Mantenimiento en Latinoamérica.mantenimientoenlatinoamerica.com/pdf/ML Mantenimiento en... ·...
41
Transcript of Mantenimiento en Latinoamérica.mantenimientoenlatinoamerica.com/pdf/ML Mantenimiento en... ·...


Mantenimiento en Latinoamérica. Volumen 5 – N°1
Contenido
Hablemos de Planeacion y Planificación
La Gestión Financiera‐ Estratégica del
Mantenimiento
Implementación de un programa de
mantenimiento predictivo
Cualidades del gerente de activos ‐
Confidencialidad
Ahorro energético en motores y generadores a
partir de la lubricación con apoyo del
ultrasonido propagado en el aire.
Diseño de un Modelo para la Auditoría de la Gestión
de Mantenimiento Basado en el Modelo de Gerencia
de Mantenimiento de PDVSA
TPM Mantenimiento Total Productivo
Para reflexionar: CCQ, KANBAN, JIT, SMED, ANÁLISE DE VALOR, 5S, REENGENHARIA, 6 SIGMA, LEAN MANUFACTURING, RCM, TPM... Al final, que debe ser implantado?
4
6
13
14
17
26
10
21

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Mantenimiento
en Latinoamérica
Volumen 3 – N° 5 EDITORIAL Y COLABORADORES
Enrique Dounce Villanueva Lourival Tavares
Víctor D. Manríquez Juan Carlos Orrego Barrera
Juan Guillermo Sánchez Giraldo Emiro Vásquez
Leandro Daniel Torres Marcio Cotrim
El contenido de la revista no refleja necesariamente la
posición del Editor. El responsable de los temas, conceptos e imágenes emitidos en cada artículo es la persona quien los
emite.
VENTAS y SUSCRIPCIONES:
[email protected] Argentina: [email protected]
Bolivia: [email protected]
Comité Editorial Juan Carlos Orrego
Beatriz Janeth Galeano U. Tulio Hector Quintero P.
Editorial
Iniciamos nuestro Quinto año con muchos deseos de llegar a los 50, el futuro se visualiza lleno de retos y más que otra cosa de satisfacciones, la satisfacción de contar cada año con más y más amigos y colegas de toda Latinoamérica, que leen la revista y que envían sus conocimientos para compartirlos.
No ha sido del todo fácil llegar hasta acá pero gracias al apoyo de todos ustedes lo hemos logrado y seguiremos adelante dando a conocer lo que hacen los expertos de nuestra región. Desde aquel primer número en enero de 2009 con dos artículos, hasta hoy donde nuestro comité editorial en algunas ocasiones debe dejar de un número a otro trabajos excelentes para ser presentados, y en algunas otras ha debido rechazar trabajos que aun les falta algún aspecto que de verdad entregue algún conocimiento que pueda ser aplicado por los ingenieros en Latinoamérica.
RCM, TPM, PMO, PASS 55, Lean y múltiples herramientas se han discutido en las ya 759 páginas por 66 profesionales, abordando estos temas con profesionalismo y deseos de transmitir lo que han hecho en los diferentes países, más de 13.000 lectores en la región nos obligan a hacerlo cada vez mejor y a soñar con que en los próximos años contemos con una comunidad que unifique criterios y desarrolle actividades para conseguir el bienestar de nuestras comunidades y de la región entera para decirle al mundo entero, aquí están los mantenedores latinoamericanos aportando nuestro granito de arena para el desarrollo mundial.
Un abrazo.
Juan Carlos Orrego Barrera
Director
3

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Hablemos de Planeacion y Planificación
Por:
Ing. Enrique Dounce Villanueva. Consultor Independiente. [email protected] México.
En el ámbito mundial aún se puede percibir que hay confusión entre lo que es la Planeación y lo que es la Planificación y esto podemos comprobarlo, por ejemplo, al navegar en la RED dentro de los diferentes foros y redes sociales que hoy día permiten un intercambio de información veloz y más dinámica a todos los niveles empresariales. De lo anterior se desprende la penuria de aclarar estos dos conceptos y que mejor forma hacerlo con un ejemplo sobre una de las necesidades más apremiantes que padecen las empresas y es el conocer en qué dirección y magnitud deben emplear sus recursos para asegurar un cada vez mejor futuro.
Para iniciar, recordemos que toda empresa está integrada por tres funciones básicas:
1. El Consejo de Administración: Quien define los resultados que en el corto y largo plazo deben alcanzarse, basado en la Planeación estratégica elaborada por la Dirección General.
2. La Dirección General: Quien elabora la Planeación estratégica y determina el "Programa del siguiente año" para llevar a cabo la expansión de la empresa.
3. Las Gerencias, empleados y proveedores: Quienes basados en el "Programa del siguiente año" elaboran la Planificación dándole realidad al desarrollo adecuado de la empresa.
Comprendido lo anterior basémonos en el siguiente ejemplo sobre La Expansión de una Red Telefónica Urbana: Situándonos en el año de 1962 en México, dentro de la mayor compañía telefónica que a nivel nacional prestaba sus servicios de comunicación urbana y de larga distancia en el país, misma que estaba dividida en cuatro sectores; Puebla, Guadalajara, Monterrey y Centro. Cada uno de ellos estaba a cargo de un "Ingeniero Jefe de Sector" y agrupaba de 7 a 8 estados del país y una de sus funciones era la conservación y expansión de la Planta Telefónica en general (Ver siguiente figura)
Ahora bien, dentro de la Planta Telefónica existía lo que se llamaba Planta Exterior Urbana que se dividía en "Distritos", cada uno de los cuales cubría un área de acuerdo a la cantidad de usuarios actuales y futuros, cuya densidad no debería ser mayor de 300 proyectada a cinco años. Cada sector, para el efecto de atender la expansión de redes urbanas, tenia Proyectistas, Planificadores y Contratistas cuyos conocimientos y funciones eran las siguientes:
Proyectista. Apto para definir la ampliación de la red telefónica con elementos que constituyen la planta exterior telefónica, conocimiento de materiales, hacer planos y croquis.
Planificador. Con conocimientos de Proyectista y Contratista.
Contratista. Especialista en el manejo de personal dedicado a la construcción de determinada área de la planta telefónica (Canalización, redes urbanas, etc.).
Con este panorama en mente refirámonos solamente a la Planeación y la Planificación para la expansión de la red telefónica urbana de la ciudad de Monterrey Nuevo León, Sector que tuvimos a cargo del 1966-1969.
Planeación. La Planeación iniciaba con un estudio de mercado hecho por especialistas. Basado en este estudio, un Proyectista se desplazaba a algún "Distrito" para asimilar lo que era necesario ampliar o cambiar. Con la información obtenida creaba un "Proyecto de red del Distrito X" que consistía en la elaboración de planos y minutas explicativas detalladas, mostrando las modificaciones y costos que después de ser revisadas y aprobadas por el Ingeniero Jefe del sector, se enviaban a la alta dirección de la empresa con residencia en el Distrito Federal. Todas las oficinas de proyectos a nivel nacional operaban de la misma forma y la alta Dirección de la empresa, recibía durante todo el año ésta información, estudiando y ajustando los proyectos para conocer su importancia y costo, determinando cuales de estos debían integrar el "Programa del siguiente año" para ser enviado a cada sector en noviembre como "Ordenes de Trabajo" (OTs.) calificadas con su costo el cual podía variar hasta un 10%.
4

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Es de hacer notar que estas órdenes de trabajo estaban basadas en proyectos que tenían generalmente no menos de tres años en haber sido elaborados por los sectores, por lo que todos estábamos consientes de que dichas OTs debían de actualizarse en el momento de su Planificación. Esto es a lo que realmente se le llama "PLANEACIÓN", tiene características esencialmente estratégicas y su objetivo principal es proporcionarle al alto mando una visión a largo plazo (de seis a diez años) que le facilite intuir a tiempo el rumbo que en materia de expansión debe llevar la empresa. Ahora continuemos estudiando la etapa de la "PLANIFICACIÓN".
Planificación: Las OTs. que en noviembre de cada año la Dirección general enviaba a los sectores venían a constituir el programa del año siguiente y a cada una de ellas, de acuerdo con sus características (Canalización, red mural, aérea, etcétera) se le dejaba a cargo de un Planificador especialista.
Con una OT, el planificador estudiaba el Distrito qué se debía ampliar y cuando estaba seguro de lo que debía hacer, marcaba en el terreno los símbolos adecuados utilizando pintura y brocha, por ejemplo:
Para mostrar la colocación de un poste, pintaba en el lugar correspondiente del piso o banqueta, un circulo de aproximadamente 10 cm. de diámetro.
Si había que colocar una terminal, pintaba en donde debía ser colocada un triangulo isósceles.
Para una canalización subterránea se usaban líneas y puntos a todo lo largo.
Etcétera.
Conforme avanzaba, el planificador actualizaba los planos, hacia los vales para sacar el material necesario y cambiaba impresiones con el contratista que bajo sus órdenes haría la obra, empezando ésta en el momento que consideraran adecuado. Al termino se checaba que la obra tuviera la calidad esperada tanto en estructura como en funcionamiento y en esas condiciones era entregada al personal que se dedicaría a su explotación y conservación.
Esta es la "PLANIFICACIÓN", tiene características esencialmente tácticas y su objetivo es elaborar el producto que le será ofrecido al usuario en tiempo y forma que éste necesita.
En conclusión la Planeación en esencia tiene una naturaleza estratégica y busca proporcionar al sector Gobierno (Consejo de Administración y Dirección General) de una empresa las bases para el desarrollo de su visión a largo plazo. La Planificación en cambio tiene una naturaleza táctica proporcionando el qué y el cómo elaborar el producto que le será ofrecido al usuario.
5

Mantenimiento en Latinoamérica. Volumen 5 – N°1
La Gestión Financiera-Estratégica del Mantenimiento
Conferencia Magistral en el 8avo Congreso Uruguayo de Mantenimiento en el 18/09/2012 (Segunda parte)
por:
Lourival Tavares
Ingeniero Electricista Coordinador General de Postgrado Ingeniería de Mantenimiento Universidad Federal de Rio de Janeiro Consultor Internacional [email protected] Brasil
Este tipo de estructura está siendo adoptado en 32% de las empresas brasileñas según la encuesta de ABRAMAN la Asociación Brasileña de Mantenimiento en el año 2011.
Figura 7 Estructura Centralizada
En la estructura descentralizada mantenimiento se queda distribuida bajo cada área operativa. La gran inconveniencia de este tipo de estructura es que al distribuir la Planificación y Control de Mantenimiento y la Ingeniería de Mantenimiento en por las áreas operativas se generan diversos estándares diferentes de procedimiento que imposibilita la integración corporativa de la función. De acuerdo con la encuesta de ABRAMAN de 2011, 27% de las empresas brasileñas adoptan este tipo de estructura.
Figura 8 Estructura Descentralizada
En la estructura mixta cada área operativa tiene un equipo para atender a las actividades regulares del área y existe un órgano de mantenimiento a mismo nivel de los operativos donde se centraliza la Planificación,
Control y Gestión de mantenimiento además de un equipo llamado “Taller Central” que está calificado para atender a cualquier de las áreas que necesiten de refuerzo en sus labores. Este tipo de estructura es adoptado por 41% de las empresas brasileñas de acuerdo con la encuesta de ABRAMAN de 2011.
Figura 9 Estructura Mixta
2) Establecer la vinculación entre la estructura seleccionada y la empresa. Por sus características de actuación, mantenimiento se relaciona con las áreas que actúan en la relación externa de la empresa, o sea, Operación, Ventas, Marketing y Patrimonio.
A su vez, mantenimiento también se relaciona con las áreas que proveen los recursos para que la empresa pueda desarrollar su actividad, o sea, Materiales, Compras, Contratos, Recursos Humanos etc. Por lo tanto, mantenimiento es, por su naturaleza funcional una función corporativa y, por lo tanto, tiene deberes y responsabilidades inherentes al éxito o fracaso de la empresa,
Figura 10 Relación de Mantenimiento con las otras Áreas
3) Establecer la Misión y la Visión Para cumplir las exigencias cada vez mayores de actuación es recomendable que esté definida la misión y visión del área de mantenimiento y dentro las diversas sugerencias que encontramos en nuestra investigación, las que nos parecieron más adecuadas son: MISION - Ofrecer a nuestros clientes soluciones efectivas basadas en servicio Oportuno, Innovador, Confiable, de Costo Competitivo en todo lo relacionado
6

