Lixiviacion Copper Sulphide

of 12
-
Upload
jose-amezquita -
Category
Documents
-
view
217 -
download
0
Transcript of Lixiviacion Copper Sulphide
-
8/9/2019 Lixiviacion Copper Sulphide
1/12
LIXS2 COPPER SULPHIDE ORES HEAP-LEACHING PROCESS.
J. Arias
Metex LLC; [email protected]
ABSTRACT
The LIXS2 heap-leaching process (US Patent Office 6,569,391 B1) was patented inMarch 2003; METEX LLC is currently seeking industrial scale test development funds.
The process uses water, sulphuric acid and sodium nitrate; sodium nitrate
increases the sulphide dissolution rate to commercial application levels.
All copper sulphide species dissolve at different speeds due to the intrinsicreaction rates dependence from the chemical bonds between Cu, Fe, and S. The LIXS2process can dissolve all copper sulphides.
Column leaching tests (at STP) with 100 Kg. of ore, showed the process is capableof leaching both mixed (oxide + sulphide) and sulphide copper ores, at rates 2.4 timesgreater than bacterial leaching.
Other LIXS2 patented processes for copper concentrates and ROM ores, showedinteresting leaching rates for chalcopyrite ores and mixtures of sulphide copper ores.
-
8/9/2019 Lixiviacion Copper Sulphide
2/12
LIXS2 heap leaching process USA Patent US 6,569,391 B1(May27th, 2003).
This patent process improves on the heap leaching of copper ores by using sodiumnitrate as an oxidizing chemical reactive, in a sulphuric acid leaching solution. The ore is
crushed to a suitable size for exposure of the ore to the leaching solution and stored inheaps up to twelve meters high. The heaps are irrigated with a dilute water solutionconsisting essentially of sulphuric acid and sodium nitrate to produce a leach product.The leach product is recovered from the heap and copper is recovered from the leachproduct by electrolysis or other suitable technique (e. g., cementing with iron scrap). ThepH of the heap is preferably maintained at pH 1.7.
Chemical processes for obtaining copper metal are becoming increasingly important dueto their relative simplicity and environmental compatibility, as compared to traditionalthermal fusion processes. Heap leaching has the advantages of low investment cost andlow operating costs. Presently, there are two principal techniques within the miningindustry for treating sulphide ores by heap leaching. These are bacterial heap leachingand acid heap leaching.
Bacterial leaching of copper ore is generally faster thanacid leaching because bacterial leaching combines the oxidizing biochemical activity ofbacteria with the chemical action of sulphuric acid and atmospheric oxygen. The processincludes irrigating a mineral heap with a dilute solution of sulphuric acid inoculated witha given strain of bacteria. The bacteria used, for example, Thiobacillus ferrooxidans,Leptospirilium ferrooxidans, or others, are cultivated from bacteria naturally occurring onthe ore and are essentially strains of bacteria adapted to the specific physical-chemicalconditions existing in the environment of a particular ore deposit.
Presently, the most widely used sulphide ore leaching process in industry isbacterial leaching. This process has the advantage of low investment cost, low operationalcost, and relatively low final cost per pound of copper produced (on average,
approximately US$0.50/Lb at present, but which varies significantly with the orecomposition and random mixtures found in ore deposits). This process also has someundesirable characteristics such as a reaction time measured in months (usually sixmonths for recoveries about 60% or longer) and comparatively low recoveries thatfluctuate between 65% and 85% of the metal contained in the ore. Furthermore, the lifeand proliferation of bacteria depend critically on temperature, acidity, and availability ofnutrients; in some mining operations the environmental temperatures can be below C ornear it in daily cycles and below C for months during the winter, which is a complex andexpensive problem to solve in operational conditions.
Acid leaching is potentiallymore efficient than bacterial leaching, but this potential had not been realized until thisinvention. Acid leaching is similar to corrosion in that the leaching phenomenon occursthroughout the whole volumetric structure of the ore mineral crystals, whereas thebiochemical leaching by bacteria occurs only where the bacteria are emplaced, that is,only in part of the ore mineral crystals surface in contact with the leaching solution.This fact implies a difference in the number of molecular sites where leaching occurs,which clearly favors acid leaching due to its action at a molecular level throughout the
-
8/9/2019 Lixiviacion Copper Sulphide
3/12
whole structural volume of the sulphide ore mineral crystals, that is, throughout thewhole volume of the crystals in contact with the leaching solution.
