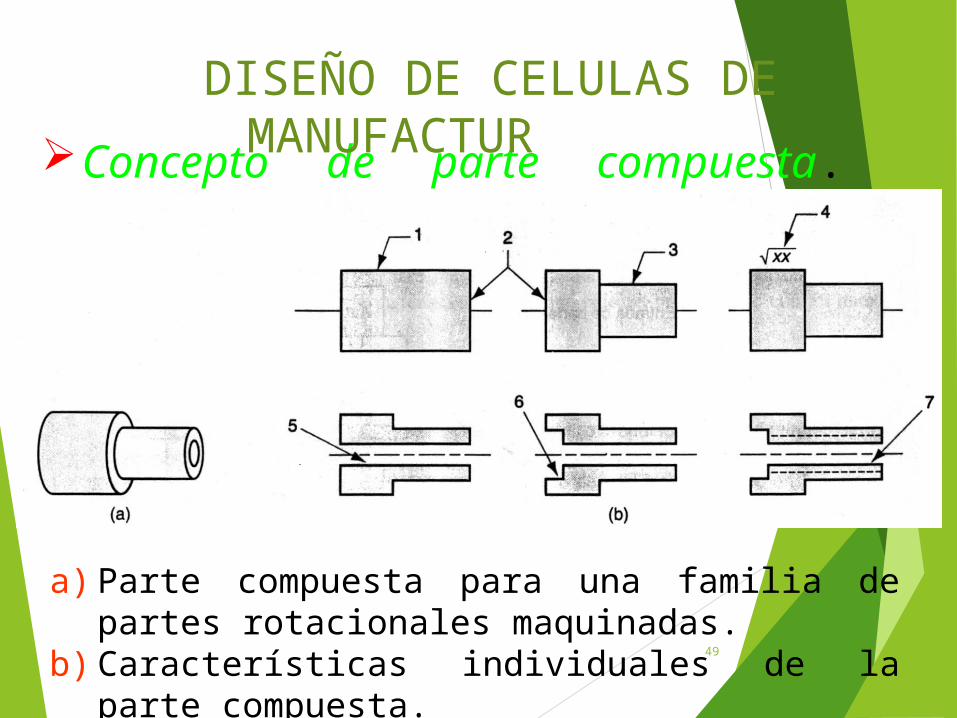
Concepto de parte compuesta.La parte compuesta de una
familia determinada, es una parte hipotética que incluye todos los atributos de diseño y manufactura de la familia.Una celda diseñada para una familia de partes incluirá las máquinas requeridas para hacer la parte compuesta.
DISEÑO DE CELULAS DE MANUFACTURA DE GT

48
Concepto de parte compuesta.Esta celda sería capaz de
producir cualquier socio de la familia con sólo omitir las operaciones correspondientes
La celda también se diseñaría para permitir variaciones de tamaño dentro de la familia, al igual que en las características.
DISEÑO DE CELULAS DE MANUFACTURA DE GT
49
Concepto de parte compuesta. Ejemplo
a) Parte compuesta para una familia de partes rotacionales maquinadas.
b) Características individuales de la parte compuesta.
DISEÑO DE CELULAS DE MANUFACTURA DE GT

50
Concepto de parte compuesta. Ejemplo
Etiqueta
Característica de diseño
Operación de manufactura
1 Cilindro externo Torneado
2 Cara del cilindro Careado
3 Paso cilíndrico Torneado
4 Superficie lisa Esmerilado cilíndrico externo
5 Orificio axial Taladrado
6 Abocardado Orificio, abocardado
7 Roscas internas Aterrajar
DISEÑO DE CELULAS DE MANUFACTURA DE GT

51
PASOS PARA PLANEAR TECNOLOGIA DE GRUPOS
Codificación. Identificación de características de las piezas y procesos.
Clasificación. Formación de grupos.
Distribución. Distribución física de la instalación.
52
Implica la identificación de similitudes y diferencias entre las partes para relacionarlas mediante un esquema de codificación común.La mayoría de los sistemas de clasificación y codificación están entre los siguientes:
IDENTIFICACION DE FAMILIA DE PIEZAS3. Sistema de clasificación y
codificación de partes

53
Sistemas basados tanto en atributos de diseño como de manufactura.
Sistemas basados en atributos de diseño de partes (forma geométrica y tamaño).Sistemas basados en atributos de la manufactura de partes (secuencia de pasos de procesamiento requeridos para realizar la pieza)
Sistema de clasificación y codificación de partes
IDENTIFICACION DE FAMILIA DE PIEZAS

54
ATRIBUTOS DE DISEÑODimensiones principales
Tipo de material
Forma básica externa
Función de la parte
Forma básica interna
Tolerancias
Relación longitud/diámetro
Acabado superficial
IDENTIFICACION DE FAMILIA DE PIEZASSistema de clasificación y codificación de
partes
¿ Qué más ?