Mantenimiento en Latinoamérica. Volumen 5 – N°1
a Mantenimiento y actividades afines que podamos desarrollar
VISION - Ser considerado, por la empresa a la cual ofrecemos y damos nuestro servicio, como la mejor opción dentro de nuestras atribuciones. La definición de la Misión y Visión tiene que estar bien clara y difundida entre el personal pues, si no, tenemos el riesgo de transformarnos en un “órgano pato”! (3) El pato es una ave que hace de todo - vuela, nada sobre el agua, nada bajo el agua, anda, canta - pero hace todo esto mal!! (3)
EL ESTRATÉGICO-FINANCIERO
El Ciclo de Vida de los Activos, empieza por su adquisición. En este momento la empresa busca recursos para viabilizar su negocio y estos recursos son reconocidos como CAPEX (Capital Expenditure) que son los gastos de Capital o Inversiones en Bienes de Capital) designa el monto de dinero gastado en la adquisición (o introducción de mejoras) de bienes de capital de una empresa. Bajo el punto de vista Estratégico, en este momento mantenimiento debe hacer la identificación de los activos adquiridos, o sea, Catastrar los activos, donde además de la información general (nombre, ubicación, función etc.) se destacan el agrupamiento por “Familias” (conjunto de activos iguales, o sea, de mismo Tipo, Fabricante y Modelo); la identificación individual del activo (a través de su número de serie, o numero definido por el órgano de patrimonio o un numero atribuido por el sistema de gestión); la identificación de la posición operacional a través del código de equipo (también conocido como “Tag”); la identificación de su criticidad (importancia para el Proceso); los Datos Técnicos, los valores de medición y referencia y la asociación con los repuestos específicos y no-específicos. Bajo el aspecto financiero, en este momento es posible registrar el costo de adquisición, su depreciación a lo largo del tiempo y su valor de venta cuya curva de tendencia será determinada en cada mes a través de consulta a los proveedores del activo (por un período de, por lo menos, un año para que sea posible obtener su ecuación de tendencia con buena margen de exactitud). Una vez instalado, el activo empieza a operar, y es cuando los valores que se logran pasan a hacer parte del OPEX (Operational Enpenditure = Gastos Operacionales) que está compuesto por el costo asociado al mantenimiento, los gastos de consumibles y otros gastos operacionales necesarios a la producción y mantenimiento del negocio o del sistema. Bajo el punto de vista de mantenimiento se puede considerar que esta etapa del ciclo de vida de los
activos queda bien representada por el ciclo PDCA (PHVA) una vez que deberá tener una planificación de las acciones para las intervenciones programadas y no-programadas, (P + plan), la ejecución de las intervenciones (D = Do), el registro de las acciones y la generación de indicadores (C = Check) y el análisis y generación de recomendaciones (A = Act). En la primera parte de esta etapa de ciclo de vida de los activos vamos encontrar la Planificación (de actividades programadas y no-programadas) y la programación de actividades (particularmente la inspección, medición, lubricación y limpieza) las cuales pueden ser ejecutadas por inspectores y/o operadores. Estas actividades deben estar conformes con el “Plan Director Operacional” e irán permitiendo establecer el presupuesto del mantenimiento para actividades programadas. Bajo el punto de vista estratégico la Planificación y Programación de actividades de mantenimiento contesta las “cuatro W” (en cuál, que tipo de intervención; cuál sector será el responsable por el servicio; y qué recursos utilizar (humanos, máquinas y herramientas) para las actividades planificadas) además del “H” (cómo hacer = instrucciones de mantenimiento y recomendaciones de seguridad). Para las actividades programadas además de las anteriores estará el quinto W (cuándo hacer con las respectivas periodicidades, tolerancias y limites para ejecución) Bajo el punto de vista financiero en esta etapa del ciclo de vida se proyecta el desarrollo del costo operacional y del mantenimiento programado. En la segunda etapa del ciclo PDCA vamos encontrar la generación y ejecución de las Ordenes de Trabajo de Ruta (actividades rutinarias); las OT’s Programadas de mediana frecuencia (mantenimiento preventivo periódico o sistemático, el cual está en fase de abandono) las OT’s Programadas de baja frecuencia (Grandes Reparaciones) y las OT’s No-Programadas (mantenimiento bajo condición = predictivo, detectivo, reparación de defectos y correctivo). En este momento se debe contemplar una buena gestión de recursos propios o contratados (mano de obra, materiales, máquinas y herramientas) para optimizar los costos. Bajo el punto de vista estratégico se debe cuidar para que todos las intervenciones de mantenimiento tengan uno de los tipo de OT’s para evitar el llamado “mantenimiento informal” (sin registros). Bajo el punto de vista financiero se empieza a corregir las curvas de tendencia de costos operacionales con la inclusión de las multas por el no atención a los compromisos asumidos por la empresa y las curvas de tendencia de costos de mantenimiento con la inclusión de los gastos de actividades no programadas.
7

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Figura 11 TCO (Costo Total de Propiedad)
En la etapa “C” de evaluación se establecen los criterios para recolectar y guardar la información de forma sencilla pero completa, con consistencia y seguridad además del registro de mediciones (por proceso manual o automático). También en esta etapa se generan los indicadores bajo forma de tablas y gráficas para facilitar el análisis. Bajo el punto de vista estratégico deben ser establecidos los estándares para los registros históricos y buscar métodos para garantizar el registro de recursos humanos y materiales utilizados, las interrupciones de los servicios (llamado “horas de espera”) en valor y con el registro del motivo y el valor de pérdida de producción originada por la intervención. Dentro de los más de 60 indicadores con los cuales se maneja en mantenimiento se destacan los de gestión de activos: Tiempo Promedio entre Fallas que indica a cada cuanto el activo se queda fuera de servicio por motivo de falla; el Tiempo Promedio para Reparación que indica el valor promedio del paro por falla, el Tiempo Promedio para Fallar que indica a cada cuanto el activo se detiene por un fallo, la Disponibilidad Calculada que indica el tiempo total en que el activo podría operar, la Disponibilidad Inherente que indica el tiempo que el equipo podría operar llevando en consideración solamente las fallas y la Confiabilidad que proyecta a futuro la probabilidad de que el activo podrá funcionar sin fallas. Los informes generados por el monitoreo deben ser analizados para la generación de propuestas y recomendaciones en cuanto a la administración de los activos. Para esto podrán ser utilizadas metodologías de análisis y toma de decisiones como la Teoría de Restricciones, el ABC y ABM; el Análisis de Fallas, las 6 sigma etc. Además del desarrollo de habilidades técnicas y estímulos para cambios (en asociación con Recursos Humanos). Llega a un momento en que el activo ya debe ser descartado porque los costos operacionales son
inconvenientes. La definición del momento ideal para el descarte se puede determinar a través de una buena Gestión Financiera.
Figura 12 Gestión Financiera de los Activos
Para determinar este momento ideal de descarte se juntan los valores de ingresos (facturación, valor residual de venta y lo que se deja de pagar de impuestos debido a depreciación) y los valores de gastos (costo de total acumulado de mantenimiento, costo total acumulado de operación y costo de adquisición del nuevo activo) y luego se juntan los dos valores (ingresos y gastos) para determinar el resultado económico. El mejor valor será obtenido por el mayor valor del resultado económico y el momento de venta será aquél que corresponde a este mayor valor.
Figura 13 TCO (Costo Total de Propiedad) – Mejor momento de Venta
Ya tuvimos la oportunidad de aplicar las técnicas aquí presentadas de gestión económica para determinar el momento de venta de activos y la experiencia muestra que es muy importante la participación de los niveles estratégico, ejecutivo y operacional en este proceso una vez que la experiencia del personal de planta definirá la
8

Mantenimiento en Latinoamérica. Volumen 5 – N°1
mejor opción de las curvas de tendencia particularmente en lo que se refiere a costos empíricos como el de mantenimiento y operación además del estimado de valor de venta y de cantidad de intervenciones (que influyen en los costos operacionales debido a las multas).
REFERENCIAS (1) Caja de Herramientas -
www.infomipyme.com/.../costos.htm - Guatemala - Consulta en 13 mar 2012
(2) Aplicación del Lean Manufacturing al Mantenimiento - Ing. Jorge Luiz M. Felix - TCC 24 ENGEMAN – Mar 2012
(3) Ing. Rodolfo Stonner - Curso Diplomado PEMEX 2007
www.ferramentasgerenciais.com - Histórico da Administração Estratégica – Marcopolo Marinho - Acesso em 07 Sep 2012
9

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Implementación de un programa de mantenimiento predictivo Presentado en el 12do. Congreso Peruano de Ingeniería de Mantenimiento el pasado 20 de octubre en Lima.
Por: Víctor D. Manríquez, Ingeniero Mecánico, MSc Energías Renovables Ing. de Confiabilidad en Compañía Minera Miski Mayo SRL - VALE [email protected] [email protected] Perú
IMPLEMENTACIÓN DE UN PROGRAMA DE MANTENIMIENTO PREDICTIVO La implementación de un Programa de PdM debería seguir un proceso que incluya las siguientes etapas.
Lista de equipos de la instalación Analizar que técnicas de PdM se aplicarán. Seleccionar los equipos a monitorear Flujo del PdM Definir los indicadores del programa Construir las bases de datos del PdM Elegir el tipo de Programa
Lista de Equipos La base de un programa exitoso de PdM es una lista detallada y precisa de equipos, esta es el insumo para las siguientes tareas:
Identificar como puede fallar el equipo. Escoger la tecnología apropiada para aplicar al activo. Determinar la cantidad ideal de PdM para su planta. Ranking de criticidad de cada activo. Construir las bases de datos para cada tecnología de PdM. Determinar los niveles de staff del PdM.
La información mínima necesaria debe incluir:
Código (TAG) del equipo Descripción del equipo Tipo de equipo Área / Ubicación del equipo
Tener data incompleta o imprecisa puede conducirnos a errores como dejar fuera del programa equipos críticos o monitorear equipos que solo deberían ser objeto de mantenimiento correctivo
Técnicas de PdM a aplicar ¿Por dónde comenzar?Muchas compañías comienzan por una de las tecnologías más comunes.Análisis
vibracional.¿Tiene sentido, no?¡Incorrecto!¿Cuáles son los conceptos básicos del PdM?:
Entender los modos de falla de los equipos Aplicar las tecnologías de detección
Con la lista de equipos y modos de falla se confirman las técnicas a aplicar, la cual debería concretarse en una tabla similar a la siguiente:
Tabla 1EQUIPOS VS. APLICACIÓN TECNOLOGÍA
Equipos a Monitorear La decisión de los equipos a monitorear se basa en un análisis de criticidad. El análisis debe basarse en criterios objetivos los cuales deben ser materia de un acuerdo entre las áreas siguientes:
Operaciones Mantenimiento Logística SSMA Finanzas
El producto final de este acuerdo debe reflejarse en un Ranking de criticidad. Este acuerdo debe prever la periodicidad con que este ranking debe actualizarse. Se muestra a continuación la tabla 2 como ejemplo.
Flujo del PdM El PdM tiene como función identificar problemas. El trabajo del área de planeamiento es determinante para el cumplimiento del flujo del mantenimiento predictivo y el éxito de la gestión.Nuestro sistema de órdenes de trabajo (OT) debe prever el flujo de información para cumplir con lo siguiente:
Generar las OT por las tareas de PdM Planear los correctivos que se desprenden del PdM Programar los correctivos Ejecutar los correctivos
10