Heap leaching typically uses sulphuric acid and ferric sulphate as the oxidant in a solution.Ferric sulphate is obtained from decomposition reactions of common sulphides thatoccur in the ores (typically pyrite and chalcopyrite) through the combined action of water
dissolved sulphuric acid and oxygen.
Prior inventions suffered from operational problems, such as for example: Stetefeldt (USPat. No. 287,737), proposed leaching cakes of ore in a vessel with sulphuric acid andsodium nitrate to recover copper and silver; the NOx gases produced were to berecovered in a water spray. Queneau et. al. (US Pat. No. 3,793,429) proposed using nitricacid for recovering copper and other metals from sulphide ore; the NOx gases producedwere to be recovered with cool water and oxygen to regenerate nitric acid, but the cost ofnitric acid and severe corrosion problems made this process uneconomic to use.Carnahan et. al. (US Pat. No. 3,912,330) invented a process for chemically treating copperores with a mixture of nitric acid and sulphuric acid with oxygen under pressure anddiscloses that the process is not suited to heap leaching. Fairbanks (US Pat. No. 5,403,382)proposed leaching copper ore with sulphuric acid at a pH of 1.5.
To be competitive with bacterial leaching, and thermal fusion techniques, acid leachingmust be made faster without adversely affecting the environment. The NOx gasesproduced by the processes described in the Stetefeldt patent and the Carnahan et. al.patent make these processes undesirable from an environmental standpoint; the problemis made more acute by the fact that increasing the speed of the reaction process byadding more oxidant, generally causes more NOx gases to be produced, not less;furthermore, adding equipment to recover the NOx gases only increases the cost of theprocess.
It is obviously less expensive to transport copper than to transport copper ore; thus atypical problem found in previous inventions, e g. in particular the process described byCarnahan et. al. patent, is that the site of the ore processing is typically not at sea level, i.e.oxygen is less abundant, and providing more oxygen, even in the form of compressed air,will increase the cost of the process.
Therefore, the LIXS2 Heap Leaching Process had as main objectives to provide a fasterprocess for leaching copper ore with acid; a process for leaching copper ore that is costcompetitive with other processes; a process for leaching copper ore in which the emissionof NOx gases is eliminated without the use of separate recovery apparatus; a process forleaching copper ore to recover at least 85% of the available copper; and a process forleaching copper ore without the addition of gaseous oxygen.
The previous objectives are achieved in this invention, in which sodium nitrate is anoxidizing chemical reactive in a sulphuric acid leaching solution in water. In particular theore is crushed and stored in heaps. The heaps are irrigated with a dilute solutionconsisting essentially of sulphuric acid and sodium nitrate to produce a leach product.
The leach product is recovered from the heap and copper is recovered from the leachproduct by electrolysis; since acid leaching with sodium nitrate is dependent on acidity,pH is typically maintained at values 1.7.
-
8/9/2019 Lixiviacion Copper Sulphide
4/12
Heap leaching typically includes the steps of crushing, agglomera-tion, stacking, leaching,solvent extraction, solution recovery, electro-winning, raffinate solution recovery, filteringand storing, reconditioning the leaching solution, and recirculation. The chemicalprocessing steps are shown in Fig. 1, including the steps of the invention.
Crushing reduces the size of the ore material to increase the surface area of a given mass
of ore; if the copper ore mineral particles are small and discrete, crushing has the effect ofexposing them on the surface of the crushed ore particles, a step necessary to increasethe efficiency of the leaching process by allowing wetting of the majority of the copperore with the leaching solution; this parameter, the percentage of copper ore mineralsexposed to the leaching solution, which is itself dependent on the size, texture and fabricof the copper ore particles, is critical to the efficiency of leaching processes in general andit is one of the controls on the minimum crushing size necessary for ores to be leachedefficiently. The size of crushing, such as for example or 5/8, or other, will depend onthe ore type, as explained above, and the leaching characteristics of the ore, among othereconomical constraints, such as the specific energy consumption of the ore crushing.
