LOGO LLENADO DE BOTES CON DESguindo.pntic.mec.es/rarc0002/microplcs1/C123_MicroPLCs.pdfArgumento y...
10
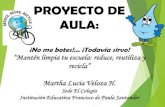
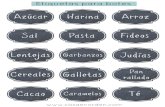
Argumento y gráfico principal 1 Llenado de botes con desecho MicroPLCs, automatización fácil MicroPLCs, automatización fácil Aula Mentor Convocatoria 123 Diciembre de 2018 MicroPLCs, automatización fácil START STOP I1 I2 Q9 Q5 CILINDRO LLENADOR A+ I3 SENSOR LLENADOR B3 I4 SENSOR TAPONADOR B4 I5 SENSOR CUERPO B5 I6 SENSOR TAPÓN B6 Cargador de tapones Q1 MOTOR CINTA1 MOT1 M Q2 MOTOR GIRO MOT2 M Q4 MOTOR CINTA4 MOT4 M Q3 MOTOR CINTA3 MOT3 M Q6 CILINDRO TAPONADOR B+ Q7 CILINDRO EXPULSOR C+ Q8 CILINDRO ETIQUE- TADOR D+ A B C D I7 SENSOR ETIQUETADOR B7 SISTEMA LLENADO DE BOTELLAS CON DESECHO Un sistema de llenado, taponado, comprobado, y etiquetado de botes pequeños, será manejado por un controlador programable con la siguiente secuencia: El sistema se compone de tres cintas transportadoras lineales y una giratoria. 1
Transcript of LOGO LLENADO DE BOTES CON DESguindo.pntic.mec.es/rarc0002/microplcs1/C123_MicroPLCs.pdfArgumento y...

Argumento y gráfico principal1
Llenado de botes con desecho MicroPLCs, automatización fácilMicroPLCs, automatización fácil
Aula Mentor Convocatoria 123 Diciembre de 2018
MicroPLCs, automatización fácil
START STOP
I1 I2 Q9
Q5
CILINDROLLENADOR
A+
I3
SENSORLLENADOR
B3
I4
SENSORTAPONADOR
B4
I5
SENSORCUERPO
B5
I6
SENSORTAPÓN
B6
Cargadorde tapones
Q1
MOTORCINTA1
MOT1
M
Q2
MOTORGIRO
MOT2
M
Q4
MOTORCINTA4
MOT4
MQ3
MOTORCINTA3
MOT3
M
Q6
CILINDROTAPONADOR
B+
Q7
CILINDROEXPULSOR
C+
Q8CILINDROETIQUE-TADOR
D+
A
B
C
D
I7
SENSORETIQUETADOR
B7
SISTEMALLENADO DE BOTELLAS CON DESECHO
Un sistema de llenado, taponado, comprobado, y etiquetado de botes pequeños, será manejado porun controlador programable con la siguiente secuencia:
El sistema se compone de tres cintas transportadoras lineales y una giratoria.1

2MicroPLCs, automatización fácil
Argumento y programación
MicroPLCs, automatización fácilMicroPLCs, automatización fácilLlenado de botes con desecho
2 Al presionar el pulsador I1.START, se ponen en marcha la primera cinta transportadora Q1.MOT1, elmotor de giro Q2.MOT2 y la tercera cinta transportadora Q3.MOT3. El pulsador I2.STOP, detiene todo.Cuando es presionado I1.START, se conecta la salida Q9 que es un aviso de que el sistema está en marcha.
Aula Mentor Convocatoria 123 Diciembre de 2018

Argumento y programación3
Llenado de botes con desecho MicroPLCs, automatización fácilMicroPLCs, automatización fácilMicroPLCs, automatización fácil
3 Entra un bote por la primera cinta; cuando es percibido por el sensor I3.B3, la cinta se detiene Q1=0. Enese instante, se activa el cilindro llenador Q5.A+, que se activa durante 3 segundos, tiempo suficiente parabajar y llenar el bote, y en ese instante se vuelve a conectar la cinta transportadora Q1=1, con el propósitode mover el bote fuera del rango de acción del sensor I3.B3. A los 2 segundos (5 en total desde el inicio deeste proceso B010), se da por terminado el proceso de llenado.
Aula Mentor Convocatoria 123 Diciembre de 2018

4MicroPLCs, automatización fácil
Argumento y programación
MicroPLCs, automatización fácilMicroPLCs, automatización fácilLlenado de botes con desecho
4
5
La cinta sigue en marcha y el bote lleno, llega hasta el sensor I4.B4; la cinta se detiene Q1=0. En eseinstante, se activa el cilindro taponador Q6.B+, que se activa durante 3 segundos, tiempo suficiente parabajar y taponar el bote, y en ese instante se vuelve a conectar la cinta transportadora Q1=1, con el propósitode mover el bote fuera del rango de acción del sensor I4.B4. A los 2 segundos (5 en total desde el inicio deeste proceso B017), se da por terminado el proceso de taponado.
Los procesos de llenado y taponado son independientes, es decir, uno no debe influir en otro. Lasórdenes para activar un proceso u otro siempre vendrán por los sensores I3.B3 para el proceso de llenado eI4.B4 para el de taponado.
Aula Mentor Convocatoria 123 Diciembre de 2018