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Tabla 2 Criterios para criticidad de equipos
Una propuesta de diagrama de flujo se presenta en el
siguiente:
Gráfico 1 Diagrama de flujo del PdM
Indicadores del Programa Que debemos medir para medir la eficacia y eficiencia de un programa de mantenimiento predictivo. Podemos inundarnos de indicadores, que muchas veces no son significativos y son redundantes.
GP AlliedReliability sugiere diez indicadores para un programa de mantenimiento predictivo, el principal y más importante:
1. % H-H DE MANTENIMIENTO GENERADAS POR PdM. Las mejores prácticas de mantenimiento deben mantener este valor por encima del 50%.Es decir si aún no generamos el 50% de nuestro trabajo
correctivo a partir del PdM, tenemos una importante oportunidad de mejora.
Luego podemos considerar los siguientes:
2. Eficacia del PdM
3. % recomendaciones PdM completadas entre 30 a 90 días.
4. Porcentaje de mantenimiento planeado. 5. % Mantenimiento planeado en el Backlog. 6. Adherencia al PdM programado. 7. MTBF 8. OEE 9. Tiempo activo de mantenimiento (Wrench Time) 10. Costos de mantenimiento cómo % costo del activo ¿Qué no debemos medir?: Los costos evitados, estos no figuran en los estados financieros de la empresa.
Objetivos Incluimos algunas sugerencias para el establecimiento de objetivos en general y en particular para un programa de mantenimiento predictivo. Los objetivos deben tener las siguientes características: escritos, entendibles, medibles, desafiantes, obtenibles.
Ejemplos: Reducir los costos de mantenimiento correctivo en un 10% respecto del año 2011.Incrementar la disponibilidad promedio de planta desde el 92% actual a 95% en 6 meses y a 97 % en un año.Mejorar la efectividad de la operación en unidades aceptadas de 1x106 actual a 1,5x106 en 12 meses. Extender la vida útil de los forros de la bomba BB-025 en 250 horas para fines del próximo semestre., etc.
Base de datos El PdM es un proceso conducido por datos, por ello serán de suma importancia, la adquisición de la data correcta y mantener la integridad de la misma. Caso contrario podemos dejar de intervenir equipo en riesgo o tomar decisiones equivocadas sobre una intervención correctiva. No olvidar entonces:
El PdM es un proceso conducido por datos. Es imprescindible la adquisición de la data correcta. Es imprescindible mantener la integridad de la data.
Preguntémonos ahora ¿Qué data necesitamos colectar, para que en caso haya un problema se muestre y podamos observarlo?
Nuestra base de datos debería considerar la siguiente información:
Modos de falla Capacidad de detección de las técnicas de PdM Puntos de medición en el equipo Teoría detrás de las tecnologías de PdM Presentación de la data para análisis Como trabajan el hardware y el software
11

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Establecer los límites de alarma
Como recomendación la configuración y ajuste de la base de datos son mejor desarrollados por un analista de nivel 3 en la tecnología específica.
Tipo de Programa La parte final del proceso de implementación nos lleva a definir como ejecutaremos el PdM:
INTERNO El programa de PdM es gestionado enteramente en la organización: Recolección, interpretación, análisis y recomendaciones CONTRATO Todas las funciones son desarrolladas por una empresa de servicios (Outsourcing). MIXTO: Combina las dos primeras.Por ejemplo recolección interna de data, análisis externo de la información Los criterios sugeridos a considerar para la elección de una opción
Costos de la mano de obra Entrenamiento & Desarrollo del personal de predictivo Coaching& Tutoría del personal Reclutamiento del personal con las competencias requeridas Adquisición de Hardware & Software Plazo de implementación del programa
Necesidad de diagnósticos remotos y soporte adicional Oportunidades de carrera del personal
Evaluación Económica La evaluación económica de la gestión del mantenimiento predictivo, debe basarse en los siguientes puntos:
Evitar paradas y pérdidas de producción Prevenir daño ambiental, penalidades,
mitigaciones Reducir fallas secuenciales Reducir MTTR Detectar deterioro oportunamente Evitar penalidades. Mitigar la escasez de trabajadores
experimentados. Mayor seguridad en trabajos planeados Eliminar distracciones de personal de
operaciones Costo de oportunidad
12

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Cualidades del gerente de activos - Confidencialidad
Por: Juan Carlos Orrego Barrera Ingeniero Mecánico Esp. Finanzas, prep. y Eval. Proyectos Msc Gestión Energética Industrial Director Mantonline.com [email protected] Colombia
Otra de las cualidades de un buen Gerente de Activos hace referencia a la confidencialidad, cualidad que en algunas profesiones hace parte de sus principios Éticos.
Inicialmente revisemos lo que dice la Real Academia de la Lengua Española, ella define Confidencialidad como: “Cualidad de confidencial” y Confidencial como: “Que se hace o se dice en confianza o con seguridad recíproca entre dos o más personas.” [1] Y es a este punto donde se deben hacer algunas precisiones.
El empresario tiene la libertad de calificar como Confidencial, cualquier documento o información, que a su juicio, influya directa o indirectamente en el desarrollo del negocio: estrategias empresariales, métodos de negocio, documentos contractuales, propiedad intelectual, patentes, desarrollo de nuevos productos, información financiera, estrategias empresariales, clientes, etc... [2] Pero no podrá definir como Confidencial aquello que esté realizando y que atente contra la ley, la seguridad de las personas o el medio ambiente.
Por su parte, los empleados están en la obligación de no divulgar aquella información que le haya sido suministrada como confidencial, tanto a nivel de la empresa como en su grupo de trabajo. La obligación llaga hasta donde el empleado sabe que dicho conocimiento, como dijimos anteriormente, no atenta contra la ley, la seguridad o el medio ambiente y caso muy especial contra la empresa y sus intereses.
Confidencialidad no implica el guardar el secreto de las acciones mal realizadas y es ahí donde se conocen los colaboradores que aportan al equipo de trabajo y quiénes no. El gerente de activos está en la obligación de transmitir a sus superiores y a sus pares acciones mal realizadas de las que se entere y deberá conseguir que sus colaboradores lo hagan también con él cuando fuese necesario, pues en algunas ocasiones, por no decir que en todas, el no comunicar una información conocida puede atentar contra los intereses de la
organización, recordando que la organización somos todos.
La confidencialidad requiere relaciones basadas en el respeto mutuo y la confianza, esta confianza se logra con acciones coherentes, y como ingenieros de activos estamos obligados a actuar bien buscando el beneficio global y no el de un pequeño grupo o de una sola persona.
Es una cualidad muy relacionada con otras cualidades como son el compromiso y la responsabilidad, compromiso con la sociedad, la organización, la familia, los colaboradores u la persona misma y responsabilidad con todo lo que se hace o dice. Propongo este flujograma para que construyamos esta cualidad entre nosotros.
Eso sí “coma callado y no hable sobre este escrito”. Referencias: [1] http://www.rae.es
[2] González Moreno, Maria. Los acuerdos o pactos de confidencialidad. (2011). Revisado en http://www.microsoft.com/business/es-es/Content/Paginas/article.aspx?cbcid=313
13

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Ahorro energético en motores y generadores a partir de la lubricación con apoyo del ultrasonido propagado en el aire.
Por: Juan Guillermo Sánchez Giraldo [email protected] Universidad Antonio Nariño. Instituto tecnológico Metropolitano, Medellín. Universidad de Antioquia, Medellín. Colombia
Este resumen presenta parte de la investigación a la cual estoy dedicado en la parte industrial sobre los ahorros energéticos que son en la actualidad la fuente de inspiración para personal operativo, los cuales comprenden que en la industria no solo es realizar el mantenimiento sino hacer parte de este y actualizarse sobre las técnicas de su mejoramiento. Apoyado en las técnicas de vibraciones, termografía y ultrasonido como la principal herramienta de diagnóstico -por tener un tiempo muy anticipado a la detección de fallas-, se elige un equipo en perfecto estado en el cual se realizarán las pruebas y la cuantificación de los resultados finales del ahorro energético. Introducción Las técnicas predictivas son el apoyo fundamental en el mantenimiento actual, pero no solo es tener los equipos para obtener variables y mantenerlos en un límite deseado, sino poder obtener el mejor rendimiento y de esta manera investigar sobre mejoras en las cuales estos pueden desempeñarse aún más dando una eficiencia óptima y mucho mayor a la que se tenía previsto. Esto solo se logra con estudios, ensayos y experiencias del personal netamente operativo que conoce a plenitud el desempeño de los equipos. Se deben tener variables anteriores de técnicas como las vibraciones o termografía que ayuden a respaldar el buen estado del equipo deseado para poder saber cómo será el desempeño de este en el tiempo, así como conocer el equipo al cual se le van a realizar las pruebas de ensayo, para tener referencias de su comportamiento durante la prueba. Elección de equipo Se toman como referencia dos bombas centrífugas de un bombeo de Empresas Públicas de Medellín –EPM-. Entre el año 2009 al 2011 se llevan pruebas de ensayo para solucionar un problema de altas temperaturas y vibraciones. Como primera condición para este análisis se eligieron dos equipos que presentaban problemas de alta
temperatura en el salón donde estaban ubicados, pero que era prioritario para el funcionamiento del sistema de acueducto de un sector popular de Medellín. Reparación Los equipos elegidos, al tener un cambio drástico en su funcionamiento, por pasar de trabajar 3 bombas durante periodos de 12 a 14 horas día a trabajar las 24 horas con 4 bombas, la temperatura del salón cambio de 24 °C aproximadamente a 34 °C. Y aumentado la criticidad que la temperatura ambiente era alta por estar en época de verano. Esta situación incrementó la temperatura ambiente y la temperatura de operación de los equipos, variando así la viscosidad del aceite y permitiendo contactos metal-metal. Por este motivo, se llevaron los dos equipos a reparación completa, dejándolo en parámetros de condición inicial para realizar el análisis respectivo. Elección de la técnica predictiva Para la elección de la técnica a seguir, se hace la observación que las vibraciones y la termografía son técnicas de análisis de falla, y el ultrasonido es una técnica más anticipada que garantiza la variación del parámetro de los decibeles sin llegar a la zona de falla, por lo cual es la elegida para el monitoreo del equipo. Por esto se inician los equipos con las medidas tomadas con las tres técnicas para tener buenas bases de referencia de las variaciones y también determinar el perfecto estado de éstos. Elección del lubricante Como otro parámetro fundamental, está el de hacer la perfecta elección del lubricante en el equipo, pues este soportará toda la carga y disipará la temperatura del equipo para que sea transferida al medio ambiente, por lo que se requieren aceites de muy buena calidad y excelentes códigos de limpieza por ser para cojinetes lisos. Inicialmente se tenía un aceite ISO 37 con ISO 4406 20/17/14 un código de limpieza que daba un desempeño medio en términos de transferencia de calor y las vibraciones eran medias, pero al elevar temperaturas por los problemas técnicos y ambientales presentados, este aceite se deterioraba rápidamente y la oxidación por el incremento de temperatura era aún mayor. Por este motivo, se tomó la decisión de realizar un cambio para aceites hidrotratados ISO 46 con ISO 17/15/14 de limpieza, que después de un cálculo y análisis especializado el cual poseía un costo 1.65 veces mayor pero podría dar un 75% más de duración. Prueba y resultados Como inicio de la prueba, después de tener ambos equipos en iguales condiciones operativas, se toma la decisión de realizar los ensayos en equipos similares e iguales parámetros de funcionamiento con diferentes aceites para observar su desempeño.
14