Agglomeration entails soaking the ore with concentrated sulphuric acid (curing) in arevolving inclined drum, to mix and impregnate the ore with the acid. This step producesa very strong initial chemical attack on the sulphide ore particles mechanically stressingand cracking the minerals, thus increasing the surface area exposed to leaching. This stepalso agglomerates the fine ore particles to prevent them from clogging open spaces inthe ore heap and thus reducing the circulation of leaching solution through the stackedore. In the ore column tests of this invention, 15 Kg. of H2SO4 per metric ton (1,000 Kg.) ofore were applied to a column simulating heap leaching. Depending upon the content ofacid consuming gangue minerals present in the ore, a higher concentration or a lowerconcentration of acid can be used to cure the ore.
The stacking step entails forming a heap of ore on a leaching pad. After agglomeration,the ore is transported, usually by conveyor belt, and deposited layer upon layer to form aheap, using a mobile open-ended conveyor belt called a stacker. Ore heaps can be severalmeters high, and tens of meters wide and long, and have a trapezoidal shape in cross-section. The leaching pad is a planar, slightly inclined, compacted soil surface lined with ahigh density plastic film that serves as an impermeable collection surface for the leachsolutions. The lined pads have raised edges to form a pool-like open containment. Afterconstruction of a pad and a collecting system, and subsequent stacking of the ore, a seriesof irrigating pipes and spraying nozzles are distributed at regular intervals above the heapfor spraying leaching solution on the heap.
For leaching, the leach solution includes water, acid and an oxidizing chemical. The leachsolution is sprayed over the surface of the heap and reacts with the crushed ore,percolating through pores and fractures and collecting at the base of the heap. Thecopper-rich solution moves down along the impermeable plastic liner to collectingtroughs and a piping system.
In accordance with the invention, the leach solution is an acid-oxidizing solution
consisting essentially of sulphuric acid (H2SO4) and sodium nitrate (NaNO3) in specificconcentrations. The H2SO4 concentration is calculated according to the amount ofsolution and is the amount necessary to produce a starting pH of 2 or less. In the case ofthe 100 Kg. ore leaching columns given as an example for this invention, starting pH was1.69 for both bacterial leaching and acid-oxidizing chemical leaching columns.
-
8/9/2019 Lixiviacion Copper Sulphide
5/12
The NaNO3 oxidizer concentration is calculated in accordance with the mass of sulphidecontained in the ore. The approximate proportion needed to achieve completedissolution of the sulphide ore is 1:1 for mass of sulphide to mass of nitrate. The NaNO3 ismixed with the leaching solution and the amount of oxidizer needed to dissolve thesulphides completely is applied in aliquots as the solution is cycled through the heap
during the leaching process; that is, the total amount of NaNO3 oxidizer is applied to theore in the heap in the leaching period of time (in the current example with a mixedcovellite-atacamite ore, 170 days). In order to avoid an energetic oxidizing reaction whichproduces NOx gases, a weak NaNO3 concentration solution is supplied constantly at 5g/L, as in the case of the column leaching described above. The NaNO3 oxidizer isconsumed during the sulphide leaching process because it reacts with the sulphides,oxidizing Fe, S, and Cu; the NaNO3 oxidizer itself becoming reduced in the process. Thesetwo factors are responsible for the sulphide heap leaching process.
The leach product (leachate) is collected on the liner and transferred through a system ofcollecting troughs, pipes and, if necessary, pumps, into a pool. The copper-rich solution isthen transported from the pool to a solvent extraction plant through a system of pipes,including pumps, if necessary.
If the leachate contains significant amounts of oxidizer, it can be re-circulated to a freshore heap as an ORP conditioning step, which reduces the excess oxidizer left over fromthe heap leaching prior to solvent extraction; this step is necessary only in the case theexcess NaNO3 oxidizer concentration may be high enough to alter the stability of the SXreactive chemicals. Conditioning may be needed because the leach solution can percolatea heap relatively quickly, but react relatively slowly with the sulphide mass, due both tothe small sulphide surface area exposed in the crushed ore of the heap being leached andthe small nitrate concentration in the solution. This phenomenon may produce someexcess nitrate that remains in the leachate solution, which can be reduced by circulatingthe copper-rich solution through a fresh ore heap, thereby reducing the excess NaNO3 byreaction with fresh sulphide ore.