Argumento y programación5
Llenado de botes con desecho MicroPLCs, automatización fácilMicroPLCs, automatización fácilMicroPLCs, automatización fácil
6 El bote lleno y taponado llega a la cinta giratoria, que está en marcha Q2.MOT2. El bote se desplazahasta la cinta transportadora lineal 3, que está alimentada por el motor Q3.MOT3. Al salir de la cinta giratoriay tomar la lineal, aparecen dos sensores I5.B5 para detectar que hay presencia de bote e I6.B6 paradetectar presencia de tapón. En este instante, pueden ocurrir dos acciones. Si se detecta bote I5=1, peroantes de 2 segundos no se detecta tapón I6=0, síntoma de que el bote no tiene tapón por fallo en la línea; seconecta la el motor de la cinta 4 Q4.MOT4, y además, se conecta un cilindro expulsor Q7.C+ que desplazala botella defectuosa a la cinta 4, para trasladarla hacia otro lugar. Este cilindro se activa durante 2segundos, y el motor de la cinta 4 Q4.MOT4, durante 7 segundos. El motor de la cinta 3 Q3.MOT3, no sedetiene en ningún momento en este proceso.
Por otro lado, si se conecta I5=1 y antes de dos segundos hace lo propio I6=1, síntoma de que el bote tienecolocado correctamente el tapón, éste sigue su curso por la cinta 3.
Las Marca M5 registra que el bote que pasa ha cumplido con I6 + I5 = 1, y la marca M6, cuando el bote tienedefecto.
Aula Mentor Convocatoria 123 Diciembre de 2018

7
8
La cinta 3 sigue en marcha y el bote lleno y taponado, llega hasta el sensor I7.B7; la cinta se detieneQ3=0. En ese instante, se activa el cilindro etiquetador Q8.D+, que se activa durante 2 segundos, tiemposuficiente colocar la etiqueta, y en ese instante se vuelve a conectar la cinta transportadora Q3=1, con elpropósito de mover el bote fuera del rango de acción del sensor I7.B7. A los 2 segundos (4 en total desde elinicio de este proceso B042), se da por terminado el proceso de etiquetado. El bote sale de la cinta hastaotro proceso de embalaje no previsto en este ejercicio.
Recuerde que si no funciona Q9.SISTEMA, no podrá operar nada.
6MicroPLCs, automatización fácil
Argumento y programación
MicroPLCs, automatización fácilMicroPLCs, automatización fácilLlenado de botes con desechoAula Mentor Convocatoria 123 Diciembre de 2018

Variables y bloques a determinar7
Llenado de botes con desecho MicroPLCs, automatización fácilMicroPLCs, automatización fácilMicroPLCs, automatización fácil
Variables Denominación Variables Denominación
I1 START M1 PROCESO LLENADO
I2 STOP M2 AUXILIAR PROCESO LLENADO
I3 SENSOR LLENADOR B3 M3 PROCESO TAPONADO
I4 SENSOR TAPONADOR B4 M4 AUXILIAR PROCESO TAPONADO
I5 SENSOR CUERPO BOTE B5 M5 MEMORIA PIEZA BUENA
I6 SENSOR TAPÓN BOTE B6 M6 MEMORIA PIEZA MALA
I7 SENSOR ETIQUETADOR B7 M7 PROCESO ETIQUETADO
Q1 MOTOR CINTA 1 M8 AUXILIAR PROCESO ETIQUETADO
Q2 MOTOR CINTA DE GIRO
Q3 MOTOR CINTA 3
Q4 MOTOR CINTA 4 DE DESECHO DE BOTES MALOS
Q5 CILINDRO LLENADOR
Q6 CILINDRO TAPONADOR
Q7 CILINDRO EXPULSOR, BOTE DEFECTUOSO
Q8 CILINDRO ETIQUETADOR
Q9 SISTEMA OK
17 RS X 2 OR
25 TON 3 NOT
26 TOF 1 AND
2 OR 2 OR
3 NOT 3 NOT
1 AND 1 AND
1 AND 2 OR
8 NAND-FLANCO 3 NOT
7 AND-FLANCO 1 AND
17 RS 2 OR
25 TON 3 NOT
26 TOF 1 AND
2 OR 2 OR
3 NOT 3 NOT
1 AND 1 AND
17 RS 2 OR
25 TON 3 NOT
26 TOF 1 AND
17 RS 2 OR
25 TON 3 NOT
26 TOF 1 AND
B018
Ejemplo
B019
B026
B027
B032
B034
B035
B041
B001
B002
B007
B009
B012
B017
Donde, los bloques a determinar son:
Aula Mentor Convocatoria 123 Diciembre de 2018