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Los llamaremos equipos A y B para diferenciarlos. El equipo A tendrá aceite ISO 46 generalmente usado solo cambia su viscosidad. El equipo B tendrá aceite ISO 46 hidrotratado que será el aceite en el que se ensayará el beneficio. En las vibraciones se observa el equipo A con picos máximos de 3.41 y 2.99 mm/s en horizontales y verticales globales, mientras en el equipo B observamos 0.91 mm/s como picos máximos entre horizontales y verticales, lo cual muestra un excelente desempeño y mínimo contacto metal-metal.
Figura 1. Motor 2 lado acople
Figura 2. Motor 3 lado libre En las temperaturas podemos observar los cambios de estos dos equipos en el tiempo, desde julio de 2009 cuando el equipo presentaba la falla, hasta la reparación a finales de agosto y puesta en funcionamiento en octubre con aceites de diferente clase, así como la tendencia de este a diciembre del mismo año. En el equipo A iniciando con temperaturas mayores de 65 °C y finalizando en diciembre con temperaturas de 28 °C. Y el equipo B iniciando con temperaturas de 75 °C y finalizando en diciembre con temperaturas de 28 °C. Teniendo en cuenta que en cojinetes lisos las temperaturas no deben sobrepasar los 60 °C.
Tabla 1.temp. Grupo 2 y 3 Finalmente la potencia consumida por los equipos se ve reflejada en el desempeño hidráulico de las bombas.
Figura 3. Potencia motor 1 a junio 2009. La figura representa la medida de potencia en el motor la cual tenía un consumo de 300.77 kW para la fecha en la cual aun no se hacia la reparación correspondiente.
Figura 4. Potencia motor 1 a diciembre 2009. En esta figura observamos un aumento de la potencia consumida por el motor de 303.63 kW . Esto significa un aumento de la potencia consumida que es representada en un aumento del trabajo realizado por la bomba.
Tabla 2. promedio eficiencias En la tabla 2 podemos observar la explicacion de los datos obtenidos como el promedio 298.18 kW de consumo antes de ser reparadas y 301.99 kW despues de su reparacion ,asi como observar el aumento de su capacidad de 127.53 l/s a 136.33 l/s y finalmente la altura de 139.21 metros a 139.38 metros. Esto representado logicamente como la mejora de la eficiencia del desempeño de 61.4 % a 64.9 % significando un aumento final de 3.5 % en el desempeño del bombeo lo cual indica el ahorro energetico logrado al final de todo el estudio. Ahorro final Para determinar el ahorro en la parte de lubricante como otra arandela adicional al ahorro energético en una buena selección del lubricante, tenemos como base que
15

Mantenimiento en Latinoamérica. Volumen 5 – N°1
el valor del galón de aceite en esa época que era para un aceite ISO 46 normal $ 28.464.oo y el hidrotratado $ 46.940.oo cada equipo se consume 10 galones de este aceite lo cual representan con ISO 46 normal $ 284.640.oo y el hidrotratado $ 469.400.oo lo que representa un valor de 1.65 veces más elevado el precio del aceite hidrotratado respecto al normal, pero los beneficios se observan en los cambios de aceite que se realizaron así: por cada dos cambios en el normal, se hacía un cambio del hidrotratado, lo cual representaba que el aceite normal en realidad salía 1.2 veces más costoso que el hidrotratado, esto con la anotación que algunas veces el hidrotratado podía dar hasta tres veces más su vida útil en vez de dos, esto dependiendo del análisis de aceite que se realice. Adicional está el ahorro por energía consumida que se ve disminuida al disminuir la fricción entre los materiales y la buena calidad de estos aceites, que se ve reflejado en un mejor desempeño del equipo, así como una mejora sustancial en su refrigeración mostrando una muy buena disipación térmica. Agradecimientos Este artículo es un homenaje a todos los docentes que han pasado a través de mi vida en la formación académica, así como las personas que me han apoyado en la continuidad de mis investigaciones en mi maestría y en especializaciones en los temas relacionados con la industria.
16

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Diseño de un Modelo para la Auditoría de la Gestión de Mantenimiento Basado en el Modelo de Gerencia de Mantenimiento de PDVSA (final)
Por: Emiro Vásquez G. Ing, MSc Asesor de Mantenimiento PDVSA. Venezuela
2.5.3.- Brechas + Prioridades (B+P)
Para analizar los datos recolectados el instrumento determina el "Índice de Brecha", es decir, muestra porcentualmente la diferencia entre lo que se definió como situación ideal (81%) y la situación actual (resultado de la evaluación).
Una vez determinado este índice de brecha para los Principios Básicos de cada variable, se procede a realizar un análisis de prioridades utilizando el Método de Priorización de Variables basado en Matrices.
Con este método se analizan las variables (Principios Básicos) del objeto de estudio como un sistema donde cada elemento guarda una relación de interdependencia. Este método puede considerarse una técnica cuantitativa, ya que hace uso de índices estadísticos o de la elevación en potencial de matrices para poder obtener el valor de influencia o de dependencia de las variables. Es por ello que resulta una técnica de gran utilidad para poder establecer cuáles son aquellas variables o principios básicos que por su influencia afectan todo el sistema y poder emprender, a partir de los resultados obtenidos, alguna estrategia para su modificación, pues cualquier acción sobre ellas modificará a las demás.
Una vez que se tiene establecido y definido los principios básicos de cada variable a utilizar, estas se distribuyen, tanto por filas como por columnas en la matriz. Las variables que ocupen el lugar de las filas se manejan como influyentes y cuando estén en las columnas se manejan como dependientes.
Posteriormente, se asignan valores de cero (0), uno (1) y dos (2) a las variables o principios básicos, dependiendo si influye o no en las demás. Se establece el valor 0 para una influencia nula, 1 para un poca influencia y 2 para una mucha influencia. La razón de hacer dicha asignación de un valor numérico es para poder establecer una sumatoria tanto de filas como por columnas. La sumatoria de los números por filas nos indica las veces que cada una de las variables impactaron a las restantes. La sumatoria de los números por columna nos indica las veces que cada variable es
influida por las restantes. En la Figura N° 4 se muestra la respectiva matriz.
Figura N° 4: Matriz de Influencia/Dependencia. Fuente: Propia
Una vez construida la matriz, se calcula un índice de influencia el cual se obtiene de la sumatoria de las columnas de cada principio básico, entre el total de la sumatoria de valores de influencia y se obtiene el promedio de influencia dividiendo a este, entre el total de los principios. Para el promedio de dependencia, este se obtiene de la sumatoria de las filas de cada principio básico entre el total de los principios.
Una vez obtenida la información anterior, para poder establecer, de qué tipo de variables se trata, se procede a relacionar cada uno de los índices de influencia con cada uno de los índices de dependencia en un plano cartesiano. El eje Y es influencia y el eje X dependencia; donde el límite entre cada zona es el máximo y mínimo de cada índice.
Se considera que un principio básico tiene un índice de influencia alta cuando es mayor al promedio y un bajo índice de influencia cuando su porcentaje es menor al promedio. De manera análoga sucede con el índice de dependencia. Así, una vez graficado cada uno de los índices tal como se muestra en la Figura N° 5, se puede observar el lugar que ocupa cada una de las variables, lo cual permitirá establecer cuáles son aquellas que por su influencia afectan todo el sistema. La utilización de dicha técnica permite, que una vez ubicados los principios básicos influyentes en los cuadrantes I y II, es decir Zona de Poder y Zona de conflicto respectivamente, se puede emprender alguna estrategia para su modificación, ya que cualquier acción sobre ellos modificará a los demás.
17
Mantenimiento en Latinoamérica. Volumen 5 – N°1
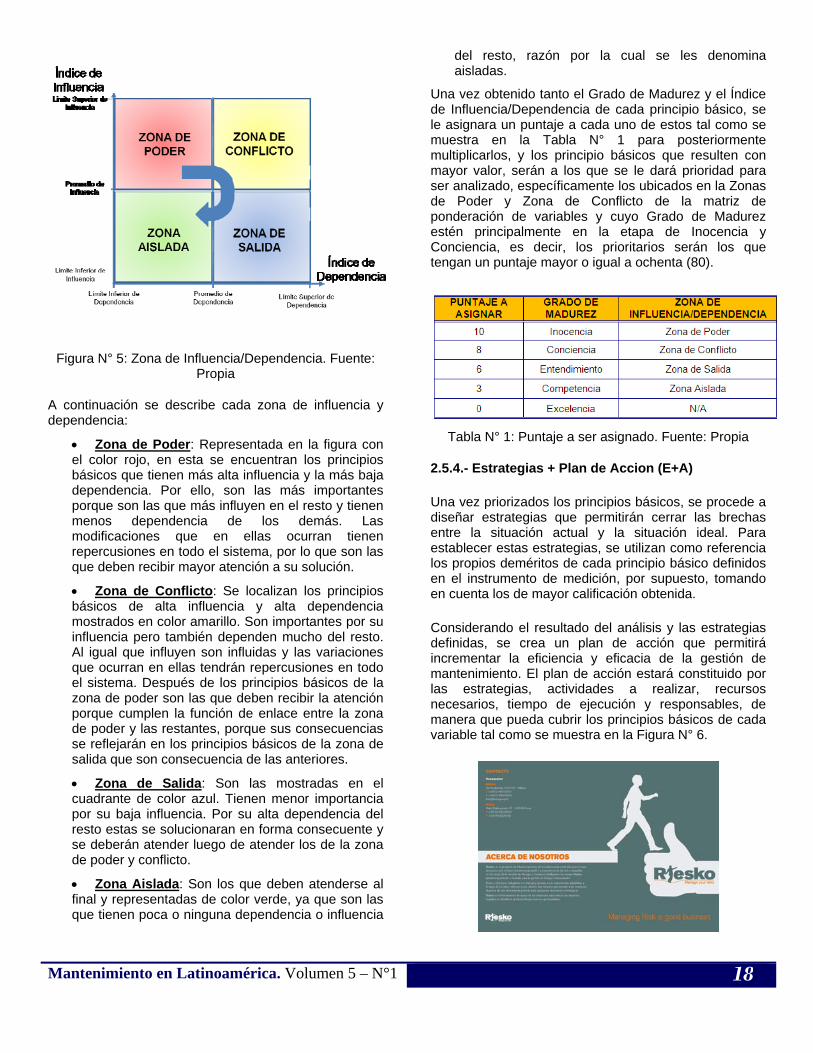
Figura N° 5: Zona de Influencia/Dependencia. Fuente: Propia
A continuación se describe cada zona de influencia y dependencia:
Zona de Poder: Representada en la figura con el color rojo, en esta se encuentran los principios básicos que tienen más alta influencia y la más baja dependencia. Por ello, son las más importantes porque son las que más influyen en el resto y tienen menos dependencia de los demás. Las modificaciones que en ellas ocurran tienen repercusiones en todo el sistema, por lo que son las que deben recibir mayor atención a su solución.
Zona de Conflicto: Se localizan los principios básicos de alta influencia y alta dependencia mostrados en color amarillo. Son importantes por su influencia pero también dependen mucho del resto. Al igual que influyen son influidas y las variaciones que ocurran en ellas tendrán repercusiones en todo el sistema. Después de los principios básicos de la zona de poder son las que deben recibir la atención porque cumplen la función de enlace entre la zona de poder y las restantes, porque sus consecuencias se reflejarán en los principios básicos de la zona de salida que son consecuencia de las anteriores.
Zona de Salida: Son las mostradas en el cuadrante de color azul. Tienen menor importancia por su baja influencia. Por su alta dependencia del resto estas se solucionaran en forma consecuente y se deberán atender luego de atender los de la zona de poder y conflicto.
Zona Aislada: Son los que deben atenderse al final y representadas de color verde, ya que son las que tienen poca o ninguna dependencia o influencia
del resto, razón por la cual se les denomina aisladas.
Una vez obtenido tanto el Grado de Madurez y el Índice de Influencia/Dependencia de cada principio básico, se le asignara un puntaje a cada uno de estos tal como se muestra en la Tabla N° 1 para posteriormente multiplicarlos, y los principio básicos que resulten con mayor valor, serán a los que se le dará prioridad para ser analizado, específicamente los ubicados en la Zonas de Poder y Zona de Conflicto de la matriz de ponderación de variables y cuyo Grado de Madurez estén principalmente en la etapa de Inocencia y Conciencia, es decir, los prioritarios serán los que tengan un puntaje mayor o igual a ochenta (80).
Tabla N° 1: Puntaje a ser asignado. Fuente: Propia
2.5.4.- Estrategias + Plan de Accion (E+A)
Una vez priorizados los principios básicos, se procede a diseñar estrategias que permitirán cerrar las brechas entre la situación actual y la situación ideal. Para establecer estas estrategias, se utilizan como referencia los propios deméritos de cada principio básico definidos en el instrumento de medición, por supuesto, tomando en cuenta los de mayor calificación obtenida.
Considerando el resultado del análisis y las estrategias definidas, se crea un plan de acción que permitirá incrementar la eficiencia y eficacia de la gestión de mantenimiento. El plan de acción estará constituido por las estrategias, actividades a realizar, recursos necesarios, tiempo de ejecución y responsables, de manera que pueda cubrir los principios básicos de cada variable tal como se muestra en la Figura N° 6.
18