55
ATRIBUTOS DE MANUFACTURAProceso principal Dimensiones principales
Secuencia de operación Forma básica externa
Tamaño del lote Relación longitud/diámetro
Producción anual Tipo de material
Máquinas herramienta Tolerancias
Herramientas de corte Acabado superficial
IDENTIFICACION DE FAMILIA DE PIEZASSistema de clasificación y codificación de
partes
¿ Qué más ?
56
Cada organización debe diseñar su propio esquema de codificación.
Debe abarcar todos los aspectosSer mutuamente excluyenteEstar basado en características
permanentesSer adaptable a cambios futuros.
Sistema de clasificación y codificación de partes
REQUERIMIENTOS BÁSICOS
IDENTIFICACION DE FAMILIA DE PIEZAS
57
Generalmente, la codificación es de tipo alfanumérica.
Sistema de clasificación y codificación de partes
IDENTIFICACION DE FAMILIA DE PIEZAS
58
La estructura de los sistemas de clasificación y codificación pueden basarse en:
Estructuras monocódigo.
Estructuras policódigo.
Estructuras híbridas.
Sistema de clasificación y codificación de partes
IDENTIFICACION DE FAMILIA DE PIEZAS

59
Estructura monocódigo o jerárquicas.Utiliza una estructura de árbol
y el código es el resultado de un proceso paso a paso en la elección de cada dígito. Cada dígito depende de los anteriores.
Sistema de clasificación y codificación de partes
Es apropiada para la clasificación según criterios de diseño.
IDENTIFICACION DE FAMILIA DE PIEZAS

60
Ejemplo:

61
Ejemplo:
62
Estructura policódigo.En esta cada código es
independiente de los otros. Es fácil de construir y de modificar, pero necesita más dígitos que una estructura de árbol.
Sistema de clasificación y codificación de partes
Es apropiada para la clasificación de piezas que tienen exactamente los mismos criterios
IDENTIFICACION DE FAMILIA DE PIEZAS

63
Ejemplo:

64
Estructura híbrida.Combina las ventajas de las
dos anteriores. Usualmente en la clasificación para diseño y aplicaciones de maquinado.
Sistema de clasificación y codificación de partes
Lo más usual es aplicar la Est. Mon. a los primeros dígitos para crear subfamilias y luego aplicar la Est. Pol. a las subfamilias
IDENTIFICACION DE FAMILIA DE PIEZAS

65
Ejemplo:

66
Dinámica:
•Para un producto y sus Sub-ensambles, has una propuesta de agrupación y
•Posteriormente la codificación de partes
•En media cuartilla y con tus propias palabras explicar ampliamente 5 beneficios y las carácterísticas de la clasificación y codificación de partes
67
BENEFICIOS DE LOS SISTEMAS DE CLASIFICACION Y CODIFICACION
DE PARTES
Permite una recuperación rápida de los dibujos del diseño de una parte.
Facilita la formación de familias de partes.
Reduce la duplicidad en el diseño debido a que se recuperan diseños de partes similares o idénticos y se reutilizan en lugar de diseñarlos desde el principio.

68
Mejora la estimación y la cuantificación de costos.
Promueve la estandarización del diseño.
Facilita la programación de partes con control numérico, permitiendo que las partes nuevas usen el mismo programa de las partes ya existentes en la misma familia.
BENEFICIOS DE LOS SISTEMAS DE CLASIFICACION Y CODIFICACION
DE PARTES
69
Permite la racionalización y mejoramiento en el diseño de herramientas y soportes.
Hace posible la planeación de procesos asistidos por computadora (CAPP, computer-aided process planning).
BENEFICIOS DE LOS SISTEMAS DE CLASIFICACION Y CODIFICACION
DE PARTES