Solvent extraction includes two phases. In the first phase, the copper is extracted fromsolution by a commercially available organic extractant that is dissolved in a suitablesolvent to capture the copper from the water based leaching solution; there are severalcommercially available extractants supplied by chemical companies such as Henkel Corp.,Shell Chemical Co., Acorga Ltd., which naming here does not mean endorsement of theirproducts.
The second phase of the solvent extraction process is called rich solution processing andincludes a copper stripping step and a solvent recovery step that provides re-cycledsolvent. The copper is stripped from the copper-rich solution by mixing the extractantwith concentrated sulphuric acid, producing an acidic solution very rich in copper that isdirectly amenable to electro-winning and a copper-depleted solution that is stored forreconditioning and recycling.
For electro-winning, the copper-rich solution obtained from the solvent extractionprocess is stored in tanks and then transferred to an electro-winning plant, where thecopper is recovered by cathodic electrodeposition from the solution onto copperstarting cathodes (pure copper plates) or onto stainless steel, or other alloys, plates, toform high purity, cathodic copper ready for industrial use.
-
8/9/2019 Lixiviacion Copper Sulphide
6/12
The solution from which copper is removed by electro-winning is called raffinatesolution. The raffinate solution is strongly acidic because the electro-winning processproduces sulphuric acid as a by-product. The raffinate solution is recirculated through asystem of pipes and pumps to send the raffinate solution back to the leaching pad afterfiltering, to eliminate suspended solids, and reconditioning. Reconditioning may include
diluting, eliminating unwanted elements such as Fe and S that accumulate in the leachatesolutions due to the common occurrence of Fe in the sulphides and S as sulphates thatare derived from the oxidation of S to sulphate during the oxidizing leach process. Fe andS can be selectively precipitated from the solution as basic hydroxy-iron sulphate(jarosite) and other sulphate compounds, by increasing the pH of the solution throughthe addition of sulphuric acid. These materials are safe to discard because they are stable,non-polluting compounds commonly occurring in nature. Reconditioning also includesdiscarding excess raffinate solution and diluting the retained raffinate solution withrecycled water or fresh water, to obtain a leaching solution with the proper acidconcentration needed for a new cycle. In accordance with the invention, NaNO3 is addedto replenish the oxidant consumed during the leaching process and to produce a freshsolution that is applied to the heap in a new leaching cycle.
The acid-oxidizing leaching process 100 Kg. ore column test was conducted in parallelwith self-inoculation bacterial leaching (i.e., bacterial leaching was only due to thebiochemical activity caused by the bacteria originally present in the ore sample). The testparameters were the following:
Ore mass: 101 Kg.
Ore particle size: < 6mm.
Soluble Cu: 1.15% (mineral composition was 100% atacamite)
Sulphide Cu: 1.82% (mineral composition wasmajor covellite and only minor chalcocite)
Total Cu content: 2,97%
Contained Cu: Bacterial leaching test 2.99 Kg.; acid-oxidizing leaching test 2.96Kg.
Acid solution flow rate: 0.24 m3/day x m2(10 L/hour x m2) Acid cure: 15 Kg. H2SO4
Leach solution: 9 g/L H2SO4(for bacterial leaching);
9 g/L H2SO4 + 5 g/L NaNO3(for acid oxidizing leaching)
Column height: 2.1 M.
Column diameter: 0.2 M.
Initial ore humidity: 1.3%
pH:
-
8/9/2019 Lixiviacion Copper Sulphide
7/12
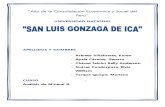
bacterial leaching (??). In addition, the process of the invention recovered more than 85%of the copper in about 6 months, rather than in nine months as in the prior art.