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Figura N° 6: Plan de Acción. Fuente: Propia
2.5.5.- Control + Seguimiento (C+S)
Para el control y seguimiento del plan de acción, se tiene como punto de referencia los indicadores de la Norma de PDVSA MM-01-01-02: Indicadores de Gestión y se relacionan con cada estrategia para definir los indicadores de gestión que permitirán hacer seguimiento al cumplimiento del plan de acción propuesto y por consiguiente el logro de las estrategias fijadas.
3. Conclusiones
El modelo para la auditoría de la gestión de mantenimiento diseñado, está basada en los cuatro (4) pasos del circulo de Deming: Planificar, Hacer, Verificar y Actuar, lo cual permite enfocarse en la filosofía del Mejoramiento Continuo y evaluar constantemente si la organización de mantenimiento auditada cumple con las normativas de PDVSA y las mejores prácticas de Mantenimiento Clase Mundial.
El modelo se representa por medio del pentáculo Da Vinci, de tal forma que se identifica al ser humano con la punta hacia arriba siendo este el factor primordial para lograr la gestión eficaz y eficiente del mantenimiento y las otras cuatro puntas, representan los cuatro elementos de la naturaleza, Fuego, Aire, Agua y Tierra, los cuales son elementos representados en cada uno de los factores que afectan a la Gestión del Activo Físico.
El modelo para la auditoría de la gestión de mantenimiento formulado, es flexible y adaptable al contexto donde se aplique, lo cual se ajusta a la realidad de las organizaciones de mantenimiento que son dinámicas, interactivas y deben responder a los cambios.
El modelo para la auditoría de la gestión de mantenimiento, está diseñado para lograr una visión de carácter gerencial, que le permita capturar las oportunidades de mejora de la organización para:
Asegurar la disponibilidad máxima de las Plantas Operacionales, al menor costo dentro de los requisitos de confiabilidad, cantidad y calidad de producción, costos operacionales, seguridad y medio ambiente.
Aumentar los tiempos entre fallas de equipos críticos.
Incrementar el Mantenimiento Preventivo y disminuir el Mantenimiento Correctivo.
Prolongar la vida útil de los activos.
Adecuar la estructuración de la Base de Datos de Mantenimiento para la generación de los informes de Gestión.
Maximizar la productividad.
4. Referencias
Amendola, Luis. (2004). “Balanced Scorecard en la gestión del mantenimiento”. Artículo publicado en www.mantenimientomundial.com. British Standards Institution (BSi). (2008). PAS 55-2:2008 (Publicly Available Specification): “Gestión de Activos”. Gran Bretaña. Cano A. y Cano Jorge. (2010). “Modelo de Auditorías Cruzadas al Mantenimiento”. Está indicado en: Revista CIER Nº 55 - 2010. II Seminario Internacional: Mantenimiento en Sistemas Eléctricos (SIMSE 2009). Bogotá, Colombia. Comisión Venezolana de Normas Industriales (COVENIN). (1993). Norma Venezolana COVENIN 2500-93: “Guía para evaluar Sistemas de Mantenimiento”. Caracas, Venezuela. Comisión Venezolana de Normas Industriales (COVENIN). (1995). Norma Venezolana COVENIN 2270-95: “Comités de Higiene y Seguridad Industrial. Integración y Funcionamiento”. Caracas, Venezuela. Hernández M., Ederlys. (2010). Línea de investigación de proyecto de tesis doctoral: “Manuales de Procedimientos de Contabilidad y Auditoría”, Corporación Copextel S.A. Cuba. Hernández M., Viña R. Y Hernández S. (2007) “Diseño del Modelo para Administrar Riesgos en Auditoría Interna”. Disponible en: http://www.gestiopolis.com/canales8/fin/modelo-para-administrar-los-riesgos-en-Auditoría.htm. Holmes, Arthur W. (1952). “Auditoría: principios y procedimientos”. Editorial Hispanoamérica. México.1952. Ladino, Enrique. (2006). “Control interno - Informe Coso”. Disponible en: http://www.monografias.com/trabajos12/coso/coso2.shtml. Lam, Elsa. Trabajo de Campo. (2002): “Evaluación del Control Interno Basado en el Modelo COSO”. Guatemala.
19

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Leonard, William P. (1989). “Auditoría Administrativa”. México. Editorial Diana. Millán, Danis (2010). “Evaluación de la gestión de mantenimiento de la empresa Consorcio TAYUKAI en base a las mejores prácticas del mantenimiento de Clase Mundial y propuesta de un plan de mejora”. Trabajo presentado como requisito para optar al título de Magíster Scientiarum en Ingeniería Industrial en la UNEXPO, Puerto Ordaz - Venezuela. Organismo Internacional Regional de Sanidad Agropecuaria (OIRSA). (2005). “Manual de auditoría técnica y gestión de la calidad total”. Petróleos de Venezuela S.A. PDVSA. (2004). “Guía Práctica para el Auditor Interno”. Caracas, Venezuela. Petróleos de Venezuela S.A. PDVSA. (2004). “Guía para Evaluar el Sistema de Control Interno”. Caracas, Venezuela. Petróleos de Venezuela S.A. PDVSA. (2010). Norma PDVSA MM-01-01-00: “Modelo de Gerencia de Mantenimiento”. Caracas, Venezuela. Petróleos de Venezuela S.A. PDVSA. (2010). Norma PDVSA MM-01-01-02: “Indicadores de Gestión del Proceso de Mantenimiento”. Caracas, Venezuela. Petróleos de Venezuela S.A. PDVSA. (2011). Norma PDVSA MM-02-02-03: “Gestión de Ordenes para el Mantenimiento Ordinario”. Caracas, Venezuela.
Petróleos de Venezuela S.A. PDVSA. (2011). Norma PDVSA MM-01-01-01: “Definiciones de Mantenimiento y Confiabilidad”. Caracas. Rodríguez, Joaquín. (1997). “Sinopsis de Auditoria Administrativa”. México. Editorial Trillas. Tavares, Lourival. (1998). “Administración Moderna de Mantenimiento”. Capítulo 6: TPM – MANTENIMIENTO PRODUCTIVO TOTAL. Segunda edición. Tavares, Lourival. (2007). “Auditorías de Mantenimiento”. Congreso en Uruguay. Disponible en: http://es.scribd.com/doc/8231560/Uruguay-2007-Auditorias-de-Mantenimiento-Lourival-Tavares. Vásquez G., Emiro J. (2011). “Metodología para auditar la Gestión de Mantenimiento de PDVSA. Caso: Refinería San Roque”. UDO. Trabajo presentado como requisito para optar al título de Magíster Scientiarum en Ciencias Administrativas mención Gerencia General. Anzoátegui, Venezuela. Villamizar, Sallik. (2007). “Modelo Gerencial bajo el Enfoque de Servicios para Activos No Industriales. Caso: Superintendencia de Mantenimiento de Instalaciones No Industriales. Gerencia Servicios Logísticos PDVSA – Refinación PLC”. Convenio UDO – UNEFA. Trabajo presentado como requisito para optar al título de Magíster Scientiarum en Gerencia de Mantenimiento. Anzoátegui, Venezuela.
20

Mantenimiento en Latinoamérica. Volumen 5 – N°1
TPM Mantenimiento Total Productivo (segunda parte)
Por: Leandro Daniel Torres Mgter. en direccion de empresas Ingeniero eléctrico electrónico
[email protected] www.ltorresconsulting.com.ar Argentina
MEJORAMIENTO ENFOCADO Esta tiene como objetivo eliminar sistemáticamente las pérdidas ocasionadas con el proceso productivo. Las pérdidas pueden ser: De los equipos:
Fallas en los equipos principales. Cambios y ajustes no programados. Fallas de equipos auxiliares. Paradas menores. Reducción de velocidad. Defectos en el proceso. Arranque.
De los recursos humanos: Gerenciales. Movimientos. Arreglo/ acomodo. Falta de sistemas automáticos. Seguimientos y corrección.
Del proceso productivo: De los recursos de producción. De los tiempos de carga del equipo. Paradas programadas.
Por lo expuesto anteriormente se sabe que las pérdidas se pueden clasificar en pérdidas del equipo, de los recursos humanos y del proceso productivo, estas pérdidas se buscan eliminar en el TPM. Ahora bien, antes de pasar a otro punto es importante destacar algunas posibles causas de las pérdidas en los equipos, muchas veces ocurre que las máquinas y/ o equipos se deterioran por falta de un buen programa de Mantenimiento o simplemente porque los encargados de observar y corregir estas fallas aceptan estas pérdidas; cuando debería ocurrir todo lo contrario, los equipos deberían funcionar bien desde la primera vez y siempre.
MANTENIMIENTO AUTÓNOMO La idea del Mantenimiento autónomo es que cada operario sepa diagnosticar y prevenir las fallas eventuales de su equipo y de este modo prolongar la vida útil del mismo. No se trata de que cada operario cumpla el rol de un técnico de Mantenimiento, sino de que cada uno conozca y cuide su equipo, además ¿Quién puede reconocer de forma más oportuna la
posible falla de un equipo antes de que se presente? Obviamente el operador calificado, ya que él pasa mayor tiempo con el equipo que cualquier técnico de Mantenimiento, él podrá reconocer primero cualquier varianza en el proceso habitual de su equipo. Por lo tanto: los operadores se hacen cargo del Mantenimiento de sus equipos, lo mantienen y desarrollan la capacidad para detectar a tiempo fallas potenciales. El Mantenimiento autónomo puede prevenir: Contaminación por agentes externos. Rupturas de ciertas piezas. Desplazamientos. Errores en la manipulación. Con sólo instruir al operario en: Limpiar. Lubricar Revisar.
IMPLEMENTACIÓN – LOS SIETE PASOS DEL MANTENIMIENTO AUTÓNOMO
MANTENIMIENTO PLANEADO
La idea del Mantenimiento planeado es que el operario diagnostique la falla y la indique con etiquetas con formas, números y colores específicos en la máquina, de forma que cuando el personal de Mantenimiento llegue a reparar la máquina, pueda ir directo a la falla y la elimine.
Por lo tanto a este tipo de Mantenimiento se lo puede definir como: “Un conjunto de actividades sistemáticas y metódicas para construir y mejorar continuamente el proceso”.
CAPACITACIÓN
21