70
SISTEMAS FLEXIBLES DE MANUFACTURA

71
Un sistema flexible de manufactura, es una celda de maquinado con TG altamente automatizada que consiste en un grupo de estaciones de procesamiento (maquinas CNC), interconectadas mediante un sistema integrado de computadoras.
El SFM se basa en los principios de la tecnología de grupos.
SISTEMAS FLEXIBLES DE MANUFACTURA

72

73
El concepto se originó en los años sesenta, y fue atribuido a David Williamson, Ingeniero inglés.
Un SFM es capaz de producir una familia de partes única o un rango limitado de familias de partes
Planteaba que el grupo de máquinas herramientas podía operar 24 horas por día.
SISTEMAS FLEXIBLES DE MANUFACTURA
74
Cuando el sistema sólo tiene algunas máquinas, se usa el término celda flexible de manufactura CFM.
Los SFM varían en términos de la cantidad de máquinas herramienta y el nivel de flexibilidad.
SISTEMAS FLEXIBLES DE MANUFACTURA

75
La CFM consta de 3 máquinas o menos.
El SFM consta de 4 máquinas o más.
La diferencia entre un SFM y CFM, se basa en la cantidad de máquinas que incluye.
SISTEMAS FLEXIBLES DE MANUFACTURA

76
SISTEMAS FLEXIBLES DE MANUFACTURA
77
SISTEMAS FLEXIBLES DE MANUFACTURA

78
Para calificar a un sistema de manufactura como flexible debe cumplir varios criterios.1.Procesar diferentes estilos de
partes.
2.Aceptar cambios en el programa de producción.
3.Responder en forma inmediata cuando se presenten averías y errores del equipo en el sistema.
SISTEMAS FLEXIBLES DE MANUFACTURA
79
4.Aceptar la introducción de nuevos diseños de partes.
Estas capacidades hacen el uso posible el uso de una computadora central que controla y coordina los componentes del sistema.
SISTEMAS FLEXIBLES DE MANUFACTURA

80
INTEGRACIÓN DE COMPONENTES DE UN SFM
También incluye personas.
Un SFM esta formado por un hardware y un software, integrados en una unidad eficiente y confiable.
81
Las estaciones de trabajo incluyen máquinas CNC, además de estaciones de inspección, de limpieza de partes y otras, según sean necesarias.
Un SFM incluye estaciones de trabajo, un sistema de manejo de material y una computadora de control central.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM
82
Entre estos están los transportadores de rodillos, los carros enganchados en el piso, los vehículos controlados en forma automática y los robots industriales.
Para un SFM por lo general se incluye un sistema transportador automatizado.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM
83
El sistema de manejo establece la distribución básica de un SFM.
El tipo más apropiado depende del tamaño y la geometría de partes al igual que de factores relacionados con la economía y la compatibilidad con otros componentes.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM
84
1.En línea.
Se distinguen 4 tipos de distribución:
Componentes del hardware
2.En ciclo.3.A campo abierto4.Celda centrada en
un robot
INTEGRACIÓN DE COMPONENTES DE UN SFM
85
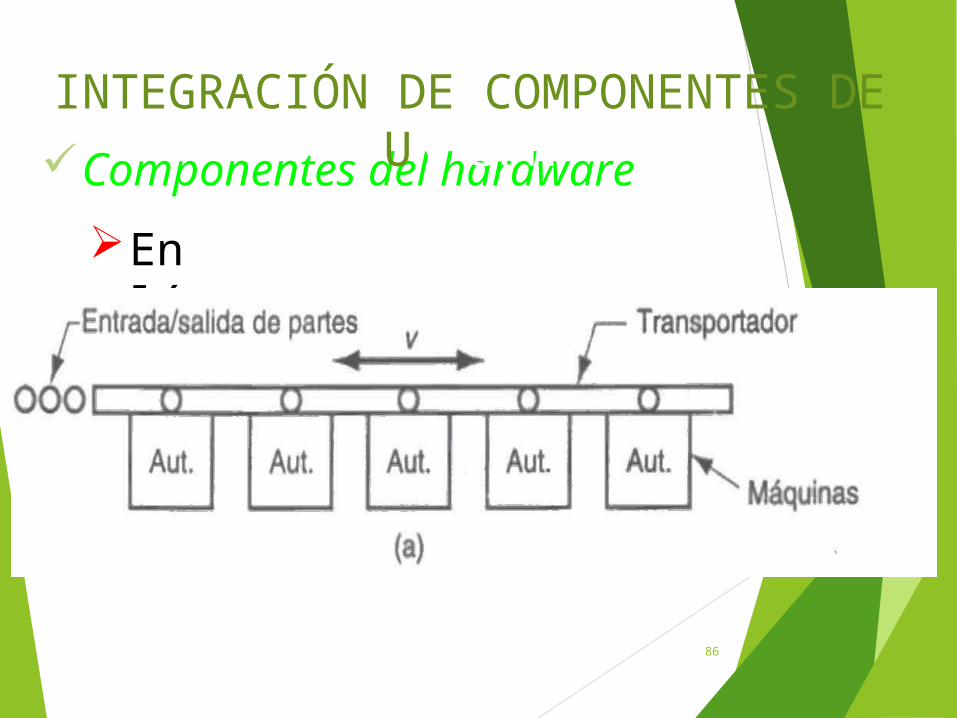
En línea.
Componentes del hardware
• Usa un sistema de transferencia lineal para mover las partes entre las estaciones de procesamiento y las estaciones de carga/descarga
INTEGRACIÓN DE COMPONENTES DE UN SFM
86
En línea.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM

87
• Consiste en un transportador o ciclo con estaciones de trabajo ubicadas en su periferia. Esto permite cualquier secuencia de procesamiento, debido a que es posible acceder a cualquier estación desde otra.
En ciclo.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM

88
En ciclo.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM

89
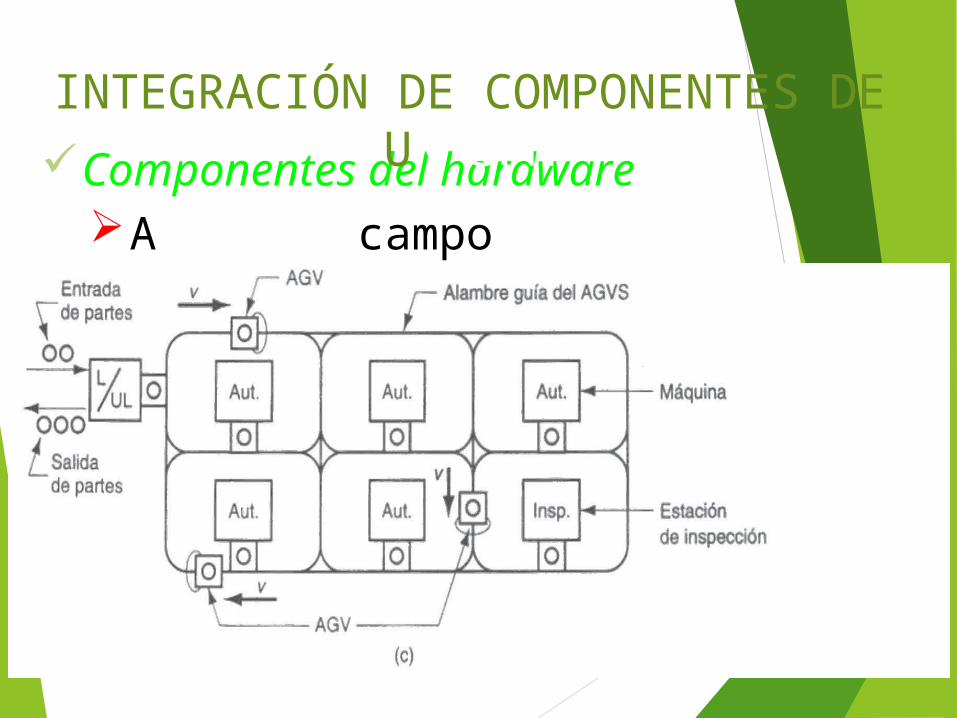
A campo abierto.
Componentes del hardware
• Es la configuración más compleja y consiste en varios ciclos enlazados.
INTEGRACIÓN DE COMPONENTES DE UN SFM
90
A campo abierto.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM

91
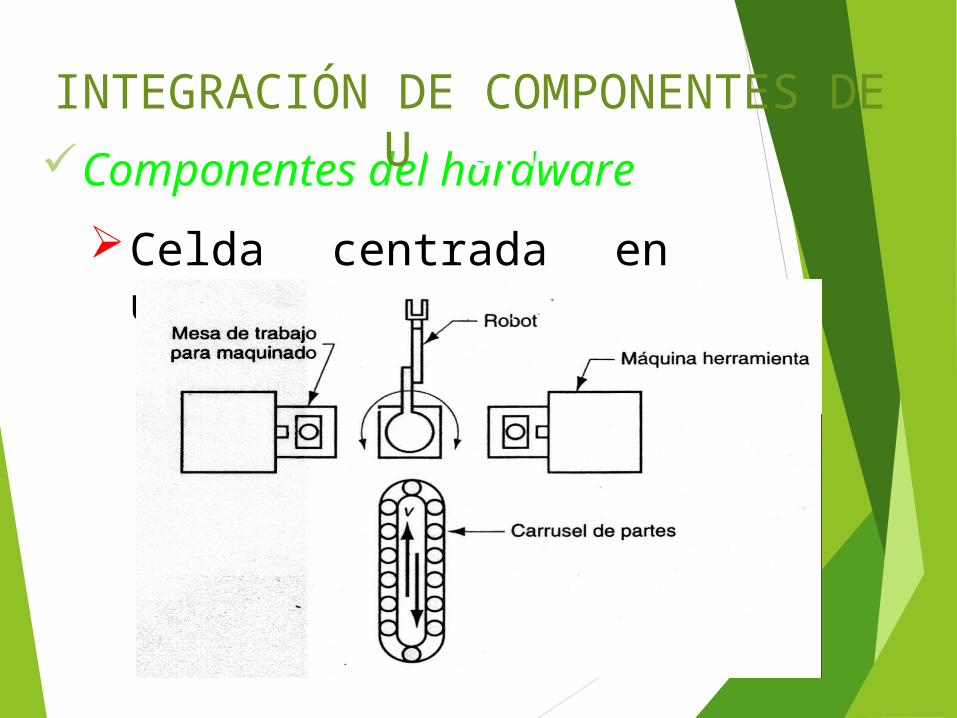
Celda centrada en un robot.
Componentes del hardware
• Consiste en un robot cuyo volumen de trabajo incluye las posiciones de carga/descarga de las máquinas en la celda.
INTEGRACIÓN DE COMPONENTES DE UN SFM
92
Celda centrada en un robot.
Componentes del hardware
INTEGRACIÓN DE COMPONENTES DE UN SFM

93
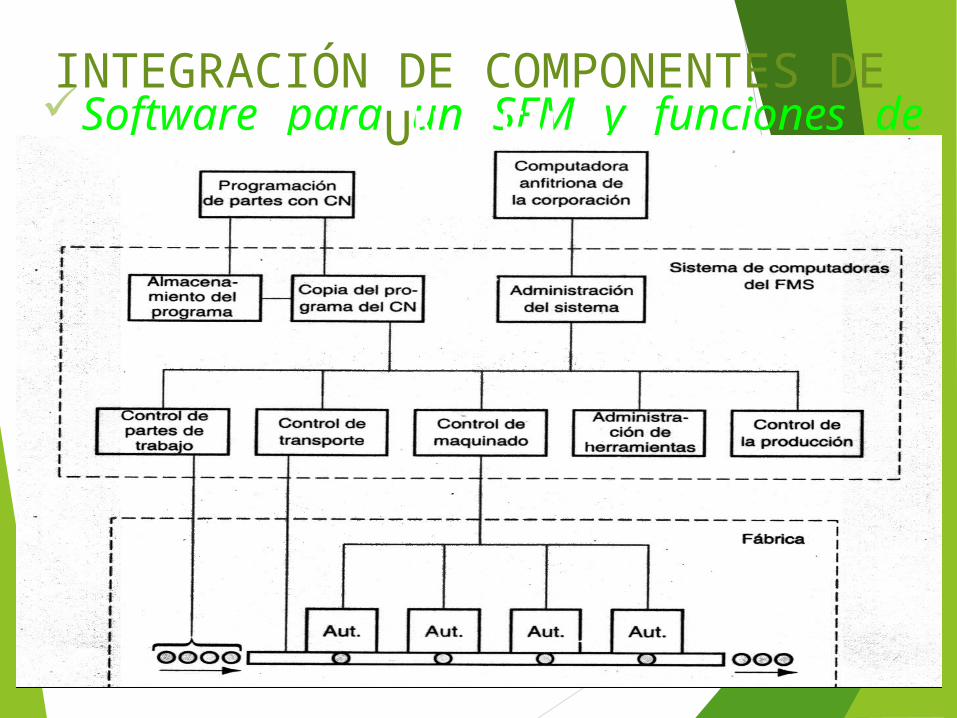
El software consiste en módulos asociados con las diversas funciones que ejecuta el sistema de manufactura.
Software para un SFM y funciones de control
Las funciones y los módulos son en su gran mayoría para una aplicación específica.
INTEGRACIÓN DE COMPONENTES DE UN SFM