From the oxide ore (atacamite), 100% of the copper was leached in 55 days by the acid-oxidizing leaching process, whereas 100% of the copper was leached in 63 days bybacterial leaching, a 13% advantage for the acid-oxidizing leaching process. In none of
the tests did the acid-oxidizing process in accordance with the invention produce NOxgases.
The invention thus provides a process for leaching copper-bearing ores that is faster andis cost competitive with other processes. The process does not use gaseous oxygen anddoes not produce NOxgases, eliminating the need for separate recovery apparatus. Atleast 85% of the copper is recovered in less time than in prior inventions.
Various modifications can be made within the scope of the invention. For example,sodium sulphate can be added to the leach solution to buffer the action of the nitrateoxidizer. Thus, the speed of the reaction can be increased at will by increasing the nitrateoxidizer concentration and thereby increasing the speed of recovery of copper metalwithout generating NOxgases as a result of the increase in the concentration of NaNO3.
The LIXS2 Sulphide Concentrates Leaching Process (ChileanPatent N 37,199; April 19th, 1990).
This is an acid-oxidizing leaching procedure, which includes H2SO4, NaNO3, and Na2SO4asreactive chemicals in an aqueous solution to leach sulphides. These chemicals areemployed in mass proportions which vary according to the chemical composition of theore minerals and their relative abundances in the ores or mineral concentrates, and theextraction and recovery rates sought, the ratio of concentrate or ore to H2SO4 being 1:2.5or less, the ratio of concentrate or ore to NaNO3of 1: 1.5 or less, and the ratio ofconcentrate or ore to Na2SO4of 1:1.7 or less; an adequate control of pH and/or the
addition of Na2SO4avoids the generation of obnoxious gases such as SO2and NOxgases,making the process environmentally acceptable.
In one example, 5.0 g. of pure Cu2S concentrate, 3.2 g. NaNO3and 3.0 g. of Na2SO4, weremixed with 9.2 g. of H2SO4 and 100 ml. of water in a glass beaker, which produced animmediate spontaneous reaction without gas emission; the solution gradually turnedgreen and proceeded until the complete dissolution of the concentrate; the solutiontemperature increased slightly, reaching a maximum of 20C over ambient temperature;the extraction rate was 98% of the contained Cu for a 56 minutes reaction time; extractionrate without the NaNO3 and Na2SO4reactive chemicals was under 1% for the samereaction time. On another example, 5.0 g. of CuFeS2concentrate (82.54% purity) groundat 230 mesh and with 7.96% FeS2was reacted with 3.7 g. NaNO3and 3.0 g. of Na2SO4, 9.2g. of H2SO4 and 100 ml. of water in a glass beaker; initial pH was 2 and final pH 1.
Extraction rate was 80.2% of the contained Cu for a 168 hours reaction period. Again,extraction rate without the NaNO3 and Na2SO4reactive chemicals was under 1% for thesame reaction time. It was also observed that the extraction speed could be increasedconsiderably to only 2.5 hours, by the application of moderate heating (t=58 C) andagitation.
-
8/9/2019 Lixiviacion Copper Sulphide
8/12
The dissolution rate of concentrates can be increased by using larger concentrations ofNaNO3and H2SO4to concentrate (respectively 1.85:1 and 3.40:1), as shown by additionalexperiments with a CuS (34.15%), Cu2S (22.90%), Cu5FeS4(11.49%) and CuFeS2(0.034%)concentrate, when the leaching solution is changed for fresh leaching solution at intervalsof 20 to 24 hours, which produced extraction rates ranging from 46.8% to 66.51% of thecopper contained in the concentrate for successive leaching runs of the same
concentrate; this shows the advantage of changing the leaching solution for freshsolution at suitable intervals and of using the inherent increase in the reacting ore activedissolution surface area associated to the leaching process. A further experiment with acrushed ore ( 1/4; 92% Cu2S; 2-3% Cu5FeS4), and NaNO3 and H2SO4(respectively 0.33:1and 0.55:1 with respect to ore mass), and a 1:7 mass of crushed ore to water ratio, showeda recovery of 25.5% of the contained copper in a 59.75 days leaching period and 14 g/Lcopper concentration solution. Initial pH was 2; final pH was 1.