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Este tipo de actividad tiene como objetivo aumentar las capacidades y habilidades de los emplea dos. La Misión: “Orientar toda capacitación a la obtención de resultados concretos en cada puesto de trabajo para mejorar el desempeño del personal”.
CONTROL INICIAL Objetivo: “Reducir el deterioro de los equipos actuales y mejorar los costos de su Mantenimiento”. Este control nace después de ya implantado el sistema, cuando se adquieren máquinas nuevas.
MANTENIMIENTO PARA LA CALIDAD La meta aquí es ofrecer un producto cero defectos como resultado de una máquina que tenga cero defectos, y esto último sólo se logra con la continua búsqueda de una mejora y optimización del equipo. Por lo tanto tiene como objetivo tomar acciones preventivas para obtener un proceso y un equipo cero defectos.
EFICIENCIA ADMINISTRATIVA (TPM EN LOS DEPARTAMENTOS DE APOYO) El TPM es aplicable a todos los departamentos, en finanzas, en compras, en almacén, etc. Su objetivo es eliminar las pérdidas en los procesos administrativos y aumentar la eficiencia.
En estos departamentos las siglas del TPM toman estos significados:
SEGURIDAD, HIGIENE Y MEDIO AMBIENTE
Aquí lo importante es buscar que el ambiente de trabajo sea confortable y seguro, muchas veces ocurre que la contaminación en el ambiente de trabajo es producto del mal funcionamiento del equipo, así como muchos de los accidentes son ocasionados por la mala distribución de los equipos y por herramientas en el área de trabajo. El objetivo de este pilar es crear y mantener un sistema que garantice un ambiente laboral sin accidentes y sin contaminación.
PROCESO DE PUESTA EN MARCHA DEL TPM
A continuación vemos la evolución del proceso de implementación del TPM en el que se distinguen claramente tres fases: la de iniciación, la de desarrollo y la de perpetuidad. Cada una de las fases presenta distintas etapas que se detallan en el siguiente cuadro:
FASE DE INICIACIÓN
En esta fase podemos distinguir 5 etapas, ellas son:
TOMAR LA DECISIÓN La dirección de la empresa desempeña un importante papel en esta instancia ya que es promotora del espíritu y gestión del TPM, por tanto es un miembro activo de la toma de decisión. Los protagonistas de esta etapa serán: el gerente de ingeniería y el de Mantenimiento. El contenido de las reuniones de trabajo deberá permitir: Promover la decisión de generalizar el TPM. Posicionar o reposicionar el rendimiento de las
instalaciones como un factor de la performance industrial.
Elaborar objetivos, la definición, las características y el proceso de puesta en marcha del TPM.
Desplegar el plan TPM en las áreas. Diseñar la forma general de la estructura de piloteado. Designar el área piloto TPM para el establecimiento. Conseguir la adhesión de la dirección para: Asignación de recursos de personal. Gestión de problemas prioritarios. Coherencia con el plan de progreso. El compromiso de la dirección deberá estar formalizado por escrito, publicado y difundido.
Fases Etapas Descripción
Iniciación
1 Decidir la implementación (la toma de decisión por parte de la dirección de la empresa).
2 Informar y formar a todos los cuadros de la empresa.
3 Poner en marchar una estructura de comando.
4 Diagnosticar la situación de cada una de las áreas.
5 Elaborar un programa.
Desarrollo
6 Poner en marcha el programa.
7 Analizar y eliminar las causas de fallas.
8 Desarrollar el Mantenimiento autónomo.
9 Desarrollar el Mantenimiento programado/optimizar.
Perpetuidad
10 Mejorar la técnica.
11 Integrar experiencias en la concepción de nuevas máquinas.
12 Validar el TPM.
22

Mantenimiento en Latinoamérica. Volumen 5 – N°1
1) INFORMAR Y FORMAR A TODOS LOS CUADROS DE LA EMPRESA El objetivo de esta etapa es obtener la adhesión de todo el personal al plan de trabajo del TPM decidido por el comité promotor. Hacer de cada miembro un participante activo de la puesta en marcha del TPM, promover una actitud proactiva en todos los involucrados. La adhesión del personal será lograda por dos tipos de acción: Información sobre la motivación y el ordenamiento general del plan TPM decidido por el comité promotor. Esta información puede tomar la forma de una reunión plenaria del personal afectado. Formación del personal sobre el contenido general del TPM y el específico del plan de planta.
2) PONER EN MARCHA LA ESTRUCTURA DE COMANDO En estas instancias es menester definir y poner en marcha una organización y sus reglas de funcionamiento para permitir el comando (pilotaje) permanente de operaciones del TPM. La estructura de pilotaje y sus reglas de funcionamiento deben ser adaptadas a cada área, esta estructura será puesta en marcha en forma progresiva, ella se acelerará en función de resultados conseguidos y de la capacidad de los operadores sobre el terreno.
3) DIAGNOSTICAR LA SITUACIÓN DE CADA UNA DE LAS ÁREAS El objetivo de esta etapa es evaluar: El estado del lugar en materia de rendimiento, de los medios de fabricación y de Mantenimiento. La madurez y la ampliación del potencial de mejoramiento (técnicas y criterio económico). Las fortalezas y debilidades de la organización para abordar el proceso de cambio. Los indicadores de medición y sus formulas de cálculo son:
A. DISPONIBILIDAD
Se utilizan los indicadores de disponibilidad siguientes: a) Disponibilidad propia:
TAPTF
TFDp
Donde:
TF= Tiempo disponible para producir (Tiempo Real).
TAP= Tiempo de parada propia (Set-Up). b) Disponibilidad intrínseca o de explotación:
TR TF TAP
i
TR TAID
TR
Donde:
TR= Tiempo requerido, durante el cual se produce.
TAI= Tiempo de Parado inducido (parada imprevista).
B. TASA DE CALIDAD
NPB NPTR NPDTq
NPTR NPTR
Donde: NTD= Número de piezas desechas. NPB= Número de piezas correctas. NPTR= Número de piezas teóricamente realizables.
C. RELACIÓN DE VELOCIDAD
TCT
TCR
oTeóricoTiempoCicl
aloTiempoCiclvR
Re.
D. RENDIMIENTO OPERACIONAL El rendimiento operacional de un equipo depende de los siguientes factores: Disponibilidad propia. Disponibilidad de explotación. Desviaciones existentes con respecto al tiempo ciclo teórico. Cantidad de piezas rechazadas a la salida del equipo.
De acuerdo con ello, la fórmula se puede expresar como sigue:
TqRvDiDpRO ***
Donde: Dp = Disponibilidad propia. Di = Disponibilidad de explotación. Rv = Rendimiento de velocidad o de ciclo. Tq = Tasa de calidad (cantidad piezas buenas obtenidas) / (cantidad piezas realizadas).
Bibliografia Nakajima, Seichi. “TPM”, Instituto japonés de Mantenimiento de plantas. Traducido al español por Tecnologías de Gerencia y Producción S.A, Madrid, 1984. Torres Leandro Daniel “MANTENIMIENTO- Su Implementación y la Introducción de Mejoras en la Producción” Editorial Universitas, Argentina, Febrero del 2007, ISBN: 987-9406-81-8 y tercera
23

Rua Major Ávila, 279 / Cob.02 – Tijuca / RJ – CEP: 20540-092 – TEL: (0xx.21)2234-5392 / 2569-4522 – FAX: (0xx.21) 2569-4522 - E-mail: [email protected]
Fundada no Rio de Janeiro em
02 de março de 1994.
FFuunnddaaddaa nnoo RRiioo
ddee JJaanneeiirroo eemm
0022 ddee mmaarrççoo ddee
11999944..
03 Países
20 Cidades
14 Estados
> 100 Cursos
> 40 Projetos
> 2700 Pessoas treinadas
LimaLima
SantiagoSantiagoSão LeopoldoSão Leopoldo
BrasBrasíílialia
JaraguJaraguáá do Sul e Brusquedo Sul e Brusque
CuritibaCuritiba
São PauloSão Paulo
Rio de Janeiro e MacaRio de Janeiro e Macaéé
João PessoaJoão Pessoa
Porto VelhoPorto Velho
NatalNatal
Rio BrancoRio Branco
MaceiMaceióó
ManausManaus
BelBeléémm
SantarSantaréémm
MacapMacapáá
Brusque, Jaraguá do Sul e Joinville
24

Rua Major Ávila, 279 / Cob.02 – Tijuca / RJ – CEP: 20540-092 – TEL: (0xx.21)2234-5392 / 2569-4522 – FAX: (0xx.21) 2569-4522 - E-mail: [email protected]
PRINCIPAIS CLIENTES
TREINAMENTOS E PALESTRAS REALIZADAS
PPPAAARRRTTTIIICCCIIIPPPAAANNNTTTEEESSS EEEMMM TTTRRREEEIIINNNAAAMMMEEENNNTTTOOOSSS EEE PPPAAALLLEEESSSTTTRRRAAASSS NNNOOO BBBRRRAAASSSIIILLL
Apenas logotipos autorizados
MMaaiiss ddee 110000 SSeemmiinnáárriiooss ddee TTPPMM mmiinniissttrraaddooss..
MMaaiiss ddee 118800 eemmpprreessaass ppaarrttiicciippaanntteess nnoo BBrraassiill..
MMaaiiss ddee 2255 eemmpprreessaass ppaarrttiicciippaanntteess nnoo eexxtteerriioorr..
MMaaiiss ddee 22770000 ppeessssooaass ttrreeiinnaaddaass..
25