94
Un SFM posee la arquitectura característica de un sistema de control numérico distribuido DNC.
Software para un SFM y funciones de control
Los DNC usan información en dos sentidos. Envia datos de instrucciones hacia las máquinas y viceversa.
INTEGRACIÓN DE COMPONENTES DE UN SFM
95
Software para un SFM y funciones de control
INTEGRACIÓN DE COMPONENTES DE UN SFM

96
Mano de obraEntre las actividades que
realizan los trabajadores están:
1.Cargar y descargar partes del sistema.2.Cambiar y preparar las herramientas de corte.
3.Dar mantenimiento y reparar el equipo.4.La programación de parte con CN.
INTEGRACIÓN DE COMPONENTES DE UN SFM

97
Mano de obra
5.La programación y operación del sistema de computadoras.
6.La administración general del sistema.
INTEGRACIÓN DE COMPONENTES DE UN SFM

98
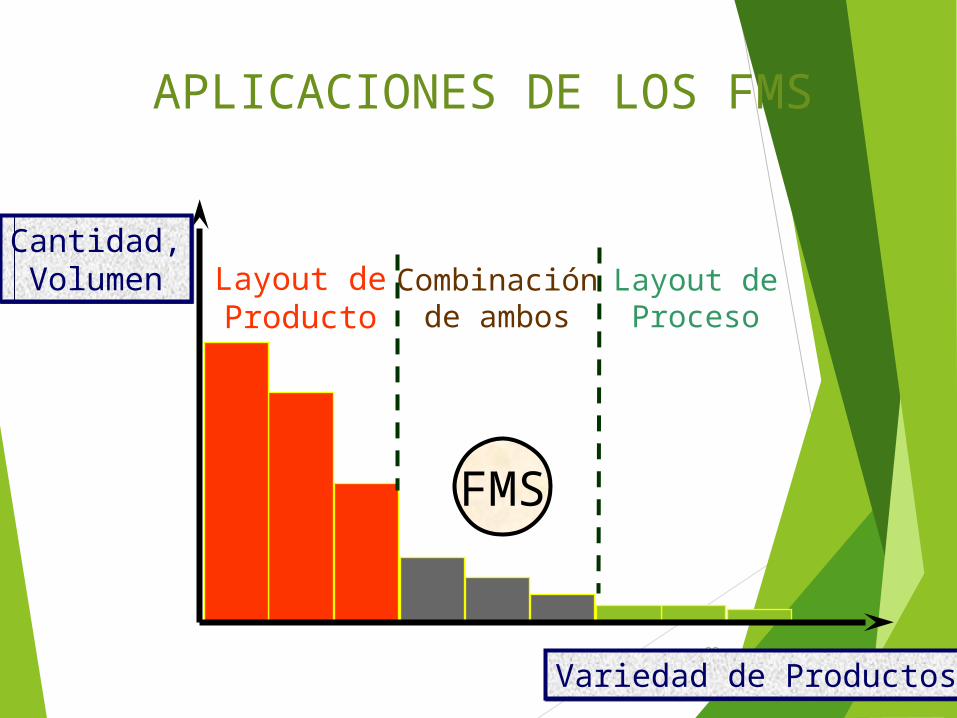
APLICACIONES DE LOS SFM
SI la pieza o producto se hace en grandes cantidades sin variaciones de estilo, es conveniente usar una linea de transferencia.
Los SFM por lo general se usan para una producción de volumen medio y variedad intermedia.
99
APLICACIONES DE LOS FMS
Cantidad,VolumenCantidad,Volumen
Variedad de ProductosVariedad de Productos
Layout deProducto
Combinaciónde ambos
FMS
Layout deProceso
100

101
BENEFICIOS DE LOS SFM
Menor trabajo en proceso debido a la producción continua, en lugar de la producción por lotes.
Mayor utilización de máquinas que un taller especializado convencional.
Tiempos de manufactura más cortos
Mayor flexibilidad en el programa de producción.