The LIXS2 Sulphide Concentrates Leaching Process reduces the cost of extraction ofcopper metal due to its high-energy efficiency and its adequate environmental control inatmospheric, naturally exothermic and low temperature reactions, as compared tothermal fusion techniques or other traditional techniques. Acidity should not reach pHvalues under 1.
The LIXS2 Sulphide Ore in Vats Leaching Process (ChileanPatent 38,818; July 5th, 1994).
This process utilizes the electrolytic dissolution of sulphides due to its high-energyefficiency (90% or greater). Previous research had, however, encountered severeproblems during the dissolution experiments of crushed and pulverized ores orconcentrates (G. W. Warren et. al.; Metall. Trans., B; Vol. 138, pp. 587-591, 1982; Habashi, F.;Chalcopyrite, its Chemistry and Metallurgy; Mac-Graw Hill Int. Book Co., New York, 1978),in particular, passivation, a problem of difficult solution, which hampered furtherdevelopment of this technique.
Furthermore, mining of copper sulphides by means of aqueous solutions for example, hasbeen developed considerably in the 1980s and the addition of acid and/or oxygen hasbeen employed in experiments as well as in commercial extractive operations to producethe dissolution of sulphides (Gao, H. W., Sohn, H. Y. and Wadsworth, M. E.; Metall. Trans., B;Vol. 14 B, pp. 541-551; 1983). However, these procedures suffer from being slow and ofhigh cost.
In the LIXS2 sulphide ore in vats leaching process, a series of four experiments ofsulphides electrochemical dissolution, each lasting 24 hours, was carried out todemonstrate the influence of each of the process variables, namely, the nature of the oremass, its active surface area, the nature of the electrolyte and the applied potentialdifference. The tests parameters were: Massive chalcopyrite ore anode (exposed surface
area 32.6 cm2); Platinum cathode; 0.9 Volt applied potential; 4 different electrolytesolutions; stabilized DC power supply. Results showed that for respective reactiveconcentrations of NaNO3 (40 g/L), H2SO4 (18 g/L), Na2SO4 (40 g/L or 60g/L) and NaCl (0or 2 g/L) the following was observed:
-
8/9/2019 Lixiviacion Copper Sulphide
9/12
-
8/9/2019 Lixiviacion Copper Sulphide
10/12
-
8/9/2019 Lixiviacion Copper Sulphide
11/12
Fig. 2.
LIXS2 Leaching vs B acterial Leaching
(100 Kg. ore column test )
0
10
20
30
40
50
60
70
80
90
1 11 21 31 41 51 61 71 81 91 101 111 121 131 141 151 1
Days
61 171
LIXS2
Chemical Leaching
Bacterial
Leaching
55 days
55 day Oxide Leaching 116 day Sulphi de Leaching Peri od
References:
1. Arias (US Patent 6,569,391 B1); May 2003
2. Arias (Patente Chilena N 37.199); Abril, 1990.
3. Arias (Patente Chilena N 38.818); July, 1994).
4. Stetefeldt (US Pat. No. 287,737A); Oct. 1883
5. Queneau et. al.; (US Pat. No. 3,793,429 A); Feb. 1974
6. Carnahan et. al. (US Pat. No. 3,912,330); Oct. 1975
7. Fairbanks (US Pat. No. 5,403,382); Apr. 1995
8. Davies et. al.; Nitric-sulphuric Leach Process Improvements; Mining Eng. 33(8), 1252-9,1981.
9. Davies et. al.; Nitric-sulphuric Leach Process Improvements; Mining Eng. 33(8), 1259-66,1981.
10. Warren G. W. et. al.; Metall. Trans., B; Vol. 138, pp. 587-591, 1982; Habashi, F.;Chalcopyrite, its Chemistry and Metallurgy; Mac-Graw Hill Int. Book Co., New York, 1978)
11. Gao, H. W., Sohn, H. Y. and Wadsworth, M. E.; Metall. Trans., B; Vol. 14 B, pp. 541-551;1983
-
8/9/2019 Lixiviacion Copper Sulphide
12/12
12. Prater et. al.; Nitric Acid Route to Processing Copper Concentrates; Trans. Soc. Mining Eng.AIME, 254(2), 117-22, 1973.