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Para reflexionar: CCQ, KANBAN, JIT, SMED, ANÁLISE DE VALOR, 5S, REENGENHARIA, 6 SIGMA, LEAN MANUFACTURING, RCM,
TPM... Al final, que debe ser implantado?
Por: Marcio Cotrim mcconsultores ltda Rio de Janeiro [email protected] Brasil
En más de 30 años de experiencia, confieso que ya pase por numerosos programas que utilizan metodologías japonesas para mejorar la calidad, la productividad y reducir los costos de los procesos productivos. Sinceramente, aprendí mucho de todos. En Brasil, a diferencia del Japón, tenemos una cultura diversificada. No somos tan fáciles de manejar por los superiores, tenemos otras realidades y muchas dificultades para mantener los conceptos por mucho tiempo en la cabeza de los colaboradores. Los colaboradores en las empresas del Brasil son sustituidos como promedio cada de 3 a 4 anos según datos del Ministerio de Trabajo. Esta práctica obliga a las empresas a comenzar de cero sus programas de mediano plazo. En el Japón la rotación de personal es extremadamente menor, incluso con la crisis mundial; y los programas de largo plazo consiguen obviamente mejores resultados por supuesto. Voy a recordar algunos de esos programas que ya tuvieron sus momentos de esplendor; siendo algunos completamente olvidados y engavetados. Otros aun continúan con fuerza en las empresas, pero afectados por las dificultades actuales de la alta rotación de de la mano de obra en el Brasil. En la década de los años 70 al 80 del pasado siglo, los Círculos de Control de la Calidad imperaban. Se celebraban congresos, simposios y diversos cursos. Parecían ser la solución de todos los problemas de la empresa. Se conformaban diariamente equipos para los más diversos objetivos. Después de algunos años de vida activa, actualmente no se escucha hablar mucho de los Círculos de Control de la calidad. Es raro! EL Kanban y Just in Time aparecieron en el Brasil casi en la misma época. Hoy continúan siendo utilizados en gran escala a pesar de no haber eliminado los corretajes
en las empresas por problemas de logística, muchas veces ocasionados por la calidad del suministro de materia prima; huelgas que dificultan seriamente la liberación de productos importados y otros problemas administrativos. Existe mucho Just in Pánico: El celular no para! El Análisis de Valor tuvo su auge en la década de los años 80. En esa época, las empresas comparaban sus productos con los de la competencia y validaban las posibilidades de ganancias en el proceso para hacerlos más competitivos. Recuerdo mi primer proyecto de Análisis de Valor realizado en 1981. Su objetivo era reducir en un gramo el peso de la tapa de un disyuntor eléctrico, cuyo material de fabricación era la baquelita. La producción mensual de este producto era del orden de 400 000 a 500 000 unidades. El costo de materia prima para producirlos resultaba muy elevado. Fue un éxito! El programa 5S’s continua activo, aportando buenos resultados. Ha sido incluido en el Programa TPM en el pilar Mantenimiento Autónomo que será explicado en este texto. Quien no recuerda la Reingeniería, haciendo locuras en las empresas porque la interpretación de cada director, gerente o coordinador tenían diferencias de conceptos. Hasta quien lanzo en los Estados Unidos la metodología, años después, escribió asumiendo que todo sobre el tema estaba errado, y no devolvieron los millones de dólares ganados con la venta de los libros en todo el mundo. La frustración fue muy grande y todos se pusieron en contra, incluidos aquellos que defendían los conceptos e implantaron varios cambios en las organizaciones bajo estos conceptos. Hoy en día, nadie habla de la Reingeniería en las empresas. Todo lo diferente e insólito que ocurría en el trabajo era a causa de la Reingeniería. Todos hablaban de eso. En una empresa en el Sur, un ingeniero fue a cambiar sus vacaciones, y se le comunico su traslado para la recepción por causa de la Reingeniería y contó este hecho en una entrevista en la televisión, indignado por la designación. No sé si fue cierto, pero corrió el rumor que el Gerente fue cesanteado después de ser divulgada la entrevista por todo Brasil. Con todo el respeto, merecidamente! Actualmente las empresas están apostando al Lean Manufacturing, buscando reducir los desperdicios y mejorar la productividad, la calidad y producir a bajo costo. La metodología Lean Manufacturing o Manufactura Esbelta, fue desarrollada por Toyota. Posee diversas herramientas, por ejemplo:
... 5 S ... 6 Sigma ... Kanban ... Just-in-time ... VSM – Mapeo de la Corriente de Valor … Tempo de Ciclo e Takt-time
26

Mantenimiento en Latinoamérica. Volumen 5 – N°1
... Producción Nivelada (Heijunka) ... Verificación de Proceso (Jidoka) ... Lógica Secuencial ... Dispositivos para prevenir erros (Poka Yoke) ... Indicador Visual (Andon) ... Troca Rápida de Moldes y Herramientas
(SMED) … Mejora Continua (Kaizen) ... Células de Manufactura ... Sistema Ergonómico de Producción ... Controle Visual ... RCM – Mantenimiento Centrado en la
Confiabilidad ... TPM – Mantenimiento Productivo Total
Además de otras herramientas no citadas aquí y que ayudan en la implantación de esta filosofía, se hace necesario evaluar muy bien lo que debe ser más apropiado para cada tipo de empresa y problema existentes en el proceso productivo. No siempre la herramienta utilizada a este fin en una empresa debe servir para otra dado que las mismas tienen diferentes culturas, procesos, desperdicios y personas. La lista de herramientas utilizadas en Lean Manufacturing es grande y cuando alguna empresa dice que está implantado Lean Manufacturing, muy probablemente debe estar utilizando una de esas herramientas. Las 6 SIGMA’s es una de las que está más en boga, creándose Black Belt’s y Green Belt’s. Black Belt para coordinar proyectos de reducción de costo y multiplicar los conceptos internamente. Ya he oído directores y gerentes que hablan que están implantando el Lean, cuando en realidad desarrollan 6 Sigma’s o VSM. No pocos dicen lo mismo cuando implantan Kanban, o JIT, o TPM o 5S’s y otras herramientas citadas: No sé explicar el motivo! No soy especialista en los programas anteriormente citados relativos a Lean Manufacturing. Haré énfasis en el TPM – Mantenimiento Productivo Total que es donde poseo más experiencia. Aunque aprendo siempre de cada programa que desarrollo. He visto que cada empresa posee características diferentes y particulares: No existe receta eficaz para ser copiada. En cada programa un nuevo desafío se presenta diferente a los anteriores. TPM – Mantenimiento Productivo Total, muchos aun piensan en programas relacionado con el mantenimiento solamente, pero en realidad una de las herramientas más completas de Lean Manufacturing. El TPM se sustenta en 8 pilares básicos: ME - Mejoras Especificas, MA - Mantenimiento Autónomo, PM - Mantenimiento Planificado, FE – Formación & Entrenamiento, CI – Control Inicial, MC – Mantenimiento de la Calidad, Áreas administrativas y SMA – Seguridad y Medio Ambiente.
Comentaré un poco sobre los pilares más utilizados en un programa Piloto de TPM y con los que se consiguen resultados excelentes, si se desarrollan en conjunto. Son los pilares productivos y el SMA – Seguridad y Medio Ambiente. Este último puede ser dividido en cuatro pilares: Seguridad, Medio Ambiente, Gestión de Salud, y Seguridad del alimento (en la industria alimenticia) 1…ME - Mejoras Específicas: Este pilar su objetivo es reducir o eliminar las pérdidas operacionales y aumentar la Efectividad Operacional Global de los equipos (OEE). Es uno de las más importantes del programa. Si se desarrolla correctamente dará la dirección a los otros pilares, enfocados en el negocio de la empresa. La coordinación del pilar debe ser realizada por Ingeniería Industrial. Ella es la responsable de analizar, balancear, dimensionar y controlar el proceso productivo, incluido el Layout e indicadores de desempeño. Por otra parte, existe una gran dificultad para entender correctamente este pilar, porque frecuentemente, Ingeniería está enfocada en el producto, no analizando de manera global el proceso productivo, y con diversas dudas sobre la identificación de los “cuellos de botella” de producción, de los ciclos nominales de los equipos, moldes y de las capacidades productivas y del OEE de los equipos prioritarios: tenga piernas para correr el día entero resolviendo problemas operacionales, Ufa! El mapa del proceso para identificar donde existen oportunidades de mejora no es realizado al detalle. La ingeniería se concentra en la operación, definiendo con poca exactitud los parámetros (temperatura, presión, vacio) de las instalaciones -agua fría, vapor, aire comprimido etcétera-, que alimentan las máquinas y que ayudan a garantizar la capacidad del proceso y la confiabilidad de los equipos cuando estos son atendidos correctamente por los Operadores y Mantenedores. Es común en cada turno cambiar en los equipos los parámetros sin ningún criterio o autorización de Ingeniería; y cuando el producto es rechazado, las pérdidas se acumulan y el tiempo transcurre hasta tanto no se resuelva la causa raíz del problema. Este pilar debe ser responsable del análisis de toda la cadena productiva: desde la entrada de materia prima hasta la salida del producto terminado; estableciendo los parámetros operacionales e identificando las 16 principales pérdidas del proceso productivo definidas en la metodología TPM, actuando inmediatamente para restaurar a las condiciones definidas y exigidas por operación. Para eso puede utilizar en su desarrollo diversas herramientas de Lean Manufacturing como: VSM, 6 Sigma, SMED, Andon, Control Visual, Células de Manufactura, Sistema Ergonómico de Producción,
27

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Lógica Secuencial, Kaisen, Tiempo de Ciclo y otras que ayuden a definir y garantizar el proceso al menor costo de producción. No basta emitir informes mensuales de desempeño. Es necesario seguir diariamente el proceso a través de los indicadores y corregir cualquier desviación por pequeña que resulte con el fin de evitar aumente y por esa causa el proceso salga de control. 2... MA – Mantenimiento Autónomo: este pilar debe estar enfocado en el entrenamiento operacional, calificando a los operadores para que operen correctamente los equipos dentro de los patrones establecidos mediante: limpieza, lubricación de partes, realización de pequeñas reparaciones, ayuda al personal de mantenimiento, identificación de no conformidades; convirtiéndose en dueño de su equipo. En este pilar la utilización de las 5S’s es fundamental para ayudar en la organización y limpieza de las áreas y de los equipos productivos puesto de acuerdo con Producción. Mucha atención debe ser prestada a los equipos prioritarios para que el personal de operación y de mantenimiento mejor entrenados sean los responsables de estos.
3... MP – Mantenimiento Planificado: En este pilar se debe crear un modelo de gestión de mantenimiento, priorizando equipos y concentrando esfuerzo en los “cuellos de botella” con enfoque en el negocio de la empresa. Es común tratar todos los equipos de la misma manera, sin priorizar, implantando modelos de mantenimiento preventivo sistemático a través de programas informatizados comprados sin criterios bien definidos de filosofía, aumentando los costos de producción, creando una dependencia nociva del sistema sin que la confiabilidad y la disponibilidad mejoren ni las carretaje se reduzcan. Este es un pilar estratégico para el programa TPM y debe ser creada una filosofía de mantenimiento que implique y propicie la participación de todo el personal de mantenimiento y dirigido al proceso de manera global, abandonando la visión de tarea o “Reparación de Maquinas” que aun impera en las empresas. No es necesario innovar mucho si la etapa inicial del Mantenimiento esta aun poco desarrollado, basta hacer lo básico bien hecho, registrando los eventos, analizando las causas, entrenando al personal de mantenimiento y operación en el funcionamiento correcto de sus equipos, organizando y planificando las intervenciones de mantenimiento. Cuando estén funcionando bien y el personal de operación y mantenimiento más calificados trabajando de conjunto, pocas nuevas tecnologías deben ser introducidas.
28

Mantenimiento en Latinoamérica. Volumen 5 – N°1
4... FE – Formación & Entrenamiento: la FE es importante para brindar el soporte necesario a las necesidades de adiestramiento interno identificadas por los otros pilares, dirigidos a mejorar la calificación del personal de operación y mantenimiento. La coordinación debe ser realizada por el área de adiestramiento, pero es fundamental que el Departamento de Recursos Humanos actúe más en las áreas productivas, siguiendo de cerca los problemas, identificándolos, definiendo los modelos de LUPS – Lección de un Punto para la educación y aplicación entre los propios colaboradores. A diferencia del Plan Anual de Adiestramiento Corporativo esos adiestramientos operacionales pueden ser realizados con bajísimo costo, impartidos por los operadores, mantenedores, ingenieros, supervisores, gerentes, empresas de servicio de formación, o de materiales técnicos de mantenimiento: Basta tener creatividad y objetividad. 5... SMA – Seguridad & Medio Ambiente: la integración de este pilar al programa TPM es vital para mejorar la seguridad industrial o el medio ambiente y dar más apoyo a las Áreas de Seguridad y Medio Ambiente, que en muchas empresas están subordinadas a Recursos Humanos, perdiendo el contacto directo con las áreas productivas, tornándose reactivas, actuando después para analizar y justificar el accidente y no con el objetivo de evitar proactivamente riesgos. Es fundamental la auditoria en las áreas para elaborar los mapas de riesgo, identificar alteraciones, entrenar operadores y mantenedores diariamente a través de alertas y orientaciones sobre la utilización de Equipos de Protección Individual (EPI’s). La experiencia del pilar SMA en los programas de TPM en que he participado es excelente y los cambios del comportamiento es visible en todos los niveles jerárquicos. Bien, después de resumir algunos conceptos del TPM y los pilares más utilizados, puedo afirmar que este es un programa bien completo, participativo, dinámico y recomendable, lo mismo que otros proyectos citados anteriormente estén en implantación. Puedo asegurar que no interfiere y no perjudica, al contrario, va a auxiliar y multiplicar los resultados positivos en el proceso productivo. Solo precisa de una buena coordinación que integre los diversos programas y proyectos existentes en la empresa. Piense en eso antes de tomar cualquier decisión precipitada y basada apenas por las herramientas de moda actual. Piense en los resultados y tendrá éxito. Si se precisa, pida auxilio.
Coaching& Tutoría del personal Reclutamiento del personal con las
competencias requeridas Adquisición de Hardware & Software
Plazo de implementación del programa Necesidad de diagnósticos remotos y soporte
adicional Oportunidades de carrera del personal
Evaluación Económica La evaluación económica de la gestión del mantenimiento predictivo, debe basarse en los siguientes puntos:
Evitar paradas y pérdidas de producción Prevenir daño ambiental, penalidades,
mitigaciones Reducir fallas secuenciales Reducir MTTR Detectar deterioro oportunamente Evitar penalidades. Mitigar la escasez de trabajadores
experimentados. Mayor seguridad en trabajos planeados Eliminar distracciones de personal de
operaciones Costo de oportunidad
29