8MicroPLCs, automatización fácil
Atajos de programación
MicroPLCs, automatización fácilMicroPLCs, automatización fácilLlenado de botes con desecho
Recuerde:
Si desea sustituir los cables por conectores, pulse la tecla o el icono que aparece acontinuación, y haga “clic” en el cable a “cortar”. El resultado, aparecerá un conector indicando la procedencia y otroindicando hacia donde se destina. Para volver a visualizar el cable se usará la misma herramienta activando uno delos conectores afectados.
F11 Deshacer o unir conexión
Para Logo! V4, 5 ,6 y 7.
Para Logo! V8.
El resultado
Si desea reducir un bloque NOT, simplemente no lo coloque inicialmente y haga doble “clic” en el nodo que deseeubicarlo. El resultado, un punto negro.
Circuito equivalente
Aula Mentor Convocatoria 123 Diciembre de 2018

RS
RSR
elé
Au
toe
ncl
ava
do
rP
ar
Trg R
Par
Re
léd
eIm
pu
lso
s
RS
S
Co
nm
uta
do
ra
na
lóg
ico
de
valo
ru
mb
ral
Par
AA
x
Inte
rru
pto
ra
na
lóg
ico
de
valo
ru
mb
ral
dife
ren
cia
lP
ar
AA
x
Co
mp
ara
do
ra
na
lóg
ico
Par
AA
x
Ay
Vig
ilan
cia
de
l va
lor
an
aló
gic
oP
ar
AE
n
Ax
Am
plif
ica
do
ra
na
lóg
ico
Par
AA
x
AQ
R Cnt
Dir
Par
+_
Conta
dor
Pro
gre
sivo
/R
egre
sivo
R En
Ral
Par
Con
tado
r de
hora
sde
func
iona
mie
nto
h
Fre Par
Se
lect
or
de
um
bra
l
CO
NTA
DO
RE
S
VA
RIO
SA
NA
LÓ
GIC
OS
Text
od
ea
viso
Par
En P
Inte
rru
pto
rS
oft
wa
reP
ar
En
Trg
Par
Re
gis
tro
de
de
spla
zam
ien
to
DirIn
FU
NC
ION
ES
BÁ
SIC
AS
TE
MP
OR
IZA
DO
RE
S
1 =1
AN
D
OR
NO
T
NA
ND
NO
R
XO
R
& >1 & >1
AN
Dco
ne
valu
aci
ón
de
flan
cos
&
NA
ND
con
eva
lua
ció
nd
efla
nco
s
&
TE
MP
OR
IZA
DO
RE
S
Trg T
Re
tard
oa
laco
ne
xió
n
Trg TR
Re
tard
oa
lad
esa
ctiv
aci
ón
Re
tard
oa
laco
ne
xió
n/
de
sco
ne
xió
n
Trg
Par
Trg
ParR
Re
tard
oa
laco
ne
xió
nm
em
oriza
do
Trg Par
Rel
éde
barr
ido
(sal
ida
deim
puls
os)
Re
léd
eb
arr
ido
dis
pa
rad
op
or
flan
co
Trg
Par
R En T
Re
loj
Sim
étr
ico
En
Inv
Par
Ge
ne
rad
or
de
imp
uls
os
así
ncr
on
os
No
M DM D
Tem
po
riza
do
rA
nu
al
No1
No2
No3
Tem
po
riza
do
rS
em
an
al
En
Par
Ge
ne
rad
or
Ale
ato
rio
Trg
Par
Inte
rru
pto
rd
ea
lum
bra
do
pa
rae
sca
lera
Trg R
Inte
rru
pto
rC
on
fort
ab
le
Par
En
tra
da
an
aló
gic
a
AI
Q
Sa
lida
an
aló
gic
a
AQ
Q1
Ma
rca
an
aló
gic
a
AM
Q1
Bit
de
reg
istr
od
ed
esp
laza
mie
nto
(de
S1
aS
8)
SQ
En
tra
da
I
Q
Sa
lida
1
1 2 3 4 5 6 7 8
9 10 11 12 13 14 15 16
17 18 19 20 21 22 23 24
25 26 27 28 29 30 31 32
33 34 35 36 37 38 39 40
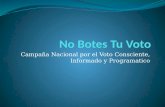
Funciones a usar
Funciones de programación9
Llenado de botes con desecho MicroPLCs, automatización fácilMicroPLCs, automatización fácilMicroPLCs, automatización fácil
Aula Mentor Convocatoria 123 Diciembre de 2018

10MicroPLCs, automatización fácil
Notas
MicroPLCs, automatización fácilMicroPLCs, automatización fácilLlenado de botes con desechoAula Mentor Convocatoria 123 Diciembre de 2018