Mantenimiento en Latinoamérica. Volumen 5 – N°1
118379 descargas, más
de 13.000 personas inscritas en nuestra base de datos.
Mantenimiento en Latinoamérica, la revista de la comunidad de mantenedores de habla
hispana.
Nos leen en todo el mundo Haga parte de esta granfamilia
Inscríbase
Paute Publique

Mantenimiento en Latinoamérica. Volumen 5 – N°1
www.clubdemantenimiento.com.ar/, asociación de mantenedores en Argentina, cursos,
talleres, seminarios.
www.mantonline.com , especialistas en
gestión de mantenimiento, plantación, estrategia,
capacitación.
www.ingenierosdelubricacion.com , especialistas en lubricación, certificación
en normas, seminarios y cursos.
www.confiabilidad.net , portal con toda
la información actualizada para los profesionales del
mantenimiento.
www.faismon.com.co, fabricaciones
especiales, mantenimiento, alquiler de grúas e
ingeniería en general.
http://www.aremasla.com ; productos y
servicios AREMAS.
Encuentre en Internet
www.ltorresconsulting.com.ar , Entrenamiento e implementación de modelos
gerenciales de mantenimiento
www.aciem.org , portal de la Asociación de
Ingenieros de Colombia.
http://www.dydingenieria.com ; Soluciones en manejo de materiales e ingeniería.
http://www.iasca.net ; Gerencia del Riesgo

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Mantenimiento en Latinoamérica
La Revista para la Gestión Confiable de los Activos Nombre:____________________________________________________________________________________ Título:_____________________________________________________________________________________ Compañía:__________________________________________________________________________________ Dirección:__________________________________________________________________________________ Ciudad: ______________________Estado (Departamento):________________________País:______________________ Código Postal: _______________________ Teléfono: ____________________________________ Fax: _______________________________ e-mail corporativo: _________________________ e-mail personal: ___________________________
Si, Deseo recibir la Revista Mantenimiento en Latinoamérica GRATIS Firma: _____________________________________________________________________________ Fecha: _____________________________________________________________________________ Por favor encierre en un círculo sus temas de interés: 1. Gerencia del Mantenimiento 2. Costos del Mantenimiento 3. Lubricación 4. Vibraciones 5. Ultrasonido 6. Confiabilidad 7. Termografía 8. Balanceo 9. Otros. Cuales: _____________________________________________________________________ ___________________________________________________________________________________ ___________________________________________________________________________________ Firme esta página y envíela a: [email protected]

Mantenimiento en Latinoamérica. Volumen 5 – N°1
Convocatoria de Artículos
Mantenimiento en Latinoamérica La Revista para la Gestión Confiable de los Activos
Responsables con el compromiso de convertirse en un espacio vital para que la comunidad de mantenedores de Latinoamérica, que reflexionen y generen nuevo conocimiento en la disciplina, se permite comunicar que su proceso de convocatoria de artículos para su número ordinario bimensual se encuentra abierto. La revista se constituye en un importante medio para la socialización y visibilidad de aportes que nuestras comunidades de mantenedores vienen desarrollando, en especial, aquellos relacionados con la administración del mantenimiento y la aplicación de labores tendientes a mejorar la confiabilidad de los activos físicos. Así mismo, son bienvenidos aquellos textos de orden interdisciplinario que aborden problemas de la realidad industrial Latinoamericana. Plazo de entrega: La convocatoria y recepción de artículos es permanente aquellos que se envíen antes del 15 de los meses de Febrero, Abril, Junio, Agosto, Octubre, Diciembre de cada año, serán considerados para el numero
siguiente. Sin embargo pueden ser considerados en el Volumen 5, Número 2 de la revista, aquellos que lleguen hasta el 15 de Febrero de 2013. Política editorial: Quince días después de la fecha de recepción de las colaboraciones el Comité editorial notificará a sus autores si cumplen los requerimientos de calidad editorial y pertinencia temática por lo cual serán publicados. Pautas editoriales:
1. Presentación del texto: enviar archivo electrónico en formato Word 2007, letra Arial, tamaño 10, a espacio sencillo, hoja tamaño carta con una extensión máxima de 15 hojas.
2. Contenido del texto: una portada que contenga: título del artículo y nombre del autor (o autores, sin son varios), títulos académicos o cargos que indiquen su autoridad en la materia.
Adicionalmente, se debe incluir:
o Fotografía del autor en formato JPG. o Las direcciones electrónicas y país de Origen. o Las citas bibliográficas, deben de ser escritas preferiblemente en forma manual y no con la función del Word. o Referencias: Bibliografía y/o Cibergrafía. o Ilustraciones, gráficos y fotografías: Deben ser originales, para mayor calidad al imprimir. Y de ser tomadas de
otro autor citando su fuente y en lo posible adjuntar su permiso de utilización y deben ser en formato JPG. PARA TENER EN CUENTA:
o Ni la Revista, ni el Comité Editorial se comprometen con los juicios emitidos por los autores de los textos. Cada escritor asume la responsabilidad frente a sus puntos de vista y opiniones.
o Es tarea del Comité Editorial revisar cada texto y si es el caso, sugerir modificaciones. Igualmente puede devolver aquellos que no se ajusten a las condiciones exigidas.
o No tienen que ser artículos de carácter “científico” la revista es de todos los mantenedores y quienes apoyen o interactúen con ellos.
o Dirección de envío: Los artículos deben ser remitidos al editor de la revista a los siguientes correos electrónicos en los plazos indicados anteriormente: [email protected]
¡Esperamos sus trabajos!
Asociación Colombiana de Ingenieros - ACIEM Cundinamarca Calle 70 No. 9-10. PBX: (571) 3127393. Tel: (571) 2367713/14. Fax: (571) 2367715 - (571) 3127393 opción 8
e-mail: [email protected] - [email protected]
Inscripciones: Oscilan entre $1.550.000 y $3.100.000. Excepto diplomados
Programación Cursos y seminarios
1er Semestre 2013
- Planeación y programación en mantenimiento - Virtual Enero
- Ahorro y sostenibilidad energética en la gestión de activos
- Gestión de activos
- Gerencia de Proyectos - Virtual
Febrero
- Planeación avanzada I - Virtual
- Introducción a la industria del petróleo
- Gestión de materiales
- DVB T2 – Segunda Generación
- Gerencia de Riesgos
-
Marzo
- Congreso Internacional de Mantenimiento - Expomantener
- Fallas típicas en calderas
- Mercadeo para servicios de ingeniería
- Redes de Banda Ancha Fija y Móvil
- Reglamento Técnico para Redes Internas de Telecomunicaciones – RITEL
Abril
- Diplomado gestión y control de mantenimiento – Virtual
- Aciemtelecom 2012
- Hazop
- Establecimiento y administración de valor ganado de los proyectos
- LTE
Mayo - Agosto
Mayo
- Gerencia estratégica para mantenimiento
- Manejo de riesgos en procesos de Mantenimiento – Norma ISO 31000
- Gerencia de Proyectos
- Reglamento Técnico para Redes Internas de Telecomunicaciones – RITEL
Junio
Actualizado a: Noviembre 13 / 12

Plan de Capacitación 2013
Código Nombre País / Ciudad Fecha Costo
IAS 005Visión Integral del proceso de Paradas de Planta
Venezuela / Maracaibo Ene. 14 al 18 Bs. 10.400
IAS 002Gestión de Planes de Inspección para Integridad de Activos
Venezuela / Maracaibo 28 Ene. al 1 Feb. Bs. 10.400Activos
IAS 001 Corrosión en la Industria
Venezuela / Maracaibo Feb. 6 al 8 Bs. 6.272
Bolivia / Santa Cruz Feb. 20 al 22 USD 550
MOL 001Mantenimiento y Sostenibilidad
Venezuela / Maracaibo Feb 14 al 16 Bs 8 000MOL 001Energética
Venezuela / Maracaibo Feb. 14 al 16 Bs. 8.000
IAS 002Gestión de Planes de Inspección para Integridad de Activos
Venezuela / Maracaibo Mar. 4 al 8 Bs. 10.400
Colombia / Medellín Mar. 11 al 15 USD 550
Bolivia / Santa Cruz Mar. 27 al 29 USD 550
IAS 006
API 579-1/ASME FFS-1: Fitness for Service Aptitud para el Servicio de Recipientes a Presión, Tuberías y Tanques de Almacenamiento
Venezuela / Maracaibo Mar. 18 al 22 Bs. 10.400
IAS 003Gestión de Mantenimiento Basada en Confiabilidad
Venezuela / Maracaibo Abr. 1 al 5 Bs. 6.272
Bolivia / Santa Cruz Abr. 24 al 26 USD 550
MOL 001Mantenimiento y Sostenibilidad
éBolivia / Santa Cruz Abr. 11 al 13 USD 550MOL 001
Energética Bolivia / Santa Cruz Abr. 11 al 13 USD 550
IAS 004Integridad Mecánica de Activo -Nivel Básico
Venezuela / Maracaibo May. 8 al 10 Bs. 6.272
Bolivia / Santa Cruz May. 29 al 31 USD 550

Qué, dónde y cuándo
Presencial
Enero 23 al 25 Medellín – Col.
Virtual
Enero 6 al 31
Junio 2 al 29
Presencial
Febrero 21 al 23 Maracaibo‐ Ven.
Virtual
Febrero 3 al 28
Julio 1 al 27
Presencial
Marzo 21 al 23 Medellín – Col.
Virtual
Marzo 4 al 31
Agosto 1 al 27
Presencial
Abril 8 al 10 Santa Cruz ‐ Bol.
Virtual
Abril 1 al 27
Septiembre 1 al 28
Presencial Mayo 21 al 23 Medellín – Col. Mayo 27 al 29 Lima – Perú.
Virtual Febrero 3 al 28 Julio 1 al 27
Presencial
Junio 27 al 29 Medellín – Col.
Virtual
Marzo 4 al 31
Septiembre 1 al 28
Presencial
Julio 19 al 21 Medellín – Col.
Virtual
Marzo 4 al 31
Septiembre 1 al 28
Presencial
Agosto 22 al 24 Barranquilla – Col.
Virtual
Marzo 4 al 31
Septiembre 1 al 28
Virtual
Marzo 4 al 31
Junio 2 al 29
Septiembre 1 al 28
Diciembre 1 al 16
Presencial
Abril 8 al 10 Santa Cruz ‐ Bol.
Mayo 21 al 23 Lima – Perú
Junio 27 al 29 Medellín – Col.
Agosto 19 al 21 Barranquilla – Col.
Otros cursos y otras
fechas consulte nuestra
WEB
www.mantonline.com
Escribanos a


w w
w . r e l i a r i s k . c o m
Los cursos están sujetos a la cantidad m
ínima de participantes inscritos
Co
ntáctan
os:
Ing
. Lisie M
on
tiel Sp
lug
alisie.m
Teléfonos: (+
57) 1 4753388 -(+
57) 3208745017
Bogotá, D
.C